Кулачки на токарный станок: Как выбрать кулачки для токарного патрона? — РИНКОМ
Содержание
Онлайн-обучение Работа с мягкими кулачками на токарном станке Haas, курсы, видео
Мягкие или сырые кулачки дают несколько преимуществ по сравнению с твёрдыми или калёными кулачками. Они выставляют заготовку точно в оси шпинделя и гарантируют упор по оси с высокой повторяемостью. Именно они нужны для точного закрепления сложных деталей.
Сегодня к нам присоединился Эндрю, один из сертифицированных технических специалистов Haas. В этом видео мы покажем правильный способ подготовки мягких зажимных кулачков для зажима заготовок по наружному диаметру.
Обработка первой стороны этого корпуса подшипника завершена, и мы покажем наши рекомендации по подготовке мягких кулачков для зажима заготовки за уже обработанную сторону. Это просто необходимо для производства деталей с высокими требованиями к соосности точных диаметров, выполненных с переворотом заготовки в патроне станка.
Первое. Нам надо решить, будем мы использовать стальные или алюминиевые кулачки.
Алюминиевые кулачки обычно используются для зажима лёгких или пустотелых заготовок, когда усилие зажима небольшое. Стальные кулачки используются там, где усилие зажима требуется выше, и где важна прочность и долговечность кулачков.
Второе. Важно правильно выбрать размер кулачков. Существует большое количество различных видов и размеров кулачков.
Рекомендуется зажимать как минимум за одну треть длины заготовки. Для длинных заготовок надо брать удлинённые кулачки. Для коротких этого делать не стоит, так как это «удаляет» обработку от патрона, и сила зажима уменьшается. Если увеличивать силу зажима, то это приведёт к деформации кулачков, к уменьшению сцепления или к перегрузке и повреждению патрона. Обратитесь к документации на патрон, чтобы выбрать правильное решение.
Прежде чем установить мягкие кулачки необходимо тщательно очистить зубчатые гребёнки и Т-образные пазы.
Когда мы работаем на передней поверхности патрона, следует отметить, что никогда не надо снимать центральную крышку, пытаясь что-то выгадать. Эта крышка защищает внутренние движущиеся части механизма патрона от загрязнений, которые могут существенно снизить ресурс патрона.
Вы можете установить кулачки в разных положениях. Мы выбрали такое положение, чтобы «экономно» расходовать тело кулачков и использовать их в будущем для других деталей. Никогда не устанавливайте сменные кулачки так, чтобы Т-образные сухари были выдвинуты из своих пазов наружу.
Для начала Эндрю выдвигает кулачки так, чтобы Т-образный сухарь был примерно на уровне края мастер-кулачка.
Теперь надо затянуть крепёжные болты с помощью динамометрического ключа до значения крутящего момента, указанного в документации. Другими словами, надо затягивать так, чтобы кулачки выдерживали все необходимые усилия с одной стороны, и чтобы не сорвать резьбу — с другой.
Также крайне важно ежедневно смазывать патрон! По 2–3 качка в каждую из 3 точек смазки. Используйте смазку CHUCK-EEZ или любую эквивалентную с высоким процентным содержанием дисульфида молибдена. Если не ухаживать за патроном и не использовать именно такую смазку, то за короткое время усилие зажима может снизиться на 50 и более процентов.
Используйте смазку CHUCK-EEZ или любую эквивалентную с высоким процентным содержанием дисульфида молибдена. Если не ухаживать за патроном и не использовать именно такую смазку, то за короткое время усилие зажима может снизиться на 50 и более процентов.
При обработке мягких кулачков они должны плотно зажимать какой-либо предмет. Одним из лучших способов такого зажима является использование специального регулируемого кольца. Оно имеет 3 регулируемых штифта, которые вставляются в отверстия крепёжных винтов кулачков. Эти штифты могут скользить в своих пазах для регулировки позиции! Такая конструкция позволяет немного изменить положение зажима.
На корпусе патрона и на мастер-кулачках имеются риски: по две на корпусе и по одной на кулачке. Это рабочий ход кулачков.
Первоначально Эндрю настроил зажим кольца в верхней части этого хода. Если расточить кулачки на нужный размер в такой позиции, то это приведёт к затруднённой загрузке нашей детали в патрон, т.к. кулачки будут открываться почти без зазора к диаметру детали.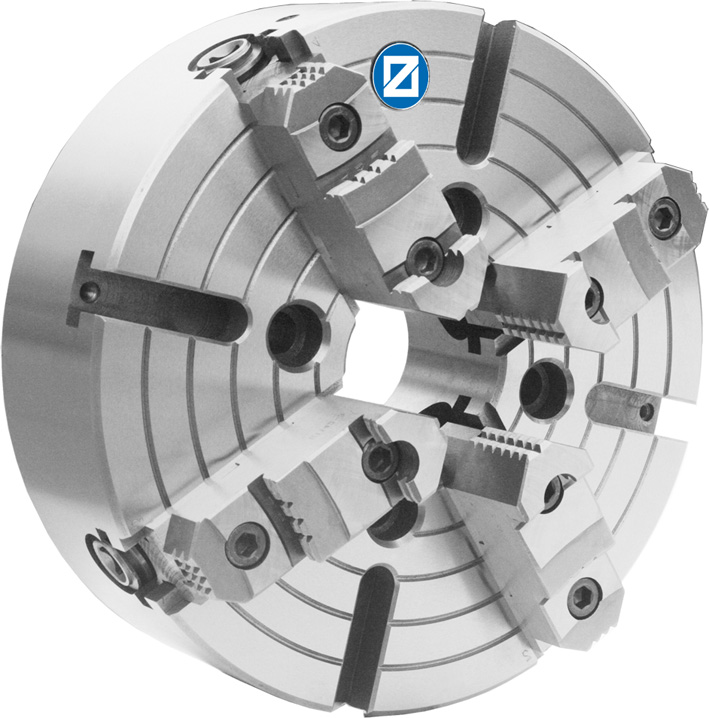
И наоборот, если произвести растачивание кулачков в позиции, близкой к нижней метке на патроне, то могут возникнуть проблемы с надёжным зажимом детали в патроне станка, т.к. остается очень небольшой ход кулачков для зажима.
Следует делать это в середине хода кулачков. Поэтому Эндрю чуть-чуть разжимает кулачки и поворачивает настроечное кольцо против часовой стрелки до тех пор, пока не попадет в середину диапазона.
Очевидно, что зажимать нашу деталь надо за наружный диаметр. Направление зажима в процессе растачивания кулачков с кольцом надо настроить таким же образом, как и при будущей обработке нашей детали.
Давление в гидрозажиме и максимальные обороты надо назначать, не превышая значений в спецификации производителя патрона. Кольца можно использовать при максимальном давлении 7 бар (100 фунтов на квадратный дюйм) и максимальной скорости 900 оборотов в минуту. Деталь мы будем зажимать с давлением 9 бар (130 фунтов на квадратный дюйм). Для нашей детали разница в 2 бара (30 фунтов на квадратный дюйм) между давлениями не будет проблемой.
Бывают ситуации, когда заготовку нужно зажать с давлением, которое заметно превышает давление, которое у нас было при работе с кольцом. Но имейте в виду, что часто большее давление может привести к проблемам. Мы расскажем об этом в другом видео.
Помните, что между силой зажима и деформацией должен быть баланс: слишком большая сила зажима деформирует кулачки и заготовку, а, наоборот, недостаточный зажим может привести к проворачиванию заготовки в кулачках во время обработки.
Самое время сейчас посмотреть графики, размещённые прямо на вашем станке. Помните, что скорость вращения шпинделя также влияет на усилие зажима за наружный диаметр, так как центробежные силы пытаются раздвинуть кулачки, уменьшая этим силу зажима. Установите давление на зажим в зависимости от максимальных оборотов в вашей программе.
Очень просто доказать потерю силы зажима с помощью этого электронного динамометра. Он показывает, с какой силой давят кулачки на заготовку. С нашим давлением 17 бар (250 фунтов на квадратный дюйм) общая сила зажима при неподвижных кулачках составит 19,6 кН. А при вращении патрона со скоростью 3000 оборотов в минуту оно падает более, чем в двое!
А при вращении патрона со скоростью 3000 оборотов в минуту оно падает более, чем в двое!
Итак! Наши подготовительные операции завершены, и мы можем воспользоваться интуитивно-понятной системой программирования Haas для создания управляющей программы. На современных станках Haas вы можете использовать для этого систему визуального программирования VPS. Нужно выбрать шаблон для обработки внутреннего диаметра. Можно также использовать какую-либо CAM-систему или написать эту несложную программу вручную.
При написании программы всегда имейте в виду, что диаметр зажима на кулачках должен соответствовать диаметру зажимаемой детали. В противном случае вы получите либо зажатие в шести точках, либо в трёх, т.е. либо только краями кулачков, либо только центром. В нашей программе мы будем растачивать по номинальному диаметру детали.
Когда давление на зажим патрона и позиция настроечного кольца нашего приспособления правильно подобраны, мы готовы резать!
После растачивания сделайте небольшую канавку на дне расточенного диаметра. Это позволит правильно зажимать до упора заготовку с острой кромкой или с очень маленькой фаской. Если этого не сделать, то заготовка будет неправильно устанавливаться на упор кулачков.
Это позволит правильно зажимать до упора заготовку с острой кромкой или с очень маленькой фаской. Если этого не сделать, то заготовка будет неправильно устанавливаться на упор кулачков.
Желательно зачистить образовавшиеся заусенцы, и кулачки готовы к использованию.
В некоторых случаях вы не сможете использовать регулируемое приспособление для растачивания кулачков, например, если мы готовимся обрабатывать большие детали, потому что само это кольцо будет нам мешать. В этом случае можно взять небольшую заготовку и, подготовить кулачки под неё как мы делали ранее, используя наше регулируемое расточное кольцо, удерживающее кулачки.
Измеряем диаметр заготовки, готовим управляющую программу и запускаем станок.
Подготавливая кулачки таким образом можно устранить необходимость добавления конусности.
После растачивания кулачков зажимаем заготовку в патрон в качестве упора, оставляя необходимое место для дальнейшей работы. Нужно задать такое же давление и в том же направлении, как и при будущей обработке детали. Для зажима заготовки задаём давление равное 17 бар (250 фунтов на квадратный дюйм).
Для зажима заготовки задаём давление равное 17 бар (250 фунтов на квадратный дюйм).
Прежде чем начинать готовить кулачки для детали, Эндрю заметил, что заготовка — грубый необработанный кусок металла с некоторым разбросом по диаметру. Поэтому зажиматься она будет то шестью точками, то тремя. В данном случае это не проблема.
Начинаем растачивать кулачки для нашей детали с зажимом заготовки.
Сейчас также покажем, как можно подготовить кулачки сразу для обработки детали с двух сторон даже при серьёзной разнице в диаметрах!
Двухступенчатые кулачки — это очень хорошая альтернатива использованию двух комплектов кулачков! Большие уступы кулачков зажимают необработанную заготовку, когда геометрия ещё не столь важна. Меньшие уступы будут зажимать за обработанную первую сторону. Итак, мы готовы с помощью эти двухступенчатых кулачков приступить к изготовлению партии наших деталей.
Спасибо за просмотр, и обязательно ознакомьтесь с другими нашими роликами о мягких кулачках, где мы расскажем много интересного, в частности о добавлении конуса или о повторном использовании кулачков.
Изготовление токарных кулачков — «Метсервис»
Токарные кулачки – это основной вид оснастки для патрона токарного станка. ПКФ «Метсервис» осуществляет изготовление кулачков для токарных патронов по ГОСТ и чертежам заказчика. На всех этапах производства действует строгий контроль качества. Это исключает поставку брака и гарантирует точное соответствие заявленных заказчиком свойств и геометрии деталей.
Назначение кулачков к токарным патронам
Металлические изделия обеспечивают надежность и прочность фиксации обрабатываемых заготовок на шпинделе. Использование в конструкции оборудования качественного и прочного элемента позволяет работать на высокой скорости при использовании вращающегося инструмента, гарантируя точность и необходимое усилие при фиксации.
Количество кулачков рассчитывается исходя из конструктивных особенностей патрона и его размера. Они необходимы для надежной и точной установки заготовки в рабочей зоне.
Виды токарных кулачков
По типу конструкции фиксирующие детали делятся на несколько основных видов:
- Прямые.
 Используются для зажима заготовок с наружной стороны.
Используются для зажима заготовок с наружной стороны. - Обратные. Позволяют зафиксировать деталь с внутренней стороны.
- Накладные. Подходят для работы с заготовками большого диаметра различной длины.
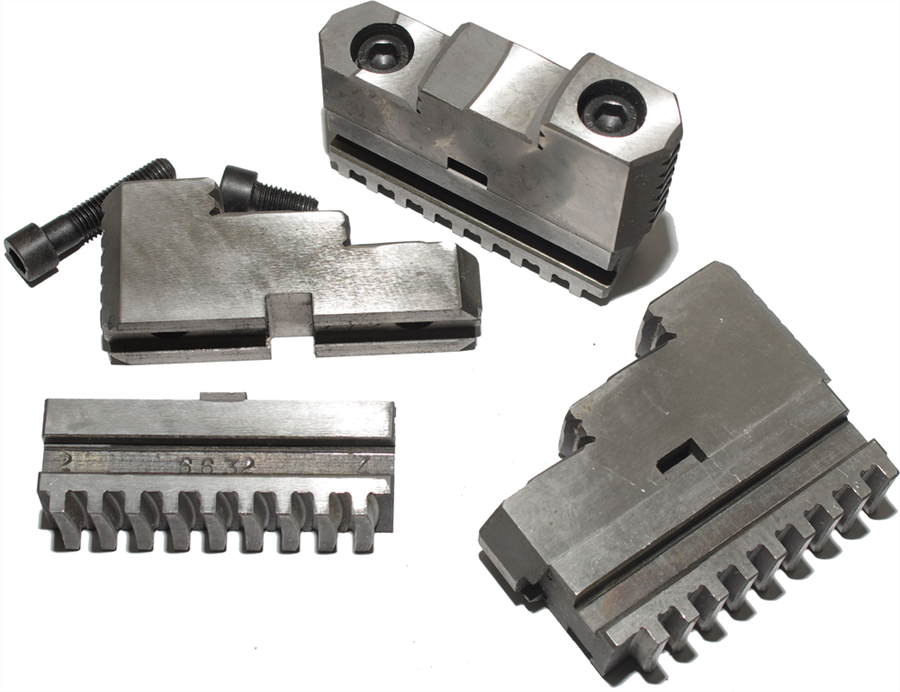
- Сборные. В состав такой конструкции входит рейка с гребенками, используемая для крепления накладного элемента.
При производстве оснастки к ней предъявляются высокие требования по прочности и устойчивости к износу. Для изготовления чаще всего используются легированные марки стали. Поверхность в местах зажима и зубцы дополнительно закаливают и цементируют, с последующей тщательной шлифовкой. Такая обработка позволяет повысить эксплуатационные свойства деталей и сводит к минимуму механическое повреждение оборудования и обрабатываемого металлоизделия.
Изготовление токарных кулачков
Компания «Метсервис» изготавливает кулачки с параметрами, приведенными ниже в таблице. Используем в работе технологичное оборудование и производим как стандартные модификации изделий, так и детали для импортных станков ЧПУ с гидрозажимом.
Стоимость изготовления зависит от сложности технологических процессов, объемов и сроков поставки, а также цены исходного материала. Отправка продукции возможна по Челябинску и другим городам России.
Параметры токарных кулачков
| Типоразмер | B | C | D | E | F | G | H | J |
| 6” | 73 | 31 | 36 | 12 | 31 | 24 | 20 | 15 |
| 8” | 95 | 35 | 37 | 14 | 32 | 22 | 25 | 24 |
| 10” | 110 | 40 | 42 | 16 | 37 | 27 | 30 | 30 |
| 12” | 130 | 50 | 50 | 21 | 45 | 33 | 30 | 40 |
| 15” | 175 | 62 | 62 | 22 | 54 | 38 | 43 | 37 |
Если у Вас при выборе продукции возникают сложности, то мы с радостью поможем подобрать нужную Вам продукцию
Основные характеристики
12
лет на рынке
15000
довольных клиентов
120
квалифицированных специалистов
15
дней среднее время исполнения заказа
35000
единиц продукции мы производим в год
12
месяцев гарантийный срок на все изделия
Факты о компании ПКФ
«МЕТСЕРВИС»
Предприятие ООО ПКФ «Метсервис» — одно из ведущих инновационных предприятий на Южном Урале. За 12 лет деятельности, компания, в результате реструктуризации трудовых и производственных ресурсов, превратилась в крупнейшее производственное объединение.
За 12 лет деятельности, компания, в результате реструктуризации трудовых и производственных ресурсов, превратилась в крупнейшее производственное объединение.
Наличие производственной базы с широкой гаммой самого современного оборудования, в совокупности с новаторством и индивидуальным подходом в решении технологических вопросов, дополненные гибкой ценовой политикой и высокой скоростью выполнения заказов, позволили предприятию уверенно выйти на рынок производства комплектующих для нефтегазодобывающего и машиностроительного комплекса.
Условия поставки
На всю продукцию предоставляются паспорта и сертификаты на материал
Мы работаем по предоплате, но не исключаем постоплату при длительных и качественных отношениях с заказчиком
У нас на предприятии организованы самовывоз продукции или отправка её с помощью транспортных компаний
Этапы работы
Почему с нами стоит работать?
ГАРАНТИРУЕМ КАЧЕСТВО ИЛИ ВОЗВРАЩАЕМ ДЕНЬГИ!
Токарный станок BobCAD-CAM — BobCAD-CAM
Токарный станок BobCAD-CAM — BobCAD-CAM
Вопросы? Позвоните по телефону 877-262-2231, чтобы поговорить с CAD CAM Pro!
ОСОБЕННОСТИ: Интеграция MachiningCloud
Добавлять инструменты стало проще, чем когда-либо, благодаря нашему новому партнерству с MachiningCloud. Импортируйте полные сборки инструментов (вставки и держатели) непосредственно в библиотеку инструментов или набор инструментов, включая круглые расточные оправки.
Импортируйте полные сборки инструментов (вставки и держатели) непосредственно в библиотеку инструментов или набор инструментов, включая круглые расточные оправки.
Попробуйте интеграцию с MachiningCloud, загрузите бесплатно
CAD-CAM для токарных станков с ЧПУ позволяет вам проектировать или импортировать геометрию детали, которой вы будете назначать стратегии траекторий, используя интуитивно понятный мастер интерфейса. Программирование типов элементов в BobCAD упрощает управление направлением резания и тем, где на детали создается траектория движения инструмента.
Усовершенствования дерева CAM (новая функция)
Новый рабочий процесс повышает производительность, обеспечивая лучший пользовательский интерфейс для оптимизации циклов ЧПУ Тьюринга и создания траекторий. Публикуйте и запускайте быстрее с новой и улучшенной навигацией по дереву CAM V34 и рабочим процессом. Редактирование двойным щелчком, автоматическое закрытие, расширенное дерево CAM, размещение шрифтов, размещение одной операции, примечания к дереву CAM и многое другое.
Backplot Visibility (новая функция)
Пройдитесь по траектории инструмента, используя фоновую диаграмму, графическое вспомогательное средство, которое поможет вам понять, где начинается инструмент, в каком направлении он режется и т. д. Выберите один из 3 режимов отображения с возможностью показать или скрыть держатель и вставку.
Значения мастера траектории по умолчанию
Точная настройка программирования 2-осевого токарного станка для детали, процесса или части оборудования с помощью мастера траектории по умолчанию. Сохраните предпочтительные настройки траектории, что поможет вам быстрее программировать детали. Измените настройки мастера траекторий, нажмите «Сохранить значения по умолчанию» и выберите свой шаблон, это так просто.
Обрезка до припуска
Обрезка траектории за пределами вашего рабочего припуска, что приводит к более эффективным траекториям с более коротким временем цикла. Используйте прогрессивное отслеживание припуска токарного станка BobCAD, чтобы ограничить область создания траектории.
ВЫБЕРИТЕ семейство программного обеспечения BobCAD-CAM
САПР
Дерево проектирования САПР
Динамическое рисование
Вспомогательные линии
Библиотека форм
Каркасы 2D/3D
Булевы значения 2D
Проецирование на плоскости Z
Просмотр поперечного сечения
Инструменты для создания 2D и 3D геометрии
Построение поверхности
Моделирование твердого тела
Булевы операции с телами и редактирование поверхности
Утилиты САПР, трансляция, зеркальное отображение, сшивание и расстегивание
Шестерни, CAMs и мастера проектирования звездочек
Bolt Holt e & Grid Patterns
Функции текста/шрифта
Очистка и оптимизация геометрии с удалением двойных объектов
Перевод данных САПР и совместимость
САМ
Библиотека инструментов
Набор инструментов
Библиотека держателей инструментов
Мастер обработки материалов
Лист настройки
Список инструментов
Программирование на основе элементов
Функции сохранения и загрузки
Функции копирования и вставки
Несколько мест установки машины
Библиотека материалов
Стратегии динамической обработки
Фон траектории
Редактор траектории
Solid 3D Simulation
Статистика траектории
Отображение скорости подачи
Универсальный постпроцессор
Вывод подпрограммы
900 06 3D Arc filter (G17, G18, G19 Plane Cutting)
Ассоциативное CAM-дерево
Группы траекторий
Шаблоны траекторий (преобразование / поворот)
Доминирующий порядок обработки инструмента
Доминирующий порядок обработки элемента
Диспетчер выбора геометрии элемента
Мастер траекторий
Оптимизация порядка сортировки последовательности обработки
от 2,5 до 5 осей
2. 5 AXIS
5 AXIS
Торцовка
Профилирование
Выемка карманов
Гравировка
Высокоскоростная обработка карманов / адаптивная обработка карманов
Фрезерование резьбы 9 0007
Черновая обработка врезанием
Снятие фаски
Скругление углов
Остаточная обработка
4 AXIS
Индексирование
Оборачивание
Вращение
5 AXIS
Обработка SWARF
9000 6 Высокоскоростная/адаптивная многоосевая черновая обработка
Проволочный каркас/обрезка
Индексирование
3 оси
3 оси Каркас
3-х осевой планар
3-х осевой спиральный
3-х осевой гравировальный
3-х осевой радиальный
3D-погружной черновой
Z-уровень черновой 9000 7
Чистовая Z-уровень
Расширенная черновая обработка
Равнины
Эквидистантное смещение
Карандаш
Расширенная чистовая обработка Z-уровня
Кривые проекта
Расширенная планарность 9000 7
Высокоскоростная/адаптивная черновая обработка
Остаточная обработка
Траектория инструмента на основе поверхности (вывод по 3, 4 и 5 осям)
Параллельные разрезы
Разрезы вдоль кривой
Трансформация между двумя кривыми
Параллельно нескольким кривым
Кривые проекта
Трансформация между двумя поверхностями
Параллельно поверхности
Выводная линия 9 0007
Пакет программного обеспечения ЧПУ, поддержка и обучение для вашего цеха ЧПУ
СОЗДАЙТЕ ЭТО ЗДЕСЬ И НАЧНИТЕ ТЕСТ-ДРАЙВ СЕГОДНЯ!
SprutCAM – система CAD/CAM для программирования токарных станков
Перейти к содержимому
Программирование токарных станковiV2023-03-29T18:14:59+03:00
SprutCAM X для токарных станков: точение и растачивание цилиндрических, конических и фасонных поверхностей, нарезание резьбы, обрезка, торцевание, сверление и развертывание отверстий.
![]()
Подробнее
Токарные функции в SprutCAM X
Токарные функции в SprutCAM X
Все виды токарных операций
Обработка торцов, внутренних и наружных диаметров черновая, чистовая обработка, нарезание резьбы, нарезание канавок, нарезание торцевых канавок , токарная обработка отверстий, отрезка.
Постоянные циклы токарного станка
По желанию пользователя SprutCAM X может дополнительно выводить G-код с использованием циклов токарного станка.
Функции токарного станка в SprutCAM X
Оптимизированный рабочий процесс программирования ЧПУ
SprutCAM X рассчитывает траектории токарного станка и все другие процессы обработки, используя собственную кинематику станка с ЧПУ.
Что это означает для пользователя?
Это означает, что столкновения между осями станка и заготовкой обрабатываются автоматически во время расчета траектории.
Вам не нужно выполнять постобработку кода ЧПУ для имитации реального результата. Все движения станка видны сразу после расчета траектории.
Программирование ЧПУ становится визуальным, рабочий процесс упрощается.
Кроме того, благодаря этой функции пользователь может сэкономить еще больше машинного времени за счет точной настройки машины. Например, сокращение времени цикла за счет оптимизации расположения инструментов в револьверной головке.
Функции токарного станка в SprutCAM
Все виды токарных работ
Обработка торцов, наружных и внутренних диаметров черновая, чистовая обработка, нарезание резьбы, нарезание канавок, торцевание канавок, токарная обработка отверстий, отрезка.
Постоянные циклы токарного станка
По желанию пользователя SprutCAM может дополнительно выводить G-код с использованием циклов токарного станка.
Функции токарного станка в SprutCAM
Оптимизированный рабочий процесс программирования ЧПУ
SprutCAM рассчитывает траектории токарного станка и все другие процессы обработки, используя собственную кинематику станка с ЧПУ.
Что это означает для пользователя?
Это означает, что столкновения между осями станка и заготовкой обрабатываются автоматически во время расчета траектории.
Вам не нужно выполнять постобработку кода ЧПУ для имитации реального результата. Все движения станка видны сразу после расчета траектории.
Программирование ЧПУ становится визуальным, рабочий процесс упрощается.
Кроме того, благодаря этой функции пользователь может сэкономить еще больше машинного времени за счет тонкой настройки машины. Например, сокращение времени цикла за счет оптимизации расположения инструментов в револьверной головке.
Посмотреть демо-симуляцию токарной обработки
Программирование токарного станка, экономящее время
Предварительный просмотр траектории, интерактивный подход и отвод, редактирование контуров перетаскиванием, база данных резьб
Экономия времени благодаря предварительному просмотру траектории
SprutCAM X показывает траекторию инструмента эскиз еще до расчета траектории. Это означает более быстрое программирование ЧПУ.
Это означает более быстрое программирование ЧПУ.
Интерактивная установка подхода
Полезно для получения легко читаемых значений в G-коде.
станки с ЧПУ это оценят.
Редактирование контура методом перетаскивания
Редактируйте контур обработки непосредственно в интерфейсе. SprutCAM X покажет предварительный просмотр траектории с изменениями.
Выберите тип и размеры резьбы из базы данных. Шаг и глубина будут обновлены автоматически.
Экономьте время с предварительным просмотром траектории
SprutCAM показывает эскиз траектории еще до расчета траектории. Таким образом, программирование становится быстрее.
Интерактивная установка подхода
Полезно для получения легко читаемых значений в G-коде.
станки с ЧПУ это оценят.
Редактирование контура методом перетаскивания
Редактируйте контур обработки непосредственно в интерфейсе. SprutCAM покажет предварительный просмотр траектории с изменениями.
Выберите тип и размеры резьбы из базы данных. Шаг и глубина заполнятся автоматически.
Расширенное программирование токарной обработки в SprutCAM X
Опора оси B
Токарные детали любого профиля
Вы можете использовать ось B для обработки более сложных контуров с помощью одного инструмента. Поддержка оси B
уменьшает количество используемых инструментов и позволяет
обрабатывать более сложные контуры.
Посмотреть демонстрацию
С помощью этой функции можно сделать винт с любым профилем или, например, опорную резьбу.
Смотреть демонстрацию
Опора оси B
Вы можете использовать ось B для обработки более сложных контуров одним инструментом. Поддержка оси B
уменьшает количество используемых инструментов и позволяет
обрабатывать более сложные контуры.
Посмотреть демонстрацию
Токарные детали любого профиля
С помощью этой функции можно сделать винт подачи с любым профилем или, например, опорную резьбу.
Посмотреть демонстрацию
Установить SprutCAM X
Скачать пробную версию
Получить SprutCAM X
Найти торгового посредника
Решения для программирования станков с ЧПУ и промышленных роботов
Узнайте о других решениях для программирования станков с ЧПУ и промышленных роботов, предоставляемых SprutCAM X
2,5-кратная и 3-кратная мельница
Роторная
Токарно-фрезерный станок
Многоосный
HSM и адаптивный
Swiss и MTM
5-6D резка
Аддитивные и гибридные
2D-резка
Промышленные роботы
Моделирование на основе G-кода
9003 2
Циклы зондирования
Powered by SprutCAM X
Ежедневные посты от наших клиентов по всему миру 11:28:23+03:0028 апреля , 2023|
Аддитивное производство, также известное как 3D-печать, произвело революцию в способах производства объектов.
Всего комментариев: 0