Точность токарных станков: Токарные станки высокой точности обработки. Поставка в Санкт Петербург, Казань, Челябинск
Содержание
Токарные станки высокой точности обработки. Поставка в Санкт Петербург, Казань, Челябинск
Обработка металла с высокой (прецизионной) точностью требует особого подхода для изготовления станочного оборудования. Все прецизионные станки делятся на классы по степени предельной точности, с которой они способны обрабатывать детали:
-
Станки класса А (особо высокая точность). -
Класс B (оборудование высокой точности). -
Класс C (станки особой точности). -
Станки класс П (повышенная точность обработки).
Прецизионное оборудование обеспечивает обработку деталей идеальной геометрической формы, особо точным пространственным расположением осей вращения. Станки позволяют получить шероховатость поверхности до одиннадцатого класса чистоты. Параметры изготовления, при определенных условиях, достигают значений характерных для первого класса чистоты.
Для достижения таких показателей необходимо применение станочных узлов и агрегатов, изготовленных по соответствующим стандартам, имеющих минимальные погрешности при их производстве. Особое значение придается используемым подшипникам. На прецизионных станках по металлу используются гидродинамические и аэростатические подшипники высокого класса изготовления.
Особое значение придается используемым подшипникам. На прецизионных станках по металлу используются гидродинамические и аэростатические подшипники высокого класса изготовления.
При работе металлообрабатывающего оборудования происходит большое выделение тепла, воздействующее как на узлы станка, так и на заготовки. При этом и те, и другие испытывают механические деформации, приводящие к снижению точности изготовления. В высокоточных станках реализована функция активного отвода тепла, препятствующая геометрическим отклонениям элементов станка и деталей. Понижение уровня нежелательных вибраций также способствует точности изготовления.
Основы теории высокоточной обработки металла
Современный металлорежущий станок можно рассматривать как некую систему из трех составляющих: измерительной, вычислительной, исполнительной. Ни одна из них несовершенна, каждая вносит погрешности в точность изготовления.
Точность измерительной части зависит от показаний применяемых датчиков. Точность измерения повышается с применением более совершенных датчиков — измерительных устройств. Сегодня подобные устройства способны отслеживать размеры до нескольких нанометров.
Точность измерения повышается с применением более совершенных датчиков — измерительных устройств. Сегодня подобные устройства способны отслеживать размеры до нескольких нанометров.
Прецизионные станки с ЧПУ содержат вычислительные процессоры с высоким быстродействием и решающие многие задачи с заданной точностью. В режиме реального времени просчитываются огромные массивы данных с любой разрядностью чисел. Благодаря достижениям электроники, вычислительная система обладает наибольшей точностью.
Исполнительная точность непосредственно зависит от узлов и агрегатов станка. Чем выше будут параметры составляющих оборудования, тем меньшая сложится окончательная погрешность.
К погрешностям металлообрабатывающих станков относятся:
-
Геометрические, зависящие от качества изготовления комплектующих станка и их сборки. От этого зависит точность расположения относительно друг друга рабочего инструмента и заготовки в процессе обработки.
-
Кинематические погрешности зависят от соответствия передаточных чисел в механизмах станка. Кинематические цепи особое влияние оказывают на точность изготовления зубчатых элементов, резьбы. -
Упругие погрешности определяются деформациями станка. В процессе резания происходит отклонение, под действием возникающих сил, взаимного расположения инструмента и заготовки. В прецизионных станках, для борьбы с такими проявлениями, создают особо жесткие конструкции. -
Температурные. Неравномерный нагрев узлов станка приводит к потере начальной геометрической точности, снижая качество изготовления. -
Динамические погрешности объясняются относительными колебаниями рабочего инструмента и заготовки. -
Погрешности изготовления и установки режущего инструмента.
Двигатели, редукторы содержат подвижные части, имеющие люфты, поверхности скольжения со временем претерпевают износ — все это непосредственно влияет на качество обработки. Такое понятие,
Такое понятие,
как точность позиционирования системы «станок — деталь», напрямую зависит от исполнительной точности.
Некоторые модели прецизионных токарных станков способны обрабатывать детали с точностью до 0,0002 мм, при частоте вращения шпинделя 15000 об/мин. Такие показатели имеют и оборотную сторону. Стоимость оборудования значительно выше по сравнению с обычными станками. Это является следствием применения новейших наукоемких технологий при изготовлении станков. В качестве примера можно указать использование аэростатических направляющих, где суппорт с рабочим инструментом скользит на расстоянии в несколько микрон от поверхности. То есть фактически находится в «воздухе».
Современный прецизионный шлифовальный станок — это автоматизированный комплекс, позволяющий обрабатывать детали с точностью до 0,01 мм. Служит для заточки инструментов из алмазов, твердых сплавов, инструментальной стали. Ультрапрецизионные шлифовальные станки способны обрабатывать внутренние и внешние поверхности детали за одну установку. Прецизионный сверлильный станок обладает жесткой конструкцией, оборудован цифровой индикацией, отображающей параметры сверления.
Прецизионный сверлильный станок обладает жесткой конструкцией, оборудован цифровой индикацией, отображающей параметры сверления.
Общим для всех типов прецизионных станков является использование в приводах фрикционных передач. При этом повышается качество изготовления, упрощаются кинематические цепи. Более высокий КПД снижает себестоимость работ.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Проверка токарного станка на точность
04. 05.2018
05.2018
Когда речь идет о геометрической и технологической точности токарного станка проверяются следующие параметры оборудования:
-
точность перемещения частей, на которых располагается деталь; -
расположение поверхностей, на которых должен находиться инструмент или материал; -
форма базовых поверхностей.
Оборудование должно начать эксплуатироваться только после проверки точности и получения акта о приемке. При этом такой акт составляется не только после сборки на заводе-изготовителе, но и после проведения ремонтных работ.
Параметры точности агрегата должны быть указаны в его паспорте. Измерять точность и выявлять погрешности нужно регулярно. Частота проверок оборудования регламентируется соответствующим ГОСТом.
Во время эксплуатации токарного станка его элементы постоянно изнашиваются. Во время работы агрегат неизбежно нагревается, соответственно, происходит тепловая деформация. Кроме этого, на рабочие части и механизмы постоянно воздействуют различные силы, приводящие к изменению их формы и снижению четкости оборудования. В конечном итоге износ и деформации негативно сказываются на качестве изготавливаемой продукции. Чтобы восстановить правильность работы агрегата, следует постоянно проверять его на степень износа и своевременно производить замену деталей и узлов.
Во время работы агрегат неизбежно нагревается, соответственно, происходит тепловая деформация. Кроме этого, на рабочие части и механизмы постоянно воздействуют различные силы, приводящие к изменению их формы и снижению четкости оборудования. В конечном итоге износ и деформации негативно сказываются на качестве изготавливаемой продукции. Чтобы восстановить правильность работы агрегата, следует постоянно проверять его на степень износа и своевременно производить замену деталей и узлов.
Как правильно проверять токарный станок
Качество проверки во многом зависит от того, насколько правильно оборудование установлено на испытательном стенде. Устанавливать станок необходимо строго следуя чертежу. Наиболее популярным и надежным способом является установка агрегата на несколько опор (более трех). Все подвижные узлы и элементы должны быть установлены в среднее положение.
Качество изготавливаемых изделий зависит от геометрической точности оборудования.![]() Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
Чтобы определить степень износа линейка устанавливается по очереди на каждую направляющую станка. После чего при помощи щупа нужно измерить зазор между линейкой и направляющей. ГОСТ определяет максимально допустимое значение этого зазора – не более 0,02 мм. При большем отклонении обрабатываемые детали могут иметь недопустимую погрешность на выходе.
Точность во многом зависит и от горизонтальности направляющих станка. Этот показатель измеряется при помощи специального уровня. Предельное отклонение должно быть не более 0,05 мм.
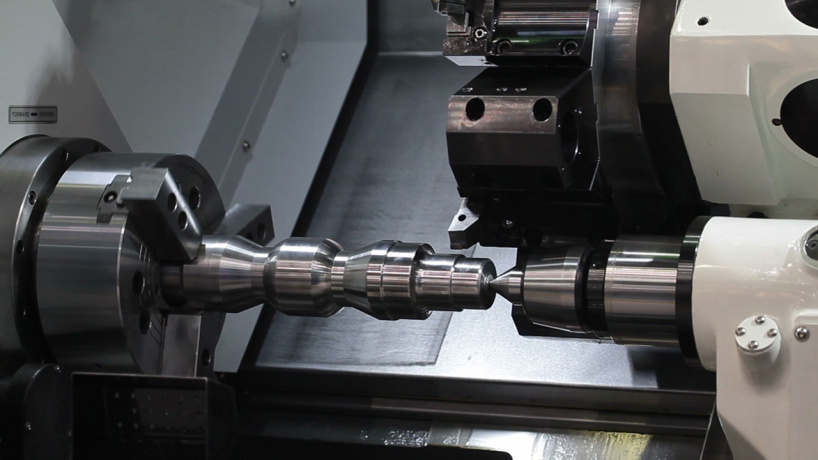
При проверке оборудования на исправность обращайте внимание на все вращающиеся детали. Их движение должно осуществляться строго по оси, биение во время вращения недопустимо. Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора. При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
Во время проверки оборудования важно определить также точность шага винта. Для определения погрешности и отклонения имеется специальная методика:
-
в бабки станка устанавливается оправка; -
на нее фиксируется цилиндрическая гайка с пазом; -
в паз гайки фиксируется державка с индикатором, который должен упереться в торец гайки; -
аппарат нужно настроить на резьбовой шаг; -
в процессе работы индикатор фиксирует погрешность.
Основные геометрические дефекты, вызванные низкой точностью станка:
-
изделие получается не прямолинейным; -
цилиндрическое изделие может получиться конусообразным; -
основные линии заготовки не параллельны друг другу; -
в сечении изделие не круглое, а овальное или иной формы; -
места разного сечения не концентричны.
Инструменты для проверки точности станка:
-
контрольная линейка; -
специальный уровень; -
измерительный щуп; -
угольник; -
оправка, державка с индикатором; -
пазовая гайка.
Во время проведения испытаний оборудования на четкость используйте только те приспособления и инструменты, которые прошли метрологическую проверку. Испытания непроверенными измерительными инструментами могут дать неправильный результат, который непременно скажется на качестве работы оборудования.
Токарные станки | Sharp Industries Inc.
Токарные станки Toolroom
Эта модель предназначена для обработки небольших деталей, требующих сверхвысокой точности. Биение шпинделя находится в пределах 50 миллионных долей дюйма.
Биение шпинделя находится в пределах 50 миллионных долей дюйма.
Просмотр моделей токарных станков Toolroom
Токарные станки
1118H
Поворот x Центральное расстояние 11 x 18 дюймов Скорость шпинделя 4000 об/мин Отверстие шпинделя, двигатель 1,06 дюйма, 5 л.с. Точность шпинделя TIR 0,000050 дюйма
Прецизионные токарные станки
Эти модели широко используются профессиональными учебными заведениями и ремонтными мастерскими из-за их полного набора функций и простоты в эксплуатации.
Посмотреть модели прецизионных токарных станков
Токарные станки
1340ВС
Поворот x Центр Расст. 
13 x 40 дюймов Скорость шпинделя 40 – 2000 об/мин вари. скорость Отверстие, HP 1,6 д., Д1-4, 3 л.с. Токарные станки
1440F
Поворот x Центр Расст. 14 x 40 дюймов Скорость шпинделя 45 – 1800 об/мин (16) Отверстие, HP 1,5 д., Д1-4, 3 л.с. Токарные станки
1440 В
Поворот x Центр Расст. 14 x 40 дюймов Скорость шпинделя 30 – 2200 об/мин, регулируемая скорость Отверстие, HP 1,5 д., Д1-4, 3 л.с. Токарные станки
1640л
Качели 16 дюймов Расстояние до центра 40 дюймов Отверстие, HP 3,1 д.  , Д1-8, 7,5 л.с.
, Д1-8, 7,5 л.с.Скорость шпинделя 40 – 2000 об/мин (12) Токарные станки
1660л
Качели 16 дюймов Расстояние до центра 60 дюймов Отверстие, HP 3,1 д., Д1-8, 7,5 л.с. Скорость шпинделя 40 – 2000 об/мин (12) Токарные станки
1860л
Качели 18 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, HP 3,1 д., Д1-8, 7,5 л.с. Скорость шпинделя 40 – 2000 об/мин (12) Токарные станки
1880л
Качели 18 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, HP 3,1 д.  , Д1-8, 7,5 л.с.
, Д1-8, 7,5 л.с.Скорость шпинделя 40 – 2000 об/мин (12) Токарные станки
1640LV
Качели 16 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, HP 3,1 д., Д1-8, 7,5 л.с. Скорость шпинделя 20 – 2000 об/мин (2), вари. Токарные станки
1660LV
Качели 16 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, HP 3,1 д., Д1-8, 7,5 л.с. Скорость шпинделя 20 – 2000 об/мин (2), вари. Токарные станки
1860LV
Качели 18 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, HP 3,1 д.  , Д1-8, 7,5 л.с.
, Д1-8, 7,5 л.с.Скорость шпинделя 20 – 2000 об/мин (2), вари. Токарные станки
1880LV
Качели 18 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, HP 3,1 д., Д1-8, 7,5 л.с. Скорость шпинделя 20 – 2000 об/мин (2), вари.
Токарные станки для тяжелых условий эксплуатации
Благодаря большему отверстию шпинделя, чем у большинства других аналогичных моделей, эта серия обеспечивает большую производительность для обработки материалов различных размеров.
Посмотреть модели тяжелых токарных станков
Токарные станки для тяжелых условий эксплуатации
Серия 22-В
Качели 22 дюйма Расстояние до центра 40, 60, 80, 100, 120, 160 дюймов Отверстие, HP 4,5 дюйма, Д1-11, 15 л.  с.
с.Скорость шпинделя 10 – 1000 об/мин (12) Токарные станки для тяжелых условий эксплуатации
Серия 26-B
Качели 26 дюймов Расстояние до центра 40, 60, 80, 100, 120, 160 дюймов Отверстие, HP 4,5 дюйма, Д1-11, 15 л.с. Скорость шпинделя 10 – 1000 об/мин (12) Токарные станки для тяжелых условий эксплуатации
Серия 30-В
Качели 30 дюймов Расстояние до центра 40, 60, 80, 100, 120, 160 дюймов Отверстие, HP 4,5 дюйма, Д1-11, 15 л.с. Скорость шпинделя 10 – 1000 об/мин (12) Токарные станки для тяжелых условий эксплуатации
Серия 24V
Качели 24 дюйма Расстояние до центра 80, 120 и 160 дюймов Отверстие, HP 4,125 дюйма, Д1-11, 15 л. 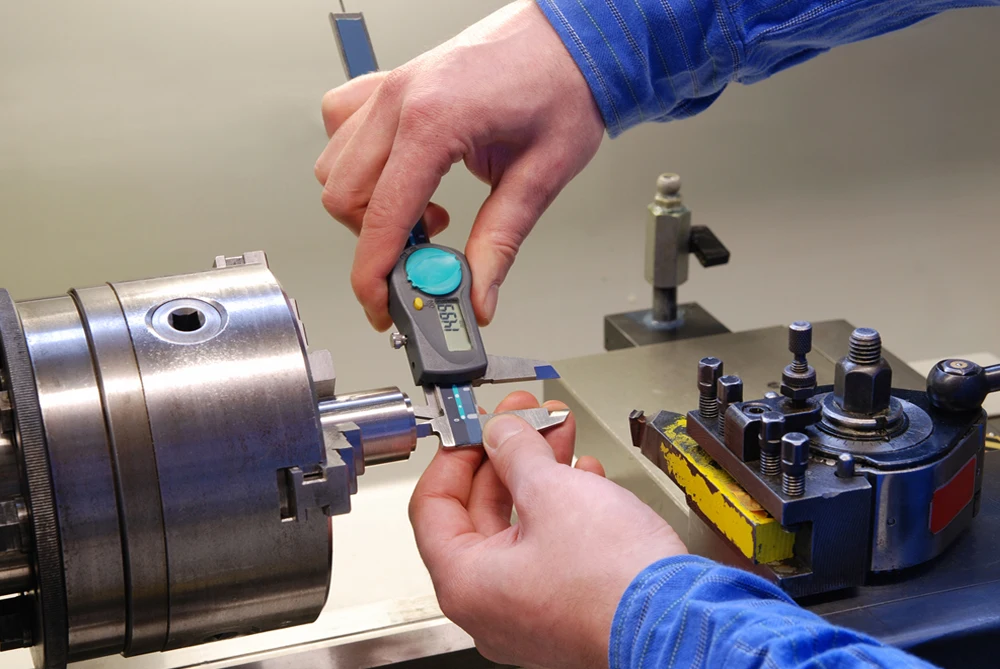 с.
с.Скорость шпинделя 10 – 1200 об/мин (18) Токарные станки для тяжелых условий эксплуатации
Серия 30V
Качели 30 дюймов Расстояние до центра 80, 120 и 160 дюймов Отверстие, HP 4,125 дюйма, Д1-11, 15 л.с. Скорость шпинделя 10 – 1200 об/мин (18)
Токарные станки с большим отверстием для тяжелых условий эксплуатации
Благодаря широкому выбору диаметра шпинделя и длины станины эта серия моделей идеально подходит для большинства промышленных применений, включая ремонтные мастерские, нефтепромыслы, энергетические предприятия и судостроение.
Посмотреть модели токарных станков большого диаметра для тяжелых условий эксплуатации
Сверхмощные токарные станки с большим отверстием
Серия M24-34
Качели 34 дюйма Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 24 дюйма Сверхмощные токарные станки с большим отверстием
Серия M24-40
Качели 40 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 24 дюйма Сверхмощные токарные станки с большим отверстием
Серия M24-50
Качели 50 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 24 дюйма Сверхмощные токарные станки с большим отверстием
Серия M24-60
Качели 60 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 24 дюйма Сверхмощные токарные станки с большим отверстием
Серия M24-70
Качели 70 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 24 дюйма Сверхмощные токарные станки с большим отверстием
Серия M32-40
Качели 40 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 32 дюйма Сверхмощные токарные станки с большим отверстием
Серия M32-50
Качели 50 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 32 дюйма Сверхмощные токарные станки с большим отверстием
Серия M32-60
Качели 60 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 32 дюйма Сверхмощные токарные станки с большим отверстием
Серия M32-70
Качели 70 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 32 дюйма Сверхмощные токарные станки с большим отверстием
Серия M32-80
Качели 80 дюймов Расстояние до центра 60–315 дюймов Отверстие шпинделя 6, 9, 12 и 15 дюймов Ширина кровати 32 дюйма
Начните печатать и нажмите Enter для поиска
Поиск …
LevinLathe.
 com: ТОЧНЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАНКИ.
com: ТОЧНЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАНКИ.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 Эти токарные станки можно заказать как простой токарный станок.
Эти токарные станки можно заказать как простой токарный станок. Веретено
Веретено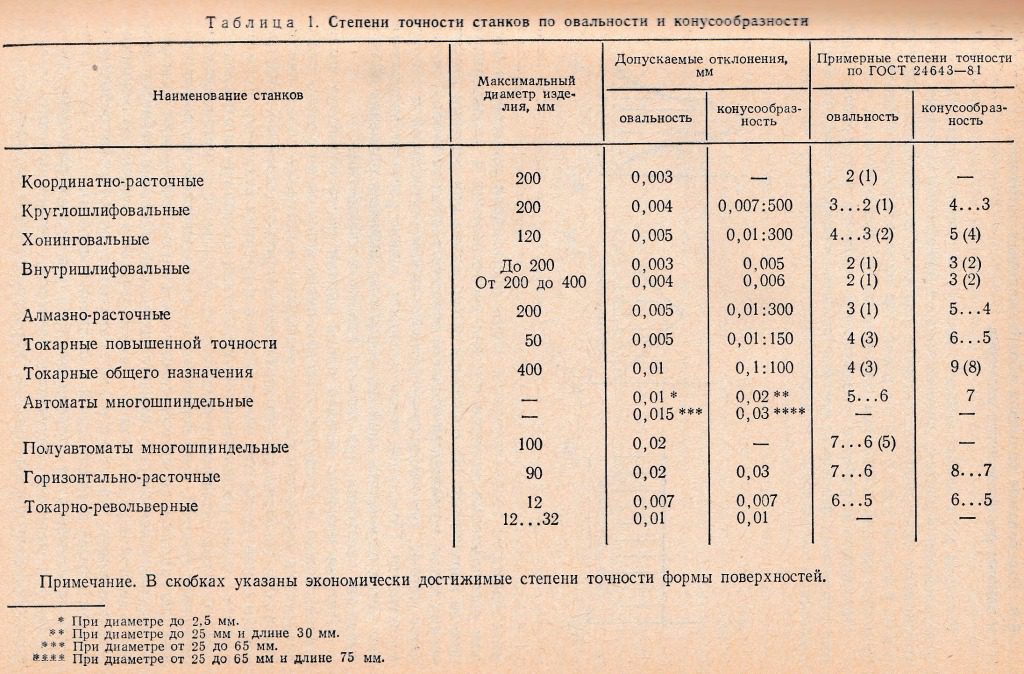 с. с компенсацией падения ИК-излучения. Все
с. с компенсацией падения ИК-излучения. Все
Всего комментариев: 0