Программы для g кода для чпу: Лучшие программы для станков с ЧПУ
G-коды для программирования станков с ЧПУ — MULTICUT
Обновлено: 25.08.2022
Для управления автоматизированными обрабатывающими центрами применяется язык программирования, созданный специально для этих целей, — G-Code. Программа генерации G-кодов для станков с ЧПУ была разработана американской компанией Electronic Industries Alliance. В СССР программа была введена стандартом ГОСТ 20999-83 и в технической литературе получила наименование ISO 7-bit (ИСО 7-бит).
Система G-кодов для управления оборудованием с ЧПУ и 3D-принтерами представляет собой высокоуровневый язык. Программа содержит список команд, расположенных в определенной последовательности, и может при необходимости редактироваться в любом текстовом редакторе. Также она открывается в специализированных приложениях G-CodeViewer или Simplify3D.
Описание G-кодов и структуры управляющей программы
Алгоритм работы обрабатывающего центра задается набором команд, расположенных в установленном порядке. Программы, созданные на основе джи-кодов для станков с ЧПУ, отличаются жесткой структурой. Отдельные команды группируются в кадры; в некоторых из них команда может быть одна, в других — несколько. Все группы, за исключением первой, в обязательном порядке нумеруются и начинаются символом номера. Допускается добавление комментариев в круглые скобки.
Программы, созданные на основе джи-кодов для станков с ЧПУ, отличаются жесткой структурой. Отдельные команды группируются в кадры; в некоторых из них команда может быть одна, в других — несколько. Все группы, за исключением первой, в обязательном порядке нумеруются и начинаются символом номера. Допускается добавление комментариев в круглые скобки.
Элементарные команды в кадрах выполняются в один и тот же промежуток времени, но традиционно размещаются в такой последовательности:
- подготовительные,
- установка координат передвижения,
- задание обрабатывающего режима,
- технологические.
У подавляющего большинства интерпретаторов языка G-команд для станков с ЧПУ число элементарных команд в пределах кадра не превышает шести. Они могут быть как модальными, так и немодальными. Первые используются для изменения настроек или параметров, и их действие распространяется на все следующие за ними кадры вплоть до появления другой модальной команды. Соответственно, немодальные команды работают только в пределах своей группы.
Соответственно, немодальные команды работают только в пределах своей группы.
Интерпретаторы программного языка, содержащего коды для ЧПУ, сохраняют показатели введенных данных на все время работы алгоритма. Изменение их происходит путем отмены или последующей модальной командой. Это упрощает процесс разработки и делает необязательным задание всех параметров в каждом кадре.
Пройти тест
Группы команд G-кодов
Подготовительные программные коды имеют разные функции и управляют различными технологическими операциями. Так, некоторые из них устанавливают линейную или круговую скорость перемещения рабочих органов оборудования, а другие задают режимы обработки детали. С их помощью указываются значения параметров, и осуществляется управление координатными системами: относительной и абсолютной.
Для удобства освоения и использования все команды разделены на группы по определенному признаку. Перечислим основные:
- G00–G04 определяют позиционирование инструмента или иных рабочих органов обрабатывающего центра.

- G17–G19 производят изменение рабочих параметров.
- G40–G44 вводят компенсации линейных размеров некоторых узлов и деталей станка.
- G54–G59 отвечают за переключения между разными системами координат.
Полный перечень групп G-кодов можно найти в справочниках по программированию на описываемом языке. Операторы станков с ЧПУ, как правило, изучают такие справочники в полном объеме.
Основные G-коды
Расшифровка всех G-кодов для ЧПУ дается в таблицах, которые можно найти в профильной учебной и технической литературе. Рассмотрим подробнее наиболее часто используемые команды:
- G00. Скоростное позиционирование. Применяется для задания показателей перемещения рабочих органов в исходное положение перед началом работ или перевода их в безопасное положение. Эта команда не используется в процессе обработки заготовок из-за высокой скорости инструмента, поскольку это может привести к повреждению оборудования.
- G01.
 Линейная интерполяция. Оператор управляет движением рабочего органа по прямой, а скорость его перемещения устанавливается при помощи символа F с добавлением двузначных числовых значений. Направление при этом задается литерами X и Y. Запись кода имеет следующий вид: G01 X31 Y75 F45. Отмена действия команды осуществляется операторами G00, G02 и G03.
Линейная интерполяция. Оператор управляет движением рабочего органа по прямой, а скорость его перемещения устанавливается при помощи символа F с добавлением двузначных числовых значений. Направление при этом задается литерами X и Y. Запись кода имеет следующий вид: G01 X31 Y75 F45. Отмена действия команды осуществляется операторами G00, G02 и G03. - G02. Вращательное движение по часовой стрелке. Рабочий орган перемещается по сложной траектории, при этом линейная скорость определяется параметром F. Положение дуги, по которой инструмент движется на плоскости, устанавливается параметрами I, J и K.
Полная таблица кодов для ЧПУ содержит порядка 100 позиций с подробными описаниями команд. Выдержки из нее часто приводятся на профильных форумах в обсуждениях специалистов.
Написание G-кода и подготовительные функции
Перечисленные G-команды для ЧПУ считаются основными, но наряду с ними при написании программ используются и другие символы. Они имеют следующие значения:
Они имеют следующие значения:
- M — вспомогательные функции. С их помощью осуществляется выбор другого инструмента или обращение к процедуре подпрограммы, обеспечение ее запуска или прекращения работы.
- S задает параметры перемещения рабочих органов оборудования.
- F определяет показателя подачи инструмента.
- T, D и H также осуществляют управление инструментом обрабатывающего центра.
Эти команды, помимо буквенных символов, содержат числовые параметры. Они указывают направление и скорость движения рабочих органов фрезерно-гравировальных устройств.
Подпрограммы, их запуск и уровни вложений
Функционал языка G-кодов для станков с ЧПУ предусматривает возможность циклического выполнения некоторого набора команд, в том числе размещенных в разных частях алгоритма. Такие неоднократно выполняемые последовательности операций называются подпрограммами, а каждая из них реализует заданный сценарий. При этом управление перемещением инструмента производится в системе относительных (инкрементных) координат. Переход к подпрограмме задается специальной командой G90, а выход из нее — G91.
Переход к подпрограмме задается специальной командой G90, а выход из нее — G91.
В описании тела подпрограммы обязательно содержатся М-команды для ЧПУ, например, M30 (окончание). После нее допустимо использование команды M02, обозначающей завершение основной программы с именем вида O111 и любым другим аналогичным. Количество выполнений подпрограммы задается необязательным параметром L c числовым значением, например, L5. Тело обязательно завершается командой M99, предписывающей переход в основную программу.
Система M-кодов для ЧПУ допускает вложение подпрограмм одна в другую по принципу матрешки. При этом вызов вложения осуществляется специальным оператором. Количество уровней определяется конкретной версией программы-интерпретатора.
Компания MULTICUT осуществляет продажу высокопроизводительных обрабатывающих станков, а также выполняет их установку и обслуживание. Коды программирования для ЧПУ обязательно указываются в документации, входящей в комплект поставки. Наши инженеры предоставляют консультации по вопросам применения G-кодов по телефону и электронной почте.
Читайте также
Обновлено: 25.10.2022
3D-моделирование на станках с ЧПУ
Современные производственные процессы позволяют существенно ускорять и повышать точность изготовления изделий сложной формы. При помощи специальных программ для 3Д-моделирования на русском языке осуществляется быстрое прототипирование детали. Разработка его осуществляется профильными организациями.
Подробнее
Обновлено: 01.11.2022
Оснастка фрезерного станка с ЧПУ
Производственные технологии прошлого имели ряд недостатков: в процессе работы заготовку необходимо было переустанавливать. Нужно было снять деталь с фрезерного станка, изменить ее положение и заново отрегулировать исходные размеры заготовок. В настоящее время процедура оснастки фрезерных станков облегчена…
Подробнее
Обновлено: 01.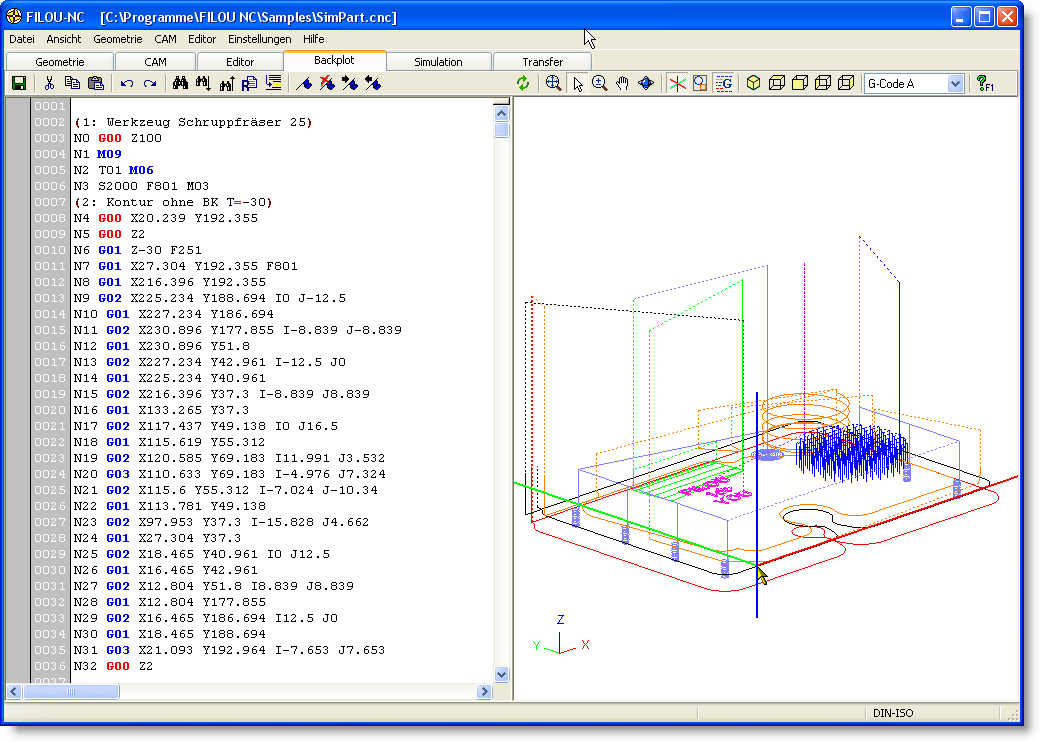 11.2022
11.2022
Техника безопасности при работе на фрезерном станке
Во время работы на станке с ЧПУ оператор обязан неукоснительно соблюдать технику безопасности — это поможет не только продлить срок эксплуатации оборудования, но и, возможно, сохранит здоровье и жизнь специалиста…
Подробнее
Обновлено: 31.10.2022
Сервопривод или шаговый двигатель: какова разница и что выбрать?
В качестве электропривода порталов и исполнительных узлов фрезерно-гравировальных станков и оборудования для плазменной резки с ЧПУ применяются шаговые двигатели и сервоприводы. Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Подробнее
Обновлено: 18.10.2022
Фрезерные станки с ЧПУ для малого бизнеса
Для построения и развития успешного бизнеса, связанного с работой на фрезерном станке с ЧПУ, важно наличие значительных преимуществ перед конкурентами: например, высочайшего качества продукции и доступных цен.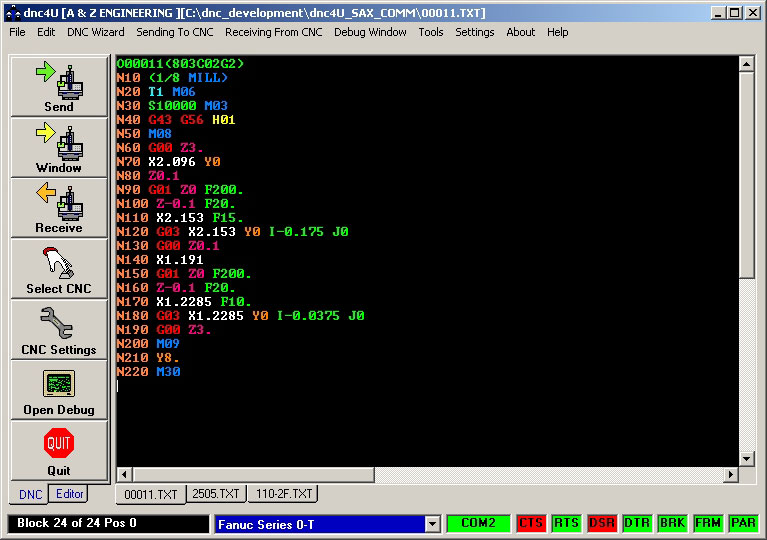 В данной статье расскажем, какие именно станки с ЧПУ подходят для малого бизнеса, какова стоимость того или иного оборудования, и насколько рентабелен такой вид деятельности…
В данной статье расскажем, какие именно станки с ЧПУ подходят для малого бизнеса, какова стоимость того или иного оборудования, и насколько рентабелен такой вид деятельности…
Подробнее
Возврат к списку
Поделиться:
Быстро и без проблем создаём G-коды рельефа в программе Bmp2Cnc
В погоне за мощными постт процесорами — CAM-приложениями станочники не замечают недорогой, доступный и легкий в применении и изучении программмный продукт. На всех форумах, куча вопросов умным гуру — как разобраться в настройках универсальных программ, рыская по интернету в поисках взломанных копий дорогих программам, мы почему-то не задумываемся, что легче приобрести недорогой программмный продукт и честно и законно, а что важно — и весьма эффективно, применять его на своем оборудовании.
Всё большее распространение сейчас получают домашние хоббийные и самодельные или ретрофитные станки с ЧПУ или станки конструкторы. С программой управления обычно всё понятно — это MACH, практически, нет альтернатив. А с выбором пост-процессора у домашнего мастера обычно возникают проблеммы.
А с выбором пост-процессора у домашнего мастера обычно возникают проблеммы.
Недорогое решение вопроса G-кода для этой цели — простая и удобная программа Bmp2Cnc.
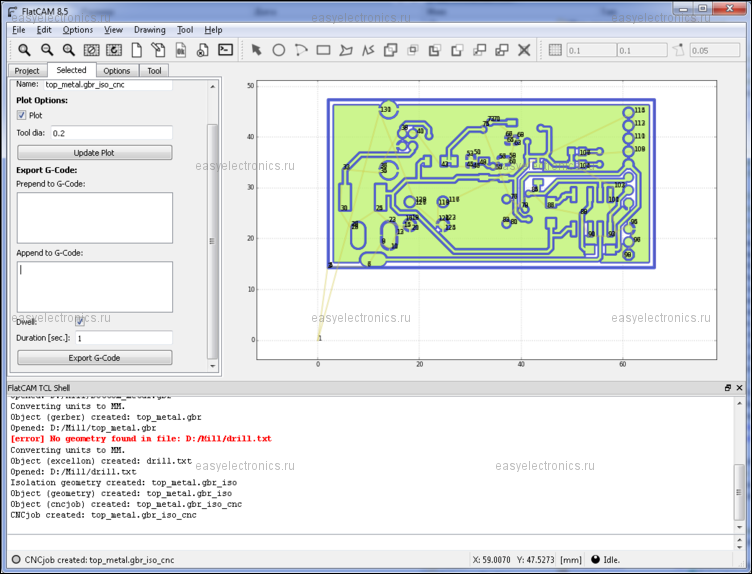
G-кодовую управляющую программу (УП G-кодов) Bmp2Cnc создает по полутоновому изображению. В программу также можно закачать и цветную фотографию: есть возможность конвертирования цветной картинки в полутоновую, но мы здесь для примера будем применять уже готовый черно-белый рисунок:
Разберём работу с программой по шагам.
1
Итак, загружаем картинку в программу. Меняем размер изображения на тот, который соответствует размеру будущей барельефа. Вводим значение 100 мм в окошко «Ширина» и, если в чекбоксе ниже стоит птичка, высота картинки изменяется с тем же масштабом:
2
Далее выбираем ноль. Проще всего за начало координат УП принимать левый нижний угол картинки. Почему? Удобство заключается в том, что габариты барельефа будут в дальнейшем понятнее отображаться в программе управления Mach4, легче далее будет манипулировать управляющей программой — масштабировать деталь, зацикливать, т. е. выполнять несколько одинаковых обработок одной управляющей программой на одной заготовке, и так далее:
е. выполнять несколько одинаковых обработок одной управляющей программой на одной заготовке, и так далее:
3
Наступает самый интересный момент. Сейчас мы увидим деталь в объеме. В секции «Глубина» мы задаем глубины для белого и черного цвета изображения. Для нашей барельефа размерами 100 на 100 устанавливаем глубину для самого темного оттенка черного сначала 10 мм, нажимаем кнопку «Применить». Через секунду мы видим полученный рельеф в окне графической визуализации:
4
Нужно добавить еще объему? Задаем глубину 15 мм. Теперь деталь смотрится достаточно объемно:
5
В следующем диалоге bmp2cnc выбираем подходящий для нашей системы постпроцессор — Mach3-3 в миллиметрах и переходим к выбору инструмента:
6
Подбираем подходящую фрезу с острым носиком, которая будет достаточно чисто обрабатывать нашу деталь:
7
Выбирая диаметр инструмента — фрезы и иту параллельных проходов, не стоит увлекаться и задавать слишком высокие параметры — иначе обработка растянется на часы или даже сутки! Здесь лучше пойти на компромисс, пусть деталь получится слегка шершавой, в конце концов, пройтись шкуркой, в любом случае, придется (так как исходная картинка была невысокого качества), зато станок выполнит обработку гораздо быстрее:
Число проходов по глубине можно задать любое в зависимости от твердости материала, качества инструмента и т.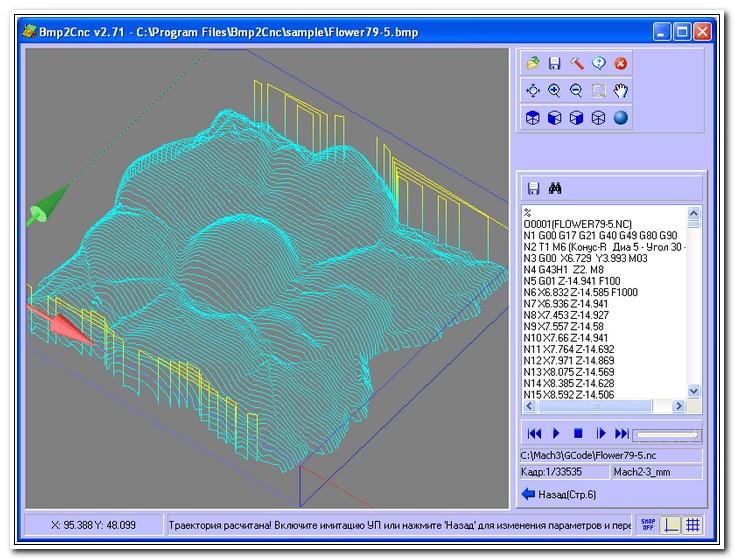 д.
д.
8
Здесь в шестом диалоге программы есть очень полезная функция, которая, кстати, в других маститых программах и реализуется «со скрипом». Нажатием одной кнопки можно отсечь лишние для обработки плоскости, чем существенно укоротить время обработки. Мы отсекаем нижнюю плоскость — и наша модель принимает окончательный вид:
9
Нажатие кнопки «Вычислить» — и мы видим полученные траектории обработки. В отдельном окошке — готовая управляющая программа:
10
Далее можно запустить имитацию обработки. Анимированный инструмент-фреза на экране программы будет перемещаться по созданным в Bmp2Cnc траекториям, предоставляя нам прекрасную визуализацию работы станка:
11
Вот и всё. Файл УП G-кодов можно отдавать на станок, а результаты работы можно сохранить как Bmp2Cnc-проект для последующих обращений и изменений, или как Stl или Dxf модель.
Готовая УП G-кодов загружена в Mach4:
просто, не так ли?
G-код для программирования ЧПУ | Блог Fusion 360
Вы знаете, что говорят об основах: сначала изучите их, и вы запомните их навсегда.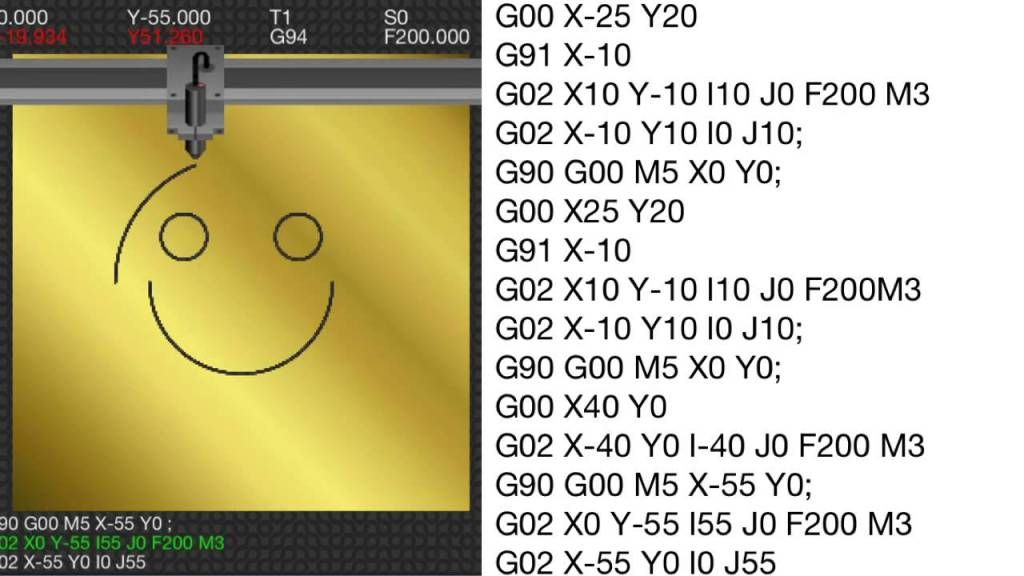 То же самое относится и к программированию станков с ЧПУ. Даже по мере развития новых производственных технологий основы обработки деталей с помощью программы ЧПУ останутся с вами навсегда.
То же самое относится и к программированию станков с ЧПУ. Даже по мере развития новых производственных технологий основы обработки деталей с помощью программы ЧПУ останутся с вами навсегда.
В этой статье мы поговорим о ключевом компоненте каждой программы ЧПУ — G-коде.
Краткий обзор G-кода
Производители по всему миру используют программирование ЧПУ для управления инструментами станка для производства деталей. В основе этого автоматизированного производственного процесса лежит набор инструкций, которые сообщают станку с ЧПУ, куда и как двигаться. Эти инструкции называются G-кодом.
G-код
был впервые установлен в 1960-х годах Ассоциацией электронной промышленности (EIA). Хотя официальный язык был задокументирован как RS-274D, вы услышите, как все называют его G-кодом. Почему? Многие слова или отдельные фрагменты кода, составляющие этот машинный язык, начинаются с буквы G.
.
Хотя G-код должен быть универсальным стандартом, вы обнаружите, что многие производители станков с ЧПУ разработали свой собственный уникальный вариант.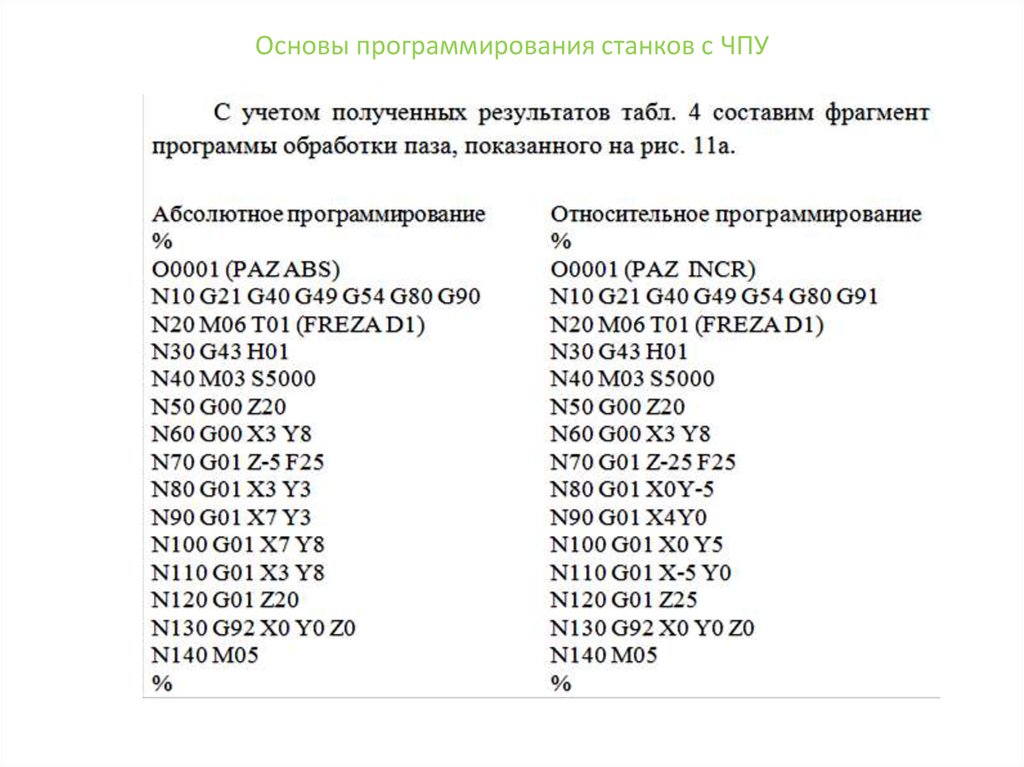 Мы все едим мороженое в конце дня, но Haas может быть со вкусом клубники, а Tormach может быть со вкусом шоколада. Из-за этой разницы в вариантах G-кода крайне важно понимать, как ваша собственная машина использует G-код.
Мы все едим мороженое в конце дня, но Haas может быть со вкусом клубники, а Tormach может быть со вкусом шоколада. Из-за этой разницы в вариантах G-кода крайне важно понимать, как ваша собственная машина использует G-код.
Почему различаются варианты G-кода? Это действительно сводится к возможностям каждой машины. Возьмем одну машину, которая может обрабатывать вращение системы координат на основе входных данных датчика. Вам понадобится набор команд G-кода, которые могут включать или отключать это вращение. Другой машине без этой возможности настройки не потребуется этот G-код.
Если вы сомневаетесь, всегда обращайтесь к документации вашего станка с ЧПУ, пока вы работаете с остальной частью этой статьи. Мы рассмотрим основы, но вы никогда не знаете, могла ли ваша машина выбрать немного другой путь к тому же конечному пункту назначения.
Блоки G-кода
Стандарт G-кода был опубликован еще во времена, когда у машин был небольшой объем памяти. Из-за этого ограничения памяти G-код является чрезвычайно компактным и лаконичным языком, который на первый взгляд может показаться почти архаичным. Возьмем, к примеру, эту строку кода:
Возьмем, к примеру, эту строку кода:
.
G01 X1 Y1 F20 T01 M03 S500
В этой единственной строке мы даем машине ряд инструкций:
- G01 — выполнить перемещение с линейной подачей
- X1/Y1 — перейти к этим координатам X и Y
- F20 — двигаться со скоростью подачи 20
- T01 — использовать инструмент 1 для выполнения работы
- M03 — включить шпиндель
- S500 — установить скорость шпинделя 500
Несколько строк G-кода как они объединяются, чтобы сформировать полную программу ЧПУ. Затем ваш станок с ЧПУ будет считывать код по одной строке слева направо и сверху вниз, как при чтении книги. Каждый набор инструкций находится на отдельной строке или блоке.
Программы G-кода
Целью каждой программы G-кода является производство деталей максимально безопасным и эффективным способом. Чтобы достичь этого, вы обычно найдете блоки G-кода, расположенные в определенном порядке, например:
- Запустите программу ЧПУ.
- Загрузите необходимый инструмент.
- Включите шпиндель.
- Включите охлаждающую жидкость.
- Перемещение в положение над деталью.
- Запустить процесс обработки.
- Выключите охлаждающую жидкость.
- Выключите шпиндель.
- Отойдите от детали в безопасное место.
- Завершить программу ЧПУ.
Этот поток представляет собой простую программу, использующую только один инструмент для одной операции. На практике вы обычно промываете и повторяете шаги со 2 по 9.. Например, приведенная ниже программа G-кода включает в себя все вышеперечисленные блоки кода с повторяющимися разделами, где это необходимо:
.
Модальные и адресные коды
Как и другие языки программирования, G-код может бесконечно повторять действие, пока оно не будет остановлено. В этом циклическом процессе используется модальный код, который действует до тех пор, пока вы его не отключите или не измените другим модальным кодом. Например, M03 — это модальный код, который будет запускать шпиндель на неопределенный срок, пока вы не скажете ему остановиться с помощью M05. Подождите секунду. Это слово (помните: слово — это небольшой фрагмент кода) не начиналось с буквы G, но это все равно G-код. Слова, начинающиеся с буквы М, являются машинными кодами и включают или выключают такие функции станка, как СОЖ, шпиндель и зажимы. Я перечислю некоторые распространенные в следующем разделе, но вы можете найти список M-кодов вашей машины в ее документации.
Например, M03 — это модальный код, который будет запускать шпиндель на неопределенный срок, пока вы не скажете ему остановиться с помощью M05. Подождите секунду. Это слово (помните: слово — это небольшой фрагмент кода) не начиналось с буквы G, но это все равно G-код. Слова, начинающиеся с буквы М, являются машинными кодами и включают или выключают такие функции станка, как СОЖ, шпиндель и зажимы. Я перечислю некоторые распространенные в следующем разделе, но вы можете найти список M-кодов вашей машины в ее документации.
G-код также включает в себя полный список адресных кодов. Вы можете думать об этом как о словаре для G-кода, который определяет конкретное поведение. Коды адресов начинаются с буквенного обозначения, например G, а затем с набора цифр. Например, X2 определяет адресный код координаты X, где 2 — это значение по оси X, на которое следует переместить машину.
Полный список адресных кодов включает:
В программу G-кода можно добавить несколько кодов специальных символов. Они обычно используются для запуска программы, комментирования текста или игнорирования символов и включают в себя:
Они обычно используются для запуска программы, комментирования текста или игнорирования символов и включают в себя:
- % Начинает или заканчивает программу ЧПУ
- () Определяет комментарий, написанный оператором ЧПУ; иногда они должны быть написаны заглавными буквами
- / Игнорируются все символы, идущие после косой черты
- ; Определяет, когда заканчивается блок кода, не отображается в текстовом редакторе
Объяснение G-кодов и M-кодов
G и M-коды составляют основную часть вашей программы ЧПУ. Коды, начинающиеся с буквы G, подготавливают вашу машину к выполнению определенного типа движения. Наиболее распространенные G-коды, с которыми вы снова и снова будете сталкиваться в каждой программе ЧПУ, включают:
G0 — Быстрое движение
Этот код указывает машине двигаться как можно быстрее в указанную координатную позицию. G0 будет перемещать ось станка за осью, что означает, что он сначала будет двигаться по обеим осям и завершит перемещение по той оси, которая не находится в позиции.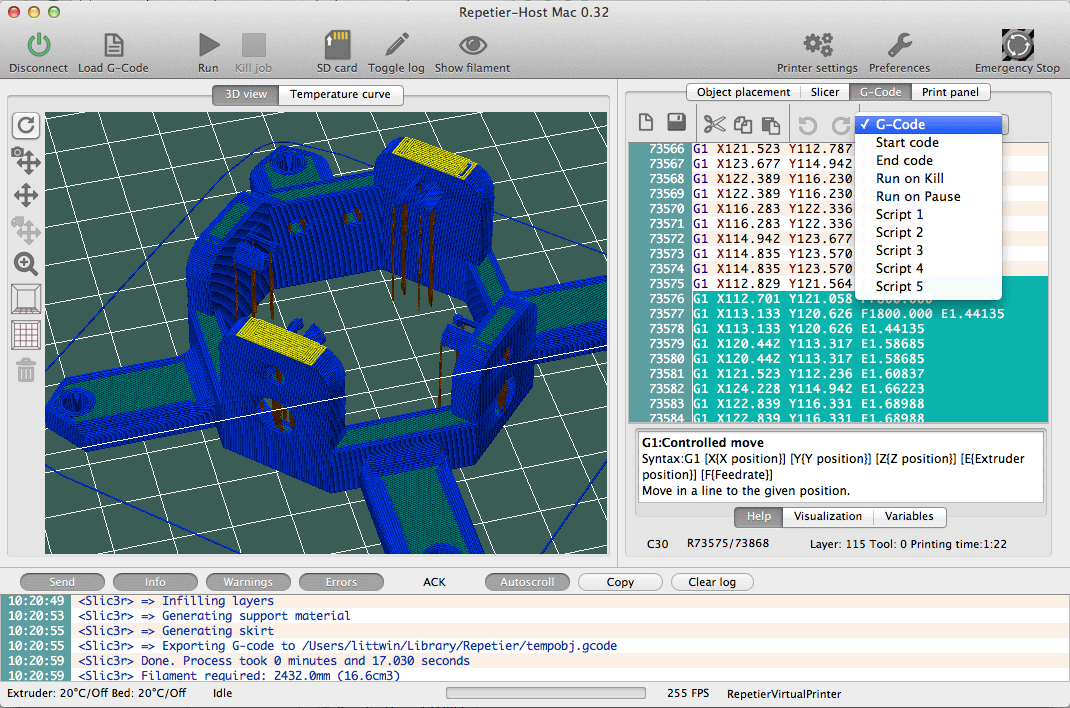 Вы можете увидеть пример этого движения на изображении ниже:
Вы можете увидеть пример этого движения на изображении ниже:
G1 — Линейное перемещение
Этот код указывает станку двигаться по прямой линии в координатную позицию с заданной скоростью подачи. Например, G1 X1 Y1 F32 переместит станок в координаты X1, Y1 со скоростью подачи 32.
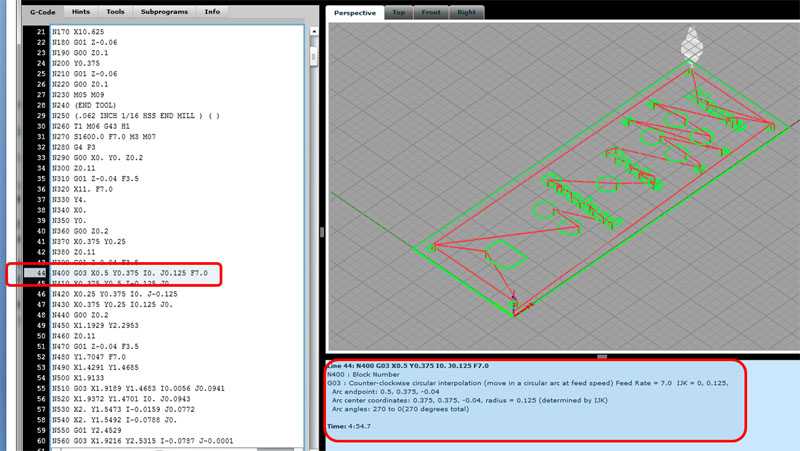
G2, G3 – дуга по часовой стрелке, дуга против часовой стрелки
Эти коды указывают машине двигаться по дуге к месту назначения координат. Две дополнительные координаты, I и J, определяют центральное положение дуги, как показано ниже:
.
G17, G18, G19 – Обозначения плоскостей
Эти коды определяют, в какой плоскости будет обрабатываться дуга. По умолчанию ваш станок с ЧПУ будет использовать G17, то есть плоскость XY. Две другие плоскости показаны на изображении ниже:
G40, G41, G42 — компенсация диаметра фрезы
Эти коды определяют компенсацию диаметра фрезы, или CDC, которая позволяет станку с ЧПУ позиционировать свой инструмент слева или справа от заданной траектории.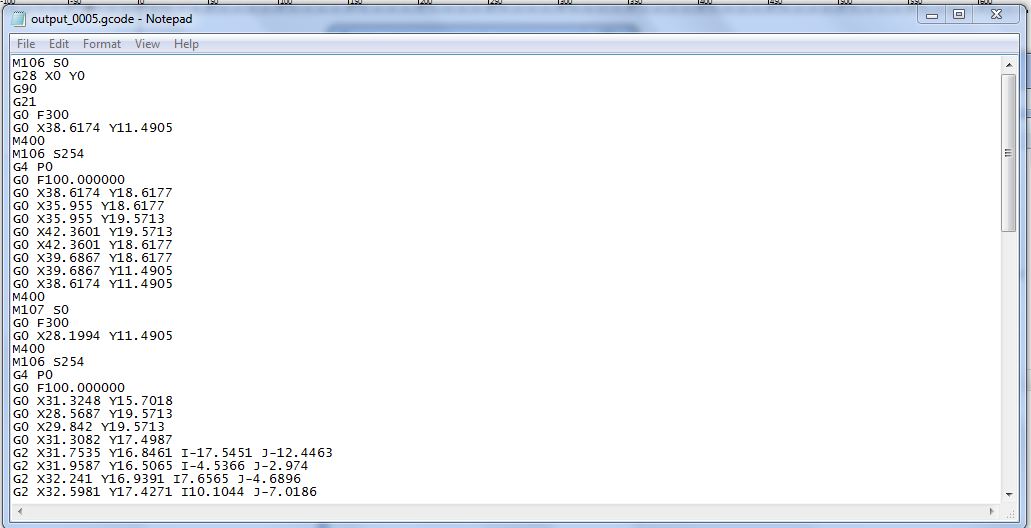 D-регистр хранит смещение для каждого инструмента.
D-регистр хранит смещение для каждого инструмента.
G43 — Компенсация длины инструмента
Этот код определяет длину отдельных инструментов с использованием высоты по оси Z. Это позволяет станку с ЧПУ понять, где находится кончик инструмента по отношению к детали, над которой он работает. Регистр определяет компенсацию длины инструмента, где H — смещение длины инструмента, а Z — длина инструмента.
G54 — Смещение нулевой точки
Этот код используется для определения смещения приспособления, которое определяет расстояние от внутренних координат станка до точки привязки на заготовке. В таблице ниже только G54 имеет определение смещения. Однако вы можете запрограммировать несколько смещений, если задание требует одновременной обработки нескольких деталей.
М-коды
M-коды — это машинные коды, которые могут различаться на разных станках с ЧПУ. Эти коды управляют функциями вашего станка с ЧПУ, такими как направление охлаждающей жидкости и шпинделя. Некоторые из наиболее распространенных M-кодов включают в себя:
Некоторые из наиболее распространенных M-кодов включают в себя:
Стандартные циклы в G-коде
Последний аспект G-кода, который стоит затронуть, — это постоянные циклы. Они похожи на методы или функции в компьютерном программировании. Они позволяют выполнить сложное действие всего несколькими строками кода без необходимости вводить все детали.
Возьмем, к примеру, приведенный ниже постоянный цикл. Здесь мы сообщаем инструменту ЧПУ создать отверстие с помощью сверла с просверленным сверлом всего в двух строках кода слева. Это же действие занимает более 20 строк обычного G-кода.
Некоторые распространенные циклы сверления включают:
G81 — простой цикл сверления
Этот цикл создает отверстие путем погружения в заданную координату по оси Z и последующего отвода. Для программирования этого цикла требуются глубина, скорость подачи, координаты XY и плоскость для сверления.
G83 – Сверло
Этот цикл используется для быстрого сверления глубоких отверстий. Инструмент сначала просверливает определенное расстояние, а затем втягивается, что очищает отверстие от любого материала и позволяет охлаждающей жидкости смывать стружку. Простейшая реализация этого цикла требует начальной высоты, плоскости подачи, приращения шага и глубины.
Инструмент сначала просверливает определенное расстояние, а затем втягивается, что очищает отверстие от любого материала и позволяет охлаждающей жидкости смывать стружку. Простейшая реализация этого цикла требует начальной высоты, плоскости подачи, приращения шага и глубины.
G98 — Возврат к начальной быстрой высоте
Этот цикл отводит инструмент в плоскость зазора между отверстиями, что помогает избежать зажимов. Для программирования этого цикла требуется начальная высота и плоскость подачи для сверления.
Основы Первые
Даже если вы никогда не напишете свою собственную программу ЧПУ вручную, понимание основ G-кода поможет вам в карьере программиста ЧПУ. Основное поведение остается неизменным у разных производителей, даже несмотря на то, что фактический G-код немного отличается. В конце концов, вы комбинируете координаты, скорости подачи и набор определяемых действий для перемещения инструмента и успешной обработки детали.
В некоторых руководствах рекомендуется запомнить наиболее распространенные коды G и M. Хотя это может сработать, практика делает совершенным! Постоянно используйте и обновляйте свои основы G-кода на протяжении всей своей карьеры, и они останутся с вами. Вот небольшой тест, чтобы узнать, где вы находитесь.
Хотя это может сработать, практика делает совершенным! Постоянно используйте и обновляйте свои основы G-кода на протяжении всей своей карьеры, и они останутся с вами. Вот небольшой тест, чтобы узнать, где вы находитесь.
Готовы применить свои знания в области программирования ЧПУ и G-кода на практике? Попробуйте Fusion 360 уже сегодня!
G Code CNC Basic Programming: Освоение станков с ЧПУ
Время чтения: 6 мин.
M06? G54? С1000? Эти цифры вам что-нибудь говорят? Знание наиболее распространенных команд в вашем G-коде может не стоять на первом месте в вашем списке приоритетов, но может помочь вам понять, что делает ваша машина. Станки с ЧПУ действительно хорошо делают именно то, что им говорят. это свою работу , чтобы убедиться, что вы говорите ему делать правильные вещи — и трудно эффективно общаться с машиной, если вы не говорите на ее языке.
Что такое G-код?
G-код — это простой язык программирования для станков с ЧПУ. Он состоит из строк кода, организованных в блоки. Каждый блок управляет одной операцией обработки с ЧПУ, например, операцией резки определенным инструментом. Каждая строка в блоке помечена буквой N и номером. Эти номера строк обычно являются четными (N2, N4, N6 и т. д.).
Программы G-кода загружаются в станок с ЧПУ для управления операциями обработки
Поскольку компьютеры стали меньше, дешевле в использовании и стали более доступными, G-код был создан с использованием CAM или автоматизированного производства. Программа CAM принимает вашу 3D-модель CAD, выбранные инструменты и некоторую другую информацию в качестве входных данных. Затем он оптимизирует пути инструментов и выдает G-код, чтобы сообщить станку с ЧПУ, что делать. Можно написать программы G-кода вручную (я написал короткую программу в аспирантуре!), но для сложных операций обработки, требующих десятков тысяч строк кода, если вы не перфекционист мазохист, вы, наверное, не хотите.
Даже если вы не пишете блоки кода вручную, вы можете добавлять комментарии к строкам кода, которые могут быть полезны для самостоятельной идентификации операции. Это не обязательно практично, если у вас длинная программа, но может быть полезным дополнением в начале каждой программы для отслеживания проекта или версии. Чтобы добавить комментарий в середине строки между двумя командами, просто используйте круглые скобки. Например:
G0 X8 (координата x) Y13 (координата y).
Вы также можете добавлять комментарии в конце строк, используя точку с запятой:
S100 F200; установить скорость и подачу
Почему важно знать G-код?
Если я что-то знаю об инженерах (а я определенно знаю, потому что я один), так это то, что нам нравится понимать, как все работает. G-код — это язык, который говорит станку с ЧПУ, что делать, поэтому понимание этого языка необходимо, чтобы действительно понять, как работает станок с ЧПУ.
Кроме того, если вам когда-нибудь понадобится поговорить с программистом, оператором или механиком, с которым вы работаете, полезно знать, о чем вы говорите. Точно так же, когда при обсуждении вопроса они начинают говорить о программе CAM, вы не увязнете в попытках понять, что они говорят.
А когда вы столкнетесь с проблемами при работе со станком с ЧПУ, полезно иметь возможность проверить программу на наличие ошибок. Или, если машина делает что-то неожиданное, у вас больше шансов правильно проанализировать проблему.
Наконец, когда вы хорошо понимаете, как работает ваш станок с ЧПУ, вы можете проектировать свои детали для более эффективной обработки. Благодаря меньшему количеству операций, настроек и сложной геометрии вы можете сэкономить время и деньги.
Каковы критически важные команды G-кода?
Каждая команда G-кода представляет собой комбинацию букв и цифр, и в языке используется 5 основных букв. Каждая буква соответствует разному типу действия, которое должна выполнить машина. Это буквы, которые вам нужно знать::
- M: коды действий станка
- G: коды движения
- F: управление подачей
- S: скорость шпинделя
- T: операции с инструментом
Каждая из этих букв сочетается с числом для создания фактической команды.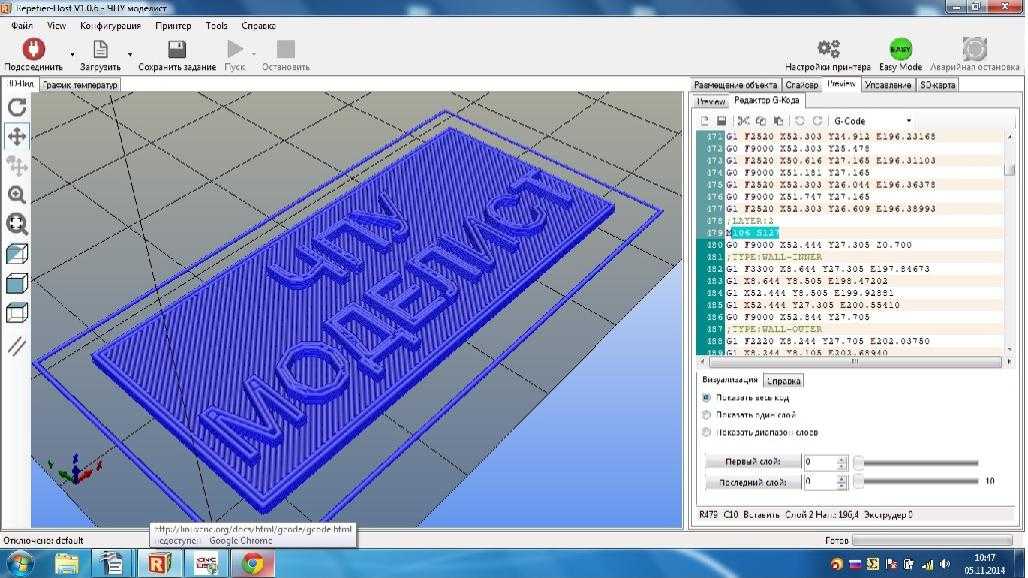 Вот список наиболее распространенных и важных команд:
Вот список наиболее распространенных и важных команд:
М-команды
М-команды управляют станком, выполняя такие действия, как запуск или остановка шпинделя или инициация смены инструмента.
M00: остановка программы
M02: конец программы
M03: шпиндель вкл., вращение по часовой стрелке
M04: шпиндель вкл., вращение против часовой стрелки
M05: остановка шпинделя
M06: смена инструмента выкл.
M30: конец программы, режимы перемотки и сброса
G-команды
G-команды подготавливают машину к движению определенным образом. Они обычно сопровождаются координатами, поэтому машина также знает, куда двигаться. Есть также некоторые G-команды, которые используются в начале программы в качестве «безопасных» настроек, чтобы убедиться, что станок с ЧПУ находится в правильном режиме.
Команды перемещения
G0: быстрое перемещение
Быстрое перемещение используется для перемещения к новым координатам для начала резки или для возврата к карусели инструментов для смены инструмента.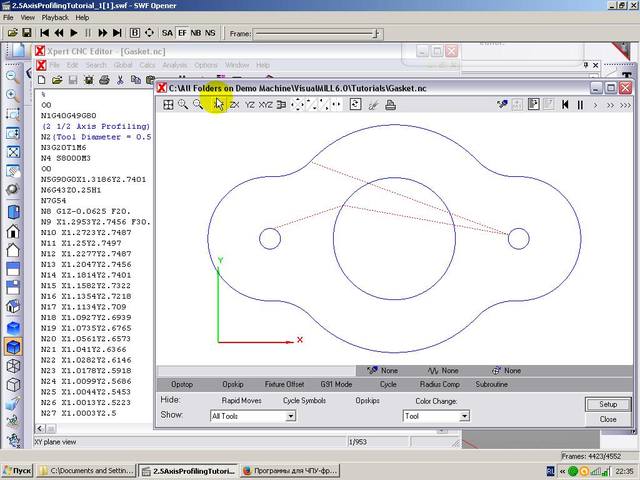 Эта команда используется только тогда, когда инструмент НЕ касается детали.
Эта команда используется только тогда, когда инструмент НЕ касается детали.
G01: управляемое движение
Эта команда используется для операций резания, когда также указывается скорость подачи.
G02: движение по часовой стрелке
Движение по часовой стрелке для криволинейных траекторий. Для этого режима требуются конечные координаты, а также расстояние до центральной точки дуги в обоих направлениях X и Y. Команда I — это расстояние по оси X до центральной точки, а команда J — это расстояние по оси Y до центральной точки. Начальная точка дуги — это положение машины при запуске G2, поэтому вам может потребоваться сначала переместить машину в правильное начальное положение.
Пример: G02 X10 Y7 I0 J-5
G02 подготавливает станок к управляемому движению по часовой стрелке
G03: движение против часовой стрелки
Эта команда создает дугу между двумя точками так же, как G2, но в направлении против часовой стрелки.
Команды безопасности
G17, G18, G19: рабочая плоскость
G17 устанавливает плоскость x/y как плоскость для обработки.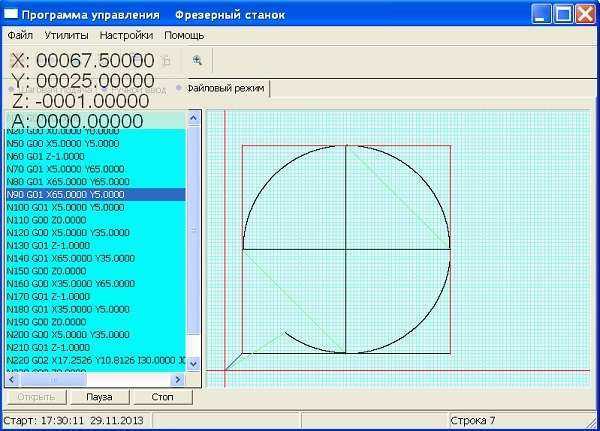 G18 задает плоскость z/x, а G19 задает плоскость y/z.
G18 задает плоскость z/x, а G19 задает плоскость y/z.
G20/21: единицы измерения
G20 устанавливает единицы измерения в дюймы, а G21 устанавливает единицы измерения в миллиметры. Это ДОЛЖНО соответствовать вашей модели САПР!
G28: исходное положение
G28 отправляет станок непосредственно в исходное положение. Машина поедет прямо туда (возможно, по пути наткнувшись на вашу часть). Укажите промежуточную точку, и вы сможете убедиться, что машина ни во что не врежется по пути домой. Этой точкой может быть только одна координата, например Z0, или полностью определенная, например X0 Y0 Z0.
G90/G91
Эти команды управляют режимом, в котором машина интерпретирует координаты. G90 переводит станок с ЧПУ в абсолютный режим, что означает, что он перейдет к позиции X10 Y10, например, из любого другого места. И наоборот, G91 указывает машине работать в инкрементальном или относительном режиме. Это означает, что машина переместится на 10 единиц по оси X и на 10 единиц по оси Y для одной и той же команды X10 Y10.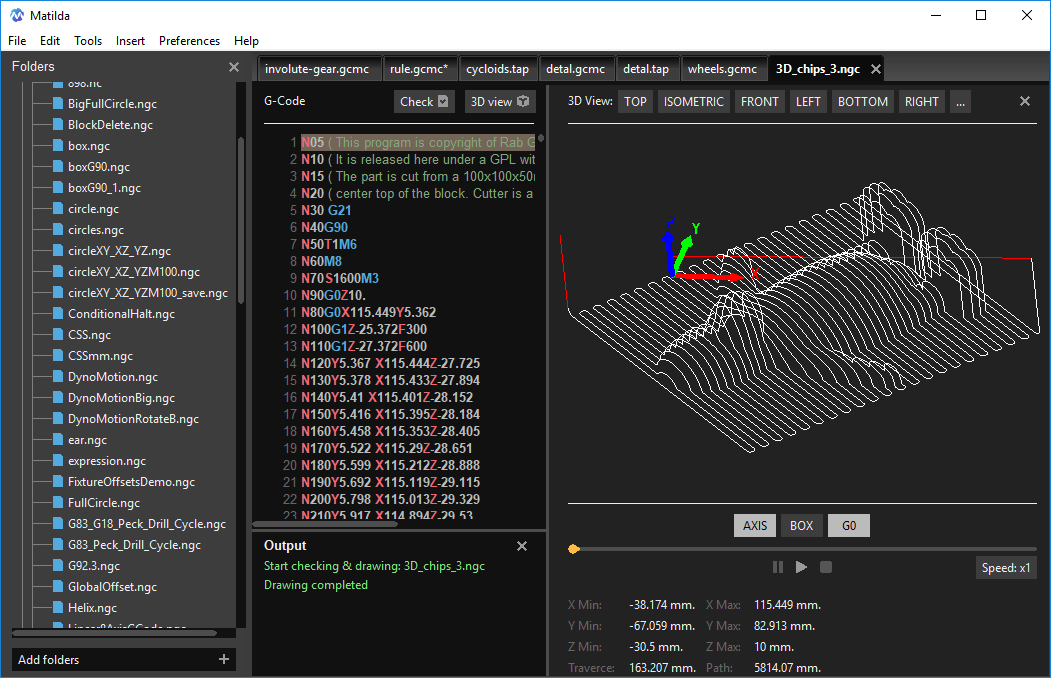
 Себе стоимость товара будет в серднем 100-200 гривен,это самое дешевое китайское дерьмо. По началу тебе рассказывают что это не обман, это горячая база…»
Себе стоимость товара будет в серднем 100-200 гривен,это самое дешевое китайское дерьмо. По началу тебе рассказывают что это не обман, это горячая база…» 6 из 5″>Рейтинг 1.6/5,0
6 из 5″>Рейтинг 1.6/5,0 Киев»>Дарья,
Киев»>Дарья, 0 из 5″>Рейтинг 3.0/5,0
0 из 5″>Рейтинг 3.0/5,0 Киев
Киев покупайте у них матрасы дальше. ЭТО ПОДТВЕРДИТ НЕ ОДИН ЧЕЛОВЕК, если что=)
покупайте у них матрасы дальше. ЭТО ПОДТВЕРДИТ НЕ ОДИН ЧЕЛОВЕК, если что=)
 0 из 5″>Рейтинг 5.0/5,0
0 из 5″>Рейтинг 5.0/5,0 пакет:
пакет: Ок, съездила-пригласили на 2 пробных дня по 4 часа. (Скажу про себя: слава богу внешность у меня приятная, продажник отличный, что я впринципе доказала на деле). В офис по мне отправили положительный отзыв и сообщили, что готовы взять меня в штат, но нужно ещё встретиться с директором розничной сети. (Понятия не имею зачем…) ок, на следующий день приехала к назначенному времени. Директор Татьяна оказалась на редкость неприятной особой. Начиная от снисходительной улыбочки, до чуть ли не закапывания глаз от моих ответов. По итогу по мне пришёл отказ. Честно не знаю, что ей во мне не понравилось, на пробных днях продавала отлично. Опять же выгляжу хорошо.
Ок, съездила-пригласили на 2 пробных дня по 4 часа. (Скажу про себя: слава богу внешность у меня приятная, продажник отличный, что я впринципе доказала на деле). В офис по мне отправили положительный отзыв и сообщили, что готовы взять меня в штат, но нужно ещё встретиться с директором розничной сети. (Понятия не имею зачем…) ок, на следующий день приехала к назначенному времени. Директор Татьяна оказалась на редкость неприятной особой. Начиная от снисходительной улыбочки, до чуть ли не закапывания глаз от моих ответов. По итогу по мне пришёл отказ. Честно не знаю, что ей во мне не понравилось, на пробных днях продавала отлично. Опять же выгляжу хорошо.  пакет:
пакет:
 пакет:
пакет: Ночные смены оплачиваются не по правилам. Уборку каждое утро в магазине делали сами.
Ночные смены оплачиваются не по правилам. Уборку каждое утро в магазине делали сами.  Т.к. мое резюме неделю висело не просмотренное, решила позвонить сама. Итог: звонила я 3 раза (на 4 не дозвонилась) и каждый раз мне ставили срок в два дня на обратную связь. И, конечно же, никто не удосужился ни позвонить, ни отписаться. Полное неуважение к соискателям и некомпетентность отдела персонала (менеджер Екатерина). Пустая трата времени. (вакансия все еще висит)
Т.к. мое резюме неделю висело не просмотренное, решила позвонить сама. Итог: звонила я 3 раза (на 4 не дозвонилась) и каждый раз мне ставили срок в два дня на обратную связь. И, конечно же, никто не удосужился ни позвонить, ни отписаться. Полное неуважение к соискателям и некомпетентность отдела персонала (менеджер Екатерина). Пустая трата времени. (вакансия все еще висит) Магазин находиться в ТЦ XL — 3 город Мытищи.
Магазин находиться в ТЦ XL — 3 город Мытищи. е. если рассуждать, то я должна была прийти к ней на собеседование и сказать, что я хочу отсидеться на одном месте и развитие мне не интересно! Как такой руководитель может заниматься подбором и заполняемость торговых точек, раз он подбирает только сотрудников, которым должно быть не интересно их будущее развитие, как собственное, так и развитие своих сотрудников.
е. если рассуждать, то я должна была прийти к ней на собеседование и сказать, что я хочу отсидеться на одном месте и развитие мне не интересно! Как такой руководитель может заниматься подбором и заполняемость торговых точек, раз он подбирает только сотрудников, которым должно быть не интересно их будущее развитие, как собственное, так и развитие своих сотрудников.  пакет:
пакет: 05.2018
05.2018 Ему это не нужно он боится начальство главное чтоб ему было хорошо либездить перед всеми руководителями.Он как (П*********А)и все знают на складе и молчат. Жадный насчёт денег.Кто работал на складе стар.смены и заступался за кладовщиков их проста убирали. А ему так хорошо.Ему начальство скажет или прикажет он будет пол мыть не может им нечего сказать. Руководство обещает много только от них не дождёшся. Скажу что один негатив и не справедливость.Раньше был склад так склад а сейчас одно название.Я рад что ушёл из этого дурдома.
Ему это не нужно он боится начальство главное чтоб ему было хорошо либездить перед всеми руководителями.Он как (П*********А)и все знают на складе и молчат. Жадный насчёт денег.Кто работал на складе стар.смены и заступался за кладовщиков их проста убирали. А ему так хорошо.Ему начальство скажет или прикажет он будет пол мыть не может им нечего сказать. Руководство обещает много только от них не дождёшся. Скажу что один негатив и не справедливость.Раньше был склад так склад а сейчас одно название.Я рад что ушёл из этого дурдома. пакет:
пакет: пакет:
пакет:
 В конце дня администратор мне назначил второй день стажировки. Во второй стажировочный день, я работал с директором магазина Елена, как раз с той, с которой познакомился при заполнении анкеты. В течении рабочего дня, у меня возникали вопросы по работе с товаром, как и у любого стажера. Когда я обратился за помощью к «директору магазина», с вопросом «где находятся брюки в зале?», на что был ответ «Ищи» и это было сказано в безразличной форме, т.е. человек вообще не хотел даже смотреть в мою сторону (с учетом того, что я работал с покупателем, и клиент очень торопился, поэтому у меня не было времени искать данную вещь. Я полагаю что для данного человека, стажеры это что то незамечаемое, никчемное. После данного отношения, мне не хотелось даже подходить к этому человеку. Не
В конце дня администратор мне назначил второй день стажировки. Во второй стажировочный день, я работал с директором магазина Елена, как раз с той, с которой познакомился при заполнении анкеты. В течении рабочего дня, у меня возникали вопросы по работе с товаром, как и у любого стажера. Когда я обратился за помощью к «директору магазина», с вопросом «где находятся брюки в зале?», на что был ответ «Ищи» и это было сказано в безразличной форме, т.е. человек вообще не хотел даже смотреть в мою сторону (с учетом того, что я работал с покупателем, и клиент очень торопился, поэтому у меня не было времени искать данную вещь. Я полагаю что для данного человека, стажеры это что то незамечаемое, никчемное. После данного отношения, мне не хотелось даже подходить к этому человеку. Не  к. ни о каком профессионализме со стороны Елены речи быть не может. Допрос закончился довольно быстро и соответственно, когда этот человек в приказном тоне говорил «Найди мне такую то вещь», искать это не хотелось. В итоге знакомства с директором магазина, я даже был рад что не подхожу на должность продавца-консультанта, да если бы даже мне сказали выходить на работу в данном магазине, то соответственно вывод напрашивается сам, я бы этого не сделал. Хочу предостеречь ребят, которые будут устраиваться в Галерее, в данный магазин, подумайте десятки раз, перед тем как тратить время, и если вам нравится грубое, непрофессиональное обращение со стороны руководства, то вам понравится, но таких людей, я думаю нет. Поэтому учитесь на чужих ошибках, т.к. это действительно была ошибка, и зря потраченное время.
к. ни о каком профессионализме со стороны Елены речи быть не может. Допрос закончился довольно быстро и соответственно, когда этот человек в приказном тоне говорил «Найди мне такую то вещь», искать это не хотелось. В итоге знакомства с директором магазина, я даже был рад что не подхожу на должность продавца-консультанта, да если бы даже мне сказали выходить на работу в данном магазине, то соответственно вывод напрашивается сам, я бы этого не сделал. Хочу предостеречь ребят, которые будут устраиваться в Галерее, в данный магазин, подумайте десятки раз, перед тем как тратить время, и если вам нравится грубое, непрофессиональное обращение со стороны руководства, то вам понравится, но таких людей, я думаю нет. Поэтому учитесь на чужих ошибках, т.к. это действительно была ошибка, и зря потраченное время. Ребятам респект.
Ребятам респект. Хорошо, что я еще с предыдущей работы не уволился, а то бедные ребята ведь сидят и ждут чуда. В конечном итоге могу сказать, что работодателя не рекомендую. С таким отношением только жалко этих бедных ребят, которые там работают.
Хорошо, что я еще с предыдущей работы не уволился, а то бедные ребята ведь сидят и ждут чуда. В конечном итоге могу сказать, что работодателя не рекомендую. С таким отношением только жалко этих бедных ребят, которые там работают. Вам также нужно будет сообщить сотруднику, как вы будете контролировать и измерять его производительность, и как вы будете проверять их работу, а также соблюдение ими политики компании. Для каждого нового сотрудника самым критическим периодом будут первые 9 лет.0 дней; именно в течение этого испытательного периода вы должны оценить и принять решение относительно того, подходят ли они для вашей компании. Вот почему мы в Elite считаем крайне важным проверять своих сотрудников как можно чаще в течение первых 90 дней.
Вам также нужно будет сообщить сотруднику, как вы будете контролировать и измерять его производительность, и как вы будете проверять их работу, а также соблюдение ими политики компании. Для каждого нового сотрудника самым критическим периодом будут первые 9 лет.0 дней; именно в течение этого испытательного периода вы должны оценить и принять решение относительно того, подходят ли они для вашей компании. Вот почему мы в Elite считаем крайне важным проверять своих сотрудников как можно чаще в течение первых 90 дней. В конце первого месяца вы должны сказать новому сотруднику, что вы будете проводить обзоры в конце каждого месяца для первых 9 человек.0 дней. И, наконец, по истечении первых 90 дней (испытательного периода) мы рекомендуем планировать проверки каждые 6 месяцев.
В конце первого месяца вы должны сказать новому сотруднику, что вы будете проводить обзоры в конце каждого месяца для первых 9 человек.0 дней. И, наконец, по истечении первых 90 дней (испытательного периода) мы рекомендуем планировать проверки каждые 6 месяцев. Наконец, у вас должен быть список любых конкретных достижений, которые вы можете отметить и похвалить, а также ваши записи из последней проверки сотрудника, которые должны включать пункты соглашения и действия.
Наконец, у вас должен быть список любых конкретных достижений, которые вы можете отметить и похвалить, а также ваши записи из последней проверки сотрудника, которые должны включать пункты соглашения и действия.
 Stop & Shop является компанией Ahold. Персонал Stop & Shop имеет необычайно разное демографическое происхождение. В компании 47,2% женщин и 34,8% представителей этнических меньшинств. Сотрудники Stop & Shop несколько чаще являются членами Демократической партии, чем Республиканской партии: 64,0% сотрудников идентифицируют себя как члены Демократической партии. Несмотря на свои политические разногласия, сотрудники Stop & Shop, кажется, довольны. Компания отлично удерживает сотрудников: сотрудники обычно остаются на 4,5 года. Средний сотрудник Stop & Shop зарабатывает 30 866 долларов в год. Для сравнения, некоторые из его самых высокооплачиваемых конкурентов, такие как The Great Atlantic & Pacific Tea Company, Rite Aid и Wakefern Food Corporation, платят 49 долларов.852 доллара США, 37 918 долларов США и 37 001 доллар США соответственно. Компания Stop & Shop, базирующаяся в Массачусетсе, является лидером отрасли с 82 001 сотрудником и годовым доходом в размере 15,2 миллиарда долларов.
Stop & Shop является компанией Ahold. Персонал Stop & Shop имеет необычайно разное демографическое происхождение. В компании 47,2% женщин и 34,8% представителей этнических меньшинств. Сотрудники Stop & Shop несколько чаще являются членами Демократической партии, чем Республиканской партии: 64,0% сотрудников идентифицируют себя как члены Демократической партии. Несмотря на свои политические разногласия, сотрудники Stop & Shop, кажется, довольны. Компания отлично удерживает сотрудников: сотрудники обычно остаются на 4,5 года. Средний сотрудник Stop & Shop зарабатывает 30 866 долларов в год. Для сравнения, некоторые из его самых высокооплачиваемых конкурентов, такие как The Great Atlantic & Pacific Tea Company, Rite Aid и Wakefern Food Corporation, платят 49 долларов.852 доллара США, 37 918 долларов США и 37 001 доллар США соответственно. Компания Stop & Shop, базирующаяся в Массачусетсе, является лидером отрасли с 82 001 сотрудником и годовым доходом в размере 15,2 миллиарда долларов.


 8
8



 24 В), 3 x 0/4–20 В выхода,
24 В), 3 x 0/4–20 В выхода, в руководстве по эксплуатации
в руководстве по эксплуатации 
 org/Product»>
org/Product»>
 org/Product»>
org/Product»> Он был разработан для обеспечения точного контроля температуры в экстремальных условиях, при температурах от 700 °C до 1800 °C , а также в очень запыленной и задымленной атмосфере. Он сочетает в себе изображения высокого разрешения в режиме реального времени с измерениями температуры на любая точка зоны горения внутри котлов, печей, печей или мусоросжигательных заводов. Эта камера позволяет обнаруживать любые изменения при сжигании и визуализировать падение клинкера.
Он был разработан для обеспечения точного контроля температуры в экстремальных условиях, при температурах от 700 °C до 1800 °C , а также в очень запыленной и задымленной атмосфере. Он сочетает в себе изображения высокого разрешения в режиме реального времени с измерениями температуры на любая точка зоны горения внутри котлов, печей, печей или мусоросжигательных заводов. Эта камера позволяет обнаруживать любые изменения при сжигании и визуализировать падение клинкера. Обеспечивая надежное считывание температуры и HDR-изображения, Pyroscan помогает оператору стабилизировать процесс обжига для гомогенизации и повышения качества клинкера. Проводит эффективный мониторинг любых изменений формы пламени и передачи тепла продукту. Это универсальный инструмент для регулировки горелки , особенно для сжигания альтернативных видов топлива.
Обеспечивая надежное считывание температуры и HDR-изображения, Pyroscan помогает оператору стабилизировать процесс обжига для гомогенизации и повышения качества клинкера. Проводит эффективный мониторинг любых изменений формы пламени и передачи тепла продукту. Это универсальный инструмент для регулировки горелки , особенно для сжигания альтернативных видов топлива. Pelco имеет более чем 60-летний опыт создания качественных камер, которые выдерживают самые суровые условия, с целью обеспечения безопасности наших сообществ. Инвестиции в качественные камеры, способные выдерживать экстремальные погодные условия, означают для вас меньшие затраты на ремонт и замену.
Pelco имеет более чем 60-летний опыт создания качественных камер, которые выдерживают самые суровые условия, с целью обеспечения безопасности наших сообществ. Инвестиции в качественные камеры, способные выдерживать экстремальные погодные условия, означают для вас меньшие затраты на ремонт и замену. Они сертифицированы в соответствии с полным набором строгих стандартов, поэтому они могут выдерживать не только осадки, но и прямое мытье из шланга без повреждений.
Они сертифицированы в соответствии с полным набором строгих стандартов, поэтому они могут выдерживать не только осадки, но и прямое мытье из шланга без повреждений.




 Казино по всему миру нуждаются в интеллектуальных решениях для обеспечения безопасности IP-видео, чтобы помочь уменьшить мошенничество, контролировать вопросы ответственности, соблюдать правила и обеспечивать соответствие ожиданиям клиентов в отношении безопасности. От мигающих огней игровых автоматов до слабого освещения на парковках — экстремальные условия освещения требуют видеокамер, которые автоматически адаптируются и соответствуют отраслевым нормам, защищая при этом ваших сотрудников, клиентов, деньги и имущество.
Казино по всему миру нуждаются в интеллектуальных решениях для обеспечения безопасности IP-видео, чтобы помочь уменьшить мошенничество, контролировать вопросы ответственности, соблюдать правила и обеспечивать соответствие ожиданиям клиентов в отношении безопасности. От мигающих огней игровых автоматов до слабого освещения на парковках — экстремальные условия освещения требуют видеокамер, которые автоматически адаптируются и соответствуют отраслевым нормам, защищая при этом ваших сотрудников, клиентов, деньги и имущество. Наличие четких, четких изображений при любых условиях освещения, чтобы реагировать на проблемы с транспортным потоком, аварии и проблемы, связанные с погодой, имеет важное значение. Камеры Pelco также оснащены функциями видеоаналитики, которые предупреждают операторов об авариях и опасных условиях, обеспечивая быстрое реагирование и спасение жизней.
Наличие четких, четких изображений при любых условиях освещения, чтобы реагировать на проблемы с транспортным потоком, аварии и проблемы, связанные с погодой, имеет важное значение. Камеры Pelco также оснащены функциями видеоаналитики, которые предупреждают операторов об авариях и опасных условиях, обеспечивая быстрое реагирование и спасение жизней.
 Выполнен в виде сетки из металлической ленты в алюминиевой рамке. Применяется в качестве рабочей поверхности в лазерных граверах.
Выполнен в виде сетки из металлической ленты в алюминиевой рамке. Применяется в качестве рабочей поверхности в лазерных граверах.
 Чистота материала и стола;
Чистота материала и стола; У него имеется сплошной стол в виде алюминиевой плиты. На нее есть сотовый стол. Стол достаточно заюзан. Так, что когда на нем режешь фанеру, то на обратной стороне резки появляются артефакты из-за отражений лазера от слегка погнутых от времени сот.
У него имеется сплошной стол в виде алюминиевой плиты. На нее есть сотовый стол. Стол достаточно заюзан. Так, что когда на нем режешь фанеру, то на обратной стороне резки появляются артефакты из-за отражений лазера от слегка погнутых от времени сот. Тем более, что у Вас нет нормального отвода продуктов резания из-за стола ввиде алюминиевой плиты.
Тем более, что у Вас нет нормального отвода продуктов резания из-за стола ввиде алюминиевой плиты. Ибо для разных размеров — разные технологические подходы.
Ибо для разных размеров — разные технологические подходы. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.

 Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания.
Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания. ..
..
 Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним.
Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним. Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.
Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает. .. И легко, и дешево.
.. И легко, и дешево. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)  .чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
.чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
 Стрела 1/8″ 3 мм
Стрела 1/8″ 3 мм 1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]
1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert] 3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]
3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert] 3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасной! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]
3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасной! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert] Это необязательно, но облегчит сверление.
Это необязательно, но облегчит сверление. Пришлось сбрасывать для каждой дырки.
Пришлось сбрасывать для каждой дырки. Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.
Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев. Могут быть и другие способы их закрепления (например, кусочки ленты или припой), но я оставлю это на ваше воображение 🙂
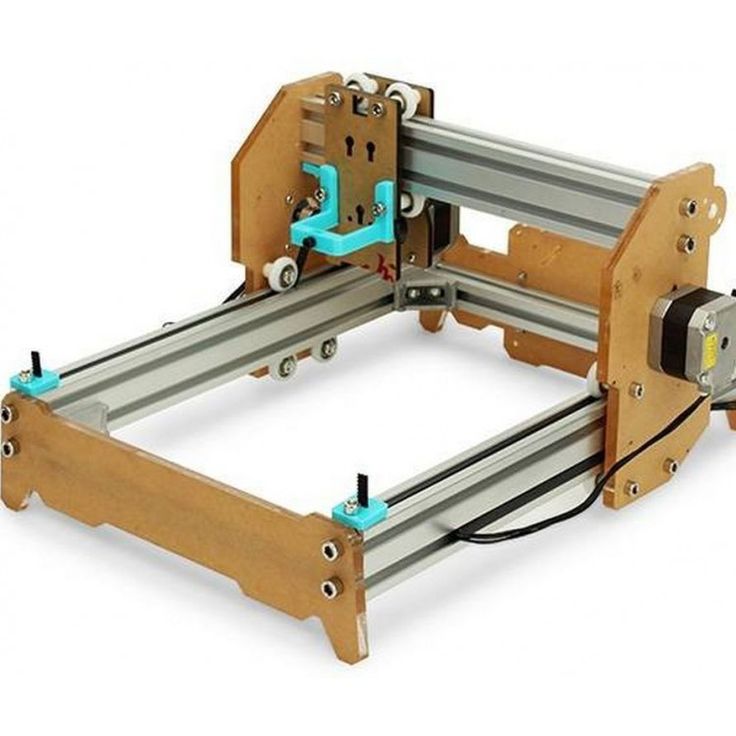
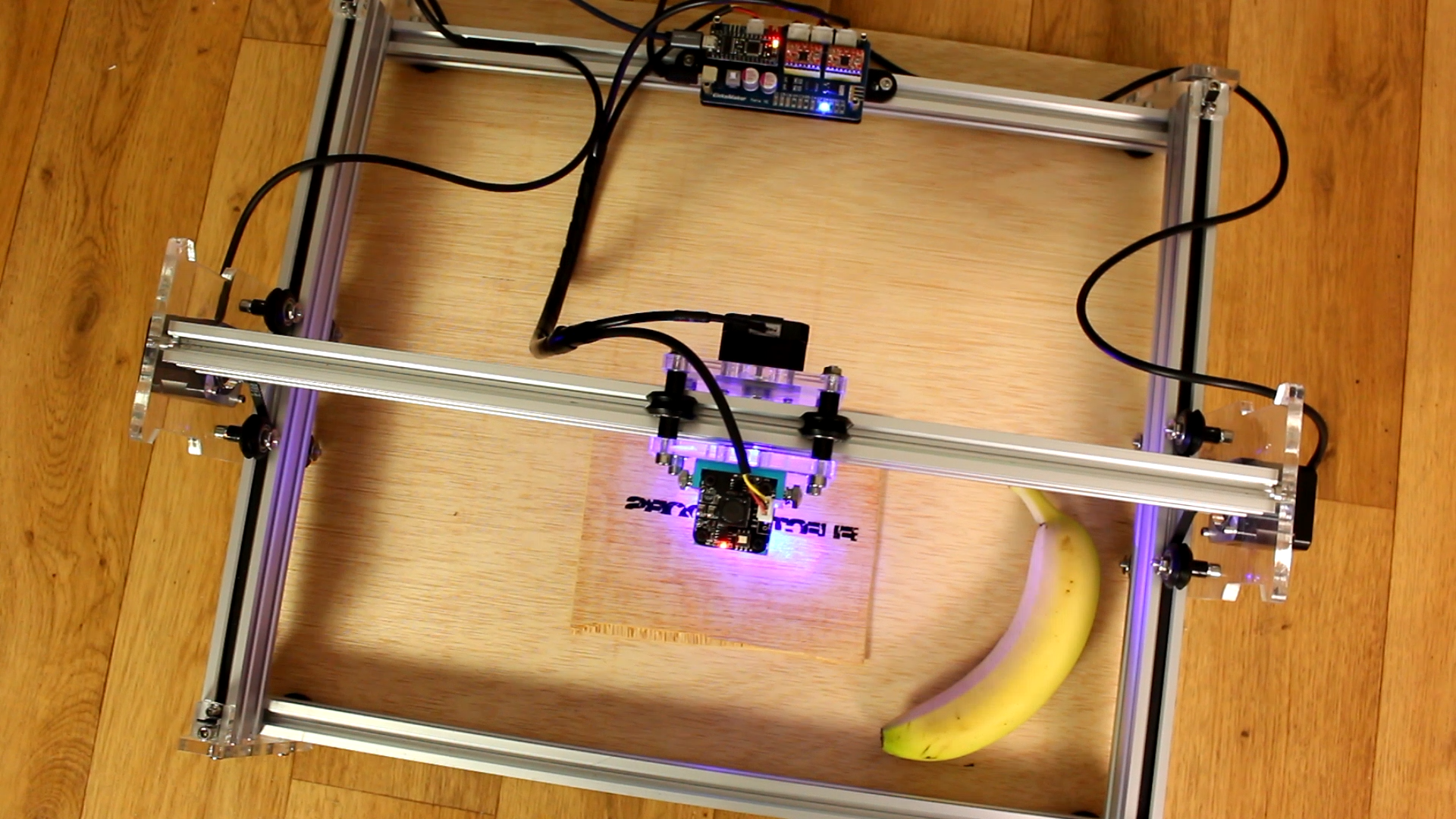
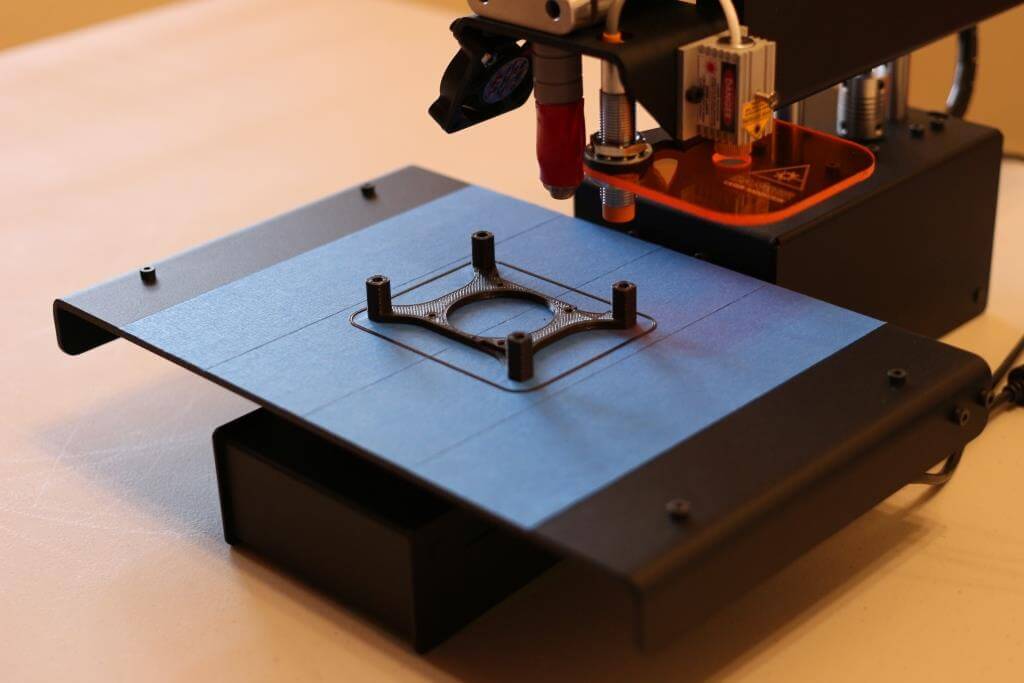
Могут быть и другие способы их закрепления (например, кусочки ленты или припой), но я оставлю это на ваше воображение 🙂 Я всегда мечтал о том, как здорово было бы иметь инструмент для гравировки и резки для создания персонализированных предметов и подарков. Этот день наконец настал. Мне представилась возможность ознакомиться с лазерным гравером и станком для резки Two Trees TTS-55, и я ухватился за эту возможность.
Я всегда мечтал о том, как здорово было бы иметь инструмент для гравировки и резки для создания персонализированных предметов и подарков. Этот день наконец настал. Мне представилась возможность ознакомиться с лазерным гравером и станком для резки Two Trees TTS-55, и я ухватился за эту возможность. TTS-55 является модернизацией лазерного гравера Two Trees TTS-5.5; TTS-55 имеет лазер мощностью 5,5 Вт вместо 2,5 Вт и имеет 32-разрядную материнскую плату вместо 8-разрядной.
TTS-55 является модернизацией лазерного гравера Two Trees TTS-5.5; TTS-55 имеет лазер мощностью 5,5 Вт вместо 2,5 Вт и имеет 32-разрядную материнскую плату вместо 8-разрядной.
 тока
тока
 Поскольку это видео отлично показывает, как собрать лазерный гравер, я не буду вдаваться в подробности.
Поскольку это видео отлично показывает, как собрать лазерный гравер, я не буду вдаваться в подробности. Ножки сделаны из пластика, но кажутся достаточно прочными.
Ножки сделаны из пластика, но кажутся достаточно прочными. Гравер может достигать скорости гравировки 10000 мм/мин (приблизительно 6,5 дюймов в секунду).
Гравер может достигать скорости гравировки 10000 мм/мин (приблизительно 6,5 дюймов в секунду).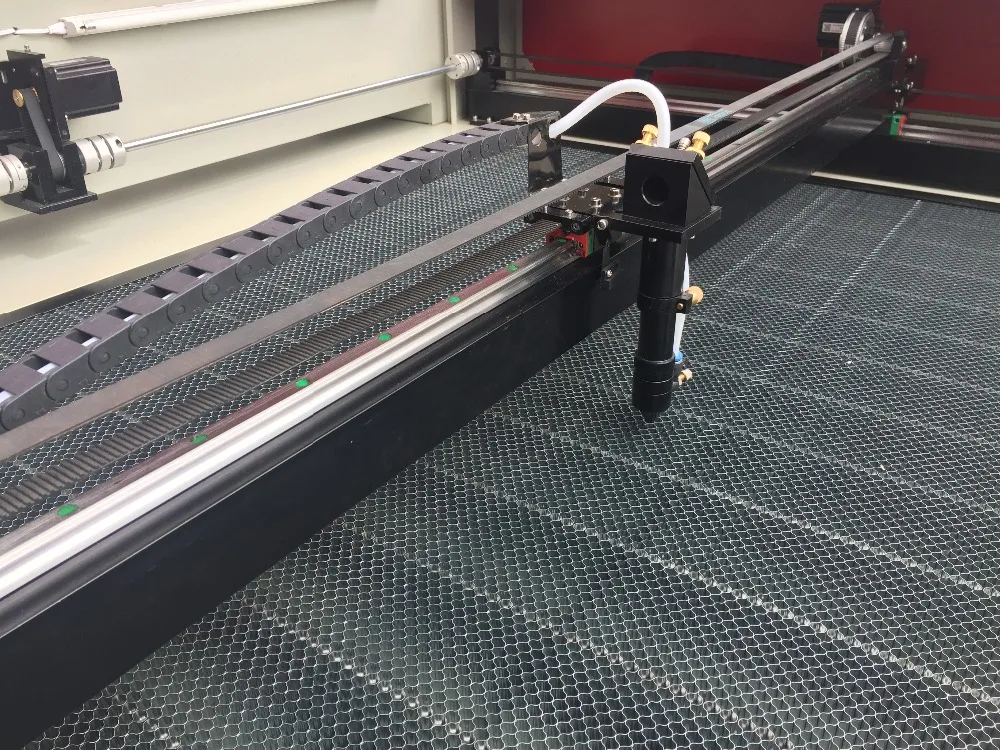
 Вначале я решил использовать LaserGRBL, бесплатное программное обеспечение с открытым исходным кодом. Позже я начал использовать LightBurn.
Вначале я решил использовать LaserGRBL, бесплатное программное обеспечение с открытым исходным кодом. Позже я начал использовать LightBurn. Вы должны были следовать за курсором (что иногда было сложно) и наблюдать, как человек использует различное программное обеспечение, необходимое для использования TTS-55 (программный драйвер для материнской платы, LaserGRBL и приложение MKSLaser).
Вы должны были следовать за курсором (что иногда было сложно) и наблюдать, как человек использует различное программное обеспечение, необходимое для использования TTS-55 (программный драйвер для материнской платы, LaserGRBL и приложение MKSLaser).

 /мин мощности (например, 1000 = 100% мощности) и введите размер изображения, которое вы хотите выгравировать (в мм).
/мин мощности (например, 1000 = 100% мощности) и введите размер изображения, которое вы хотите выгравировать (в мм). Я попытался включить лазерный свет, чтобы увидеть, где он находится на моем материале, но эти элементы управления срабатывали у меня время от времени.
Я попытался включить лазерный свет, чтобы увидеть, где он находится на моем материале, но эти элементы управления срабатывали у меня время от времени.
 Это потому, что я включил свой самодельный воздушный помощник после того, как лазер выполнил несколько линий, а затем снова выключил его, когда гравировка была почти завершена. (Моя воздушная помощь состояла из воздушного компрессора, соединенного с трубкой, прикрепленной к лазерному модулю и направленной на материал прямо под лазером).
Это потому, что я включил свой самодельный воздушный помощник после того, как лазер выполнил несколько линий, а затем снова выключил его, когда гравировка была почти завершена. (Моя воздушная помощь состояла из воздушного компрессора, соединенного с трубкой, прикрепленной к лазерному модулю и направленной на материал прямо под лазером).
 Я ввел имя и пароль своего домашнего Wi-Fi, а затем нажал «Подключить WiFi» и «Получить IP» (показано на правом снимке экрана выше). Я скопировал свой IP-адрес, чтобы использовать его позже в приложении MKSLaser на своем телефоне и в веб-приложении лазерного гравера (путем ввода IP-адреса в URL-адрес вашего браузера).
Я ввел имя и пароль своего домашнего Wi-Fi, а затем нажал «Подключить WiFi» и «Получить IP» (показано на правом снимке экрана выше). Я скопировал свой IP-адрес, чтобы использовать его позже в приложении MKSLaser на своем телефоне и в веб-приложении лазерного гравера (путем ввода IP-адреса в URL-адрес вашего браузера).
 Однако интересно отметить, что мне не удалось воспроизвести эту гравюру с Великого Алмазного острова с помощью LightBurn. Я пытался, но я не мог заставить его выглядеть правильно. Возможно это недостаток моего опыта.
Однако интересно отметить, что мне не удалось воспроизвести эту гравюру с Великого Алмазного острова с помощью LightBurn. Я пытался, но я не мог заставить его выглядеть правильно. Возможно это недостаток моего опыта. Опять же – ничего. Наконец, я попытался использовать тестовый файл для гравировки стали на фанере, которую использовал раньше, и обнаружил, что лазер просто не работает.
Опять же – ничего. Наконец, я попытался использовать тестовый файл для гравировки стали на фанере, которую использовал раньше, и обнаружил, что лазер просто не работает.
 Я использовал TTS-55, чтобы выгравировать на нем слова «Будь спокоен…» и «Кэтлин» (3000 мм/мин при 100% мощности). Боже мой, мне ПОНРАВИЛСЯ результат!!
Я использовал TTS-55, чтобы выгравировать на нем слова «Будь спокоен…» и «Кэтлин» (3000 мм/мин при 100% мощности). Боже мой, мне ПОНРАВИЛСЯ результат!! Гравюры и вырезы были точными и красивыми. Мне нравилось наблюдать за работой лазерного гравера, и мне нравилось использовать его для воплощения своих проектов в жизнь.
Гравюры и вырезы были точными и красивыми. Мне нравилось наблюдать за работой лазерного гравера, и мне нравилось использовать его для воплощения своих проектов в жизнь.
 В системе используется воздушный компрессор, предотвращающий скопление пыли на стекле объектива.
В системе используется воздушный компрессор, предотвращающий скопление пыли на стекле объектива. Воздушное охлаждение позволяет эксплуатировать оборудование при температуре окружающей среды до 80°C. Водяное охлаждение обеспечивает большее охлаждение. Входящая вода должна быть относительно прохладной — не больше 20°C. Скорость потока воды определяет максимальную рабочую температуру. Например, если скорость потока составляет 2 л/мин., устройство будет работать при температуре до 200°C, а температура внутри корпуса при этом будет поддерживаться на уровне 2°C. Если увеличить скорость потока до y 6.5 л/мин., видеокамера будет работать при температуре окружающей среды 400°C. В этом случае внутренняя температура может достигать 44°C.
Воздушное охлаждение позволяет эксплуатировать оборудование при температуре окружающей среды до 80°C. Водяное охлаждение обеспечивает большее охлаждение. Входящая вода должна быть относительно прохладной — не больше 20°C. Скорость потока воды определяет максимальную рабочую температуру. Например, если скорость потока составляет 2 л/мин., устройство будет работать при температуре до 200°C, а температура внутри корпуса при этом будет поддерживаться на уровне 2°C. Если увеличить скорость потока до y 6.5 л/мин., видеокамера будет работать при температуре окружающей среды 400°C. В этом случае внутренняя температура может достигать 44°C.




 Эта камера позволяет обнаруживать любые изменения при сжигании и визуализировать падение клинкера.
Эта камера позволяет обнаруживать любые изменения при сжигании и визуализировать падение клинкера. Проводит эффективный мониторинг любых изменений формы пламени и передачи тепла продукту. Это универсальный инструмент для регулировки горелки , особенно для сжигания альтернативных видов топлива.
Проводит эффективный мониторинг любых изменений формы пламени и передачи тепла продукту. Это универсальный инструмент для регулировки горелки , особенно для сжигания альтернативных видов топлива. Мы специализируемся на разработке, производстве, продаже и обслуживании систем камер, которые подходят для промышленных процессов. Если вы находитесь в пульпе и бумаге; мощность и полезность; сталь и газ; мусоросжигания или нефтехимии, мы рекомендуем вам посмотреть наши системы камер для печей ниже, чтобы увидеть, что SYN-FAB может предложить вам. Независимо от того, какой продукт или камеру печи вы выберете, у вас будет надежное и легко настраиваемое устройство.
Мы специализируемся на разработке, производстве, продаже и обслуживании систем камер, которые подходят для промышленных процессов. Если вы находитесь в пульпе и бумаге; мощность и полезность; сталь и газ; мусоросжигания или нефтехимии, мы рекомендуем вам посмотреть наши системы камер для печей ниже, чтобы увидеть, что SYN-FAB может предложить вам. Независимо от того, какой продукт или камеру печи вы выберете, у вас будет надежное и легко настраиваемое устройство.
 Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
 Возможно пластики со временем.
Возможно пластики со временем. Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов.
Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов. Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания.
Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания. ..
..
 Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.
Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает. .. И легко, и дешево.
.. И легко, и дешево. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)  .чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
.чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку… Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т.п.
Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т.п.
 При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа.
При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа. Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
 Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
 Мы расскажем о различных типах, их преимуществах и принципах работы.
Мы расскажем о различных типах, их преимуществах и принципах работы.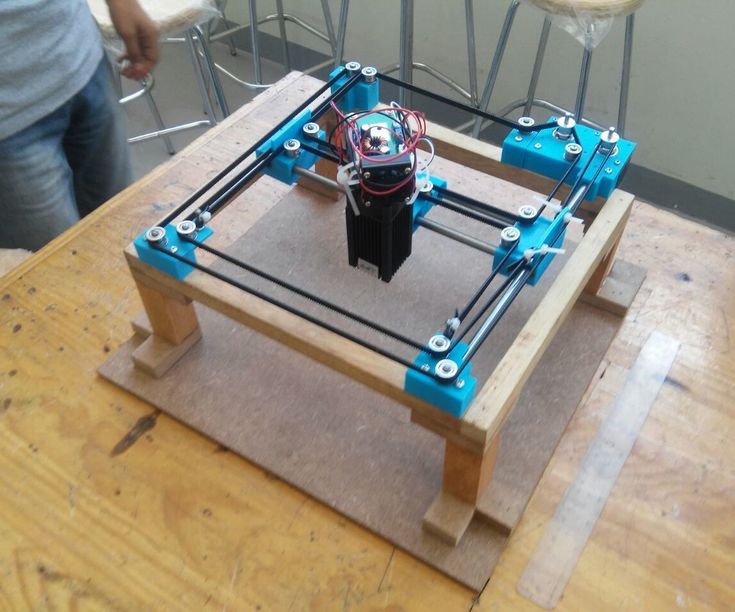 Лазерные резаки «сделай сам» могут представлять собой наборы в разобранном виде, которые вы заказываете в Интернете, а затем собираете самостоятельно, или их можно собрать полностью с нуля, приобретая каждую отдельную деталь отдельно.
Лазерные резаки «сделай сам» могут представлять собой наборы в разобранном виде, которые вы заказываете в Интернете, а затем собираете самостоятельно, или их можно собрать полностью с нуля, приобретая каждую отдельную деталь отдельно.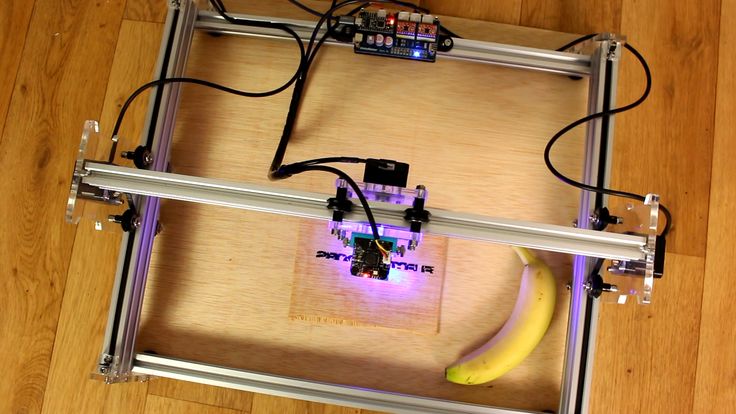
 К счастью, есть несколько хороших вариантов с открытым исходным кодом, которые вы можете использовать бесплатно, самым популярным из которых является LaserGRBL. Это широко используется как для комплектов лазерных граверов DIY, так и для людей, собирающих машины полностью с нуля.
К счастью, есть несколько хороших вариантов с открытым исходным кодом, которые вы можете использовать бесплатно, самым популярным из которых является LaserGRBL. Это широко используется как для комплектов лазерных граверов DIY, так и для людей, собирающих машины полностью с нуля.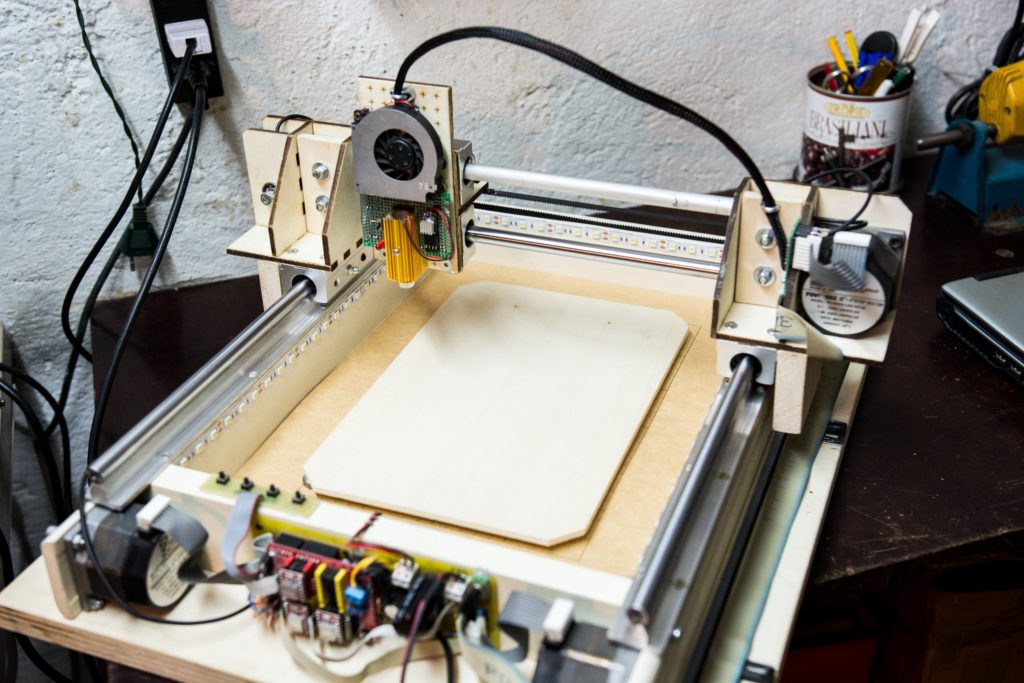
 Если вы купите его примерно за 700-800 долларов, за который он в настоящее время продается в магазине xTool, вы даже можете добавить поворотную насадку RA2 и получить 4-осевой комплект для гравировки стаканов и стаканов всего за 1000 долларов!
Если вы купите его примерно за 700-800 долларов, за который он в настоящее время продается в магазине xTool, вы даже можете добавить поворотную насадку RA2 и получить 4-осевой комплект для гравировки стаканов и стаканов всего за 1000 долларов!
 Вы также можете выбрать один из трех разных маршрутизаторов: Dewalt D660, Dewalt DWP611 и Makita.
Вы также можете выбрать один из трех разных маршрутизаторов: Dewalt D660, Dewalt DWP611 и Makita. Это потому, что это лазерный резак, 3D-принтер и фрезерный станок с ЧПУ одновременно.
Это потому, что это лазерный резак, 3D-принтер и фрезерный станок с ЧПУ одновременно. Все порты стандартизированы, что означает, что вы можете настроить машину так, как вам нравится. Нам не довелось попробовать, но вы также можете купить более мощную лазерную головку мощностью 10 Вт, чтобы резать фрезы, более жесткие материалы и гравировать намного быстрее.
Все порты стандартизированы, что означает, что вы можете настроить машину так, как вам нравится. Нам не довелось попробовать, но вы также можете купить более мощную лазерную головку мощностью 10 Вт, чтобы резать фрезы, более жесткие материалы и гравировать намного быстрее.
 Стрела 1/8″ 3 мм
Стрела 1/8″ 3 мм 1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]
1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert] 3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]
3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert] 3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасна! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]
3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасна! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert] Это необязательно, но облегчит сверление.
Это необязательно, но облегчит сверление. Пришлось сбрасывать для каждой дырки.
Пришлось сбрасывать для каждой дырки. Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.
Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.