Тестовая модель для фотополимерного 3d принтера: Мини тестовая модель для полимерника
Содержание
Мини тестовая модель для полимерника
Подбор параметров печати, очень важный момент для получения предсказуемых результатов на готовых деталях. Основной параметр — это время засветки слоя. Существует два основных видов брака. Первый, это недостаточное время засветки слоя и второй — это долгая экспозиция.
При малом времени засветки, на детали не пропечатываются мелкие детали, так же возможно прилипание засвеченного полимера к плёнке.
При большом времени засветки, идёт пере экспозиция полимера, из-за этого на детали, заплывают мелкие отверстия, так же нарушение геометрии.
Сейчас существует много тестовых моделей, на которых есть возможность подбирать этот параметр, но в основном эти модели имеют большую высоту по оси Z принтера. Этот размер существенно влияет на время печати. Поэтому разработана облегчённая тестовая модель.
По объёму модель всего 0.23 миллилитра (менее 1 грамма полимера). Габаритные размеры 15 Х 15 Х 2.9 мм.
Габаритные размеры 15 Х 15 Х 2.9 мм.
Время печати такой модели составляет от 3 до 30 минут, в зависимости от полимера и принтера.При минимальном расходе полимера за два, три раза можно получить достаточно точное значение времени засветки слоя.
На модели расположено множество элементов, назначение которых описано ниже.В верхней части имеется шкала из небольших прямоугольных призм толщиной от 1.0 до 0.1 мм.
Под призмами находится ряд цилиндров с такими же диаметрами.
По этим элементам сразу видно, как пропечатываются тонкие детали. Если на модели отсутствуют несколько правых элементов, надо увеличивать время экспозиции.
Обратите внимание: самые крайние элементы 0.1мм почти всегда отсутствуют. Такой размер — это почти предел для данной технологии. Получаются они при условии, что фотополимер очень точный а принтер высокого класса. Основная масса недорогих решений этим качеством не обладают.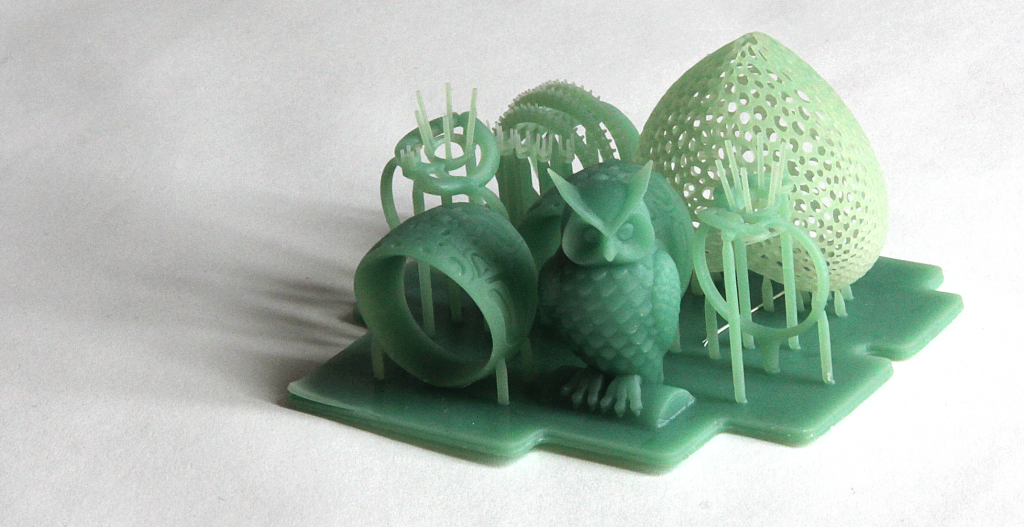
Если остались предпоследние призма и цилиндр и возможно, небольшие части последних, это говорит о правильно подобранном времени засветки.
Дальше идут элементы, для более тонкой оценки качества печати.
Cетка из небольших полусфер. Диаметр полусферы 0.4 мм, расстояние между ними 0.2 мм.
На этой части теста хорошо видно, когда время засветки превышает норму. Так как расстояния между полусферами небольшие, при длительной засветке эти промежутки начинают заплывать. В идеале, должно быть чёткое разграничение между полусферами.
Дополнительный круглый элемент хорошо показывает, что время подобрано не верно.
Остальные области тестовой модели немного специфические, немного о них.
Достаточно часто приходится печатать модели для ювелиров, поэтому для теста использованы применяемые элементы для ювелирных изделий. В левом нижнем модели — так называемые крапановые касты для закрепки камней.
Эти детали выполнены по нормативам изготовления ювелирных изделий.
Размеры в некоторых местах практически на пределе способностей принтеров. После тестовой печати, внимательно рассматриваем эти касты. Часто их вообще не бывает. Если время засветки маленькое их просто отрывает при подъёме платформы.
Так же на них хорошо видно если время засветки большое. Из чёткой структуры они превращаются в заплывшую форму. Так как рядом находятся и большой и более мелкий каст, так же можно оценить более тонкие настройки времени засветки.
Еще несколько элементов на модели, которые подтверждают правильный выбор времени засветки слоя.
На этом орнаменте оценивается чёткая проработка граней и деталей. При пересвете грани получаются смазанными, при недосвете орнамент получается тонкий.
Эти элементы тоже для ювелирных изделий. Корнера, применяются для закрепки камней на поверхности изделия. Так же смотрим на их толщину и промежутки между ними.
Корнера, применяются для закрепки камней на поверхности изделия. Так же смотрим на их толщину и промежутки между ними.
Последний элемент модели — дуга или мост.
На этой детали очень хорошо видно, как ведёт себя паразитная засветка полимера. Иногда это место получается полностью заплывшим. На точных полимерах толщина дуги на всём протяжении остаётся одинаковой.
Рядом с широкой дугой — 2 полукольца разной толщины. Если время маленькое, они превращаются в тонкие нитки, иногда их рвёт. При пересвете они могут соединиться между собой в верхней части или по всей длине.
Примерный порядок использования теста.
Для начала отталкиваемся от базовых цифр производителя для принтера или полимера. Эти цифры, конечно, не являются точными, и даже могут отсутствовать. Очень много факторов влияет на этот параметр, рассматривать здесь это не будем. Но предположим у Вас есть отправная цифра.
Например, эта цифра 5-12 секунд на слой 40 микрон. Это очень большой диапазон, но такой разброс возможен.
Начинаем с чего то среднего, например 8 секунд на слой.
Печатаем модель. После отмывки (дозасветка для оценки теста не требуется) исследуем результат. Лучше рассматривать применяя оптику — увеличение на камеру телефона, лупу, микроскоп.
Просматривая элементы тестовой модели, я делаем вывод, добавить или убавить время засветки.
Печатаем второй раз уже с поправками. Если результат хороший, но есть желание более точно подобрать время, можно напечатать ещё тест с поправками. Иногда приходилось уменьшать время до самого предела, когда уже отрывает элементы. Через несколько тестов мы получаем желаемое время на засветку слоя.В чём преимущество этой тестовой модели, например от всем известного кубика или города амерлабс. Эта модель очень сильно экономит время, полимер и нервные клетки. Кубик будет печататься в несколько раз дольше и не зная точного времени засветки, можно прождать около часа и в итоге получить просто кусок полимеризованной массы на плёнке в ванной.
В данном случае это занимает в разы меньше времени.
Так же можно воспользоваться вот таким лайфхаком.
Иногда на плёнке остаются совсем мелкие, прилипшие части от модели. Когда время выставлено недостаточно, последние призмы, цилиндры, тонкие дуги, мелкие касты остаются мелкими частичками на дне ванны. Что бы не сливать, не процеживать полимер, печатаем модель повторно, после 3-4 первых слоев печать останавливаем. Первые слои включат в себя прилипшие кусочки и после печати дно ванны получается чистое. Но тут надо быть уверенным, что это совсем мелкие кусочки. Если такой уверенности нет, то лучше перестраховаться, слить и процедить полимер и почистить плёнку другими методами.
Теперь — реальные фото тестовых пластин. Печать проводилась 4 раза. Время экспозиции 3,5,8 и 12 секунд. По фото, основываясь на прочитанном, сами сделайте выводы.
Затраты полимера — менее 5 грамм.
Время, потраченное на тесты:
- 3 сек.-14 минут
- 5 сек.-17 минут
- 8 сек.-20 минут
- 12 сек.-25 минут
Добавляем время на промывку, обдувку, просмотр образцов, получилось максимум полтора-два часа.Это заменяет вопросы в чатах, форумах, получение глупых, неправильных, язвительных советов и комментариев, позволяет сделать подбор режимов печати на любом слое и любым полимером.
Саму модель (и ее расширенный вариант 1.4 миллилитра, менее 2 грамм)
можно скачать по ссылке https://storage.hardlight.info/scripts/model/test_tiny.zip
Оригинал статьи в PDF — https://storage.hardlight.info/scripts/manual/exp_test_tiny.pdf
Автор статьи и тестов — Игорь Агафонов
https://3dtoday.ru/blogs/goga44
Email: [email protected]
Статья написана по просьбе команды Хардлайт https://hardlight.info/
Тестовый файл для 3D печати из фотополимера.
 Калибровка
Калибровка
Калибровка время от времени требуется всем 3D-принтерам и фотополимерные устройства в данном случае не исключение. Мы собрали здесь самые популярные тестовые 3Д модели, при помощи которых можно провести диагностику и калибровку.
Технология 3Д печати
Среди технологий 3Д печати фотополимерная стоит особняком. Это второй по популярности метод печати после FDM, суть которой в выдавливании через сопло расплавленного пластика. В качестве материала в FDM-технологии используется сравнительно недорогая пластиковая нить.
Фотополимерная печать предусматривает использование смол, которые отверждаются под действием света. Существует несколько вариаций технологии: SLA, LCD и DLP. Отличаются они источником света и скоростью печати. Но в любом случае это всегда засвечивание слоев фотополимерной смолы. Готовая модель в силу особенностей технологии печати и самого материала нуждается в промывке и дополнительном отверждении.
Технологии фотополимерной печати отличаются, но все они опираются на ряд общих настроек и факторов. Среди них:
- разрешение;
- межслойная адгезия;
- время экспозиции;
- показатель сглаживания;
- характеристики смолы.
Как проверить настройки печати, выявить необходимость их корректировок? Для этого были созданы калибровочные, или тестовые модели. Такие модели позволяют провести тест настроек. Вариантов существует множество, но есть несколько популярных, доказавших свою эффективность на практике:
- AmeraLabs Town
- HARZ Labs Test
- Siraya Tech
- Validation Matrix
Остановимся на каждой подробнее…
3D-модель для калибровки AmeraLabs Town
Ссылка на скачивание (скопируйте ссылку и вставьте в адресную строку): https://www.thingiverse.com/thing:2810666
Литовский производитель фотополимерных смол AmeraLabs разработал для тестирования универсальную калибровочную модель Town. Универсальной деталь называется, потому что она позволяет проверить не только настройки принтера, но и качество смолы. Всего в модель включено десять тестов. Каждый заключен в «строениях» разной высоты и находящихся под разными углами. Модель весьма эффективна и поэтому ее часто можно увидеть в обучающих и простых роликах, посвященных печати смолой.
Универсальной деталь называется, потому что она позволяет проверить не только настройки принтера, но и качество смолы. Всего в модель включено десять тестов. Каждый заключен в «строениях» разной высоты и находящихся под разными углами. Модель весьма эффективна и поэтому ее часто можно увидеть в обучающих и простых роликах, посвященных печати смолой.
Всего тестов, как говорили ранее, десять, отметим три для понимания возможностей:
- зазоры разной ширины (0,1-1мм) – проверка качества источника света и времени экспозиции;
- отверстия разной высоты – проверка времени экспозиции, адгезии слоев;
- крестообразный мост – проверка высоты слоя и качества смолы.
Анализ деформаций, несоответствий позволяет выявить проблемы и внести соответствующие корректировки.
3D-модель для калибровки HARZ Labs Test
Ссылка на скачивание (скопируйте ссылку и вставьте в адресную строку): https://www.thingiverse.com/thing:2776522
HARZ Labs – это компания-лидер в области производства фотопоилмерной смолы. Но она производит полимеры для фотополимерной печати. С целью тестирования была разработана калибровочная модель.
Но она производит полимеры для фотополимерной печати. С целью тестирования была разработана калибровочная модель.
3D-модель для калибровки Siraya Tech
Ссылка на скачивание (скопируйте ссылку и вставьте в адресную строку): https://www.thingiverse.com/thing:5438127
Тестовая модель от гонконгского производителя смол. Всего в модели пять тестирующих секций. Три рассчитаны на проверку экспозиции. Модель позволяет быстро найти и устранить проблему. Дело в том, что разрешение и экспозиция проверяются прямо в ходе печати, проблемы будут видны даже до того, как модель будет напечатана до конца. При высоте отпечатка 3,5мм должны хорошо просматриваться отверстия, утопленный текст, объекты круглой и треугольной формы. Если допечатать модель до конца, то куб и арка позволят проверить сглаживание и пригодность для печати.
3D-модель для калибровки Validation Matrix
Ссылка на скачивание (скопируйте ссылку и вставьте в адресную строку): https://www. thingiverse.com/thing:4910573
thingiverse.com/thing:4910573
Эта валидационная матрица является моделью для самого быстрого тестирования. Еще одно ее достоинство заключается в минимальном использовании смолы. Всего у тестовой матрицы 4 функции и все они ориентированы на баланс экспозиции. Чтобы результаты были максимально точными, то следует выбирать нижнее число слоев равное 4. Это одна из самых популярных тестовых моделей, упоминающихся в роликах и учебных пособиях для новичков.
Для тестирования на левой стороне матрицы должно быть одинаковое число отверстий и штырьков. В центральной части панельки находится квадрат. В него вписаны две капли. Они должны еле сходится в центре квадрата. Размеры квадрата должны быть строго 20мм сторона, а с правой стороны край должен быть 1мм.
Siraya Tech Test Model
Siraya Tech Test Model V5
Скачать здесь.
Введение:
Мы разработали тестовую модель Siraya Tech V5, чтобы пользователь мог быстро и легко определить значение экспозиции для разрешения, точности и пригодности для печати. Он основан на предыдущих работах Peopoly, Photonster XP2 и множестве предложений от наших талантливых пользователей.
Он основан на предыдущих работах Peopoly, Photonster XP2 и множестве предложений от наших талантливых пользователей.
Чем он отличается от других тестовых моделей?
Многие представленные на рынке тестовые модели смолы для 3D-печати берут свое начало в 2D-печати, в которой основное внимание уделяется разрешению X/Y. Некоторые также предназначены для быстрой печати, поэтому они очень плоские. Как правило, это нормально для обычных модельных смол, которые являются твердыми и хрупкими. Но эти тестовые модели могут давать вводящие в заблуждение результаты при работе с нехрупкими смолами типа Fast и Blu или с прозрачными смолами типа Tenacious/Simple. Кроме того, необходимо также проверить другие аспекты печати, такие как пригодность для печати, точность (усадка) и эффект сглаживания. Это привело нас к разработке тестовой модели Siraya Tech V5.
Как использовать модель Siraya Tech Test:
1. Настройте принтер и соответствующий профиль для смолы, которую вы хотите протестировать в слайсере
2. Поместите модель в центр планшета для меньшего размера. принтер. Для более крупных принтеров (панель размером 12,5 дюймов или больше) вы можете поместить ее немного не по центру, чтобы избежать вогнутости в центральной рабочей пластине.
Поместите модель в центр планшета для меньшего размера. принтер. Для более крупных принтеров (панель размером 12,5 дюймов или больше) вы можете поместить ее немного не по центру, чтобы избежать вогнутости в центральной рабочей пластине.
3. Распечатайте и дождитесь результатов
4. Для первоначальной проверки результатов можно остановить печать на высоте 3,5 мм (70 слоев при высоте слоя 50 мкм) для проверки.
5 Убедитесь, что отпечаток очищен и закреплен для проверки. Это дает ваши лучшие данные.
6 После получения результатов теста
Проверьте следующее
Этот раздел предназначен для разрешения
Вы можете увидеть, как отображаются все отверстия и штифты, чтобы определить, достаточно ли разрешения для вашего приложения. Что мы подразумеваем под этим?
Если вы печатаете для создания визуальных эффектов, таких как тонкая модель, вы хотите, чтобы булавки печатались, когда все буквы и крестики, особенно отрицательные, полностью открыты. Если штифты имеют не до конца сформированные. Вы можете увеличить время экспозиции нормального слоя на 10%, чтобы увидеть, не выходят ли из строя только 0,15 контакта. Но если вы видите, что выходит из строя более одного контакта, вы можете увеличить время воздействия на 30%.
Если штифты имеют не до конца сформированные. Вы можете увеличить время экспозиции нормального слоя на 10%, чтобы увидеть, не выходят ли из строя только 0,15 контакта. Но если вы видите, что выходит из строя более одного контакта, вы можете увеличить время воздействия на 30%.
Если вы видите, что утопленные тексты скрыты, особенно 0.2. Это может означать, что ваше воздействие слишком велико и его необходимо уменьшить. Попробуйте уменьшить время экспозиции на 5-10% и посмотрите, поможет ли это.
Еще один способ проверить, не слишком ли велика экспозиция, — это проверить функцию треугольника здесь:
Если края и углы острые, экспозиция довольно хорошая. Если края круглые, возможно, вы переэкспонировали.
Еще один способ проверить экспозицию — это маленькие круглые объекты:
Если вы правильно экспонируете, края прорезей (отверстия круга) не будут расширяться и становиться толще. Вы также можете заметить метки стопки на круге, если сглаживание не включено.
—
После того, как вы нашли экспозицию, которая, по-видимому, дает хорошие результаты, вы можете распечатать всю модель, чтобы проверить пригодность для печати вашей настройки.
Многие тестовые модели могут давать вводящие в заблуждение результаты, поскольку они не проверяют, может ли настройка печатать сложные модели. Таким образом, идея состоит в том, чтобы создать хороший стресс-тест для реальной печати, чтобы увидеть, как настройка может справиться с более сложной ситуацией.
Куб в нашей тестовой модели представляет собой более сложный отпечаток, чем обычно:
И поддержка куба, особенно кончики, — это то место, где, скорее всего, что-то пойдет не так.
Итак, когда у вас есть настройки, запустите весь тест и посмотрите, получится ли куб чистым, без дефектов. Если это так, поздравляем! У вас есть довольно хорошие настройки для смолы, которую вы тестируете. Если кубик не печатает, то возможно придется увеличить время выдержки. В большинстве случаев для успеха печати приоритет должен отдаваться разрешению с наложением, поэтому стоит немного перелечить, если вы печатаете сложную модель.
В большинстве случаев для успеха печати приоритет должен отдаваться разрешению с наложением, поэтому стоит немного перелечить, если вы печатаете сложную модель.
—
То, что было описано выше, относится к смоле общей модели и включает нашу смолу Fast, Simple и Easy. Однако не все рассчитано на максимальное разрешение, а некоторые больше рассчитаны на прочность, ударопрочность или другие свойства материала. Таким образом, в этом случае вам, возможно, придется изменить критерии калибровки. Blu, например, не может печатать 0,15 пин, это нормально, если вы лечите для лучшей переносимости. Или для Tenacious он гибкий, поэтому напечатать куб может быть слишком сложно. Вам нужна только тестовая модель, чтобы показать вам хорошую примерную экспозицию, чтобы вы могли печатать с достойным разрешением и высокой вероятностью успеха, не жертвуя гибкостью материала (перезатвердевание делает отпечаток жестким)
—
Другие приятные особенности тестового режима:
Проверка усадки
Прямо рядом с кубом находится 10-миллиметровая мера:
Когда тестовая модель очищена и отверждена, это может сказать вам, насколько велика усадка.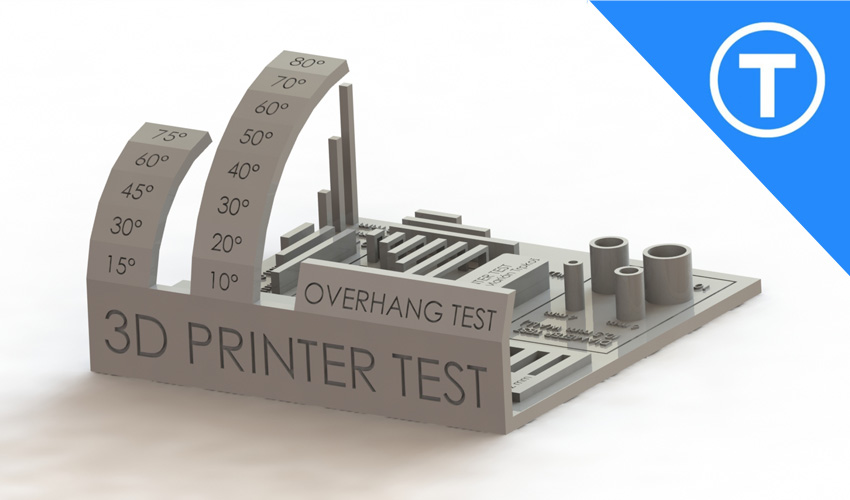 Полоски на обоих концах помогают в измерении.
Полоски на обоих концах помогают в измерении.
Арка AA
Прямо над пинами
Предназначена для проверки эффекта AA (сглаживания). AA проявляется по-разному на разных панелях/слайсерах/платах/резине, поэтому вы можете использовать это, чтобы найти лучший уровень AA для вашего приложения. Мы рекомендуем не использовать сглаживание для использования тестовой модели при калибровке экспозиции.
—
Поле для заметок
Рядом с треугольником находится поле для заметок, где вы можете отметить тестовые образцы, чтобы помочь вам запомнить и сравнить экспозицию и другие данные испытаний.
▷ Тест на экспозицию смолы 3d модели 【STLFinder 】
Простой тест печати смолой с недостаточным экспонированием
вещьвселенная
Простой тест печати смолой с недостаточной экспозицией
Тест времени экспозиции для полимерного 3D-принтера.
вещьвселенная
Тестовое время экспозиции для полимерного 3D-принтера.
Образец для тестирования воздействия смолы и затемнения пикселей
вещьвселенная
Это ступенчатый тестовый куб для проверки настроек экспозиции и затемнения пикселей вашего полимерного принтера. Тонкие стенки имеют размеры 1 мм, 3 мм, 6 мм и 10×10 мм, поэтому вы можете измерить их для точности размеров с различными настройками печати.
Остерегайтесь отека в…
3D-принтер для смолы — Калибровочный тест экспозиций от Fheder
вещьвселенная
3D-принтер для смолы — тест калибровки экспозиции от Fheder Поскольку я не нашел тест, который мне полностью нравится, я разработал его с нуля, он маленький, поэтому не использует много смолы, и не высокий, что позволяет печатать быстро. …5 мм в высоту, 2 мм в основание (30 x…
…5 мм в высоту, 2 мм в основание (30 x…
Photon S искатель экспозиции из смолы
вещьвселенная
Улучшенный тест дальномера воздействия смолы для Photon S, основанный на тесте Photonsters XP для обычного Photon. Печать занимает около 5 минут и 5 мл. …
СОВМЕСТИМОСТЬ — требуется прошивка v3.4.1 или выше.
Тестовый крючок из упругой смолы
вещьвселенная
Peopoly – испытательный крючок из эластичной смолы
Детектор воздействия смолы Photon S (REMIX)
вещьвселенная
Созданы отверстия для дальнейшего уменьшения необходимой смолы, сохраняя при этом все как единое целое. Эта модель использует гораздо меньшее количество смолы и быстрее печатает. …
Эта модель использует гораздо меньшее количество смолы и быстрее печатает. …
Пожалуйста, перейдите по ссылке ниже для получения инструкций:
…
Калибратор воздействия смолы для слоев 10 мкм/25 мкм
вещьвселенная
Идея состоит в том, что каждая из «кубиков» имеет одну «пленку» высотой в 1 слой и смещением в 1 высоту слоя, поэтому, если вы настроите экспозицию так, чтобы верхние 20 слоев находились на разных экспозициях , можно посмотреть как ведет себя смола при…
Файл для испытаний смолы
вещьвселенная
Простой тестовый файл для полимерных принтеров.
Стресс-тест полимерного принтера
вещьвселенная
Стресс-тест с повторяющимся шаблоном. …Сделано для принтеров с жидкой фотополимерной смолой для проверки надежности отделения/отслаивания слоя. …
…Сделано для принтеров с жидкой фотополимерной смолой для проверки надежности отделения/отслаивания слоя. …
Чтобы узнать больше о проектах 3D-печати, посетите мой сайт: https://thedigitalocean.wordpress.com/
TEST_resin_volleyball_keychain_
вещьвселенная
3D-печатный объект, заполненный прозрачной/цветной смолой, чтобы увидеть эффект. Я использовал эту потрясающую прозрачную смолу: http://www.prochima.it/e-30.html.
Брелок для волейбола TEST из смолы
культы3d
3D-печатный объект, заполненный прозрачной/цветной смолой, чтобы увидеть эффект. Я использовал эту потрясающую прозрачную смолу: http://www.prochima.it/e-30.html. смешивание является обязательным для достижения идеального и. ..
..
Тест на угол смолы
вещьвселенная
Я видел диаграмму, на которой угол лучше всего подходит для полимерного принтера, но я не видел реального теста, чтобы сделать это. Итак, вот оно. Распечатайте, используя свои собственные настройки смолы, а затем сравните блоки, чтобы увидеть, какая поверхность выглядит самой плоской и без дефектов.
У меня есть…
Тест на угол смолы
культы3d
Я видел диаграмму, на которой угол лучше всего подходит для полимерного принтера, но я не видел реального теста, чтобы сделать это. Итак, вот оно. Распечатайте, используя свои собственные настройки смолы, а затем сравните блоки, чтобы увидеть, какая поверхность выглядит самой плоской и без дефектов. …
у меня. ..
..
Испытание на пытки с полимерным принтером
вещьвселенная
Это очень тщательное испытание полимерного принтера, в ходе которого проверяются отдельно стоящие и встроенные элементы, а также выступающие части. Эта распечатка даст очень хорошее представление об ограничениях печати вашего принтера/настроек принтера. … Дайте мне знать…
Тест печати смолой
вещьвселенная
Этот тестовый отпечаток начинается с наименьшего смоделированного штифта и отверстия в крайнем левом углу и самого большого в крайнем правом углу с шагом 0,1 мм. Штифт в середине, указанный с дополнительным отверстием на отпечатке, моделируется как 5 мм. …Цель состоит в том, чтобы после печати…
Тест на усадку полимерного 3D-принтера
вещьвселенная
Простая конструкция для проверки зазора и точности размеров полимерных 3D-принтеров
Тест разрешения и четкости полимерного принтера
вещьвселенная
. .. может похвастаться высоким разрешением, но не может печатать мелкие детали из-за маскирующего размытия. Этот тест предназначен для проверки минимального размера элемента, напечатанного на печатной/полимерной основе. … Печатайте без поддержки и соответствующим образом масштабируйте.
.. может похвастаться высоким разрешением, но не может печатать мелкие детали из-за маскирующего размытия. Этот тест предназначен для проверки минимального размера элемента, напечатанного на печатной/полимерной основе. … Печатайте без поддержки и соответствующим образом масштабируйте.
Калибровочный тест для полимерных принтеров
прусапринтеры
обычные тесты смолы не имеют достаточного разрешения для проверки мельчайших деталей, эта конструкция проверяет от 0,1 мм с шагом 0,1 мм, а также проверяет положительные и отрицательные детали точек, стенок и отверстий Я использую этот калибровочный тест в своем Flashforge 8.9. ..
Испытание на усадку полимерного принтера
вещьвселенная
Протестируйте комбинацию смолы и принтера и компенсируйте усадку в файле САПР.
Размеры по всем осям: 50 мм.
Без сглаживания.
…
Проверка точности смолы с одним срезом
вещьвселенная
… для ручного тестирования на Photon S. … Если у вас есть старый Photon, это просто вырезка из гораздо более работоспособной формы искателя экспозиции смолы https://github.com/altLab/photon-resin- калибровка. …Пожалуйста, используйте это вместо этого, это сэкономит вам много времени.
смола-3D-тест-печать-резионе
вещьвселенная
Вы можете использовать его для проверки точности поверхности, точности формы, точности размеров и механической прочности смолы, вы также можете проверить точность формования, однородность света и ось Z 3D-принтера. Я надеюсь, что это может помочь вам!
Я надеюсь, что это может помочь вам!
Модель…
ИСПЫТАТЕЛЬНЫЙ ОБРАЗЕЦ SCALEPRINT RESIN PRINTER
игольчатый
Я знаю, что есть много так называемых тестовых отпечатков, доступных для скачивания, в которых используется много смолы, большинство из них разработаны производителями смолы, и их печать занимает много времени, несколько часов. …Примечания к настройкам печати: используйте, чтобы найти лучший полимерный принтер…
вещьвселенная
…Полная высота 2,4 мм, толщина основания 0,4 мм.
Я знаю, что есть много так называемых тестовых отпечатков, доступных для скачивания, которые, кажется, используют много смолы, большинство из них разработаны производителями смолы, и их печать занимает много времени, несколько часов. …
Тестовый лоток из прозрачной темной смолы
вещьвселенная
Заливка прозрачной смолы глубокой окраски в этот лоток для проверки того, насколько глубоким должен быть элемент, прежде чем его можно будет отличить от фона.
Каждый шаг опускается на 2 мм, при этом пятиугольники приподнимаются над фоном на 2 мм.
…
Тестовая модель смолы GoPrint(高普达树脂测试模型)
вещьвселенная
Примечание. Если колонна не прямая, возможны следующие варианты: 1 / винт не прямой, неправильное положение 2 / проблема с очисткой 3 / недостаточная экспозиция, мягкая смола, растущая деформация 2. Измерение диаметра этого ряда ,…
Sparkmaker Resin Tower Test v4
вещьвселенная
Этот тест башни — всего лишь показатель того, как ваша смола будет печатать с помощью искрового принтера. Полюс на модели должен определять, насколько хорошо ваш искрогенератор и смола будут печатать в течение времени отверждения дифференциала.
Всего комментариев: 0