Литьё по моделям напечатанным на 3D-принтере / Хабр
Jeshua Lacock пишет:
Эта страница описывает мою первую и успешную попытку отлить алюминиевые детали напрямую с моделей напечатанных PLA на 3D-принтере. Процесс практически идентичен литью с восковой модели, но вместо выжигания воска я выжигал пластик PLA (био-пластик)
Мне нужны были алюминиевые детали, чтобы смонтировать фокусирующую линзу для моего 150W CO2 режущего лазера. Эти детали должны иметь возможность подгонки и их надо было смонтировать на раме собранной из найденного алюминиевого утиля.
Я испытываю восторг, когда думаю о возможности сделать всё за один день: концепция -> дизайн -> 3D-печать -> законченная металлическая отливка
Шаг первый — дизайн деталей.
Я использовал удивительно мощный OpenSCAD, чтобы быстро разработать нужные мне детали. OpenSCAD читает скрипт на своем языке чтобы отрисовать 3D модель. В моем случае я просто нарисовал форму в Adobe Illustrator и сконвертировал ее в формат OpenSCAD используя Inkscape плагин.
Вот дизайн второй детали. Я нарисовал две формы в Illustrator-е и придал им глубину в OpenSCAD. Очень быстро и легко. Теперь у меня есть 3D модели, пора их напечатать!
Процесс печати первой детали на моем Ultimaker (ускоренная съемка).
Получившаяся деталь в руке.
Печать второй детали.
Вторая напечатанная деталь в руке.
Проверка как обе детали совмещаются.
Литники и воздуховоды прикреплены, всё готово для заливки формовочной массы.
Формовочная масса — 50% мелкого песка и 50% гипс.
После добавления воды и тщательного перемешивания я использовал домашний вакуумный упаковщик для продуктов, чтобы избавиться от пузырьков воздуха в формовочной смеси.
Вторая деталь готова к формовке!
Первая деталь заливается!
Деталь полностью погружена в смесь — надеюсь всё получится.
Обе формы установлены для просушки.
Через пару часов я поместил формы в печь на средний жар.
Моя новая маленькая печь. Быстро разогревается для 10 фунтов (~4.5кг) или менее расплавленного алюминия. В 2 раза больше, когда разгорится.
Формы хороши и прожарены. После разогрева до примерно 1200F (650C) у пластика нет ни шанса. После извлечения я продул формы сжатым воздухом, чтобы выдуть любые остатки пепла.
Все еще горячие формы помещены в сухой песок. Он служит нескольким целям:
дополнительная поддержка, так как формы — достаточно хрупкие
изолирует формы и удерживает тепло при застывании
позволит мне установить расширители для литников(смотри ниже). Расширитель дает дополнительное давление при литье, а также работает как стояк, который остается расплавленным и обеспечивает дополнительный металл в то время, как отливка застывает и сжимается
Мои расширители литников — это просто обрезанные алюминиевые банки. Отлично работает!
После плавления алюминия с небольшой добавкой меди в тигле, удаления шлака — время заливать!
Как классно! Похоже формы заполнились идеально. Теперь тяжелая часть — ждать достаточно долго пока металл остынет, чтобы я узнал получились детали или нет.
Отлично! Детали прямиком из песка, только литники и воздуховоды отрезаны.
Я нарезал центральное отверстие мелким 14мм метчиком. Похоже все замечательно соединяется.
Мне нравятся детали на отливке — можно увидеть все линии от 3D-печати, их ширина всего 0.2мм.
Момент истины — подходят ли к раме? ДА! Я сделал пластиковую деталь, чтобы она идеально подходила к раме, затем напечатал ее еще раз с увеличением размера в 102%. Когда алюминий остывает он усаживается в точности на 2%.
Центр черного нипеля — это место откуда будет выходить сфокусированный луч CO2 лазера. Трубка — для сжатого воздуха, чтобы сдувать дым на пути лазера (так называемый air-assist).
Похоже я смогу этому найти хорошее применение!
Черная дыра в центре — это фокусирующая линза.
Я так рад, что части подошли к раме идеально без дополнительной обработки и даже без напильника!
Это первый тест моего лазера. Примерно на 60% мощности. Мгновенно прожигает дерево.
Jeshua Lacock сделал замечательное, фактически пошаговое, руководство методики литья алюминия с пластиковых моделей напечатанных на 3D принтере. Для интересующих в практическом аспекте — на сайте instructables.com есть много рецептов как сделать печь для литья алюминия. Даже из кофейной банки!
Приложения для 3D-печати: Литье под давлением
Skip to Main Content
Ускорьте разработку продукции, сократите расходы и время подготовки заказа, а также выводите на рынок более качественную продукцию, используя 3D-печать и мелкосерийное литье под давлением в своем производственном процессе.
Читать технический докладЗапросить образец
Используйте напечатанные на 3D-принтере пресс-формы для литья под давлением на настольных и промышленных машинах с целью эффективного и экономичного производства от сотен и до тысяч функциональных прототипов, а также изготовления опытных образцов или конечных моделей.
Пресс-формы, созданные с помощью 3D-принтеров компании Formlabs, были проверены для использования на настольных и промышленных формовочных машинах с разным давлением, температурой и материалами.
Посмотреть условия литья, которые использовали клиенты
Полноценная настольная экосистема
Вы можете легко и самостоятельно начать 3D-печать пресс-форм для литья под давлением с помощью 3D-принтера Formlabs и настольной формовочной машины. Быстро тестируйте, проверяйте и воспроизводите прототипы, создавайте предсерийные модели из материала, который будет использоваться при производстве, а также изготавливайте мелкие серии конечных моделей без потребности в большом количестве оборудования и обучении.
Полноценную, простую в использовании экосистему Formlabs можно интегрировать в любой рабочий процесс литья под давлением. Сэкономьте время и деньги на мелкосерийные проекты литья под давлением, используя преимущества 3D-печати, чтобы быстро и экономично производить от сотен до тысяч моделей из обычного термопластического материала.
Читать руководство по быстрому началу работы
Этап 1
Проектирование пресс-формы
Для создания пресс-форм, напечатанных на 3D-принтере, используйте обычные способы производственного проектирования.
Этап 2
Печать пресс-форм на 3D-принтере
Form 3 использует высокоэффективные материалы, такие как Rigid 10K Resin, для изготовления прочных, гладких и детализированных моделей.
Этап 3
Сборка пресс-формы
Сборка напечатанных на 3D-принтере пресс-форм с помощью формовочного блока увеличивает их долговечность.
Этап 4
Смыкание пресс-формы
Напечатанные на 3D-принтере пресс-формы можно использовать на настольных и промышленных формовочных машинах.
Этап 5
Литье под давлением
Пресс-формы, созданные с помощью 3D-принтеров компании Formlabs, были проверены для использования в условиях с различными технологическими параметрами.
Этап 6
Охлаждение
Процесс охлаждения, который, как правило, занимает длительное время для пресс-форм из пластмассы, можно ускорить, используя сжатый воздух.
Этап 7
Извлечение модели из пресс-формы
Чтобы автоматизировать процесс извлечения модели из пресс-формы, можно добавить выталкивающие шпильки.
Экосистема доступных 3D-принтеров и высокоэффективных материалов компании Formlabs позволяет создавать прочные, гладкие литьевые пресс-формы с хорошей детализацией, с помощью которых можно изготавливать от сотен до тысяч моделей в трудных условиях литья.
Form 3 создает пресс-формы с очень высоким качеством поверхности и детализацией, позволяя соблюдать все проектные требования при их изготовлении, а также практически избавляя от необходимости в постобработке.
Используйте Form 3 на различных этапах производственного процесса, чтобы быстрее окупить инвестиции. Экосистема Formlabs легко интегрируется в любой процесс разработки продукции, от 3D-печати моделей прототипов до изготовления пресс-форм с целью их мелкосерийного производства.
Купить Form 3Запросить образец
Ознакомьтесь с дополнительными материалами, которые помогут вам начать использовать 3D-принтеры компании Formlabs для мелкосерийного изготовления литьевых пресс-форм.
Введение в литье металлов и способы сочетания 3D-печати с рабочими процессами литья
Литье металлов — это старинный процесс металлообработки, при котором расплавленный металл охлаждается и затвердевает в форме для формирования металлических деталей. Несмотря на свои древние корни, литье металлов по-прежнему остается одним из самых популярных процессов для компаний, занимающихся производством металлических деталей.
В этой статье рассказывается, что такое литье металлов, как оно работает, а также рассказывается о наиболее распространенных процессах литья металлов и преимуществах, которые производители могут получить, сочетая современные цифровые инструменты, такие как 3D-печать, с традиционными рабочими процессами литья.
Информационный документ
Ознакомьтесь с рекомендациями по созданию 3D-печатных моделей, пройдите пошаговый процесс литья по прямым выплавляемым моделям и изучите рекомендации по литью по непрямым выплавляемым моделям и литью в песчаные формы.
Загрузить информационный документ
Пошаговое литье металла от первоначального проекта до окончательного литья.
С момента появления металлического литья методы развивались и менялись. Однако его основные методы остались неизменными. Вот общий пошаговый процесс литья металла:
Кольца, напечатанные на 3D-принтере из Castable Wax 40 Resin.
Чтобы начать процесс литья металла, производитель сначала должен разработать представление желаемого образца. Этот шаблон необходим при разработке формы, используемой для отливки. Он традиционно изготавливается из дерева, пенопласта, пластика или воска и обеспечивает точное изготовление готовой металлической детали. Сегодня 3D-печать также является распространенным методом создания шаблонов, который позволяет дизайнерам создавать точные шаблоны непосредственно из цифровых программных инструментов САПР.
Шаблон не является точной копией желаемой детали. Он имеет дополнительные элементы, которые делают возможным процесс литья, в том числе заслонки, которые позволяют расплавленному металлу течь с постоянной скоростью, и вентиляционные отверстия для выхода газа. Кроме того, шаблоны также больше, чем детали, которые они представляют, чтобы учесть усадку, возникающую во время охлаждения.
Если отливка полая, производитель также создает сердцевину из песка или металла для придания внутренней формы. Это ядро удаляется после завершения литья.
Следующий шаг — создание литейной формы, которая может быть многоразовой (одноразовой) или одноразовой (одноразовой). Одноразовые формы обычно изготавливаются из песка, гипса, воска или с помощью 3D-печати, и, как следует из названия, они разрушаются в процессе литья. Многоразовые формы изготавливаются из металла и других прочных материалов и могут повторно использоваться для нескольких циклов литья.
Керамические оболочки после выжигания и 3D-печати из прозрачной смолы.
Расплавленное олово заливают в форму для 3D-печати из высокотемпературной смолы для литья металла.
На этом этапе металл нагревается в печи, пока не расплавится. В зависимости от применения производители могут использовать различные металлы, наиболее часто отливаемыми металлами являются железо, алюминий, алюминиевый сплав, сталь, медь и цинк, а также драгоценные металлы, такие как золото и серебро. Как только металл расплавится, производитель заливает его в полость формы и дает ему остыть и затвердеть.
Последующая обработка металлического литья.
Когда металл остынет и затвердеет, детали извлекаются из формы. В зависимости от типа пресс-формы это может быть сделано за счет вибрации в процессе выбивки, вымывания паковочной массы или выталкивающих штифтов. Затем с деталей удаляют лишний материал, такой как вентиляционные отверстия, ворота и кормушки. Наконец, детали подвергаются шлифовке, шлифовке, механической обработке или пескоструйной обработке, чтобы сгладить поверхность и достичь требуемой окончательной формы.
Хотя все методы литья металлов основаны на одном и том же основном процессе, существуют различные методы, более подходящие для различных областей применения. Некоторые из наиболее распространенных методов включают литье под давлением, литье по выплавляемым моделям и литье в песчаные формы.
Литье под давлением использует стальную форму и высокое давление. (Источник: buhlergroup.com)
Литье под давлением — это процесс литья металла, при котором производитель нагнетает расплавленный металл в полость стальной формы под высоким давлением для быстрого изготовления металлических деталей. При литье под давлением производитель соединяет вместе две половины матрицы или многоразовой формы и использует сопло для впрыска расплавленного металла под давлением в форму. Когда металл остывает, матрица открывается, и штифты выталкивателя выталкивают отливку.
Двумя наиболее распространенными процессами литья под давлением являются литье с горячей камерой и литье с холодной камерой. Хотя специфика этих процессов различается, есть несколько общих характеристик процесса литья под давлением в целом.
Литье под давлением с горячей камерой является наиболее распространенным из двух основных процессов литья под давлением. Машины для литья под давлением с горячей камерой имеют встроенную печь для нагрева металла внутри машины. Как только металл достигает расплавленного состояния, машина опускает цилиндрическую камеру в расплавленный металл. Форма «гусиная шея» системы впрыска металла позволяет камере быстро наполняться, а затем проталкивать материал в форму с помощью давления воздуха или поршня.
Погружение механизма впрыска для его заполнения обеспечивает быстрое и оптимизированное впрыскивание в форму в этом процессе литья. Однако, поскольку камера подвергается прямому нагреву от расплавленного металла, системы литья под давлением с горячей камерой подвержены риску коррозии, что делает их менее жизнеспособным вариантом для металлов с высокой температурой плавления. Вместо этого он лучше подходит для материалов с низкой температурой плавления и высокой текучестью, таких как свинец, магний, цинк и медь.
Напротив, процесс литья под давлением с холодной камерой работает медленнее, чтобы избежать коррозии. При использовании этого метода литейщик заливает расплавленный металл в систему впрыска. Затем поршень проталкивает металл в форму.
Этот процесс ограничивает коррозию, которая чаще встречается при литье под давлением с горячей камерой. Это идеальный вариант для металлов с высокой температурой плавления, таких как алюминий и алюминиевые сплавы.
Процесс литья под давлением является быстрым и позволяет производить детализированные детали. Он идеально подходит для производства больших объемов сложных деталей, а также может производить прочные детали с гладкой поверхностью. Способность литья под давлением производить большие объемы деталей делает его важнейшим процессом в автомобильной и аэрокосмической промышленности.
Поскольку инструменты и оборудование для литья под давлением дороги, этот процесс нерентабелен для небольших производственных циклов. Кроме того, пластичность металлов, используемых в процессе, может повлиять на сложность продукта.
Отлитые детали из шаблонов SLA, напечатанных из Clear Resin на 3D-принтере Formlabs.
Литье по выплавляемым моделям, также известное как литье по выплавляемым моделям, представляет собой процесс, в котором для производства сложных деталей используются воск, суспензия и формы. Это один из старейших методов литья металла, но он до сих пор ценится за способность создавать точные металлические детали сложной формы.
Этот процесс до сих пор широко используется для производства ювелирных изделий, стоматологии и искусства. Его промышленная форма, литье по выплавляемым моделям, является распространенным способом создания прецизионных металлических деталей в машиностроении и производстве.
Модели для литья по выплавляемым моделям обычно изготавливаются из воска или полимеров, напечатанных на 3D-принтере. Узоры собираются в древовидную структуру и погружаются в суспензию кремнезема или помещаются в колбу и окружены жидким гипсом. После высыхания паковочной массы опоку помещают вверх дном в печь, которая расплавляет модель, оставляя негативную полость в форме исходной модели. Металл расплавляют, а затем заливают под действием силы тяжести или вакуума, чтобы втянуть металл в полость. Отлитые детали опиливаются, шлифуются, подвергаются механической обработке или пескоструйной обработке для достижения окончательной геометрии и чистоты поверхности.
Литники с литыми кольцами.
Литье по выплавляемым моделям — универсальный процесс. Это позволяет производителям производить точные и воспроизводимые детали практически из любого металла, доступного для литья, и сложных форм, которые были бы трудны или невозможны при других методах литья. Литые детали также имеют превосходное качество поверхности и низкие допуски, при этом требуется минимальная обработка поверхности или механическая обработка.
Благодаря этим характеристикам литье по выплавляемым моделям идеально подходит для сложных деталей автомобильной, аэрокосмической и промышленной промышленности, медицинских инструментов, зубных имплантатов, а также ювелирных изделий и предметов искусства.
Литье по выплавляемым моделям — сложный и трудоемкий процесс. Для изготовления формы требуется специальное оборудование, дорогостоящие огнеупоры и связующие, а также множество ручных операций. Отливка деталей, для которых требуются стержни, может быть затруднена, и этот процесс лучше подходит для мелких деталей.
Половина формы для литья в песчаные формы.
Литье в песчаные формы — это метод литья металлов, который был впервые использован 3000 лет назад, но остается наиболее широко используемым методом литья по сей день. Этот процесс позволяет производителям отливать металл, не полагаясь на механическую обработку.
В процессе литья в песчаные формы производитель сначала создает литейный образец или копию отливки, чаще всего из дерева или пластика. Выкройка увеличена, что позволяет дать усадку. Для деталей с элементами на одной стороне требуется только открытая форма. Для деталей с несколькими детализированными поверхностями производитель разделяет литейный образец на две формы, чтобы сформировать форму с закрытой полостью. Верхняя половина называется копьем, а нижняя — перетаскиванием.
После того, как производитель создал шаблон, он плотно набивается песком вокруг шаблона. Затем они добавляют литники и литники, чтобы обеспечить плавное течение расплавленного металла через полость формы. Производитель удаляет шаблон, а затем скрепляет две половины песчаной формы вместе. Когда металл плавится до расплавленного состояния, его заливают в форму и оставляют остывать. Отсюда песчаная форма удаляется с помощью вибраций или воды под высоким давлением. Наконец, производитель дорабатывает деталь, удаляя литники и заслонки и полируя литую металлическую деталь.
Литье в песчаные формы — это адаптируемый процесс, работающий вне ограничений машинного оборудования. Благодаря этому он может создавать сложные детали практически любого размера. Песок недорог и доступен в большом количестве, что снижает стоимость установки и делает возможными модификации. Это единственный практичный или экономичный способ производства очень больших отливок. Время выполнения литья в песчаные формы также короткое, что делает его жизнеспособным процессом для небольших производственных циклов.
Универсальность литья в песчаные формы делает его пригодным для производства в самых разных отраслях промышленности. Он может производить медицинское оборудование, автомобильные детали, электронное оборудование, бензобаки, блоки цилиндров и многое другое.
Литье в песчаные формы позволяет получать высокопористые текстурированные металлы. Усадка и шероховатость поверхности также снижают размерную точность деталей. В результате получается низкопрочный конечный продукт, который требует длительной последующей обработки для достижения более высокого качества отделки.
Чтобы выбрать правильный процесс промышленного литья металлов, необходимо учитывать несколько факторов. Мы создали эту сравнительную таблицу, чтобы помочь вам сравнить литье под давлением, литье по выплавляемым моделям и литье в песчаные формы с точки зрения типов металлов, объема производства, затрат, времени производства, сложности деталей и в каких отраслях они обычно используются.
Die Casting
Investment Casting
Sand Casting
Compatible metals
Aluminum, copper, lead, magnesium, zinc
Most metals
Most metals
Production volume
Большие объемы
Объемы от малых до больших
От разовых до средних объемов
Удельные расходы
Низкие
От умеренных до высоких
Moderate
Tooling costs
High
Moderate
Low
Cycle time
Rapid
Long
Moderate
Industries
Automotive, aerospace, consumer products, furniture, power инструменты
Автомобильная, аэрокосмическая, ювелирная, медицина, стоматология, искусство
Напечатанный на 3D-принтере узор ювелирного кольца и литая металлическая часть.
Инженеры, дизайнеры, ювелиры и любители могут извлечь выгоду из скорости и гибкости 3D-печати, комбинируя процессы литья, такие как непрямое литье по выплавляемым моделям, литье по прямым выплавляемым моделям, литье олова и литье в песчаные формы с 3D-печатными моделями или литьем металла в 3D-печатные формы. . Литые металлические детали с использованием инструментов для быстрой 3D-печати могут быть изготовлены за долю времени, затрачиваемого на традиционное литье, и со значительно меньшими затратами, чем 3D-печать металлом.
Стереолитографические (SLA) 3D-принтеры предлагают высокую точность и обширную библиотеку материалов, которые хорошо подходят для рабочих процессов литья и могут производить металлические детали с меньшими затратами, с большей свободой проектирования и за меньшее время, чем традиционные методы.
Веб-семинар
На этом веб-семинаре мы рассмотрим, как настольные стереолитографические (SLA) 3D-принтеры используются для прямой печати шаблонов, как работать с шаблонами SLA для литья по выплавляемым моделям и как преимущества генеративного проектирования увеличивают спрос для печатных моделей.
Посмотреть вебинар
3D-форма из прозрачной смолы для впрыска воска.
Процесс изготовления моделей из форм или оснастки называется непрямым литьем по выплавляемым моделям, поскольку он требует создания форм для изготовления моделей в дополнение к окончательным формам по выплавляемым моделям.
Жесткие формы для воска (часто называемые инструментами) обычно изготавливаются путем механической обработки алюминия или стали. Производство обработанных металлических форм стоит тысячи долларов, а обработка и полировка занимают недели, прежде чем можно будет выполнить первые выстрелы и оценить детали модели в процессе литья.
С помощью 3D-печати производители могут напрямую печатать в 3D форму для своего рисунка, используя такие материалы, как High Temp Resin или Rigid 10K Resin, смолы, устойчивые к высоким температурам. Для оптимальной обработки поверхности формованных деталей обработайте внутренние поверхности формы шлифованием и полировкой для получения гладкого вида или дробеструйной очисткой, если требуется однородный матовый вид. Чтобы убедиться, что окончательные отлитые детали имеют точные размеры, компенсируйте усадку, увеличив масштаб напечатанной формы. Точную усадку воска и процесс литья можно получить из спецификаций поставщика.
3D-печатные формы для литья металлов сокращают время между созданием концепции и первыми испытаниями до нескольких дней, поскольку производители могут напрямую печатать инструменты, необходимые для запуска и оценки деталей.
В то время как формованные детали должны соответствовать правилам проектирования в отношении формуемости (например, отсутствие поднутрений, благоприятный уклон и т. д.), вы можете повысить сложность модели, используя сборочные приспособления для объединения нескольких компонентов в единую конструкцию.
Информационный документ
Загрузите наш технический документ, чтобы узнать о шести процессах изготовления форм, которые возможны с помощью собственного 3D-принтера SLA, включая литье под давлением, вакуумное формование, формование силикона и многое другое.
Загрузить информационный документ
3D-печатные модели ювелирных изделий и литые металлические кольца.
Литье по выплавляемым моделям — это разновидность литья по выплавляемым моделям, при которой процесс переходит непосредственно от создания модели к окружению модели паковочной массой. Он идеально подходит для изготовления деталей с геометрией, слишком сложной для формования, или для деталей с обширными поднутрениями и тонкой текстурой поверхности, где формование возможно, но сопряжено с высокими затратами на инструмент.
Традиционно модели для прямого литья по выплавляемым моделям вырезаются вручную или обрабатываются на станке, если деталь является единичной или ожидается, что ее будет всего несколько единиц. Однако с помощью 3D-печати производители могут напрямую печатать шаблоны, устраняя ограничения по дизайну и времени, характерные для других процессов.
С помощью 3D-печати инженеры, дизайнеры и ювелиры могут направлять модели 3D-печати, чтобы сократить время выполнения заказа и добиться геометрической свободы, превышающей проектные ограничения технологичности процессов литья. Formlabs разработала ряд литейных материалов, подходящих для литья по выплавляемым моделям, в частности, для ювелирной промышленности.
Белая книга
Способы работы ювелиров меняются, и лидируют литейные фотополимерные смолы. Из этого руководства вы узнаете, как отливать ювелирные украшения с помощью 3D-печати на принтерах Formlabs.
Загрузить информационный документ
Образец детали
Убедитесь сами и почувствуйте качество Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Серая смола Печатный рисунок и готовое алюминиевое литье из открытой песчаной формы.
Подобно литью по выплавляемым моделям, 3D-печать можно использовать для создания моделей для литья в песчаные формы.
По сравнению с традиционными материалами, такими как дерево, 3D-печать позволяет производителям создавать сложные формы и сразу переходить от цифрового проектирования к литью.
Металлические миниатюры, отлитые из олова и напечатанные на 3D-принтере.
Олово — это ковкий металлический сплав с низкой температурой плавления, который можно использовать для изготовления полностью металлических предметов декоративного назначения, таких как детализированные металлические миниатюры, ювелирные изделия, масштабные модели и копии антиквариата.
Благодаря недавним разработкам в области термостойких материалов для 3D-печати, таких как High Temp Resin для 3D-принтеров Formlabs SLA, теперь стало возможным печатать формы для прямого литья олова в 3D.
Существует два варианта конструкции пресс-формы: жертвенная или съемная форма. В жертвенной форме есть оболочка, предназначенная для разрушения в процессе. Разборные формы состоят из отдельных половинок, поэтому форму можно использовать повторно.
По сравнению с прямой печатью металла отливка олова в 3D-печатные формы обеспечивает значительно лучшую детализацию и качество поверхности при небольшой доле затрат. По сравнению с восковым литьем, прямая 3D-печать формы требует меньше шагов и требует меньше ручных усилий, сохраняя при этом максимально возможные детали.
Веб-семинар
Посмотрите наш веб-семинар, чтобы узнать, как изготовление форм с использованием 3D-печатных шаблонов и многоразовых или жертвенных форм может позволить вам производить детали из фарфора, драгоценных и недрагоценных металлов, силикона и биосовместимых гибких материалов и т. д.
Посмотреть вебинар сейчас
Процесс литья ювелирных изделий по выплавляемым моделям с использованием 3D-печатных моделей.
Предприятия, стремящиеся расширить свободу проектирования или сократить расходы и время выполнения заказов, имеют надежное решение в области литья металлов с помощью 3D-печати.
Определенные типы сложных металлических отливок, такие как крупные формы с поперечным сечением и детали с несколькими стержнями, трудно изготовить с использованием традиционных методов литья металлов. 3D-печать позволяет производителям создавать сложные конструкции. Например, ювелиры могут создавать сложные и нестандартные конструкции, которые были бы невозможны без 3D-печати.
3D-печать также устраняет зависимость от нескольких машин или поставщиков услуг для создания деталей. Вместо этого компаниям просто нужен цифровой файл, 3D-принтер и материалы для печати. Это может сократить расходы и отходы, поскольку весь используемый материал идет на конечный продукт.
Наконец, сочетание 3D-печати с литьем металла может сократить расходы и время выполнения заказа. Вместо того, чтобы неделями ждать дорогостоящих инструментов, прежде чем можно будет отлить конечный продукт, 3D-принтер может создать шаблон или форму за несколько часов.
Литье металла в сочетании с 3D-печатью помогает компаниям быстро и эффективно создавать металлические детали. С 3D-принтером Formlabs SLA вы можете ускорить процесс литья металла и одновременно сократить расходы.
Узнайте больше о настольном 3D-принтере Form 3 SLA и запросите бесплатный образец детали, чтобы лично оценить качество.
См. форму 3Запросить бесплатный образец Деталь
Являются ли модели, напечатанные на 3D-принтере, правильным выбором для вас?
3D-принтер может показаться чем-то из фантастического фильма, но эта передовая технология становится все более распространенной в медицинском мире. Теперь в области ортопедии появляется новое применение 3D-печати. В частности, слепки, напечатанные на 3D-принтере, являются альтернативой традиционным слепкам из гипса или стекловолокна.
Хотя 3D-модели еще не получили широкого распространения, они становятся популярными по мере того, как все больше пациентов узнают о преимуществах, которые они предлагают. В этом сообщении в блоге мы обсудим, как работают 3D-печатные слепки и почему вы можете предпочесть их традиционным гипсовым слепкам или слепкам из стекловолокна.
Что такое слепки, напечатанные на 3D-принтере?
Напечатанный на 3D-принтере слепок — это медицинское устройство, созданное с помощью 3D-принтера для поддержки сломанной кости во время ее заживления. В отличие от традиционного литья, 3D-печатные модели производятся с использованием технологии аддитивного производства. Это означает, что они могут быть изготовлены по индивидуальному заказу, чтобы соответствовать конкретным контурам конечности пациента.
Напечатанные на 3D-принтере слепки могут быть изготовлены с открытой конструкцией, которая позволяет коже дышать и помогает предотвратить раздражение кожи. Кроме того, технология 3D-печати позволяет изготавливать слепки разных цветов и дизайнов.
Как работают слепки, напечатанные на 3D-принтере?
phonlamaiphoto — stock.adobe
Для изготовления гипса выполняется 3D-сканирование поврежденной конечности. Это сканирование затем используется для создания 3D-модели конечности. Инженер использует эту модель для создания гипса, который будет соответствовать конечности. Затем дизайн отправляется на 3D-принтер, который создает слепок с использованием высокотемпературного термопластика. Затем конечный продукт надевается на конечность и может быть удален после заживления травмы.
Шаг 1: сканирование
Процесс создания 3D-модели начинается со сканирования конечности пациента. Это может включать рентген, компьютерную томографию или другие методы визуализации. Это позволяет врачу определить точное положение сломанной кости и форму конечности пациента.
Шаг 2: 3D-моделирование
После завершения сканирования создается 3D-модель конечности. Рука пациента сканируется с помощью 3D-сканера для создания точной и подробной трехмерной модели. Затем эту модель можно использовать для создания пользовательского дизайна устройства без необходимости литья.
Шаг 3: 3D-печать
Следующим шагом будет печать слепка. Это можно сделать с помощью высокотемпературного термопластика или путем спекания порошка. Отпечаток может потребовать последующей обработки, чтобы сделать материалы безопасными для прикосновения и прочными для ношения в течение длительного периода времени.
Из чего сделаны 3D-модели?
Большинство 3D-моделей создаются с использованием высокотемпературного термопластика. Пластик нагревают до высокой температуры, а затем охлаждают, создавая твердый, прочный слепок, который может поддерживать сломанные кости или иммобилизовать суставы для нехирургического лечения. Точный состав зависит от производителя, но обычно включает различные полимеры и смолы.
Преимущества 3D-печатных слепков
3D-печатные слепки имеют ряд преимуществ по сравнению с традиционными гипсовыми слепками или слепками из стекловолокна, включая лучшую посадку, лучшую воздухопроницаемость и уменьшение зуда. Их намного легче снимать, поэтому вы можете носить их в душе или ванне, не беспокоясь о том, что этот тип гипса намокнет. Они также устойчивы к атмосферным воздействиям, поэтому вам не нужно беспокоиться о том, что они испортятся, если попадут под дождь.
Кроме того, гипсовые повязки, напечатанные на 3D-принтере, могут быть адаптированы к вашему телу, что делает их более удобными для ношения и снижает вероятность раздражения кожи. Наконец, поскольку они легкие и дышащие, гипсовые повязки, напечатанные на 3D-принтере, с меньшей вероятностью вызовут отек и дискомфорт, чем традиционные гипсовые повязки.
Недостатки 3D-печатных слепков
Несмотря на ряд преимуществ, следует учитывать и некоторые потенциальные недостатки. Один из основных рисков, связанных с гипсовой повязкой, напечатанной на 3D-принтере, заключается в том, что гипсовая повязка может не подойти должным образом, если конечность опухнет во время первоначального сканирования. Когда возникает отек, пораженный участок может увеличиваться в размерах, что может привести к тому, что ваш отпечаток не подойдет должным образом. Затем процесс необходимо будет повторить, что может занять много времени и средств.
Еще одним ограничением является то, что модели, напечатанные на 3D-принтере, не подходят для пациентов, нуждающихся в неотложной помощи. Это связано с тем, что создание и обработка отпечатка может занять некоторое время, что может быть нецелесообразно для пациентов с серьезными переломами. Кроме того, модели, напечатанные на 3D-принтере, не подходят для пациентов, которым необходимо вернуть кости на место.
Последний недостаток, который следует учитывать, заключается в том, что модели, напечатанные на 3D-принтере, стоят дороже, чем традиционные модели, и страховые компании могут не покрыть расходы. Хотя эта технология постоянно совершенствуется, важно знать о потенциальных недостатках, прежде чем выбирать гипсовую повязку, напечатанную на 3D-принтере, для лечения вашей травмы.
Стоимость 3D-печатных слепков
phonlamaiphoto — stock.adobe
Хотя технология 3D-печати часто ассоциируется с недорогим производственным процессом, реальность такова, что стоимость 3D-печатных медицинских устройств может быть довольно высокой. Когда дело доходит до стоимости 3D-печатных слепков, необходимо учитывать несколько ключевых факторов.
Во-первых, материалы, используемые в 3D-печати, обычно дороже, чем традиционный гипс или стекловолокно. Во-вторых, сканирующее оборудование, необходимое для создания 3D-модели травмы, может быть довольно дорогим. Наконец, большинству больниц или клиник потребуется нанять дополнительный персонал для работы с 3D-принтерами для создания дизайна или нанять стороннюю фирму для выполнения задач.
В целом, стоимость 3D-печатных слепков, вероятно, будет выше, чем традиционные методы литья. Однако стоит отметить, что цена может снизиться по мере распространения технологии. Кроме того, некоторые страховщики могут начать покрывать стоимость 3D-печатных слепков, поскольку они все более широко используются для лечения переломов костей.
Уход за гипсовой повязкой, напечатанной на 3D-принтере
Уход за гипсовой повязкой, напечатанной на 3D-принтере, очень прост. В отличие от традиционных слепков из гипса или стекловолокна, которые должны быть всегда сухими, слепки, напечатанные на 3D-принтере, безопасны для воды и могут быть полностью погружены в воду. Это облегчает пациентам принятие душа и ванны, поскольку им больше не нужно беспокоиться о том, чтобы их гипсовая повязка оставалась сухой. Раны видны сквозь материал напечатанного на 3D-принтере гипса, и их можно контролировать в любое время.
Есть ли альтернатива 3D-печати?
Несмотря на то, что слепки, напечатанные на 3D-принтере, были признаны революционными в области медицины, они по-прежнему имеют ряд недостатков.
Сколько керамзитобетонных блоков в 1 м3 — расчет сколько СКЦ-блоков в кубе
Главная
Статьи
Керамзитобетонные блоки – сколько штук в кубе?
Узнав количество блоков в кубе, строитель сможет правильно рассчитать количество закупаемых «кубов» и сэкономить деньги в бюджете на строительство.
26.08.2019
Работая над проектом строительства жилого дома, необходимо подсчитать, сколько материалов необходимо потратить на его возведение. На помощь приходят всевозможные калькуляторы и схемы расчётов, затрагивающие исходные размеры выбранных материалов. Например, задумываясь о строительстве дома из керамзитобетона, строители пытаются рассчитать, сколько керамзитовых блоков помещается в 1 кубометре. Сделать это несложно – достаточно знать размеры блоков с точностью до миллиметра и уметь пользоваться обычным калькулятором. Приступаем к расчётам – в этом вам помогут наши подробные инструкции. Узнав количество блоков в кубе, строитель сможет правильно рассчитать количество закупаемых «кубов» и сэкономить деньги в бюджете на строительство.
Измеряем количество рядовых блоков из керамзитобетона
Из рядовых керамзитовых блоков выкладывают несущие и наружные стены жилых построек. Выписываем в блокнот габариты таких блоков:
Длина – 390 мм;
Ширина – 190 мм;
Высота – 188 мм.
Эти значения необходимо перевести в метры, так как нас интересует количество таких блоков в одном кубическом метре. Получается, что их размер составляет 0,39х0,19х0,188 м. Формула для наших вычислений такова – кол-во = 1/(Д*Ш*В). По этой формуле получается, что в одном кубометре помещаются 1/(0,39*0,19*0,188)=71,78 шт. керамзитовых блоков. Округляем математически до ближайшего целого значения и получаем 72 блока в одном кубометре стройматериала.
Но не стоит забывать о швах – причём неважно, из чего они сделаны, с помощью обычного раствора и специального клея, используемого для возведения стен из керамзитобетонного блока. Вводим округления с учётом швов и получаем, что размер каждого блока составляет 400х200х200 мм. Берём вышеуказанную формулу и подставляем в неё данные – 1/(0,4*0,2*0,2). Получается, что в 1 м3 вмещаются всего 62,5 блока.
Измеряем количество керамзитобетонных перегородочных блоков
Внутренним стенам вовсе не обязательно быть такими же толстыми, как и наружным. Поэтому для их постройки используются специальные перегородочные блоки. Они отличаются своими размерами от наружных. Вот их габариты:
Длина – 390 мм;
Ширина – 190 мм;
Высота – 120 мм.
Так как нас интересует количество перегородочных керамзитобетонных блоков в одном кубометре, необходимо перевести указанные значения в метры. Получается, что размер одного изделия составляет 0,39х0,19х0,12 м. Формула для вычислений такая же, как в первом примере – делим 1 кубометр на сумму сторон. Получается, что в одном кубометре помещаются 1/(0,39*0,19*0,12)=112,5 шт. блоков из керамзитобетона.
Далее берём в расчёты толщину клеевых или цементных швов. Округляем значения до ближайших и получаем габариты одного перегородочного блока 0,4х0,2х0,12 м. Согласно нашей стандартной формулы, получаем, что в одном кубометре содержатся 1/(0,4*0,2*0,12)=104,5 шт. Также в продаже встречаются уменьшенные блоки размером 390*190*90 мм. Они самые тонкие и тоже используются при возведении внутренних стен. Переведём миллиметры в метры, воспользуемся нашей стандартной формулой и получим, что в 1 м3 содержатся 1/(0,39*0,19*0,9)=150 шт. тонких блоков их керамзитобетона. С учётом швов их количество составит 139 шт.
Назад к списку
Размер стандартных форматов бумаги для печать – технические требования
Формат
Размер,мм
Формат
Размер, мм
А0
841 x 1189
B0
1000 x 1414
А1
594 x 841
B1
707 x 1000
А2
420 x 594
B2
500 x 707
А3
297 x 420
B3
353 x 500
А4
210 x 297
B4
250 x 353
А5
148 x 210
B5
176 x 250
А6
105 x 148
B6
125 x 176
А7
74 x 105
B7
88 x 125
А8
52 x 74
B8
62 x 88
А9
37 x 52
B9
44 x 62
А10
26 x 37
B10
31 x 44
Вес в кг. 1000 листов бумаги (формат/масса)
A4
A3
47х65
50х70
52х72
62х94
64х90
72х104
90
5.61
11.23
27.50
31.50
33.70
52.45
52.99
67.39
100
6.24
12.47
30.55
35.00
37.44
58.28
58.88
74.88
115
7.17
14.35
35.13
40.25
43.06
67.02
67.71
86.11
130
8.11
16.22
39.72
45.50
48.67
75.76
76.54
97.34
150
9.36
18.71
45.83
52.50
56.16
87.42
88. 32
112.32
170
10.60
21.21
51.94
59.50
63.65
99.08
100.10
127.30
200
12.47
24.95
61.10
70.00
74.88
116.56
117.76
149.76
250
15.59
31.19
76.38
87.50
93.60
145.70
147.20
187.20
300
18.71
37.42
91.65
105.00
112.32
174.24
176.64
224.64
Ваше имя
E-mail *
Контактный телефон
Сообщение *
Отправляя данные вы соглашаетесь с политикой конффеденциальности
Перевести 390 миллиметров в сантиметры
Какова длина 390 миллиметров? Сколько будет 390 миллиметров в сантиметрах? Преобразование 390 мм в см.
От АнгстремСантиметрыГаземыНогиФурлонгиДюймыКилометрыМетрМикроныМилиМиллиметрыНанометрыМорские милиПикометрыЯрды
Показать результат как NumberFraction (точное значение)
Миллиметр или миллиметр — это единица длины, равная одной тысячной метра.
Сантиметр или сантиметр — единица длины, равная одной сотой метра. В дюйме 2,54 сантиметра.
Преобразование миллиметров в сантиметры
(некоторые результаты округлены)
мм
см
390,00
39
390,05
39.005
390.10
39,01
390,15
39.015
390. 20
39,02
390,25
39.025
390.30
39,03
390,35
39.035
390,40
39,04
390,45
39.045
390.50
39,05
390,55
39.055
390.60
39,06
390,65
39.065
390.70
39,07
390,75
39.075
390.80
39,08
390,85
39.085
390.90
39,09
390,95
39.095
391.00
39,1
391,05
39.105
391.10
39,11
391,15
39.115
391.20
39,12
мм
см
391,25
39,125
391,30
39,13
391,35
39,135
391,40
39,14
391,45
39,145
391,50
39,15
391,55
39,155
391,60
39,16
391,65
39,165
391,70
39,17
391,75
39,175
391,80
39,18
391,85
39,185
391,90
39,19
391,95
39,195
392,00
39,2
392,05
39. 205
392.10
39.21
392,15
39,215
392,20
39,22
392,25
39,225
392,30
39,23
392,35
39,235
392,40
39,24
392,45
39.245
мм
см
392,50
39,25
392,55
39,255
392,60
39,26
392,65
39,265
392,70
39,27
392,75
39,275
392,80
39,28
392,85
39,285
392,90
39,29
392,95
39,295
393,00
39,3
393,05
39. 305
393.10
39,31
393,15
39,315
393,20
39,32
393,25
39,325
393,30
39,33
393,35
39.335
393.40
39,34
393,45
39,345
393,50
39,35
393,55
39,355
393,60
39,36
393,65
39,365
393,70
39,37
мм
см
393,75
39,375
393,80
39,38
393,85
39,385
393,90
39,39
393,95
39,395
394,00
39,4
394,05
39. 405
394.10
39,41
394,15
39,415
394,20
39.42
394,25
39,425
394,30
39,43
394,35
39,435
394,40
39,44
394,45
39,445
394,50
39,45
394,55
39,455
394,60
39,46
394,65
39.465
394,70
39,47
394,75
39,475
394,80
39,48
394,85
39,485
394,90
39,49
394,95
39.495
390 Преобразование миллиметров в сантиметры — Конвертировать 390 миллиметров в сантиметры (мм в см)
Вы переводите единицы расстояния и длины из миллиметры в сантиметры
390 миллиметров (мм)
=
39 сантиметров (см)
Посетите страницу Конвертация 390 сантиметров в миллиметры
миллиметров : Миллиметр (обозначение СИ мм) — единица длины в метрической системе, равная 1/1000 метра (или 1Е-3 метра), которая также является стандартной инженерной единицей. 1 дюйм=25,4 мм.
сантиметров : Сантиметр (обозначается см) — единица длины в метрической системе. Это также основная единица в системе единиц сантиметр-грамм-секунда. Сантиметр практическая единица длины для многих повседневных измерений. Сантиметр равен 0,01 (или 1Е-2) метра.
Калькулятор преобразования длины и расстояния
Результат:
390 Миллиметр = 39 сантиметров
Как перевести миллиметры в сантиметры?
1 миллиметр равен 0,1 сантиметра:
1 мм = 0,1 см
Расстояние d в сантиметрах (см) равно расстоянию d в миллиметрах (мм), умноженному на 0,1, эта формула преобразования:
Оксид церия — (церий оксид, двуокись церия, полировальный порошок для стекла) — мелкий порошок без запаха от идеально белого до бурого (кирпичного) цвета.
Церий (оксид церия) – порядковый номер в периодической системе Менделеева 58, обозначается символом Ce, атомный вес 140,12.
Оксид церия применение: Многочисленные коммерческие применения церия включают в себя производство стекла, полировка стекла, производство люминофоров, керамики, катализаторов, а также в металлургии: в стекольной промышленности церий рассматривается как самый эффективный стеклополирующий материал для точной оптической полировки. Также используется для окраски стекла с сохранением железа в его твердом состоянии.
Способность церийсодержащего стекла блокировать ультрафиолетовые лучи нашла свое применение в производстве медицинской посуды и иллюминаторов для космических аппаратов. Это свойство используется в атомной технике, т.к. церийсодержащие стекла — не тускнеют под действием радиации, позволяя изготавливать толстые стёкла для защиты работников.
Церий (порошок для полировки стекла) широко применяется в различных видах керамического производства, включая изготовление зубных протезов, а также как фаза-стабилизатор продуктов, основанных на цирконии. Применение: полировка и шлифовка материалов от мелких хозяйственных до промышленных. Предназначены для полирования широкого спектра материалов — стекло (оптическое, техническое, вакуумное, оконное и пр.), керамика, сплавы, металлы, природные и искусственные кристаллы, камни, и пр., в особенности для трудно-полируемых материалов. Сам по себе оксид церия — это химическое соединение двух элементов церия и кислорода. Чаще всего оксид церия применяется в стеклообработке, и используется он в двух вариантах: либо оксид церия нужен для полировки стекла, либо оксид церия используется для варки стекла. Также иногда оксид церия применяют для обработки керамики, и огранки камней. Особую популярность оксид церия имеет у стеклообработчиков, т.к. он в сочетании с полировальными кругами позволяет получить идеальную прозрачность фацета. Перед тем, как приступать к работе нужно подготовиться, а именно — понимать как работают с данным инструментом! Используется оксид церия в виде водного раствора, и обычно он имеет соотношение полировального порошка и воды 1:20.
Показатели качества
№ п/п
Наименование
Норматив
1
CeO2, %
99,95 %
2
La2O3,%
0,0022
3
Pr6O11, %
0,0072
4
Nd2O3, %
0,0045
5
Sm2O3, %
0,001
6
Eu2O3, %
0,001
7
Gd2O3, %
0,001
8
Tb4O7, %
0,001
9
Dy2O3, %
0,002
10
Ho2O3, %
0,001
11
Er2O3, %
0,001
12
Tm2O3, %
0,001
13
Yb2O3, %
0,001
14
Lu2O3, %
0,001
15
Y2O3, %
0,003
16
Fe2O3, %
0,0034
17
SiO2 , %
0,03
18
CaO, %
0,085
19
Al2O3, %
0,01
Согласно оригинальному сертификату производителя
За более подробной информацией обращайтесь к менеджерам компании по телефонам: +38 067 111 20 88. Наши менеджеры будут рады помочь Вам!
ПРОМРЕДМЕТ
Продукция
ООО ПРОМРЕДМЕТ Москва Варшавское шоссе 56 +7(916)177-78-29 [email protected]
Полировальные порошки на основе окиси церия (микро-оксид церия)
Изготавливаем и предлагаем к поставке высоко-производительные мелкодисперсные полирующие порошки из окиси церия — Микро-Оксид Церия (содержание СеО2/РЗО — 99.8%), предназначенные для полирования широкого спектра материалов — стекло (оптическое, техническое, вакуумное, оконное и пр.), керамика, сплавы, металлы, природные и искусственные кристаллы, камни, и пр., в особенности для трудно-полируемых материалов.
Как известно, основным режущим (полировальным) компонентом являются кристаллы окиси церия, поэтому наши порошки имеют на порядок большую производительность по съему стекла, чем порошки с пониженным содержанием окиси церия (СеО2 <= 65% — 75%),что позволяет существенно (в полтора-два раза) сократить время полирования изделия без потери, а в основном — с улучшением качества полирования поверхности, и увеличить выход годных отполированных изделий.
Порошки выпускаются в сухом виде и не содержат фтора и иных химических поверхностно-активных веществ, что уменьшает возможность брака при полировании поверхности под различные покрытия.
Могут использоваться как основа для создания полировальных композиций, суспензий, эмульсий, паст и пр., а также в качестве полирующего наполнителя при производстве связанного обрабатывающего инструмента.
Возможно изготовление готовых полировальных составов и суспензий из вышеуказанных полировальных порошков в соответствии с требованиями Заказчика.
Для удобства применения порошки разделены на марки:
При необходимости сверх-высокоточного полирования мы дополнительно разделяем марку «Д» на крупную — «ДК», среднюю — «ДУ», мелкую — «ДМ» и нулевую — «Д0».
Результаты гранулометрического анализа (распределение частиц порошка по размерам) для некоторых марок нашего порошка в виде графиков, таблиц и диаграмм, Вы можете найти в самом низу этой страницы (в формате «.pdf»).
Предоставляем образцы для проведения промышленных испытаний.
В процессе полирования очень важно правильно приготовить полировальную суспензию.Инструкцию по
приготовлению суспензии из высоко-церистых порошков можно скачать в формате «.pdf» (файл расположен внизу этой страницы).
Готовый продукт — Окись церия для полирования (Микро-Оксид Церия для полирования)марок «Д», «М», «У», «К» — для отгрузки упаковывается в ПЭТ мешки, вложенные в зашитые бумажные крафт-мешки, вес одного места от 5 кг до 35 кг — по требованию Заказчика.
Более мелкие партии (от 1 кг до 5 кг) — упаковываются для отгрузки в ПЭТ пакеты.
Важно: Особенности нашего оборудования позволяют проводить очистку различных отбракованных сухих полировальных порошков от закрупнений и царапающих включений, а также дополнительное разделение по фракционному составу, что может сделать их пригодными к применению.
Окись Церия
Исходный продукт — Окись церия по ТУ 48-4-523-90 соответствует марке ЦеО-Л, содержание СеО2 > 99,8%, средний размер зерна ~ 3,35 мкм и ~ 1,89 мкм (ПСХ) (файлы с Сертификатами Анализов производителя и Санитарно-Эпидемиологическими Заключениями на исходную окись церия расположены внизу этой страницы).
Исходный продукт — Окись церия марки ЦеО-Л — для отгрузки упаковывается в:
— биг-бэги (типа МКР) по 1 000 кг нетто;
— ПЭТ мешки, вложенные в барабаны по 50 кг нетто;
— ПЭТ мешки, вложенные в зашитые бумажные крафт-мешки, вес одного места от 5 кг до 35 кг — по требованию Заказчика.
— ПЭТ мешки, вложенные в пластиковые ведра по 20 кг нетто
Более мелкие партии (от 1 кг до 5 кг) — упаковываются для отгрузки в ПЭТ пакеты.
Отгрузка в регионы возможна через транспортно-экспедиционные, курьерские и пр. компании за счет Покупателя.
2118CG Спецификация наночастиц/нанопорошка CeO2 для загрузки
Здоровье и безопасность
Заявления об опасности
н/д
Транспортная информация
н/д
Предложить оборудование
Защитные очки, перчатки, тип N95 (США), фильтр респиратора типа P1 (EN143)
2118CG Паспорт безопасности порошка оксида церия для загрузки
Нанопорошок оксида церия Общее описание
Мелкий бледно-желтый порошок, состоящий из частиц оксида церия диаметром от 10 нм до 1 мкм. Как и в случае со многими наноматериалами, обширные исследования по применению оксида церия в нанотехнологиях продолжаются, причем ранние применения включают топливные элементы и производство стекла. Вы можете узнать больше о заказе, обращении и использовании нанопорошка оксида церия (нанопорошок ceo2), связавшись напрямую с SSNano.
Применение нанопорошка оксида церия
Покрытия: нанопорошки оксида церия используются в качестве ингредиента в нескольких покрытиях, включая термостойкие покрытия, покрытия, устойчивые к ржавчине, УФ-поглощающие покрытия и покрытия с ИК-фильтрами. CeO2 также играет роль в использовании сверхпроводников, где он имеет значение в покрытиях в качестве буферного слоя.
Катализаторы: Как и многие другие наноматериалы, оксид церия был тщательно исследован и применялся в качестве катализатора и носителя катализатора. Он также имеет ценность в качестве добавки для агломерации и других металлургических операций.
Топливные элементы: Как и многие родственные наноматериалы, наночастицы оксида церия были ключевым объектом для исследований топливных элементов, причем этот ингредиент особенно используется в производстве электролитов и электродных материалов в твердооксидных конструкциях.
Краситель: оксид церия использовался в качестве красителя для некоторых материалов, включая пластмассы, из-за его уникальных оптических агентов при таких диаметрах.
Кислородные устройства: уникальные свойства оксида церия делают его особенно полезным в некоторых устройствах, работающих с кислородом, таких как насосы и датчики.
Полировка: в виде нанопорошка оксид церия особенно хорошо подходит для полировки шарикоподшипников, различных электронных устройств, стекла и других устройств и материалов.
УФ-поглощение: немногие материалы обеспечивают такой же уровень поглощения ультрафиолета на единицу площади поверхности, что и оксид церия, что делает его особенно интересным для любого количества покрытий и экранирования, а также в качестве добавки или основного материала. При длине волны 400 нм он поглощает больше, чем любой другой оксид.
Связанные продукты:
2110CG CEO 2 NanoPowder, 99,9%, 10-30N
2113CG CEO2 NanoPowder, 99,9%, 0,1-1,0
2115DX 2 ,
2115DX 2 ,
2115DX 2 . 1,0 ~ 3,0um
2118cg Генеральный директор 2 Микрон порошок, 99,9%, ~ 5um
2161DX генеральный директор 2 легированный с 10 мольсом% GD 2 O 3 Nanopowder, <100nm
3 .
Порошок оксида церия | АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Наименование продукта: Порошок оксида церия
Номер продукта: Все применимые коды продуктов American Elements, например CE-OX-02-P , CE-OX-03-P , CE-OX-04-P , CE-OX-05-P
Номер CAS: 1306-38-3
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике: American Elements 10808 Лос-Анджелес, Калифорния Тел. : +1 310-208-0551 Факс: +1 310-208-0351
Телефон службы экстренной помощи: Внутренний, Северная Америка: +1 800-424-9300 Международный: +1 703-527 -3887
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси Классификация в соответствии с Регламентом (ЕС) № 1272/2008 GHS07 Acute Tox. 4 h402 Вреден при проглатывании. Классификация согласно Директиве 67/548/ЕЕС или Директиве 1999 г./45/ЕС Xn; Вреден для здоровья R22: Вреден при проглатывании. Информация об особых опасностях для человека и окружающей среды: Н/Д Опасности, не классифицированные иначе Данные отсутствуют Элементы маркировки Маркировка в соответствии с Регламентом (ЕС) № 1272/2008 Вещество классифицируется и маркируется в соответствии с регламентом CLP . Пиктограммы, обозначающие опасности
GHS07 Сигнальное слово Осторожно Предупреждения об опасности h402 Вреден при проглатывании. Меры предосторожности P264 Тщательно вымыть после работы. P270 Не ешьте, не пейте и не курите при использовании этого продукта. P330 Прополоскать рот. P301+P312 ПРИ ПРОГЛАТЫВАНИИ: При плохом самочувствии обратитесь в ТОКСИКОЛОГИЧЕСКИЙ ЦЕНТР/к врачу. P501 Утилизируйте содержимое/контейнер в соответствии с местными/региональными/национальными/международными нормами. Классификация WHMIS Не контролируется Система классификации Рейтинги HMIS (шкала 0–4) (Система идентификации опасных материалов) ЗДОРОВЬЕ ПОЖАР РЕАКТИВНОСТЬ 2 0 1 Здоровье (острые эффекты) = 2 Воспламеняемость = 0 Физическая опасность = 1 Другие опасности Результаты оценки PBT и vPvB РАЗДЕЛ 3. СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ
Вещества Номер CAS / Название вещества: 1306-38-3 Оксид церия(IV) Идентификационный номер(а): Номер ЕС: 215-150-4
1 РАЗДЕЛ 4. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи При вдыхании: Обеспечить пострадавшего свежим воздухом. Если не дышит, сделайте искусственное дыхание. Держите пациента в тепле. Немедленно обратитесь к врачу. При попадании на кожу: Немедленно промыть водой с мылом; тщательно промыть. Немедленно обратитесь к врачу. При попадании в глаза: Промыть открытые глаза в течение нескольких минут под проточной водой. Проконсультируйтесь с врачом. При проглатывании: Обратиться за медицинской помощью. Информация для врача Наиболее важные симптомы и эффекты, как острые, так и замедленные Нет данных Указание на необходимость немедленной медицинской помощи и специального лечения Нет данных
РАЗДЕЛ 5. ПРОТИВОПОЖАРНЫЕ МЕРЫ
Средства пожаротушения Подходящие средства пожаротушения Продукт не воспламеняется. Используйте меры пожаротушения, подходящие для окружающего огня. Особые опасности, исходящие от вещества или смеси Если этот продукт вызывает пожар, могут образоваться следующие вещества: Дым оксида металла Рекомендации для пожарных Защитное снаряжение: Надеть автономный респиратор. Носите полностью защитный непроницаемый костюм.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры предосторожности для персонала, защитное снаряжение и порядок действий в чрезвычайных ситуациях Использовать средства индивидуальной защиты. Держите незащищенных людей подальше. Обеспечьте достаточную вентиляцию. Меры предосторожности по охране окружающей среды: Не допускайте попадания продукта в канализацию, канализационные системы или другие водоемы. Не допускайте проникновения материала в землю или почву. Методы и материалы для локализации и очистки: Утилизировать загрязненный материал как отходы в соответствии с разделом 13. Предотвращение вторичных опасностей: Никаких специальных мер не требуется. Ссылка на другие разделы См. Раздел 7 для информации о безопасном обращении См. Раздел 8 для информации о средствах индивидуальной защиты. Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7.
ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение Меры предосторожности для безопасного обращения Держите контейнер плотно закрытым. Хранить в прохладном, сухом месте в плотно закрытой таре. Обеспечьте хорошую вентиляцию на рабочем месте. Информация о защите от взрывов и пожаров: Продукт не воспламеняется Условия для безопасного хранения, включая любые несовместимости Требования, которым должны соответствовать складские помещения и емкости: Особых требований нет. Сведения о хранении в одном общем хранилище: Хранить вдали от окислителей. Дополнительная информация об условиях хранения: Хранить контейнер плотно закрытым. Хранить в прохладном, сухом месте в хорошо закрытых контейнерах. Конкретное конечное использование Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем: не менее 100 футов в минуту. Параметры контроля Компоненты с предельными значениями, которые требуют контроля на рабочем месте: Продукт не содержит каких-либо соответствующих количеств материалов с критическими значениями , которые должны контролироваться на рабочем месте. Дополнительная информация: Нет данных Средства контроля воздействия Средства индивидуальной защиты Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами. Хранить вдали от пищевых продуктов, напитков и кормов. Немедленно снимите всю испачканную и зараженную одежду. Мыть руки перед перерывами и по окончании работы. Поддерживайте эргономически подходящую рабочую среду. Дыхательное оборудование: При наличии высоких концентраций используйте подходящий респиратор. Рекомендуемое фильтрующее устройство для краткосрочного использования: Используйте респиратор с картриджами типа N95 (США) или PE (EN 143) в качестве резерва средств технического контроля. Необходимо провести оценку риска, чтобы определить, подходят ли респираторы для очистки воздуха. Используйте только оборудование, проверенное и одобренное в соответствии с соответствующими государственными стандартами. Защита рук: Непроницаемые перчатки Осмотрите перчатки перед использованием. Пригодность перчаток должна определяться как материалом, так и качеством, последнее из которых может варьироваться в зависимости от производителя. Материал перчаток Нитрилкаучук, NBR Время проникновения материала перчаток (в минутах) 480 Толщина перчаток 0,11 мм Защита глаз: Защитные очки Защита тела: Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физических и химических свойствах Внешний вид: Форма: Различные формы (порошок/чешуйки/кристаллы/гранулы и т.д.) Цвет: Бледно-желтый Запах: Без запаха Порог восприятия запаха: Нет данных. pH: нет данных Точка плавления/диапазон плавления: 2600 °C (4712 °F) Точка/диапазон кипения: данные отсутствуют Температура сублимации/начало: данные отсутствуют Воспламеняемость (твердое вещество, газ) Нет данных доступный. Температура воспламенения: данные отсутствуют Температура разложения: данные отсутствуют. Самовоспламенение: данные отсутствуют. Опасность взрыва: Данные отсутствуют. Пределы взрываемости: Нижний: Данные отсутствуют Верхний: Данные отсутствуют Давление пара: неприменимо Плотность при 20 °C (68 °F): 7,132 г/см 3 (59,517 фунтов/галлон) Масса плотность при 20 °C (68 °F): 1280 кг/м 3 Относительная плотность Данные отсутствуют. Плотность пара Н/Д Скорость испарения Н/Д Растворимость в воде (H 2 O): Не растворим Коэффициент распределения (н-октанол/вода): Данные отсутствуют. Вязкость: Динамическая: Н/Д Кинематика: Н/Д Другая информация Данные отсутствуют
РАЗДЕЛ 10.
СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность Нет данных Химическая стабильность Стабилен при соблюдении рекомендуемых условий хранения. Термическое разложение / условия, которых следует избегать: Разложение не происходит, если используется и хранится в соответствии со спецификациями. Возможность опасных реакций реагирует с сильными окисливными агентами Условия, чтобы избежать Данных, . Несовместимые материалы: Окислительные агенты Продукты опасного разложения . Острая токсичность: Вреден при проглатывании. Реестр токсических эффектов химических веществ (RTECS) содержит данные об острой токсичности для этого вещества. Значения LD/LC50, важные для классификации: Пероральная LD50 1000 мг/кг (крыса) Раздражение или коррозия кожи: Может вызывать раздражение Раздражение или коррозия глаз: Может вызывать раздражение Сенсибилизация: Сенсибилизирующие эффекты неизвестны. Мутагенность зародышевых клеток: Эффекты неизвестны. Канцерогенность: EPA-I: Данных недостаточно для оценки канцерогенного потенциала человека. Репродуктивная токсичность: Неизвестно о влиянии. Специфическая токсичность системы органов-мишеней — многократное воздействие: Эффекты неизвестны. Специфическая системная токсичность на орган-мишень — однократное воздействие: Неизвестно о воздействии. Опасность при вдыхании: Воздействие неизвестно. От подострой до хронической токсичности: Реестр токсических эффектов химических веществ (RTECS) содержит данные о многократных дозах токсичности для этого вещества. Дополнительная токсикологическая информация: Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна. Канцерогенные категории OSHA-Ca (Управление по безопасности и гигиене труда) Вещество не указано.
Раздел 12. Экологическая информация
Токсичность Водная токсичность: Данные . Стабильность и разлагаемость Данные Биоаккумуляция. допускать попадание неразбавленного продукта или больших количеств в грунтовые воды, водотоки или канализационные системы. Избегайте попадания в окружающую среду. Результаты оценки PBT и vPvB PBT: N/A vPvB: N/A Другие неблагоприятные эффекты Данные отсутствуют правильная утилизация. Неочищенная упаковка: Рекомендация: Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН DOT, ADN, IMDG, IATA N/A Собственное отгрузочное наименование ООН DOT, ADN, IMDG, IATA N/A Класс(ы) опасности при транспортировке IATA Class N/A Группа упаковки DOT, IMDG, IATA N/A Опасности для окружающей среды: N/A Особые меры предосторожности для пользователя N/A Код IBC N/A Транспорт/Дополнительная информация: DOT Загрязнитель морской среды (DOT): №
РАЗДЕЛ 15.
НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила/законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к данному веществу или смеси Национальные правила Все компоненты этого продукта перечислены в Реестре химических веществ Агентства по охране окружающей среды США. . Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL). SARA Раздел 313 (списки конкретных токсичных химических веществ) Вещество не указано. California Proposition 65 Proposition 65 — Химические вещества, вызывающие рак Вещество не указано. Prop 65 — Токсичность для развития Вещество не указано. Prop 65 — Токсичность для развития у женщин Вещество не указано. Prop 65 — Токсичность для развития, мужчины Вещество не указано. Информация об ограничении использования: Только для использования технически квалифицированными лицами. Прочие нормы, ограничения и запретительные нормы Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006. Вещество не указано. Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования. Вещество не указано. Приложение XIV Регламента REACH (требуется разрешение на использование) Вещество не указано. REACH — Предварительно зарегистрированные вещества Вещество указано. Оценка химической безопасности: Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом.
Этот штангенциркуль из обработанной стали представляет собой высокоточный инструмент, устойчивый к износу. Двойная основная шкала 6 дюймов и 200 мм измеряет показания с точностью до 1/1000 дюйма или 0,02 мм. Поставляется в прочном пластиковом футляре для хранения.
Идеально подходит для использования на курсах STEM в средней школе или колледже, где требуются точные данные. Возможные области применения включают измерение размеров обрабатываемых компонентов, калибра проволоки или теплового расширения материалов.
Детали обратного заказа
Товары можно заказать сейчас, и мы доставим их, когда они будут доступны.
Закрыть
Создание коммерческого предложения
Мы упростили создание коммерческого предложения для утверждения бюджета или облегчения подачи заявки на покупку!
Просто нажмите кнопку «Создать предложение», и вы перейдете к процессу.
Указав платежную информацию и информацию о доставке, а также выбрав вариант доставки, вы рассчитаете стоимость доставки.
После завершения процесса ваша смета будет автоматически сохранена в вашей учетной записи пользователя.
В любой момент вы сможете отредактировать, распечатать, поделиться или преобразовать цитату в и заказать из своей учетной записи пользователя.
Закрыть
КАКОЙ ТИП ЛАБОРАТОРИИ?
От мензурок и пробирок до защитных очков и датчиков — вы найдете множество товаров в наших конструкторах лабораторий.
Точное измерение деталей и размеров с четким цифровым дисплеем. Очень полезно при проектировании печатных плат для создания посадочных мест и проверки компонентов и размеров отверстий.
Код продукта 6463
Имеется в наличии Мы отправляем в тот же день , если заказ сделан до 13:00 (исключая праздничные дни), то курьер обычно занимает 2-5 дней.
Цифровой штангенциркуль, 150 мм (6 дюймов), нержавеющая сталь
Код продукта Sunrom для заказа:
6463
РЕЖИМЫ ИЗМЕРЕНИЯ: Очень прост в использовании. Переключайтесь между дюймами и миллиметрами для точных измерений с помощью одной кнопки.
ТОЧНОСТЬ: инструмент измерения производительности. Диапазон измерения от 0 до 6 дюймов или от 0 до 150 мм. ТОЧНОСТЬ: Разрешение: 0,01 мм / 0,0005 дюйма Точность +/- 0,02 мм / 0,001 дюйма
ЛЕГКО ЧИТАТЬ: Дисплей представляет собой очень большой ЖК-экран для легкого, быстрого и четкого чтения. АККУМУЛЯТОР ВКЛЮЧЕН с функцией автоматического включения и выключения.
УНИВЕРСАЛЬНОСТЬ: С помощью этого набора микрометров вы можете выполнять измерения снаружи, внутри, глубины и шага с помощью двух наборов губок, зонда и глубиномера.
9Штангенциркули из нержавеющей стали 0031 представляют собой закаленную пластиковую металлическую раму с роликом для большого пальца и стопорным винтом для плавного скольжения и точности.
ЧЕХОЛ ДЛЯ ХРАНЕНИЯ: Храните и убирайте электронный цифровой штангенциркуль в специальном пластиковом футляре.
Цифровой штангенциркуль из нержавеющей стали
Высококачественный материал
Диапазон измерения 150 мм
Точное считывание, лазерная сетка
Диапазон измерения: 0–150 мм или 0–6 дюймов.
Разрешение: 0,01 миллиметра или 0,0005 дюйма.
Повторяемость: 0,01 миллиметра или 0,0005 дюйма.
Максимальная скорость измерения: 1 м/с.
Питание: 1 элемент LR44 1,5 В (в комплекте).
Размер: 237 x 76 x 11 мм или 9,33 x 2,99 x 0,43 дюйма для штангенциркуля 40 x 15 мм или 1,57 x 0,59 дюйма для ЖК-экрана.
Что касается сверхбольшого электронного цифрового штангенциркуля, ниже приведены основные характеристики:
1) Большой ЖК-экран с 3 кнопками/4 кнопками 2) Изготовлен из высококачественного материала . 3) Четырехстороннее измерение (наружный диаметр, внутренний диаметр, глубина шага) 4) С роликом для большого пальца плавное движение 5) Преобразование метрических единиц в дюймы и установка нуля в любом положении
В комплект поставки входят: 1 цифровой штангенциркуль с коробкой, 1 батарейка-таблетка и 1 руководство.
Сопутствующие товары
Код продукта: 6464
22,50 рупий/-
Широко используется в портативных устройствах, таких как штангенциркули, термометры и калькуляторы
LR44 Тип монеты 1,5 В Батарея Maxell
Лидеры продаж
Код продукта: 1435
1 650,00 рупий/-
Подключается к ПК через порт USB и обеспечивает новый изолированный UART уровня TTL от 3 до 5 В для взаимодействия с внешними устройствами. Промышленный класс, светодиодные индикаторы, настенный и панельный монтаж, USB 2.0
USB — изолированный преобразователь UART промышленного класса
Код продукта: 6362
175,00 рупий/-
С легкостью заряжайте свои 5-вольтовые устройства с помощью этого высококачественного адаптера переменного тока в постоянный, разъем USB подходит для различных кабелей, таких как Micro, Mini, Type-C или разъем постоянного тока
5 В 2,4 А Адаптер постоянного тока 12 Вт с кабелем Micro USB
Код продукта: 1453
1 100,00 рупий/-
Кабель длиной 1 метр для удобной связи ПК с микроконтроллером. Прямые провода уровня 5V/3V UART(RX/TX), создает виртуальный последовательный COM-порт на ПК.
Кабель USB-TTL UART — FTDI FT230X
Код продукта: 1437
3 009,00 рупий/-
Считывает артериальное давление и частоту сердечных сокращений со скоростью 9600 бод
Датчик артериального давления — серийный выход
Код продукта: 6463
1 299,00 рупий/-
Точное измерение деталей и размеров с помощью четкого цифрового дисплея. Очень полезно при проектировании печатных плат для создания посадочных мест и проверки компонентов и размеров отверстий.
Цифровой штангенциркуль, 150 мм (6 дюймов), нержавеющая сталь
Код продукта: 1430
1 650,00 рупий/-
Промышленный класс, светодиодные индикаторы, настенный и панельный монтаж, USB 2.0, EMI, EMC, спецификации соответствия IEC
Изолированный преобразователь USB-RS485 промышленного класса
Переход из режима воздуходува в режим пылесоса осуществляется очень легко и быстро. Вам не придется прикладывать усилий благодаря уникальной системе ClickFit, которая позволяет менять режимы без использования инструментов.
Легко опустошать
Вместительный мусоросборник легко опустошается
Регулировка скорости
Мощный воздуходув-пылесос с регулировкой скорости потока воздуха для лучшего контроля.
Измельчающий коэффициент
16:1 коэффициент измельчения для сокращения объема
Металлическая крыльчатка
Прочная металлическая крыльчатка с высоким коэффициентом измельчения.
Удобство в использовании
Оптимальное распределение массы инструмента и эргономичная рукоятка с мягкими накладками обеспечивают удобство захвата и удерживания инструмента.
Функции
ClickFit (быстрое соединение)
Переход из режима воздуходува в режим пылесоса осуществляется очень легко и быстро. Вам не придется прикладывать усилий благодаря уникальной системе ClickFit, которая позволяет менять режимы без использования инструментов.
Легко опустошать
Вместительный мусоросборник легко опустошается
Регулировка скорости
Мощный воздуходув-пылесос с регулировкой скорости потока воздуха для лучшего контроля.
Измельчающий коэффициент
16:1 коэффициент измельчения для сокращения объема
Металлическая крыльчатка
Прочная металлическая крыльчатка с высоким коэффициентом измельчения.
Удобство в использовании
Оптимальное распределение массы инструмента и эргономичная рукоятка с мягкими накладками обеспечивают удобство захвата и удерживания инструмента.
Описание
Описание
Мощный электрический воздуходув-пылесос
Электрический воздуходув-пылесос ErgoJet 3000 от GARDENA — отличный инструмент для удаления грязи и сбора листьев. Благодаря функции ClickFit вы можете легко переходить из режима воздуходува в режим пылесоса одним щелчком мыши, не используя никаких дополнительных инструментов. Подходит для использования в любое время, эффективно сдувает листву и мелкий мусор и позволяет держать ваш сад в чистом и опрятном виде. Вы можете собирать и мокрые листья, используя скребок, расположенный на трубе воздуходува. Оптимальное распределение массы и эргономически изогнутая форма рукоятки с мягкой накладкой делают ErgoJet 3000 комфортным инструментом для работы. Вы можете регулировать скорость обдува, что дает вам полный контроль в тех или иных условиях использования инструмента. В дополнение к эффективной функции пылесоса у ErgoJet есть также металлическая крыльчатка, которая позволяет измельчать мелкий мусор или листья в соотношении 16:1. Турбина и крыльчатка изготовлены из прочного металла и надежно измельчают каждый собранный вами лист. Объем мусоросборника для сбора листьев составляет 45 литров. Опустошите его, и ErgoJet 3000 от GARDENA готов к следующему использованию.
Характеристики
Артикул №
9332-20
Штрихкод:
4078500962537
Технические характеристики двигателя
Номинальная мощность
3000 Вт
Технические характеристики
Скорость воздушного потока
310 км/ч
Объем травосборника
45 л
Уровень шума
102 дБ(А)
Звуковое давление на ухо оператора
83 дБ(А)
Вибрация (ah) Vibration max ah
3. 92 m/s²
Оборудование
Объем травосборника
45 л
Возможность измельчения
Да
Длина кабеля
0. 3 м
Рабочий объем пылесоса
170 л/с
Коэффициент измельчения
16:1
Габаритные размеры
Масса
4. 8 кг
Информация и сервис
Поддержка и сервисное обслуживание
Все, что Вы хотели узнать
Полная информация о продукции GARDENA для садоводства. Ищете запчасти? Потеряли инструкцию? Здесь Вы найдете всю необходимую Вам информацию.
Хотите получить больше информации о данном продукте?
Напишите нам, мы с удовольствием ответим на ваши вопросы. Нужна инструкция? Пожалуйста, введите артикул в поле поиска.
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
8 510 руб
Предложить свою цену
Характеристики и описание: Электрическая воздуходувка Gardena ErgoJet 3000 пылесос (09332-20.
000.00)
Модель Gardena ErgoJet 3000 оснащена мощным двигателем, благодаря которому этот агрегат эффективно убирает
большие территории от опавшей листвы, скошенной травы, щепок и другого мелкого
мусора. Его часто используют клининговые компании для того, чтобы очищать
территории спортивных площадок, городских парковых зон, а также частных
участков вокруг домов. Благодаря специальной системе мульчирования, в
мусоросборник этого агрегата помещается намного больше измельченных листьев и
травы. После уборки этим воздуходувом, сад или сквер выглядит очень чисто и
красиво.
Оснащен специальной стальной крыльчаткой, которая и отвечает за измельчение
мусора, попадающего в агрегат.
Стоит отметить, что во время работы с Gardena ErgoJet 3000 можно очень быстро
менять режимы. Одним щелчком переключателя агрегат переходит в режим пылесоса
или возвращается в режим воздуходува.
К тому же, электрический воздуходув / пылесос Гардена обладает
еще одним огромным плюсом – этот агрегат может собирать траву и листья не
только с сухой поверхности, но и с влажной. На трубе воздуходува есть
специальный скребок, с помощью которого можно отделить от газона мокрые листья
или другой мусор.
Рукоятка воздуходува изогнута так, чтобы оператору было
максимально удобно держать агрегат в руках.
На ручке есть вставки из мягко
материала, поэтому, даже после нескольких часов непрерывной работы на руках не
появляются мозоли.
Объем мешка для мусора
составляет 45 литров.
Этот агрегат можно использовать как в профессиональном
клининге, так и для уборки территории возле своего частного дома.
Гарантия и сервис: Электрическая воздуходувка Gardena ErgoJet 3000 пылесос
Отзывы о товаре: Электрическая воздуходувка Gardena ErgoJet 3000 пылесос (09332-20.
000.00)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Переход из режима продувки в режим вакуумирования или наоборот выполняется быстро и без усилий благодаря уникальной функции ClickFit, не требующей использования инструментов.
Легко опорожнять
Легко опорожнять большой мешок для мусора
Переменная скорость
Мощный вентилятор с регулируемой скоростью для большего контроля
Прочная металлическая крыльчатка для более высокого коэффициента измельчения.
Удобное обращение
Оптимальное распределение веса и эргономичная ручка с мягкой накладкой делают обращение с изделием очень комфортным.
Функции
ClickFit
Переход из режима продувки в режим вакуумирования или наоборот выполняется быстро и без усилий благодаря уникальной функции ClickFit, не требующей использования инструментов.
Легко опорожнять
Легко опорожнять большой мешок для мусора
Переменная скорость
Мощный вентилятор с регулируемой скоростью для большего контроля
Прочная металлическая крыльчатка для более высокого коэффициента измельчения.
Удобное обращение
Оптимальное распределение веса и эргономичная ручка с мягкой накладкой делают обращение с изделием очень комфортным.
Описание
Описание
Мощный электрический воздуходув/пылесос
Электрическая воздуходувка/пылесос ErgoJet 3000 от GARDENA — отличный инструмент для удаления и сбора листьев, а также удаления грязи. Благодаря функции ClickFit вы можете легко переключаться между продувкой и уборкой пылесосом одним щелчком мыши, не используя никаких дополнительных инструментов. Вы можете в любое время адаптироваться к индивидуальным условиям вашего сада и собирать листья или перемещать грязь туда, куда вам нужно. Даже мокрые листья не проблема благодаря скребку на вакуумной трубке. Оптимальное распределение веса и эргономичные мягкие накладки на рукоятке обеспечивают комфортное обращение без усилий. Вы можете индивидуально регулировать скорость обдува, что дает вам полный контроль в зависимости от того, как и где вы используете воздуходувку. В дополнение к эффективной функции вакуумирования и обдува ErgoJet 3000 также оснащен измельчителем. Турбина и измельчающее колесо изготовлены из прочного металла и надежно измельчают каждый собранный вами лист. Объем уменьшен в соотношении 16:1 и собран в сборный мешок на 45 л. Опорожните мешок быстро и легко, и электрический воздуходув/пылесос ErgoJet 3000 от GARDENA готов к следующему использованию.
Технические характеристики
Артикул №
9332-20
EAN-код:
4078500962537
Спецификация двигателя
Номинальная мощность
3000 Вт
Технические характеристики
Скорость удара
310 км/ч
Вакуумная мощность
170 л/с
Коэффициент измельчения
16:1
Длинна кабеля
0,3 м
Оборудование
Объем коллектора
45 л
Измельчитель
Да
Длинна кабеля
0,3 м
Вакуумная мощность
170 л/с
Коэффициент измельчения
16:1
Данные о вибрации и шуме
Уровень звуковой мощности, гарантированный (LWA)
102 дБ(А)
Уровень звукового давления на ухо оператора
83 дБ(А)
Вибрация (ah) Максимальная вибрация ah
3,92 м/с²
Габаритные размеры
Масса
4,8 кг
Информация и сервис
Сервис поддержки
Все, что Вам нужно знать
Все, что вам нужно знать о продуктах GARDENA в вашем сарае для инструментов. Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Вам нужна дополнительная информация об этом продукте?
Пожалуйста, свяжитесь со службой поддержки клиентов или ознакомьтесь с нашими часто задаваемыми вопросами. Вы ищете руководство? Затем введите 4- или 5-значный артикул в поле поиска.
Перейти к FAQ
Воздуходувка электрическая Gardena, 3000 Вт
ПОЧЕМУ ВЫБРАТЬ РУДИМПЭКС ЛТД?
Мы являемся ведущей в отрасли компанией по производству автомобильных запчастей из Болгарии (Европейский Союз). Мы предлагаем вам самые доступные цены на рынке. Все продукты тестируются перед отправкой, чтобы убедиться, что они полностью функциональны и готовы к использованию после получения. Как зарегистрированный бизнес, мы обязаны предлагать все «правила дистанционной продажи», что означает, что вам будет гарантировано наилучшее качество обслуживания клиентов. Мы ставим наших клиентов на первое место, и это репутация компании, над созданием которой мы усердно работали в течение последнего десятилетия!
Варианты оплаты:
МЫ ПРИНИМАЕМ СЛЕДУЮЩИЕ СПОСОБЫ ОПЛАТЫ:
ПЕЙПАЛ
БАНКОВСКИЙ ПЕРЕВОД (СООПЕРАЦИОННЫЙ БИЗНЕС-БАНКОВСКИЙ)
Денежные переводы Western Union
МЫ ЯВЛЯЕМСЯ ПРЕДПРИЯТИЕМ, ЗАРЕГИСТРИРОВАННЫМ ПО НДС, ПОЭТОМУ, ЕСЛИ ВАМ ТРЕБУЕТСЯ СЧЕТ-ФАКТУРА, ПОЖАЛУЙСТА, ОТМЕТЬТЕ ЭТО ПРИ КАССЕ
ООО «Рудимпэкс» ИНН: BG202216212
Доставка и обработка (S/H)
Наша цель — упаковать и отправить все заказы в течение 24 часов после получения оплаты (дополнительные товары к вашему заказу оплачиваются по сниженной ставке, поэтому вы будете платить более высокую стоимость доставки ТОЛЬКО один раз, что приведет к большей экономии для вас).
ЕСЛИ ВАШ ЗАКАЗ НЕ ПРИБЫЛ СВОЕВРЕМЕННО, ПОЖАЛУЙСТА, СВЯЖИТЕСЬ С НАМИ, ЧТОБЫ ДАТЬ НАМ ЗНАТЬ. БОЛГАРСКАЯ ПОЧТА РЕКОМЕНДУЕТ ДОСТАВИТЬ ДО 7-14 РАБОЧИХ ДНЕЙ ДЛЯ ЗАРЕГИСТРИРОВАННОЙ АВИАОТПРАВКИ С НОМЕРОМ ОТСЛЕЖИВАНИЯ ДЛЯ ДОСТАВКИ В ЕВРОПУ. ВЫ МОЖЕТЕ ОТСЛЕЖИВАТЬ СВОЙ ЗАКАЗ В ЛЮБОЕ ВРЕМЯ НА НАШЕМ САЙТЕ (РАЗДЕЛ СТАТУС ЗАКАЗА/ОТСЛЕЖИВАНИЕ).
ЗА ПРЕДЕЛАМИ ЕВРОПЫ ПОДДЕРЖИВАЙТЕ ОКОЛО 7-20 РАБОЧИХ ДНЕЙ В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ.
В ЭТОМ РЕДКОМ СЛУЧАЕ, ПОЖАЛУЙСТА, СВЯЖИТЕСЬ С НАМИ ПО ССЫЛКЕ RUDIMPEX, И МЫ ОТСЛЕЖИМ ИЛИ ЗАМЕНИМ.
ВОЗВРАТ/ВОЗВРАТ
ЕСЛИ ВЫ НЕДОВОЛЬНЫ ОПРЕДЕЛЕННЫМ ТОВАРОМ, ПОЖАЛУЙСТА, ВЕРНИТЕ ЕГО ОБРАТНО НАМ В ОРИГИНАЛЬНОЙ УПАКОВКЕ В ТЕЧЕНИЕ 14 ДНЕЙ, И МЫ ЛИБО ЗАМЕНИМ НА АЛЬТЕРНАТИВНУЮ ИЛИ ВЫДАЕМ ПОЛНЫЙ ВОЗВРАТ ПО ВАШЕМУ ЛЮБИЮ. (ОБРАТИТЕ ВНИМАНИЕ, КЛИЕНТ НЕСЕТ ОТВЕТСТВЕННОСТЬ ЗА ВОЗВРАЩАЕМЫЕ ДОСТАВОЧНЫЕ РАСХОДЫ)
ГАРАНТИЯ РУДИМПЭКС С
ЗДЕСЬ, В RUDIMPEX LTD, МЫ ПРЕДОСТАВЛЯЕМ 12-МЕСЯЧНУЮ ГАРАНТИЮ НА ВСЕ НАШИ ПРОДУКТЫ, ЗА ИСКЛЮЧЕНИЕМ ЛАМП, КОТОРЫЕ МОЖЕТ ПЕРЕГОРАТЬ В ЛЮБОЙ МОМЕНТ ИЗ-ЗА ДОРОЖНОЙ ВИБРАЦИИ.
Самоходная бензиновая газонокосилка Hyundai L 5110RS L 5110RS — БЕНЗИНОВЫЕ
Уважаемые покупатели!
Цены для юридических лиц могут отличатся от указанных на сайте. Уточнить цену для Юр. Лиц можете через корзину интернет-магазина, отправить запрос на эл. адрес [email protected] или по телефону +7 (495) 032-28-98
Главная
САДОВАЯ ТЕХНИКА
ГАЗОНОКОСИЛКИ
БЕНЗИНОВЫЕ
Самоходная бензиновая газонокосилка Hyundai L 5110RS
Самоходная бензиновая газонокосилка Hyundai L 5110RS
0 0
RUB есть в наличии
35697
Cамоходная газонокосилка оборудована поворотными колесами, это облегчает кошение между деревьями и кустарником.
Газонокосилка едет сама. Ее достаточно направлять.
Эргономичные рукоятки управления имеют обтяжку из мягкой резины, снижает утомляемость и повышает удобство работы.
Оригинальный бензиновый двигатель HYUNDAI, гарантирует качество работы и долговечность.
Благодаря ему газонокосилка способна обработать большие площадки газона без особого труда.
Комплектация:
Самоходная бензиновая газонокосилка Hyundai L 5110RS
Травосборник
Заглушка для мульчирования
Двухлопастной нож
Руководство пользователя Упаковка
Характеристики
Описание
Доп. оборудование
Отзывы (0)
Cамоходная газонокосилка оборудована поворотными колесами, это облегчает кошение между деревьями и кустарником.
Газонокосилка едет сама. Ее достаточно направлять.
Эргономичные рукоятки управления имеют обтяжку из мягкой резины, снижает утомляемость и повышает удобство работы.
Оригинальный бензиновый двигатель HYUNDAI, гарантирует качество работы и долговечность.
Благодаря ему газонокосилка способна обработать большие площадки газона без особого труда.
Комплектация:
Самоходная бензиновая газонокосилка Hyundai L 5110RS
Травосборник
Заглушка для мульчирования
Двухлопастной нож
Руководство пользователя Упаковка
Принадлежности
Добавить отзыв
Необходимо Войти или Зарегистрироваться! Вы сможете добавлять отзывы и отвечать на них.
Инструкция газонокосилки Hyundai L 5110RS
Загрузить
Самоходная бензиновая газонокосилка Hyundai L 5110RS купить по выгодной цене с доставкой по всей России в интернет-магазине Hyundai
СОГЛАСИЕ НА ОБРАБОТКУ ПЕРСОНАЛЬНЫХ ДАННЫХ
Настоящим подтверждаю, что я ознакомлен и согласен с условиями Политики в отношении обработки персональных данных. Настоящим я даю разрешение Hyundai в целях информирования о товарах и услугах «https://hyundaii.ru/», заключения и исполнения договора купли-продажи обрабатывать — собирать, записывать, систематизировать, накапливать, хранить, уточнять (обновлять, изменять), извлекать, использовать, передавать (в том числе поручать обработку другим лицам), обезличивать, блокировать, удалять, уничтожать — мои персональные данные: фамилию, имя, пол, дату рождения, номера домашнего и мобильного телефонов, адрес электронной почты, а также данные об интересах на основании анализа моих поисковых запросов и посещений Интернет-сайтов.
Регистрация
Зарегистрировавшись в нашем магазине, Вы сможете совершать покупки намного быстрее и удобнее, кроме того, Вы сможете следить за выполнением заказов, смотреть историю своих заказов.
Регистрация
Газонокосилка бензиновая Hyundai L 5110RS
Преимущества Hyundai L 5110RS
Стальной аэродинамический корпус
Привод на задние колеса
Увеличенные колеса на подшипниках
Поворотные передние колеса с функцией блокировки
Складная ручка Hyundai L 5110RS
Панель повышенного комфорта с подстаканниками
Турбосистема
Аэро-нож для увеличения наполняемости травосборника
Система очистки деки
Описание
Газонокосилка бензиновая Hyundai L 5110RS — самоходная газонокосилка оборудована поворотными колесами, это облегчает кошение между деревьями и кустарником. Газонокосилка едет сама. Ее достаточно направлять. Эргономичные рукоятки управления имеют обтяжку из мягкой резины, снижает утомляемость и повышает удобство работы. Оригинальный бензиновый двигатель HYUNDAI, гарантирует качество работы и долговечность. Благодаря ему газонокосилка способна обработать большие площадки газона без особого труда
Электрический двигатель Hyundai ICV200.
Стальной аэродинамичный корпус
Привод на задние колеса
Центральная ригулировка высоты скашивания
Турбосистема
Комбинированный травосбоник
Увеличенные колеса на подшипниках.
Поворотные колеса с функцией блокировки. Обеспечивают высокую маневренность простоту и легкость управления.
Для быстрого и комфортного очищения внутренней поверхности деки достаточно присоединить поливочный шланг к штуцеру на колесе газонокосилки и промыть ее водой при включенном двигателе.
Вместительный и легкий комбинированный травосборник объемом 65 л. позволяет дольше работать без перерыва на очистку. Легкое крепление для съема и установки травосборника одной рукой.
Аэро-нож выполнен из высокопрочной стали и имеет ярко выраженные закрылки для создания дополнительного воздушного потока, увеличивающего наполняемость травосборника.
Для качественного и оперативного производства на предприятии важно наличие определенных видов станков, без которых нельзя обойтись, работая с деревом или металлом. Но есть среди деревообрабатывающих станков также специальное оборудование, которое предназначено для поддержания нормальных условий на рабочем месте. В данном случае — это чистота воздуха. Деревообработка неизбежно ведет к накоплению в воздухе большого количества пыли, а также стружки, опилок и т. п. Для его очистки предназначены специальные стружкопылесосы (аспирационные установки).
Стружкопылесос (еще его называют стружкоотсосом) применяется, как правило, в комплексе со станками по дереву и работает одновременно с каким-либо одним станком.
Диаметр всасывающего фланца: 100 мм Размер: 650x420x1550 мм Масса: 27 кг
Применяется в условиях невзрывоопасной среды
Специальные принадлежности: хлопчатобумажный мешок «OP-750» зак. № 25750001 полиэтиленовый мешок «OP-750» зак. № 25750002 соединительный гибкий шланг пылесоса для «OP-750» (1-2 м) зак. № 25750003 зажим для мешка «OP-750» зак. № 25750004 4» горловина протекания для «OP-750» зак. № 25750005 4» «L» коннектор для «OP-750» — патрубок зак. № 25750006 4» «Y» коннектор для «OP-750» — трехрукавный патрубок зак. № 25750007 4» крышка всасывающего отверстия для «OP-750» зак. № 25750008
Сервис
Все стружкоотсосы компании PROMA подлежат обязательной гарантии и проходят перед продажей тестирование на наличие повреждений. Компания выпускает самые разные виды оборудования по дереву и металлу, а также специальное оборудование.
Аналогичной потребляемой мощностью характеризуются компактные модели OPM-150
.
Был online: Вчера
Продавец ТЕХНОПРОМ
2 года на Satu.kz
Каталог продавца
Отзывы
41
Сайт продавца
г. Алматы. Продавец ТЕХНОПРОМ
Был online: Вчера
Код: 245989
В наличии
10+ купили
184 242 Тг.
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Пылеулавливатели, аспирационные установки
BELMASH
Holzmann
Завод Белмаш
БЛАГОВЕСТ
Ebmpapst
Евролюкс
Filcar
Breezart
СовПлим
Turkov
Dimmax
Тепловенткомплект
У нас покупают
Грузоподъемные строительные машины и оборудование
Подъемники, лебедки, тали
Канализационное оборудование
Отопительное оборудование
Воздушные тепловые завесы
Компрессоры винтовые
Штабелеры, электротележки для паллет
Инструмент для автосервиса
Электрогенераторы
Домкраты
Промышленные вентиляторы
Микрометры
Оборудование для автомоек
Кузнечно-прессовое оборудование
Ручные тележки
Аппараты высокого давления
Дорожно-строительные машины и оборудование
Калориферы
Комплектующие для весов
ТОП теги
Влагомаслоотделители
Дымовая труба котельной требования
Станок для вытяжки позвоночника
Хранение угля частном доме
Производственные фильтры
Система дожига выхлопных газов
Насколько вам удобно на satu?
Блунчиппер | Bloons вики | Фэндом
в: Страницы с нечисловыми аргументами formatnum, Устаревшие страницы, Статьи, которым нужно больше изображений,
и еще 6
Блунчиппер
BTD5f
БТД5м
БМК
BTD6 Камея
Появления
Bloons TD 5 Deluxe Bloons TD 5 Mobile Bloons TD Battles iOS Bloons Monkey City Mobile Bloons TD 6 (камео)
Разблокируется в
Ранг 21 в Bloons TD 5 Deluxe, ранг 22 в Bloons TD 5 Mobile
Стоимость
635 долларов (простой) 750 долларов (средний) 810 долларов (сложный) 900 долларов (неудаляемый)
Окончательные улучшения
46
Особые способности
Способность Супа-Вак
Обнаружение камуфляжа
Нет (кроме способности х/4 или х/1 при БТДБМ)
Стоимость боёв BTD
750 $/15
Улучшения уровня 4
Сверхширокая воронка
Supa-Vac
Необходимый боевой счет
135
Специализированное здание
Измельчители Al’s Custom
Горячая клавиша
; (точка с запятой)
Диапазон
Средний
Пирс
1
Повреждения
1
Скорость атаки
Очень быстрая (каждые 0,3 с, e. a.u. )
По умолчанию Тип повреждения
Раскол
»
Быстро всасывает и измельчает шарики, выплевывая то, что осталось сзади.
”
~ Описание в игре
Bloonchipper — это башня, которая дебютировала в Bloons TD 5 Deluxe, а затем была выпущена в Bloons TD 5 Mobile, Bloons Monkey City Mobile и Bloons TD Battles Mobile. Он атакует, всасывая шарики, выталкивая один слой и выплевывая остатки шариков обратно, которые, вероятно, будут снова всосаны. Количество всплывающих слоев и скорость их всасывания можно увеличить с помощью апгрейдов.
Основная цель Bloonchipper — остановить Bloons на их пути, засасывая их, выплюнутые Bloons ненадолго уязвимы для башен, прежде чем они приземлятся на своем пути, продолжая свое путешествие.
Bloonchipper может повреждать и удерживать до 3-4 шаров одновременно, прежде чем он перестанет сосать, пока шарики внутри не будут выплюнуты. Обычно это происходит, когда Блунчиппер засасывает внутрь керамические шарики, не выпуская их до того, как их оболочка разрушится, и выплевывает получившиеся радужные шарики.
Triple Barrel Upgrade увеличивает его вместимость до 9-12 шаров, что означает, что он может вместить намного больше шаров.
В Городе Обезьян его можно открыть, защитив особую плитку — Убежище Bloonprint.
Bloonchipper также появляется эпизодически в Bloons TD 6 на карте Scrapyard.
Содержимое
1 Обновления
1.1 Путь 1
1.2 Путь 2
1.2.1 Общие затраты
2 шарика TD 6
3 различия между BTD5 Deluxe и BTD5 Mobile
4 История версий (Bloons TD Battles Mobile)
5 ошибок
6 Стратегия
7 Галерея
7.1 Bloons TD 5 Делюкс
7.2 Bloons TD 5 Мобильный
7.3 Bloons TD Battles Mobile
7.4 Bloons Monkey City Mobile
7,5 шариков TD 6
7. 6 Официальное оформление
8 Мелочи
8.1 Bloons TD 6 (Викторина)
8.1.1 Список ссылок «Измельчитель не возвращается»
Upgrades[]
Path 1[]
Примечание: Описания, используемые в этом разделе, используют описания Bloons TD 5 Deluxe для описания улучшений Bloonchipper. Стоимость указана так же, как и в Bloons TD 5 Mobile.
Suckier
СТОИМОСТЬ: 340 $ / 400 $ / 430 $ / 480 $
РАЗБЛОКИРОВАТЬ: TBA XP
Описание: Усиленное всасывание позволяет быстрее всасывать шарики.
Эффект: Увеличена скорость всасывания, увеличение скорости «блон-снарядов».
Heavy Duty Suction
COST: $ 380 / $ 450 / $ 485 / $ 540
UNLOCK: TBA XP
Description: Мотор большей мощности позволяет всасывать более тяжелые шарики, например свинцовые шарики.
Эффект: Может всасывать свинцовые шарики. Также можно сосать керамические шарики в BTDB Mobile.
Двухслойные лезвия
Стоимость: 680 / $ 800 / 865 / 960
Разблокировка: TBA XP
9
33333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333н. снимаем 2 слоя вместо 1.
Эффект: Наносит 2 единицы урона за каждый фрагмент вместо 1.
Super Wide Funnel
COST: $ 3,825 / $ 4,500 / $ 4,860 / $ 5,400
UNLOCK: TBA XP
Description: Wide funnel can suck in MOAB class bloons , который будет измельчаться в течение 3 секунд, прежде чем будет выброшен.
Эффект: Может всасывать шарики класса MOAB. Наносит до 450 (?) урона, после чего снова выбрасывается. В BTDB Mobile он не может сосать ZOMG.
Путь 2[]
Примечание: Описания, используемые в этом разделе, используют описания Bloons TD 5 Deluxe для описания обновлений Bloonchipper. Стоимость указана так же, как и в Bloons TD 5 Mobile.
Эффект: Утроивает всасывание за атаку, скорость повреждения и вместимость. Множитель бонуса за емкость еще больше увеличился в BTDB Mobile.
Supa-Vac
COST: $ 5,100 / $ 6,000 / $ 6,480 / $ 7,200
UNLOCK: TBA XP
Description: Huge burst of suction power brings all nearby не принадлежащие к классу MOAB летят к нему и удерживают их там, пока их не затянет в башню. Длится 8 секунд.
Эффект: Способность заставит Bloonchipper немедленно всасывать в себя все недирижабли в радиусе действия. Будет повторяться, чтобы сосать bloons к себе в течение 8 секунд. После этого шары возвращаются на свои прежние места. В BTDB Mobile может засасывать MOAB и BFB, но BFB можно засасывать только на 4 секунды, прежде чем их нельзя будет засосать с той же способностью.
Общая стоимость[]
Bloons TD 6[]
»
Bloonchipper на самом деле считается ошибкой только из-за того, как он в конечном итоге был сбалансирован, это очень сложная башня, чтобы хорошо сбалансировать и по-прежнему интересно играть, и есть некоторые сожаления о добавлении ее в Blooniverse.
”
~ Ninja Kiwi, блог от 7 августа 2020 г.
Единственный внешний вид Bloonchipper, показанный в BTD6
Ninja Kiwi заявляет, что они не планируют возвращать Bloonchipper в качестве игровой башни ни в какие игры Bloons TD 6 Generation. На протяжении всей истории было множество случаев их сопротивления добавлению его обратно, от представленных знаний об отказе от Bloonchipper до серьезных ответов о его фундаментальных недостатках дизайна. Однако в старом блоге Ninja Kiwi заявил, что Bloonchipper теоретически будет в классе Support Monkeys.
Bloonchipper появляется на карте BTD6 Scrapyard как выброшенный предмет. Он сидит в куче грязи.
Различия между BTD5 Deluxe и BTD5 Mobile[]
Как и Monkey Engineer, Bloonchipper появляется только в Bloons Tower Defense 5 Deluxe и во всех мобильных версиях франшизы Bloons TD. Однако есть несколько отличий между Чиппером в BTD5 Deluxe и в мобильных версиях игр.
Triple Barrel стоит меньше (6000 $ → 4500 $).
Если активен апгрейд Al’s Custom Chippers 3-го уровня, Super Wide Funnel может оглушить M.O.A.B. Класс Блунс.
Сверхширокая воронка требует в два раза больше времени, чтобы повредить M.O.A.B. Класс Bloons во время засасывания (3,25 секунды → 6,5 секунды для 4/0 и 2,7 секунды → 5 секунд для 4/2).
История версий (Bloons TD Battles Mobile)[]
Bloonchipper считалась одной из лучших и наиболее часто используемых башен в игре, наряду с Dart Monkey и Banana Farm. Это связано с его удивительной силой MOAB и разнесенного Bloon, а также с возможностью остановки в поздней игре. Из-за того, что он доминирует в соревновательной игре, его сильно понерфили с помощью обновлений игры. Обновление 3.1 значительно увеличило стоимость Super Wide Funnel, одного из наиболее часто используемых обновлений для Bloonchipper, в то время как обновление 3.2 снова ослабило Super Wide Funnel, заставив его выпускать Bloons класса MOAB на небольшое расстояние дальше по трассе, а не туда, где они были втянуты. в, и увеличил цену Supa-Vac. Обновление 3.4 сделало Bloonchipper слабее против керамических Bloons из-за того, что теперь для его всасывания требуется улучшение Heavy Duty Suction, и заметно уменьшило его возможности остановки в поздней игре благодаря тому, что BFB и ZOMG не подвергались воздействию Supa-Vac до тех пор. и обновление 3.9снова повысили цену на Supa-Vac.
Однако самым вредным обновлением было обновление 4.1. В то время как упомянутое обновление принесло только около 2 нерфов, удаление как Super Wide Funnel, так и Supa-Vac, способных влиять на Z.O.M.G., было более чем достаточно значительным, чтобы противостоять снижению цен, полученным обоими обновлениями.
В целом Bloonchipper стал намного хуже по сравнению с тем, каким он был, когда он был впервые добавлен в игру, и игроки больше не считают его одной из лучших башен в игре и перестали его использовать (многие игроки теперь считают его быть одной из худших башен в игре из-за ее многочисленных недостатков), заменив ее другими башнями, такими как Bomb Tower и Monkey Ace в результате.
Единственными популярными снаряжениями, использующими Bloonchipper post 4.1, являются Wizard Farm Chipper и Tack Village Chipper. Однако, начиная с версии 6.11, Dart Farm Chipper может перейти в позднюю игру в игровых режимах Mega Cash/Bananza.
Ранние версии
Способность «Супа-Вак» теперь может всасывать шары класса MOAB.
Сверхширокая воронка теперь выпускает шары класса MOAB на небольшое расстояние дальше по трассе, а не туда, куда их затянуло.
Стоимость
Supa-Vac увеличена ($6000 → $10000).
3.4
Теперь для всасывания керамических шариков требуется мощное всасывание.
Supa-Vac теперь удерживает BFB на месте только в течение 4 секунд и Z.O.M.G в течение 2 секунд.
3.7
Цена Triple Barrel снижена ($4500 → $3000).
3.9
Повышена цена Supa-Vac (10 000 $ → 13 000 $).
4.1
»
«Дробилка» стала незаменимым помощником во многих высококлассных снаряжениях благодаря своей способности Supa-Vac, которая очень эффективна в борьбе с рашами класса MOAB. Мы обнаружили, что это слишком надежно, из-за чего многие игры заходят в тупик. Изменение способности и сверхширокой воронки, чтобы они больше не влияли на ZOMG, должно побудить игроков изучить другие варианты!
”
~ «Обновление BTD Battles 4.1 — грядут большие изменения баланса!»
Сверхширокая воронка больше не может всасывать Z.O.M.G.
Supa-Vac больше не может удерживать Z.O.M.G. на месте.
Цена
Super Wide Funnel снижена ($8000 → $7000).
Цена
Supa-Vac снижена ($13000 → $10000).
4,9
»
С тех пор, как ZOMG стали невосприимчивы к сверхширокой воронке Дробилки, мы снизили цену, чтобы привести ее в большее соответствие с мощностью улучшения.
Long Range Suck теперь обеспечивает обнаружение камуфляжа.
6.15
Цена башни снижена ($700 → $600)
Уменьшена цена на отстой ($300 → $250)
Цена
Heavy Duty Suction снижена ($450 → $400)
Цена сверхширокой воронки снижена ($5000 → $4000)
Ошибки[]
Когда Bloonchipper размещается в начале карты, он больше не будет работать должным образом и вместо этого ничего не будет сосать.
Иногда лопаются все слои шаров.
Когда есть много MOAB, BFB или ZOMG с Bloonchipper 4-2, некоторые MOAB и керамические Bloons могут летать за край экрана.
Может быть замедлен блунами класса MOAB.
В битвах BTD, если Bloonchipper высасывает bloon класса MOAB со способностью Beefy Moabs, это показывает только, что он высасывает MOAB, но не его броню.
Стратегия[]
Основная статья: Bloonchipper/Стратегии
Галерея[]
Bloons TD 5 Deluxe[]
Пути улучшения Bloonchipper
Ошибка Bloonchipper
Z.O.M.G застрял в Bloonchipper. Не лучший день.
Б.Ф.Б. застрял в Bloonchipper. Не лучший день.
Bloons TD 5 Mobile[]
Bloons TD Battles Mobile[]
Bloons Monkey City Mobile[]
Bloonchipper пытается изо всех сил сосать bloons.
Bloons TD 6[]
Dumped Chipper
Dumped Chipper на Пасху
Официальная работа[]
BTD5 Flash портрет
BTD5 Мобильный портрет
Trivia[]
а спрайты засасываемых внутрь блонов класса MOAB можно найти с помощью флеш-декомпилятора. Это может означать, что когда-то его планировалось добавить, но он не был добавлен до того, как версия Flash была прекращена.
Если шарик, который только что выплюнул Блунчиппер, ударит чем-то, что отбрасывает шарики, шарик быстро полетит в случайное место на карте.
Один улучшенный Bloonchipper 4/2 может уменьшить Z.O.M.G. до нескольких BFB и M.O.A.B. за очень короткий промежуток времени.
Bloons, измельчаемые внутри Bloonchipper, иногда становятся целью башен. Это может быть неприятно, потому что большинство этих башен промахиваются. Однако их могут поразить более быстрые башни или башни, которые наносят сплеш или урон по площади.
Regen Bloons лопаются гораздо дольше, так как они регенерируются внутри bloonchipper.
При улучшении до 3/2 намного лучше работает против Regen Bloons.
Эту стратегию можно использовать для краткосрочного реген-фарма.
Улучшение «Сверхширокая воронка» может всасывать 4 керамических шарика одновременно.
Когда Bloonchipper всасывает керамический Bloon, он не выплюнет его, пока вся керамическая оболочка не лопнет, независимо от улучшений.
Даже при обновлении до двухслойных лезвий керамика будет измельчаться 10 раз перед извлечением.
Это также показывает, что у Bloonchippers нет бесконечного количества Bloons, которые они могут удерживать одновременно, так как они перестанут сосать Bloons, если они уберут слишком много керамических Bloons за раз. Этот предел обычно не очевиден, поскольку в противном случае уничтожение Bloon происходит почти мгновенно.
500 единиц урона наносится M.O.A.B. Класс Bloons внутри 4-X Bloonchipper.
Коррозионный клей повреждает шары в Bloonchipper.
Защита только Bloonchipper, даже если игнорировать отсутствие обнаружения камуфляжа, может потерпеть неудачу в раундах, подобных 42, когда Bloons Rainbow Regen будут регенерировать в больше Bloons Rainbow Regen и пробить защиту.
Bloonchipper может нанести безумное количество урона в сочетании с рикошетом Glaive или кассетными бомбами.
Эта комбинация также устранит слабость Bloonchipper, потому что, несмотря на то, что Bloonchipper умножает регенерационные bloons, каждая рикошетная глефа или кластерная бомба лопнет по крайней мере один слой от каждого bloon, независимо от количества bloons. Остерегайтесь камуфляжных шаров, так как ни одна из башен не может выбить их без поддержки или в случае улучшения Glaive Ricochet до Glaive Lord.
Наличие двигателя V6 рядом с изготовленными на заказ измельчителями Ала предполагает, что Bloonchippers оснащены двигателем V6.
Из-за двухслойных лезвий, когда башня уничтожает шар класса MOAB, будут выброшены только три его потомка; последний станет новой жертвой башни.
Когда способность Supa-Vac используется с Bloonchipper 0/4 или 1/4, способность оттаивает замороженный Lead Bloon, но не всасывает его. центр четырех окружающих банановых ферм
В Bloons Monkey City Mobile есть специальная миссия, в которой игрок должен найти несколько чертежей, позволяющих построить Bloonchipper. Однако Bloonchipper на треке не найден. Чтобы разблокировать его, игрок должен выполнить миссию, после чего станет доступен Bloonchipper.
Bloonchipper может поместиться в центре четырех банановых ферм. Для этого купите три и разместите их в форме буквы L, затем осторожно поместите Bloonchipper в центр ферм, наконец, поместите еще одну ферму, чтобы сформировать большую квадратную форму, как показано на рисунке. Это полезно, когда у вас есть специальные дробилки Эла уровня 4 для сбора бананов.
Bloonchipper — одна из башен, которые в настоящее время не выпущены для BTD6 (наряду с COBRA), и было подтверждено, что Bloonchipper не будет возвращен никоим образом.
В настоящее время это единственная башня, которая не вернулась из BTD5.
Как сказано в блоге от 21 июля 2020 года, одна из вещей, о создании которой сожалеет Ninja Kiwi, — это Bloonchipper.
Bloonchipper основан на Woodchipper, машине, используемой для измельчения древесины на мелкие кусочки.
Согласно блогу Ninja Kiwi от 18 февраля 2022 года, Bloonchippers являются одними из многих членов команды по уборке после боя.
Bloons TD 6 (Разное)[]
Есть много ссылок на Ninja Kiwi, выражающих их желание не добавлять Bloonchipper в Bloons TD 6.
Согласно блогу Ninja Kiwi от 3 сентября 2021 года, Блунчиппер в форме знаний заявил, что покинул сторону обезьян.
Способность Пэта Фасти «Большое сжатие» действует как «Сверхширокая воронка», засасывая дирижабли такой же силы, как ZOMG и DDT (если они видны).
Psi в некотором роде похож на Bloonchipper из-за их изначальной неспособности нацеливаться на свинцы, керамику и шары класса MOAB до повышения уровня. Кроме того, они не могут нацеливаться на самые сильные блуны в игре, как Super Wide Funnel в Bloons TD Battles Mobile против ZOMG, а также такое же обновление как в Bloons Monkey City Mobile, так и в Bloons TD 5 Mobile (включая порты Steam и консоли) по сравнению с Босс Блунс.
Bloonchipper делает камео на Scrapyard, где выброшенный лежит в куче хлама.
Ninja Kiwi подтвердили в своем блоге от 1 июля 2022 года, что Bloonchipper, найденный на Scrapyard, не нужен.
Bloonchipper, как и COBRA, не появляются как полностью улучшаемые башни в Bloons TD 6 Generation, несмотря на их присутствие в Bloons TD 5 Generation.
Согласно блогу Ninja Kiwi от 25 ноября 2022 года, Bloonchippers почти не чистятся в BTD6 и BTDB2, в отличие от поколения BTD5, где их чистят очень часто.
Список ссылок на «Чиппер не возвращается»[]
Список случаев, когда Ninja Kiwi заявляет, что Bloonchipper не вернется в Bloons TD 6 Generation, или не хочет снова включать Bloonchipper, начиная с последнего:
3 июня 2022 г.
29 апреля 2022 г.
1 апреля 2022 г.
25 марта 2022 г.
18 февраля 2022 г.
28 января 2022
3 декабря 2021 г.
24 сентября 2021 г.
3 сентября 2021 г.
6 августа 2021 г. (простое упоминание)
18 июня 2021 г.
14 августа 2020 г.
7 августа 2020 г.
Контент сообщества доступен по лицензии CC-BY-SA, если не указано иное.
Главная страница — Измельчители Tomcat — Разработаны и изготовлены в Южной Африке
НАДЕЖНАЯ МАРКА ДРЕВОРУБИТЕЛЬНЫХ МАШИН С РУЧНОЙ ПОДАЧЕЙ, РАЗРАБОТАННАЯ, ИЗГОТОВЛЕННАЯ И СОЗДАННАЯ В ЮЖНОЙ АФРИКЕ ДЛЯ СЕЛЬСКОХОЗЯЙСТВЕННОГО, ЛАНДШАФТНОГО, ЛЕСНОГО ХОЗЯЙСТВА И ВЫРУБОЧНОЙ ПРОМЫШЛЕННОСТИ
НАДЕЖНАЯ МАРКА ДРЕВОРУБИТЕЛЬНЫХ МАШИН С РУЧНОЙ ПОДАЧЕЙ, РАЗРАБОТАННАЯ, ИЗГОТОВЛЕННАЯ И СОЗДАННАЯ В ЮЖНОЙ АФРИКЕ ДЛЯ СЕЛЬСКОХОЗЯЙСТВЕННОГО, ЛАНДШАФТНОГО, ЛЕСНОГО ХОЗЯЙСТВА И ВЫРУБОЧНОЙ ПРОМЫШЛЕННОСТИ
Использование инвазивных видов – Bos Tot Kos
Bos-tot-kos – это вырубка вторгающейся кустарниковой/чужеродной растительности и ее переработка на корм для овец, коз, крупного рогатого скота и дичи. Производство кустарников определенно не для слабонервных. Это тяжелая работа, и она требует самоотверженности. Вам понадобятся некоторые инструменты для его производства, и это трудоемко. Несмотря на это, преимущества выращивания кустарников безграничны.
Мульча из древесной щепы
Со временем было доказано, что использование мульчи в вашем саду дает много преимуществ. Вы когда-нибудь задумывались, почему в качестве мульчи следует использовать древесную щепу? Древесная щепа является устойчивым источником. Большая часть древесной щепы в Южной Африке производится в результате расчистки инопланетянами или путем измельчения древесины, которая в конечном итоге оказалась бы на свалке. Таким образом, используя древесную щепу в качестве мульчи, вы утилизируете то, что было бы сожжено или не использовано.
Очистка чужеродной растительности и речных систем
Чужеродная растительность – это растения и деревья, произрастающие в другой стране и перешедшие в нашу страну, где они поселились среди нашей местной растительности. Некоторые чужеродные растения были завезены в Южную Африку много веков назад преднамеренно, так как эти растения обладают многими полезными свойствами. Однако некоторые инопланетяне непреднамеренно распространились за эти годы, проникнув в нашу страну на обуви людей, в палатках, на кораблях, на животных, ввезенных растениях и самолетах. Но поскольку эти виды не являются коренными жителями Южной Африки, они представляют несколько рисков.
Эффективное компостирование
Компост в его простейшей форме представляет собой процесс переработки, при котором органические вещества, такие как древесина, растительные отходы и листья, считающиеся отходами, разлагаются и превращаются в продукт, богатый питательными веществами, питающими почву. Компост — это продукт, созданный в результате естественного процесса, в котором органические (отходы) продукты объединяются таким образом, что микроорганизмы могут развиваться и разлагать эти материалы в полезный продукт, называемый компостом.
Измельчение сложных и волокнистых пальм, тростника и виноградной лозы
Пальмы — одни из самых популярных деревьев в Южной Африке, особенно в прибрежных городах нашей страны. Во время правильной обрезки пальма приличного размера будет производить довольно много отходов. Если пальмовые листья оставить необработанными (в их естественном виде) на земле, они будут разлагаться в течение многих лет. Волокно внутри пальмовых листьев очень прочное и не легко ломается. Пальмовые листья чрезвычайно прочны и не просто гниют и разлагаются, как другие растения.
ЛИНИЯ ПРОДУКЦИИ
РАЗРАБОТАН, ИСПЫТАН И ПРОИЗВОДИТСЯ В ЮЖНОЙ АФРИКЕ
СТАВЬТЕ НРАВИТСЯ И ПОДПИСЫВАЙТЕСЬ НА НАС
ОТЗЫВЫ КЛИЕНТОВ
MJ Odendal – TOPTURF Cape Town
Измельчитель веток TOMCAT 150 CDE
«Быстрое и профессиональное обслуживание. Превосходное мастерство. Я всем рекомендую измельчители веток TOMCAT!»
Fourie Zulch – Wakkerstroom Boerdery Ceres
Измельчитель веток TOMCAT 250 AFP
«Мы искали новый измельчитель веток после того, как наш старый измельчитель, которому 18 лет, вышел из эксплуатации. Импортные измельчители веток были довольно дорогими. Я позвонил в компанию TOMCAT, чтобы организовать демонстрацию. Сначала я скептически относился к рубительной машине, которая была намного более доступной, чем импортные рубильные машины.Я был просто поражен производительностью этой дробилки.Мы купили TOMCAT 250 AFP, и обслуживание было отличным.Через год мы захотели настроить измельчитель, чтобы он работал лучше в нашем приложении на ферме.TOMCAT помог нам с распростертыми объятиями и сделал все изменения в своей мастерской.Я очень рад, что решил купить TOMCAT.Этот измельчитель древесины работает настолько быстро, что догоняет бригаду обрезки, где старый был оставлен позади. Если бы я купил еще один измельчитель древесины, я бы определенно купил снова TOMCAT, но, может быть, немного больше».
Joubert van Vuuren – Валка деревьев в Блумфонтейне
TOMCAT Model 200 AFE Измельчитель веток
за вашу легкую поддержку во всех аспектах с нашей безостановочной рабочей лошадкой рубительной машины».
Майк Фрайер – Knysna Lawns
Измельчитель веток TOMCAT модели 200 AFE
«У TOMCAT хорошее управление и отличный сервис. Любой, кому это необходимо, может связаться со мной».
Саймон Барлоу – Rustenberg Wine Estate
«Из всех измельчителей, которые мы видели, это, безусловно, лучшая машина для игры. Простота использования, выносливость и отличный сервис делают ее обязательной, если вы чистите кусты и деревья. »
Adriaan Louw
«Очень доволен тем, как работает измельчитель, и очень доволен отличным обслуживанием, которое мы получили от TOMCAT. Определенно, компания, которую можно рекомендовать всем.»
Fred The Feller
Измельчитель веток TOMCAT модели 200 AFE и модели 250 AFE
«У меня есть две дробилки для древесины TOMCAT, и между ними я наработал почти 1000 часов безотказной работы. Запасные части не проблема, доставка на следующий день, в отличие от импортных машин, поэтому, исходя из моего опыта, я без колебаний очень рекомендую эти очень мощные машины».
Sam Hardingham – Everyday Arbor, Австралия
Измельчитель веток TOMCAT Model 100 CDT
«Это выглядит как игрушка, но измельчитель веток Tomcat 100 CDT далек от игрушечных характеристик, которые можно ожидать от измельчителя веток такого размера. , Его дизайн и качество сборки конкурируют с известными производителями рубительных машин, и в то же время, возможно, это одна из самых маневренных рубительных машин на рынке.Конечно, она не будет обрабатывать материал так же быстро, как более крупная машина, но работы с ограниченным доступом можно решать с помощью другого подход.»
Lee Mager – Arbor Ascent Tree Care, Кейптаун
Измельчитель веток TOMCAT модели 1000 CDE
«Очень производительный, простой в обращении и очень мобильный, так как его можно тянуть прямо рядом с ветвями».
Лизл ван дер Вальт – Babylonstoren Drakenstein Vallei
Измельчитель древесины TOMCAT Model 750 CDT
Тео Грюневальдт – Токара Стелленбош
Измельчитель веток TOMCAT, модель 2590 AFP
«Фантазии о работе! Chip al ons olyf snoeisels en al die wingerd stokke lag lag op!»
Pieter Kruger – Stellenbosch
TOMCAT Model 750 CDT Wood Chipper
«100% Tevrede met die diens wat ek uit die masjien kry»
Martiens Korff – Witsand
TOMCAT Model 1000 CDE Wood Chipper
«Die masjien baie prakties en work 100%!»
Луври ван Херден – Chipper SA
Измельчитель веток TOMCAT, модель 2500 AFE
«Производительная и эффективная промышленная измельчитель веток»
Джастин Энтони – CVES
Измельчитель веток TOMCAT, модель 1000 CDE
9000 бесплатно! получил быстрое и отличное послепродажное обслуживание от TOMCAT!»
Brett Wortmann – Selborne Golf Estate
Измельчитель веток TOMCAT, модель 1200 AFE
«Эти измельчители говорят сами за себя – безусловно, качество. Мы используем их постоянно в течение всего года. поля для гольфа и садовые отделы. Если бы мне пришлось делать это снова, я бы без колебаний купил снова измельчитель древесины TOMCAT или продвинул ваш бренд».
MJ Odendal – TOPTURF Cape Town
Измельчитель веток TOMCAT 150 CDE
«Быстрое и профессиональное обслуживание. Превосходное мастерство. Всем рекомендую дробилки для веток TOMCAT!»
Майк Фрайер – Knysna Lawns
Измельчитель веток TOMCAT модели 200 AFE
«У TOMCAT хорошее управление и отличный сервис. Любой, кому это необходимо, может связаться со мной».
Simon Barlow — Rustenberg Wine Estate
«Из всех измельчителей, которые мы видели, это, безусловно, лучшая машина для игры. Простота использования, выносливость и отличный сервис делают ее незаменимой, если вы чистите кусты и деревья. »
Adriaan Louw
«Очень доволен тем, как работает измельчитель, и очень доволен отличным обслуживанием, которое мы получили от TOMCAT. Определенно, компания, которую можно рекомендовать всем.»
Lee Mager – Arbor Ascent Tree Care, Кейптаун
Измельчитель веток TOMCAT модели 1000 CDE
«Очень производительный, простой в обращении и очень мобильный, так как его можно тянуть прямо рядом с ветвями».
Лизл ван дер Вальт – Babylonstoren Drakenstein Vallei
Измельчитель веток TOMCAT модели 750 CDT
Тео Грюневальдт – Токара Стелленбош
Измельчитель веток TOMCAT, модель 2590 AFP
Pieter Kruger – Stellenbosch
Измельчитель веток TOMCAT, модель 750 CDT
0003
Martiens Korff – Witsand
Измельчитель древесины TOMCAT, модель 1000 CDE
«Die masjien is baie prakties en work 100%!»
Louwri van Heerden — Chipper SA
Tomcat Model 2500 AFE Wood Chipper
«Продуктивный и эффективный промышленный древесный липпе , простой дизайн и очень прочный! Всегда получаю быстрое и отличное послепродажное обслуживание от TOMCAT!»
НАДЕЖНАЯ МАШИНА, РАЗРАБОТАННАЯ И ИСПЫТАННАЯ, ЧТОБЫ ВЫНОСИТЬ НАШУ АФРИКАНСКУЮ СРЕДУ
FAE — передовые технологии измельчения
Измельчители TOMCAT являются дилером FAE с 2018 года в Южной Африке. FAE имеет большой ассортимент продукции, и те, которые мы перечислили ниже на нашем веб-сайте, являются наиболее подходящими для наших условий, но ассортимент FAE ни в коем случае не ограничивается этими моделями.
Некоторые из этих моделей есть в наличии, а другие приходится заказывать в FAE в Италии. Компания FAE была основана в 1989 году и с тех пор стала мировым лидером в производстве и поставке оборудования для мульчирования в лесном, дорожном и сельскохозяйственном секторах. Мы гордимся тем, что представляем этот качественный бренд в Южной Африке. Вот некоторые из основных причин, по которым мульчеры FAE так популярны в Южной Африке:
Прочная и надежная техника, созданная для работы в тяжелых условиях
Уникальные углы резания, материалы и механизмы повышают эффективность мульчеров FAE и обеспечивают низкие эксплуатационные расходы
Участки, подвергающиеся тяжелым нагрузкам на машинах FAE, усилены специальной сталью для увеличения срока службы устройства
При поддержке надежной послепродажной поддержки TOMCAT в Южной Африке
ПОПУЛЯРНЫЕ СТАТЬИ
Как превратить отходы в ценный компост, способный регенерировать почву
12 декабря 2022 г.
Автор: Уэсли Соул, сертифицированный консультант по почвенным микробам Что такое хороший компост? Когда люди думают о компосте, там …
Подробнее →
Памяти Воана Бассона
5 января 2022 г.
С большой грустью мы вынуждены прощаться с одним из наших коллег, другом и …
Подробнее →
С праздником от Tomcat Chippers!
15 декабря 2021 г.
Мы благодарим всех наших клиентов за их лояльную поддержку в течение прошедшего года и желаем вам …
Подробнее →
Уведомление Закона о защите личной информации (POPI)
5 июля 2021 г.
Закон о POPI направлен на поощрение права на неприкосновенность частной жизни и в то же время на защиту потоков …
Подробнее →
Значение измельчителей древесины TOMCAT в оливковых садах
26 марта 2021 г.
Загрузить статью в формате PDF Посмотреть видео на YouTube Рисунок 1: Оливковый сад, расположенный в Западном Кейпе, Южный …
Подробнее →
Измельчитель Tomcat для фермера, выращивающего органические овощи, в Филиппах, Кейптаун
24 марта 2021 г.
Долгожданный измельчитель Tomcat В пятницу мы имели честь доставить AFE модели 125 одному очень восторженному клиенту: …
Подробнее →
Как превратить ваши отходы в ценный компост, способный регенерировать почву
12 декабря 2022 г.
Автор: Уэсли Соул, сертифицированный консультант по почвенным микробам Что такое хороший компост? Когда люди думают о компосте там …
Подробнее →
Памяти Воана Бассона
5 января 2022 г.
С большой грустью мы вынуждены прощаться с одним из наших коллег, другом и . ..
Подробнее →
С праздником от Tomcat Chippers!
15 декабря 2021 г.
Мы благодарим всех наших клиентов за их верную поддержку в течение прошедшего года и желаем вам …
Подробнее →
Уведомление Закона о защите личной информации (POPI)
5 июля 2021 г.
Закон о POPI направлен на продвижение права на неприкосновенность частной жизни и в то же время на защиту потоков …
Подробнее →
Значение измельчителей древесины TOMCAT в оливковых садах
26 марта 2021 г.
Загрузить статью в формате PDF Посмотреть видео на YouTube Рисунок 1: Оливковый сад, расположенный в Западном Кейпе, Южный …
Подробнее →
Измельчитель Tomcat для фермера, выращивающего органические овощи, в Филиппах, Кейптаун
24 марта 2021 г.
Долгожданный измельчитель Tomcat В пятницу мы имели честь доставить модель 125 AFE одному очень восторженному клиенту: …
Подробнее →
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ О НАШИХ ИЗМЕЛЬЧИТЕЛЯХ TOMCAT И ДРУГОЙ ПРОДУКЦИИ:
TOMCAT CHIPPERS специализируется на измельчителях древесины с гравитационной и гидравлической подачей для различных применений. Наши измельчители веток производятся в Южной Африке для африканских условий.
В чем уникальность измельчителей TOMCAT? Expand
Измельчители веток Tomcat производятся в Южной Африке, чтобы соответствовать африканским условиям, и наши измельчители веток «перепроектированы» для их применения. У нас есть динамичная, преданная своему делу команда менеджеров, удобные в эксплуатации машины, поставщики по всей стране, а на наши измельчители предоставляется 12-месячная гарантия. Мы предлагаем доставку по всей стране и подробное ознакомление с продуктом, чтобы обучить клиентов тому, как работать с машиной. Наши измельчители древесины предлагают отличное соотношение цены и качества и экономят много средств и времени. Подробнее здесь.
Какие еще продукты мы производим? Expand
Помимо измельчителей веток, мы также производим дровоколы, измельчители пней, измельчители, измельчители грохотов, компостеры и импортируем мульчеры FAE для лесоводства.
Каких размеров измельчители древесины? Expand
Производительность наших измельчителей варьируется от 100 мм до измельчителей, способных уничтожать деревья диаметром до 375 мм.
Трудно и долго ремонтировать измельчитель TOMCAT? Expand
Все основные компоненты привода, устанавливаемые на машины TOMCAT, поставляются местными поставщиками с надежными дилерскими сетями по всей Африке. Благодаря этому мы можем свести к минимуму время, которое вы теряете при ремонте измельчителя веток Tomcat.
В каких отраслях промышленности используются наши измельчители древесины и для каких целей они применяются? Expand
Наши измельчители древесины, дровоколы, измельчители пней, измельчители компоста, измельчители сит и измельчители TOMCAT используются в самых разных отраслях промышленности и имеют различные области применения. Некоторые отрасли/применения включают в себя: различные виды сельского хозяйства/сельского хозяйства (черника, макадамия, оливковые сады), животноводы используют наши измельчители для производства корма (bos-tot-kos) для своих животных во время засухи, полученная щепа используется для мульчирование, измельчители древесины помогают очистить землю от чужеродной инвазивной растительности. Ландшафтные дизайнеры также используют наши измельчители, поля для гольфа и жилые комплексы выигрывают от того, что могут измельчать свои зеленые отходы на месте и создавать собственную мульчу. Наши компостеры используются для эффективного крупномасштабного компостирования. Узнайте больше о приложениях для наших продуктов.
Доступны ли наши продукты в других странах? Expand
Большая часть наших измельчителей продается в Южной Африке, хотя мы также ежемесячно экспортируем измельчители в зарубежные страны, в основном в Африку и Австралию.
Вы можете арендовать измельчитель Tomcat? Expand
Да, в Южной Африке есть много компаний, которые сдают в краткосрочную аренду измельчитель Tomcat.
Автор Кирилл Соколов На чтение 10 мин. Просмотров 670 Опубликовано
После неизменно популярных нитей ABS и PLA, PETG, вероятно, является третьим наиболее широко используемым материалом в настольной 3D-печати. Проще говоря, PETG сочетает в себе лучшие свойства ABS и PLA для создания прочного, термостойкого материала, с которым легко работать. Однако уникальные характеристики PETG также усложняют его сглаживание. Что делает PETG таким особенным? Как лучше всего сгладить отпечаток PETG?
Содержание
Что такое PETG?
Характеристики ПЭТГ
1. Прочность и ударопрочность
2. Химическая стойкость
3. Термостойкость
4. Простота использования
5. Печать без запаха
Методы сглаживания для PETG
1. Шлифование
2. Шлифование полировальной пастой
3. Термическая обработка
Сглаживание с использованием растворителей и почему это не рекомендуется
Зачем все равно сглаживать ваши отпечатки PETG?
Заключительные мысли
Что такое PETG?
ПЭТГ – это вариант полиэтилентерефталата (ПЭТ), который является одним из самых распространенных пластиков в мире. В настоящее время вы, вероятно, можете увидеть ПЭТ повсюду – в бутылках с водой, пищевых контейнерах и даже в некоторых тканях одежды. Он стал чрезвычайно популярным благодаря своей высокой механической прочности, влагостойкости и устойчивости к экстремальным горячим и холодным температурам. Благодаря этим характеристикам ПЭТ стал широко использоваться в пищевой промышленности и в качестве предшественника технических смол.
Модификация в ПЭТГ происходит с добавлением гликольной группы во время процесса полимеризации, что делает ПЭТГ «модифицированной гликолью» версией ПЭТ. Добавление гликоля делает ПЭТГ немного более гибким, менее хрупким, более прозрачным и более простым в обращении. PETG также отлично подходит для печати и особенно подходит для ламинирования, что делает его одним из наиболее предпочтительных материалов для наружных вывесок, электронных устройств, медицинских и пищевых контейнеров, торгового оборудования, протезов, а также кредитных или подарочных карт.
Характеристики ПЭТГ
ПЭТГ обладает набором характеристик, которые легко выделяют его среди других филаментных материалов. Сочетание лучших свойств PLA и ABS
1. Прочность и ударопрочность
Добавление группы гликоля в полимерную цепь ПЭТ придает ПЭТГ гибкость, которая позволяет ему лучше поглощать внезапные удары или продолжительное давление. Эта характеристика уникальна для PETG и является одной из немногих областей, где она превосходит ABS и PLA. С точки зрения долговечности АБС лишь немного опережает ПЭТГ. Хотя отпечатки из PETG также очень прочны, их устойчивость к царапинам не совсем соответствует стандартам ABS.
2. Химическая стойкость
Цепь, которая определяет полимер ПЭТГ, пронизана кольцевыми структурами и двойными связями, которые придают полимеру характерную химическую стойкость. Это делает ПЭТГ невосприимчивым к разрушению при контакте с щелочами или кислотными веществами, включая растворители. Хотя химическая стойкость ПЭТГ является одной из его наиболее желаемых характеристик, это также одна из причин, по которым сглаживание отпечатков ПЭТГ является сложной задачей. Поскольку растворение ПЭТГ с помощью растворителя, разглаживание путем нанесения растворителя (например, разглаживание ацетоном для АБС) не очень хороший вариант.
3. Термостойкость
PETG печатает при температуре около 230 ° C, что немного ниже, чем у ABS, но намного выше, чем у PLA.. Это делает ПЭТГ отличным выбором филаментного материала для отпечатков, которые должны подвергаться воздействию тепла. Хотя его термостойкость все же немного ниже, чем у АБС, высокая температура плавления делает его альтернативой, на которую стоит обратить внимание. Фактически, термостойкость ПЭТГ сделала его одним из основных материалов для медицинского оборудования, которое необходимо автоклавировать.
Добавление гликольных групп в цепь ПЭТГ затрудняет кристаллизацию полимера при подвергается воздействию высоких температур. Это означает, что ПЭТГ не склонен к хрупкости при нагревании, и это свойство сделало ПЭТГ хорошим материалом для наружных вывесок и домашней арматуры.
4. Простота использования
PETG предлагает такие преимущества, как долговечность и термостойкость без сложной печати с помощью ABS. При охлаждении ПЭТГ подвергается очень небольшой усадке, поэтому деформация не будет такой большой проблемой. PETG также обладает отличной адгезией слоев, что приводит к более долговечным отпечаткам и легкости прилипания первого слоя к платформе сборки. ПЭТГ настолько хорошо прилипает, что считается ужасным материалом для создания опорных конструкций, потому что его сложнее всего удалить.
5. Печать без запаха
Еще одно свойство PETG, которое делает его лучше ABS, – это то, что он печатает без неприятного запаха. Запах, возникающий при печати из АБС-пластика, является одной из самых нежелательных характеристик, и ПЭТГ предлагает простое решение.
Характеристики ПЭТГ подчеркивают, почему многие профессионалы в области 3D-печати рассматривают его как «мостовой» материал. между PLA и ABS. Он предлагает сравнимый уровень прочности, термостойкости и химической стойкости с АБС, но с ним так же просто обращаться, как с PLA. Многие пользователи рассматривают PETG как «лучшее из обоих миров» – материал, который они могут использовать, когда хотят получить качественную печать, не прибегая к сложному процессу печати.
Методы сглаживания для PETG
Однако те же характеристики, которые делают ПЭТГ очень популярным материалом, также делают сглаживание печати ПЭТГ немного более сложной задачей. Поскольку ПЭТГ более гибкий, чем хрупкий, шлифование неровностей на его поверхности не так просто, как с PLA. Химическая стойкость ПЭТГ также означает, что сглаживание с помощью контролируемого нанесения растворителя не актуально. Если вы хотите создавать идеально гладкие отпечатки PETG, каковы ваши варианты?
1. Шлифование
Хотя шлифование отпечатка PETG немного сложнее чем печать PLA, сглаживание шлифованием не является полностью бесполезным вариантом. Фактически, процесс шлифования отпечатка PETG очень похож, хотя и немного сложнее и требует много времени.
При шлифовании отпечатка PETG лучше всего иметь набор наждачной бумаги с разными размер зерна. Начните с использования самой грубой наждачной бумаги, чтобы быстро удалить линии слоя, которые наиболее заметны на окончательном отпечатке. Для первого шага рекомендуется бумага с зернистостью 200. Когда вы удовлетворены результатами, вы можете перейти к более крупному зерну. Это может потребовать нескольких шагов, если вы действительно хотите получить профессиональную отделку. Мы рекомендуем последовательность от 400, 600, 800, 100, 1500, 2500 и до 3000 размеров зерна.
Имейте в виду, что при шлифовании отпечатка PETG следует поддерживать круговое шлифовальное движение. чтобы на отпечатке не было видимых линий из-за смещения направления. Процесс шлифования можно ускорить за счет применения метода мокрого шлифования, при котором используется слегка влажная наждачная бумага, которая служит для отвода отслоившихся частиц от внешней поверхности отпечатка. Учтите, что для мокрой шлифовки вам понадобится водостойкая наждачная бумага. Мы рекомендуем набор наждачной бумаги 3M Wetordry, в который входит набор всех размеров зерен, необходимых для получения идеально гладкой печати PETG.
2. Шлифование полировальной пастой
Даже приложив все усилия, одной наждачной бумагой просто невозможно избавиться от микроскопических линий слоя. Ключ к получению гладкой поверхности даже на микроскопическом уровне – заполнить эти зазоры подходящим полировальным составом. Вы можете использовать раствор для полировки металлов, например, 3D One Polishing Finishing Compound, или твердый состав на основе воска, такой как Polishing and Buffing Compound от BeaverCraft.
Чтобы использовать полировальный состав, просто нанести небольшое количество состава на мягкую хлопковую ткань и втереть ее в отпечаток твердыми круговыми движениями. Состав заполнит пустоты на поверхности отпечатка. Затем отпечаток необходимо отполировать, протерев поверхность куском ткани, не обработанной полировальной пастой. Улучшение отделки вашего отпечатка должно быть очевидным. Полировочную пасту можно нанести повторно и снова отполировать, чтобы еще больше улучшить качество отпечатка, пока вы не будете удовлетворены. Приложив немного терпения, можно добиться зеркального блеска отпечатка с помощью простой шлифовки и полировки.
3. Термическая обработка
Термостойкость ПЭТГ означает, что сглаживание термообработкой будет очень энергоемким, но это возможно. Для этого вам понадобится тепловая пушка с очень точным контролем температуры. Поскольку рекомендуемая температура для термообработки отпечатка PETG очень близка к температуре плавления PETG, малейшая ошибка в настройках температуры может очень быстро испортить ваш отпечаток.
Целью термической обработки является Расплавьте очень тонкий слой материала на поверхности отпечатка PETG. При правильном исполнении это приводит к плавлению линий слоев и заполнению промежутков даже на микроскопическом уровне. Однако сглаживание посредством термообработки также может очень легко выйти из строя. Чрезмерный нагрев может привести к искажению деталей или «волнистой» отделке поверхности..
Сглаживание отпечатка с помощью теплового пистолета зависит от непрерывного и плавного движения для получения неизменно хорошего результата. Легче сказать, чем сделать. Если у вас нет опыта использования теплового пистолета, мы рекомендуем снизить настройки температуры примерно до 240 ° C, чтобы не повредить отпечаток безвозвратно. Термическая обработка при более низкой температуре может быть медленнее, но она более прощает небольшие ошибки.
Сглаживание с использованием растворителей и почему это не рекомендуется
Есть несколько отзывов пользователей возможность сглаживания отпечатков PETG с помощью растворителей. Нет конкретного консенсуса относительно того, какие растворители лучше всего подходят для разглаживания ПЭТГ, но есть несколько названий, которые встречаются чаще, а именно МЭК (метилэтилкетон), толуол и циклогексанон.
Сложность разглаживания ПЭТГ с использованием этих растворителей заключается в том, что все они строго регулируются по разным причинам. Толуол может показаться вам знакомым хотя бы потому, что это один из основных компонентов очень распространенного материала для взрывчатых веществ. И МЕК, и циклогексанон регулируются, потому что они считаются прекурсорами при незаконном производстве некоторых запрещенных наркотиков.
В любом случае, ни один из этих растворителей не является таким безвредным и доступным, как ацетон. К сожалению, ацетон абсолютно не влияет на ПЭТГ.
Сложность получения этих растворителей, а также связанные с ними риски являются основными причинами, по которым практика сглаживания ПЭТГ растворителями не получила широкого распространения. Вознаграждение просто не стоит риска и усилий, поэтому мы рекомендуем придерживаться проверенных и надежных методов, которые мы подробно описали выше.
Зачем все равно сглаживать ваши отпечатки PETG?
Отпечатки, сделанные с использованием технологии Fused Deposition Modeling (FDM), по своей сути получаются с линиями слоев в результате процесса индивидуальной укладки слоев. Хотя этот недостаток просто неизбежен, принт, на котором все еще видны линии слоев, создает атмосферу любителя. Независимо от того, предназначены ли они для быстрого прототипирования или более творческих занятий, профессиональные 3D-отпечатки требуют более гладкой и полированной поверхности. Сглаживание отпечатка PETG позволяет ему визуально выделяться и придавать ему эстетический вид, который дополняет его превосходную долговечность и термостойкость.
Заключительные мысли
PETG – одна из них. филаментные материалы, излюбленные в сообществе 3D-печати, и легко понять почему. Как и PLA, с ним очень легко работать, но он имеет почти такую же долговечность и термостойкость, что и PLA. Он также обладает уникальной химической стойкостью, что сделало его популярным материалом для хранения слабокислых или щелочных соединений. Однако химическая стойкость ПЭТГ также означает, что его нельзя сгладить химическими средствами, такими как ванна с парами ацетона, используемая для АБС.
Если вы хотите сгладить отпечаток ПЭТГ, вы собираетесь придется вернуться к основному подходу. Если вы новичок, мы рекомендуем пройти путь шлифовки и полировки.. Это медленный и преднамеренный процесс, поэтому вероятность совершить непоправимую ошибку очень мала. Это также не требует больших навыков, а требует вложений времени и усилий. Даже с помощью такого простого метода можно добиться зеркального блеска на отпечатке из PETG.
Вы также можете разгладить отпечаток PETG с помощью теплового пистолета. Этот метод требует меньше времени и усилий, но может легко выйти из строя без надлежащей техники. Тепловой пистолет также очень дорог по сравнению с набором наждачной бумаги и полировальной пастой.
Ваши размеры могут отличаться, но любой метод может обеспечить идеально гладкую печать PETG. Хотя есть пользователи, которые успешно разглаживают с помощью растворителей, мы не рекомендуем эти методы. Мы предпочли бы пока придерживаться проверенных и проверенных методов.
Внимание! Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять опасность для пожарной безопасности.
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
5 лучших методов сглаживания PETG
3D-печать нитями PETG — это мечта. Вы получаете лучшее как от PLA, так и от ABS: легкость печати PLA, долговечность и термостойкость ABS, а также гибкость.
Единственным недостатком является то, что PETG сложно сгладить. Поскольку он химически устойчив, стандартные методы постобработки на нем не работают. Вместо этого вам придется использовать различные методы и химические вещества. Вот 5 лучших способов сгладить PETG.
1. Наждачная бумага
Хотя химические свойства ПЭТГ не поддаются другим химическим методам сглаживания, старый прием шлифовки все еще работает. Если на вашем 3D-принтере есть отметки поддержки, прыщики и видимые линии слоев, вы можете отшлифовать их, отшлифовав. Что делает этот метод сложным, так это когда ваша 3D-печать огромна или сложна.
Совет : Начните с мелкозернистой наждачной бумаги и по мере шлифования постепенно увеличивайте зернистость. Вы также можете использовать воду при использовании наждачной бумаги с высокой зернистостью, поскольку она менее абразивна и снижает риск чрезмерного шлифования отпечатка. Это также приводит к более гладкой поверхности. Старайтесь шлифовать равномерными круговыми движениями.
2. Полировка
Это следующий шаг после шлифовки 3D-принтера. Если вы хотите глянцевую поверхность, вы можете нанести жидкий лак для металлов. Имейте в виду, что этот процесс рекомендуется только для более жестких деталей.
Совет : Вы можете начать с нанесения небольшого количества полироли на мягкую чистящую ткань. Затем вы можете протереть тканью всю деталь, пока полироль не впитается. Возьмите сухую часть ткани или возьмите другую чистящую ткань, а затем отполируйте поверхность, пока она не станет блестящей.
3. Химическое растворение
Состав PETG затрудняет его растворение обычными растворителями, используемыми в 3D-печати, такими как ацетон. К счастью, есть более сильные химические вещества, которые работают, но для их приобретения требуется специальное разрешение, высокий уровень навыков обращения с химическими веществами и защитное снаряжение для обеспечения безопасности. Так что используйте их на свой страх и риск.
Этилацетат, дихлорметан, метилэтилкетон (МЭК), толуол и циклогексанон растворяют PETG.
4. Покрытие из эпоксидной смолы
Если у вас нет времени на ручную шлифовку и полировку и вы не хотите рисковать использованием химикатов, вы можете скрыть дефекты на 3D-принтере, покрыв его эпоксидной смолой.
Процесс зависит от марки эпоксидной смолы, которую вы покупаете. Советы по применению см. в инструкциях производителя.
5. Термическая обработка
Высокая термостойкость ПЭТГ является бесценным свойством при последующей обработке, поскольку его можно сгладить с помощью фена, если он имеет точный контроль температуры. Он также должен быть установлен близко к температуре плавления PETG, равной 250 °C или около того.
При термообработке отпечатков из PETG верхний слой расплавляется, удаляя все видимые линии слоев и зазоры на поверхности.
Совет: Нагревать нужно равномерно и медленно по всей поверхности. Чтобы не испортить 3D-печать, начните с более низкой температуры и соблюдайте безопасное расстояние между тепловым пистолетом и 3D-печатью.
Получите более гладкие 3D-отпечатки с помощью наших советов по сглаживанию PETG!
Получение более гладкой 3D-печати из PETG по-прежнему зависит от типа используемой нити PETG. Ознакомьтесь с нашим ассортиментом высококачественных 3D-филаментов PETG, чтобы получать высококачественные 3D-печати. Чтобы узнать больше о печати с использованием PETG, ознакомьтесь с нашим практическим руководством.
Какие растворители можно использовать для растворения PETG? (Решено!)
Хотя постобработка не всегда является частью процесса, она является жизненно важным шагом для успеха многих проектов 3D-печати, состоящим из таких методов, как шлифовка, полировка, покраска и растворение для улучшения модели, в первую очередь эстетическими способами.
С другой стороны, как и в большинстве случаев в мире 3D-печати, подход к постобработке также различается в зависимости от нити, когда один тип краски или растворителя может не работать с используемым пластиком.
Сегодня нашей основной темой будет анализ растворителей, которые могут успешно растворять PETG, которые пригодятся для постобработки и моделей, которые вы напечатали нитью PETG, и устранения любых дефектов, которые появляются на них после процесса 3D-печати. .
Итак, какие растворители можно использовать для растворения PETG?
Вот некоторые из растворителей, которые могут успешно растворять PETG:
Этилацетат
Метиловый этилкетон (MEK)
Толуол
Тетрагидрофуран
Дихлорметан
, в то время как мы не имеем много, у которых есть много, у которых есть у нас. растворители, учитывая, что остальные предназначены для профессионального использования и могут быть очень опасны в домашних условиях.
Далее мы более подробно рассмотрим каждое из свойств этих растворителей и рассмотрим различные методы, которые мы можем использовать для растворения ПЭТГ с помощью таких растворителей.
Содержание
Какой растворитель можно использовать для растворения PETG?
Несмотря на то, что существует множество растворителей, которые могут успешно растворять PETG, важно учитывать, что каждое из этих химических веществ имеет разные свойства, которые влияют на такие факторы, как простота использования, эффективность и доступность.
Без лишних слов давайте рассмотрим каждый из этих растворителей по отдельности, что должно сделать процесс принятия решения о выборе того, который может работать на вас, намного более удобным.
Этилацетат
Этилацетат входит в состав многих химикатов, которые вы регулярно используете, таких как жидкости для снятия лака, клеи, краски и даже духи.
Обладая низким уровнем токсичности, низкой ценой и слабым запахом, этилацетат является наиболее подходящим выбором для большинства энтузиастов, желающих растворить ПЭТГ в домашних условиях.
Несмотря на то, что это не самый эффективный доступный растворитель и он может работать не со всеми типами PETG, тот факт, что его безопасно использовать в домашних условиях с соответствующим оборудованием, позволяет этилацетату обеспечивать баланс между эффективностью и безопасностью. .
Мы настоятельно рекомендуем использовать перчатки, защитные очки и респиратор при работе с этилацетатом. В то время как работа на открытом воздухе оптимальна, хорошо проветриваемое помещение также подойдет.
Метилэтилкетон (МЭК)
Метилэтилкетон — это растворитель, который в основном можно найти в таких продуктах, как средства для удаления краски, лаки, лаки и клеи, используемые в быту.
Несмотря на то, что метилэтилкетон является высокоэффективным растворителем для растворения PETG, мы НЕ рекомендуем использовать его в бытовых условиях.
Опасность МЭК в первую очередь связана с тем, что он легко воспламеняется, что делает его пригодным для использования только профессионалами в профессиональной среде.
Толуол
Толуол — это растворитель, который можно найти во многих стандартных продуктах, таких как силиконовые герметики, краски, растворители и клеи.
Хотя толуол может легко растворять PETG, мы НЕ рекомендуем его для бытового использования, так как это токсичное химическое вещество, представляющее опасность для здоровья человека.
Поскольку токсические эффекты толуола проявляются в результате его вдыхания, он подходит только для использования профессионалами, которые носят необходимое оборудование, чтобы гарантировать, что они не вдыхают его.
Тетрагидрофуран
Промышленный растворитель, которого нет в обычной бытовой химии. Тетрагидрофуран известен тем, что в основном используется для растворения ПВХ-пластика в промышленных условиях.
Тетрагидрофуран — один из наиболее эффективных растворителей для растворения ПЭТГ, но он также является одним из самых опасных химических веществ для работы, что делает его НЕ пригодным для бытового использования.
Поскольку ТГФ легко воспламеняется и представляет опасность для здоровья, единственный правильный способ обращения с ним — использование необходимого оборудования для обеспечения безопасности в лабораторных условиях.
Дихлорметан
В основном используемый в пищевой промышленности для декофеинизации кофе и чая, ДХМ не является растворителем, с которым вы столкнетесь в бытовой химии.
Хотя мы можем считать его наиболее эффективным растворителем для растворения PETG, дихлорметан также является самым опасным химическим веществом в нашем списке и НИКОГДА не должен использоваться в домашних условиях.
Поскольку воздействие дихлорметана возможно как при контакте, так и при вдыхании, приближаться к этому растворителю должны только обученные специалисты с соответствующим снаряжением.
Как растворить PETG с помощью растворителя?
Поскольку существует несколько различных методов растворения ПЭТГ с помощью растворителя, выбор того, который подходит для вашего проекта, значительно облегчит процесс.
Ниже мы перечислили некоторые из популярных методов растворения PETG с помощью растворителя:
Прямое нанесение – Непосредственное нанесение растворителя на участок является наилучшим способом устранения дефектов модели, таких как пятна и прыщики, которые появляются на объекте из-за проблем в процессе печати.
Погружение – Погружение модели в растворитель обычно является методом удаления больших частей модели, что часто необходимо для максимально чистого удаления опор из модели.
Сглаживание парами – Сглаживание парами предполагает использование паров растворителя, а не прямой контакт модели с самим растворителем, что является эффективным методом сглаживания поверхности модели. Сочетание этого метода со шлифованием часто дает наилучшие результаты.
Растворяет ли ацетон PETG?
Ацетон — это растворитель, который вы можете найти в большинстве домашних хозяйств, прежде всего известный как очень эффективный растворитель для ABS в мире 3D-печати.
К сожалению, ПЭТГ не реагирует с ацетоном, а это означает, что невозможно растворить или разгладить ПЭТГ ацетоном любым методом растворения.
С другой стороны, если ваш PETG растворяется при контакте с ацетоном, велика вероятность того, что катушка с нитью практически не состоит из PETG, если он вообще есть.
Следующим лучшим вариантом для растворения PETG является этилацетат, и хотя он встречается не так часто, как ацетон, это растворитель, который можно безопасно использовать дома при условии соблюдения необходимых мер предосторожности.
Обертывание
Несмотря на то, что несколько различных растворителей могут успешно растворять пластик PETG, возможности для домашнего использования довольно ограничены, поскольку некоторые из этих химикатов подходят только для профессионального использования.
Подводя итог, из всех химикатов, которые мы упомянули, мы можем рекомендовать только использование этилацетата для растворения PETG в бытовых условиях без опыта работы с растворителями.
Напор, м:30, Pасход, л/мин.: 150, Потребляемая мощность, Вт.:930, Присоединительный размер, дюйм:1 1/4,Диаметр насоса, мм.: 135, Длина кабеля, м.: 15, Bес, кг: 12,7, Погружение в толщу воды, м.: 30, Защита от сухого хода: есть, Возможность перекачивать воду с содежанием песка до 2 кг на 1 м3 воды. Возможность работы при частичном погруженнии в оду — 10-15 см. Про-во: Россия, ГАРАНТИЯ 36 МЕСЯЦЕВ
Общие характеристики
Модельный ряд
Водомет
Тип насоса
Колодезный
Производитель
Джилекс
Гидравлические параметры
Максимальный напор, м
30
Максимальный расход, л/мин
150
Максимальная глубина погружения от зеркала воды. м
20
Электрические параметры
Класс защиты двигателя (IP)
X8
Класс изоляции
F
Напряжение сети, В
220
Номинальная мощность, (Вт)
930
Технические параметры
Частотное регулирование
Нет
Материалы
Материал корпуса
нержавеющая сталь
Масса, объем, количество.
Вес,(кг)
12.8
Габаритные размеры, размеры
Длинна, (L)
135
Ширина, (W)
135
Высота, (Н)
500
Характеристики среды, режимы работы
Качество воды
Чистая
Присоединение
Диаметр резьбы, » дюймов
1¼
Прочее
Срок гарантии
12
Температура
Максимальная температура перекачиваемой среды, °С
+1 до +35
Водоструйные насосы | Jet Edge Waterjet Systems & Pumps
САМЫЙ ШИРОКИЙ В ПРОМЫШЛЕННОСТИ АССОРТИМЕНТ ВОДЯНЫХ НАСОСОВ СВЕРХВЫСОКОГО ДАВЛЕНИЯ
Наши водоструйные насосы сверхвысокого давления являются сердцем вашей компании. Вы либо работаете, либо теряете деньги. Независимо от того, режете ли вы только водой или работаете в режиме 24/7 с несколькими абразивными струями, у Jet Edge есть насос, который принесет вам необходимую жесткость.
В Jet Edge у нас есть насос для любого применения. Мы предлагаем гидравлические насосы-усилители с номинальным давлением 60 000 фунтов/кв.0K PSI с электродвигателями мощностью 30, 50, 75, 100, 150 и 200 лошадиных сил. Это позволяет вам выбрать именно тот насос, который вам нужен для максимальной производительности и рентабельности.
IP60-30 – Я НА ПЕНСИИ
Но не волнуйтесь! Мы продолжаем поддерживать вас. Посмотрите нашу обновленную модель HERO 50 с элементами управления Jet Smart.
НАСОС ГИДРАВЛИЧЕСКОГО МУЛЬТИФИКАТОРА
Высокоскоростной поток воды сверхвысокого давления
Насос IP60-30 разработан для мастерских, которым нужна надежность гидравлического насоса-мультипликатора, но они имеют ограниченную мощность. Этот насос способен производить 0,6 гал/мин (2,3 л/мин) сверхвысокой воды при постоянном рабочем давлении 55 000 фунтов на квадратный дюйм. Он включает в себя гидроаккумулятор для обеспечения более плавного гидравлического давления, уменьшения пиков и продления срока службы гидравлического насоса.
IP60-50 – Я НА ПЕНСИИ
Но не волнуйтесь! Мы продолжаем поддерживать вас. Посмотрите нашу обновленную модель HERO 50 с элементами управления Jet Smart.
НАСОС-УСКОРИТЕЛЬ ВОДЯНОЙ СТРУЙКИ
Высокоскоростной поток воды сверхвысокого давления
Насос-усилитель водоструйной резки IP60-50 — это первое знакомство с насосами. Надежный и простой в обслуживании, он может резать и обрезать широкий спектр материалов, включая термочувствительные, деликатные и жесткие материалы. Этот насос-усилитель идеально подходит для роботизированной, мобильной и подвижной резки. Jet Edge может предоставить инженерный анализ и индивидуальное решение для удовлетворения потребностей вашего приложения.
IP60-75
НАСОС УСИЛИТЕЛЬ ГИДРОСТРУЙНОЙ СТРУИ
Высокоскоростной поток воды сверхвысокого давления
IP60-75 – наша прямая гидроабразивная резка. Вы сможете сократить материал вашего приложения и время, затрачиваемое на работу. Он идеально подходит для умеренно интенсивных проектов по резке. Благодаря возможности работать с тремя комбинациями отверстия/форсунки 0,010″/0,030″, расходу 1,5 галлона в минуту и динамическому давлению 55 000 фунтов на квадратный дюйм, этот насос не подведет ваше приложение.
IP60-100
НАСОС-УСКОРИТЕЛЬ ВОДЯНОЙ СТРУЙКИ
Высокоскоростной поток воды сверхвысокого давления
Насос-усилитель водоструйной резки IP60-100 имеет надежную конструкцию стяжной тяги, которая исключает резьбу на цилиндрах высокого давления, торцевых крышках и гидравлических цилиндрах— снижение вероятности появления трещин и увеличение срока службы компонентов. Двойной усилитель и дополнительный пакет управления делают этот насос самым универсальным на рынке. Jet Edge может предоставить индивидуальные решения с полным инженерным анализом вашего приложения.
IP60-150
НАСОС УСИЛИТЕЛЯ ВОДЯНОЙ СТРУЙКИ
Высокоскоростной поток воды сверхвысокого давления
IP60-150 доминирует и обеспечивает более толстые, качественные и прочные решения для резки. Этот мощный насос-мультипликатор способен работать с несколькими режущими головками с высоким содержанием абразива, обеспечивая высокую скорость и точность чистовой обработки. Этот насос лучше всего подходит для резки больших столов, подготовки поверхностей и мобильной резки. Свяжитесь с Jet Edge для получения индивидуальных решений и полного инженерного анализа вашего приложения.
IP60-200
ГИДРОСТРУЙНЫЙ НАСОС УСИЛИТЕЛЯ
Высокоскоростной поток воды под сверхвысоким давлением
IP60-200 — это настоящий гидроабразивный насос. При скорости потока 4,0 галлона в минуту при динамическом давлении 55 000 фунтов на квадратный дюйм вы можете использовать до четырех комбинаций отверстий и сопел 0,015″/0,045″, чтобы прорезать толстый материал и производить четыре детали за раз. С этим универсальным насосом вы сможете сократить расход материала и время, затрачиваемое на работу.
XP90-50
НАСОС УСИЛИТЕЛЯ ВОДЯНОЙ СТРУИ
Высокоскоростная струя воды под сверхвысоким давлением
Гидроабразивный насос XP90-50 X-Stream создан на основе почти 10-летнего опыта обширных исследований и разработок в области технологии сверхвысокого давления. Его фитинги и трубки рассчитаны на давление 100 000 фунтов на квадратный дюйм. Этот насос поддерживает постоянное рабочее давление 75 000 фунтов на квадратный дюйм, способен обеспечивать скорость потока 0,7 галлона в минуту и поддерживает отверстие до 0,011 дюйма, что повышает производительность при работе с разнообразными материалами.
XP90-100
НАСОС УСИЛИТЕЛЯ ВОДЯНОЙ СТРУИ
Высокоскоростная струя воды под сверхвысоким давлением
Гидроабразивный насос XP90-100 X-Stream создан на основе почти 10-летнего опыта обширных исследований и разработок в области технологии сверхвысокого давления. Этот насос поддерживает постоянное рабочее давление 75 000 фунтов на квадратный дюйм, способен обеспечивать скорость потока 1,41 галлона в минуту и поддерживает отверстие до 0,017 дюйма. Более высокое давление позволяет резать быстрее, экономя время и абразив.
JET EDGE НАСОС ГИДРАВЛИЧЕСКОЙ СТРУЙКИ СВЕРХВЫСОКОГО ДАВЛЕНИЯ
НАСОСЫ ДЛЯ ВОДЯНОЙ СТРУЙКИ, КОТОРЫЕ БУДУТ ПРИНОСИТЬ ВАШЕМУ ПРИМЕНЕНИЮ НЕОБХОДИМУЮ ЛЮБОВЬ
Компания Jet Edge является ведущим производителем гидроабразивных насосов сверхвысокого давления и аксессуаров для прецизионной гидроабразивной резки, мобильной гидроабразивной резки, подготовки поверхности и удаления покрытий. Насосы Jet Edge Ultra High Pressure Waterjet Intensifier используются во всем мире. Ваши насосы-мультипликаторы гидроабразивной резки являются сердцем вашей компании. Подарите своим приложениям ту суровую любовь, которую они заслуживают, с насосом-усилителем гидроабразивной резки сверхвысокого давления Jet Edge.
Все наши насосы производятся нами в США, поэтому вы можете быть уверены, что получаете качественные промышленные машины. Мы предоставляем запасные части и обслуживание 24/7/365, а также бесплатное обучение в течение всей жизни, чтобы держать вас в курсе о вашей машине.
СУТЬ ДЕЛА
КОГДА РЕЗКА ЭТО ВАША ЖИЗНЬ, НАСОС ЭТО СЕРДЦЕ
В мире гидроабразивной резки насос является сердцем системы. Поставщики высокопроизводительных автомобилей рассчитывают, что их гидроабразивные насосы будут надежно работать в течение нескольких смен. Если их насос падает, их прибыль падает вместе с этим; помпа рулит. В Alliance Automation знали, что если их насос выйдет из строя, вместе с этим упадет и их прибыль. Они решили использовать насосы-усилители Jet Edge iP60-50 из-за их надежности и прочности.
ЗАПИСАТЬСЯ НА БЕСПЛАТНЫЙ АНАЛИЗ ЗАЯВЛЕНИЙ!
ПОСМОТРИТЕ, ЧТО НАСОСЫ JET EDGE И СИСТЕМЫ ВОДЯНОЙ СТРУИ ОТЛИЧАЮТСЯ ОСТАЛЬНЫХ.
Заполните форму ниже, и один из наших специалистов по гидроабразивной резке свяжется с вами, чтобы назначить БЕСПЛАТНЫЙ анализ применения.
Facebook LinkedIn Twitter
Глубоководный струйный самовсасывающий насос мощностью 1,5 л.с. — 552 галлонов в час — APM 150 (P30) — Pumpsupermarket.com
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
Предупреждение: это предупреждение!
5/5
5/5
Написать отзыв
5/5
1811111
Категории: Самовсасывающие насосы, Струйный насос для мелководья, SPERONI
Теги: 1,5 лошадиных силы, 220 вольт, 396 галлонов в час, однофазный
SKU
1811111
Категории Самовсасывающие насосы, Струйный насос для мелководья, SPERONI
Теги 1,5 л. с., 220 вольт, 396 галлонов в час, однофазный
Артикул:
1811111
Категории: Самовсасывающие насосы, Струйный насос для мелководья, SPERONI
Теги: 1,5 лошадиных силы, 220 вольт, 396 галлонов в час, однофазный
Только цена за единицу
799,51 $
Струйный самовсасывающий насос для глубоких всасывающих скважин мощностью 1,5 л.с. — 552 галлона в час — количество APM 150 (P30)
Расчетное время прибытия: от 3 до 5 рабочих дней
Глубина всасывания до 164 футов
Отлично подходит для осушения колодцев
Чугунный корпус насоса
Расчетное время доставки: 3–5 рабочих дней
Доставка
SHIPPING
Get it in 3-5 Business Days
Front door drop off (ground floor or lobby only)
Signature Required
FREE
Премиум-доставка
ПРЕМИУМ-ДОСТАВКА
Доставка в тот же день (рабочие дни)
Возможна доставка на следующий день ( Свяжитесь с нами для уточнения цен )
Возможна ускоренная доставка в течение 2 дней ( Свяжитесь с нами для уточнения цен )
БЕСПЛАТНАЯ доставка (3-5 рабочих дней)
Склад склада
Склад склада
Get It Today (рабочие дни)
Требуется
Сборка не включен
. 0012
Добавить в корзину
Описание
Дополнительная информация
Описание
Speroni APM 150 — это самовсасывающий струйный насос, струйный насос, который отлично подходит для откачки воды из колодцев. Этот насос также подходит для использования с бытовыми фитингами с резервуарами малого и среднего размера.
Сделано в Италии.
Характеристики
Отдельный эжекторный насос в основном представляет собой центрифугу с возможностью превращения в самовсасывающий струйный насос с глубоким всасыванием путем установки эжектора в скважине на конец всасывающей трубы. Рециркуляция воды, проходящей через трубку Вентури, притягивает воду снизу и проталкивает ее через возвратную (всасывающую) трубу, создавая достаточное давление, чтобы поднять ее на поверхность. Для таких применений с глубоким всасыванием необходимо соединить две трубы: напорную трубу к эжектору и возвратную (всасывающую) трубу, в этом случае диаметр колодца должен быть не менее 4″.
Условия эксплуатации
Температура жидкости до 95°F (для домашнего использования согласно EN 60335-2-41)
Температура макс. жидкость: 95°F (для других целей)
Температура окружающей среды до 104°F
Общая высота всасывания до 164 футов.
Стандартный эжектор P30
Двигатель
Двухполюсный асинхронный двигатель (n = 3450 мин-1)
Класс изоляции F
Степень защиты IP 55
Материалы
Корпус насоса: Чугун
Опора двигателя: Чугун
Рабочие колеса: Норил
Рассеиватель: Норил
Выталкиватель: Чугун
Вал с ротором: нержавеющая сталь AISI 304
Механическое уплотнение: Керамика/графит/NBR
Области применения
Самовсасывающие водяные насосы для глубокого всасывания до 164 футов для использования в случае значительных перепадов уровня воды. Подходит для отвода воды из колодцев и бытовых приборов в резервуары малого и среднего размера. Перед установкой насоса убедитесь, что все трубы (железные, пластмассовые или резиновые) чистые внутри, чтобы избежать каких-либо препятствий для сопла эжектора. В нижней части эжектора должен быть установлен донный клапан или обратный клапан. Установив насос, полностью заполните обе трубы и корпус насоса чистой водой. Для сохранения эффективной заливки необходимо определенное давление в контуре, поэтому рекомендуется установить мембранный бак на выходе насоса.
Технические характеристики
Модель
АПМ 150 (P30)
Торговая марка
Сперони
Гарантия производителя
1 год ограниченной гарантии
Транспортировочный вес
66,5 фунтов
Размер порта (дюймы)
1″ и 1,25″
Максимальный расход (галлонов в час)
552 галлонов в час
Максимальный напор (фут)
Максимальное всасывание (фут)
200 футов
164 фута
HP
1,5 л. с.
Вольт
220 В
Всасывающий патрубок (дюймы)
1,25″
Выпускное отверстие (дюймы)
1″
Самовсасывающий
Да
Размеры Д x Ш x В (дюймы)
19,7″ x 9,3″ x 10,8″
Вес изделия (фунты)
61,5 фунта
Размеры
Тип
Размеры (дюймы)
Размеры коробки
Вес
Однофазный
А
Б
С
Д
Е
Ф
Х
х2
ДНК
ДНМ
Р
л
Х
фунтов
АПМ 150
4,1″
3″
16,3″
8,7″
6,8″
0,4″
9,5″
4,5″
1,25″
1″
9,3″
19,7″
10,8
61,5
Таблица характеристик
Тип
Номинальная Мощность
Вход Питание
Сила тока
Емкость
Однофазный
Р2
Р1
Однофазный
Эжектор Тип
Глубина всасывания
гал/мин
0,8
1,6
2,6
4
5. 3
6,6
7,9
9,2
220 В 60 Гц
л.с.
кВт
кВт
1 х 220 В
л/1 фут
3
6
10
15
20
25
30
35
АПМ 150
1,5
1,1
1,5
7
Р30
35
Высота (фут)
200
187
167
141
120
47,6
40
183,7
170,6
150,9
124,7
103,3
31,1
50
150,9
137,8
118,1
91,9
21,5
70,5
Адам Роупер
Подробнее
. Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
Steve Lee
Подробнее
Заказали насос в тот же день. Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Сразу! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Кейт Кубичек
Подробнее
900 обслуживание клиентов. Насос, который я заказал, был слишком широким, чтобы поместиться в 4-дюймовую скважину*. Армин и Крис очень помогли в общении по телефону и электронной почте, чтобы вернуть помпу и вернуть мои деньги в течение нескольких дней. С удовольствием обменял бы на другую модель, но ничего подходящего не было в наличии. * помпа имеет внешний диаметр 4″, с дополнительной металлической защитой со стороны входа шнура в корпус.
Raymond P
Подробнее
Доставка на высшем уровне! У меня было несколько вопросов относительно применения купленного мной насоса, и они помогали мне на протяжении всего процесса. Определенно рекомендую!
Джон Полтрок
Подробнее
Отличная компания! У нас были проблемы с запуском нашего насоса, и они потратили время, помогая и исправляя это. Я бы АБСОЛЮТНО купить у них снова. Прекрасная работа.
Эд Пауковиц
Читать далее Это был мой первый опыт работы с компанией
900. Были проблемы с первым насосом, заменили сразу без проблем. Очень рекомендую иметь с ними дело. Десятка в обслуживании клиентов!
Тони Донато
Подробнее
Нужны два насоса, чтобы решить нашу проблему с водой. Через 5 месяцев его все еще нельзя пить. Я связался с Армином, который был очень хорошо осведомлен и услужлив. Он даже помог мне после покупки насосов с установкой через Face time, так как я не очень хорошо знал, что делать; и у нас есть ограниченные технические специалисты здесь. Он сделал все возможное, чтобы помочь мне. Не многие компании так делают. Могу с уверенностью сказать, что эта компания заботится о своих клиентах. Большое спасибо.
Lori Lucas
Читать больше
I. Вместо этого накачала 40757
. насос инструкции ужасны или не существуют! Я бы поставил этому насосу твердую 5, потому что качество, упаковка, цена были потрясающими! Доставка была довольно быстрой. Хотелось бы, чтобы я увидел место, где можно пообщаться с агентом, когда пытался сделать правильный выбор, хотя бы выделял действительно хорошие характеристики. Было бы неплохо, если бы вы могли хотя бы ввести информацию о характеристиках скважины и т.
ᐅ Briggs and Stratton 6250A отзывы — 6 честных отзыва покупателей о электрогенераторе Briggs and Stratton 6250A
Достоинства
Недостатки
Комментарий
Оценка
Принимаю условия
предоставления данных.
бензиновая электростанция
однофазная (220 вольт)
мощность 5 кВт, максимальная мощность 6. 25 кВт
запуск ручной
двигатель Briggs and Stratton
Средний рейтинг Briggs and Stratton 6250A — 2,5
Всего известно о 6 отзывах о Briggs and Stratton 6250A
Ищете положительные и негативные отзывы о Briggs and Stratton 6250A?
Из 11 источников мы собрали 6 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Briggs and Stratton 6250A выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Briggs and Stratton 6250A, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Briggs and Stratton 6250A
Информация об отзывах обновлена на 19.11.2022
Написать отзыв
Кудрявцев Андрей, 28. 03.2017
Достоинства: Мало шумная, очень качественно собрана, кнопочки под силиконовыми колпачками, небольшой расход топлива, огромный бак, 25 л. входит. Подходит для постоянной работы когда работает.
Недостатки: Отработала 181 час умерла, оторвался поршень, корпус лопнул.
Комментарий: Отсутствие аккумулятора и электро стартера не минус. Эти вещи нужны для авто запуска при отключении энергии. Легко запускалась вручную, приборов контроля мало, но мото часы есть, «не ядовитый выхлоп» глушитель под сеткой, возможно есть нейтрализатор. Стабильная частота и напряжение тока. Пока непонятна причина поломки. По гарантии не приняли, т к работал на производстве. Разобрали; блок алюминий без гильзы, поршень к нему при плавился. Конструктивный просчет. Заказали блок поршень кольца шатун сальники прокладки в штатах, Блок пришел со стальной гильзой. Собрали самостоятельно. Работает хорошо меньше шумит и греется. Наработал еще 300 часов все в порядке. Если бы не авария, то оценил бы на пять баллов.
Кудрявцев Андрей, 14.12.2015
Достоинства: Мало шумная, очень качественно собрана, кнопочки под силиконовыми колпачками, небольшой расход топлива, огромный бак, 25 л. входит. Подходит для постоянной работы когда работает.
Недостатки: Отработала 181 час умерла, оторвался поршень, корпус лопнул.
Комментарий: Отсутствие аккумулятора и электро стартера не минус. Эти вещи нужны для авто запуска при отключении энергии. Легко запускалась вручную, приборов контроля мало, но мото часы есть, «не ядовитый выхлоп» глушитель под сеткой, возможно есть нейтрализатор. Стабильная частота и напряжение тока. Пока непонятна причина поломки.
Коробков Олег, 17.08.2015
Достоинства: Счетчик моточасов, 32 амперная силовая розетка, легкий запуск, колеса и ручки для транспортировки!
Недостатки: Нет электростартера, автоматику поставить нельзя!
Комментарий: Стал владельцем чудо техники месяца два тому, работает на ура. Продавец уверил, что это новая модель 6250A NEW и предыдущая модель до 2014 года была с алюминиевой гильзой и без датчика защиты по маслу, то есть, если вы не проследили за уровнем масла в картере у вас возникают и выше упомянутые проблем. Вот ссылка на новую модель: //briggs. com. ua/generatory-briggs-stratton/generator-briggs-stratton-6250a. html. Буду тестить и дальше, а там посмотрим!
Бесфамильный Константин, 15.12.2014
Достоинства: Дизайн
Недостатки: Отработала 62 часа и умерла. Оторвался поршень, пробил корпус двигателя. Шумноват
Комментарий: Общее впечатление негативное, официалы ремонтировать отказались сославшись на негарантийный случай. Эксплуатация велась в точном соответствии с инструкцией.
Проценко Евгений, 11.01.2014
Достоинства: Хорошая станция. Полностью покрывает мои потребности. Американский двигатель с чугунной гильзой, большой бак на 25 литров, счетчик моточасов, легко запускается.
Недостатки: Нельзя поставить автоматику.
Комментарий: Долго думал и все таки купил. Слышал о проблемах с двигателем, но говорят, что проблему устранили. На эту модель стали ставить новый движок и гарантируют 1000 моточасов до капремонта.
Worobyev Alex, 27.10.2013
Достоинства: Поскольку проработал меньше 1 дня, достоинства оценить не успел
Недостатки: Это китайская очень ненадежная техника, в первый же день работы сломался. В гарантийном сервисе сказали что это заводской брак, забрали на целый месяц. Не знаю что теперь делать, сказали будут чинить, хотя они слабо ремонтно пригодны.
Комментарий: Ни в коем случае не брать! Только если бесплатно, может у кого недельку протянет. Я в первый раз так обжегся, повелся на название.
Производители
Показать еще
Двигатель бензиновый Briggs & Stratton 675EXi SERIES (D=25 мм L= 62) [104M020118h2]
Каталог →
Садовая и коммунальная техника → Двигатели → Briggs&Stratton
Артикул: 104M020118h2
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
Рабочий объем, см³
163
Макс. мощность, л.с.
4.3
Оснащение
Алюминиевый маховик
Расположение вала
вертикальное
Диаметр вала, мм
25
Длина вала, мм
62
Размеры, мм (ДхШхВ)
349х314х253
Вес, кг
8.5
Тип вала
Цилиндр
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Двигатель бензиновый Briggs & Stratton 675EXi SERIES (D=25 мм L= 62) может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Двигатель бензиновый Briggs & Stratton 675EXi SERIES (D=22,2 мм L= 62)
артикул: 104M020045h2
мощность 4,3 л.с., длина вала 62 мм, диаметр вала 22,2 мм, расположение вала — вертикальное
Отправить запрос
Двигатель бензиновый Briggs & Stratton 675EXi SERIES (D=22,2 мм L= 80)
артикул: 104M020046h2
мощность 4,3 л.с., длина вала 80 мм, диаметр вала 22,2 мм, расположение вала — вертикальное
Отправить запрос
Двигатель бензиновый Briggs & Stratton 675EXi SERIES (D=25 мм L= 80)
артикул: 104M020066h2
мощность 4,3 л.с., длина вала 80 мм, диаметр вала 25 мм, расположение вала — вертикальное
Отправить запрос
Двигатель Briggs&Stratton 650 (190cc)
артикул: 124T026952h2YY7001
диаметр поршня 68,3 мм, топливный бал 1 л, топливо бензин, объём двигателя 190 см3, масса 10,9 кг
Отправить запрос
Двигатель бензиновый Zongshen GB 270
артикул: 1T90QW270
мощность 9,0 л. с., расположение вала — горизонтальное, диаметр вала 25,4 мм, запуск ручной
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
Briggs & Stratton Quattro 4.0 HP Push Косилка Отзывы – Viewpoints.com
11 отзывов
4
Толкающая косилка HP Briggs & Stratton Quattro 4. 0 — это достойная газонокосилка, которая отлично справляется со своей работой. Что мне действительно нравится, так это то, что эта газонокосилка поставляется с мешком для сбора травы. С другой стороны, сложно убрать мешок с травой, не разбрасывая его повсюду и не помещая между щелями газонокосилки. Причина, по которой я выбрал этот бренд, заключается в том, что он был на распродаже и имел довольно хорошие отзывы в Интернете. Я бы порекомендовал эту косилку тем, у кого небольшой двор и есть терпение, или тем, кто не возражает против того, чтобы трава сбивалась с места. Эта газонокосилка делает свою работу, и это все, что вам нужно, если только вы не придирчивый человек, каким я являюсь. Эта косилка имеет различные настройки, касающиеся высоты травы, но моя трава слишком густая для этой машины, и ее нужно косить дважды, чтобы достичь желаемой длины. В общем, вы получаете то, за что платите.
Стейсиаббен
США
правда
5
Когда я переехал в свой дуплекс, я приобрел нажимную косилку Briggs & Stratton Quattro. У меня был относительно небольшой двор, поэтому мне не нужна была самая большая и мощная косилка. Когда я использовал эту модель, я был очень впечатлен долговечностью этого маленького парня. Он прошел через самые густые участки моей лужайки без особых усилий. Он также загорелся с первого выстрела и за год постоянного использования не имел никаких проблем. У этой модели есть мешок для сбора мусора, который иногда может быть немного проблематично надеть обратно, но вы можете обойти это, сняв мешок и используя его в качестве мульчера. В целом, это мощная косилка за такую цену. Я могу порекомендовать это только для небольших дворов. Производительность Очень могущественный. С трудом преодолевает густую траву. Умение обращаться Управляемость примерно средняя. Может быть немного сложно попасть в узкие места. При этом он довольно легкий, и его легко толкать. Долговечность Пользовался год без проблем. Базовое техническое обслуживание — это все, что необходимо. Безопасность Просто используйте здравый смысл. Простота использования Легкие настройки, делает настройку на одном дыхании. Никаких дополнительных функций, чтобы выяснить. Мощность двигателя Мощный мотор
Ино17
США
правда
5
Когда я жил на военном посту, там были строгие правила стрижки газонов. Мой муж рослый парень, но он не всегда мог подстричь газон именно тогда, когда это нужно было сделать, а платить кому-то за это дорого! Своей косилки у нас не было, поэтому я все время брал ее напрокат. Я маленький человек ростом 5 футов 2 дюйма, и у меня нет большой силы верхней части тела. Косилки, которые я одолжил, были НАСТОЛЬКО тяжелыми, и их было трудно толкать! Мало того, когда вы тянули за веревку, чтобы запустить их, ее нужно было вытягивать НАМНОГО, а мои руки были недостаточно длинными, чтобы сделать это одним плавным движением. Это была худшая часть. Иногда мне требовалось 10-15 минут, чтобы запустить эту штуку, потому что мне приходилось одновременно тянуть за веревку и прыгать назад, чтобы иметь возможность тянуть за веревку достаточно долго. Это настоящий навык. Ну, мои соседи съехали и предложили нам свою «сломанную» газонокосилку бесплатно. Это была вишнево-красная косилка Briggs & Stratton Quattro мощностью 4,0 л.с. Все, что требовалось, — это настройка в местной небольшой мастерской по ремонту двигателей, и все было готово. Моя жизнь, связанная с стрижкой газонов, значительно улучшилась в тот день, когда я взял эту газонокосилку домой. Во-первых, его не только легко толкать, но и достаточно легко, чтобы я мог поднять его и положить в кузов моего внедорожника, чтобы отвезти его в ремонтную мастерскую. Когда вы дергаете за веревку, двигатель схватывает довольно быстро, и нет необходимости в прыжке назад. Обычно схватывает с первого-второго рывка! Это мульчирующая косилка, и боковая часть, где выплевывается трава, может выбрасывать траву, или вы можете отвинтить ее и вставить, чтобы вы могли прикрепить мешок, и она будет выплевывать туда. У него также есть регулируемые колеса по высоте травы. Это довольно простая косилка. Мне нужна простая косилка, чтобы не получить тепловой удар от 15 минут тяги и часа толкания тяжелой косилки-монстра. С тех пор, как у меня появился Quattro, я считаю стрижку газона хорошим дополнительным упражнением, а не разочаровывающей задачей, требующей «взорвать кровеносный сосуд у меня во лбу».
день кувшина
Эймс, ИА
правда
3
Толкающая косилка Briggs & Stratton Quatro 4.0 — отличная косилка за свои деньги. У нас была косилка Briggs & Stratton Quatro 4.0 около трех лет, косилка хорошо срезает и ее легко толкать. Кроме того, эта косилка всегда заводилась очень легкая, обычно первая или вторая тяга. Эта косилка никогда не сжигает масло и очень экономична. Я использовал свою, чтобы попытаться начать бизнес по косилке. Рама или дека могли бы быть немного лучше сконструированы, хотя у моей была распорка на задней части, которая свободно выходила с одной стороны, и независимо от того, что мы пытались сделать, чтобы исправить это, ничего не получалось. мы попробовали шплинты, новые болты со стопорной шайбой и гайкой и т. д. .но несмотря на это мы использовали его до тех пор, пока колеса окончательно не отвалились. Теперь о двигателе: Briggs & Stratton Quatro 4.0 — один из лучших двигателей на рынке прямо сейчас. поменяйте фильтры один раз на всякий случай. Но в целом я бы всем рекомендовал газонокосилку Briggs And Stratton Quatro 4.0.
биззидривин
Бедфорд, Кентукки,
правда
4
Я всегда был поклонником Craftsman, поэтому эта газонокосилка полностью отказалась от своей работы, заменив своего предшественника. Мне нравится идея с большими задними колесами, так как во Флориде трава (и в некоторых районах… песок) становится довольно густой и ее трудно косить. К сожалению, он поставляется только с двигателем мощностью 4,0 лошадиных силы, что довольно мало для современных косилок. У меня никогда не было проблем с запуском этой косилки, и я провел целый сезон, не запуская ее, и у меня не было абсолютно никаких проблем с этой косилкой. Некоторые пластмассовые детали плохо держатся, и я услышал легкий «дребезжащий» звук верхней крышки, когда кажется, что она должна быть закреплена. При движении по тяжелому или густому участку, заросшему сорняками, регулировка колес сбивалась, и мне приходилось останавливаться, чтобы отрегулировать колесо. В остальном она так же надежна, как и мои предыдущие косилки Craftsman, и кажется достаточно прочной, чтобы прослужить некоторое время. По сравнению с моими предыдущими косилками, это определенно стоит того, учитывая цену.
org/Person»> ХосеЛанкитс
Валрико, Флорида
правда
4
У меня есть нажимная косилка Briggs & Stratton Quattro 4.0 HP, и это самая надежная и простая в обслуживании косилка, которую я когда-либо использовал. У меня также есть самоходная косилка Craftsman и прогулочная косилка John Deere, но когда дело доходит до содержания и хранения, вы не можете превзойти толкающую косилку. Quattro очень маневренный и легкий. Быстрая тренировка также является плюсом.
Мнение-критик
Спартанбург, ЮК
правда
4
Quattro 4.0 — хороший дизайн. У него хорошая дека и надежный двигатель. Регулировки и эксплуатация просты, и если их поддерживать, они должны обеспечить годы бесперебойной работы. Запчасти доступны повсеместно. Мульчирование не отличное, но хорошее.
Мерседес706
Колумбус, Джорджия
правда
4
Мне очень нравится эта косилка, потому что она так надежно заводится. Даже простояв зиму в гараже, завелась со второго рывка. Это очень важно для меня, так как нет ничего более раздражающего для меня, чем выйти на улицу готовым косить траву, а газон больше не заведется. Мне очень нравится, что у меня есть возможность мульчировать или не мульчировать скошенную траву. Единственная причина, по которой я не дал ему пять звезд, заключается в том, что для меня это довольно тяжелая косилка. Тем не менее, большие задние колеса очень помогают при толкании.
моллис308
Пенроуз, Северная Каролина
правда
2
В первый же год, когда мы получили эту косилку, мы трижды обслуживали ее в ремонтной мастерской. Он все еще был на гарантии, но он был совершенно новым…. ПОЧЕМУ мы должны его ремонтировать так скоро??? Я был уверен, что во второй раз, когда он сломается, компания, у которой мы его купили, заменит бесплатно. Но не тут-то было… Предложили бесплатно починить и пообещали, что он будет работать еще много лет. Он работал хорошо в течение примерно 6 месяцев после того, как мы его забрали. Мы позвонили им снова, и они не могли поверить, что он снова сломался. Еще на гарантии, так что да, они починили его еще раз. Мой муж был таким свирепым, я клянусь, что его ГЛАЗА стали КРАСНЫМИ… Мы забрали его домой, и весь следующий год он работал очень хорошо… Угадайте, что случилось???? Да опять сломался. Мы позвонили в компанию, и, поскольку наша гарантия закончилась, мы не смогли починить ее бесплатно…. Мой муж бросил телефон и выбежал из дома в БЕЗУМИИ, как вы знаете, он отсутствовал более 5 часов. Я знал, что он сделал, если он пошел туда, чтобы убить их или что. К тому времени, когда он вернулся домой, у нас была совершенно новая косилка… К счастью, эта косилка работает до сих пор… В любом случае, я не могу с чистой совестью рекомендовать кому-либо покупку марки Briggs & Stratton Quattro. С уважением хамангел34
хамангел34
Мэдисон, SD
ложь
5
Briggs & Statton — отличный надежный выбор для домовладельца. Надежный. Легко использовать. Информация в буклете легко читается. Редко бывают проблемы с газонокосилкой. Просто регулярно меняйте масло, и у вас будет долговечная газонокосилка.
Сарворит
Талса, Оклахома
правда
4.0 11
90,9
Топ 7 отзывов о Briggs & Stratton
Двигатели — хлам
От None —
Рейтинг: 1/51
МЭДИСОН, ВИСКОНСИН — У меня 5 небольших двигателей. 1 Kohler, 1 Tecumseh, 1 Honda, 1 Briggs and Stratton V Twin, 1 Vanguard. Они получают ежегодное техническое обслуживание и техническое обслуживание в межсезонье. Моему Колеру 25 лет. Tecumseh — 20 лет. Honda — 16 лет. Briggs and Stratton V — 5 лет, а Vanguard — 6 лет. Оба Briggs потерпели неудачу в этом году. V Twin потерял седла для клапанов, а Vanguard просто начал подтекать маслом. Пробило прокладку масляного картера и прокладку масляного насоса. Дилер говорит, что это общие проблемы с двигателями B&S. В запасе у Vanguard 247 часов. Разговаривал с дилером Дир. Они больше не используют Briggs из-за низкого качества двигателей и проблем.
Я обратился к Briggs and Strattion за помощью в приобретении комплекта двигателя, так как это известно как распространенная проблема. Плоский нет был ответ. Когда вы знаете, что построили какой-то хлам, вы можете, по крайней мере, переконопачить или помочь с запчастями. Таким образом, из-за того, что корпорация не желает помочь с комплектом прокладок от 88 до 115 долларов, я имею возможность никогда не покупать другой их продукт. Я определенно не рекомендую их. Если только у вас не гипер-пальцы и вы не хотите писать в этом посте. Кстати, если вы не занимаетесь ремонтом, запланируйте как минимум 400 долларов на ремонт лома.
Полезно?ДаНет
Ответы
Ссылка на обзор:
Домашние резервные генераторы
By Carey —
Рейтинг: 1/51
HARTLAND, WISCONSIN — Лучше купить новый бренд генератора кости и генератор для оттачивания костей конкурентов Установленная месяц назад 20 квт до сих пор не работает. Ничего, кроме проблем!
Полезно?ДаНет
Ответы
Ссылка для обзора:
Briggs & Stratton проданы! Дешевые ненадежные двигатели уборка дома этой осенью. Худшая ошибка, которую я когда-либо совершал. Кусок хлама не заводится, Troy-Bilt отказывается поддерживать гарантию, они просто наклеивают на нее свое имя, двигатель B&S, и они согласятся заплатить за ремонт, если я утащу мойку куда-нибудь в неизвестном направлении. небольшая мастерская по ремонту двигателей за свой счет и время. На этой штуке стоит новый двигатель Briggs & Stratton, и он уже вышел из строя! У меня есть 15-летняя косилка Honda, которая каждый раз заводится с первого раза!
Мойка высокого давления тщательно хранилась и обслуживалась, единственное, что было сделано с косилкой Honda, это слить масло на зиму, добавить газовый стабилизатор и новое масло весной. Сразу видно разницу между качественным и дешевым мусором! Я никогда не куплю какой-либо продукт с двигателем B&S, я лучше заплачу больше за Honda и получу что-то, что работает.
Полезно?ДаНет
Ответы
Ссылка для обзора:
НЕ покупайте Briggs & Stratton или Troybilt
Автор GFKev —
Краткая версия: Я собрал косилку, следуя инструкциям, приведенным в руководстве пользователя. Двигатель заглох на пятом включении. Он сломан и не подлежит ремонту. Ни Troybilt, ни Briggs & Stratton не соблюдают свою гарантию. Так что, по сути, я купил кусок хлама у Лоу. Длинная версия: у нас есть 3 проблемы, и и Troybilt, и B&S игнорируют свою ответственность за все 3.
Во-первых, инструкции в инструкции ужасны. По телефону с представителями Briggs & Stratton и их «представителями авторизованного гарантийного сервисного центра» мне сказали, что я должен был залить в двигатель больше масла, чем указано ВСЕГДА в руководстве по эксплуатации. Это почти комично. По телефону мне говорят: «Вы должны были залить всю канистру масла в косилку перед использованием». И все же, когда я спрашиваю их: «Тогда почему в инструкции об этом не сказано?», они говорят: «Ну, мы не знаем, сколько масла поставляется с продуктом, поэтому мы не можем положить его в руководство.»
Таким образом, из-за разногласий между B&S и Troybilt они не могут четко указать в руководстве по эксплуатации: «ЗАПОЛНИТЕ КАРТЕР 18 УНЦИЯМИ МАСЛА ПЕРЕД ИСПОЛЬЗОВАНИЕМ».
Нет, на самом деле, они могли бы указать, была ли косилка отправлена с 1 унцией масла или со 100 унциями… верно? Но вместо этого руководство говорит вам установить уровень двигателя, очистить область заливки масла от любого мусора, вынуть щуп и протереть его чистой тканью, вставить и затянуть щуп, вынуть щуп и проверить уровень масла (он должен быть наверху). индикатора полного уровня на щупе), если уровень низкий, медленно долейте масло в заливную горловину двигателя. НЕ ПЕРЕЛЕЙ. После добавления масла подождите одну минуту и снова проверьте уровень масла. Замените и затяните щуп. Итак, опять же, они ни в коем случае не говорят вам, СКОЛЬКО МАСЛА заливать в газонокосилку.
2-й выпуск. Затем в руководстве говорится: «Убедитесь, что вы добавили масло в соответствии с инструкциями в этом руководстве. Если вы запустите двигатель БЕЗ МАСЛА, он будет поврежден без возможности ремонта и не будет покрываться гарантией». Опять же, я залил масло в двигатель (первоначально около 12 унций, и я дважды долил его до полного значения на щупе . .. помня о том, чтобы не ПЕРЕПОЛНИТЬ), и все же мне отказывают в гарантийном обслуживании. Если бы руководство правильно сказало: «ЕСЛИ ВЫ ЗАПУСТИТЕ ДВИГАТЕЛЬ БЕЗ ПЕРВОГО ДОБАВЛЕНИЯ 18 унций МАСЛА…», я бы ЗАЛОЖИЛ 18 унций МАСЛА. И я бы не стал печатать это письмо сегодня. Я буду косить свой газон.
3-й выпуск. На моей косилке есть скошенная трава после 4-х раз, когда я успешно использовал ее. Если газонокосилка была отправлена без масла, очевидно, я залил ее маслом, чтобы заставить ее работать! Кроме того, должна ли газонокосилка стать «не подлежащей ремонту» при работе на 3/4 уровня, который, как я теперь знаю, требуется? Нет. Это плохой продукт. Не покупайте это.
В настоящее время Troybilt отказывается помогать или даже оказывать какое-либо давление на Briggs & Stratton, чтобы она выполнила свою гарантию. Briggs & Stratton сообщает своему Авторизованному гарантийному сервисному центру, что они не будут соблюдать гарантию, НО, если я захочу отправить косилку в их корпоративные офисы ЗА МОИ СЧЕТЫ, они посмотрят на нее еще раз. Нет, спасибо, я уже потратил достаточно. Пока они не передумают, у меня нет другого выбора, кроме как попытаться помочь другим потенциальным покупателям совершить ту же ошибку при работе с этими двумя организациями.
Полезно?ДаНет
Ответы
Ссылка на обзор:
Реклама
Briggs & Stratton Best 5500 Watt Generator I Actoud By
By Rich —
. Генератор Watt Briggs & Stratton во время Wilma, я работал на нем 11 дней. Затем я следую инструкциям производителя и храню в своем гараже. Затем он просидел 12 лет. Недавно во время Ирмы я ее вытащил. Масло было очищено, потому что я менял его перед хранением. Я вытащил вилку, почистил. Потом дернул за шнур и понял, что двигатель не замерз. Купил топлива, залил бак и завел. Он поддерживал мой холодильник, три вентилятора, мой компьютер, телевизор и зарядные станции. Я говорю вам, что этот генератор является удивительным.
Полезно?ДаНет
Ответы
Ссылка на обзор:
Старые двигатели Briggs & Stratton
Титановые пушки —
Заказ на поставку. КОРОБКА 702 МИЛУОКИ, ВИСКОНСИН — Что не так с этой компанией Briggs & Stratton и их неисправными двигателями? Например, что бы ни случилось с качеством изготовления. Недавно я купил 2 года назад газонный трактор Agco с двигателем Briggs & Stratton мощностью 16 л.с. Vanguard V с двойным верхним расположением клапанов, и это был новый двигатель 2007 года выпуска № 303777 Type 1032-E.
Двигатель регулярно обслуживался, фильтры менялись. Вчера я снова поменял масло и фильтр после хранения с зимы, и косилка работала нормально около 15 минут, а затем раздался громкий стук, а затем громкий хлопок, и двигатель заглох. Итак, я посмотрел на двигатель и увидел, что масло вытекает из верхней части двигателя, я вытащил свечи и проверил компрессию, и правая головка была мертва.
Такого рода цифры, и я должен был знать лучше, чем покупать их, потому что я купил самоходную косилку John Deere с таким же типом двигателя, но мощностью 20 л. выхлопной подъемник выскочил из дешевой литой алюминиевой головки и все испортил.
Сегодня я провел 48 минут на ожидании в компании Briggs & Stratton. Но напрасно я дал им информацию о двигателе, такую как модель № 303777 и тип 1032-E1 и код № 00040511. И нет никаких записей об этом, этот двигатель был новым, когда он был установлен на косилку AGCO 1616h и Единственная информация, которая у них была, касалась люциана, сделанного в 1999 году, а у этого есть семейный тег 2006 года # YBSXS.4802VC для тега выбросов в Калифорнии. Так что они не в этом.
Таким образом, я предполагаю, что гарантия не будет соблюдаться вообще, и я бы не рекомендовал какое-либо газонное оборудование или любой тип газовых двигателей Briggs & Stratton, они являются ненадежным куском хлама, состоящим из японского и китайского и другого импортного дерьма.
Это просто Покупайте машины производства США. Только не John Deere с двигателями B&S. У меня был John Deere 140 из более ранних 70-х годов с чугунным двигателем Kohler, который был рабочей лошадкой, никогда не умирал, работал весь день без проблем, и я хотел бы сохранить его, но его было недостаточно для 5 акров.
На 2 косилки с двигателями B&S я потратил почти 3200 долларов. Так что, если вы читаете это и планируете купить газонокосилку с литым алюминиевым двигателем Briggs & Stratton, будьте осторожны, потому что вы также будете публиковать здесь, и я могу сказать, что уже говорил вам об этом. Позже я опубликую здесь несколько фотографий в их нынешнем состоянии после выстрела пулями 12-го калибра. Пока покупайте американские или немецкие моторы.
Полезно?ДаНет
Ответы
Ссылка для обзора:
Nikki Carb Problems
Автор: virginiaswampdog —
У меня есть генератор Genrac 6500 с двигателем Briggs мощностью 10 л.


 Отлично работает!
Отлично работает!





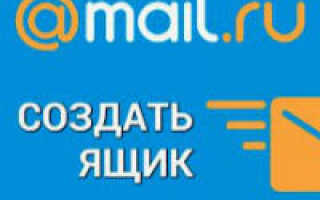 Сегодня 3D-печать также является распространенным методом создания шаблонов, который позволяет дизайнерам создавать точные шаблоны непосредственно из цифровых программных инструментов САПР.
Сегодня 3D-печать также является распространенным методом создания шаблонов, который позволяет дизайнерам создавать точные шаблоны непосредственно из цифровых программных инструментов САПР. Многоразовые формы изготавливаются из металла и других прочных материалов и могут повторно использоваться для нескольких циклов литья.
Многоразовые формы изготавливаются из металла и других прочных материалов и могут повторно использоваться для нескольких циклов литья.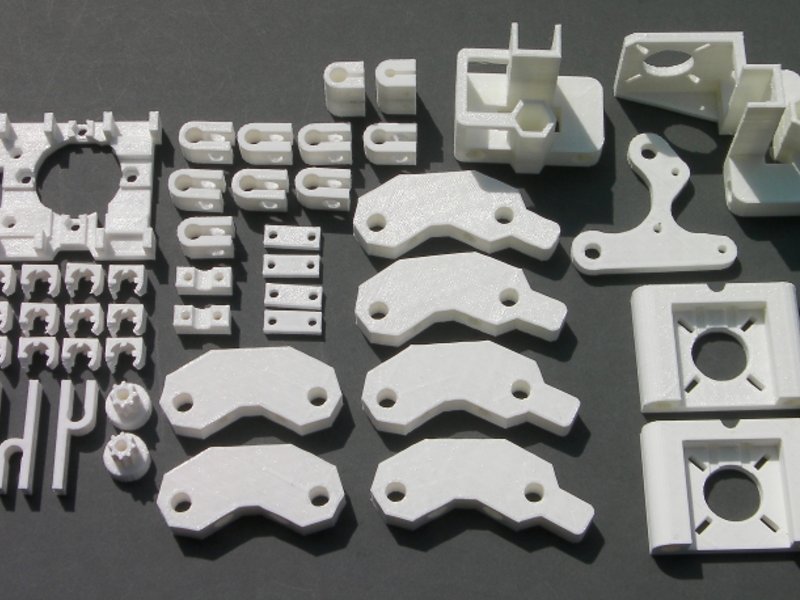 Затем с деталей удаляют лишний материал, такой как вентиляционные отверстия, ворота и кормушки. Наконец, детали подвергаются шлифовке, шлифовке, механической обработке или пескоструйной обработке, чтобы сгладить поверхность и достичь требуемой окончательной формы.
Затем с деталей удаляют лишний материал, такой как вентиляционные отверстия, ворота и кормушки. Наконец, детали подвергаются шлифовке, шлифовке, механической обработке или пескоструйной обработке, чтобы сгладить поверхность и достичь требуемой окончательной формы. Когда металл остывает, матрица открывается, и штифты выталкивателя выталкивают отливку.
Когда металл остывает, матрица открывается, и штифты выталкивателя выталкивают отливку. Вместо этого он лучше подходит для материалов с низкой температурой плавления и высокой текучестью, таких как свинец, магний, цинк и медь.
Вместо этого он лучше подходит для материалов с низкой температурой плавления и высокой текучестью, таких как свинец, магний, цинк и медь. Кроме того, пластичность металлов, используемых в процессе, может повлиять на сложность продукта.
Кроме того, пластичность металлов, используемых в процессе, может повлиять на сложность продукта. После высыхания паковочной массы опоку помещают вверх дном в печь, которая расплавляет модель, оставляя негативную полость в форме исходной модели. Металл расплавляют, а затем заливают под действием силы тяжести или вакуума, чтобы втянуть металл в полость. Отлитые детали опиливаются, шлифуются, подвергаются механической обработке или пескоструйной обработке для достижения окончательной геометрии и чистоты поверхности.
После высыхания паковочной массы опоку помещают вверх дном в печь, которая расплавляет модель, оставляя негативную полость в форме исходной модели. Металл расплавляют, а затем заливают под действием силы тяжести или вакуума, чтобы втянуть металл в полость. Отлитые детали опиливаются, шлифуются, подвергаются механической обработке или пескоструйной обработке для достижения окончательной геометрии и чистоты поверхности.
 Верхняя половина называется копьем, а нижняя — перетаскиванием.
Верхняя половина называется копьем, а нижняя — перетаскиванием. Время выполнения литья в песчаные формы также короткое, что делает его жизнеспособным процессом для небольших производственных циклов.
Время выполнения литья в песчаные формы также короткое, что делает его жизнеспособным процессом для небольших производственных циклов.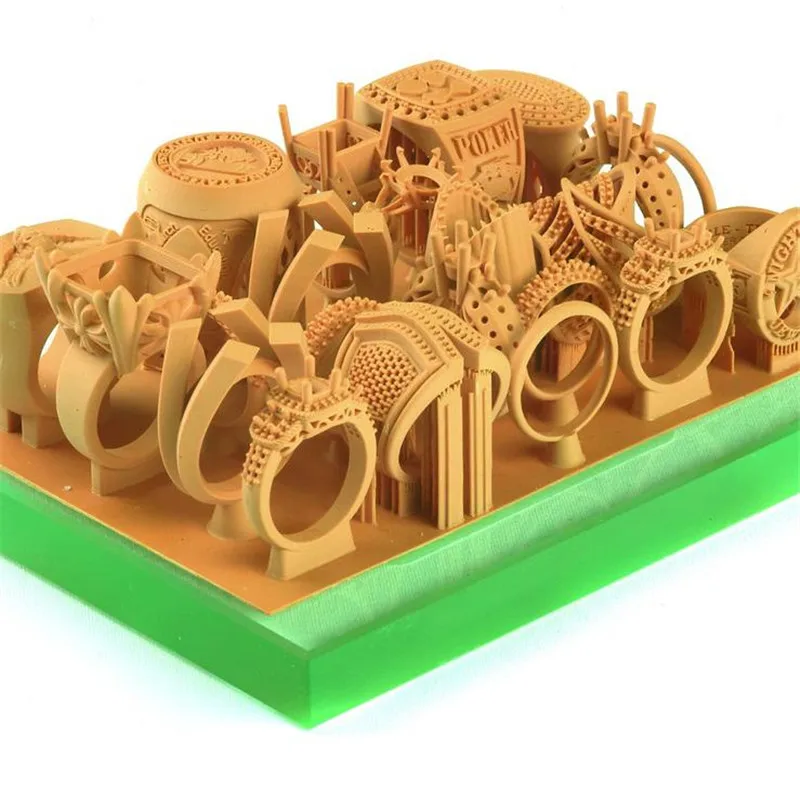
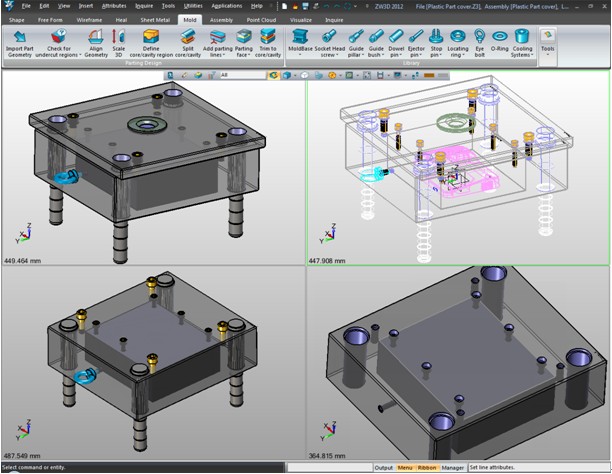

 Чтобы убедиться, что окончательные отлитые детали имеют точные размеры, компенсируйте усадку, увеличив масштаб напечатанной формы. Точную усадку воска и процесс литья можно получить из спецификаций поставщика.
Чтобы убедиться, что окончательные отлитые детали имеют точные размеры, компенсируйте усадку, увеличив масштаб напечатанной формы. Точную усадку воска и процесс литья можно получить из спецификаций поставщика.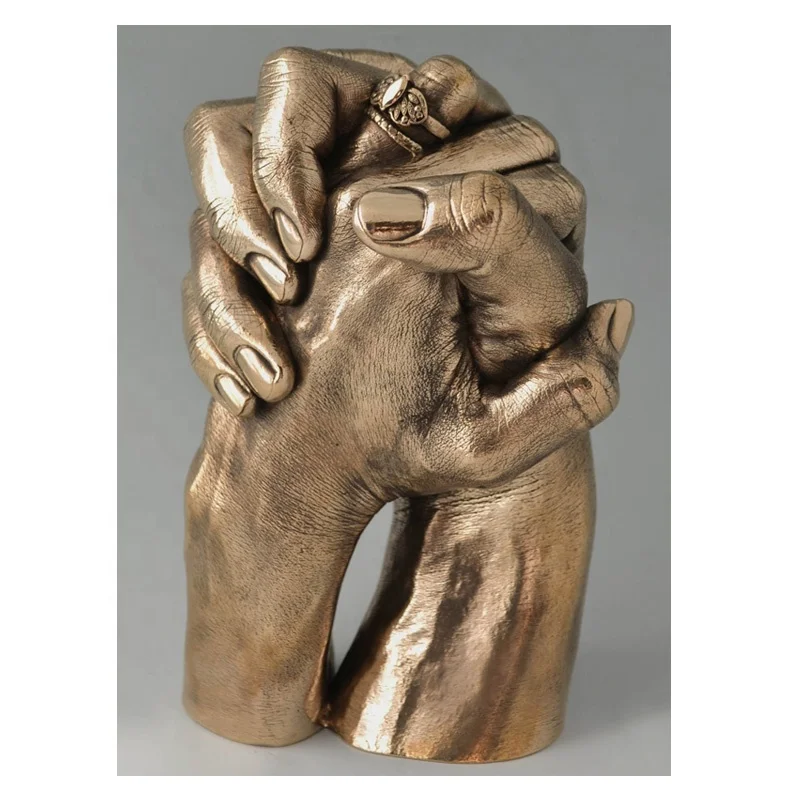
 Formlabs разработала ряд литейных материалов, подходящих для литья по выплавляемым моделям, в частности, для ювелирной промышленности.
Formlabs разработала ряд литейных материалов, подходящих для литья по выплавляемым моделям, в частности, для ювелирной промышленности.
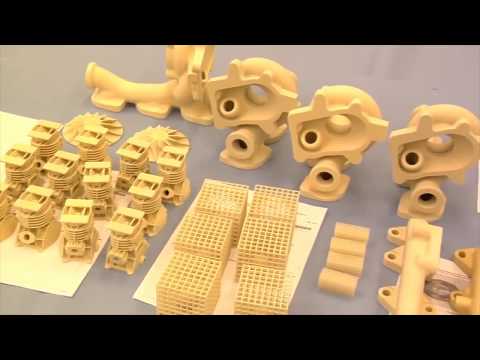 По сравнению с восковым литьем, прямая 3D-печать формы требует меньше шагов и требует меньше ручных усилий, сохраняя при этом максимально возможные детали.
По сравнению с восковым литьем, прямая 3D-печать формы требует меньше шагов и требует меньше ручных усилий, сохраняя при этом максимально возможные детали. 3D-печать позволяет производителям создавать сложные конструкции. Например, ювелиры могут создавать сложные и нестандартные конструкции, которые были бы невозможны без 3D-печати.
3D-печать позволяет производителям создавать сложные конструкции. Например, ювелиры могут создавать сложные и нестандартные конструкции, которые были бы невозможны без 3D-печати.
 В отличие от традиционного литья, 3D-печатные модели производятся с использованием технологии аддитивного производства. Это означает, что они могут быть изготовлены по индивидуальному заказу, чтобы соответствовать конкретным контурам конечности пациента.
В отличие от традиционного литья, 3D-печатные модели производятся с использованием технологии аддитивного производства. Это означает, что они могут быть изготовлены по индивидуальному заказу, чтобы соответствовать конкретным контурам конечности пациента.
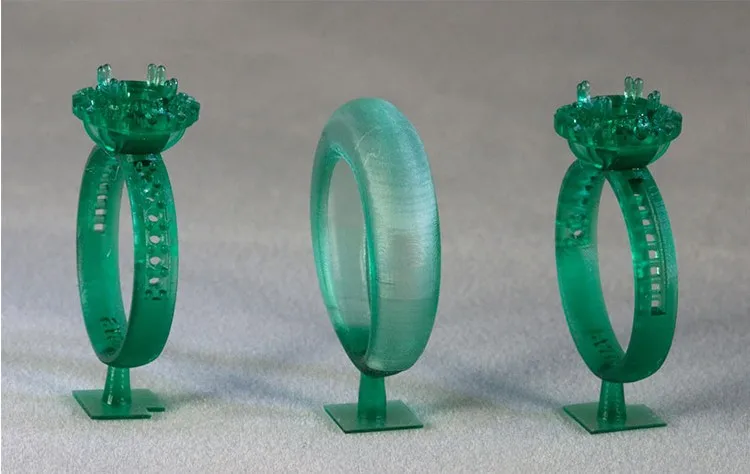 Пластик нагревают до высокой температуры, а затем охлаждают, создавая твердый, прочный слепок, который может поддерживать сломанные кости или иммобилизовать суставы для нехирургического лечения. Точный состав зависит от производителя, но обычно включает различные полимеры и смолы.
Пластик нагревают до высокой температуры, а затем охлаждают, создавая твердый, прочный слепок, который может поддерживать сломанные кости или иммобилизовать суставы для нехирургического лечения. Точный состав зависит от производителя, но обычно включает различные полимеры и смолы.
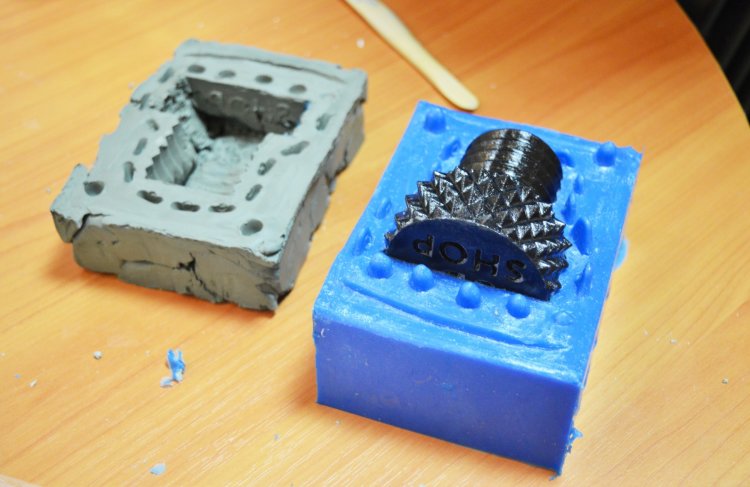


 Получается, что их размер составляет 0,39х0,19х0,188 м. Формула для наших вычислений такова – кол-во = 1/(Д*Ш*В). По этой формуле получается, что в одном кубометре помещаются 1/(0,39*0,19*0,188)=71,78 шт. керамзитовых блоков. Округляем математически до ближайшего целого значения и получаем 72 блока в одном кубометре стройматериала.
Получается, что их размер составляет 0,39х0,19х0,188 м. Формула для наших вычислений такова – кол-во = 1/(Д*Ш*В). По этой формуле получается, что в одном кубометре помещаются 1/(0,39*0,19*0,188)=71,78 шт. керамзитовых блоков. Округляем математически до ближайшего целого значения и получаем 72 блока в одном кубометре стройматериала.
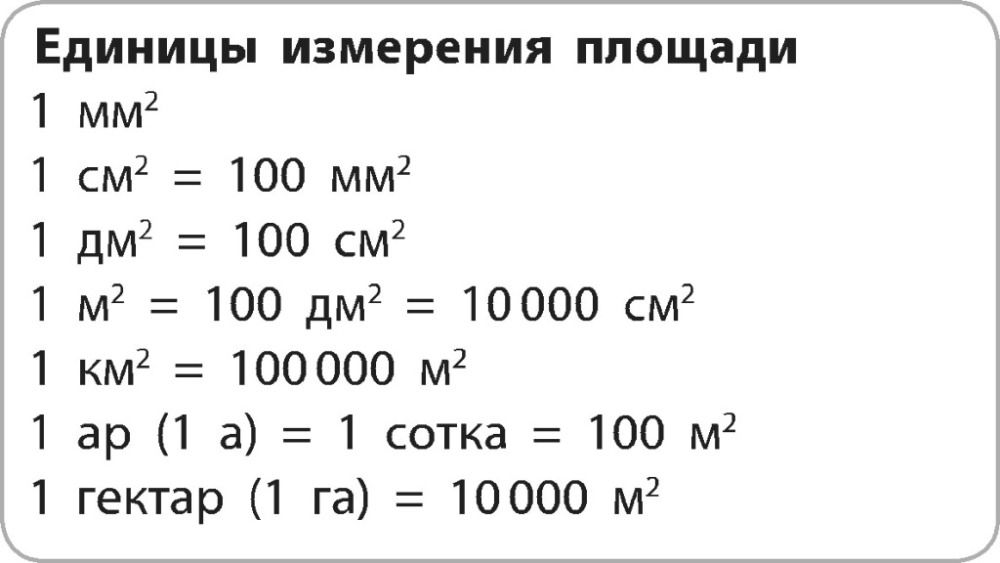 Они отличаются своими размерами от наружных. Вот их габариты:
Они отличаются своими размерами от наружных. Вот их габариты:
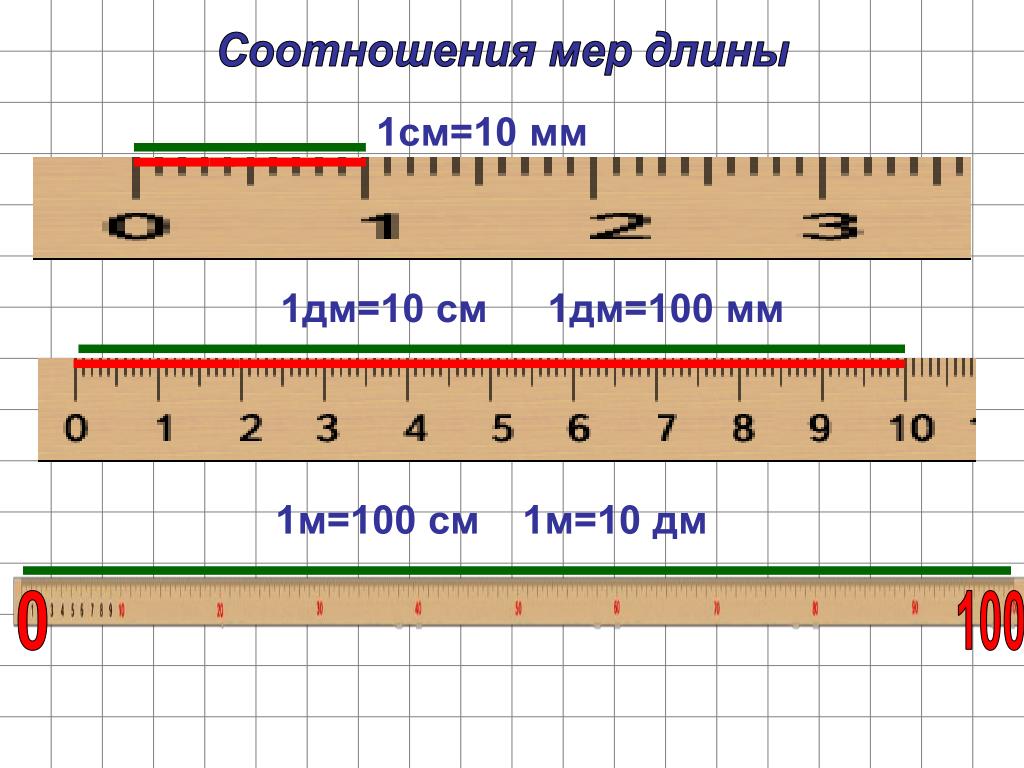 Переведём миллиметры в метры, воспользуемся нашей стандартной формулой и получим, что в 1 м3 содержатся 1/(0,39*0,19*0,9)=150 шт. тонких блоков их керамзитобетона. С учётом швов их количество составит 139 шт.
Переведём миллиметры в метры, воспользуемся нашей стандартной формулой и получим, что в 1 м3 содержатся 1/(0,39*0,19*0,9)=150 шт. тонких блоков их керамзитобетона. С учётом швов их количество составит 139 шт.
 1000 листов бумаги (формат/масса)
1000 листов бумаги (формат/масса)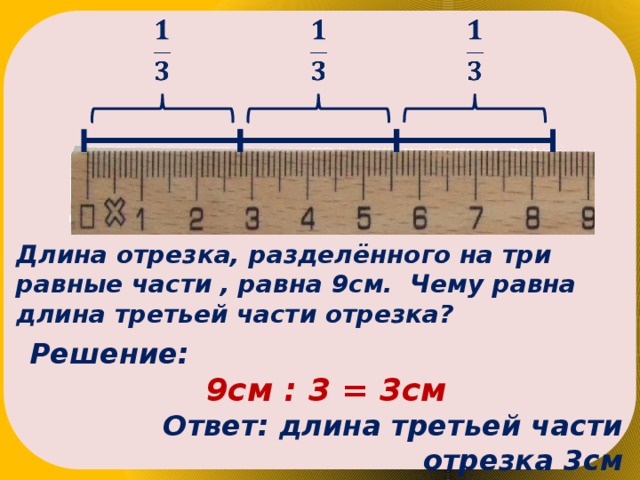 32
32
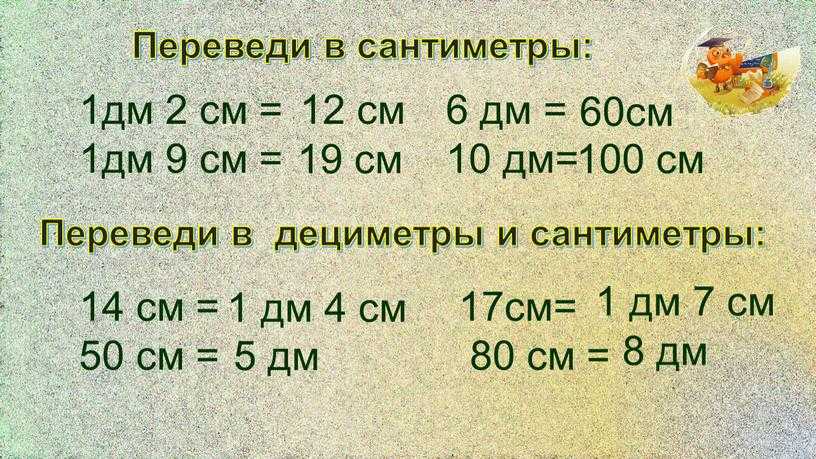 20
20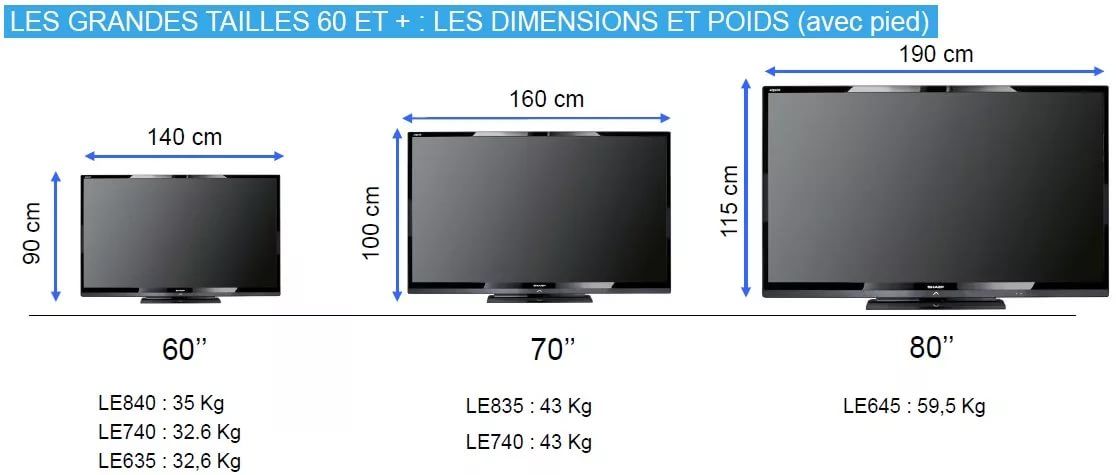 205
205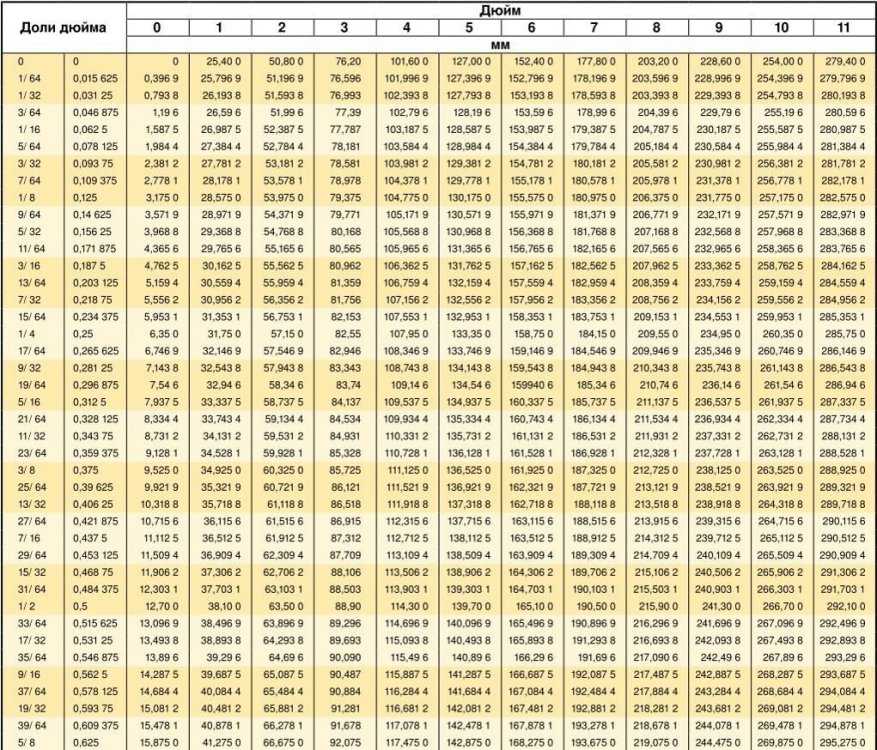 305
305 405
405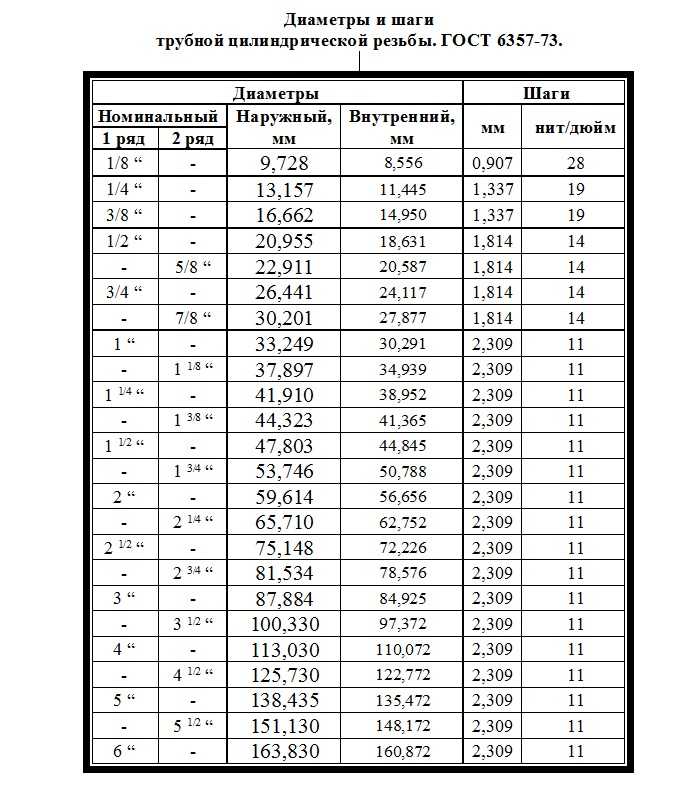 1 дюйм=25,4 мм.
1 дюйм=25,4 мм. 281
281



 5
5 )
)

 Как и в случае со многими наноматериалами, обширные исследования по применению оксида церия в нанотехнологиях продолжаются, причем ранние применения включают топливные элементы и производство стекла. Вы можете узнать больше о заказе, обращении и использовании нанопорошка оксида церия (нанопорошок ceo2), связавшись напрямую с SSNano.
Как и в случае со многими наноматериалами, обширные исследования по применению оксида церия в нанотехнологиях продолжаются, причем ранние применения включают топливные элементы и производство стекла. Вы можете узнать больше о заказе, обращении и использовании нанопорошка оксида церия (нанопорошок ceo2), связавшись напрямую с SSNano.
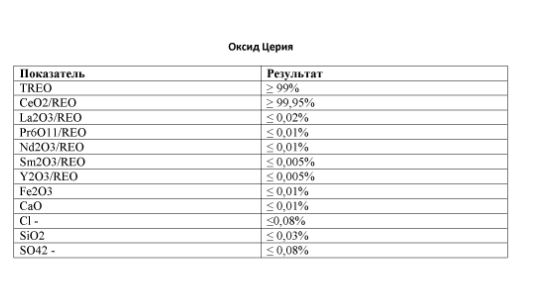 При длине волны 400 нм он поглощает больше, чем любой другой оксид.
При длине волны 400 нм он поглощает больше, чем любой другой оксид. : +1 310-208-0551
: +1 310-208-0551 
 МЕРЫ ПЕРВОЙ ПОМОЩИ
МЕРЫ ПЕРВОЙ ПОМОЩИ
 ОБРАЩЕНИЕ И ХРАНЕНИЕ
ОБРАЩЕНИЕ И ХРАНЕНИЕ
 Необходимо провести оценку риска, чтобы определить, подходят ли респираторы для очистки воздуха. Используйте только оборудование, проверенное и одобренное в соответствии с соответствующими государственными стандартами.
Необходимо провести оценку риска, чтобы определить, подходят ли респираторы для очистки воздуха. Используйте только оборудование, проверенное и одобренное в соответствии с соответствующими государственными стандартами. 

 Стабильность и разлагаемость
Стабильность и разлагаемость  НОРМАТИВНАЯ ИНФОРМАЦИЯ
НОРМАТИВНАЯ ИНФОРМАЦИЯ

 сталь, металлический корпус
сталь, металлический корпус Архангельск, ул. Иоанна Кронштадтского, д. 16:
Архангельск, ул. Иоанна Кронштадтского, д. 16: Иваново, проспект Ленина, д.9:
Иваново, проспект Ленина, д.9: Кострома, ул. Советская, д. 119, пом. 48:
Кострома, ул. Советская, д. 119, пом. 48: Москва, Пятницкое ш., 18, ТК «Митинский радиорынок», пав. 401/402, 1-й этаж:
Москва, Пятницкое ш., 18, ТК «Митинский радиорынок», пав. 401/402, 1-й этаж: Набережные Челны, Московский проспект, д. 126А, ТК «Кама»:
Набережные Челны, Московский проспект, д. 126А, ТК «Кама»: Пенза, ул. Володарского 78 (угол с ул. Бакунина, д.62):
Пенза, ул. Володарского 78 (угол с ул. Бакунина, д.62): Санкт-Петербург, Московский пр., д.193:
Санкт-Петербург, Московский пр., д.193: Саратов, ул. Московская, д. 106:
Саратов, ул. Московская, д. 106: Чебоксары, ул.Композиторов Воробьевых, д.20, ТРЦ «Дом Мод», 1-й этаж:
Чебоксары, ул.Композиторов Воробьевых, д.20, ТРЦ «Дом Мод», 1-й этаж: Москва, 2 хорошевский проезд, д. 7, стр.1:
Москва, 2 хорошевский проезд, д. 7, стр.1: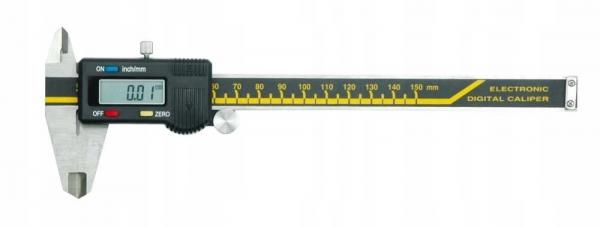 Двойная основная шкала 6 дюймов и 200 мм измеряет показания с точностью до 1/1000 дюйма или 0,02 мм. Поставляется в прочном пластиковом футляре для хранения.
Двойная основная шкала 6 дюймов и 200 мм измеряет показания с точностью до 1/1000 дюйма или 0,02 мм. Поставляется в прочном пластиковом футляре для хранения.
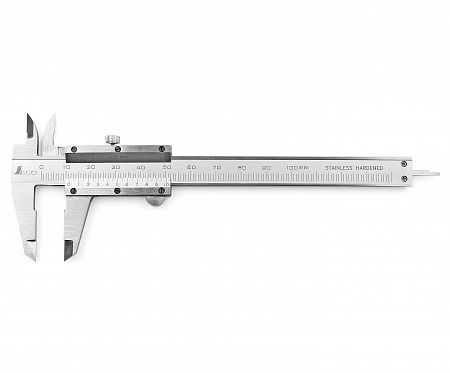
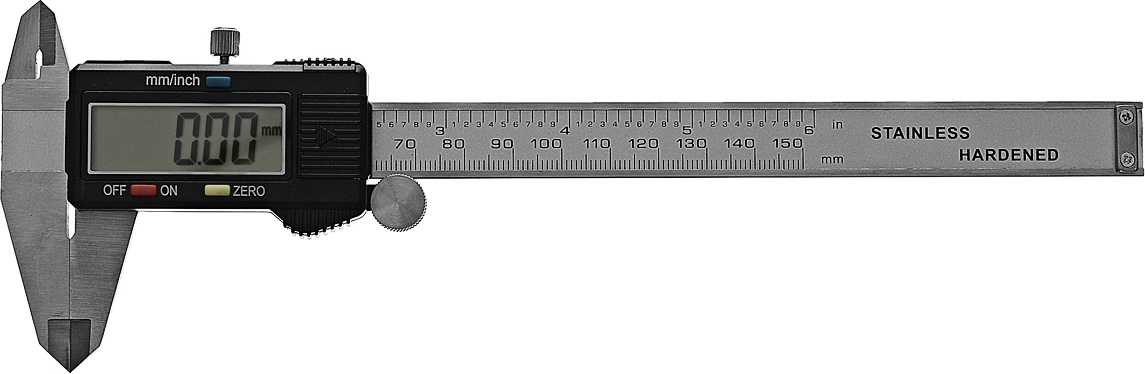
 Вам не придется прикладывать усилий благодаря уникальной системе ClickFit, которая позволяет менять режимы без использования инструментов.
Вам не придется прикладывать усилий благодаря уникальной системе ClickFit, которая позволяет менять режимы без использования инструментов.
 Благодаря функции ClickFit вы можете легко переходить из режима воздуходува в режим пылесоса одним щелчком мыши, не используя никаких дополнительных инструментов. Подходит для использования в любое время, эффективно сдувает листву и мелкий мусор и позволяет держать ваш сад в чистом и опрятном виде. Вы можете собирать и мокрые листья, используя скребок, расположенный на трубе воздуходува. Оптимальное распределение массы и эргономически изогнутая форма рукоятки с мягкой накладкой делают ErgoJet 3000 комфортным инструментом для работы. Вы можете регулировать скорость обдува, что дает вам полный контроль в тех или иных условиях использования инструмента. В дополнение к эффективной функции пылесоса у ErgoJet есть также металлическая крыльчатка, которая позволяет измельчать мелкий мусор или листья в соотношении 16:1. Турбина и крыльчатка изготовлены из прочного металла и надежно измельчают каждый собранный вами лист. Объем мусоросборника для сбора листьев составляет 45 литров. Опустошите его, и ErgoJet 3000 от GARDENA готов к следующему использованию.
Благодаря функции ClickFit вы можете легко переходить из режима воздуходува в режим пылесоса одним щелчком мыши, не используя никаких дополнительных инструментов. Подходит для использования в любое время, эффективно сдувает листву и мелкий мусор и позволяет держать ваш сад в чистом и опрятном виде. Вы можете собирать и мокрые листья, используя скребок, расположенный на трубе воздуходува. Оптимальное распределение массы и эргономически изогнутая форма рукоятки с мягкой накладкой делают ErgoJet 3000 комфортным инструментом для работы. Вы можете регулировать скорость обдува, что дает вам полный контроль в тех или иных условиях использования инструмента. В дополнение к эффективной функции пылесоса у ErgoJet есть также металлическая крыльчатка, которая позволяет измельчать мелкий мусор или листья в соотношении 16:1. Турбина и крыльчатка изготовлены из прочного металла и надежно измельчают каждый собранный вами лист. Объем мусоросборника для сбора листьев составляет 45 литров. Опустошите его, и ErgoJet 3000 от GARDENA готов к следующему использованию.
 92 m/s²
92 m/s²
 3 м
3 м
 8 кг
8 кг
 000.00)
000.00) 000.00)
000.00)
 000.00)
000.00)


 Благодаря функции ClickFit вы можете легко переключаться между продувкой и уборкой пылесосом одним щелчком мыши, не используя никаких дополнительных инструментов. Вы можете в любое время адаптироваться к индивидуальным условиям вашего сада и собирать листья или перемещать грязь туда, куда вам нужно. Даже мокрые листья не проблема благодаря скребку на вакуумной трубке. Оптимальное распределение веса и эргономичные мягкие накладки на рукоятке обеспечивают комфортное обращение без усилий. Вы можете индивидуально регулировать скорость обдува, что дает вам полный контроль в зависимости от того, как и где вы используете воздуходувку. В дополнение к эффективной функции вакуумирования и обдува ErgoJet 3000 также оснащен измельчителем. Турбина и измельчающее колесо изготовлены из прочного металла и надежно измельчают каждый собранный вами лист. Объем уменьшен в соотношении 16:1 и собран в сборный мешок на 45 л. Опорожните мешок быстро и легко, и электрический воздуходув/пылесос ErgoJet 3000 от GARDENA готов к следующему использованию.
Благодаря функции ClickFit вы можете легко переключаться между продувкой и уборкой пылесосом одним щелчком мыши, не используя никаких дополнительных инструментов. Вы можете в любое время адаптироваться к индивидуальным условиям вашего сада и собирать листья или перемещать грязь туда, куда вам нужно. Даже мокрые листья не проблема благодаря скребку на вакуумной трубке. Оптимальное распределение веса и эргономичные мягкие накладки на рукоятке обеспечивают комфортное обращение без усилий. Вы можете индивидуально регулировать скорость обдува, что дает вам полный контроль в зависимости от того, как и где вы используете воздуходувку. В дополнение к эффективной функции вакуумирования и обдува ErgoJet 3000 также оснащен измельчителем. Турбина и измельчающее колесо изготовлены из прочного металла и надежно измельчают каждый собранный вами лист. Объем уменьшен в соотношении 16:1 и собран в сборный мешок на 45 л. Опорожните мешок быстро и легко, и электрический воздуходув/пылесос ErgoJet 3000 от GARDENA готов к следующему использованию.
 Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все. Мы ставим наших клиентов на первое место, и это репутация компании, над созданием которой мы усердно работали в течение последнего десятилетия!
Мы ставим наших клиентов на первое место, и это репутация компании, над созданием которой мы усердно работали в течение последнего десятилетия!



 Газонокосилка едет сама. Ее достаточно направлять. Эргономичные рукоятки управления имеют обтяжку из мягкой резины, снижает утомляемость и повышает удобство работы. Оригинальный бензиновый двигатель HYUNDAI, гарантирует качество работы и долговечность. Благодаря ему газонокосилка способна обработать большие площадки газона без особого труда
Газонокосилка едет сама. Ее достаточно направлять. Эргономичные рукоятки управления имеют обтяжку из мягкой резины, снижает утомляемость и повышает удобство работы. Оригинальный бензиновый двигатель HYUNDAI, гарантирует качество работы и долговечность. Благодаря ему газонокосилка способна обработать большие площадки газона без особого труда позволяет дольше работать без перерыва на очистку. Легкое крепление для съема и установки травосборника одной рукой.
позволяет дольше работать без перерыва на очистку. Легкое крепление для съема и установки травосборника одной рукой.
 Алматы. Продавец ТЕХНОПРОМ
Алматы. Продавец ТЕХНОПРОМ a.u. )
a.u. ) Обычно это происходит, когда Блунчиппер засасывает внутрь керамические шарики, не выпуская их до того, как их оболочка разрушится, и выплевывает получившиеся радужные шарики.
Обычно это происходит, когда Блунчиппер засасывает внутрь керамические шарики, не выпуская их до того, как их оболочка разрушится, и выплевывает получившиеся радужные шарики. 6 Официальное оформление
6 Официальное оформление

 В Bloons TD Battles Mobile также дает Bloonchipper с обнаружением камуфляжа.
В Bloons TD Battles Mobile также дает Bloonchipper с обнаружением камуфляжа. Длится 8 секунд.
Длится 8 секунд. На протяжении всей истории было множество случаев их сопротивления добавлению его обратно, от представленных знаний об отказе от Bloonchipper до серьезных ответов о его фундаментальных недостатках дизайна. Однако в старом блоге Ninja Kiwi заявил, что Bloonchipper теоретически будет в классе Support Monkeys.
На протяжении всей истории было множество случаев их сопротивления добавлению его обратно, от представленных знаний об отказе от Bloonchipper до серьезных ответов о его фундаментальных недостатках дизайна. Однако в старом блоге Ninja Kiwi заявил, что Bloonchipper теоретически будет в классе Support Monkeys.
 и обновление 3.9снова повысили цену на Supa-Vac.
и обновление 3.9снова повысили цену на Supa-Vac.
 Мы обнаружили, что это слишком надежно, из-за чего многие игры заходят в тупик. Изменение способности и сверхширокой воронки, чтобы они больше не влияли на ZOMG, должно побудить игроков изучить другие варианты!
Мы обнаружили, что это слишком надежно, из-за чего многие игры заходят в тупик. Изменение способности и сверхширокой воронки, чтобы они больше не влияли на ZOMG, должно побудить игроков изучить другие варианты!

 Это может означать, что когда-то его планировалось добавить, но он не был добавлен до того, как версия Flash была прекращена.
Это может означать, что когда-то его планировалось добавить, но он не был добавлен до того, как версия Flash была прекращена.

 Однако Bloonchipper на треке не найден. Чтобы разблокировать его, игрок должен выполнить миссию, после чего станет доступен Bloonchipper.
Однако Bloonchipper на треке не найден. Чтобы разблокировать его, игрок должен выполнить миссию, после чего станет доступен Bloonchipper.

 Производство кустарников определенно не для слабонервных. Это тяжелая работа, и она требует самоотверженности. Вам понадобятся некоторые инструменты для его производства, и это трудоемко. Несмотря на это, преимущества выращивания кустарников безграничны.
Производство кустарников определенно не для слабонервных. Это тяжелая работа, и она требует самоотверженности. Вам понадобятся некоторые инструменты для его производства, и это трудоемко. Несмотря на это, преимущества выращивания кустарников безграничны. Некоторые чужеродные растения были завезены в Южную Африку много веков назад преднамеренно, так как эти растения обладают многими полезными свойствами. Однако некоторые инопланетяне непреднамеренно распространились за эти годы, проникнув в нашу страну на обуви людей, в палатках, на кораблях, на животных, ввезенных растениях и самолетах. Но поскольку эти виды не являются коренными жителями Южной Африки, они представляют несколько рисков.
Некоторые чужеродные растения были завезены в Южную Африку много веков назад преднамеренно, так как эти растения обладают многими полезными свойствами. Однако некоторые инопланетяне непреднамеренно распространились за эти годы, проникнув в нашу страну на обуви людей, в палатках, на кораблях, на животных, ввезенных растениях и самолетах. Но поскольку эти виды не являются коренными жителями Южной Африки, они представляют несколько рисков. Во время правильной обрезки пальма приличного размера будет производить довольно много отходов. Если пальмовые листья оставить необработанными (в их естественном виде) на земле, они будут разлагаться в течение многих лет. Волокно внутри пальмовых листьев очень прочное и не легко ломается. Пальмовые листья чрезвычайно прочны и не просто гниют и разлагаются, как другие растения.
Во время правильной обрезки пальма приличного размера будет производить довольно много отходов. Если пальмовые листья оставить необработанными (в их естественном виде) на земле, они будут разлагаться в течение многих лет. Волокно внутри пальмовых листьев очень прочное и не легко ломается. Пальмовые листья чрезвычайно прочны и не просто гниют и разлагаются, как другие растения. Импортные измельчители веток были довольно дорогими. Я позвонил в компанию TOMCAT, чтобы организовать демонстрацию. Сначала я скептически относился к рубительной машине, которая была намного более доступной, чем импортные рубильные машины.Я был просто поражен производительностью этой дробилки.Мы купили TOMCAT 250 AFP, и обслуживание было отличным.Через год мы захотели настроить измельчитель, чтобы он работал лучше в нашем приложении на ферме.TOMCAT помог нам с распростертыми объятиями и сделал все изменения в своей мастерской.Я очень рад, что решил купить TOMCAT.Этот измельчитель древесины работает настолько быстро, что догоняет бригаду обрезки, где старый был оставлен позади. Если бы я купил еще один измельчитель древесины, я бы определенно купил снова TOMCAT, но, может быть, немного больше».
Импортные измельчители веток были довольно дорогими. Я позвонил в компанию TOMCAT, чтобы организовать демонстрацию. Сначала я скептически относился к рубительной машине, которая была намного более доступной, чем импортные рубильные машины.Я был просто поражен производительностью этой дробилки.Мы купили TOMCAT 250 AFP, и обслуживание было отличным.Через год мы захотели настроить измельчитель, чтобы он работал лучше в нашем приложении на ферме.TOMCAT помог нам с распростертыми объятиями и сделал все изменения в своей мастерской.Я очень рад, что решил купить TOMCAT.Этот измельчитель древесины работает настолько быстро, что догоняет бригаду обрезки, где старый был оставлен позади. Если бы я купил еще один измельчитель древесины, я бы определенно купил снова TOMCAT, но, может быть, немного больше».

 Мы используем их постоянно в течение всего года. поля для гольфа и садовые отделы. Если бы мне пришлось делать это снова, я бы без колебаний купил снова измельчитель древесины TOMCAT или продвинул ваш бренд».
Мы используем их постоянно в течение всего года. поля для гольфа и садовые отделы. Если бы мне пришлось делать это снова, я бы без колебаний купил снова измельчитель древесины TOMCAT или продвинул ваш бренд». Определенно, компания, которую можно рекомендовать всем.»
Определенно, компания, которую можно рекомендовать всем.» FAE имеет большой ассортимент продукции, и те, которые мы перечислили ниже на нашем веб-сайте, являются наиболее подходящими для наших условий, но ассортимент FAE ни в коем случае не ограничивается этими моделями.
FAE имеет большой ассортимент продукции, и те, которые мы перечислили ниже на нашем веб-сайте, являются наиболее подходящими для наших условий, но ассортимент FAE ни в коем случае не ограничивается этими моделями.

 ..
..
 Наши измельчители древесины предлагают отличное соотношение цены и качества и экономят много средств и времени. Подробнее здесь.
Наши измельчители древесины предлагают отличное соотношение цены и качества и экономят много средств и времени. Подробнее здесь. Некоторые отрасли/применения включают в себя: различные виды сельского хозяйства/сельского хозяйства (черника, макадамия, оливковые сады), животноводы используют наши измельчители для производства корма (bos-tot-kos) для своих животных во время засухи, полученная щепа используется для мульчирование, измельчители древесины помогают очистить землю от чужеродной инвазивной растительности. Ландшафтные дизайнеры также используют наши измельчители, поля для гольфа и жилые комплексы выигрывают от того, что могут измельчать свои зеленые отходы на месте и создавать собственную мульчу. Наши компостеры используются для эффективного крупномасштабного компостирования. Узнайте больше о приложениях для наших продуктов.
Некоторые отрасли/применения включают в себя: различные виды сельского хозяйства/сельского хозяйства (черника, макадамия, оливковые сады), животноводы используют наши измельчители для производства корма (bos-tot-kos) для своих животных во время засухи, полученная щепа используется для мульчирование, измельчители древесины помогают очистить землю от чужеродной инвазивной растительности. Ландшафтные дизайнеры также используют наши измельчители, поля для гольфа и жилые комплексы выигрывают от того, что могут измельчать свои зеленые отходы на месте и создавать собственную мульчу. Наши компостеры используются для эффективного крупномасштабного компостирования. Узнайте больше о приложениях для наших продуктов.
 PETG также отлично подходит для печати и особенно подходит для ламинирования, что делает его одним из наиболее предпочтительных материалов для наружных вывесок, электронных устройств, медицинских и пищевых контейнеров, торгового оборудования, протезов, а также кредитных или подарочных карт.
PETG также отлично подходит для печати и особенно подходит для ламинирования, что делает его одним из наиболее предпочтительных материалов для наружных вывесок, электронных устройств, медицинских и пищевых контейнеров, торгового оборудования, протезов, а также кредитных или подарочных карт. Это делает ПЭТГ невосприимчивым к разрушению при контакте с щелочами или кислотными веществами, включая растворители. Хотя химическая стойкость ПЭТГ является одной из его наиболее желаемых характеристик, это также одна из причин, по которым сглаживание отпечатков ПЭТГ является сложной задачей. Поскольку растворение ПЭТГ с помощью растворителя, разглаживание путем нанесения растворителя (например, разглаживание ацетоном для АБС) не очень хороший вариант.
Это делает ПЭТГ невосприимчивым к разрушению при контакте с щелочами или кислотными веществами, включая растворители. Хотя химическая стойкость ПЭТГ является одной из его наиболее желаемых характеристик, это также одна из причин, по которым сглаживание отпечатков ПЭТГ является сложной задачей. Поскольку растворение ПЭТГ с помощью растворителя, разглаживание путем нанесения растворителя (например, разглаживание ацетоном для АБС) не очень хороший вариант.

 Фактически, процесс шлифования отпечатка PETG очень похож, хотя и немного сложнее и требует много времени.
Фактически, процесс шлифования отпечатка PETG очень похож, хотя и немного сложнее и требует много времени. Учтите, что для мокрой шлифовки вам понадобится водостойкая наждачная бумага. Мы рекомендуем набор наждачной бумаги 3M Wetordry, в который входит набор всех размеров зерен, необходимых для получения идеально гладкой печати PETG.
Учтите, что для мокрой шлифовки вам понадобится водостойкая наждачная бумага. Мы рекомендуем набор наждачной бумаги 3M Wetordry, в который входит набор всех размеров зерен, необходимых для получения идеально гладкой печати PETG. Улучшение отделки вашего отпечатка должно быть очевидным. Полировочную пасту можно нанести повторно и снова отполировать, чтобы еще больше улучшить качество отпечатка, пока вы не будете удовлетворены. Приложив немного терпения, можно добиться зеркального блеска отпечатка с помощью простой шлифовки и полировки.
Улучшение отделки вашего отпечатка должно быть очевидным. Полировочную пасту можно нанести повторно и снова отполировать, чтобы еще больше улучшить качество отпечатка, пока вы не будете удовлетворены. Приложив немного терпения, можно добиться зеркального блеска отпечатка с помощью простой шлифовки и полировки. Чрезмерный нагрев может привести к искажению деталей или «волнистой» отделке поверхности..
Чрезмерный нагрев может привести к искажению деталей или «волнистой» отделке поверхности.. Толуол может показаться вам знакомым хотя бы потому, что это один из основных компонентов очень распространенного материала для взрывчатых веществ. И МЕК, и циклогексанон регулируются, потому что они считаются прекурсорами при незаконном производстве некоторых запрещенных наркотиков.
Толуол может показаться вам знакомым хотя бы потому, что это один из основных компонентов очень распространенного материала для взрывчатых веществ. И МЕК, и циклогексанон регулируются, потому что они считаются прекурсорами при незаконном производстве некоторых запрещенных наркотиков. Хотя этот недостаток просто неизбежен, принт, на котором все еще видны линии слоев, создает атмосферу любителя. Независимо от того, предназначены ли они для быстрого прототипирования или более творческих занятий, профессиональные 3D-отпечатки требуют более гладкой и полированной поверхности. Сглаживание отпечатка PETG позволяет ему визуально выделяться и придавать ему эстетический вид, который дополняет его превосходную долговечность и термостойкость.
Хотя этот недостаток просто неизбежен, принт, на котором все еще видны линии слоев, создает атмосферу любителя. Независимо от того, предназначены ли они для быстрого прототипирования или более творческих занятий, профессиональные 3D-отпечатки требуют более гладкой и полированной поверхности. Сглаживание отпечатка PETG позволяет ему визуально выделяться и придавать ему эстетический вид, который дополняет его превосходную долговечность и термостойкость.

 В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
 Многие скажут, что сравнивать их неправильно или
Многие скажут, что сравнивать их неправильно или  Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Если вы хотите понять как это правильно делается, то прочитайте эту статью.
 Вы также можете использовать воду при использовании наждачной бумаги с высокой зернистостью, поскольку она менее абразивна и снижает риск чрезмерного шлифования отпечатка. Это также приводит к более гладкой поверхности. Старайтесь шлифовать равномерными круговыми движениями.
Вы также можете использовать воду при использовании наждачной бумаги с высокой зернистостью, поскольку она менее абразивна и снижает риск чрезмерного шлифования отпечатка. Это также приводит к более гладкой поверхности. Старайтесь шлифовать равномерными круговыми движениями. К счастью, есть более сильные химические вещества, которые работают, но для их приобретения требуется специальное разрешение, высокий уровень навыков обращения с химическими веществами и защитное снаряжение для обеспечения безопасности. Так что используйте их на свой страх и риск.
К счастью, есть более сильные химические вещества, которые работают, но для их приобретения требуется специальное разрешение, высокий уровень навыков обращения с химическими веществами и защитное снаряжение для обеспечения безопасности. Так что используйте их на свой страх и риск.







 Вы либо работаете, либо теряете деньги. Независимо от того, режете ли вы только водой или работаете в режиме 24/7 с несколькими абразивными струями, у Jet Edge есть насос, который принесет вам необходимую жесткость.
Вы либо работаете, либо теряете деньги. Независимо от того, режете ли вы только водой или работаете в режиме 24/7 с несколькими абразивными струями, у Jet Edge есть насос, который принесет вам необходимую жесткость. Этот насос способен производить 0,6 гал/мин (2,3 л/мин) сверхвысокой воды при постоянном рабочем давлении 55 000 фунтов на квадратный дюйм. Он включает в себя гидроаккумулятор для обеспечения более плавного гидравлического давления, уменьшения пиков и продления срока службы гидравлического насоса.
Этот насос способен производить 0,6 гал/мин (2,3 л/мин) сверхвысокой воды при постоянном рабочем давлении 55 000 фунтов на квадратный дюйм. Он включает в себя гидроаккумулятор для обеспечения более плавного гидравлического давления, уменьшения пиков и продления срока службы гидравлического насоса.
 Jet Edge может предоставить индивидуальные решения с полным инженерным анализом вашего приложения.
Jet Edge может предоставить индивидуальные решения с полным инженерным анализом вашего приложения. С этим универсальным насосом вы сможете сократить расход материала и время, затрачиваемое на работу.
С этим универсальным насосом вы сможете сократить расход материала и время, затрачиваемое на работу. Этот насос поддерживает постоянное рабочее давление 75 000 фунтов на квадратный дюйм, способен обеспечивать скорость потока 1,41 галлона в минуту и поддерживает отверстие до 0,017 дюйма. Более высокое давление позволяет резать быстрее, экономя время и абразив.
Этот насос поддерживает постоянное рабочее давление 75 000 фунтов на квадратный дюйм, способен обеспечивать скорость потока 1,41 галлона в минуту и поддерживает отверстие до 0,017 дюйма. Более высокое давление позволяет резать быстрее, экономя время и абразив.

 с., 220 вольт, 396 галлонов в час, однофазный
с., 220 вольт, 396 галлонов в час, однофазный 0012
0012  03.2017
03.2017

 Продавец уверил, что это новая модель 6250A NEW и предыдущая модель до 2014 года была с алюминиевой гильзой и без датчика защиты по маслу, то есть, если вы не проследили за уровнем масла в картере у вас возникают и выше упомянутые проблем. Вот ссылка на новую модель: //briggs. com. ua/generatory-briggs-stratton/generator-briggs-stratton-6250a. html. Буду тестить и дальше, а там посмотрим!
Продавец уверил, что это новая модель 6250A NEW и предыдущая модель до 2014 года была с алюминиевой гильзой и без датчика защиты по маслу, то есть, если вы не проследили за уровнем масла в картере у вас возникают и выше упомянутые проблем. Вот ссылка на новую модель: //briggs. com. ua/generatory-briggs-stratton/generator-briggs-stratton-6250a. html. Буду тестить и дальше, а там посмотрим!
 мощность, л.с.
мощность, л.с.
 с., расположение вала — горизонтальное, диаметр вала 25,4 мм, запуск ручной
с., расположение вала — горизонтальное, диаметр вала 25,4 мм, запуск ручной 0 — это достойная газонокосилка, которая отлично справляется со своей работой. Что мне действительно нравится, так это то, что эта газонокосилка поставляется с мешком для сбора травы. С другой стороны, сложно убрать мешок с травой, не разбрасывая его повсюду и не помещая между щелями газонокосилки. Причина, по которой я выбрал этот бренд, заключается в том, что он был на распродаже и имел довольно хорошие отзывы в Интернете. Я бы порекомендовал эту косилку тем, у кого небольшой двор и есть терпение, или тем, кто не возражает против того, чтобы трава сбивалась с места. Эта газонокосилка делает свою работу, и это все, что вам нужно, если только вы не придирчивый человек, каким я являюсь. Эта косилка имеет различные настройки, касающиеся высоты травы, но моя трава слишком густая для этой машины, и ее нужно косить дважды, чтобы достичь желаемой длины. В общем, вы получаете то, за что платите.
0 — это достойная газонокосилка, которая отлично справляется со своей работой. Что мне действительно нравится, так это то, что эта газонокосилка поставляется с мешком для сбора травы. С другой стороны, сложно убрать мешок с травой, не разбрасывая его повсюду и не помещая между щелями газонокосилки. Причина, по которой я выбрал этот бренд, заключается в том, что он был на распродаже и имел довольно хорошие отзывы в Интернете. Я бы порекомендовал эту косилку тем, у кого небольшой двор и есть терпение, или тем, кто не возражает против того, чтобы трава сбивалась с места. Эта газонокосилка делает свою работу, и это все, что вам нужно, если только вы не придирчивый человек, каким я являюсь. Эта косилка имеет различные настройки, касающиеся высоты травы, но моя трава слишком густая для этой машины, и ее нужно косить дважды, чтобы достичь желаемой длины. В общем, вы получаете то, за что платите.
 Это была худшая часть. Иногда мне требовалось 10-15 минут, чтобы запустить эту штуку, потому что мне приходилось одновременно тянуть за веревку и прыгать назад, чтобы иметь возможность тянуть за веревку достаточно долго. Это настоящий навык.
Это была худшая часть. Иногда мне требовалось 10-15 минут, чтобы запустить эту штуку, потому что мне приходилось одновременно тянуть за веревку и прыгать назад, чтобы иметь возможность тянуть за веревку достаточно долго. Это настоящий навык. У него также есть регулируемые колеса по высоте травы.
У него также есть регулируемые колеса по высоте травы. Я использовал свою, чтобы попытаться начать бизнес по косилке. Рама или дека могли бы быть немного лучше сконструированы, хотя у моей была распорка на задней части, которая свободно выходила с одной стороны, и независимо от того, что мы пытались сделать, чтобы исправить это, ничего не получалось. мы попробовали шплинты, новые болты со стопорной шайбой и гайкой и т. д. .но несмотря на это мы использовали его до тех пор, пока колеса окончательно не отвалились. Теперь о двигателе: Briggs & Stratton Quatro 4.0 — один из лучших двигателей на рынке прямо сейчас. поменяйте фильтры один раз на всякий случай. Но в целом я бы всем рекомендовал газонокосилку Briggs And Stratton Quatro 4.0.
Я использовал свою, чтобы попытаться начать бизнес по косилке. Рама или дека могли бы быть немного лучше сконструированы, хотя у моей была распорка на задней части, которая свободно выходила с одной стороны, и независимо от того, что мы пытались сделать, чтобы исправить это, ничего не получалось. мы попробовали шплинты, новые болты со стопорной шайбой и гайкой и т. д. .но несмотря на это мы использовали его до тех пор, пока колеса окончательно не отвалились. Теперь о двигателе: Briggs & Stratton Quatro 4.0 — один из лучших двигателей на рынке прямо сейчас. поменяйте фильтры один раз на всякий случай. Но в целом я бы всем рекомендовал газонокосилку Briggs And Stratton Quatro 4.0. Мне нравится идея с большими задними колесами, так как во Флориде трава (и в некоторых районах… песок) становится довольно густой и ее трудно косить. К сожалению, он поставляется только с двигателем мощностью 4,0 лошадиных силы, что довольно мало для современных косилок. У меня никогда не было проблем с запуском этой косилки, и я провел целый сезон, не запуская ее, и у меня не было абсолютно никаких проблем с этой косилкой. Некоторые пластмассовые детали плохо держатся, и я услышал легкий «дребезжащий» звук верхней крышки, когда кажется, что она должна быть закреплена. При движении по тяжелому или густому участку, заросшему сорняками, регулировка колес сбивалась, и мне приходилось останавливаться, чтобы отрегулировать колесо. В остальном она так же надежна, как и мои предыдущие косилки Craftsman, и кажется достаточно прочной, чтобы прослужить некоторое время. По сравнению с моими предыдущими косилками, это определенно стоит того, учитывая цену.
Мне нравится идея с большими задними колесами, так как во Флориде трава (и в некоторых районах… песок) становится довольно густой и ее трудно косить. К сожалению, он поставляется только с двигателем мощностью 4,0 лошадиных силы, что довольно мало для современных косилок. У меня никогда не было проблем с запуском этой косилки, и я провел целый сезон, не запуская ее, и у меня не было абсолютно никаких проблем с этой косилкой. Некоторые пластмассовые детали плохо держатся, и я услышал легкий «дребезжащий» звук верхней крышки, когда кажется, что она должна быть закреплена. При движении по тяжелому или густому участку, заросшему сорняками, регулировка колес сбивалась, и мне приходилось останавливаться, чтобы отрегулировать колесо. В остальном она так же надежна, как и мои предыдущие косилки Craftsman, и кажется достаточно прочной, чтобы прослужить некоторое время. По сравнению с моими предыдущими косилками, это определенно стоит того, учитывая цену. org/Person»>
org/Person»> Запчасти доступны повсеместно. Мульчирование не отличное, но хорошее.
Запчасти доступны повсеместно. Мульчирование не отличное, но хорошее. Я знал, что он сделал, если он пошел туда, чтобы убить их или что. К тому времени, когда он вернулся домой, у нас была совершенно новая косилка… К счастью, эта косилка работает до сих пор… В любом случае, я не могу с чистой совестью рекомендовать кому-либо покупку марки Briggs & Stratton Quattro.
Я знал, что он сделал, если он пошел туда, чтобы убить их или что. К тому времени, когда он вернулся домой, у нас была совершенно новая косилка… К счастью, эта косилка работает до сих пор… В любом случае, я не могу с чистой совестью рекомендовать кому-либо покупку марки Briggs & Stratton Quattro. Плоский нет был ответ. Когда вы знаете, что построили какой-то хлам, вы можете, по крайней мере, переконопачить или помочь с запчастями. Таким образом, из-за того, что корпорация не желает помочь с комплектом прокладок от 88 до 115 долларов, я имею возможность никогда не покупать другой их продукт. Я определенно не рекомендую их. Если только у вас не гипер-пальцы и вы не хотите писать в этом посте. Кстати, если вы не занимаетесь ремонтом, запланируйте как минимум 400 долларов на ремонт лома.
Плоский нет был ответ. Когда вы знаете, что построили какой-то хлам, вы можете, по крайней мере, переконопачить или помочь с запчастями. Таким образом, из-за того, что корпорация не желает помочь с комплектом прокладок от 88 до 115 долларов, я имею возможность никогда не покупать другой их продукт. Я определенно не рекомендую их. Если только у вас не гипер-пальцы и вы не хотите писать в этом посте. Кстати, если вы не занимаетесь ремонтом, запланируйте как минимум 400 долларов на ремонт лома. Худшая ошибка, которую я когда-либо совершал. Кусок хлама не заводится, Troy-Bilt отказывается поддерживать гарантию, они просто наклеивают на нее свое имя, двигатель B&S, и они согласятся заплатить за ремонт, если я утащу мойку куда-нибудь в неизвестном направлении. небольшая мастерская по ремонту двигателей за свой счет и время. На этой штуке стоит новый двигатель Briggs & Stratton, и он уже вышел из строя! У меня есть 15-летняя косилка Honda, которая каждый раз заводится с первого раза!
Худшая ошибка, которую я когда-либо совершал. Кусок хлама не заводится, Troy-Bilt отказывается поддерживать гарантию, они просто наклеивают на нее свое имя, двигатель B&S, и они согласятся заплатить за ремонт, если я утащу мойку куда-нибудь в неизвестном направлении. небольшая мастерская по ремонту двигателей за свой счет и время. На этой штуке стоит новый двигатель Briggs & Stratton, и он уже вышел из строя! У меня есть 15-летняя косилка Honda, которая каждый раз заводится с первого раза!
 .. помня о том, чтобы не ПЕРЕПОЛНИТЬ), и все же мне отказывают в гарантийном обслуживании. Если бы руководство правильно сказало: «ЕСЛИ ВЫ ЗАПУСТИТЕ ДВИГАТЕЛЬ БЕЗ ПЕРВОГО ДОБАВЛЕНИЯ 18 унций МАСЛА…», я бы ЗАЛОЖИЛ 18 унций МАСЛА. И я бы не стал печатать это письмо сегодня. Я буду косить свой газон.
.. помня о том, чтобы не ПЕРЕПОЛНИТЬ), и все же мне отказывают в гарантийном обслуживании. Если бы руководство правильно сказало: «ЕСЛИ ВЫ ЗАПУСТИТЕ ДВИГАТЕЛЬ БЕЗ ПЕРВОГО ДОБАВЛЕНИЯ 18 унций МАСЛА…», я бы ЗАЛОЖИЛ 18 унций МАСЛА. И я бы не стал печатать это письмо сегодня. Я буду косить свой газон. Нет, спасибо, я уже потратил достаточно. Пока они не передумают, у меня нет другого выбора, кроме как попытаться помочь другим потенциальным покупателям совершить ту же ошибку при работе с этими двумя организациями.
Нет, спасибо, я уже потратил достаточно. Пока они не передумают, у меня нет другого выбора, кроме как попытаться помочь другим потенциальным покупателям совершить ту же ошибку при работе с этими двумя организациями.


