Листогиб трехвалковый: Листогиб трехвалковый ESR 2508 MetalMaster (Китай) купить в Москве, Санкт-Петербурге, Казани и других городах России
Содержание
Листогиб трёхвалковый (вальцы) «Зубрас-1312» (Россия)
Главная ⇒ Вальцы ⇒ ручной привод ⇒ Зубрас (до 1,25 мм)
Листогиб трёхвалковый (вальцы) «Зубрас-1312» (Россия)
Механический трёхвалковый листогибочный станок (вальцы) «Зубрас-1312» предназначен для получения из тонколистового металла изделий цилиндрической формы (трубы, обечайки). Механизм приводится в действие вращением рукоятки. Особенностью данной модели является подпружиненный нижний вал, который легко опускается / поднимается для установки заготовки или снятия готового изделия. Также для удобства работы верхний вал отводится в сторону. Вальцы применяются при производстве фасонных изделий и прямых участков круглых воздуховодов, элементов водосточной системы и других изделий цилиндрической формы из тонколистового металла. Преимущества и особенности вальцев «Зубрас-1312»:
Технические характеристики вальцев «Зубрас-1312»:
|
| ||||||||||||||||||||||||

Листогибы трехвалковые в России — Биржа оборудования ProСтанки
- Главная
- Продажа
- Вальцовочные станки
- Листогиб трехвалковый
Вы можете очень быстро сравнить цены листогиба трехвалкового и подобрать оптимальные варианты из более чем 5250 предложений
Реклама
Ручные листогибы трехвалковые R 2050×75
Оптимальное соотношение цены и производительности делает их идеальными для небольших механических мастерских.
Подробное описание и цена >>>
Реклама
Ручные листогибы трехвалковые R 1050×46
Оптимальное соотношение цены и производительности делает их идеальными для небольших механических мастерских.
Подробное описание и цена >>>
Реклама
Ручные листогибы трехвалковые R 1050×56
Оптимальное соотношение цены и производительности делает их идеальными для небольших механических мастерских.
Подробное описание и цена >>>
Листогиб трехвалковый ручной SAHINLER R1550x75
Состояние: Б/У Год выпуска: 1985
Продаю Листогиб трехвалковый ручной SAHINLER R1550x75Оборудование находиться в хорошем состояниии и до сих пор эксплотируется.Так же в комплекте продаетсяТокарный станок 1К62 1 штПресс…
11.10.2019
Новомосковск (Россия)
Листогиб трехвалковый механический IR 1270-75 (JS 1270×75)
Состояние: Новый Производитель: SAHINLER (Турция)
В наличии
Общая информация о трехвалковом электромеханическом IRТрехвалковые механические листогибы серии IR предназначены для выполнения операций гибки металлических листов. Их отличает простота и…
Их отличает простота и…
27.04.2018
Москва (Россия)
284 302
Листогиб трехвалковый ручной R 1550×75
Состояние: Новый Производитель: SAHINLER (Турция)
В наличии
Общая информация о трехвалковом ручном RТрехвалковые ручные листогибы серии R предназначены для выполнения операций гибки металлических листов толщиной до 2мм. Используются для гибки алюминиевых…
27.04.2018
Москва (Россия)
83 250
Листогиб трехвалковый механический IR 1550×75
Состояние: Новый Производитель: SAHINLER (Турция)
В наличии
Общая информация о трехвалковом электромеханическом IRТрехвалковые механические листогибы серии IR предназначены для выполнения операций гибки металлических листов.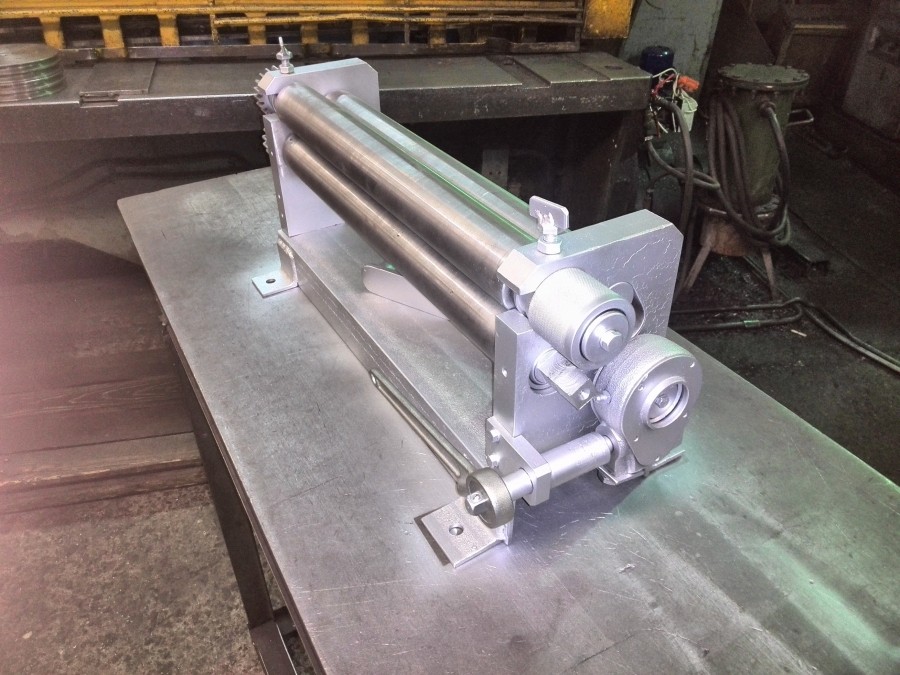 Их отличает простота и…
Их отличает простота и…
27.04.2018
Москва (Россия)
236 918
Листогиб трехвалковый механический IR1270x75
Состояние: Новый Производитель: SAHINLER (Турция)
В наличии
Общая информация о трехвалковом электромеханическом IRТрехвалковые механические листогибы серии IR предназначены для выполнения операций гибки металлических листов. Их отличает простота и…
27.04.2018
Москва (Россия)
229 021
Листогиб трехвалковый ручной RS 1270×90
Состояние: Новый Производитель: SAHINLER (Турция)
В наличии
Общая информация о трехвалковом электромеханическом RSТрехвалковые ручные листогибы серии RS предназначены для выполнения операций гибки металлических листов толщиной до 3мм.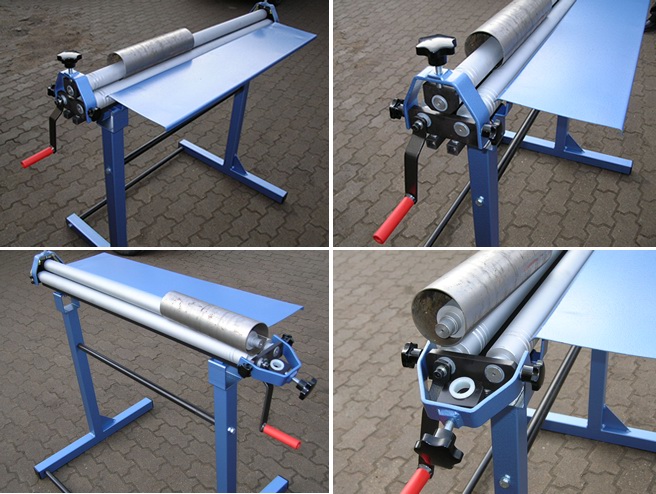 Используются для…
Используются для…
27.04.2018
Москва (Россия)
181 637
Листогиб трехвалковый электромеханический
Состояние: Новый Производитель: ООО «Станко-Дом» (Россия)
В наличии
Детальное описаниеВальцы ВМ А13/4 Трёх — валковые с асимметричным расположением валов. Электромеханический привод ведущих валов и регулировки заднего (бокового) вала. Применяются для формирования…
09.03.2023
Архангелькое (Россия)
200 000
Листогиб трехвалковый механический MRM-S 1550×190
Состояние: Новый Производитель: SAHINLER (Турция)
В наличии
Общая информация о трехвалковом электромеханическом MRM-SМеханические листогибочные машины данной модели предназначены для легких и средних гибочных работ, т. е. для гибки материалов с толщиной…
е. для гибки материалов с толщиной…
27.04.2018
Москва (Россия)
1 066 132
Листогиб трехвалковый ESR 2508
Состояние: Новый
Трехвалковые электромеханические вальцы MetalMaster предназначены для изготовления цилиндрических обечаек, дугообразных элементов, правки плоских заготовок.
Вальцовочная машина предназначена для…
03.04.2023
Казань (Россия)
Листогиб трехвалковый ИБ2222
Состояние: Б/У Год выпуска: 2020
Машина листогибочная трехвалковая ИБ2222Технические характеристикиМашина листогибочная трехвалковая ИБ2222 Предназначены для гибки цилиндрических и конических заготовок из листового материала в…
21.09.2020
Красноярск (Россия)
530 000
Листогиб трехвалковый
Состояние: Новый
В наличии
Компания Промышленник предлагает металлообрабатывающее оборудование для изготовления цилиндрической трубы разного диаметра. Листогибочная машина используется в котельных, химической промышленности,…
Листогибочная машина используется в котельных, химической промышленности,…
29.03.2023
Санкт-Петербург (Россия)
Ручные листогибы трехвалковые R 2050×75
Состояние: Новый Производитель: SAHINLER (Турция)
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового…
03.04.2023
Казань (Россия)
Ручные листогибы трехвалковые R 1050×46
Состояние: Новый Производитель: SAHINLER (Турция)
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового. ..
..
03.04.2023
Казань (Россия)
Ручные листогибы трехвалковые R 1050×56
Состояние: Новый Производитель: SAHINLER (Турция)
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового…
03.04.2023
Казань (Россия)
Ручные листогибы трехвалковые R 1050×68
Состояние: Новый Производитель: SAHINLER (Турция)
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового…
03.04.2023
Казань (Россия)
Ручные листогибы трехвалковые R 1050×75
Состояние: Новый Производитель: SAHINLER (Турция)
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового. ..
..
03.04.2023
Казань (Россия)
Ручные листогибы трехвалковые R 1270×68
Состояние: Новый Производитель: SAHINLER (Турция)
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового…
03.04.2023
Казань (Россия)
Ручные листогибы трехвалковые R 1270×75
Состояние: Новый Производитель: SAHINLER (Турция)
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового…
03.04.2023
Казань (Россия)
Ручные листогибы трехвалковые R 1550×68
Состояние: Новый Производитель: SAHINLER (Турция)
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового. ..
..
03.04.2023
Казань (Россия)
Ручные листогибы трехвалковые R 1550×75
Состояние: Новый Производитель: SAHINLER (Турция)
В наличии
Механические листогибочные машины данной серии предназначены для легких и средних гибочных работ (имеются ручные и приводные модели), и используются для гибки изделий из тонкого листового…
03.04.2023
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по листогибу трехвалковому почти как на Авито и TIU
Видео листогиба трехвалкового
3-валковые листогибочные станки | Листогибочные станки на продажу
3-валковые листогибочные станки | пластинчатые ролики для продажи | Бейли Индастриал
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
$16 759,00
$В настоящее время корзина находится на техническом обслуживании, для заказа звоните по телефону 920-684-4990. Спасибо
Звоните по телефону
- Ширина 4 фута
- Вместимость из мягкой стали 13 калибра
- 2 л.с., 220 В, однофазный двигатель
- Гидравлический задний ролик
$19 489,00
$В настоящее время корзина находится на техническом обслуживании, для заказа звоните по телефону 920-684-4990.
 Спасибо
Спасибо- Рабочая ширина 5 футов
- Вместимость из мягкой стали 14 калибра
- 2 л.с., 220 В, однофазный двигатель
- Независимый гидравлический мотор заднего валка
22 229,00 $
$В настоящее время корзина находится на техническом обслуживании, звоните по номеру 920-684-4990 на заказ. Спасибо
Позвоните, чтобы узнать о наличии
- Ширина формования 4 фута
- Вместимость из мягкой стали 9 калибра
- 2 л.с., 220 В, трехфазный двигатель
- 3 приводных валка с гидравлическим задним вальцом
24 739 долларов США.
 00
00
$В настоящее время корзина находится на техническом обслуживании, для заказа звоните по телефону 920-684-4990. Спасибо
220-вольтовый трехфазный гидравлический валок. Вместимость из мягкой стали длиной 6 футов 13 калибра. Предварительно изогнутая емкость из мягкой стали 14 калибра. Включает гидравлическое перемещение заднего валка и цифровой дисплей для определения положения заднего валка.
- Ширина 6 футов
- Вместимость из мягкой стали 13 калибра
- 2 л.с., 220 В, трехфазный двигатель
- 3 ролика с гидравлическим приводом
24 799,00 долларов США
$В настоящее время корзина находится на техническом обслуживании, звоните по номеру 920-684-4990 на заказ.
 Спасибо
Спасибо- 5’ ширина
- Вместимость из мягкой стали 10 калибра
- 2 л.с., 220 В, трехфазный двигатель
- 3 приводных валка с гидравлическим задним вальцом
25 799,00 долларов США
$В настоящее время корзина находится на техническом обслуживании, звоните по номеру 920-684-4990 на заказ. Спасибо
Позвоните, чтобы узнать о наличии
- Ширина формования 4 фута
- Вместимость из мягкой листовой стали ¼”
- 3-х фазный двигатель, 220 В, 3 л.с.
- 3 ролика с гидравлическим приводом
31 549 долларов США.
 00
00
$В настоящее время корзина находится на техническом обслуживании, для заказа звоните по телефону 920-684-4990. Спасибо
Запросите наличие
- Ширина формования 61 дюйм
- Максимальная производительность из низкоуглеродистой стали ¼”
- 5 л.с., 220 В, 3-фазный двигатель
- 3 роли с гидравлическим приводом
$31 739,00
$В настоящее время корзина находится на техническом обслуживании, для заказа звоните по телефону 920-684-4990. Спасибо
220-вольтовый трехфазный гидравлический валок.
 6′ Длина 9Измерьте емкость мягкой стали. Предварительно изогнутая емкость из мягкой стали 11 калибра. Включает гидравлическое перемещение заднего валка и цифровой дисплей для определения положения заднего валка.
6′ Длина 9Измерьте емкость мягкой стали. Предварительно изогнутая емкость из мягкой стали 11 калибра. Включает гидравлическое перемещение заднего валка и цифровой дисплей для определения положения заднего валка.- Ширина формовки 6 футов
- Максимальная грузоподъемность из низкоуглеродистой стали 9 калибра
- 3-х фазный двигатель, 220 В, 3 л.с.
- Гидравлическое движение обратного ролика
- Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
Овладение принципом работы трехвалковых гибочных станков
С быстрым развитием производства, обусловленным национальной политикой экологически чистой энергии, спрос на уголь, гидроэнергетику, атомную энергию и энергию ветра увеличился, наряду с потребностью для больших листопрокатных станков для обработки деталей трубопроводов и колонных башен.
Морская нефтегазовая, нефтехимическая, углехимическая промышленность и производство тяжелых сосудов высокого давления стали более распространенными, что привело к широкому использованию толстолистовых валков для тяжелых условий эксплуатации, которые специализируются на прокатке толстых и высокопрочных пластин, включая реакторы гидрирования на 1000 тонн, реакторы для сжижения угля на 2000 тонн и реакторы на 10 000 м 3 сферические резервуары для природного газа.
3 Вальцегибочный станок Принцип работы
Вальцегибочный станок, также известный как округлитель или вальцовый станок, представляет собой универсальное формовочное оборудование, используемое для вальцовки металлических листов в цилиндры, конусы, кривые и другие формы.
Этот станок работает по принципу трехточечной формовочной окружности, где изменение относительного положения и вращательное движение рабочих валков вызывают непрерывную пластическую деформацию металлического листа, в результате чего получается желаемая форма заготовки.
Профилегибочный станок широко используется в таких отраслях, как производство котлов, судостроение, нефтяная, химическая промышленность, производство металлических конструкций и машиностроение.
В типичном 3-валковом гибочном станке два нижних валка функционируют как активные и могут вращаться как в прямом, так и в обратном направлении, а верхний валок служит ведомым валком, который может перемещаться вверх и вниз по вертикали. (см. рисунок)
- Подвижное гнездо подшипника
- Гидравлический цилиндр
- Left frame
- Base
- Upper roller
- Lower roller
- Tie rod
- Right frame
- Hydraulic cylinder
- Fixed bearing seat
- Roller gear
- Reducer
- Motor
- Unloading device
The Процесс прокатки стального листа включает размещение листа между верхним и нижним валками. Три точки разреза, воздействующие на металлический лист тремя валками, заставляют лист изгибаться в изогнутую или круглую форму.
Принцип работы верхнего ролика U…
Включите JavaScript
Принцип работы универсального 3-валкового листопрокатного станка с верхним роликом
Этот процесс формирования листового металла можно рассматривать как непрерывный процесс трехточечной гибки, выполняемый трехвалковая гибочная машина.
Один конец металлической пластины подается в машину между верхним и нижним роликами.
Затем верхний ролик оказывает давление на металлическую пластину, вызывая пластическую деформацию изгиба вследствие сжатия.
Вращение нижних роликов, приводимое в действие трением между пластиной и роликами, заставляет пластину двигаться вперед и назад в ее продольном направлении.
Верхний ролик продолжает оказывать давление вниз и перемещается вперед и назад по пластине.
Когда пластина проходит через зону деформации ролика, происходит пластическая деформация, когда напряжение превышает предел текучести.
В результате пластина пластически деформируется изгибом по всей длине и приобретает требуемую форму.
Регулируя взаимное положение верхнего и нижнего валков, лист можно согнуть на радиус не меньший, чем у верхнего вала.
Ниже представлена схема принципа работы симметричного трехвалкового листогибочного станка.
Приводные ролики II и III приводятся в действие двигателем и редуктором и вращаются в одном направлении (или в противоположных направлениях) с одинаковой скоростью.
Из-за трения между роликами и пластиной пластина движется вперед по мере вращения роликов.
Регулируя положение верхнего ролика, можно производить листы различной кривизны.
Если заготовка не достигает желаемой кривизны после одного процесса прокатки, верхний ролик можно отрегулировать, и процесс повторяется до тех пор, пока не будет достигнута желаемая форма.
Три валка симметричного трехвалкового гибочного станка расположены в виде равнобедренного треугольника, в результате чего два конца заготовки оставляют прямолинейный сегмент в процессе прокатки.
На этом прямолинейном участке, который составляет примерно половину расстояния между центрами двух нижних роликов, ролик не может катиться и является основным недостатком машины этого типа.
Несмотря на свои ограничения, симметричный трехвалковый листогибочный станок широко используется благодаря своей простой конструкции, простоте эксплуатации и низкой стоимости.
Проблема прямолинейного отрезка может быть решена различными способами, в зависимости от конкретной ситуации, как показано в таблице ниже.
| Артикул | Решение |
| Предварительное изгибание локтя | Этот метод включает использование штампа для предварительного изгиба концов стального листа в прессе для получения желаемой кривизны. |
| Сохраните припуск | Добавьте соответствующий припуск на края пластины. После раскатки определенной длины с двух концов оставшуюся часть (также известную как прямолинейный отрезок) можно отрезать. |
| Добавление опорной плиты для предварительного изгиба | Этот метод выполняется на прокатном станке, как показано на рис. 3b. 3b.Однако при применении этого метода крайне важно учитывать мощность вальцовочного станка, то есть совокупное усилие изгиба заготовки и необходимой прокладки не должно превышать усилие вальцовочного станка. |
Для другого асимметричного трехвалкового листогибочного станка расположение роликов на валу разработано таким образом, чтобы исключить прямолинейные сегменты на прокатываемой заготовке.
Особенностью машины является то, что два нижних ролика можно регулировать по вертикали. Один нижний ролик можно отрегулировать так, чтобы он соответствовал центральному расстоянию верхнего ролика, а другой поднять в нужное положение.
Начальный конец стального листа можно согнуть и прокатать. После половины валка выравнивание двух нижних валков меняется, и прокатка продолжается для устранения прямолинейного участка на конце заготовки.
В качестве альтернативы заготовку можно перевернуть так, чтобы задний конец стал передним для прокатки, что также устранит линейный сегмент.
3 Роликовая гибочная машина Процесс прокатки
Ниже приведен краткий обзор процесса прокатки короткого цилиндра диаметром 400 мм и более, который поможет вам понять работу трехвалковой гибочной машины.
Получение материала
Материал должен быть выверен в соответствии с чертежом и технологическими требованиями, не должен иметь на своей поверхности явных дефектов.
Качество материала и технические характеристики должны соответствовать соответствующим национальным и отраслевым стандартам.
Нарисуйте линию
При расширении диаметр цилиндра должен соответствовать фактическому диаметру торцевого корпуса, а диаметр материала цилиндра следует рассчитывать на основе промежуточного диаметра цилиндра.
Направление расширения должно совпадать с направлением прокатки стали и ограничиваться положением 45°. Компоновка должна быть эффективной, эффективно использовать кромочный материал и повышать коэффициент использования стали.
Если цилиндр состоит из нескольких секций, сварка должна быть выполнена надлежащим образом в соответствии с техническими требованиями по сборке и сварке оборудования.
Расстояние между стыковыми швами торцевой оболочки и продольными швами цилиндрического сечения обечайки должно быть более чем в 3 раза больше толщины цилиндра и не менее 100 мм.
Если цилиндр соединен с трубой, опорой, усиливающим кольцом, опорной плитой и т. д., расположение продольных и кольцевых сварных швов на цилиндре должно предотвращать образование отверстий в сварном шве или слишком близкое расположение к нему, а усиление кольцо или опорная плита должны закрывать сварные швы.
Рисунок линии должен быть точным, с использованием метода геометрического отображения для рисования вертикальной линии, биссектрисы и средней точки вместо квадратного образца.
Оставьте необходимые поля, сначала начертите линию краевого разреза на металлической пластине, затем фактическую линию материала и проверьте линию.
Требования к допускам на чертеже линий для вырубки:
Требование допуска на чертеже высоты цилиндра H составляет H ± 1 мм.
Разница между двумя диагональными линиями (△ L = L1 – L2) должна быть меньше или равна 2 мм, а допуск по длине секции цилиндра составляет L ± 3 мм.
Формула периметра: L = π (Di + S), где Di — диаметр цилиндра (мм), а S — толщина цилиндра (мм).
После маркировки делается пересадка метки материала в поле 100мм х 100мм в правом верхнем углу стальной пластины.
Вырубка и обработка кромок:
Для пластин из углеродистой стали толщиной менее 12 мм вырубка по возможности выполняется с помощью ножниц (в противном случае используется полуавтоматическая машина для резки).
После резки шлак необходимо очистить и удалить заусенцы.
Для пластин толщиной более 6 мм, требующих канавки, используются полуавтоматические станки для резки или прокатные станки для снятия фаски. Для пластин толщиной менее 6 мм следует использовать метод шлифования.
Для пластин толщиной менее 6 мм следует использовать метод шлифования.
Канавки, созданные газопламенной резкой, должны быть очищены от шлака, а сварочная канавка не должна иметь дефектов, таких как трещины или расслоения.
Перед сваркой поверхность сварного соединения должна быть очищена от любых вредных примесей, таких как окись, жир, шлак.
Диапазон зазоров (рассчитанный по краю канавки или пластины) должен быть ≥ 20 мм.
Предварительная гибка
При прокатке листа концы листа могут загибаться из-за отсутствия контакта с верхним роликом, в результате чего края остаются прямыми.
При симметричном изгибе остаточная прямая кромка обычно составляет примерно половину расстояния между центрами нижнего ролика и зависит от толщины листа.
Асимметричный изгиб приводит к остаточным прямым краям, составляющим примерно от 1/6 до 1/10 от симметричного изгиба.
Эти остаточные прямые кромки может быть сложно полностью устранить во время исправления, они могут привести к проблемам с качеством и авариям с оборудованием, поэтому их следует предварительно согнуть.
Если предварительная гибка невозможна, их можно исправить с помощью шаблона после окончательного скручивания.
Перед гибкой поверхность стального листа и поверхность ролика должны быть очищены, а также удалены ржавчина, кожа, шерсть, края, углы или твердые частицы.
Например, при прокатке нержавеющей стали верхний и нижний валки должны быть защищены обмоткой их лентой или специальным слоем краски, а в защитном слое не должно быть жестких частиц.
Выравнивание по центру
Когда пластина вставляется в прокатный станок, во избежание смещения заготовка должна вращаться, а главная ось заготовки должна быть выровнена параллельно валу ролика, чтобы обеспечить хорошую прокатку круглой формы. качество.
Прокатные круги
Круговая прокатка является основным этапом формования изделий и может выполняться в однопроходном или многопроходном процессах.
Количество проходов зависит от требований процесса, таких как максимально допустимая скорость деформации при холодной прокатке, и ограничений оборудования, таких как условия захвата и мощности.
Всего комментариев: 0