Токарные одношпиндельные полуавтоматы подразделяются на центровые и патронные, в зависимости от способа крепления обрабатываемой заготовки. Для обработки длинных заготовок, например, длинных ступенчатых валиков, применяют центровые полуавтоматы, на которых обрабатываемая заготовка крепится в центрах передней и задней бабок. Короткие заготовки большого диаметра обрабатываются на патронных полуавтоматах с закреплением заготовки в патроне. Такое подразделение является условным, иногда на центровых полуавтоматах может быть установлен патрон, а на патронных — задняя бабка с центром. Наиболее распространена горизонтальная компоновка одношпиндельных токарных полуавтоматов.
Заготовки деталей сложной конфигурации могут обрабатываться несколькими резцами одновременно (рис. 1) или одним резцом, перемещающимся по копиру (рис. 2). По этому признаку различают одношпиндельные полуавтоматы многорезцовые и копировальные.
Рис. 1. Многорезцовая обработка на одношпиндельном полуавтомате.
Для обработки заготовок деталей, имеющих центральное отверстие, применяют токарно револьверные полуавтоматы, имеющие продольный суппорт с многогранной револьверной головкой. Цикл работы полуавтомата может быть автоматизирован на механической или на гидроэлектрической базе.
Рис. 2. Копировальная обработка на токарном полуавтомате.
Конструкции современных полуавтоматов предусматривают возможность оснащения их устройствами для автоматической загрузки заготовок и выгрузки деталей, что превращает полуавтомат в станок с полностью автоматизированным циклом, т. е. в автомат.
Основные размеры одношпиндельного токарного полуавтомата — наибольший диаметр обработки над суппортом и наибольшая длина обрабатываемой заготовки.
На рис. 3, показан одношпиндельный токарный полуавтомат 1730 с механической базой автоматизации. Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Шпиндель приводится от электродвигателя (N = 10 кВт, n = 1455 об/мин) через клиновые ремни и зубчатую передачу (α/б)*(18/80). Сменные шестерни α и б служат для настройки скорости главного движения.
Рабочая подача продольного суппорта (S1) осуществляется по схеме: шпиндель — зубчатая передача 76/76 * 22/68 * 68/73 * в/г — зубчатая пара 28/20 (при включенной кулачковой муфте 1) — муфта обгона 2 — зубчатая пара 20/78 — ходовой винт (t = 12 мм). Сменными шестернями в и г настраивают величину подачи.
Поперечный суппорт получает движение только при перемещении продольного суппорта. Закрепленная на продольном суппорте рейка (m = 4) поворачивает шестерню z = 15 и далее движение передается через зубчатую передачу 25/25 * 28/22 * д/е цилиндрическому кулачку 3, в пазу которого скользит ролик 4, закрепленный на поперечном суппорте. Сменные шестерни д и е предназначены для настройки рабочей поперечной подачи (S2).
Для быстрого перемещения обоих суппортов одношпиндельный токарный полуавтомат 1730, имеет отдельный электродвигатель (N = 1 кВт, n = 1450 об/мин). Муфта обгона 2 позволяет передавать быстрое вращение по цепи 34/64 — муфта обгона — 20/78 без выключения муфты 1.
Муфта 5 предохраняет механизмы от перегрузок. С помощью маховичков 6, 7 и 8 производятся перемещения суппортов при наладке вручную.
Автоматический цикл работы станка состоит из быстрого подвода, рабочей подачи, быстрого отвода суппортов в исходное положение и остановки шпинделя, Затем рабочий снимает готовую деталь, устанавливает новую заготовку и пускает станок.
Управление автоматическим циклом производится с помощью специального механизма электроавтоматики 6 (см. рис. 3), удобно расположенного спереди станка.
Установка длин рабочих и холостых ходов обоих суппортов сводится к установке упоров на рейке механизма электроавтоматики. В СССР был налажен выпуск двух моделей одношпиндельных многорезцовых автоматов с механической базой автоматизации, их основные технические параметры приведены ниже.
Одношпиндельный многорезцовый автомат 1A720
Максимальный диаметр обрабатываемой поверхности над суппортом 200 мм;
Длина обрабатываемой заготовки 320 мм;
Диапазон скоростей станка 146-1400 об/мин;
Мощность приводного электродвигателя 7 кВт;
Масса 20 кН.
Одношпиндельный многорезцовый автомат 1A730
Максимальный диаметр обрабатываемой поверхности над суппортом 320 мм;
Длина обрабатываемой заготовки 800 мм;
Диапазон скоростей станка 56-710 об/мин;
Мощность приводного электродвигателя 14 кВт;
Масса 34 кН.
Широкое распространение получили одношпиндельные токарные полуавтоматы с гидравлической базой автоматизации. Использование гидравлики в приводе подач облегчает автоматизацию цикла и упрощает наладку, снижая тем самым вспомогательное время наладки токарного станка. Отечественное станкостроение выпускает гидрофицированные токарные полуавтоматы, работающие по многорезцовому принципу и по принципу копирования.
На рис. 5 показан общий вид гидрофицированного многорезцового центрового полуавтомата. На тумбах 1 и 3 установлена станина 7, на которой располагаются основные узлы станка. На левой части станины смонтирована шпиндельная бабка 8 с коробкой скоростей, сообщающей шпинделю 14 ступеней скорости. Переключение скоростей у одношпиндельного автомата производится с помощью двух двухвенцовых блоков и сменных шестерен.
На правой части станины на отдельных направляющих установлена задняя бабка 5 с вращающимся центром. Пиноль задней бабки перемещается посредством гидроцилиндра. Для управления перемещениями пиноли служит рычаг с рукояткой 4.
По наклонным направляющим станины (угол наклона 15° к вертикали) перемещаются с помощью гидроцилиндров, расположенных в левой части станины, верхний 6 и нижний 2 суппорты. Каждый суппорт имеет продольное рабочее (S1) и быстрое холостое перемещение, поперечное перемещение (S2), коcое и прямое врезание. В конце рабочего хода может быть произведен быстрый отвод резцов от детали, называемый «отскок».
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Одношпиндельный токарный автомат с ЧПУ и револьверной головой HCP-42 по цене производителя с доставкой – «TopStanok»
Описание
Характеристики
Хар-ки
Комплектация
Описание
Greenway HCP-42 представляет собой токарный автомат, произведенный в Тайване, который оснащен револьверной головой, что позволяет осуществлять не только токарные, но и фрезерные и сверлильные операции без переустановки заготовок.
Максимальный диаметр обработки составляет 250 мм (прутка — 42 мм), при мощности главного шпинделя 3,75 кВт и частоте вращения 6000 об/мин. Доступно опциональное увеличение мощности двигателя до 5,5 кВт.
Ось C как дополнительная опция служит для произвольного позиционирования угла шпинделя и контроля контура. Cтанина станка Greenway HCP-42 цельнолитая и минимизирует вибрации во время работы, что обеспечивает высокую надежность и точность при длительной обработке деталей. Более того, широкий диапазон и большой ход по осям X и Z гарантируют стабильную обработку и упрощают установку инструмента. Эргономичные габариты токарного автомата Greenway HCP-42 позволяют организовать рабочее пространство, и расположить оборудование не только на крупном предприятии, но и в небольшом цеху или мастерской.
Большое количество дополнительных опций, таких как Ось Y, дают возможность установить на токарном автомате Greenway HCP-42 приводные инструментальные блоки, расширив функционал обработки заготовок.
Наличие системы ЧПУ сводит к минимуму участие человека в процессе обработки и производства деталей, тем самым налаживает автоматизацию рабочего процесса и повышает производственную мощность.
Видео
Общие характеристики
Характеристика
HCP-42
Диапазон обработки
Максимальный диаметр обрабатываемого прутка
42 мм
Максимальная длина точения
150 мм
Главный шпиндель/ противошпиндель
Частота вращения главного шпинделя
50 — 6 000 об/мин
Мощность главного шпинделя
3,75 кВт (5,5 опция)
Макс. диаметр сквозного отверстия главного шпинделя /противошпинделя
45 мм
Наличие контршпинделя
Нет
Общие
Длина
2450 мм
Ширина
1600 мм
Высота
2100 мм
Масса
2300 кг
Система ЧПУ/ Контроллера
SYNTEC 11TA
Наличие ЧПУ
с ЧПУ
Размер инструмента для обработки внутреннего диаметра
Ø20
Размер инструмента для обработки наружного диаметра
口20
Цанговый патрон
173E
Вращающийся инструмент с фасонным профилем для противошпинделя
Мощность насоса подачи СОЖ
0,74 кВт
Стандартная комплектация
Развернуть все
Свернуть все
Многорезцовая инструментальная плита
Держатель инструмента для обработки внутреннего диаметра (IDØ20)
Гидравлический 3-кулачковый патрон или цанговый патрон
Кулачковый патрон из мягкого металла или цанговый патрон 173E
Дополнительные опции
Стабилизатор напряжения
Электрический конвейерный транспортер стружки
Сертификация СЕ
Приемник обработанных деталей
Инструментальная база для обработки внутреннего диаметра (IDØ20)
Трансформатор
Трансформатор постоянного напряжения
Фильтр масляного тумана
Закрытый воздухоохладитель
Бар-съемник
Приемник обработанных деталей и конвейерная лента
Радиальный приводной инструмент на 4 позиции (ER-16) Ось Y
Трехвальное сверлильно-нарезное устройство (Ось B)
Ось C с тормозным диском для контурной обработки
Радиальный приводной инструмент, Верх (ER-25)
Приводной инструмент вертикального типа (ER-20)
8-ми позиционная револьверная головка
Распорка для инструмента
Радиальный приводной инструмент, Низ (ER-20)
Маслоотделитель
Контроллер Fanuc Oi Mate TC
Особенности
ЧПУ Syntec
Контроллер Syntec является полноценным административным центром, позволяющим осуществлять управление станком без подключения к персональному компьютеру. ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
Уловитель деталей
Автоматический рабочий режим с уловителем деталей позволяет экономить производственные расходы.
Цельнолитая высокопрочная станина
Цельнолитая станина из чугуна спроектирована таким образом, что позволяет свести к минимуму вибрации, достигая при этом высокой точности и жесткости. Компактная компановка, позволяет установить станок в ограниченном пространстве.
С одношпиндельными обрабатывающими центрами с ЧПУ от SW вы можете достичь высоты точность обработки и чрезвычайная гибкость в вашем производстве. Машины поставляются со всем необходимым для реализации этого. Запатентованный моноблок и 3-х осевой блок box-in-box обеспечивают оптимальную передачу усилия и идеальное качество поверхности . С помощью 4- и 5-осевой обработки вы часто можете выполнить сложных геометрических форм всего за одного установа . Это экономит время, позволяя быстро и точно работать с малыми и средними сериями.
Все материалы и большие рабочие пространства
На наших одношпиндельных обрабатывающих центрах с ЧПУ можно обрабатывать необработанные детали из 9стали 0010 и чугуна , а также алюминия , титана и сплавов . Эти станки также имеют очень больших рабочих мест , что позволяет обрабатывать большие заготовки с высокой точностью. Это особенно интересно для обработки крупных структурных компонентов, таких как аккумуляторные отсеки для электромобилей.
Одношпиндельные обрабатывающие центры с ЧПУ являются идеальным дополнением к производственным линиям
Наши одношпиндельные станки идеально подходят для дополнения уже установленных производственных линий и многошпиндельных станков. Они могут, например, взять на себя специальные процессы или вариант производства . Одношпиндельные станки SW следуют той же философии управления, что и многошпиндельные станки, что снижает объем необходимого обучения и различия в техническом обслуживании. Кроме того, их использование уменьшает количество вариантов запасных частей.
Использование одношпиндельных станков SW означает быстрый процесс ввода в эксплуатацию и согласованное решение . Мы подключаем новый станок к существующей автоматизации и переносим любые существующие программы ЧПУ с других станков с программным обеспечением. А сетевое подключение простое, потому что одношпиндельные станки SW имеют те же интерфейсы и параметры обслуживания на основе данных , что и у многошпиндельных станков.
поиск станков
Узнайте больше о наших обрабатывающих центрах и широком ассортименте продукции или свяжитесь напрямую с нашим техническим специалистом по любым вопросам.
Свяжитесь с нами
Продукция
Ссылка для загрузки страницы
Настройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Принять все
Сохранять
Принимать только необходимые файлы cookie
Возвращаться
Настройки конфиденциальности
Основные (2)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильного функционирования веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Имя
Печенье Борлабс
Провайдер
Владелец этого сайта, Выходные данные
Назначение
Сохраняет настройки посетителей, выбранных в окне cookie Borlabs Cookie.
Имя файла cookie
borlabs-cookie
Срок действия файла cookie
1 Яр
Имя
Google Шрифты
Провайдер
Гугл
Назначение
Используется для разблокировки шрифтов Google.
Политика конфиденциальности
https://policies.google.com/privacy
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Принять
Гугл Аналитика
Имя
Гугл Аналитика
Провайдер
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия
Назначение
Cookie от Google для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт.
Политика конфиденциальности
https://policies.google.com/privacy?hl=de
Имя файла cookie
_ga,_gat,_gid
Срок действия файла cookie
2 года
Внешние носители (1)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Принять
YouTube
Имя
YouTube
Провайдер
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия
Назначение
Используется для разблокировки контента YouTube.
Политика конфиденциальности
https://policies.google.com/privacy
Хост(ы)
google.com
Имя файла cookie
НИД
Срок действия файла cookie
6 Монат
Политика конфиденциальности
Выходные данные
Перейти к началу
Одношпиндельные автоматы | Ролл быстро
Дом
Возможности
Одношпиндельные автоматы
У нас есть собственный 35 одношпиндельный автомат / станок Traub.
Автоматы с одним шпинделем: они обрабатывают отдельные детали за один раз, включая обычные станки, такие как автоматические отрезные станки, автоматические винтовые станки швейцарского типа и т. д. . Многошпиндельные автоматы: имеют от 2 до 8 шпинделей. Шпиндели расположены в держателе, который периодически индексируется из положения в положение.
Что такое одношпиндельный токарный станок?
Одношпиндельный токарный автомат является модифицированной формой револьверного станка . Эти машины имеют в дополнение к 6-позиционной башне максимум 4 поперечных суппорта. Эти поперечные салазки приводятся в действие дисковыми кулачками.
Имеет скользящую переднюю бабку, перемещаемую кулачком колоколообразного или пластинчатого типа. Кронштейн инструмента, поддерживающий пять инструментальных салазок , каждый салазок приводится в действие отдельным кулачком, установлен в центре.
Какие детали мы можем изготовить?
Мы обычно производим вес Tliger, заклепки, цилиндр, плоский, шестигранный, XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX.
Наименование машины
Категория
Вместимость
Сделать
Год основания
Общее количество машин
Машины Трауба А-25
Машины Трауба А-25
шпиндель ø 25
Машины PMT, Пуна
2003, 2021
48
Настольный шлифовальный станок
2-я операция
6 дюймов
Пиначо
1989
6
Сверлильные станки
2-я операция
ø 65
Кирлоскар
2003
4
Шлифовальный станок
2-я операция
6 дюймов
Хардаял Энгг
2003
2
Ленточная шлифовальная машина
2-я операция
4 дюйма
Хардаял Энгг
2003
1
Плоскошлифовальный станок
2-я операция
800×1200
Инструменты Praga, HMT
2003
1
Вертикально-фрезерные станки
2-я операция
600×1000
Машины LMW, Коимбатур
2003
6
Бесцентрово-шлифовальный станок
2-я операция
ø 100
Инструменты Praga, HMT
2003
1
Горизонтальные резьбонарезные станки
2-я операция
ø 32
Кирлоскар
2003
6
Конструкция станка
Основание: Основание (основание станка) представляет собой жесткую сборную конструкцию с надлежащим образом снятым напряжением для обеспечения точности и отсутствия вибрации при обработке компонентов с превосходной отделкой.
Шпиндель: Шпиндель изготовлен из легированной стали, тщательно обработан, тщательно закален и прецизионно отшлифован, включая резьбу. Шпиндель установлен в прецизионных импортных подшипниках в передней части и прецизионной глубокой канавке. шаровая опора сзади.
Стандартное оборудование: • Передний и задний поперечные салазки • Задняя бабка • Упор прутка • Барабан-кулачок • Электрические приводные двигатели • Передние и задние брызговики из листового металла • Электрический насос охлаждающей жидкости • Приспособление для подачи прутка • Ручная рукоятка • Набор Замена передач • Набор инструментов.
Преимущество токарного станка с одним шпинделем
Используется для прецизионной токарной обработки мелких деталей.
Имеет много направляющих для инструментов.
Доступен широкий диапазон скоростей.
Жесткая конструкция.
Достаточно простой конструкции банки.
Доступно много рабочих станций.
Возможна настройка микрометрического инструмента.
Классификация токарных автоматов
В зависимости от типа обрабатываемой работы эти станки классифицируются как:
1. Магазинная автоматика:
Станки для изготовления деталей из отдельных заготовок.
Также называются автоматическими проверочными машинами.
2. Автоматические прутковые станки:
предназначены для обработки деталей из пруткового/трубного проката.
М/с
используются для изготовления высококачественных крепежных изделий (винты, гайки), втулок, валов, колец, роликов, ручек, которые обычно изготавливаются из пруткового/трубного проката.
Epo3d+ Украинский FDM 3D принтер на рельсах HIWIN. Благодаря надежной…
35 000,00 грн.
ABS гранулы
ABS гранулы для экструзии
400,00 грн.
PLA
PLA экологический пластик от компании Plexiwire. 100% предоплата….
375,00 грн.
Купить ABS пластик (АБС)
ABS пластик от компании Plexiwire. 100% предоплата. Бесплатная доставка…
220,00 грн.
Мини мротор-редуктор 12в 100 об/мин
мини електродвигатель с высоким крутящим моментом. Его размер…
150,00 грн.
Сопло для 3D-принтера 1.75 мм, для хотэндов E3D и MK8
Сопло для 3D-принтера 1.75 мм 0,2/0,3/0,4/0,5
35,00 грн.
Пластик PETG для 3D принтера
PETG пластик от компании Plexiwire. 100% предоплата. Бесплатная…
360,00 грн.
SHF-20 опора вала
SHF-20 опора вала применяется для ЧПУ
60,00 грн.
A4988 драйвер шагового двигателя
35,00 грн.
Купить 3D принтер epo3d
Украинский 3D принтер epo3d построенный на базе современной кинематики. ..
18 000,00 грн.
All best sellers
Categories
Информация
Цветная печать на 3Д принтере с одним экструдером
Еще недавно 3D-принтеы с возможностью разноцветной печати, это были прнтеры высокого класса, стоимость которых была недоступна для среднего потребителя. Теперь же есть различные варианты для создания красочных 3D-моделей. Давайте рассмотрим прямую цветную 3D-печать, где цвет получается из разноцветных нитей, используемых в FDM-принтере с одним соплом. В этой статье пойдет речь о цветной печати с помощью одного экструдера, путем назначения несколько задач для программного обеспечения. Полученный G-код будет давать задачи для принтера, начинать с одной цветной нити, а затем делать паузу на определенной высоте слоя. В этот момент новая нить заменяется, и задание на печать возобновляется. Этот метод позволяет любому пользователю со стандартным принтером с одним экструдером создавать многоцветный объект. Если замена филамента во время печати кажется утомительной, можно установить внешнее устройство Mosiac Manufacturing, Prusa MMU 2.0 или устройство с большой печатающей головкой стоящей на Micro, Crane Quad.
Но если у вас нет таких многоцветных устройств, но нужно выполнить поставленную задачу придется прибегнуть к ручной замене цвета. 3Д-печать с послойным нанесением определенного цвета на определенной высоте можно применить в производстве: логотипов, настольных игр, нашивок, значков, брелоков и т.д.
Как же установить паузы при печати в Gcode для замены нити в Simplify3D и CURA Это краткое руководство поможет пользователю не зная Gcode с легкостью вставить паузы в код с помощью штатных слайсеров.
Simplify3D
этот кусочек кода будет тем, кто сотворит всю магию:
G91; Установит в относительное положение G1 Z20 F5000; Поднимите сопло (опустит стол) на 20 мм вдоль оси Z со скоростью 5000 мм / мин. G90; Вернется в абсолютное положение М0; Пауза и ожидание ввода пользователя, чтобы продолжить печать
В этот момент меняем нить с другим цветом.
В Simplify3D мы будем использовать настройку Process> Scripts> Post-Processing, чтобы ввести вышеуказанный Gcode (без комментариев) примерно так:
{REPLACE «; слой 3, Z =» » nG91 nG1 Z20 F5000 nG90 nM0 n; слой 3, Z =»}
Конечно, вам нужно будет выбрать номер слоя для паузы (подробнее об этом чуть позже). Также обратите внимание, что части кода « n » просто создают новую строку в GCode.
Переключение на предварительный просмотр вашей модели в слайсере облегчит эту часть. В Simplify3D это вопрос перетаскивания ползунка внизу экрана предварительного просмотра (или ввода номера слоя).
CURA
Эти настройки помогут вам полностью контролировать приостановку печати: • Pause Height / Layer: высота или номер слоя, на котором вы хотите приостановить печать. • Парковочная печатающая головка X и Y: перемещение сопла в указанные координаты, когда печать приостановлена. • Перемещение головки Z : подымает сопло (опускает стол) во время паузы, доводя его до указанного значения. • Retraction: параметры ретракции в период паузы. • Количество и скорость выдавливания : количество материала, подлежащего вытягиванию при перезагрузке новой нити. • Повторить слои: Вы можете повторить все ранее завершенные слои, чтобы увеличить адгезию. • Температура в режиме ожидания: температура сопла в режиме паузы.
Slic3r
Найдите раздел « Custom G-code» на вкладке «Настройки принтера». Прокрутите вниз до заголовка After layer change G-code и вставьте следующий код: ; LAYER: [layer_num], Z HEIGHT: [layer_z] {if layer_num == 45}M600 ; Color change {endif} Если вы хотите сделать больше перестановок накала, просто продублируйте последнюю строку следующим образом: {if layer_num == 45}M600 ; Color change 1 {endif} {if layer_num == 65}M600 ; Color change 2 {endif} {if layer_num == 85}M600 ; Color change 3 {endif}
Редактирования Gcode
Если немного ориентируетесь в G-коде, и вам это интересно – то тогда этот способ для вас. Выбираем нужный сохраненный файл с расширением *.gcode. Открываем с помощью простого текстового редактора – например Блокнот (Notepad) и начнем редактировать. Для этого определяемся на каких слоях планируется замена цвета или материала. Нажимаем Ctrl-F (поиск по тексту) и вписываем в поисковом окне “layer 10” где например цифра 10 это тот слой где происходит замена и нажимаем “Найти”. После строки “layer 10” вставляем заранее скопированный текст с кодом.
G91; Поставить в относительный режим G1 Z10; Опустить стол (поднять печатающую головку) на 10 мм G90; Вернуть в абсолютный режим G1 X0 Y0; Переход в ноль (дом) по осям X & Y M0 Нажмите, чтобы перезагрузить; Пауза и ожидание G91; Поставить в относительный режим G1 Z-10; Возвращаемся назад на 10 мм G90; Вернуть в абсолютный режим
После выполнения 3D-принтером этих команд происходит возврат к последнему месту, в котором он был при сохранении печати.
Команда М600
Этот метод, как и предыдущий, позволяет в ручную вставить в G-код команду М600. Преимущество перед вышеизложенным в том, что вы вставляете в код только одну строку с командой М600, и принтер сам производит откат головки в безопасное место, выбрасывает нить а потом ее загружает, и продолжает печать с прерванного места. Если в вашем принтере при прошивке не активировали эту команду, то устройство ее проигнорирует.
Смена пластика
Самый простой но трудоемкий способ, это ручная смена цвета на 3Д принтере. Вы должны находится возле принтера и пристально наблюдать за процессом печати. Чтобы в нужный момент успеть сменить пластик. В большинстве 3д принтеров такая функция по смене филамента предусмотрена. Выбираете в меню сменить пластик, а дальше следуйте инструкциям показанным на дисплее.
И так мы показали как можно модернизировать 3Д принтер и сделать его цветным. Конечно это потребует некоторых усилий и денежных затрат, но все же это дешевле чем покупать новый принтер с двойным экструдером. Дальнейшим расширением этой техники будет добавление нескольких пауз, чтобы сделать еще больше возможностей для смены цвета, но мы оставим это для ваших экспериментов! Желаем вам удачи и красочных 3Д-моделей
Настройки CURA.Программы для подготовки 3д печати. / Статьи
Поделиться:
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере. Источник
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.
Скачать
Настройки для 3D принтера Mendel90 и подобных
Первый запуск Cura
Выбираем свой 3D принтер
Устанавливаем габариты области печати
Настройка параметров печати
Вкладка «Основные» настройки
Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
Нет – не использовать поддержку.
От поверхности – поддержка по минимуму.
Везде – поддержка по максимуму.
10 – Тип усиления адгезии (прилипания) к столу:
Нет – ничего. Только круги вокруг детали
Кайма – увеличение площади детали для лучшего сцепления со столом и защиты от отлипания углов. Настраивается во вкладке «Продвинутые».
Подложка – решётчатая многослойная подложка под деталь. Используется для деталей с маленькой площадью соприкосновения со столом. Настраивается во вкладке «Продвинутые».
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
Вкладка «Продвинутые» настройки
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
Дополнительные настройки печати
Включение дополнительных настроек
Подробные настройки
Эти же настройки появляются в мини меню вкладки «Продвинутые»
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10. 3 — Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройки\Охлаждение\Минимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
Grid — решётка,
Lines — линии. Легче удаляется.
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.
1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях
Перед печатью
Входим в настройки
Изменяем вид интерфейса
Интерфейс программы Cura в стиле программы Pronterface, во время печати.
Изменяем стартовый G-код
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.
Внимание! При некорректном закрытии Cura настройки могут сброситься.
Автор
Автор публикации
Замена нити Cura | Скрипт и G-код
Автор
Последние сообщения
Мартин
Мартин имеет степень магистра наук. по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.
Последние сообщения Мартина (посмотреть все)
Раскрытие информации: Ссылки, отмеченные *, являются партнерскими ссылками. Я зарабатываю на квалификационных покупках, если вы решите совершить покупку по этим ссылкам — без каких-либо дополнительных затрат для вас!
В дополнение к « Пауза на высоте сценария », Cura также позволяет использовать « Сценарий смены нити » для смены нити во время печати.
С помощью сценария смены нити в Cura нить можно менять во время печати на определенном слое. В настройках можно установить слой, ретракцию и выход нити.
Как это сделать подробно, какие ошибки могут возникнуть и как их решить, вы узнаете в этой пошаговой инструкции.
Содержание:
1 Шаг 1: Найдите слой для изменения в предварительном просмотре
2 Шаг 2: Расширения > Постобработка > Изменить G-код
3 Шаг 3: Добавьте скрипт изменения нити
4 Шаг 4. Настройте параметры сценария
5 Шаг 5. Разрежьте объект еще раз
6 Шаг 6. Начните печать
7 Шаг 7. Замените нить и продолжите печать
8 Шаг 8. Творчески используйте смену нити
9 Устранение неполадок — замена нити Cura
Шаг 1: Найдите слой для изменения в предварительном просмотре
Вероятно, у вас есть точное представление о том, где должно произойти изменение цвета на вашем объекте. Высота для этого указана в скрипте смены филамента по слоям.
Чтобы найти правильный слой, вам сначала нужно разрезать объект без скрипта, а затем искать правильный слой в предварительном просмотре.
Вы можете вручную переключаться между слоями, используя ползунок справа.
Выбранный слой будет напечатан новой нитью после замены нити.
Шаг 2: Расширения > Постобработка > Изменить G-код
Настройки скриптов находятся не в обычных настройках печати, а в строке меню Cura.
Расширения > Постобработка > Изменить G-код
Различие между настройками печати и сценариями делает очевидным, что сценарии следует создавать после фактических параметров печати. Они вставляют специальные события в печать и не изменяют фактические настройки печати.
Шаг 3: Добавьте сценарий смены нити
В открывшемся окне вы можете добавить различные сценарии. Сценарий замены нити также можно найти в раскрывающемся меню.
С помощью этого меню вы также можете вставлять несколько скриптов один за другим. Также возможно реализовать несколько смен нитей за один отпечаток. Вставьте сценарий смены нити для каждой смены нити. Единственная настройка, которую вы должны изменить, это номер слоя.
Шаг 4. Настройте параметры сценария
На этом шаге вы должны настроить скрипт. Наиболее важной настройкой, конечно же, является количество слоев, при котором должна быть напечатана новая нить.
Слой: Здесь вы определяете слой, на котором будет использоваться новая нить. После предыдущего слоя вставляется пауза и меняется нить. Также можно вставить несколько изменений филамента через один и тот же скрипт. Вы можете перечислить различные номера слоев один за другим через запятую. Затем тот же сценарий будет повторен для этих номеров слоев.
Использовать конфигурацию прошивки: Некоторые 3D-принтеры оснащены прошивкой, которая позволяет менять нить во время печати через меню. Этот флажок позволяет вам использовать эту встроенную замену нити и выполнять ее на определенном слое. Если вы активируете флажок, настройки для « Начальное отведение », « Последующее расстояние отвода » и для X- и Y-позиций исчезают. Затем эти настройки контролируются прошивкой.
Начальное втягивание: Здесь указывается длина втягивания нити в миллиметрах. Время этого втягивания наступает сразу после последнего слоя перед тем, как печатающая головка переместится к месту смены нити. Это предотвратит появление лишней нити на конце последнего слоя.
Расстояние позднего втягивания: С помощью этой настройки вы указываете, насколько экструдер должен втягивать нить. Это значение зависит от того, какой 3D-принтер вы используете. Если вы хотите полностью вытолкнуть нить, это значение должно быть не меньше длины между кончиком сопла и входным отверстием экструдера.
Позиция X/Y: Здесь вы можете установить координаты XY для печатающей головки. Как только начинается пауза для смены нити, печатающая головка перемещается в это положение для смены нити. В большинстве случаев используется нулевое положение по умолчанию. Однако для некоторых принтеров другое положение может быть более полезным для более удобной замены нити.
Позиция Z (относительная): Как и в случае с координатами XY, вы также можете указать координату Z, при которой должна происходить смена нити. Имейте в виду, однако, что это значение рассчитывается относительно. Если вы введете 0 мм, печатающая головка не переместится на Z = 0 мм, а останется на той высоте, на которой она была. Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее.
Шаг 5. Разрежьте объект еще раз
После того, как вы запрограммировали сценарий, вы можете закрыть окно. Теперь вам нужно снова разрезать объект, чтобы применить изменения.
После того, как вы запрограммировали скрипт, вы увидите уведомление об этом в правом нижнем углу интерфейса Cura.
Как и в случае с настройками печати, сценарии сохраняются при выходе из программы и сохраняются при ее запуске. Чтобы вы случайно не воспользовались скриптом снова, эта подсказка хорошо видна.
Шаг 6: Начните печать
После того, как вы нарезали объект и отправили его на свой 3D-принтер, вы можете начать печать.
Однако не стоит слишком долго упускать из виду 3D-принтер, чтобы не пропустить замену филамента. Если 3D-принтер будет ждать вас слишком долго, уже напечатанный материал может слишком сильно остыть. Однако с PLA это обычно не проблема.
Шаг 7. Замените нить и продолжите печать
После запуска сценария и извлечения нити из 3D-принтера вы можете установить новую нить и продолжить печать.
Если вы все сделали правильно, изменение цвета или материала должно быть плавным. Если нет, есть несколько способов оптимизации.
Шаг 8. Творчески используйте замену нити
Благодаря замене нити в Cura можно реализовать множество творческих идей. Я также использовал сценарий для многих своих проектов для достижения определенных эффектов.
Для этого осьминога я напечатал первые несколько слоев другой нитью, чем остальная часть объекта. Это придает присоскам под щупальцами другой цвет, чем тело.
Устранение неполадок — замена нити Cura
Хотя настройки сценария замены нити в Cura довольно просты, они часто могут приводить к осложнениям. После того, как вы нашли правильные настройки для своего принтера, может потребоваться от 1 до 3 тестовых отпечатков.
Обязательно потренируйтесь менять нить на небольших тестовых объектах. Небольшие тестовые объекты, которые занимают всего несколько минут и несколько граммов нити, не дадут вам испортить более крупный отпечаток.
Прошивка не распознает скрипт: На старых 3D-принтерах возможно, что встроенная прошивка не распознает команду сценария M600. Тогда принтер просто проигнорирует скрипт и продолжит печать без остановки. Чтобы проверить, знает ли прошивка вашего 3D-принтера команду, вы можете открыть файл конфигурации и найти команду M600. Если он появится, он будет реагировать на сценарий. Если вы его не найдете, принтер просто продолжит печатать, как будто сценарий не был запрограммирован. Если его нет, обновите прошивку. Более новые версии обычно совместимы.
Капли, прыщики и избыток материала в точке перехода: Одной из наиболее распространенных ошибок при замене нити является избыток материала в точке перехода. Основной причиной этой ошибки является избыточное давление в форсунке, которое не было должным образом сброшено. Лучший способ сбросить это давление — извлечь нить из сопла. Есть два момента времени, в которые может появиться капля: в начале и в конце паузы. Для начала паузы есть настройка «Первоначальное втягивание» в сценарии. Если капля возникает в начале, здесь следует установить значение немного выше, чтобы нить втягивалась дальше и не могла непроизвольно вырваться. Если клякса появляется в конце паузы, вы должны убедиться, что после замены нити нить не выйдет из сопла, прежде чем принтер снова заработает.
Деформация или плохая адгезия печатной платформы: Обычно температура печатной платформы во время выполнения сценария должна быть постоянной. Однако были случаи, когда по какой-либо причине температура была установлена на 0°C, что приводило к значительному охлаждению печатной платформы во время замены нити. Когда это происходит, это может быстро привести к деформации или полному отделению объекта от печатной формы. Если это произойдет с вами, вам следует обновить прошивку, так как этого не должно произойти. В противном случае вы можете использовать сценарий «Пауза на высоте» вместо сценария смены нити. Там вы можете задать температуры вручную.
Сдвиг слоя (сдвиг в направлении X/Y): Эта проблема сильно зависит от используемого 3D-принтера. На некоторых принтерах при смене нити во время печати вы можете столкнуться с большим смещением слоев, чем на других. Все зависит от того, насколько легко перемещать шаговые двигатели вручную во время работы. Если вы случайно измените положение печатающей головки по осям XY при замене нити, это напрямую повлияет на 3D-объект. 3D-принтер не заметит смещения и продолжит печатать, как ни в чем не бывало. В результате все слои, которые печатаются после смены филамента, смещаются именно на это смещение. Поэтому вы должны следить за тем, чтобы печатающая головка не двигалась при замене нити.
Сдвиг по высоте (сдвиг в направлении Z): Эта ошибка в основном такая же, как смещение слоя, только в направлении Z. Однако проявляется он совсем по-разному и иногда его трудно идентифицировать. Если вы случайно сместили печатную платформу или ось X с печатающей головкой в направлении Z во время паузы, после паузы печать начнется слишком высоко или слишком низко. В крайних случаях объект может быть отделен от печатной платформы соплом, потому что сопло начинается слишком низко и сталкивается с ним. С другой стороны, также может случиться так, что сопло внезапно снова начнет печатать в воздухе, когда произошло смещение в положительном направлении Z. Тогда либо между слоями остается небольшой зазор, либо вы получаете знаменитые спагетти из нити, и вам все равно придется начинать все сначала.
Плохая адгезия слоев: Плохая адгезия между отдельными слоями до и после паузы может быть вызвана не только случайным смещением оси Z. Во время смены филамента последний напечатанный слой остывает. Поэтому новый слой приходится печатать на холодном материале. Это может привести к плохой адгезии с некоторыми материалами. Затем вы можете попытаться повысить температуру для нового слоя на несколько градусов. Плохая адгезия до и после паузы также распространена при смене материала, а не только цвета. Существуют комбинации материалов, которые плохо сцепляются друг с другом. В любом случае убедитесь, что вы снова начинаете печатать при правильной температуре для новой нити.
Раскрытие информации: Этот веб-сайт является собственностью Мартина Люткемейера и управляется Мартином Люткемейером. Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.
Как использовать сценарии постобработки Cura — Замена нити и многое другое — 3D Printerly
В Cura есть много полезных функций, одна из которых — постобработка скриптов. Один из них позволяет вам менять нить во время печати и многое другое.
Вам следует продолжить чтение, чтобы узнать, как использовать эти сценарии постобработки.
Какие существуют сценарии постобработки Cura?
Сценарии постобработки Cura — это скомпилированные инструкции, созданные пользователями, которые вы можете использовать для выполнения уникальных задач, выполняемых в файле G-кода вашей модели.
Вот список некоторых доступных сценариев постобработки Cura:
Изменение по оси Z
Смешение цветов
Создание эскиза
Отображение имени файла и слоя на ЖК-дисплее
Отображение хода выполнения на ЖК-дисплее
Изменение нити
Вставка при изменении высоты слоя
900 3 Убрать Продолжить
Поиск и продолжить
Промежуток времени
Использовать предыдущие измерения датчика
Чтобы получить к ним доступ, щелкните меню Расширения на верхней панели инструментов. Далее перейдите к Постобработка > Изменить G-код.
В появившемся меню выберите Добавить скрипт.
С помощью этих сценариев вы можете изменить G-код вашей 3D-модели для выполнения определенной задачи во время печати. Например, сценарий Change at Z изменяет настройки печати, когда она достигает определенной высоты.
Пауза на высоте также останавливает модель на определенной высоте, ожидая возобновления действия пользователя.
Кроме того, у вас есть сценарии, которые можно использовать для изменения свойств материала вашей модели. Примером может служить вариант Color Mix , который работает с установками с одним соплом Dual Extruder.
С его помощью можно смешивать нити разных цветов для получения другого цвета. Опция Filament Change также позволяет менять цвет нити во время печати.
Наконец, у вас также есть сценарии, которые позволяют отслеживать ход печати. Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.
Если у вас есть знания в области программирования, вы также можете изменить эти сценарии. Например, этот пользователь изменил сценарий «Отображение хода выполнения на ЖК-дисплее», чтобы отображалось время, оставшееся до печати.
Я добавил этот скрипт постобработки в Cura, чтобы добавить расчетное оставшееся время и номер слоя, это невероятно полезно для 3D-печати
Вы даже можете создать свой собственный скрипт и добавить его в Cura, если у вас есть технические знания.
Вот классный пример пользователя, который создал свой собственный скрипт под названием 3DPrintColorizer, который использует несколько маркеров на 3D-принтере для раскрашивания во время печати.
Как использовать сценарии постобработки
В Cura встроено несколько сценариев постобработки, которые вы можете использовать в своих 3D-отпечатках. Я рассмотрю некоторые из наиболее часто используемых более подробно:
Изменить по Z
Показать имя файла и слой на ЖК-дисплее
Смена нити
Вставка при смене слоя
Пауза на высоте
Втягивание башни
Скоростная башня
Промежуток времени настройки после того, как отпечаток достигнет определенного слоя или высоты. Например, этот пользователь использовал сценарий для изменения температуры своего отпечатка в нескольких точках отпечатка.
Вы можете запустить несколько экземпляров этого скрипта, чтобы изменить настройки принтера на разной высоте.
Чтобы использовать его, щелкните его, чтобы добавить в список сценариев. После добавления вам придется изменить его настройки. Вот некоторые из них.
Включить
Это поможет вам включить или отключить определенные сценарии Change at Z. Это полезно, если вы просто хотите отключить этот конкретный скрипт, не удаляя и не стирая его.
Триггер
Параметр «Триггер» позволяет выбрать единицу измерения высоты отпечатка. Вы можете выбрать высоту (мм) или номер слоя.
Изменить высоту/слой
Параметр «Изменить высоту/слой» задает высоту или номер слоя, на котором будут происходить изменения, заданные вами в сценарии. В зависимости от параметра, который вы выбрали в настройке «Триггер», слайсер будет отображать «Изменить высоту» или «Изменить слой».
Параметр «Изменить высоту» указывается в миллиметрах, а параметр «Изменить слой» использует номера слоев.
Применить к
Параметр «Применить к» определяет, будут ли выбранные вами изменения применяться к одному слою или к нескольким слоям. У него есть два варианта; Только целевые слои и целевой слой + последующие слои.
Вывод на дисплей
В параметрах «Вывод на дисплей» отображаются изменения, которые вы вносите в G-код на ЖК-интерфейсе вашего 3D-принтера.
Изменить*
Настройки Изменить * — это различные параметры печати, которые можно изменить с помощью скриптов изменения в Z. Вы можете изменить скорость печати, скорость вентилятора, температуру стола и т. д.
Например, если вы хотите изменить температуру стола на определенной высоте. Сначала вы щелкаете поле «Изменить температуру кровати».
Далее появится другое меню, где вы можете ввести новую температуру, которую вы хотите.
Примечание: Вы можете изменить несколько параметров печати с помощью ОДНОГО сценария. Но менять их можно только на одной высоте.
Вам потребуется использовать более одного скрипта для изменения более чем одной Z-высоты.
Кроме того, как сказал один разработчик Cura, изменения в сценариях накладываются друг на друга. Например, допустим, вы печатаете со скоростью 30 мм/с и уменьшаете скорость на 50% до 15 мм/с.
Новая стандартная скорость 15 мм/с. Итак, если вы хотите вернуть скорость 30 мм/с в будущем слое, вам нужно будет ввести 200% в поле, а не 100%, так как 100% от 15 мм/с все равно останется равным 15 мм/с.
Как использовать сценарий отображения имени файла и слоя на ЖК-дисплее
Сценарий отображения имени файла и слоя отображает имя файла 3D-модели и номер слоя, который принтер в данный момент печатает на ЖК-дисплее.
ЧЭП на ютубе сделал крутое видео как можно использовать этот скрипт.
Вы можете изменить это, используя следующие дополнительные поднастройки:
Текст для отображения
Параметр Текст для отображения позволяет изменить текст, который принтер будет отображать на ЖК-дисплее. Имя по умолчанию — это имя файла 3D-модели. Тем не менее, размещение чего-либо в поле «Текст для отображения» автоматически переопределит имя файла 3D-модели и отобразит введенный текст.
Исходный слой
Опция Начальный слой позволяет выбрать способ нумерации слоев. Если вы выберете опцию 0, нумерация слоев начнется с слоя 0. И наоборот, если вы выберете слой 1, нумерация начнется с слоя 1.
Показать максимальный слой
Параметр display max layer отображает общее количество слоев в отпечатке.
Замена нити
Сценарий замены нити приостанавливает печать, чтобы вы могли заменить нить во время печати. Это очень удобно, когда вы хотите создавать многоцветные отпечатки, а у вас есть только один экструдер и сопло.
Вот некоторые из его настроек:
Слой
В настройках Слоя вы указываете номер слоя, на котором вы хотите приостановить печать, чтобы вы могли заменить нить. Вы можете указать несколько номеров слоев для паузы.
Только убедитесь, что вы разделяете их запятой.
Примечание: Смена слоя начинается до слоя, который вы помещаете в поле. Если вы хотите изменить слои в конце слоя 20, вы должны поставить 21 в поле.
Использовать конфигурацию микропрограммы
Принтер использует параметры конфигурации микропрограммы для управления парковкой сопла после паузы. Он также контролирует, как принтер вытягивает нить из сопла, когда пришло время ее заменить.
Вы можете установить этот флажок, если для этого предусмотрены настройки микропрограммы вашего принтера. Если это не так, вы можете указать свои пользовательские настройки.
Относительное Z-положение
Относительное Z-положение позволяет перемещать печатающую головку вверх, когда принтер останавливается для замены нити. Просто укажите высоту в мм в поле.
Примечание: Это относительное значение, поэтому принтер измеряет высоту от места остановки сопла, а не от платформы.
Как использовать сценарий «Вставка при смене слоя»
Сценарий «Вставка при смене слоя» позволяет поместить команду G-кода, которая выполняется каждый раз, когда принтер меняет слои. Например, вы можете добавить команду M240, которая запускает камеру, чтобы делать снимок отпечатка после каждого слоя.
Вот его настройки:
Когда вставлять
Сообщает принтеру, когда вставлять G-код. Вы можете вставить его после или до того, как насадка изменит слои.
G-код для вставки
Этот параметр принимает G-код, который вы хотите вставить в конце каждого слоя печати.
Как использовать сценарий «Пауза на высоте»
«Пауза на высоте» — это сценарий, который можно использовать для приостановки печати на заданной высоте. Это полезно, если вы хотите приостановить и добавить оборудование, такое как магниты, гайки и т. д., к печати и возобновить ее.
Например, этот ютубер использовал сценарий для паузы в нескольких местах печати, чтобы остановить и изменить цвет нити.
В результате получилась потрясающая многоцветная 3D-модель. Вот некоторые настройки, которые вы можете использовать для изменения сценария:
Пауза на
Параметр Пауза на позволяет вам выбрать единицу измерения, которую вы хотите использовать для высоты. Вы можете выбрать номер слоя или высоту в мм.
Высота паузы
Параметр «Высота паузы» позволяет указать, где вы хотите приостановить печать. Вы можете установить его в миллиметрах или использовать номер слоя в зависимости от того, что вы выбрали в опции «Пауза в».
Метод
Параметр Метод позволяет выбрать команду G-кода, которую вы хотите использовать для приостановки печати. Команда G-кода для паузы различается для разных принтеров и прошивок.
Итак, вы должны выбрать вариант прошивки вашего принтера из выпадающего меню скрипта.
Тайм-аут снятия с охраны
Параметр Тайм-аут снятия с охраны выключает шаговый двигатель по истечении периода времени (секунд), указанного в поле ввода. Если вы оставите его равным нулю по умолчанию, двигатели останутся включенными, пока печать приостановлена.
Парковка печати
Параметр Парковка печати позволяет переместить печатающую головку в безопасное место после приостановки печати, если установлен соответствующий флажок. Вы можете указать координаты для этого местоположения, используя настройки Park X, Y и Z.
Примечание. Если ваш принтер автоматически обрабатывает парковку, вы можете не устанавливать этот флажок.
Отвод и скорость отвода
Настройка отвода определяет, сколько нити в мм принтер втягивает обратно в сопло после паузы. Это предотвращает утечку нити из сопла, когда оно припарковано.
Параметр «Скорость отвода» определяет, насколько быстро экструдер втягивает нить обратно.
Объем выдавливания и скорость вытягивания
Параметр «Величина выдавливания» устанавливает количество нити, которое принтер выдавливает после паузы. Это может помочь очистить сопло от старого материала и нагреть его для возобновления печати.
Скорость выдавливания определяет, насколько быстро принтер выдавливает материал после паузы.
Повторить слой
Параметр «Повторить слой» печатает последний слой перед паузой, чтобы помочь восстановить поток нити.
Температура в режиме ожидания
Температура в режиме ожидания контролирует температуру сопла во время паузы печати. Если вы оставите его на нуле, температура останется неизменной.
Текст на дисплее
Текст на дисплее содержит текст, который будет отображаться на ЖК-дисплее, пока печать приостановлена.
G-код перед паузой/ G-код после паузы
G-код перед паузой запускает команду G-кода перед паузой принтера. G-код после паузы запускает команду после возобновления работы принтера.
Как использовать сценарий втягивания башни
Втягивание башни позволяет настроить параметры втягивания с помощью башни. Башня меняет значения отвода поэтапно, поэтому вы можете увидеть, какое из них лучше для вас.
YouTuber CHEP снял отличное видео, чтобы показать, как вы можете успешно откалибровать настройки вашего принтера с помощью этой башни.
Вот как вы можете его использовать:
Чтобы использовать это, вы должны установить плагин форм Cura Calibration. Чтобы установить его, нажмите Marketplace в правом верхнем углу экрана.
В появившемся меню прокрутите вниз, пока не увидите плагин Calibration Shapes .
Нажмите «Установить» и примите соглашение. После установки плагина перезапустите Cura.
Снова откройте Cura и нажмите Расширения > Детали для калибровки > Добавить тест втягивания . Это поместит выдвижную башню на вашу сборочную плиту.
Теперь вы можете изменить настройки башни, используя скрипт Retract Tower из меню Add a Script.
Вот некоторые из его дополнительных настроек.
Команда
Параметр Команда позволяет вам выбрать, какое значение отвода вы хотите протестировать. Вы можете выбрать между скоростью и расстоянием.
Начальное значение
Начальное значение — это скорость отвода или расстояние, на котором башня начинается снизу.
Приращение значения
Приращение значения — это увеличение скорости отвода или расстояния между последующими секциями башни на отпечатке. Он может быть отрицательным или положительным.
Изменить слой
Параметр «Изменить слой» устанавливает, сколько слоев должно быть напечатано в конкретном блоке перед применением увеличения значения.
Изменить смещение слоя
Смещение изменить слой — это количество базовых слоев, которые не являются частью первого блока. Принтер учитывает это при расчете слоев перед изменением первой секции.
Как использовать сценарий Speed Tower
Speed Tower — это калибровочный тест, который можно использовать для определения оптимальной скорости печати. Он печатает башню с разной скоростью для каждой секции, чтобы вы могли выбрать лучшую.
Вот как вы можете его использовать:
Во-первых, убедитесь, что вы установили плагин шагов калибровки из предыдущего раздела
Затем нажмите Расширения > Детали для калибровки > Добавить ускорительную башню . Это поместит башню ускорения на вашу сборочную плиту.
Теперь вы можете изменить его с помощью сценария башни скорости. Поднастройки в сценарии Speed Tower почти такие же, как и в сценарии Retract Tower.
Единственным заметным отличием являются параметры в настройках команды.
Команда
Параметр Команда позволяет вам выбрать, какое значение вы хотите откалибровать. Вы можете выбрать между ускорением, рывком, скоростью и т. д.
Как использовать сценарий интервальной съемки
Настройка интервальной съемки позволяет камере делать снимки отпечатка через различные интервалы времени. Вы можете использовать это, чтобы создать интересное видео о ходе печати.
Вот некоторые его настройки:
Длина паузы
Определяет время ожидания печати после срабатывания камеры.
Парковка печатающей головки
Парковка печатающей головки перемещает печатающую головку в другое место после срабатывания команды M240. Вы можете управлять местом, в которое она перемещается, с помощью команд парковки печатающей головки X и Y.
Вы также можете управлять скоростью с помощью команды Park Feed Rate.
Отвод
Расстояние отвода определяет, насколько далеко сопло втягивает нить при движении в парк для съемки камерой. Это помогает уменьшить просачивание сопел и дефекты печати, такие как натяжение.
Отличный пример просачивания сопел во время печати можно увидеть в этом посте на Reddit.
Помогите устранить просачивание сопла при 3D-печати
Чтобы помочь в борьбе с этим, другой пользователь предложил печатать при более низкой температуре, уменьшив время снимка и немного увеличив отвод.
Z Hop Высота при парковке
Z Hop при парковке поднимает сопло отпечатка во время парковки, чтобы он не ударялся о отпечаток. Вы можете установить высоту прыжка в поле.
Как изменить цвет нити во время печати — сценарий изменения
Вы можете изменить цвет нити с помощью сценария смены нити. Все, что вам нужно сделать, это настроить параметры печати в сценарии и подготовить альтернативную нить для загрузки в принтер.
Один пользователь сказал, что изменение скрипта филамента отлично сработало на его Ender 3 V1 со стандартной 8-битной платой. Он остановился, припарковался, издал звуковой сигнал, и они смогли выгрузить и снова загрузить нить, чтобы возобновить черно-белую печать.
Позвольте мне показать вам процесс с моей вазой. Я хочу напечатать нижнюю и верхнюю часть, используя разные цветные нити.
Посмотрим, как ты сможешь это сделать.
Шаг 1: Импорт модели в Cura
Вы можете импортировать модель в Cura, перетащив ее в приложение или нажав сочетание клавиш CTRL + O.
Шаг 2: Обработка и нарезка модели
После импорта модели в Cura вы можете оптимизировать параметры печати, такие как поддержка или высота слоя, как вам угодно.
Когда вы закончите с этими настройками, нажмите кнопку среза, чтобы разрезать модель.
Шаг 3 : Предварительный просмотр и расчет высоты слоя
После нарезки щелкните вкладку предварительного просмотра.
Используя инструмент просмотра слоев, просмотрите свою модель слой за слоем.
Выберите слой, на котором вы хотите начать изменение цвета, и запишите его.
В данном случае я хочу, чтобы новый цвет начинался со слоя 416.
Если вы хотите использовать несколько цветов, вы должны отметить слой, с которого вы хотите начинать каждое изменение цвета.
Шаг 4: Добавьте сценарии
На верхней панели инструментов нажмите Расширения > Сценарии постобработки > Изменить G-код.
Щелкните Добавить сценарий
В списке сценариев прокрутите вниз и щелкните Замена нити.
Шаг 5: Поместите параметр в скрипты.
После нажатия на скрипт вы увидите список настроек, которые вы можете изменить.
В поле Слой введите номер слоя, который вы только что отметили. Например, я поставлю 416 в свой.
Если вы указываете несколько номеров слоев, разделяйте их запятыми.
Вы можете установить флажок Use Firmware Configuration , если микропрограмма вашего принтера обрабатывает парковку и втягивание сопла после паузы.
Для Retract Method , выберите вариант прошивки вашего принтера. Большинство принтеров Ender используют прошивку Marlin или ее вариант
Шаг 6: Повторно нарежьте модель.
Чтобы сделать изменения постоянными, вам нужно повторно разрезать модель.
Изгиб и провисание оси X на Ender-3. Как устранить?
Важные первые шаги (частичная разборка принтера). Выпрямите обе оси Z. Отрегулируйте эксцентриковые гайки. Затяните болты, которыми крепятся узлы роликов. Вывод.
В огромном сообществе пользователей принтеров Ender-3 нередко возникают вопросы по сборке, настройке и эксплуатации этого популярного 3D-принтера для начинающих.
Мы решили написать пост-ответ на один из распространенных вопросов: Провисание оси X на Ender 3. Как исправить?
Итак, начнем!
Проблема:
Я купил свой Ender 3 всего несколько недель назад, и после сборки он, вроде бы, работал нормально, но я заметил, что у меня были проблемы при калибровке стола.
Я запускал печать после калибровки, но почему-то сопло всегда зарывалось в поверхность стола с правой стороны.
Я решил повторно откалибровать платформу, и оказалось, что с правой стороны принтер не откалиброван, хотя до запуска печати все было нормально.
Я заметил, что после запуска печати что-то кардинально менялось и сопло меняло свое положение: то слишком близко к столу, то слишком далеко.
Я понял, что это произошло из-за провисания оси X, но иногда она провисала, а иногда нет, поэтому выровнять стол было практически невозможно.
На просторах интернета возможно найти немалое количество советов по устранению этой неполадки. Мы выбрали тот, который действует лучше всего.
Важные первые шаги (частичная разборка принтера).
Снимите катушку с пластиком, иначе она будет запутываться и доставлять неудобства.
С помощью большого шестигранного ключа, входящего в комплект для сборки 3D-принтера, открутите винты на верхней направляющей.
Затем обязательно отсоедините кабели, подключенные к двигателю экструдера E, двигателю и концевому выключателю оси X.
Используя шестигранный ключ меньшего размера, ослабьте винт на муфте, который держит трапецеидальный винт оси Z, а затем полностью снимите его, повернув против часовой стрелки, и пока отставьте его в сторону.
Выпрямите обе оси Z.
Убедитесь, что оси не повернуты или смещены относительно рамы принтера.
Смещение осей оказывает давление на ролики, и они не могут свободно перемещаться вверх и вниз по профилям, что со временем приводит к их повреждению.
Итак, вот как решить обе эти проблемы:
Положите принтер на левый бок (дисплеем вверх, чтобы не давить на него всем весом принтера).
Слегка ослабьте винты в нижней части принтера, удерживающие ось Z на месте. Нет необходимости полностью выкручивать их, просто ослабьте их таким образом, чтобы вы могли повернуть или покачать ось Z.
Вращайте ось Z до тех пор, пока она не будет правильно выровнена и, удерживая ее на месте одной рукой, второй рукой затяните винты с помощью шестигранного ключа.
Если вы предварительно отсоедините блок питания, то выровнять ось вам будет значительно проще, потому что он не будет вам мешать.
Сделайте то же самое с другой осью Z, убедившись, что рама выровнена и максимально квадратная.
Теперь пришло время вернуть ось X на место, чтобы проверить, исчезло ли провисание и могут ли ролики свободно перемещаться вверх и вниз по профилям. Чтобы проверить, решена ли проблема, прикрутите верхнюю направляющую так, чтобы потайные отверстия были обращены вверх, а затем подвигайте ось X вверх и вниз.
В некоторых случаях приведенных выше манипуляций достаточно и ролики не нуждаются в калибровке. К сожалению, так происходит не всегда, поэтому переходим к следующему шагу.
Отрегулируйте эксцентриковые гайки.
Эксцентриковая гайка отличается от обычной тем, что отверстие в гайке смещено в одну сторону и при повороте она двигает колесо/ролик ближе или дальше от оси, и это позволяет регулировать насколько плотно весь узел будет цепляться за ось.
Если гайка затянута слишком туго, то он не сможет свободно двигаться вверх и вниз. С другой стороны, если слишком свободно, то весь узел ролика будет трястись и колебаться.
Для регулировки эксцентриков вам понадобится ключ, входящий в комплект сборки.
Используя большую сторону ключа, ослабьте гайку так, чтобы вы могли свободно перемещать весь узел ролика.
Затем начните затягивать гайку, пока не почувствуете, что узел ролика плотно прилегает к оси. Он должен прилегать плотно, но не слишком (это не так просто объяснить, но довольно легко почувствовать, когда вы будете это делать). Вы должны приложить некоторое усилие, чтобы прокрутить ролик двумя пальцами.
Как только вы закончите с одной стороной, проделайте те же действия со второй стороны.
Перемещайте X-ось вверх и вниз, чтобы убедиться, что она двигается плавно, а затем опустите до упора, пока не услышите «щелчок» концевика оси Z, после чего снова переместите ось вверх, но поднимайте ее не посередине, а с правой стороны.
Если вся конструкция движется плавно, и правая сторона движется одинаково с левой, то вы все сделали правильно!
Возможно, вам придется предпринять еще один шаг, чтобы полностью решить эту проблему, и это будет затяжка болтов, которые крепят узлы роликов.
Затяните болты, которыми крепятся узлы роликов.
Если вы посмотрите на раму, к которой прикреплен экструдер, в середине должны быть два винта, которые крепят его к оси X.
Проверьте, возможно они слегка ослаблены, либо вы не выровняли конструкцию в процессе сборки.
Вот как это исправить:
С помощью одного из шестигранных ключей, прилагаемых к принтеру, ослабьте два винта, которыми каретка крепится к оси X. Винт, который ближе к центру принтера, ослабьте совсем чуть-чуть.
Используя этот внутренний винт в качестве опорной точки, слегка отрегулируйте ось X, пока она не выровняется правильно.
Затяните оба винта до полного исчезновения люфта.
Имейте в виду, что в целом, это не главный виновник провисания оси X, поэтому вам следует сначала сосредоточиться на регулировке эксцентриковых гаек и смещении оси.
Вывод.
Провисание оси X создаст массу проблем, и исправить это просто необходимо. К счастью, это не так уж сложно, и вам потребуется около 10 минут, чтобы принтер смог нормально функционировать.
Вы можете начать с регулировки эксцентриковых гаек, даже не разбирая принтер, но мы настоятельно рекомендую выполнить шаги, которые мы описали, поскольку это очень простой и эффективный метод.
Надеемся, эта информация была полезной!
Удачной печати!
Едем вниз — растём вверх, или ось Z за недорого / Хабр
Доброго вам времени суток, уважаемые гики и сочувствующие! Эта публикация — продолжение описания конструкции моего самодельного 3D принтера. Ось Z — один из самых противоречивых узлов принтера. Что выбрать — ультимативную точность или хорошее масштабирование? Перемещать ось Х или рабочий стол принтера? Два подхода — два решения.
На первые 3D принтеры я не мог смотреть без содрогания: конструкции были незрелые, многие узлы использовались с нарушением ТУ, из-за общей зыбкости требовалась постоянная подстройка, мелкий ремонт, размеры рабочего поля были малыми. Я реши решить проблему внутренних противоречий, просто скрестив ежа с ужом конструкции портального фрезерного станка и 3D принтера.
Был спроектирован и скручен воедино остов 3D монстра:
Он состоит из сорокамиллиметровых алюминиевых конструкционных профилей, соединяемых толстыми уголками 45х45 и болтами М8. Эта конструкция имеет размеры 60х40х40 см и абсолютно непоколебима при нормальной работе принтера. Размер рабочей площадки составлял 45х22 см, при максимальной высоте объекта 28 см.
Ось Z образована двумя вертикально расположенными двадцатимиллиметровыми линейными шинами с прецизионными каретками. Каретки приводятся в движение прецизионными трапецевидными винтами, установленными на радиально-упорные подшипники. Каждый винт имеет привод от шагового мотора через ременную передачу 3:1. Верхние концы винтов обточены и вставлены в игольчатые втулки так, чтобы осевое смещение винта во втулке предотвращало его подклинивание при тепловом расширении. Я использовал полимерную гайку для винтов: больших скоростей/нагрузок нет, а полимерная гайка не так требовательна к смазке и значительно проще в монтаже. В данной конструкции рост высоты модели обеспечивается поднятием оси Х над столом, а ось Z используется как подвижная опора для оси X.
Видео работы:
Эта ось работала без каких-либо проблем вплоть до разборки этого принтера на запчасти.
Недостатки данного решения:
1. Цена. Прецизионные компоненты стоят дорого.
2. Сложность конструкции
3. Плохая масштабируемость.
Когда я начал строить второй принтер, опыт и скаредность участвовали в создании конструкции наравне с врождённым желанием идти своим путём, не ожидая милостей от природы.
Соответственно, новый принтер должен был стать не только более простым, быстрым, универсальным, надёжным и ремонтопригодным, но и значительно более дешёвым.
Для оси Z нового принтера был выбран не винтовой привод, а сходная с лебёдкой грузовых кранов тросовая конструкция. Она состоит из собственно приводного механизма с ремённым понижающим редуктором и двух блоков, на которые и ложится вся масса по оси Z.
Здесь фото принтера в целом:
За стабильность пространственной ориентации отвечают две круглые десятимиллиметровые стальные шины, по которым перемещаются парные подшипники скольжения из синтерной бронзы.
На следующих двух видео можно рассмотреть конструкцию лебёдки, там ничего сложного:
Остов оси Z: простая и лёгкая конструкция.
Расчёты по мощности: Приводной барабан имеет радиус 10 мм. Соответственно, крутящий момент 0,3 Нм (обычный мотор Nema 17) на рычаге в 10 мм составит 30 Н. Ременный редуктор с передаточным числом 2:1 удваивает это число.
Вследствие этого максимальное усилие, которое может развить эта лебёдка, составляет около 60 Ньютон, соответственно максимальная масса оси Z вместе с массами стола и объекта не должна превышать 6 кг в покое.
Теперь определим потери на разгон и торможение оси Z: для разгона 1кг массы с ускорением 1 м/с², необходимо приложить силу в 1 Ньютон. На самом деле, ускорения 1 м/с² для оси Z вполне достаточно, и каждый разгоняемый килограмм обойдётся нам в 1 Н приложенной силы.
Самый тяжёлый элемент в конструкции — подогреваемый стол, это дюралюминиевая пластина 350х350х3 мм весом 980 грамм с приклеенными нагревательными элементами общим весом 150 грамм.
Остальные элементы конструкции, включая теплоизоляцию из Basotect, весят около 900 грамм.
Общий вес конструкции составляет около 2030 грамм, что при округлении в большую сторону потребует 21 Н для удержания и ещё 2,1 Н для ускорения. Итого, ещё раз округляя в сторону больших значений, 24 Н.
Если же к массе оси Z добавить килограммовую модель, то понадобится уже 34 Н, что составляет
чуть более половины расчётной мощности лебёдки. Казалось бы, конструкция избыточна по мощности. Но дьявол, как всегда, кроется в деталях. Дело в том, что для достижения максимального крутящего момента через обмотки мотора должны течь максимальные токи, что неизбежно вызовет его перегрев и преждевременный выход из строя.
По этой причине я и спроектировал конструкцию с условием большого запаса по мощности, а ток мотора установил опытным путём чуть больше минимально необходимого. Мотор при этом нагревался до 50-60°С, что вполне допустимо по ТУ.
На этом видео лебёдка легко жонглирует осью Z без рабочего стола, но с двумя катушками филамента весом по 1300 грамм:
Итак, вопрос мощности решён. Теперь поговорим о точности. Учитывая параметры компонентов лебёдки и мотора, при микростеппинге 1/16 возможно перемещение оси Z с шагом 0,02 мм. Теперь рассмотрим проблему точности у лебёдки с однослойной намоткой троса. Радиус приводного барабана в моей конструкции составляет 10 мм, соответственно, длина окружности при намотке будет 62,8 мм. Для того, чтобы поднять ось Z на 44 см, необходимо примерно семь оборотов. При использовании троса толщиной 1 мм осевое смещение намотки составит 7 мм. При этом происходит изменение расстояния от точки соприкосновения троса с барабаном до нижнего опорного блока.
Посчитаем, насколько всё плохо: ведущий барабан находится в центре одной из диагоналей квадрата, образованного нижней частью корпуса принтера. Соответственно, барабан удалён от каждого из нижних опорных блоков на 320 мм. Путём нехитрых расчётов выясняется, что при перемещении стола на 440 мм произойдёт изменение геометрии привода на 0,077 мм.
Качественные винты с трапецевидной резьбой обеспечивают точность от 0,07 до 0,4 мм на таких расстояниях. Проще говоря, не обеспечивают никакого значимого выигрыша по точности. Если же по каким-то причинам Вам необходимо напечатать модели высотой большей, чем 44 см, нужно просто пропорционально увеличить диаметр приводного барабана (для сохранения малого количества оборотов, потребных для перемещения оси) и передаточное число редуктора (для сохранения номинальной нагрузки на мотор). При этом стоимость механизма растёт незначительно, в отличие от конструкции с винтовым приводом.
Один из тестовых объектов:
В заключение могу сказать: хотя опыт и является производной от преодолённых трудностей и совершённых ошибок, но иногда процесс его приобретения доставляет больше удовольствия, чем достигнутые результаты.
3D моделей не будет, ибо я их никак не могу отыскать на диске.
Публикуется под лицензией WTFPL.
Ну, и традиционное: Have fun!
3D-печать по осям Theta и R
0Акций
Сотрудник Hackaday Тайлер Андерсон разработал новый тип системы 3D-печати, которая отказывается от типичных осей XY в пользу вращающейся печатной платформы и нескольких независимо управляемых головок экструдера. По его словам, этот 3D-принтер Theta может одновременно использовать разные материалы для печати на одном и том же объекте без уменьшения объема сборки или негативного влияния на производительность.
Базовый декартовый 3D-принтер использует наиболее распространенную конфигурацию оси, потому что ее проще всего программировать, и большинство инструментов для обработки уже используют одну и ту же систему. Но для декартовых принтеров требуется перемещение более тяжелых печатающих головок, что может замедлить работу машины и снизить ее производительность. Использование нескольких экструдеров также требует уменьшения объема сборки, и они часто теряют разрешение ближе к центру сборки. Дельта-3D-принтеры быстрее, однако они также жертвуют объемом сборки, а использование нескольких экструдеров по-прежнему необычно для этого типа принтера.
Однако 3D-принтер, использующий тета-ось или ось вращения в сочетании с осью R, имеет меньшую массу, поэтому не жертвует скоростью, поддерживает разрешение печати даже вблизи центра отпечатков и может легко использовать несколько экструдеров. без уменьшения площади застройки. Принтер Anderson Theta оптимизирован для работы с четырьмя независимыми экструдерами, которые позволяют пользователям печатать объекты разными цветами и материалами. Принтер может работать с любым типом экструдера, который использует любой тип материала, поэтому он может создавать объекты из пластика. Он может даже 3D-печатать что-то с несколькими цветами или шоколадом, не беспокоясь о том, что головы врезаются в объект или разные цвета смазываются и сливаются.
Тета-ось — это направление вращения платформы сборки, а ось R — это расстояние от центра платформы до экструдера. Благодаря этой уникальной конфигурации четыре экструдера полностью автономны и могут печатать одновременно без потери скорости или качества печати. Хотя дополнительные экструдеры и моторы потенциально делают принтер более дорогим, он имеет модульную конструкцию, поэтому окончательная версия может включать легко заменяемые детали. Кроме того, его можно было очень легко преобразовать в 3D-сканер, а головки можно было заменить фрезерными головками, что делает эту конфигурацию принтера идеальной для легко адаптируемой системы 3D-печати «все в одном».
Вы можете посмотреть видео о принтере Theta в действии с использованием двух независимых печатающих головок:
Тета-принтер Anderson включает в себя четыре экструдера и вращающуюся платформу с подогревом, приводимую в движение десятью независимыми шаговыми двигателями. Вращающаяся платформа имеет рабочий объем диаметром 304 мм (12 дюймов) с осью Z 150 мм (6 дюймов). Принтер имеет полностью открытый исходный код, и список деталей можно найти на GitHub. Вы также можете прочитать все о сборке на Hackaday.io.
Скотт Дж. Грюнвальд
Скотт Дж. Грюнвальд часто пишет о комиксах, поп-культуре, технологиях и социальных проблемах и проявляет большой интерес к тому, что происходит, когда потребности коммерции, искусства и науки неизбежно пересекаются. Он также любит писать о беконе. Это не лучшая биография в мире. Это просто дань уважения.
Трехмерный пятиосевой 3D-принтер?
ВОЗМОЖЕН ЛИ ПЯТИОСЕВОЙ 3D-ПРИНТЕР?
По сравнению с любым другим способом создания вещей, 3D-печать удивительно универсальна. Можно создавать формы, которые не могут быть созданы никаким другим способом. Однако это не значит, что ограничений нет. Некоторые формы сложны даже для 3D-принтера. Что касается поддержки, это слово гарантированно заставит любого энтузиаста печати стонать.
Большинство существующих ограничений связаны с тем, как работают 3D-принтеры, особенно с филаментной подачей. Они печатают по трем осям — по две горизонтальные в каждом слое, а стопка слитых слоев образует третий — и это означает, что есть некоторые вещи, которые вы не можете сделать легко. Самая большая проблема заключается в том, что все, что печатается, должно быть напечатано поверх чего-либо — либо на печатной платформе, либо на следующем слое ниже — поэтому выступы требуют поддержки. Это выполнимо на внешней поверхности объекта, но на внутренних поверхностях это может быстро стать очень сложным.
Это похоже на проблему, которую вы не можете решить. Ограничения накладываются трехосевой конструкцией, но пространство является трехмерным, и принтеры уже имеют оси для каждого из этих измерений. Кажется очевидным, что нет возможности добавить больше осей, не так ли?
Как это работает?
Вообще-то есть. Экструдер на FDM-принтере движется по трем осям, но вы также можете заставить его вращаться на и по ним на . Если вы сделаете это, откроется целый ряд новых возможностей. Хотите создать навес? Поверните голову вертикально и печатайте сверху вниз. Добавьте неподдерживаемые детали сбоку отпечатка, повернув экструдер на бок. Внезапно становится возможным делать что-то совсем по-другому.
Принтер с вращающимся экструдером может работать с шестью осями, хотя на практике с пятью можно делать почти все. Дополнительные оси добавляются, начиная с существующих, по которым перемещается экструдер, и давая ему возможность вращаться вокруг них.
Итак, можете ли вы получить пятиосевой 3D-принтер дома? Ну не по карману. Прямо сейчас они есть на рынке, но они намного выше уровня любителей. Самый дешевый, который вы найдете, — это 5AxisMaker британского производства, стоимость которого начинается от 5000 фунтов стерлингов. Конечно, за эти деньги вы получаете много. Он имеет рабочий объем 400x400x400 мм, и это не просто принтер — у него также есть фрезерная головка, так что вы можете либо создавать объекты с помощью нити, либо резать их с помощью вращающихся инструментов со скоростью вращения 15 000 об/мин.
Углошлифовальная машина по бетону Фиолент МШУ8-14-125 М
Шлифмашины по бетону
Углошлифовальная машина по бетону Фиолент МШУ8-14-125 М
Арт. Х12725406
-1 948 ₽
Арт. Х12725406
Производитель
Мощность, Вт
1400
Диаметр оснастки, мм
125
Макс. число оборотов, об/мин
9600
Вес, кг
2.8
Габариты, мм
410x232x122
Длина кабеля, м
3
Оcoбенности
подключение к пылесосу, замена оснастки без инструмента, дополнительная рукоятка, фиксация включенного состояния, регулируемая боковая рукоятка
Все характеристики
-1 948 ₽
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Полирователь по бетону Фиолент МШУ8-14-125 М Мастер Ф0063 позволяет выполнять широкий спектр операций: обдирочные работы, черновая шлифовка бетона и штукатурки, шлифование защитного покрытия из термопластика, зачистка и т. д. Корпус редуктора изготовлен из алюминиевого сплава, что продлевает срок службы инструмента и повышает отвод тепла. Выключатель можно фиксировать во включенном положении, благодаря чему можно проводить непрерывные работы. Для поддержания чистоты на рабочем месте предусмотрена возможность подключения пылесоса.
Преимущества
Улучшенный электропривод и установка высококачественных комплектующих обеспечивают повышенный ресурс и надежность изделия
Корпус редуктора поворачивается на 90 градусов для максимального удобства работы
Эргономичный дизайн изделия обеспечивает удобное управление и максимальный комфорт в работе
Выключатель с блокировкой от случайного включения повышает удобство и безопасность в работе
Фиксация выключателя в нажатом положении обеспечивает удобную работу в непрерывном режиме
3-х позиционное присоединение D-образной и дополнительной ручек обеспечивает надежное удержание электроинструмента, снижает усталость и напряжение в работе
Съемные крышки для быстрой замены и контроля износа щеток
Самоотключающиеся щетки предохраняют электропривод от выхода из строя при износе щеток
Удобная фиксация шпинделя позволяет быстро менять режущий инструмент
Шлифовальная машина по бетону Фиолент МШУ 8-14-125 М Мастер
Артикул:NI00000084149
К сравнению
В избранное
Написать отзыв
Мощность
1400 Вт
Диаметр диска
125 мм
Число оборотов
9600 об/мин
Плавный пуск
Нет
Производитель
Россия
Нет в наличии
1 Р6 296 ₽
Подобрать аналог
Полирователь по бетону Фиолент МШУ8-14-125 М Мастер позволяет выполнять широкий спектр операций: обдирочные работы, черновая шлифовка бетона и штукатурки, шлифование защитного покрытия из термопластика, зачистка и т. д. Корпус редуктора изготовлен из алюминиевого сплава, что продлевает срок службы инструмента и повышает отвод тепла. Выключатель можно фиксировать во включенном положении, благодаря чему можно проводить непрерывные работы. Для поддержания чистоты на рабочем месте предусмотрена возможность подключения пылесоса.
Технические характеристики:
Мощность
1400 Вт
Диаметр диска
125 мм
Плавный пуск
нет
Количество оборотов
0-9600 об/мин
Длина кабеля
3 м
Защита от перегрева
нет
Резьба шпинделя
М14
Поддержание постоянных оборотов под нагрузкой
нет
Возможность подключения к пылесосу
есть
Габариты
410х232х122 мм
Вес
2,8 кг
Комплектация:
Шлифмашина по бетону;
Защитный кожух;
Ручка D-образная;
Ключ;
Коробка.
Ключевые особенности:
Дополнительная рукоятка;
Компактные размеры;
Большие вентиляционные отверстия;
Улучшенный электропривод;
3-х позиционное присоединение D-образной ручки;
Выключатель с блокировкой от случайного включения.
Шнур питания с резиновой изоляцией.
Произведено:
Россия — Производитель
Китай — Изготовитель
общий рейтинг
Поделиться в соцсетях:
Геотермическая оценка части долины Эскаланте, штат Юта (технический отчет)
Геотермическая оценка части долины Эскаланте, штат Юта (технический отчет) | ОСТИ.GOV
перейти к основному содержанию
Полная запись
Другое связанное исследование
В феврале 1981 года Геологическое и минеральное управление штата Юта (UGMS) заключило контракт с Министерством энергетики (DOE) на оценку геотермального потенциала района, предложенного для возможной оперативной базы ракетных экспериментов (MX) в районе долины Эскаланте в штате Юта. Используемые методы разведки включали температурную съемку, химический анализ родников и колодцев, а также измерение температуры и глубины в подходящих скважинах. Самая высокая температура воды, зарегистрированная в этом районе, за исключением геотермальной разведочной скважины 60/sup 0/C (140/sup 0/F) и термальных горячих источников (от 42 до 78/sup 0/C или от 108 до 172/sup). 0/F), были 27 и 28/sup 0/C (81 и 82/sup 0/F) в двух скважинах, расположенных к северо-западу от Зейна, штат Юта.
Авторов:
Клаук, Р. Х.;
Гурли, К.
Дата публикации:
Исследовательская организация:
Геологическая и минеральная служба штата Юта, Солт-Лейк-Сити (США)
Идентификатор ОСТИ:
6626681
Номер(а) отчета:
DOE/ET/28393-T2 НА: DE84015964
Номер контракта с Министерством энергетики:
АС07-77ЭТ28393
Тип ресурса:
Технический отчет
Отношение ресурсов:
Прочая информация: В продуктах на микрофишах части неразборчивы. Специальные исследования 63
Страна публикации:
США
Язык:
Английский
Тема:
15 ГЕОТЕРМАЛЬНАЯ ЭНЕРГЕТИКА; ЮТА; ГЕОХИМИЧЕСКИЕ ИЗЫСКАНИЯ; ГЕОТЕРМАЛЬНЫЕ РЕСУРСЫ; ТЕМПЕРАТУРНЫЕ ОБСЛЕДОВАНИЯ; ХИМИЧЕСКИЙ АНАЛИЗ; ГЕОТЕРМАЛЬНАЯ РАЗВЕДКА; ГЕОТЕРМАЛЬНЫЕ ГРАДИЕНТЫ; ГЕОТЕРМАЛЬНЫЕ СКВАЖИНЫ; ОЦЕНКА РЕСУРСОВ; РЕГИСТРАЦИЯ ТЕМПЕРАТУРЫ; ТЕРМАЛЬНЫЕ ИСТОЧНИКИ; ИССЛЕДОВАНИЕ; ФЕДЕРАЛЬНЫЙ ОКРУГ VIII; ГЕОФИЗИЧЕСКИЕ ИЗЫСКАНИЯ; СЕВЕРНАЯ АМЕРИКА; РЕСУРСЫ; ОБЗОРЫ; ГРАДИЕНТЫ ТЕМПЕРАТУРЫ; США; ИСТОЧНИКИ ВОДЫ; ГИС; СКВАЖИНЫ; геотермальное наследие; 150300* — Геотермальная разведка и геологоразведочные технологии
Форматы цитирования
MLA
АПА
Чикаго
БибТекс
Клаук, Р. Х., и Горли, К. Геотермическая оценка части долины Эскаланте, Юта . США: Н. П., 1983. Веб. дои: 10.2172/6626681.
Копировать в буфер обмена
Клаук, Р. Х., и Горли, К. Геотермическая оценка части долины Эскаланте, Юта . Соединенные Штаты. https://doi.org/10.2172/6626681
Копировать в буфер обмена
Клаук, Р. Х., и Гурли, К. 1983. «Геотермическая оценка части долины Эскаланте, штат Юта». Соединенные Штаты. https://doi.org/10.2172/6626681. https://www.osti.gov/servlets/purl/6626681.
Копировать в буфер обмена
@статья{osti_6626681, title = {Геотермальная оценка части долины Эскаланте, Юта}, автор = {Клаук Р. Х. и Горли С. }, abstractNote = {В феврале 1981 года Геологическая и минеральная служба штата Юта (UGMS) заключила контракт с Министерством энергетики (DOE) на оценку геотермального потенциала района, предложенного для возможной оперативной базы ракетных экспериментов (MX) в районе долины Эскаланте в США. Юта. Используемые методы разведки включали температурную съемку, химический анализ родников и колодцев, а также измерение температуры и глубины в подходящих скважинах. Самая высокая температура воды, зарегистрированная в этом районе, за исключением геотермальной разведочной скважины 60/sup 0/C (140/sup 0/F) и термальных горячих источников (от 42 до 78/sup 0/C или от 108 до 172/sup). 0/F), были 27 и 28/sup 0/C (81 и 82/sup 0/F) в двух скважинах, расположенных к северо-западу от Зейна, штат Юта.}, дои = {10,2172/6626681}, URL-адрес = {https://www.osti.gov/biblio/6626681}, журнал = {}, номер =, объем = , место = {США}, год = {1983}, месяц = {12} }
Сопрягаемые детали. Рассматривая соединения деталей машин, мы замечаем, что они в различных парах очень разнообразны по своему характеру. В некоторых случаях одна из деталей какой-либо пары во время работы машины остается неподвижной по отношению к другой детали этой же пары; в других случаях — совершает то или иное движение (например, вращательное, поступательное и т. д.) относительно другой детали.
Две детали, составляющие пару, подобную одной из только что рассмотренных, называются сопряженными.
Охватывающие и охватываемые детали. При сопряжении двух деталей одна из них как бы охватывает другую, поэтому первая из этих деталей (по отношению к другой) называется охватывающей, а вторая — охватываемой.
Формы сопрягаемых деталей весьма разнообразны и наименования их, точно соответствующие действительности, во многих случаях громоздки и неудобны для произношения и для записей. Поэтому условились во всех случаях охватывающую деталь(поверхность этой детали, участвующую в данном сопряжении) называть отверстием, а охватываемую деталь (поверхность, участвующую в данном сопряжении) — валом.
Понятие о посадке. Если бы при обработке сопряженных деталей (обеих или одной из них) либо при сборке машины не был учтентребуемый характер их сопряжения, то очевидно, что машина, собранная из таких деталей, оказалась бы негодной для работы
Другими словами, непременными условиями удовлетворительной работы всякой машины являются правильный выбор и осуществление характера сопряжений ее деталей, или, как говорят, посадок.
Посадкойназывается характер сопряжения двух деталей, определяющий большую или меньшую свободу их относительного перемещения, или степень сопротивления их взаимному смещению.
Посадки неподвижные и подвижные. Посадки, при которых должна быть обеспечена прочность соединения сопряженных деталей, называются неподвижными.
Соединения такого характера получаются в том случае, если до сборки сопряженных деталей диаметр вала несколько больше диаметра отверстия, в связи с чем после сборки деталей между ними возникает напряженное состояние.
Посадками для свободного движения, или (кратко) подвижными, называются такие, при которых предусматривается постоянное относительное движение сопряженных деталей во время ихработы. Возможность относительного движения этих деталей получается в том случае, если диаметр отверстия несколько больше диаметра вала.
Посадки, принятые в машиностроении. В нашем машиностроении установлен и применяется ряд посадок: от посадки, при которой вал вставляется в отверстие с большим напряжением, чем достигается высшая прочность соединения деталей, до посадки, при которой вал вращается в отверстии совершенно свободно:
Неподвижные посадки Подвижные посадка
Прессовая 3-я (ПрЗ)1. Скользящая (С)
Прессовая 2-я (Пр2)2. Движения (Д)
Прессовая 1-я (Пр1)3. Ходовая (X)
Горячая (Гр)4. Легкоходовая (Л)
Прессовая (Пр)5. Широкоходовая (Ш)
Легкопрессовая (Пл)6. Тепловая ходовая (ТХ)
Глухая (Г)
Тугая (Г)
Напряженная (Н)
Плотная (Я)
В скобках указаны принятые сокращенные условные обозначения посадок.
В приведенном перечне посадки указаны в известной последовательности: от наиболее прочной, обеспечивающей неподвижность соединения деталей (посадки ПрЗ и Гр), и кончая такой посадкой (посадка ТХ), при которой создается наиболее свободное относительное сопряжение деталей.
ПосадкиГ, Т, Н и П точнее называются переходными, так как при некоторых действительных размерах сопрягаемых деталей соединение их получается неподвижным, а при других размерах — подвижным.
Номинальные и действительные размеры.Размеры деталеймашин устанавливаются конструктором, проектирующим данную машину (или деталь), который исходит из самых разнообразных требований. Эти размеры (общие для вала и отверстия, если они являются сопряженными) указываются на чертеже детали и называютсяноминальными.
Выше мы видели, что по ряду причин невозможно обработать какую-либо деталь так, чтобы размеры ее, получившиеся после обработки, точно совпали с номинальными.
Размеры, полученные после обработки, условились называть действительными.Таким образом, действительный размер детали есть тот размер, который установлен путем измерения.
Алгебраическая разность между действительным и номинальным размерами называется действительным отклонением размера. Действительные отклонения могут быть положительными и отрицательными.
Предельные размеры.Действительные размеры одинаковых деталей, даже при одном и том же способе их обработки, не получаютсяравными между собой, а колеблются в некоторых пределах.
Предельныминазываются те размеры, между которыми может колебаться действительный размер. Один из них называется наибольшим, другой — наименьшим предельным размером.
Требуемый характер сопряжения двух деталей создается, очевидно, лишь в том случае, если допустимые предельные размеры деталей установлены заранее опытным или расчетным путем и действительные размеры лежат между предельными.
В зависимости от характера посадки наибольший и наименьшийпредельные размеры вала могут быть больше (рис. 69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
На рис. 69 и 70 цифрами 00 обозначена так называемая нулевая линия. Она соответствует номинальному диаметру вала или отверстия и служит началом отсчета отклонений от номинального размера.
Предельные отклонения. Алгебраическую разность между наибольшим предельным и номинальным размерами называют верхним предельным отклонением.
Алгебраическую разность между наименьшим предельным и номинальным размерами называют нижним предельным отклонением.
Верхние и нижние предельные отклонения могут быть положительными, отрицательными и равными нулю, как и действительные.
Чтобы не смешивать положительные и отрицательные отклонения, принято перед их числовой величиной ставить знак плюс (+), если отклонение положительное, и знак минус (—), если отклонение отрицательное.
Допуск. Остановимся теперь на определении, отчетливое понимание которого необходимо для усвоения всего вопроса о допусках и посадках.
Допуском, точнее — допуском на неточность обработки называется разность между наибольшим и наименьшим предельными размерами.
Так, например, если наибольший предельный размер вала 65, 040 мм, а наименьший — 65, 020 мм, то допуск в данном случае равен 65, 040 — 65, 020 = 0, 020 мм.
На рис. 69 и 70 допуски (на графиках они называются полями допусков) показаны жирными линиями. Толщина этих линий берется на графиках всегда в увеличенном масштабе (в сравнении с номинальными размерами) для лучшего усвоения. Допуск на обработку колеблется, как правило, в пределах от нескольких десятых до нескольких тысячных долей миллиметра, что требует обязательного увеличения масштаба.
Величины отклонений и допусков в разных таблицах допускови посадок выражаются не в долях миллиметров, как это сделано в приведенном выше примере, а в микрометрах (микронах). Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
Обозначения допусков на чертежах числовыми величинами отклонений. Допустимые предельные отклонения размеров детали от номинальных могут указываться на чертежах числовыми отклонениями, которые проставляются с соответствующими знаками: положительные со знаком (+), отрицательные со знаком (—) вслед за данным размером. Отклонение, равное нулю, на чертеже не указывается. Верхнее и нижнее отклонения записываются одно под другим: верхнее — выше, нижнее — ниже, в долях мм. Примеры простановки отклонений на чертежах показаны на рис. 71, а—е.
Натяги и зазоры. Выше мы установили, что характер посадки зависит от соотношения действительных размеров сопрягаемых деталей или, как говорят, от наличия натяга (рис. 72, а) илизазора (рис. 72, б)между данными деталями.
Натягом называется положительная разность между диаметрами вала и отверстия до сборки деталей (размер вала больше размера отверстия).
При различных соотношениях предельных размеров вала и отверстия натяг называется наибольшим или наименьшим (рис. 72, а).
Зазором называется положительная разность между диаметрами отверстия и вала (размер отверстия больше размера вала).
В зависимости от соотношения предельных размеров отверстияи вала определяются наибольший и наименьший зазоры (рис. 72, б).
Система отверстия и система вала.Стандартами допусков и посадок в нашей промышленности установлены две возможные к применению совокупности посадок — система отверстия и система вала.
Системойотверстия называется совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений валов (рис. 73, а). Во всех посадках системы отверстия нижнее предельное отклонение отверстия всегда равно нулю.
Такое отверстие называется основным отверстием. Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
Основное отверстие в системе отверстия обозначается сокращенно буквой А в отличие от обозначения второй (не основной) детали, входящей в сопряжение, которая обозначается буквами соответствующей посадки.
Системой вала называется совокупность посадок, в которых преельные отклонения валов одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений отверстий. Во всех посадках системы вала верхнее предельное отклонение вала всегда равно нулю. Такой вал называется основным валом.
Схематическое изображение системы вала дано на рис. 73, б, из которого видно, что при одном и том же номинальном размере(диаметре) и постоянном допуске основного вала могут быть получены различные посадки за счет изменения предельных размеров отверстия. Действительно, соединяя с данным валом отверстие 1, мы при всех условиях будем получать подвижную посадку. Подобную же посадку, но с возможным получением зазора, равного нулю, мы получим при сопряжении с данным валом отверстия 2. Соединения вала с отверстиями 3 и 4 относятся к группе переходных посадок, а с отверстием 5 — к неподвижной посадке.
Основной вал в системе вала обозначается сокращенно буквой В.
Сопоставление системы отверстия и системы вала. Области применения этих систем. Каждой из этих систем свойственны достоинства и недостатки, определяющие области их применения.
Существенным преимуществом системы отверстия в сравнениис системой вала является то, что обработка валов одного номинального размера, но с разными предельными диаметрами может бытьвыполнена одним режущим инструментом (резцом или шлифовальным кругом), в то время как в тех же условиях для обработки точных отверстий требуется столько режущих инструментов (если обработка ведется одномерным инструментом, например разверткой), сколько имеется отверстий. Таким образом, для обработки отверстий и валов при наличии 12 посадок в системе отверстия для каждого номинального диаметра необходимо иметь одну развертку и резец или шлифовальный круг, а для обработки тех же деталей в системе вала требуется резец или шлифовальный круг и 12 разверток.
Система отверстия имеет и другие преимущества по сравнению с системой вала, но тем не менее последняя все же применяется в ряде областей машиностроения, хотя значительно реже, чем система отверстия.
Например, система вала применяется при изготовлении некоторых текстильных машин. Одной из основных деталей текстильных машин является обычно длинный гладкий вал одного номинального размера по всей длине, на который насаживаются с разными посадками различные шкивы, муфты, шестерни и т. д. При применении системы отверстия эти валы должны быть ступенчатыми, что усложняет их изготовление.
Классы точности. В нашем машиностроении для диаметров от 1 до 500 мм применяются следующие классы точности: 1-й, 2, 2а, 3, За, 4, 5, 7, 8, 9-й; 6-й класс отсутствует.
1-й класс является самым точным из поименованных. Он применяется сравнительно редко, так как обработка деталей по этому классу стоит очень дорого. Им пользуются в точном машиностроении, когда требуется очень строгая определенность посадок, например при изготовлении деталей шарикоподшипников.
2-й класс имеет значительно большее распространение и применяется главным образом в точном машиностроении и приборостроении, в станкостроении и моторостроении, частично при изготовлении текстильных машин и т. п. Этот класс является в нашем машиностроении основным.
3-й класс точности применяется в тех случаях, когда требования, предъявляемые к определенности посадок, не так велики, как во 2-м классе, но должен быть сохранен требуемый характер каждой посадки.
4-й класс точности применяется для деталей, между которыми допустимы сравнительно большие зазоры или натяги и которые могут обрабатываться с большими допусками.
5-й класс точности предназначается для подвижных посадок, к которым не предъявляются высокие требования определенности характера сопряжений. Кроме того, этот класс предусматривается для свободных размеров, т. е. относящихся к несопрягаемым поверхностям деталей машин, и для точных заготовок.
7, 8 и 9-й классы применяются главным образом для свободных размеров, а также для заготовок, изготовляемых горячей штамповкой, литьем и т. п.
В отдельных случаях применяются классы 2а — промежуточный между 2 и 3-м классами, а также За — промежуточный между 3 и 4-м. Они введены в систему допусков позднее и поэтому имеют такие обозначения.
Классы точности, применяющиеся в машиностроении, обозначаются так:
1-й класс обозначается цифрой 1
2-й обозначения не имеет
2а обозначается 2а
3-й цифрой 3
За класс обозначается За
4-й цифрой 4 и т. д.
Эти обозначения приписываются справа, несколько ниже обозначения основной детали системы или посадки.
Таким образом, А5 обозначает основное отверстие 5-го класса, В1 — основной вал 4-го класса, С3 — скользящую посадку 3-го класса, Гг — глухую посадку 1-го класса и т. д.
Посадки и основные детали систем 2-го класса точности как основного обозначаются без цифрового индекса, указывающего класс точности. Таким образом, буквы А и В обозначают основное отверстие и основной вал 2-го класса, буква Ш обозначает широкоходовую посадку 2-го класса, буква С — скользящую посадку этого же класса и т. д.
Обозначения посадок и классов точности на чертежах проставляются сразу же за цифрой, указывающей размер, к которому относится данное обозначение.
Посадки в разных классах точности. 2-й класс является основным, и в нем применяются все посадки, перечисленные на стр. 94, за исключением прессовой третьей(ПрЗ), прессовой второй (Пр2) и прессовой первой (Пр1).Обозначения этих посадок указаны там же.
Число применяемых посадок в 1, 3-м и в других классах точности значительно меньше, чем во 2-м, и различно в системе отверстия и системе вала.
В системе отверстия в 1-м классе применяются девять посадок, а именно: прессовая вторая (Пp21), прессовая первая (Пр11), глухая (Г1), тугая (Т1), напряженная (Н1), плотная (П1), скользящая (Cj), движения (Д1 )и ходовая (Xj).
В 3-м классе установлено шесть посадок: прессовая третья (Пр33), прессовая вторая (Ilp2s), прессовая первая (Пр13), скользящая (С, ), ходовая (Х3) и широкоходовая (Ш3).
4-й класс содержит четыре посадки: скользящую (С4), ходовую (Х4), легкоходовую(Л4) и широкоходовую, (Ш4).
В 5-м классе имеются всего только две посадки — скользящая (С5) и ходовая (Х5).
7, 8 и 9-й классы точности посадок не имеют ни в системе отверстия, ни а системе вала. Любое отверстие в этих классах обозначается соответственноА7, А8 или А9, а любой вал — В7, В8 или В9.
Пример чертежа вала с указанием посадок для некоторых его поверхностей приведен на рис, 74.
Практическое значение обработки деталей с обусловленными заранее предельными размерами. Изготовление деталей в таких условиях обеспечивает возможность их взаимозаменяемости.
Взаимозаменяемостью деталей называется такое их свойство, при наличии которого сборка станка, машины и пр. происходит без какой-либо подгонки или подбора деталей, причем посадка, требующаяся в каждом отдельном сопряжении, получается именнотакой, какой она должна быть в данном сопряжении.
Необходимость пригонки отпадает благодаря тому, что действительные размеры деталей, поступающих в сборочный цех, находятся в пределах допуска, и детали не требуют дополнительной обработки. Выполнение характера посадки обеспечивается тем, что отклонения действительных размеров сопрягаемых деталей от номинальных, создающие характер посадки, обеспечиваются рабочим (или рабочими), обрабатывающим данные детали, а назначаются и указываются на чертеже детали конструктором, проектирующим машину, в состав которой входят эти детали.
Достоинства взаимозаменяемости деталей мы наблюдаем постоянно. Всем известно, что любая деталь велосипеда заменяется новой без какой-либо пригонки, каждая электрическая лампочка ввертывается в любой патрон и т. д. Все сельскохозяйственные машины, начиная с плугов и кончая тракторами и комбайнами, состоят из взаимозаменяемых деталей, так как только при этомусловии возможна быстрая замена сломанных или износившихся деталей машин без пригонки даже в полевой обстановке.
В настоящее время почти вся продукция отечественного машиностроения, за исключением опытных образцов и отдельных сопряжений изделий серийного производства, изготавливается с обеспечением взаимозаменяемости деталей и сборочных единиц (узлов).
… смотреть все ->
Метрология и стандартизация
Поможем написать любую работу на аналогичную тему
Реферат
Метрология и стандартизация
От 250 руб
Контрольная работа
Метрология и стандартизация
От 250 руб
Курсовая работа
Метрология и стандартизация
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Метроло́гия — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Метрология состоит из трёх основных разделов:
Теоретическая или фундаментальная — рассматривает общие теоретические проблемы (разработка теории и проблем измерений физических величин, их единиц, методов измерений).
Прикладная — изучает вопросы практического применения разработок теоретической метрологии. В её ведении находятся все вопросы метрологического обеспечения.
Законодательная — устанавливает обязательные технические и юридические требования по применению единиц физической величины, методов и средств измерений.
Стандартиза́ция — деятельность по разработке, опубликованию и применению стандартов, по установлению норм, правил и характеристик в целях обеспечения безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества, технической и информационной совместимости, взаимозаменяемости и качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии, единства измерений, экономии всех видов ресурсов, безопасности хозяйственных объектов с учётом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций, обороноспособности и мобилизационной готовности страны.
Стандартизация направлена на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих или потенциальных задач.
За реализацию норм стандартизации отвечают органы стандартизации, наделенные законным правом руководить разработкой и утверждать нормативные документы и другие правила, придавая им статус стандартов.
В области промышленности стандартизация ведет к снижению себестоимости продукции, поскольку:
позволяет экономить время и средства за счет применения уже разработанных типовых ситуаций и объектов;
повышает надежность изделия или результатов расчетов, поскольку применяемые технические решения уже неоднократно проверены на практике;
упрощает ремонт и обслуживание изделий, так как стандартные узлы и детали — взаимозаменяемые (при условии, что сборка осуществлялась без пригоночных операций).
На нашем сайте предоставлены учебные материалы для студентов, по метрологии и стандартизации. Суммарно около
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
Запчасти на складе — Детали RX3 — Детали двигателя — Главный вал и промежуточный вал трансмиссии двигателя
Запасные части на складе — Детали RX3 — Детали двигателя — Главный вал трансмиссии двигателя и промежуточный вал — Мотоциклы CSC
ЗАПАСНЫЕ ЧАСТИ ГЛАВНОГО ВАЛА И ПРОМЕЖУТОЧНОГО ВАЛА КОРОБКИ ПЕРЕДАЧ
ГЛАВНЫЙ ВАЛ В СБОРЕ 2015, МЫ ЭТО НЕ ПРОДАЕМ, ПОКУПАЙТЕ ВСЕ ЧАСТИ ОТДЕЛЬНО.
Артикул:
Z20-126
Номер схемы:
27
Цена продажи
405,00 долларов США
Добавить в корзину
Цзуншен
ИГОЛЬЧАТЫЙ ПОДШИПНИК K22X26X10TN
Артикул:
Z20-127
Номер схемы:
28
Цена продажи
$10,25
Добавить в корзину
Цзуншен
ШАЙБА 16
Артикул:
Z20-128
Номер схемы:
29
Цена продажи
0,50 доллара США
Добавить в корзину
Сравнить выбранные
Адрес электронной почты
Запчасти Made in Italy для промышленных и коммерческих автомобилей
Самый широкий ассортимент запасных частей в мире для вторичного рынка в одной группе.
Качество и решения, сделанные в Италии
72 200 кв. м на 25 производственных предприятиях для оптимального управления каждым процессом: от обработки сырья до логистики. Полный производственный цикл с использованием самых передовых технологий приводит к созданию глобального продукта, полностью сделанного в Италии.
Наша группа
Более 14 270 наименований в ассортименте, 640 сотрудников, экспорт в 105 стран и всемирная торговая сеть делают Euroricambi Group той огромной реальностью, которой она является сегодня. Узнайте больше о нас.
Полный диапазон
Наш ассортимент запасных частей, полностью взаимозаменяемых с оригинальными деталями всех основных производителей, включает изделия для промышленные транспортные средства, грузовые автомобили и автобусы, землеройные и горнодобывающие машины, тракторы, сельскохозяйственные машины, легковые автомобили и грузовые автомобили от легких до средних коммерческих автомобилей .
Найдите нужный продукт
Просмотрите наш онлайн-каталог и технические описания. Уже клиент? Доступ к зарезервированной зоне
Выберите подходящего партнера для вашего бизнеса
Наша продукция — идеальное решение для механиков по всему миру.
Почему выбрали нас
Широкий ассортимент товаров на складе
Быстрая и эффективная логистика
Качество Сделано в Италии
Собственное производство и обработка
Технические ноу-хау
Консультации по продажам
Наши каталоги
Узнать больше
Найдите ближайший контакт
Связаться с нами
Теперь доступен наш новый каталог, подходящий для БРАЗИЛЬСКОЙ ВЕРСИИ ZF!
.
Каталоги
Euroricambi
Наш новый каталог, подходящий для ZF ECOSHIFT, уже доступен!
Большинство деталей станка изготовлено из цельной листовой стали, что повышает прочность оборудования.
Приводной механизм, отличается стабильностью и надежностью.
Трансмиссионный узел оснащен планетарным редуктором, обеспечивающим снижение шумов и высокую точность.
Валковый узел сжатия оснащен пневмогидравлическим устройством, обеспечивающим повышенное давление валка
Соединение по шести осям для удобства регулировки
Способность производства пружин из проволоки, закаливаемой в масле 20 мм, а также обычной проволоки до 30 мм
Список оборудования
Наименование
Количество
Устройство для разматывания ZL2500
1комплект
Пружинонавивочная машина CSM6250
1комплект
Электрический шкаф
1комплект
Запчасти
4 проволочных калибра
Инструменты для пусконаладочных работ и техобслуживания
/
Примечание:
Материал изготовления проволоки 65Mn,60Si2Mn,1Cr18Ni9 ,55CrSi,50CrV ,51CrV4 и т. д.
Диаметр проволоки : 6-25 мм
Диапазон навивки: 6-25
Макс. Внешний диаметр:300 мм
Макс. Диаметр стальной проволоки, закаливаемой в масле: 20 мм (проведены испытания), для ваших 23-25 мм нам потребуется провести испытания
Подробное описание
Устройство для разматывания проволоки ZL2500
Модель
ZL2500
Вес загрузки
2500 кг
Мощность двигателя
5. 0 кВт
Габариты
2800*2500*1300 мм
Вес
2500 кг
Пружинонавивочныйстанок CSM6250
Модель
CSM-6250CNC с ЧПУ
Диаметр проволоки
6-25 мм
Максимальный внешний диаметр пружины
300 мм
Длина подачи проволоки
Не ограничена
Макс. скорость подачи проволоки
30 м/мин
Подающие кулачки
6 пар
Точность подачи проволоки
±0.1 мм
двигатели
Ось подачи проволоки
55 кВт
Ось верхней резки
30 кВт
Ось нижней резки
30 кВт
Ось верхнего калибра
15 кВт
Ось нижнего калибра
15 кВт
Ось подвижности по наклону
15 кВт
Общая мощность двигателей
160 кВт
Чистый вес
28000 кг
Габариты машины
4360*2840*2550 мм
Электрические части
Двигатель: Yaskawa серводвигатель, Япония
Приводная часть: Yaskawa привод серводвигателя
Компьютерная система управления: Тайвань
Электрические элементы: Siemens
Сдавливающее устройство валка: импортное газо-жидкостный цилиндр под давлением
Редуктор: планетарный редуктор ведущей марки Китая
Рама выпрямления проволоки
Кулачки подачи проволоки
Сервооси
Условия оплаты
20% предоплата, 60% по готовности оборудования к отправке с завода, 20% перед пересечением таможенного перехода.
Срок поставки:
75 рабочих дней после поступления предоплаты
Упаковка:
Стандартная экспортная упаковка
Гарантия:
15 месяцев от даты выписки счета (на механическую и электрическую части)
Установка и пуско-наладка
После прибытия оборудования на место и получения уведомления от покупателя о завершении подготовительных работ, продавец направляет одного инженера для установки машины и инструктажа персонала
Покупатель оплачивает расходы на проездные билеты, питание и проживание специалиста в период его пребывания в стране покупателя.
В качестве дополнительной опции покупатель может также отправить одного специалиста в компанию продавца для его обучения порядку установки и эксплуатации оборудования.
Список запчастей
Один комплект запчастей для пружинонавивочной машины включает в себя следующие детали:
Кулачок
Центральная лотковая пластина
Выходная лотковая пластина
Крышка центральной пластины
Крышка выходной пластины
Формовочный валок
Резак
Нож
Держатель штифта
Центральный резак
Наша новая пружинонавивочная машина оборудована деталями для четырех диаметров проволоки. Мы поставляем все необходимые запчасти для четырех диаметров проволоки бесплатно вместе со станком. Если покупателю требуется более 4 диаметров проволоки, поставка дополнительных деталей осуществляется за плату.
При изменении диаметра проволоки, необходимо заменить следующие детали
1. Кулачок
2. Центральная лотковая пластина
3. Выходная лотковая пластина
6. Формовочный валок
Остальные детали — общего назначения
№
Наименование
Фото
Кол-во
1
Кулачок
(по вашим размерам)
12 штук на 2 размера
Примечание: На каждом кулачке выгравированы два диаметра проволоки, если вам требуется изготовить пружины 10 размеров, то вам потребуется 5 комплектов кулачков, всего 60 штук кулачков. Два комплекта кулачков поставляются бесплатно вместе с машиной, остальные кулачки поставляются за плату
2
Центральная лотковая пластина
(по вашим размерам)
5 штук на каждый размер
Примечание: 20 штук центральных лотковых пластин поставляются бесплатно вместе с машиной, остальные поставляются за плату
3
Выходная лотковая пластина (по вашим размерам)
1штука на каждый размер
Примечание: 4 штуки выходных лотковых пластин поставляются бесплатно вместе с машиной, остальные поставляются за плату
4
Крышка центральной пластины
5шт
5
Крышка выходной пластины
1шт
6
Формовочный валок (по вашим размерам)
2 штуки на каждый размер
Примечание: 8 штук формовочных валков поставляются бесплатно вместе с машиной, остальные поставляются за плату
7
Резак
2шт
8
Нож
2 шт
9
Держатель штифта
2 шт
10
Центральный резак
2 шт
Инструменты для пуско-наладочных работ и техобслуживания CSM—6250CNC
№
Наименование
Кол-во
1
Торцевой гаечный ключ
1 комплект на каждый размер
2
Двухсторонний гаечный ключ
1 комплект на каждый размер
3
Гаечный ключ
1
4
Масляный шприц
1
5
Крестовая отвертка
1
6
Плоская отвертка
1
7
Ящик для инструментов
1
8
Пневматический гайковерт
1
9
Электрическая шлифовальная машинка
1
Пружинонавивочный станок SX-100 — Мебельный Сервисный Комплекс
Описание
Пружинонавивочный станок SX-100 предназначен для производства биконических пружин «Боннель» для матрацев и мебели из пружинной проволоки диаметром 2,0-2,4 мм. Станок работает только со стальной пружинной проволокой. Станок стабилен в работе, имеет низкий уровень шума. Обслуживается одним человеком. За один производственный цикл пружины навиваются и с обоих концов завязываются узлы, подвергаются термообработке для ограничения потерь эластичности под действием постоянных деформаций, пружины выдаются из станка и упаковываются.
Характеристики
Модель
SX-100
Производительность
90-95 пружин/мин.
Тип пружины
Боннель
Габариты
2050*5475*1980
Диаметр пружинной проволоки, мм
2. 0-2.4
Высота пружин
70-190 опционально 190-210
Диапазоны опорных витков
62-95
Количество витков в пружине
4-7
Мощность, кВт
6.2 и 10
Масса, кг
2730
Требования к электрической сети
380 Вольт, 50 Гц, 3 фазы
Видео
Витые пружины — сжатие, растяжение, кручение
Этот браузер больше не поддерживается. Обновите до Microsoft Edge или переключитесь на поддерживаемый браузер, например Chrome, Safari или Firefox, чтобы изучить веб-сайт MW Components.
Приносим извинения за неудобства.
MW Components имеет самый большой в мире выбор пружин на складе: более 40 000 конструкций и 55 миллионов пружин (стандартных и метрических размеров). Мы производим полный спектр винтовых пружин, включая пружины сжатия, растяжения, кручения и двойного кручения. Мы можем спроектировать и изготовить пружину для вашего конкретного применения в любом количестве, от прототипа до полномасштабного производства.
Изготовление на заказ
Спиральные пружины на заказ
Наш опыт не ограничивается только производством; мы также предлагаем помощь в проектировании и прототипировании, а также различные варианты контроля качества и тестирования производительности. Наши специалисты будут рады работать с вашими командами, чтобы создать подходящий компонент для вашего приложения, который соответствует или превосходит ваши ожидания в отношении срока службы, твердости, устойчивости к факторам окружающей среды и многого другого.
Узнайте больше о наших индивидуальных пружинных услугах здесь или запросите расценки, чтобы начать работу.
Запросить индивидуальное предложение
Производство витых пружин
Наше многоцелевое формовочное оборудование может изготавливать сложные геометрические формы крючков и ножек для пружин растяжения и кручения в сборе со станком.
Мы работаем со всеми обычными пружинными материалами, а также со специальными материалами, высокотемпературными и титановыми сплавами, а размеры проволоки варьируются от 0,004″ до 3,00″.
Сопутствующие производственные услуги
В дополнение к стандартным инженерным и производственным услугам мы предлагаем различные дополнительные услуги для вашего удобства. Некоторые примеры перечислены здесь.
Сборка
CAD-моделирование
Обработка с ЧПУ
Резка
Инженерно-конструкторский консалтинг
Производство и дизайн штампов
Шлифовка
Комплектация
Прототипирование
Испытание на усталость
Инструменты
Сварка
Отделочные услуги
Мы также предлагаем множество дополнительных услуг по вторичной отделке, чтобы гарантировать, что спиральная пружина достигнет желаемого внешнего вида, тактильных ощущений и рабочих характеристик.
Склеивание
Анодирование
Очистка и полировка
Покрытие
Крашение
Удаление заусенцев
Шлифовка
Термическая обработка
Лазерная гравировка
пассивация
Покрытие
Поиск и поставка компонентов
Закалка и отпуск
Дробеструйная обработка
Материалы
Имея более 30 производственных предприятий, производящих различные продукты и обслуживающих различные рынки, от аэрокосмической до автомобильной, MW может хранить множество стандартных и специальных материалов.
А286
Углерод
Медь
Эльгилой®
Хастеллой®
Инконель®
Монель™
MP35N®
Музыкальный провод
никель
Нержавеющая сталь
стали
Титан
Другие специальные материалы
Стандарты качества и сертификаты
Компания MW гордится тем, что создает качественную продукцию, которая соответствует отраслевым стандартам или превосходит их. Наши предприятия не только проводят строгие испытания для обеспечения качества в соответствии с указанными вами диапазонами, но также мы поддерживаем несколько ключевых сертификатов, чтобы гарантировать, что вам поставляются только лучшие продукты.
Посмотреть полный список доступных сертификатов можно здесь.
Есть вопросы?
Поговорите с нашими экспертами сегодня, и мы поможем вам найти лучшее решение.
Precision Coil Spring поставляет клиентам по всему миру изготовленные на заказ прецизионные пружины и формованные металлические детали с 19 лет.51. Мы гордимся тем, что поставляем высококачественные специализированные товары по конкурентоспособным ценам, отвечая требованиям клиентов по доставке.
Узнать больше
Точность во всем, что мы делаем
Обслуживаемые отрасли
Линейки продуктов
Индивидуальные решения для требовательных приложений
Машиностроение
Прототип
Циклическое тестирование
Малосерийное производство
Крупносерийное производство
Более 70 лет опыта
Инжиниринг
Благодаря более чем 70-летнему опыту проектирования, производства и испытаний наши инженеры являются лидерами в производстве продуктов, отвечающих сложнейшим задачам, с использованием самых современных технологий как в области проектирования, и производство.
Узнать больше
Решения для проектирования
Прототипирование
Во время разработки продукта и создания прототипа компания PCS тесно сотрудничает с заказчиком, чтобы оптимизировать конструкцию для обеспечения технологичности, сборки и испытаний с помощью нашего программного обеспечения Advanced Spring Design и производственного опыта.
Подробнее
Точные результаты
Циклические испытания
Независимо от того, проводятся ли циклические испытания на ожидаемый срок службы или эксплуатационные характеристики деталей, PCS предлагает широкий спектр возможностей для проверки требований заказчика. Эти тесты могут предоставить бесценную информацию о надежности продукта, а также оценить новые материалы и получить представление о различных производственных процессах.
Узнать больше
Для небольших проектов и более быстрого выполнения работ
Мелкосерийное производство
Компания PCS понимает потребность наших клиентов в быстрой доставке, поэтому у нас есть специальный отдел для прототипирования или мелкосерийного производства.
Узнать больше
Для массового рынка
Крупносерийное производство
От заказа на замену одной детали до более крупных оптовых заказов, которые исчисляются тысячами или даже миллионами, вы можете работать с командой, которая занимается получением вам нужное количество пружин с требуемым качеством, и все это в желаемые сроки.
Фьюзинг стекла на заказ | Фьюзинговый витраж и декоративное запекание
Изделия из стекла применяются людьми достаточно давно. И хотя возникновение фьюзинга, как современной технологии спекания стекла, датируют 1990 годом, археологам удалось отыскать предметы из сплавленного стекла, изготовленные полторы тысячи лет до нашей эры. Создавали подобные шедевры вплоть до половины первого тысячелетия нашей эры, а потом на долгое время забыли. Сейчас технология сплавки стекла получила второе дыхание и завоевала огромную популярность у любителей нестандартных художественных приемов декорирования интерьеров.
Фьюзинг (англ. «fusing» — плавка, плавление, спекание) – это особая технология спекания стекла, разработанная в 90-м году XX столетия в Германии и получившая широкое распространение в других странах. Суть ее заключается в том, что небольшие кусочки витражного стекла помещают в специальную, нагреваемую до очень высоких температур (800°С) печь, и спекают в цельную композицию.
Лучшие мастера используют широкую палитру оттенков, что дает возможность создать настоящие произведения искусства. Например, в арсенале нашей компании присутствует 28 основных цветов и масса дополнительных неповторимых оттенков. Создаваемые картины отличаются яркостью, реалистичностью и высокой художественной ценностью.
Купить фьюзинг в Москве в нашем салоне, получить консультацию менеджера по тел: 8 (495) 925-51-93 или отправить заявку на расчёт стоимости на почту [email protected].
Заказать фьюзинг
Достоинства фьюзинга
Главным плюсом витражей и изделий, выполненных в технике фьюзинг, является отсутствие металлического каркаса, как в классическом витраже или технике Тиффани. Как результат, спеченному стеклу не страшна влажность и перепады температур и оно продолжает радовать своего обладателя долгие годы, совершенно не теряя своей привлекательности.
Немаловажным фактором является широкая палитра цветов, которая дает возможность удивительно реалистично передавать любые сюжеты и позволяет раскрыться творческому потенциалу, как заказчика, так и художника, потому что картина в стиле фьюзинг на заказ – это всегда в какой-то степени совместное творчество. Возможность склеивать стекла не только торцами, но и накладывая друг на друга, позволяет добиться самых невероятных эффектов.
Кроме того, возможным становится изготовление рельефных предметов, комбинирование гладких и выпуклых поверхностей. Одним словом, спектр художественных инструментов фьюзинга настолько широк, что картины никогда не повторяются и в прямом смысле являются уникальными предметами искусства.
Изделия с фьюзингом
Как заказать фьюзинг
Наша компания может предложить Вам как изделия в технике фьюзинг, так и комбинированную обработку стекла. При этом мы можем создать изделия по Вашим эскизам, фотографиям, картинкам и просто описаниям, или же предложить готовые варианты решения поставленной задачи.
Вам представится возможность выбрать любимые цвета и тип стекла. На чем бы Вы ни остановились, результат не разочарует: вы получите уникальное изделие ручной работы.
Примеры наших работ
технология, техника изготовления витражей, оборудование.
Витражи. Яркие стеклянные композиции необыкновенной красоты. Они встречают нас в старинных храмах, и приветливо улыбаются из оконных проемов уютного ресторанчика. Они радуют глаз и наполняют душу мириадами цветных бликов, из которых, как иногда кажется, и были однажды сотканы. Настоящие произведения искусства.
И хотя история витража уходит корнями в глубь времен, и в наши дни он не теряет стратегических позиций на рынке декоративных изделий из стекла. Время не стоит на месте, с того дня, когда ловкие руки мастера собрали первый витраж, технологии сделали огромный скачек в перед. Одним из великолепных примеров этого является современный «фьюзинг».
Фьюзинг стекла
На фотографии кусочки стекла перед тем как стать фьюзингом
Термин Фьюзинг (Fusing) в переводе с английского языка означает «плавка, плавление, спекание». Так что же такое фьюзинг применительно к декораторскому искусству изготовления изделий из стекла? Все очень просто. Фьюзинг — технология «вплавления» или другими словами «спекания» частей будущей стеклянной композиции в единое целое, в специальных печах, под воздействием высоких температур.
Впервые данная технология, в виде близком к современному, была применена в 1990г, в одном из городов Германии.
Именно в этой стране она позже и получила наибольшее распространение.
Но не думайте, что это современная технология работы со стеклом. «Спекать» разноцветные стекла с целью получения многоцветной композиции научились ещё в Древнем Египте. Древнейшие «сплавленные» кусочки стекла датируются примерно 1 в. до н.э — 1 в. н.э. Факты говорят сами за себя. Фьюзинг прошел через тьму времен и полностью доказал свое право на жизнь.
Фьюзинг и витраж
Быть может, вы задались вопросом, чем же «фьюзинг» технология отличается от классического витража?
Ведь они так похожи. И в витраже и во фьюзинге, конечная композиция представляет собой совокупность разноцветных стекол. И зачастую фьюзинг изделия используют там, где обычно мы встретили бы классический витраж. В чем же разница? Почему фьюзингу, как обособленному методу, уделено такое внимание?
Почему фьюзинг-технология приобрела такую популярность среди художников-декораторов? Почему изделия выполненные по фьюзинг-технологии, будь то витражные перегородки, чаши, декоративные светильники, да и вообще все что угодно, выполненное из декоративного стекла, так востребованы на рынке?
Здесь нет никакой загадки. Фьюзинг-технология действительно является родственной витражу, и может даже считаться одной из его разновидностей. Но, в отличии от классического витража, фьюзинг-технология исключает использования металлического профиля.
Если вы внимательно рассмотрите любой витраж, вы заметите, что именно он, металлический профиль, является связующим звеном, основой всего витража, объединяющим мозаику разноцветных стеклышек между собой.
Фьюзинг-технология изготовления витража позволяет отказаться от этого. Во фьюзинге стекла между собой связаны не опосредованно, а напрямую, будучи сплавлены, слиты между собой воедино.
Интересно? Тогда дальнейшая информация — для Вас.
Технология фьюзинга
Дело в том, что стекло, каким бы твердым оно не казалось в привычном нам состоянии, при нагревании может превратиться практически в жидкость. Это его свойство и является основой технологии фьюзинга. И позволяет при нагревании сплавлять разные стеклянные элементы в одно. Это же свойство является основой для возможности деформации, т.е изменения формы стеклянного изделия.
Формование стеклянного изделия, так же является элементом фьюзинга.
С виду все кажется достаточно простым. Но, как говорил классик, это Вам только кажется.
Технология фьюзинга очень глубока и многогранна, здесь играют роль огромное количество факторов.
Но главным из них, безусловно является выбор стекла:
Здесь все так же. Стекло, использующееся для изготовления изделия, должно быть не только качественным, но и подходящим именно для данной технологии. В первую очередь, следует обратить внимание на коэффициент температурного расширения. В производстве стекла, обычно применяется так называемый C.O.E (Coefficient of Expansion) индекс стекла, который служит определяющим фактором определения его совместимости для фьюзинга.
Наиболее популярными на данным момент являются стекла «Moretti» имеющие СОЕ 104, система 96 с СОЕ 96 (SPECTRUM, UROBOROS и пр.), группа стекол с СОЕ 90 («BULSEYE», «ARTISTA» и др.), и «Флоат» с СОЕ 82-84.
Так же, очень важными факторами при выборе стекол являются неизменность цвета при фьюзинге, и стойкость стекла к помутнению во время термообработки.
Пришло время чуть более пристальное внимание, уделить технологии самого изготовления изделий по фьюзинг-методике.
Технический процесс фьюзинга, включает в себя пять стадий:
Стадия нагревания – стекло нагревают до температуры, при которой протекают процессы фьюзинга и спекания.
Нагрев ведется от комнатной температуры до 650-920 градусов Цельсия, в зависимости от типа процедуры. На этом этапе, стекло переходит из твердого состояния в мягкое, приобретает яркий желто-красный цвет. Края соприкасающихся стекол начинают прилипать друг к другу. На этой стадии происходит процесс свисания.
Полный фьюзинг, т.е слияние двух стекол в одно, происходит когда температура достигает 800 градусов Цельсия.
Томильная стадия, или стадия выдержки – некоторое время температура поддерживается на определенном уровне. Начинается при достижении максимальной температуры цикла.
Для фьюзинга это залог достижения максимально плоского и гладкого состояния фрагмента.
Стадия быстрого охлаждения – температуру резко снижают до уровня, чуть превышающего температуру отжига.
Когда стекло приобретает желаемую форму, его необходимо быстро охладить до температуры отжига, чтобы красный цвет не успел смениться на натуральный, а тот в свою очередь, не начал чернеть.
Чаще всего, для этого просто открывают крышку печи, и выпускают горячий воздух.
Важно не оставлять стекло на долго нагретым до температуры 750 — 580 градусов Цельсия, иначе оно может начать проявлять склонность к девитрификации — образованию «пенной» поверхности, которую практически невозможно удалить.
Стадия отжига – этап снятия напряжения в стекле.
Когда стекло остывает до температуры 580 градусов Цельсия, оно постепенно приобретает свой цвет, и начинается фаза отжига. «Отжигом» называют процесс, при котором снимается напряжение на стекле.
Если все прошло удачно, стекло остывает, принимая нужную форму, и сохраняя свою прочность.
Стадия охлаждения до комнатной температуры – стекло постепенно остывает до температуры воздуха в помещении.
Обычно печь остывает естественным путем. Но иногда, если тепло уходит слишком быстро, бывает необходимо притормозить процесс, чтобы избежать раскола изделия, при остывании.
Эти пять стадий — лишь самое общее представление о технологии фьюзинга.Технический процесс фьюзинга, как и любой другой, включает в себя огромное количество нюансов и особенностей не заметных на первый взгляд, но чье дотошное соблюдение критически важно для получения качественного результата.
Техника фьюзинга
Технология, конечно-же, основа основ. Но она всегда идет рука об руку с техникой. Иначе, мы никогда не смогли бы превратить идеально сделанные стеклянные «болванки», в радость для глаз.
Итак, материал выбран, оборудование готов, но что же мы будем делать — плоскую или объемную композицию?
В любом случае, в нашем распоряжении немало разнообразных технических приемов.
Техника изготовления фьюзинг-изделий, а так же техника фьюзинг-форминга, заслуживает самого тщательного рассмотрения.
На данный момент, самым частым проявление техники фьюзинга является плоскостное спекание. На первый взгляд, она очень проста — на лист стекла, называемый «подложкой» и составляющий связующую часть композиции, накладывают ее элементы, после чего, в специальной печи сплавляют в единую композицию. И если все, начиная от выбора стекла, заканчивая тщательным соблюдением всех нюансов технологии было сделано правильно — на выходе получается идеальное, плоское монолитное изделие.
Эта техника хороша для изготовления «витражных» стекол, заготовок под объемные изделия.
При необходимости получения объемного изделия, вплоть до сложнейших 3D-композиций, применяются техники фьюзинг-форминга. Самыми распространенными из них являются следующие:
Техника «Комбинированного прочесывания». Особенностью данного метода, является использование инструмента, для ручного изменения формы стекла, пока оно еще находится в нагретом состоянии.
«Огневая полировка». Суть этой техники заключается в том, что изделие помещается в печь для обжига стекла, и становится гладким и блестящим.
«Формование» или «Моллирование». Однажды сплавленное стекло, вновь подвергается нагреву, размягчается, и принимает изгибы заранее заготовленной формы. Например, таким образом можно получить красивую, нестандартную чашу.
Это лишь самые популярные техники форминга стекла, основанные на фьюзинге, но даже с их помощью, можно получать на выходе настоящие шедевры.
Фьюзинг в домашних условиях
Если у вас сложилось впечатление, что технология фьюзинга подходит для реализации только в условиях специальных лабораторий, то поспешу вас обрадовать. На ряду с промышленным фьюзинг оборудованием, компании осуществляющие выпуск и продажу оборудования и материалов, предлагают так же и «домашнее» оборудование.
Компактные печи, мощностью 2-3 кВт, и работающие от 220 Вольт, стекло и другие исходные материалы (краски, декоративные элементы, и т.д), в размерах и количествах, во много раз уступающих промышленным.
Во многих городах России профессиональными дизайнерами-декораторами проводятся мастер классы по обучению фьюзингу в домашних условиях. Благодаря всему этому, любой интересующийся может обзавестись как необходимым оборудованием, материалами, так и требующимися знаниями, и со спокойной душой творить в мастерской, или же просто дома, создавая неописуемые по своей красоте, стеклянные шедевры.
Фьюзинг-оборудование
Пришло время уделить внимание тому, с помощью чего воплощается в жизнь вся красота фьюзинг-изделий.
Конечно же фьюзинг-оборудованию. Промышленное и «домашнее», профессиональное и любительское. Выбор его очень широк, и это не может не радовать. Ведь сей факт обеспечивает во-первых свободу выбора, а во-вторых — возможность подобрать такое оборудование, которое подойдет именно Вам. Здесь Вы можете ознакомиться с оборудованием для фьюзинга.
Приятного выбора!
Как сделать искусство / витражи, фьюзинг шаг за шагом | Кэтрин Уоттс
Фьюзинг стекла — это искусство соединения двух или более кусков стекла вместе в печи. Это делается при высокой температуре, которая колеблется от 700ºC до 820ºC. Существует два основных метода фьюзинга стекла: фьюзинг липким слоем и полный фьюзинг.
Цель техники плавления прилипанием состоит в том, чтобы нагреть кусочки стекла до тех пор, пока они не станут достаточно горячими, чтобы склеиться. Это означает, что стекло сохраняет большую часть своих индивидуальных особенностей. С другой стороны, полное плавление предполагает нагревание стекла до тех пор, пока оно не станет полностью расплавленным.
Однако вы не можете использовать обычный стакан, если хотите заниматься этим искусством, потому что для этого требуется особый тип стекла. Вам необходимо предоставить определенные типы стекла, которые совместимы друг с другом. Если вы собираетесь использовать разные виды стекла, рекомендуется провести тест на совместимость перед тем, как приступить к фактическому проекту.
Термины «плавление» и «обжиг» часто путают друг с другом. Большинство людей используют термины взаимозаменяемо, зная, что они одинаковы. Однако это не совсем правильно, потому что сплавление является одним из методов формования в печи. Печное стекло и плавленое стекло также являются одной из путаниц терминов. Но более уместно использовать термин «плавленое стекло» для готовых изделий. Плавленые стекла — это те, которые были нагреты в печи и сплавлены с другим куском стекла.
Существует множество видов искусства, которые можно создать при помощи фьюзинга стекла. Это включает в себя миски и тарелки, печатные изображения, аксессуары и все, что мы можем придумать.
Плавка стекла: руководство
Самое первое, что вам нужно сделать, чтобы успешно сплавить стекло, это знать свойства стекла, которое вы собираетесь использовать. Вы должны знать, что каждый стакан не создан равным.
Стекло имеет свойство расширяться при нагревании, и это можно измерить. Это расширение стекла известно как коэффициент расширения (COE) — скорость, с которой стекло расширяется. Учитывая этот факт, вы должны понимать, что стекло, которое вы будете сплавлять, должно соответствовать расширению, иначе оно разобьется при остывании. Не сплавляйте стекла разных типов, если вы не уверены в их коэффициенте полезного действия. Было бы намного лучше, если бы вы могли провести тест на совместимость, прежде чем приступать к фактическому сплавлению стекла.
Итак, без лишних слов, вот как создать искусство/витражное фьюзинг:
Материалы:
Печь (для обжига стекла)
Чтобы подготовиться, нанесите смывку для печи с помощью кисти на дно печи — просто убедитесь, что он идет в едином направлении. После этого нанесите еще один слой смывки (угол 90º от предыдущего нанесения). Делайте это несколько раз, пока не получите 5-6 слоев. Нагрейте печь до 500ºC, пока вода из промывной воды не испарится. Затем охладите его естественным образом.
Стеклорез
2 куска стекла (должны быть совместимы и подходящей толщины — ¼ дюйма)
Цветное стекло для декора (более тонкое стекло)
Конфетти (тонкие стеклянные чешуйки)
Фритта (осколки стекла) )
Клей (должен быть разбавлен)
Инструкции:
Вырежьте два куска стекла в соответствии с вашим дизайном. Тщательно очистите их, потому что появление отпечатков пальцев может оставить неприглядный след на стекле после нагрева.
После резки стекла положите нижнюю часть на полку печи. Не прикасайтесь к поверхности стекла, чтобы уменьшить отпечатки пальцев. Затем наденьте на него верхнюю часть.
Создавайте украшения, вырезая из тонкого стекла желаемую форму (вы также можете использовать фритты, стрингеры или конфетти). После этого положите их на верхнюю часть стакана. Чтобы закрепить их на месте, нанесите под них чистую каплю клея. Вы можете наложить эти украшения друг на друга, но никогда не ставьте их в кучу.
Как только вы закончите работу над дизайном, вы готовы стрелять! Нагрейте свою печь со скоростью 900 º-1000 º в час для печей с верхним нагревом. Тем временем замедлите нагрев до 600º в час для печей с боковым обогревом. После этого обжигайте до тех пор, пока температура печи не поднимется до 1450 º (ваша цель или заданное значение). Обратите внимание, что очень важно пройти диапазон 1300 º-1400 º, потому что именно здесь стекло становится твердым, непрозрачным и кристаллическим, что вызывает появление непривлекательных белых пятен на поверхности стекла. Чтобы избежать этого случая, рекомендуется сделать задержку не менее 30 минут на 1175 º. Это расслабит стекло и уменьшит количество пузырьков между слоями. Держите печь, как только вы достигнете заданного значения (1450 º).
Далее:
Проверьте свой стакан через 10 минут. Для этого снимите заглушку печного глазка, но верните ее после. Продолжайте проверять это, пока поверхность стекла не станет полностью плоской, а стороны не закруглены. Можно ожидать, что стекло полностью расплавится через 20 минут. Тем не менее, это все еще может варьироваться. Поэтому, чтобы быть в безопасности, всегда делайте регулярную проверку. Помните, что нельзя открывать печь при температуре от комнатной до 1000 º, потому что при этой температуре стекло становится наиболее хрупким. Еще одно напоминание: наденьте защитные очки, потому что воздух, выходящий из печи, может повредить глаза.
После того, как ваше стекло полностью застынет, вытащите заглушку глазка и откройте крышку печи, чтобы проветрить печь. Делайте это до тех пор, пока температура не упадет до 1000 º.
Снова закройте крышку и верните пробку. Это позволит разогреть печь до 1175 º. Не паникуйте, потому что это совершенно нормально. Держите печь в течение 30 минут, как только температура упадет до 950 º. Это помогает стеклу медленно охлаждаться, чтобы снять внутренние напряжения и сделать его более жестким.
Дополнительное примечание: достаньте стекло из печи, как только оно станет комнатной температуры. Если вы достанете его, пока оно еще горячее, ваше стекло может подвергнуться тепловому удару, что может привести к появлению трещин, которые могут привести к поломке. Выделяют период охлаждения около 6–8 часов.
Краткое изложение наиболее важных моментов
Используйте совместимое стекло
Используйте стекло нужной толщины
Медленно нагревайте стекло
Всегда проверяйте стекло и выключайте печь после достижения желаемого вида
Подождите, пока печь остынет, прежде чем вынимать стекло
Наберитесь терпения!
Фьюзинг с витражным стеклом | Idle Creativity
31 мая 2015 г. автор: idlecreativity
Местный поставщик стекла решил выйти из бизнеса по продаже стекла. К сожалению, прежде чем он объявил об этом публике, он продал все свое плавкое стекло и расходные материалы, и, следовательно, все, что осталось, это его обильное количество витражей. Я хотел воспользоваться его большими ценами на стекло и знал, что пока я не сплавлю два разных куска стекла вместе, я смогу использовать витраж, поэтому я купил несколько прозрачных переливающихся кусочков, а также несколько непрозрачных завитков.
Моим первым тестом было прозрачное радужное стекло, которое я разрезал на круг и сначала сплавил при температуре 1350 градусов по Фаренгейту, чтобы смягчить края. По прошлому опыту, если радужное покрытие подвергается воздействию, оно иногда сгорает, поэтому я кладу радужную сторону вниз. Затем я поставил круг на формирователь вазы для цветов из нержавеющей стали и опустил его, доведя температуру до 1235 градусов по Фаренгейту. Получилось великолепно.
Затем я захотел попробовать вазу с квадратной заготовкой и использовал для этой вазы желто-оранжевое стекло с завихрениями. Продавец сказал мне, что, по его опыту нагревания опалового витража, ему нужна более высокая температура, однако я решил оставить температуру смягчения края такой же. На самом деле ему нужна была меньшая температура, так как при 1350 градусах по Фаренгейту я получил несколько игл на краях, и мне нужно было немного отшлифовать края, прежде чем они упадут. Точно так же на спаде я мог бы использовать температуру менее 1235 градусов по Фаренгейту. Ваза в конечном итоге коснулась полки, но все еще имеет приятный вид.
Я провел еще два теста, в каждом из которых использовал один лист цветного стекла и сплавлял его сам с собой. Для первого теста я вырезал прямоугольник из листа стекла размером 12″x12″, а затем взял оставшиеся куски, разрезал их на более мелкие и сплавил их вокруг внешней стороны пластины, чтобы у нее был приподнятый край. Работал отлично. Поскольку я довел этот кусок до 1400 градусов, я получил небольшое расстеклование на стекле, но в целом для тарелки со свечой это хорошо.
Последнее испытание заключалось в том, чтобы разрезать мой кусок 12″ x 12″ на полоски и сплавить их вместе, чтобы получилось плетение корзины, за исключением того, что я пропустил плетение.
Лего Роботы и Обучение (Lego Mindstorms & Education)
Ваш ребенок мечтает самостоятельно построить и запрограммировать робота, который бы выполнял все его команды? Тогда настоятельно рекомендуем Вам обратить свое внимание на уникальную серию конструкторов известной во всем мире датской фирмы Лего Роботы.
Серия Лего Mindstorms это особое достижение компании Lego . Все дело в том, что эти конструкторы основаны на электромеханике и робототехнике, а значит, они будут интересны тем, кто имеет оригинальное мышление и хорошую фантазию, а также знание и понимание всех происходящих технических процессов. Именно поэтому очень часто набор Лего Роботы становится любимой игрушкой не только для ребят старшего школьного возраста, но и хобби для их пап и даже дедушек.
Покупая конструктор Лего Mindstorms, Вы получаете:
Интереснейшую игру-конструктор
Лего Роботы — это продукт, при изготовлении которого использовались новейшие технологии в области робототехники. Игрушки серии Лего Mindstorms имеют несколько двигателей, дополнительные датчики-сенсоры и цветной дисплей. Лего Роботы способны поразить воображение всех, кто с ними сталкивается впервые, ведь они ведут себя, как живые существа. Лего Mindstorms реагируют на прикосновение и звук, способны определять температуру объекта и расстояние. Они могут приходить, услышав Ваш хлопок, поднимать предметы, которые находятся рядом, и различать темноту и свет. Все это звучит довольно сложно, но практика показывает, что любой ребенок, который владеет компьютером на пользовательском уровне, может без проблем запрограммировать конструктор из серии Лего Роботы, создав своего личного робота. Отметим, что команды игрушке Лего Mindstorms можно отдавать не только с компьютера, но и с любого мобильного телефона, в котором установлен Bluetooth.
Огромные возможности для развития творчества
Набор Лего Роботы состоит больше, чем из 500 деталей, что дает возможность собрать огромное количество различных модификаций роботов-конструкторов: мифологическое животное, которое живет только в Ваших фантазиях, человекоподобного робота, автомобиль будущего и пр.
Качественный продукт
Перед запуском серийного производства конструкторов все их компоненты проходят проверку на прочность на испытательных стендах. Каждый элемент Лего Роботы рассчитан на более чем 50 000 циклов сцепления. Для производства пластиковых элементов конструктора Лего Mindstorms не применяются тяжелые металлы и другие вредные для здоровья материалы.
О развивающих возможностях конструкторов Лего Mindstorms можно говорить бесконечно. Лего Роботы — это не только знакомство с новейшими технологиями, но и их использование. Юные владельцы Лего Mindstorms будут невероятно гордиться и радоваться, когда напишут и загрузят в робота свою первую компьютерную программу. А уж о гордости родителей за свое любимое чадо, которое запросто справляется с новейшими технологиями, и говорить не приходится!
Взрослая игрушка Лего Роботы уже успела завоевать миллионы поклонников по всей планете и с каждым днем их количество только растет. Сейчас существуют даже целые клубы, посвященные конструкторам Лего Mindstorms, в которых люди обсуждают способы улучшения функций Лего Роботов, делятся своими достижениями, открытиями и пр.
Покупайте у нас набор Лего Mindstorms и создавайте игрушки, которые в Ваших руках непременно оживут!
Роботы конструкторы LEGO в категории «Товары для детей»
Конструктор Smoneo Smart Lines Tank Robot Танк Робот, 77008
Доставка по Украине
1 069. 18 грн
Купить
Конструктор LEGO Битва роботів Людини-павука та Зеленого гобліна 76219
Доставка по Украине
1 534 грн
Купить
Конструктор LEGO City Great Vehicles Пикап для дорожных работ 58 деталей (60284)
Доставка из г. Киев
365 — 455 грн
от 5 продавцов
487 грн
365 грн
Купить
Конструктор Лего 31062 Lego Creator Robo Explorer Робот досліджувач
Под заказ
Доставка по Украине
по 2 299 грн
от 3 продавцов
2 299 грн
Купить
Конструктор Лего LEGO 76203 Marvel Iron Man Броня робота Залізної людини
Под заказ
Доставка по Украине
589 грн
Купить
Конструктор Lego Ninjago Каменный робот огня 71720
Доставка из г. Киев
6 299 грн
Купить
Конструктор Lego Super Heroes Самолёт Человека-Паука против Робота Венома 76150
Доставка из г. Киев
4 299 грн
Купить
лучших наборов робототехники LEGO в 2022 году
Сборка оживших роботов является для многих учащихся средних классов одним из самых крутых занятий, и многие школы начинают понимать преимущества обучения детей программированию. Наборы для сборки робототехники LEGO являются образовательными и поддерживают навыки решения проблем.
Творчество и вдохновение должны быть целью любого отличного набора роботов LEGO. Выросшие с комплектами робототехники вдохновили многих детей из предыдущего поколения заняться компьютерными науками и найти свою карьеру, так почему бы не открыть путь для детей раньше?
Вот три наших любимых набора роботов LEGO, доступных в 2022 году:
Лучший набор LEGO Robotics — LEGO Mindstorms EV3
Самый творческий робот – LEGO Technic Stunt Racer
Три лучших обзорных набора роботов LEGO
1. LEGO Mindstorms EV3
Посмотреть на Amazon
Линия Mindstorms от LEGO всегда была ведущим производителем качественных робототехнических наборов. Их продукты LEGO настолько хороши, что заслужили уважение в сообществе роботов и заложили основу для многих будущих энтузиастов роботов.
В то время как изобретатель робота LEGO Mindstorms заложил основу для создания роботов, EV3 быстро зарекомендовал себя как один из лучших доступных наборов роботов LEGO.
Робот Mindstorms использовал свои предыдущие успехи и сделал трансформируемого и забавного робота.
Обзор
В этот набор робототехники LEGO Mindstorms входит 601 деталь, а также смартфон, планшет, ПК и управление macOS. Это простой в сборке набор LEGO, который можно собрать всего за пару часов.
Благодаря количеству деталей, доступных в этом наборе роботов, у вас есть доступ к пяти различным роботам и захватывающим конструкциям с их уникальными роботами и функциями программирования.
Основная конструкция — SPIK3R — это стоящий робот, который может ходить, говорить и взаимодействовать с объектами. Другие конструкции роботов включают R3PTAR, TRACK3R, GRIPP3R и EV3STORM.
Программное обеспечение наборов программируемых роботов LEGO Mindstorms EV3 поставляется с продвинутым, но понятным языком программирования, который прост в освоении и может быть использован учащимися средних классов с помощью взрослых.
Вы можете собрать и запрограммировать этого робота так, чтобы он ходил, говорил, перекатывался (в зависимости от конструкции) и взаимодействовал с окружающей средой. Возможности этого робота поистине невероятны и заставляют его казаться таким сложным устройством, когда на самом деле строить этого робота очень просто и весело.
Наш обзор
Это один из лучших наборов роботов LEGO . Покупателям очень нравятся эти наборы роботов от LEGO Mindstorms. Большинство из тех, кто приобрел комплект роботов, были удивлены тем, насколько простыми были кодирующие роботы.
Детям всех возрастов нравится этот робот, и они отдадут все, чтобы поработать с ним и поиграть с ним. Процесс сборки робота прост, а инструкции по сборке и программированию просты. Даже аспект кодирования этого робота не слишком сложен и заставляет детей чувствовать, что они выполнили этот процесс самостоятельно.
Для набора LEGO робота требуется 6 ААА для корпуса и 2 ААА для пульта. В отличие от других наборов для сборки роботов, этот робот не заряжается от стены. Убедитесь, что у вас есть приличное количество батареек.
2. Набор инструментов для творчества LEGO Boost
Посмотреть на Amazon
Робот LEGO Boost похож на младшего брата Mindstorm EV3, поскольку он гораздо проще в эксплуатации и сборке. Boost адаптировал эти наборы LEGO в большей степени к возрастному диапазону от 7 до 12 лет с точки зрения простоты и дизайна.
Собрать этого робота несложно, а его дизайн кажется более молодым. Если вы хотите познакомить своего школьника с миром техники LEGO, это отличный первый шаг к тому, чтобы предоставить ему такую возможность.
Вы не получите много функций, но это фантастический и забавный первый набор роботов LEGO, который можно собрать.
Обзор
На странице продукта LEGO вы могли заметить, что в этом наборе LEGO Boost больше деталей, чем в Mindstorm. Несмотря на это, комплект проще в сборке и требует гораздо меньше времени.
Большинство дополнительных деталей этого набора LEGO Booster предназначены для забавных препятствий и игр, которые вы создаете, чтобы проверить свои навыки конструирования и программирования. Дети могут построить и запрограммировать робота на выполнение целого ряда задач, связанных с забавными игрушками, которые идут вместе с ним. Предупреждающие конусы, хоккейные клюшки и баскетбольные кольца — вот лишь некоторые из дополнений.
Если у вас есть iPhone, iPad или планшет на Android, мы настоятельно рекомендуем этого робота LEGO Boost. Робот Boost совместим только с теми продуктами, которые будут действовать как центр перемещения устройства.
Вы управляете роботом и программируете его с помощью прилагаемого к нему приложения LEGO Boost. Робот может двигаться, реагировать на вашу речь, менять выражение лица и даже хватать предметы. Если базовая модель утомительна, вы можете выбрать любой из пяти различных дизайнов, в который хотите превратиться.
Наш обзор
Похоже, покупатели согласны с тем, что эти наборы инструментов LEGO Boost — идеальные игрушечные роботы для детей. Робот LEGO Boost знакомит их с навыками программирования в очень раннем возрасте.
Робот позволяет им хотеть построить устройство без помощи взрослых. Это простой робот, который знакомит их с новыми технологиями, ранее недоступными для детей. С этой игрушкой легко заинтересовать школьника в программировании и дизайне.
Робот Boost должен работать на Android 5.0 или более поздней версии, а версии ниже несовместимы. Другие комплекты роботов LEGO могут работать на операционных системах ПК и Mac. Но этот робот не может, что стало обманом в глазах многих клиентов.
Если у вас есть планшет с более новой версией Android или iOS, то это будет фантастический первый набор роботов LEGO Boost для вашего школьника.
3. LEGO Technic Stunt Racer
Посмотреть на Amazon
Робот-каскадер LEGO находится в нашем списке, потому что сборка устройства дает детям понимание того, как работает двигатель и программирование. Дистанционно управляемый каскадер LEGO Technic сильно отличается от первых двух роботов, которые мы перечислили. Робот больше похож на машину с дистанционным управлением, чем на комплект робота.
Робот может стать важным первым шагом для детей в мир робототехники. Этот набор продается по самой доступной цене в нашем списке. Этот робот может стать отличным знакомством для вашего ребенка перед покупкой одного из лучших в отрасли роботов.
Обзор
Это машина LEGO с дистанционным управлением, которую вы собираете сами. Даже контроллер — хотя он поставляется предварительно собранным — комплект робототехники LEGO сделан из кубиков LEGO. Вы размещаете моторы, приемники и батарею по всей конструкции, что дает детям понимание того, как они взаимодействуют друг с другом.
Этот набор роботов представляет собой набор 2-в-1, который позволяет детям менять компоновку между гусеничной машиной и каскадером.
Совместим с кубиками LEGO из аналогичных наборов роботов. Вы можете создать окончательный дизайн на основе того, что вам нравится. Автомобиль может преодолевать пересеченную местность и выполнять невероятные трюки. Помимо того, что этот набор дает детям первый опыт сборки своих роботов, с ним очень весело играть, и он будет занимать ваших учеников средней школы часами.
Этот робот — доступный и интересный первый шаг как для родителей, так и для детей.
Наш обзор
Этот набор роботов LEGO — простой и увлекательный способ для детей понять, как мотор и приемник работают вместе, предлагая им захватывающий трюковый автомобиль. Эти роботы гораздо лучше подходят для пересеченной местности и часто могут двигаться довольно быстро. Родители, которые приобрели этот набор роботов, утверждают, что их дети играют с роботом в течение нескольких часов после его сборки и сборки.
Эта игрушка-робот — доступный и забавный первый шаг к тому, чтобы узнать, заинтересованы ли ваши ученики в сборке полноценного робота.
Качественные комплекты робототехники LEGO для школ
При выборе лучших комплектов роботов необходимо учитывать три момента. Во-первых, наборы роботов LEGO должны иметь механический аспект. Во-вторых, робот должен быть прост в использовании для школьников. Наконец, наборы LEGO должны быть интересной сборкой. Все дело в том, чтобы что-то создавать и получать удовольствие от процесса. Если набор LEGO был скорее разочаровывающим, чем веселым, мы не выбирали робота для списка.
Строительство с использованием обучающих LEGO уже стало важной частью школьных предметов, таких как математика и программирование. В то время как обучение математике с помощью LEGO может происходить уже с первого класса, роботы-конструкторы больше подходят для учащихся средних классов.
При поиске обучающих наборов роботов для школьника очень важно выбрать наборы роботов LEGO, которые, как вы знаете, ему понравятся. Доступно множество наборов роботов LEGO, но вы же не хотите выбрать не того робота и остаться с кучей кубиков, которые плохо сочетаются друг с другом.
Ниже приведены три аспекта, которые следует учитывать при покупке роботов LEGO для школьников.
Разнообразные конструкции
Персонализация роботов имеет решающее значение, и наличие набора роботов LEGO, который постоянно предлагает вам новые способы компоновки вашего робота, подарит вам еще много часов веселья и азарта. Иметь наборы, предлагающие несколько конструкций роботов, — это прекрасно, а иметь набор с множеством различных кодов и особенностей сборки, уникальных для этих конструкций, — еще лучше. Найдите наборы роботов LEGO, с помощью которых вы сможете научиться строить и программировать.
Простое в использовании программное обеспечение
Хотя создание роботов связано с кодированием и программированием, они все равно помогают детям освоить базовые технические знания. Вот почему важно убедиться, что программное обеспечение наборов простое в использовании и позволяет многому учиться, а не разочаровываться.
Датчики окружающей среды
LEGO Роботы, которые могут взаимодействовать с окружающим миром, могут научить детей гораздо большему процессу программирования роботов. Мир становится препятствием, и это то, что дети должны преодолеть в процессе построения и кодирования. В качественном комплекте это должно быть стандартной функцией.
При поиске лучшего набора роботов LEGO для вашего школьника или младшего школьника важно знать интересы ваших детей в создании собственных роботов — чем более продвинутый робот, тем сложнее процесс.
Собирайте, программируйте и играйте со скидкой на 20 % благодаря этому предложению Lego в Черную пятницу на этот набор Robot Inventor
При покупке по ссылкам на нашем сайте мы можем получать партнерскую комиссию. Вот как это работает.
(Изображение предоставлено Лего)
РЕДАКТИРОВАТЬ: Извините, я отредактировал это, думая, что это обновление.
Набор Lego’s Robot Inventor, фантастический инструмент для обучения программированию, уходит на пенсию, что означает одно из двух. Либо он будет в паре с партнером-индивидуалистом, либо будет продаваться по глупым ценам на eBay. Хорошая новость: в Черную пятницу действует скидка 20%, и если вы спешите, то можете заказать прямо сейчас.
Набор Lego Robot Inventor, предназначенный для детей от 10 лет, можно приобрести в официальном магазине Lego (открывается в новой вкладке) за 287,99 долларов США и является частью серии Lego Mindstorms. Это означает, что веселье не прекращается, когда вы его построили. На самом деле веселье только начинается.
Есть пять уникальных конструкций, которые вы можете построить, и благодаря приложению Robot Inventor вы можете запрограммировать этих роботов для выполнения любых действий. И, благодаря визуальному интерфейсу, объединение команд должно быть легким делом.
Итак, пока вы развлекаетесь, вы учитесь программировать, что также делает этот инструмент идеальным для обучения детей программированию. Мы видим, что это благо для учителей и других педагогов. Но поторопитесь, выход на пенсию этого робота не за горами.
(откроется в новой вкладке)
LEGO Robot Inventor| стоил 359,99 долларов теперь 287,99 долларов в LEGO (открывается в новой вкладке) скоро уходит на пенсию.
Робот-изобретатель имеет 5 различных конструкций, которые вы можете создать; дети получат необходимые навыки STEM, создав прочного ходячего стража, который стреляет ракетами, бьет кулаками и молотами через препятствия; причудливый помощник, который умеет танцевать и играть на барабанах; робот для любой задачи; продвинутый четвероногий и спортивный фанатик, который любит стрелять в обруч и играть в мяч. Дети также могут придумывать свои собственные технические игрушки и делиться ими с другими фанатами роботов в LEGO Life.
Он поставляется с программным обеспечением Mindstorm и приложением для изобретателей роботов, которые очень просты в освоении, но вы можете сделать их настолько простыми или сложными, насколько захотите — отличный набор для обучения детей программированию. Он оснащен интеллектуальным концентратором, 4 средними двигателями, датчиком цвета и датчиком расстояния с разъединяемым интерфейсом. Этот комплект является отличной альтернативой онлайн-курсам программирования и предлагает больше практического опыта с мгновенной обратной связью (и вы получаете крутого робота).
Клиенты очень хорошо отзываются о нем, многие заявляют, что его не так уж сложно создать, и приложение очень простое в использовании благодаря пошаговым инструкциям, и вы можете легко протестировать свои творения. Общая оценка клиентов составляет 3,8/5 звезд, при этом 71% клиентов заявили, что рекомендуют этот продукт.
Если ваши дети уже любят кодирование, ознакомьтесь с нашей подборкой лучших игрушек и приложений для детей.
kcentr. ru — официальный Интернет-магазин Корпорации «Центр» — российской розничной торговой сети по продаже бытовой техники и электроники известных мировых производителей.
Тип мототехники: Любой Мотоцикл дорожный Мотоцикл спорт Мотоцикл суперспорт Мотоцикл туризм Мотоцикл спорт-туризм Мотоцикл чоппер / круизер Мотоцикл эндуро Мотоцикл кросс Мотоцикл триал Мотоцикл трайк Скутер мини Скутер средний Скутер макси Электроскутер Квадроцикл утилитарный Квадроцикл спортивный Квадроцикл туриcтическийДиапазон цен: Любойдо 30 000 рубот 30 000 до 50 000 рубот 50 000 до 75 000 рубот 75 000 до 100 000 рубот 100 000 до 125 000 рубот 125 000 до 150 000 рубот 150 000 до 175 000 рубот 175 000 до 200 000от 200 000 до 250 000от 250 000 до 300 000 рубот 300 000 до 350 000 рубот 350 000 до 400 000 рубот 400 000 до 500 000 рубот 500 000 до 600 000 рубот 600 000 до 750 000 рубот 750 000 до 1 000 000 рубСвыше 1 000 000 рубДлина: Любая До 1,5 метров 1,5 — 1,6 метра 1,6 — 1,7 метра 1,7 — 1,8 метра 1,8 — 1,9 метра 1,9 — 2,0 метра 2,0 — 2,1 метра 2,1 — 2,2 метра 2,2 — 2,3 метра 2,3 — 2,4 метра 2,4 — 2,5 метра 2,5 — 2,6 метра 2,6 — 2,7 метра 2,7 — 2,8 метра 2,8 — 2,9 метра 2,9 — 3,0 метра Свыше 3 метровШирина: Любая До 600 миллиметров 600 — 700 миллиметров 700 — 800 миллиметров 900 — 1000 миллиметров 1 — 1,1 метра 1,1 — 1,2 метра 1,2 — 1,3 метра 1,3 — 1,4 метра 1,4 — 1,5 метра 1,6 — 1,7 метра Свыше 1,7 метраВысота: Любая До 700 миллиметров 700 — 800 миллиметров 900 — 1000 миллиметров 1 — 1,1 метра 1,1 — 1,2 метра 1,2 — 1,3 метра 1,3 — 1,4 метра 1,4 — 1,5 метра 1,5 — 1,6 метра 1,6 — 1,7 метра 1,7 — 1,8 метра 1,8 — 1,9 метра 1,9 — 2,0 метра Свыше 2 метровВысота по седлу: Любая До 600 миллиметров 60 — 650 миллиметров 650 — 700 миллиметров 700 — 750 миллиметров 750 — 800 миллиметров 800 — 850 миллиметров 900 — 950 миллиметров 950 — 1000 миллиметровГарантия: Любая 1 год 2 года 3 годаСтрана сборки: Любая Беларусь Великобритания Германия Индия Италия Испания Канада Китай Россия США Таиланд Тайвань Чехия Швеция Южная Корея Япония
От официальных дилеров
Модели 2022 года
Исключить китайские мото
Поиск Все марки
Honda Shadow 400 — фото 1
Honda Shadow 400 — фото 2
Honda Shadow 400 — фото 3
Honda Shadow 400 — фото 4
Honda Shadow 400 — фото 5
Назад
Вперед
Обзор
Модификации
Одноклассники
Отзывы
Обои
Технические характеристики Honda Shadow 400
Модельный год
2002
Тип
Мотоцикл
Класс
Мотоцикл чоппер
Длина, мм
2450
Ширина, мм
925
Высота, мм
1085
Высота по седлу, мм
675
Страна сборки
Япония
Модификации Honda Shadow 400
Honda Shadow 400 33 hp
Максимальная скорость, км/ч
160
Время разгона до 100 км/ч, сек
—
Двигатель
Бензиновый карбюраторный
Число цилиндров / расположение
2/V-образное
Количество тактов
4
Рабочий объем, см3
398
Мощность, л. с. / оборотах
33/7500
Момент, н·м / оборотах
34/6000
Расход топлива, л на 100 км
4.5
Снаряженная масса, кг
265
Тип коробки передач
Механическая
Система охлаждения
Жидкостная
Показать все характеристики
Одноклассники Honda Shadow 400 по цене
К сожалению, у этой модели нет одноклассников…
Отзывы владельцев Honda Shadow 400
Honda Shadow 400, 2003 г
Остановился я на Honda Shadow 400, цепь, водяное охлаждение, что еще нужно. Честно признаться, сначала даже не рассматривал, но когда увидел вживую, мнение поменялось. Классический чоппер, с узким передним колесом, хорошим наклоном вилки, запал мне в душу. Примеривался я к разным, с пробегом и без. Но в той ценовой категории, что я смотрел, не было достойного варианта — все со следами эксплуатации. И вот, настал тот день, когда поехал я смотреть, уже своего Honda Shadow 400. Белый, без потертостей и ржавчины, в полном боевом комплекте — ветровик, кофры, спинка с багажником. Несмотря на превышение бюджета, средства были найдены, и я стал его счастливым обладателем. Когда поехал забирать, было немного страшно, прошел год как я самостоятельно крутил ручку газа. Но когда сел и тронулся, понял, что мы с ним друг друга отлично понимаем. Сезон прошел отлично, сразу поменял масло, поставил новую переднюю покрышку, ездил и радовался. Мотоцикл легкий, неширокий, по московским пробкам — в самый раз. Когда выезжаешь за город, то 400 кубикам уже тяжело тащить мои 95 кг, после 120 двигатель начинает надрываться. Динамика разгона Honda Shadow 400 тоже оставляет желать лучшего. Но для первого мотоцикла этого вполне достаточно. Проехал 3000 км за сезон. Ничего не отвалилось, ничего не сломалось, только заправлял да мыл. Как резюме: отличный мотоцикл для новичка и тех, кто в основном передвигается по городу. Прост в обращении и эксплуатации. Рекомендую.
Достоинства: легкий. Хорошо управляется. Выглядит как серьезный мотоцикл.
Недостатки: слабые тормоза.
Владислав, Москва
Honda Shadow 400, 1999 г
Казалось бы, 400 кубиков это мало и это не едет. Да, для кого-то пулять со светофора до 150 за секунды это главное. Я покупал мотоцикл по следующим критериям: надежность, внешность, комфорт для высоких, ну и, естественно, бюджет. Получился именно Honda Shadow 400. Во-первых, все таки это «Хонда», т.е. надежность, все работает идеально тихо, никаких лишних призвуков и т.д. Во-вторых, цепь на таком объеме бережет потерю лошадок. За сезон владения и 12 тыс. км из поломок перегоревшая лампочка в приборной панели. Т.е только замена «расходников». По внешнему виду никогда не скажешь, что там всего 400 кубиков. Литр. Минимум. Все размеры как у больших. К тому же во мне 198 см росту и на том же Steed я смотрюсь как на велосипеде, а Honda Shadow 400 смотрится очень пухло и толсто. Огромное сиденье позволяет пятой точке не уставать после 200 км пробега без разминки. Форма руля очень удобна — руки не затекают и отдыхают на таком. По ходовым качествам из-за подхвата с низов на светофорах все равно можно уехать вперед потока, минус я нахожу только на трассе — т.к. после ста разгон очень медленный и обгоны становятся довольно опасным занятием. Да и жалко мотор, который на такой скорости просто орет. Общий вывод исключительно положительный. Продал моего Honda Shadow 400 другу, себе взял такого же, но с большим мотором исключительно из-за трасс, т.к. 50 процентов пробега по ним. Если бы ездил только по городу, хватало бы за глаза.
Достоинства: надежность. Комфорт. Внешний вид. Цена.
Недостатки: плохо пригоден для трассы.
Сергей, Воронеж
Honda Shadow 400, 1998 г
Это мой первый мотоцикл. Сразу хотелось взять что-то круизерного типа, так как душа лежит именно к ним. Выбирал между двумя моделями по ценовой категории, внешнему виду и качеству – это Honda Shadow 400 Classic и Yamaha Drag Star 400 Classic, Suzuki не рассматривал, так как сильно дороже. Steed 400, Vulcan 400 и Intruder 400 даже не смотрел, больно маленькие. В итоге перекопав кучу форумов, выбрал все таки «Хонду», так как и едет побыстрее и жидкостное охлаждение. На первый взгляд 250 кг кажутся ну очень внушительными и неповоротливыми, а как сядешь за руль и тронешься сразу другие ощущения. Управляется Honda Shadow 400 просто прекрасно, небольшие ямки и трещинки даже не замечаешь, пару раз спасало толстое переднее колесо. Кресло похожее на домашнее, очень мягкое, руль — широкий удобный. Хотя и 400 кубов, но по трассе крейсерская скорость 100 – 120 км в час, но может и больше, если захотеть, сам для интереса разгонял до 140, но пришлось сбросить, а так он еще разгонялся. И не мудрено, ведь на Honda Shadow 400 стоит двигатель NC25E, который ставился на «классики». При спокойной езде по трассе расходует всего 4-4.5 литра на сотню, бака до резерва хватает на 200-220 км, вместе с ним 260-280 км. Знакомые, увидев его, когда только привез, сразу спросили: «Ты что сразу литр взял?». Когда едешь по городу — свернутые шеи прохожих и постоянные рассматривания на светофорах обеспечены. Прекрасный аппарат для новичков, очень доволен, что первый именно Honda Shadow 400, так как привыкаешь к весу и манере езды на круизере.
Достоинства: внешний вид. Надежность. Управляемость.
Недостатки: слабоват. Тяжело менять свечи.
Александр, Рыбинск
Обои рабочего стола Honda Shadow 400
Обои Honda Shadow 400
Обзор
Модификации
Одноклассники
Отзывы
Обои
Honda Shadow 400 — краткий обзор
Honda Shadow 400 / Хонда Шэдоу 400
Несмотря на компактный 400-кубовый двигатель, классический круизер Honda Shadow отличается весьма нескромными габаритами. Стильные крылья, хромированные элементы и каплевидный бак придают Honda Shadow 400 уникальный «олдскульный» характер. Мягкое кожаное седло, низкая посадка, удобный руль, великолепная эргономика — все выполнено в лучших традициях Honda.
V-образный 33-сильный мотор обладает спокойным и покладистым нравом. Стихия Honda Shadow 400 — городские дороги и недлительные путешествия по шоссе. Цепной привод главной передачи откровенно «на любителя». Такая конструкция нередко требует обслуживания и не отличается особой надежностью. Простая 5-ступенчатая трансмиссия Honda Shadow 400 характеризуется безупречной четкостью работы.
Органы управления Honda Shadow 400 предельно лаконичны. Спидометр удачно располагается на бензобаке. Достаточно крупная шкала показаний позволяет легко считывать информацию. Под сиденьем расположен компактный бардачок. Габаритные вещи туда не спрятать, а вот мелкие запчасти поместятся без проблем. Передние однодисковые и задние барабанные тормоза Honda Shadow 400 отличаются надежностью и безотказностью в трудных моментах.
Обзор
Модификации
Одноклассники
Отзывы
Обои
Все модели Honda
Сообщить об ошибке
Shadow Cloud Gaming Review — Обновлен 2022
Посетите Shadow
СОДЕРЖАНИЕ
Сильные и слабые стороны
Альтернативы
Особенности
Поддерживаемые игры
Цена
Простота использования
Performance
Coverge
Ealcy of Use
Performance 9000
Coverge
. Вердикт
Комментарии и оценки пользователей
↑
В настоящее время Shadow является единственным полностью реализованным облачным игровым сервисом, что делает его нашим лучшим выбором по умолчанию. Он предлагает хорошие скорости и приятный опыт, хотя и не без недостатков. Ознакомьтесь с нашим полным обзором Shadow, чтобы узнать все подробности.
Джейкоб Роуч (писатель) — Последнее обновление: 2022-12-20T11:59:58+00:00
Shadow — один из самых узнаваемых облачных игровых сервисов, и с его заявлением о «высокопроизводительных играх, доступных для всех» легко понять, почему.
Он предлагает первоклассное аппаратное обеспечение для ПК по минимальной цене и вдобавок имеет огромную библиотеку игр. В этом обзоре Shadow мы увидим, есть ли у него возможности попасть в наш список лучших облачных игровых сервисов.
К счастью, у него есть все шансы попасть не только в список, но и на вершину. Shadow в настоящее время является окончательным опытом облачных игр. Хотя до полного воплощения самой технологии осталось еще несколько лет, Shadow позволяет заглянуть в будущее. Он плавный насквозь, что трудно найти на нынешнем рынке облачных игр.
Нажмите на нашу эксклюзивную ссылку, чтобы получить скидку 10 $ на первый заказ с Shadow
Тем не менее, он имеет соответствующую цену. Это дорогая услуга, которая стала еще дороже, учитывая, что вам нужно будет приносить свои собственные игры. Тем не менее, он демонстрирует производительность, с которой не могут сравниться другие платформы, что стоит одной платы за вход.
Shadow Cloud Gaming Видеообзор
Обзор Shadow Cloud Gaming: лучше, чем Stadia и GeForce NOW?
Сильные и слабые стороны
Сильные стороны:
Отличная производительность
Полный рабочий стол Windows 10
Практически каждая компьютерная игра поддерживает
.
Приложения для Android и iOS
Простота использования
Недостатки:
Ограниченная доступность
Дорого
Нет экранных элементов управления в мобильных приложениях
Альтернативы Shadow Cloud Gaming
Характеристики
95 % – Отлично
Наиболее привлекательной особенностью
Shadow является его конфигурация. Большинство облачных игровых сервисов предлагают сеанс на установленном компьютере для игр. В большинстве случаев это сервер, оснащенный несколькими высокопроизводительными видеокартами и процессорами, со всеми поддерживаемыми играми, предварительно загруженными на отсек жестких дисков.
Есть несколько проблем с этим подходом. Во-первых, вы не получаете никаких выделенных ресурсов. Подобно общему веб-хостингу — вы можете узнать больше об этом в нашем обзоре типов хостинга — облачные игровые сервисы предоставляют множество ресурсов нескольким пользователям и ожидают, что эти пользователи будут ими делиться.
Как работает Shadow Cloud Gaming?
Если кто-то слишком много работает или это просто час с интенсивным движением, у вас будет некачественный опыт. С Shadow это не проблема. Покупая план, вы фактически покупаете выделенный игровой компьютер с графической картой GTX 1080, 12 ГБ оперативной памяти DDR4, 256 ГБ выделенного хранилища и скоростью загрузки 1 Гбит/с, к которому вы можете получить удаленный доступ.
Это полная установка Windows 10, то есть вы можете делать все, что обычно делаете на компьютере с Windows 10. Вы можете загрузить свой любимый браузер, возиться с обоями рабочего стола, настроить разрешение до 4K и многое другое. Это не облачная игровая платформа, это платформа облачных вычислений.
Кроме того, вы можете получить доступ к этой установке Windows 10 на нескольких устройствах. Вы можете одновременно подключать только одно устройство, но у вас может быть столько установок теневых приложений, сколько вы хотите. Он доступен для Windows, macOS, Ubuntu, Android и iOS, а это означает, что вы можете загрузиться в свой игровой облачный компьютер практически из любого места.
К сожалению, на момент написания статьи Windows была единственной ОС, которую можно было установить на удаленный компьютер. Согласно часто задаваемым вопросам, Shadow планирует добавить поддержку Linux в будущем, но пока это все. Однако вы можете настроить установку Windows 10 по своему вкусу.
Обзор игровых функций Shadow Cloud
Visit Shadow
Platforms
Android
iOS
Windows
macOS
Browser
Поддерживаемые игры
Покрытие
Шесть центров обработки данных в трех странах.
Supported DRM platforms
All
Knowledgebase
Chat
Email
Phone
24/7 support
Поддерживаемые игры
100 % – Отлично
Shadow поддерживает любую игру, которая может работать на ПК с Windows 10. Как упоминалось выше, вы на самом деле не подписываетесь на облачный игровой сервис с помощью Shadow. Скорее, вы подписываетесь на высокопроизводительный компьютер, к которому у вас есть удаленный доступ. Из-за этого вы можете установить и играть в любую игру, которую хотите, если у вас есть способ загрузить эту игру без диска.
Это приятное изменение темпа по сравнению с такими сервисами, как Blacknut, которые предлагают ограниченную библиотеку игр (читайте наш обзор Blacknut). Даже сервисы с большой библиотекой, такие как Vortex, не имеют шансов по сравнению с Shadow (читайте наш обзор Vortex). Благодаря подходу к облачным играм вам не нужно беспокоиться о платформах DRM.
Вы можете установить любое приложение на свой компьютер Shadow, если оно обычно работает в Windows 10. Помимо торрента, Shadow предоставляет вам полное подключение к Интернету со скоростью 1 Гбит/с для скачивания до тех пор, пока вы этого не хотите. Для игр это огромно, особенно если вы являетесь поклонником таких сервисов без DRM, как GOG.
Одна из основных проблем с облачными играми заключается в том, как они интегрируются с такими платформами, как Steam и Origin. Хотя эти сервисы предоставляют большинство игр для ПК, многие старые игры — например, SWAT 4 — требуют некоторой дополнительной эмуляции для работы на современной ОС, такой как Windows 10.
Это требует много кода и в большинстве случаев не работает. Однако такие платформы, как GOG, сделали за вас тяжелую работу и предлагают классические игры для ПК со всей необходимой вам эмуляцией. Поскольку Shadow позволяет вам загружать что угодно, вы можете без проблем играть в эти игры.
Однако вы ограничены 256 ГБ. Это не конец света — 256 ГБ могут вместить несколько игр — но было бы неплохо иметь больше памяти. К счастью, скорость загрузки очень высока, поэтому удаление и переустановка игр не составляет труда.
Нажмите на нашу эксклюзивную ссылку, чтобы получить скидку 10 $ на первый заказ с Shadow
Цена
75 % – Хорошо
Ничего не поделаешь: Shadow — одна из самых дорогих доступных облачных игровых платформ. При 25 долларах в месяц за годовой план и 35 долларов за месячный это тяжело для вашего кошелька. Однако вы покупаете не просто ограниченный набор компьютерных игр; вы покупаете целый ПК.
Boost
: выставлены ежегодно, Full HD, 256 ГБ хранения
Ultra
: выставлены ежегодно, 4K, 512 ГБ из хранения
4K, 512 ГБ
, 4K, 512 ГБ
, 4K, 512 ГБ
, 4K, 512 ГБ
, 4K, 512 ГБ. 1 ТБ памяти
Нажмите на нашу эксклюзивную ссылку, чтобы получить скидку 10 $ на первый заказ с Shadow
Это многое меняет и делает цену более разумной. Поскольку Shadow предлагает вам большую гибкость в настройке компьютера и в том, что вы на нем устанавливаете, цена не кажется неразумной. Хотя скорость была бы слишком высокой для библиотеки из 1000 игр или около того, Shadow предлагает гораздо больше.
Дополнительные затраты могут быть оправданы в зависимости от варианта использования. Важно помнить, что с Shadow вы покупаете компьютер, а не игры, которые на нем работают. Если вы начинаете с нуля и у вас нет библиотеки Steam или чего-то подобного, вам придется выложить дополнительные деньги, чтобы купить ваши любимые игры.
Это не очень хорошо по сравнению с таким сервисом, как PlayStation Now, который предлагает более 800 игр из долгой истории PlayStation менее чем за 10 долларов в месяц (при покупке годового плана). Как вы можете видеть в нашем обзоре PlayStation Now, он не работает так же хорошо, как Shadow, но предлагает большую ценность.
Нет бесплатной пробной версии или гарантии возврата денег. Вместо этого Shadow предлагает начальную ставку в размере 9,95 долларов США в течение первых 10 дней. Вы потратите 10 долларов при регистрации и начнете обычную подписку через 10 дней.
Нам не нравится вводный период. Хотя может показаться, что вы заключаете сделку, на самом деле вы покупаете треть месячной стоимости услуг, а это означает, что вскоре после регистрации с вас снова будет взиматься плата.
Кроме того, если вы берете годовое обязательство, вы на самом деле тратите больше в первые 10 дней. Невозможно обойти этот вводный период, и это позор.
Простота использования
95 % – Отлично
Зарегистрироваться в Shadow не так уж и сложно. После выбора между ежемесячным или годовым планом и выбора штата, в котором вы живете, вам будет предложено создать учетную запись, подтвердить свою электронную почту с помощью одноразового кода доступа и ввести свой служебный адрес. После этого вы сможете выбрать между использованием предварительно настроенного ПК с Windows 10 или выборочной установкой.
Shadow работает только с Windows 10, хотя у него есть приложения для macOS, Android, iOS, Windows и Linux. Однако, если вы хотите изменить способ установки Windows 10, Shadow предоставит вам такую возможность. Мы использовали предварительно настроенный сервис для тестирования.
После этого вам будет предложено установить приложение, но вы еще не готовы использовать Shadow. Поскольку Shadow, по сути, предлагает вам выделенный игровой ПК с полной установкой Windows 10, для его настройки требуется некоторое время. К счастью, это разъясняется в электронном письме после покупки подписки.
Однако это требует времени. После подтверждения оплаты прошло полчаса, прежде чем мы смогли начать пользоваться компьютером. Честно говоря, этот процесс больше отражает то, на что похоже использование настоящего игрового ПК, поэтому трудно винить Шэдоу. Однако после ожидания установки и загрузки игр прошло несколько часов, прежде чем мы начали играть.
В локальном приложении вам будет предложено войти в систему. Затем Shadow предложит вам некоторые рекомендации по оптимизации, включая приостановку всех загрузок и обмена файлами, закрытие любых потоковых приложений и выбор диапазона 5 ГГц на вашем маршрутизаторе.
Затем
Shadow проверит вашу пропускную способность, и, наконец, вы сможете загрузить свой компьютер, нажав кнопку «Начать сейчас». Компьютер загружается в окне изменяемого размера и, к нашему большому удивлению, запускается практически мгновенно. При первой загрузке Shadow отобразит горячую клавишу для доступа к быстрому меню, которое вы можете использовать для настройки различных параметров системы.
По умолчанию у вас есть панель управления Shadow, ссылка на поддержку и Microsoft Edge на рабочем столе. Поскольку это полноценный компьютер, мы быстро заменили браузер по умолчанию на Google Chrome (прочитайте наш обзор Microsoft Edge и обзор Google Chrome, чтобы узнать, почему).
При настройке ПК все прошло гладко. Ввод с помощью мыши был плавным, и мы смогли без проблем перемещать курсор между тенью и нашим локальным сеансом.
Самое лучшее в удаленной машине было то, что мы могли использовать ярлыки Windows. Это имеет смысл, учитывая, что это полная установка, но, тем не менее, это было удивительно.
Настройка
Shadow занимает некоторое время, но в это время вам не нужно быть на связи. За пределами 30-минутного ожидания процесс проходит без проблем, и после того, как Shadow отправит вам электронное письмо о том, что ваша машина готова, это действительно так. Было похоже на любой другой компьютер с Windows 10, и это здорово.
Производительность
95 % – Отлично
Как мы уже говорили, Shadow ведет себя как обычный компьютер. Получив электронное письмо с подтверждением, вы готовы к работе в течение нескольких секунд без заметной задержки ввода. Мы быстро просматривали веб-страницы и многозадачность в Windows 10, не задумываясь. Shadow ощущается как локальная сессия.
По крайней мере, по большей части. Было несколько незначительных сбоев — например, прокрутка немного отставала — но эти проблемы легко не заметить. Нажатия клавиш регистрируются немедленно, и ваш курсор мыши реагирует так же, как и в локальном сеансе. Для игр это имеет огромное значение.
Самая большая проблема с облачными играми заключается в том, что им требуется большая пропускная способность при очень малом пинге. Предоставляя вам полный рабочий стол Windows 10, вы можете загружать файлы, необходимые для использования удаленного компьютера, и иметь доступ ко всему сеансу. Тот факт, что у вас есть изолированные ресурсы, тоже очень помогает.
На практике система Тени окупается. Мы протестировали четыре игры: Cuphead , DOOM 2016 , ремейк Resident Evil 2 и Counter-Strike: Global Offensive . Начиная с Cuphead , мы были потрясены плавностью платформера. Даже в большей степени, чем в другие игры, не было ощущения, что мы играем на виртуальной машине, даже с такой точной игрой, как Cuphead .
DOOM 2016 прошло без сучка и задоринки, и с помощью мониторинга производительности в игре мы смогли убедиться, что игра работает со скоростью 60 кадров в секунду в 4K и 120 кадров в секунду в 1080p. Была небольшая задержка ввода, но не настолько, чтобы сломать впечатление. То же самое верно и для Resident Evil 2 ремейк.
В Counter-Strike: Global Offensive были некоторые проблемы. Сам игровой процесс был в порядке — мы протестировали несколько раундов с ботами — но случайные сбои в потоковой передаче оказались бы слишком серьезными в соревновательной обстановке. Тем не менее, если вы собираетесь играть в CS:GO случайно, Shadow работает отлично.
По данным speedtest.net, у нас был пинг 9 миллисекунд, скорость загрузки 62,07 Мбит/с и скорость загрузки 11,39.Мбит/с, что намного выше рекомендуемых Shadow 15 Мбит/с.
Мы также тестировали те же игры на Android, и они работали так же хорошо, как и на ПК. Однако в приложении для Android нет никаких экранных элементов управления. Вы можете использовать касание для курсора мыши и вытащить клавиатуру Android, но это все. Если вы любите играть на ходу с Shadow, вам необходимо приобрести контроллер.
Действительно трудно оправдать другие облачные игровые сервисы, когда Shadow находится на столе. Между ним и местным игровым ПК нет прямой передачи — закаленные в боях ветераны ПК заметят заметную разницу — но она чертовски близка. Цена высока, но, учитывая производительность, она того стоит.
Покрытие
85 % — очень хорошо
У
Shadow всего шесть дата-центров, но эти центры охватывают большую территорию. В США есть четыре локации: Даллас, Чикаго, Нью-Йорк и Санта-Клара. С этими центрами Shadow может предлагать услуги в 38 континентальных штатах, минуя Вашингтон, Айдахо, Монтану, Юту, Аризону, Колорадо, Вайоминг, Алабаму, Джорджию и Флориду.
В Европе есть два дата-центра: Париж и Амстердам. Дата-центр в Париже покрывает Францию, Бельгию, Люксембург, Швейцарию и Великобританию, а сервер в Амстердаме покрывает только Германию.
Поскольку сервер расположен в Нидерландах, мы предполагали, что сервер в Амстердаме также будет работать там. Однако, согласно международному веб-сайту Shadow, сервис там недоступен.
Шесть доступных центров обработки данных выполняют большую работу. К счастью, центры разумно расположены по всей территории США, чтобы обеспечить широкий охват, а также некоторые европейские страны. Однако нельзя отрицать потенциальные ограничения, связанные с попыткой разместить такое количество пользователей с таким небольшим количеством центров обработки данных.
Тем не менее, Shadow не делает свои услуги доступными для всех, что, хотя и разочаровывает, но, вероятно, является разумным шагом. Ограничивая доступность, Shadow гарантирует, что ее центры обработки данных не станут слишком тонкими, поскольку они уже охватывают большую часть территории. Тем не менее, Project xCloud разрушает охват Shadow, как вы можете прочитать в нашем сравнении Shadow и Project xCloud.
Вердикт
У облачных игр есть еще несколько лет, прежде чем они станут всем, чем они обещают быть в настоящее время. Тем не менее, Shadow намного ближе к своим обещаниям, чем конкуренты (прочитайте нашу статью Shadow vs GeForce Now). Хотя случайные заикания могут быть слишком сильными для соревновательных игр, все остальные жанры работают безупречно. Shadow — это квинтэссенция облачных игр.
Нажмите на нашу эксклюзивную ссылку, чтобы получить скидку 10 $ на первый заказ с Shadow
Тени делают прыжки выше конкурентов. Тем не менее, он делает это по более высокой цене.
Планируете ли вы попробовать Shadow? Сообщите нам о своем опыте в комментариях ниже. Как всегда, спасибо за чтение.
Дайте нам знать, если вам понравился пост. Только так мы можем стать лучше.
Shadow Cloud Gaming Review — Обновлено 2022 г.
Посетите Shadow
Table of Contents
Strengths & Weaknesses
Alternatives
Features
Supported Games
Price
Ease of Use
Performance
Coverage
The Verdict
Comments & User Ratings
↑
В настоящее время Shadow является единственным полностью реализованным облачным игровым сервисом, что делает его нашим лучшим выбором по умолчанию. Он предлагает хорошие скорости и приятный опыт, хотя и не без недостатков. Ознакомьтесь с нашим полным обзором Shadow, чтобы узнать все подробности.
Джейкоб Роуч (писатель) — Последнее обновление: 2022-12-20T11:59:58+00:00
Shadow — один из самых узнаваемых облачных игровых сервисов, и с его заявлением о «высокопроизводительных играх, доступных для всех» легко понять, почему.
Он предлагает первоклассное аппаратное обеспечение для ПК по минимальной цене и вдобавок имеет огромную библиотеку игр. В этом обзоре Shadow мы увидим, есть ли у него возможности попасть в наш список лучших облачных игровых сервисов.
К счастью, у него есть все шансы попасть не только в список, но и на вершину. Shadow в настоящее время является окончательным опытом облачных игр. Хотя до полного воплощения самой технологии осталось еще несколько лет, Shadow позволяет заглянуть в будущее. Он плавный насквозь, что трудно найти на нынешнем рынке облачных игр.
Нажмите на нашу эксклюзивную ссылку, чтобы получить скидку 10 $ на первый заказ с Shadow
Тем не менее, он имеет соответствующую цену. Это дорогая услуга, которая стала еще дороже, учитывая, что вам нужно будет приносить свои собственные игры. Тем не менее, он демонстрирует производительность, с которой не могут сравниться другие платформы, что стоит одной платы за вход.
Shadow Cloud Gaming Видеообзор
Обзор Shadow Cloud Gaming: лучше, чем Stadia и GeForce NOW?
Сильные и слабые стороны
Сильные стороны:
Отличная производительность
Полный рабочий стол Windows 10
Практически каждая компьютерная игра поддерживает
.
Приложения для Android и iOS
Простота использования
Недостатки:
Ограниченная доступность
Дорого
Нет экранных элементов управления в мобильных приложениях
Альтернативы Shadow Cloud Gaming
Характеристики
95 % – Отлично
Наиболее привлекательной особенностью
Shadow является его конфигурация. Большинство облачных игровых сервисов предлагают сеанс на установленном компьютере для игр. В большинстве случаев это сервер, оснащенный несколькими высокопроизводительными видеокартами и процессорами, со всеми поддерживаемыми играми, предварительно загруженными на отсек жестких дисков.
Есть несколько проблем с этим подходом. Во-первых, вы не получаете никаких выделенных ресурсов. Подобно общему веб-хостингу — вы можете узнать больше об этом в нашем обзоре типов хостинга — облачные игровые сервисы предоставляют множество ресурсов нескольким пользователям и ожидают, что эти пользователи будут ими делиться.
Как работает Shadow Cloud Gaming?
Если кто-то слишком много работает или это просто час с интенсивным движением, у вас будет некачественный опыт. С Shadow это не проблема. Покупая план, вы фактически покупаете выделенный игровой компьютер с графической картой GTX 1080, 12 ГБ оперативной памяти DDR4, 256 ГБ выделенного хранилища и скоростью загрузки 1 Гбит/с, к которому вы можете получить удаленный доступ.
Это полная установка Windows 10, то есть вы можете делать все, что обычно делаете на компьютере с Windows 10. Вы можете загрузить свой любимый браузер, возиться с обоями рабочего стола, настроить разрешение до 4K и многое другое. Это не облачная игровая платформа, это платформа облачных вычислений.
Кроме того, вы можете получить доступ к этой установке Windows 10 на нескольких устройствах. Вы можете одновременно подключать только одно устройство, но у вас может быть столько установок теневых приложений, сколько вы хотите. Он доступен для Windows, macOS, Ubuntu, Android и iOS, а это означает, что вы можете загрузиться в свой игровой облачный компьютер практически из любого места.
К сожалению, на момент написания статьи Windows была единственной ОС, которую можно было установить на удаленный компьютер. Согласно часто задаваемым вопросам, Shadow планирует добавить поддержку Linux в будущем, но пока это все. Однако вы можете настроить установку Windows 10 по своему вкусу.
Обзор игровых функций Shadow Cloud
Visit Shadow
Platforms
Android
iOS
Windows
macOS
Browser
Поддерживаемые игры
Покрытие
Шесть центров обработки данных в трех странах.
Supported DRM platforms
All
Knowledgebase
Chat
Email
Phone
24/7 support
Поддерживаемые игры
100 % – Отлично
Shadow поддерживает любую игру, которая может работать на ПК с Windows 10. Как упоминалось выше, вы на самом деле не подписываетесь на облачный игровой сервис с помощью Shadow. Скорее, вы подписываетесь на высокопроизводительный компьютер, к которому у вас есть удаленный доступ. Из-за этого вы можете установить и играть в любую игру, которую хотите, если у вас есть способ загрузить эту игру без диска.
Это приятное изменение темпа по сравнению с такими сервисами, как Blacknut, которые предлагают ограниченную библиотеку игр (читайте наш обзор Blacknut). Даже сервисы с большой библиотекой, такие как Vortex, не имеют шансов по сравнению с Shadow (читайте наш обзор Vortex). Благодаря подходу к облачным играм вам не нужно беспокоиться о платформах DRM.
Вы можете установить любое приложение на свой компьютер Shadow, если оно обычно работает в Windows 10. Помимо торрента, Shadow предоставляет вам полное подключение к Интернету со скоростью 1 Гбит/с для скачивания до тех пор, пока вы этого не хотите. Для игр это огромно, особенно если вы являетесь поклонником таких сервисов без DRM, как GOG.
Одна из основных проблем с облачными играми заключается в том, как они интегрируются с такими платформами, как Steam и Origin. Хотя эти сервисы предоставляют большинство игр для ПК, многие старые игры — например, SWAT 4 — требуют некоторой дополнительной эмуляции для работы на современной ОС, такой как Windows 10.
Это требует много кода и в большинстве случаев не работает. Однако такие платформы, как GOG, сделали за вас тяжелую работу и предлагают классические игры для ПК со всей необходимой вам эмуляцией. Поскольку Shadow позволяет вам загружать что угодно, вы можете без проблем играть в эти игры.
Однако вы ограничены 256 ГБ. Это не конец света — 256 ГБ могут вместить несколько игр — но было бы неплохо иметь больше памяти. К счастью, скорость загрузки очень высока, поэтому удаление и переустановка игр не составляет труда.
Нажмите на нашу эксклюзивную ссылку, чтобы получить скидку 10 $ на первый заказ с Shadow
Цена
75 % – Хорошо
Ничего не поделаешь: Shadow — одна из самых дорогих доступных облачных игровых платформ. При 25 долларах в месяц за годовой план и 35 долларов за месячный это тяжело для вашего кошелька. Однако вы покупаете не просто ограниченный набор компьютерных игр; вы покупаете целый ПК.
Boost
: выставлены ежегодно, Full HD, 256 ГБ хранения
Ultra
: выставлены ежегодно, 4K, 512 ГБ из хранения
4K, 512 ГБ
, 4K, 512 ГБ
, 4K, 512 ГБ
, 4K, 512 ГБ
, 4K, 512 ГБ. 1 ТБ памяти
Нажмите на нашу эксклюзивную ссылку, чтобы получить скидку 10 $ на первый заказ с Shadow
Это многое меняет и делает цену более разумной. Поскольку Shadow предлагает вам большую гибкость в настройке компьютера и в том, что вы на нем устанавливаете, цена не кажется неразумной. Хотя скорость была бы слишком высокой для библиотеки из 1000 игр или около того, Shadow предлагает гораздо больше.
Дополнительные затраты могут быть оправданы в зависимости от варианта использования. Важно помнить, что с Shadow вы покупаете компьютер, а не игры, которые на нем работают. Если вы начинаете с нуля и у вас нет библиотеки Steam или чего-то подобного, вам придется выложить дополнительные деньги, чтобы купить ваши любимые игры.
Это не очень хорошо по сравнению с таким сервисом, как PlayStation Now, который предлагает более 800 игр из долгой истории PlayStation менее чем за 10 долларов в месяц (при покупке годового плана). Как вы можете видеть в нашем обзоре PlayStation Now, он не работает так же хорошо, как Shadow, но предлагает большую ценность.
Нет бесплатной пробной версии или гарантии возврата денег. Вместо этого Shadow предлагает начальную ставку в размере 9,95 долларов США в течение первых 10 дней. Вы потратите 10 долларов при регистрации и начнете обычную подписку через 10 дней.
Нам не нравится вводный период. Хотя может показаться, что вы заключаете сделку, на самом деле вы покупаете треть месячной стоимости услуг, а это означает, что вскоре после регистрации с вас снова будет взиматься плата.
Кроме того, если вы берете годовое обязательство, вы на самом деле тратите больше в первые 10 дней. Невозможно обойти этот вводный период, и это позор.
Простота использования
95 % – Отлично
Зарегистрироваться в Shadow не так уж и сложно. После выбора между ежемесячным или годовым планом и выбора штата, в котором вы живете, вам будет предложено создать учетную запись, подтвердить свою электронную почту с помощью одноразового кода доступа и ввести свой служебный адрес. После этого вы сможете выбрать между использованием предварительно настроенного ПК с Windows 10 или выборочной установкой.
Shadow работает только с Windows 10, хотя у него есть приложения для macOS, Android, iOS, Windows и Linux. Однако, если вы хотите изменить способ установки Windows 10, Shadow предоставит вам такую возможность. Мы использовали предварительно настроенный сервис для тестирования.
После этого вам будет предложено установить приложение, но вы еще не готовы использовать Shadow. Поскольку Shadow, по сути, предлагает вам выделенный игровой ПК с полной установкой Windows 10, для его настройки требуется некоторое время. К счастью, это разъясняется в электронном письме после покупки подписки.
Однако это требует времени. После подтверждения оплаты прошло полчаса, прежде чем мы смогли начать пользоваться компьютером. Честно говоря, этот процесс больше отражает то, на что похоже использование настоящего игрового ПК, поэтому трудно винить Шэдоу. Однако после ожидания установки и загрузки игр прошло несколько часов, прежде чем мы начали играть.
В локальном приложении вам будет предложено войти в систему. Затем Shadow предложит вам некоторые рекомендации по оптимизации, включая приостановку всех загрузок и обмена файлами, закрытие любых потоковых приложений и выбор диапазона 5 ГГц на вашем маршрутизаторе.
Затем
Shadow проверит вашу пропускную способность, и, наконец, вы сможете загрузить свой компьютер, нажав кнопку «Начать сейчас». Компьютер загружается в окне изменяемого размера и, к нашему большому удивлению, запускается практически мгновенно. При первой загрузке Shadow отобразит горячую клавишу для доступа к быстрому меню, которое вы можете использовать для настройки различных параметров системы.
По умолчанию у вас есть панель управления Shadow, ссылка на поддержку и Microsoft Edge на рабочем столе. Поскольку это полноценный компьютер, мы быстро заменили браузер по умолчанию на Google Chrome (прочитайте наш обзор Microsoft Edge и обзор Google Chrome, чтобы узнать, почему).
При настройке ПК все прошло гладко. Ввод с помощью мыши был плавным, и мы смогли без проблем перемещать курсор между тенью и нашим локальным сеансом.
Самое лучшее в удаленной машине было то, что мы могли использовать ярлыки Windows. Это имеет смысл, учитывая, что это полная установка, но, тем не менее, это было удивительно.
Настройка
Shadow занимает некоторое время, но в это время вам не нужно быть на связи. За пределами 30-минутного ожидания процесс проходит без проблем, и после того, как Shadow отправит вам электронное письмо о том, что ваша машина готова, это действительно так. Было похоже на любой другой компьютер с Windows 10, и это здорово.
Производительность
95 % – Отлично
Как мы уже говорили, Shadow ведет себя как обычный компьютер. Получив электронное письмо с подтверждением, вы готовы к работе в течение нескольких секунд без заметной задержки ввода. Мы быстро просматривали веб-страницы и многозадачность в Windows 10, не задумываясь. Shadow ощущается как локальная сессия.
По крайней мере, по большей части. Было несколько незначительных сбоев — например, прокрутка немного отставала — но эти проблемы легко не заметить. Нажатия клавиш регистрируются немедленно, и ваш курсор мыши реагирует так же, как и в локальном сеансе. Для игр это имеет огромное значение.
Самая большая проблема с облачными играми заключается в том, что им требуется большая пропускная способность при очень малом пинге. Предоставляя вам полный рабочий стол Windows 10, вы можете загружать файлы, необходимые для использования удаленного компьютера, и иметь доступ ко всему сеансу. Тот факт, что у вас есть изолированные ресурсы, тоже очень помогает.
На практике система Тени окупается. Мы протестировали четыре игры: Cuphead , DOOM 2016 , ремейк Resident Evil 2 и Counter-Strike: Global Offensive . Начиная с Cuphead , мы были потрясены плавностью платформера. Даже в большей степени, чем в другие игры, не было ощущения, что мы играем на виртуальной машине, даже с такой точной игрой, как Cuphead .
DOOM 2016 прошло без сучка и задоринки, и с помощью мониторинга производительности в игре мы смогли убедиться, что игра работает со скоростью 60 кадров в секунду в 4K и 120 кадров в секунду в 1080p. Была небольшая задержка ввода, но не настолько, чтобы сломать впечатление. То же самое верно и для Resident Evil 2 ремейк.
В Counter-Strike: Global Offensive были некоторые проблемы. Сам игровой процесс был в порядке — мы протестировали несколько раундов с ботами — но случайные сбои в потоковой передаче оказались бы слишком серьезными в соревновательной обстановке. Тем не менее, если вы собираетесь играть в CS:GO случайно, Shadow работает отлично.
По данным speedtest.net, у нас был пинг 9 миллисекунд, скорость загрузки 62,07 Мбит/с и скорость загрузки 11,39.Мбит/с, что намного выше рекомендуемых Shadow 15 Мбит/с.
Мы также тестировали те же игры на Android, и они работали так же хорошо, как и на ПК. Однако в приложении для Android нет никаких экранных элементов управления. Вы можете использовать касание для курсора мыши и вытащить клавиатуру Android, но это все. Если вы любите играть на ходу с Shadow, вам необходимо приобрести контроллер.
Действительно трудно оправдать другие облачные игровые сервисы, когда Shadow находится на столе. Между ним и местным игровым ПК нет прямой передачи — закаленные в боях ветераны ПК заметят заметную разницу — но она чертовски близка. Цена высока, но, учитывая производительность, она того стоит.
Покрытие
85 % — очень хорошо
У
Shadow всего шесть дата-центров, но эти центры охватывают большую территорию. В США есть четыре локации: Даллас, Чикаго, Нью-Йорк и Санта-Клара. С этими центрами Shadow может предлагать услуги в 38 континентальных штатах, минуя Вашингтон, Айдахо, Монтану, Юту, Аризону, Колорадо, Вайоминг, Алабаму, Джорджию и Флориду.
В Европе есть два дата-центра: Париж и Амстердам. Дата-центр в Париже покрывает Францию, Бельгию, Люксембург, Швейцарию и Великобританию, а сервер в Амстердаме покрывает только Германию.
Поскольку сервер расположен в Нидерландах, мы предполагали, что сервер в Амстердаме также будет работать там. Однако, согласно международному веб-сайту Shadow, сервис там недоступен.
Шесть доступных центров обработки данных выполняют большую работу. К счастью, центры разумно расположены по всей территории США, чтобы обеспечить широкий охват, а также некоторые европейские страны. Однако нельзя отрицать потенциальные ограничения, связанные с попыткой разместить такое количество пользователей с таким небольшим количеством центров обработки данных.
 По этому признаку различают одношпиндельные полуавтоматы многорезцовые и копировальные.
По этому признаку различают одношпиндельные полуавтоматы многорезцовые и копировальные. Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4. Сменными шестернями в и г настраивают величину подачи.
Сменными шестернями в и г настраивают величину подачи.
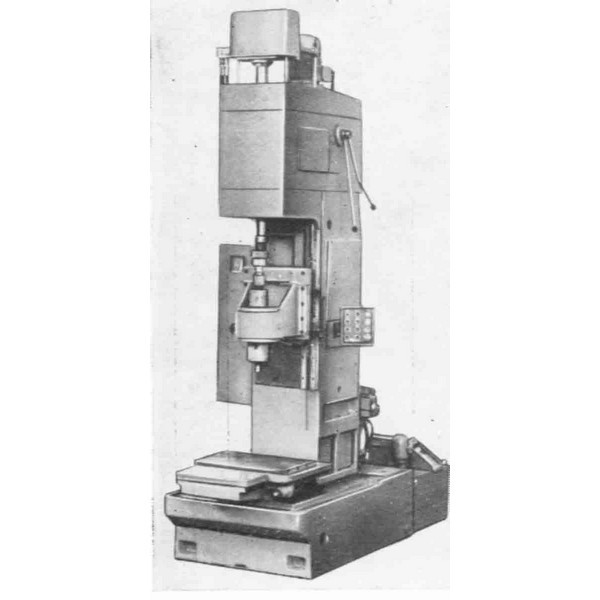
 Для управления перемещениями пиноли служит рычаг с рукояткой 4.
Для управления перемещениями пиноли служит рычаг с рукояткой 4.

 диаметр сквозного отверстия главного шпинделя /противошпинделя
диаметр сквозного отверстия главного шпинделя /противошпинделя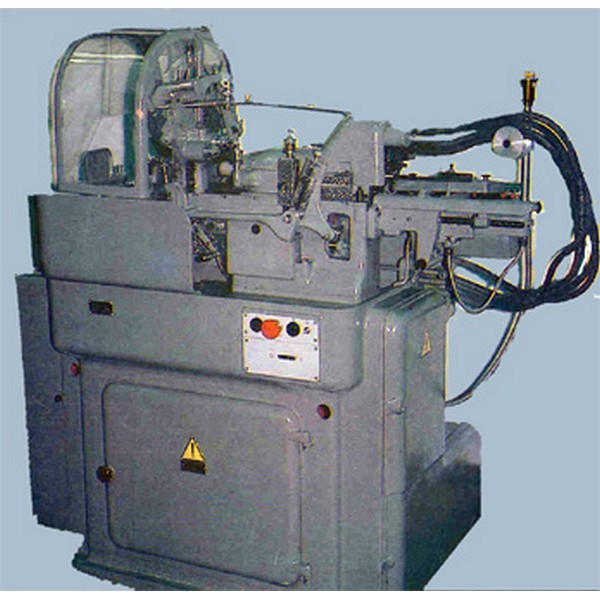 D.Ø6,8,10,12,16 / O.D.Ø20)
D.Ø6,8,10,12,16 / O.D.Ø20) ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами. Машины поставляются со всем необходимым для реализации этого. Запатентованный моноблок и 3-х осевой блок box-in-box обеспечивают оптимальную передачу усилия и идеальное качество поверхности . С помощью 4- и 5-осевой обработки вы часто можете выполнить сложных геометрических форм всего за одного установа . Это экономит время, позволяя быстро и точно работать с малыми и средними сериями.
Машины поставляются со всем необходимым для реализации этого. Запатентованный моноблок и 3-х осевой блок box-in-box обеспечивают оптимальную передачу усилия и идеальное качество поверхности . С помощью 4- и 5-осевой обработки вы часто можете выполнить сложных геометрических форм всего за одного установа . Это экономит время, позволяя быстро и точно работать с малыми и средними сериями.

 Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.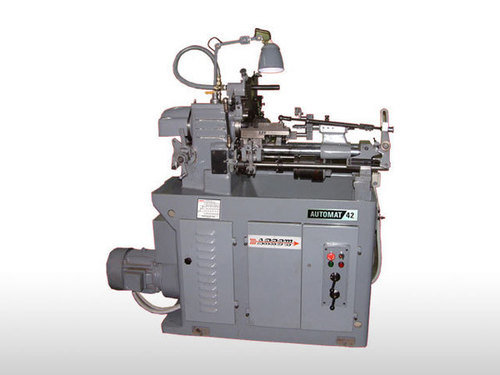



 Генерирует статистические данные о том, как посетитель использует веб-сайт.
Генерирует статистические данные о том, как посетитель использует веб-сайт. Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.
Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.




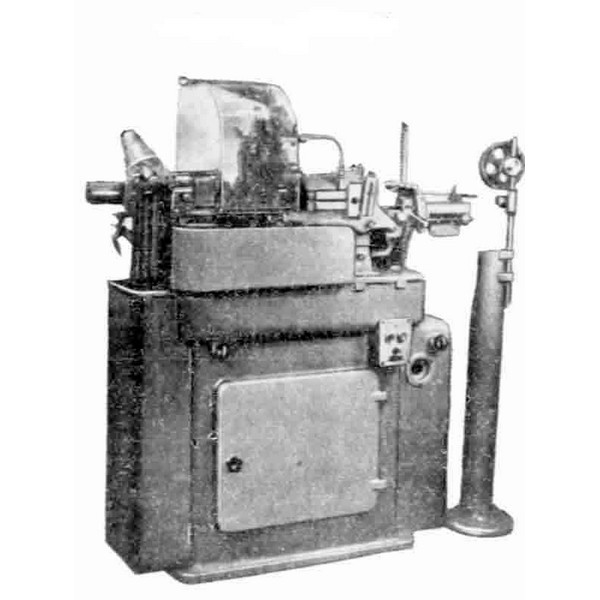
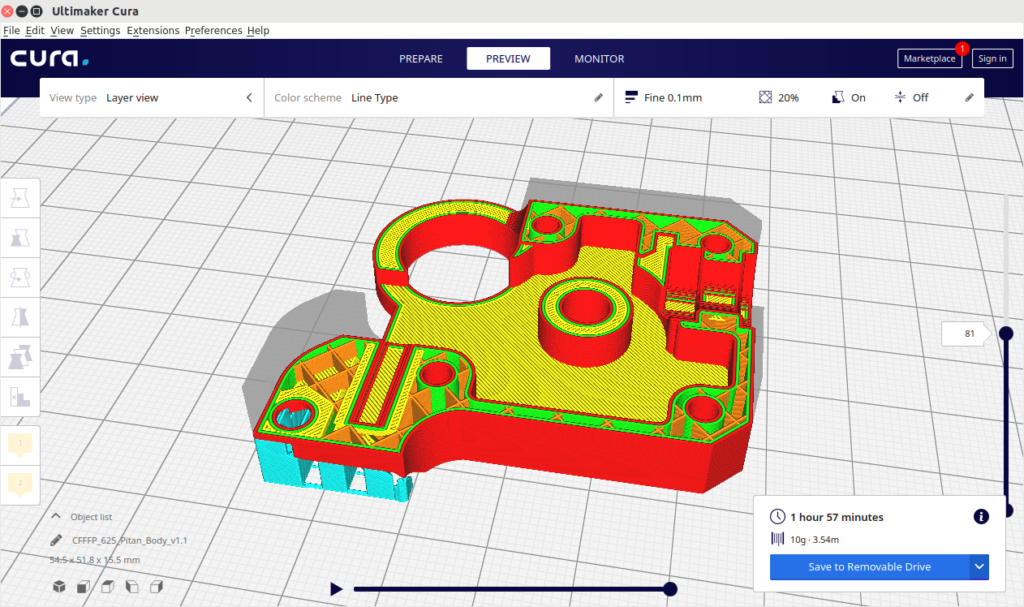
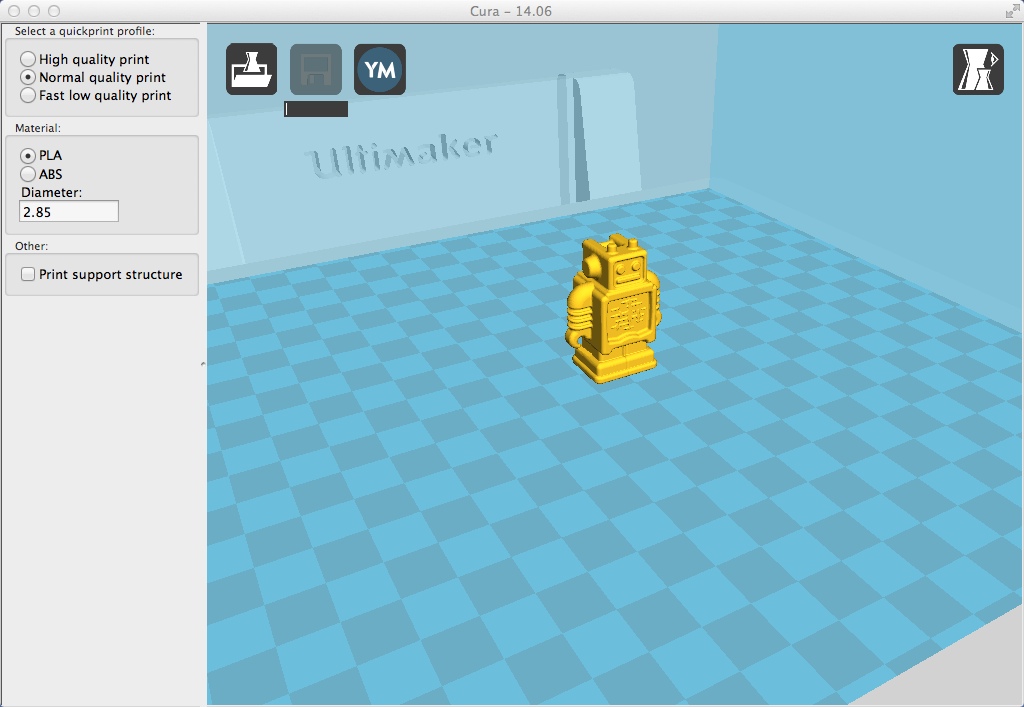
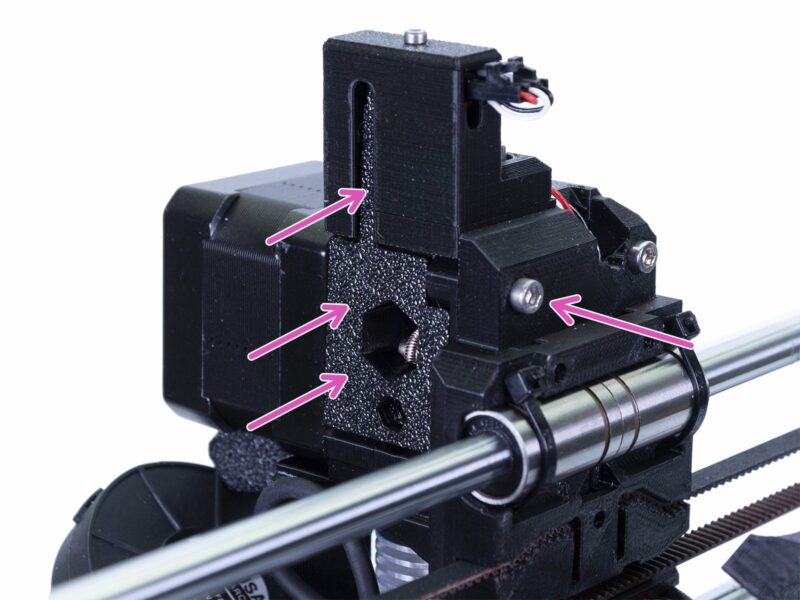 ..
..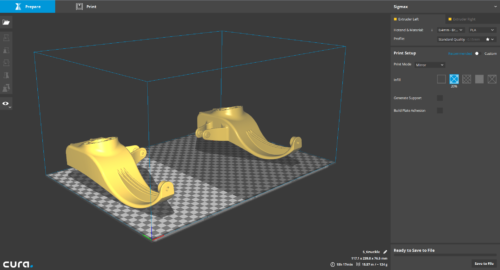 Этот метод позволяет любому пользователю со стандартным принтером с одним экструдером создавать многоцветный объект.
Этот метод позволяет любому пользователю со стандартным принтером с одним экструдером создавать многоцветный объект.


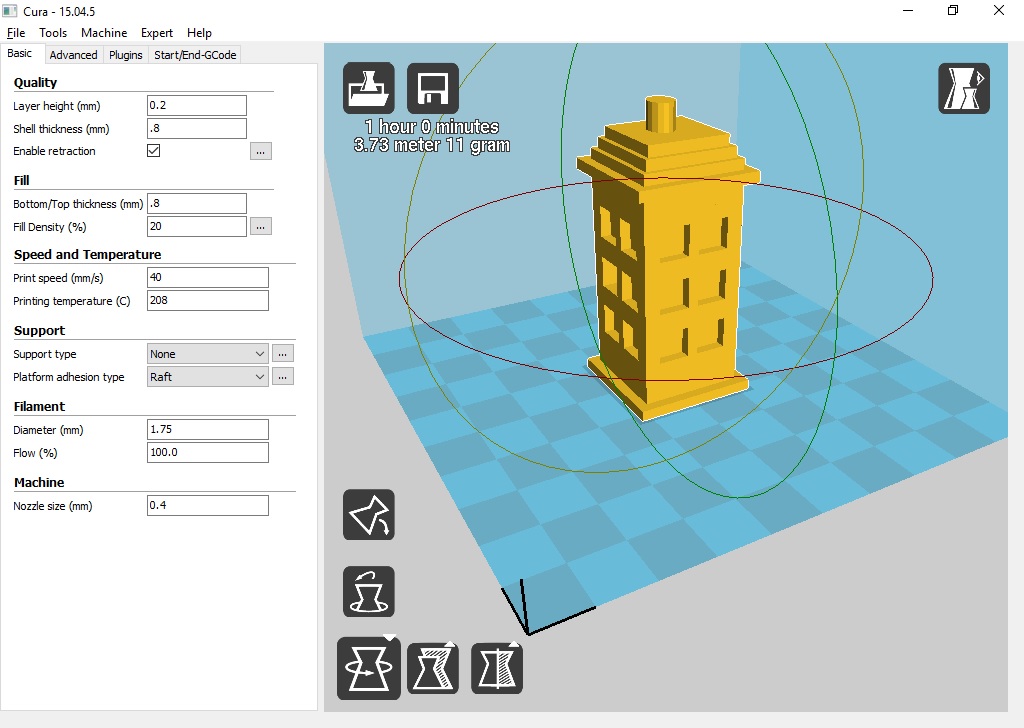 Дальнейшим расширением этой техники будет добавление нескольких пауз, чтобы сделать еще больше возможностей для смены цвета, но мы оставим это для ваших экспериментов!
Дальнейшим расширением этой техники будет добавление нескольких пауз, чтобы сделать еще больше возможностей для смены цвета, но мы оставим это для ваших экспериментов! Лучшее качество – 1/4 диаметра сопла.
Лучшее качество – 1/4 диаметра сопла.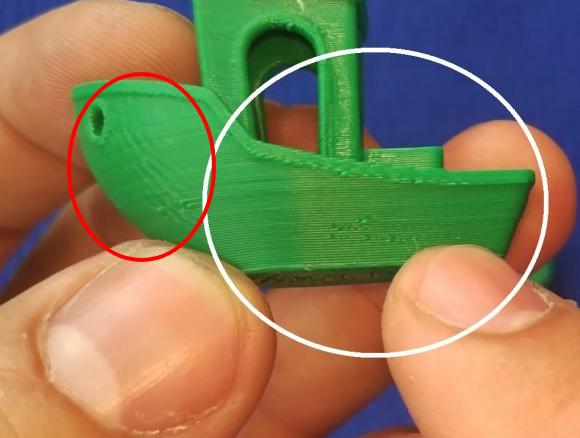
 На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
 3 — Количество колец выдавливания пластика вокруг детали.
3 — Количество колец выдавливания пластика вокруг детали. Чем меньше, тем труднее удалить поддержки.
Чем меньше, тем труднее удалить поддержки.

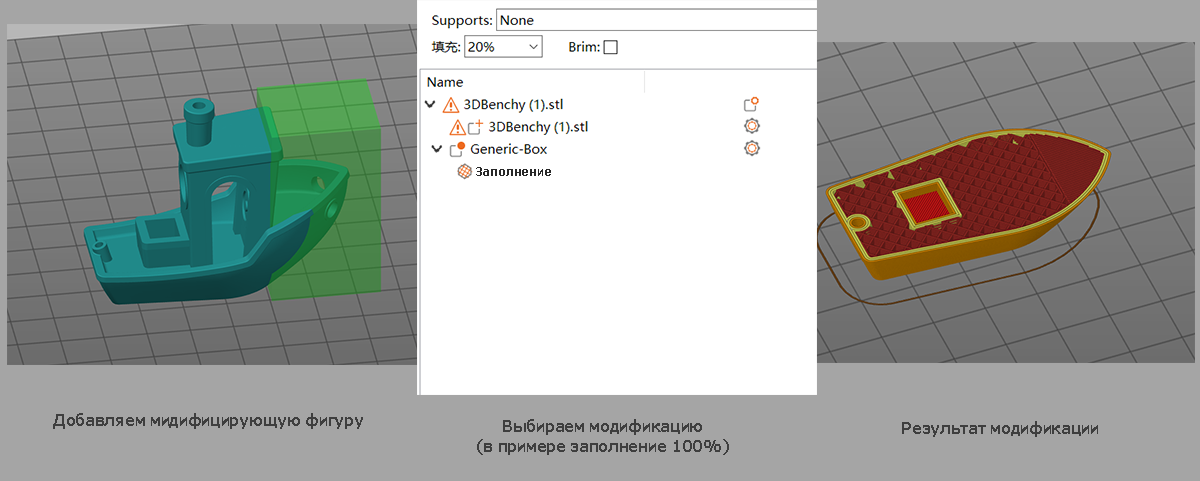 по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.
по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.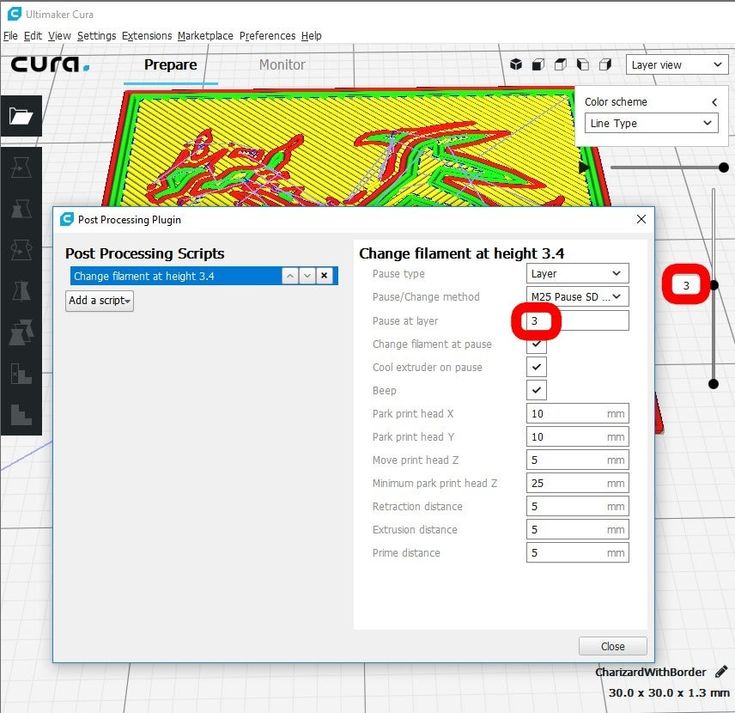

 Наиболее важной настройкой, конечно же, является количество слоев, при котором должна быть напечатана новая нить.
Наиболее важной настройкой, конечно же, является количество слоев, при котором должна быть напечатана новая нить. Время этого втягивания наступает сразу после последнего слоя перед тем, как печатающая головка переместится к месту смены нити. Это предотвратит появление лишней нити на конце последнего слоя.
Время этого втягивания наступает сразу после последнего слоя перед тем, как печатающая головка переместится к месту смены нити. Это предотвратит появление лишней нити на конце последнего слоя.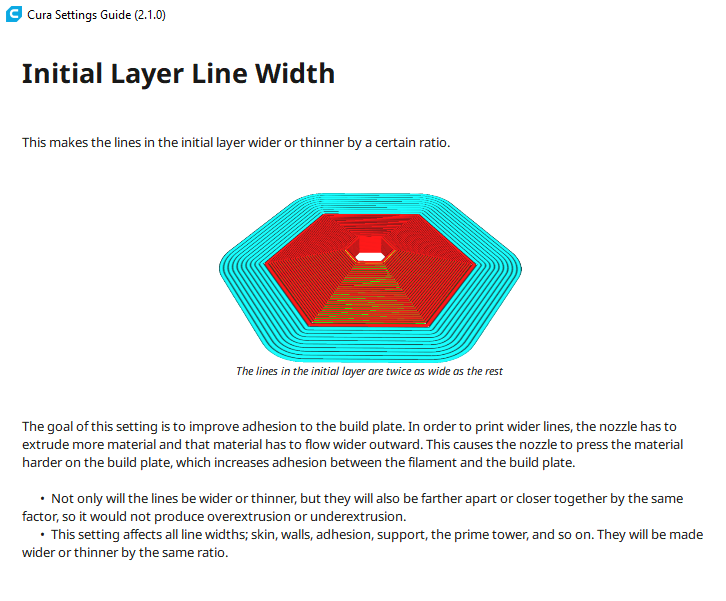 Имейте в виду, однако, что это значение рассчитывается относительно. Если вы введете 0 мм, печатающая головка не переместится на Z = 0 мм, а останется на той высоте, на которой она была. Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее.
Имейте в виду, однако, что это значение рассчитывается относительно. Если вы введете 0 мм, печатающая головка не переместится на Z = 0 мм, а останется на той высоте, на которой она была. Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее. Если 3D-принтер будет ждать вас слишком долго, уже напечатанный материал может слишком сильно остыть. Однако с PLA это обычно не проблема.
Если 3D-принтер будет ждать вас слишком долго, уже напечатанный материал может слишком сильно остыть. Однако с PLA это обычно не проблема.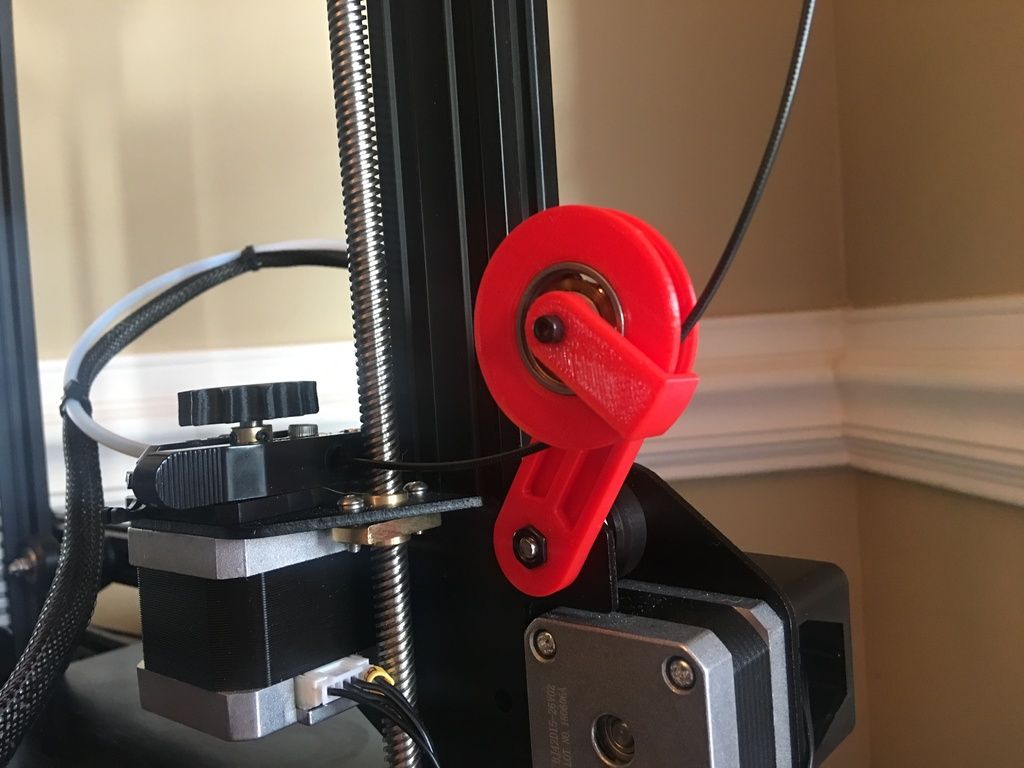 После того, как вы нашли правильные настройки для своего принтера, может потребоваться от 1 до 3 тестовых отпечатков.
После того, как вы нашли правильные настройки для своего принтера, может потребоваться от 1 до 3 тестовых отпечатков.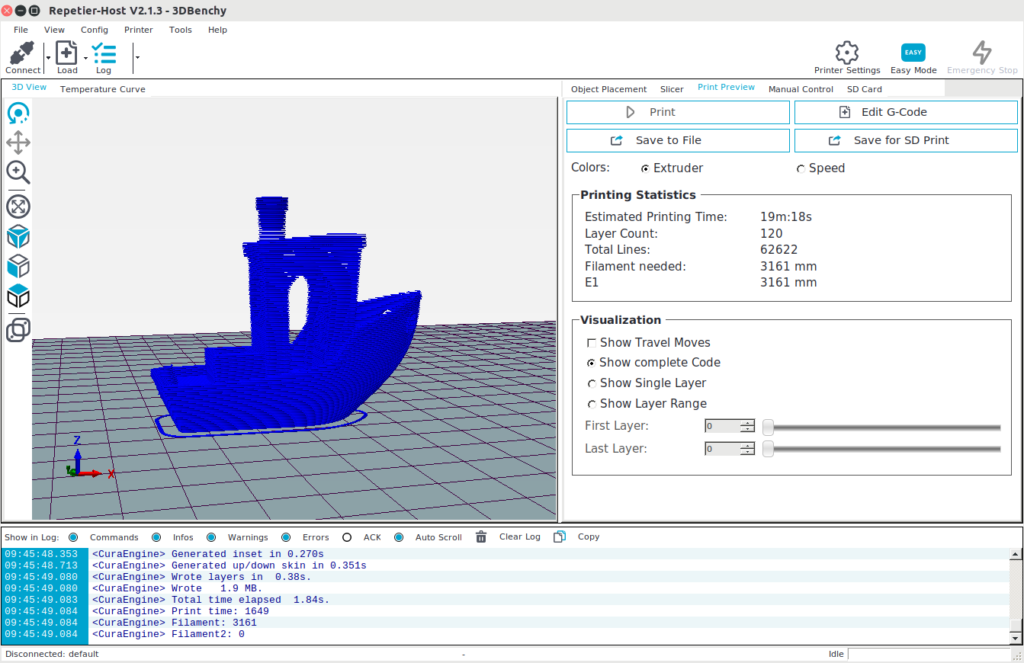 Основной причиной этой ошибки является избыточное давление в форсунке, которое не было должным образом сброшено.
Основной причиной этой ошибки является избыточное давление в форсунке, которое не было должным образом сброшено.  Если это произойдет с вами, вам следует обновить прошивку, так как этого не должно произойти.
Если это произойдет с вами, вам следует обновить прошивку, так как этого не должно произойти.  Однако проявляется он совсем по-разному и иногда его трудно идентифицировать. Если вы случайно сместили печатную платформу или ось X с печатающей головкой в направлении Z во время паузы, после паузы печать начнется слишком высоко или слишком низко.
Однако проявляется он совсем по-разному и иногда его трудно идентифицировать. Если вы случайно сместили печатную платформу или ось X с печатающей головкой в направлении Z во время паузы, после паузы печать начнется слишком высоко или слишком низко.  Это может привести к плохой адгезии с некоторыми материалами. Затем вы можете попытаться повысить температуру для нового слоя на несколько градусов.
Это может привести к плохой адгезии с некоторыми материалами. Затем вы можете попытаться повысить температуру для нового слоя на несколько градусов. 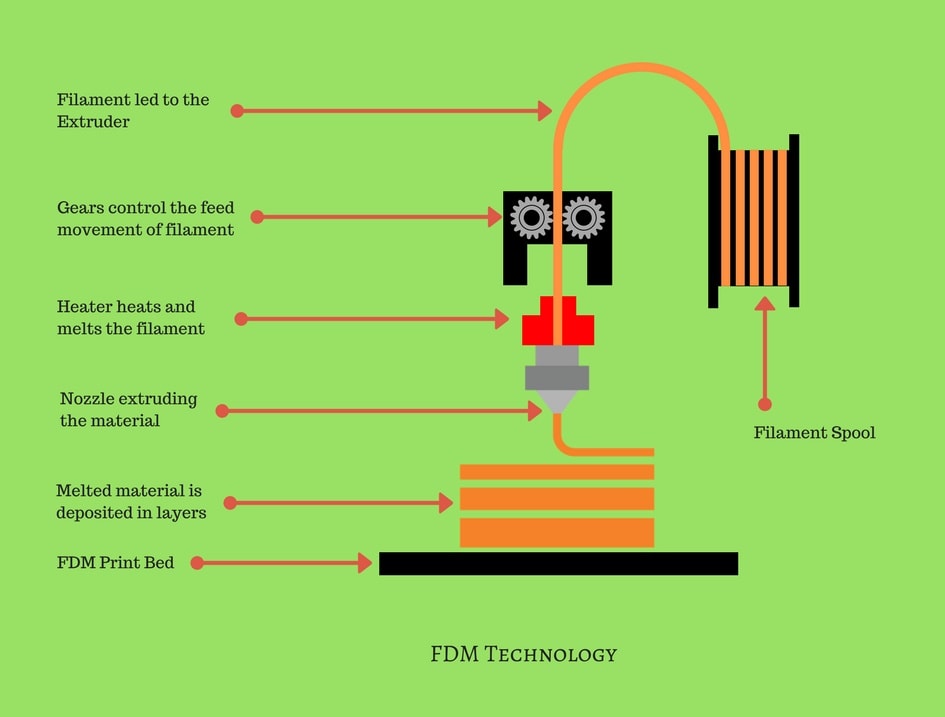 Один из них позволяет вам менять нить во время печати и многое другое.
Один из них позволяет вам менять нить во время печати и многое другое. Далее перейдите к Постобработка > Изменить G-код.
Далее перейдите к Постобработка > Изменить G-код. 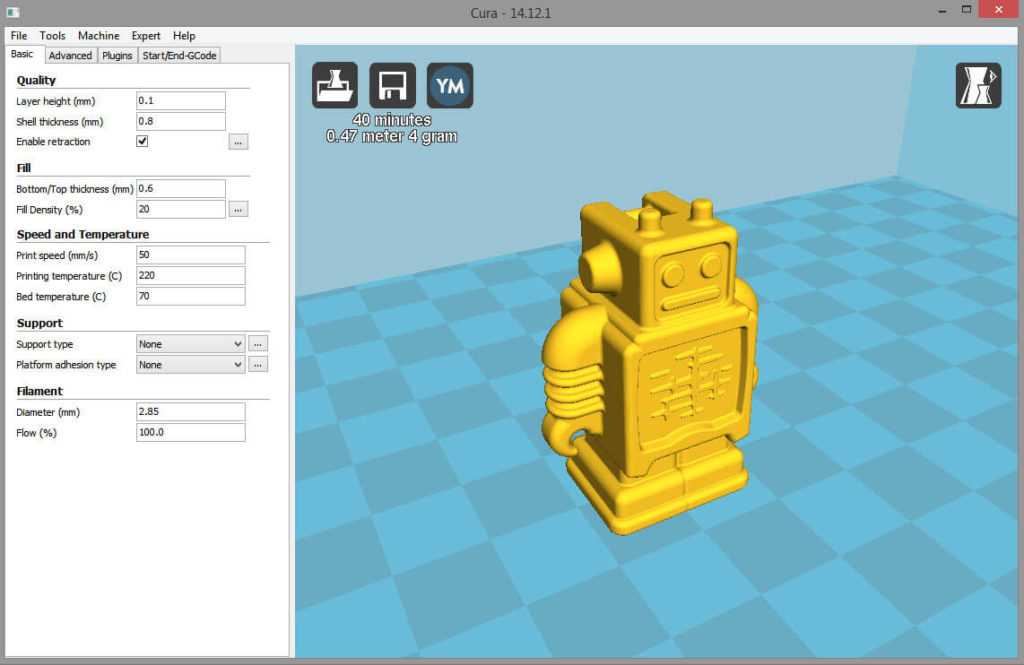 Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.
Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.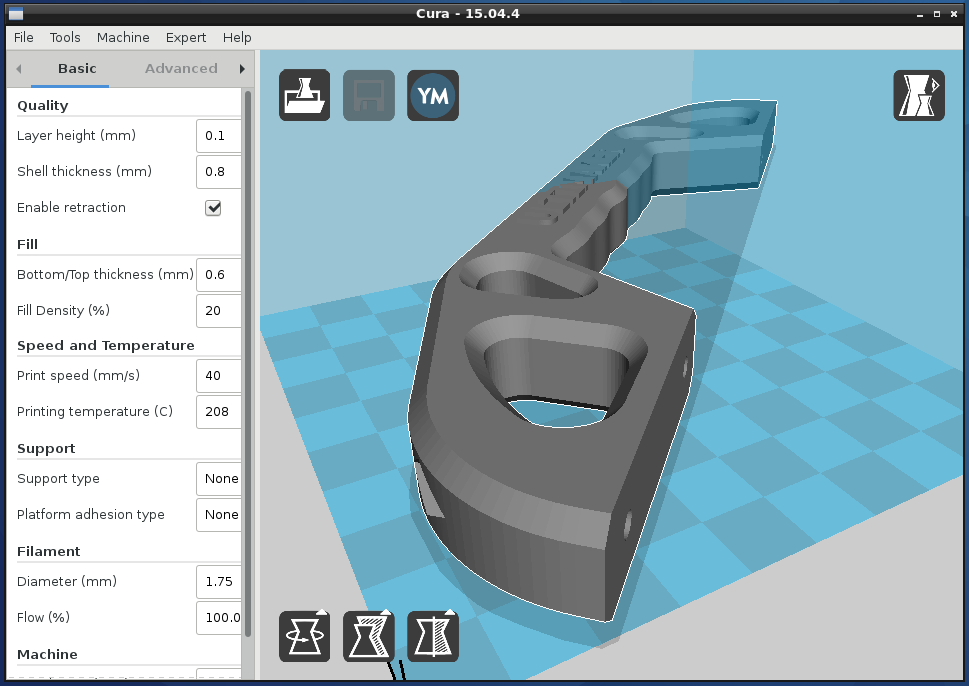

 Но менять их можно только на одной высоте.
Но менять их можно только на одной высоте.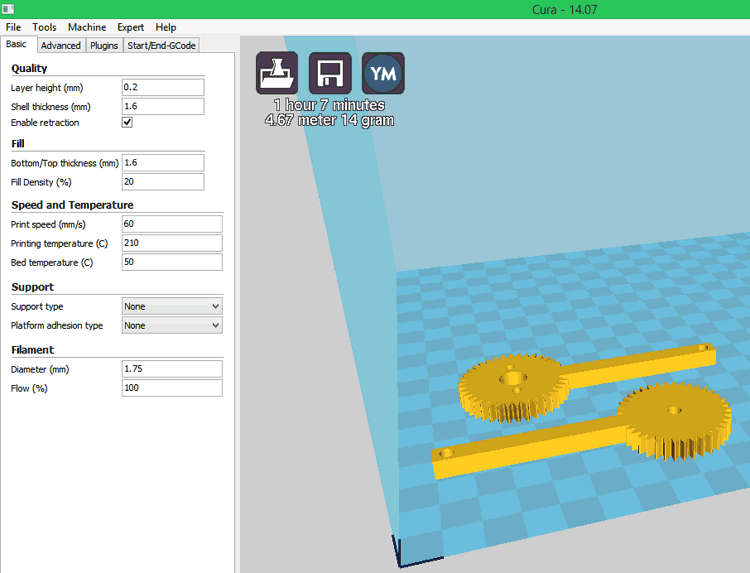 Имя по умолчанию — это имя файла 3D-модели. Тем не менее, размещение чего-либо в поле «Текст для отображения» автоматически переопределит имя файла 3D-модели и отобразит введенный текст.
Имя по умолчанию — это имя файла 3D-модели. Тем не менее, размещение чего-либо в поле «Текст для отображения» автоматически переопределит имя файла 3D-модели и отобразит введенный текст.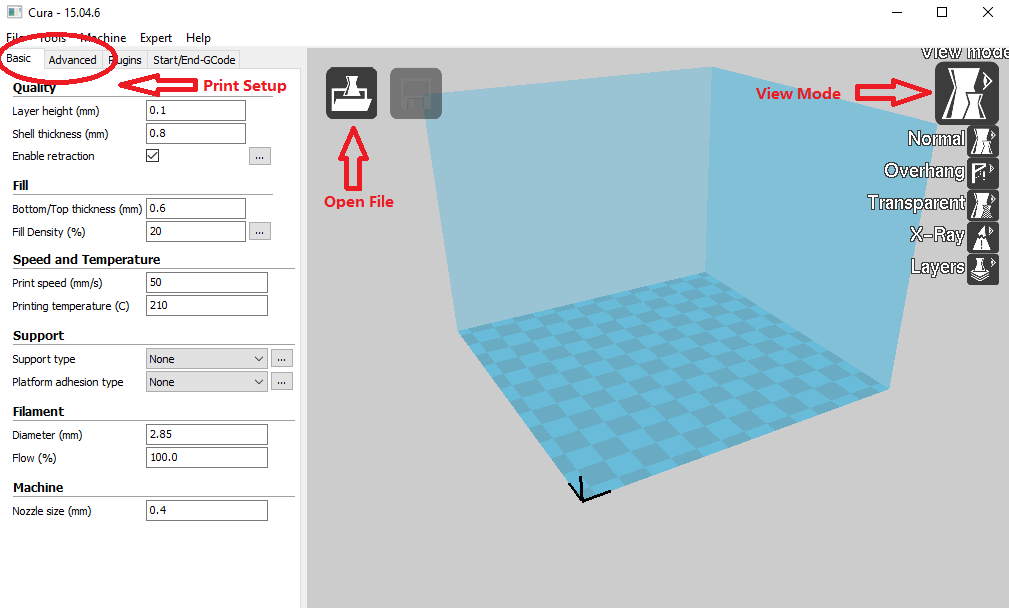
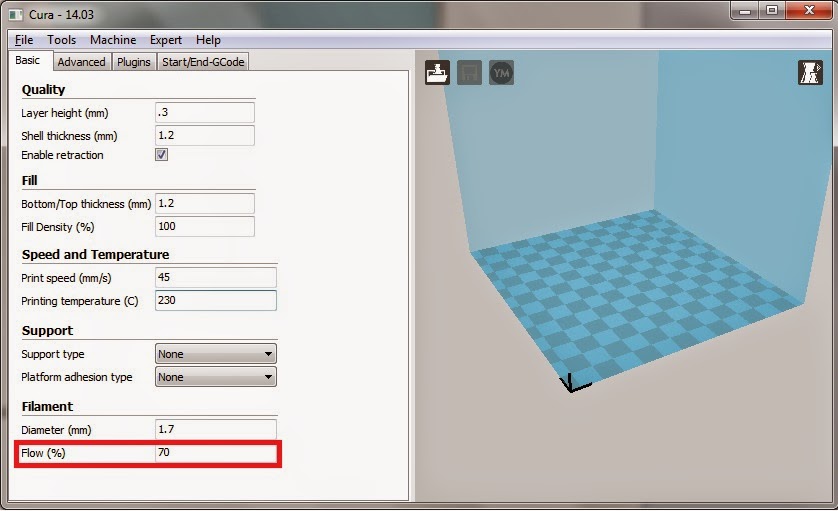
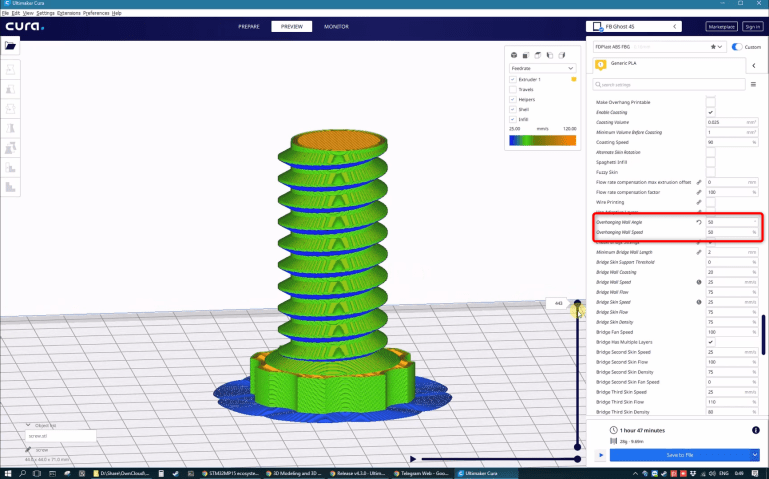 Команда G-кода для паузы различается для разных принтеров и прошивок.
Команда G-кода для паузы различается для разных принтеров и прошивок.
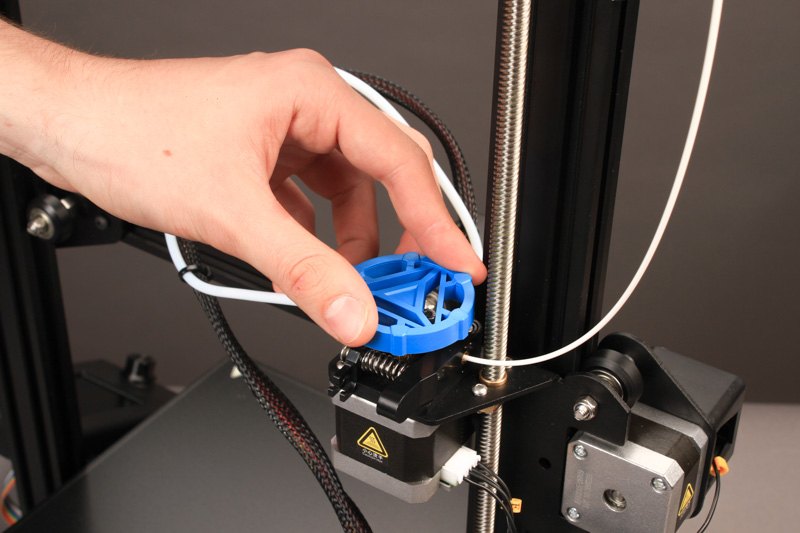 G-код после паузы запускает команду после возобновления работы принтера.
G-код после паузы запускает команду после возобновления работы принтера.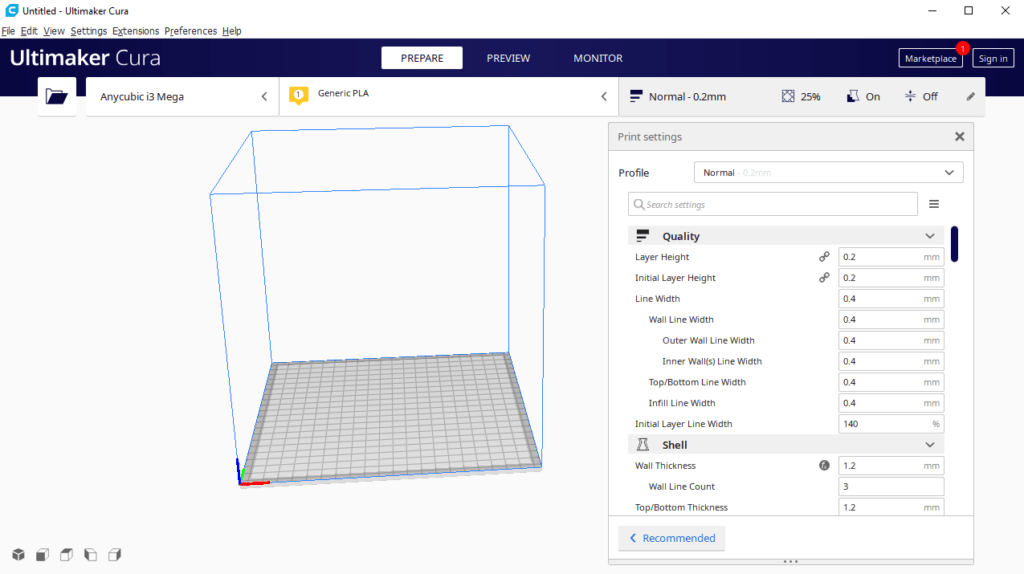
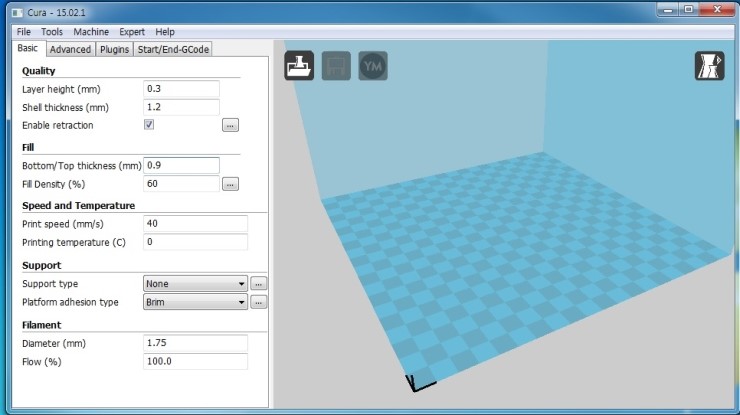
 Поднастройки в сценарии Speed Tower почти такие же, как и в сценарии Retract Tower.
Поднастройки в сценарии Speed Tower почти такие же, как и в сценарии Retract Tower.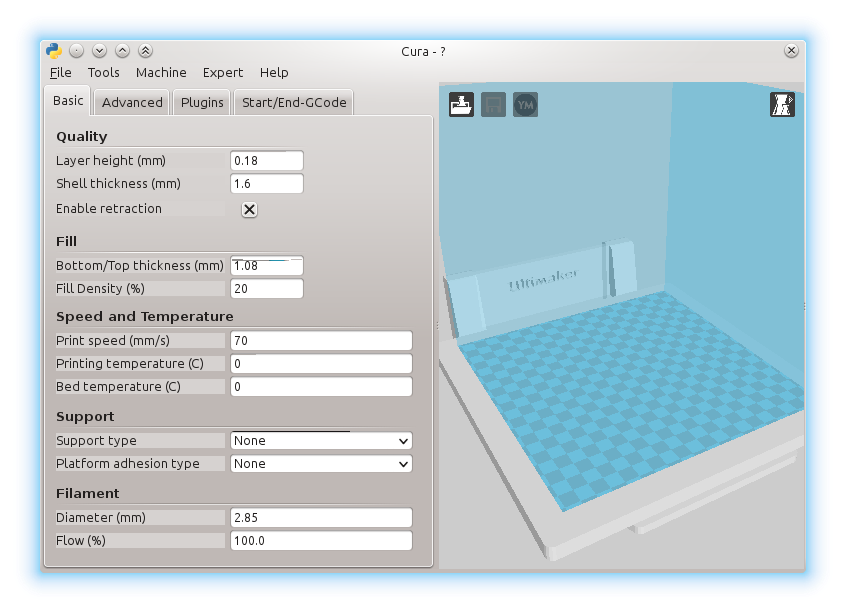
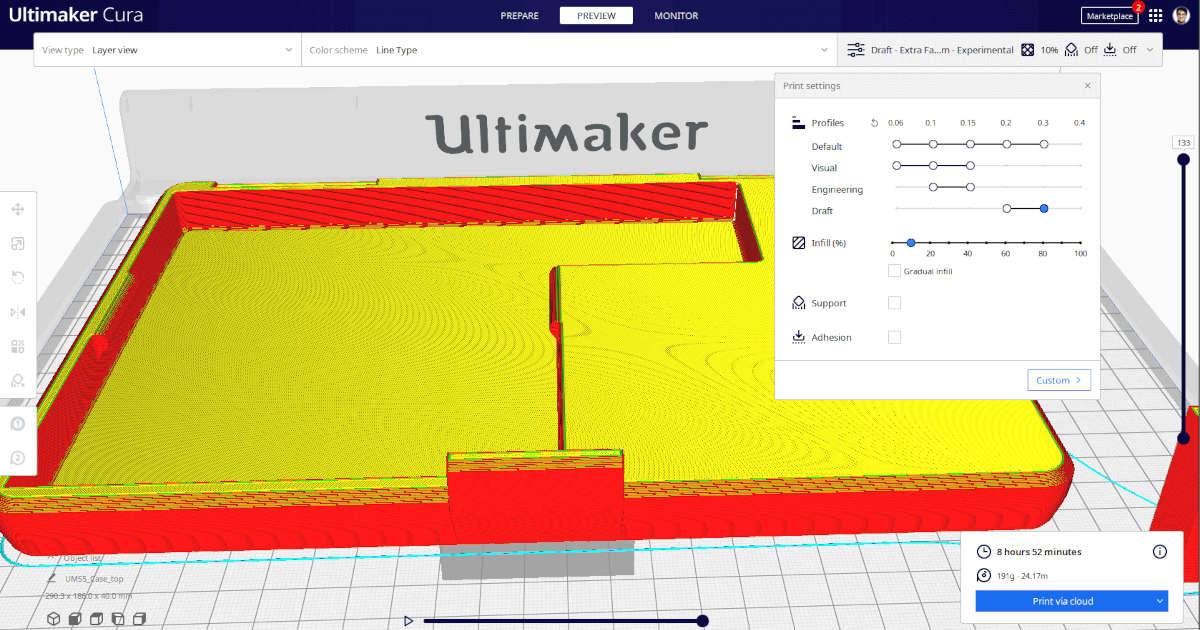
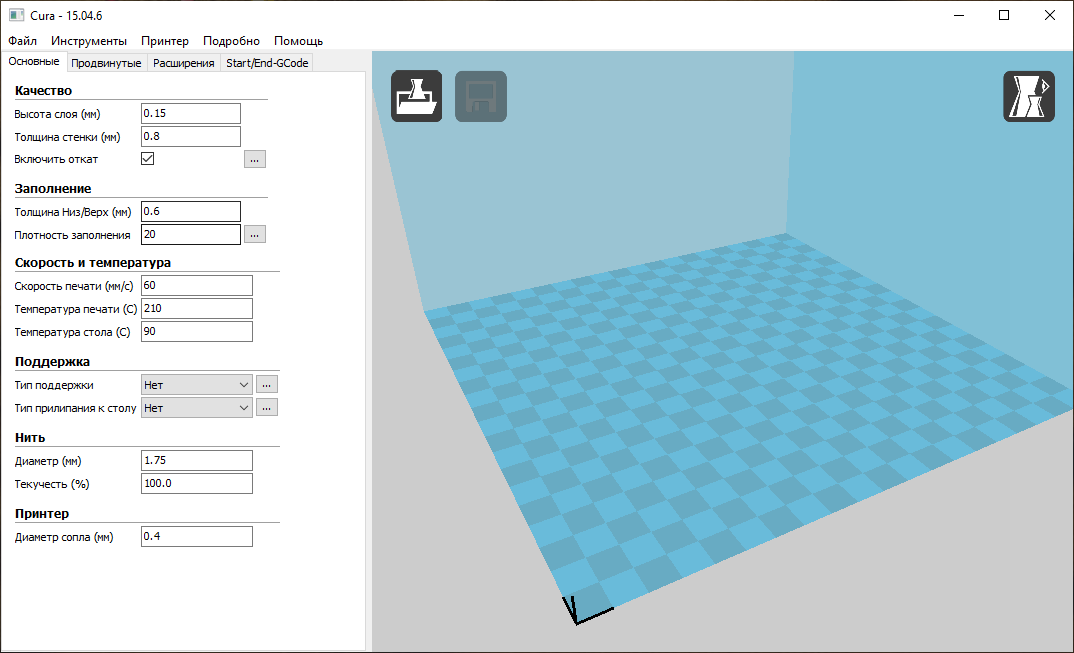



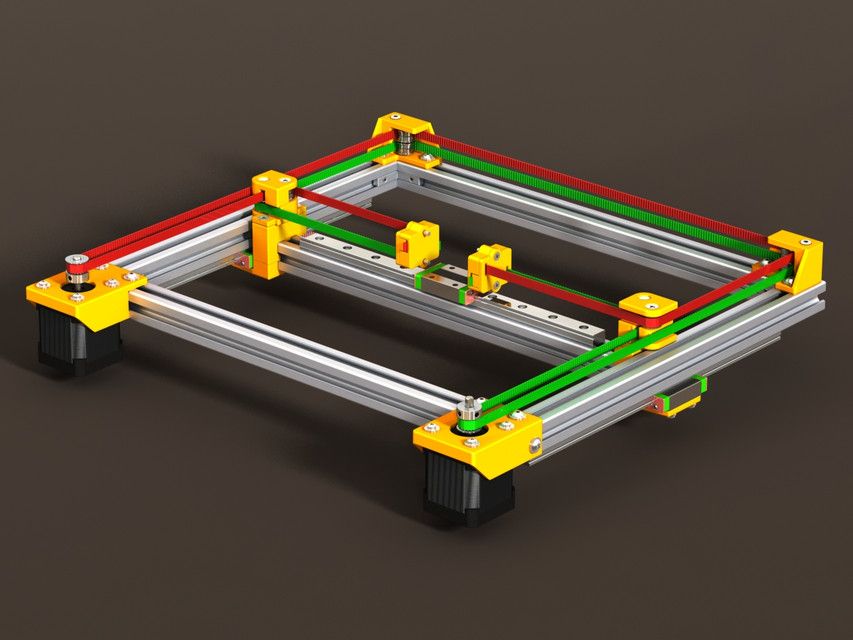
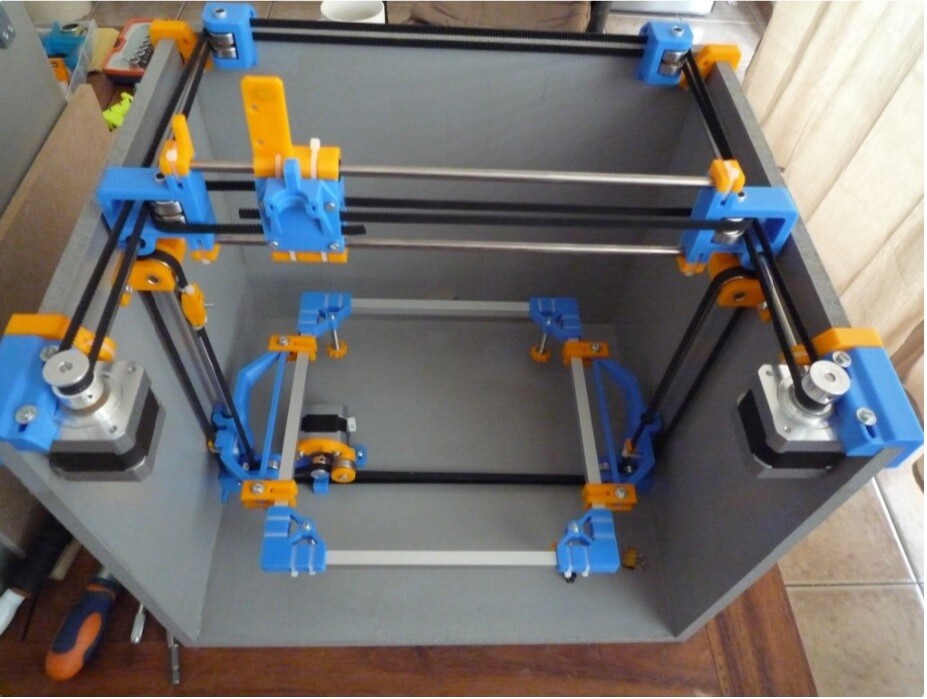


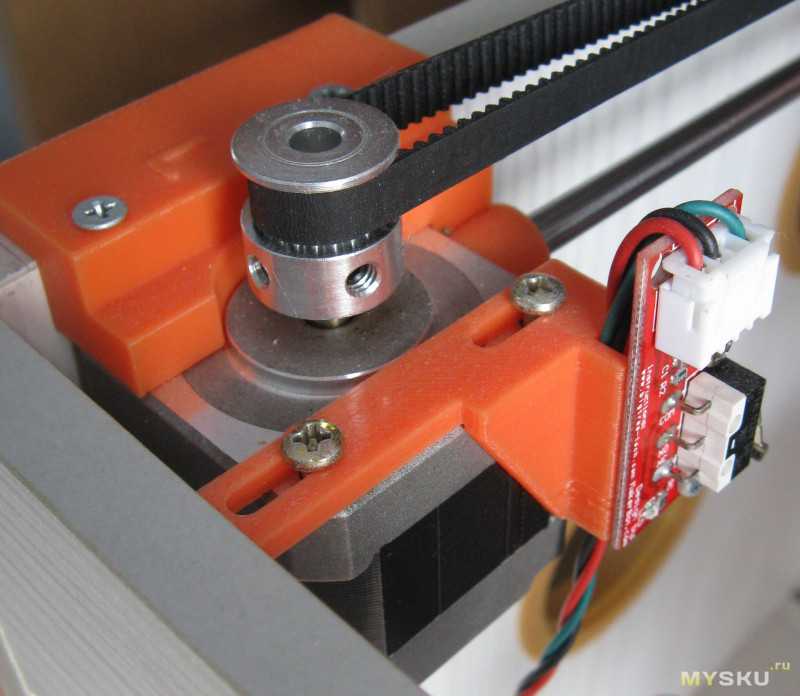
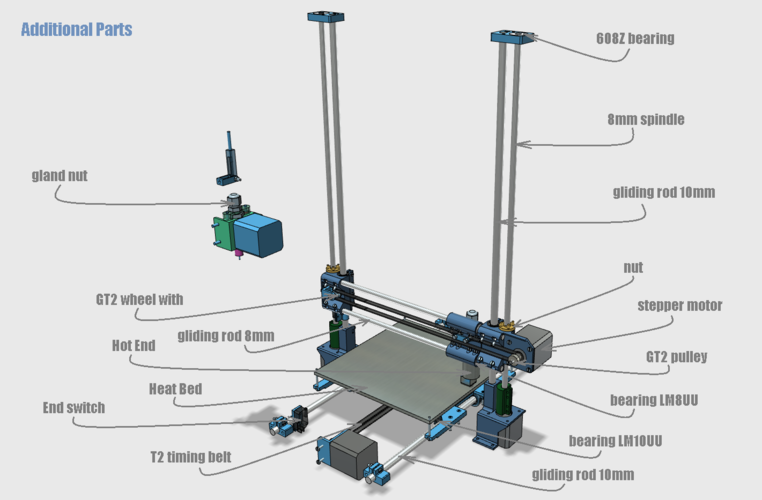 В данной конструкции рост высоты модели обеспечивается поднятием оси Х над столом, а ось Z используется как подвижная опора для оси X.
В данной конструкции рост высоты модели обеспечивается поднятием оси Х над столом, а ось Z используется как подвижная опора для оси X.

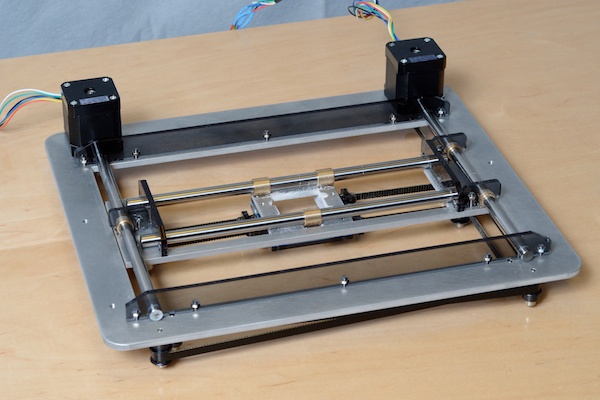 Мотор при этом нагревался до 50-60°С, что вполне допустимо по ТУ.
Мотор при этом нагревался до 50-60°С, что вполне допустимо по ТУ.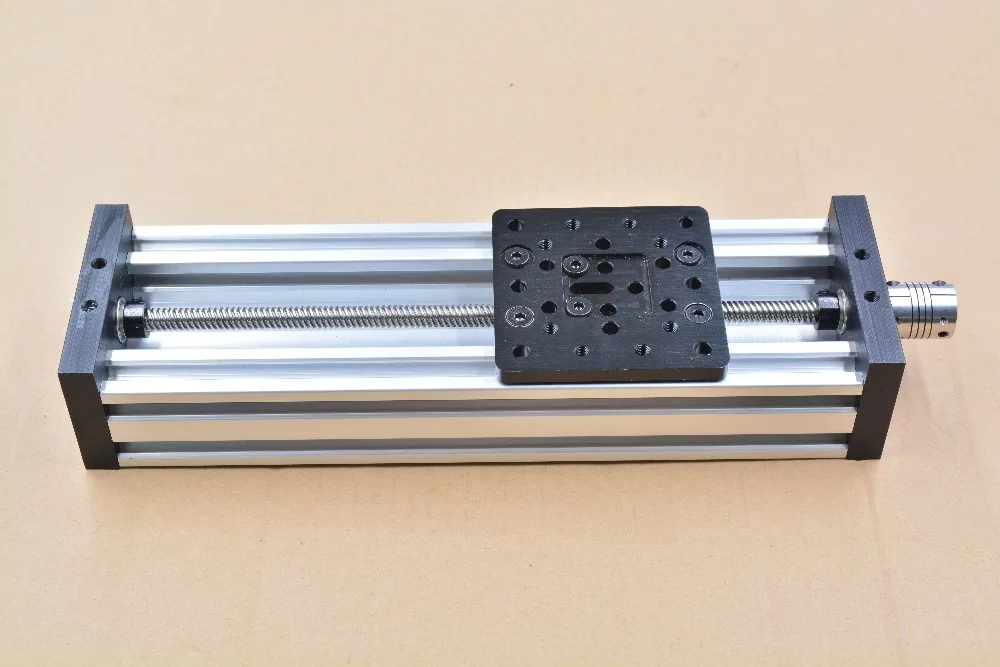 Путём нехитрых расчётов выясняется, что при перемещении стола на 440 мм произойдёт изменение геометрии привода на 0,077 мм.
Путём нехитрых расчётов выясняется, что при перемещении стола на 440 мм произойдёт изменение геометрии привода на 0,077 мм.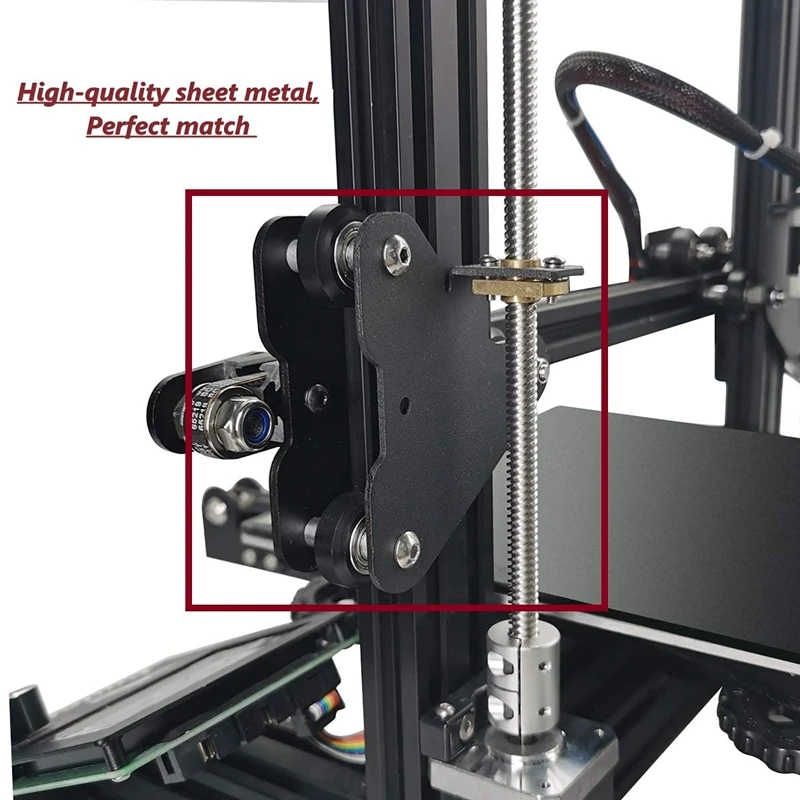
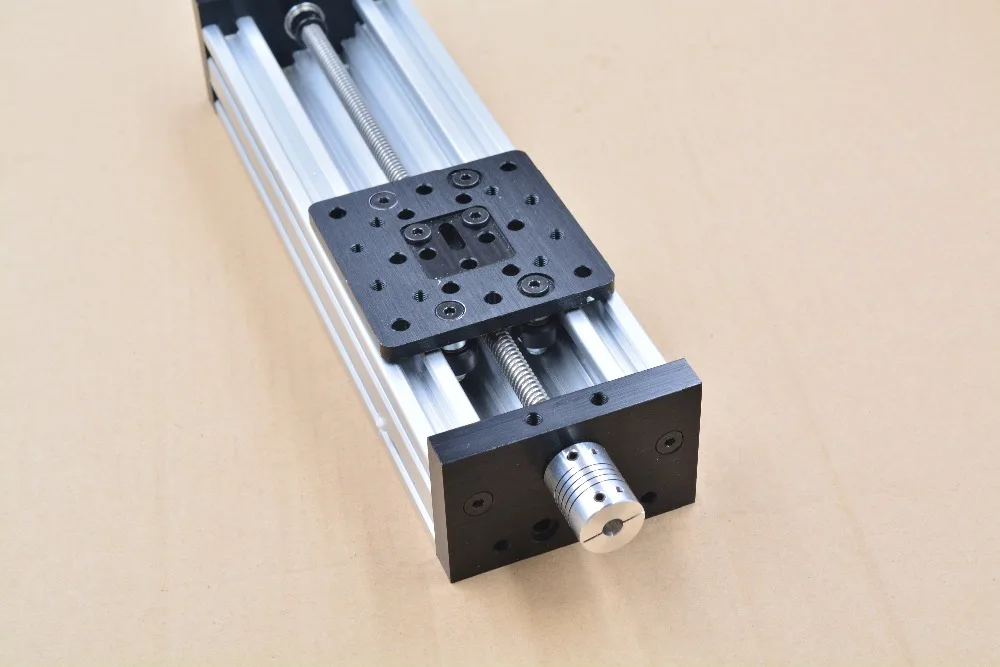 Дельта-3D-принтеры быстрее, однако они также жертвуют объемом сборки, а использование нескольких экструдеров по-прежнему необычно для этого типа принтера.
Дельта-3D-принтеры быстрее, однако они также жертвуют объемом сборки, а использование нескольких экструдеров по-прежнему необычно для этого типа принтера.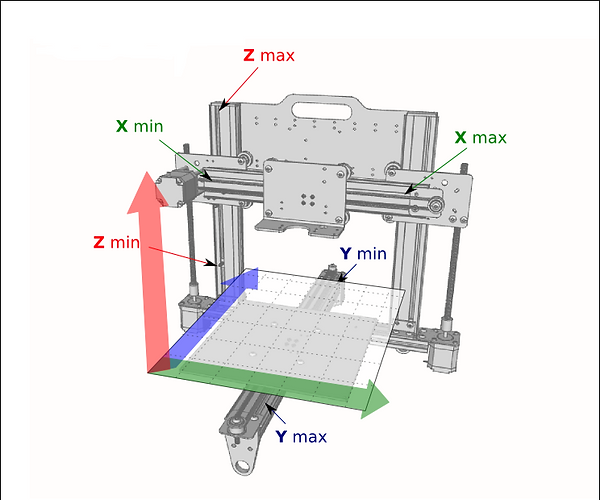 Благодаря этой уникальной конфигурации четыре экструдера полностью автономны и могут печатать одновременно без потери скорости или качества печати. Хотя дополнительные экструдеры и моторы потенциально делают принтер более дорогим, он имеет модульную конструкцию, поэтому окончательная версия может включать легко заменяемые детали. Кроме того, его можно было очень легко преобразовать в 3D-сканер, а головки можно было заменить фрезерными головками, что делает эту конфигурацию принтера идеальной для легко адаптируемой системы 3D-печати «все в одном».
Благодаря этой уникальной конфигурации четыре экструдера полностью автономны и могут печатать одновременно без потери скорости или качества печати. Хотя дополнительные экструдеры и моторы потенциально делают принтер более дорогим, он имеет модульную конструкцию, поэтому окончательная версия может включать легко заменяемые детали. Кроме того, его можно было очень легко преобразовать в 3D-сканер, а головки можно было заменить фрезерными головками, что делает эту конфигурацию принтера идеальной для легко адаптируемой системы 3D-печати «все в одном». Принтер имеет полностью открытый исходный код, и список деталей можно найти на GitHub. Вы также можете прочитать все о сборке на Hackaday.io.
Принтер имеет полностью открытый исходный код, и список деталей можно найти на GitHub. Вы также можете прочитать все о сборке на Hackaday.io. Они печатают по трем осям — по две горизонтальные в каждом слое, а стопка слитых слоев образует третий — и это означает, что есть некоторые вещи, которые вы не можете сделать легко. Самая большая проблема заключается в том, что все, что печатается, должно быть напечатано поверх чего-либо — либо на печатной платформе, либо на следующем слое ниже — поэтому выступы требуют поддержки. Это выполнимо на внешней поверхности объекта, но на внутренних поверхностях это может быстро стать очень сложным.
Они печатают по трем осям — по две горизонтальные в каждом слое, а стопка слитых слоев образует третий — и это означает, что есть некоторые вещи, которые вы не можете сделать легко. Самая большая проблема заключается в том, что все, что печатается, должно быть напечатано поверх чего-либо — либо на печатной платформе, либо на следующем слое ниже — поэтому выступы требуют поддержки. Это выполнимо на внешней поверхности объекта, но на внутренних поверхностях это может быстро стать очень сложным. Хотите создать навес? Поверните голову вертикально и печатайте сверху вниз. Добавьте неподдерживаемые детали сбоку отпечатка, повернув экструдер на бок. Внезапно становится возможным делать что-то совсем по-другому.
Хотите создать навес? Поверните голову вертикально и печатайте сверху вниз. Добавьте неподдерживаемые детали сбоку отпечатка, повернув экструдер на бок. Внезапно становится возможным делать что-то совсем по-другому.
 д. Корпус редуктора изготовлен из алюминиевого сплава, что продлевает срок службы инструмента и повышает отвод тепла. Выключатель можно фиксировать во включенном положении, благодаря чему можно проводить непрерывные работы. Для поддержания чистоты на рабочем месте предусмотрена возможность подключения пылесоса.
д. Корпус редуктора изготовлен из алюминиевого сплава, что продлевает срок службы инструмента и повышает отвод тепла. Выключатель можно фиксировать во включенном положении, благодаря чему можно проводить непрерывные работы. Для поддержания чистоты на рабочем месте предусмотрена возможность подключения пылесоса.

 Используемые методы разведки включали температурную съемку, химический анализ родников и колодцев, а также измерение температуры и глубины в подходящих скважинах. Самая высокая температура воды, зарегистрированная в этом районе, за исключением геотермальной разведочной скважины 60/sup 0/C (140/sup 0/F) и термальных горячих источников (от 42 до 78/sup 0/C или от 108 до 172/sup). 0/F), были 27 и 28/sup 0/C (81 и 82/sup 0/F) в двух скважинах, расположенных к северо-западу от Зейна, штат Юта.
Используемые методы разведки включали температурную съемку, химический анализ родников и колодцев, а также измерение температуры и глубины в подходящих скважинах. Самая высокая температура воды, зарегистрированная в этом районе, за исключением геотермальной разведочной скважины 60/sup 0/C (140/sup 0/F) и термальных горячих источников (от 42 до 78/sup 0/C или от 108 до 172/sup). 0/F), были 27 и 28/sup 0/C (81 и 82/sup 0/F) в двух скважинах, расположенных к северо-западу от Зейна, штат Юта. Специальные исследования 63
Специальные исследования 63 Х., и Горли, К. Геотермическая оценка части долины Эскаланте, Юта . США: Н. П., 1983.
Х., и Горли, К. Геотермическая оценка части долины Эскаланте, Юта . США: Н. П., 1983. },
}, 



 69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
 Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
 Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
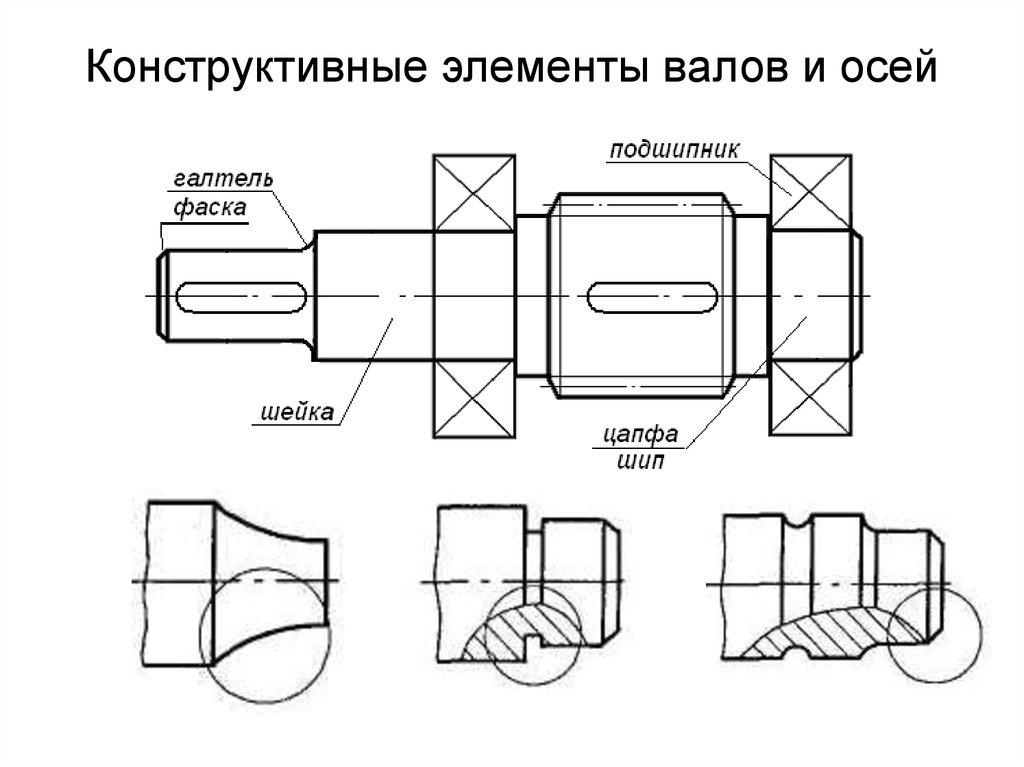

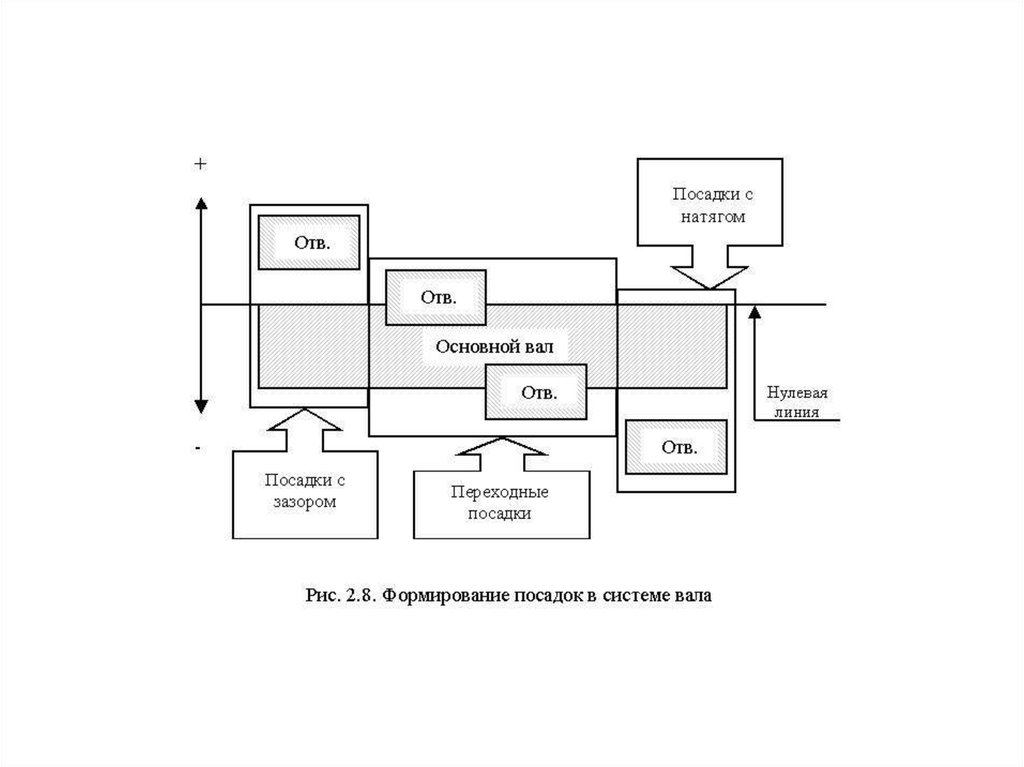
 п.
п. д.
д.


 Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.

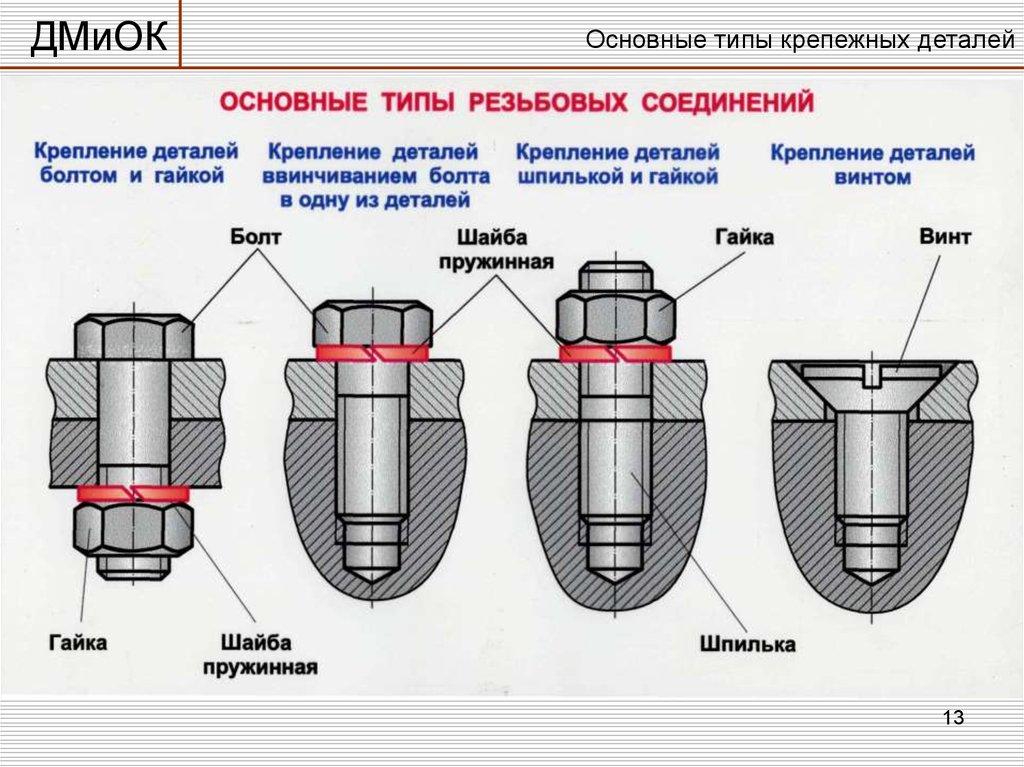 2X1X28
2X1X28 1X1.0X26
1X1.0X26




 0 кВт
0 кВт скорость подачи проволоки
скорость подачи проволоки
 Мы поставляем все необходимые запчасти для четырех диаметров проволоки бесплатно вместе со станком. Если покупателю требуется более 4 диаметров проволоки, поставка дополнительных деталей осуществляется за плату.
Мы поставляем все необходимые запчасти для четырех диаметров проволоки бесплатно вместе со станком. Если покупателю требуется более 4 диаметров проволоки, поставка дополнительных деталей осуществляется за плату. Два комплекта кулачков поставляются бесплатно вместе с машиной, остальные кулачки поставляются за плату
Два комплекта кулачков поставляются бесплатно вместе с машиной, остальные кулачки поставляются за плату Станок работает только со стальной пружинной проволокой. Станок стабилен в работе, имеет низкий уровень шума. Обслуживается одним человеком.
Станок работает только со стальной пружинной проволокой. Станок стабилен в работе, имеет низкий уровень шума. Обслуживается одним человеком.  0-2.4
0-2.4 Наши специалисты будут рады работать с вашими командами, чтобы создать подходящий компонент для вашего приложения, который соответствует или превосходит ваши ожидания в отношении срока службы, твердости, устойчивости к факторам окружающей среды и многого другого.
Наши специалисты будут рады работать с вашими командами, чтобы создать подходящий компонент для вашего приложения, который соответствует или превосходит ваши ожидания в отношении срока службы, твердости, устойчивости к факторам окружающей среды и многого другого. Некоторые примеры перечислены здесь.
Некоторые примеры перечислены здесь.

 Наши предприятия не только проводят строгие испытания для обеспечения качества в соответствии с указанными вами диапазонами, но также мы поддерживаем несколько ключевых сертификатов, чтобы гарантировать, что вам поставляются только лучшие продукты.
Наши предприятия не только проводят строгие испытания для обеспечения качества в соответствии с указанными вами диапазонами, но также мы поддерживаем несколько ключевых сертификатов, чтобы гарантировать, что вам поставляются только лучшие продукты.


 Возможность склеивать стекла не только торцами, но и накладывая друг на друга, позволяет добиться самых невероятных эффектов.
Возможность склеивать стекла не только торцами, но и накладывая друг на друга, позволяет добиться самых невероятных эффектов.
 Так что же такое фьюзинг применительно к декораторскому искусству изготовления изделий из стекла? Все очень просто. Фьюзинг — технология «вплавления» или другими словами «спекания» частей будущей стеклянной композиции в единое целое, в специальных печах, под воздействием высоких температур.
Так что же такое фьюзинг применительно к декораторскому искусству изготовления изделий из стекла? Все очень просто. Фьюзинг — технология «вплавления» или другими словами «спекания» частей будущей стеклянной композиции в единое целое, в специальных печах, под воздействием высоких температур.
 И в витраже и во фьюзинге, конечная композиция представляет собой совокупность разноцветных стекол. И зачастую фьюзинг изделия используют там, где обычно мы встретили бы классический витраж. В чем же разница? Почему фьюзингу, как обособленному методу, уделено такое внимание?
И в витраже и во фьюзинге, конечная композиция представляет собой совокупность разноцветных стекол. И зачастую фьюзинг изделия используют там, где обычно мы встретили бы классический витраж. В чем же разница? Почему фьюзингу, как обособленному методу, уделено такое внимание?


 Начинается при достижении максимальной температуры цикла.
Начинается при достижении максимальной температуры цикла.
 «Отжигом» называют процесс, при котором снимается напряжение на стекле.
«Отжигом» называют процесс, при котором снимается напряжение на стекле.
 Но она всегда идет рука об руку с техникой. Иначе, мы никогда не смогли бы превратить идеально сделанные стеклянные «болванки», в радость для глаз.
Но она всегда идет рука об руку с техникой. Иначе, мы никогда не смогли бы превратить идеально сделанные стеклянные «болванки», в радость для глаз.



 Это означает, что стекло сохраняет большую часть своих индивидуальных особенностей. С другой стороны, полное плавление предполагает нагревание стекла до тех пор, пока оно не станет полностью расплавленным.
Это означает, что стекло сохраняет большую часть своих индивидуальных особенностей. С другой стороны, полное плавление предполагает нагревание стекла до тех пор, пока оно не станет полностью расплавленным.
 После этого нанесите еще один слой смывки (угол 90º от предыдущего нанесения). Делайте это несколько раз, пока не получите 5-6 слоев. Нагрейте печь до 500ºC, пока вода из промывной воды не испарится. Затем охладите его естественным образом.
После этого нанесите еще один слой смывки (угол 90º от предыдущего нанесения). Делайте это несколько раз, пока не получите 5-6 слоев. Нагрейте печь до 500ºC, пока вода из промывной воды не испарится. Затем охладите его естественным образом. После этого положите их на верхнюю часть стакана. Чтобы закрепить их на месте, нанесите под них чистую каплю клея. Вы можете наложить эти украшения друг на друга, но никогда не ставьте их в кучу.
После этого положите их на верхнюю часть стакана. Чтобы закрепить их на месте, нанесите под них чистую каплю клея. Вы можете наложить эти украшения друг на друга, но никогда не ставьте их в кучу. Для этого снимите заглушку печного глазка, но верните ее после. Продолжайте проверять это, пока поверхность стекла не станет полностью плоской, а стороны не закруглены. Можно ожидать, что стекло полностью расплавится через 20 минут. Тем не менее, это все еще может варьироваться. Поэтому, чтобы быть в безопасности, всегда делайте регулярную проверку. Помните, что нельзя открывать печь при температуре от комнатной до 1000 º, потому что при этой температуре стекло становится наиболее хрупким. Еще одно напоминание: наденьте защитные очки, потому что воздух, выходящий из печи, может повредить глаза.
Для этого снимите заглушку печного глазка, но верните ее после. Продолжайте проверять это, пока поверхность стекла не станет полностью плоской, а стороны не закруглены. Можно ожидать, что стекло полностью расплавится через 20 минут. Тем не менее, это все еще может варьироваться. Поэтому, чтобы быть в безопасности, всегда делайте регулярную проверку. Помните, что нельзя открывать печь при температуре от комнатной до 1000 º, потому что при этой температуре стекло становится наиболее хрупким. Еще одно напоминание: наденьте защитные очки, потому что воздух, выходящий из печи, может повредить глаза. Это помогает стеклу медленно охлаждаться, чтобы снять внутренние напряжения и сделать его более жестким.
Это помогает стеклу медленно охлаждаться, чтобы снять внутренние напряжения и сделать его более жестким. Я хотел воспользоваться его большими ценами на стекло и знал, что пока я не сплавлю два разных куска стекла вместе, я смогу использовать витраж, поэтому я купил несколько прозрачных переливающихся кусочков, а также несколько непрозрачных завитков.
Я хотел воспользоваться его большими ценами на стекло и знал, что пока я не сплавлю два разных куска стекла вместе, я смогу использовать витраж, поэтому я купил несколько прозрачных переливающихся кусочков, а также несколько непрозрачных завитков. На самом деле ему нужна была меньшая температура, так как при 1350 градусах по Фаренгейту я получил несколько игл на краях, и мне нужно было немного отшлифовать края, прежде чем они упадут. Точно так же на спаде я мог бы использовать температуру менее 1235 градусов по Фаренгейту. Ваза в конечном итоге коснулась полки, но все еще имеет приятный вид.
На самом деле ему нужна была меньшая температура, так как при 1350 градусах по Фаренгейту я получил несколько игл на краях, и мне нужно было немного отшлифовать края, прежде чем они упадут. Точно так же на спаде я мог бы использовать температуру менее 1235 градусов по Фаренгейту. Ваза в конечном итоге коснулась полки, но все еще имеет приятный вид.


 Запорожье
Запорожье Киев
Киев 18 грн
18 грн Наборы для сборки робототехники LEGO являются образовательными и поддерживают навыки решения проблем.
Наборы для сборки робототехники LEGO являются образовательными и поддерживают навыки решения проблем.
 Возможности этого робота поистине невероятны и заставляют его казаться таким сложным устройством, когда на самом деле строить этого робота очень просто и весело.
Возможности этого робота поистине невероятны и заставляют его казаться таким сложным устройством, когда на самом деле строить этого робота очень просто и весело. Boost адаптировал эти наборы LEGO в большей степени к возрастному диапазону от 7 до 12 лет с точки зрения простоты и дизайна.
Boost адаптировал эти наборы LEGO в большей степени к возрастному диапазону от 7 до 12 лет с точки зрения простоты и дизайна. Предупреждающие конусы, хоккейные клюшки и баскетбольные кольца — вот лишь некоторые из дополнений.
Предупреждающие конусы, хоккейные клюшки и баскетбольные кольца — вот лишь некоторые из дополнений. С этой игрушкой легко заинтересовать школьника в программировании и дизайне.
С этой игрушкой легко заинтересовать школьника в программировании и дизайне. Этот робот может стать отличным знакомством для вашего ребенка перед покупкой одного из лучших в отрасли роботов.
Этот робот может стать отличным знакомством для вашего ребенка перед покупкой одного из лучших в отрасли роботов.

 Найдите наборы роботов LEGO, с помощью которых вы сможете научиться строить и программировать.
Найдите наборы роботов LEGO, с помощью которых вы сможете научиться строить и программировать. Вот как это работает.
Вот как это работает.


 с. / оборотах
с. / оборотах Но в той ценовой категории, что я смотрел, не было достойного варианта — все со следами эксплуатации. И вот, настал тот день, когда поехал я смотреть, уже своего Honda Shadow 400. Белый, без потертостей и ржавчины, в полном боевом комплекте — ветровик, кофры, спинка с багажником. Несмотря на превышение бюджета, средства были найдены, и я стал его счастливым обладателем. Когда поехал забирать, было немного страшно, прошел год как я самостоятельно крутил ручку газа. Но когда сел и тронулся, понял, что мы с ним друг друга отлично понимаем. Сезон прошел отлично, сразу поменял масло, поставил новую переднюю покрышку, ездил и радовался. Мотоцикл легкий, неширокий, по московским пробкам — в самый раз. Когда выезжаешь за город, то 400 кубикам уже тяжело тащить мои 95 кг, после 120 двигатель начинает надрываться. Динамика разгона Honda Shadow 400 тоже оставляет желать лучшего. Но для первого мотоцикла этого вполне достаточно. Проехал 3000 км за сезон. Ничего не отвалилось, ничего не сломалось, только заправлял да мыл.
Но в той ценовой категории, что я смотрел, не было достойного варианта — все со следами эксплуатации. И вот, настал тот день, когда поехал я смотреть, уже своего Honda Shadow 400. Белый, без потертостей и ржавчины, в полном боевом комплекте — ветровик, кофры, спинка с багажником. Несмотря на превышение бюджета, средства были найдены, и я стал его счастливым обладателем. Когда поехал забирать, было немного страшно, прошел год как я самостоятельно крутил ручку газа. Но когда сел и тронулся, понял, что мы с ним друг друга отлично понимаем. Сезон прошел отлично, сразу поменял масло, поставил новую переднюю покрышку, ездил и радовался. Мотоцикл легкий, неширокий, по московским пробкам — в самый раз. Когда выезжаешь за город, то 400 кубикам уже тяжело тащить мои 95 кг, после 120 двигатель начинает надрываться. Динамика разгона Honda Shadow 400 тоже оставляет желать лучшего. Но для первого мотоцикла этого вполне достаточно. Проехал 3000 км за сезон. Ничего не отвалилось, ничего не сломалось, только заправлял да мыл. Как резюме: отличный мотоцикл для новичка и тех, кто в основном передвигается по городу. Прост в обращении и эксплуатации. Рекомендую.
Как резюме: отличный мотоцикл для новичка и тех, кто в основном передвигается по городу. Прост в обращении и эксплуатации. Рекомендую. К тому же во мне 198 см росту и на том же Steed я смотрюсь как на велосипеде, а Honda Shadow 400 смотрится очень пухло и толсто. Огромное сиденье позволяет пятой точке не уставать после 200 км пробега без разминки. Форма руля очень удобна — руки не затекают и отдыхают на таком. По ходовым качествам из-за подхвата с низов на светофорах все равно можно уехать вперед потока, минус я нахожу только на трассе — т.к. после ста разгон очень медленный и обгоны становятся довольно опасным занятием. Да и жалко мотор, который на такой скорости просто орет. Общий вывод исключительно положительный. Продал моего Honda Shadow 400 другу, себе взял такого же, но с большим мотором исключительно из-за трасс, т.к. 50 процентов пробега по ним. Если бы ездил только по городу, хватало бы за глаза.
К тому же во мне 198 см росту и на том же Steed я смотрюсь как на велосипеде, а Honda Shadow 400 смотрится очень пухло и толсто. Огромное сиденье позволяет пятой точке не уставать после 200 км пробега без разминки. Форма руля очень удобна — руки не затекают и отдыхают на таком. По ходовым качествам из-за подхвата с низов на светофорах все равно можно уехать вперед потока, минус я нахожу только на трассе — т.к. после ста разгон очень медленный и обгоны становятся довольно опасным занятием. Да и жалко мотор, который на такой скорости просто орет. Общий вывод исключительно положительный. Продал моего Honda Shadow 400 другу, себе взял такого же, но с большим мотором исключительно из-за трасс, т.к. 50 процентов пробега по ним. Если бы ездил только по городу, хватало бы за глаза. Сразу хотелось взять что-то круизерного типа, так как душа лежит именно к ним. Выбирал между двумя моделями по ценовой категории, внешнему виду и качеству – это Honda Shadow 400 Classic и Yamaha Drag Star 400 Classic, Suzuki не рассматривал, так как сильно дороже. Steed 400, Vulcan 400 и Intruder 400 даже не смотрел, больно маленькие. В итоге перекопав кучу форумов, выбрал все таки «Хонду», так как и едет побыстрее и жидкостное охлаждение. На первый взгляд 250 кг кажутся ну очень внушительными и неповоротливыми, а как сядешь за руль и тронешься сразу другие ощущения. Управляется Honda Shadow 400 просто прекрасно, небольшие ямки и трещинки даже не замечаешь, пару раз спасало толстое переднее колесо. Кресло похожее на домашнее, очень мягкое, руль — широкий удобный. Хотя и 400 кубов, но по трассе крейсерская скорость 100 – 120 км в час, но может и больше, если захотеть, сам для интереса разгонял до 140, но пришлось сбросить, а так он еще разгонялся. И не мудрено, ведь на Honda Shadow 400 стоит двигатель NC25E, который ставился на «классики».
Сразу хотелось взять что-то круизерного типа, так как душа лежит именно к ним. Выбирал между двумя моделями по ценовой категории, внешнему виду и качеству – это Honda Shadow 400 Classic и Yamaha Drag Star 400 Classic, Suzuki не рассматривал, так как сильно дороже. Steed 400, Vulcan 400 и Intruder 400 даже не смотрел, больно маленькие. В итоге перекопав кучу форумов, выбрал все таки «Хонду», так как и едет побыстрее и жидкостное охлаждение. На первый взгляд 250 кг кажутся ну очень внушительными и неповоротливыми, а как сядешь за руль и тронешься сразу другие ощущения. Управляется Honda Shadow 400 просто прекрасно, небольшие ямки и трещинки даже не замечаешь, пару раз спасало толстое переднее колесо. Кресло похожее на домашнее, очень мягкое, руль — широкий удобный. Хотя и 400 кубов, но по трассе крейсерская скорость 100 – 120 км в час, но может и больше, если захотеть, сам для интереса разгонял до 140, но пришлось сбросить, а так он еще разгонялся. И не мудрено, ведь на Honda Shadow 400 стоит двигатель NC25E, который ставился на «классики». При спокойной езде по трассе расходует всего 4-4.5 литра на сотню, бака до резерва хватает на 200-220 км, вместе с ним 260-280 км. Знакомые, увидев его, когда только привез, сразу спросили: «Ты что сразу литр взял?». Когда едешь по городу — свернутые шеи прохожих и постоянные рассматривания на светофорах обеспечены. Прекрасный аппарат для новичков, очень доволен, что первый именно Honda Shadow 400, так как привыкаешь к весу и манере езды на круизере.
При спокойной езде по трассе расходует всего 4-4.5 литра на сотню, бака до резерва хватает на 200-220 км, вместе с ним 260-280 км. Знакомые, увидев его, когда только привез, сразу спросили: «Ты что сразу литр взял?». Когда едешь по городу — свернутые шеи прохожих и постоянные рассматривания на светофорах обеспечены. Прекрасный аппарат для новичков, очень доволен, что первый именно Honda Shadow 400, так как привыкаешь к весу и манере езды на круизере. Стильные крылья, хромированные элементы и каплевидный бак придают Honda Shadow 400 уникальный «олдскульный» характер. Мягкое кожаное седло, низкая посадка, удобный руль, великолепная эргономика — все выполнено в лучших традициях Honda.
Стильные крылья, хромированные элементы и каплевидный бак придают Honda Shadow 400 уникальный «олдскульный» характер. Мягкое кожаное седло, низкая посадка, удобный руль, великолепная эргономика — все выполнено в лучших традициях Honda.
 Ознакомьтесь с нашим полным обзором Shadow, чтобы узнать все подробности.
Ознакомьтесь с нашим полным обзором Shadow, чтобы узнать все подробности. Это дорогая услуга, которая стала еще дороже, учитывая, что вам нужно будет приносить свои собственные игры. Тем не менее, он демонстрирует производительность, с которой не могут сравниться другие платформы, что стоит одной платы за вход.
Это дорогая услуга, которая стала еще дороже, учитывая, что вам нужно будет приносить свои собственные игры. Тем не менее, он демонстрирует производительность, с которой не могут сравниться другие платформы, что стоит одной платы за вход. Большинство облачных игровых сервисов предлагают сеанс на установленном компьютере для игр. В большинстве случаев это сервер, оснащенный несколькими высокопроизводительными видеокартами и процессорами, со всеми поддерживаемыми играми, предварительно загруженными на отсек жестких дисков.
Большинство облачных игровых сервисов предлагают сеанс на установленном компьютере для игр. В большинстве случаев это сервер, оснащенный несколькими высокопроизводительными видеокартами и процессорами, со всеми поддерживаемыми играми, предварительно загруженными на отсек жестких дисков.
 Скорее, вы подписываетесь на высокопроизводительный компьютер, к которому у вас есть удаленный доступ. Из-за этого вы можете установить и играть в любую игру, которую хотите, если у вас есть способ загрузить эту игру без диска.
Скорее, вы подписываетесь на высокопроизводительный компьютер, к которому у вас есть удаленный доступ. Из-за этого вы можете установить и играть в любую игру, которую хотите, если у вас есть способ загрузить эту игру без диска. Хотя эти сервисы предоставляют большинство игр для ПК, многие старые игры — например, SWAT 4 — требуют некоторой дополнительной эмуляции для работы на современной ОС, такой как Windows 10.
Хотя эти сервисы предоставляют большинство игр для ПК, многие старые игры — например, SWAT 4 — требуют некоторой дополнительной эмуляции для работы на современной ОС, такой как Windows 10. Однако вы покупаете не просто ограниченный набор компьютерных игр; вы покупаете целый ПК.
Однако вы покупаете не просто ограниченный набор компьютерных игр; вы покупаете целый ПК. Важно помнить, что с Shadow вы покупаете компьютер, а не игры, которые на нем работают. Если вы начинаете с нуля и у вас нет библиотеки Steam или чего-то подобного, вам придется выложить дополнительные деньги, чтобы купить ваши любимые игры.
Важно помнить, что с Shadow вы покупаете компьютер, а не игры, которые на нем работают. Если вы начинаете с нуля и у вас нет библиотеки Steam или чего-то подобного, вам придется выложить дополнительные деньги, чтобы купить ваши любимые игры.
 Поскольку Shadow, по сути, предлагает вам выделенный игровой ПК с полной установкой Windows 10, для его настройки требуется некоторое время. К счастью, это разъясняется в электронном письме после покупки подписки.
Поскольку Shadow, по сути, предлагает вам выделенный игровой ПК с полной установкой Windows 10, для его настройки требуется некоторое время. К счастью, это разъясняется в электронном письме после покупки подписки. При первой загрузке Shadow отобразит горячую клавишу для доступа к быстрому меню, которое вы можете использовать для настройки различных параметров системы.
При первой загрузке Shadow отобразит горячую клавишу для доступа к быстрому меню, которое вы можете использовать для настройки различных параметров системы. Было похоже на любой другой компьютер с Windows 10, и это здорово.
Было похоже на любой другой компьютер с Windows 10, и это здорово. Тот факт, что у вас есть изолированные ресурсы, тоже очень помогает.
Тот факт, что у вас есть изолированные ресурсы, тоже очень помогает. Тем не менее, если вы собираетесь играть в CS:GO случайно, Shadow работает отлично.
Тем не менее, если вы собираетесь играть в CS:GO случайно, Shadow работает отлично. В США есть четыре локации: Даллас, Чикаго, Нью-Йорк и Санта-Клара. С этими центрами Shadow может предлагать услуги в 38 континентальных штатах, минуя Вашингтон, Айдахо, Монтану, Юту, Аризону, Колорадо, Вайоминг, Алабаму, Джорджию и Флориду.
В США есть четыре локации: Даллас, Чикаго, Нью-Йорк и Санта-Клара. С этими центрами Shadow может предлагать услуги в 38 континентальных штатах, минуя Вашингтон, Айдахо, Монтану, Юту, Аризону, Колорадо, Вайоминг, Алабаму, Джорджию и Флориду.




 Как упоминалось выше, вы на самом деле не подписываетесь на облачный игровой сервис с помощью Shadow. Скорее, вы подписываетесь на высокопроизводительный компьютер, к которому у вас есть удаленный доступ. Из-за этого вы можете установить и играть в любую игру, которую хотите, если у вас есть способ загрузить эту игру без диска.
Как упоминалось выше, вы на самом деле не подписываетесь на облачный игровой сервис с помощью Shadow. Скорее, вы подписываетесь на высокопроизводительный компьютер, к которому у вас есть удаленный доступ. Из-за этого вы можете установить и играть в любую игру, которую хотите, если у вас есть способ загрузить эту игру без диска.
 При 25 долларах в месяц за годовой план и 35 долларов за месячный это тяжело для вашего кошелька. Однако вы покупаете не просто ограниченный набор компьютерных игр; вы покупаете целый ПК.
При 25 долларах в месяц за годовой план и 35 долларов за месячный это тяжело для вашего кошелька. Однако вы покупаете не просто ограниченный набор компьютерных игр; вы покупаете целый ПК.

 Поскольку Shadow, по сути, предлагает вам выделенный игровой ПК с полной установкой Windows 10, для его настройки требуется некоторое время. К счастью, это разъясняется в электронном письме после покупки подписки.
Поскольку Shadow, по сути, предлагает вам выделенный игровой ПК с полной установкой Windows 10, для его настройки требуется некоторое время. К счастью, это разъясняется в электронном письме после покупки подписки. При первой загрузке Shadow отобразит горячую клавишу для доступа к быстрому меню, которое вы можете использовать для настройки различных параметров системы.
При первой загрузке Shadow отобразит горячую клавишу для доступа к быстрому меню, которое вы можете использовать для настройки различных параметров системы. Было похоже на любой другой компьютер с Windows 10, и это здорово.
Было похоже на любой другой компьютер с Windows 10, и это здорово. Тот факт, что у вас есть изолированные ресурсы, тоже очень помогает.
Тот факт, что у вас есть изолированные ресурсы, тоже очень помогает. Тем не менее, если вы собираетесь играть в CS:GO случайно, Shadow работает отлично.
Тем не менее, если вы собираетесь играть в CS:GO случайно, Shadow работает отлично. В США есть четыре локации: Даллас, Чикаго, Нью-Йорк и Санта-Клара. С этими центрами Shadow может предлагать услуги в 38 континентальных штатах, минуя Вашингтон, Айдахо, Монтану, Юту, Аризону, Колорадо, Вайоминг, Алабаму, Джорджию и Флориду.
В США есть четыре локации: Даллас, Чикаго, Нью-Йорк и Санта-Клара. С этими центрами Shadow может предлагать услуги в 38 континентальных штатах, минуя Вашингтон, Айдахо, Монтану, Юту, Аризону, Колорадо, Вайоминг, Алабаму, Джорджию и Флориду.