Микрошаг: Микрошаговый режим (микрошаг) шагового двигателя
Содержание
Микрошаговый режим (микрошаг) шагового двигателя
Микрошаг шагового двигателя
Микрошаг — режим деления шага, при работе в котором обмотки шагового двигателя в каждый момент времени запитаны не полным током, а его уровнями, изменяющимися по закону sin в одной фазе и cos во второй.
Такой метод дает возможность фиксировать вал в промежуточных положениях между шагами. Количество таких положений задается настройками драйвера. Скажем, режим микрошага 1:8 означает, что с каждым поданным импульсом STEP драйвер будет перемещать вал примерно на 1/8 полного шага, и для полного оборота вала потребуется подать в 8 раз больше импульсов, чем для режима полного шага.
Применение микрошагового режима
У микрошагового режима может быть несколько применений.
Вначале разберем несколько заблуждений относительно микрошага:
- Микрошаг позволяет увеличить точность привода.

На самом деле это не так. Во-первых, этому мешает геометрическая неидеальность ротора и статора двигателя, неидеальные обмотки, зазоры в подшипниках вала и т.п. В результате двигатель выполняет шаги всегда с некоторой погрешностью(как правило, 5% от величины полного шага), причем абсолютное значение погрешности постоянно для любого выбранного микрошагового режима! Кроме того, во многих драйверах управление двигателем также далеко от идеального, что приводит к дополнительной неравномерности перемещения в режиме микрошага. Дальнейшее деление шага более чем на 5-10 микрошагов приводит только к увеличению разрешающей способности привода, но не точности. То есть вы сможете более дискретно задавать позицию в ЧПУ системе, но не сможете её получить с заданной точностью. - Микрошаг значительно снижает момент двигателя(относительно полношагового режима).
Момент действительно снижается. Однако, использование микрошага одновременно увеличивает плавность хода двигателя, и снижает резонансные явления, что способствует увеличению момента. Два противоположных влияния на момент в среднем более-менее уравновешивают друг друга. В многих случаях применение микрошага на самом деле увеличивает момент, поэтому целесообразность отказа от микрошагового режима должна определяться в каждом конкретном случае.
Два противоположных влияния на момент в среднем более-менее уравновешивают друг друга. В многих случаях применение микрошага на самом деле увеличивает момент, поэтому целесообразность отказа от микрошагового режима должна определяться в каждом конкретном случае.

Основным применением микрошагового режима является борьба с резонансом, снижение вибрации шагового двигателя и повышения плавности хода передачи. Достигается это благодаря тому, что при использовании микрошагового режима на вал мотора действуют более кратковременные усилия разгона-торможения, сам вал совершает шаги меньшей амплитуды, в результате инерционные явления проявлены слабее.
Выбор оптимального режима деления шага
Оптимальный режим деления шага необходимо выбирать в зависимости от конкретного станка и стоящих задач. Основными факторами являются необходимость снизить резонанс двигателей, уменьшить шум, изменить разрешающую способность станка. В большинстве случаев имеет смысл использовать наибольшее деление шага, при котором станок сможет развивать расчетную максимальную скорость.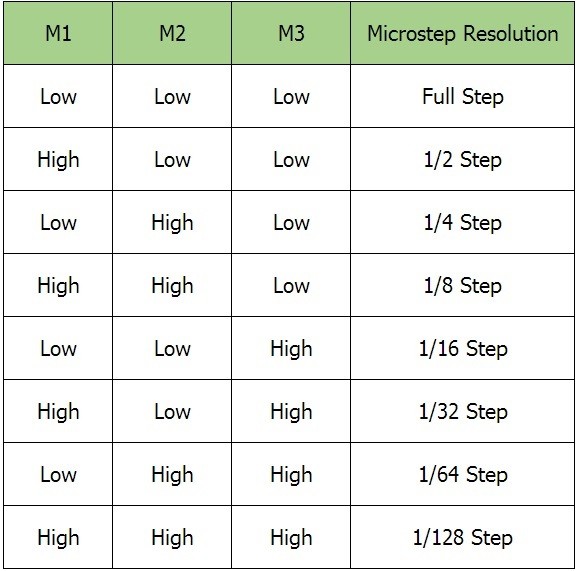 Ограничением в данном случае будет максимальная частота входных импульсов у драйвера или максимальная частота генерации управляющих импульсов ЧПУ-системой. Скажем, скорость вращения 10 об/сек стандартного двигателя с шагом 1.8 град требует подавать импульсы STEP с частотой 2000 Гц для режима полного шага и с частотой 256 кГц для деления шага 1:128, тогда как, программа Mach4 максимально может генерировать импульсы с частотой 100 кГц.
Ограничением в данном случае будет максимальная частота входных импульсов у драйвера или максимальная частота генерации управляющих импульсов ЧПУ-системой. Скажем, скорость вращения 10 об/сек стандартного двигателя с шагом 1.8 град требует подавать импульсы STEP с частотой 2000 Гц для режима полного шага и с частотой 256 кГц для деления шага 1:128, тогда как, программа Mach4 максимально может генерировать импульсы с частотой 100 кГц.
Микрошаговый режим драйверов Leadshine
Цифровые драйверы Leadshine построены с применением особой технологии — драйверы всегда используют максимальный режим деления шага. Такая технология позволяет добиться максимальной плавности движения при любых установках режима деления шага и максимально устранить вибрации шагового двигателя.
DARXTON
Мифы о микрошагах или есть ли смысл делить шаг до бесконечности.
Ходит достаточно много ‘слухов’ о зависимости звуков шаговых двигателей от прошивки, легенд о микрошага и прочих сказках на ночь для репраперов.
Давайте рассмотрим факты о работе шаговиков.
Многим хочется думать,что поделив шаг на большее количество микрошагов мы получим большую точность,как следствие увеличения разрешения.
Но все несколько не так. Увеличивая дробление шага мы очень сильно понижаем крутящий момент. Уменьшая шаг — увеличиваем разрешение. Но уменьшаем точность позиционирования.
У очень немногих двигателей есть чистая синусоидальная зависимость момента от поворота оси. И у всех есть гармоники высшего порядка, искажающие кривую этой зависимости и очень сильно влияют на точность.
При микропередвижении на длинные дистанции действительные кривые аппроксимируются до синуса.
На графике: пунктирная линия — синус, по которому приблизительно оценивается позиционирование вала, красная линия — действительные характеристики двигателя.
Так же, важно отметить,что любая моментная нагрузка на валу создает так называемые ‘магнитные люфты’, то есть ротор будет перемещаться до того положения, пока нужный момент не будет получен. Судя по графику смещение может достигать 0,2-0,3 радиана, а это 11- 15°.
Судя по графику смещение может достигать 0,2-0,3 радиана, а это 11- 15°.
Формула для вычисления крутящего момента полного шага:
T inc = T hold × sin 90°, где
T hold — момент удержания на полном шаге;
Крутящий момент для N микрошагов:
T inc = T hold × sin ((90×N)/m, где
m- делитель микрошагов
N — число микрошагов, меньшее или равное m. То о чем писал выше,что ротор может не сделать четко полный микрошаг,а недовернуться немного, пока не получит необходимый крутящий момент.
В таблице ниже представлена зависимость между делителем шагов и соотношение момента удержания от крутящего момента.
О чем это говорит?
Что как следствие — если нагрузка на роторе,плюс трение в самом двигателе и тормозящий момент будут больше,чем крутящий момент, то точные микрошаги будут происходить до тех пор, пока суммарный момент не превысит значения нагрузки на роторе, плюс трение в двигателе и момент удержания. Иначе будет пропуск шагов.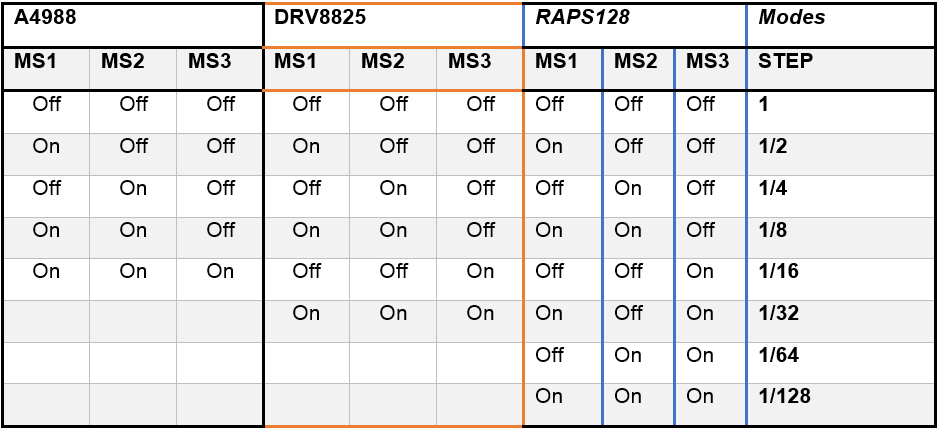
В то же время, давая импульс на ногу драйвера совсем необязательно,что двигатель повернется. Если нужно изменить направление вращения,то на некоторое количество микрошагов ротор повернется, прежде чем изменится направление. Поэтому момент вращения должен быть постепенно уменьшен до нуля,что бы изменить направление вращения.
Точность или разрешение.
Шаговый двигатель при повороте преодолевает силу трения качения в подшипниках и это тормозящий момент (в дополнении к другим гармоническим искажениям). И для движения крутящий момент должен быть больше тормозящего. Чаще всего тормозящий момент это от 5% до 20% от момента удержания.
Некоторые компании производят двигатели с уменьшенным шагом,то есть вместо обычных 1,8°, делают 0,9°. Это делается для того,что бы приблизить кривую момент-положение ротора к синусоидальному графику и улучшить линейность графика момент-ток.
Так зачем тогда нужен микрошаг?
Есть несколько доводов почему:
1. Снижение механического шума.
2. Более плавные вращения.
3. Снижение резонансных проблем.
В сумме,микрошаг дает большее разрешение,а улучшение точности невозможно.
Реальный толк от микрошага — сокращение механических и электромагнитных помех. Сокращение резонансных проблем — лучшая синхронизация в системах без обратной связи (наш случай,мы не можем проконтролировать действительно ли вал повернулся на 2 микрошага ,или на 3. Энкодеры,к сожалению- большая редкость на принтерах).
Фактически, бесконечное увеличение микрошагов на полный шаг дадут только безщеточные двигатели с энкодером. В них скорость это функция от частоты в питании двигателей и ротор отстает от вращающегося магнитного поля,до тех пор пока вращающий момент не будет достигнут.
Поэтому использование шаговых двигателей — это только начало в развитии принтеростроения.
А нагрев драйверов DRV8825 или TMC2100 обусловлен постоянной нагрузкой в поиске того положения,где целевой момент будет получен. И это для каждого микрошага. Больше шагов — больше нагрузка, больше нагрев. Ну и увеличивая разрешение,мы теряем в мощности. Думаю,что дискуссия на эту тему будет полезна.
Больше шагов — больше нагрузка, больше нагрев. Ну и увеличивая разрешение,мы теряем в мощности. Думаю,что дискуссия на эту тему будет полезна.
Станки — MicroStep
MG
Многоцелевой раскройный станок, позволяющий интегрировать широкий набор дополнительных принадлежностей.
MSF Pro
Станок MSF представляет собой мощную систему лазерной резки материалов с помощью волоконного лазера или комбинации волоконного лазера и плазмы.
MSF Cut
Станок для резки волоконным лазером MSF Cut предлагает хорошее соотношение цены и качества, сохраняя при этом динамику, присущую лазерным станкам серии MSF от MicroStep. Впечатляет высокой точностью резки при …
MSF Compact
MSF Compact — это мощный, но экономичный станок для резки волоконным лазером, который не ставит под угрозу ни одно из динамических свойств линии MSF. Станок предназначен для производства высокоточных …
MSF Max
MSF Max является гигантом среди решений MicroStep для волоконной лазерной резки. Высокоскоростной станок для 3D-резки предназначен для точной обработки крупногабаритных деталей для различных отраслей промышленности, в т.ч. корабльб …
Высокоскоростной станок для 3D-резки предназначен для точной обработки крупногабаритных деталей для различных отраслей промышленности, в т.ч. корабльб …
DRM
Станок для специального применения, особенно для сверления больших диаметров, нарезания резьбы и обработки куполов.
DRM Max
Мощный станок с ЧПУ для резки, сверления и фрезерования с ключевыми приложениями в сегментах оффшорных установок, ветряных башен, большегрузных судов, колонн, реакторов и тяжелой техники.
CombiCut
Надежный, высокоточный станок с ЧПУ, разработанный специально для многосменной высокопроизводительной плазменной и газокислородной резки.
MasterCut
Станок, предназначенный для полностью автоматизированной резки, особенно кислородной резки в сочетании с плазменной резкой.
EasyCut
Давно любимая машина для газокислородной резки
MasterCut Compact
Компактная версия машины для резки с ЧПУ MasterCut.
PL Compact
Серия PL Compact – отличный старт для плазменной и газокислородной резки
CPCut
CPCut – это линия резки труб и профилей, предназначенная для обработки труб большого диапазона диаметров и длин. Модульная конструкция машины и вариативность исполнения позволяют использовать широкий спектр труб на основе …
Модульная конструкция машины и вариативность исполнения позволяют использовать широкий спектр труб на основе …
ProfileCut
ProfileCut — это универсальная машина, предназначенная для производства стальных конструкций. Помимо дополнительных зон для резки труб, прямоугольных профилей и листов, он имеет специальную зону для резки конструкционных …
PipeCut
Модульная машина для резки труб и профилей, предназначенная для широкого спектра применений на основе труб, в т.ч. торцовка, вырезка отверстий под множественные пересечения труб и профилей, подготовка сварочных швов и маркировка труб.
Коленорез
Станок для резки отводов предназначен для различных применений на основе отводов, в т.ч. обрезка, стыки отводов и труб, подготовка и разметка сварочных швов.
DS
DS предназначен для высокопроизводительного сверления и резки с возможностью автоматической подачи пластин и автоматической сортировки деталей на выходе.
DS-B
DS-B Предназначен для высокопроизводительного двустороннего сверления и нарезания резьбы в полых профилях квадратного или прямоугольного сечения.
AquaCut
AquaCut — высокоточный раскройный станок с ЧПУ, предназначенный для обработки самых разных материалов, в том числе не подверженных термическим или механическим воздействиям.
Водорез
Станок гидрорезки предназначен для резки металлических и неметаллических материалов водяной балкой высокого давления. Это точная технология с возможностью достижения высокого качества режущей поверхности.
MicroMill
Станки MicroMill предназначены для 3D-фрезерования с ЧПУ мягких металлов, пластиков и дерева с помощью высокооборотных шпинделей.
JM-R
Листогибочные прессы серии JM-R отличаются простотой использования, высокой производительностью и точностью.
JM-S
Листогибочные прессы серии JM-S предназначены для повышения производительности и снижения затрат на единицу продукции.
JM-E
Листогибочный пресс нового поколения JM-E с электрическим сервоприводом — это быстрое и точное решение для гибки без использования гидравлики.
Видео — MicroStep
Видео — МикроСтеп
Согласие на использование файлов cookie с помощью бесплатного генератора политики конфиденциальности
— выберите станок —CombiCutDRMDDSDS-BMasterCut CompactMGMSF CompactMSF MaxMSF ProPipeCutProfileCut123»
Отзыв клиента: UAB SteelTradeВедущий литовский трейдер стали UAB SteelTrade, который является давним клиентом MicroStep на протяжении 15 лет, добавил новый CombiCut в свой машинный парк в 2022 году. , Новая комбинация плазменной резки и сверления обеспечивает SteelTrade преимущество в эффективности по сравнению с другими литовскими центрами обслуживания стали.Подробнее Отзыв клиента: Swarco Dambach GmbHSwarco Dambach GmbH, специалист по дорожным знакам и светофорам, усиливает свой машинный парк с помощью волоконно-лазерного станка. MSF Pro в сочетании с автоматической системой двусторонней обработки материалов MSLoad от MicroStep — чтобы заменить 10 их предыдущих машин!Подробнее и зона резки труб диаметром до 700 мм — MicroStep и WCW представили еще одну передовую технологию l на бельгийскую верфь EDR Antwerp. На этот раз двухпортальный станок CombiCut длиной 27 м с …прочитайте больше MSF Compact — быстрый, точный и компактный волоконный лазерМалогабаритная версия волоконного лазерного станка MicroStep — MSF Compact — доступна в рабочих зонах 1000 x 2000 мм. , 1 250 x 2 500 мм и 1 500 x 3 000 мм и особенно привлекательна благодаря небольшой занимаемой площади в сочетании с действительно высоким качеством резки. Извлекаемый вручную кислородный резак со скосомКислородный вращатель для подготовки сварного шва на толстых металлах хорошо подходит для резки широкого спектра форм скосов, включая внутренние контуры, переменные скосы и множественные контуры скосов Y, X или K. Головка для скоса использует технологию MicroStep запатентованная технология ACTG® для автоматической компенсации кинематического смещения …прочитайте больше DRM Max — сверхмощный станок с ЧПУ для резки, сверления и фрезерования DRM Max — это мощный станок с двухбалочной конструкцией портала и субпорталом с двумя мощными фиксаторами, позволяющими выполнять фрезерование на длину до 750 мм по оси X.
На этот раз двухпортальный станок CombiCut длиной 27 м с …прочитайте больше MSF Compact — быстрый, точный и компактный волоконный лазерМалогабаритная версия волоконного лазерного станка MicroStep — MSF Compact — доступна в рабочих зонах 1000 x 2000 мм. , 1 250 x 2 500 мм и 1 500 x 3 000 мм и особенно привлекательна благодаря небольшой занимаемой площади в сочетании с действительно высоким качеством резки. Извлекаемый вручную кислородный резак со скосомКислородный вращатель для подготовки сварного шва на толстых металлах хорошо подходит для резки широкого спектра форм скосов, включая внутренние контуры, переменные скосы и множественные контуры скосов Y, X или K. Головка для скоса использует технологию MicroStep запатентованная технология ACTG® для автоматической компенсации кинематического смещения …прочитайте больше DRM Max — сверхмощный станок с ЧПУ для резки, сверления и фрезерования DRM Max — это мощный станок с двухбалочной конструкцией портала и субпорталом с двумя мощными фиксаторами, позволяющими выполнять фрезерование на длину до 750 мм по оси X. Прочная конструкция позволяет сверлить до Ø 70 мм и выполнять различные фрезерные работы, такие как фрезерование больших отверстий, торцевая фреза …Подробнее Отзыв клиента: Bödenpresswerk DaadenBödenpresswerk Daaden GmbH уже много лет занимается производством куполов и пользуется спросом у вовлеченных компаний. в аппаратостроении, контейнерном и промышленном строительстве. Эксперт по производству куполов использует технологию MicroStep с 2012 года. В целях расширения мощностей и ассортимента продукции было принято решение …прочитайте больше Отзыв клиента: German Naval Yards Kiel GmbH German Naval Yards Kiel является экспертом в производстве военных кораблей. – но и суперяхты запускаются внутри группы. Когда дело доходит до резки, компания полагается на решения MicroStep.Подробнее Параллельная резка со скосом Поддержание долговременной точности параллельной резки с двумя головками не представляет проблемы для MiroStep благодаря нашей уникальной технологии автоматической калибровки ACTG.
Прочная конструкция позволяет сверлить до Ø 70 мм и выполнять различные фрезерные работы, такие как фрезерование больших отверстий, торцевая фреза …Подробнее Отзыв клиента: Bödenpresswerk DaadenBödenpresswerk Daaden GmbH уже много лет занимается производством куполов и пользуется спросом у вовлеченных компаний. в аппаратостроении, контейнерном и промышленном строительстве. Эксперт по производству куполов использует технологию MicroStep с 2012 года. В целях расширения мощностей и ассортимента продукции было принято решение …прочитайте больше Отзыв клиента: German Naval Yards Kiel GmbH German Naval Yards Kiel является экспертом в производстве военных кораблей. – но и суперяхты запускаются внутри группы. Когда дело доходит до резки, компания полагается на решения MicroStep.Подробнее Параллельная резка со скосом Поддержание долговременной точности параллельной резки с двумя головками не представляет проблемы для MiroStep благодаря нашей уникальной технологии автоматической калибровки ACTG. Подробнее Отзыв клиента: Maschinen-Förder-Produkte GmbH + Co. Компания MFP — Maschinen-Förder-Produkte GmbH + Co. приобрела три решения для резки с ЧПУ: универсальную систему плазменной резки, компактный плазменный резак и компактную систему гидроабразивной резки. MFP, специалист по конвейерным технологиям, расширенным возможностям и гибкости благодаря этим трем различным …читать дальше Отзыв клиента: PPS Group a.s.PPS Detva является клиентом MicroStep более 10 лет. Недавно компания приобрела новую систему кислородной резки с ЧПУ CombiCut, чтобы сэкономить время и упростить производственный процесс.Подробнее ряд частей. Комбинированный станок плазменной резки и сверления с ЧПУ MicroStep расширил возможности компании с точки зрения эффективности и гибкости.Подробнее Отзыв клиента: HYKEMONT spol. с р.о. Hykemont spol. с р. о. занимается производством стальных строительных элементов уже более 25 лет. Чтобы уменьшить зависимость от сторонних поставщиков, компания инвестировала в систему резки волоконным лазером с ЧПУ MSF, дополненную одним из новейших «членов семейства MicroStep», автоматизированной системой листового металла.
Подробнее Отзыв клиента: Maschinen-Förder-Produkte GmbH + Co. Компания MFP — Maschinen-Förder-Produkte GmbH + Co. приобрела три решения для резки с ЧПУ: универсальную систему плазменной резки, компактный плазменный резак и компактную систему гидроабразивной резки. MFP, специалист по конвейерным технологиям, расширенным возможностям и гибкости благодаря этим трем различным …читать дальше Отзыв клиента: PPS Group a.s.PPS Detva является клиентом MicroStep более 10 лет. Недавно компания приобрела новую систему кислородной резки с ЧПУ CombiCut, чтобы сэкономить время и упростить производственный процесс.Подробнее ряд частей. Комбинированный станок плазменной резки и сверления с ЧПУ MicroStep расширил возможности компании с точки зрения эффективности и гибкости.Подробнее Отзыв клиента: HYKEMONT spol. с р.о. Hykemont spol. с р. о. занимается производством стальных строительных элементов уже более 25 лет. Чтобы уменьшить зависимость от сторонних поставщиков, компания инвестировала в систему резки волоконным лазером с ЧПУ MSF, дополненную одним из новейших «членов семейства MicroStep», автоматизированной системой листового металла.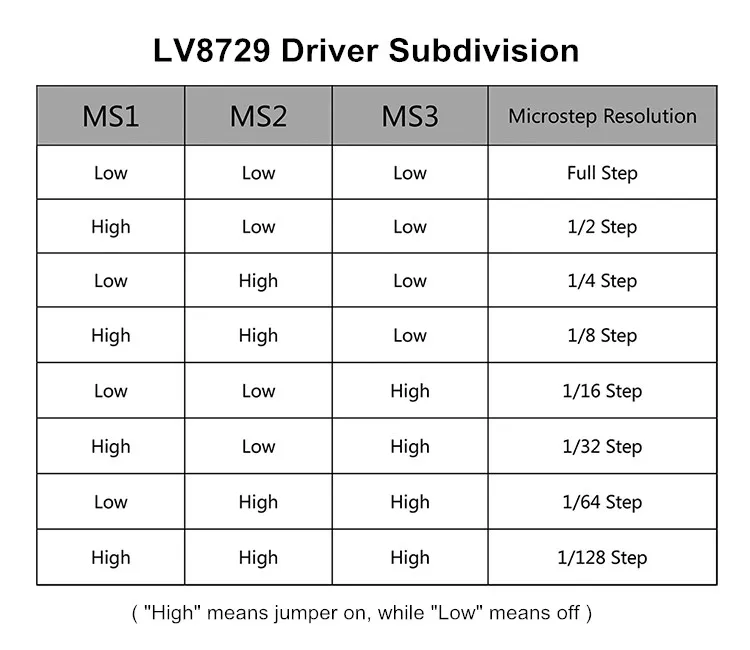
Всего комментариев: 0