Пиноль токарного станка: Пиноль токарного станка это
Содержание
Задняя бабка токарного станка по металлу
Главная / ЧПУ станок / Токарный станок / Задняя бабка токарного станка по металлу
Задняя бабка токарного станка по металлу — узел станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра, а также для установки режущего инструмента: сверл, зенкеров, разверток.
Задняя бабка токарно-винторезного станка предназначена главным образом для поддерживания длинных заготовок во время обработки; она используется также для закрепления инструментов, предназначенных для обработки отверстий (сверл, зенкеров, разверток) и для нарезания резьб (метчиков, плашек). Главными частями задней бабки токарного станка по металлу (рис. 1) являются: пиноль 1, корпус 2, основная плита 12 и прихват 11. Пиноль 1 с помощью винта 4, гайки 5 и маховичка 8 можно перемещать в корпусе и фиксировать сухарем 9, затягивая рукоятку 3. Корпус 2 установочным винтом 10 можно смещать относительно плиты 12 вдоль ее направляющего выступа. На станине задняя бабка закрепляется прихватом 11, на который нажимает планка 14, перемещаемая рукояткой 7, эксцентриком 6 и тягой 13.
Корпус 2 установочным винтом 10 можно смещать относительно плиты 12 вдоль ее направляющего выступа. На станине задняя бабка закрепляется прихватом 11, на который нажимает планка 14, перемещаемая рукояткой 7, эксцентриком 6 и тягой 13.
Рис. 1. Задняя бабка токарно-винторезного станка по металлу
Задняя бабка тяжелых токарно-винторезных станков имеет обычно механическое перемещение вдоль направляющих станины от отдельного электродвигателя; это значительно сокращает время ее перестановки и облегчает труд рабочего.
Корпус 178 задней бабки токарного станка по металлу (рис. 2) вместе с плитой 20 можно передвигать (вручную) по направляющим станины 130. В выбранном положении закрепление бабки производится посредством двух болтов 179 и планки 180. Для обработки конических поверхностей деталей, закрепленных в центрах, корпус бабки, как это было сказано выше, перемещается по плите перпендикулярно центровой линии станка по направляющей Л, имеющейся на плите.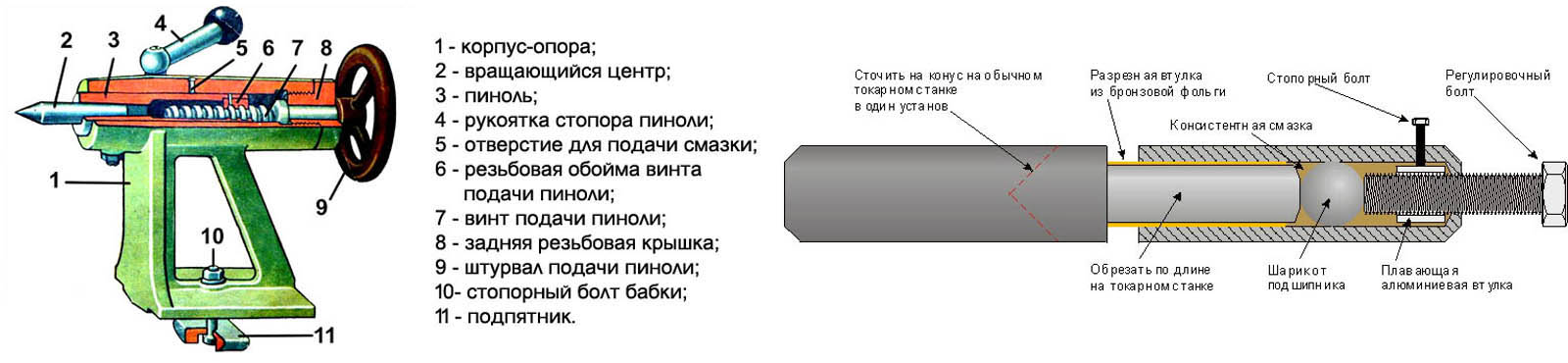 Это перемещение осуществляется при помощи болтов 181 и 183 и гайки 182, закрепленной в плите. Если требуется, например, переместить корпус бабки вправо (по рис. 2), надо немного вывернуть болт 183 и завернуть болт 181. Среднее положение корпуса, при котором производится обработка цилиндрических поверхностей, определяется по совпадению (на ощупь) обработанных плоскостей В, имеющихся на корпусе и на плите.
Это перемещение осуществляется при помощи болтов 181 и 183 и гайки 182, закрепленной в плите. Если требуется, например, переместить корпус бабки вправо (по рис. 2), надо немного вывернуть болт 183 и завернуть болт 181. Среднее положение корпуса, при котором производится обработка цилиндрических поверхностей, определяется по совпадению (на ощупь) обработанных плоскостей В, имеющихся на корпусе и на плите.
Рис. 2. Задняя бабка токарного станка по металлу 1А62
Перемещение пиноли 12 осуществляется при вращении маховичка 15, закрепленного на винте 173. Винт заворачивается в гайку 174, запрессованную в пиноль. Вращению пиноли с винтом препятствует шпонка 177. При крайнем правом положении пиноли винт 173 упирается в торец заднего центра 11 и выдавливает его. В требуемом положении пиноль закрепляется двумя зажимными втулками 175 и 176, которые сближаются при вращении рукоятки 13.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Задняя бабка токарного станка — ПКФ «Спектр», Челябинск
Задняя бабка – это деталь, которая состоит из:
- корпуса;
- пиноли;
- винта, который перемещает пиноль;
- рукоятки, чья задача закрепить пиноль;
- рукоятки для крепления самой бабки;
- винта, перемещающего заднюю бабку;
- маховичка.
У задней бабки несколько задач: закрепить длинные заготовки, находящихся в центре, контролировать установку резцов и зажимать пару, которая состоит из болта и гайки.
За что отвечают элементы задней бабки
Планка и зажимной болт перемещают и закрепляют заднюю бабку. За перемещение пиноли, когда происходит момент сверления отвечает маховичок. Винт с рукояткой нужен для того, чтобы закрепить пиноль в необходимом направлении.
За перемещение пиноли, когда происходит момент сверления отвечает маховичок. Винт с рукояткой нужен для того, чтобы закрепить пиноль в необходимом направлении.
Чтобы положение оси задней бабки оставалось устойчивым и надежным во время всего периода работы корпус на задней бабке крепится на станине. Такая мера позволяет предотвратить возможность аварийного случая, например, если деталь вырвется из центра.
Эффективность работы задней бабки станка оценивается по следующим критериям:
- Оставаться на исходной позиции, не поддаваясь на внешние факторы;
- Осуществлять верное направление положение оси центра;
- Установка по оси станка должна отнимать минимум время;
- Максимально точно устанавливать обрабатываемую по центру обеих отверстии станка;
- Создавать надежное направление шпинделя (пиноль) задней бабки, не изменяя положение оси.
Задняя бабка имеет разные виды конструкции, но при этом в их конструкции будут входить универсальные детали. Это позволяет максимально быстро ориентироваться в задней бабке токарного станка любых размеров. Для этого необходимо знать, как устроено данное оборудование средних размеров.
Это позволяет максимально быстро ориентироваться в задней бабке токарного станка любых размеров. Для этого необходимо знать, как устроено данное оборудование средних размеров.
Конструкция задней бабки токарного станка
Как и у большинства станков корпус задней бабки имеет два основные детали – это сам корпус (1) и основание задней бабки (2), которые представлены в виде плота (мостика).
На верхнюю поверхность плота (мостика) устанавливается корпус, а сам он подгоняется по направляющим станины. Плоскости, где корпус соприкасается с плотом, устанавливаются таким образом, чтобы оси задней бабки и шпинделя станка не только совпадали, но и были параллельны ей.
Чтобы достигнуть максимальной параллельности осей осуществляется присоединение к вертикальной грани направляющего буртика. Винт с квадратной головкой и гайки позволяют переместить корпус по плоту и тем самым достигнуть бокового совпадения осей. С помощью двух болтов (4) и накладки (3) корпус одновременно крепятся сразу к двум деталям: плоту и станине.
Восстановление и ремонт задней бабки
Задняя бабка является узлом, который активно используется во время работы токарного станка, что в итоге приводит к выходу из строя. Приводить в рабочее состояние чаще всего приходится:
- Соотношение мостика и станины;
- Настройка точности отверстия;
- Регулирование высоты центров.
Ремонтировать необходимо и отдельные детали задней бабки: элементы управления и пиноль.
Тяжелее всего подлежат к восстановлению регулирование высоты у центров и точность отверстия корпуса. Специалисты используют акрилопласты для наиболее эффективного восстановления большинства поломок задней бабки. Для незначительных дефектов, например, отверстия под пиноль применяют притир, но необходимо после этого применить тот же акрилопласт.
На направляющих установлены специальные накладки, чья задача восстанавливать параметры растачивания. Это позволяет регулировать высоту центров. Также необходимо изготовить новый шпиндель, который устанавливается с помощью акрилопласта.
Восстановление задней бабки акрилопластом
Одним из главных узлов токарного станка является задняя бабка. Поэтому каждый оператор обязан знать конструкцию данной детали и знать необходимую информацию о наиболее «популярных» причинах поломки. Наиболее простые дефекты можно исправить самостоятельно, но мы рекомендуем обращаться к специалистам.
- Для того, чтобы расширить отверстие для шпинделя снимают метал толщиной 3-4 миллиметра. Важно, чтобы показатели овальности не превышали полсантиметра.
- Полая оправа монтируется в шпинделе передней бабки. Равнение внешнего диаметра цилиндрической оправки происходит по внешнему диаметру обновленной пиноли.
- Перед тем как установить оправку приделывают прокладку (например, бумага) в конусное отверстие пиноли. Измеряется место установки относительно оси пиноли и центра.
- После установки оправки тестируют и при необходимости регулируется биение поправки. Хорошими показателями является от 0,16 до 0,19 мм.
 Пиноль монтируется таким образом, чтобы оправка располагалась с небольшим отклонением над ней. Отличие высоты центров и передней бабки имеет уровень равный 0,06-0,08 мм.
Пиноль монтируется таким образом, чтобы оправка располагалась с небольшим отклонением над ней. Отличие высоты центров и передней бабки имеет уровень равный 0,06-0,08 мм. - Над отверстием шпинделя просверливаются три небольшие дырочки диаметром примерно 7 мм. Они размещены по середине и краям корпуса задней бабки.
- Просвет в корпусе необходимо обработать обезжиривающим средством и сушить на протяжении 25-30 минут.
- Оправку закрепляют на станине при поомщи болтов, а перед этим обрабатывают мылом и монтируют корпус задней бабки.
- При помощи специальных колец и пластилина происходит загерметизация отверстии под пиноль. Также делают для крепления шпинделя.
- В том месте где были просверлены три отверстия делают три воронки из пластилина.
- Раствор из акрилопласта заливают в среднюю воронку. Заполняют ее до тех пор, пока не заполнятся крайние воронки.
- Обработанную акрилопластом заднюю бабку оставляют сушиться засыхать при температуре 19-20 градусов.

- Затем сдвигают узел и очищают его от остатков пластилина. Также создаются специальные канавки, проделывают отверстия, формируют паз шпоночного типа и окончательно собирают всю конструкцию задней бабки.
Хвостовые и башня. Старая часть № была LA-1092 или 16A-31092
$ 148,00
LP-1144
Винт хвостовой баль
.0010
$227.25
LP-1190
Binding Lever
Binding Lever
Old Part No. was LA-177 or 22A-30177
$60.25
LP-1217
Screw Retainer
Винтовой фиксатор
Старый номер детали был LA-148 или 35A-30148
$78,75
Старый номер детали был LA-147 или 07C-30147
$ 270,50
LP-1239
Переплет
Переплет.
Старая часть № была LA-263 или 33A-30263
$ 42,25
LP-1244
HEX NUT
Старая часть № была LA-274 или 16A-30274
9
9
.
32,75 $
LP-1246
Перьевая бабка (диаметр 1-3/8)
Перьевая бабка (диаметр 1-3/8)
Старый номер детали был LA-1091 или 07C-31091
9 LP -1297
Перо задней бабки, #3MT (диаметр 1-3/8)
Перо задней бабки, #3MT (диаметр 1-3/8)
Старый номер детали был 2665 или 07C-12665
Для Powermatic
445,75 $
LP-1297-3
Ключ для пиноли задней бабки
Ключ для пиноли задней бабки
Старая часть № была LA-1095 или 15A-31095
См. Также: LA-150
$ 24,25
LP-1321
Хвостовой стук
Хэвочная стука
Старая часть № LA-1093. ИЛИ 17A-31093
$ 21,75
LP-1323
Hailstock
Старая часть № 6119 или 39A-36119
для 14 «Lathe
$ 44,00
LP-1486. в настоящее время нет в наличии!
в настоящее время нет в наличии!
Сборка хвостовой стук, 10 «Токарный станок
Сборка хвостовой стук
Старая часть № была LA-3-1 или K-1247
$ 1,274,75
LP-1605
Hailststock Ass’y Complete, LP-1605
Hailststck Ass’y Complete, 1105
. «Токарный станок
Hail Stock Ass’y Complete
Старая часть № была LA-1065 или K-1257
для 11″ «Tal Сборка, 12-дюймовый токарный станок
Old Part No. was 2065 or K-1300
$1,318.25
LP-1607
Tailstock Spindle
Tailstock Spindle
Old Part No. was 6121 or 07A-36121
For 14″ Lathe
$503.75
LP-1769
Переплетка, верхняя
Переплетка, верхняя
Старая часть № 6115 или 37A-36115
для 14 «.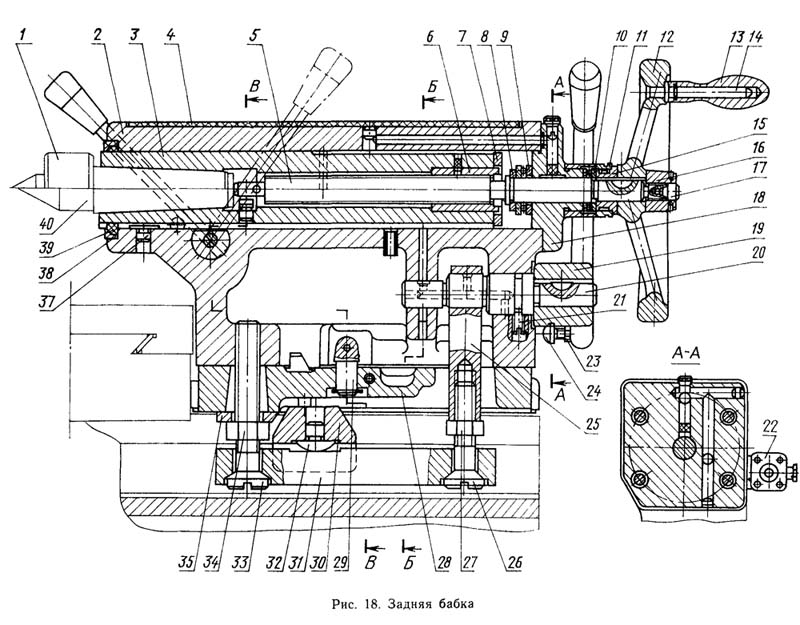
Привязывающий шпилек
Старая часть № 6116 или 17A-36116
для 14-дюймового токарного станка
$ 30,25
LP-1771
Переплетка, нижняя
Переплетка, нижняя
old №.
40,00 $
LP-1772
Втулка, 3/4X 13/32″
Втулка, 3/4X 13/32″
Втулка, 3/4X 13/32″ Деталь № 5 LA 9006 190/32 была. 581 или 19А-30581
См. также: Ла-420
130,00 $
LP-1948
Tailstock Wrench
Tailstock Wrench
Old Part No. was LA-176 or 39A-30176
For Logan 10″, 11″ and 12″ Lathes
$31.50
Q23-03308
Подвижной центр, №2 MT
Подвижный центр, №2 Конус Морзе
0,0001″ TIR Точность
Изготовлен из цельного куска поковки
Закален и точно отшлифован
Шпиндель изготовлен из высококачественной легированной стали, термообработан до RC 60 62
Центры оснащены тремя прецизионными подшипниками для тяжелых условий эксплуатации
Подшипники защищены от пыли и охлаждающей жидкости
$ 124,00
Q23-03759
Живой центр, #3 MT
Живой центр, #3 Хард 1010 0,0001 «Торкость тира
из машин из одной части для для заплачивания
. и точно отшлифованы
и точно отшлифованы
Шпиндель изготовлен из высококачественной легированной стали, термообработан до RC 60 62
Центры оснащены тремя прецизионными подшипниками для тяжелых условий эксплуатации
Подшипники защищены от пыли и охлаждающей жидкости
$ 197,00
Q23-03760
Крышка нефтяного отверстия
Крышка масляного отверстия, 1/4 «Диа. Быстрозажимные сверлильные патроны с подшипниками для тяжелых условий эксплуатации
Прецизионные быстрозажимные сверлильные патроны на шарикоподшипниках, 1/32–1/2 дюйма JT6 0,0015″ TIR
Прецизионные бесключевые сверлильные патроны на шарикоподшипниках, для тяжелых условий эксплуатации
высокоточные приложения на обычных станках или станках с ЧПУ для операций сверления, растачивания и раззенковки
* Часы затянуты и выпущены вручную и имеют самореализирующую функцию
$ 187,00
7-051-338
Dlill Chuck Arbor, MT2 до JT6
Drill Chucbor, MT2 до JT6
$ 18,009. 00
00
. 7-052-206
Dlill Chuck Arbor, MT3 до JT6
Dlill Chuck Arbor, MT3 до JT6
Обычная цена: $ 20,00
ПРОДА. Быстрозажимные сверлильные патроны, Heavy Duty
Прецизионные быстрозажимные сверлильные патроны на шарикоподшипниках, для тяжелого режима работы
* Быстрозажимные сверлильные патроны представляют собой прецизионные устройства, предназначенные для высокоточных операций на обычных станках или станках с ЧПУ для операций сверления, растачивания и зенковки
* Патроны затягиваются и освобождаются вручную и имеют с самозатягивающимся элементом
0,0015″ TIR
219,00 $
7-051-368
Шариковая масленка
Шариковая масленка
6
0 B=9/32″
C=5/16″
7,50 $
Q19-00626
Вопрос токарного станка — как снять пиноль задней бабки? — Woodshop
ScienceElf
#1
Не хочу лениться, но я так и не нашел простого способа снять пиноль задней бабки (заостренный держатель, который входит в заднюю бабку). Вы не можете использовать длинную шестигранную отвертку, как на шпинделе. Я попытался использовать шестигранную отвертку, чтобы заклинить его, но все, что получилось, это согнуть отвертку. Удалось выпрямить отвертку, но я отказался снимать пиноль задней бабки, потому что не хотел проливать шлангом какое-либо оборудование. Любой совет?
1 Нравится
яшседай
#2
Чтобы вынуть иглу, полностью втяните ее, после чего она выскочит.
2 лайков
Научный эльф
#3
Спасибо, я опускаю голову, потому что это слишком простое решение.
Спасибо за помощь.
2 лайка
яшседай
#4
Добро пожаловать!
Не расстраивайтесь, я должен был выучить это подобным образом!
3 лайка
просто
#5
почти уверен, что мы все это сделали (некоторые из нас до сих пор не «приобрели» навык, даже если мы знаем, как…)
коллинрх
#6
Я тоже должен был задать тот же вопрос
1 Нравится
рлисбона
#7
Правильное название этой части — центр, а не перо.
Есть подвижные центры, которые вращаются на подшипниках, и мертвые центры, которые не вращаются, а смазываются воском, который разжижается от тепла трения, поэтому дерево вращается на пленке жидкого воска.
Перо — это подвижная часть сверлильного станка, мельницы или другого механизма, это оболочка, которая удерживает подшипники для вращающейся части, называемой шпинделем.
Наши токарные станки имеют шпиндели и центры, но не пиноли.
Некоторые названия деталей имеют смысл, я понятия не имею, откуда появилось перо.
2 лайка
райан
#8
Перо — это часть, удерживающая живой центр. Который находится в задней бабке, которая находится на направляющих станины
2 лайка
просто
#9
image.jpg800×561 174 КБ
отсюда
https://www.quora.com/What-is-the-function-of-a-spindle-in-a-tailstock
Никогда не знал слова «перо» в этом смысле, пока не попал в DMS … Теперь везде кровь!
Я подозреваю, что когда-то кто-то думал, что это похоже на другие «иглы», такие как дикобразы, и оно ДЕЙСТВИТЕЛЬНО соответствует определению № 2…
1 Нравится
рлисбона
Всего комментариев: 0