Чпу резка пластика: Фрезерная резка листового пластика с ЧПУ
Содержание
Фрезерная резка листового пластика с ЧПУ
Компания «Пласт Мастер» предлагает услуги фрезерной резки пластика, оргстекла и фанеры. Лучшие цены на фрезерную резку в Москве и России на оптовые заказы.
Для удовлетворения потребностей клиента путем изготовления различных сложных деталей с многоуровневой обработкой, нанося изображения на поверхности различных материалов (оргстекло, дерево, пластик, ПВХ) используется фрезерная резка.
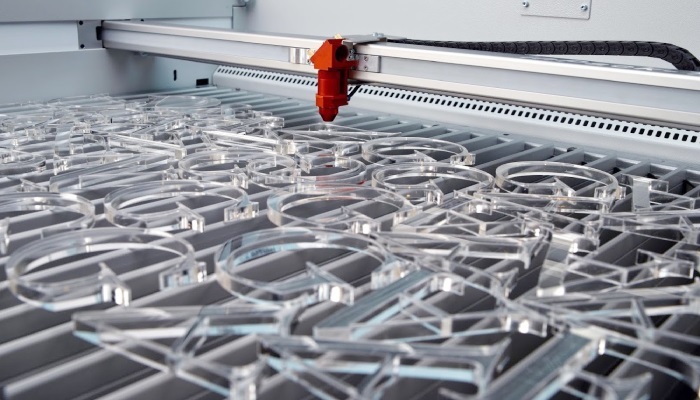
Широкое применение фрезерной резки ПВХ получил в рекламной сфере, т.к. при невысокой себестоимости работ и высоком качестве позволяет изготавливать очень широкий ассортимент продукции, такой как: таблички, вывески, световые короба и другое. При обработке материала высока точность придания сложных форм и скорость резки.
Большая площадь фрезерного поля (2000*3000 мм) позволяет обрабатывать поверхности достаточно больших размеров. Что в свою очередь абсолютно не мешает оказывать услуги по резке маленьких деталей, использующихся для отделки интерьера. Т.к. возможности использования фрезерного станка велики, каждое пожелание клиента, вплоть до самого креативного, возможно реализовать. Так же возможно решить индивидуальные задачи во всевозможных производственных целях.
Т.к. возможности использования фрезерного станка велики, каждое пожелание клиента, вплоть до самого креативного, возможно реализовать. Так же возможно решить индивидуальные задачи во всевозможных производственных целях.
Фрезеровка – это производственный процесс, в ходе которого выполняются такие операции, как раскрой, резка, гравировка разнообразных листовых материалов. Для выполнения задач используется специальное оборудование – фрезеровальные станки с числовым программным управлением.
Фрезеровка ЧПУ обладает следующими преимуществами:
‒ быстрое выполнение заказов любой сложности;
‒ возможность создания криволинейных, объемных изделий, заготовок;
‒ аккуратный край деталей после резки, не требующий дальнейшей шлифовки, зачистки от нагара;
‒ работа фрезы на нужной глубине с определенной скоростью и в разных направлениях позволяет обрабатывать материалы любой плотности, вязкости без потери качества;
‒ отсутствие на полученной заготовке сколов, трещин, других дефектов;
‒ высокая точность отображения макета;
‒ получение деталей небольшого размера при максимальном соответствии заданным параметрам;
‒ смена инструмента производится без остановки станка.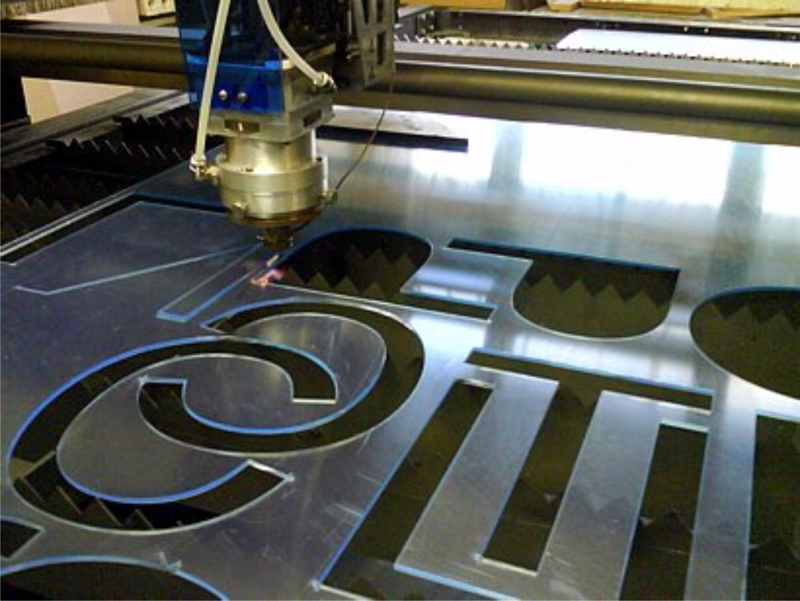
Услуга «фрезеровка» полностью автоматизирована. Оператор только загружает программу в компьютер и приводит в действие оборудование. Это снижает человеческий фактор в работе, значительно уменьшает процент получения брака продукции. Фрезерные станки оснащены большими технологическими столами, на которых размещаются целые листы обрабатываемых материалов размером от 2х- до 4-х метров. Материала легко перемещаются в нужном направлении при функционировании оборудования. Фрезеровка ЧПУ применяется при изготовлении продукции для рекламы, торговли, строительства и архитектуры, проведения выставок, производства мебели, оформления интерьера и экстерьера помещений, отделки зданий, сооружений, транспортных средств.
Путем обработки на фрезерных станках с ЧПУ получают следующие изделия:
‒ торговое, выставочное оборудование;
‒ конструкции для наружной и внутренней рекламы;
‒ информационные стенды, вывески, указатели, таблички;
‒ предметы декора интерьера и экстерьера;
‒ детали отделки помещений, транспортных средств;
‒ упаковку.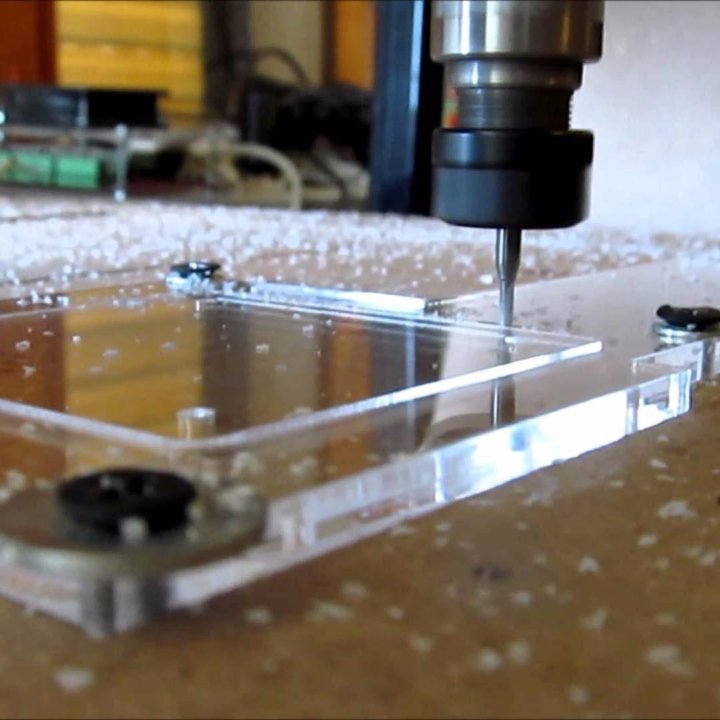
Рады предложить так-же лазерную резку пластика, оргстекла и других материалов.
РЕЗКА — раскройка и резка на станках ЧПУ в Москве
Адрес мастерской:
Москва, Каширское шоссе, 33
Мастерская ЧПУ-резка имеет все необходимое оборудование, что позволяет выполнять как простые заказы, так и сложные проекты вплоть до создания макетов с высокой детализацией и использованием электроники
ООО «ЧПУ РЕЗКА» осуществляет комплекс услуг по разметке, резке и сборке деталей из дерева, пластика, металла и других материалов
Материалы
Вы можете предоставить свой материал или заказать работу и материал для резки на ЧПУ у нас
Станки
Наш парк ЧПУ-станков для резки позволяет работать с большинством типов материалов
Возможности
По мимо резки, мы осуществляем моделирование и сборку
Производство
Вы можете предоставить свой чертеж, заказать индивидуальную модель или выбрать готовое решение
Резка на ЧПУ – цены
Материал* | Стоимость резки листовых материалов* | |||
толщина материала (мм) | до 500 п. | до 1000 п.м.(руб) | от 1000 п.м. (руб) | |
Резка оргстекла | 1-2 мм | 20 руб | 15 руб | 13 руб |
| 3-4 мм | 22 руб | 17 руб | 15 руб | |
| 5-6 мм | 27 руб | 21 руб | 19 руб | |
| 8-12 мм | 47 руб | 29 руб | 26 руб | |
| 20-25 мм | 72 руб | 56 руб | 51 руб | |
Резка полистирола | 1-3 мм | 19 руб | 15 руб | 13 руб |
| 4-6 мм | 22 руб | 17 руб | 15 руб | |
Резка ПВХ | 2-4 мм | 17 руб | 11 руб | 10 руб |
| 5-6 мм | 22 руб | 17 руб | 15 руб | |
| 8-10 мм | 27 руб | 19 руб | 17 руб | |
| 19-24 мм | 32 руб | 21 руб | 19 руб | |
Резка текстолита | 2-3 мм | 72 руб | 37 руб | 33 руб |
| 4-5 мм | 97 руб | 61 руб | 55 руб | |
Резка фанеры, МДФ, ДСП, ЛДСП | 3-6 мм | 22 руб* | 21 руб* | 17 руб* |
| 7-10 мм | 27 руб* | 27 руб* | 24 руб* | |
| 12-20 мм | 57 руб* | 47 руб* | 42 руб* | |
Резка композита | 2 мм | 27 руб | 17 руб | 15 руб |
| 3 мм | 32 руб | 21 руб | 19 руб | |
| 4 мм | 37 руб | 27 руб | 24 руб | |
| 6 мм | 47 руб | 37 руб | 33 руб | |
Резка ПЭТ | 2 мм | 20 руб | 14 руб | 13 руб |
| 3-4 мм | 22 руб | 17 руб | 15 руб | |
| 5-6 мм | 27 руб | 21 руб | 19 руб | |
 м. (руб)
м. (руб)Примеры готовых изделий
Подпишитесь на нас в Instagram !
Узнавайте о новых идеях и последних работах первыми!
ООО «ЧПУ РЕЗКА» предоставляет полный комплекс работ по моделированию, резке, раскройке и сборке деталей из дерева, пластика, металла и других материалов.
тел. 8-499-346-70-72
e-mail: [email protected]
Напишите нам в WhatsApp
Мастерская
Google-plus
ООО «ЧПУ РЕЗКА» — все права защищены
Резка и резьба по пластику на фрезерном станке с ЧПУ
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
№
Добавьте этот гибкий материал в ассортимент своего магазина.
Пластмассы — удивительные материалы. Их легкая беззернистая структура придает им одинаковую прочность во всех направлениях, что делает его идеальным материалом для всех видов деталей и проектов. Доступны модели из прозрачного, полупрозрачного и непрозрачного пластика, которые выводят репертуар вашей мастерской на совершенно новый уровень.
Хотя существуют десятки различных видов пластика, я рекомендую вам попробовать акрил и полиэтилен.
Акриловый пластик изготавливается либо в литом, либо в экструдированном виде. Оба обладают хорошей обрабатываемостью, ударной вязкостью и прочностью на растяжение. Экструдированный акрил доступен во многих толщинах, в основном менее 3/8 дюйма, а также в прозрачном или прекрасном ассортименте полупрозрачных цветов. Литой акрил обычно прозрачен и доступен в гораздо более толстых размерах, до 4 дюймов. Литой акриловый пластик прочнее и тверже, чем экструдированный акрил, в то время как экструдированный акрил обеспечивает большую гибкость и формуемость.
Столяры уже знакомы с полиэтиленом сверхвысокой молекулярной массы, так как он обычно используется для изготовления поверхностей настольных пил и фрезерных станков, а также для различных приспособлений. Этот тип пластика обладает очень хорошей обрабатываемостью, отличной ударопрочностью, хорошей прочностью на растяжение. Он также очень скользкий и износостойкий. Полиэтилен HDPE почти так же прочен, как UHMW, выпускается в нескольких цветах и имеет преимущество в том, что он предназначен для использования вне помещений.
Пластмассы делятся на твердые и мягкие. Литой акрил — это твердый пластик, экструдированный акрил, полиэтилен UHWW и полиэтилен высокой плотности — мягкий пластик.
Итак, поговорим о том, как работать с мягким и твердым пластиком. При обработке пластмасс нашей целью является эффективная операция резки без налипания стружки (самая большая проблема при резке пластмасс) и с превосходным качеством поверхности. Это требует нескольких соображений: правильный тип долота, правильный размер долота, правильное сочетание подачи и скорости и хорошее крепление.
Биты на 1/4″ лучше всего подходят для пластика, хотя иногда требуются насадки на 1/8″ в труднодоступных местах.
Биты
Мягкий пластик лучше всего работает с битами типа O с одной канавкой. Используйте биту 1/4 дюйма всякий раз, когда это возможно, и 1/8 дюйма в труднодоступных местах. Большие биты просто работают лучше.
Резьба по мягкому пластику для изготовления шестерен. Однолезвийная насадка работает лучше всего
Для твердых пластиков выберите двухлезвийную насадку типа «O».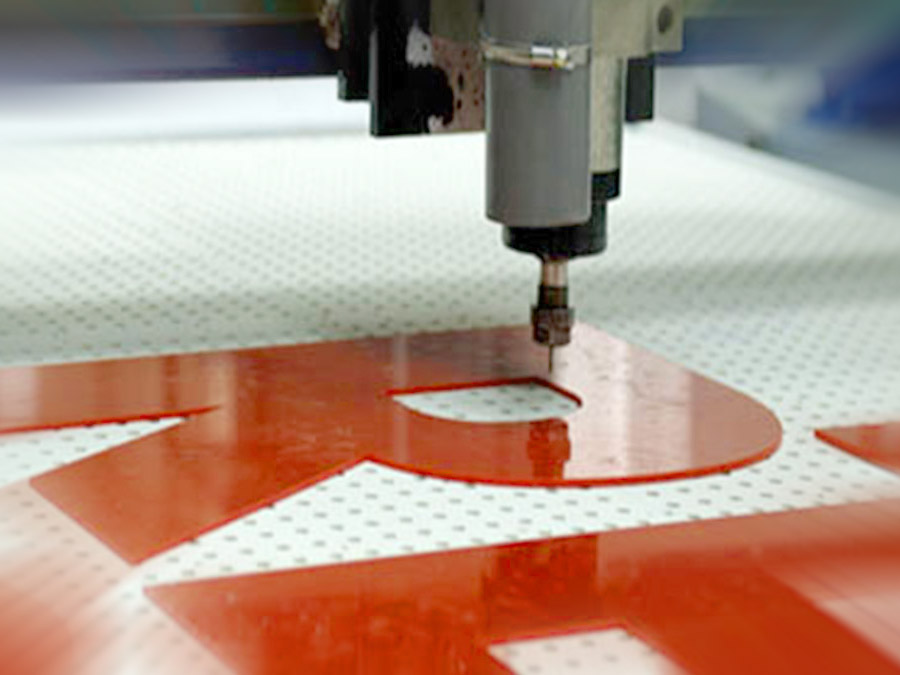 Две канавки обеспечат превосходную отделку кромки. Еще раз, попробуйте использовать большую биту.
Две канавки обеспечат превосходную отделку кромки. Еще раз, попробуйте использовать большую биту.
Более твердый акрил легче обрабатывать двухлезвийной фрезой
В обоих случаях используйте спиральную насадку для работы с толстыми материалами, чтобы удалить стружку и очистить рез. Прямая фреза лучше всего подходит для тонких материалов, потому что она не будет отрывать материал от отваленной доски, вызывая вибрацию и плохое качество обработки кромок.
Вырезание рельефа на твердом пластике начинается с наплавки, чтобы создать идеально ровную зону вырезания.
Затем выполняется черновой проход сверлом 1/4″, и вы начинаете видеть очертания рельефа.
Для работы по резьбе требуются две насадки: одна для чернового прохода, а вторая для чистового прохода. 1/4-дюймовая двухканавочная спиральная фреза типа «O» справится с черновым проходом. Хорошим выбором для чистового прохода является коническое спиральное сверло со сферической головкой. Я думаю, что диаметр 1/16 дюйма — это универсальный размер, дающий хорошую детализацию. Коническая бита для пластика будет иметь две канавки, не более. (Мой лучший совет по резьбе по пластику — вырезать твердые пластмассы с более высокой температурой плавления, такие как литой акрил, и держаться подальше от мягких пластмасс!)
Коническая бита для пластика будет иметь две канавки, не более. (Мой лучший совет по резьбе по пластику — вырезать твердые пластмассы с более высокой температурой плавления, такие как литой акрил, и держаться подальше от мягких пластмасс!)
Финишный проход выполняется меньшим 1/16″ коническим шаровидным сверлом. Этот проход занимает намного больше времени, чем черновой проход
Конечный продукт после чистового прохода и небольшой полировки.
Нагрузка на стружку, подача, скорость и глубина резания
Выбор насадки важен, но неправильная нагрузка на стружку может испортить рез. Пластик чувствителен к теплу, и при фрезеровании его выделяется много. Максимальный размер стружки (нагрузка стружки) передает тепло в стружку и от заготовки. Правильная нагрузка стружки поможет уменьшить следы от ножей и шероховатую поверхность с кратерами.
Для пластмасс идеальное количество стружки составляет от 0,004 до 0,012. Более высокая скорость подачи помогает уменьшить теплоту трения, однако мелкие детали, станки для резьбы и хобби ограничивают скорость подачи. Вот несколько комбинаций для тестирования:
Вот несколько комбинаций для тестирования:
При резке пластика на фрезерном станке с ЧПУ сначала увеличьте скорость подачи, а затем попробуйте уменьшить скорость вращения, чтобы получить хороший рез. Помните, что формулы — это место для начала, а результаты будут окончательным руководством.
СОВЕТ. Если у вас возникли проблемы с плавлением мелких деталей, поместите пластик в морозильную камеру на час или больше.
Последним параметром настройки биты является глубина резания. Как правило, 1/2 диаметра долота — это хорошее место для начала.
Зажим
Чтобы сверло работало, удаляло стружку и создавало превосходную кромку, работа должна быть надежной. Для толстых листов пластика это не проблема. Винты и различные прижимы подойдут. Тонкие материалы часто требуют комбинации методов. Одним из решений является использование двухстороннего скотча в сочетании с прижимными планками или винтами. Только не полагайтесь только на ленту. С пластиком, который поставляется с защитным аэрозольным клейким покрытием, удобный вариант.
С пластиком, который поставляется с защитным аэрозольным клейким покрытием, удобный вариант.
КРАТКИЙ СОВЕТ. При использовании ленты или аэрозольного клея с очень тонкими материалами может возникнуть проблема не повредить деталь при их удалении. Подумайте о том, чтобы прикрепить деталь к небольшой жертвенной доске. Его можно легко удалить, если вы можете использовать растворитель, чтобы смягчить сцепление аэрозольного клея ленты.
Опыт — лучший учитель, чтобы научиться резать и резать пластмассу. Когда вы обретете уверенность, вы откроете для себя целый новый мир для исследования.
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
Комплект Kreg Top Trak
48-дюймовый стержневой зажим
Рулон наждачной бумаги PSA
Апрель 2021 г. # 258, ЧПУ, Фрезерный станок с ЧПУ, Производитель, Сырье, Методы
# 258, ЧПУ, Фрезерный станок с ЧПУ, Производитель, Сырье, Методы
Рекомендуемые посты
Мобилизация подрядчика SAW
Цифровой деревообработок
Flying Lawdust
USECAS снисходительнее, чем древесина, если подачи и скорости не установлены на соответствующие значения. Причина в том, что пластик легко плавится при нагревании, а поскольку силы резания выделяют тепло… суть игры заключается в максимально эффективном отводе тепла.
Это сводится к двум вещам:
1) Наблюдайте загрузку стружки:
Чтобы обеспечить отвод тепла, вы должны либо очень быстро обрезать много тонкой стружки (т. выше 0,001 дюйма) или срезать более толстую стружку при более низких оборотах/скорости подачи.
Если вы собираетесь использовать вариант с высокой частотой вращения, острая фреза и толщина стружки 0,002 дюйма должны помочь в большинстве ситуаций.
Если вы собираетесь работать с низкими оборотами, вам следует стремиться к верхнему пределу рекомендуемого диапазона нагрузки чипа. Как обсуждалось в разделе «Подачи и скорости», для концевой фрезы 1/4 дюйма из пластмассы это значение составляет от 0,005 дюйма/0,13 мм до 0,01 дюйма/0,25 мм. Такого количества стружки трудно достичь с помощью концевых фрез с 3 зубьями. Например, на фрезерном станке Dewalt при минимальной скорости вращения 16 000 об/мин и максимально возможной скорости подачи (196,85 дюймов / 5000 мм в минуту), максимальное количество стружки составляет ~ 197 / (3 × 16 000) = 0,004 дюйма.
Обычным решением является использование концевой фрезы с одной канавкой ( О-образная канавка ), это позволит увеличить нагрузку на стружку при удобно низкой скорости подачи. Рекомендуемая нагрузка стружки для инструментов меньшего размера (1/8 дюйма и ниже) легче достигается даже при использовании концевых фрез с двумя канавками. Другим решением является использование еще более низких оборотов (ниже 10k), но это возможно только для владельцев шпинделей, а не для маршрутизаторов Makita/Dewalt.
Рекомендуемая нагрузка стружки для инструментов меньшего размера (1/8 дюйма и ниже) легче достигается даже при использовании концевых фрез с двумя канавками. Другим решением является использование еще более низких оборотов (ниже 10k), но это возможно только для владельцев шпинделей, а не для маршрутизаторов Makita/Dewalt.
2) Убедитесь, что эвакуация стружки не будет проблемой:
Даже при правильном количестве стружки, если стружка будет мешать резу, может произойти плавление. Важно обеспечить эффективное удаление стружки с помощью одного или нескольких из следующих решений:
хороший пыльник (или ручная уборка пылесосом).
струя воздуха, направленная на порез.
по возможности избегайте глубоких и узких карманов/прорезей.

с использованием концевой фрезы с O-образной канавкой (помимо преимуществ в отношении нагрузки на стружку по сравнению с числом оборотов в минуту и скоростью подачи, она также оставляет гораздо больше места для схода стружки с реза по сравнению с концевыми фрезами с 2 или 3 канавками).
Два очень распространенных типа пластика — это твердые пластики, такие как акрил (литой или экструдированный), и мягкие пластики, такие как HDPE (полиэтилен высокой плотности). Примеры разрезов для обоих приведены ниже.
Акрил
Для первого приведенного ниже примера я выбрал подход «низких оборотов» и использовал концевую фрезу с двумя зубьями 1/8 дюйма, 10 000 об/мин и подачу 1200 мм/мин (47 дюймов/мин). ), чтобы получить стружку 1200 / (2×10 000) = 0,06 мм = 0,0023 дюйма, что является верхней границей диапазона, рекомендованного в разделе «Подачи и скорости» для акрила для этого размера концевой фрезы. Глубина резания составляла 50% от диаметра концевой фрезы, т. е. 0,0625 дюйма/1,5875 мм, а шаг — 0,056 дюйма/1,4 мм.
Глубина резания составляла 50% от диаметра концевой фрезы, т. е. 0,0625 дюйма/1,5875 мм, а шаг — 0,056 дюйма/1,4 мм.
У вас должна получиться хорошо сформированная снежная стружка :
Если края реза становятся липкими или на концевой фрезе скапливаются нити пластика, значит скорость подачи слишком мала и/или число оборотов слишком велико. Вот как это может выглядеть при работающем фрезере:
и при выключенном фрезере:
Эта нить пластика указывает на то, что концевая фреза не режет, а плавит и отталкивает пластик в сторону. Вы должны остановить резку, потому что все, вероятно, быстро испортится, расплавленный пластик скапливается в канавках, что приводит к большему трению и большему плавлению, пока концевая фреза не покроется пластиком и больше ничего не будет резать, и в конечном итоге сломается, когда станок продолжает проталкивать его через материал:
В разделе «Подачи и скорости» для скорость врезания указана « от 40% до 50% скорости подачи для пластмасс «. Вы должны быть на верхней границе этого диапазона: слишком медленное погружение приведет к расплавлению пластиковой струны на концевой фрезе в начале реза, как на рисунках выше. И затем, даже если скорость подачи правильная для остальной части резания, если вы накапливаете эти нити пластика на верхней части концевой фрезы каждый раз, когда инструмент врезается, вы можете оказаться в ситуации, когда этого достаточно, чтобы попасть в путь сокращения, и тогда плохие вещи случаются.
Вы должны быть на верхней границе этого диапазона: слишком медленное погружение приведет к расплавлению пластиковой струны на концевой фрезе в начале реза, как на рисунках выше. И затем, даже если скорость подачи правильная для остальной части резания, если вы накапливаете эти нити пластика на верхней части концевой фрезы каждый раз, когда инструмент врезается, вы можете оказаться в ситуации, когда этого достаточно, чтобы попасть в путь сокращения, и тогда плохие вещи случаются.
Использование подхода «высокие обороты» также работает нормально, если нагрузка на чип находится в правильном диапазоне. Во втором тесте, показанном ниже, я использовал концевую фрезу 1/4 дюйма с двумя канавками для обработки карманов в акриле:
Концевая фреза 1/4 дюйма из акрила, рекомендуемый диапазон нагрузки на стружку составляет 0,001–0,005 дюйма, я выбрал 0,002 дюйма, чтобы иметь небольшой запас по сравнению с минимумом 0,001 дюйма.
 Таким образом, необходимая скорость подачи составляла 0,002 дюйма × 2 канавки × 25 000 об/мин = 100 дюймов в минуту
Таким образом, необходимая скорость подачи составляла 0,002 дюйма × 2 канавки × 25 000 об/мин = 100 дюймов в минуту
При резке образовалась одинаково хорошая стружка,
и чистый рез:
Для ПЭВП и при резке на низких оборотах/скорости подачи значение нагрузки на стружку необходимо увеличить еще больше, так как это мягкий пластик, который легко плавится.
Чтобы получить хорошую чистую стружку, показанную ниже, я использовал 1/8-дюймовую O-образную канавку при 10 000 об/мин и 1200 мм/мин (47 дюймов в минуту), что обеспечивает стружкообразование 0,12 мм (0,005 дюйма), что является рекомендуемый начальный диапазон. Для этой операции выемки глубина резания составляла 50 % от диаметра концевой фрезы, т. е. 0,0625 дюйма/1,5875 мм, а шаг наступа составлял 0,056 дюйма/1,4 мм (44 %)
Для проверки другого подхода к резке более тонкой стружки, но с гораздо более высокими оборотами/подачей, я использовал концевую фрезу с двумя зубьями 1/4 дюйма:
Я решил попробовать загрузку стружки 0,002 дюйма (минимальное рекомендуемое значение для 1/4 дюйма в мягких пластмассах)
соответствующая требуемая скорость подачи, следовательно, составляет 0,002 дюйма × 2 канавки × 25 000 об/мин = 100 дюймов в минуту
DOC оказался равным 0,1 дюйма.
Всего комментариев: 0