Клей-расплав — адгезив на основе полимеров, который наносится в расплавленном состоянии. Нанесение клея обычно производится клеевым пистолетом, который работает через нажатие на курок. В промышленных условиях его чаще наносят с помощью клеевых машин. Клей-расплав используется в самых разных сферах благодаря своей универсальности. Это упаковка, переплетные работы, картонное производство, полиграфия, ленты и этикетки, сборочное производство, бытовой ремонт, рукоделие.
Клей-расплав привлекателен по многим причинам. Он быстродействующий. На самом деле, время схватывания может быть скорректировано в зависимости от потребностей технологического процесса. Горячий расплав безопасен в использовании и экологически чист. В дополнение к склеиванию сложных поверхностей, горячий расплав также может быть использован для заполнения зазоров, герметизации. Он легко транспортируется и хранится.
Преимущества клея-расплава перед адгезивами на основе растворителя
Клей-расплав стал настолько популярным, что он уверенно обгоняет по потреблению клеи на основе растворителей. Они представляют собой смеси различных ингредиентов, растворенных в специальных составах . Склеивание происходит после испарения растворителя. Клей-расплав, который основан на термоплавких полимерах, обходит многие проблемы с адгезивами на основе растворителей.
Горячий расплав быстрее и экономичнее, имеет большую адгезию и выделяет гораздо меньше летучих органических соединений, чем клеи на основе растворителей.
Благодаря своей химической природе клей-расплав может принимать любое количество форм. Он поставляется в форме стержней, гранул, брикетов и подушек. Горячий расплав может быть нанесен несколькими способами: экструзия (выдавливание из сопла), распыление, нанесение валиком.
Дозирующее оборудование для клея-расплава представлено в виде резервуаров для плавления , вакуумных транспортеров (шлангов), барабанных или ведерных загрузчиков и предплавильных установок.
Состав
Сырье, используемое в горячем расплаве, влияет на его функциональность, стоимость, доступность и производительность. Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.
Полимеры
Основными составляющими горячих расплавов являются термоплавкие полимеры. Это длинные повторяющиеся цепочки определенных молекул, которые имеют различные свойства в зависимости от длины цепей и типа молекулы.
Основными полимерами, используемыми в клеях-расплавах, являются:
этиленвинилацетат (EVA)
полиолефины
полиамиды и сложные полиэфиры
блок-сополимеры стирола
этиленметилакрилат (EMA)
этилен-Н-бутилакрилат (EnBA).
Полимеры придают горячему расплаву прочность и гибкость, термостойкость, ударопрочность и стойкость к сдвигу. Эти характеристики в значительной степени определяются типом полимера, его молекулярной массой и количеством.
При большем содержании полимера вы получаете более высокую вязкость, а также большую гибкость. При более низком содержании полимера наблюдается более низкая вязкость.
Добавки
Смолы
Смолы определяют липкость клея-расплава. Они влияют на то, как долго клей остается липким после его нанесения. Таким образом, смолы контролируют смачивание клея (т. е. то, как долго он остается жидким при контакте с поверхностью основания).
Смолы также оказывают влияние на адгезионную природу горячего расплава. Выбор смолы определяется ее совместимостью с основным полимером, температурой размягчения и удельной адгезией. Основными типами липких смол, используемых в горячем расплаве, являются канифоль и гидрогенизированная канифоль, гидрогенизированный углеводород, терпеновые фенолы, сложный эфир канифоли и другие. Также используются чистые ароматические мономеры.
С большим количеством смолы получается клей-расплав с уменьшенной липкостью и более высокой скоростью схватывания. С меньшим количеством липкой смолы расплав будет жестче и агрессивнее.
Воски
Воск в горячем расплаве в первую очередь контролирует заданную скорость схватывания и открытое время. Открытое время — это время, необходимое для создания связи. Это может длиться от нескольких секунд до бесконечности (для некоторых чувствительных к давлению клеев-расплавов). Этот параметр определяет, как быстро горячий расплав может образовать связь некоторой приемлемой прочности.
Эти два значения должны точно соответствовать параметрам, используемым в производственных линиях. В дополнение к ним воск также влияет на термостойкость и адгезию горячего расплава при температурах ниже температуры окружающей среды.
Основными типами воска, используемого в горячем расплаве, являются натуральные и синтетические воски. Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
При более низком содержании воска горячий расплав будет иметь более высокую вязкость и большую гибкость, а также будет связываться более агрессивно. При меньшем количестве воска горячий расплав будет иметь меньшую вязкость, быстрее схватываться и связываться менее агрессивно.
Антиоксиданты
Антиоксиданты используются в горячих расплавах в первую очередь для защиты материала от разрушения в течение срока его годности. Некоторые из часто используемых антиоксидантов в горячем расплаве включают фенолы, ароматические амины, фосфаты, фосфиты и BHT.
Наряду со стабилизаторами, антиоксиданты добавляются в небольших количествах и не влияют на физические свойства горячего расплава. Они защищают горячий расплав не только в течение срока его хранения, но и в расплавленном состоянии при нанесении и смешивании.
Пластификаторы
Помимо основного полимера и смолы, пластификаторы являются наиболее распространенной добавкой в клее-расплаве. На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
В идеале пластификатор обладает низкой летучестью, прозрачен и не имеет запаха. Используя пластификатор, горячий расплав может достичь более низкой вязкости расплава и быстрого увлажнения поверхности.
В дополнение к основным ингредиентам термоклей поставляется с несколькими другими добавками, которые придают ему определенные желаемые характеристики. Биоциды предотвращают рост бактерий, а наполнители добавляют объем и прочность, снижая при этом стоимость. Клей-расплав также может содержать антипирены и различные пигменты или даже блестки.
расплавы — характеристики, производители, состав и расход
Клей-расплав – это легкоплавкий материал, изготовленный на основе пластичных полимеров без применения растворителей. При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах.
После охлаждения тонкий клеящий слой становится твердым и создает очень прочный клеевой шов. В зависимости от марки клея, температура плавления находится в пределах от 100°С до 200°С. Скорость остывания зависит от толщины нанесенного слоя и марки применяемого состава.
Состав материала
Кроме термопластичного полимера для изменения адгезии, пластичности и температурных режимов в готовый материал могут быть добавлены особые компоненты, влияющие на технические характеристики клеевых соединений. Это смолы, канифоль, парафин, полимерные и красящие пигменты. Кроме этого в состав клея расплава добавляют наполнители в виде окиси алюминия, талька, мела, древесной муки и сажи, влияющие на температуру плавления и время схватывания.
Разновидности клеев
В зависимости от используемого базового компонента различают несколько видов клея расплава. Самые распространенные из них:
этиленвинилацетатный для склеивания пластиков, тканей, картона, бумаги, керамики и тонколистового металла;
полиуретановый клей расплав для обработки и крепления кромочных мебельных материалов;
полиолефиновый устойчив к температурным перепадам и отлично подходит для склеивания фольги, кожи, ДСП, ДВП и упаковочных материалов;
Клеевые составы постоянной липкости применяются в производстве скотча и других липких лент. Температура плавления таких клеев не превышает 18°С.
Подготовка к работе и использование инструмента
Клеи-расплавы производят в виде стержней, гранул, блоков и пластин для ручного и механического нанесения с помощью специального инструмента. Для разогрева и плавления полимерной массы используют термопистолеты и клеевые дозаторы. В них клеевой состав разогревается до температуры плавления, проходя через электрическую спираль или ТЭН. После этого он подается на специальную головку для нанесения на поверхность.
По способу подачи и конструкции клеевые головки бывают следующих видов:
щелевые для контактного и бесконтактного нанесения;
пневматические для спреевого и спирального нанесения;
шнековые электрические.
Для наклеивания декоративных кромок из ПВХ на элементы мебели, применяют специальные головки для кромкооблицовки серии МЕВ.
Преимущества клей-расплава
Широкое распространение термоклеев основано на таких характеристиках клея расплава, как:
очень быстрое склеивание;
экологическая чистота материала;
небольшой экономный расход;
широкая область применения;
надежность, высокая прочность, отличная адгезия;
практически неограниченный срок хранения;
устойчивость к воздействию влаги и перепадам температур.
На расход клея расплава оказывает влияние показатель плотности. Наибольшей экономии можно достичь, используя материалы с меньшим значением плотности и температуры плавления.
Применение клеев в мебельном производстве
Клей-расплав для мебельной кромки это один из наиболее распространенных видов термоклея. Производители мебели стабильно доверяют этому материалу благодаря надежности и прочности соединений. Кромка выглядит аккуратно, особенно после осторожной обработки углов.
В зависимости от применяемых материалов, технологии производства и инструмента для нанесения могут использоваться разнородные гранулы. Част из них сформована в виде мелкого порошка, другие похожи на небольшие горошины или миниатюрные таблетки, а остальные выглядят как длинные капсулы или бруски.
Расход клея на 1 метр кромки зависит от способа нанесения, температуры нагрева и марки материала. Для плит толщиной 18 мм при использовании контактных автоматов эта величина составляет 12-14 г/м. При ручном нанесении расход увеличивается до 16-18 грамм. Производители клея расплава указывают в других единицах измерения – 200-250 г/м2.
Технология облицовки профилей
Клеи расплавы широко применяют для декоративной отделки профилей путем поверхностной облицовки или окутывания. Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
При облицовывании пленками ПВХ обязательно используют клеевые расплавы. Для этих целей наиболее распространены составы на основе:
этиленвинилацетата;
аморфного полиальфаолефина;
полиамида;
полиуретана.
Применяемый клей-расплав должен отвечать техническим требованиям по устойчивости к перепадам температур, воздействию солнечного ультрафиолета, повышенной влажности, долговечности и прочности.
Другие варианты применения
Кроме применения в мебельном производстве и облицовки профилей эти клеи широко используются в таких производственных процессах, как:
наклеивание этикеток на стекло и пластики;
изготовление и маркировка упаковок;
сборка воздушных и газовых фильтров;
производство и монтаж изоляционных материалов;
деревообработка и выпуск клееного бруса.
Клей-расплав экономен при использовании. Для соединения деталей и заготовок требуется минимальное количество материала. Процесс склеивания происходит очень быстро и гарантирует надежность любых стыков.
Опубликовано 06.11.2018 Греггом Ховардом, техническим менеджером отдела графики
Клеи-расплавы
уже много лет используются в переплетных мастерских и типографиях. На рынке доступны различные термоклеи, и выбор продукта в значительной степени зависит от предполагаемого конечного использования, производственных процессов и оборудования для нанесения. Клеи, чувствительные к давлению (PSA) и этиленвинилацетатные клеи (EVA), являются двумя химическими веществами-расплавами, наиболее часто используемыми в полиграфии. Хотя они различаются по физическим свойствам и рабочим характеристикам, состав этих двух систем имеет некоторое сходство.
Некоторые рецептуры клеев-расплавов очень просты, а некоторые чрезвычайно сложны, но все они обычно содержат четыре типа общих ингредиентов: полимеры, пластификаторы, вещества, повышающие клейкость, и антиоксиданты.
Каждый из этих классов ингредиентов привносит что-то уникальное и важное в общую формулу. В каждом классе есть сотни различных вариантов, которые можно использовать или комбинировать, чтобы придать конечному продукту определенный набор атрибутов.
Ниже приведены краткие сведения, иллюстрирующие, почему каждый из четырех основных классов компонентов является неотъемлемой частью клея. Другие добавки — красители или пигменты, наполнители, УФ-стабилизаторы — также могут быть добавлены к клеям для удовлетворения различных требований к производительности.
Полимеры
Полимер считается основой клеевой системы; он обеспечивает как прочность, так и гибкость. Полимеры также влияют на адгезионные свойства, термическую стабильность, химическую стойкость и совместимость. Полимеры EVA обычно включают в термоклеи, предназначенные для склеивания корешка, бокового склеивания и подкладки. Напротив, блок-сополимеры используются в клеях-расплавах PSA, предназначенных для бокового склеивания и подкладки, а также в клеях для обложки, используемых как в переплетном деле, так и в прямой почтовой рассылке.
Усилители клейкости
Эти термопластичные смолы считаются отличительной чертой формулы горячего расплава; ими можно манипулировать, чтобы повлиять на многие атрибуты обработки и производительности. Начальная адгезия может быть сформирована системой повышения клейкости, и она также способствует термической стабильности, цвету и запаху продукта.
Пластификаторы
Пластификаторы представляют собой технологические масла и воски, используемые в основном для регулирования вязкости и скорости плавления продукта. Однако они также помогают установить адгезивные и когезионные свойства; изменить открытое время; и обеспечивают дополнительную гибкость. В составы PSA обычно добавляют масла, тогда как в термоклеи EVA предпочтительны воски.
Антиоксиданты
Хотя антиоксиданты составляют небольшой процент от общей формулы, они очень важны для термической стабильности клея. Клеи-расплавы склонны к деградации при хранении при температурах выше рекомендуемых в течение длительного периода времени. Надлежащая антиоксидантная система защитит клей как в процессе производства, так и в процессе нанесения.
Как долго вы должны ждать, прежде чем проверять натяжение и изгиб страниц в только что переплетенных книгах? Щелкните здесь, чтобы получить ответ.
Категории
Продукты и инновации
Состав и техническое описание клеев-расплавов, чувствительных к давлению
HMPSA (клеи-расплавы, чувствительные к давлению), как правило, состоят из следующих ингредиентов:
термостойкость для HMPSA. Фаза стирола образует физически сшитую сеть в клее при комнатной температуре. SBC плавится и становится текучим при температурах выше температуры стеклования стирольного домена, примерно от 200 до 230°. На рынке клеев-расплавов доступны четыре типичных SBC: стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-(этилен-бутилен)-стирол (SEBS, гидрированный SBS) и стирол-стирол. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
2. Придающие клейкость Придающие клейкость низкомолекулярные олигомеры на основе нефти или природного сырья с температурой размягчения от ниже комнатной до 320°. Повысители клейкости могут обеспечить специфическую адгезию и более низкую вязкость расплава для клеев.
Два семейства придающих клейкость обычно используются для HMPSA:
a) Нефтяные углеводородные смолы: C5 (алифатические), C9 (ароматические), C10 (дицикло-пентадиен, DCPD), C5/C9 (дополнительные придающие клейкость), и C10/C9 (содействующие повышению клейкости).
b) Натуральные смолы: канифоль, терпен и их производные.
Выбор усилителей клейкости в первую очередь зависит от используемых SBC и рынков применения. HMPSA являются прозрачными, если вещества, повышающие клейкость, и SBC совместимы. Для менее или несовместимых смесей SBC-придающих клейкость, они мутные или непрозрачные.
3. Пластификаторы Пластификаторы могут эффективно снижать твердость, снижать вязкость и улучшать устойчивость HMPSA к низким температурам. Они также могут снизить стоимость клея. В составах HMPSA используются два типа пластификаторов: минеральные масла и бутеновое масло.
С каждым годом 3D печать становится более популярна и доступна. Раньше 3D принтер был больше похож на сложный ЧПУ станок, но теперь производители идут на встречу пользователям. Упрощаются и автоматизируются настройки, которые многих новичков вгоняли в ступор. Несмотря на это, начинающему пользователю бывает сложно разобраться в многообразии постоянно появляющихся пластиков для 3D принтера.
Выбрать пластик для 3D принтера очень важно, особенно когда стоит цель напечатать функциональную модель с определенными свойствами. Будет обидно, если напечатанная шестерёнка сломается почти сразу, или декоративная модель быстро потеряет свою красоту.
Важно понимать, сможет ли принтер работать с выбранным пластиком. Некоторые материалы (чаще всего инженерные) требуют определенных условий для удачной печати.
Для начала определитесь, какую модель нужно напечатать. Какие свойства у нее должны быть? Модель должна быть прочной? Или это мастер модель для дальнейшего тиражирования, в которой важно качество поверхности?
В 90% 3D принтеров используется пластиковая нить диаметром 1.75. Диаметр 3мм встречается редко, но лучше заранее уточнить, какой размер используется в вашем принтере.
PLA
PLA (полилактид) – это самый популярный и доступный пластик для 3D принтера. PLA изготавливают из сахарного тростника, кукурузы или другого натурального сырья. Поэтому он считается нетоксичным, биоразлагаемым материалом.
Температура экструдера — 190-220 градусов. Подогрев стола не нужен, но если стол у принтера с «грелкой» для лучшего прилипания, можно разогреть его до 50-60 градусов. С PLA очень просто работать. Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Плюсы:
Не дает усадки. Благодаря этому можно легко изготавливать сборные или огромные модели без изменения размеров.
Нет специфических требований к 3D принтеру. Подойдет любой исправный 3D принтер. PLA не нужен подогреваемый стол или закрытый корпус.
Нетоксичен. Благодаря этому во время печати не пахнет или имеет еле уловимый аромат жженой карамели.
Разнообразная палитра цветов.
Минусы:
PLA плохо шлифуется и механически обрабатывается.
Начинает деформироваться уже при небольшом нагреве (около 50 градусов).
Хрупкость. По сравнению с другими материалами, PLA очень хрупкий и легко ломается.
Разрушается под воздействием ультрафиолета. В труху он конечно не развалится, но может стать более хрупким и выцвести.
PLA отлично подойдет для изготовления габаритных или составных моделей. Например декоративные предметы интерьера, макетирование, корпуса для электроники и т.д.
Недавно в продаже появился PLA+. Он может отличаться от обычного PLA улучшенными характеристиками. Например более прочный, с улучшенной адгезией слоев.
Макет турбины
Декоративные подставки
ABS
ABS (акрилонитрилбутадиенстирол) – это второй по популярности пластик для 3D печати, благодаря своим свойствам, доступности и небольшой цене.
Температура экструдера — 220-240 градусов. Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Плюсы:
Хорошие прочностные характеристики позволяют изготавливать из ABS функциональные прототипы.
Простая механическая и химическая обработка. ABS легко шкурится и сверлится, а при помощи ацетоновой бани можно добиться идеально гладкой поверхности.
На сегодняшний момент это самый недорогой вид пластика для 3D печати.
Большой выбор цветов и оттенков.
Минусы:
Высокая усадка. Из-за этого может быть проблематично изготовление габаритных изделий.
Для печати требуется подогреваемый стол и закрытая камера. Без этого ABS может отклеиваться от стола или трескаться по слоям.
В процессе печати ABS может неприятно пахнуть. Поэтому рекомендуется печатать в проветриваемых помещениях или использовать принтер с закрытой камерой и фильтром.
ABS – можно считать инженерным пластиком. Он подойдет для изготовления несложных функциональных изделий.
ABS после химической обработки в ацетоновой бане
РУ модель из ABS
ABS+ отличается от обычного ABS улучшенными прочностными характеристиками (упругость, жесткость, твердость), меньшей усадкой и иногда устойчивостью к некоторым маслам и растворителям (например бензин).
HIPS
HIPS (ударопрочный полистирол) – изначально задумывался как пластик растворимой поддержки для материалов с высокой температурой печати. Например для ABS или Нейлона.
Температура экструдера – 230-260 градусов. Температура стола – 80-100 градусов. Желательно наличие закрытой камеры у 3D принтера.
Плюсы:
Меньшая усадка чем у ABS.
Простота механической обработки.
Матовая поверхность очень выигрышно смотрится на декоративных изделиях.
Разрешен контакт с пищевыми продуктами (но стоит обязательно уточнить наличие сертификатов у конкретного производителя)
Минусы:
Для печати нужен принтер с подогреваемым столом и закрытой камерой.
Более гибкий и менее прочный чем ABS. Из-за этого не получится изготавливать функциональные изделия.
Маленькая палитра цветов.
Чаще всего HIPS используется по назначению для печати на 2х экструдерных принтерах в качестве поддержки для ABS. Он отлично (хоть и не очень быстро) растворяется в лимонеле.
Иногда HIPS используют в качестве самостоятельного материала. Изделия из него получаются не очень прочные, но этот пластик любят за лёгкую постобработку. HIPS можно использовать для моделей которые впоследствии будут контактировать с пищевыми продуктами (не горячими).
Использование HIPS в качестве растворимой поддержки
Декоративная ваза из HIPS
PVA
PVA (поливиниловый спирт) – это материал который разрабатывался как водорастворимая поддержка для PLA.
Температура экструдера – 190-210. Подогрев стола не требуется. PVA — немного “капризный” материал, его не рекомендуется перегревать и печатать на высоких скоростях.
PVA очень гигроскопичен и растворяется обычной водой. Поэтому он используется только в качестве поддержки для PLA или других пластиков имеющих близкую температуру печати к PVA.
Растворимая поддержка из PVA
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
PETG
PETG (полиэтилентерефталат) собрал в себе лучшие свойства PLA и ABS. С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
Температура экструдера — 220-240 градусов. Температура стола — 80-100 градусов. В процессе печати модель необходимо хорошо обдувать.
Плюсы:
Отличная спекаемость слоев.
PETG очень прочный и износостойкий. Хорошо выдерживает ударные нагрузки.
Практически отсутствует запах при печати.
Нетоксичный.
Маленькая усадка.
Минусы:
PETG отлично подойдет для печати функциональных моделей. Благодаря небольшой усадке его часто используют для изготовления больших или составных моделей. Благодаря низкой токсичности PETG часто используют для изделий которые будут контактировать с пищей.
Формочки для печенья и узорчатая скалка
SBS
Это материал с высокой прозрачностью. При этом он прочный и упругий. SBS это пластик с низкой токсичностью. Его можно использовать для печати моделей контактирующих с пищей.
Температура экструдера – 230 -260 градусов. Температура стола — 60-100 градусов. Печатать можно без закрытого корпуса на принтере.
Плюсы:
Небольшая усадка
Прозрачность. После обработки сольвентом, лимонелом или дихлорметаном может получится красивые прозрачные изделия с практически гладкой поверхностью.
Легко обрабатывается механически или химически.
Разрешен контакт с продуктами питания.
Минусы:
SBS отлично подходит для полупрозрачных ваз, детских игрушек и емкостей для пищевых продуктов. Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Вазы отлично печатаются толстым соплом (0,7-0,8) в один проход (печать в 1 стенку или спиральная печать в слайсере).
Макеты бутылок после химической обработки
Нейлон
Нейлон (полиамид) считается самым износостойким материалом из доступных для домашней 3D печати. Помимо хорошей стойкости к истиранию и прочности он имеет большой коэффициент скольжения.
Температура экструдера — 240-260 градусов. Температура стола 80-100 градусов. Нейлон очень капризный и гигроскопичный материал – перед использованием рекомендуется просушить катушку с пластиком. Для печати нужен принтер с подогреваемым столом и закрытой камерой, без этого будет сложно напечатать что то крупнее небольшой шестеренки.
Плюсы:
Высокая прочность и износостойкость.
Высокий коэффициент скольжения.
Термостойкость, по сравнению с другими пластиками для 3D печати.
Высокая стойкость ко многим растворителям.
Хорошо поддается механической обработки. Отлично шлифуется и сверлится.
Минусы:
Нейлон отлично подойдет для изготовления износостойких деталей — шестеренки, функциональные модели и т.д. Иногда нейлон используют для печати втулок.
Шестеренка из нейлона
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Bestfilament
Мягкие пластики
FLEX (TPU, TPE, TPC) –это материал похожий на силикон или резину. Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
FLEX печатаются на температуре 200-240 (в зависимости от материала). Подогреваемый стол не обязателен. На принтерах с директ подачей материала (механизм подачи на печатной голове) проблем с печатью обычно не бывает. На боуден подаче (механизм подачи расположен на корпусе) печать очень мягкими пластиками может вызывать трудности. Обычно приходится дополнительно настраивать прижим прутка. Главный нюанс – это совсем небольшие скорости печати — 20-40мм.
Плюсы:
Минусы:
В зависимости от вида FLEXa модели могут получится гибкие или резиноподобные. Этот материал, в зависимости от мягкости, можно использоваться для печати уплотнительных прокладок, стелек, ременных передач, гусениц или других моделей которые требуют гибкости или мягкости.
Ремень из FLEXа
Кроссовки с гибкой подошвой
Колесо для РУ модели
Декоративные пластики
Декоративные пластики — это PLA пластики с различными наполнителями (деревянная или металлическая стружка). Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Температура экструдера – 200- 220 градусов (в зависимости от производителя). Подогреваемый стол не обязателен.
Плюсы:
Минусы:
Некоторые наполнители (например глина) являются абразивами. Для таких пластиков нельзя использовать стандартное латунное сопло. Придется покупать более твердое стальное сопло.
Некоторые декоративные пластики могут забить маленькое сопло (0,4 и меньше). Для них нужно использовать более “толстое” сопло.
В зависимости от наполнителя получаются разные свойства материала. Пластики в которых используется только краситель не требуют дополнительной обработки. Материалам с “наполнителями” иногда может потребоваться дополнительная пост обработка.
Пластики с металлическими наполнителями после печати нужно обработать металлической щеткой. Тогда проступит Металлическое содержимое и модель будет напоминать металлическую отливку.
Пластики с металлической пудрой
Эти пластики часто используются для печати брелков, декоративных моделей и деталей интерьера.
Если в пластике большое содержание древесной пыли, то рекомендуется использовать больший диаметр сопла (0,5 и больше), более мелкое сопло может быстро забиться в процессе печати.
Грут из пластика с древесным наполнителем
Брелоки из пластика с медной пылью
Инженерные пластики
Это пластики на основе нейлона с наполнителями которые улучшают прочностные, теплостойкие и другие характеристики, помогают добится меньшей усадки материала. Например – углеволокно, карбоновые нити или стекловолокно.
Температура экструдера – 240-300 градусов (в зависимости от производителя). Температура стола — 90-110 градусов. Поскольку пластики на основе нейлона то требования для печати схожи. Это подогреваемый стол и закрытый корпус принтера.
Плюсы:
Твердость и прочность.
Низкая воспламеняемость или негорючесть.
Высокая точность, благодаря низкой усадке.
Минусы:
В 3D принтерах используются латунные сопла, некоторые пластики могут быстро “расточить” его во время печати. Для таких материалов рекомендуется использовать стальные сопла.
Это узкоспециализированные пластики применяемые под конкретную задачу, в зависимости от наполнителя. Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Функциональный прототип из композита с углеродным волокном
Оправа из композита
Пепельница из поликарбоната
Итоги
Это конечно не весь перечень материалов для 3D печати. Появляется много узкоспециализированных инженерных и декоративных пластиков, для конкретных задач.
Производители постоянно стараются пополнять ассортимент материалов для 3D печати. Совершенствуются уже знакомые материалы для более комфортной печати. Появляется много интересных декоративных пластиков имитирующих разные материалы — керамику, глину, дерево, металлы.
И конечно постоянно обновляется ассортимент инженерных пластиков. Сейчас появилось много интересных материалов для узкоспециализированных задач — например выжигаемый пластик с малой зольностью для последующей отливки в металле.
Выжигаемый пластик
Перед покупкой катушки прочитайте информацию на сайте производителя или продавца. Там можно найти некоторые нюансы печати для конкретного пластика. Рекомендуемый диапазон температур производитель указывает на коробке. Иногда для качественной печати рекомендуется напечатать несколько тестов чтобы подобрать настройки температуры, ретракта и т.д.
Старайтесь хранить начатую катушку в пакетах с силикагелем. Высокотемпературные пластики перед печатью рекомендуется дополнительно просушить от лишней влаги.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Гибкий TPU пластик для печати на 3D принтере в Москве: 1,75 мм, вес 1 кг
Подробнее
Только качественная продукция
Подробнее
Подписаться на рассылку
Узнавайте первым о скидках!
TPU пластик Описание Параметры печати и постобработки Физико- механические характеристики
Материал: TPU — термопластичный полиуретан
Термопластичный полиуретан (TPU) — это современный материал группы полимеров, выполненный на основе сложных полиэфиров. Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика.
Параметры печати:
Температура печати: 175-190° С
Температура стола: 50° С
Покрытие стола: чистое стекло, клей БФ-2, клей для 3d печати
Скорость печати: 15-20 мм/с.
Охлаждение: рекомендуется печатать используя эффективный, кольцевой обдув.
Плотность: 1,25 г/см3
Особенности пластика TPU и работы с ним:
Эластичность — основное свойство, которое обуславливает применение.
Высокая стойкость к деформации как на сжатие, так и на растяжение.
Высокая прочность, очень мягкий. Твердость по Шору 75А
Отсутствие запаха при печати.
Отличная межслойная адгезия.
Низкая скорость печати.
Стойкость к большинству растворителей, жирам, маслам. Относительная стойкость к бензину.
Механическая обработка сильно затруднена из-за специфических свойств пластика.
Широкий диапазон эксплуатационных температур.
Точность прутка составляет ± 0,05 мм (пониженный допуск на геометрию).
Необходима доработка головки экструдера FDM-принтера с целью устранения зазоров и полостей на пути прутка от подающей шестерни до горячей зоны печатающей головки. Использование экструдеров с боуден трубкой затруднено из-за очень низкой твердости материала.
Механическая обработка изделий из пластика TPU затруднена.
Химическая обработка не применяется.
Термопластичный полиуретан (TPU) является уникальным материалом, одним из наиболее востребованных полимерных материалов. Эксплуатационные и химические свойства обеспечили этому материалу широкое распространение во всех отраслях промышленности с высокими требованиями к качеству материалов.
Термопластичный полиуретан (TPU) объединяет в себе износостойкость, легкость и эластичность, способность не изменять свой цвет в процессе его использования. Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению.
Пластик TPU является первым гибким, Flex-пластиком в линейке пластиков производства Московского завода FDplast. Обладая прекрасными конструктивными и технологическими свойствами, термопластичный полиуретан используется в различных отраслях, начиная от обмотки силового кабеля, использования в разработке дизайна низа обуви, изготовления защитных аксессуаров для электронных устройств и заканчивая декоративной накладкой в салоне автомобиля.
Информацию о свойствах пластиков и требованиях к печати Вы найдете в буклете «Пластик для 3D печати FDplast».
Хранение пластика
Пластик для 3d печати необходимо хранить в сухом месте. Влага и сырость сильно влияют на филамент, в результате пластик портится, печатать из такого пластика становится невозможно. С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем.
Советы по 3D печати
Подробнее >>
Скачать
Презентация. Пластик для 3D печати FDplast
Буклет. Пластик для 3D печати FDplast
Нужна труба? Звоните и мы Вам поможем!
Отправляйте заказ на электронную почту Завода и наши менеджеры свяжутся с Вами в ближайшее время!
Обновить форму
Контакты
Московский завод FDplast
Офис в г. Москва
Строительные объекты
Ultimate Materials Guide — Гибкая нить для 3D-печати
Обзор
Гибкие нити изготовлены из термопластичных эластомеров (TPE), представляющих собой смесь жесткого пластика и резины. Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Гибкий и мягкий
Отличное гашение вибрации
Длительный срок хранения
Хорошая ударопрочность
Сложно печатать
Плохие шунтирующие характеристики
Возможность появления капель и нитей
Может плохо работать с экструдерами Боудена
Требования к оборудованию
Перед 3D-печатью с использованием гибких нитей убедитесь, что ваш 3D-принтер соответствует требованиям к оборудованию, перечисленным ниже, чтобы обеспечить наилучшее качество печати.
Bed
Temperature: 45-60 °C Heated Bed Optional Enclosure Not Required
Build Surface
PEI Painter’s Tape
Extruder
Temperature: 225-245 °C Direct Drive Extruder Recommended
Cooling
Требуется вентилятор охлаждения детали
Best Practices
Гибкие нити сопряжены со многими уникальными проблемами, о которых вы должны знать. Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Используйте экструдеры с прямым приводом
В то время как некоторые частично гибкие нити прекрасно работают с экструдерами Боудена, для большинства полностью гибких нитей требуется экструдер с прямым приводом для достижения наилучших результатов. Расстояние между приводной шестерней и зоной плавления на горячем конце должно быть как можно меньше, чтобы нить могла эффективно поступать в сопло. Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Используйте медленную и постоянную скорость подачи
Гибкие нити обычно лучше всего печатаются при медленной и постоянной скорости подачи. Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Снижение сопротивления катушки с нитью
Несколько настроек катушки с материалом также могут иметь большое значение при работе с гибкими материалами. Как правило, ваш экструдер втягивает нить в сопло, заставляя катушку с нитью, установленную на вашем принтере, разматывать немного пластика в процессе. Однако, поскольку гибкие материалы эластичны, это будет растягивать нить при ее втягивании, что может фактически привести к недостаточной экструзии. Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Настройте параметры ретракции
Эластичность гибкой нити делает ее чувствительной к быстрым движениям, таким как ретракция. Чтобы успешно напечатать нить, вам нужно будет оптимизировать настройки отвода, чтобы уменьшить эти движения. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Оптимизируйте свои перемещения
Втягивание может быть особенно проблематичным для гибких материалов, поэтому обычно лучше свести к минимуму количество втягиваний, необходимых для печати. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
Наконечники Pro-Tips
Оптимизируйте скорость подачи за счет печати с меньшей высотой слоя в диапазоне 0,1–0,2 мм. Нижняя высота слоя требует меньше пластика, поэтому ваш экструдер может использовать более низкую скорость подачи, уменьшая нагрузку на нить.
Старайтесь избегать использования плотов из гибких материалов, так как базовые слои плота имеют более высокие скорости экструзии, что может создать проблемы.
Если вы проектируете гибкую деталь, которая должна помещаться поверх другого объекта, попробуйте использовать отрицательный допуск между частями, чтобы гибкая деталь должна была растягиваться, чтобы плотно прилегать к другому объекту.
Начните работу с гибкими нитями
Теперь, когда вы готовы приступить к печати гибкими материалами, у нас есть несколько советов, которые помогут вам начать работу. Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Общие области применения
Гашение вибрации
Рукоятки
Чехлы для телефонов
Примеры проектов
Радиоуправляемая автомобильная шина
Чехол для телефона
Велосипедная ручка
Популярные бренды
NinjaTek Ninjaflex, Armadillo, Cheetah
Полимер PolyFlex
eSun TPE
Гибкий ТПУ Sainsmart
Можете ли вы 3D-печатать из мягкого пластика? Удивительный ответ — 3D-печать
Когда мы думаем о 3D-печатных объектах, первое, что приходит на ум, — это что-то маленькое и твердое. Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Можно печатать на 3D-принтере из мягкого пластика, если у вас есть подходящие нити, такие как TPU и TPE. Эти гибкие смолы бывают разной твердости и обычно обеспечивают самые прочные, мягкие и эластичные 3D-отпечатки. Хотя большинство принтеров печатают на мягком пластике, вам может понадобиться экструдер для сгибания.
Эта статья расскажет вам о мягких пластиковых нитях и научит их идентифицировать. Я также расскажу вам о проблемах печати мягким пластиком и дам несколько профессиональных советов по получению идеальной, гладкой и гибкой печати.
Можете ли вы 3D-печатать мягкий пластик на любом 3D-принтере?
Печать гибкими нитями — увлекательное занятие. Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.
Печать мягким пластиком требует определенных настроек и утонченности, хотя это возможно практически на любом принтере.
Мягкие пластмассы можно печатать в 3D на любом 3D-принтере, хотя для некоторых моделей экструзии могут возникнуть трудности с печатью гибких нитей. Обязательно ознакомьтесь с инструкциями производителя вашего 3D-принтера, прежде чем пытаться печатать из мягкого пластика.
Например, у 3D-принтеров с трубкой Боудена могут возникнуть дополнительные проблемы при печати мягким пластиком. Это потому, что мягкая, гибкая нить вялая, как мокрая лапша спагетти. В результате у экструдеров могут возникнуть трудности с выталкиванием этой гладкой нити из хотэнда, и если вы используете неправильные настройки печати и натяжение, вы можете получить замятие или полностью провалить печать.
Однако при печати мягких пластиковых нитей на 3D-принтере может помочь использование флекс-экструдера.
Экструдеры для гибких нитей, подобные этому Diabase Flexion-Rep2 (доступен на Amazon.com), прекрасно подходят для получения высококачественных мягких 3D-печатей на любом экструзионном принтере. У них есть более захватывающие части в экструдере, помогающие поддерживать равномерный поток нити.
Итак, если вы хотите регулярно печатать мягким пластиком, приобретение экструдера, способного работать с гладкими гибкими нитями, в конце концов, несомненно, окупится.
Кроме того, единственным серьезным ограничением при использовании экструзионного принтера является температура горячего конца при рассмотрении нити. Попробуйте выбрать нить, которая плавится при температуре, которую может достичь ваш принтер.
Как узнать, мягкая ли нить для 3D-печати?
Определение мягкости нити намного сложнее, чем кажется на первый взгляд.
Большинство нитей оцениваются по шкале твердости Шора, которая измеряет, насколько хорошо материал «отскакивает» после нажатия твердого заостренного датчика на его поверхность.
Таким образом, значение твердости по Шору измеряет как гибкость материала , так и насколько хорошо он выдерживает нагрузку.
В этом измерении используется числовой и буквенный рейтинг, чтобы определить, насколько мягким, гибким и прочным является полимер или пластик. Чем ниже цифра и буквенный рейтинг, тем мягче нить.
Чтобы определить, является ли нить для 3D-печати мягкой, проверьте ее твердость по шкале Шора. Большинство нитей имеют твердость 00, A или D по шкале дюрометра Шора. Материалы 00 являются самыми мягкими, материалы уровня A имеют среднюю мягкость, а материалы уровня D, как правило, более жесткие.
Однако это измерение усложняется добавлением числовых оценок. Например, эта нить Gizmo Dorks Flexible TPU (доступна на Amazon.com) имеет твердость по Шору 9.5А. Это означает, что его гибкость аналогична жесткому колесу скейтборда или колесу продуктовой тележки.
Тем не менее, Dialabs X60, самая мягкая нить на рынке на сегодняшний день, имеет твердость по Шору 60A. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Поэтому перед покупкой всегда проверяйте твердость нити или смолы по Шору, чтобы определить, достигнет ли она той мягкости, которую вы хотите получить при 3D-печати.
Лучшие мягкие пластиковые нити и смолы для 3D-печати
Давайте посмотрим на некоторые из лучших мягких пластиковых нитей. Я также дам вам примерный диапазон оценок твердости по Шору и температур плавления, но, пожалуйста, помните, что характеристики каждого продукта будут различаться в зависимости от производителя.
ТПУ — это фантастическая нить для эластичных и гибких изделий. Несмотря на то, что он мягкий, он также невероятно прочный, и мне даже удалось напечатать формы из эпоксидной смолы из этой нити. Его твердость по Шору обычно колеблется от 60A до 75D, а средняя температура плавления составляет от 185º до 220ºC (от 365º до 428ºF).
TPE — одна из самых мягких нитей со средней твердостью по Шору от 75A до 98A. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Гибкие смолы SLA, DLP и LCD. Мягкие пластмассы подходят не только для экструзионных принтеров! Смолы для 3D-печати могут достигать выдающейся мягкости всего 30 А, но они также могут достигать невероятной твердости.
Другие материалы, такие как нейлон и полиэстер, также могут быть гибкими, поэтому в следующий раз, когда будете покупать нить, следите за показателями твердости по Шору.
Советы по печати на мягком пластике
Уменьшите скорость печати. Экструдеру требуется некоторое время для подачи гибких, скользких нитей в горячий конец. Итак, уменьшите скорость печати примерно наполовину, чтобы поддерживать постоянный поток нити.
Отключение втягивания принтера. Преломление — это параметр, который приподнимает сопло над отпечатком, уменьшая вероятность образования пузырей или чрезмерно экструдированных артефактных пятен. Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.
Создайте бесшовный дизайн. Сокращение количества перескакиваний сопла с места на место может уменьшить образование натяжек и потенциальных пятен артефактов. Итак, постарайтесь придать отпечатку бесшовный дизайн, который ваш принтер сможет воссоздать, вообще не поднимая сопло.
Выпекайте отпечатки, чтобы уменьшить их натяжение. Мягкий пластик эластичный и тягучий, что часто означает, что на ваших моделях будут протягиваться и заметные линии слоев. Выпекайте напечатанный объект в духовке при низкой температуре (приблизительно половина температуры плавления нити) в течение часа, чтобы уменьшить эти незначительные ошибки.
Для получения дополнительных советов обязательно ознакомьтесь с этим фантастическим видео от Maker’s Muse на YouTube:
Отзывы о Лобзиковый станок Jet JSS-16A 90Вт 550 — 1600 ход / мин наклон 0 / 45 гр 10000808MA
Отзывов пока не было. Вы можете оставить его первым
Электрический лобзик JET JSS-16A — цена, отзывы, характеристики с фото, инструкция, видео
Jet JSS-16A – любительский станок для выпиливания сложных радиусов в не слишком крупных заготовках из древесины, ДСП, ДВП, фанеры или пластмассы. Модель представляет собой улучшенную модификацию хорошо известного лобзикового станка Jet JSS-16 и имеет ряд интересных конструктивных особенностей, выгодно отличающих ее от аналогов других марок.
Прежде всего, это универсальность в отношении используемых полотен: можно устанавливать пилки как со штифтовым креплением, так и без него. Важно отметить удобное верхнее расположение рычага натяжения полотна. Новое усовершенствование в конструкции – возможность изменить ориентацию плоскости распила: вдоль или поперек продольной оси станка, смотря как удобнее или привычнее оператору.
Предусмотрена электронная система плавной регулировки частоты ходов, которая позволяет точно подбирать скорость. Это важно как с точки зрения соблюдения теплового режима резания, так и с точки зрения борьбы с вибрациями.
Для распиловки под углом к поверхности предусмотрен механизм наклона рабочего стола, оборудованный транспортирной шкалой и стопором с лицевой стороны. Для удаления опилок с линии реза есть регулируемый патрубок для сдува опилок и 35-миллиметровый штуцер подключения к системе пылеотсоса.
Особенности
Плавная регулировка частоты ходов пилки
Верхнее расположение рычага быстрого натяжения и ослабления пильного полотна
Универсальное крепление пильного полотна
Два варианта установки пильного полотна (вдоль и поперек продольной оси станка)
Регулируемый патрубок для сдува опилок
Регулировка наклона пильного стола
Регулируемый прижим заготовки
Рабочий стол из алюминиевого литья
Характеристика
Значение
Потребляемая мощность
90 Вт
Частота ходов пилки
550-1600 ход/мин
Ход пилки
15 мм
Длина пильного полотна
127 мм
Угол наклона рабочего стола
0-45º
Максимальная ширина заготовки (просвет до рамы)
406 мм
Максимальная глубина пропила
50 мм
Размеры рабочего стола (ДхШ)
415х254 мм
Диаметр вытяжного штуцера
35 мм
Габаритные размеры (ДхШхВ)
620х340х330 мм
Вес JSS-16A
11,5 кг
Комплектация
Комплект из пяти пильных полотен со штифтом
Адаптер для установки пильных полотен без штифта
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Jet JSS-16 дилемма | UKworkshop.co.uk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы сырхаунд
Дата начала
Справка Служба поддержки UKworkshop.co.uk:
Чизхаунд
Установленный член
#1
Привет, банда: дилемма — После отличного барбекю и большого количества напитков я невинно упомянул очень хорошему другу, что мне нужна спиральная пила. Он, будучи отличным товарищем, сообщил мне, что не только обладает таким предметом, причем отличного качества, но, кроме того, он с радостью расстался бы с ним за бесценок. На мой восторженный вопрос он сказал мне, что это было сделано швейцарской компанией Jet. Мой интерес возрос. Здесь я должен сказать, что он, несмотря на многие другие качества, не плотник и склонен к неоправданному волнению при изучении известного аукционного сайта. В результате у меня теперь есть очень дешевая пила Jet Scroll, но, к сожалению, одна из хитрых китайских клонов. Не только это, но я обнаружил, что одной или двух частей не хватает, в частности, откидной ножки/прижимного зажима. Может ли кто-нибудь сказать мне, насколько это необходимо, и возможно ли получить в качестве запасной части? Мой оптимизм сейчас угасает, и я начинаю жалеть, что не упомянул об этом. Благодарен за любую помощь.
Друзья
Это стамеска шар… Ой
#2
Причина, по которой она отсутствует, заключается в том, что большинство людей после того, как они освоятся с машиной, найдут прижимную лапку головной болью, мешают и выбрасывают ее. Ваши руки держат кусок достаточно хорошо и достаточно близко, чтобы свести на нет необходимость в нем. Единственный раз, когда я использую тот, который был в комплекте с моим EX30, это когда я работаю над маркетри шириной более 20 дюймов
чт
Храм AJB
Мелкофигурный
#3
Я мало разбираюсь в спиральных пилах, так как у меня есть древняя штука Hegner, которой я когда-либо пользовался (для вырезания инкрустации морского ушка в моем случае). Тем не менее, ваш пост вдохновил меня заглянуть в Джет. Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем
Чизхаунд
Установленный член
#4
Друг сказал:
Причина, по которой она отсутствует, заключается в том, что большинство людей, как только они освоятся с использованием машины, найдут прижимную лапку головной болью, мешают и выбрасывают ее. Ваши руки держат кусок достаточно хорошо и достаточно близко, чтобы свести на нет необходимость в нем. Единственный раз, когда я использую тот, который был в комплекте с моим EX30, это когда я работаю над маркетри шириной более 20 дюймов
чч
Нажмите, чтобы развернуть…
Спасибо, друзья.
Чизхаунд
Установленный член
#5
AJB Темпл сказал:
Я мало разбираюсь в спиральных пилах, так как у меня есть древняя штука Hegner, которой я когда-либо пользовался (для вырезания инкрустации морского ушка в моем случае). Тем не менее, ваш пост вдохновил меня заглянуть в Джет. Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем
Нажмите, чтобы развернуть…
Спасибо, AJBT. Только что посмотрел на этот обзор — о-о-о — это не сулит ничего хорошего, не так ли? Но сначала я поиграю с ним — я мог бы упасть на тот, который был сделан в среду утром, а не в пятницу днем. Осталось четыре штифтовых лезвия Jet из оригинальной упаковки, так что попробую их. Скрестим пальцы, так как я ни за что не смогу прокрасться к Хегнеру мимо жены.
Храм AJB
Мелкофигурный
#6
Его главная проблема, похоже, заключалась в том, что лезвие двигалось неправильно. Некоторые металлические детали (вероятно, легко заменяемые) были изготовлены из слабого металла, но кроме этого, если бы лезвие пошло верным ходом, я подозреваю, что машина ему бы понравилась.
Мне подарил Hegner краснодеревщик, который сдавался. Я и не знал, что это машина премиум-класса. Это зря для меня, так как я почти не использую его в эти дни.
Удачи с вашим самолетом. Адриан
Чизхаунд
Установленный член
#7
Ну, я натерпелся на него (Jet JSS-16), но пришел к выводу, что это не для меня, несмотря на то, что у меня наверняка есть очереди на работу. Я нахожу его очень неприятным в использовании — он очень шумный, сильно вибрирует и иногда неловко пытается вырвать заготовку вверх. Он достаточно тихий при простом включении, но как только лезвие начинает работать (с самой нежной подачей), оно просто становится дребезжащим шумным зверем, из-за чего я тянусь к своим наушникам. Я думаю, что проблема связана с боковым движением лезвия — так же, как в цитируемом обзоре. Механизм, вероятно, меньше миллиметра, но этого достаточно, чтобы испортить его работу. Проблема в том, что я не знаю, что использовать пилу для прокрутки должен быть как — если они все такие, как этот, то они не для меня. Так что пока я возвращаюсь к исходной точке, пока я передумаю. Мне очень жаль людей, которые платят полную цену за один из них — по крайней мере, я заплатил лишь небольшую часть новой цены. Я тактично верну его своему другу. Урок должным образом усвоен.
Друзья
Это стамеска шар… Ой
#8
@Cheesehound посмотрите это, чтобы увидеть, как ваш тип пилы должен работать, и некоторые технические советы
Чизхаунд
Установленный член
#9
Droogs, большое спасибо за ваши советы. Я налью себе рюмку и буду сосредоточенно наблюдать за этим сегодня вечером. Привет, Джефф
Ножовки: как их выбрать, как ими пользоваться и прочее «мелочи»
AES
Общая металлообработка
23
Ответы
55
просмотров
13К
Шан
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
грамм
замена 18-вольтового аккумулятора Parkside (lidl) старого образца
Последнее: glenfield2
Общая деревообработка
п
Насколько плоский кусок стекла?
Последний: pgrbff
Общая деревообработка
Что будет с вашими инструментами, когда вы умрете?
Последний: ian33a
Общая деревообработка
Разместите фотографию последней вещи, которую вы сделали
Последнее: Dr Al
Общая деревообработка
М
Продаются усиленные нейлоновые ролики на подшипниках — НОВАЯ ПАРТИЯ
Последняя: Moonsafari69
Продажа
Ипотечные ставки / проценты и т. д.
Последнее: MikeJhn
Общий чат (не по теме)
грамм
Браузеры
Последнее: Джерри
Общий чат (не по теме)
В
Крестовина и регулировочная ручка необходимы для Clifton 2000 года № 5, самолет
Последний: vaj
Ручной инструмент
Верх
Jet jss-16 не захватывает бесштифтовые лезвия.
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы КолиС1
Дата начала
Справка Служба поддержки UKworkshop.co.uk:
КолиС1
Установленный член
#1
Привет. Я недавно смотрел потоки прокрутки и подумал, что пришло время попробовать самому. Я успешно вырезал маленькое кольцо для ключей и именную табличку. Я использую пилу Jet JSS-16.
Я использовал лезвия Axminster со штифтами, и они работали нормально. Читая посты, я узнал, что, купив более качественные лезвия, можно получить более качественную отделку. Я купил несколько пакетов лезвий Olson с гладкими концами, чтобы попробовать (разновидность без штифтов), но я не могу заставить их держаться в прокруточной пиле. Это похоже на то, что зажимной наконечник не будет достаточно затягиваться, чтобы зажать лезвие.
Я планировал использовать их для вырезания вот этого, поэтому выбрал версию без штифтов, чтобы можно было продеть через маленькое отверстие.
В инструкции сказано, что он подходит как для лезвий со штифтами, так и для лезвий без штифтов, но у меня проблемы с лезвиями без штифтов. Мне удалось заставить их выйти 5-10 раз, пытаясь. не сломал ни одного лезвия в процессе, поэтому они должны быть намного лучшего качества, чем дешевые.
Мы будем очень признательны за любую помощь 😉
Саймон
Криспазл
Установленный член
#2
Иногда, если на внутренней стороне губок зажимов есть заусенцы или дефекты, они не затягиваются полностью. Легкая шлифовка внутренностей может все изменить.
Мышь
Установленный член
#3
Привет, Саймон,
На моих новых зажимах Sip обнаружены машинные боры, которые, похоже, сделаны тем же производителем, что и Jet, а также масло для обработки в пазах.
Самый простой способ справиться с ними — снять зажимы и удалить более крупные заусенцы с помощью надфиля, смыть масло, а затем использовать мелкую наждачную бумагу для завершения работы. Я также преобразовал верхний зажим в быстросъемный, подробности здесь: https://www.ukworkshop.co.uk/forums/sip- … 38473.html
КолиС1
Установленный член
#4
Спасибо за предложения. Никогда не думал, что это могут быть недостатки челюстей или масла. Сниму и отшлифую, чтобы убедиться вдвойне. Кажется немного смешным, что производители не позаботились о том, чтобы это было сделано должным образом. В конце концов, это основная часть машины 😕
Саймон
Холдейн
Установленный член
#5
Я использую ту же пилу, и у меня были те же проблемы, когда я впервые начал ее использовать, есть небольшая ловкость в поиске точки наилучшего захвата лезвия, тогда вы склонны перетягивать шестигранную гайку, которая закруглится, если вы не осторожно. Должен признаться, мне никогда не приходило в голову проверить зажимы на наличие заусенцев или дефектов, я просто выскакиваю в сарай
Мышь
Установленный член
#6
coleysbiscuit»:35giilwq сказал:
Кажется немного нелепым, что производители не позаботились о том, чтобы все было сделано должным образом. В конце концов, это основная часть машины 😕 Саймон
Нажмите, чтобы развернуть…
Привет Саймон
Кажется, контроль качества остался в прошлом. :ролл:
Большинство компонентов производятся в Азии, собираются здесь и используются в разных машинах. Я увидел жалобы на проскальзывание лезвий и решил проверить зажимы на своем, прежде чем использовать его. С тех пор проблем не было.
Когда я делал мод на верхний зажим, я позвонил в SIP и спросил размер винта, который я хочу заменить. Никто в их отделе технической поддержки не мог сказать мне, и, честно говоря, это не заботило.
Стоит ли удивляться, что эта страна находится в том состоянии, в котором она находится.
хокиноб
Установленный член
#7
Привет, Не знаком с Jet, но зажимы похожи на те, что на одной из моих пил. У меня были проблемы, и я решил сделать небольшой надрез с одной стороны, чтобы хомут был на две части. Тогда мне не пришлось «бороться» с зажимом, чтобы закрыть зазор. Я упоминал об этом ранее, но на этом форуме, похоже, нет способа искать личные сообщения (по крайней мере, я не могу найти способ), поэтому я попытаюсь прикрепить рисунок. Надеюсь, это поможет (что может быть, если ваш зажим похож!!).
Боб Х. шт. Немного солнечного света, счастливчики, как говаривал Томми Триндер.
[/Изображение]
КолиС1
Установленный член
#8
Ну, я последовал твоему совету и засунул наждачную бумагу между челюстями. — Это было похоже на использование совершенно другой машины ❗ Хорошая. :подмигнуть:
Боб, твоя идея гениальна! если у меня возникнут проблемы в будущем, мне придется попробовать вашу идею. Предположим, это заставит зажим сжимать его идеально параллельно. Цените приложенный солнечный свет, похоже, в последнее время его не так много в Великобритании.
Саймон
Джеффри
Установленный член
#9
Привет, Боб, чтобы найти личные сообщения, перейдите на страницу поиска, это второе поле внизу с правой стороны. там написано «Поиск автора» введите нужное имя. Я вставил Хокиноб, и там написано, что у вас есть 22 совпадения для Хокиноба.
Джефф
хокиноб
Установленный член
#10
Спасибо, Джефф, нашел. Будет помнить, куда идти, если случай представится снова. С уважением, Боб Х.
Спиральные пилы «Excalibur»
AES
Прокрутка — спиральные пилы
2
Ответы
31
просмотров
5К
OCtoolguy
Натяжение полотна спиральной пилы
Johnwa
Общая деревообработка
Ответов
0
просмотров
393
Johnwa
Проблемы со спиральной пилой.
Укулеле Джо
Общая деревообработка
Ответы
2
просмотров
160
AES
продано Gyokucho 664 TPE Seiun Saku Ryoba 300 мм тяговая пила в японском стиле
bp122
На продажу
Ответы
2
просмотров
508
bp122
Зажим для лезвий Axminster
Sru
Прокрутка — спиральные пилы
Ответы
15
просмотров
1К
Донватсон
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
грамм
замена 18-вольтового аккумулятора Parkside (lidl) старого образца
Последнее: glenfield2
Общая деревообработка
п
Насколько плоский кусок стекла?
Последний: pgrbff
Общая деревообработка
Что будет с вашими инструментами, когда вы умрете?
Последний: ian33a
Общая деревообработка
Разместите фотографию последней вещи, которую вы сделали
Последнее: Dr Al
Общая деревообработка
М
Продаются усиленные нейлоновые ролики на подшипниках — НОВАЯ ПАРТИЯ
ЛКМ Торг — производитель красок и лакокрасочных материалов в Москве
Двухкомпонентная эпоксидная эмаль по металлу 2 в 1 «ЭПОКСТОН»
Двухкомпонентную эпоксидную эмаль по металлу 2 в 1 ЭПОКСТОН не первый год используем весной, когда приходит пора дороги чинить. Для мостовых конструкций, ограждений и прочего она оптимально подходит. С ней и ремонты реже, и результат лучше, хорошо справляется с нашими погодными капризами и нагрузками.
Краска «УНИКОМ» для черных и цветных металлов 2 в 1
Краской УНИКОМ для черных и цветных металлов 2 в 1 мы решили пользоваться в рамках небольшого ремонта. Она не слишком дорогая и, при этом, универсальная, да и к отзывам вопросов не было, многие хвалили. Что ж, похвалим и мы! Свою задачу выполнила без перерасхода и прочего негатива.
Двухкомпонентная полиуретановая грунт-эмаль по ржавчине 3 в 1 «ПОЛИУРЕТОН»
С большими объемами этой краски не работали, но товаром довольны. На автозаправочной станции красили все коммуникации и конструкции из металла. Указано, что выдерживает контакт с ГСМ, а это как раз нам и нужно было. Пока не подводит, заслуживает пятерки.
«ЭПОКСТОН» двухкомпонентная эпоксидная грунтовка для металла
Уже давно активно пользуемся продукций ЛКМ-Торг, для грунтовки труб это – лучший вариант. На самом деле, очень долго можем говорить о плюсах, но достаточно заявить лишь о соответствии реальных параметров заявленным. От нагрева не разрушается, от коррозии защищает. Служит годами!
Мы на всех наших предприятиях используем эту краску. Соответствует требованиям ГОСТ, а в нашем случае, с бесконечными проверками, это крайне важно. Сертификат есть, если требует – показываем. По эксплуатации все отлично, действительно держит и нефтепродукты, и реагенты, и кислоты.
Наливной пол «ЭПОКСТОН» 2К
Думаем, что эти полы – одна из составляющих успеха нашего роллердрома! Очень круто выглядит, колеровали до наших фирменных цветов, логотипы сделали, надписи – просто супер! Полы ровненькие, все довольны, еще и грязь на них не задерживается, обычная влажная уборка – никаких трудностей!
Краска фасадная «ДАКРИЛ»
Эх, надо было ЛКМ-Торгу сразу указывать, что грунтовку перед окрашивание нужно провести в обязательном, а не в рекомендательном порядке. Высоковат у меня вышел расход по кирпичу, по верхней планке. Из-за этого пришлось докупать, благо, с колеровкой потом промашек не вышло, оттенок совпал. К эксплуатационным свойствам претензий не имею – краска красивая, ровно ложится.
Краска «УНИКОМ» для шифера и черепицы
Жаль, что ЛКМ-Торг эту краску выпускает, в основном, для крупных покупателей. Из объема тары делаю такой вывод. Мне даже минимально доступных 5 килограммов для дачного шифера оказалось многовато, осталось. Пропадет – жалко, лишние траты. На этом, в принципе, негатив и заканчивается, именно по качеству и защитным свойствам отлично все.
Двухкомпонентная полиуретановая краска для бетонного пола «ПОЛИУРЕТОН»
Нам, честно говоря, не с чем сравнивать, но этой краской довольны. В 2022 проводили масштабный ремонт гаража, зачищали бетонные полы до основания и красили поверх. Думаю, тут не надо рассказывать, какие нагрузки испытывают полы в автобусном гараже, их и шины трут, и водой заливает, и нефтепродуктами. Так вот, эта краска справляется со всеми нагрузками.
Растворитель Уайт Спирит
Уайт-спирит как уайт-спирит. Ну, чувствуется, что из хорошего сырья сделан, не воняет, как многие другие, голова не болит после обработки. Жир растворяет хорошо. Тара, правда, великовата. В гараж-то мне нормально эти 2.5 литра, а вот домой – куда столько. Хорошо бы и маленькие бутылки начать выпускать, в хозяйстве вещь полезная.
Промышленные ЛКМ Remmers для интерьеров
Промышленные ЛКМ Remmers для интерьеров | Remmers
Промышленные ЛКМ Remmers Industrielacke
Подразделение промышленных интерьерных ЛКМ Remmers (Remmers Industrielacke) состоит из более чем 200 сотрудников и специализируется на производстве высококачественных покрытий для промышленного и серийного производства изделий для отделки интерьеров.
С помощью наших разнообразных продуктов мы защищаем и украшаем поверхности. Традиционно наша деятельность ведет свое начало из области лакокрасочных покрытий для деревянных поверхностей, но мы быстро расширили нашу успешную технологию лакокрасочных покрытий до таких «связанных с древесиной» материалов, как ДСП и ДВП, и на сегодняшний день мы обслуживаем также в сфере ЛКМ для отделки поверхности пластиков, древесно-полимерных композитов и металлических изделий.
Основанная в 1956 году как 3H-Lacke в Херфорде (Германия), компания с самого начала занималась разработкой для ведущих клиентов рынка в мебельной и кухонной промышленности технологий нанесения покрытий, которые сейчас используются во всем мире. С 2009 года компания входит в семейную группу компаний Remmers Gruppe (ссылка на домашнюю страницу Remmers) с головным офисом в Лёнингене. После вхождения в состав Remmers Gruppe были сделаны значительные инвестиции, которые нацелены на обеспечение лидерующих позиций на соответствующих рынках в будущем.
1 ноября 2016 года компания была переименована в Remmers Industrielacke.
Особенно важно для наших клиентов: децентрализованная структура в группе компаний Remmers позволяет компании Remmers Industrielacke продолжать работать самостоятельно и оптимально координировать сбыт, разработку, производство и другие функции на предприятии, расположенном в Херфорде.
Мы обеспечиваем нашим клиентам преимущества в производительности и инновационные лакокрасочные материалы, проявляя при этом традиционно гибкий подход и действуя в составе сильной группы.
Remmers Industrielacke обладает широким ассортиментом продукции. Наша основная программа традиционно ориентирована на технологии работы с лакокрасочными материалами, при этом в дополнение к стандартным продуктам мы предлагаем также специальные решения, отвечающие индивидуальным требованиям. Наряду с высоким качеством продукции, наши клиенты получают дополнительные преимущества в форме наших комплексных консультаций и услуг.
Подробнее
Традиционно работая в сфере отделки древесины, мы привыкли к высоким требованиям к качеству поверхностей. Поэтому мы можем предложить уникальные решения, удовлетворяющие запросы как в плане дизайна, так и касательно функциональности.
Подробнее
Короткие пути принятия решений, быстрые сроки поставок и клиентоориентированность — вот в чем секрет идеально работающего сервиса. Кроме высококвалфицированных сотрудников и специалистов внешней технической службы, готовых в любое время оказать Вам поддержку в подборе индивидуального решения, Remmers Industrielacke предлагает своим клиентам широкий спектр специальных сервисных услуг на базе собственного компетенц-центра.
Подробнее
Saffire LX — Решения для многоквартирных домов
Решения для многоквартирных домов: безопасное проживание для ваших жильцов
Серия Saffire LX оснащена новейшей технологией RFID в красивом современном дизайне.
Серия предлагает технологию бесконтактного считывания, предназначенную для повышения удобства контроля доступа для жителей и повышения эффективности работы для управляющих недвижимостью. Доступен в наборе универсальных моделей, которые сочетают в себе высокую производительность с эстетикой для гармонии с прогрессивными технологиями строительства и удобствами, включая возможность выдачи мобильного телефона, брелока, браслета или карты-ключа.
Удобный мобильный доступ
Saffire LX поставляется с Bluetooth Low Energy (BLE). Используя решение для мобильного доступа dormakaba, жители могут удобно использовать свои мобильные устройства с Saffire для доступа к своей резиденции, а также периметру, лифту, парковке и другим местам общего пользования.
Доступные модели:
Врезной – LX-M
Ригель – LX-D
Взаимосвязанные – LX-I
Паника – LX-P
Защелка — LX-L
Особенности:
Максимальная безопасность и надежность благодаря герметичному встроенному бесконтактному считывателю RFID
Замок с мобильным доступом Беспроводные обновления замков
Интеграция со сторонними системами и разработчиками решений для управления энергопотреблением, управления видео, управления посетителями, Интернета вещей, связи с резидентами и т. д.
Загрузки
Видео о продуктах
Информация о продукте
Функции
Испытано по BHMA Grade 1 как для врезной фурнитуры, так и для цилиндрической защелки; 2 класс для взаимосвязанных и засовов
Поддерживает программирование замков и контрольные записи в энергонезависимой памяти.
Высокая безопасность и защита от несанкционированного доступа
Мониторинг персонала – аудит RFID-карт
Технические данные
Продукция dormakaba сертифицирована по ряду стандартов, ориентированных на эффективность. Получая сертификаты, dormakaba гарантирует долговечность и производительность продукта, чтобы наши клиенты были уверены в качестве решения, которое соответствует и превосходит отраслевые стандарты в области контроля доступа, безопасности жизни и безопасности. Полные технические характеристики и сертификаты для каждой модели см. в отдельных технических описаниях.
Функциональность
Низкие эксплуатационные расходы
Работает с полностью герметичным бесконтактным считывателем
Срок службы батарей более 2 лет
Индикатор низкого заряда батареи для профилактического обслуживания
Записи программирования и аудита замка не стираются при замене батареи
Работает с полностью герметичным высокопроизводительным бесконтактным считывателем
Износостойкая конструкция и отделка
Компоненты
Программное обеспечение для управления общественным доступом
dormakaba RFID-кодировщик
Блок технического обслуживания dormakaba
Полномочия
Опционально: объектив Saflok Messenger Lens для онлайн-возможностей. Программа решения мобильного доступа dormakaba
Приложения
Идеально подходит для новых строительных проектов или при замене дверей
Упрощенная подготовка двери для простоты установки
Подходит для небольших и очень крупных объектов
Контроль доступа в жилые помещения, зоны общего пользования, доступ по периметру и в подсобные помещения
Определения применения MT-QTM Lock Finish [Апрель 2021 г.] 28.04.2021 | 373,69КБ
Информационный бюллетень по очистке замков
[KAA1501] 09-01-2021 | 51,48 КБ
выбрать все
Сертификаты 1
Сертификация строительных норм и правил Saffire LX-M Флориды [FL-13061.11] 20.07.2020 | 1,35 МБ
Сертификационная документация Saffire
выбрать все
Инструкции по установке 4
Руководство по установке Saffire LX [PK3704_T] 09-02-2022 | 7,28 МБ
Руководство по установке Saffire LX-D — PK3705 20. 07.2020 | 1,54 МБ
Инструкции по установке Saffire [PK3713] 07-01-2019 | 2,82 МБ
Руководство по установке Saffire LX-I — версия 2 [PK3710] 01.04.2020 | 7,39 МБ
выбрать все
Справочники 2
Информация о гарантии Ilco & Saflok (многоквартирные дома) 01.12.2017 | 163,85 КБ
Информация о гарантии Ilco & Saflok (многоквартирные дома)
Устройство резервного питания Saffire LX [PK3721] 01.05.2019 | 828,84 КБ
Инструкции пользователя
выбрать все
Kaba Multihousing M Замок Saffire LX-M, врезной
Kaba Multihousing M Замок Saffire LX-M, врезной
Модель: М
Серия
Saffire LX оснащена новейшей технологией RFID в современном дизайне. В многоквартирных домах есть возможность выдачи учетных данных с мобильного телефона, брелка, браслета или карты. Серия Saffire LX предлагает набор интеллектуальных решений, которые сочетают в себе высокую производительность с эстетикой и гармонируют с прогрессивными технологиями строительства и удобствами.
Удобный мобильный доступ
Saffire LX поставляется с включенным Bluetooth Low Energy (BLE). Используя решение для мобильного доступа dormakaba, жители могут удобно использовать свои мобильные устройства для доступа к своей резиденции, периметру и местам общего пользования.
Максимальная безопасность и надежность благодаря герметичному встроенному бесконтактному считывателю RFID
Испытано по BHMA Grade 1 как для врезной фурнитуры, так и для цилиндрической защелки
Блокировка мобильного доступа
Масштабируемость для будущего расширения с помощью врезной, цилиндрической защелки, ригеля
Совместимость с программным обеспечением для управления общественным доступом для удобного управления имуществом из любого места
Интегрируется со сторонними системами и разработчиками решений для управления энергопотреблением, Интернета вещей, связи с резидентами и т.
8.10. Ручные способы нанесения жидких лакокрасочных материалов
Способы нанесения лакокрасочных материалов, связанные с использованием ручного инструмента (кистей, шпателей, валиков, тампонов, а также аэрозольных баллонов), являются наиболее старыми. Однако они применяются до сих пор, несмотря на широкое внедрение механизированных способов окрашивания.
Ручное нанесение применяют при небольших объемах окрасочных работ преимущественно в быту, при ремонте помещений, окрашивании единичных надписей, цировок и т. д. Нередко при механизированном нанесении красок возникает необходимость исправления дефектов или покрытия отдельных небольших участков поверхности, например, труднодоступных мест. В этом случае также прибегают к ручным приемам нанесения материалов. Ручные способы позволяют обходиться небольшим количеством лакокрасочного материала, они экономичны (потери материалов незначительны) и в отдельных случаях незаменимы.
Окрашивание кистями. Для различных работ применяют кисти разных размеров и формы (рис. 8.28). Их изготовляют из свиной щетины (с добавлением 15% конского волоса), беличьего, барсучьего, хорькового волоса, верблюжьей шерсти, капрона. Большие по размерам кисти называют маховыми, их применяют при окрашивании больших поверхностей – кровли, пола, стен, потолков. Их укрепляют на удлиненной рукоятке (наконечнике) и работают двумя руками. Более мелкие кисти, предназначенные для работы одной рукой, называют ручниками. Они имеют разные размеры и четные номера от 6 до 30. Ручники бывают круглые и плоские.
Для окрашивания по трафарету применяют специальные кисти – трафаретные, они отличаются от ручников более короткой и жесткой щетиной.
Рис. 8.28. Кисти: а, б – плоский и круглый ручники; в — макловица; г – флейц; д – филеночная кисть; е – щетка-торцовка
Окрашивание ручными валиками. Производительность при окрашивании валиками составляет 35–80 м2/ч. Применяют валики разных размеров и конструкций. В простейшем варианте валик представляет собой укрепленный на рукоятке пластмассовый, деревянный или металлический каток, обтянутый поролоном, губчатой резиной или коротко стриженой цигейкой (рис. 8.29). Более сложные устройства имеют по два валика, а иногда и питающий бачок.
Рис. 8.29. окрасочный валик
Валиками, как и кистями, можно наносить лишь медленно высыхающие лакокрасочные материалы. Особенно хорошо зарекомендовал себя этот способ при окрашивании строительных объектов (стен, полов и потолков, дверных полотен, труб, ограждений лестничных клеток и т. д.) воднодисперсными и масляными красками. В промышленности с помощью ручных валиков иногда проводят окрасочные работы при ремонте вагонов, судов, щитовых изделий, емкостей для хранения жидких материалов. Нанесение лакокрасочных материалов валиками ограничивается плоскими поверхностями. В случае более сложных поверхностей его сочетают с кистевой окраской.
Нанесение лакокрасочных материалов шпателями и тампонами. Ручное шпатлевание – наиболее простой способ заделки отдельных дефектов поверхностей – рисок, царапин, вмятин, раковин и др. Эту операцию обычно выполняют с помощью простейшего инструмента – шпателей, металлических, деревянных, резиновых, пластмассовых (рис. 8.30).
В зависимости от характера поверхности и объема работ применяют шпатели с длиной рабочей кромки от нескольких десятков до сотен миллиметров.
Рис. 8.30. Шпатели: а – резиновый; б – пластмассовый; в – металлический
Тампоны применяют для нанесения лаков, политур, а также при производстве вспомогательных работ, например при крашении и порозаполнении древесины, протирке металлических и других изделий перед окрашиванием и после шлифования покрытий. Для полирования политурами служат тампоны из вязальной шерсти или обрезков шерстяных тканей, обернутых полотняной тканью. Тампоны для менее ответственных работ часто изготовляют из ваты, оберточным материалом служит марля, бязь или другая мягкая ткань. Тампон равномерно пропитывают жидким лакокрасочным материалом (материал лучше заливать внутрь тампона), затем приступают к лакированию или полированию. Движения тампоном должны быть ровными и плавными без остановок. При скольжении тампона под нажимом руки лакокрасочный материал постепенно выживается и оставляет тонкие следы (ласы) на покрываемой поверхности.
Окрашивание с помощью аэрозольных баллонов. При проведении восстановительных, подкрасочных и ремонтных работ в небольшом объеме нередко применяют аэрозольные баллоны (рис. 8.31).
Они выполняют одновременно две функции: служат тарой (емкостью) для лакокрасочного материала и своеобразным распылителем этого материала. Для того чтобы происходило распыление, баллоны снабжены распыляющим устройством, состоящим из клапана шарикового типа, пружины и стержня с пусковой головкой, а внутрь баллонов при их заполнении наряду с краской введен под давлением пропеллент (сжиженный или сжатый газ). Роль пропеллента или эвакуирующего газа могут выполнять различные вещества: фторорганические соединения (хладоны), насыщенные углеводороды (пропан, бутан), низкокипящие хлорированные углеводороды (метилхлорид, метиленхлорид, винилхлорид), сжатые газы (азот, углекислый газ, оксид азота (I)).
Рис. 8.31. схема устройства аэрозольного баллона: 1 – лакокрасочный материал; 2 – корпус баллона; 3 – сифонная трубка; 4 – распыляющее устройство
Пропелленты должны растворять лакокрасочный материал, не вступая с ним и с материалом подложки в химическое взаимодействие, обеспечивать постоянство давления в баллоне при распылении, быть неогнеопасными, нетоксичными и не обладать запахом. Этим требованиям в наибольшей степени отвечают хладоны (Ф-11 – фтортрихлорметан, Ф-12 – дифтордихлорметан, Ф-114 – тетрафтордихлорэтан). Совмещая их в разных соотношениях, получают смеси, которые обеспечивают требуемое для распыления давление насыщенных паров 0,25–0,36 МПа.
В аэрозольной металлической упаковке (вместимость от 0,15 до 1,0 л) выпускают разные лакокрасочные материалы (автомобильные и кожевенные нитроцеллюлозные краски, кремнийорганические и другие эмали). Нанесения красок проводят при температуре не ниже 15°С с расстояния 250–350 мм до окрашиваемой поверхности. Диаметр отпечатка факела материала при этом составляет 30–65 мм.
Одним баллоном вместимостью 0,5 л может быть окрашена поверхность ~2 м2 при толщине покрытия 12–14 мкм.
Нанесение лакокрасочных материалов на мелкие предметы, проведение линий и другие подобные операции осуществляют филеночными кистями, в которых наряду со щетиной применяют мягкий волос белки, хорька, куницы. Для проведения тонких линий применяют так называемые обводочные или цировочные кисти, которые изготовляют из длинного беличьего волоса. Волос белки служит также для изготовления художественных кистей. Кисти из жесткой щетины и грубого волоса оставляют штрихи при окраске. Для их сглаживания используют флейцы – широкие (обычно плоские) мягкие кисти из длинного барсучьего волоса.
При работе низковязкими красками (клеевыми, известковыми) применяют побелочные кисти и кисти-макловицы, а для придания поверхности рельефа – кисти, называемые щетками-торцовками.
Для получения хорошего качества покрытий при окрашивании кистями следует соблюдать определенные правила. Новые кисти желательно накануне работы вымыть и высушить, а выступающие ворсинки ожечь, после чего кисть «выщетить» для очистки обожженных концов. Чтобы избежать деформации волоса маховые, филеночные кисти и круглые кисти-ручники обвязывают на 1/3–2/3 длины. По мере истирания волоса витки шпагата постепенно срезают, освобождая перевязанную часть кисти.
При окрашивании на поверхности сначала делают грубые мазки, затем краску растушевывают кистью, одновременно втирая ее в поры подложки. Направление заключительных штрихов выбирают с учетом окрашиваемых изделий. Штрихи на стенах делают в вертикальном направлении, потолке и полу – в направлении распространения света, т. е. от окон. Изделия из древесины окрашивают и лакируют движениями кисти вдоль волокон. При покрытии сложных по форме изделий применяют набор кистей разных размеров. Кистями можно наносить лишь медленно высыхающие лакокрасочные материалы – масляные, алкидные, масляно-битумные, воднодисперсионные. Их вязкость должна быть порядка 80–100 с по ВЗ-4.
При необходимости нанесения быстросохнущих лакокрасочных материалов пользуются растворителями с пониженной летучестью, например, нитратцеллюлозные лаки и эмали разбавляют растворителями №649 и №650. Растушевывание поверхности при этом исключается.
Наносимые краски должны быть хорошо размешаны и профильтрованы. При использовании красок, содержащих растворители, окрасочные работы следует проводить в хорошо вентилируемых помещениях. Удобно пользоваться столами, оборудованными местной вентиляцией и имеющими бортовой (боковой) или нижний отсос. Скорость движения воздуха в месте отсоса должна быть не менее 0,3 м/с. Работа кистями малопроизводительна. Даже при большом навыке удается окрашивать масляными красками не более 10, воднодисперсионными – не более 15 м2/час.
Способы нанесения лакокрасочных покрытий | Технология и оборудование производства электрической аппаратуры
Подробности
Категория: Оборудование
оборудование
технологии
производство
Содержание материала
Технология и оборудование производства электрической аппаратуры
Проектирование технологических процессов
Типизация технологических процессов
Сведения об автоматизированных системах
Технологические процессы
Направления развития технологии
Совершенствование оборудования
Комплексная механизация и автоматизация
Совершенствование организации производства
Технология корпусных деталей
Виды заготовок и их выбор
Литые детали в электроаппаратостроении
Кованые и горячештампованные детали
Применение металлокерамики
Холодноштампованные детали
Технология листовой холодной штамповки
Прессы
Автоматизация холодной листовой штамповки
Сварные конструкции
Технологические процессы производства
Дуговая сварка
Контактная сварка
Технология изготовления рамно-каркасных конструкций
Технология изготовления тонколистовых конструкций
Механизация, автоматизация, технический контроль
Техника безопасности при сварке деталей электроаппаратов
Изготовление деталей электроаппаратов на металлорежущих станках
Режущий инструмент и особенности процесса резания
Металлорежущие станки в электроаппаратостроении
Технологическая оснастка
Примеры изготовления и обработки на металлорежущих станках
Совершенствование оборудования, оснастки и инструмента
Электрофизические и электрохимические методы обработки
Пружины
Технология изготовления витых цилиндрических пружин
Контроль и испытание пружин
Технология токоведущих частей и магнитопроводов
Технология изготовления деталей из шинных материалов
Оконцевание шин, проводов и кабелей
Пайка и лужение
Сварка контактных соединений
Многовитковые катушки
Намотка и изолировка катушек
Процессы сушки, пропитки, покрытие лаком катушек
Сушка катушек
Пропитка катушек
Покрытие катушек лаками и эмалями
Контроль катушек в процессе производства
Совершенствование производства катушек
Резистивные элементы резисторов
Технология элементов на каркасах
Технология резистивных элементов
Магнитопроводы
Технология шихтованных магнитопроводов
Технология изготовления ленточных магнитопроводов
Технология формованных магнитопроводов
Технология электроизоляционных деталей
Технология производства деталей из термореактивных пресс-материалов
Технология производства деталей из термопластичных материалов
Технология производства деталей из асбестоцементных пресс-материалов
Доделочные работы после прессования деталей
Совершенствование технологии изготовления деталей из пластмасс
Детали, получаемые механической обработкой из изоляционных материалов
Технологии механической обработки деталей из изоляционных материалов
Обработка пластмасс на металлорежущих станках
Сушка, пропитка и отделка деталей
Детали из керамики
Обработка деталей из керамики
Литая изоляция в электроаппаратостроении
Технология литой изоляции
Организация поточного производства
Технология поверхностных покрытий
Химическая и электрохимическая подготовка поверхности перед покрытием
Комплекс операций подготовки поверхности
Технология гальванических, химических и анодно-окисных покрытий
Способы нанесения лакокрасочных покрытий
Способы сушки лакокрасочных покрытий
Технология изготовления печатных плат
Изготовление многослойных печатных плат
Технология сборки
Сборка основного механизма
Сборка коммутирующих контактных единиц
Монтаж проводов, кабелей и шин
Конвейеры для сборки электрических аппаратов
Механизация слесарных, сборочных и электромонтажных работ
Автоматизация сборочных работ
Технический контроль и испытание деталей
Оборудование и оснастка для технического контроля и испытаний
Список литературы
Страница 76 из 89
18-9. СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Лакокрасочные материалы наносят на поверхность изделий различными методами: пневматическим распылением, распылением под высоким давлением, распылением в электрическом поле, аэрозольным распылением,. электроосаждением, струйным обливом, окунанием, наливом, валками, в барабанах, кистью и шпателем. Наиболее эффективный метод нанесения лакокрасочного материала для конкретного электрического аппарата выбирают из требований к покрытию, габаритов и конфигурации электрического аппарата, сборочной единицы или детали, условий производства экономической целесообразности, объема производства. Окраска пневматическим распылением. Около 70% выпускаемых лакокрасочных материалов наносят этим методом. Пневматическое распыление применяют в основном без нагрева. Окраска распылением под высоким давлением (безвоздушное распыление). Для окраски распылением с нагревом лакокрасочные материалы нагревают до 40 — 100°С и специальным насосом подают к распылительному устройству под давлением 4 — 10 МПа. Факел распыления формируется за счет перепада давления при выходе лакокрасочного материала из сопла распылителя и последующего мгновенного испарения части нагретого растворителя. Потери лакокрасочного материала составляют 5 — 12%. Преимущества этого метода «-по сравнению с окраской пневматическим распылением следующие: 1) потери на лакокрасочные материалы сокращаются на 20 — 35%;
2) сокращается расход растворителей; 3) сокращается цикл окраски.
Указанный метод рекомендуется применять для окраски средних, крупных и особо крупных аппаратов в серийном и единичном производствах. При окраске распылением под высоким давлением без нагрева лакокрасочный материал при 18 — 23°С подается к распылительному устройству под давлением.
Окрашивание распылением без нагрева имеет ряд преимуществ по сравнению с распылением с нагревом: установки проще по конструкции и ниже энергозатраты. Окраска распылением в электрическом поле высокого напряжения. Этот метод основан на переносе заряженных частиц краски в электрическом поле высокого напряжения, создаваемом между системой электродов, одним из которых является коронирующее краскораспыляющее устройство, другим — окрашиваемый электрический аппарат или его деталь. Лакокрасочный материал поступает на коронирующую кромку распылителя, где приобретает отрицательный заряд и распыляется под действием электрических сил, после чего направляется к заземленному изделию, осаждаясь на его поверхности. Окраска струйным обливом (рис. 18-11). Этот метод заключается в том, что изделие, окрашенное лакокрасочным материалом из сопл обливающего устройства, помещают в атмосферу, содержащую контролируемое количество паров органических растворителей. Выдержка нанесенного слоя лакокрасочного материала в атмосфере паров растворителей позволяет замедлить процесс улетучивания из него растворителя в начальный момент формирования покрытия. Это дает возможность избыточному количеству лакокрасочного материала стечь с изделия, а оставшемуся — равномерно распределиться по поверхности. В сравнении с окраской в электрическом поле обеспечивается лучшее качество покрытия деталей любой конфигурации.
Метод струйного облива применятся для грунтования и окрашивания изделий в серийном и массовом производствах (рис. 18-11).
Окрашивание аэрозольные распылением. Метод эффективен при ремонтных работах, а также при нанесении трафаретов и надписей и других окрасочных операциях небольшого объема. Лакокрасочные аэрозольные баллончики выпускают емкостью 0,15; 0,3; 0,5; 0,6л.
Назад
Вперёд
Назад
Вперёд
Вы здесь:
Главная
Книги
Оборудование
org/ListItem»> Автоматические устройства по компенсации реактивной мощности
Еще по теме:
Технология и оборудование производства электрических машин
Комплекс оборудования для механизации изготовления валов
Новые возможности для производителей ветряных турбин
Технология изготовления обмоток трансформаторов
Современные тенденции в совершенствовании технологии производства трансформаторных масел
Краски
Краска используется для декорирования, защиты и продления срока службы натуральных и синтетических материалов, а также действует как барьер против условий окружающей среды.
Краски можно в широком смысле разделить на декоративные краски, наносимые на месте для украшения и защиты зданий и других объектов, и промышленные покрытия, которые наносятся на заводах для отделки промышленных товаров, таких как автомобили.
Компоненты краски
Краски содержат:
пигмент(ы) – основные пигменты для придания цвета и укрывистости
связующее вещество (смола) — полимер, часто называемый смолой, образующий матрицу для удерживания пигмента на месте
наполнитель – более крупные частицы пигмента добавляются для улучшения адгезии, укрепления пленки и экономии связующего
растворитель
(иногда его называют разбавителем) — для снижения вязкости краски для лучшего нанесения используется либо органический растворитель, либо вода. Краски на водной основе заменяют некоторые краски, в которых используются летучие органические соединения, такие как углеводороды, вредные для атмосферы.
добавки – используются для изменения свойств жидкой краски или сухой пленки
Связующее (смола) и растворитель вместе иногда называют носителем. Связующее может быть растворено в виде раствора или находиться в виде дисперсии микроскопически малых частиц в жидкости.
В зависимости от типа краски и назначения добавки могут включать:
диспергаторы — для разделения и стабилизации частиц пигмента
силиконы
— для повышения устойчивости к атмосферным воздействиям
тиксотропные вещества — для придания краскам желеобразной консистенции, распадающейся до жидкости при перемешивании или при окунании в нее кисти
осушители — для ускорения времени сушки
вещества, препятствующие осаждению — для предотвращения осаждения пигмента
бактерициды — для консервации красок на водной основе в банках
фунгициды и альгициды — для защиты пленок наружной краски от повреждения плесенью, водорослями и лишайниками
Краски составляются в соответствии с предполагаемым назначением — грунтовка, грунтовка, специальные покрытия (матовые, глянцевые, термостойкие, антикоррозийные, стойкие к истиранию). Порошок пигмента распадается на отдельные частицы, которые покрываются связующим (смолой) и диспергируются в нем, что известно как «смачивание». Затем добавляют растворитель для придания необходимой консистенции. Каждая партия ингредиентов тщательно перемешивается в больших контейнерах с мешалкой и необходимыми добавками (рис. 1). Суммы до 40 000 дм 3 краски могут изготавливаться одной партией.
Рисунок 1 Состав белой глянцевой (алкидной) краски и белой матовой эмульсионной (акриловой) краски.
В этом разделе рассматриваются наиболее часто используемые связующие вещества, за которыми следуют пигменты.
Связующие в красках
Тремя наиболее важными связующими (смолами), используемыми в современных красках, являются:
акриловые полимеры (смолы)
алкидные полимеры (смолы)
эпоксидные полимеры (смолы)
Акриловые полимеры (смолы)
Связующее во многих эмульсионных красках основано на гомополимерах или сополимерах этенилэтаноата (винилацетата) и пропеноатного (акрилового) эфира.
Этенилэтаноат получают пропусканием смеси паров этановой кислоты, этилена и кислорода над нагретыми хлоридами палладия(II) и меди(II):
Этинилэтаноат и сложный эфир акриловой кислоты (например, метил-2-метилпропеноат) затем сополимеризуются с образованием случайного массива, в котором эти группы связаны в линейную цепь:
Другие сложные эфиры акриловой кислоты, -мономеры с этенилэтаноатом представляют собой этилпропеноат, бутилпропеноаты или сополимер бутилпропеноата и метил-2-метилпропеноата.
Полимеры, используемые в этих красках, разбавляются водой (водоразбавляемые эмульсионные краски), которые, как описано выше, гораздо безопаснее для окружающей среды, чем краски, в которых связующие вещества находятся в органических растворителях.
Рисунок 2 Водоразбавляемые эмульсионные краски используются в качестве декоративных красок, особенно для внутренней и внешней отделки зданий (включая краски для кладки и грунтовки для наружных работ). С любезного разрешения AkzoNobel.
Эмульсионные краски получают так называемым способом, известным как эмульсионная полимеризация, при котором жидкие мономеры, подлежащие полимеризации, сначала диспергируют в воде в виде эмульсии. Полимеры, полученные этим способом, обычно имеют относительную молекулярную массу от 500 000 до 1 000 000. Как таковые, они используются только в виде дисперсий, так как они были бы чрезвычайно вязкими, если бы их переносили в растворе, и это сделало бы их непригодными для использования.
Рис. 3 График зависимости между относительной молекулярной массой и вязкостью для растворов и дисперсионных полимеров.
Акриловые смолы также могут использоваться в промышленных красках, либо в виде водоразбавляемых эмульсионных красок, либо в качестве красок на основе растворителей. Промышленные краски на основе растворителей могут иметь прочную защитную отделку и широко используются в промышленности в качестве финишных покрытий, например, для кузовов автомобилей. Краска часто представляет собой два компонента, которые смешивают вместе непосредственно перед использованием: основная часть краски обычно состоит из акриловой смолы, полученной полимеризацией сложного эфира пропеноата, образованного из многоатомного спирта (диолы и триолы). Полученный полиэфир имеет многочисленные гидроксильные группы (-ОН), отходящие от основной цепи полимера. Гидроксильные группы реагируют с другим соединением, часто состоящим из полимерного изоцианата, такого как тример 1,6-диизоцианатогексана (гексаметилендиизоцианат):
Такое соединение известно как сшиватель, так как при взаимодействии со смолой оно образует трехмерную структуру, подобную полиуретану, образованному из полиола и изоцианата.
При смешивании этих двух компонентов происходит химическая реакция между гидроксильными группами полимера (акриловой смолы) и изоцианатными группами сшивающего агента:
Эта реакция протекает относительно медленно при комнатной температуре, позволяя достаточно время нанесения краски, после чего растворитель-разбавитель испаряется, а окрашенное изделие помещается в печь для ускорения химической реакции. Это значительно увеличивает молекулярную массу полимера, в результате чего он становится трехмерной молекулой и образует твердую пленку, устойчивую к химическим веществам.
Алкидные полимеры (смолы)
Декоративные глянцевые краски обычно содержат алкидные полимеры (смолы). Типичная смола производится из полиола, такого как пропан-1,2,3-триол (глицерин), с двухосновной кислотой, такой как бензол-1,2-дикарбоновый (фталевый) ангидрид, и олифы (льняное или соевое масло). . При совместном нагревании образуются сложноэфирные связи, а побочным продуктом является вода. Название алкид происходит от спирта и ангидрида. Первым этапом получения алкидного полимера является реакция между триолом и олифой с образованием моноглицерида. Например:
Затем моноглицерид реагирует с ангидридом с образованием алкидного полимера (смолы):
в органических растворителях (краски на основе растворителей). В прошлом в качестве растворителя использовался скипидар, извлеченный из деревьев, но его заменили растворители из нефтехимического сырья, такие как «уайт-спирит», представляющий собой смесь алифатических и алициклических углеводородов.
После нанесения алкидной смолы подвесные масляные осушающие группы реагируют с кислородом воздуха с образованием сшитого твердого термореактивного покрытия с высокой молекулярной массой.
Эпоксидные полимеры (смолы)
Эпоксидные смолы часто используются в качестве связующего в промышленных покрытиях (грунтовках). Они придают краске отличную адгезию вместе с высокой стойкостью к химическим веществам (коррозия) и физической стойкостью, необходимой, например, на кораблях и в резервуарах для хранения химикатов.
Эпоксидные смолы изготавливаются из 1-хлор-2,3-эпоксипропана (полученного из 3-хлорпропена) и замещенных фенолов, таких как бисфенол А:
Значением n можно управлять, чтобы получить ряд смол, варьирующихся от вязких жидкостей до твердых веществ с высокой температурой плавления. Эпоксидные смолы можно использовать в растворителях, таких как ароматические углеводороды, спирты, кетоны и сложные эфиры (краски на основе растворителей), или в виде дисперсий в воде (краски на водной основе) в виде настоящих эмульсий. Они обычно не используются в верхних покрытиях для наружных работ, потому что они подвержены разрушению под действием УФ-излучения, но из них получаются отличные покрытия для внутренних работ и грунтовки для наружных работ.
Эпоксидные смолы также используются в качестве клеев (например, Araldite) и электрических изоляторов.
Пигменты, используемые в красках
Пигменты придают цвет и непрозрачность краскам. Среди органических пигментов особое значение имеют производные азо-, фталоцианина и антрахинона.
Наиболее распространенным неорганическим пигментом является белый диоксид титана (оксид титана(IV)), который составляет более 70% от общего количества используемых пигментов (Группа 51). Он имеет высокий показатель преломления и придает краске «блеск». Другим широко используемым неорганическим пигментом является мелкодисперсный карбонат кальция. Он имеет низкий показатель преломления и используется вместе с диоксидом титана для производства «матовых» красок. Другие пигменты включают оксиды железа (черный, желтый и красный), оксид цинка и сажу.
Порошкообразные металлы, такие как цинк и некоторые соединения металлов, например фосфат цинка, обладают антикоррозионными свойствами.
Сушка краски
По мере высыхания краски образуется пленка, которая прилипает к поверхности материала, на который она наносится.
Эмульсионные краски высыхают в результате физического процесса, включающего испарение воды с последующим коалесценцией капель полимера и их последующей интеграцией в твердую полимерную матрицу, которая действует как связующее вещество для пигмента.
При нанесении глянцевых красок алкидный полимер сшивается в результате реакции окисления кислородом воздуха после того, как растворитель в значительной степени испарится. Эту реакцию ускоряют с помощью солей переходных металлов (например, нафтенатов кобальта и марганца). Ион переходного металла (с переменной степенью окисления) катализирует сшивание полимерных цепей, образуя твердую пленку на поверхности краски.
Свойства идеальной краски
Они сильно различаются в зависимости от конкретного конечного использования. Требования к автомобильному финишному покрытию, например, будут сильно отличаться от требований к декоративной потолочной краске.
Некоторые из типичных обязательных атрибутов могут включать:
простота применения
хорошее растекание следов нанесения (например, следов кисти)
формирование непрерывной защитной пленки
высокая непрозрачность
быстросохнущий
коррозионная стойкость
водонепроницаемость
термостойкость
стабильность цвета (т.е. к видимому и ультрафиолетовому излучению)
стойкость к истиранию и царапинам
долговечность
гибкость
легко чистится
Рисунок 4 Это погодные стойки. Краски были нанесены на панели и экспонированы под углом 45 ° к горизонтали и южной стороне для оценки долговечности. Среди отслеживаемых свойств: изменение цвета (выцветание), изменение блеска, загрязнение, растрескивание, отслаивание и заражение грибками и водорослями. С любезного разрешения Q-Lab Europe Limited.
Методы нанесения
Используются многочисленные методы, в том числе: кисть, валик, окунание, облив, распыление, горячее распыление, электростатическое распыление, безвоздушное распыление, электроосаждение, порошковое покрытие, вакуумная пропитка и погружение.
Вопросы охраны окружающей среды
Соединения свинца больше не используются в декоративных и автомобильных красках. Количество соединений свинца, все еще используемых в специализированных промышленных красках, значительно сократилось, и в конечном итоге будут найдены альтернативы. Это также относится к хроматам, которые, хотя они хорошо работают и в прошлом широко использовались в автомобилях, очень токсичны. Поскольку летучие углеводороды могут привести к загрязнению тропосферы, требуются покрытия с более низким содержанием органических растворителей. Способы достижения этого включают:
полимеры на водной основе (эмульсионные краски)
полимеры с более высоким содержанием твердых веществ (с использованием меньшего количества растворителя)
порошковые покрытия
Глянец на водной основе В настоящее время доступны краски, но первоначальный блеск отделки обычно не такой высокий, как у красок на основе органических растворителей. Клиент выбирает между продуктом с высокими эксплуатационными характеристиками и продуктом, более безопасным для окружающей среды. Интенсивные исследования продолжаются, чтобы улучшить эти краски.
Краски с высоким сухим остатком (на основе растворителей) теперь доступны, но не без компромиссов в цене и производительности. Относительная молекулярная масса полимерных смол снижена максимум примерно до 1000 по сравнению с 5000 в обычных красках. Это позволяет увеличить долю полимера с 20-30% до 40%, отсюда и термин «высокое содержание твердых веществ». Основная проблема заключается в необходимости поддержания низкой вязкости. По мере увеличения количества твердых веществ увеличивается и вязкость, достигая точки, при которой краска не может быть правильно нанесена. Меньшая доля растворителя имеет тенденцию замедлять процесс высыхания и отверждения пленки, поэтому в структуру полимера вносятся изменения — увеличение разветвления приводит к снижению вязкости при той же молекулярной массе. Нанесение краски более сложное. При нанесении аэрозолем краска должна находиться под давлением. Иногда краску наносят горячей. Трудно получить такой же хороший внешний вид, используя краску с высоким сухим остатком.
Рис. 5 Опрыскивание корабля в сухом доке. Нижняя часть часто покрывается красками, содержащими силикон (блок 68) или фторполимер (блок 66), которые предотвращают прикрепление ракушек к кораблю и, таким образом, уменьшают трение, что приводит к снижению затрат на энергию. Загрязненный корабль может увеличить расход топлива на 40%. С любезного разрешения AkzoNobel.
Порошковые покрытия используются, в частности, для таких товаров, как велосипеды и бытовая техника (холодильники, стиральные машины). Порошок состоит из смолы (часто эпоксидной смолы), пигментов, катализатора, способствующего образованию поперечных связей при нагревании порошка, и добавок. Порошок напыляется на изделие с помощью электростатического пистолета-распылителя, а затем подвергается термическому отверждению для получения твердого покрытия. Недавно в качестве прозрачных покрытий для кузовов автомобилей были введены акриловые порошковые покрытия. Несмотря на то, что это идеальное решение для многих областей применения, отверждение достигается при высокой температуре в печи и, следовательно, не универсально применимо (например, для покраски дерева и пластика).
Дата последнего изменения: 18 марта 2013 г.
Типы красок и их применение в конструкциях и конструкциях
🕑 Время считывания: 1 минута
Краски обычно представляют собой смеси пигментов и связующих в жидком состоянии. Обсуждаются различные виды красок и их применение в строительстве. Краски образуют прочную пленку при нанесении на поверхность. Эта пленка защищает поверхность от многих опасностей, таких как коррозия, атмосферные воздействия, химические воздействия и т. д. Деревянные или металлические конструкции можно продлить, покрыв их краской. Не только защитные краски также обеспечивают эстетический внешний вид поверхностей. Таким образом, краски играют важную роль в строительных работах и проектах.
Содержание:
Классификация красок и их применений
Различные типы красок
Алюминиевые краски
Асбесты Paints
Anti-Corresive Paints
Bit Краски
Графитовые краски
Краски для пластика
Казеиновые краски
Целлюлозные краски
Эмалевые краски
Эмульсионные краски
Бронзовые краски
Коллоидные краски
Масляные краски
Все краски подходят не для всех условий. Для разных условий могут пригодиться разные типы красок. Ниже описаны различные типы красок и их применение в строительстве.
Различные типы красок
Ниже приведены различные типы красок:
Краски для алюминия
Асбестовые краски
Антикоррозийные краски
Битумные краски
Краски на цементной основе
Краски на основе синтетического каучука
Силикатные краски
Графитовые краски
Краски для пластика
Казеиновые краски
Целлюлозные краски
Эмалевые краски
Эмульсионные краски
Бронзовые краски
Коллоидные краски
Масляные краски
Краски для алюминия
Алюминиевые краски получают путем смешивания тонкоизмельченного алюминия со спиртовыми или масляными лаками. Спиртовой лак сокращает период высыхания, а масляный лак обеспечивает более медленное высыхание. Таким образом, лак можно использовать в соответствии с требованиями. Этот тип краски используется для покраски изделий из дерева, металлических поверхностей и т. д. Слой краски затвердевает путем испарения спирта или масла. Алюминиевая краска имеет много преимуществ, таких как водонепроницаемость, устойчивость к электричеству, коррозии, атмосферным воздействиям, видимость в темноте и хороший внешний вид.
Асбестовые краски
Асбестовая краска – краска специального назначения, изготовленная из волокнистого асбеста. Применяется для перекрытия протечек в металлических кровлях, для ямочных работ, для защиты поверхностей от кислых газов и пара. Ржавчину водостоков, отливов, желобов и т. д. также можно предотвратить с помощью покрытия асбестовой краской.
Антикоррозийные краски
Для защиты от коррозии используются антикоррозийные краски. Таким образом, этот тип краски широко используется для металлических поверхностей, таких как трубы, внешние конструкции, которые могут подвергаться коррозии и т. д. Льняное масло обычно используется в качестве транспортного средства, а вместе с ним используется сильный осушитель для изготовления антикоррозионной краски. Это очень дешево и служит дольше.
Битумные краски
Битумные краски получают растворением смолы или асфальта в бензине или уайт-спирите. Они придают поверхности черный вид. Битумные краски применяются для металлических конструкций, находящихся под водой, железных водопроводных труб. Битумные краски обладают хорошей щелочестойкостью.
Краски на цементной основе
Краски на цементной основе содержат цемент в качестве основного материала. Эти краски содержат цемент, ускоритель, пигмент и другие добавки. Они доступны в виде порошка. При смешивании воды с этим порошком и перемешивании до необходимой консистенции получается краска. Краска на основе цемента является водостойкой и может наноситься как на внутренние, так и на внешние поверхности.
Краски на основе синтетического каучука
Синтетические каучуковые краски изготавливаются путем растворения синтетических смол в подходящих растворителях. При добавлении в этот смеситель подходящих пигментов цвет может варьироваться. Этот тип краски широко используется на цементно-бетонных поверхностях, таких как бетонные стены и т. д. Эта краска меньше подвержена влиянию дождя, солнечного света и т. д. Обладает хорошей стойкостью к кислотам, щелочам и влаге. Он очень быстро сохнет и сохраняет равномерный цвет по всей поверхности.
Силикатные краски
Силикатная краска представляет собой смесь кремнезема и смолистых веществ. Силикагель дает хорошую адгезию к краске, которая после высыхания образует твердую поверхность. Эта поверхность может противостоять экстремальным температурам с большим сопротивлением. Силикатные краски никогда не вступают в химическую реакцию с металлами. Так, данный вид краски можно использовать в жарких условиях и для металлических конструкций.
Графитовые краски
Графитная краска изготовлена из графита черного цвета. Он используется для окраски подземных сооружений, таких как шахты и т. д. Железные конструкции покрываются графитовыми красками.
Краски для пластика
Пластиковые краски содержат пластик в качестве основы. Пластичные краски очень быстро сохнут, обеспечивают лучший внешний вид и обладают высокой укрывистостью. Они используются для покрытия стен, плит, палуб и т. д.
Казеиновые краски
Казеин — это белок, который содержится в молочном твороге, берется и смешивается с белыми пигментами для получения казеиновых красок. Он доступен в виде порошка или пасты. Для получения необходимого цвета можно использовать цветные пигменты. Казеиновые краски используются для покрытия стен, потолков, работ по дереву и т. д. Но для наружных работ эту краску следует смешивать с сиккативами.
Целлюлозные краски
Целлюлозные краски представляют собой особый тип масляных красок. Их изготавливают из листов целлулоида, азотно-хлопчатобумажной, амилацетатной и фотопленок. В случае обычных масляных красок слой затвердевает путем окисления, но в этом случае слой затвердевает за счет испарения растворителя. Он обеспечивает гладкую поверхность и не подвержен влиянию дыма, воды, кислот и т. д. Он очень дорог и используется только для покраски самолетов, автомобилей и т. д.
Эмалевые краски
Основными составляющими эмалевых красок являются оксиды металлов, петролейный спирт, масло и смолистые вещества. Эмалевая краска сохнет очень медленно, но после высыхания образует очень твердый, непроницаемый и гладкий слой. На этот слой не действуют кислоты, щелочи, пары газов, вода и т.д. На рынке доступны эмалевые краски разных цветов. Так, они широко используются для окраски дверей, окон, лестниц, палуб и т. д.
Эмульсионные краски
Эмульсионные краски обладают хорошей щелочестойкостью. Это свойство может быть достигнуто с помощью таких носителей, как поливиниллактат, стирол, алкидная смола и т. д. Он очень быстро сохнет и его можно промывать водой, поскольку его пленкообразующий компонент эмульгируется в воде, а не в растворителе. Таким образом, этот тип краски можно использовать для всех кладочных работ, особенно для штукатурно-штукатурных кирпичных работ, которые содержат свободную щелочь.
Бронзовые краски
Бронзовые краски — это светоотражающие краски, которые широко используются на радиаторах. Его можно использовать как для внутренних, так и для наружных металлических конструкций. Обычно в качестве основы для бронзовых красок используется нитроцеллюлозный лак. Используемые пигменты представляют собой алюминиевую бронзу или медную бронзу.
Коллоидные краски
Коллоидные краски не содержат инертных материалов. Он требует длительного времени для осаждения из-за его коллоидных свойств. Когда он наносится на поверхность, он оседает и проникает сквозь толщу поверхности.
Масляные краски
Масляные краски — это не что иное, как обычные краски, которые обычно содержат основу и носитель. Основными базовыми компонентами, используемыми для изготовления масляных красок, являются свинцовые белила, цинковые белила, литопон, сурик и оксид титана. Обычными транспортными средствами, используемыми в масляных красках, являются льняное масло, буксирное масло и т. Д. Наряду с основой и носителем также используются сиккативы и цветные пигменты. В качестве осушителей могут использоваться глет, сурик, сульфат цинка, сульфат марганца и т. д. Масляные краски очень экономичны и их легко наносить. Обычно их наносят в три слоя разного состава.
Таким образом, этот тип красок можно наносить на стены, двери, окна, металлические конструкции и т. д. Но главный недостаток масляных красок в том, что они не подходят для влажных погодных условий.
Цепь для бензопилы Штиль MS 180, MS 181, MS 210, MS 230, MS 250. Шина 35 см.
Описание
Цепь для бензопилы Штиль MS 170, MS 180, MS 181, MS 230, MS 250
Производитель Штиль «супер зуб»
Тип режущего зуба: долото
Шаг цепи: .3/8P
Толщина ведущего звена: 1,3 мм
Количество ведущих звеньев: 50 шт.
Длина направляющей шины: 14″/35 см.
Высокопроизводительная цепь для больших объемов работ
Технические особенности цепи Штиль:
a) По специальной канавке, масло для смазки цепи поступает к заклепке.
b) Хромированный режущий зуб долго держит заточку
c) Закаленный металл заклепок для продолжительной работы.
d) Соединительные звенья с конструкцией уменьшающей вибрацию.
Цепи для бензопил произведенные компанией Штиль давно стали эталоном качества в лесной промышленности не только нашей страны, но и во всем мире. И хотя, в последнее время появилось довольно много других марок предлагающих продукцию высокого качества, цепи Штиль уверенно занимают лидирующие позиции на полках специализированных магазинов.
Позвоните нам
067 90-777-64
050 01-524-35
063 14-635-01
STIHL оригинальные запчасти и комплектующие вы можете приобрести в нашем экономном магазине. Вы сами делаете выбор, какие детали лучше всего использовать для ремонта. У нас есть как дешевые бюджетные заменители так и оригинальные запасные части которые наш магазин получает на прямую от офицального представителя марки STIHL в Украине.
Наша компания предлагает широкий ассортимент продукции для всех моделей бензопил STIHL. Мы также поддерживаем запасными частями мотокосы и другие моторные устройства этого производителя.
Стоимость оригинальных запчастей STIHL достаточно высокая, но она оправдывается большим сроком службы заводских деталей. Конечно, некоторые элементы, при необходимости можно заменить более дешевыми и получить экономию денежных средств. При этом вы, возможно, проиграете в ресурсе но выиграете в затратах.
Мы всегда с радостью проконсультируем по любому интересующему вас вопросу. Доставка вашего заказ возможна в любой населенный пункт Украины. Обращайтесь пожалуйста.
Дополнительная информация
Уровень качества товара
Оригинальная запчасть
Это оригинальная запчасть. Наш магазин получает эту запчасть на прямую от представителя производителя инструмента. Запчасть полностью соответствует установленной на фабрике в первоначальной комплектации инструмента.
Вопросы / ответы (12)
Володимир 28.01.2021
Як завжди роблю заміну : 2 нових цепки -нова зірочка, 2рази зірочка — нова шина. Дякуючи великому асортименту в магазині намагаюсь брати оригінальні запчастини, вони цього варті. Перевірено .
• 2 листа в упаковке • Размер листа: 100 мм x 150 мм (3,9’’ x 5,9’’) • Дизайн: MU Lifestyle • Сделано в Тайване ______________________________
Доставка по фиксированной цене! Цена доставки определяется наибольшим товаром в вашей корзине. Все дополнительные предметы без наценки!
⠀ ⠀⠀⠀⠀⠀⠀⠀ • Товары отправляются на ваш подтвержденный адрес Etsy. Пожалуйста, убедитесь, что адрес доставки правильный. Повторной отправки заказов не будет, если они отправлены по адресу на Etsy и указаны неверно. Если вы хотите, чтобы мы отправили ваш заказ на другой адрес, обязательно отправьте сообщение заранее или сразу после размещения заказа.
• Невостребованные или возвращенные посылки повторно не отправляются. Возврат будет произведен только в том случае, если посылка будет возвращена и получена в первоначальном состоянии за вычетом почтовых сборов. Если требуется повторная отправка, дополнительные почтовые расходы должны быть оплачены.
• Мы не несем ответственности, если ваш груз будет утерян или поврежден в пути или задержан из-за плохой погоды или праздников, поскольку мы не можем это контролировать.
⠀ ⠀⠀⠀⠀⠀⠀⠀ • Любые импортные пошлины, налоги или брокерские сборы, подлежащие уплате во время доставки, являются исключительной ответственностью получателя. Упаковочные листы для международных отправлений не могут быть помечены как «подарок» или с измененными ценами.
• Реальные цвета могут отличаться. Это связано с тем, что каждый компьютерный монитор имеет различную способность отображать цвета и каждый видит эти цвета по-разному. Мы стараемся редактировать наши фотографии, чтобы показать образцы как можно более реалистичными, но, пожалуйста, поймите, что фактический цвет может немного отличаться от вашего монитора. Мы не можем гарантировать, что цвет, который вы видите, точно отображает истинный цвет продукта.
⠀ ⠀⠀⠀⠀⠀⠀⠀ • Если у вас есть какие-либо вопросы, комментарии или проблемы, пожалуйста, сначала свяжитесь со мной, чтобы обсудить, прежде чем оставить нейтральный или отрицательный отзыв или спор PayPal. Мне нравится общаться с моими клиентами, и я с удовольствием отвечаю на ваши сообщения в течение 1-2 рабочих дней. Кроме того, если в магазине есть что-то, что вы ищете и не можете найти, не стесняйтесь обращаться ко мне. Всегда возможно, что он у меня есть в наличии, но он еще не был представлен на Etsy.
• Мы отправляем все заказы в Европу как ПРИОРИТЕТНЫЕ письма или посылки. После отправки он должен прибыть в течение 3-25* рабочих дней. Стандартная доставка не включает отслеживание или страховку, но мы предлагаем отслеживание в качестве улучшения доставки. Иногда мы можем обновить ваш заказ, чтобы он был отправлен как отслеживаемая посылка, но это не гарантируется, если вы не выберете обновление.
• Заказы на сумму более 50 € до отправки получат бесплатное обновление для отслеживания.
• Мы предлагаем дополнительные услуги доставки, такие как FedEx и DHL Express. С курьерской службой вы можете получить свой заказ в течение 1-3 рабочих дней после отправки.
* Пандемия Covid-19 привела к увеличению времени обработки в почтовых службах, и доставка вашего заказа может занять больше времени, чем ожидалось.
• В настоящее время мы отправляем заказы за пределы Европы с помощью FedEx или почтовой службы, и цена включает отслеживание и доставку. Мы оставляем за собой право отправить ваш заказ с отслеживаемой почтовой службой, если вы живете за пределами обычной зоны доставки FedEx (сельские районы) или ваш заказ перед отправкой стоит менее 35 €. Возврат будет произведен за разницу в стоимости доставки.
• Курьерским службам, таким как FedEx и DHL, для доставки требуется номер телефона. Если мы не получим ваш номер телефона по запросу, мы оставляем за собой право вместо этого отправить ваш заказ с отслеживаемой почтовой службой. Возврат будет произведен за разницу в стоимости доставки.
• Мы предлагаем фиксированную стоимость доставки для всех наших товаров. Это означает, что стоимость доставки определяется самым большим/тяжелым товаром в вашей корзине.
• Более крупные отправления, которые не помещаются в стандартный конверт для отправки в виде Приоритетного письма, будут отправлены как отслеживаемая посылка. Ограничение по высоте для письма с обычным приоритетом составляет 3 см, и поэтому все товары, которые мы отправляем, размер которых приближается или превышает 3 см, будут иметь более высокую стоимость доставки. Мы включаем отслеживание посылок всех размеров.
Сообщение
Этот продавец обычно отвечает в течение нескольких часов.
Йога – преимущества помимо коврика
Yoga, древняя практика и медитация, все становится все популярной в современном обществе. Многим людям йога помогает отвлечься от хаотичной и занятой жизни. Это верно независимо от того, практикуете ли вы позу собаки мордой вниз на коврике в своей спальне, в ашраме в Индии или даже на Таймс-сквер в Нью-Йорке. Йога дает много других умственных и физических преимуществ. Некоторые из них распространяются на кухонный стол.
Виды йоги
Существует множество видов йоги. Хатха (сочетание многих стилей) — один из самых популярных стилей. Это скорее физический тип йоги, чем спокойная медитативная форма. Хатха-йога фокусируется на пранаямах (упражнениях с контролем дыхания). За ними следует серия из асан (позы йоги), которые заканчиваются шавасаной (период отдыха).
Цель занятий йогой — испытать себя физически, но не чувствовать себя подавленным. На этом «крае» внимание сосредоточено на вашем дыхании, в то время как ваш разум принимает и успокаивается.
Лучший образ тела
Йога развивает внутреннее осознание. Он фокусирует ваше внимание на возможностях вашего тела в настоящий момент. Это помогает развить дыхание и силу духа и тела. Дело не во внешности.
В студиях йоги обычно нет зеркал. Это делается для того, чтобы люди могли сосредоточить свое внимание на себе, а не на том, как выглядит поза или люди вокруг них. Опросы показали, что те, кто практиковал йогу, больше знали о своем теле, чем люди, которые не занимались йогой. Они также были более удовлетворены своим телом и менее критично относились к нему. По этим причинам йога стала неотъемлемой частью лечения расстройств пищевого поведения и программ, способствующих позитивному восприятию тела и самооценке.
Внимательное отношение к еде
Осознанность означает сосредоточение внимания на том, что вы испытываете в настоящий момент, не осуждая себя.
Было доказано, что занятия йогой повышают внимательность не только на занятиях, но и в других сферах жизни человека.
Исследователи описывают осознанное питание как неосуждающее осознание физических и эмоциональных ощущений, связанных с едой. Они разработали анкету для измерения осознанного питания с использованием следующих моделей поведения:
Прием пищи даже сытым (растормаживание)
Осознание того, как еда выглядит, имеет вкус и запах
Прием пищи в ответ на внешние сигналы, такие как вид или запах пищи
Прием пищи в состоянии грусти или стресса (эмоциональное питание)
Прием пищи, когда вас отвлекают другие вещи
Исследователи обнаружили, что люди, которые практиковали йогу, были более осознанными едоками согласно их оценкам. Годы занятий йогой и количество минут занятий в неделю были связаны с лучшими показателями осознанного питания. Практика йоги помогает вам лучше осознавать, что чувствует ваше тело. Это повышенное внимание может переноситься во время еды, когда вы смакуете каждый кусочек или глоток и отмечаете запах, вкус и ощущение пищи во рту.
Стимул для похудения и поддержания веса
Люди, которые практикуют йогу и осознанно едят, лучше согласуются со своим телом. Они могут быть более чувствительны к сигналам голода и ощущению сытости.
Исследователи обнаружили, что люди, которые занимались йогой не менее 30 минут один раз в неделю в течение как минимум четырех лет, набирали меньше веса в среднем возрасте. Люди с избыточным весом действительно похудели. В целом, у тех, кто практиковал йогу, был более низкий индекс массы тела (ИМТ) по сравнению с теми, кто не практиковал йогу. Исследователи связывают это с осознанностью. Осознанное питание может привести к более позитивным отношениям с едой и едой.
Улучшение физической формы
Йога известна своей способностью снимать напряжение и беспокойство в уме и теле. Но это также может повлиять на физическую работоспособность человека.
Исследователи изучили небольшую группу малоподвижных людей, которые раньше не занимались йогой. После восьми недель занятий йогой не менее двух раз в неделю в общей сложности 180 минут участники продемонстрировали большую мышечную силу и выносливость, гибкость и кардио-респираторную форму.
Сердечно-сосудистые преимущества
Несколько небольших исследований показали, что йога оказывает положительное влияние на факторы риска сердечно-сосудистых заболеваний: она помогает снизить кровяное давление у людей с гипертонией. Вполне вероятно, что йога восстанавливает «чувствительность барорецепторов». Это помогает организму чувствовать дисбаланс артериального давления и поддерживать баланс.
Другое исследование показало, что занятия йогой улучшают липидный профиль у здоровых пациентов, а также у пациентов с известным заболеванием коронарной артерии.
AGV робот-тележка — автоматически управляемый транспорт (AGV — Automatic Guided Vechicle) — перевозчик с электрическим мотором, который перемещает грузы по заданному маршруту, который строится заранее системой (RMS — Robotic Management System). Благодаря тому, что платформа является автономной. То для ее управления не нужен человек. AGV оснащена нужными для навигации сенсорами и датчиками для осуществления безопасного перемещения. AGV используется в местах, где много работников, а также на площадках с небезопасными для человека средами.
AGV разделяется на виды и может выступать в роли буксировщика, который цепляет вспомогательные телеги с грузом (деталями) и перевозит их. AGV может приподнимать на себе мобильные стеллаж или тележки, подъезжая под них. В зависимости от требований клиента подбираются разные типы AGV, а также программируются различные шаблоны поведения.
AGV роботы могут:
двигаться по заранее заданному маршруту с разными направлениями
перемещаться с той же скоростью, что и у конвейера/сборочной линии
притормаживать и ехать медленнее в заданных точках, либо останавливаться и ожидать команды на дальнейшее перемещение (например, ожидать, пока на него будет погружен товар/деталь)
загружать и выгружать грузы
«общаться» между собой благодаря единому центру управления роботами, не прибегая к управлению оператором.
создавать карту пространства помещения для дальнейшего перемещения в нем
определять препятствия и останавливаться при их появлении
В состав
AGV обычно входят:
электромоторы и колесная база, осуществляющие перемещение
герметично закрытые аккумуляторные батареи, что позволяет их использование в закрытых помещениях, отдельное помещение для зарядки не требуется.
бортовой компьютер, управляющий роботом
набор систем безопасности в виде звуковых, световых, лазерных датчиков
Wi-Fi модуль для обеспечения беспроводной связи
станция управления для обеспечения работы нескольких AGV и синхронизацией действий с WMS/ERP системами
клавиши управления роботом для выключения, перезагрузки, переключения в ручной режим перемещения с пульта управления
блок для сканирования Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток
Где используются
AGV
Широкое применение нашли при выполнении логистических операций, когда необходимо перевезти груз (коробки, детали) из точки А (склад) в точку Б (место упаковки). На заводах по сборке автомобилей AGV доставляют к сборочной линии запчасти. На складе грузы перемещаются к точке комплектования заказа или непосредственно к воротам, где уже ожидает автогрузовик. В средах, где присутствие человека может навредить его здоровью. Возможен сценарий использования, когда AGV перемещается между стеллажами, помогая сборщику комплектовать заказ.
Достоинства
AGV
Уменьшение влияния человеческого фактора
Применение роботов в небезопасных средах
Повышение уровня работы сотрудника, уменьшая нагрузки на организм
Минимальные затраты в случае изменения конфигурации маршрута
Техническая поддержка
Виды
AGV
Платформенный AGV содержит платформенную часть для перемещения на себе грузов, может содержать рольганг для совместной работы с конвейерной линией. Роботы для перемещения автомобилей могут быть изготовлены на заказ.
Вилочный AGV предназначен для перемещения паллет как в одной плоскости (не поднимая из выше 10 см), так и для их перемещения к нужному месту и подъема на высоту до 3х метров.
AGV буксир перемещает по заданному маршруту тележки-платформы, цепляя их в сцепку.
AGV туннельного вида подъезжает под тележку, цепляет ее за пазы тележки, выдвигая свой шток, после перемещения шток опускается, роботы выезжает из-под тележки, оставляя ее на нужном месте.
Принцип работы
Как работает
AGV
AGV является другим классом устройств, чем электротележки, так как исключается человеческий фактор, благодаря заранее простроенному маршруту. Робот оснащен дополнительными механизмами, исключающими помощь человека для погрузки на него предметов. AGV перемещается по заданному маршруту, а запуск его движения стимулируется определенным явлением (начался рабочий день, появился требуемый для перемещения предмет, сотрудник нажал на кнопку и так далее).
Как AGV работают на складе Nissan
Пока робот перемещается, в процессе он может делать остановки, прицеплять к себе груз, буксировать его и другое. Тележка оснащена звуковыми и световыми сигналами, а также лазерным радаром для обеспечения безопасности. Если на пути следования обнаружилось препятствие, робот останавливает ход, издает сигнал, отправляет уведомление в управляющую систему.
Виды навигации
AGV
Виды навигации AGV
Штробление полов с целью укладки в канавки проводов, на основе электромагнитной индукции робот получает электропитание двигается вдоль них, используя как маршрут. Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.
Перемещение вдоль магнитной ленты, наклеиваемой на пол, что не препятствует движению по ней других транспортных средств. Плюсом является простота монтажа и доступность по цене, можно создавать разные виды маршрутов (повороты, остановки и так далее). К минусам относится то, что лента со временем стирается и ее необходимо подклеивать.
Перемещение по наклеенным на пол QR-меткам, сканируемым камерой AGV, находящейся снизу робота. К плюсам можно отнести бюджетность решения. К минусам также меньшую, чем у линий изнашиваемость, обеспеченную использованием ультрафиолетовой печати на пластике, а также на тем, что на такие метке меньше наезжает транспорт (зона с роботами расположена на выделенном участке).
Навигация на основе инерциальной системы, когда метки не требуются, используются показатели с моторов, показатели положения в пространстве.
Навигация на основе лазерного радара – лидара. Используются дополнительные отражатели, выставленные по периметру.
Робот-тележка AGV — AGVs — Konecranes
Добавить в папку «Избранное»
Добавить к сравнению
Более подробная информация на сайте Konecranes
Характеристики
Спецификации
AGV, для контейнеров
Описание
Мы предлагаем широкий ассортимент терминальных транспортных средств Konecranes Gottwald. К ним относятся беспилотные автоматизированные машины для перевозки контейнеров, или автоматизированные управляемые машины (AGV), которые используются для быстрой и экономичной транспортировки контейнеров между причалом и контейнерной площадкой. Konecranes также поставляет программное обеспечение для управления и навигации AGV. Автопогрузчики Konecranes AGV и Lift AGV теперь доступны с технологией литий-ионных батарей. Основные характеристики: Конструкция в виде AGV или Lift AGV с аккумуляторным или дизель-электрическим приводом Грузоподъемность 70 тонн Точная последовательность «по плану» с помощью компьютерной системы управления Точное управление с помощью управляющего и навигационного программного обеспечения и транспондеров в дорожном покрытии терминала Точность позиционирования до +/- 25 мм Простое управление целым парком машин Аккумуляторные электроприводы для нулевых выбросов выхлопных газов в терминале Автоматизированное простое управление Полностью автоматизированное, точное и быстрое управление Перевозка 20, 40 и 45-футовых контейнеров Компьютерная система управления обеспечивает точную последовательность действий в соответствии с планом Движение вперед, назад и в сторону Полностью автоматизированная точная и полностью автоматизированная замена батарей Точный контроль и регистрация данных (транспортные задания) с помощью управляющего и навигационного программного обеспечения и транспондеров, встроенных в дорожное покрытие терминала Разделение процессов транспортировки и хранения Лифт AGV для развязки процессов транспортировки и хранения контейнеров Контейнеры автоматически размещаются или забираются в зоне перемещения крана-штабелера Помогает оптимизировать размер флота благодаря более эффективному использованию мощностей Повышенная экологическая эффективность
—
Это автоматический перевод. (просмотреть оригинал на английском языке)
Каталоги
Shipyard Cranes
16 Страницы
Box runner
20 Страницы
The Crane With a Brain — SMARTON
32 Страницы
Более подробная информация на сайте Konecranes
Другие изделия Konecranes
Container Handling Equipment
Посмотреть всю продукцию Konecranes
* Цены указаны без учета налогов, без стоимости доставки, без учета таможенных пошлин и не включают в себя дополнительные расходы, связанные с установкой или вводом в эксплуатацию. Цены являются ориентировочными и могут меняться в зависимости от страны, цен на сырьевые товары и валютных курсов.
AGV против AMR. Правда. Что вы должны купить? Различия? За и против?
AGV против AMR? Что лучше? Продаю оба … Оба нравятся ❤. Меня не волнует, будут ли они AMR или AGV … Меня волнуют только требования проекта . В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR.
В чем разница между AGV и AMR?
AMR означает автономный мобильный робот , а AGV расшифровывается как Automated Guided Vehicle . Итак, Автономное и Мобильное против Автоматизированного и Управляемого.
AMR — это автономный мобильный робот с естественной навигацией , способный переопределять маршруты или пути и избегать препятствий. Для AMR не требуются предопределенные фиксированные пути. Он может определять свой маршрут на лету. При обнаружении препятствия AMR корректирует свой путь, чтобы обойти объект.
По сути, естественная навигация означает, что робот наносит на карту окружающую среду и может перемещаться и локализовать себя, просто «наблюдая» за этой средой. На самом деле «тема автономной навигации» не так проста, если вы хотите узнать больше о методах естественной навигации, не пропустите эту статью: SLAM AGV Navigation.
Вместо этого AGV автоматически перемещается по заданным путям (физическим или виртуальным, магнитной ленте, триангуляции с помощью отражателей и т. д.). AGV не отклонятся от этого пути. Когда датчики безопасности AGV обнаруживают препятствие, AGV останавливается и ждет, пока препятствие не будет удалено.
Следующие видеоролики показывают, как ведут себя автомобили. В этом видео вы можете увидеть AMR с бесплатной автономной навигацией:
Kollmorgen NDC S -платформа разработана для компаний, которые хотят построить AMR , которая удовлетворяет потребности своих клиентов. Kollmorgen предоставляет программную платформу для транспортных средств на основе SLAM, которые работают в динамических условиях и могут быть установлены в течение нескольких часов без предварительного обучения.
С другой стороны, это AGV с навигацией с магнитной лентой:
. «автономная» навигация.
Автономное плавание предполагает некоторые дополнительные отличия , который я подробно описал в этой таблице и объясню в следующих главах. Продолжайте читать, чтобы понять эту таблицу и открыть 90 003 различий между AMR и AGV одно за другим.
AMR против AGV Сравнение Таблица
Автоматизированный управляемый транспортный и т. д. Магнитная лента, лазерное наведение и т. д.
Естественная безрельсовая навигация. Все измерения выполняются на борту. Определяет среду на лету.
Препятствия
Препятствия останавливают AGV
AMR объезжает препятствия и находит альтернативный маршрут.
Гибкость
Добавлять или изменять маршруты или пункты назначения сложнее.
Легко переназначить и определить новые пункты назначения и цели
Стоимость транспортного средства
AGV, как правило, проще и дешевле, чем AMR.
AMR дороже из-за более точных датчиков и более сложного программного обеспечения управления.
Cost: Platform 1 ton differential drive
$20,000 (with magnetic navigation)
$40,000 (with SLAM navigation)
Cost: Pallet Jack 1 ton, floor to floor
$50,000 (with laser navigation)
50 000 долларов США (с навигацией SLAM)
Стоимость установки и ввода в эксплуатацию
Более сложный, требует больше времени и требует затрат на инфраструктуру (магнитная лента, провода, отражатели и т. д.)
Быстрая и простая установка. Более низкая стоимость по сравнению с AGV.
Надежность
AGV придерживаются пути. AGV более надежны, чем AMR.
Естественная навигация более чувствительна к изменениям окружающей среды. Робот может потерять свою позицию.
Я рекомендую загрузить технический документ agvnetwork на тему «AGV vs AMR», чтобы вы могли сделать собственные выводы. Естественно… это бесплатно… 😎
Нажмите здесь, чтобы загрузить WhitePaper
Давайте обнаружит различия между AGV и AMR .
AMR или AGV? Что лучше?
Скорее всего, вы слышали об AMR или Autonomous Mobile Robots . Вы, несомненно, слышали, что лучше, чем AGV , поскольку они более универсальны, проще в развертывании, менее дороги, совместны и умнее.
Это правда? Роботы AMR превосходят AGV? Во многих случаях ДА …, но не всегда.
В любом случае, позвольте мне сказать вам кое-что . AMR — это единственное будущее (пока). Однажды будут только AMR. Продолжайте читать, чтобы понять эту таблицу и открыть 90 003 различий между AMR и AGV одно за другим.
Давайте попробуем определить, когда лучше выбрать AMR или AGV.
Содержание
Являются ли AGV дороже, чем AMR?
AMR безопаснее, чем AGV? 100007
Стоимость: AGV дороже, чем AMR?
Если сравнивать экономические преимущества AMR с преимуществами AGV , я должен сказать, что у меня была возможность предложить альтернативные проекты, использующие обе технологии, и, как обычно, все зависит от области применения. .. ..
Да ладно… Наверное, вы думаете: «Я хотел получить ответы, а вы говорите только одно: это зависит от обстоятельств?… извините!
Во многом это зависит от типа мобильного робота и типа навигационной системы .
AMR требуют все более и более эффективных датчиков для навигации. Более того, им нужны хороших контроллера, продвинутых алгоритма, способных управлять всей информацией, полученной от этих датчиков.
Этот повышенный спрос на датчики и обработку требует более дорогого транспортного средства . (это имеет смысл).
Если бы у нас были сложные транспортные средства с лазерным наведением с лазерной навигацией, вероятно, разница в цене не имела бы значения, поскольку LGV также требуют таких же возможностей восприятия и обработки.
Итак, если вы сравниваете вилочный погрузчик AGV с лазерной навигацией с вилочным погрузчиком amr с каким-либо типом навигации SLAM. .. цена будет более или менее одинаковой.
При сравнении АМРС с АГВ с магнитной навигацией , однако, ситуация меняется.
Если бы у нас была небольшая платформа AMR , которая работает с этой хорошей естественной навигацией, автомобиль мог бы стоить около 30 000 или 40 000 долларов . Вы можете найти такой AGV с магнитной навигацией примерно за 15 000 долларов (даже меньше).
Если для вашего проекта требуется несколько транспортных средств, зазор очень важен.
Продавец AMR скажет, что установка AMR быстрее и дешевле из-за отсутствия необходимости в оборудовании системы наведения.
Действительно, монтаж и ввод в эксплуатацию АМР быстрее и дешевле.
Если для вашего проекта требуется очень длинных маршрута с множеством различных пунктов назначения или вам нужны маршруты с множеством вариантов , AMR становятся более удобными по сравнению с другими технологиями, такими как магнитная или лазерная навигация.
Если ваш проект не требует такой сложной установки, в конце концов, AMR обходятся дороже.
Я пытаюсь обобщить эти понятия в этой статье стоимость AGV оценка. Сколько стоит автоматизированное транспортное средство? и этот технический документ… много вещей, которые нужно принять во внимание.
Нажмите здесь, чтобы загрузить документ
Вы можете скачать Калькулятор стоимости EXCEL AGV, который учитывает все аспекты стоимости обеих технологий, обеспечивая ориентировочный уровень инвестиций.
Имя пользователя
Пароль
Запомнить меня
Создать учетную запись
Забыли имя пользователя?
Забыли пароль?
Безопасность. Являются ли AMR более безопасными, чем AGV?
Извините. Если кто-то говорит вам «AMR безопаснее, чем AGV», лжет или не знает, о чем говорит.
Я читал в Интернете сообщения о том, что AMR безопаснее, чем AGV. Разумеется, эти посты публикуют компании продажа или производство AMR .
Ни в коем случае. Не согласен. Оба безопасны. Я бы сказал, что оба ДОЛЖНЫ быть безопасными одинаково.
AGV рассчитаны на четко определенные стандарты безопасности B56.5-2019 в США и ISO 3691-4:2020 в ЕС.
Ознакомьтесь с этой статьей для получения дополнительной и важной информации о системе безопасности AGV, это очень важно, если вы думаете о внедрении системы AGV: Понимание Системы безопасности АГВ.
и снова … не пропустите WhitePaper’s Agvnetwor. Запомнить меня
Зарегистрироваться
Забыли имя пользователя?
Забыли пароль?
Некоторые AMR находятся между AGV и промышленными роботами (когда они несут роботизированный манипулятор или что-то подобное). По этой причине был определен новый стандарт безопасности R15.08 , который устанавливает требования безопасности для промышленных мобильных роботов и робототехнических систем.
R15.08 закрывает существующие пробелы между стандартами R15.06 (безопасность промышленных роботов) и B56.5 (безопасность промышленных роботов).
В этой статье я объясню, каковы основные элементы R15.08: Ansi/Ria r15.08-1-2020. Если вы думаете о производстве или покупке AGV или AMR… вам следует знать эти стандарты.
American National Standards Institute
ISO 3691-4:2020
EU Standard
ANSI/ITSDF 56. 5-2019
American Standard
ANSI/RIA R15.08- 1-2020 Стандарт AMR
Промышленные грузовики. Требования безопасности и проверка. Часть 4. Беспилотные промышленные грузовики и их системы
Стандарт безопасности для управляемых промышленных транспортных средств
Промышленные мобильные роботы. Требования безопасности. Робот
200 долларов
35 долларов
225 долларов
9 0597 9 0075 9 00740007
Я указал , что AMR более гибкие, потому что они могут адаптироваться и выбирать свой маршрут ( вероятностный подход ), в то время как AGV всегда следуют детерминированному маршруту.
Что ж, детерминированная навигация, предсказуема и вызывает менее пугающие ощущения, потому что персонал точно знает, куда движется АГВ и не должен бояться какого-либо неожиданного поведения движения.
Допустим, что и AMR, и AGV безопасны, но в любом случае проверим эти случаи:
Tugger AMR
Представьте, что у нас есть AMR, буксирующий колонну тележек. AMR обнаруживает препятствие и пытается избежать его в поисках наилучшего пути. Сам AMR безопасен благодаря датчикам безопасности.
Но что происходит с конвоем? Уверены ли мы, что все тележки будут идеально следовать по пути? Если колонна не следует по пути, троллейбусы могут задеть кого-нибудь или что-нибудь.
Проход с двусторонним движением
Обычно коридоры узкие. В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства.
Представьте, что AMR останавливается в результате обнаружения препятствия системой безопасности. AMR принимает решение обходить это препятствие, вторгаясь на ту сторону маршрута, которая предназначена для противоположного направления.
Что произойдет, если автомобиль с экипажем прибудет слишком быстро? Уверены ли мы, что водитель сможет остановить транспортное средство до столкновения?
Конечно, вышеперечисленных сценариев можно избежать , просто убрав возможность автономного определения маршрута. Подобно AGV, AMR может просто остановиться (так же, как AGV), но при этом сохранит другие преимущества, такие как гибкость (см. ниже).
Навигация: Автономный против управления
Это основной момент, где AMR прибывают с большим улучшением: Вот бесплатная или естественная навигационная технология
Автоматические транспортные средства. , они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции.
Неправда, что AGV не могут решить какой маршрут лучше всего подходит к заданной точке. AGV Systems может принять решение о назначении миссии из A в B с использованием коридора X, коридора Z или коридора W в зависимости от нескольких переменных, таких как занятость коридора или ожидаемое время до места назначения… но если решение принято, они не корректируют свою траекторию на лету, потому что внешних препятствий.
AMR вместо , не обязаны следовать маршруту и могут самостоятельно выбирать наилучший путь. В некоторых приложениях эта функция отлично подходит для обеспечения груз доставлен в пункт назначения за время .
Если AGV обнаружит препятствие на своем пути, это препятствие будет замечено системой безопасности и остановит AGV. AGV не будет двигаться, пока препятствие не будет удалено.
AMR может обнаружить препятствие и избежать его, сводя к минимуму время остановки из соображений безопасности.
Если транспортное средство или мобильный робот компактны, а область его действия густо населена людьми, то обход препятствий может быть идеальным решением.
В коммерческих центрах, больницах, гостиницах, аэропортах высока вероятность столкновения мобильных роботов с препятствием, например с человеком. Поэтому вам не захочется останавливать или замедлять их работу каждый раз, когда они сталкиваются с препятствием. В этих случаях использование обхода препятствий имеет смысл.
AMR подходят для приложений с несколькими, загруженными и переменными пунктами назначения, например:
Гибкость.
Являются ли AMR более гибкими, чем AGV?
Да. Это правда (извините, если я напишу слишком много…)
AMR позволяют легко и без усилий менять маршруты. Как правило, вы можете управлять роботом вручную, он отображает окружающую среду и создает путь… и все.
Если вы хотите изменить магнитный маршрут AGV , это очень просто, но потребует дополнительной работы.
Если вы хотите изменить маршрут LGV или добавить новый пункт сбора или доставки… вы, вероятно, ничего не сможете сделать самостоятельно, и вам потребуется полная поддержка поставщика.
AMR чрезвычайно гибкие и позволяют использовать несколько пунктов назначения и треков без каких-либо усилий во время внедрения. После того, как окружающая среда нанесена на карту, вы даже можете попросить AMR перейти от A к B, и он самостоятельно определит свой путь.
Но! Дело в том, что вам всегда нужна такая огромная гибкость? Извините, возможно, этот ответ вам не нравится… как положено.
Зависит от приложения. Подумайте о производственной линии, которая производит материал, помещаемый в коробку каждые 23 минуты, 3 смены в день, и этот материал всегда идет на другую машину. Зачем вам такая гибкость? или, другими словами: , вы бы заплатили за более дорогой автомобиль, чтобы иметь эту функцию гибкости?
Подумайте о линейном производстве автомобилей . Вы должны доставить контейнер с дверьми в заданную точку сборочной линии, в заданное время, в течение 5 лет. Как только потоки определены, они не будут меняться. Это означает, что есть приложения, где вам не нужно быть таким гибким.
Робот против транспортного средства
Почему AMR должен быть роботом, а AGV должен быть транспортным средством?
Я могу себе представить, что какой-то менеджер по маркетингу AMR думал, что , называя их роботами , сделают их более дружелюбными и « готовыми к сотрудничеству» . AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором.
У нас может быть роботизированная рука или манипулятор на AMR, а также у нас может быть роботизированная рука или манипулятор на AGV. Какая разница?
Нет никаких причин, по которым AMR должен быть коллаборативным роботом, а AGV не должен быть коллаборативным. Возможно, наш друг по маркетингу хотел создать «идею», что AGV несовместимы и глупы.
Выводы о войне между AMR и AGV
Как объяснялось, основное отличие заключается в технологии навигации. По этой причине мы должны проверить плюсы и минусы каждого метода навигации.
Существует новая и отличная навигационная технология, адаптируемая, гибкая и масштабируемая.
Маркетинг выделил эту технологию среди других доступных на рынке роботов. AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации.
AMR представляет огромные возможности в некоторых приложениях , но не для всех приложений. Каждый отдельный проект должен быть проанализирован и понят.
Вы должны быть уверены, что технически и экономически выгодно иметь AMR или AGV.
В будущем, когда технология естественной навигации будет полностью развита, дешева и надежна на 100%, у нас не будет никакой разницы между AMR и AGV, потому что все транспортные средства будут выполнять естественную навигацию .
Последний совет: вам необходимо понять свой проект и требования, а также выбрать для него подходящий продукт.
Кого волнует, как он называется AGV или AMR?
Продолжайте учиться
Что такое лазерное наведение? Автомобиль LGV: преимущества и недостатки
Применение автономных мобильных роботов — 7 ключевых областей применения
Пояснение к R15. 08 — Стандарт безопасности для автономных мобильных роботов (AMR)
Что такое складской робот? Типы и приложения
Автор Альфредо Пастор Телла (редактор agvnetwork).
Следуйте за мной в LinkedIn… давайте создадим сообщество мобильных роботов, чтобы обсудить и узнать об этих выдающихся системах.
Понимание систем безопасности AGV (стандарты, датчики, правила) Что важно знать?
В этой статье представлена общая информация о системах безопасности AGV , ответы на такие вопросы, как:
Каковы основные системы безопасности мобильных роботов? Каковы основные датчики безопасности AGV? Как работают системы безопасности AGV? Что такое стандарты безопасности AGV?
Как работает система безопасности AGV?
Одним из основных преимуществ систем AGV является то, что они безопаснее , чем ручная транспортировка материалов, например вилочными погрузчиками с персоналом. АГВ не причинять вреда людям и не повреждать инфраструктуру, потому что они оснащены датчиками безопасности, которые предотвращают столкновение с людьми или вещами.
Как автоматизированное управляемое транспортное средство повышает безопасность?
С целью повышения безопасности автоматических транспортных средств для широкого промышленного и коммерческого использования существует определенных правил безопасности и стандартов безопасности автоматических транспортных средств , которым должны соответствовать все автоматические управляемые транспортные средства.
Чтобы соответствовать этим правилам безопасности AGV, все типы автоматизированных управляемых транспортных средств должны включать некоторые датчики безопасности и устройства для предотвращения и упреждающего предотвращения рисков.
AGV обычно работают плавно и предсказуемо, однако в редких случаях что-то не работает должным образом, система безопасности остановит транспортное средство.
Эта статья предоставит вам некоторые ключевые концепции , чтобы помочь понять, что стоит за системой безопасности AGV и как эта система безопасности взаимодействует с остальной рабочей средой.
Система безопасности AGV является важным и сложным вопросом, требующим углубленного анализа со стороны квалифицированных поставщиков. Эта статья в блоге была разработана в сотрудничестве с SICK, Inc . ведущий мировой производитель оборудования для производства, логистики и автоматизации процессов.
Щелкните здесь, чтобы посетить веб-страницу SICK Inc
Продукты и системы безопасности SICK защищают людей и предотвращают столкновения с другими транспортными средствами и препятствиями – с большой гибкостью и в зависимости от дорожной ситуации. Кроме того, они помогают сократить время простоя и, следовательно, эксплуатационные расходы.
Содержание
Что такое стандарты безопасности AGV?
Уровень риска и производительности, применяемый к AGV
Каковы основные элементы системы безопасности AGV? (лазер, бамперы и т. д.)
Классификация рабочих зон AGV (эксплуатация, опасность и т. д.)
Другие важные элементы, связанные с безопасностью AGV (торможение, устойчивость и т. д.)
Выводы и рекомендации по системам безопасности AGV
7
4
Кстати… прежде чем идти дальше… не пропустите эти ресурсы с подробной информацией о AGV Safety Systems
Нажмите здесь, чтобы загрузить WhilePaper
Каждый новый автомобиль AMR/AGV должен быть разработан с помощью соответствующего анализа оценки риска . Откройте для себя ребята из SICK , объясняющие, как выполнить оценку риска для AMR/AGV, какие есть последние решения SICK и т. д. Абсолютно… ОБЯЗАТЕЛЬНО посмотрите!
Click here to watch the webinar
Standards
Risk Assessment & PL
Measures & Devices
Risk Zones
Other topics
Conclusions
Стандарты
1. Каковы стандарты безопасности AGV?
Стандарт безопасности AGV в США — ANSI/ITSDF B56.5-2019.и в ЕС EN ISO 3691-4:2020.
Стандарт безопасности AGV в США
. Последний стандарт консенсуса отрасли для стандарта безопасности для без водителя, автоматических промышленных транспортных средств и автоматизированных производителей промышленных автомобилей ANSI/ITSDF B56. 5-2019.
Американский национальный институт стандартов (ANSI) является руководящим органом по разработке стандартов безопасности в Соединенных Штатах. Аккредитованным ANSI разработчиком стандартов безопасности для промышленных грузовиков является Фонд разработки стандартов для промышленных грузовиков (ITSDF).
Стандарт безопасности AGV в ЕС
Водитель
Стандарты безопасности AGV в Европе — Требования безопасности для промышленных грузовиков и бессистемная проверка приведены в EN ISO 26020-4: промышленные грузовики и их системы».
Этот документ применим к мобильным платформам, включая: AGV, туннельный буксир, тележку и т. д.
Этот документ заменяет EN 1525:1997.
Оба документа не являются обязательством. В основном они содержат рекомендации и стандарты не только для достижения приемлемого остаточного риска на транспортном средстве с автоматическим управлением, но и для реализации общей системы безопасности, включая элементы проектирования, эксплуатации и технического обслуживания мобильных платформ.
Авторитетные производители мобильных платформ выбирают один или оба этих документа.
Американский национальный институт стандартов
ISO 3691-4:2020
EU Standard
ANSI/ITSDF 56.5-2019
American Standard
ANSI/RIA R15.08-1-2020 AMR Standard
Industrial Грузовые автомобили. Требования безопасности и проверка. Часть 4. Промышленные грузовики без водителя и их системы
Стандарт безопасности для управляемых промышленных транспортных средств
Лукойл Мото 2т для двухтактных двигателей. Характеристики и отзывы
Содержание
Описание продукта
Технические характеристики
Область применения
Одобрения, допуски и спецификации
Преимущества и недостатки
Как отличить подделку
Формы выпуска и артикулы
Видео
Отзывы
Лукойл – ведущий российский бренд в области ТЭК, ГСМ и автохимии. Он выпускает различные смазочные материалы для коммерческих и частных транспортных средств. Не обделила компания вниманием и различную мототехнику. В частности, создано масло для двухтактных двигателей Лукойл мото 2т.
Описание продукта
Масло моторное Лукойл мото 2т минеральное, дополненное комплексом современных, высокоэффективных малозольных присадок. 2т в названии означает то, что продукт предназначен для двухтактных двигателей мототехники. Это существенно уменьшает риск возникновения нагара и отложений внутри двигателя, снижает возможность сбоев в работе свечей зажигания, повышает общую эффективность работы мотора, уменьшает расход топлива.
Сбалансированная формула делает двухтактное масло Лукойл практически бездымным. Это в совокупности с его способностью уменьшать расход топлива приводит к уменьшению количества вредных выхлопов в атмосферу.
Лукойл мото 2т прекрасно защищает детали мотора от износа, обладает отличными антиокислительными, а также очищающими способностями. Хорошо терпит любые нагрузки, обеспечивая стабильную работу силового агрегата при любых условиях эксплуатации.
Технические характеристики
Наименование
Значение
Единица измерения
Методы испытаний
Плотность при 15 °С
894
кг/м³
ГОСТ Р 51069 / ASTM D4052 / ASTM D1298
Вязкость кинематическая при 100 °С
14.5
мм²/с
ASTM D445 / ГОСТ 33
Индекс вязкости
94
ГОСТ 25371 / ASTM D2270
Динамическая вязкость (CCS) при -30°С
мПа*с
ASTM D5293 / ГОСТ Р 52559
Динамическая вязкость (MRV) при -35 °С
мПа*с
ASTM D4684 / ГОСТ Р 52257
Щелочное число на 1 г масла
1. 4
мг KOH/г
ГОСТ 30050 / ASTM D2896 / ГОСТ 11362
Сульфатная зольность
0.19
%
ГОСТ 12417 / ASTM D874
Температура вспышки в открытом тигле
242
°С
ГОСТ 4333 / ASTM D92
Температура застывания
-17
°С
ГОСТ 20287 (метод Б) / ASTM D97
Область применения
Lukoil moto 2t предназначено для использования в современных двухтактных моторах различной мототехники. Это скутеры, мотороллеры, мотоциклы, снегоходы и другие разновидности транспорта.
Одобрено к применению производителем HUTER.
Одобрения, допуски и спецификации
Соответствует требованиям:
API ТС;
JASO FB;
ISO E-GB.
Вот какими преимуществами обладает масло Lukoil 2t:
высокие моющие, антиокислительные, противоизносные качества;
бесперебойная работа мотора при нагрузках любой тяжести;
уменьшение риска возникновения нагара;
снижение возможности появления сбоев при работе свечей зажигания;
уменьшение риска возникновения калильного зажигания;
повышение эффективности работы мотора;
уменьшения расхода топлива.
Сбалансированный малозольный состав масла Лукойл 2т делает его практически бездымным в процессе сгорания, а значит – это повышает его безопасность для окружающей среды.
Как отличить подделку
Отличить подделку смазочного материала Мото 2 т Лукойл можно по следующим признакам:
Особая конструкция крышки. В ней пластик в тон канистры сочетается с красными резиновыми вставками.
Полимерные этикетки. Они изготавливаются по особой технологии и вплавляются в бока канистры, их невозможно отклеить или повредить.
Номер партии и дата розлива. Наносятся с помощью лазерной печати, а значит – их невозможно перебить или стереть.
Покупать продукт следует только у официальных распространителей, например – на фирменных заправочных станциях Лукойл. А перед покупкой осматривать канистру внимательно, чтобы не было следов вскрытия и явных повреждений.
Формы выпуска и артикулы
Наименование
Артикул
Форма выпуска
Объем
ЛУКОЙЛ МОТО 2Т
19556
канистра
1 литр
19557
канистра
4 литра
Видео
Тест 4т и 2т масел. Интересный результат.Что с ямахой 9,9 после лукойла.
Отзывы
Анатолий, 26 лет
Купил масло Лукойл 2т для снегохода. Пользуюсь месяц. Работает все хорошо, проблем пока не обнаружил.
Арсен, 23 года
Простенькое минеральное масло, доступное по цене, среднее по качеству. Двигатель мотоцикла работает не всегда ровно, иногда дымит…
Дмитрий, 36 лет
Масло 2 тактное Лукойл устраивает полностью. Недорогое, но очень качественное. Все работает хорошо.
Мото
Масло ЛУКОЙЛ МОТО 2Т: Характеристики, артикулы и отзывы
Масло ЛУКОЙЛ МОТО 2Т: Характеристики, артикулы и отзывы
1 Описание продукта
2 Область применения
3 Технические характеристики
4 Одобрения, допуски и спецификации
5 Форма выпуска и артикулы
6 Преимущества и недостатки
7 Видео
8 Отзывы
ЛУКОЙЛ 2Т – моторное масло для техники с двухтактными двигателями от одного из лидеров российского топливно-энергетического комплекса, нефтяной компании Лукойл. ГСМ от этого производителя славятся своим разнообразием, качеством на уровне лучших мировых брендов и доступной ценой.
Описание продукта
ЛУКОЙЛ МОТО 2T – минеральное моторное масло с отличными техническими характеристиками. 2T в его названии означает, что оно предназначено для двухтактных моторов различной техники.
В основе этого смазочного материала лежит качественная, тщательно очищенная минеральная база, дополненная пакетом сбалансированных малозольных присадок. Малозольность существенно снижает риски образования нагара внутри двигателя, поддерживает чистоту и нормальную работоспособность свечей зажигания. Они меньше сбоят, особенно при запуске. Мотор в целом работает лучше и эффективнее. Кроме того, уменьшается расход топлива.
Особенности состава наделяют это масло и такой способностью, как уменьшение дымности во время работы. Это делает продукт более экологичным, уменьшает количество вредных выбросов в атмосферу. Особенно с учетом того, что и горючего тратится меньше.
У этого масла прекрасные смазывающие способности. Оно отлично защищает части моторы от изнашивания, а также предотвращает возникновение вредных отложений. Благодаря стойкости к окислению, продукт имеет длительный интервал замены и отличные рабочие характеристики при любых условиях эксплуатации, включая тяжелые нагрузки.
Область применения
LUKOIL MOTO 2T предназначается для 2-х тактных двигателей современных конструкций, различной мототехники. Это мотоциклы, снегоходы, скутеры, мотороллеры и иные транспортные средства.
Одобрено к применению производителем HUTER.
Масло необходимо смешивать с бензином в соответствии с рекомендациями производителя. Как правило, это пропорция 1:50 (50 частей бензина, 1 часть масла).
Канистра 4 литра
Технические характеристики
Параметр
Метод испытания
Значение / Единицы измерения
Плотность при 15 °C:
ASTM D4052 / ASTM D1298 / ГОСТ Р 51069
894 кг/м3
Кинематическая вязкость при 100 °C:
ASTM D445 / ГОСТ 33
14,5 мм²/с
Индекс вязкости:
ASTM D2270 / ГОСТ 25371
94
Щелочное число
ASTM D2896 / ГОСТ 11362 / ГОСТ 30050
1,4 мг КОН на 1 г масла
Сульфатная зольность
ASTM D874 / ГОСТ 12417
0,19 %
Температура вспышки в открытом тигле:
ASTM D92 / ГОСТ 4333
242 °С
Температура застывания:
ГОСТ 20287 (метод Б)
-17 °С
Одобрения, допуски и спецификации
Одобрено:
HUTER.
Соответствует требованиям:
API ТС;
JASO FB;
ISO E-GB.
Канистра 4 и 1 литр
Форма выпуска и артикулы
19556 ЛУКОЙЛ МОТО 2Т 1 литр;
19557 ЛУКОЙЛ МОТО 2Т 4 литра;
19558 ЛУКОЙЛ МОТО 2Т 216,5 литров.
Преимущества и недостатки
ЛУКОЙЛ МОТО 2 Т имеет следующие преимущества:
пакет отличных моющих присадок, благодаря которым внутри двигателя поддерживается чистота;
повышенная стойкость к окислению, обеспечивающая длительный срок службы масла;
превосходное смазывание, снижение трения и защита от изнашивания;
обеспечение бесперебойной работы двигателя при любых интенсивных нагрузках;
снижение шансов образования нагара;
обеспечение нормального бесперебойного функционирования свечей зажигания;
снижение вероятности возникновения калильного зажигания;
обеспечение стабильной и максимально эффективной работы мотора;
способствование снижению расхода горючего;
бездымность и относительная безопасность для окружающей среды.
Результаты лабораторных исследований и тестов, а также положительные отзывы автомобилистов подтверждают высокое качество продукта и его полное соответствие всем заявленным производителем характеристикам.
Видео
Отзывы
Андрей, 29 лет
LUKOIL МОТО заливаю в скутер уже второй раз. За время использования нареканий никаких не возникло, мотор работает отлично, ровно, тихо, почти не дымит. Отличное отечественное масло, и недорогое при этом.
Олег, 38 лет
Для минерального и такого дешевого – вполне нормальное масло. Двигатель мотоцикла работает как работает. Иногда дымит, иногда нет. Гудит как с другими маслами – то есть ничего особо от моего выбора не поменялось. Проблем с зажиганием не возникало.
Клим, 38 лет
Отличный продукт, по цене и по качеству. Пользуюсь им только летом, сезон недолгий. Поэтому не вижу даже смысла тратиться на какое-то более дорогое и популярное масло. И с этим можно нормально покататься.
Поделиться с друзьями:
ЛУКОЙЛ SAE 5W-30 API SN Synthetic Blend Motor Oil
Результаты испытаний и оценка PQIA
Продукт: Синтетическая смеси Lukoil Синтетическая смеси Моторное масло Оценка вязкости: SAE 5W-30 Маркирован: API SN . Washington, PA Дата покупки: 12.06.2019 Веб-сайт(ы): www.lukoil.com
Информация о компании: ЛУКОЙЛ является одной из крупнейших публичных вертикально интегрированных нефтегазовых компаний в мире по доказанным запасам и добыче углеводородов; и второй по величине производитель сырой нефти в России. Основанная в 1991 году, компания в настоящее время работает более чем в 30 странах мира, основные добывающие активы расположены в России. Полный производственный цикл включает разведку, добычу и переработку нефти и газа; производство нефтехимии и смазочных материалов; выработка энергии; маркетинг и распространение.
Передняя этикетка
Задняя этикетка
Результаты испытаний и оценка PQIA
Сводка оценки
Результаты испытаний, проведенных на этом образце, соответствуют спецификациям SAE J300 для класса вязкости SAE, указанному на этикетке продукта, и соответствуют перечисленным категориям API.
Хотя лабораторные испытания сами по себе не могут быть использованы для определения того, соответствует ли моторное масло категории обслуживания API, их можно использовать для определения того, не соответствует ли оно. Результаты испытаний и оценка PQIA относятся ТОЛЬКО к испытанному образцу и проведенным испытаниям.
Вязкость является важным показателем, который определяет густоту или густоту смазки. Вязкость измеряется несколькими методами для определения поведения моторного масла при холодном пуске и в горячем состоянии при рабочих температурах. Моторные масла должны соответствовать стандартам Общества автомобильных инженеров (SAE) J-300, чтобы соответствовать определенному классу вязкости. >>Подробнее
Индекс вязкости измеряет изменение вязкости в зависимости от температуры. Присадки, улучшающие индекс вязкости, используются для оптимизации вязкости при различных температурах. >>Еще
Моющие присадки помогают поддерживать чистоту металлических поверхностей в двигателе, контролируя образование отложений (т. е. шлама, нагара). Такие отложения могут нанести вред двигателю, забивая масляные каналы, которые смазывают двигатель, увеличивая износ и снижая производительность двигателя. Наиболее часто используются смеси моющих средств на основе кальция и магния. Сдвиг в сторону более широкого использования магния был необходим для удовлетворения потребностей новых бензиновых двигателей с непосредственным впрыском (GDI). >>Еще
Моющие присадки также помогают предотвратить коррозионный износ, нейтрализуя кислоты, образующиеся в качестве побочного продукта сгорания и других процессов в двигателе. Общее щелочное число (TBN) — это лабораторный тест, который измеряет способность масла нейтрализовать такие кислоты. >>Еще
Antiwear (AW) additives help protect metal поверхности от ударного трения и износа между движущимися частями в двигателе. Такие добавки работают, прилипая к металлическим поверхностям и образуя защитную пленку между движущимися поверхностями. Наиболее широко используемыми добавками AW являются химические вещества, содержащие фосфор и цинк. Некоторые производители смазочных материалов также используют противоизносные присадки, содержащие, среди прочего, бор, молибден и титан.
Противоизносные присадки многофункциональны, поскольку они также действуют как ингибиторы коррозии и, что более важно, как антиоксиданты.
Подробнее о присадках AW и других функциональных и улучшающих присадках, используемых в моторных маслах… >>Подробнее
Хотя моторное масло подвержено загрязнению рядом металлов, связанных с износом, и абразивным материалом в виде кремния при использовании, новое моторное масло обычно не содержит таких металлов в каких-либо заметных количествах. Наличие этих металлов (железо, алюминий, медь, свинец, никель, олово, натрий, калий и др.) в новом моторном масле может свидетельствовать о загрязнении отработанным маслом, ржавчиной, абразивами и другими веществами, попавшими в продукт при смешивании, упаковка и/или транспортировка. Такие загрязнения могут нанести вред двигателю. Некоторые из них также могут быть частью добавок, таких как медь или натрий, но их не часто можно увидеть.
* В то время как кремний в форме полидиметилполисилоксана обычно используется в качестве антивспенивателя в моторном масле, такое использование обычно не превышает 10 частей на миллион в новом моторном масле. Уровни значительно выше указывают на возможное загрязнение абразивным материалом, силиконовыми герметиками и/или трансформаторным и гидравлическим маслом.
Примечание 1 : Стандарты установлены API, SAE и другими. Примечание 2 : Метод анализа металлов – ASTM D5185.
Эта спецификация выражена с одной значащей цифрой, поэтому результаты находятся в диапазоне от 550 до 849.считаются по спецификации.
Вязкость является важным показателем, который определяет густоту или густоту смазочного материала. Вязкость измеряется несколькими методами для определения поведения моторного масла при холодном пуске и в горячем состоянии при рабочих температурах. Моторные масла должны соответствовать стандартам Общества автомобильных инженеров (SAE) J-300, чтобы соответствовать определенному классу вязкости. >>Подробнее
Вязкость Индекс измеряет изменение вязкости в зависимости от температуры. Присадки, улучшающие индекс вязкости, используются для оптимизации вязкости при различных температурах. >>Еще
Моющие присадки помогают поддерживать чистоту металлических поверхностей в двигателе, контролируя образование отложений (например, шлама, лаков). Такие отложения могут нанести вред двигателю, забивая масляные каналы, которые смазывают двигатель, увеличивая износ и снижая производительность двигателя. Наиболее часто используются смеси моющих средств на основе кальция и магния. Сдвиг в сторону более широкого использования магния был необходим для удовлетворения потребностей новых бензиновых двигателей с непосредственным впрыском (GDI).
Моющие присадки также помогают предотвратить коррозионный износ, нейтрализуя кислоты, образующиеся в качестве побочного продукта сгорания и других процессов в двигателе. Общее щелочное число (TBN) — это лабораторный тест, который измеряет способность масла нейтрализовать такие кислоты. >>Еще
Противоизносные (AW) присадки помогают защитить металлические поверхности от ударного трения и износа между движущимися частями двигателя. Такие добавки работают, прилипая к металлическим поверхностям и образуя защитную пленку между движущимися поверхностями. Наиболее широко используемыми добавками AW являются химические вещества, содержащие фосфор и цинк. Некоторые производители смазочных материалов также используют противоизносные присадки, содержащие, среди прочего, бор, молибден и титан.
Противоизносные присадки многофункциональны, поскольку они также действуют как ингибиторы коррозии и, что более важно, как антиоксиданты.
Подробнее о присадках AW и других функциональных и улучшающих присадках, используемых в моторных маслах… >>Подробнее
Загрязняющие вещества: Хотя моторное масло подвержено загрязнению рядом металлов, связанных с износом, и абразивным материалом в виде кремния при использовании, новое моторное масло обычно не содержит таких металлов в каких-либо заметных количествах. Наличие этих металлов (железо, алюминий, медь, свинец, никель, олово, натрий, калий и др.) в новом моторном масле может свидетельствовать о загрязнении отработанным маслом, ржавчиной, абразивами и другими веществами, попавшими в продукт при смешивании, упаковка и/или транспортировка. Такие загрязнения могут нанести вред двигателю. Некоторые из них также могут быть частью добавок, таких как медь или натрий, но в наши дни их не часто можно увидеть.
* В то время как кремний в форме полидиметилполисилоксана обычно используется в качестве антивспенивателя в моторном масле, такое использование обычно не превышает 10 частей на миллион в новом моторном масле. Уровни значительно выше указывают на возможное загрязнение абразивным материалом, силиконовыми герметиками и/или трансформаторным и гидравлическим маслом.
LUKOIL Marine Lubricants представляет новое картерное масло NAVIGO 6 CO и цилиндровое масло NAVIGO 70 MCL AW
LUKOIL Marine Lubricants представляет новое картерное масло NAVIGO 6 CO и цилиндровое масло NAVIGO 70 MCL AW — F&L Asia
В тренде
Главная / FLO / LUKOIL Marine Lubricants представляет новое картерное масло NAVIGO 6 CO и цилиндровое масло NAVIGO 70 MCL AW
29 июня 2016 г.
Компания LUKOIL Marine Lubricants, уже известная как технологический лидер в производстве цилиндровых масел с вязкостью 100 BN, в течение последних двух лет сосредоточила исследования и разработки на расширении ассортимента стандартных картерных и цилиндровых масел и в настоящее время представляет новую формулу картерного масла NAVIGO 6 CO и Цилиндровое масло 70 MCL AW. Благодаря новым пакетам присадок оба продукта обладают дополнительными преимуществами в отношении термической стабильности и стабильности к окислению, предотвращения коррозии и защиты от износа.
NAVIGO 70 MCL AW — цилиндровое масло для судовых двухтактных двигателей с широкой областью применения и топливом. Содержание серы от 0,5% до 3,5%. Новое цилиндровое масло создано на основе той же технологии присадок, которая доказала свою эффективность для NAVIGO 100 MCL. Поскольку новая формула обеспечивает повышенную защиту двигателя от холодной коррозии и позволяет увеличить время капитального ремонта поршня, название известного продукта NAVIGO 70 MCL было расширено на «AW» (противоизносное).
NAVIGO 6 CO — картерное масло, разработанное компанией «ЛУКОЙЛ Марин Лубрикантс» для двухтактных двигателей новейшей конструкции. «Наши клиенты выигрывают от улучшенного состава с улучшенными моющими и диспергирующими свойствами, а также улучшенной чистотой картера и контролем отложений на днищах поршней с масляным охлаждением», — поясняет Стефан Клауссен, директор по техническим вопросам и маркетингу компании «ЛУКОЙЛ Марин Лубрикантс».
NAVIGO 6 CO идеально подходит для iCOlube®, бортового устройства LUKOIL Marine для интеллектуальной смазки цилиндров маслом. Этот агрегат сочетает в себе цилиндровое масло с высоким щелочным числом и новое или бывшее в употреблении системное масло, чтобы подобрать идеальное цилиндровое масло для каждого двигателя. Дополнительные преимущества включают в себя снижение качества цилиндрового масла, которое судно должно хранить на борту, а также безопасную, простую и эффективную работу двигателя для экипажа.
Оба смазочных материала прошли всесторонние испытания и одобрены всеми основными производителями оборудования.
О компании «ЛУКОЙЛ» и «ЛУКОЙЛ Марин Лубрикантс»
ЛУКОЙЛ — ведущая российская компания в области разведки, производства, переработки и реализации нефтепродуктов. ЛУКОЙЛ был создан в 1991 году путем слияния группы нефтегазодобывающих компаний, расположенных в западносибирских городах Лангепас, Урай и Когалым, инициалы которых образуют аббревиатуру ЛУК.
Электрический триммер MTD ET 1000 C отличается простой обслуживания и удобством при эксплуатации. Изогнутая штанга триммера позволяет косить траву под скамейками и кустарниками, вокруг деревьев и вблизи других препятствий. Режущим элементом данного триммера является катушка с леской, которая при износе быстро и легко меняется на новую. Ширина кошения составляет 40 см.
Электродвигатель триммера мощностью 1 кВт имеет защиту от перегрева. Верхнее расположение двигателя позволяет работать в сырую погоду, а также не дает двигателю засориться травой, что повышает срок его службы. Для надежности и долговечности двигателя предусмотрена двойная изоляция обмоток.
Защитный кожух триммера предотвращает оператора от получения травм. Специальный разъем для дополнительных насадок позволяет использовать триммер MTD ET 1000 C в качестве кустореза, высотореза, снегоуборщика и т.д. Насадки не входят в стандартную комплектацию и приобретаются отдельно.
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Характеристики
Вес, кг
4.5
Леска, мм
1.6 двойная
Мощность двигателя, л.с
1.36
Нож
Не предусмотрен
Номинальная мощность, об/мин
8000
Плечевой ремень
В комплекте
Подача лески
Полуавтоматическая подача (с помощью ударного механизма)
Топливный бак, л
Нет
Установка насадок
Да
Ширина кошения (леска), см
38
Ширина кошения (нож), см
Нет
Штанга
Разъемная
Тип двигателя
Электрический
Мощность двигателя, кВт
1
org/Review»>
Николай
22.04.2017
Плюсы
Очень легкий, не шумный, простая конструкция, в случае чего можно отремонтировать, надежный, при длительной работе все таки нужно делать перерывы (в руководстве об этом сказано).
Минусы
Возможно, цена.
Отзыв
Агрегат надежный, но только если следовать инструкции и не перегружать долгой работой в тяжелых условиях, тогда он будет долго служить вам без поломок и других проблем.
Федор Лихвин
31. 08.2015
Плюсы
Удобен в работе и надежен.
Минусы
Не обнаружены.
Отзыв
Приобретался триммер в 2010 году, тогда он стоил немного дешевле, чем сейчас. Использовал его в основном для покоса бурьяна на участке и всяких сорняков у забора. С недавних пор стал работать им раза в два меньше, так как участок обустроили проложили дорожки, сделали грядки. Но триммер все равно полезен, ведь на остальной части двора все равно растет трава, и за двором ее достаточно, а триммером можно подлезть почти во все места, куда газонокосилка не проходит. Буквально с того года заметил, что стал немного нагреваться, но все равно заводится работает и не глохнет. Да думаю это и нормально для стольких лет службы.
stars2015
26. 07.2015
Плюсы
Качественно триммера на высоте, при моем росте 185 см. косить им очень удобно, движок мощный, при таком движке и леске им можно скашивать не только мелкую траву и газон, но и более большие и плотные травы, побеги, кусты, сорняки. Пусковая кнопка удобная, и при продолжительной работе с триммером рука не устает. Чистить его быстро и просто за счет того, что его очень легко разбирать и собирать.
Минусы
Не обнаружены.
Отзыв
В моем арсенале МТД ЕТ1000 — это третья электрокоса. Первая была с мотором внизу, и она сломалась достаточно быстро из-за люфта штанги, да и работать ей было совсем не удобно. Затем я приобрел косу «Форвард», ей я пользовался четыре сезона, какую траву она только не видела, но потом все же сдалась. Думаю, надо будет ей как-нибудь заняться и починить, единственная проблема, что таких запчастей трудно будет найти. Ну а третья, и текущая моя электрокоса это МТД ЕТ1000, по характеристикам она соответствует моей второй. Своей новой косе я обрадовался, она оказалась удобнее всех. Все сделано как надо, ничего не требежит и не отваливается во время работы, все продумано до мелочей, даже нож, который отрезает лишнюю леску стоит там где нужно. Движок работает ровно и не визжит, звуки мотора совсем не напрягают, а скорее наоборот, настраивают на рабочий лад. Если правильно настроить ремень, то триммер почти не чувствуется. Если косить тяжёлую высокую траву то делать это лучше слоями и с перерывами 15 минут, триммер может и больше работать то зачем перегружать его. С этой косой может справится и женщина, но все же работать с косой не легко и лучше это делать мужчине. Последний сезон покоса я начал немного позже чем обычно и трава успела вырасти и окрепнуть, но триммер со всем справился. Советую если трава уже окрепла использовать леску диаметром больше 2мм., а потом не полениться и намотать обычную, тогда покос обычной травы будет намного легче и для человека и для триммера. Стоит своих денег полностью!
Юрий Мельников
16.06.2015
Плюсы
Самое главное — это сверх высокая надежность и долговечность! Это моя первая и пока единственная электрическая косилка. Покупал я ее 11 лет назад, и с тех пор она работала без проблем.
Минусы
В первый же сезон использования проявился такой минус как подача лески, я это делаю только в ручную, после выключения мотора.
Отзыв
В процессе длительного использования муфта вышла из строя, заменил ее в том году. В этом году стал замечать, что втулка в гибком валу подходит к износу, наверное, скоро придется менять. И всё! Больше ничего такого не было за целых 11 лет работы! Сейчас также работает. То, что я отметил выше в минусах для меня уже не минусы, ведь он работает уже второй десяток лет! Мотор никогда не перегревался, кошу им без перерывов, выключаю его только чтобы выпустить леску. Очень качественная вещь!
Alexey Gerasimov
09.06.2014
Плюсы
Очень качественная вещь, в работе уже три полных сезона, все работает никаких проблем нет. Перегрева никакого нет. Леска подается как надо, выключатель тоже отлично срабатывает.
Минусы
Не выявлены.
Отзыв
Читал отзывы и видел что пишут про перегрев, но у меня такого нет, никогда не перегревался. Кошу им непрерывно и довольно долго. На дня сосед брал у меня триммер для покоса зарослей на своем участке 6 соток, там трава пол колено а то и выше, косил он без перерыва часа три, я думал кто быстрее перегреется сосед или триммер, но триммер выдержал. К тому же, что инструмент очень качественный и надежный, говорит тот факт, что им часто пользуется мой тесть, который вообще никогда не следит за техникой, работает да и ладно, и даже у него он все еще не вышел из строя и исправно работает уже скоро как четыре года!
Николас Кейдж
11.04.2011
Плюсы
Мощный киловатный двигатель. Косить можно всё, но желательно не леской которая идет в комплекте, а рыболовной «на сома», тогда не будет рваться, эта леска в разы прочнее!
Минусы
Для меня большой, и наверное, единственный минус — быстрый перегрев мотора. Если косить густые сорняки то перегрев уже минут через 15, если газон то больше, минут 30 работает. И на это никак нельзя повлиять. Хотел датчик перегрева снять, разобрал, но не вышло, он находится в обмотке двигателя.
Отзыв
Косилка отличная, но для тех, у кого не большой участок, около шести соток. Косить им можно все, но не долго, или с перерывами. Я пользуюсь данным триммером уже больше четырех лет, проблем не возникало.
Показать еще 3
Написать отзыв
Электротриммер MTD EB 1000 B
Дополнительные категории:
Печатать
Артикул: 41AC0UE-678
Есть в наличии
Характеристики
Мощность: 1000
Расположение двигателя: Верхнее
Рукоятка: D-образная
Вес (кг. ): 6
Страна сборки: Венгрия
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
8 490 руб
Предложить свою цену
Характеристики и описание: Электротриммер MTD EB 1000 B (41AC0UE-678)
Электрический триммер нужен для скоса травы, а также кустарников на сложнодоступных территориях. Он пригодится владельцам дачных, садовых и приусадебных участков. Если вы ищите качественную и универсальную модель, которая быстро справится с работой разной сложности, обратите внимание на триммер MTD EB 1000 B. Он имеет множество особенностей и преимуществ, которые сделают вашу работу на участке более приятной и легкой. Агрегат легкий по весу, простой в использовании и укомплектован трехлопастным качественным ножом. Кроме того, он имеет такие преимущества:
Мощный электродвигатель обеспечит высокую производительность. Благодаря нему агрегат справится даже с большими объемами работ за короткий промежуток времени. Двигатель расположен вверху, поэтому вы сможете работать с инструментом под любым наклоном и в любых положениях. Это никак не отразится на производительности.
Для более комфортной и продуктивной работы электротриммер МТД был укомплектован удобной рукояткой эргономичной формы. Она обеспечивает идеальный захват и позволяет снизить нагрузку на мышцы и суставы рук.
Прямая разборная штанга облегчит процесс транспортировки и хранения инструмента.
При использовании триммерной головки ширина охвата составляет 38 см.
При использовании режущего ножа ширина охвата равна 23 см.
В комплекте прилагается плечевой ремень, который сделает вашу работу намного приятнее и менее утомительной. Он снижает вредные нагрузки на корпус тела, суставы и мышцы. Такая вещь незаменима при длительной работе.
Электротриммер MTD безопасен для пользователя. Он поставляется вместе с защитным кожухом.
Гарантия и сервис: Электротриммер MTD EB 1000 B
Отзывы о товаре: Электротриммер MTD EB 1000 B (41AC0UE-678)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Электротриммер MTD EB 1000 B
Рекомендуем посмотреть
Электротриммер MTD ET 1000
6 090 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Электротриммер AL-KO GTE 350 Classic
8 290 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Электротриммер AL-KO GTE 450 Comfort
8 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Электротриммер AL-KO GTE 550 Premium
9 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Электротриммер AL-KO BC 1000 E
12 190 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Триммер (триммер) MTD ET 1000 C Фото, Характеристики, Размеры, КПД и энергопотребление
Быстрозажимная гайка M14 — Аксессуары для углошлифовальных машин
Skip to main content
Hilti Россия продолжает работу. Актуальная информация. Подробнее
Техническая информация
Быстрозажимная гайка M14 #2149274
Консультация и поддержка
Оценки и отзывы
Зарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Зарегистрироваться
Не получается войти или забыли пароль?
Пожалуйста, введите свой e-mail адрес ниже. Вы получите письмо с инструкцией по созданию нового пароля.
Нужна помощь? Контакты
Войдите, чтобы продолжить
Показать пароль
Забыли пароль?
Оставаться в системе
Нужна помощь? Контакты
Зарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Зарегистрироваться
Выберите следующий шаг, чтобы продолжить
Ошибка входа
К сожалению, вы не можете войти в систему. Email адрес, который вы используете, не зарегистрирован на {0}, но он был зарегистрирован на другом сайте Hilti.
Пожалуйста, выберите один из следующих вариантов: Зарегистрироваться Войти с другим email адресом Отменить и закрыть
Добавлено в корзину
Добавлено в корзину
перейти в корзину
Количество обновлено
Обратите внимание: количество автоматически округлено в соответствии с кратностью упаковки.
Обратите внимание: количество автоматически округлено до в соответствии с кратностью упаковки.
Товар не найден!
Товар не найден!
PICA
Reset All
Stock Status
Зелений
Червоний
Жовтий
Чорний
Золото
Флюоресцентний
Серия инструмента
Aluminist
Art knife
Precision Craft
BASICK PLUS
C PROTECTOR
DENAKUT
DIN EN 22568 (DIN 223)
Driver Cutter
Quick Back
HSS Alpen Pro (HSS G)
HSS Cobalt
HSS Cobalt «кузовное»
HSS Cobalt Forte
HSS Cobalt Hardox
HSS Cobalt R-AS
HSS Cobalt RN
HSS Cobalt RN TiN
HSS PZ Cobalt
HSS PZ Cobalt TiN
HSS Sprint Master
HSS Super «фасад»
HSS Super Двустороннее
HSS Super Короткое
HSS Super Удлиненное
INOX KOMPAKT PLUS
INOX KOMPAKT PLUS QUICK
Joker 6000
Joker 6001 Switch
Joker 6002 двусторонний
Joker 6003
Joker 6004
Joker 6005
Keramo extreme
KOMPAKT PLUS
KOMPAKT PLUS PT QUICK
KOMPAKT PLUS QUICK CU
Kraftform 1000 VDE
Kraftform Comfort
Kraftform Comfort VDE
Kraftform INOX, нержавейка
Kraftform Kompakt VDE
Kraftform Micro
Kraftform Plus 100 VDE
Kraftform Plus серия 300
Stubby (короткий)
Kraftform Plus серия 900, ударная
Kraftform VDE INOX
Long Life
Longlife Granit
MAYKESTAG DIN1869 R1 N
MAYKESTAG DIN1869 R1 RN
MAYKESTAG DIN1869 R2 N
MAYKESTAG DIN338 RN
MAYKESTAG DIN340 RN
MAYKESTAG DIN345 RN
Metal Push
Metal Switch
MINI BASICK PLUS
MINI INOX KOMPAKT PLUS
MINI KOMPAKT PLUS
Premium
Profi Beton
Profi Dach
Profi Diamant
Profi Glas
Profi Granit
Profi Holz HSS
Profi Holz HSS Cobalt
Profi Keramo
Profi Multicut
Profi Ziegel
RAPTOR
SDS MAX
SDS plus F4
SDS plus FORCE X
TC-Hole
Безопасный safety
VHM DIN338
VHM DIN338 ALUNIT
VHM DIN6539
VHM DIN6539 ALUNIT
Wera 2go
Zyklop Pocket
Zyklop Speed
Zyklop VDE
Дерево CV
Перьевое сверло
Сверло Cavity
Сверло Форстнера
Серия 400, Т-рукоятка
Ступенчатое сверло
Тип 196-2
Тип 70
Тип 80 AS
Тип 81 S
Тип 96-2
Тип 96-2 M
Тип R-300
Форма D (KUD) круглая
Форма E (TRE) каплевидная
Форма F (RBF) полукруглая
Форма G (SPG-) скругленный конус
Форма H (B) каплевидная
Форма J (KSJ) конус 90°
Форма K (KSK) конус 90°
Форма L (KEL) полукруглая
Форма M (SKM) конус
Форма N (WKN) угловая
Форма А (ZYA) цилиндрическая
Форма А-S (ZYA-S) цилиндрическая
Форма С (WRC) скругленная
Шнековое сверло Lewis
Тип упаковки
14 од.
Блістер поштучно
в наборі
поштучно
Товщина лінії
0,7 мм
1,2 мм
1-4 мм
12х6 мм
2-4 мм
Reset All
WERA
Reset All
Reset All
Товар не найден!
Фланцевая гайка Festool без ключа QRN-AGC 18 M14 онлайн
Компания
О Festool
О нас
Области применения
История компании
Места
Работа и карьера
Ответственность за окружающую среду
Выставки и мероприятия
Портал поставщиков
Инструментальное производство
Технологии и инновации
Беспроводные решения
Технологии Festool Guard
Пыль
SawStop-AIM
ОткатСтоп
Систейнер³
Области применения
Деревообработка и столярное дело
Деревянное строительство и столярные работы
Укладка полов
Художники
Автомобильный
Все области применения
Готов. С индивидуальными беспроводными решениями.
В каждом из наших беспроводных инструментов воплощен опыт Festool, накопленный за почти 100 лет работы.
продолжить чтение
Подробнее о нас
Функции
Для надежного и быстрого крепления.
Быстрозажимная гайка и ответная часть зажимного фланца BF-AGC обеспечивают надежную фиксацию инструмента на угловой шлифовальной машине. Можно быстро и легко ослабить без использования каких-либо инструментов, что обеспечивает плавную смену инструмента.
Безинструментальный зажим различных дисков
Экономия времени благодаря простоте обращения
передний зажимной фланец
шлифовальные машины зажаты без использования инструментов
Информация о продукте
QRN-AGC 18 M14
Использование
Основные приложения
Блокируемый шпиндель и быстросъемная стопорная гайка для быстрой замены диска без инструментов
Технические данные
Технические данные
Держатель
M14
загрузок
Аксессуары
Вас также может заинтересовать это
HAHN+KOLB Интернет-магазин инструментов и оборудования для мастерских
Режущие и сверлильные инструменты, зажимные технологии, измерительные и испытательные технологии, инструменты общего назначения, промышленная безопасность, шлифовальные технологии, электроинструменты, оборудование для мастерских + грузоподъемные механизмы
Группа HAHN+KOLB является одним из ведущих поставщиков услуг по режущим инструментам, инструментам общего назначения, измерительным и испытательным технологиям, безопасности труда, индивидуальным системным решениям и полному оборудованию для мастерских. Будь то дрели, фрезы, молотки, спиральные сверла, сменные пластины, устройства для предварительной настройки, концевые калибры-пробки, верстаки, пружинные балансиры, тиски или трапециевидные метчики.
Наш ассортимент состоит из сотен брендов известных производителей, таких как ATORN, ORION, AUTOSTAT, MULTIFIX, MAHR, JFA, SYLVAC, TESA, STAHLWILLE, HAZET, GEDORE, AMF, WIHA, KNIPEX, 3M, RÖHM, SCHUNK, BOSCH , MAKITA, METABO или FETRA. У нас есть подходящие инструменты для каждого приложения. HAHN+KOLB специализируется на механической обработке, заводском оборудовании, инструментах общего назначения и электроинструментах. В нашем онлайн-ассортименте более 100 000 товаров, большая часть которых постоянно находится на складе.
ATORN — Производительность требует качества
ATORN предлагает широкий ассортимент продукции, надежное качество и возможность доставки в любое время. С ATORN мы предлагаем вам более 30 000 артикулов из области буровых инструментов, фрезерных инструментов, токарных инструментов, шлифовальных инструментов и режущих инструментов, измерительного оборудования, потребностей мастерских и оборудования.
Будь то тиски ATORN, концевые фрезы ATORN или устройства для предварительной настройки инструмента ATORN. С нашим ассортиментом продукции ATORN мы являемся вашим надежным партнером и предлагаем вам основу для оптимального использования ваших навыков каждый день. Вот почему мы используем только материалы самого высокого качества для нашей линейки ATORN. Для всех инструментов ATORN мы применяем все наши производственные ноу-хау — и все это с лучшим соотношением цены и качества.
Инструменты и оборудование от HAHN+KOLB
В HAHN+KOLB у нас есть почти все основные инструменты для ваших мастерских или производственных нужд. Вам нужны отвертки, динамометрические ключи или различные ручные инструменты? В HAHN+KOLB вы найдете такие бренды, как ATORN, GEDORE, HAZET, STAHLWILLE, AMF, KNIPEX или WIHA.
Для резки, сверления и зажима у нас есть все типы спиральных сверл, моноблочных фрез, накатных инструментов в соответствии с DIN 82, сверлильные патроны или трехкулачковые патроны от ATORN, ORION, WIDIA, HILMA, ALBRECHT или RÖHM.
Для шлифовальных и полировальных инструментов у нас есть все абразивы, напильники, инструменты для черновой обработки, хонинговальные инструменты, разделительные и полировальные средства на складе.
Для ваших потребностей в электроинструментах у нас есть все распространенные дрели, отвертки, аккумуляторы, электроинструменты, всасывающие и пневматические изделия от BOSCH, DREMEL, MAKITA, METABO, FEIN, BIAX или KÄRCHER.
Вам нужно оборудование для мастерских? В HAHN+KOLB вы найдете огромный выбор верстаков, шкафов, транспортного оборудования, инструментальных тележек, а также светодиодных светильников от ATORN, HK, FETRA, ZARGES, SORTIMO или PIG.
Для индивидуальных решений и специальных запросов вы также можете связаться с нашими специализированными отделами.
Комплексная служба HAHN+KOLB
HAHN+KOLB предлагает широкий спектр услуг, а также широкий спектр услуг. Независимо от того, для области продукта и инструмента или в послепродажном обслуживании.
Чтобы ваши инструменты всегда были полностью исправны, мы предлагаем вам наши услуги по ремонту, переточке и повторной калибровке.
Свяжитесь с нашими специалистами из отдела послепродажного обслуживания. Вам нужна техническая консультация по одному из наших продуктов? Свяжитесь с одним из наших специализированных отделов в области общих инструментов, измерительных технологий, испытательных технологий, технологий резки, зажимных технологий или оборудования для мастерских.
HAHN+KOLB Решения для электронного бизнеса
Вас интересуют идеально скоординированные системные решения, такие как OCI, EDI или электронные каталоги?
Начните экономить время и деньги прямо сейчас! Как клиент HAHN+KOLB у вас есть возможность не только делать заказы в нашем интернет-магазине, но и напрямую обмениваться данными с нашей системой ERP. Это упрощает процесс закупок и значительно сокращает административные усилия. Таким образом, вы экономите время и затраты.
Благодаря прямому соединению, такому как интерфейс OCI, с нашим интернет-магазином, вы можете обмениваться корзинами для покупок и данными о продуктах непосредственно с вашей системой ERP.
 Они представляют собой смеси различных ингредиентов, растворенных в специальных составах . Склеивание происходит после испарения растворителя. Клей-расплав, который основан на термоплавких полимерах, обходит многие проблемы с адгезивами на основе растворителей.
Они представляют собой смеси различных ингредиентов, растворенных в специальных составах . Склеивание происходит после испарения растворителя. Клей-расплав, который основан на термоплавких полимерах, обходит многие проблемы с адгезивами на основе растворителей.
 Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.
Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.

 Также используются чистые ароматические мономеры.
Также используются чистые ароматические мономеры.
 Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
 На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
 При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах.
При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах. Самые распространенные из них:
Самые распространенные из них:

 Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.

 Полимеры EVA обычно включают в термоклеи, предназначенные для склеивания корешка, бокового склеивания и подкладки. Напротив, блок-сополимеры используются в клеях-расплавах PSA, предназначенных для бокового склеивания и подкладки, а также в клеях для обложки, используемых как в переплетном деле, так и в прямой почтовой рассылке.
Полимеры EVA обычно включают в термоклеи, предназначенные для склеивания корешка, бокового склеивания и подкладки. Напротив, блок-сополимеры используются в клеях-расплавах PSA, предназначенных для бокового склеивания и подкладки, а также в клеях для обложки, используемых как в переплетном деле, так и в прямой почтовой рассылке. В составы PSA обычно добавляют масла, тогда как в термоклеи EVA предпочтительны воски.
В составы PSA обычно добавляют масла, тогда как в термоклеи EVA предпочтительны воски. Фаза стирола образует физически сшитую сеть в клее при комнатной температуре. SBC плавится и становится текучим при температурах выше температуры стеклования стирольного домена, примерно от 200 до 230°. На рынке клеев-расплавов доступны четыре типичных SBC: стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-(этилен-бутилен)-стирол (SEBS, гидрированный SBS) и стирол-стирол. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
Фаза стирола образует физически сшитую сеть в клее при комнатной температуре. SBC плавится и становится текучим при температурах выше температуры стеклования стирольного домена, примерно от 200 до 230°. На рынке клеев-расплавов доступны четыре типичных SBC: стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-(этилен-бутилен)-стирол (SEBS, гидрированный SBS) и стирол-стирол. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA. Повысители клейкости могут обеспечить специфическую адгезию и более низкую вязкость расплава для клеев.
Повысители клейкости могут обеспечить специфическую адгезию и более низкую вязкость расплава для клеев.
 Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.

 Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
 Из-за этого может быть проблематично изготовление габаритных изделий.
Из-за этого может быть проблематично изготовление габаритных изделий.


 С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
 Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.

 Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
 Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.

 Например – углеволокно, карбоновые нити или стекловолокно.
Например – углеволокно, карбоновые нити или стекловолокно.
 Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
 Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика.
Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика. Относительная стойкость к бензину.
Относительная стойкость к бензину. Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению.
Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению. С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем.
С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
 Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.

 Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF). Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.
Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.

 Он, будучи отличным товарищем, сообщил мне, что не только обладает таким предметом, причем отличного качества, но, кроме того, он с радостью расстался бы с ним за бесценок. На мой восторженный вопрос он сказал мне, что это было сделано швейцарской компанией Jet. Мой интерес возрос. Здесь я должен сказать, что он, несмотря на многие другие качества, не плотник и склонен к неоправданному волнению при изучении известного аукционного сайта. В результате у меня теперь есть очень дешевая пила Jet Scroll, но, к сожалению, одна из хитрых китайских клонов. Не только это, но я обнаружил, что одной или двух частей не хватает, в частности, откидной ножки/прижимного зажима. Может ли кто-нибудь сказать мне, насколько это необходимо, и возможно ли получить в качестве запасной части? Мой оптимизм сейчас угасает, и я начинаю жалеть, что не упомянул об этом. Благодарен за любую помощь.
Он, будучи отличным товарищем, сообщил мне, что не только обладает таким предметом, причем отличного качества, но, кроме того, он с радостью расстался бы с ним за бесценок. На мой восторженный вопрос он сказал мне, что это было сделано швейцарской компанией Jet. Мой интерес возрос. Здесь я должен сказать, что он, несмотря на многие другие качества, не плотник и склонен к неоправданному волнению при изучении известного аукционного сайта. В результате у меня теперь есть очень дешевая пила Jet Scroll, но, к сожалению, одна из хитрых китайских клонов. Не только это, но я обнаружил, что одной или двух частей не хватает, в частности, откидной ножки/прижимного зажима. Может ли кто-нибудь сказать мне, насколько это необходимо, и возможно ли получить в качестве запасной части? Мой оптимизм сейчас угасает, и я начинаю жалеть, что не упомянул об этом. Благодарен за любую помощь. Тем не менее, ваш пост вдохновил меня заглянуть в Джет. Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем
Тем не менее, ваш пост вдохновил меня заглянуть в Джет. Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем Единственный раз, когда я использую тот, который был в комплекте с моим EX30, это когда я работаю над маркетри шириной более 20 дюймов
Единственный раз, когда я использую тот, который был в комплекте с моим EX30, это когда я работаю над маркетри шириной более 20 дюймов Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем
Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем Некоторые металлические детали (вероятно, легко заменяемые) были изготовлены из слабого металла, но кроме этого, если бы лезвие пошло верным ходом, я подозреваю, что машина ему бы понравилась.
Некоторые металлические детали (вероятно, легко заменяемые) были изготовлены из слабого металла, но кроме этого, если бы лезвие пошло верным ходом, я подозреваю, что машина ему бы понравилась. Он достаточно тихий при простом включении, но как только лезвие начинает работать (с самой нежной подачей), оно просто становится дребезжащим шумным зверем, из-за чего я тянусь к своим наушникам. Я думаю, что проблема связана с боковым движением лезвия — так же, как в цитируемом обзоре. Механизм, вероятно, меньше миллиметра, но этого достаточно, чтобы испортить его работу. Проблема в том, что я не знаю, что использовать пилу для прокрутки должен быть как — если они все такие, как этот, то они не для меня.
Он достаточно тихий при простом включении, но как только лезвие начинает работать (с самой нежной подачей), оно просто становится дребезжащим шумным зверем, из-за чего я тянусь к своим наушникам. Я думаю, что проблема связана с боковым движением лезвия — так же, как в цитируемом обзоре. Механизм, вероятно, меньше миллиметра, но этого достаточно, чтобы испортить его работу. Проблема в том, что я не знаю, что использовать пилу для прокрутки должен быть как — если они все такие, как этот, то они не для меня.  Я налью себе рюмку и буду сосредоточенно наблюдать за этим сегодня вечером. Привет, Джефф
Я налью себе рюмку и буду сосредоточенно наблюдать за этим сегодня вечером. Привет, Джефф адрес
адрес д.
д.
 Я недавно смотрел потоки прокрутки и подумал, что пришло время попробовать самому. Я успешно вырезал маленькое кольцо для ключей и именную табличку. Я использую пилу Jet JSS-16.
Я недавно смотрел потоки прокрутки и подумал, что пришло время попробовать самому. Я успешно вырезал маленькое кольцо для ключей и именную табличку. Я использую пилу Jet JSS-16. не сломал ни одного лезвия в процессе, поэтому они должны быть намного лучшего качества, чем дешевые.
не сломал ни одного лезвия в процессе, поэтому они должны быть намного лучшего качества, чем дешевые. Никогда не думал, что это могут быть недостатки челюстей или масла. Сниму и отшлифую, чтобы убедиться вдвойне. Кажется немного смешным, что производители не позаботились о том, чтобы это было сделано должным образом. В конце концов, это основная часть машины 😕
Никогда не думал, что это могут быть недостатки челюстей или масла. Сниму и отшлифую, чтобы убедиться вдвойне. Кажется немного смешным, что производители не позаботились о том, чтобы это было сделано должным образом. В конце концов, это основная часть машины 😕


 Высоковат у меня вышел расход по кирпичу, по верхней планке. Из-за этого пришлось докупать, благо, с колеровкой потом промашек не вышло, оттенок совпал. К эксплуатационным свойствам претензий не имею – краска красивая, ровно ложится.
Высоковат у меня вышел расход по кирпичу, по верхней планке. Из-за этого пришлось докупать, благо, с колеровкой потом промашек не вышло, оттенок совпал. К эксплуатационным свойствам претензий не имею – краска красивая, ровно ложится. Так вот, эта краска справляется со всеми нагрузками.
Так вот, эта краска справляется со всеми нагрузками.



 Программа решения мобильного доступа dormakaba
Программа решения мобильного доступа dormakaba  10.2020
10.2020 07.2020
07.2020 Серия Saffire LX предлагает набор интеллектуальных решений, которые сочетают в себе высокую производительность с эстетикой и гармонируют с прогрессивными технологиями строительства и удобствами.
Серия Saffire LX предлагает набор интеллектуальных решений, которые сочетают в себе высокую производительность с эстетикой и гармонируют с прогрессивными технологиями строительства и удобствами.
 8.29). Более сложные устройства имеют по два валика, а иногда и питающий бачок.
8.29). Более сложные устройства имеют по два валика, а иногда и питающий бачок. 8.30).
8.30).
 Этим требованиям в наибольшей степени отвечают хладоны (Ф-11 – фтортрихлорметан, Ф-12 – дифтордихлорметан, Ф-114 – тетрафтордихлорэтан). Совмещая их в разных соотношениях, получают смеси, которые обеспечивают требуемое для распыления давление насыщенных паров 0,25–0,36 МПа.
Этим требованиям в наибольшей степени отвечают хладоны (Ф-11 – фтортрихлорметан, Ф-12 – дифтордихлорметан, Ф-114 – тетрафтордихлорэтан). Совмещая их в разных соотношениях, получают смеси, которые обеспечивают требуемое для распыления давление насыщенных паров 0,25–0,36 МПа. Волос белки служит также для изготовления художественных кистей. Кисти из жесткой щетины и грубого волоса оставляют штрихи при окраске. Для их сглаживания используют флейцы – широкие (обычно плоские) мягкие кисти из длинного барсучьего волоса.
Волос белки служит также для изготовления художественных кистей. Кисти из жесткой щетины и грубого волоса оставляют штрихи при окраске. Для их сглаживания используют флейцы – широкие (обычно плоские) мягкие кисти из длинного барсучьего волоса. Направление заключительных штрихов выбирают с учетом окрашиваемых изделий. Штрихи на стенах делают в вертикальном направлении, потолке и полу – в направлении распространения света, т. е. от окон. Изделия из древесины окрашивают и лакируют движениями кисти вдоль волокон. При покрытии сложных по форме изделий применяют набор кистей разных размеров. Кистями можно наносить лишь медленно высыхающие лакокрасочные материалы – масляные, алкидные, масляно-битумные, воднодисперсионные. Их вязкость должна быть порядка 80–100 с по ВЗ-4.
Направление заключительных штрихов выбирают с учетом окрашиваемых изделий. Штрихи на стенах делают в вертикальном направлении, потолке и полу – в направлении распространения света, т. е. от окон. Изделия из древесины окрашивают и лакируют движениями кисти вдоль волокон. При покрытии сложных по форме изделий применяют набор кистей разных размеров. Кистями можно наносить лишь медленно высыхающие лакокрасочные материалы – масляные, алкидные, масляно-битумные, воднодисперсионные. Их вязкость должна быть порядка 80–100 с по ВЗ-4. Скорость движения воздуха в месте отсоса должна быть не менее 0,3 м/с. Работа кистями малопроизводительна. Даже при большом навыке удается окрашивать масляными красками не более 10, воднодисперсионными – не более 15 м2/час.
Скорость движения воздуха в месте отсоса должна быть не менее 0,3 м/с. Работа кистями малопроизводительна. Даже при большом навыке удается окрашивать масляными красками не более 10, воднодисперсионными – не более 15 м2/час. СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ Факел распыления формируется за счет перепада давления при выходе лакокрасочного материала из сопла распылителя и последующего мгновенного испарения части нагретого растворителя. Потери лакокрасочного материала составляют 5 — 12%. Преимущества этого метода «-по сравнению с окраской пневматическим распылением следующие:
Факел распыления формируется за счет перепада давления при выходе лакокрасочного материала из сопла распылителя и последующего мгновенного испарения части нагретого растворителя. Потери лакокрасочного материала составляют 5 — 12%. Преимущества этого метода «-по сравнению с окраской пневматическим распылением следующие: Этот метод основан на переносе заряженных частиц краски в электрическом поле высокого напряжения, создаваемом между системой электродов, одним из которых является коронирующее краскораспыляющее устройство, другим — окрашиваемый электрический аппарат или его деталь. Лакокрасочный материал поступает на коронирующую кромку распылителя, где приобретает отрицательный заряд и распыляется под действием электрических сил, после чего направляется к заземленному изделию, осаждаясь на его
Этот метод основан на переносе заряженных частиц краски в электрическом поле высокого напряжения, создаваемом между системой электродов, одним из которых является коронирующее краскораспыляющее устройство, другим — окрашиваемый электрический аппарат или его деталь. Лакокрасочный материал поступает на коронирующую кромку распылителя, где приобретает отрицательный заряд и распыляется под действием электрических сил, после чего направляется к заземленному изделию, осаждаясь на его В сравнении с окраской в электрическом поле обеспечивается лучшее качество покрытия деталей любой конфигурации.
В сравнении с окраской в электрическом поле обеспечивается лучшее качество покрытия деталей любой конфигурации. org/ListItem»> Автоматические устройства по компенсации реактивной мощности
org/ListItem»> Автоматические устройства по компенсации реактивной мощности Краски на водной основе заменяют некоторые краски, в которых используются летучие органические соединения, такие как углеводороды, вредные для атмосферы.
Краски на водной основе заменяют некоторые краски, в которых используются летучие органические соединения, такие как углеводороды, вредные для атмосферы. Порошок пигмента распадается на отдельные частицы, которые покрываются связующим (смолой) и диспергируются в нем, что известно как «смачивание». Затем добавляют растворитель для придания необходимой консистенции. Каждая партия ингредиентов тщательно перемешивается в больших контейнерах с мешалкой и необходимыми добавками (рис. 1). Суммы до 40 000 дм 3 краски могут изготавливаться одной партией.
Порошок пигмента распадается на отдельные частицы, которые покрываются связующим (смолой) и диспергируются в нем, что известно как «смачивание». Затем добавляют растворитель для придания необходимой консистенции. Каждая партия ингредиентов тщательно перемешивается в больших контейнерах с мешалкой и необходимыми добавками (рис. 1). Суммы до 40 000 дм 3 краски могут изготавливаться одной партией.
 Краска часто представляет собой два компонента, которые смешивают вместе непосредственно перед использованием: основная часть краски обычно состоит из акриловой смолы, полученной полимеризацией сложного эфира пропеноата, образованного из многоатомного спирта (диолы и триолы). Полученный полиэфир имеет многочисленные гидроксильные группы (-ОН), отходящие от основной цепи полимера. Гидроксильные группы реагируют с другим соединением, часто состоящим из полимерного изоцианата, такого как тример 1,6-диизоцианатогексана (гексаметилендиизоцианат):
Краска часто представляет собой два компонента, которые смешивают вместе непосредственно перед использованием: основная часть краски обычно состоит из акриловой смолы, полученной полимеризацией сложного эфира пропеноата, образованного из многоатомного спирта (диолы и триолы). Полученный полиэфир имеет многочисленные гидроксильные группы (-ОН), отходящие от основной цепи полимера. Гидроксильные группы реагируют с другим соединением, часто состоящим из полимерного изоцианата, такого как тример 1,6-диизоцианатогексана (гексаметилендиизоцианат):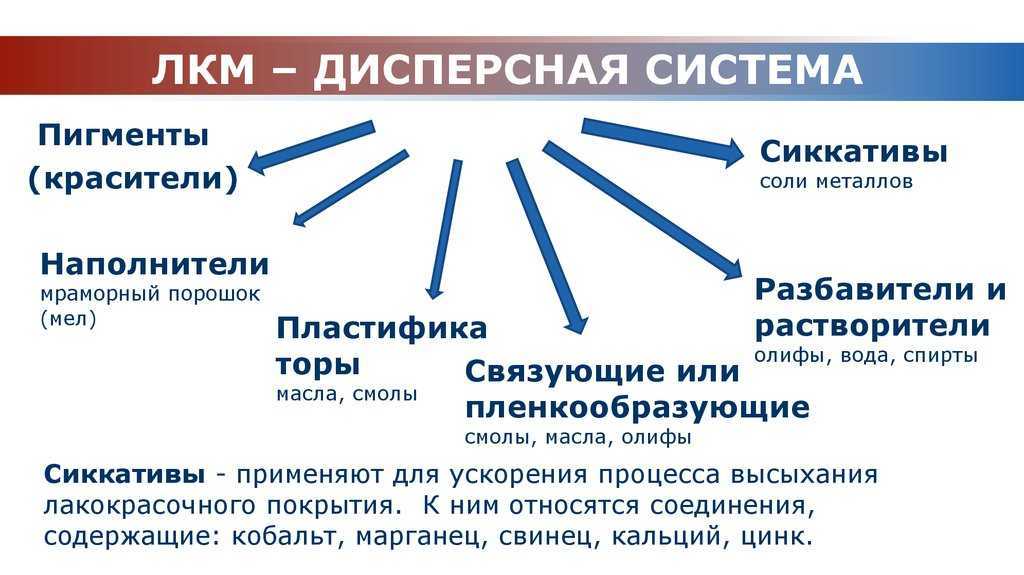 Это значительно увеличивает молекулярную массу полимера, в результате чего он становится трехмерной молекулой и образует твердую пленку, устойчивую к химическим веществам.
Это значительно увеличивает молекулярную массу полимера, в результате чего он становится трехмерной молекулой и образует твердую пленку, устойчивую к химическим веществам.
 Они обычно не используются в верхних покрытиях для наружных работ, потому что они подвержены разрушению под действием УФ-излучения, но из них получаются отличные покрытия для внутренних работ и грунтовки для наружных работ.
Они обычно не используются в верхних покрытиях для наружных работ, потому что они подвержены разрушению под действием УФ-излучения, но из них получаются отличные покрытия для внутренних работ и грунтовки для наружных работ. Другие пигменты включают оксиды железа (черный, желтый и красный), оксид цинка и сажу.
Другие пигменты включают оксиды железа (черный, желтый и красный), оксид цинка и сажу.
 Среди отслеживаемых свойств: изменение цвета (выцветание), изменение блеска, загрязнение, растрескивание, отслаивание и заражение грибками и водорослями.
Среди отслеживаемых свойств: изменение цвета (выцветание), изменение блеска, загрязнение, растрескивание, отслаивание и заражение грибками и водорослями.  Способы достижения этого включают:
Способы достижения этого включают: Основная проблема заключается в необходимости поддержания низкой вязкости. По мере увеличения количества твердых веществ увеличивается и вязкость, достигая точки, при которой краска не может быть правильно нанесена. Меньшая доля растворителя имеет тенденцию замедлять процесс высыхания и отверждения пленки, поэтому в структуру полимера вносятся изменения — увеличение разветвления приводит к снижению вязкости при той же молекулярной массе. Нанесение краски более сложное. При нанесении аэрозолем краска должна находиться под давлением. Иногда краску наносят горячей. Трудно получить такой же хороший внешний вид, используя краску с высоким сухим остатком.
Основная проблема заключается в необходимости поддержания низкой вязкости. По мере увеличения количества твердых веществ увеличивается и вязкость, достигая точки, при которой краска не может быть правильно нанесена. Меньшая доля растворителя имеет тенденцию замедлять процесс высыхания и отверждения пленки, поэтому в структуру полимера вносятся изменения — увеличение разветвления приводит к снижению вязкости при той же молекулярной массе. Нанесение краски более сложное. При нанесении аэрозолем краска должна находиться под давлением. Иногда краску наносят горячей. Трудно получить такой же хороший внешний вид, используя краску с высоким сухим остатком. Загрязненный корабль может увеличить расход топлива на 40%.
Загрязненный корабль может увеличить расход топлива на 40%. 
 Для разных условий могут пригодиться разные типы красок.
Для разных условий могут пригодиться разные типы красок.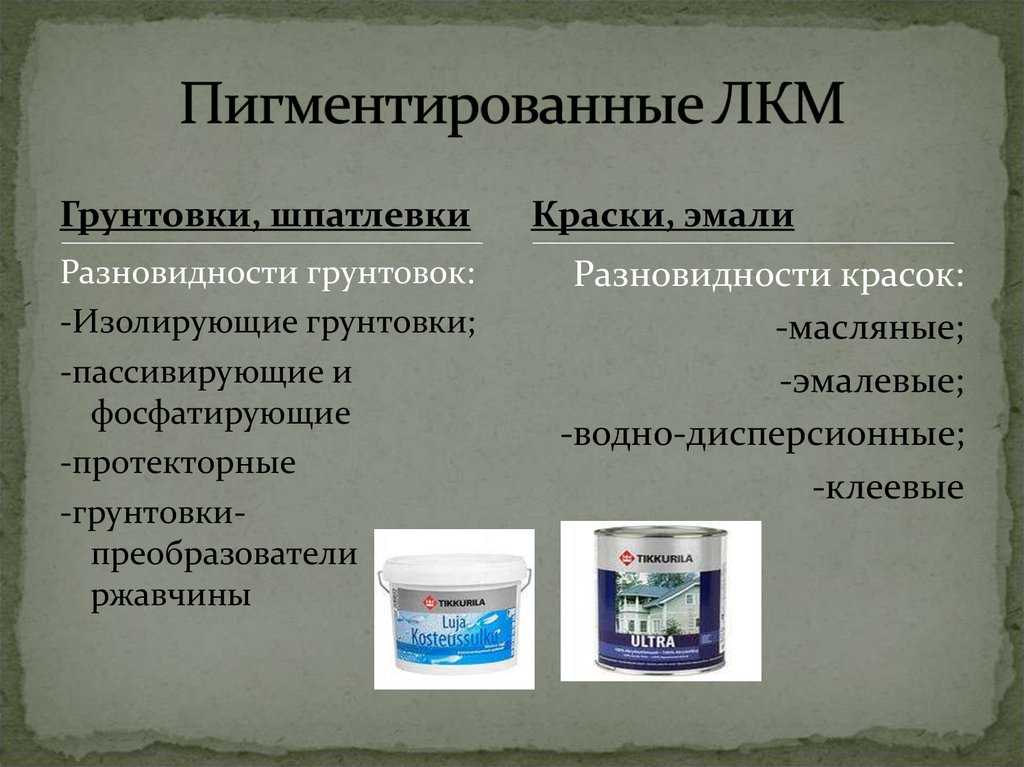 Таким образом, лак можно использовать в соответствии с требованиями.
Таким образом, лак можно использовать в соответствии с требованиями.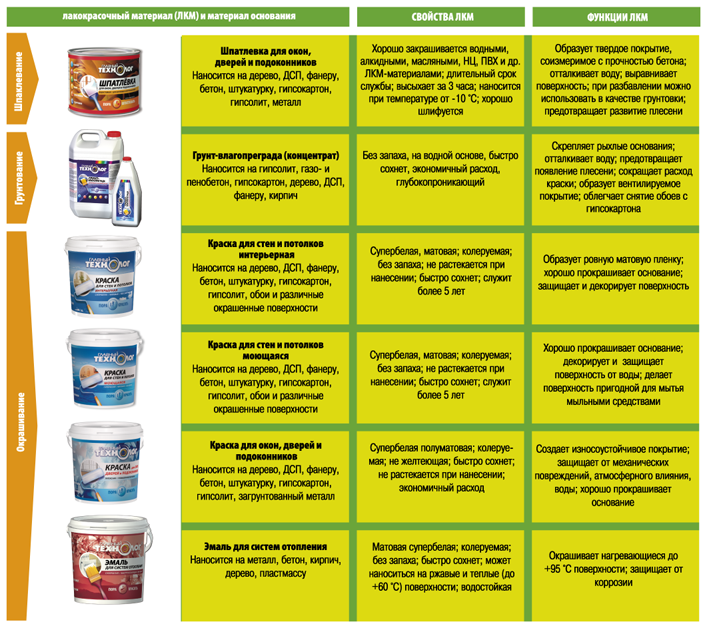 д.
д.

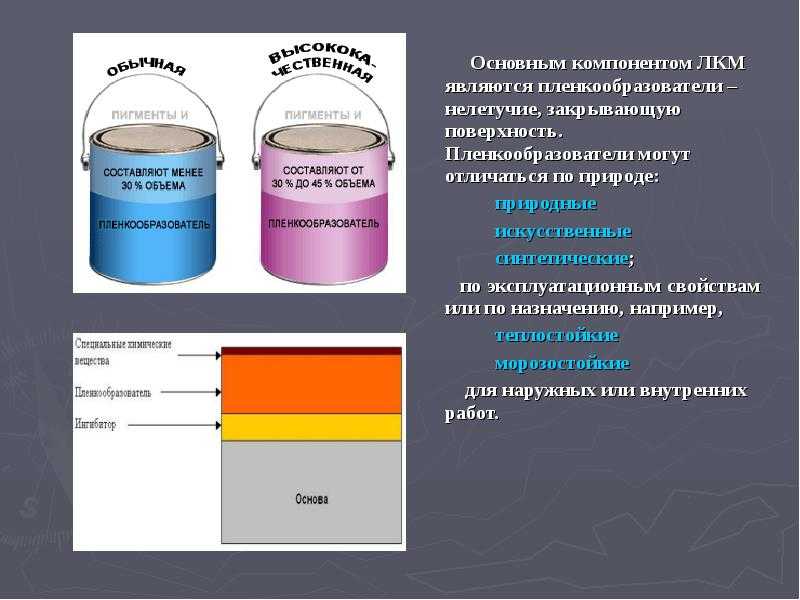
 д.
д. Он требует длительного времени для осаждения из-за его коллоидных свойств. Когда он наносится на поверхность, он оседает и проникает сквозь толщу поверхности.
Он требует длительного времени для осаждения из-за его коллоидных свойств. Когда он наносится на поверхность, он оседает и проникает сквозь толщу поверхности.








 Все дополнительные предметы без наценки!
Все дополнительные предметы без наценки! Упаковочные листы для международных отправлений не могут быть помечены как «подарок» или с измененными ценами.
Упаковочные листы для международных отправлений не могут быть помечены как «подарок» или с измененными ценами. Всегда возможно, что он у меня есть в наличии, но он еще не был представлен на Etsy.
Всегда возможно, что он у меня есть в наличии, но он еще не был представлен на Etsy. Мы оставляем за собой право отправить ваш заказ с отслеживаемой почтовой службой, если вы живете за пределами обычной зоны доставки FedEx (сельские районы) или ваш заказ перед отправкой стоит менее 35 €. Возврат будет произведен за разницу в стоимости доставки.
Мы оставляем за собой право отправить ваш заказ с отслеживаемой почтовой службой, если вы живете за пределами обычной зоны доставки FedEx (сельские районы) или ваш заказ перед отправкой стоит менее 35 €. Возврат будет произведен за разницу в стоимости доставки. Мы включаем отслеживание посылок всех размеров.
Мы включаем отслеживание посылок всех размеров. Это скорее физический тип йоги, чем спокойная медитативная форма. Хатха-йога фокусируется на пранаямах (упражнениях с контролем дыхания). За ними следует серия из асан (позы йоги), которые заканчиваются шавасаной (период отдыха).
Это скорее физический тип йоги, чем спокойная медитативная форма. Хатха-йога фокусируется на пранаямах (упражнениях с контролем дыхания). За ними следует серия из асан (позы йоги), которые заканчиваются шавасаной (период отдыха). По этим причинам йога стала неотъемлемой частью лечения расстройств пищевого поведения и программ, способствующих позитивному восприятию тела и самооценке.
По этим причинам йога стала неотъемлемой частью лечения расстройств пищевого поведения и программ, способствующих позитивному восприятию тела и самооценке.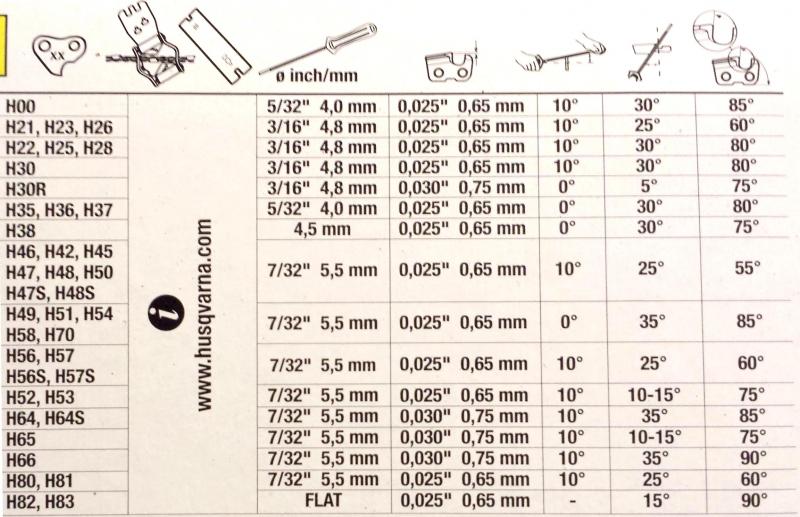 Годы занятий йогой и количество минут занятий в неделю были связаны с лучшими показателями осознанного питания. Практика йоги помогает вам лучше осознавать, что чувствует ваше тело. Это повышенное внимание может переноситься во время еды, когда вы смакуете каждый кусочек или глоток и отмечаете запах, вкус и ощущение пищи во рту.
Годы занятий йогой и количество минут занятий в неделю были связаны с лучшими показателями осознанного питания. Практика йоги помогает вам лучше осознавать, что чувствует ваше тело. Это повышенное внимание может переноситься во время еды, когда вы смакуете каждый кусочек или глоток и отмечаете запах, вкус и ощущение пищи во рту.


 Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток
Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток

:quality(80)/images.vogel.de/vogelonline/bdb/1268300/1268365/original.jpg)
 Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.
Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.

 (просмотреть оригинал на английском языке)
(просмотреть оригинал на английском языке) В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR.
В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR.

 д. Магнитная лента, лазерное наведение и т. д.
д. Магнитная лента, лазерное наведение и т. д. s arsers 9000.s arsers 9000.s arsers 9000.s arsers arsers 9000.s arsers 9000.s. Вероятно, они предлагают вам «свое» решение .
s arsers 9000.s arsers 9000.s arsers 9000.s arsers arsers 9000.s arsers 9000.s. Вероятно, они предлагают вам «свое» решение . , но не всегда.
, но не всегда.  .. ..
.. .. .. цена будет более или менее одинаковой.
.. цена будет более или менее одинаковой.
 Если кто-то говорит вам «AMR безопаснее, чем AGV», лжет или не знает, о чем говорит.
Если кто-то говорит вам «AMR безопаснее, чем AGV», лжет или не знает, о чем говорит. По этой причине был определен новый стандарт безопасности R15.08 , который устанавливает требования безопасности для промышленных мобильных роботов и робототехнических систем.
По этой причине был определен новый стандарт безопасности R15.08 , который устанавливает требования безопасности для промышленных мобильных роботов и робототехнических систем. 5-2019
5-2019
 В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства.
В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства. , они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции.
, они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции. AGV не будет двигаться, пока препятствие не будет удалено.
AGV не будет двигаться, пока препятствие не будет удалено.  Являются ли AMR более гибкими, чем AGV?
Являются ли AMR более гибкими, чем AGV? AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором.
AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором. AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации.
AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации. 08 — Стандарт безопасности для автономных мобильных роботов (AMR)
08 — Стандарт безопасности для автономных мобильных роботов (AMR) АГВ не причинять вреда людям и не повреждать инфраструктуру, потому что они оснащены датчиками безопасности, которые предотвращают столкновение с людьми или вещами.
АГВ не причинять вреда людям и не повреждать инфраструктуру, потому что они оснащены датчиками безопасности, которые предотвращают столкновение с людьми или вещами.

 д. Абсолютно… ОБЯЗАТЕЛЬНО посмотрите!
д. Абсолютно… ОБЯЗАТЕЛЬНО посмотрите!  5-2019.
5-2019.

 4
4
 Интересный результат.Что с ямахой 9,9 после лукойла.
Интересный результат.Что с ямахой 9,9 после лукойла. ГСМ от этого производителя славятся своим разнообразием, качеством на уровне лучших мировых брендов и доступной ценой.
ГСМ от этого производителя славятся своим разнообразием, качеством на уровне лучших мировых брендов и доступной ценой.


 Проблем с зажиганием не возникало.
Проблем с зажиганием не возникало. Основанная в 1991 году, компания в настоящее время работает более чем в 30 странах мира, основные добывающие активы расположены в России. Полный производственный цикл включает разведку, добычу и переработку нефти и газа; производство нефтехимии и смазочных материалов; выработка энергии; маркетинг и распространение.
Основанная в 1991 году, компания в настоящее время работает более чем в 30 странах мира, основные добывающие активы расположены в России. Полный производственный цикл включает разведку, добычу и переработку нефти и газа; производство нефтехимии и смазочных материалов; выработка энергии; маркетинг и распространение.  csv» data-unique_identifier=»ninja_table_unique_id_153147205_9502″>
csv» data-unique_identifier=»ninja_table_unique_id_153147205_9502″> org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»>
org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»> >>Подробнее
>>Подробнее org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»>
org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»> png","alt_text":"Check"}»>
png","alt_text":"Check"}»> >>Еще
>>Еще org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»>
org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»> Такие добавки работают, прилипая к металлическим поверхностям и образуя защитную пленку между движущимися поверхностями. Наиболее широко используемыми добавками AW являются химические вещества, содержащие фосфор и цинк. Некоторые производители смазочных материалов также используют противоизносные присадки, содержащие, среди прочего, бор, молибден и титан.
Такие добавки работают, прилипая к металлическим поверхностям и образуя защитную пленку между движущимися поверхностями. Наиболее широко используемыми добавками AW являются химические вещества, содержащие фосфор и цинк. Некоторые производители смазочных материалов также используют противоизносные присадки, содержащие, среди прочего, бор, молибден и титан. org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»>
org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»> org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»>
org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»> org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»>
org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»> org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»>
org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»> org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»>
org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","image_full":"https:\/\/pqia.org\/wp-content\/uploads\/2019\/08\/Check-e1566512393902.png","alt_text":"Check"}»> Уровни значительно выше указывают на возможное загрязнение абразивным материалом, силиконовыми герметиками и/или трансформаторным и гидравлическим маслом.
Уровни значительно выше указывают на возможное загрязнение абразивным материалом, силиконовыми герметиками и/или трансформаторным и гидравлическим маслом. >>Еще
>>Еще Такие добавки работают, прилипая к металлическим поверхностям и образуя защитную пленку между движущимися поверхностями. Наиболее широко используемыми добавками AW являются химические вещества, содержащие фосфор и цинк. Некоторые производители смазочных материалов также используют противоизносные присадки, содержащие, среди прочего, бор, молибден и титан.
Такие добавки работают, прилипая к металлическим поверхностям и образуя защитную пленку между движущимися поверхностями. Наиболее широко используемыми добавками AW являются химические вещества, содержащие фосфор и цинк. Некоторые производители смазочных материалов также используют противоизносные присадки, содержащие, среди прочего, бор, молибден и титан. Такие загрязнения могут нанести вред двигателю. Некоторые из них также могут быть частью добавок, таких как медь или натрий, но в наши дни их не часто можно увидеть.
Такие загрязнения могут нанести вред двигателю. Некоторые из них также могут быть частью добавок, таких как медь или натрий, но в наши дни их не часто можно увидеть. Благодаря новым пакетам присадок оба продукта обладают дополнительными преимуществами в отношении термической стабильности и стабильности к окислению, предотвращения коррозии и защиты от износа.
Благодаря новым пакетам присадок оба продукта обладают дополнительными преимуществами в отношении термической стабильности и стабильности к окислению, предотвращения коррозии и защиты от износа.

 org/Review»>
org/Review»> 08.2015
08.2015 07.2015
07.2015 Ну а третья, и текущая моя электрокоса это МТД ЕТ1000, по характеристикам она соответствует моей второй. Своей новой косе я обрадовался, она оказалась удобнее всех. Все сделано как надо, ничего не требежит и не отваливается во время работы, все продумано до мелочей, даже нож, который отрезает лишнюю леску стоит там где нужно. Движок работает ровно и не визжит, звуки мотора совсем не напрягают, а скорее наоборот, настраивают на рабочий лад. Если правильно настроить ремень, то триммер почти не чувствуется. Если косить тяжёлую высокую траву то делать это лучше слоями и с перерывами 15 минут, триммер может и больше работать то зачем перегружать его. С этой косой может справится и женщина, но все же работать с косой не легко и лучше это делать мужчине. Последний сезон покоса я начал немного позже чем обычно и трава успела вырасти и окрепнуть, но триммер со всем справился. Советую если трава уже окрепла использовать леску диаметром больше 2мм., а потом не полениться и намотать обычную, тогда покос обычной травы будет намного легче и для человека и для триммера.
Ну а третья, и текущая моя электрокоса это МТД ЕТ1000, по характеристикам она соответствует моей второй. Своей новой косе я обрадовался, она оказалась удобнее всех. Все сделано как надо, ничего не требежит и не отваливается во время работы, все продумано до мелочей, даже нож, который отрезает лишнюю леску стоит там где нужно. Движок работает ровно и не визжит, звуки мотора совсем не напрягают, а скорее наоборот, настраивают на рабочий лад. Если правильно настроить ремень, то триммер почти не чувствуется. Если косить тяжёлую высокую траву то делать это лучше слоями и с перерывами 15 минут, триммер может и больше работать то зачем перегружать его. С этой косой может справится и женщина, но все же работать с косой не легко и лучше это делать мужчине. Последний сезон покоса я начал немного позже чем обычно и трава успела вырасти и окрепнуть, но триммер со всем справился. Советую если трава уже окрепла использовать леску диаметром больше 2мм., а потом не полениться и намотать обычную, тогда покос обычной травы будет намного легче и для человека и для триммера. Стоит своих денег полностью!
Стоит своих денег полностью! И всё! Больше ничего такого не было за целых 11 лет работы! Сейчас также работает. То, что я отметил выше в минусах для меня уже не минусы, ведь он работает уже второй десяток лет! Мотор никогда не перегревался, кошу им без перерывов, выключаю его только чтобы выпустить леску. Очень качественная вещь!
И всё! Больше ничего такого не было за целых 11 лет работы! Сейчас также работает. То, что я отметил выше в минусах для меня уже не минусы, ведь он работает уже второй десяток лет! Мотор никогда не перегревался, кошу им без перерывов, выключаю его только чтобы выпустить леску. Очень качественная вещь! Кошу им непрерывно и довольно долго. На дня сосед брал у меня триммер для покоса зарослей на своем участке 6 соток, там трава пол колено а то и выше, косил он без перерыва часа три, я думал кто быстрее перегреется сосед или триммер, но триммер выдержал. К тому же, что инструмент очень качественный и надежный, говорит тот факт, что им часто пользуется мой тесть, который вообще никогда не следит за техникой, работает да и ладно, и даже у него он все еще не вышел из строя и исправно работает уже скоро как четыре года!
Кошу им непрерывно и довольно долго. На дня сосед брал у меня триммер для покоса зарослей на своем участке 6 соток, там трава пол колено а то и выше, косил он без перерыва часа три, я думал кто быстрее перегреется сосед или триммер, но триммер выдержал. К тому же, что инструмент очень качественный и надежный, говорит тот факт, что им часто пользуется мой тесть, который вообще никогда не следит за техникой, работает да и ладно, и даже у него он все еще не вышел из строя и исправно работает уже скоро как четыре года! Косить можно всё, но желательно не леской которая идет в комплекте, а рыболовной «на сома», тогда не будет рваться, эта леска в разы прочнее!
Косить можно всё, но желательно не леской которая идет в комплекте, а рыболовной «на сома», тогда не будет рваться, эта леска в разы прочнее! ): 6
): 6 Он пригодится владельцам дачных, садовых и приусадебных участков. Если вы ищите качественную и универсальную модель, которая быстро справится с работой разной сложности, обратите внимание на триммер MTD EB 1000 B. Он имеет множество особенностей и преимуществ, которые сделают вашу работу на участке более приятной и легкой. Агрегат легкий по весу, простой в использовании и укомплектован трехлопастным качественным ножом. Кроме того, он имеет такие преимущества:
Он пригодится владельцам дачных, садовых и приусадебных участков. Если вы ищите качественную и универсальную модель, которая быстро справится с работой разной сложности, обратите внимание на триммер MTD EB 1000 B. Он имеет множество особенностей и преимуществ, которые сделают вашу работу на участке более приятной и легкой. Агрегат легкий по весу, простой в использовании и укомплектован трехлопастным качественным ножом. Кроме того, он имеет такие преимущества:

 00
00


 С индивидуальными беспроводными решениями.
С индивидуальными беспроводными решениями. Будь то дрели, фрезы, молотки, спиральные сверла, сменные пластины, устройства для предварительной настройки, концевые калибры-пробки, верстаки, пружинные балансиры, тиски или трапециевидные метчики.
Будь то дрели, фрезы, молотки, спиральные сверла, сменные пластины, устройства для предварительной настройки, концевые калибры-пробки, верстаки, пружинные балансиры, тиски или трапециевидные метчики.


