Площадь станка: 16К20Ф3 Станок токарный патронно-центровой с ЧПУ. Паспорт, схемы, характеристики, описание
Содержание
3. Планировка и расчет площади участка
3.1. Расчет производственной площади участка
Производственная
площадь участка, занимаемая поточной
линией, включает непосредственную
площадь, занимаемую оборудованием
исходя из его габаритных размеров и
дополнительную площадь, занимаемую
проходами, проездами и вспомогательным
оборудованием, хозяйственным инвентарем.
Определяется
размер производственной площади на
основе технологической планировки
оборудования и рабочих мест и исходя
из норм удельной площади на единицу
оборудования и количества единиц
оборудования.
Нормы
удельной площади устанавливаются на
единицу оборудования исходя из того, к
какой группе станков оно относится, и
включает всю дополнительную площадь.
Все станки в зависимости от габаритных
размеров подразделяются на три группы:
мелкие, средние и крупные. Для мелких
станков нормы удельной площади
устанавливаются в размере 5-12 м2;
для средних станков – 12-25 м2;
для крупных станков – 25-45 м2;
для верстаков – 3-5 м2.
Расчет
производственной площади участка по
нормативам удельных площадей производится
в табличной форме (таблица 4).
Таблица 4
Расчет производственной
площади
№ п/п | Наименование | Модель | Габаритные | Количество | Норма | Производственная |
1 | Универсальный | 6Р82Ш | 24701250 | 3 | 15 | 45 |
2 | Плоскошлифовальный | 3Б71м1 | 26001550 | 2 | 15 | 30 |
3 | Верстак | 3 | 4 | 12 | ||
4 | Токарно-винторезный | 1А616П | 21351255 | 3 | 15 | 45 |
5 | Настольно-сверлильный | НС12А | 710360 | 1 | 10 | 10 |
ИТОГО | 12 | Х | 142 | |||
Определив
производственную площадь участка,
необходимо рассчитать вспомогательную
площадь, занимаемую под конторские и
бытовые помещения. Она, как правило,
Она, как правило,
составляет 30-45% от производственной
площади.
;
(м2).
Таблица 5
Расчет общей
площади
Виды | Источник | Площадь, |
Производственная | Таблица | 142 |
Вспомогательная | Принимаем | 49,7 |
ВСЕГО | 191,7 | |
3.2. Планировка производственного участка
Планировка
участка (цеха) – это план расположения
технологического оборудования и рабочих
мест. На плане должны быть также показаны
На плане должны быть также показаны
строительные элементы – стены, колонны,
дверные и оконные проемы и т.д.; основной
производственный инвентарь – верстаки,
плиты, складочные площадки;
подъемно-транспортные устройства –
мостовые и другие краны, конвейеры,
монорельсы, электрокары, робоэлектрокары
и др.
При
разработке планировки участка используются
условные обозначения, габаритные размеры
оборудования принимаются по каталогам
или по заданию, внутри контура,
изображающего вид оборудования,
проставляется инвентарный номер
оборудования.
Планировка
выполняется в масштабе 1:100 с соблюдением
допустимых расстояний между станками
и строительными элементами. Желательно
возле габаритного контура оборудования
указать условными обозначениями места
подводки энергоносителей, води и т.д.
Поточные
линии или участки механической обработки,
а также участки серийной сборки, как
правило, располагаются вдоль пролета,
при этом оборудование и рабочие места
могут быть размещены в один, два или
более рядов, вдоль
или
под углом к оси пролета.
Планировка
поточной линии, участка серийной сборки
обычно сочетается с выбором средств
межоперационного транспорта. Она должна
отвечать принципу прямоточности, т.е.
предусматривать возможность передачи
деталей между станками, сборочных единиц
между рабочими местами по кратчайшему
расстоянию с наименьшими затратами
времени с наименьшим использованием
производственной площади. Этому
требованию, как правило, удовлетворяет
расстановка оборудования на участке
в. последовательности операций
технологического процесса.
При
планировке необходимо предусмотреть
удобные подходы к станкам (рабочим
местам) для проведения ремонта и
обслуживания; выделить необходимые
площади для размещения накопителей
деталей (заделов) и подходы к ним; площади
для размещения устройств ЧПУ, устройств
управления ПР, магазинов для хранения
инструментов и приспособлений, места
для проведения контроля качества
продукции.
Расстановка
оборудования зависит от конструкции
производственного здания и характера
изготавливаемых деталей и изделий, а
также от характера и вида используемого
оборудования и транспортных средств
Поточные
линии могут быть различной формы: прямые,
круговые, овальные, извилистые
(зигзагообразные), V-образные.
S-образные и преломляющиеся под различным
углом (Г-образные), П-образные.
Как
правило, наиболее эффективной является
прямая линий. Она проста, может быть
хорошо организована, легко смонтирована
и установлена, ее нетрудно обслуживать.
Затраты на конвейер минимальные,
отсутствуют трудности, связанные с
организацией передачи деталей под углом
к прямой линии. Рабочие места поточной
линии располагаются вдоль конвейера с
одной или с двух сторон.
Направление
движения деталей по операциям в ходе
обработки должно быть показано стрелками.
Общая
форма участка, отведенного для расположения
оборудования с включением вспомогательных
помещений, должна быть прямоугольной.
На плане обязательно показывают проходы,
длину и ширину транспортных средств
(если применяется конвейер), границы
участка, проходы, проезды, длина и ширина
участка.
Схема
планировки участка приведена в Приложении
2.
Паспорт токарного станка.
 Испытание и проверка станка на геометрическую точность.
Испытание и проверка станка на геометрическую точность.
Паспорт токарного станка
Испытание и проверка станка на геометрическую точность
Паспорт станка является руководством в процессе
ремонта и эксплуатации станка, при выборе типа станка для разработки
технологического процесса, при назначении режимов обработки, при
проектировании оснастки и т. д. Паспорт токарного станка является
документом, в котором содержатся основные технические данные и
характеристика станка: наибольшие размеры обрабатываемых заготовок;
частота вращения шпинделя; подача; наибольшее усилие, допускаемое
механизмом подач; мощность электродвигателя главного привода;
габаритные размеры и масса станка. В паспорте приводятся основные
параметры суппортов, шпинделя, резцовой головки, задней бабки и
других сборочных единиц (узлов) станка. Могут быть приведены сведения
по механике главного привода и подач: частота прямого и обратного
вращения шпинделя или планшайбы! наибольший допустимый крутящий момент,
соответствующий частоте вращения шпинделя или планшайбы; ступени
рабочих подач суппортов и скорости установочных перемещений; эскизы
важнейших деталей станка с указанием рабочего пространства и крайних
положений перемещения сборочных единиц (узлов) и т. п.
п.
В паспорте описывается комплект приспособлений
и принадлежностей, поставляемых заказчику со станком: сменные и
запасные зубчатые колеса; инструмент для обслуживания станка; ремни
для главного привода и других сборочных единиц; патроны; оправки;
люнеты; центры упорные и вращающиеся; шкивы; вспомогательный инструмент
и др. В паспорте приводятся результаты испытания токарного станка на
соответствие нормам точности и жесткости, которые показывают допускаемые
и фактические значения точности перемещения сборочных единиц (узлов)
станка, а также точности обработки и качества обработанной поверхности
изделия — образца.
Одним из необходимых условий для обеспечения
требуемой точности и долговечности работы станка является его
правильная установка и крепление на фундаменте. Тип фундамента зависит
от нагрузки, передаваемой основанию станка, массы станка и сил инерции,
действующих во время работы станка. Фундаменты под металлорежущие
станки бывают двух типов: первый — фундаменты, которые являются
только основанием для станка, второй — фундаменты, которые жестко
связаны со станком и придают станку дополнительную устойчивость и
жесткость. Токарные станки устанавливают, как правило, на фундаментах
Токарные станки устанавливают, как правило, на фундаментах
второго типа согласно установочному чертежу, который дается в руководстве
по эксплуатации станка. В чертеже указываются необходимые размеры для
изготовления фундамента, а также расположение станка в помещении с учетом
свободного пространства для выступающих и движущихся частей станка.
При установке станка на бетонное основание размечают гнезда по размерам,
соответствующим отверстиям крепления станины станка, а затем гнезда
вырубают. После установки и выверки станка по уровню фундаментные болты
заливают цементным раствором. Установку станка в горизонтальной
плоскости выверяют с помощью уровня, устанавливаемого в средней части
суппорта параллельно и перпендикулярно оси центров. В любом положении
каретки суппорта на направляющих станка отклонение уровня не должно
превышать 0,04 мм на 1000 мм. Если фундаментные болты предварительно
залиты в фундаменте, то выверку производят, когда они не затянуты.
После установки и выверки производят внешний осмотр станка и испытывают
его на холостом ходу, под нагрузкой, на точность и жесткость.
Испытание станка на холостом ходу. Привод
главного движения последовательно проверяют на всех ступенях частоты
вращения. Затем проверяют взаимодействие всех механизмов станка;
безотказность и своевременность, включения и выключения механизмов
от различных управляющих устройств; работу органов управления;
исправность системы подачи СОЖ и гидро- и пневмооборудования станка.
В процессе испытания на холостом ходу станок должен на всех режимах
работать устойчиво, без стуков и сотрясений, вызывающих вибрации.
Перемещение рабочих органов станка механическим или гидравлическим
приводом должно происходить плавно, без скачков и заеданий. При
испытании станка на холостом ходу проверяются также его паспортные
данные (частота вращения шпинделя, подача, перемещения кареток суппорта
и др.). Фактические данные должны соответствовать значениям, указанным
в паспорте.
Испытание станка под нагрузкой позволяет
выявить качество его работы и проводится в условиях, близких к
производственным. Испытание производят путем обработки образцов на
Испытание производят путем обработки образцов на
таких режимах, при которых нагрузка не превышает номинальной мощности
привода в течение основного времени испытания. В процессе испытания
допускается кратковременная перегрузка станка по мощности, но не более
чем на 25%. Время испытания станка под полной нагрузкой должно быть не
менее 0,5 ч. При этом все механизмы и рабочие органы станка должны
работать исправно; система подачи СОЖ должна работать безотказно;
температура подшипников скольжения и качения не должна превышать
70-80 градусов С, механизмов подач 50 градусов С, масла в резервуаре 60 С.
Новые станки в процессе эксплуатации, а также
после ремонта проверяют на геометрическую точность в ненагруженном
состоянии, на точность обработанных деталей и на получаемую при этом
шероховатость обработанной поверхности. Требования к точности изложены
в руководстве по эксплуатации станка. При проверке на точность станка
проверяют прямолинейность продольного перемещения суппорта в горизонтальной
плоскости; одновысотность оси вращения шпинделя передней бабки и оси
отверстия пиноли задней бабки по отношению к направляющим станины в
вертикальной плоскости; радиальное биение центрирующей поверхности
шпинделя передней бабки под установку патрона; осевое биение шпинделя
передней бабки и др.
Прямолинейность продольного перемещения суппорта в
горизонтальной плоскости проверяют с помощью цилиндрической оправки,
закрепленной в центрах передней и задней бабки, и индикатора, установленного
на суппорте, рисунок ниже — а). Смещением задней бабки в поперечном
направлении добиваются, чтобы показания индикатора на концах оправки
были одинаковы или отличались не более чем на 0,02 мм на 1 м хода суппорта.
Одновысотность оси вращения шпинделя передней бабки
и оси отверстия пиноли задней бабки по отношению к направляющим станины
в вертикальной плоскости проверяют при удалении задней бабки от передней
на 1/4 наибольшего расстояния между центрами, рисунок выше — б).
Проверку выполняют с помощью цилиндрических оправок, вставленных в
отверстия шпинделя и пиноли задней бабки, и индикатора, установленного
на суппорте. Наибольшее показание индикатора на образующей оправки
шпинделя определяют возвратно-поступательным поперечным перемещением
суппорта в горизонтальной плоскости относительно линии центров.
Не изменяя положения индикатора, таким же способом определяют его
показания на образующей оправки задней бабки. Разница в показаниях
индикатоpa не должна превышать 0,06 мм у станков для обработки деталей
с наибольшим диаметром 400 мм. Допускается только превышение оси отверстия
пиноли над осью шпинделя передней бабки.
Радиальное биение центрирующей поверхности шпинделя
передней бабки под патрон проверяют с помощью индикатора, рисунок выше — в).
При этом измерительный стержень индикатора устанавливают перпендикулярно
образующей центрирующей шейки шпинделя. Радиальное биение шейки
вращающегося шпинделя для патрона с наибольшим диаметром обрабатываемой
детали 400 мм не должно превышать 0,01 мм.
Осевое биение шпинделя передней бабки измеряют с
помощью оправки, вставленной в отверстие шпинделя, и индикатора,
установленного на станке при вращающемся шпинделе, рисунок ниже — г).
Измерительный стержень индикатора с плоским наконечником упирается
в шарик, который установлен в центровое отверстие оправки. Осевое
Осевое
биение шпинделя для установки деталей с наибольшим диаметром 400 мм
не должно превышать 0,01 мм.
Радиальное биение конического отверстия шпинделя
передней бабки проверяют с помощью оправки длиной L=300 мм, вставленной
в отверстие шпинделя, и индикатором, установленным в резцедержатель
станка при вращающемся шпинделе, рисунок выше — д).
Для станков с наибольшим диаметром обрабатываемой детали 400 мм радиальное
биение оправки у торца шпинделя (положение 1) не должно превышать 0,01 мм,
а на расстоянии L=300 мм от торца шпинделя (положение 2) — 0,02 мм.
Параллельность оси вращения шпинделя передней бабки
продольному перемещению суппорта проверяют с помощью оправки длиной
L=300 мм, установленной в отверстие шпинделя, и индикатором, установленным
на суппорте станка, рисунок выше — е). Измерение производят по образующей
оправки в вертикальной (положение 3) и горизонтальной (положение 4)
плоскостях. При этом снимают показания индикатора по двум диаметрально
расположенным образующим оправки (при повороте шпинделя на 180 градусов),
перемещая суппорт с индикатором от торца шпинделя на расстояние
L=300 мм. Затем определяют среднеарифметическое значение отклонений,
Затем определяют среднеарифметическое значение отклонений,
измеренных по двум образующим (отдельно для горизонтальной и для
вертикальной плоскостей). Для станков с наибольшим диаметром обрабатываемой
детали 400 мм допускаемая непараллельность оси шпинделя направлению
продольного перемещения суппорта в вертикальной плоскости не должна
превышать 0,03 мм (причем непараллельность должна быть направлена
только вверх), а в горизонтальной плоскости — 0,012 мм (непараллельность
должна быть направлена только в сторону суппорта).
Точность работы токарных станков проверяют при
обработке образцов. На станках с наибольшим диаметром обрабатываемой
детали 400 мм точность геометрической формы цилиндрической поверхности
проверяют при обработке образцов длиной 200 мм. Предварительно
обработанный образец с тремя поясками, расположенными по концам и в
середине образца, устанавливают в патрон или в центры станка и
обрабатывают по наружной поверхности поясков. Проверяют постоянство
диаметра в любом поперечном сечении, при этом разность между измеренными
максимальным и минимальным значениями не должна превышать 0,02 мм.
Измерение производят пассиметром, микрометром или другими инструментами.
Плоскостность торцовой поверхности проверяют при
обработке образцов диаметром d=200 мм, установленных в кулачки патрона.
Торцовая поверхность образца может иметь кольцевые канавки (у периферии,
в середине и в центре) и должна быть предварительно обработана.
После проточки торцовой поверхности образец не снимают со станка.
Результаты обработки могут быть проверены индикатором, установленным
на суппорте так, чтобы наконечник индикатора был перпендикулярен
измеряемой поверхности. Измерение производят путем перемещения в
поперечном направлении верхней части суппорта на длину, равную или
больше D. Отклонение, определяемое как половина наибольшей алгебраической
разности показаний индикатора, не должно превышать 0,016 мм.
Плоскостность торцовой поверхности можно также проверить, касаясь
наконечником индикатора контрольной линейки, приложенной к обработанному
торцу образца. Линейку прикладывают в разных осевых сечениях проверяемой
поверхности и определяют отклонение так же, как описано выше.
Точность нарезаемой резьбы проверяют на образце
(диаметр которого примерно равен диаметру ходового винта станка),
закрепленном в центры станка, при нарезании трапецеидальной резьбы
длиной не более 500 мм с шагом, примерно равным шагу ходового винта станка.
При этом ходовой винт непосредственно соединяют со шпинделем через сменные
зубчатые колеса с отключением механизма коробки подач. После чистовой
обработки проверяют равномерность резьбы с помощью соответствующих
приборов и методов проверки. По результатам измерений определяют
накопленную погрешность шага резьбы — разность между фактическим и
заданным расстоянием между любыми одноименными (не соседними) профилями
витка резьбы в осевом сечении по линии, параллельной оси винта.
Величина накопленной погрешности шага резьбы не должна превышать 0,04 мм
на длине 300 мм.
На главную
Зона машин: это то место, куда вы идете, когда просто не можете оторваться от фотографий на Facebook
Зона машин (Сара Рич)
«Люди любят Facebook. Они действительно любят его», — написал Биз Стоун ранее в этом месяце. «Моя свекровь выглядит загипнотизированной, когда решает провести немного времени в Facebook».
Они действительно любят его», — написал Биз Стоун ранее в этом месяце. «Моя свекровь выглядит загипнотизированной, когда решает провести немного времени в Facebook».
Она не единственная. По оценкам ComScore, Facebook съедает 11 процентов всего времени, проведенного в Интернете в Соединенных Штатах. Известно, что его пользователи проводят на сайте в среднем 400 минут в месяц.
Я знаю гипноз, как и вы, уверен. Вы начинаете щелкать фотографии своих друзей друзей, и в следующее мгновение вы понимаете, что прошел час. Это странно успокаивает, но не удовлетворяет. Как только заклинание снято, я чувствую, что только что потратил кучу времени впустую. Но пока это происходит, я застрял внутри машины, человеческая анимация GIF: I. Just. Не могу. Останавливаться.
Или, может быть, он загорится, когда я пролистываю твиты ночью перед сном. Я даже не нажимаю на ссылки и не отвечаю людям. Я просто прокручиваю вниз или, что еще хуже, тяну вниз большим пальцем, перезагружая, перезагружая.
А иногда я погружаюсь в меланхолию бесконечной прокрутки Tumblr.
Являются ли эти переживания, как сказал бы Стоун, любовью? Мир технологий обычно измеряет, насколько вам нравится услуга, по тому, сколько времени вы тратите на нее. Так что много времени равно любви.
Моя собственная интуиция подсказывает, что это не любовь. Это нечто гораздо более технологичное, что антрополог из Массачусетского технологического института Наташа Шулл называет « машинной зоной ».
«Дело не в победе, а в том, чтобы попасть в зону»
Шулл более десяти лет ездил в Лас-Вегас и разговаривал с игроками и операторами казино об игровых автоматах, прибыльность которых резко возросла в эпоху цифровых технологий, поскольку разработчики игр оптимизировали их, чтобы люди продолжали играть.
Она обнаружила, что большинство людей, играющих в автоматы, не зарабатывают деньги. Они знают, что не сорвут джек-пот и не пойдут домой. Как сказал Роман Марс в недавнем выпуске своего потрясающего подкаста 99% Invisible об исследованиях Шюлля: «Дело не в победе, а в том, чтобы попасть в зону».
Что такое машинная зона? Это ритм. Это ответ на точно настроенную петлю обратной связи. Это мощное искажение пространства-времени. Вы нажали кнопку. Что-то происходит. Ты снова попал. Что-то похожее, но не совсем то же самое происходит. Может быть, ты выиграешь, может быть, нет. Повторить. Повторить. Повторить. Повторить. Повторить. Это удовольствие от повторения, безопасность цикла.
«Все остальное отпадает», — говорит Шулл Марсу. «Чувство денежной ценности, времени, пространства, даже ощущение себя уничтожается в экстремальной форме этой зоны, в которую вы входите».
В книге Шюлля « Зависимость по замыслу » игрок по имени Лола говорит ей: «Я почти загипнотизирован тем, что является этой машиной. Это как играть против самого себя: ты — машина, машина — это ты».
Опять это слово: загипнотизирована, как бабушка Стоуна. Многие игроки использовали вариации этой фразы. «Чтобы описать зону словами, — пишет Шулл, — игроки, с которыми я разговаривал, дополнили экзотическую терминологию гипноза и магнетизма девятнадцатого века ссылками двадцатого века на просмотр телевизора, компьютерную обработку данных и вождение автомобиля».
Танцовщица Сара Ясски подражает анимированному GIF-файлу в фильме Кары Де Фабио « Она была компьютером» или становится им. (Loren R. Robertson Productions)
Они говорили что-то вроде: «Вы в трансе, вы на автопилоте. Зона подобна магниту, она просто притягивает вас и удерживает там».
К чему эти слова, эти метафоры? Мы не схватываем когнитивно состояние, в которое впадаем, — мы только чувствуем его власть над нами — так же, как мы слили контуры с неодушевленным. Ты машина; машина это ты . И это чувствуется… слов не хватает. На самом деле, это похоже на неудачу слов, потому что она находится на грани человеческого опыта, просачиваясь в кибернетическое царство, лучше всего выражаемое в данных и коде.
Зона машины — это темная сторона «потока», психологического состояния, предложенного Михаем Чиксентмихайи. В состоянии потока есть цель, правила достижения цели и обратная связь о том, как это происходит. Важно, чтобы задача соответствовала вашим навыкам, чтобы возникало ощущение «одновременного контроля и вызова».
В интервью Wired 1996 года Чиксентмихайи описал это состояние следующим образом: «Полная вовлеченность в деятельность ради самой себя. Эго отпадает. Время летит. Каждое действие, движение и мысль неизбежно вытекают из предыдущего, как играть джаз».
Шулл видит поворот в этом явлении перед новыми игровыми автоматами Вегаса, которые включают в себя крошечные брызги кажущегося контроля, чтобы усилить их петли обратной связи. Но вместо самореализации и счастья, которые описывает Чиксентмихайи, многие игроки чувствуют себя опустошенными и грустными из-за своего времени, проведенного в игровых автоматах.
Игры используют человеческое стремление к потоку, но без смысла или мастерства, связанных с состоянием. Зона машины — это место, куда уходит ум, когда тело полностью растворяется в задаче. «Вы можете стереть все это на автоматах», — говорит игрок Шюллю. «Ты даже можешь стереть себя».
Вы можете уйти от всего этого в машинной зоне, но только до тех пор, пока остаетесь там.
Зона Facebook
Когда мы погружаемся в повторяющуюся задачу на наших компьютерах, я думаю, мы можем войти в более мягкую версию машинной зоны. Очевидно, что если вы подшучиваете над друзьями или переписываетесь с мамой на Facebook, вы не в этой зоне. Если вы активно читаете и пишете стихи в Твиттере, вы не в этой зоне. Если вы рисуете на Tumblr, вы не в этой зоне. Зона машин антисоциальна и характеризуется отсутствием человеческого общения. Вы можете смотреть на людей, когда просматриваете фотографии, но ваше взаимодействие с их цифровым присутствием носит механический, повторяющийся характер и подкрепляется компьютеризированной обратной связью.
Я не утверждаю, что люди «подсели» на Facebook. У некоторых игроков, упомянутых в исследовании Шюлля, действительно есть серьезные проблемы. Но я использую их истории, как это делал Шулл, — в качестве источников знаний о зоне, не говоря уже о том, что их опыт работы с игровыми автоматами точно такой же, как время вашего среднего пользователя на Facebook.
Я указываю на это, потому что существует тенденция отбрасывать идею зависимости от различных технологий, как будто это не имеет большого значения. Но это.
Все это для того, чтобы сказать: я не спорю о совокупности таких сервисов, как Facebook. Это критика конкретных поведенческих циклов, которые могут возникать внутри них.
Чистейший пример проникновения в машинную зону — просмотр фотоальбомов на Facebook. В этом нет ничего особенно полезного или интересного. И все же, покажите мне пользователя Facebook, который не тратил часы и часы на это. Почему? Вы можете найти зону. Нажмите. Фото. Нажмите. Фото. Нажмите. Фото. И, возможно, где-то там вы найдете что-то классное («Мой друг знает моего кузена») или милое («Котенок»). Большой. Джекпот! Нажмите. Фото. Нажмите. Фото. Нажмите. Фото.
Мультиэкспозиция, Меркурий, астронавт (НАСА)
Facebook — крупнейший в мире сервис для обмена фотографиями. В 2008 , когда на сайте было заархивировано 10 миллиардов фотографий, пользователи просматривали 15 миллиардов изображений в день .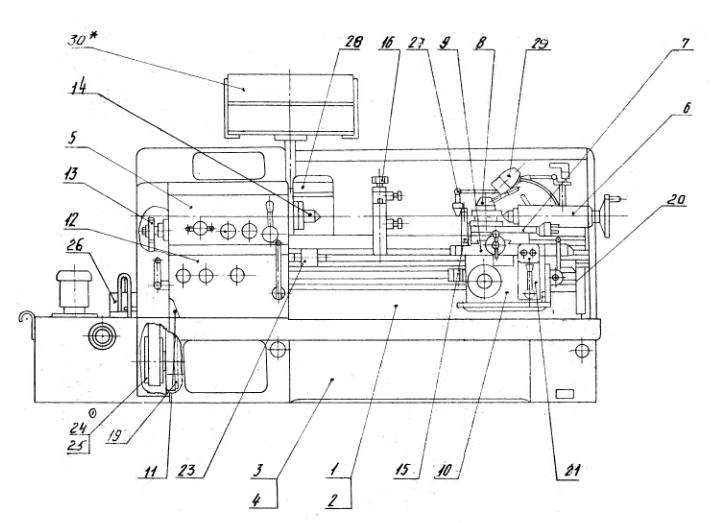 Процесс происходил 300 000 в секунду . Нажмите. Фото. Нажмите.
Процесс происходил 300 000 в секунду . Нажмите. Фото. Нажмите.
В 2010 году Facebook загрузил 65 миллиардов изображений, и они обрабатывались с пиковой скоростью 1 миллион в секунду. К 2012 году пользователи Facebook загружали 300 миллионов фотографий в день. А в начале этого года Facebook объявил, что пользователи доверили им 240 миллиардов фотографий.
Если мы предположим, что соотношение количества загруженных фотографий к просмотренным фотографиям не уменьшилось резко, пользователи, вероятно, загружают миллиардов фотографий Facebook в день со скоростью миллионов в секунду. Нажмите. Фото. Нажмите.
Все это приводит к большому количеству времени, проведенного в цикле. Согласно отчету ComScore за 2011 год, пользователи тратят 17 процентов своего времени на сайте исключительно на просмотр фотографий (что, как отмечает Inside Facebook, не включает «время, потраченное на чтение новостных лент и уведомлений, созданных при загрузке фотографий»).
Чтобы представить эти цифры в перспективе, отчет ComScore Digital Focus за 2013 год показал, что Facebook занимает 83 процента времени, проведенного во *всех* социальных сетях в Интернете.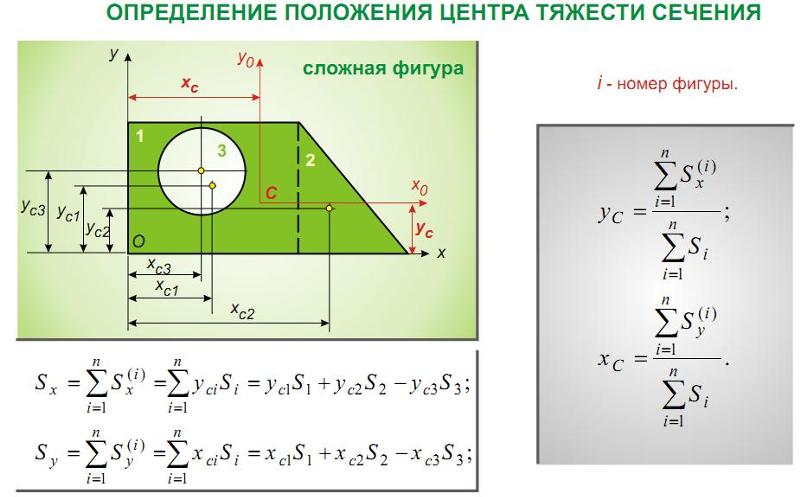 Это означает, что 14% всего времени, проведенного в социальных сетях, приходится на один поведенческий цикл. Это больше, чем все время, проведенное в Tumblr, Pinterest, Twitter и LinkedIn вместе взятых!
Это означает, что 14% всего времени, проведенного в социальных сетях, приходится на один поведенческий цикл. Это больше, чем все время, проведенное в Tumblr, Pinterest, Twitter и LinkedIn вместе взятых!
Если все технологические артефакты содержат в себе определенные «предписания», если проектировщики могут вписывать намерения в вещи, которые они создают, как в теории социолога Бруно Латура, тогда мы можем сказать, что одни механизмы вовлечения являются более предписывающими, чем другие.
Что объединяет Facebook и игровые автоматы, так это способность быстро реагировать на простые действия; они приносят крошечные вознаграждения по несовершенно предсказуемому графику «выплат». Это принудительные петли, искажающие первоначальное намерение пользователя. То, что начиналось как «Посмотри на фотографию человека X», становится «Продолжай видеть больше фотографий». Сам механизм становится точкой.
Разработчикам игровых автоматов, со своей стороны, пришлось столкнуться с этическими проблемами, возникающими при использовании зоны автоматов. И эта борьба не была красивой.
И эта борьба не была красивой.
Шулл рассказывает об одном дизайнере, Рэнди Адамсе. Сначала он говорит ей, что «морально» против того, чтобы быть машинами, которые допускают компульсивное поведение, что является признанием того, что это возможно. «Но в этом вопросе Адамс был непоследователен, — пишет она. «[Адамс] начал с обнаружения зависимости внутри человека, заявив, что «некоторые люди не могут контролировать ту часть, которая превращает его из развлечения в зависимость». Когда его попросили указать «часть, которая превращает игру из развлечения в зависимость», он ответил: «Это дизайн игры», а затем добавил, что эта характеристика дизайна «не была преднамеренной с нашей стороны, просто так получилось, развиваться».
Что бы это значило для проекта социальных сетей, если бы мы поняли, что они вызывают психологические состояния, подобные игровым автоматам? Будут ли сотрудники Кремниевой долины бороться со своим продуктом так же, как разработчики игровых автоматов? Я знаю многих программистов и людей, которые работали в различных социальных компаниях; они, конечно, не считают себя занимающимися тем же основным бизнесом, что и казино. Большинство из них думают, что они «преуспевают, делая добро».
Большинство из них думают, что они «преуспевают, делая добро».
В качестве мысленного эксперимента представьте, что существуют неопровержимые доказательства того, что определенные конструкции веб-сервисов заставляют людей входить в машинную зону, увеличивая в четыре раза время пребывания на сайте для подгруппы пользователей. Будут ли дизайнеры запрещать их использование или все они будут использовать эти приемы в своих стартапах?
Все могло быть иначе. Сайт может поощрять различную этику потребления. Чтобы быть немного абсурдным: почему бы не опубликовать табличку после того, как кто-то просмотрит 100 фотографий, которая говорит: «Почему бы вместо этого не написать записку другу или члену семьи?»
Разве эти вещи не должны быть частью того, о чем думают веб-компании? Не только побуждая пользователей потреблять все больше и больше, но и помогая им остановиться.
Проблема «предоставления людям того, что они хотят»
Можно возразить, что дизайнеры просто давать людям то, что они хотят. Данные говорят о том, что люди тратят много времени на просмотр картинок; Итак, Facebook показывает фотографии. Просто как тот.
Данные говорят о том, что люди тратят много времени на просмотр картинок; Итак, Facebook показывает фотографии. Просто как тот.
Участие обычно является валютой сферы социальной сети. Поскольку гораздо сложнее измерить, действительно ли кто-то наслаждается опытом, чем измерить количество минут, которые кто-то тратит на это, вовлеченность обычно измеряется временем. Итак, Силиконовая долина убедила себя (и пользователей своего программного обеспечения), что мы голосуем своими кликами.
Но есть проблема. Вместе с данными тайно пронесли определение «чего хотят люди». Определение начинается логически: люди заходят на сайты, которые им нравятся. Но потом становится пошустрее. Говорят, что чем больше времени вы проводите на сайте или его части, тем больше он вам нравится. Конечно, это полностью исключает роль самой компании в формировании поведения пользователей для увеличения потребления. И игнорирует тот факт, что люди иногда (часто?) делают с собой вещи, которые им не нравятся.![]() Кому «нравится» часами переключать каналы — и все же это было основной частью американского опыта на протяжении десятилетий.
Кому «нравится» часами переключать каналы — и все же это было основной частью американского опыта на протяжении десятилетий.
Что, если 400 минут в месяц, которые люди проводят в Facebook, в основном (или даже частично) тратятся в машинной зоне, загипнотизированы, накапливая рекламные показы для компании?
Вот мое утверждение: размышления о машинной зоне и принудительных петлях, которые ее инициируют, обладают огромной объяснительной силой. Это объясняет чувство «потерянное время», которое я испытывал в различных социальных сетях и о котором я слышал от других людей. Это объясняет, как чем больше Facebook настраивал свои сервисы, тем больше людям не нравился их опыт, даже если они не отказывались от него. Это помогает объяснить, почему люди продолжают возвращаться к сервисам, которые их засасывают, даже если они говорят, что не хотят этого делать.
Это помогает мне понять, почему социальные сети, которые начинались с благих намерений объединять людей, стали такой сложной темой. Среди тех, кто разбирается в технологиях, считается подвигом сказать: «Я люблю Facebook».
Среди тех, кто разбирается в технологиях, считается подвигом сказать: «Я люблю Facebook».
Поскольку дизайнеры и разработчики интерпретировали максимизацию «времени на сайте», «прилипчивости», «вовлеченности» как предоставление людям того, чего они хотят, они построили систему, которая вызывает у людей навязчивые реакции, о которых они позже сожалеют.
По крайней мере, явление машинной зоны должно стать частью того, как мы говорим об удовольствиях в Интернете. Возможно, в долгосрочной перспективе эти проблемы решатся сами собой. Я не уверен, однако: экономические силы, лежащие в основе социальных сетей, поддерживаемых рекламой, в основном требуют максимизации времени, которое люди проводят на сайте, генерируя показы рекламы.
Так уж получилось, что модели поведения пользователей, наиболее выгодные для Facebook и других социальных сетей, — это именно те модели, которые они интерпретировали как означающие, что люди их любят. Это похоже на то, как если бы они определили, что будет наиболее прибыльным, а затем выяснили, как оправдать это как удовлетворение потребностей пользователей.
Но на самом деле я в это не верю. Можно многое сказать о предпринимателях, дизайнерах и программистах, которые создают компании социальных сетей, но они верят в то, что делают. Они скорее идеологи, чем трусливые финансовые триангуляторы. И они проводят весь день в Facebook, Instagram, Twitter, Tumblr и Pinterest. Бьюсь об заклад, они тоже знают машинную зону. И поэтому я надеюсь, что они действительно перестанут конструировать ловушки.
В любом случае борьба с великой неполноценностью, лежащей в основе этих принудительных петель, должна быть одной из целей проектирования, использования и критики технологий.
В лучших традициях Долины мы изготовим футболку «Просто скажи нет машинной зоне».
1910.212 — Общие требования ко всем машинам.
- По стандартному номеру
- 1910.212 — Общие требования ко всем машинам.
1910. 212(а)
212(а)
Защита машины —
1910.212(а)(1)
Виды охраны. Должен быть обеспечен один или несколько методов ограждения машины для защиты оператора и других работников в зоне машины от опасностей, создаваемых, например, в месте эксплуатации, точками захвата, вращающимися частями, летящими стружками и искрами. Примеры методов ограждения: барьерные ограждения, двуручные спусковые устройства, электронные устройства безопасности и т. д.
1910.212(а)(2)
Общие требования к ограждениям машин. Ограждения должны быть прикреплены к машине, где это возможно, и закреплены в другом месте, если по какой-либо причине установка на машине невозможна. Ограждение должно быть таким, чтобы оно само по себе не создавало опасности несчастного случая.
1910. 212(а)(3)
212(а)(3)
Охрана рабочего места.
1910.212(а)(3)(и)
Рабочая точка — это область машины, где фактически выполняется работа с обрабатываемым материалом.
1910.212(а)(3)(ii)
Место работы машин, при работе которых работник может получить травму, должно быть ограждено. Защитное устройство должно соответствовать всем соответствующим стандартам или, при отсутствии применимых конкретных стандартов, должно быть спроектировано и изготовлено таким образом, чтобы оператор не мог находиться в опасной зоне любой частью своего тела во время рабочего цикла.
1910.212(а)(3)(iii)
Специальные ручные инструменты для размещения и удаления материала должны быть такими, чтобы можно было легко обращаться с материалом, не помещая руку оператора в опасную зону. Такие инструменты не должны заменять другие средства защиты, требуемые настоящим разделом, а могут использоваться только в качестве дополнительной защиты.
Такие инструменты не должны заменять другие средства защиты, требуемые настоящим разделом, а могут использоваться только в качестве дополнительной защиты.
1910.212(а)(3)(iv)
Ниже перечислены некоторые машины, для которых обычно требуется охрана рабочего места:
1910.212(а)(3)(iv)(а)
Гильотинные ножницы.
1910.212(а)(3)(iv)(б)
Ножницы.
1910.212(а)(3)(iv)(с)
Ножницы типа «крокодил».
1910.212(а)(3)(iv)(г)
Силовые прессы.
1910. 212(а)(3)(iv)(д)
212(а)(3)(iv)(д)
Станки фрезерные.
1910.212(а)(3)(iv)(е)
Электропилы.
1910.212(а)(3)(iv)(г)
Фуганки.
1910.212(а)(3)(iv)(з)
Переносные электроинструменты.
1910.212(а)(3)(iv)(я)
Формовочные валки и каландры.
1910.212(а)(4)
Бочки, контейнеры и бочки. Вращающиеся барабаны, бочки и контейнеры должны быть защищены ограждением, которое сблокировано с приводным механизмом, так что бочка, барабан или контейнер не могут вращаться, если ограждение не установлено на место.
1910.
Всего комментариев: 0