На лазерном оборудовании: Статьи о лазерном оборудовании — Lasercut
Содержание
Что делает лазерное оборудование незаменимым при работе с металлом
Лазерный луч — удивительная вещь. Лазерный луч непрерывной мощности имеет плотность энергии, более чем в 4 триллиона раз превышающую сфокусированную энергию солнца, и производители нашли способы использовать эту необычайно высокую плотность энергии для выполнения любых задач — от резки и сварки листового металла до сверления отверстий в печатных платах.
Лазеры могут резать, соединять и удалять материал. Они могут даже могут быть использованы в аддитивном производстве,
например, в импульсном лазерном напылении или 3D-печати.
Мы можем изменять уровни мощности, частоту импульсов и плотность энергии с помощью манипуляций с диаметром луча, а также другими способами, чтобы лазерный луч мог вызывать нужные реакции материала для различных процессов.
В самом деле , применение лазера в промышленности обширно и разнообразно.
Примечание: данная статья является переводом.
Диаметр светового пучка и скорость резки
Различные материалы по-разному взаимодействуют с различными длинами волн света, что делает некоторые лазерные источники более эффективными при обработке определенных материалов, чем другие. Например, одним из известных преимуществ резки металла для промышленного применения с помощью лазеров с длиной волны 1 мкм является увеличение скорости по сравнению с резкой с помощью
Например, одним из известных преимуществ резки металла для промышленного применения с помощью лазеров с длиной волны 1 мкм является увеличение скорости по сравнению с резкой с помощью
CO2-лазеров.
Во многом это объясняется высокой поглощающей способностью света этой длины волны, например, в углеродистой стали (см. рис. 1). Небольшой пучок света, эффективно поглощаемый в разрезаемой стали, непосредственно приводит к более высокой скорости при резке плавлением (то есть резке с использованием нереактивного газа, такого как азот) в углеродистой стали.
При резке твердотельным лазером, таким как дисковый или оптоволоконный, диаметр сфокусированного пучка в сочетании с высоким процентом поглощения излучения лазера позволяет достичь очень высоких скоростей резки. Это преимущество в производительности по сравнению с CO2 проявляется в основном при обработке тонких и средней толщины материалов, причем преимущество уменьшается по мере увеличения толщины материала. Диаметр луча можно в определенной степени контролировать с помощью таких вещей, как коллимация света или изменение положения фокусирующей линзы (см. рис. 2), но существует предел того, насколько большой или маленький луч может быть получен.
рис. 2), но существует предел того, насколько большой или маленький луч может быть получен.
Диапазон диаметров пучка определяется размером волокна доставки пучка (см. рис. 3). Волокно доставки луча диаметром 100 мкм обычно используется в лазерах для резки листового металла. Такой диаметр сердцевины обеспечивает высокое качество луча и высокую скорость резки. При увеличении толщины материала очень маленький размер пятна становится препятствием, ограничивая производительность, качество резки и надежность процесса.
Чтобы смягчить эту проблему, можно выбрать больший диаметр сердечника. Недостатком этого, конечно, является то, что минимальный диаметр луча становится намного больше того, что может обеспечить сердечник меньшего диаметра. Хотя качество и надежность процесса существенно повышаются, скорость работы с более тонкими материалами снижается.
Именно здесь может помочь двухжильное волокно. Одна сердцевина малого диаметра устанавливается коаксиально с сердцевиной большого диаметра. Программируемый затвор меняет, какая из жил активна. Такое волокно предназначено для того, чтобы система лазерной резки достигала высоких скоростей при работе с тонкими материалами и высокого качества и надежности при работе с более толстыми материалами.
Программируемый затвор меняет, какая из жил активна. Такое волокно предназначено для того, чтобы система лазерной резки достигала высоких скоростей при работе с тонкими материалами и высокого качества и надежности при работе с более толстыми материалами.
Рисунок 1. Энергия от 1-микронной длины волны дискового и волоконного лазера помогает увеличить скорость резки во время резки плавлением.
Диаметр и фокусировка луча при сварке
Диаметр луча выполняет еще одну функцию при сварке. Хотя лазерная сварка отнюдь не нова, она пользуется большой популярностью как в мастерских, так и у производителей комплектного оборудования благодаря потенциальной экономии затрат за счет меньшего количества повторных работ, большей гибкости проектирования и исключения дорогостоящих и трудоемких последующих процессов, таких как шлифовка и полировка.
В листовом металле лазерная сварка осуществляется двумя основными способами: это теплопроводная сварка и сварка с глубоким проплавлением.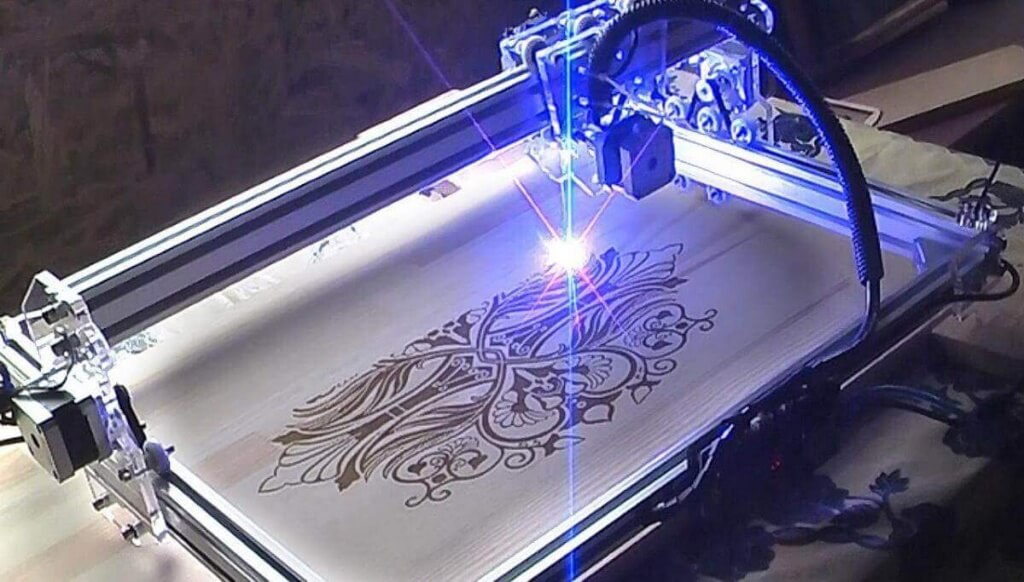 При теплопроводной сварке используется сильно расфокусированный луч, расположенный над изделием. Положение фокуса луча обычно составляет от 6 до 12 мм над поверхностью заготовки, но может достигать 25 мм. Процесс нагревает металл выше температуры плавления без образования паров. Плотность мощности составляет от 104 до 105 Вт/см2 и зависит от теплопроводности металла; например, углерод и нержавеющая сталь легче свариваются этим методом, чем алюминий.
При теплопроводной сварке используется сильно расфокусированный луч, расположенный над изделием. Положение фокуса луча обычно составляет от 6 до 12 мм над поверхностью заготовки, но может достигать 25 мм. Процесс нагревает металл выше температуры плавления без образования паров. Плотность мощности составляет от 104 до 105 Вт/см2 и зависит от теплопроводности металла; например, углерод и нержавеющая сталь легче свариваются этим методом, чем алюминий.
Теплопроводная сварка дает очень эстетичный сварной шов, расположенный перпендикулярно (90 градусов) лазерному лучу, хотя существует некоторая угловая гибкость с компромиссом по глубине проплавления, а эффективность процесса в определенном смысле низкая. Когда в процессе используется твердотельный лазер, излучающий свет с длиной волны 1 мкм, 68 процентов энергии отражается от облучаемой области заготовки, что приводит к низкой эффективности соединения, ограничивающей глубину проплавления и скорость сварки. При использовании CO2-лазера показатель еще хуже: 88 процентов света отражается от облучаемой области, что делает сварку теплопроводностью с помощью CO2-лазера непрактичной.
Несмотря на некоторые ограничения, теплопроводная сварка по-прежнему пользуется огромной популярностью среди производителей, особенно в тех случаях, когда требуется закругленная кромка. Вспомните все приборы из нержавеющей стали на вашей кухне или загляните на кухню ресторана и посмотрите на поверхности из нержавеющей стали. Присмотритесь, и вы увидите следы шлифовки и несовпадающие радиусы от ручной доработки, которая используется для решения проблем, возникающих при обычной сварке.
Посмотрите на те же детали, изготовленные с помощью лазерной сварки с теплопроводностью, и вы заметите, что эти проблемы исчезли. Это действительно подтверждает постоянно растущий интерес к лазерной сварке, особенно в условиях, где большое количество доработок является нормой.
При использовании одного и того же лазерного источника и системы доставки луча можно манипулировать плотностью луча и положением фокуса для сварки по второй методике. При сварке с глубоким проплавлением или как её называют по другому сварка в замочную скважину использует положение фокуса приблизительно 0; то есть фокус находится на поверхности материала или вблизи нее, создавая высокую плотность энергии на заготовке. В то время как при сварке с теплопроводностью эффективность соединения относительно низкая, при сварке с глубоким проплавлением она довольно высокая как с твердотельными, так и с CO2 лазерными источниками; эффективность соединения составляет 10 и 15 процентов соответственно.
В то время как при сварке с теплопроводностью эффективность соединения относительно низкая, при сварке с глубоким проплавлением она довольно высокая как с твердотельными, так и с CO2 лазерными источниками; эффективность соединения составляет 10 и 15 процентов соответственно.
В процессе обработки деталь нагревается выше температуры, при которой происходит парообразование, и формирует паровой капилляр за счет давления абляции выходящих паров металла, создавая «замочную скважину», которая и дает название процессу. Плотность мощности составляет от 105 до 106 Вт/см2, а глубина проплавления зависит от образования замочной скважины.
Этот метод сварки обеспечивает высокую скорость сварки, узкую зону термического влияния и значительную глубину провара. Из-за низкой передачи энергии и большой глубины проплавления сварка с глубоким проплавлением больше подходит для толстых материалов или при подготовке шва «поверхность-поверхность» или «поверхность-кромка». Идеальным вариантом подготовки шва является стыковое соединение «кромка в кромку», хотя процесс шпоночной сварки обычно хорошо подходит для различных конфигураций швов.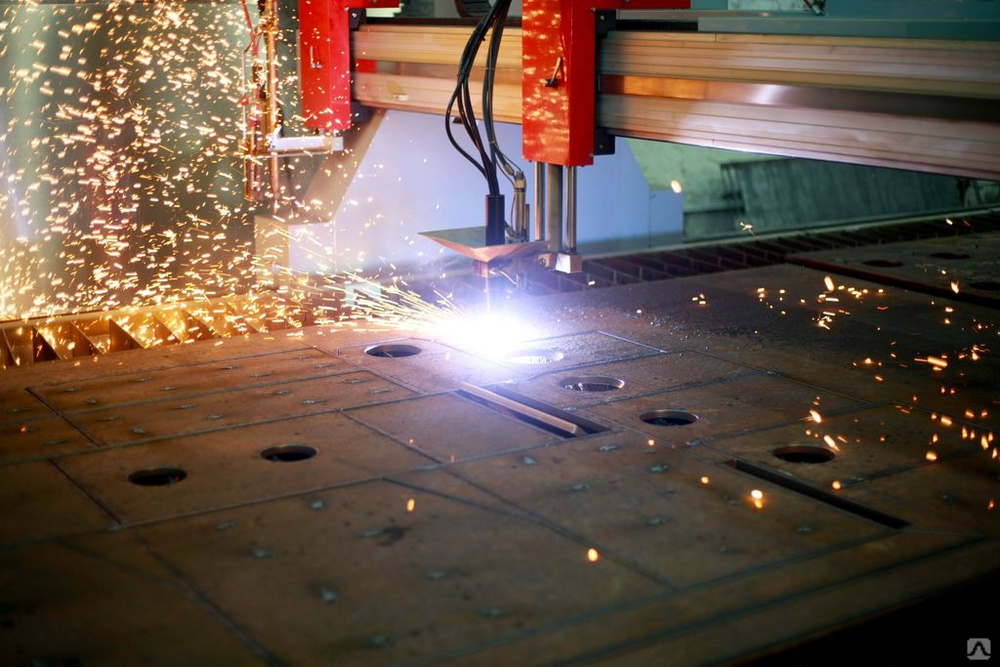
При выборе между сваркой с теплопроводностью и сваркой с глубоким проплавлением выбор определяется областью применения. Хотя сварка с теплопроводностью, возможно, выглядит лучше, простой факт заключается в том, что сварка с глубоким проникновением обычно дешевле из двух вариантов, в основном благодаря высокой скорости сварки. Тем не менее, вы можете воспользоваться преимуществами скорости и низкой передачи энергии при сварке глубокого проплавления и получить при этом красивые, последовательно закругленные края, характерные для сварки теплопроводностью. Просто пройдитесь по уже сваренному шву с замочной скважиной, установив луч в положение повышенной фокусировки.
Лазер продолжают совершенствоваться
Лазеры продолжает решать все больше производственных задач, и такие переменные процесса, как диаметр луча и манипулирование им, продолжают оказывать значимое влияние. От резки и сварки до аддитивного производства — прогресс в лазерных технологиях, несомненно, станет ключевым компонентом успеха в четвертой промышленной революции.
Потенциал импульса
Новейшие технологии дают нам представление о том, насколько обширен потенциал лазерного оборудования для обработки металлов и не только. Рассмотрим лазеры с ультракороткой длительностью импульса. Чтобы дать представление о масштабах, свет движется со скоростью 186 000 миль в секунду.
За одну секунду свет может пройти окружность Земли 7,5 раз. За пикосекунду свет проходит всего 300 мкм! Если время поглощения обрабатываемого материала меньше времени электрон-фононного взаимодействия, происходит холодная абляция; металл не нагревается и не плавится, а полностью диссоциируется.
Холодная абляция применяется как в металлах, так и в различных других материалах, включая стекло. В большинстве случаев стекло обрабатывается с помощью процесса разметки и разрыва, когда сила разрывает материал по линиям разметки, или поверхностной абляции с помощью ультрафиолетовых (УФ) лазеров.
Рисунок 2. Диаметр луча можно в некоторой степени контролировать, изменяя положение фокусирующей линзы.
Почему именно ультрафиолетовые лазеры? Это связано с поглощением. В нормальных условиях фотон инфракрасного света (~1 мкм) не поглощается прозрачным материалом. Те из нас, кто пытался резать прозрачные материалы или покрытия дисковым или
волоконным лазером, слишком хорошо это знают. Именно поэтому специалисты по обработке стекла использовали УФ-лазеры, но они также могут использовать альтернативный подход: нелинейное поглощение света с помощью лазеров с ультракороткими длительностями импульсов.
Опять же, в условиях линейного поглощения прозрачный материал не поглощает фотоны. Но при нелинейном поглощении света несколько фотонов поглощаются одновременно, объединяя свою энергию и позволяя ИК-излучению (такому как диск или волокно) выполнять работу УФ-лазера.
Это достигается за счет ультракоротких длительностей импульсов. Они объединяют энергию с абляцией, осуществляемой не тепловыми процессами, а путем прямой диссоциации материала. Такая холодная абляция позволяет гораздо более точно обрабатывать материалы. Этот процесс в сочетании с оптикой, создающей удлиненный профиль луча, позволяет лазеру достигать чрезвычайно высоких скоростей резки прозрачного материала.
Этот процесс в сочетании с оптикой, создающей удлиненный профиль луча, позволяет лазеру достигать чрезвычайно высоких скоростей резки прозрачного материала.
Рисунок 3. Диаметр волокна доставки определяет диапазон диаметров луча.
Что можно делать на лазерном станке
Резку и гравировку при помощи лазера можно назвать самой молодой технологией обработки материалов. Широкому кругу пользователей лазерный станок стал доступен буквально пять-десять лет назад, когда производители оборудования такого плана разработали бюджетные модели, которые мог приобрести практически любой желающий. Аппараты лазерной резки моментально вытеснили предыдущих фаворитов — фрезерные станки — из всех областей, связанных с раскроем, маркировкой и гравировальными работами. В некоторых сферах, требующих особо высокой точности и малых диаметров, даже отверстия создают при помощи лазера, например, при изготовлении часовых механизмов.
Преимущества станков для лазерного раскроя
Если говорить о преимуществах лазера подробнее, то в первую очередь следует упомянуть такие достоинства, как:
- очень высокая скорость прохождения режущего луча (для резки до 500 мм/с, для гравировки до 700 мм/с), что в несколько раз ускоряет рабочий процесс в сравнении с любым иным оборудованием;
- работа с любыми материалами.
 Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список;
Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список; - сфокусированный в точку луч используется для всех производственных операций, доступных для станков, работающих на основе лазерного излучения (резка, маркировка, гравировка, сверление) — это исключает финансовые затраты на приобретение большого количества инструментов (фрезы, сверла и т. д.) и потерю времени на их замену;
- низкий уровень шума и пыльности при работе;
- гладкий и аккуратный срез, не требующий дополнительной обработки;
- благодаря тому, что сам луч имеет очень малый диаметр, с его помощью можно вырезать идеально точные контуры любой сложности. Кроме того, ширина реза настолько мала, что заготовки на материале могут быть расположены встык или вообще иметь одну общую стенку — таким образом можно добиться практически 100% экономии сырья;
- лазер воздействует на материалы не физически, а термически, поэтому заготовки не сдвигаются в процессе обработки, что позволяет сократить расходы на крепежную оснастку.
 Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера.
Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера.
Что можно делать на лазерном станке
Как уже упоминалось выше, оборудование для лазерной обработки является универсальным как в плане материалов, так и в плане производственных возможностей. Используя лазерные станки можно выполнять такие операции, как:
Резка
Лазерный карвинг — изготовление фантастических по красоте и сложности изделий из бумаги или дерева. На фото представлена одна из работ Эрика Стэндли, создающего витражи из большого количества слоев цветной бумаги
Раскрой материала является наиболее частым вариантом использования лазерного оборудования. Станки, использующие луч лазера в качестве режущего инструмента, можно встретить в металло- и деревообработке, в ювелирном и рекламном деле, в стоматологическом протезировании, на предприятиях по производству упаковочной тары и резиновых уплотнительных прокладок, в обувных и швейных ателье и еще во многих производственных сферах. Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают:
Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают:
- входные и межкомнатные двери;
- сувениры;
- элементы наружных и внутренних рекламных конструкций;
- конструкторы и пазлы из фанеры или картона;
- игрушки и предметы для интерьерного декора из фетра, флиса, картона и фанеры;
- чехлы для мягкой мебели и автомобилей;
- детали для автомобильного и авиамоделирования.
Следует уточнить, что лазерное оборудование бывает двух типов (речь идет о станках, которые широко используются в промышленности). Углекислотные или CO2 лазеры используют при работе с любыми материалами неметаллической группы и крайне ограниченным кругом металлов (латунь и алюминий). Для эффективной резки и гравировки металлических поверхностей применяют оптоволоконные лазерные станки.
Гравировка
Гравировка изделий при помощи лазера придает им индивидуальность и превращает дорогие подарки в бесценные
Гравировка с использованием лазерного луча является самой точной и четкой. Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как:
Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как:
- именные часы, портсигары, зажигалки, канцтовары;
- кошельки, портмоне, сумки и прочие изделия из кожи;
- ювелирные украшения;
- холодное и стрелковое оружие;
- печати и штампы;
- предметы интерьерного декора.
Как видно из перечисленных выше пунктов, гравировать лазером можно не только плоские, но и округлые поверхности. Для этого к двигателю станка подсоединяется специальный поворотный механизм из двух элементов, между которыми на весу фиксируется заготовка любой цилиндрической формы. Вращение мотора передается изделию, которое начинает поворачиваться с заданной скоростью, позволяя лазерному лучу в непрерывном режиме нанести изображение со всех сторон.
Маркировка
Лазерную маркировку отличает максимально возможная контурность и читабельность даже на мелких изображениях
Если для гравировки применяются те же станки, что и для резки, то для маркировки товаров используется специальные устройства — лазерные маркираторы. Их отличают небольшие габариты рабочего поля и специфическое программное обеспечение, в которое включена обширная база шрифтов, номенклатурных характеристик широкого спектра товаров, все разновидности штрих-кодов, логотипы производственных предприятий и т. д.
Принцип действия маркираторов сходен с работой граверов — лазерный луч снимает с поверхности материала слой нужной глубины и ширины, постепенно формируя необходимое изображение. Однако, если гравировка выполняет, в первую очередь, декоративную роль и не является необходимым для изделий атрибутом, то маркировка должна присутствовать на всех товарах в том или ином виде. Она позволяет идентифицировать и классифицировать изделия, облегчает их учет, хранение и транспортировку, а также предоставляет потребителю всю ключевую информацию о товаре. Это может быть срок годности, размер, серийный номер, артикул и т. д. Как и в случае с гравировальными изображениями, лазерная маркировка не смывается, не истирается с течением времени и не подвергается любым иным деформациям, затрудняющим ее идентификацию, поэтому на большинстве крупных и мелких предприятий для ее нанесения используют именно лазерный луч.
Сверление
Вторым, после исключительной точности, достоинством лазерной перфорации можно назвать отсутствие необходимости в постобработке поверхности в зоне входа и выхода луча
Последней из технологических операций, которые позволяет производить лазерный станок, является сверление, хотя, применительно к лазерному оборудованию, такой термин будет не совсем корректным. Сверление подразумевает под собой поступательно-вращательные движения инструмента, который постепенно проникает вглубь материала, создавая отверстие. Луч лазера же просто прожигает поверхность насквозь (или на нужную глубину) за секунды или доли секунд — зависит от материала. При правильно подобранной фокусировке такое отверстие будет иметь идеальные характеристики (если фокус выставлен не верно, то на толстых материалах будет заметно сужение стенок ближе к изнаночной стороне).
Лазерную перфорацию используют для украшения одежды, обуви и кожгалантереи, при производстве электронных плат и во всех других областях, где требуется прецизионная точность создания и расположения отверстий.
Свежее:
- Сферы применения лазерных станков с ЧПУ
- Лазерный сварочный аппарат
- Сравнение Wattsan 1610 LT и Zerder ACE 1610
- Идеи бизнеса на лазерном станке Zerder дома
- Новая линейка доступных станков Zerder
Популярное:
- Обработка кожи на лазерно-гравировальном станке
- Принцип работы лазерного оборудования с ЧПУ
- Что такое чиллер для лазерного станка с ЧПУ?
- Как выбрать лазерный станок
- Особенности лазерной резки пенокартона
-
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере
Газовый маркер
Волоконный маркер
Лазерные станки по дереву
Лазерные станки Zerder
Лазерный маркиратор
Лазерные станки по металлу
Лазерные станки Rabbit
Лазерные станки для гравировки
Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях
оказания услуг
Оцените информацию на странице
Средняя оценка: 3,1
Голосов: 12
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях
оказания услуг
Лазерные изделия и инструменты | FDA
Информация для лазерной промышленности
Информация
Описание
Изделия, использующие лазерную энергию, бывают разных размеров, форм и форм. Общим для них является лазер, который накапливает энергию из источника, такого как электрический разряд, химическая реакция или мощное оптическое освещение, которое высвобождает энергию в виде света.
«Лазер» означает усиление света за счет стимулированного излучения. Один из основных типов лазеров состоит из герметичной трубки, содержащей пару зеркал, и лазерной среды, которая возбуждается какой-либо формой энергии для получения видимого света или невидимого ультрафиолетового или инфракрасного излучения.
Светодиоды (светоизлучающие диоды) отличаются от лазерных диодов и не подпадают под действие Федерального стандарта производительности лазерной продукции.
Обычный источник видимого света, такой как солнце или лампочка, излучает смесь невидимого и видимого света, как волны. Эти волны имеют разную длину и движутся во всех направлениях. Эти разные «длины волн» производят разные типы света, такие как ультрафиолетовый, фиолетовый, синий, зеленый, красный и инфракрасный.
В отличие от обычного света, лазерный свет имеет определенную длину волны, и усиление этой длины волны приводит к формированию сфокусированного узкого луча света, который может излучаться в одном направлении. Усиление, фокус и направленность этого света, сконцентрированного на небольшой площади, могут создать свет очень высокой интенсивности даже на большом расстоянии от лазера.
Использование
- Компоненты аудио-, видео- и компьютерного оборудования, такого как CD, DVD, Blue Ray, HD (High Definition) или другие проигрыватели и записывающие устройства для оптических дисков
- Много считывателей штрих-кода
- Принтеры, копировальные аппараты, факсимильные аппараты
- Лазерные указки и ручки, обычно используемые для презентаций, съемки и позиционирования
- Волоконно-оптические системы для телефонных, видео и компьютерных сетей.
- Применяется для операций обработки материалов, таких как резка, сварка, гравировка или системы маркировки.

- Применение в лабораториях для исследований, измерений и оптических источников.
- Лазеры, специально разработанные для использования в медицинских процедурах.
- Лазеры, специально разработанные и рекламируемые для лазерных световых шоу, развлечений, рекламы и т. д.
Риски/выгоды
Лазерные продукты улучшают качество, точность, точность, безопасность и надежность многих форм продуктов, материалов, коммуникаций и обработки данных. Чтобы реализовать преимущества лазеров, необходимо управлять рисками лазерного воздействия.
Классы опасности лазеров
FDA признает четыре основных класса опасности (от I до IV) лазеров, включая три подкласса (IIa, IIIa и IIIb). Чем выше класс, тем мощнее лазер и тем выше вероятность серьезной травмы при неправильном использовании. Маркировка для классов II–IV должна включать предупреждающий знак, указывающий класс и выходную мощность продукта. Примерно эквивалентные классы IEC включены для продуктов, маркированных в соответствии с системой классификации Международной электротехнической комиссии.
| Класс FDA | Класс МЭК | Опасность лазерного изделия | Примеры продукции |
|---|---|---|---|
| я | 1, 1М | Считается безопасным. Опасность увеличивается при осмотре с помощью оптических средств, включая лупы, бинокли или телескопы. |
|
| IIа, II | 2, 2М | Опасность увеличивается при прямом наблюдении в течение длительного периода времени. Опасность возрастает при просмотре с оптическими средствами. |
|
| IIIa | 3Р | В зависимости от мощности и площади луча может представлять опасность при прямом взгляде или при взгляде на луч невооруженным глазом. Риск получения травмы увеличивается при просмотре с оптическими средствами. |
|
| IIIб | 3Б | Непосредственная опасность для кожи от прямого луча и непосредственная опасность для глаз при прямом взгляде. |
|
| IV | 4 | Непосредственная опасность для кожи и глаз при воздействии прямого или отраженного луча; также может представлять опасность возгорания. |
|
Существуют законы, правила и стандарты, которые требуют технических средств контроля и информирования о рисках, чтобы помочь в управлении биологическими опасностями, связанными с каждым классом лазера. Однако никакие средства контроля не будут полностью эффективными, если лазеры используются неправильно.
Законы, постановления и стандарты
Производители продуктов, излучающих электронное излучение, продаваемых в США, несут ответственность за соблюдение Федерального закона о пищевых продуктах, лекарствах и косметике (FFDCA), глава V, подраздел C – Контроль излучения электронных продуктов .
Производители лазерной продукции несут ответственность за соблюдение всех применимых требований Раздела 21 Свода федеральных правил (Подраздел J, Радиологическое здоровье), Части с 1000 по 1005:
- 1000 — Общий
- 1002 — Записи и отчеты
- 1003 — Уведомление о дефектах или несоответствии
- 1004 — Выкуп, ремонт или замена электронных изделий
- 1005 — Импорт электронных изделий
Кроме того, лазерные изделия должны соответствовать стандартам радиационной безопасности, изложенным в разделе 21 Свода федеральных нормативных актов (подглава J, Радиологическое здоровье), части 1010 и 1040:
- 1010. Стандарты характеристик для электронных продуктов: общие
- 1040.10 — Лазерные изделия
- 1040.11 – Изделия лазерные специального назначения
Производители лазерной продукции могут запросить альтернативные средства обеспечения радиационной безопасности; это называется отклонением:
- 1010.4 – отклонение от стандартов
Документ Исключения из Регламентов на электронные продукты был собран для упрощения процесса поиска всех исключений, предусмотренных в Своде федеральных правил (CFR), части 1000-1050, и тех, которые предоставлены агентством письмо или лазерное уведомление.
Лазерные изделия, используемые в медицинских целях, также должны соответствовать правилам медицинского оборудования. Для получения дополнительной информации см.: Обзор регулирования устройств.
Лазерные изделия, разработанные и продвигаемые для производства лазерных световых шоу, дисплеев, рекламы и т. д., являются демонстрационными лазерными изделиями, на которые распространяются требования 21 CFR 1040.11(c).
Необходимые отчеты для производителей лазерных продуктов и инструментов или отрасли
- Руководство по подготовке отчетов о продуктах для лазеров и продуктов, содержащих лазеры
- Руководство по подготовке ежегодных отчетов по испытаниям на радиационную безопасность лазеров и продукции для лазерных шоу
- Электронная отправка FDA
Отраслевое руководство – другие отраслевые документы
- Процедура внесения изменений
- Минимизация риска для детских игрушечных лазерных изделий — Руководство для промышленности и персонала Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (PDF — 59 КБ)
- Федеральный реестр — лазерная продукция; Предлагаемая поправка к Стандарту деятельности
- Руководство по соответствию лазерным изделиям
- Часто задаваемые вопросы о лазерном уведомлении 53 — Руководство для промышленности и персонала FDA — Утверждение альтернативных способов маркировки лазерных изделий (выпущено 23 марта 2007 г. )
- Медицинские лазеры
- Этикетка с датой изготовления на излучающей излучение бытовой электронике
- Исключения из Правил
- Методы контроля качества на соответствие Федеральному стандарту характеристик лазерной продукции (PDF — 1,1 МБ)
- Руководство для промышленности и персонала Управления по санитарному надзору за качеством пищевых продуктов и медикаментов. Добавление URL-адресов в электронную маркировку продуктов
об электронных продуктах
Прочие ресурсы
- Предлагаемое правило — Поправки к записям и отчетам для электронных продуктов, излучающих излучение; Поправки к Стандартам характеристик для диагностических рентгеновских, лазерных и ультразвуковых продуктов
- Записи и отчетность (радиоизлучающие продукты)
- Импорт и экспорт электронных продуктов
- Вывод на рынок продукта, излучающего излучение
- Важная информация для производителей лазерных указок
- Доска лазерной безопасности
Подпишитесь
Подпишитесь, чтобы получать по электронной почте обновления о Lasers.
Лазеры
Получайте обновления, касающиеся всех видов лазеров.
Адрес электронной почты
Руководство эксперта по покупке лазерного оборудования
Главная » БЛОГ » Все новостные СМИ — В новостях — Карьера в лазерной технике — Маркетинг вашего спа-бизнеса
Справочник эксперта по покупке лазерного оборудования
Луи Зильберман
Тщеславие и стремление выглядеть моложе — неотъемлемые элементы жизни многих людей. Практика эстетики существовала веками, и ее можно проследить еще во времена фараонов в Древнем Египте. Так же, как художник, создающий портрет, композитор, сочиняющий сонату, или танцор, совершающий плавные движения телом, работа эстетика сама по себе является искусством. Вместо масляной краски и холста профессионалы-эстетисты дают волю своему творчеству, предлагая расслабляющие и восстанавливающие процедуры, которые повышают уверенность и самооценку своих клиентов.
Ранние специалисты по эстетике имели ограниченные ресурсы для работы. Сегодня современные косметологи могут выбирать из огромного количества вариантов лечения. Новые научные открытия и достижения в области технологий являются обычным явлением, причем самые большие скачки сделаны в области медицинской эстетики и косметических лазеров. Хотя такие процедуры, как лазерная эпиляция и фотоомоложение кожи лица, являются одними из самых популярных, покупка оборудования, необходимого для предоставления этих услуг, может быть сложной задачей. Для профессионалов, которые хотят приобрести косметическое лазерное оборудование, эта статья поможет избавиться от догадок, ответив на важные вопросы и предоставив подробную информацию о процессе покупки.
НАЙТИ ФОКУС
Первым шагом в процессе покупки является изучение демографических данных вашего конкретного клиента, чтобы определить, какие виды лечения будут для него наиболее привлекательными. Молодых клиентов обычно привлекает лазерная эпиляция, а более зрелые клиенты могут склоняться к фотоомоложению кожи лица и фракционному лазерному уменьшению морщин. Тип кожи клиента также важно учитывать. Если большинство ваших клиентов имеют более темный тип кожи — классификация типов кожи по Фитцпатрику 4, 5 или 6 — они могут быть не в состоянии успешно пройти определенные виды лазерного лечения. После классификации вашей клиентуры пришло время выбрать метод лечения, наиболее подходящий для ее нужд. Список самых популярных на сегодняшний день лазерных процедур см. в разделе «Лучшие методы лазерного лечения». После того, как вы приняли это важное решение, крайне важно учитывать многие детали при совершении этой покупки.
Бюджет. Покупка лазера может быть веселой и захватывающей, но не позволяйте волнению момента помешать здравому смыслу. Определение вашего бюджета имеет решающее значение и должно быть сделано немедленно. Это поможет сузить круг поиска и не даст вам тратить силы на поиск слишком дорогого оборудования.
Новые или бывшие в употреблении. У обоих вариантов есть свои плюсы и минусы. Подобно новым автомобилям, косметические лазеры являются амортизируемыми активами и начинают терять ценность, как только они распаковываются. Покупка нового оборудования стоит дороже, но позволяет предлагать наиболее эффективные методы лечения. Это также дает возможность продавать новейшие и самые лучшие услуги клиентам. Бывшее в употреблении оборудование может быть более доступным, но в нем будут использоваться более старые технологии, и оно будет изнашиваться в результате предыдущего использования.
Варианты оплаты. Средний лазер может стоить от 50 000 до 250 000 долларов, что делает его очень важным активом для бизнеса. Вот почему важно знать все доступные методы покупки косметического лазера. См. «Уравнения способов покупки» для реальных платежей и оценок прибыли для четырех форм оплаты, перечисленных ниже.
- Наличные — Платить наличными за лазер — дорогое удовольствие. Несмотря на то, что он позволяет избежать комиссий по кредиту и обеспечивает 100% капитала авансом, он может поглотить большой объем капитала компании, что может снизить ликвидность ее активов.
- Финансирование. Финансирование — это ссуда, предоставляемая банком или компанией для покупки оборудования, но с процентами и комиссией по ссуде. Поскольку кредит предоставляется на основе кредита, этот вариант не всегда доступен покупателям с более низким кредитным рейтингом.
- Лизинг — Лизинг оборудования снижает фактическую ежемесячную стоимость владения лазером и иногда дает большую свободу в обмене старых технологий на более новые лазеры. К сожалению, потраченные деньги не позволяют бизнесу получить долю в оборудовании. Типичная арендная ставка для нового лазера стоимостью 100 000 долларов США составляет примерно 2 000 долларов США в месяц при обязательном контракте на срок от трех до пяти лет.
- Аренда — Аренда лазерного оборудования стоит примерно 500–700 долларов в день. Этот метод стоит больше денег авансом, но не требует финансовых или контрактных обязательств. Это отличный способ опробовать лазерные процедуры в бизнесе, прежде чем вкладывать средства.
Гарантия. Как вы понимаете, ремонт косметического лазерного оборудования может быть дорогостоящим. Всего одна поломка может стоить до 3000 долларов за запчасти и работу без гарантии. При рассмотрении вариантов гарантии необходимо задать два важных вопроса: если мое оборудование сломается, есть ли местная компания, которая может провести ремонт, или мне придется отправить его на завод; и получу ли я машину во временное пользование, пока мое оборудование ремонтируется?
Отличный способ определить, является ли ценовое предложение конкурентоспособным или нет, — оценить стоимость ремонта вашего оборудования два раза в течение года. Если годовая стоимость гарантии меньше предполагаемых затрат на негарантийный ремонт, то это разумная покупка.
Демо. Никто никогда не купит дом, не ступив в него ногой. Точно так же никто никогда не должен покупать лазер, не попробовав его сначала. Сделайте обязательным в процессе покупки демонстрацию оборудования и воспользуйтесь возможностью опробовать его в своей профессиональной среде. Поскольку косметический лазер требует больших вложений, очень важно убедиться, что оборудование соответствует вашим потребностям. Ниже приведен список вещей, которые следует учитывать при тестировании оборудования.
- • Продемонстрирует ли продавец функциональность, и позволит ли я опробовать оборудование на своем рабочем месте?
- • Тяжело ли косметическое лазерное оборудование? Насколько сложно будет манипулировать?
- • Насколько удобно управление лазером?
- • Какие процедуры выполняет оборудование? Это одноразовый аппарат или есть взаимозаменяемые насадки, позволяющие выполнять несколько видов лечения?
Ведущие производители косметических лазеров известны своими удобными для клиентов демонстрационными программами. При покупке нового лазера всегда спрашивайте о возможных вариантах работы с оборудованием, прежде чем совершить окончательную покупку.
Косметический лазерный тренинг. Вопреки распространенному мнению, в большинстве штатов косметологам не обязательно иметь медицинское образование, чтобы стать специалистом по лазерной косметологии. В Соединенных Штатах каждый штат создает свои правила для входа в профессию. В связи с ростом отрасли многие штаты в настоящее время добавляют законы, требующие, чтобы специалисты в области эстетической медицины прошли определенное количество часов обучения лазерной косметологии в классе и в клинических условиях.
Независимо от того, являетесь ли вы самозанятым или членом команды эстетического центра, безопасность клиента является наиболее важной частью проведения лазерных процедур. Из-за огромной мощности косметического лазера техник может обжечь или оставить шрам у кого-то, если он не прошел надлежащую подготовку в признанной государством школе. Большинство производителей лазеров включают обучение продолжительностью от полдня до целого дня; однако этого времени недостаточно для эффективного освоения лазерного оборудования. При рассмотрении вопроса о посещении косметической лазерной школы обязательно задайте эти важные вопросы перед посещением.
- • Как давно открыта школа?
- •Сколько у меня будет учителей? Какой у них профессиональный опыт?
- • Насколько велики классы?
- •Сколько времени я получу на практические занятия?
- • Пройду ли я дополнительное обучение после выпуска?
- •Обучает ли школа работе с различными марками и моделями лазерного оборудования?
Будьте осторожны! Лазерные компании предоставят клинические исследования и отзывы нынешних владельцев их лазеров; не забудьте проверить исследования, чтобы убедиться, что никто из тех, кто работает в лазерной компании, не участвует в исследованиях. Один размер не подходит для всех — ни один лазер на рынке не может идеально выполнять все процедуры, но некоторые из них лучше других в определенных процедурах. Ни одно уважаемое клиническое исследование не показало, что лазеры могут эффективно лечить светлые волосы, поэтому будьте осторожны, если кто-то скажет вам, что их лазер может это сделать. Косметические лазеры опасны, если с ними не обращаться должным образом. Если кто-то скажет вам, что их лазер никому не причинит вреда, уходите. Покупайте логически, а не эмоционально, и делайте шаг назад, когда сталкиваетесь со сделками. Сделки будут всегда, поэтому обдумайте покупку, прежде чем принимать какие-либо решения.
ПЛАВНЫЙ ПЕРЕХОД
Мир лазерных процедур — увлекательный и прибыльный мир. Задавая правильные вопросы, изучая различные типы косметического лазерного оборудования и научившись безопасно с ним обращаться, переход к предоставлению высокотехнологичных лазерных услуг будет плавным и легким.
Луи Зильберман является президентом Национального лазерного института, ведущей школы, специализирующейся на передовых курсах по лазерной косметологии и медицинской эстетике для профессионалов в области красоты.
Всего комментариев: 0