Корвет токарный станок: Токарный станок по металлу Корвет 401 — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Токарный станок по металлу Корвет 401 — цена, отзывы, характеристики с фото, инструкция, видео
Cтанок токарный по металлу Энкор Корвет 401 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
На токарном станке «Корвет» можно выполнять следующие виды токарных работ: цилиндрическое, фасонное и коническое точение, торцевание, нарезание метрической резьбы, сверление, растачивание, снимать фаски, выбирать галтели. Для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон.
Для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета. При установке планшайбы можно выполнять токарную операцию со смещением от центра вращения. Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента.
Малые габариты, низкий уровень шума, возможность подключения станка к бытовой электросети позволяют заниматься техническим творчеством на дому.
Особенности станка
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки.
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания.
- Реверс вращения шпинделя.
- Реверс подачи каретки.
- Плавная регулировка вращения шпинделя в двух диапазонах.
- Комплект сменных шестерен дает возможность нарезать метрическую резьбу практически с любым шагом.
- Станок имеет таблицу для настройки станка при нарезании резьбы.
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы.
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.025мм.
- Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта.
- Поворотный суппорт для конического точения деталей небольшой длины.
- Для конического точения деталей большой длины задняя бабка имеет боковое смешение, которое выставляется по шкале.
- Станок комплектуется поддоном.
- Для безопасной работы имеется защитный кожух с концевым выключателем.
- Большой выбор оснастки.
| Характеристика | Значение |
|---|---|
| Максимальный диаметр обработки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Конус шпинделя, Морзе | №3 |
| Конус задней бабки, Морзе | №2 |
| Ход поперечного суппорта, мм | 65 |
| Ход поворотного суппорта, мм | 35 |
| Шаг нарезаемой метрической резьбы, мм | 0,5 — 2,5 |
| Скорость автоматической подачи, мм/об | плавн. регулир. регулир. |
| Максимальная глубина точения за 1 проход , мм | 0.2 |
| Радиальное биение шпинделя, мм | 0.01 |
| Максимальный размер державки резца, мм | 10х10 |
| Передача | ременная |
| Число скоростей | 2, плавная регулировка |
| Частота вращения шпинделя на холостом ходу, об/мин | 0-1100;0-2500 |
| Номинальная потребляемая мощность двигателя, Вт | 500 |
| Номинальное напряжение питания, В/Гц | 220/50 |
| Тип электродвигателя | коллекторный |
| Масса Корвет 401 нетто/брутто, кг | 36/40 |
| Размер упаковки (ДхШхВ), мм | 750х330х310 |
Стандартная комплектация:
- Станок токарный 1 шт.

- Кулачки обратные (3 шт.) 1 компл.
- Ключ патрона 1 шт.
- Ручка 6 шт.
- Масленка 1 шт.
- Шестерни для нарезания резьбы (8 шт.) 1 компл.
- Предохранитель 1 шт.
- Ключ шестигранный 6 шт.
- Вал-шестерня Z =14, Z = 15 2 шт.
- Ключ рожковый 14×17 1 шт.
- Руководство по эксплуатации 1 экз.
- Упаковка 1 шт.
Комплектация за дополнительную плату:
- 23300 Люнет неподвижный (малый) К401
- 23301 Люнет подвижный (малый) К 401
- 23302 Планшайба ф125 мм К401
- 23303 Патрон 4-х кулачковый ф80 К401
- 23304 Патрон 3-х кулачковый ф80 К401
- 23314 Центр вращающийся МТ2
- 23315 Патрон сверлильный 16 мм
- 23316 Патрон сверлильный 13 мм
- 23317 Хомутик токарный ф38 мм
- 23318 Хомутик токарный (малый) ф22 мм
- 23319 Центр жесткий МТ 3
- 23320 Центр жесткий МТ 2
- 23360 Набор токарных резцов по металлу из 5 шт.

- 23361 Набор токарных резцов по металлу из 6 шт.
- 23362 Набор токарных резцов по металлу из 11 шт.
Отзывы о Корвет 401:
Достоинства:
Цена, размеры, тихий
Комментарий:
Спасибо производителю, что честно указывает в паспорте родину изделия – Китай, а не как можно подумать из названия. Ожидал набор «пересобери все сам», но, как ни странно, все обошлось. Может и повезло, но станок без всяких доработок уверенно точит с хорошей точностью. Конечно, он не для больших нагрузок, но это и не та ценовая категория.
Покупал(а) для:
Мелкой слесарной работы
Ответить
Достоинства:
Работает после переборки
Недостатки:
Качество сборки
Комментарий:
Такое впечатление, что китайцы уже поняли, что их станки все равно перебирают, и вообще перестали что-то настраивать/затягивать. Разобрал и собрал практически полностью, попутно смазал. Иногда диву даешься азиатской изобретательности – один отверстие под углом просверлили, второй не стал заморачиваться переделкой и деталь подогнул) В целом, после доработки пользовать можно.
Покупал(а) для:
Малого бизнеса
Ответить
Оставить отзыв
Корвет-400 Станок токарно-винторезный настольный. Паспорт, схема, описание, характеристики
Сведения о производителе токарно-винторезного станка Корвет-400
Поставщиком настольного токарно-винторезного станка Корвет-400 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10 — станок круглопильный деревообрабатывающий переносной
- Корвет-21 — станок рейсмусовый деревообрабатывающий переносной
- Корвет-24 — станок строгальный деревообрабатывающий переносной
- Корвет-27 — станок рейсмусовый деревообрабатывающий переносной
- Корвет-31 — станок ленточнопильный вертикальный по дереву переносной
- Корвет-42 — станок сверлильный настольный Ø 6 х 60
- Корвет-51 — станок шлифовальный ленточный переносной
- Корвет-71 — станок токарный по дереву Ø 250 х 420
- Корвет-82 — станок фрезерный деревообрабатывающий переносной
- Корвет-88 — лобзик электрический
- Корвет-320 — станок многофункциональный деревообрабатывающий переносной
- Корвет 400 — станок токарно-винторезный настольный Ø 180 х 300
- Корвет 401 — станок токарно-винторезный настольный Ø 180 х 300
- Корвет 402 — станок токарно-винторезный настольный Ø 220 х 500
- Корвет 403 — станок токарно-винторезный настольный Ø 220 х 750
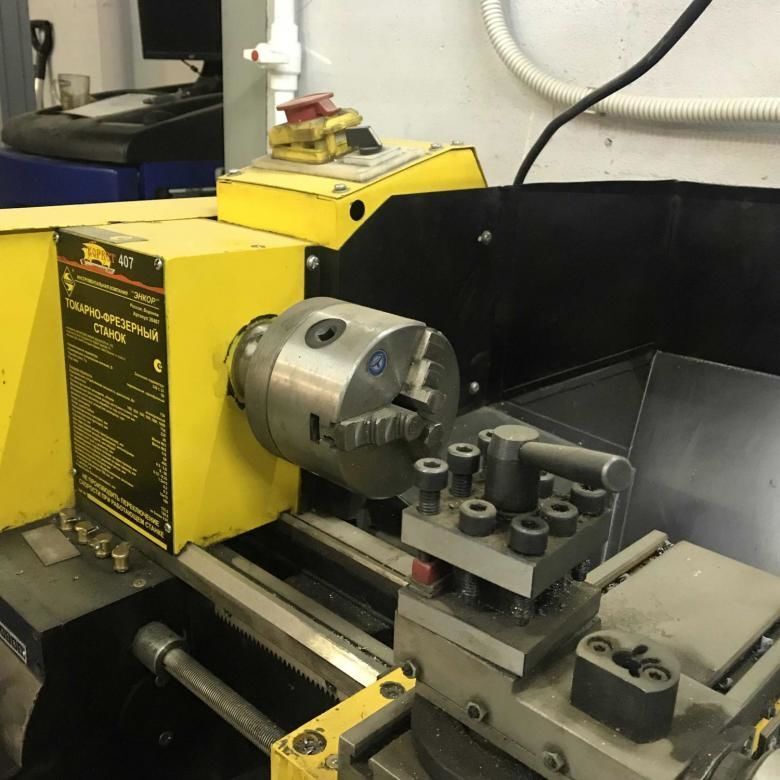
- Корвет 407 — станок токарно-фрезерный настольный Ø 220 х 750
Корвет-400 станок токарно-винторезный настольный.
 Назначение, область применения
Назначение, область применения
Токарно-винторезный станок по металлу Корвет 400 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения. Выпускается взамен станка Корвет-401.
Токарный станок Корвет 400 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- подрезка торцов
- Для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- Для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- При установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка Корвет 400 в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Корвет 400 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 400 может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Корвет 400:
- На станок установлен коллекторный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Реверс подачи каретки
- Плавная регулировка вращения шпинделя в двух диапазонах
- Комплект сменных шестерен дает возможность нарезать метрическую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.
 025 мм
025 мм - Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смешение, которое выставляется по шкале
- Станок комплектуется поддоном для сбора стружки
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
Общий вид токарно-винторезного станка Корвет-400
Фото токарно-винторезного станка Корвет-400
Фото токарно-винторезного станка Корвет-400
Расположение составных частей токарно-винторезного станка Корвет-400
Расположение основных узлов токарного станка Корвет-400
Расположение составных частей токарно-винторезного станка Корвет-400. Смотреть в увеличенном масштабе
Спецификация составных частей токарно-винторезного станка Корвет-400
- Передняя бабка
- Фланец шпинделя
- Трёхкулачковый самоцентрирующийся патрон
- Защитный щиток
- Кулачки патрона
- Болты крепления резца
- Резцедержатель
- Ручка фиксации резцедержателя
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли в задней бабке
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Гайка крепления задней бабки
- Салазки станины
- Станина
- Опора винта подачи каретки
- Ручка подачи поворотного суппорта
- Ходовой винт подачи каретки
- Суппорт поворотный
- Индикатор нарезания резьбы
- Рычаг включения автоматической подачи
- Ручка подачи поперечного суппорта
- Каретка
- Поперечный суппорт (резцовые салазки)
- Маховик ручной подачи каретки
- Колпак щеток электродвигателя
- Поддон для стружки
- Ножка резиновая
- Индикаторная таблица нарезания резьбы
- Защитный кожух гитары
- Ручка регулировки скорости
- Переключатель направления вращения шпинделя Вперед, Выключить, Назад
- Аварийный выключатель
- Рычаг переключения скорости в диапазоне Высокая, Низкая скорости
- Рычаг установки направления подачи каретки с позициями Вперед, Нейтральная, Назад
Схема сборки токарно-винторезного станка Корвет-400
Схема сборки токарно-винторезного станка Корвет-400
Схема сборки токарно-винторезного станка Корвет-400. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема электрическая токарно-винторезного станка Корвет-400
Электрическая схема токарно-винторезного станка Корвет-400
Описание работы электрической схемы токарного станка Корвет-400
Станок подключается к розетке сети 220В. 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить регулятор скорости в исходное положение, поворачивая его против часовой стрелки до щелчка
- освободить кнопку аварийного отключения станка SB 1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить вращение, поворачивая регулятор скорости Р по часовой стрелке и установить требуемые обороты
Изменение частоты вращения прямо пропорционально напряжению, поступающему от преобразователя AR1.
Выключить станок можно тремя способами:
- поворачивая регулятор Р против часовой стрелки до щелчка
- нажатием кнопки аварийного отключения
- выведением подключающей вилки из розетки
В любом случае, для возобновления работы включить вращение можно только так, как было описано выше. Поэтому для временного отключения вращения пользуйтесь регулятором, плавно уменьшая частоту вращения. Кнопку аварийного отключения используйте по назначению.
От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FU1. В случае его перегорания установите аналогичный предохранитель или обратитесь в центр сервисного обслуживания.
Читайте также: Производители токарных станков в России
Видео токарно-винторезного станка Корвет-400
Технические характеристики станка Корвет-400
| Наименование параметра | Корвет-400 | Корвет-401 | Корвет-402 | Корвет-403 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | ||||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 0.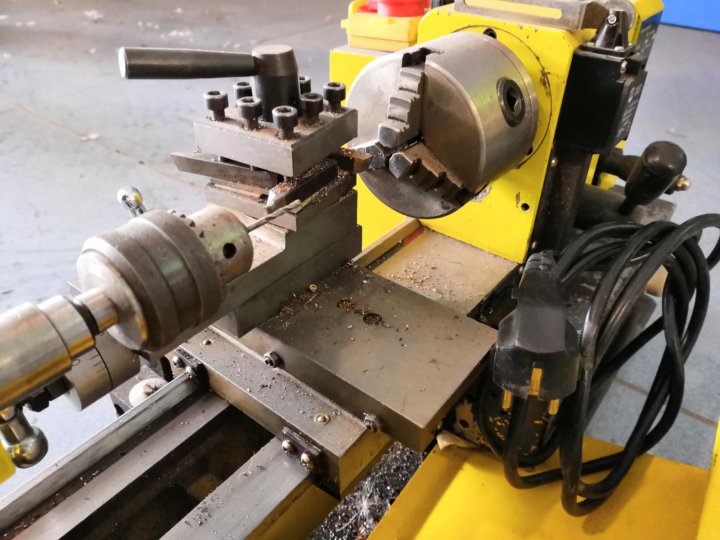 .1100, 0..2500 .1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 35 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,25 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | Б/с | Б/с | 0,12. .0,33 .0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 9 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,4 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 770 х 330 х 330 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 37 | 38 | 105 | 120 |
- Токарно-винторезный станок 16к20.
 Руководство по эксплуатации, НИИМАШ, 1976
Руководство по эксплуатации, НИИМАШ, 1976 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Батов В.П. Токарные станки., 1978
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Корвет-400 Паспорт настольного токарного станка, (pdf) 1,9 Мб, Скачать
Почему Corvette всегда будет отстойным в этом мнении авторов
Американский Corvette был иконой с момента его создания и показа на выставке Motorama 1953 года на автосалоне в Нью-Йорке. Он вызвал достаточно интереса, чтобы побудить GM выпустить версию для публики, и с тех пор получил множество наград и похвал за свой смелый дизайн и разработку. Тем не менее, это не было все розы. Компактность такого количества систем и компонентов в таком низкопрофильном и гладком корпусе привела к некоторым серьезным недостаткам и сбоям. Вот неполный список того, почему Corvette (в первую очередь C5) можно обожать за его эстетику, но отстой в инженерной и механической надежности.
Он вызвал достаточно интереса, чтобы побудить GM выпустить версию для публики, и с тех пор получил множество наград и похвал за свой смелый дизайн и разработку. Тем не менее, это не было все розы. Компактность такого количества систем и компонентов в таком низкопрофильном и гладком корпусе привела к некоторым серьезным недостаткам и сбоям. Вот неполный список того, почему Corvette (в первую очередь C5) можно обожать за его эстетику, но отстой в инженерной и механической надежности.
МЕХАНИЧЕСКАЯ
Аккумуляторы
Корветы C5, оснащенные аккумулятором Delco Freedom переменного тока, имели проблемы с растрескиванием корпуса аккумулятора на клеммных колодках. Вытекшая аккумуляторная кислота капает на блок PCM и жгут проводов под опорой. Часть его также достигает линий переменного тока и далее вниз к раме/шасси. Коррозия разъедает изоляцию проводов, в некоторых случаях вызывая короткие замыкания. При достаточно больших протечках приходится заменять ПКМ, а раму ходовой части перекрашивать и заново грунтовать.
Механические коробки передач
Трансмиссии MN6 и M12 известны дребезжанием и дребезжанием при отпускании сцепления на первой передаче после полной остановки. Эта проблема была более распространена с моделью C-5, но многие случаи также были зарегистрированы на более старых моделях. GM всегда заявляла, что это нормально и является частью функции выжимного подшипника. Во многих жалобах говорилось, что рычаг переключения передач очень трудно включить в передачу при нормальных условиях вождения. Проблема усугубляется на первой или задней передаче, когда рычаг переключения передач не включается полностью и выскакивает при отпускании сцепления. GM обвинила в этом привычку водителя переключать передачи.
Тормозная система
Владельцы постоянно жалуются на пульсирующую педаль тормоза при нормальном торможении. C5 был особенно известен этой ошибкой, поскольку его тормозные диски перегревались и деформировались. Замена роторов не требуется, но их необходимо обточить на токарном станке для восстановления поверхности. Это проблематично, поскольку несколько процедур шлифовки могут уменьшить толщину ротора, сделав его уязвимым для более высоких уровней нагрева, поскольку он не может рассеивать тепло достаточно быстро. На многих роторах появились волосяные трещины, что является признаком чрезмерного нагрева в сочетании с нагрузкой. Тормоза также имеют тенденцию блокироваться при нажатии на повороте, вызывая опасное состояние рыбьего хвоста.
Это проблематично, поскольку несколько процедур шлифовки могут уменьшить толщину ротора, сделав его уязвимым для более высоких уровней нагрева, поскольку он не может рассеивать тепло достаточно быстро. На многих роторах появились волосяные трещины, что является признаком чрезмерного нагрева в сочетании с нагрузкой. Тормоза также имеют тенденцию блокироваться при нажатии на повороте, вызывая опасное состояние рыбьего хвоста.
Топливный насос
Корветы C5 оснащены двумя топливными насосами и двумя топливными баками. Вторичный насос направляет газ из бака со стороны пассажира в бак со стороны водителя, и известно, что он не вызывает никаких проблем. Первичный топливный насос расположен прямо за сиденьем водителя и издает очень громкое жужжание, которое отвлекает и раздражает. GM дал владельцам инструкции в бюллетене о том, как изолировать от шума. Новые, более тихие топливные насосы доступны для замены старых моделей.
ПРОБЛЕМЫ ВНЕШНЕГО И ИНТЕРЬЕРА
Рулевая колонка
Корветы C4 и C5 с механической коробкой передач жаловались на блокировку рулевой колонки после выключения зажигания.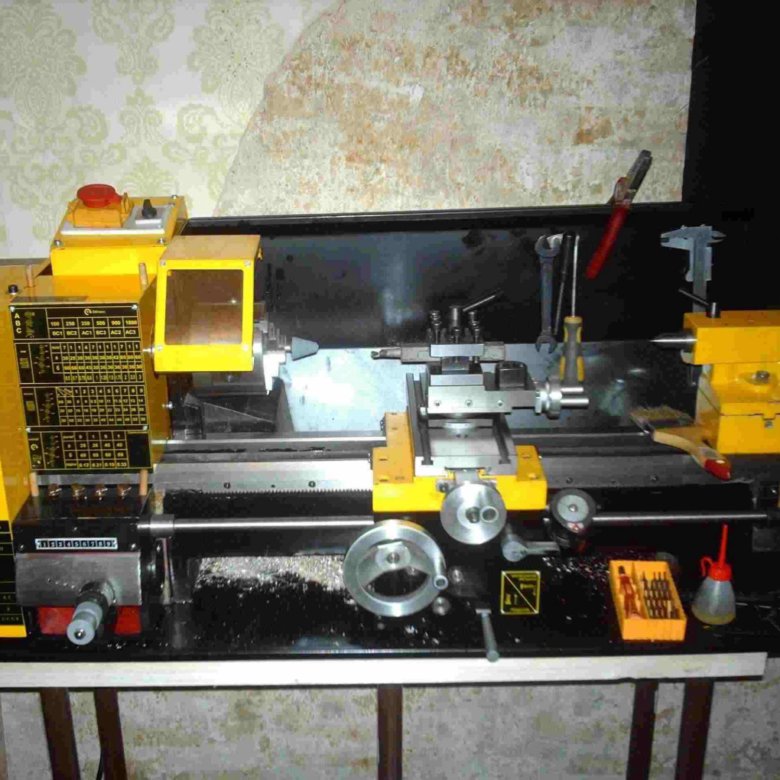 Он остается в заблокированном положении после перезапуска. В некоторых сообщениях указывалось, что рулевая колонка жестко блокировалась во время движения. Единственным решением была замена фиксирующей пластины на модифицированную.
Он остается в заблокированном положении после перезапуска. В некоторых сообщениях указывалось, что рулевая колонка жестко блокировалась во время движения. Единственным решением была замена фиксирующей пластины на модифицированную.
Сиденье и крыша
Было зарегистрировано множество жалоб на дешевое качество ковшеобразных сидений и их склонность к растрескиванию и растрескиванию по швам, и эта проблема была отмечена во всех модификациях Corvette. Проблема не возрастная. Известно, что проволочные пружины сиденья, перекладины и валики выпирают из ткани сиденья даже после умеренного использования. Чтобы решить эту проблему, рекомендуется поместить очень плотную мешковину между подушкой и пружинами. Раскачивание сиденья вперед и назад при разгоне и торможении — самая частая жалоба. В большинстве случаев рама и крепежные детали должны быть заменены, но GM не признала это законной производственной ошибкой.
Солнечная и лунная крыши
Съемные крыши столкнулись с рядом проблем после 1979 года, в первую очередь с протечками, шумом ветра и дребезжанием. Проблема возникает из-за изношенного или дефектного уплотнителя, который преждевременно сминается и высыхает быстрее, чем обычно. Бюллетень предписывает владельцам смазывать уплотнитель диэлектрической смазкой, чтобы увлажнить его и сделать более гибким.
Проблема возникает из-за изношенного или дефектного уплотнителя, который преждевременно сминается и высыхает быстрее, чем обычно. Бюллетень предписывает владельцам смазывать уплотнитель диэлектрической смазкой, чтобы увлажнить его и сделать более гибким.
Ремонт маховика на Корвет 454 Восстановление двигателя
ВОССТАНОВЛЕНИЕ АВТОМОБИЛЯ КАК
Тим Кот живет в Восточном Ватерлоо, штат Мэн. Тим имеет большой опыт работы с автомобилями, мотоциклами, квадроциклами и почти всем механическим оборудованием. Реставрация его Corvette 1971 года — его первый проект полной реставрации. Вы можете посетить веб-сайт Тима по адресу www.corvette-restoration.com.
В последнее время работа над машиной идет медленно, но хорошая новость в том, что блок двигателя у меня снова! Мой вращающийся узел также был отбалансирован, мне просто нужно спуститься в механический цех и забрать его!
Итак, пока я ждал, когда мне вернут блок двигателя, я решил уделить немного внимания маховику. Я знал, что в конечном итоге он понадобится механическому цеху вместе с нажимным диском сцепления, чтобы должным образом сбалансировать вращающийся узел. Беглый визуальный осмотр маховика выявил реальную потребность в некоторых машинных работах. Мало того, что его фрикционная поверхность была изношена, были также признаки возможных затвердевших участков от проскальзывания сцепления и перегрева (очевидно по участкам обесцвечивания стали). Прежде чем отдать маховик на ремонт, я внимательно осмотрел весь маховик на наличие мелких трещин или других признаков повреждения. К счастью, я их не нашел, иначе пришлось бы менять маховик.
Я знал, что в конечном итоге он понадобится механическому цеху вместе с нажимным диском сцепления, чтобы должным образом сбалансировать вращающийся узел. Беглый визуальный осмотр маховика выявил реальную потребность в некоторых машинных работах. Мало того, что его фрикционная поверхность была изношена, были также признаки возможных затвердевших участков от проскальзывания сцепления и перегрева (очевидно по участкам обесцвечивания стали). Прежде чем отдать маховик на ремонт, я внимательно осмотрел весь маховик на наличие мелких трещин или других признаков повреждения. К счастью, я их не нашел, иначе пришлось бы менять маховик.
В итоге я отнес маховик в местную NAPA после того, как позвонил им, чтобы убедиться, что они обрабатывают маховик с помощью камня (а не токарного станка). Токарный станок оставил бы направленный рисунок на поверхности маховика, что могло вызвать заедание сцепления, стук и преждевременный износ.
Что касается старого нажимного диска и сцепления, то они оба были изрядно изношены, поэтому я решил их заменить. Поскольку было бы очень маловероятно, что запасное сцепление сможет выдержать мощность, которую я ожидаю от моего нового двигателя, я проверил некоторые высокопроизводительные сцепления послепродажного обслуживания. Взвесив несколько вариантов, я остановился на двойном фрикционном сцеплении Centerforce. Хотя это потребует некоторых незначительных модификаций рычажного механизма сцепления, оно обеспечивает 9Удерживающая способность на 0% выше, чем у стандартного сцепления, а также снижается давление на педаль. Хотя были и другие модели с прямой посадкой, которые могли предложить аналогичную удерживающую способность, я выбрал сцепление Dual Friction из-за меньшего ощущения от педали (штатное ощущение от педали довольно жесткое). Если повезет, модификация рычажного механизма и установка пройдут гладко. Я показал новую нажимную пластину и фрикционный диск, показанные ниже.
Поскольку было бы очень маловероятно, что запасное сцепление сможет выдержать мощность, которую я ожидаю от моего нового двигателя, я проверил некоторые высокопроизводительные сцепления послепродажного обслуживания. Взвесив несколько вариантов, я остановился на двойном фрикционном сцеплении Centerforce. Хотя это потребует некоторых незначительных модификаций рычажного механизма сцепления, оно обеспечивает 9Удерживающая способность на 0% выше, чем у стандартного сцепления, а также снижается давление на педаль. Хотя были и другие модели с прямой посадкой, которые могли предложить аналогичную удерживающую способность, я выбрал сцепление Dual Friction из-за меньшего ощущения от педали (штатное ощущение от педали довольно жесткое). Если повезет, модификация рычажного механизма и установка пройдут гладко. Я показал новую нажимную пластину и фрикционный диск, показанные ниже.
Примерно в то же время, когда у меня были проблемы с маховиком и сцеплением, мастерская закончила работу над моим блоком, поэтому я отправился в магазин и забрал его. Вот блок, готовый к распаковке, установке обратно на стенд двигателя, очистке и окраске.
Вот блок, готовый к распаковке, установке обратно на стенд двигателя, очистке и окраске.
В итоге я немного поработал с блоком двигателя. Сначала они испекли, взорвали и замыли блок. Как только это было завершено, они обработали блок магнитным потоком, чтобы проверить наличие трещин, и, к счастью, их не было обнаружено. После того, как блок был пригоден для восстановления, я расточил цилиндры на 0,030 дюйма. Хотя износ в цилиндрах был не так уж велик, я решил пойти дальше и все равно расточить их. Черт, если я так далеко в этом, я К тому же, расточка цилиндров дала мне прекрасный повод установить новые кованые поршни с куполообразным верхом, которые будут отлично работать с новыми алюминиевыми головками, которые я запланировал… придется ждать следующего обновления
В дополнение к растачиванию, блок был также деформирован сверху, чтобы обеспечить действительно плоскую и однородную поверхность сопряжения с прокладками головки блока цилиндров. Наконец, отверстия коренных подшипников были отшлифованы. Некоторые могут посчитать это ненужным для перестроенного уличного двигателя, но у нас были некоторые опасения по поводу выравнивания отверстий из-за необычного износа, который мы обнаружили на коренных подшипниках (см. обновление от 5 марта). Выравнивание хонингования послужит гарантией того, что отверстия правильно выровнены, как и должно быть. После завершения работы мастерская провела окончательную и очень тщательную промывку блока, чтобы удалить любые металлические частицы, оставшиеся после процесса обработки.
Некоторые могут посчитать это ненужным для перестроенного уличного двигателя, но у нас были некоторые опасения по поводу выравнивания отверстий из-за необычного износа, который мы обнаружили на коренных подшипниках (см. обновление от 5 марта). Выравнивание хонингования послужит гарантией того, что отверстия правильно выровнены, как и должно быть. После завершения работы мастерская провела окончательную и очень тщательную промывку блока, чтобы удалить любые металлические частицы, оставшиеся после процесса обработки.
Ниже несколько фотографий готового блока в том виде, в котором он был доставлен из магазина. Это, конечно, выглядит намного лучше, чем когда я уронил его!
Если приглядеться, то можно увидеть перекрестную штриховку на отверстиях цилиндров, образовавшуюся в результате процесса хонингования. В левом нижнем углу фотографии вы также можете увидеть штриховку на внутренней поверхности одного из отверстий под коренные подшипники. Эта штриховка является результатом процесса выравнивания. Наконец, на верхней палубе также можно увидеть следы механической обработки.
Эта штриховка является результатом процесса выравнивания. Наконец, на верхней палубе также можно увидеть следы механической обработки.
Подготовка блока к покраске была настоящим процессом. Перед покраской я хотел убедиться, что поверхности блоков абсолютно чистые. Я провел большую часть двух часов с щеткой из щетины и растворителем для лака, очищая каждый дюйм блока, который должен был быть окрашен. После очистки растворителем лака я провел окончательную и тщательную очистку блока с помощью очистителя тормозных деталей. И разбавитель лака, и очиститель тормозов отлично подходят для этого, так как оба быстро испаряются, не оставляя следов, которые могут помешать хорошему склеиванию.
Во время восстановления шасси я был очень доволен краской ПОР-15, которую использовал, поэтому решил попробовать их моторную эмаль для покраски блока. Одной пинты будет более чем достаточно для того, что я планирую рисовать.
Вот блок с двумя нанесенными слоями краски.
Всего комментариев: 0