Печать pla настройки: PLA Пластик FD Пласт (Настройки печати)
Содержание
PLA Пластик FD Пласт (Настройки печати)
Ну вот и настало время написать что-то полезное… В результате проб и ошибок появился опыт в 3д печати :D.
Речь сегодня пойдет о небезызвестном пластике от фд пласта. Много было про него разговоров, и как я заметил, единого мнения о настройках печати нет, каждый печатает по-своему…. В связи с чем, у многих новичков сразу возникает тысяча вопросов, так давайте разберемся раз и навсегда с этим пластиком)
Для тех, кому лень читать: Рекомендуемая температура сопла 210-215, стол 35-50 (холодный! , настройки печати стандартные (Для cura текучесть 95%).
1. Температура печати
Вообще, рекомендуемая температура для PLA-пластика составляет 140-200 градусов (в зависимости от состава).
Когда я купил принтер, предыдущий владелец печатал пластиком Print Product при температуре 215 градусов (стол 85)
Вообще любой пластик начинает плавиться при меньшей температуре чем та, которая требуется для качественной печати. Почему я упомянул слово ‘качественной’? А все просто, вы можете печатать PLA и при 150-170 градусах, и при этом деталь с виду будет казаться нормальной, но при такой низкой температуре слои не будут достаточно хорошо склеиваться между собой, в связи с этим, деталь легко может расслоиться.
Почему я упомянул слово ‘качественной’? А все просто, вы можете печатать PLA и при 150-170 градусах, и при этом деталь с виду будет казаться нормальной, но при такой низкой температуре слои не будут достаточно хорошо склеиваться между собой, в связи с этим, деталь легко может расслоиться.
Вернемся к FD пласту. Поначалу, купив первую катушку, я печатал при 185 градусах, и получались хорошие результаты:
Нефертити после обработки дихлорметаном.
Затем, были приобретены другие цвета (белый и натуральный) для создания прототипов….
И тут начались ‘пляски’… Детали совсем не хотели получаться, 😥 .
Основная проблема была в том, что слои ‘мазались’ т.е. верхний слой вместе с нижним размазывались, как зубная паста по стеклу)
В чем проблема? По порядку…
1. Температура печати у меня стояла 215, стол 85.
При 215 градусах слои слипаются как нужно. 85 градусов на столе для адгезии, липнет на ура (у меня на столе был каптон), при меньших температурах получалась каша. %$%# в адрес FD пласта…
%$%# в адрес FD пласта…
Вот результат, если стол не достаточно горячий…
Красивый цвет стола, не правда ли?) Весь секрет в том, что по верх стекла наклеена алюминиевая фольга, сверху каптон… Ибо автоуровень стола стоит)
Решение:
Тут есть несколько вариантов:
1. Оставляем ту же температуру стола (75-85), и делаем хорошее охлаждение (чтобы дуло прямо на сопло и желательно по кругу)
2. Тоже самое, только после 1 слоя охлаждаем слой. Например, в CURA есть вкладка расширения, где вы подробно можете настроить паузы печати, температуры слоев и.т.д.
3. Печатать на холодном столе, но для адгезии использовать другие средства (Я выбрал именно этот вариант)
Раньше думал, что клей-карандаш, лак и.т.д все это колхоз, я и сейчас также думаю, но клей-карандаш это прикольная штука.
Я использовал клей-карандаш фирмы Комус, липнет достаточно хорошо.
И небольшой лайфхак как выбрать нужный нам клей-карандаш. ..
..
Нам нужно, чтобы наш клей был максимально липким, и не высыхал, поэтому при покупке откройте клей и пощупайте его пальцем, он должен быть достаточно липким и ваш палец должен прилипать очень хорошо….
Теперь смотрим на состав, у 1 образца он идентичен жидкому клею ПВА, но воды меньше и добавлен глицерин… не пойдет… (вода быстро высыхает и клей становится сухим)
Второй намного лучше, не содержит воды, а самое главное содержит стеарат натрия, который не будет давать высыхать нашему клею (поэтому он такой липкий на ощупь), ну и естественно глицерин, как связующее вещество.. =)
Так как у меня автоуровень стола, я решил нафиг снять стекло, так как мне не нравилось, как он меряет по углам…
В итоге оставил голый стол. На него клею обычный скотч, а поверх размазываю клей-карандаш. Выходит чудно, и скотч не жалко если что. Но, как правило, после печати клей отходит от стола в виде пленки, и её легко удалить.
Текучесть
Тоже немаловажная характеристика… Как правило, из-за избытка пластика появляются излишки пластика, из-за которых фактура детали становится неровной…
Путем проб и ошибок, выяснил, что наиболее удачная в пределах 93-95-98. Советую самим поэкспериментировать.
Вот какие характеристики у меня стоят:
И вот, спустя 2 месяца мучений, я наконец-то воплотил в жизнь свои детальки)
Радости естественно не было предела, чего и всем желаю)))
Пару фоток процесса печати:
Надеюсь, эта статья кому-нибудь поможет)
REC Wiki » PLA-пластик: характеристики, настройки печати, советы
Полилактид (ПЛА, PLA) — это биополимер, пользующийся высокой популярностью среди энтузиастов 3D-печати по двум основным причинам.
Основные преимущества и недостатки ПЛА
Во-первых, это экологичный, биоразлагаемый пластик, получаемый из натурального сырья — как правило, агропромышленных отходов кукурузы и сахарного тростника, из которых добывается крахмал, перерабатываемый в молочную кислоту и лактид, а затем в итоговый полимер. Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
Второй момент — это простота 3D-печати полилактидом. Среди всех доступных материалов это один из наиболее непривередливых в плане технических возможностей используемого оборудования, так как ПЛА не требует высокотемпературных хотэндов, износостойких сопел или термокамер, и даже позволяет обходиться без подогреваемых столиков. Этот материал — прекрасный выбор для начинающих пользователей 3D-принтеров.
Профессионалы тоже не обходят ПЛА стороной, так как он хорошо подходит для быстрого прототипирования, изготовления макетов и сувенирной продукции со стабильными результатами, снижающими трудозатраты.
С другой стороны, полилактид не лишен недостатков, среди которых можно отметить крайне низкую теплостойкость (всего около 50°С) и довольно высокую хрупкость, осложняющие использование этого полимера в инженерных приложениях, например в производстве нагруженных конструкций и деталей механизмов, а также делающие практически невозможной продолжительную эксплуатацию изделий из этого материала на открытом воздухе, особенно в жарком климате. Низкая теплостойкость также затрудняет механическую обработку.
Напоследок стоит упомянуть еще одно популярное направление использования полилактида — 3D-печать выплавляемых/выжигаемых литейных мастер-моделей. Здесь у ПЛА целый ряд плюсов, включая один неочевидный: этот полимер относительно дешев и обладает низкой зольностью, а низкую температуру тепловой деформации можно считать не недостатком, а преимуществом, так как быстрая потеря прочности помогает предотвращать растрескивание литейных форм из-за теплового расширения полимерной начинки при обжиге.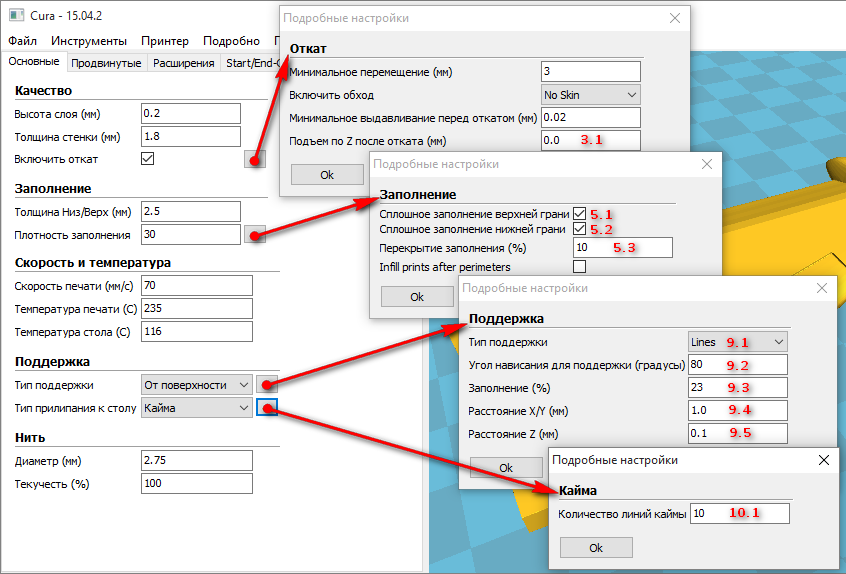 13 Ом/см
13 Ом/см
Рекомендации по подготовке к 3D-печати PLA-пластиком
Для 3D-печати полилактидом подойдет любой, даже самый бюджетный FDM 3D-принтер. ПЛА отличается низкой термоусадкой, а потому не требует использования термокамер. Подогрев столика опционален и в большинстве случаев избыточен. Более того, этот материал достаточно долго застывает, что вкупе с изначально низкой температурой тепловой деформации требует помощи не с подогревом, а наоборот с охлаждением укладываемого пластика, чтобы он успевал схватываться и сохранял форму при укладке последующих слоев и построении нависающих элементов. По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
ПЛА демонстрирует высокую межслойную адгезию, что хорошо, а чтобы материал лучше схватывался со столиком, рабочую поверхность желательно покрыть синим малярным скотчем (как на иллюстрации ниже), лаком для волос, либо тонким слоем клея — подойдет обычный канцелярский клей-карандаш или наш специальный, универсальный состав The3D. Во многих случаях дополнительные адгезионные средства не требуются вообще, например при использовании 3D-принтеров со специальными адгезионными покрытиями или стеклянных столиков.
При необходимости, для повышения схватывания с поверхностью можно включить подогрев столика, но без чрезмерного нагревания, памятуя о низкой теплостойкости ПЛА. Например, можно включить подогрев в начале 3D-печати для улучшения схватывания первого слоя модели со столиком или вспомогательным адгезионным покрытием, а затем отключить, чтобы столик не генерировал избыточное тепло.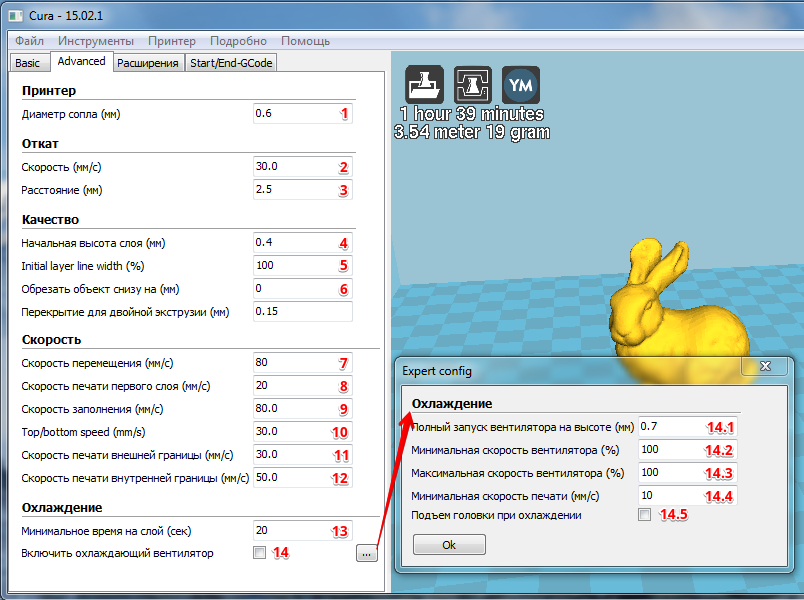
Как и с любым другим материалом, при работе с ПЛА важно не превышать допустимую скорость и температуру 3D-печати. Конкретный скоростной диапазон указать не можем, так как он зависит от используемого оборудования, но насчет температурного режима поясним, что нагревание хотэнда свыше рекомендуемых параметров ради повышения производительности крайне нежелательно, так как перегрев материала способствует образованию нагара внутри хотэнда и возникновению пробок в соплах.
Рекомендуемые настройки для 3D-печати материалом REC PLA:
- Температура сопла: 200-220°C
- Температура стола: 0-60°C
- Обдув крайне желателен
- Рекомендуемые адгезионные средства: клей The3D, синий скотч
- Минимальный диаметр сопла: 0,1 мм
Хранение PLA-пластика
Все полимеры в той или иной степени гигроскопичны, и ПЛА — не исключение. Насыщенность влагой может привести к закипанию материала в хотэнде с разными неприятными последствиями вроде прерывистой подачи с щелчками, образования пузырьков, расслоения и других дефектов. Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
Заодно такая упаковка предотвратит накапливание пыли, способной образовывать нагар в хотэнде и сопле. Если пластик все же покроется пылью, достаточно пропустить филамент через простой поролоновый фильтр (например, вот такой) по пути от катушки до хотэнда прямо во время 3D-печати.
При необходимости материал можно просушить непосредственно перед 3D-печатью. Подробно о том, как правильно хранить и сушить пластики, можно узнать из отдельных статей по этим ссылкам:
— Хранение филамента
— Сушка пластика
Наконец, еще раз напомним про низкую теплостойкость полилактида и порекомендуем хранить филамент в прохладном месте, подальше от прямого воздействия солнечного света, радиаторов отопления, кухонных плит и других источников тепла.
Постобработка PLA-пластика
Полилактид — материал твердый, но не лучшим образом подходящий для механической обработки ввиду трудностей, связанных с низкой температурой плавления. В то же время стоит помнить о довольно высокой хрупкости этого материала: при слишком сильном механическом воздействии возможно растрескивание, так что к сверлению, фрезерованию, гравированию и другим подобным процедурам стоит подходить аккуратно.
Материал хорошо поддается покраске акриловыми красками, желательно с использованием грунтовки. Для склеивания можно применять цианоакрилат (супер-клей), а также некоторые растворители, например дихлорэтан и дихлорметан. Последние также хорошо подходят для сглаживания поверхностей. Имейте в виду, что это токсичные, летучие жидкости, требующие строгого соблюдения техники безопасности. Более безопасным вариантом для сглаживания слоев служит концентрированный лимонен. Ацетон с ПЛА не работает.
Безопасность PLA-пластика REC
В общем и целом, полилактид считается одним из самых безопасных материалов в арсенале 3D-печатников, но стоит иметь в виду, что все зависит от добросовестности производителей — нет никаких гарантий, что в дешевом филаменте под сомнительным брендом не будут присутствовать токсичные красители или другие добавки.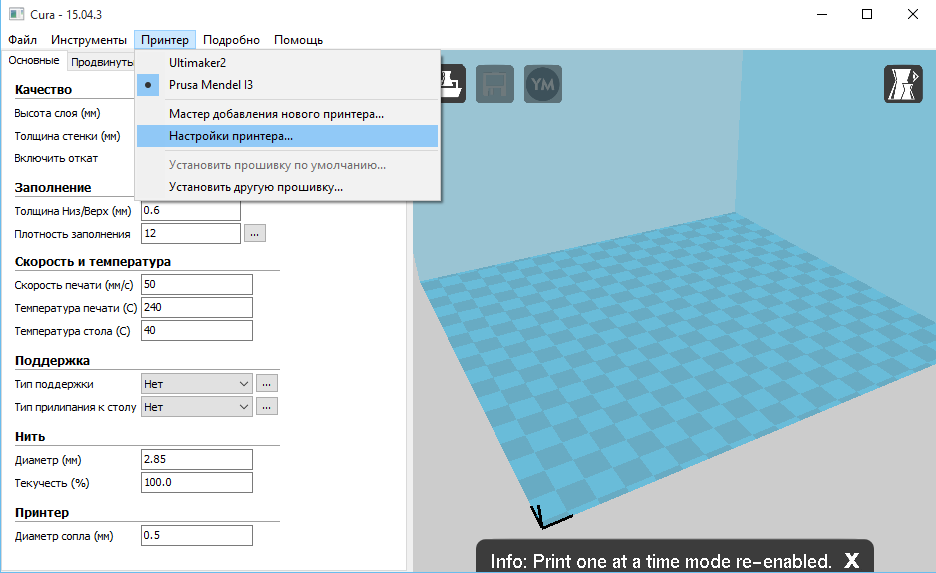 3)
3)
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания PLA-пластика REC
Наша компания последовательно проводит испытания выпускаемых филаментов для 3D-принтеров. С отчетами об испытаниях* REC PLA можно ознакомиться по ссылкам ниже:
На ударную вязкость по Шарпи
На изгиб
На разрыв вдоль слоев
На разрыв поперек слоев
На сжатие
СанЭпидем
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
PLA Нить для 3D-печати, ваш цвет — наш спрос
Для обеспечения всех функций этого веб-сайта требуются файлы cookie. Используя наш веб-сайт, вы соглашаетесь на использование нами файлов cookie. Узнайте больше. Скройте это сообщение. Налог
Меню
Toggle NAV
Учетная запись
Настройки
Язык
PLA 3D -печать в любом цвете, специально созданный для вас!
Независимо от того, имеете ли вы особый вкус или уникальный объект, который нуждается в индивидуальном дизайне, мы из colorFabb поможем вам получить нить PLA любого цвета, которая вам нужна.
Наша услуга Color On Demand позволяет вам выбрать именно тот цвет, который вам нужен, чтобы вывести ваш проект 3D-печати на новый уровень. Мы сделали более 200 подобранных цветов RAL из нити PLA. Более того, мы можем сделать любой цвет по вашему желанию. Не стесняйтесь обращаться к нам для индивидуального запроса цвета. Мы делаем это без каких-либо дополнительных оплат.
Пороговое значение для нестандартных цветов никогда не было таким низким в истории производства 3D-филамента. Наш новый процесс окрашивания позволяет нам производить столько цветов, сколько вам может понадобиться из одной катушки весом 750 г или 2200 г.
Минимальный объем заказа для соответствующих цветов RAL составляет всего одну катушку по 750 г или 2200 г. Индивидуальные цвета будут изготавливаться, начиная с одной катушки весом 750 г.
Пожалуйста, имейте в виду, что все цвета RAL, которые мы уже согласовали, имеют время выполнения примерно 5 рабочих дней перед отправкой. В случае повышенного спроса это может быть на несколько дней больше. Если вы спешите, пожалуйста, свяжитесь с нами перед заказом.
Если вы спешите, пожалуйста, свяжитесь с нами перед заказом.
КАК РАБОТАЕТ СПЕЦИАЛЬНО ЦВЕТНАЯ НИТЬ PLA?
Если вы ищете определенный цвет RAL, вы можете взглянуть на наши уже подобранные и утвержденные цвета RAL. Если ваш цвет RAL отсутствует в нашей существующей базе данных RAL, вы можете отправить нам свой запрос по электронной почте.
Запросы на нестандартные цвета обрабатываются через нашу контактную онлайн-форму – мы ответим в течение 24 часов.
ЦВЕТ ПО ЗАПРОСУ НА ПАРТИИ. Batch.Works — это союз, заключенный на небесах.
Компания Batch.Works, расположенная в Восточном Лондоне, исследует использование новейших технологий в масштабах микропроизводства, чтобы в конечном итоге сделать доступную продукцию ближе к дому.
Особое внимание уделяется оптимизации и персонализации потребительских товаров для людей. Color On Demand от colorFabb позволяет Batch.Works дополнительно персонализировать 3D-отпечатки клиентов, используя специальные цвета.
Color On Demand от colorFabb позволяет Batch.Works дополнительно персонализировать 3D-отпечатки клиентов, используя специальные цвета.
Знание того, что пороговое значение для пользовательских цветов ниже, чем когда-либо, и работа с высококачественным и надежным материалом PLA, дает уверенность в решении любого проекта 3D-печати с оттенком цвета.
Контактная информация
Телефон
Тема
—Пожалуйста, выберите— Проблема с моим заказомВопрос о материалеНастройки принтераЗапрос на спонсорство или в социальных сетяхСтатус заказаЗапрос на предложениеЦитатаСкидка на обучениеВопросы о доставкеПользовательский материалПлатежи/оформление заказа
Сообщение ЦВЕТ ВАМ НУЖЕН
Не соглашайтесь на второе место. Выберите именно тот оттенок цвета, который вам нужен! Вы можете выбрать из 200+ подходящих цветов RAL или бросить нам вызов с вашим индивидуальным запросом цвета.
НИЗКИЙ МИН. КОЛИЧЕСТВО ДЛЯ ЗАКАЗА
Благодаря инновационному процессу окраски минимальный объем заказа соответствующих цветов RAL составляет всего одну катушку весом 750 г. Индивидуальные цвета будут изготавливаться, начиная с одной катушки весом 2200 г.
ВОСПРОИЗВОДИМЫЕ ЦВЕТА
Строго контролируемый производственный процесс гарантирует цвет от одного заказа к другому, поэтому вы можете быть уверены, что цвет будет точно таким же при каждом размещенном заказе.
В ПАРТИИ. РАБОТАЕТ МЫ ДЕЛАЕМ НАШ ПРОДУКТ ЦВЕТНЫМ. БЛАГОДАРЯ КОМПАНИИ COLORFABB И ИХ ПОТРЯСАЮЩЕЙ КОМАНДЕ, ОНИ МОГУТ СООТВЕТСТВОВАТЬ ЛЮБЫМ ЦВЕТАМ, И МЫ МОЖЕМ ПРЕДОСТАВИТЬ НАШИМ КЛИЕНТАМ НАИЛУЧШЕЕ ВПЕЧАТЛЕНИЕ С ЦВЕТОМ, КОГДА-ЛИБО В 3D-ПЕЧАТИ FDM
ЖУЛЬЕН ВАИСЬЕР, ОСНОВАТЕЛЬ BATCH.
 WORKS
WORKS
ИЩЕТЕ ИЗГОТОВЛЕННЫЙ НА ЗАКАЗ ЦВЕТ PLA?
Еще никогда не было так легко сделать PLA-пластину индивидуального цвета.
Отправьте запрос на цвет, и наши специалисты по цвету приступят к работе.
Эти специалисты будут вашим основным контактным лицом в процессе подбора цвета и будут держать вас в курсе.
Он позаботится о том, чтобы ваш нестандартный цвет был доставлен вовремя и в соответствии со спецификацией.
Контакт
Вернуться к началу
Нестандартная нить для 3D-печати
Вы ищете что-то особенное в нити для 3D-принтера?
РАЗРАБОТКА С ПРОФЕССИОНАЛАМИ
ИНДИВИДУАЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ 3D-ПЕЧАТИ
ПРЕДСТАВЬТЕ, ЧТО ВЫ МОЖЕТЕ СДЕЛАТЬ БЕЗ ГРАНИЦ
Философия NeverD для требовательных материалов для печати приложения. Воплотите свои проекты в жизнь с нашей специальной нитью для 3D-печати. Мы будем работать с вами над вашим проектом, чтобы разработать то, что никогда не делалось раньше. Наша команда ученых, инженеров и химиков может найти идеальные индивидуальные материалы для печати и нестандартную нить для 3D-принтера, чтобы выполнить работу. Получите точные свойства, необходимые для вашего приложения, воспользовавшись нашим 50-летним опытом.
Воплотите свои проекты в жизнь с нашей специальной нитью для 3D-печати. Мы будем работать с вами над вашим проектом, чтобы разработать то, что никогда не делалось раньше. Наша команда ученых, инженеров и химиков может найти идеальные индивидуальные материалы для печати и нестандартную нить для 3D-принтера, чтобы выполнить работу. Получите точные свойства, необходимые для вашего приложения, воспользовавшись нашим 50-летним опытом.
СОЗДАВАЙТЕ ИНДИВИДУАЛЬНЫЕ МАТЕРИАЛЫ СЕГОДНЯ
ПРОЕКТЫ ДЛЯ 3D-ПЕЧАТИ, РАЗРАБОТАННЫЕ НАМИ НА ЗАКАЗ
Матовый ПЛА
Шелк ПЛА
Неабразивный светящийся в темноте PLA
Термальный нейлон
PEEK без обогреваемой камеры
Поликарбонат
поликарбонат углеродное волокно
Мульти Материал ТПУ
Неабразивное нейлоновое углеродное волокно
нить 6 мм
ИДЕАЛЬНОЕ СОГЛАСИЕ ЦВЕТА
ПОЛЬЗОВАТЕЛЬСКИЕ ЦВЕТА
БЕЗГРАНИЧНЫЕ ВОЗМОЖНОСТИ ЦВЕТА
Filamatrix имеет 45-летний опыт разработки цветов.
Всего комментариев: 0