Характеристики 3d принтера: Характеристики 3d принтеров: описание основных параметров
Содержание
Что значат характеристики 3D-принтера?
Как я уже писал на днях, сейчас пишу книгу по выбору 3D-принтера. Рабочее название ‘Как выбрать 3D-принтер’ В ней я расскажу, на что в первую очередь обратить новичку внимание. И что значит тот или иной параметр. Какие есть схемы у 3D-принтеров. И много того, что раскидано по разным обсуждениям. Тут информация будет скомпилирована в одном месте. Книга будет БЕСПЛАТНОЙ, со свободным распространением.
Ниже черновик одной главы, в которой я рассмотрю, что значат отдельные характеристики 3D-принтеров, которые публикуются производителями и продавцами оборудования.
Разберем на примере 3D-принтера Zenit 3D характеристики, и я объясню, что они значат.
· Область печати: 240 x 215 x 230 мм
Один из основных параметров. Рассказывает нам, какого максимального размера мы можем распечатать деталь. По факту, область печати обычно чуть меньше. И в реальности такого размера детали не печатаются. Обычно деталь может быть больше одного из размеров. Но тут надо понимать, что мы можем размещать деталь по диагонали рабочего стола. Поэтому максимальная длина детали у нас обычно ограничена длиной диагонали стола. Хотя в некоторых случаях можно подключать и третье измерение. Но тут надо уже учитывать направление слоёв.
Обычно деталь может быть больше одного из размеров. Но тут надо понимать, что мы можем размещать деталь по диагонали рабочего стола. Поэтому максимальная длина детали у нас обычно ограничена длиной диагонали стола. Хотя в некоторых случаях можно подключать и третье измерение. Но тут надо уже учитывать направление слоёв.
· Точность позиционирования оси X, Y: 0,04мм
Важный параметр, который влияет на качество печати. Заключается в том, насколько точно принтер может спозиционировать экструдер над печатной областью. Достигается при исправной механике. Натянутых ремнях. И смазанных направляющих.
· Точность позиционирования оси Z : 0,01мм
Тоже важный параметр, влияющий на качество. Полностью зависит от реализации перемещения по оси Z. Есть разные варианты реализации. Мы их рассмотрим позже.
· Диаметр нити: 1,75 мм
Параметр рассказывающий нам о расходниках, используемых 3D-принтером. Сейчас по факту существует два типоразмера филамента: 1,75мм и 2,85(3,00)мм.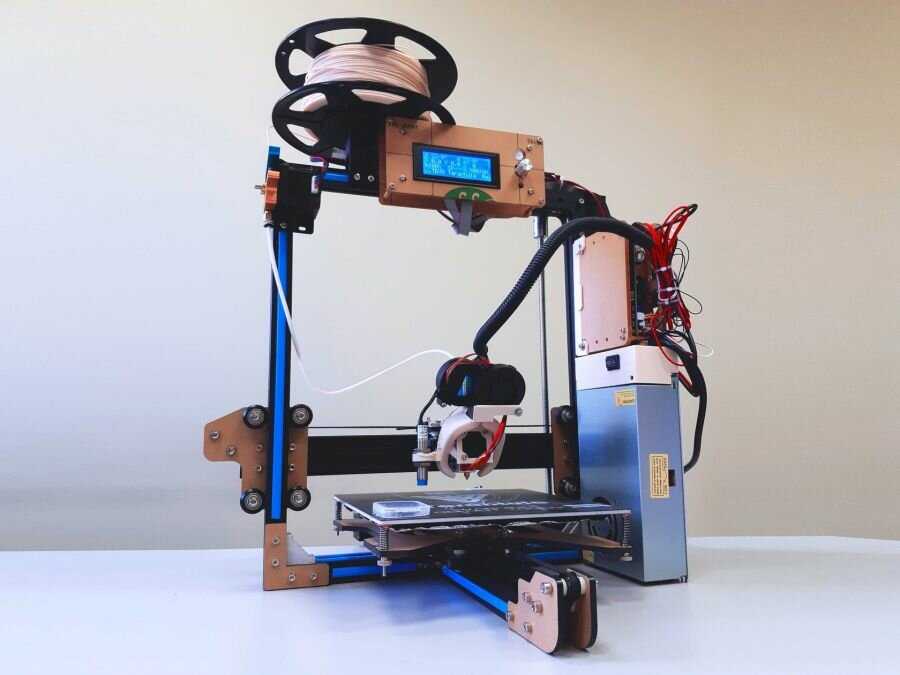
1,75мм сейчас является самым распространенным. Такой пластик использует большинство 3D-принтеров. Все новые материалы в первую очередь появляются в таком диаметре.
2,85мм или 3,00мм более «старый» размер. Он используется сейчас в 3D-принтерах, клонах Ultimaker и различных самоделках. В оригинальных Ultimaker используется диаметр 2,85мм. 3,00мм пластик обычно выпускают «не основные» производители. И он используется в клонах и самоделках.
Какой либо значительной разницы в использовании между этими стандартами нет. Единственно, что для 1,75мм больше типов предлагаемых материалов для печати. Основные ABS, PLA пластики для обоих типоразмеров, есть в ассортименте.
Есть и технические отличия в используемой схеме экструдера. Так называемый Bowden-экструдер, более приспособлен к «толстому» пластику 2,85(3,00)мм. Это и есть одна из причин использования филамента толщиной 2,5мм в 3D-принтерах Ultimaker, оснащенных подобным экструдеров.
· Диаметр сопла, мм: 0,3
Тут все просто. Чем тоньше сопло, тем с более высокой точностью можем напечатать деталь. В теории. По факту более тонкое сопло склонно к засорам. И начиная с диаметра 0,2мм, это может составлять серьезную проблему.
Чем тоньше сопло, тем с более высокой точностью можем напечатать деталь. В теории. По факту более тонкое сопло склонно к засорам. И начиная с диаметра 0,2мм, это может составлять серьезную проблему.
Вторая причина – с уменьшением диаметра сопла растет время печати. Тут зависимость линейная – меньше диаметр сопла – надо пройти больше слоёв и проходов для того, чтобы стенки имели достаточную прочность.
В итоге самыми распространенными соплами являются диаметром 0,3-0,4мм. С ними достигается приличная точность. И время печати достаточно адекватное.
Сопла большего диаметра 0,5-1,0мм обычно используются в принтерах с большой областью печати. С ними достигается скорость, которая приоритетней при печати больших деталей, чем качество печати мелких деталей модели.
В большинстве принтеров сопла можно поменять и использовать нужный диаметр для своей работы. Но по факту поставив 0,3-0,4мм вы закроете 95% всех возможных задач.
· Высота слоя : от 50 до 150 микрон
Многие производители декларируют высоту слоя даже меньше 50 микрон. Это к слову 0,05мм. Для большинства нижний предел это 50-100микрон. Тут надо понимать – чем тоньше слой, тем больше растет время печати. То есть деталь слоем 0,05мм будет печататься как минимум в два раза дольше, чем деталь слоем 0,1мм.
Это к слову 0,05мм. Для большинства нижний предел это 50-100микрон. Тут надо понимать – чем тоньше слой, тем больше растет время печати. То есть деталь слоем 0,05мм будет печататься как минимум в два раза дольше, чем деталь слоем 0,1мм.
Поэтому для большинства задач нижняя граница 0,1мм или 100 микрон более чем достаточна.
Что же до верхней границы толщины, тут тоже есть зависимость. Для качественной печати нужно, чтобы толщина слоя была не больше 0,5-0,6 от диаметра сопла. То есть для диаметра сопла 0,3мм оптимальная верхняя граница толщины, как здесь и указана – 150 микрон или 0,15мм.
· Скорость печати: 40-150 мм/с
Скорость печати понятие относительное, и обычно оно достигается на печати больших прямолинейных деталей. Скорость печати неравномерна и зависит от многих параметров. И чем сложнее модель, тем меньше скорость печати. Средняя скорость большинства принтеров лежит в районе 50-100мм/сек. Если принтер не может качественно печатать на скорости 50мм/сек простые детали, стандартными PLA или ABS – с ним что-то не так.
Как я уже сказал, супер-качество обычно достигается на скорости 30-40мм/сек. Такая скорость выбирается или вручную в настройках или сам слайсер(программа подготовки печати) сама снижает скорость до адекватных величин.
· Максимальная скорость перемещения печатающей головки: 300мм/сек
Параметр, влияющий на скорость печати. Имеет опосредствованное отношение к общей скорости печати.
Демонстрирует, с какой максимальной скоростью, может перемещаться экструдер «вхолостую». Теоретически.
· Подогреваемый стол: Да
Ещё одна важная опция, из-за которой сломано немало копий. Наличие подогреваемого стола позволяет использовать практически все доступные материалы для печати. В первую очередь с большой усадкой. Например, один из двух самых распространенных материалов – ABS. Но тут какой нюанс… Сейчас появилось достаточно много материалов, которые заменяют ABS во многих задачах. Если же вы не планируете использовать такой пластик, то можно обойтись и столом без нагрева. Вывод – стол с подогревом конечно лучше, чем без подогрева. Но если в ваших задачах вы не планируете использовать ABS, то можно смело обойтись и без него.
Вывод – стол с подогревом конечно лучше, чем без подогрева. Но если в ваших задачах вы не планируете использовать ABS, то можно смело обойтись и без него.
· Количество печатающих головок: 1
Большинство 3D-принтеров имеют один экструдер и это тоже обычно достаточно для подавляющего числа задач. Второй экструдер дает возможность использовать растворяемый материал для создания поддержек. Например, HIPS или PVA.
Можно так же печатать двумя цветами. Но это практически не прижилось. И кроме демонстрации возможностей, обычно серьезно не используется.
Вообще, двухматериальная печать получила свой импульс развития после появления на рынке принтера PRO250 от компании PICASO. Там используется экструдер с поворотными соплами JetSwitch. Он позволяет добиться качественной печати двумя материалами. И самое главное он кардинально сократил время печати двумя материалами. Дело в том, что при печати двумя материалами, когда экструдеры расположены рядом друг с другом, приходится строить дополнительную технологическую «башню» рядом с деталью. Это приводит к значительному росту времени печати. Переключение между экструдерами может занимать по несколько минут.
Это приводит к значительному росту времени печати. Переключение между экструдерами может занимать по несколько минут.
Поэтому, если вам не нужна печать сложных моделей, то второй экструдер, скорее всего вам не понадобится.
· Программное обеспечение: RepetierHost, Slic3r, Cura
За исключением некоторых 3D-принтеров со своим программным обеспечением, большинство может работать с помощью универсальных программ. Как платных, так и бесплатных. Это Cura, RepetierHost, Slic3r, Simplify3D и многих других.
· Подключение к компьютеру: USB
Большинство 3D-принтеров подключаются к компьютеру с помощью USB. Хотя все больше появляется новых моделей, которые так же поддерживают подключение к сети с помощью WiFi или Ethenet.
· Печать с SD-карты: Да
Вот этот параметр более важен. Он есть практически у всех принтеров. Но все еще встречаются принтеры, которые не могут печатать с Flash или SD карты.
Зачем это надо? По возможности нужно запускать печать, используя такие карты памяти.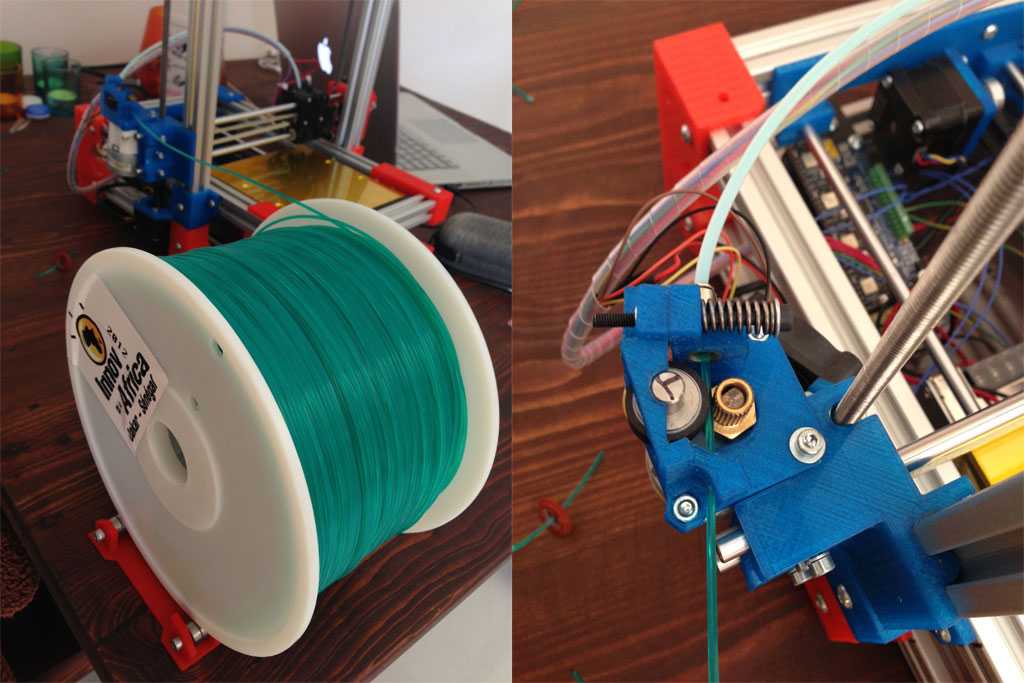 Печать посредством USB может привезти к браку. Дело в том, что интерфейс USB достаточно зависим от быстродействия компьютера. И если вы нагрузите свой компьютер «тяжелой» программой в момент печати, есть возможность его «подвесить», что приведет к браку.
Печать посредством USB может привезти к браку. Дело в том, что интерфейс USB достаточно зависим от быстродействия компьютера. И если вы нагрузите свой компьютер «тяжелой» программой в момент печати, есть возможность его «подвесить», что приведет к браку.
· Габариты : 460х360х370 мм
Параметр важен только для понимания, где вы сможете разместить оборудование.
· Вес : 20 кг
Тоже самое – поможет вам выбрать место для принтера. Хотя наверное и так понятно, что 20кг ставить на хлипкую табуретку не стоит.
· Гарантия: 3 года
Тут тоже все понятно. Чем больше гарантия, тем лучше. Большинство принтеров сейчас имеют гарантию в районе года. Речь, естественно, идет о принтерах, купленных в России, а не покупках с Али. На некоторые модели есть гарантия на два года. Или как в данном случае, даже на три года.
Всем бобра!
Все оперативные новости от меня в соц.сетях.
Мой ИнстаграмТипа я в ВКонтактеЕсли понравилось – нажимаем «палец вверх».
Сравнение технических характеристик 3D принтеров (SLA) Formlabs
Принтер
Form 3+
Form 3L
Form 3BL
Технология
Low Force Stereolithography (LFS)™
Low Force Stereolithography (LFS)™
Low Force Stereolithography (LFS)™
Разрешение XYᵃ
25 мкм
25 мкм
25 мкм
Размер лазерного пятна
85 мкм
85 мкм
85 мкм
Мощность лазера
Один лазер мощностью 250 мВт
Два лазера мощностью 250 мВт
Два лазера мощностью 250 мВт
Объем печати (Ш х Г х В)
14,5 × 14,5 × 18,5 см
5,7 × 5,7 × 7,3 дюйма
33,5 × 20 × 30 см
13,2 × 7,9 × 11,8 дюйма
33,5 × 20 × 30 см
13,2 × 7,9 × 11,8 дюйма
Толщина слояᵇ
25 – 300 мкм
0,001 – 0,012 дюйма
25 – 300 мкмᶜ
0,001 – 0,012 дюймаᶜ
25 – 300 мкмᶜ
0,001 – 0,012 дюймаᶜ
ᵃ Разрешение XY показывает, насколько точно принтер может отрисовывать в XY (горизонтальной) плоскости.
ᵇ Толщина слоя зависит от материала. Для подтверждения доступности ознакомьтесь с нашей таблицей совместимости материалов.
ᶜ Модели Form 3L и Form 3BL способны печатать на слоях толщиной 25 мкм, но в настоящее время мы только планируем выпустить одну настройку печати в 25 мкм для наших широкоформатных принтеров. Пожалуйста, отправьте отзыв в нашу службу поддержки, если для вашей работы необходима толщина слоя 25 мкм.
Принтер
Form 3+
Form 3L
Form 3BL
Технология
Low Force Stereolithography (LFS)™
Low Force Stereolithography (LFS)™
Low Force Stereolithography (LFS)™
Система подачи полимера
Автоматически
Автоматически
Автоматически
Объем печати (Ш х Г х В)
14,5 × 14,5 × 18,5 см
5,7 × 5,7 × 7,3 дюйма
33,5 × 20 × 30 см
13,2 × 7,9 × 11,8 дюйма
33,5 × 20 × 30 см
13,2 × 7,9 × 11,8 дюйма
Толщина слоя (разрешение по оси)ᵇ
25 – 300 мкм
0,001 – 0,012 дюйма
25 – 300 мкмᶜ
0,001 – 0,012 дюймаᶜ
25 – 300 мкмᶜ
0,001 – 0,012 дюймаᶜ
Разрешение XYᵃ
25 мкм
0,001 дюйма
25 мкм
0,001 дюйма
25 мкм
0,001 дюйма
Размер лазерного пятна
85 мкм
0,0033 дюйма
85 мкм
0,0033 дюйма
85 мкм
0,0033 дюйма
Картриджи для полимеров
Биосовместимые материалы
Нет (Доступно на Form 3B)
Нет (Доступно на Form 3BL)
да
Поддерживающие структуры
Автогенерируемые
Удаление в одно движение
Автогенерируемые
Удаление в одно движение
Автогенерируемые
Удаление в одно движение
Технические характеристики проекта/САПР
ᵃ Разрешение XY показывает, насколько точно принтер может отрисовывать в XY (горизонтальной) плоскости.
ᵇ Толщина слоя зависит от материала. Для подтверждения доступности ознакомьтесь с нашей таблицей совместимости материалов.
ᶜ Модели Form 3L и Form 3BL способны печатать на слоях толщиной 25 мкм, но в настоящее время мы только планируем выпустить одну настройку печати в 25 мкм для наших широкоформатных принтеров. Пожалуйста, отправьте отзыв в нашу службу поддержки, если для вашей работы необходима толщина слоя 25 мкм.
Принтер
Form 3+
Form 3L
Form 3BL
Минимальные размеры для доступа (Ш × Г × В)
40,5 × 53 × 78 см
15,9 × 20,9 × 30,7 дюйма
90 × 96 × 104 см
35,4 × 37,8 × 41 дюйма
90 × 96 × 104 см
35,4 × 37,8 × 41 дюйма
Габариты принтера (Ш × Г × В)
40,5 × 37,5 × 53 см
15,9 × 14,8 × 20,9 дюйма
77 × 52 × 74 см
30,3 × 20,5 × 29,1 дюйма
77 × 52 × 74 см
30,3 × 20,5 × 29,1 дюйма
Вес
17,5 кг
38,5 фунтов
54,4 кг
120 фунтов
54,4 кг
120 фунтов
Внутренняя температура
Автоподогрев до 35 °C
Автоподогрев до 95 °F
Автоподогрев до 35 °C
Автоподогрев до 95 °F
Автоподогрев до 35 °C
Автоподогрев до 95 °F
Контроль температуры
Рабочая камера с подогревом воздуха
Рабочая камера с подогревом воздуха
Рабочая камера с подогревом воздуха
Условия эксплуатации
18 – 28 °C
64 – 82 °F
18 – 28 °C
64 – 82 °F
18 – 28 °C
64 – 82 °F
Требования к питанию
100–240 В пер.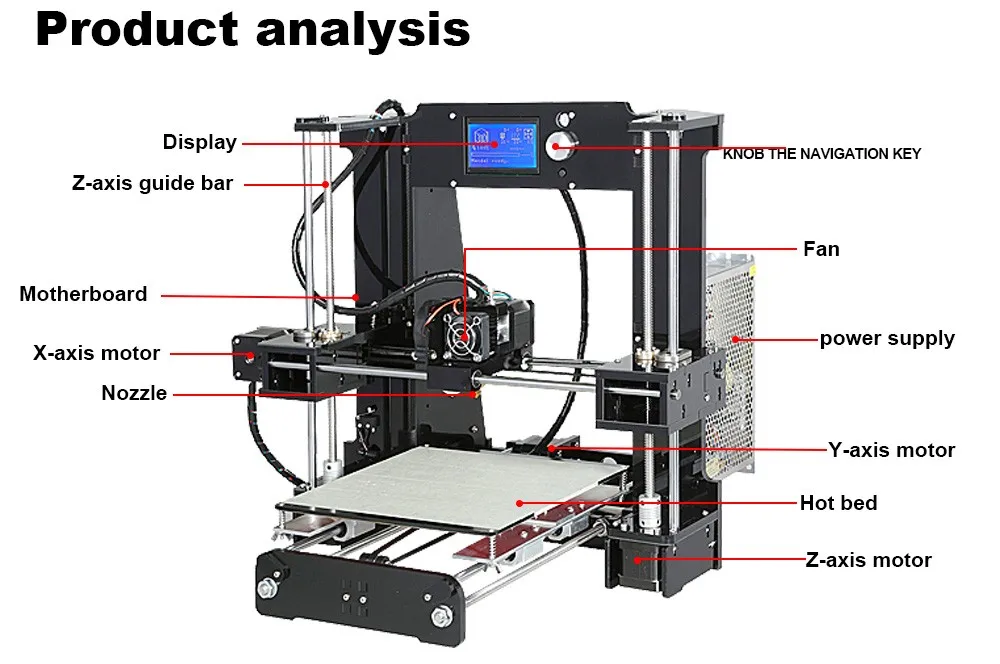 тока
тока
2,5 A
50/60 Гц
220 Вт
100–240 В·А
МАКС. 8,5 А
50/60 Гц
650 Вт
100–240 В·А
МАКС. 8,5 А
50/60 Гц
650 Вт
Технические характеристики лазера
1 Light Processing Unit (LPU)
Сертификат EN 60825-1:2007
Лазерная система класса 1
Длина волны 405 нм
Мощность 250 мВт
Лазерное пятно 85 мкм (0,0033 дюйма)
2 Light Processing Unit (LPU)
Сертификат EN 60825-1:2007
Лазерная система класса 1
Длина волны 405 нм
Мощность 250 мВт
Лазерное пятно 85 мкм (0,0033 дюйма)
2 Light Processing Unit (LPU)
Сертификат EN 60825-1:2007
Лазерная система класса 1
Длина волны 405 нм
Мощность 250 мВт
Лазерное пятно 85 мкм (0,0033 дюйма)
Сетевые интерфейсы
Wi-Fi (2.4, 5 GHz)
Ethernet (1000 Mbit)
USB 2.0
Wi-Fi (2. 4, 5 GHz)
4, 5 GHz)
Ethernet (1000 Mbit)
USB 2.0
Wi-Fi (2.4, 5 GHz)
Ethernet (1000 Mbit)
USB 2.0
Управление принтером
Интерактивный сенсорный экран 5,5″
Разрешение 1280 × 720
Интерактивный сенсорный экран 5,5″
Разрешение 1280 × 720
Интерактивный сенсорный экран 5,5″
Разрешение 1280 × 720
Уведомления
Оповещения на сенсорном экране
SMS / сообщения электронной почты через Dashboard
Два светодиодных индикатора состояния
Динамик для звуковых оповещений
Оповещения на сенсорном экране
SMS / сообщения электронной почты через Dashboard
Два светодиодных индикатора состояния
Динамик для звуковых оповещений
Оповещения на сенсорном экране
SMS / сообщения электронной почты через Dashboard
Два светодиодных индикатора состояния
Динамик для звуковых оповещений
Системные требования
Windows 7 (64-разрядная версия) и выше
Mac OS X 10. 12 и выше
12 и выше
OpenGL 2.1
4 ГБ ОЗУ (Рекомендуется 8 ГБ)
Требования к оборудованию
3D-принтеры Form 3+, Form 3B+, Form 3L, Form 3BL, Form 3, Form 3B или Form 2
Типы файлов
Файлы исходных данных STL и OBJ
Функции печати PreForm
Печать в один клик
Адаптация толщины слоя для ускорения печати при наличии мелких деталей
Удаленная печать
Автоматическая ориентация для оптимального положения модели
Автоматическое восстановление сетки
Автоматическая генерация поддерживающих структур
Поворот, масштабирование, копирование и отражение
Слайсер слоев для проверки структуры
Интерфейс на нескольких языках
Управление принтером через Dashboard
Управление моделями и принтерами через облако
Отслеживание использования полимеров и наполнения резервуара
Оповещения по SMS / электронной почте
Создание корпоративных учетных записей, управляемых администраторами, для упрощения совместного использования принтеров и контроля доступа
Демистификация спецификаций 3D-принтеров
Этот пост был написан Джоном Брайантом, руководителем группы развития клиентов Formlabs, который поделился своими мыслями, полученными в ходе работы с сотнями профессионалов отрасли, над поиском лучших способов оценки решений для 3D-принтеров.
Когда в 2014 году в индустрии 3D-печати произошел взрыв, к ней ринулось множество новых компаний, претендующих на новую революцию в 3D-печати. Каждую неделю я видел, как появлялась новая профессиональная компания, занимающаяся 3D-печатью, и каждая из них рекламировала продукт с «новой» функцией или «уникальной» спецификацией.
Естественно, вся эта новинка привлекла внимание потребителей и деловых покупателей. С каждым запуском продукта все больше и больше людей интересовались приложениями для 3D-печати, особенно в области промышленного проектирования и прототипирования дизайна. Однако по мере того, как рос этот интерес, росло и использование бессмысленного маркетингового жаргона в таблицах спецификаций профессиональных 3D-принтеров.
Чтобы проиллюстрировать эту тенденцию, вот обычная сравнительная таблица спецификаций:
Что вы в ней заметили? Для меня выделяются все заглавные буквы, цифры и скобки. Если бы я не знал лучше, я мог бы посмотреть на эту информацию и предположить, что мне нужен выделенный принтер. В конце концов, у него лучшие характеристики и самый впечатляющий (хотя и сбивающий с толку) набор цифр.
В конце концов, у него лучшие характеристики и самый впечатляющий (хотя и сбивающий с толку) набор цифр.
Проблема? На самом деле этот график ни о чем не говорит.
Если бы я покупал профессиональный 3D-принтер, эта таблица не помогла бы мне понять, что действительно важно: как получится деталь. Такой подход не помогает клиентам выбрать правильный 3D-принтер для своих нужд и, в конечном счете, не способствует росту индустрии профессиональной 3D-печати.
Этот пост не претендует на то, чтобы быть техническим описанием каждой спецификации 3D-принтера. Вместо этого моя цель — пролить свет на то, что на самом деле означают некоторые часто обсуждаемые спецификации 3D-принтеров, и помочь компаниям понять, что им на самом деле следует искать.
Давайте начнем с некоторых характеристик, перечисленных в приведенной выше таблице:
Разрешение XY — самая обсуждаемая спецификация для стереолитографических (SLA) 3D-принтеров. Во многих случаях он оказывается и самым бесполезным.
Как правило, разрешение XY используется для описания деталей или элементов детали. На приведенной выше диаграмме разрешение XY, указанное для этого принтера с цифровой обработкой света (DLP)-SLA (25–80 микрон), удивительно, но что на самом деле описывает это число?
Скорее всего, это разрешение реального проектора (поэтому диапазон варьируется). Это число на самом деле не говорит всей истории. В конечном счете, существует множество переменных, которые могут повлиять на вывод принтера. Глядя только на разрешение XY, мы приходим к выводу, что существует соотношение 1:1 между размером пикселя на проекторе и отвержденной смолой детали.
Вот почему это ошибочный расчет: он не принимает во внимание сам материал, процесс печати, используемое программное обеспечение или множество других переменных (профессиональные 3D-принтеры имеют более 100 различных настроек, влияющих на качество детали). В результате эта спецификация ничего не говорит нам о том, что вы действительно можете производить с помощью этой машины.
Толщина слоя обычно используется для описания чистоты поверхности детали. В то время как толщина слоя часто лучше при более низких высотах слоя, проблема заключается в том, что шероховатость поверхности не является стандартной по отношению к высоте слоя.
Чтобы проиллюстрировать это, я напечатал несколько частей формы 2, чтобы показать, что взаимосвязь между толщиной слоя и шероховатостью поверхности не такая, как можно было бы ожидать. На изображении ниже вы увидите два кольца — одно из литьевой смолы, а другое — из черной смолы. Castable Resin имеет более гладкую поверхность, а микропаве немного более четкую.
Черная смола (высота слоя 25 микрон).
Литейная смола (высота слоя 50 микрон).
Вот в чем загвоздка: на кольце, напечатанном из Castable Resin, была напечатана толщина 50 микрон, тогда как на кольце, напечатанном из Black Resin, была напечатана толщина 25 микрон.
Причина, по которой кольцо, напечатанное из Castable Resin, выглядит лучше при 50 микронах, заключается в том, что эта смола была разработана для получения наилучших результатов при 50 микронах. Кроме того, команда Formlabs настроила параметры печати/материала в Form 2, чтобы убедиться, что он дает наилучшие результаты для литья.
Кроме того, команда Formlabs настроила параметры печати/материала в Form 2, чтобы убедиться, что он дает наилучшие результаты для литья.
Некоторые компании указывают разрешение по оси Z вместо высоты слоя, что имеет такое же значение, как и разрешение по осям XY, поскольку указывает на расстояние, на которое двигатель оси Z может механически перемещаться/шагать.
Formlabs недавно представила OpenFL, предоставив исследователям доступ к API для большего контроля над Form 1+. В OpenFL наименьший шаг по оси Z для Form 1+ составляет 2,5 мкм, чего вы не найдете на веб-сайте Formlabs. Причина, по которой эта информация не включена, заключается в том, что это максимум двигателя, а не тип слоя, который можно напечатать.
Вывод: то, что производитель принтера указывает высоту слоя «X», не означает, что принтер будет иметь лучшую чистоту поверхности.
Максимальная скорость — сложный показатель для количественной оценки, особенно для разных принтеров. Опять же, нам недостаточно информации, чтобы действительно понять, как эти принтеры будут работать при производстве деталей. На время печати влияют не только стандартные переменные, но и такие факторы, как геометрия и ориентация детали.
На время печати влияют не только стандартные переменные, но и такие факторы, как геометрия и ориентация детали.
Например, для более высокой детали потребуется больше времени, чем для детали, расположенной ближе к рабочей пластине, поскольку необходимо напечатать больше слоев. Кроме того, способ ориентации и поддержки объекта будет влиять на время, необходимое для печати детали.
Обычный критерий — скорость, с которой принтер может создать куб размером в один дюйм. Проблема этого примера в том, что он очень специфичен. Если вы не производитель игральных костей, дюймовые кубики — не лучший способ оценить, сколько времени потребуется для печати вашей детали.
Не заставляйте меня начинать. Принимать решения в жизни было бы намного проще, если бы «хорошее» и «плохое» были единственными способами количественной оценки спецификаций. Чистота поверхности обсуждалась ранее в связи с толщиной слоя, но следует иметь в виду одну вещь: реальных требований к чистоте поверхности нет.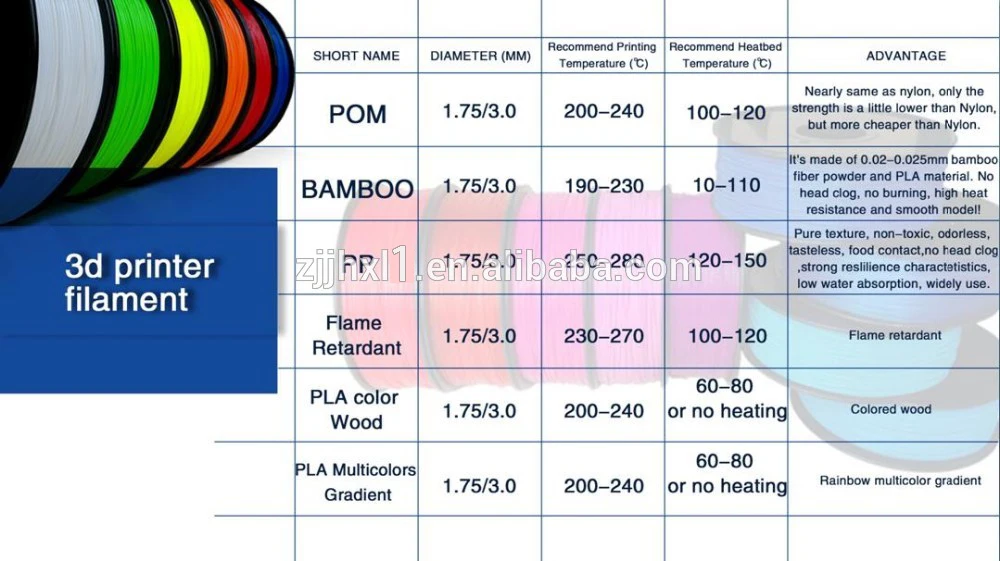 Обработка поверхности может различаться в зависимости от геометрии (изогнутые или прямые поверхности) и ориентации. Единственный способ сравнить чистоту поверхности между принтерами — это опубликовать результаты каждой компании, занимающейся 3D-печатью, для стандартной детали и профилометра. Вероятно, это произойдет не скоро.
Обработка поверхности может различаться в зависимости от геометрии (изогнутые или прямые поверхности) и ориентации. Единственный способ сравнить чистоту поверхности между принтерами — это опубликовать результаты каждой компании, занимающейся 3D-печатью, для стандартной детали и профилометра. Вероятно, это произойдет не скоро.
Точность не включена в диаграмму во введении, но это то, что недавно опубликовали несколько компаний, производящих 3D-принтеры. Ошибка, которую совершают многие покупатели 3D-принтеров, заключается в том, что они предполагают, что разрешение XY или толщина слоя будут определять точность конечной детали.
Правда в том, что глобальную точность определить сложно, в основном потому, что на нее могут влиять длина, геометрия и ориентация. Вот пример заявления о точности для большой промышленной машины:
Точность для большого промышленного принтера (цена около 100 000 долларов).
Сначала кажется, что все детали будут в пределах 25-50 микрон, но в сноске упоминаются почти все аспекты производства детали.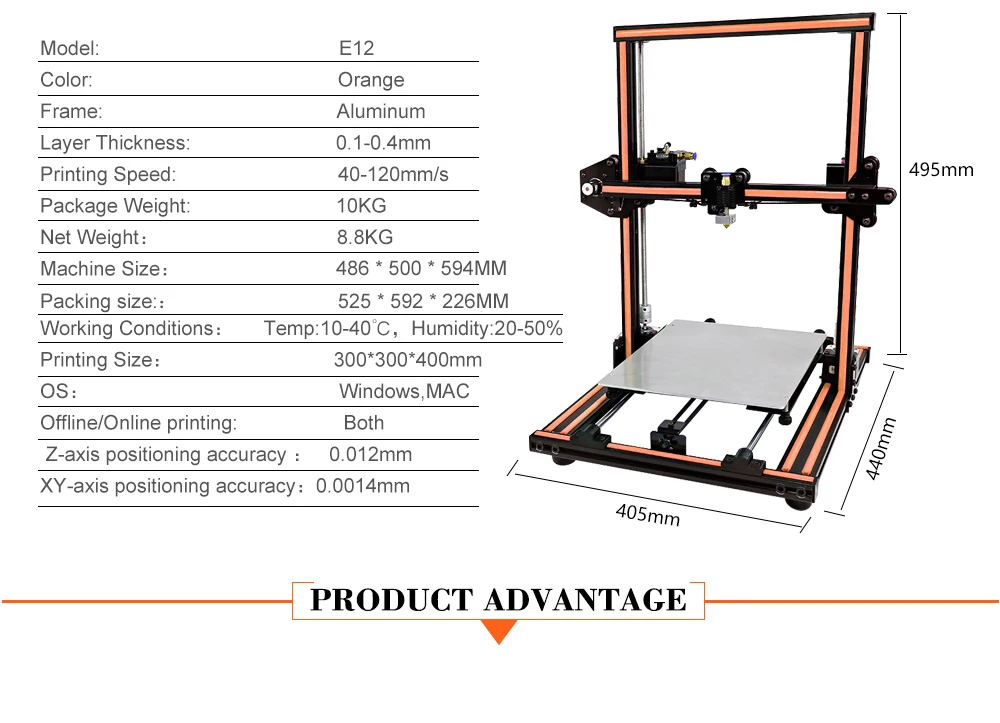
Я не хочу, чтобы вы ушли, думая, что все в нашей отрасли вводят вас в заблуждение.
По правде говоря, индустрии 3D-печати в целом не хватает набора стандартных спецификаций, адекватно описывающих то, что вы можете ожидать от 3D-принтера. Даже с устоявшейся технологией спецификации не рассказывают всей истории. Я видел тесты скорости, в которых компьютер с более высокими характеристиками работал медленнее, чем Mac с более низкими характеристиками.
Результат действительно зависит от оборудования, операционной системы, приложения и ряда других факторов.
С учетом сказанного надежда еще не потеряна. Вот четыре совета, которые помогут вам эффективно оценить различные 3D-принтеры:
Поговорите с компанией. Вы инвестируете во что-то, что поможет вам быстрее выполнять итерации и создавать более качественные продукты. Лучший способ лучше понять технологию компании и то, как работают ее продукты, — это поговорить с ее командой.
Запросить образец детали.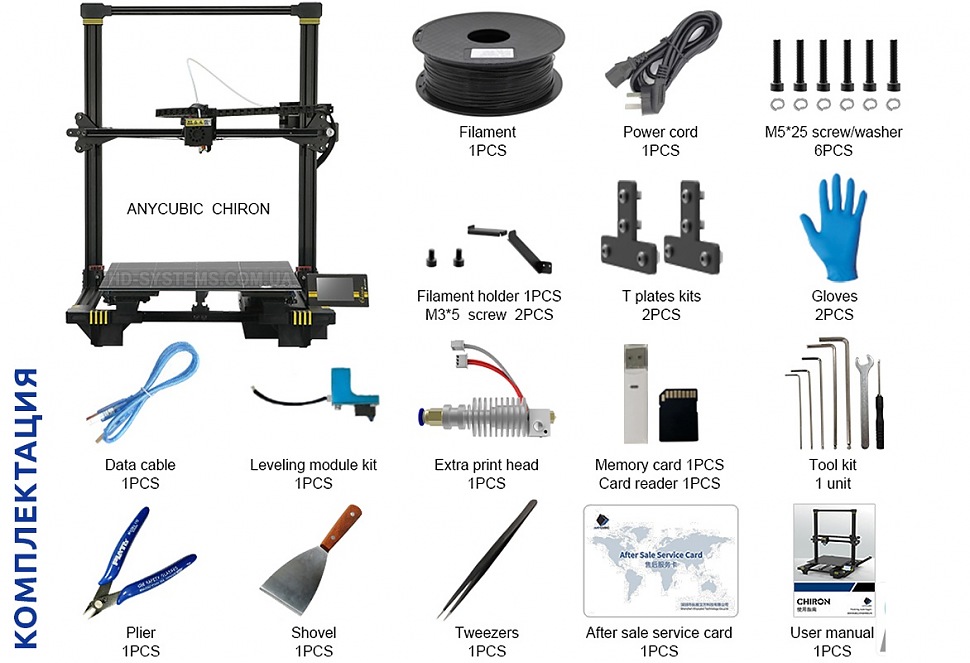 Мы установили, что спецификации 3D-принтера — не лучший способ оценить, что на самом деле может произвести принтер. Чтобы узнать, соответствует ли конкретный принтер вашим потребностям, попросите производителя 3D-печати прислать вам образец детали, например этот бесплатный образец детали от Formlabs. Получив образец, попросите компанию предоставить дополнительную информацию. Например:
Мы установили, что спецификации 3D-принтера — не лучший способ оценить, что на самом деле может произвести принтер. Чтобы узнать, соответствует ли конкретный принтер вашим потребностям, попросите производителя 3D-печати прислать вам образец детали, например этот бесплатный образец детали от Formlabs. Получив образец, попросите компанию предоставить дополнительную информацию. Например:
- Сколько времени ушло на печать?
- Сколько материала было использовано?
- Какая толщина слоя?
Если вы сделаете это несколько раз с несколькими разными компаниями, вы увидите, что качество поверхности на разных принтерах может различаться даже при одинаковой высоте слоя.
Спросите об изготовленных на заказ образцах деталей. Не все компании будут это делать, но спросить не помешает. Увидев распечатанный дизайн, вы поймете, чего вам следует ожидать, когда вы начнете эксплуатировать машину. Если большинство ваших деталей защищены интеллектуальной собственностью, попробуйте разработать часть с аналогичными функциями, чтобы не беспокоиться о соглашениях о конфиденциальности.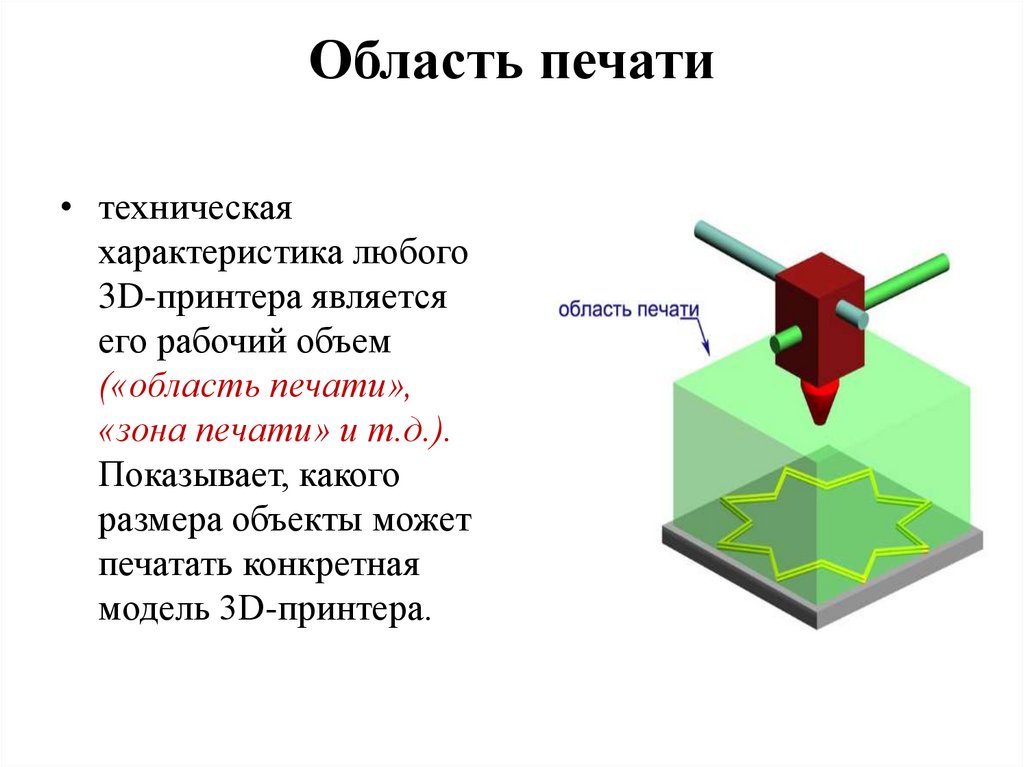
При отправке дизайна для индивидуального образца убедитесь, что дизайн соответствует вашему бизнесу или варианту использования. Для большинства приложений для создания прототипов я обычно рекомендую отправить дизайн, который представляет примерно 80 процентов вашего бизнеса. Отправка сложной части, которая составляет небольшой процент от того, что вы будете печатать, может привести к покупке решения, которое на самом деле не имеет смысла для вашей работы.
Ищите руководства по дизайну. Большинство производителей 3D-принтеров опубликовали руководства по проектированию, которые помогают клиентам понять, как лучше использовать и проектировать модели для своих принтеров. Такие руководства, как руководство по проектированию Formlabs, предоставляют спецификации для различных типов функций.
Запросите бесплатный образец детали
Y Soft | Технические характеристики 3D-принтера YSoft BE3D eDEE
Вы еще не дали никаких согласий.
| Продукт | 3D-принтер |
| Модель | eDee |
| Торговое наименование | YSoft be3D eDee |
| Технология печати | FFF (изготовление плавленых нитей) |
| Область печати | 150 × 150 × 150 мм |
| Диаметр сопла | 0,4 мм (ожидаемый срок службы 1 500 ч) |
| Платформа для печати | Стекло, съемное |
| Калибровка | Автоматический |
| Элементы безопасности | Дверные замки, датчик печатной платформы |
| Общие размеры | 496 × 414 × 397 мм |
| Вес | 27,5 кг (вес брутто: 31 кг) |
| Рекомендуемые условия эксплуатации | 15–30°C (59–86°F), макс. влажность 60% влажность 60% |
| Напряжение питания | Внешний источник 24 В/3,75 А (90 Вт, вход 230 В/110 В) |
ОПИСАНИЕ КОМПОНЕНТОВ ПРИНТЕРА
| 1. Сенсорный экран | 8. Главный выключатель питания |
| 2. Платформа для печати | 9. Порт Ethernet |
| 3. Печатающая головка | 10. Разъем питания для источника питания 24 В (используйте оригинальный источник питания, поставляемый с принтером) |
| 4. Передние двери | 11. Держатель кабеля/гнездо для замка Kensington |
| 5. Боковые двери | 12. Производственная этикетка |
| 6. Электромеханические замки | 13. Точка входа/детектор нити накала |
| 7. Запорная планка электромеханического замка | 14. Держатель считывателя карт |
Условия эксплуатации 3D-принтера
- Рабочая температура окружающей среды: 15–30°C (для печати PLA)
- Максимальная влажность окружающей среды: 60%
- Среда без пыли
- Стабильное и прочное основание, предотвращающее передачу вибрации от принтера на окружающие предметы
- Оригинальный источник питания
- Принтер должен быть размещен на расстоянии 1 м или более от любого источника тепла
- Принтер должен быть размещен в хорошо проветриваемом помещении
ПРИНАДЛЕЖНОСТИ
- 1 источник питания 24 В/5 А
- 1x держатель катушки
- 1x стеклянная платформа для печати
- 1x шпатель
- 1 клей-карандаш для печатной платформы
Эта веб-страница использует файлы cookie
Файлы cookie позволяют нам адаптировать наши услуги к вашим конкретным потребностям и улучшают работу нашего веб-сайта.
Информация
Только обязательно Разрешить все куки
Обязательные файлы cookie
Обязательные файлы cookie помогают веб-сайту функционировать таким образом, чтобы он обеспечивал базовые функции, такие как навигация по сайту и доступ к защищенным разделам веб-сайта. Веб-сайт не будет работать должным образом без этих файлов cookie.
Рекламные файлы cookie
Аналитические файлы cookie
Аналитические файлы cookie позволяют нам отслеживать совокупную информацию о посещаемости сайта и использовании различных функций. Это помогает нам улучшать наш веб-сайт. Аналитические файлы cookie устанавливаются третьими лицами.
Аналитические файлы cookie
Рекламные файлы cookie
Рекламные файлы cookie используются для отслеживания посетителей веб-сайта. Цель состоит в том, чтобы показать рекламу, актуальную и интересную для отдельного пользователя и, следовательно, более ценную для издателей и сторонних рекламодателей.
Цель состоит в том, чтобы показать рекламу, актуальную и интересную для отдельного пользователя и, следовательно, более ценную для издателей и сторонних рекламодателей.
Разрешить выбранным
Разрешить все файлы cookie
ПОЛУЧИТЕ ДОСТУП К ПРЕМИАЛЬНОМУ КОНТЕНТУ
Будьте в курсе последних новостей отрасли.
Подписывайтесь на нашу новостную рассылку
Country*AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelgiumBelizeBeninBermudaBhutanBoliviaBosnia-HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo (Dem. Republic)Cook IslandsCosta RicaCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernsey and AlderneyGuineaGuinea-BissauGuyanaHaitiHeard and Острова МакдональдсГондурасГонконгВенгрияИсландияИндияИндонезияИракИрландияОстров МэнИзраильИталияI vory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea (Democratic Republic of)Korea (Republic of)KosovoKuwaitKyrgyz RepublicLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldaviaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua-New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRe unionRepublic of DominicaRomaniaRwandaSaint BarthelemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon ОстроваСомалиЮжная АфрикаЮжная Георгия и Южный Сандви ch IslandsSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States Minor Outlying IslandsUruguayUSAUzbekistanVanuatuVatican (Holy See)VenezuelaVietnamVirgin Islands (British)Virgin Islands (U.
Всего комментариев: 0