Проектирование 3d моделей для 3d принтеров: Как создать модель для печати на 3D-принтере: 30 видеоуроков
Упс.. кажется такой страницы нет
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
В пути, узнайте когда поставка
Мы ответим по E-mail или Whatsapp
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
- Написать в Telegam @techno3dru
- Написать в Whatsapp +74951554519
- Написать Email [email protected]
В наличии ли?
На странице товара, под названием товара 3 статуса:
- В наличии – У нас на складе. Оформляйте покупку кнопкой Купить.
- Предзаказ – В пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
- Под заказ – Привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через
Whatsapp или Telegam
Запрос
Контактное лицо (ФИО):
Контактный телефон:
Email:
Комментарий:
Подготовка моделей к 3D печати: возможности программы Materialise Magics
Основы 3D
Программное обеспечение
Автор: Кирилл Романов
Автор: Кирилл Романов
Materialise Magics: универсальная программа 3D-печати | Что входит в состав ПО | Возможности базового модуля Magics RP | Дополнительные модули | Преимущества Magics
Как происходит подготовка моделей к 3D-печати
Аддитивное производство начинается с моделирования объектов, которое выполняется в различных программах, таких как CATIA, SketchUp, SolidWorks, Inventor, Siemens NX и другие. Для того чтобы напечатать изделие, необходимо подготовить его цифровую модель, и на этот процесс может уходить до 32% времени всего цикла аддитивного производства, в зависимости от технологии и сложности объекта.
Для того чтобы напечатать изделие, необходимо подготовить его цифровую модель, и на этот процесс может уходить до 32% времени всего цикла аддитивного производства, в зависимости от технологии и сложности объекта.
Для изготовления детали на 3D-принтере прежде всего требуется получить STL-файл. Для этого мы конвертируем твердое тело в полигональную модель, а затем выполняем операции исправления, улучшения, редактирования, подготовки платформы, нестинга, генерации поддерживающих структур, измерений и анализа.
Следующий этап – слайсинг (разделение на слои), заключающийся в создании управляющей программы для 3D-принтера. Модель разбивается на слои с определенным шагом, и на каждом слое мы получаем замкнутый контур, по которому будет проходить экструдер или лазерный луч принтера. Каждый слой – это обычно 2D-изображение в формате DXF.
Применение ПО Materialise Magics в цикле аддитивного производства
Далее объект печатается и проходит необходимую постобработку.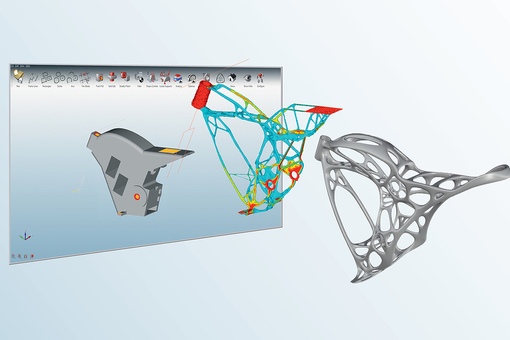 Этапы работы от конвертирования в STL до слайсинга выполняются в специализированном программном обеспечении, о котором и пойдет речь в нашем обзоре.
Этапы работы от конвертирования в STL до слайсинга выполняются в специализированном программном обеспечении, о котором и пойдет речь в нашем обзоре.
Внимание! В условиях санкций достойным аналогом ПО производителей, ушедших с российского рынка, станет VoxelDance. Это универсальные решения для подготовки моделей к 3D-печати по выгодной цене. Ознакомьтесь с обзором и демонстрацией работы в программном продукте.
Materialise Magics: универсальная программа 3D-печати
Наиболее гибкое и комплексное решение для этих целей предлагает компания Materialise, разработавшая для профессионалов 3D-печати программный продукт Magics. Он позволяет с высокой скоростью и точностью создавать отдельные слои компонентов на основании трехмерных данных САПР либо данных 3D-сканирования. ПО обеспечивает полный цикл аддитивного производства – от импорта данных (в STL и другие форматы) и анализа качества до подготовки платформы и постобработки.
Materialise Magics уникален тем, что оснащен максимально разнообразным набором функций, доступным на сегодняшний день. Это своеобразный конструктор, гибкий и адаптируемый практически под любые задачи аддитивного производства. ПО работает с любыми типами 3D-принтеров, и многие производители встраивают Magics в свое оборудование.
Что входит в состав ПО
Базовый модуль RP
- Имеет широкий набор специальных функций для редактирования моделей.
-
Работает с большим количеством форматов импортируемых файлов. -
Быстро, точно и геометрически правильно исправляет ошибки загруженных файлов. -
Сохраняет оригинальный цвет, текстуры и фактуры объектов после «лечения» загруженных файлов в зависимости от настроек. -
Осуществляет удобную настройку процессов на всех этапах подготовки к печати.
Дополнительные модули для выполнения специфических функций
К примеру, Import Module обеспечивает импорт множества различных форматов; Structures позволяет проектировать и печатать ячеистые структуры и слои; Slice служит для передачи объектов на уровне слоев в форматах CLI, F&S, SLC, SSL; Tree Support представляет собой наборы поддержек, и так далее.
Рассмотрим подробнее возможности этих программных продуктов.
Magics RP
Самый важный этап моделирования для 3D-принтера – исправление ошибок. RP позволяет автоматически исправлять ошибки в полигональных моделях, такие как инвертированные нормали, отверстия, открытые границы, шумы, самопересечения треугольников, нахлесты и др.
Функции ПО:
- автоисправление наиболее распространенных проблем геометрии в один клик;
-
пошаговый мастер исправлений для выборочной корректировки определенных категорий ошибок; -
ручные инструменты исправления для восстановления наиболее сложных участков.
1. Редактирование моделей:
- опустошение деталей (создание стенок) для экономии материала, снижения веса и скорости построения;
-
перфорирование для извлечения неиспользованного материала; -
добавление толщины к тонким стенкам или изменение детали с использованием инструмента Offset & Extrude; -
преобразование тонкостенной поверхности в объемную модель с помощью Surface to Solid.
Масштабный проект по SLA-печати макета костей мамонта. Опустошение модели позволило сократить расходы материала на 80%
Поскольку некоторые 3D-принтеры имеют ограничения по объему загружаемых данных, для облегчения веса файла используется следующий функционал:
- редукция треугольников;
-
сглаживание острых кромок; -
глобальное перестроение полигональной сетки.
2. Маркировка:
- простое добавление текста и изображений (DXF) к деталям в виде маркировки.
3. Разрезание (для разделения модели и печати ее по частям, если она не помещается в камеру принтера):
- зубчатые разрезы для упрочнения сборки;
-
автоматическое создание направляющих пинов для сборки.
Благодаря применению Magics компания Nissan Motor Corporation добилась сокращения времени на обработку 3D-модели и моделирование сборочных элементов на 85%
4.
 Булевы операции:
Булевы операции:
-
так же, как и в любой САПР, ПО дает возможность производить булевы операции, причем прямо в STL-файле.
5. Подготовка платформы:
- визуализация платформ;
-
автоматическое размещение объектов на платформе; -
сравнение положений модели по различным параметрам; -
размещение модели с учетом поверхностей без поддерживающих структур; -
большая библиотека 3D-принтеров, которую можно пополнять самостоятельно.
6. Импорт:
-
программа 3D-печати позволяет импортировать полигональные модели во все самые распространенные форматы – STL, OBJ, PLY, VRML – и многие другие.
Import Module
С помощью этого модуля можно дополнительно выполнять импорт CAD-форматов, таких как CATIA, NX, SolidWorks, при этом они сразу конвертируются в STL-файл.
Slice Module
Создание управляющей программы для 3D-принтера включает такие возможности, как:
- предпросмотр каждого слоя печати;
-
сохранение настроек для каждой машины; -
построение графика распределения слоев, который показывает зависимость высоты от площади данного сечения.
Structures Module
Эта программа для моделирования для 3D-принтера позволяет создавать различные структуры внутри модели для:
- снижения веса, количества использованного материала и времени построения;
-
придания большей прочности по сравнению с опустошенной деталью; -
предотвращения деформации и ошибок построения в процессе печати за счет уменьшения площади/объема, которые подвергаются нагреву.
Компания SL Corporation выполняет 3D-печать установочных приспособлений.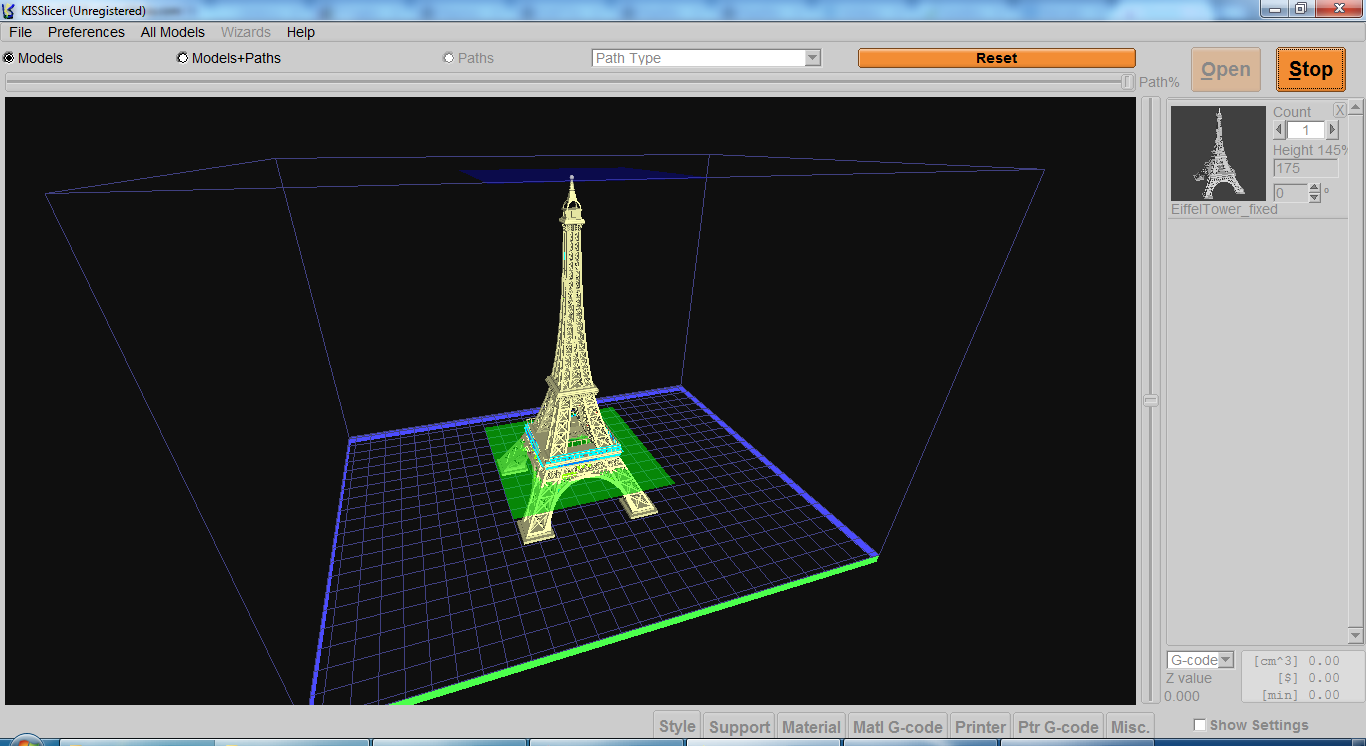 За счет создания структур внутри детали вес изделия снизился на 40%
За счет создания структур внутри детали вес изделия снизился на 40%
Sinter Module
Специально предназначен для SLS-печати и обеспечивает автоматическое размещение деталей в заданном объеме камеры построения:
- максимальное использование объема камеры построения 3D-принтера при размещении деталей;
-
создание боксов для хрупких или групп мелких деталей.
SG Module
Выполняет функцию построения поддерживающих структур для печати сложных объектов по различным технологиям (FDM, SLA, DLP):
- при изменении ориентации можно увидеть, где будут построены поддержки в режиме реального времени;
-
зубчатая форма обеспечивает генерирование прочных, но при этом легко удаляемых поддерживающих структур; -
перфорированные поддержки помогают экономить время и материал; -
можно сохранять профиль поддержек с заданными параметрами и использовать его для других изделий; -
список поверхностей позволяет проанализировать и оптимизировать поддержки, если это необходимо.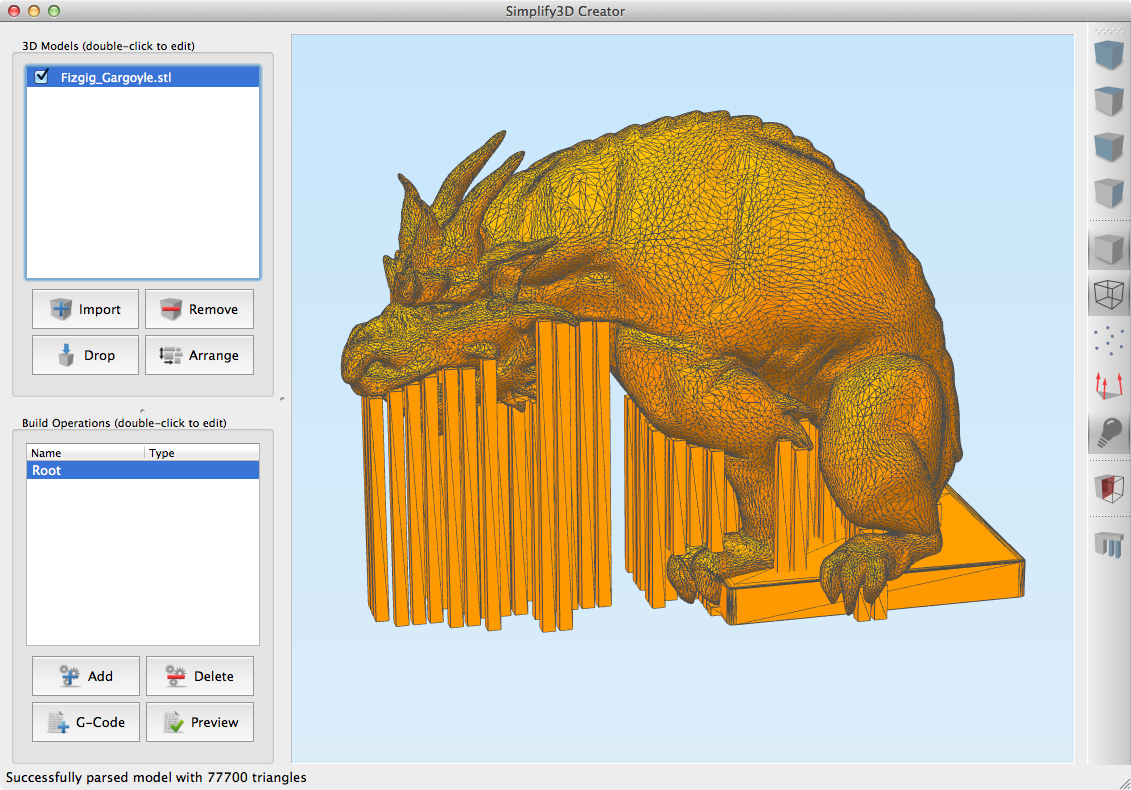
Tree Support Module
С помощью данного ПО выполняется построение древовидных поддержек, т.е. структур со «стволом» и «ветками». Tree Support обеспечивает следующие преимущества:
- возможность строить поддержки в полуавтоматическом режиме;
-
улучшение качества поверхности благодаря минимизации контактных точек; -
предотвращение деформации изделия за счет отведения тепла; -
легкое удаление поддерживающих структур путем создания точек разрыва; -
отсутствие порошка внутри поддержек; -
определение оптимального диаметра сечения древовидной поддержки в зависимости от материала.
SG+ Module
Специальная программа для моделирования для 3D-принтера, печатающего металлами, позволяет:
- строить объемные поддерживающие структуры с целью избежать отрыва от платформы и деформации изделия;
-
создавать конусные поддержки в критических местах для улучшения теплоотвода; -
автоматически формировать угловые и древовидные поддержки.
Подробнее в статье: Преимущества Materialise Magics при создании поддержек для 3D-печати
Simulation Module
Предназначен для симуляции процесса печати металлом и визуального отображения различных механических деформаций или проведения термической симуляции.
Симуляция рисков при 3D-печати:
- симуляция механических деформаций детали и поддержек;
-
определение зон перегрева; -
составление поля внутренних напряжений металла на каждом слое и на изделии в целом; -
определение зон с высокой усадкой; -
визуализация результатов; -
получение изделия с компенсирующими размерами.
Также ПО оценивает риски при печати, например, поломки поддерживающих структур, коллизии рекоутера, усадку, перегрев и помогает предотвратить брак.
Подробнее в статье: Обзор Magics Simulation: как предотвратить риски при 3D-печати металлами
Программное обеспечение Magics существует также в виде комплекта для образовательных учреждений. Набор содержит все модули Magics и поможет школам, вузам и учебным центрам усовершенствовать процесс обучения аддитивным технологиям. Специальное предложение по образовательному комплекту включает бессрочные лицензии на 20 и более рабочих мест с годовой техподдержкой.
Набор содержит все модули Magics и поможет школам, вузам и учебным центрам усовершенствовать процесс обучения аддитивным технологиям. Специальное предложение по образовательному комплекту включает бессрочные лицензии на 20 и более рабочих мест с годовой техподдержкой.
Помимо Magics компания Materialise предлагает программы 3D-печати в виде отдельных базовых модулей.
-
3-matic предназначен для моделирования в STL-формате (стандартная триангуляция) и дает возможность выполнять топологическую оптимизацию на уровне микроструктуры, в том числе при помощи многих СAE-программ. -
e-Stage обеспечивает полностью автоматизированное создание поддерживающих структур и сокращение затрат на постобработку. Создает точки контакта с поддержкой минимальной площади, благодаря чему удалять ее становится проще. ПО доступно в двух конфигурациях: для фотополимеров (SLA) и металлов (SLM).
Преимущества программы для 3D-печати Materialise Magics
-
Быстрота, оптимизация и высокая надежность работы всех процессов.
-
Набор практических и эффективных решений для подготовки платформ, построение поддерживающих структур при использовании любых технологий 3D-печати. -
Широкий функционал редактирования моделей (добавление логотипов, текстур, изображений). -
Возможность производить сложные разрезы (например, со встроенными соединительными штырями), булевы операции и пр. -
Наличие обширной библиотеки практически на любое оборудование с прописанными и настраиваемыми параметрами. -
Анализ и исправление (быстрое исправление, подготовка и оптимизация полигональной сетки с наилучшим сохранением текстуры, цвета и качества, анализ возможных проблем). -
Широкий набор инструментов для проведения бизнес-процессов аддитивного производства.
-
Интуитивный, легко настраиваемый интерфейс с технической поддержкой от разработчика на русском языке.
У вас есть вопросы? Свяжитесь с iQB Technologies: наши опытные эксперты проконсультируют вас по поводу приобретения Magics, по 3D-моделированию и другим аспектам 3D-технологий.
Статья опубликована 29.10.2020 , обновлена 25.08.2022
Какое программное обеспечение использовать для 3D-печати
Прежде чем приступить к 3D-печати, вам необходимо убедиться, что вы собрали все необходимые программные «ингредиенты», которые помогут вам в процессе печати, от подготовки вашей 3D-модели до управления самими принтерами. .
К ним относятся:
Программное обеспечение САПР для создания 3D-модели (вы также можете использовать существующую 3D-модель, если вам не нужно ее создавать)
Программное обеспечение для нарезки
Программное обеспечение для удаленного управления вашим принтером (это необязательно, но может быть удобно)
В этой статье будет рассмотрен каждый из этих компонентов, а также затронуто то, как платформа Ultimaker создает единую сквозную переход между аппаратным обеспечением, программным обеспечением и материалами, что позволит вам раскрыть магию 3D-печати и реализовать инновации.
Что такое «слайсер»?
Слайсер для 3D-печати, также известный как программное обеспечение для нарезки или подготовки к печати, представляет собой программу, которая преобразует 3D-модель в язык, понятный вашему 3D-принтеру.
Программное обеспечение для нарезки, такое как Ultimaker Cura, в цифровом виде разрезает модель на плоские слои, которые принтер может распечатать один за другим. Однако с платформой Ultimaker программное обеспечение для нарезки не всегда требуется благодаря интеграции, позволяющей печатать непосредственно из САПР или цифровой библиотеки Ultimaker.
Подготовка 3D-печати с использованием программного обеспечения Ultimaker Cura
Какое программное обеспечение САПР лучше всего подходит для проектирования 3D-печати?
Программное обеспечение САПР или автоматизированного проектирования позволяет создавать 3D-модели с нуля. Существует множество типов программного обеспечения САПР, каждое из которых имеет свои преимущества. AutoCAD, созданный Autodesk, является, пожалуй, самым известным среди них, поскольку это была одна из первых программ САПР, доступных для персональных компьютеров, выпущенная в 1919 году.82. Другие платформы CAD включают:
AutoCAD, созданный Autodesk, является, пожалуй, самым известным среди них, поскольку это была одна из первых программ САПР, доступных для персональных компьютеров, выпущенная в 1919 году.82. Другие платформы CAD включают:
Fusion360 — отлично подходит для разработки и создания эффективных механических деталей
3DS MAX — используется во всех типах создания 3D -модели, включая дизайн видеоигр, архитектуру и 3D -печать
TinkerCAD — бесплатный инструмент САПР на основе браузера, который позволяет пользователям создавать 3D-модели различных форм. Популярно среди новичков в области САПР и среди учащихся STEAM
Blender — бесплатное программное обеспечение для создания 3D-моделей с открытым исходным кодом
Siemens NX — для проектирования и создания сложных 3D-моделей
Solidworks — для проектирования и создания профессиональных деталей для промышленного использования
Catia — передовое программное обеспечение для проектирования, используемое для создания поверхностей и инженерных систем
90 010
До вы начинаете 3D-печать, обязательно проведите исследование и выберите программное обеспечение САПР, которое подходит для вашего случая использования. Таким образом, вы получите максимальную отдачу от модели, которую вы выбрали для разработки и печати.
Таким образом, вы получите максимальную отдачу от модели, которую вы выбрали для разработки и печати.
Также проверьте, с какими типами файлов совместимо ваше программное обеспечение для нарезки, чтобы вы могли превратить свои 3D-проекты в 3D-печать.
Проект в программе CAD (левый экран), программа для нарезки (справа) и готовая печать
Как проектировать детали для 3D-печати?
При проектировании для 3D-печати существуют рекомендации, которые помогут вам получить наилучшие результаты от вашего 3D-принтера и деталей, которые он создает. Конструктивные детали, оптимизированные для 3D-печати, улучшат показатели успешной печати, снизят затраты за счет снижения потерь и повысят скорость цикла разработки вашего продукта.
Учитывать объем сборки. Размер ваших 3D-отпечатков не должен превышать объем сборки вашего принтера. Обязательно узнайте его размеры, а затем создайте деталь, которую можно распечатать в пределах этих размеров за один раз, или запланируйте использование модульности (печать, а затем объединение отдельных частей).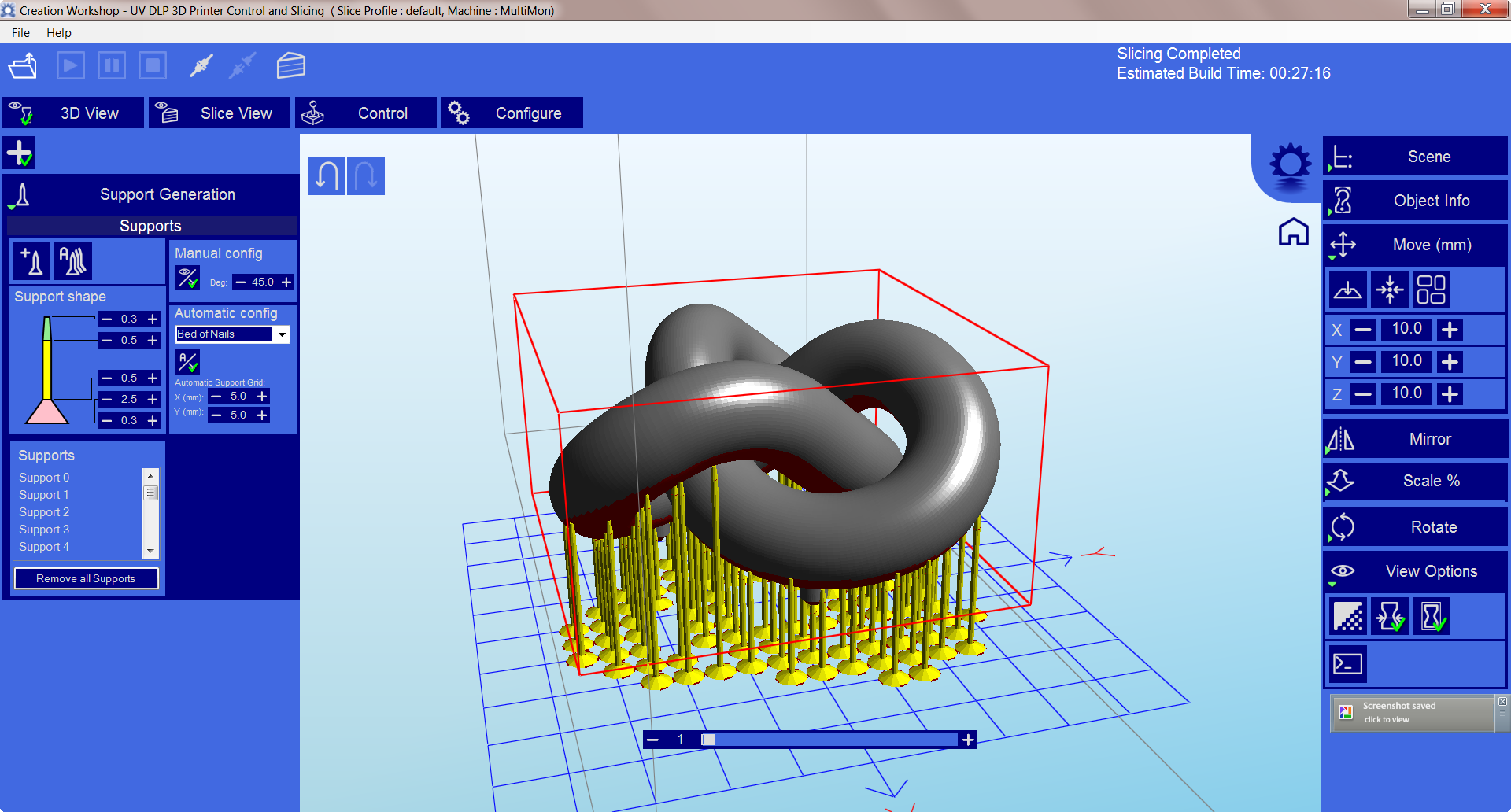
Заранее определитесь с ориентацией. Поскольку FFF печатает слой за слоем, определение ориентации печати на раннем этапе помогает выбрать дизайн, выравнивание текста и функции привязки.
Оцените требования к поддержке выступа. Печатные детали FFF самонесущие под углом до 45 градусов. Свесы менее 45 градусов должны поддерживаться снизу поддерживающим материалом.
Следуйте рекомендациям по поддержке моста. Для большинства основных филаментов печать FFF не требует поддержки при соединении материалов в пределах зазора 10 мм.
Обратите внимание на размер сопла. При разработке небольших элементов следует учитывать высоту, толщину стенки и размер патрубка. Сопла большего размера будут печатать быстрее, чем сопла меньшего размера, но за счет увеличения минимальной толщины и высоты ваших моделей.
Конструкция с учетом диаметра отверстий. Как правило, отверстия, напечатанные на 3D-принтере, не должны быть меньше 2 мм.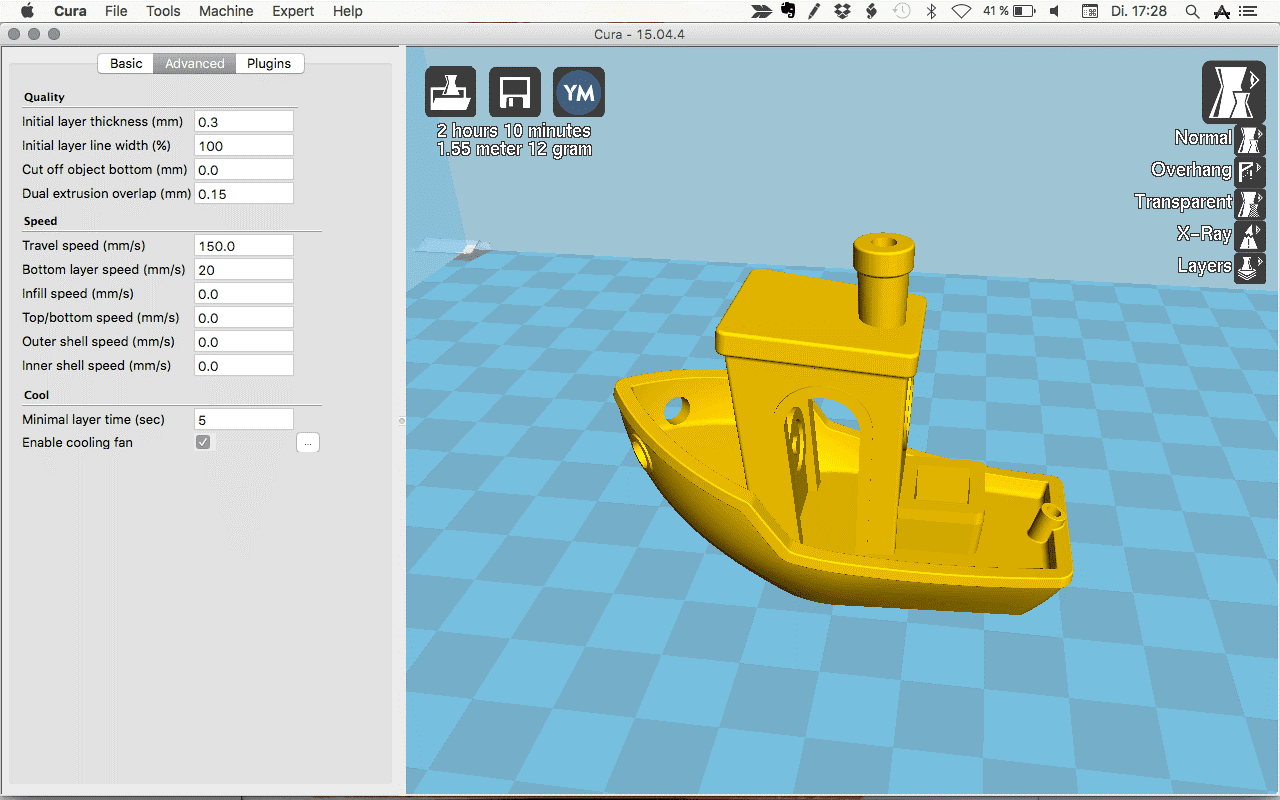 Если требуются точные отверстия, рекомендуется проектировать отверстия меньшего размера, чем предполагалось, и выполнять последующую обработку с помощью операции сверления.
Если требуются точные отверстия, рекомендуется проектировать отверстия меньшего размера, чем предполагалось, и выполнять последующую обработку с помощью операции сверления.
Избегайте острых углов. Острые углы можно моделировать в САПР, но печать может деформироваться. Увеличение площади поверхности, соприкасающейся со станиной, снизит вероятность коробления.
Подробно ознакомиться с этими и другими факторами можно в нашем блоге о дизайне для 3D-печати.
Какое программное обеспечение мне нужно для запуска 3D-печати?
Это зависит от того, какую часть рабочего процесса 3D-печати вам нужно выполнить.
Если у вас уже есть доступ к 3D-модели, вам, как правило, потребуется программное обеспечение, которое может нарезать эту модель, чтобы ваш принтер мог начать работу. После того, как вы начали печатать, вы также можете использовать программное обеспечение для удаленного управления вашим 3D-принтером (или принтерами).
Но, как мы видели ранее, шага нарезки можно избежать, если в вашем CAD-инструменте установлена интеграция с 3D-принтером.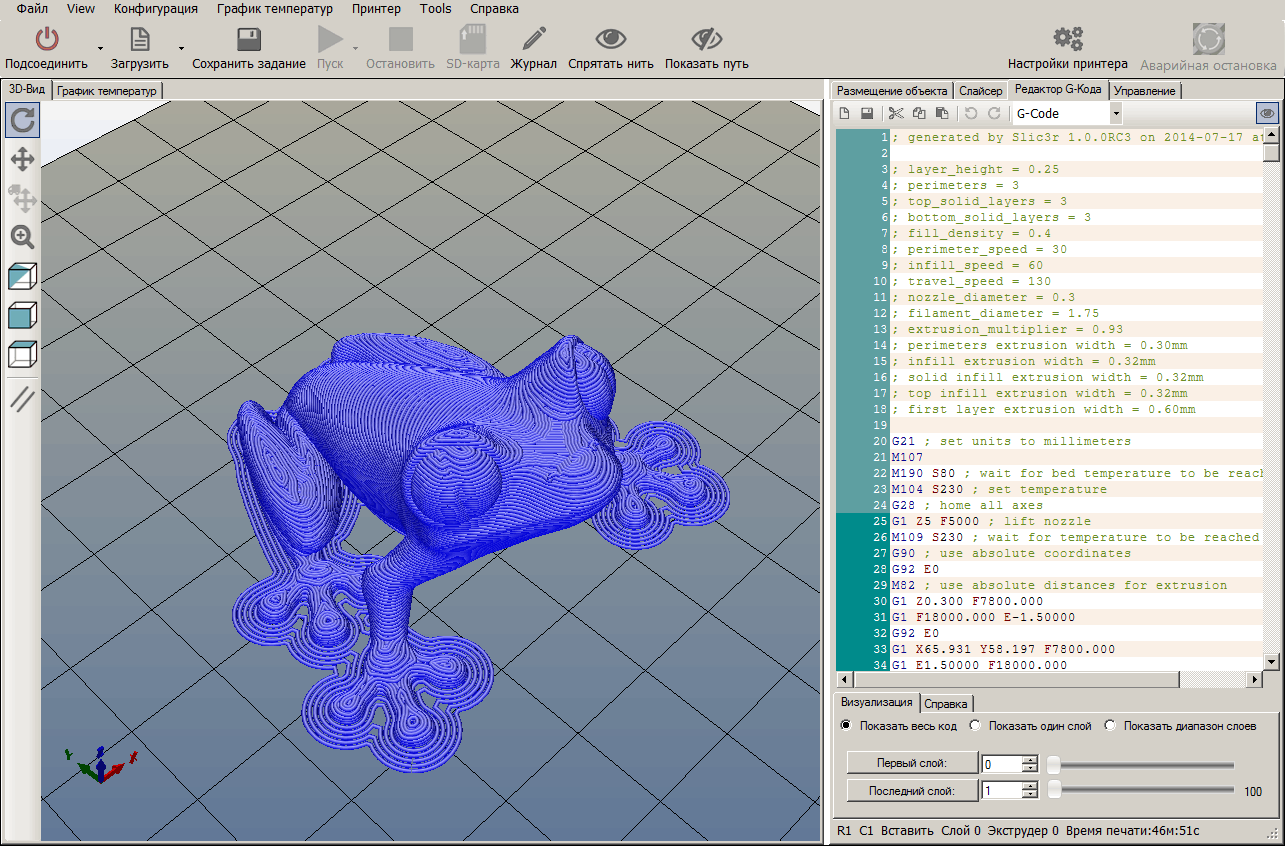 Если у вас уже есть доступ к файлу для 3D-печати (например, к G-коду на USB-накопителе), вы также можете продолжить печать без использования какого-либо программного обеспечения для нарезки, поскольку ваш цифровой файл уже готов к печати.
Если у вас уже есть доступ к файлу для 3D-печати (например, к G-коду на USB-накопителе), вы также можете продолжить печать без использования какого-либо программного обеспечения для нарезки, поскольку ваш цифровой файл уже готов к печати.
Удаленное управление 3D-принтерами с помощью программного обеспечения Ultimaker Digital Factory
Удаленное управление 3D-принтерами
Принтеры Ultimaker S-line, Ultimaker 2+ Connect и Ultimaker 3 могут использовать сетевое подключение для доступа к облачным службам на цифровой фабрике Ultimaker. Привязав принтер к своей учетной записи Ultimaker, вы сможете управлять им удаленно из-за пределов локальной сети.
Хотите узнать больше о программном обеспечении для 3D-печати?
Загрузите наш бесплатный информационный документ «Важные функции программного обеспечения для 3D-печати», который поможет вам выбрать лучшее программное обеспечение для 3D-печати для нужд вашего бизнеса, а также изучить настройки, профили печати и другие функции, которые помогут вам получить максимальную отдачу.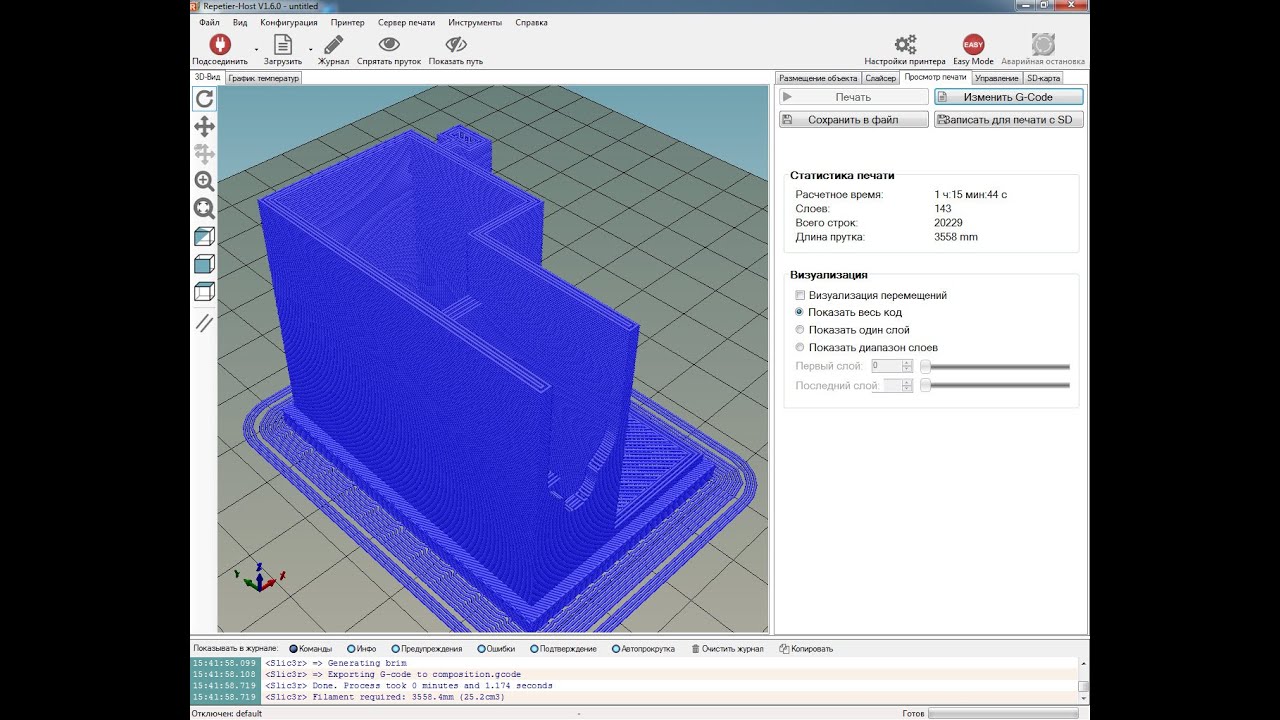 из вашего опыта печати.
из вашего опыта печати.
Получить информационный документ
Моделирование с учетом 3D-печати
Актуально для
:
MK2.5MK2.5SMK3MK3SMINIMK2SMK3S+MINI+
Последнее обновление 9 0003 2 года назад
Эта статья также доступна на следующих языках:
Моделирование для 3D-печати сопряжено с рядом интересных задач. FFF (изготовление плавленых нитей) с его послойным производственным процессом, ориентация и геометрия могут сильно повлиять как на эстетику, так и на целостность готового отпечатка. Более того, в разных программах для 3D-моделирования используются разные термины и методы для достижения разных результатов, поэтому мы рассмотрим некоторые основные рекомендации при моделировании с учетом 3D-печати.
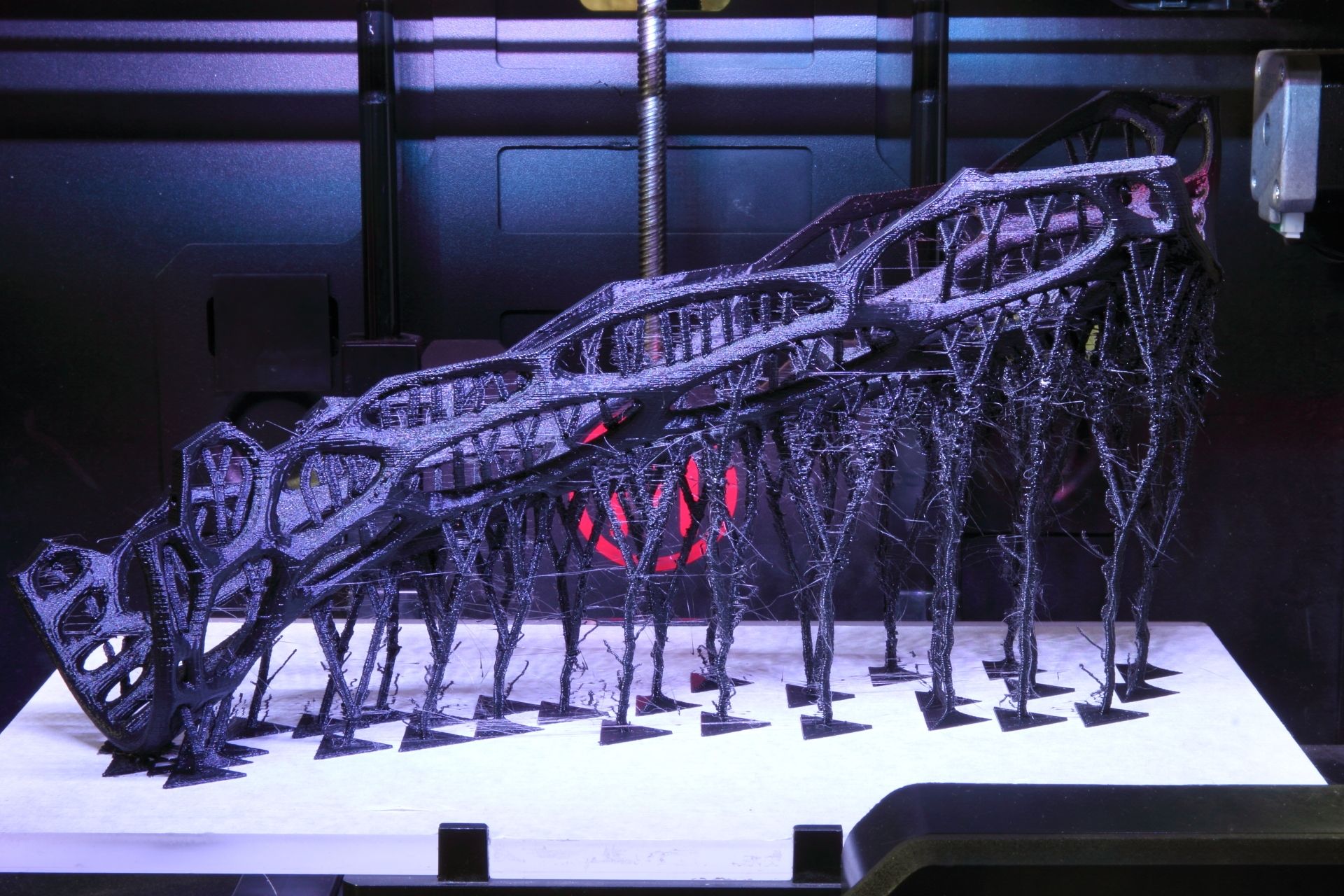
Выступы и опорный материал
Самое важное, о чем следует помнить при моделировании для 3D-печати, — это потребность в опорном материале. 3D-принтеры не могут печатать в воздухе, так как каждый слой должен быть наложен поверх другого. При проектировании помните об этом ограничении и старайтесь избегать создания крутых выступов и резких углов. Тем не менее, короткие горизонтальные мосты можно печатать без опор.
При проектировании помните об этом ограничении и старайтесь избегать создания крутых выступов и резких углов. Тем не менее, короткие горизонтальные мосты можно печатать без опор.
3D-принтер может аккуратно печатать нависающие конструкции под углом от 45 до 60 градусов , в зависимости от диаметра сопла и настроек. Стандартный диаметр сопла настольных 3D-принтеров — 0,4 мм. Для меньших сопел, например 0,25 мм, угол может быть меньше 45 градусов. Если в вашем проекте должны быть очень крутые выступы или свободно плавающая геометрия, подумайте, будет ли это видно в конечном продукте, поскольку поверхности над опорами не будут иметь такой же отделки, как боковая стенка или верхняя заливка. Вы можете моделировать отрывные опоры или разделить деталь на несколько частей (описано в следующем разделе) для лучшей ориентации.
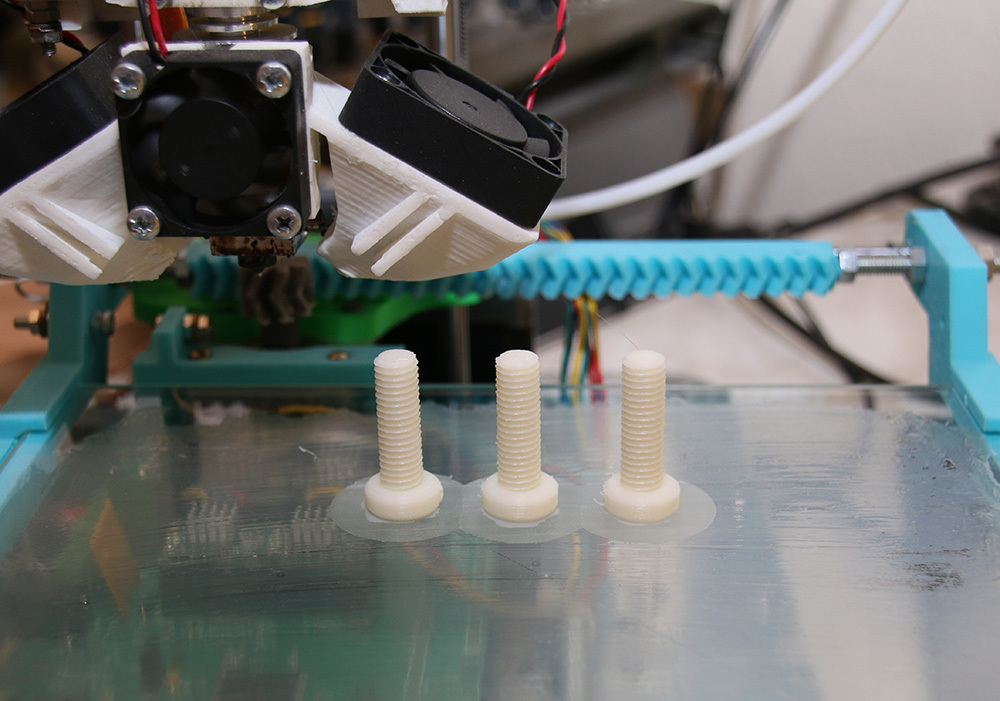
Давайте рассмотрим пример — вам нужно спроектировать часть забора и от вас зависит, как будут выглядеть штакетники. На картинках ниже вы можете увидеть два способа оформления забора, если мы хотим напечатать его в вертикальном положении.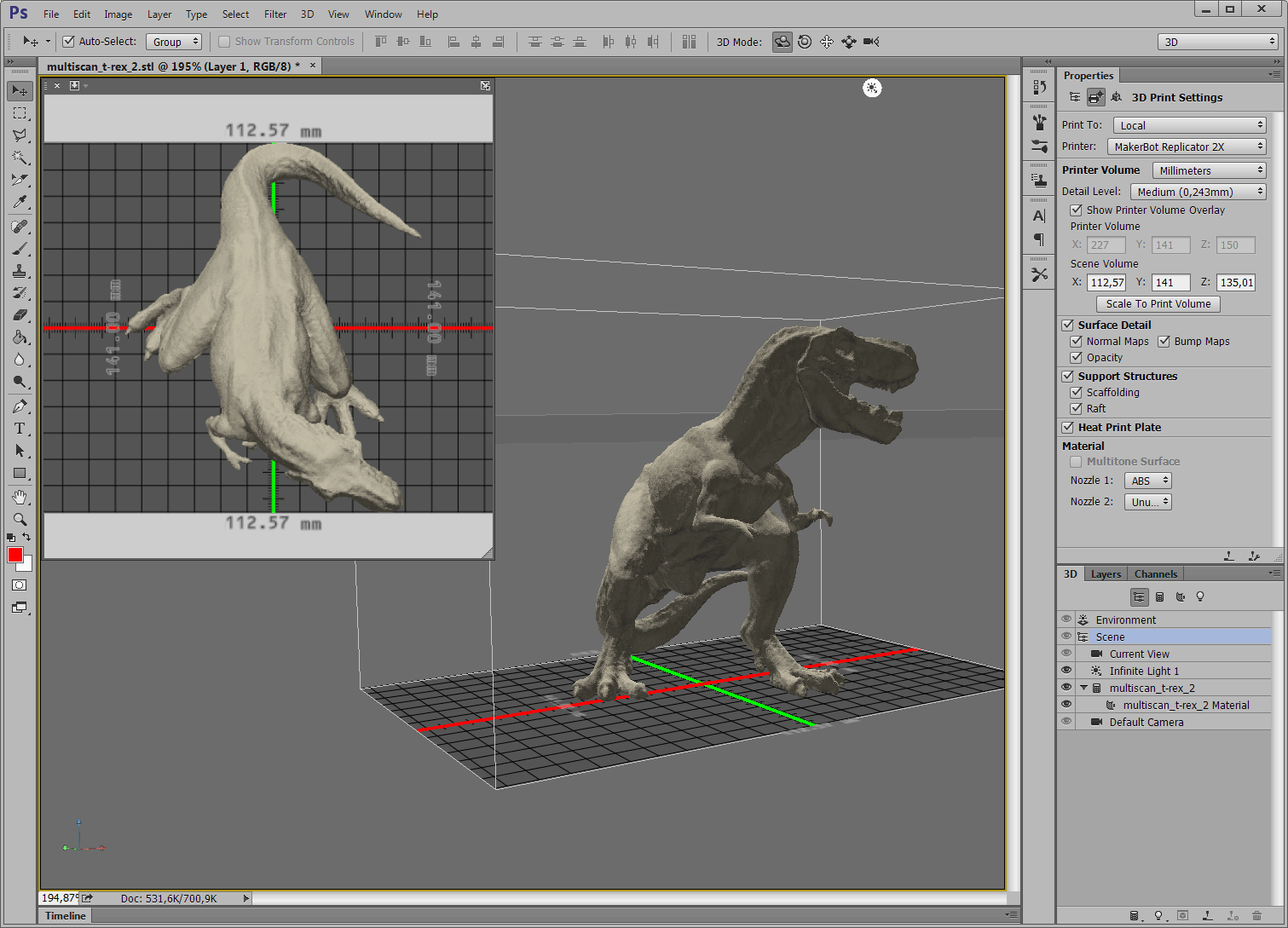 Лучшим решением здесь будет печатать деталь горизонтально.
Лучшим решением здесь будет печатать деталь горизонтально.
Разделение модели на несколько частей
Как визуальные, так и механические свойства модели можно улучшить, разделив ее на несколько частей. Таким образом, их может быть оптимизирован для лучшей ориентации и размещения на платформе печати. Таким образом можно свести к минимуму количество необходимых опор. Затем части объекта можно склеить. У PrusaSlicer есть инструмент для обрезки, облегчающий эту задачу. Вы также можете использовать Meshmixer для вырезания моделей.
При склеивании частей предмета убедитесь, что склеиваемые поверхности гладкие и не содержат жира или грязи, чтобы шов был незаметен. В этом также может помочь функция глажки в PrusaSlicer. Также может быть полезно слегка отшлифовать поверхность, чтобы улучшить адгезию. Необходимость шлифовки будет зависеть от геометрии, качества поверхности и типа клея. Суперклей может быть очень вязким, поэтому он может не подойти для шероховатых поверхностей.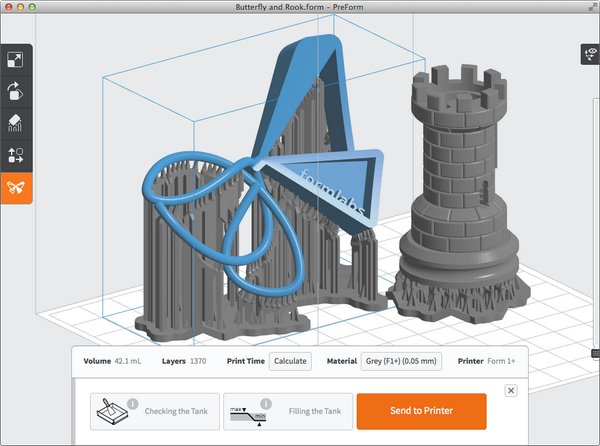 Он также может оставлять следы. Когда вы найдете подходящий клей для вашей модели и материала, шов должен быть прочнее, чем остальная часть материала, но вы можете захотеть смоделировать несколько штифтов для выравнивания и прочности.
Он также может оставлять следы. Когда вы найдете подходящий клей для вашей модели и материала, шов должен быть прочнее, чем остальная часть материала, но вы можете захотеть смоделировать несколько штифтов для выравнивания и прочности.
На моделях меньшего размера швы соединения деталей будут более заметны, чем на моделях большего размера.
Скругление и фаска
Если скругления ориентированы по направлению к печатной платформе, они создают очень крутой выступ, что негативно влияет на поверхность объекта. По этой причине используйте вместо этого фаску, если безупречная обработка детали является приоритетом. Однако вы можете улучшить это, используя функцию переменной высоты слоя в PrusaSlicer.
Использование фаски на краях двух деталей, которые вставляются вместе, может сэкономить много усилий при сборке.
Сколько сторон у вашего цилиндра/круга?
Имейте в виду, что используемое вами программное обеспечение для моделирования может отображать кривую, но обратите внимание на количество реально присутствующих сторон. При разработке модели визуальное представление может быть сглажено программными шейдерами, а отпечаток может получиться не кругом, а многоугольником. Убедитесь, что у вашей модели правильное количество сторон/граней.
При разработке модели визуальное представление может быть сглажено программными шейдерами, а отпечаток может получиться не кругом, а многоугольником. Убедитесь, что у вашей модели правильное количество сторон/граней.
Обратите внимание, как меняется внешний вид детали при изменении шейдера (зеленая стрелка). Оба изображения имеют одинаковую геометрию. На правом рисунке показано, как это будет выглядеть в распечатанном виде.
Тонкие стенки и минимальный размер элемента
Другим ограничением является диаметр сопла. Наиболее распространенный размер и размер стандартного сопла на MK3S составляет 0,4 мм, что в PrusaSlicer имеет ширину экструзии 0,45 мм. PrusaSlicer может улучшить это несколькими способами. Тем не менее, может быть разумно помнить об этих цифрах, особенно когда вы проектируете тонкие стены или крошечные элементы. Стенки тоньше одного периметра сопла не подлежат печати.
| Сопло 0,4 мм | Толщина стенки |
| 1 периметр | 0. 45 мм* 45 мм* |
| 2 периметра | 0,9 мм* |
| 3 периметра | 1,35 мм* |
| 4 периметра | 1,8 мм* |
*Это приблизительные значения, которые могут меняться в зависимости от настроек слайсера.
Чтобы улучшить периметры, вы можете перейти в PrusaSlicer на Вкладка «Параметры печати» — «Слои и периметры» и установите флажок «Обнаружение тонких стенок». Это объединит два пути в однопроходную экструзию. Однако стены тоньше одного периметра таким образом не «отремонтировать».
| Толщина стенки | Можно ли распечатать? |
| Менее одного периметра | |
| Один периметр | |
| Больше одного периметра, но менее двух периметры | |
| Более двух периметров |
Допуски
При моделировании деталей, которые должны подходить друг к другу, необходимо учитывать определенный допуск .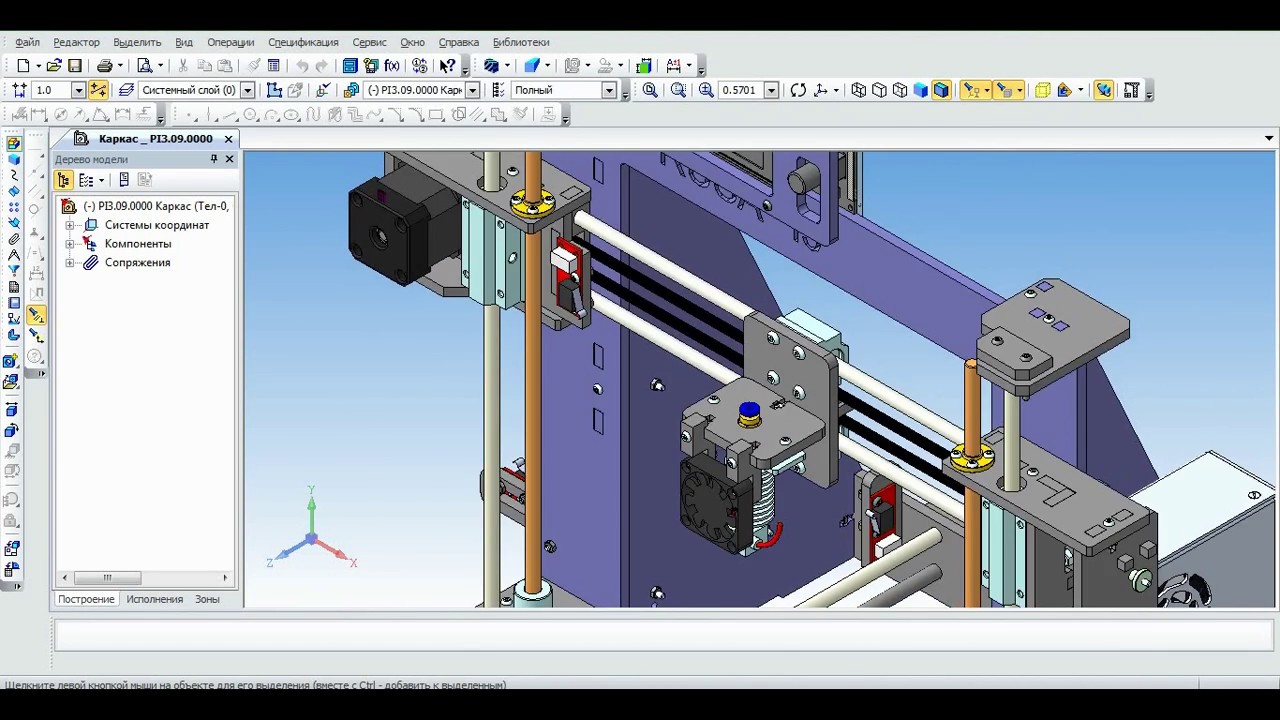 Вероятно, вы не сможете соединить вместе две детали с нулевыми допусками. Возможно, вам придется настроить допуски, пока вы не достигнете оптимального результата. Единого «универсального» значения не существует — все зависит от разных факторов, наиболее распространенными из которых являются:
Вероятно, вы не сможете соединить вместе две детали с нулевыми допусками. Возможно, вам придется настроить допуски, пока вы не достигнете оптимального результата. Единого «универсального» значения не существует — все зависит от разных факторов, наиболее распространенными из которых являются:
- Размер модели
- Горизонтальная или вертикальная ориентация
- Геометрия деталей, которые должны сцепляться
- Калибровка
- Настройки
- Свойства материала
Оригинальная Prusa будет иметь точность не менее 0,2 мм, но вы также должны помнить, что различные материалы могут деформироваться или сжиматься во время печати. Подумайте, должны ли две детали двигаться, как петля, или защелкиваться/защелкиваться вместе с помощью фрикционной посадки. Первоначальный хороший размер подвижных частей составляет не менее 0,3 мм.
Функция PrusaSlicer «Компенсация слоновьей лапы» может улучшить допуски в некоторых областях.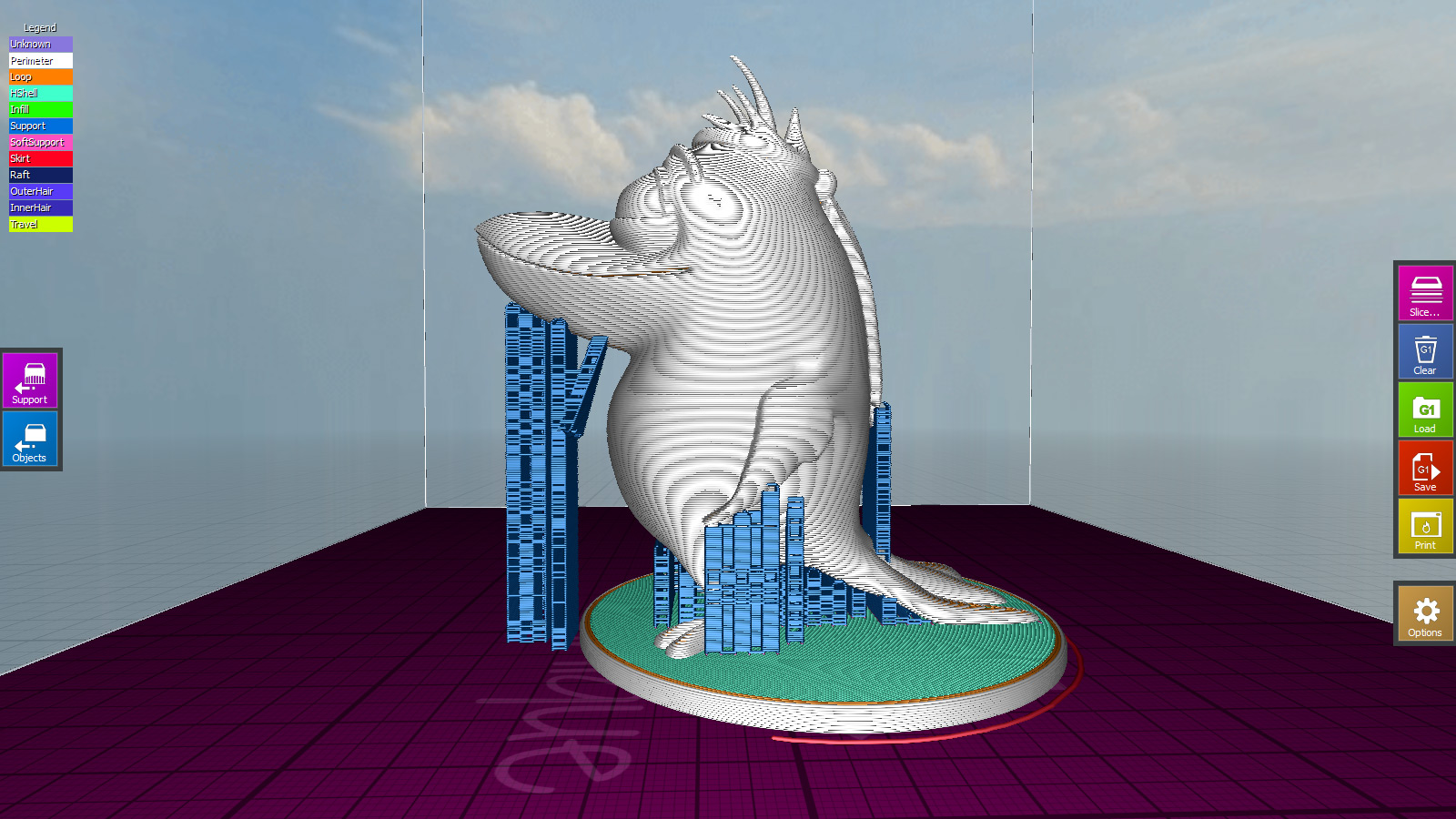 Подробнее об этом можно прочитать здесь: Компенсация стопы слона
Подробнее об этом можно прочитать здесь: Компенсация стопы слона
Мелкие детали и материалы
дизайнерские решения. Короче говоря, следует учитывать свойства нити . Например, для создания дизайнов/моделей, которые должны быть предназначены либо для использования вне помещений, либо для обеспечения высокой механической прочности, они должны быть напечатаны из поликарбоната, ASA, PETG или аналогичного материала. Эти нити могут не печатать мелкие детали, как PLA. Поэтому при моделировании предмета, предназначенного для использования в погодных условиях или механических нагрузках на открытом воздухе, вы можете избегать использования мелких деталей.
Варианты вашего дизайна
Вам нужно будет сделать пробные отпечатки, прежде чем вы сможете считать его окончательным. При разработке проекта подготовьтесь к корректировке допусков и геометрии. Наличие параметрического подхода в САПР очень помогает, но если вы только начинаете, постарайтесь не зацикливаться на своем проекте и сохранять версии по ходу дела, прежде чем, например, объединить несколько объектов вместе и/или создать отверстия/полости это должно соответствовать чему-то другому (вычитания).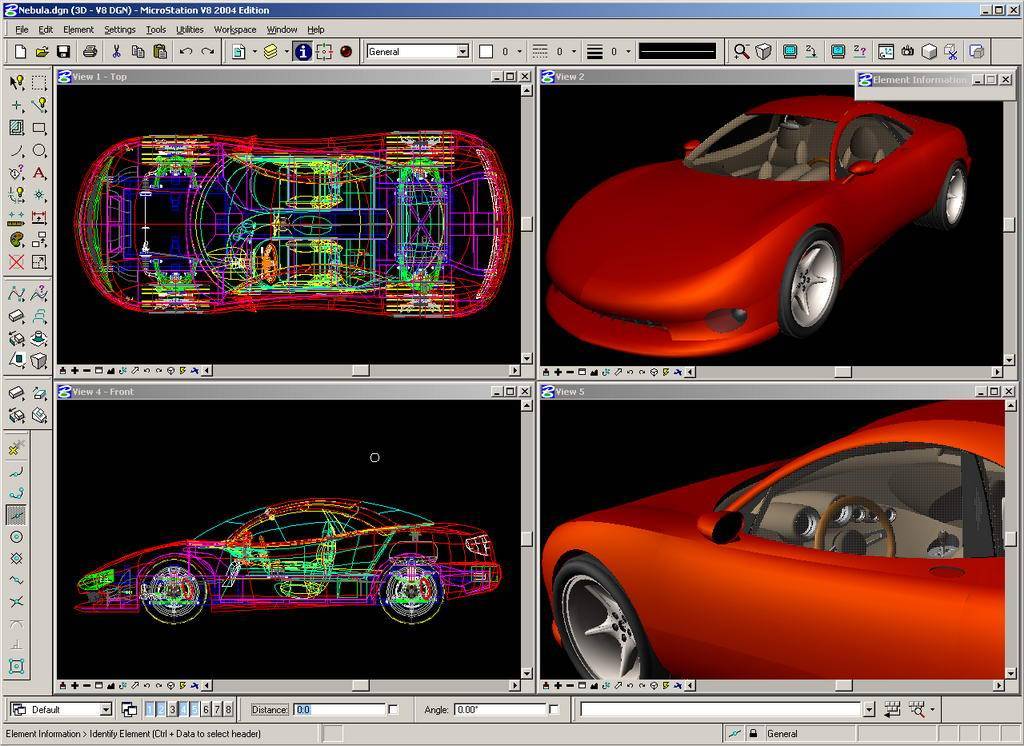
Ориентация на печатной платформе
Поверхность, напечатанная непосредственно на печатной платформе, идеально ровная и гладкая, в то время как поверхность, напечатанная над опорами, будет выглядеть более неоднородной и шероховатой. На рисунке показан наихудший сценарий для демонстрационных целей. Есть способы смягчить это, но поверхности с меньшим углом свеса выглядят намного лучше даже с опорами.
Подобно дереву, оттиски FFF прочнее в одном направлении, чем в другом. Таким образом, вы хотите, чтобы структурные детали печатались в ориентации, которая оптимизирует их структурную целостность. Более подробную информацию о влиянии ориентации вашего отпечатка можно найти в видео ниже.
Убедитесь, что она многообразная/твердотельная
Модель для печати должна быть твердотельной или иметь «многообразную геометрию». Это геометрия, которая может существовать в трехмерном реальном мире. Если модель имеет отверстия на поверхности или во внутренней геометрии, деталь нельзя будет разрезать.
В большинстве программ проектирования есть функция, предназначенная для исправления этой ошибки с использованием различных терминов, таких как «сделать коллектор» или «закрыть отверстия». Эти параметры чаще всего удаляют лишние грани, ребра и вершины, а также исправляют или создают поверхности там, где они отсутствуют. Вы также можете ознакомиться с нашим руководством по поврежденным 3D-моделям для печати.
Печать на нескольких материалах и двойные экструдеры
Чтобы модель можно было напечатать с помощью обновления MMU2S или принтера с двойными экструдерами, обратите внимание, что каждый отдельный цвет необходимо экспортировать как отдельную сетку. Это можно сделать, поместив каждую сетку в отдельный 3D-файл (stl, obj). Вы также можете иметь несколько мешей в файле amf или 3mf. PrusaSlicer назначит каждой отдельной сетке свой цвет. Если у вас есть каждый меш в отдельном файле, вам нужно будет импортировать их все одновременно.
 За счет такой конструкции муфты можно переставлять на валу в любом порядке достаточно оперативно.
За счет такой конструкции муфты можно переставлять на валу в любом порядке достаточно оперативно.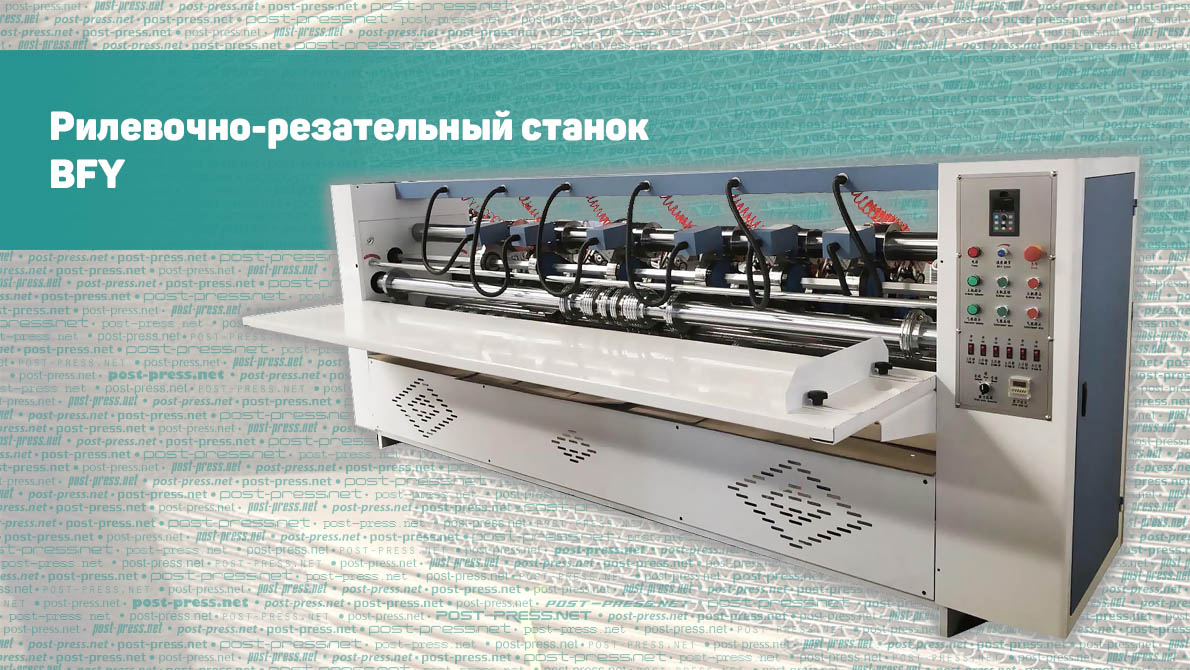 инфа по телефону, сообщения читаю редко.Продаем автоматический станок для изготовления…
инфа по телефону, сообщения читаю редко.Продаем автоматический станок для изготовления…
 ..
..
 …
… 06.2019
06.2019
 Чтобы обеспечить высокую скорость…
Чтобы обеспечить высокую скорость…


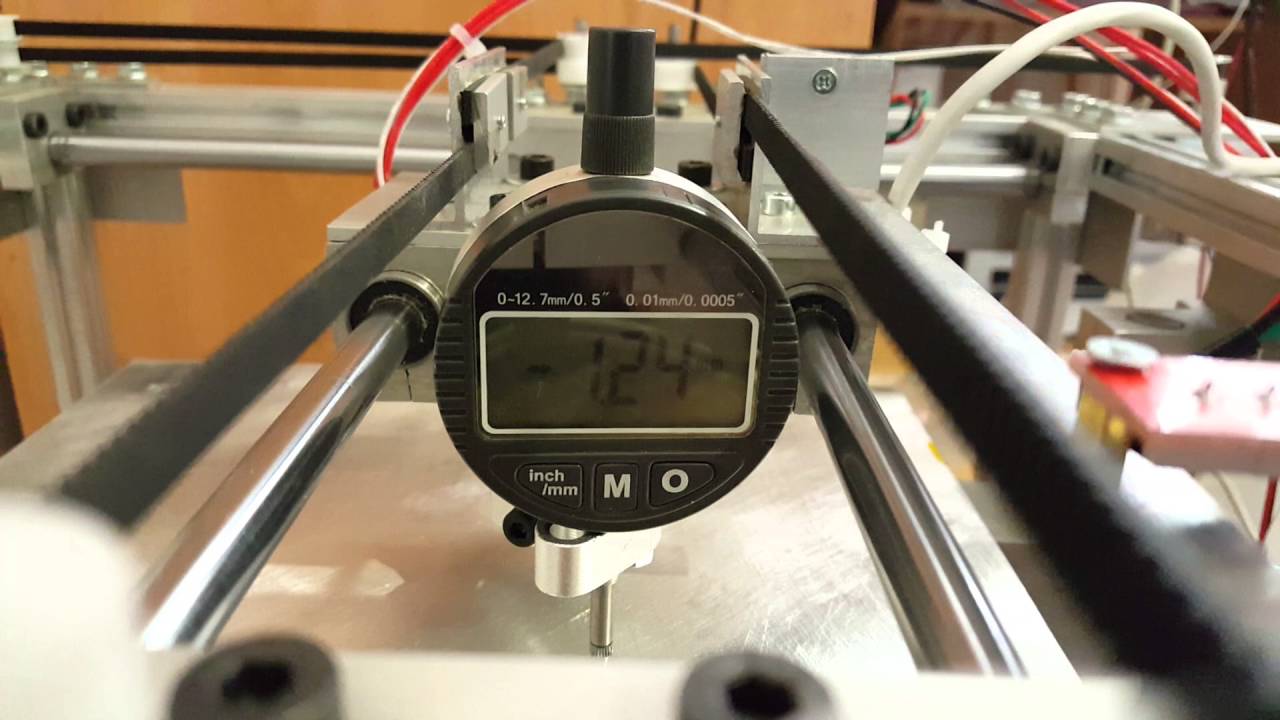 Это улучшает адгезию первого слоя и качество 3D печати, поскольку движения экструдера регулируются в соответствии с отклонениями расположения вашего стола.
Это улучшает адгезию первого слоя и качество 3D печати, поскольку движения экструдера регулируются в соответствии с отклонениями расположения вашего стола.
 Вы должны убедиться, что датчик касается девяти точек индукционного датчика, иначе кроме проблем вы ничего не получите от этой фичи.
Вы должны убедиться, что датчик касается девяти точек индукционного датчика, иначе кроме проблем вы ничего не получите от этой фичи.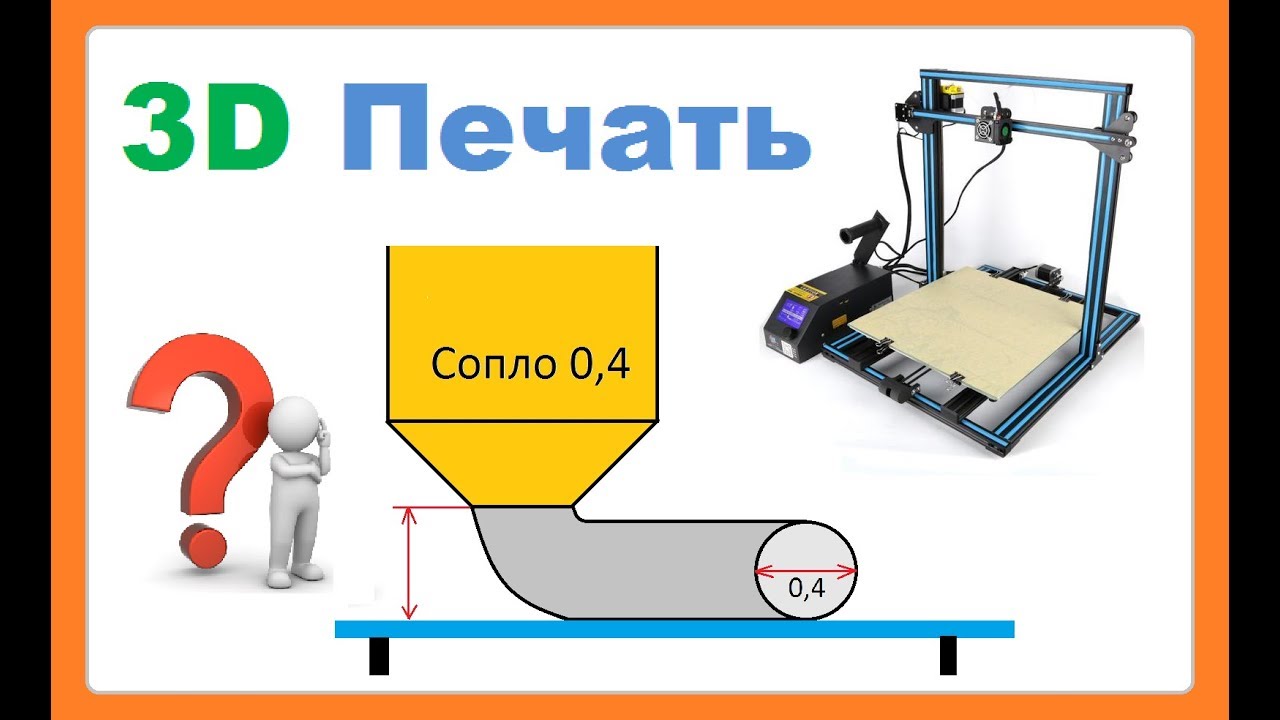 Поведаю хабра-сообществу о своём способе. Прошу заметить, что руководство подробное, но приводит к отличным результатам — прилипает модель на отлично и не отклеивается в процессе печати.
Поведаю хабра-сообществу о своём способе. Прошу заметить, что руководство подробное, но приводит к отличным результатам — прилипает модель на отлично и не отклеивается в процессе печати.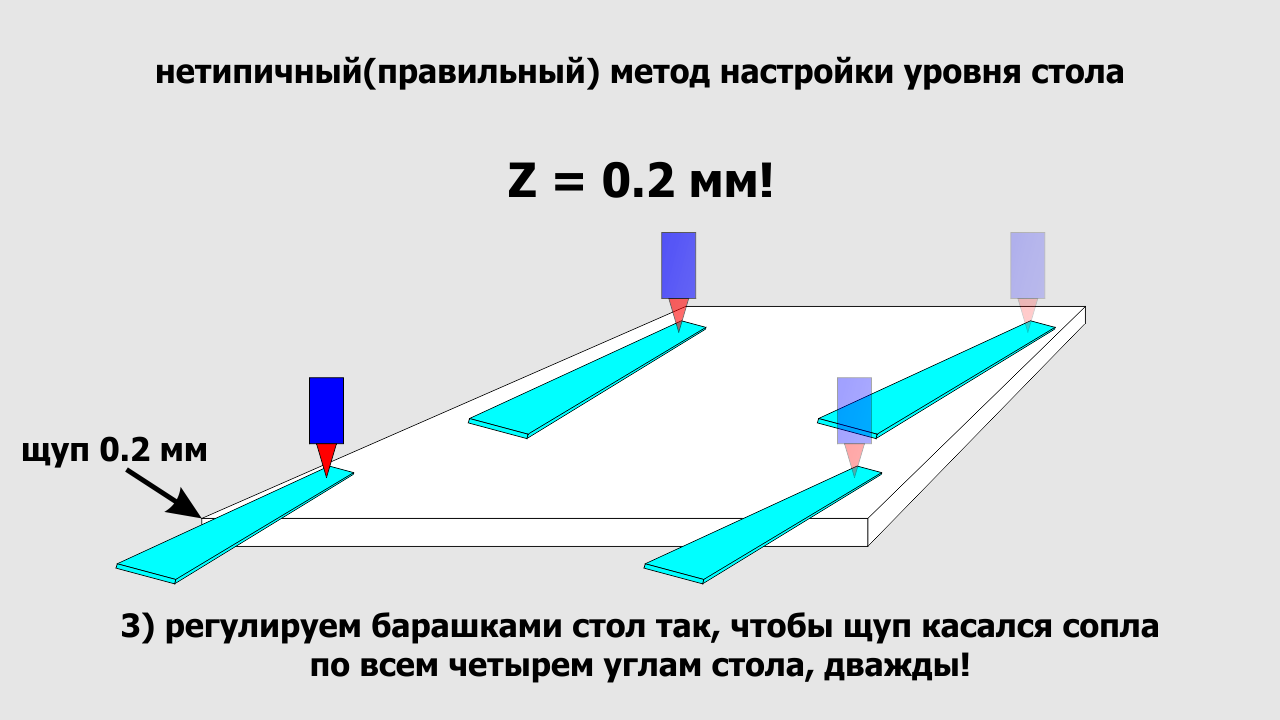

 Впрочем, надо отметить, что прилипает в таком случае модель очень хорошо, а дефект калибровки не виден на следующих слоях. Более того, может быть даже не заметен вовсе, если вы выберете в Cura подложку для прилипания модели к столу.
Впрочем, надо отметить, что прилипает в таком случае модель очень хорошо, а дефект калибровки не виден на следующих слоях. Более того, может быть даже не заметен вовсе, если вы выберете в Cura подложку для прилипания модели к столу.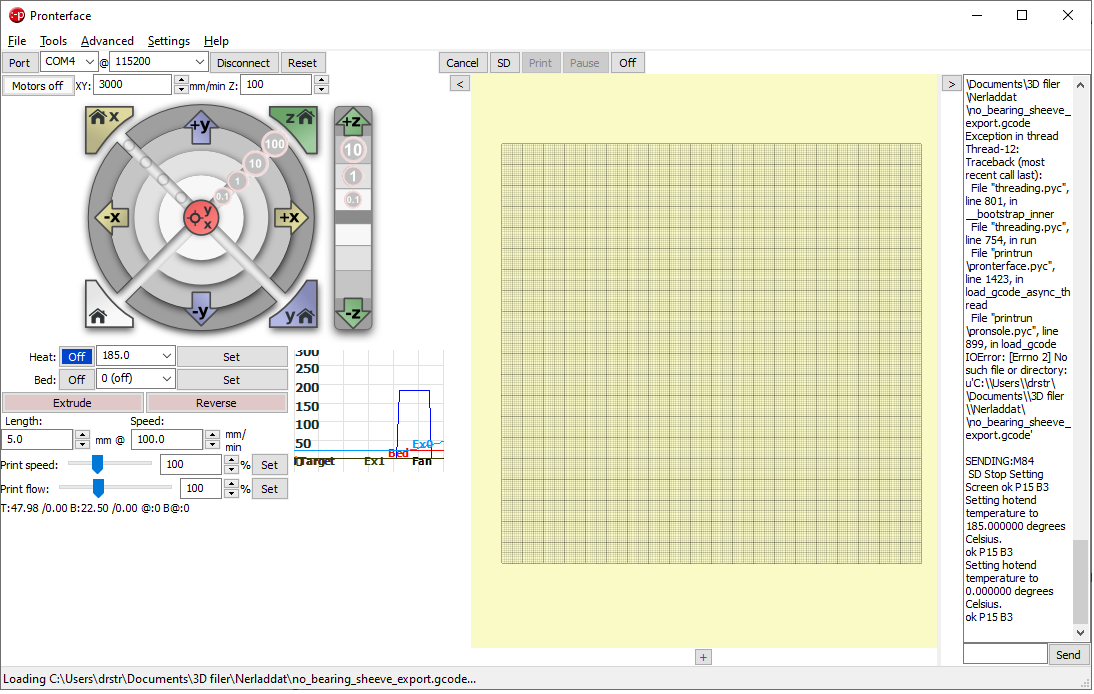 Также, может быть важным отсутствие сквозняка, который влияет на не менее важную равномерность прогрева поверхности платформы.
Также, может быть важным отсутствие сквозняка, который влияет на не менее важную равномерность прогрева поверхности платформы. Проблема в том, что вы не можете сразу приступить к делу. Перед этим вам нужно знать, как и почему калибруются 3D-принтеры. Вот где мы входим.
Проблема в том, что вы не можете сразу приступить к делу. Перед этим вам нужно знать, как и почему калибруются 3D-принтеры. Вот где мы входим. Ничего перекошенного не будет напечатано (если это не ваше намерение), и ваши творения каждый раз будут одинаковыми.
Ничего перекошенного не будет напечатано (если это не ваше намерение), и ваши творения каждый раз будут одинаковыми.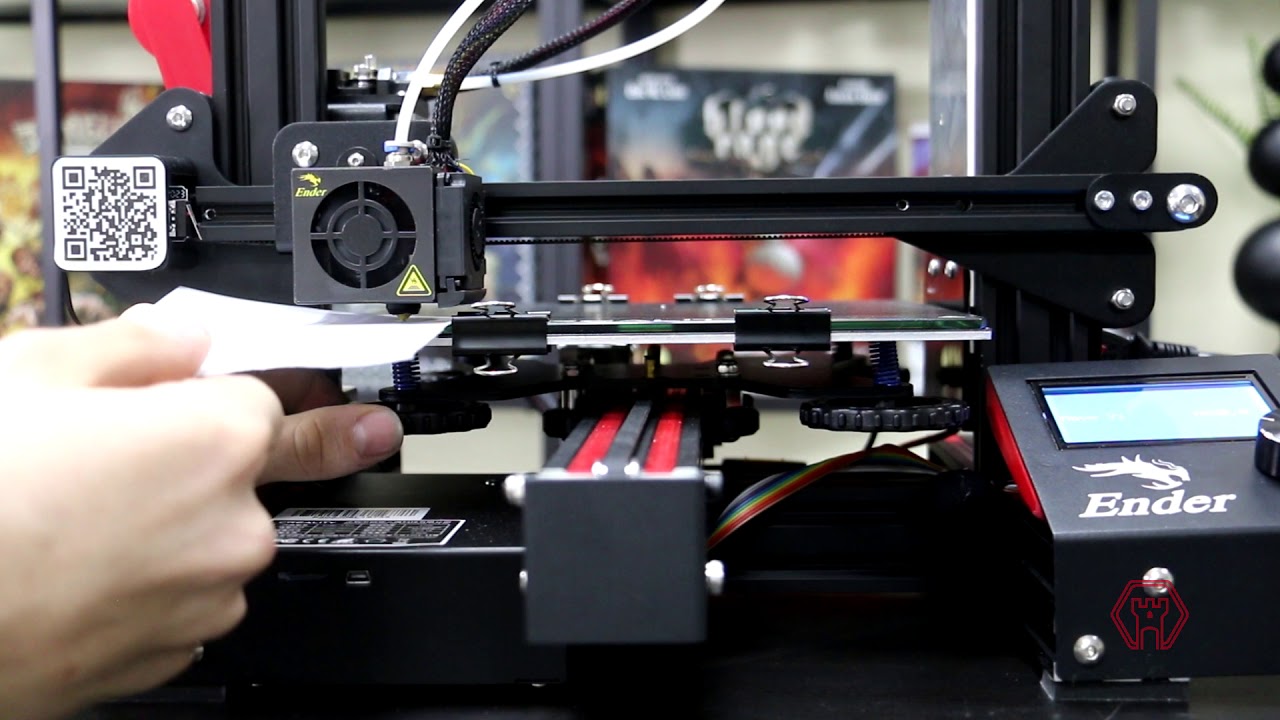 Первый — это чрезмерная экструзия, когда используется слишком много нити, а второй — недостаточная экструзия, когда ее слишком мало. Вы также должны учитывать толщину нити, но это достаточно легко исправить, если она неверна.
Первый — это чрезмерная экструзия, когда используется слишком много нити, а второй — недостаточная экструзия, когда ее слишком мало. Вы также должны учитывать толщину нити, но это достаточно легко исправить, если она неверна.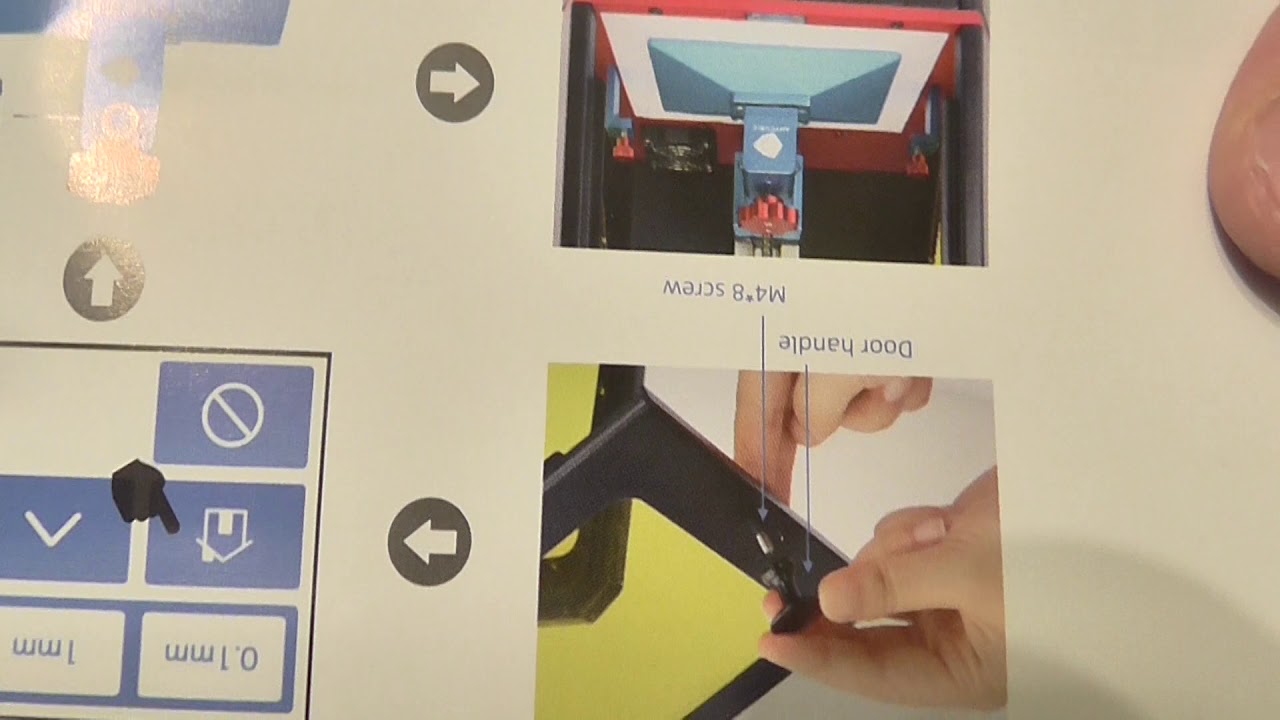 Для этого используйте кусок ленты, чтобы отметить две области, которые находятся на расстоянии 100 мм друг от друга на опорной пластине. Расположите сопло над одним из них, скажите принтеру переместиться на 100 мм в правильном направлении и посмотрите, точно ли оно окажется над лентой.
Для этого используйте кусок ленты, чтобы отметить две области, которые находятся на расстоянии 100 мм друг от друга на опорной пластине. Расположите сопло над одним из них, скажите принтеру переместиться на 100 мм в правильном направлении и посмотрите, точно ли оно окажется над лентой. Итак, как вы это делаете?
Итак, как вы это делаете? Он определяет, насколько хорошо он может укладывать слои, особенно первый слой. Несколько факторов могут повлиять на точность 3D-принтера; Калибровка является одним из них.
Он определяет, насколько хорошо он может укладывать слои, особенно первый слой. Несколько факторов могут повлиять на точность 3D-принтера; Калибровка является одним из них.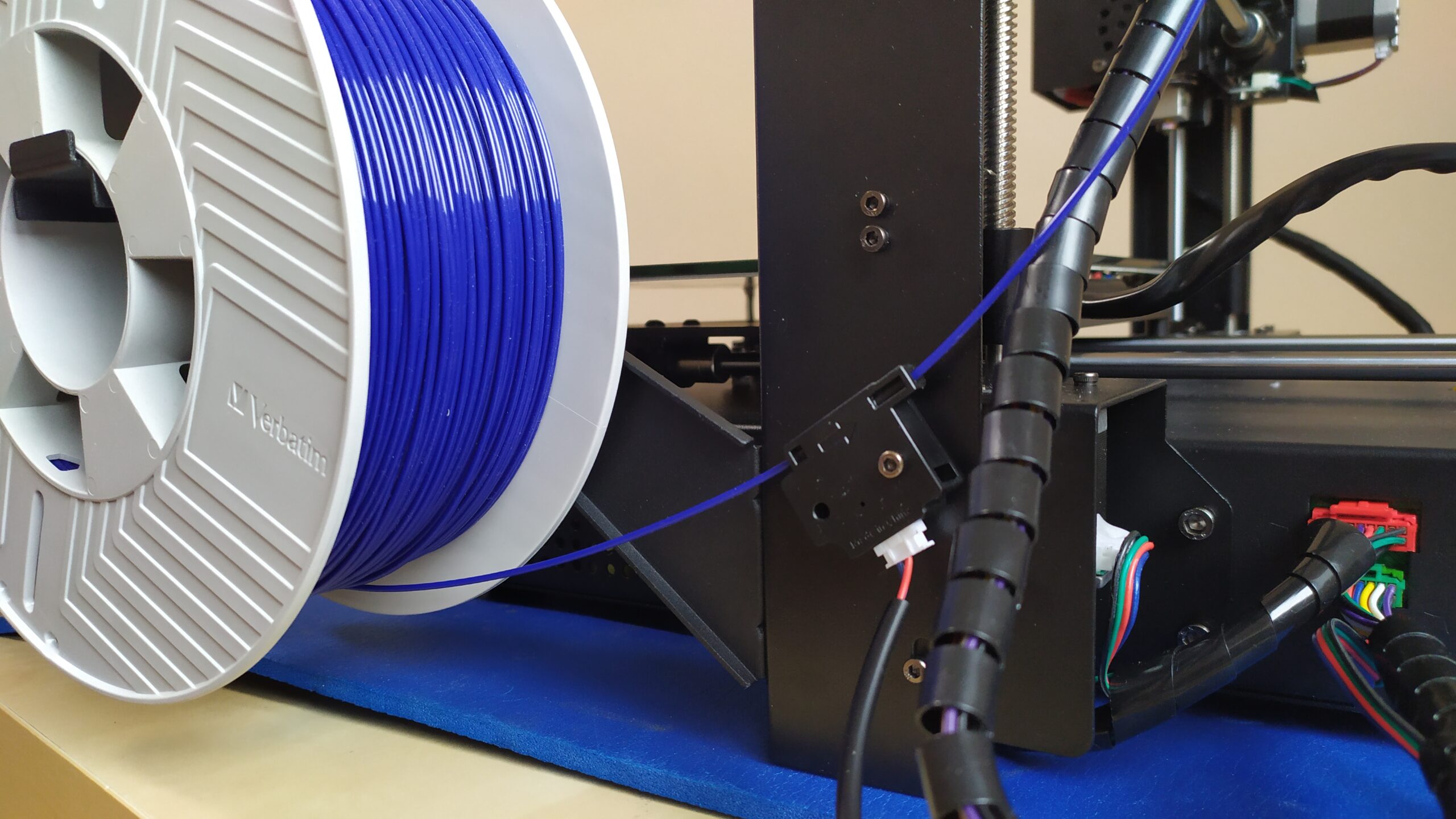 Благодаря калибровке вашей машины каждая капля нити будет использоваться эффективно, и не будет потерь.
Благодаря калибровке вашей машины каждая капля нити будет использоваться эффективно, и не будет потерь.
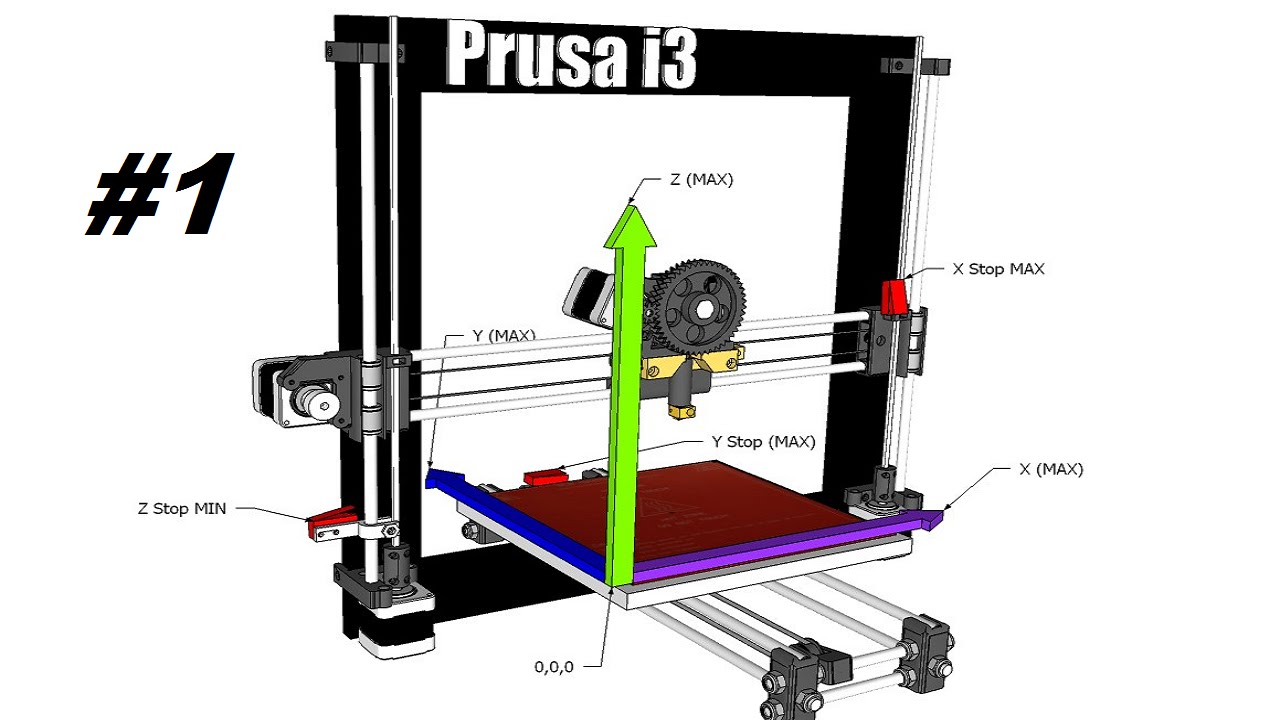 Вы можете сделать это с помощью осей X, Y и Z.
Вы можете сделать это с помощью осей X, Y и Z.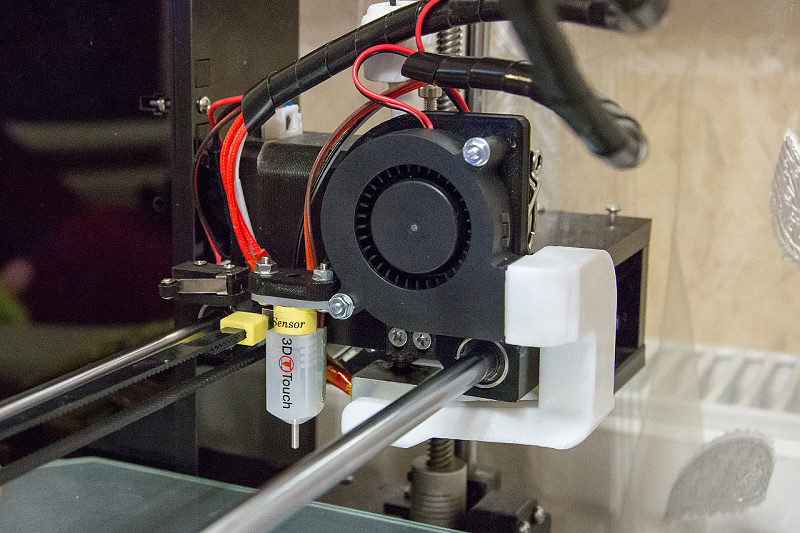


 Если вы проектируете сложные конструкции и вам нужны готовые модели стандартных изделий или нужны готовые детали для популярных механизмов и приборов вам сюда (болты, винты, гайки, шестерни и многое другое). Также здесь куча моделей техники и механизмов. Плюсом ко всему часто архивы здесь содержат файлы популярных cad программ: SolidWorks, Autocad и др.
Если вы проектируете сложные конструкции и вам нужны готовые модели стандартных изделий или нужны готовые детали для популярных механизмов и приборов вам сюда (болты, винты, гайки, шестерни и многое другое). Также здесь куча моделей техники и механизмов. Плюсом ко всему часто архивы здесь содержат файлы популярных cad программ: SolidWorks, Autocad и др. Это -хранилище данных и торговых площадок, которые предлагают бесплатные 3D модели для загрузки. На каждом из них, вы можете просматривать объекты и скачать бесплатно 3D модели.
Это -хранилище данных и торговых площадок, которые предлагают бесплатные 3D модели для загрузки. На каждом из них, вы можете просматривать объекты и скачать бесплатно 3D модели. Но для энтузиастов 3D печати , лучшая часть сайта является большой библиотекой файлов для 3D принтера и доступна в STL файлов и других форматов — создано сообществом более миллиона инженеров.
Но для энтузиастов 3D печати , лучшая часть сайта является большой библиотекой файлов для 3D принтера и доступна в STL файлов и других форматов — создано сообществом более миллиона инженеров. instructables.com
instructables.com myminifactory.com/
myminifactory.com/
 Это означает, что внешняя геометрия — это то, что действительно можно распечатать в 3D.
Это означает, что внешняя геометрия — это то, что действительно можно распечатать в 3D. Мы можем использовать встроенный в Blender инструмент очистки. Вы можете найти его прямо рядом с Кнопка «Проверить все» , как показано в предыдущем разделе. Там вы найдете раздел Clean Up . Выполните следующие шаги:
Мы можем использовать встроенный в Blender инструмент очистки. Вы можете найти его прямо рядом с Кнопка «Проверить все» , как показано в предыдущем разделе. Там вы найдете раздел Clean Up . Выполните следующие шаги:
 Обязательно ознакомьтесь с нашим руководством по лучшим плагинам Cura, которые сделают 3D-печать более надежной и удобной.
Обязательно ознакомьтесь с нашим руководством по лучшим плагинам Cura, которые сделают 3D-печать более надежной и удобной. Но как именно можно сделать свои собственные 3D-печатные украшения?
Но как именно можно сделать свои собственные 3D-печатные украшения? Хотя этот подход является более сложным, программное обеспечение, такое как Blender и Fusion360, может дать вам невероятную свободу при создании собственных дизайнов.
Хотя этот подход является более сложным, программное обеспечение, такое как Blender и Fusion360, может дать вам невероятную свободу при создании собственных дизайнов. Вам нужно установить правильные параметры температуры и скорости для вашего материала, но есть несколько других настроек, которые необходимо учитывать при 3D-печати ювелирных изделий.
Вам нужно установить правильные параметры температуры и скорости для вашего материала, но есть несколько других настроек, которые необходимо учитывать при 3D-печати ювелирных изделий. Увеличение веса детали, такой как кольцо, с использованием 100% заполнения может быть хорошим способом сделать его более существенным, но это необязательно.
Увеличение веса детали, такой как кольцо, с использованием 100% заполнения может быть хорошим способом сделать его более существенным, но это необязательно. Мы решили оставить наше кольцо в том состоянии, в котором оно было напечатано на 3D-принтере, но ниже вы можете увидеть несколько альтернативных вариантов отделки.
Мы решили оставить наше кольцо в том состоянии, в котором оно было напечатано на 3D-принтере, но ниже вы можете увидеть несколько альтернативных вариантов отделки. Медные и бронзовые нити могут иметь богатую патину, в то время как стальные нити могут быть отполированы или почищены щеткой для придания им аутентичного вида.
Медные и бронзовые нити могут иметь богатую патину, в то время как стальные нити могут быть отполированы или почищены щеткой для придания им аутентичного вида.
 Современное государство должно инвестировать в новейшее оборудование и стимулировать высокий уровень производства товаров, это говорит о том, что страна развивается, становится конкурентоспособной на мировом рынке, а также нуждается в высококвалифицированных сотрудниках. Страны-лидеры мирового производства, такие как США, Япония, Китай, Германия, Россия, Франция, Великобритания, вкладывают огромные средства в новое производящее оборудование и лучший персонал, чтобы оставаться на верхних строчках рейтинга.
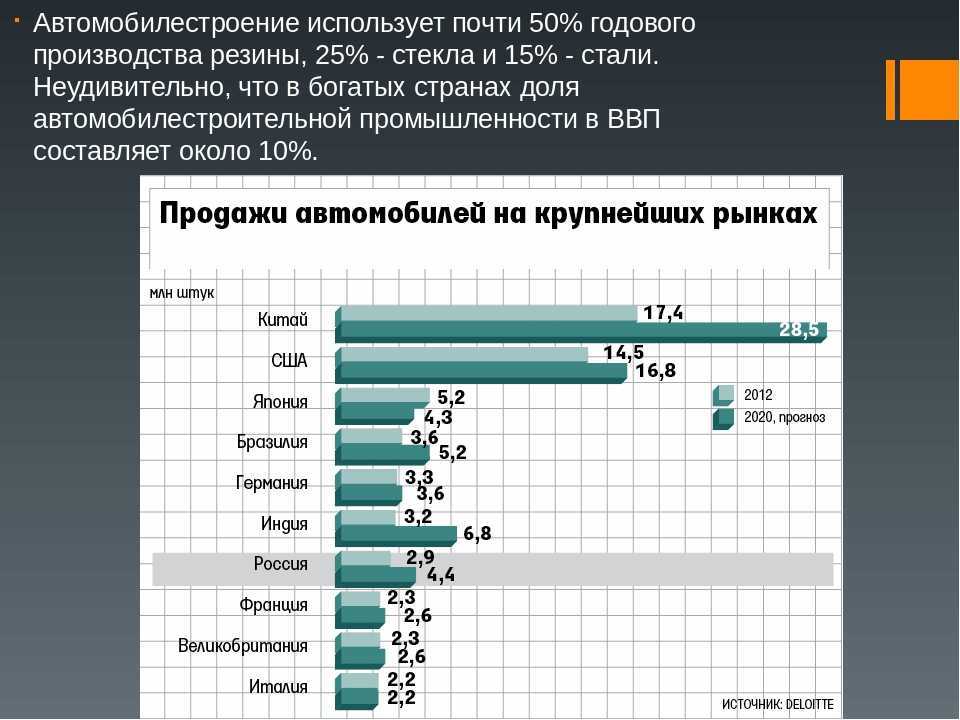
Современное государство должно инвестировать в новейшее оборудование и стимулировать высокий уровень производства товаров, это говорит о том, что страна развивается, становится конкурентоспособной на мировом рынке, а также нуждается в высококвалифицированных сотрудниках. Страны-лидеры мирового производства, такие как США, Япония, Китай, Германия, Россия, Франция, Великобритания, вкладывают огромные средства в новое производящее оборудование и лучший персонал, чтобы оставаться на верхних строчках рейтинга. Главным образом, это связано со сферой машиностроения. У заводов, производящих автомобили, раньше был высокий процент незавершенного производства (запасы), а теперь все производство четко соответствует существующему спросу.
Главным образом, это связано со сферой машиностроения. У заводов, производящих автомобили, раньше был высокий процент незавершенного производства (запасы), а теперь все производство четко соответствует существующему спросу.
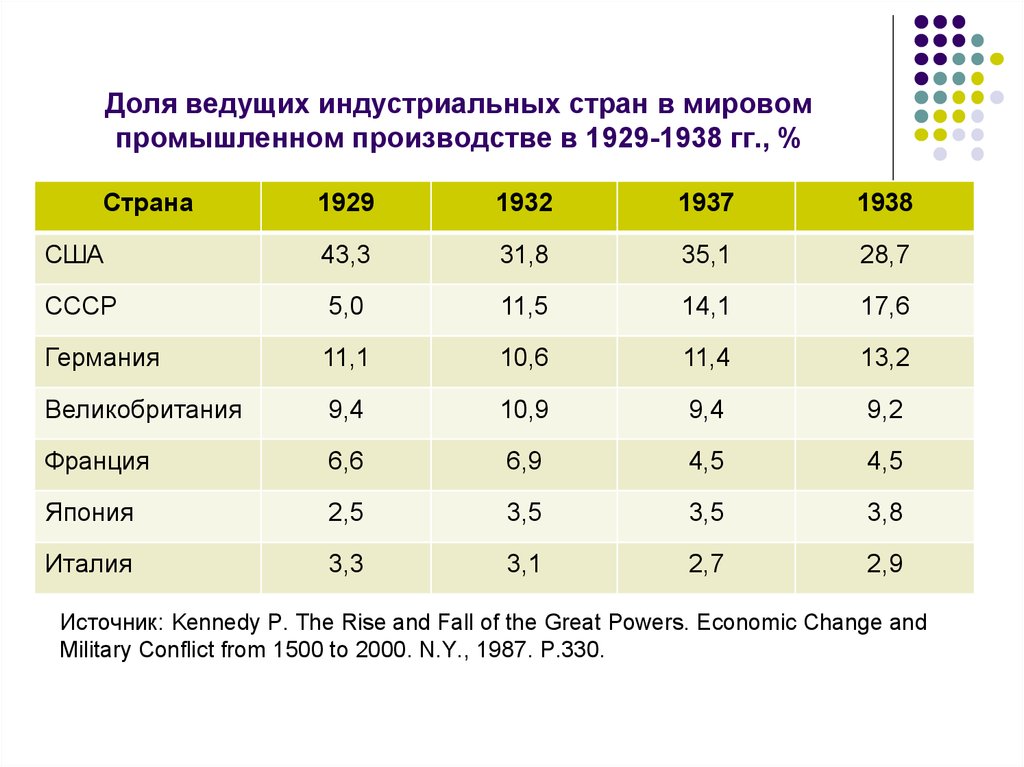
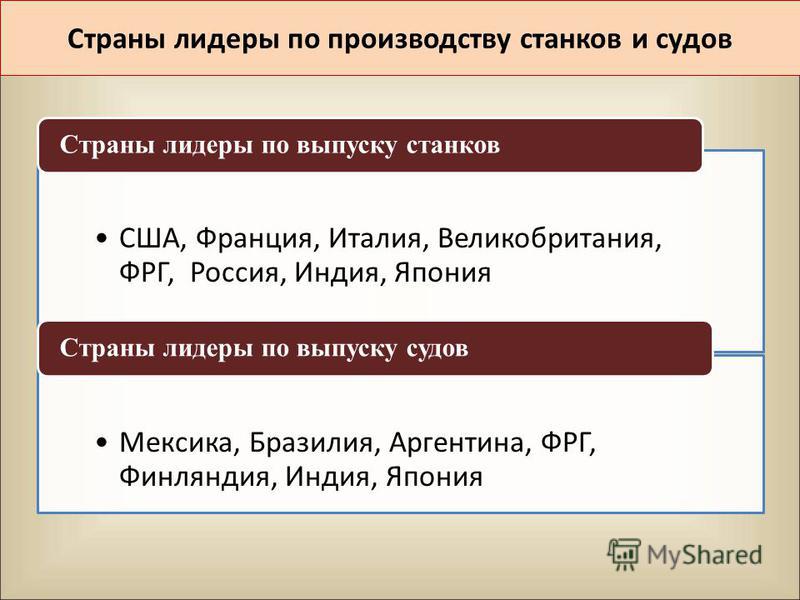 Благодаря быстрой «реабилитации» Япония поднялась на третье место в 5-ке лидеров.
Благодаря быстрой «реабилитации» Япония поднялась на третье место в 5-ке лидеров.
 Модсли. Он открыл своё дело и на промышленной основе приступил к производству токарно-винторезных, сверлильных, долбёжных, расточных, фрезерных и других станков.
Модсли. Он открыл своё дело и на промышленной основе приступил к производству токарно-винторезных, сверлильных, долбёжных, расточных, фрезерных и других станков. В мире наибольшую долю в производстве станов занимает Азия, на втором месте Европа, на третьем Северная и Южная Америка.
В мире наибольшую долю в производстве станов занимает Азия, на втором месте Европа, на третьем Северная и Южная Америка. Выделяется финансирование из бюджета, привлекаются частные средства на научно-исследовательские и опытно-конструкторские разработки по созданию новых моделей и видов станков. Обновляется станочный парк на предприятиях оборонно-промышленного комплекса за счёт выделения средств по программе перевооружения армии.
Выделяется финансирование из бюджета, привлекаются частные средства на научно-исследовательские и опытно-конструкторские разработки по созданию новых моделей и видов станков. Обновляется станочный парк на предприятиях оборонно-промышленного комплекса за счёт выделения средств по программе перевооружения армии.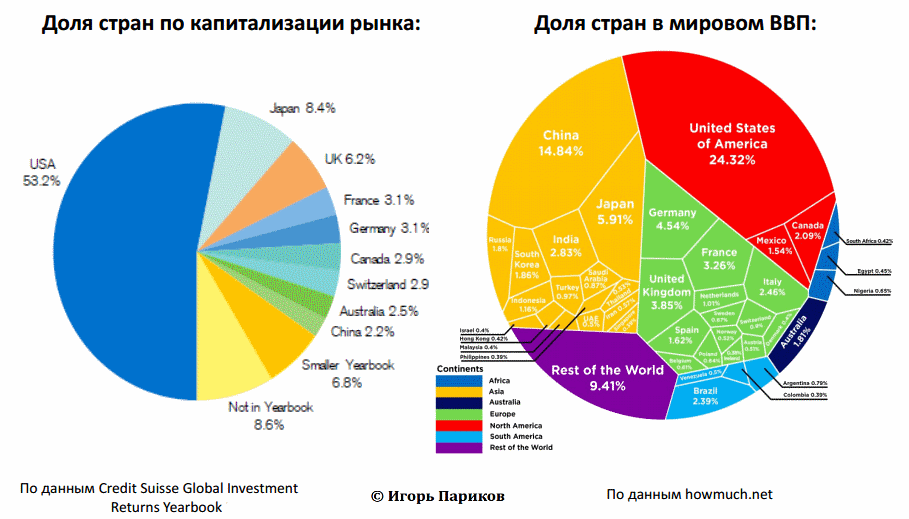

 Такие станки востребованы в машиностроении, их характеристики не уступают зарубежным моделям. Цена станков значительно ниже в сравнении с их зарубежными аналогами.
Такие станки востребованы в машиностроении, их характеристики не уступают зарубежным моделям. Цена станков значительно ниже в сравнении с их зарубежными аналогами. Если сегодняшние тенденции в станкостроительной отрасли будут сохранены, в том числе финансовая поддержка государства, российское станкостроение сможет увеличить объёмы производства и повысить свою конкурентоспособность.
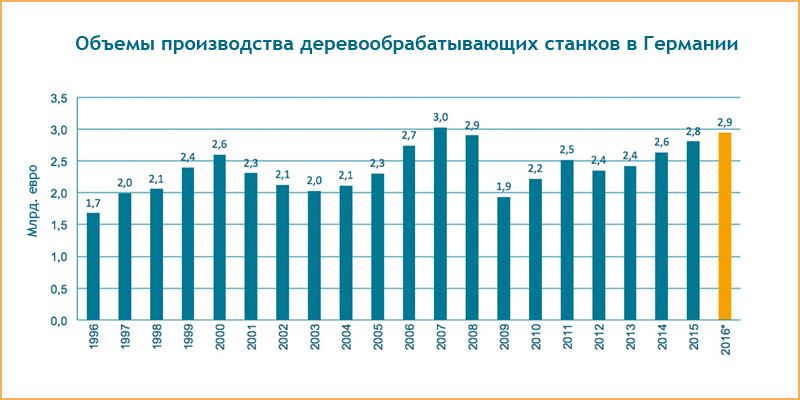
Если сегодняшние тенденции в станкостроительной отрасли будут сохранены, в том числе финансовая поддержка государства, российское станкостроение сможет увеличить объёмы производства и повысить свою конкурентоспособность. в Западной Европе, как ожидается, вырастет примерно до 32,2 млрд долларов США к 2019 году, что представляет собой годовой прирост на 5,6% по сравнению с 2014 годом.
в Западной Европе, как ожидается, вырастет примерно до 32,2 млрд долларов США к 2019 году, что представляет собой годовой прирост на 5,6% по сравнению с 2014 годом..jpg)
 В 2020 году общая стоимость экспортной торговли станками для удаления металлов составила более 1,9 миллиарда долларов США.
В 2020 году общая стоимость экспортной торговли станками для удаления металлов составила более 1,9 миллиарда долларов США.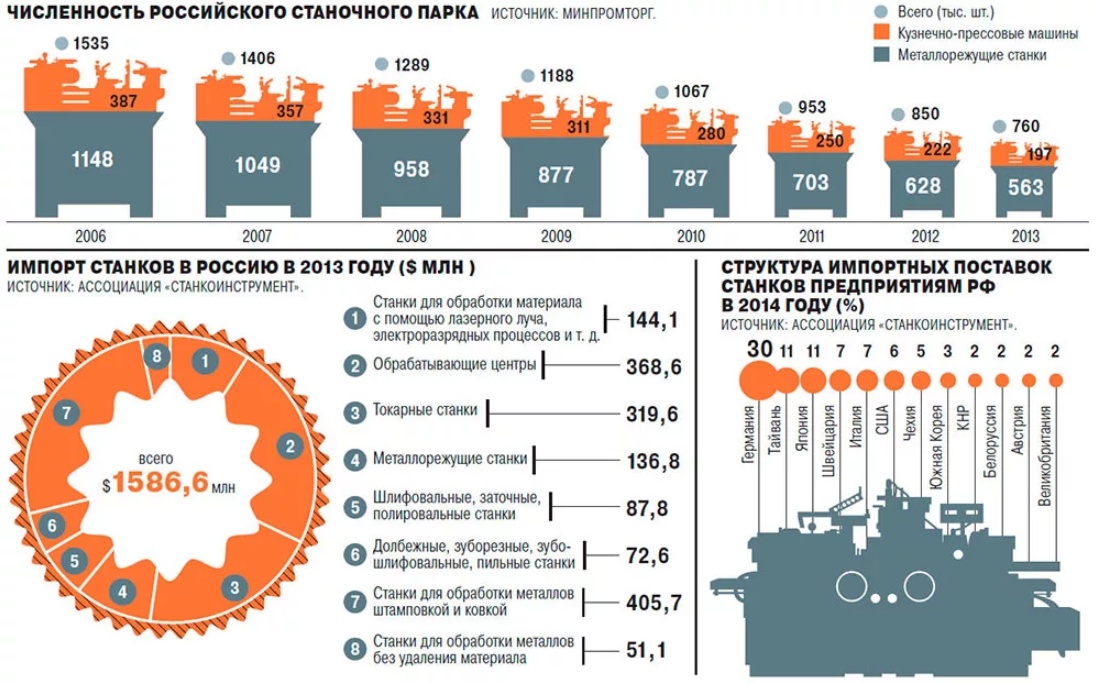 В 2020 году мировой экспорт станков для обработки дерева, пластика и кости составил 7,9 млрд долларов США.
В 2020 году мировой экспорт станков для обработки дерева, пластика и кости составил 7,9 млрд долларов США.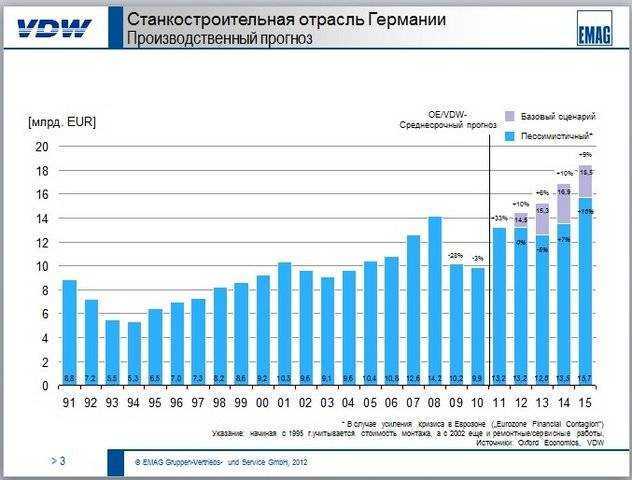 евро.
евро.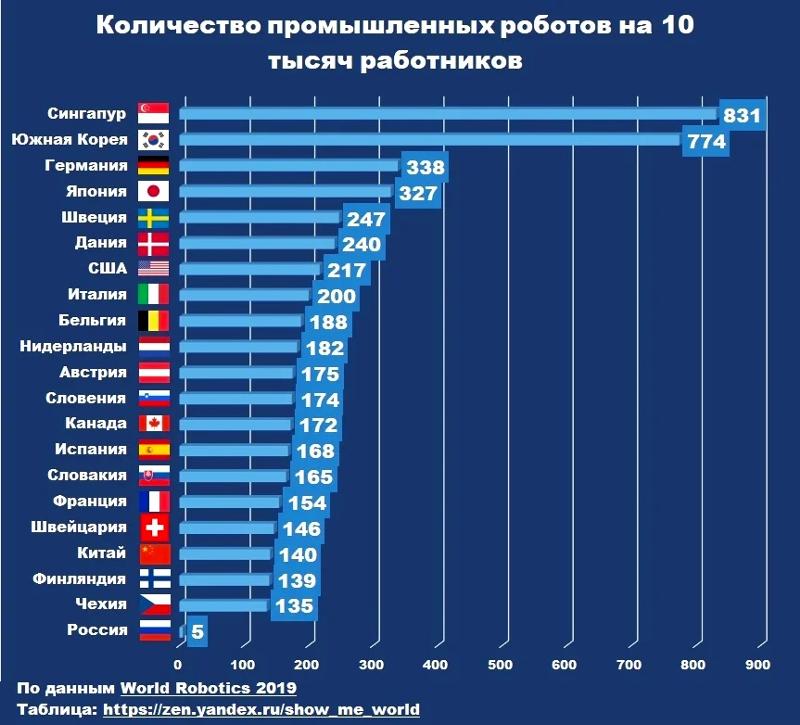 2021.
2021.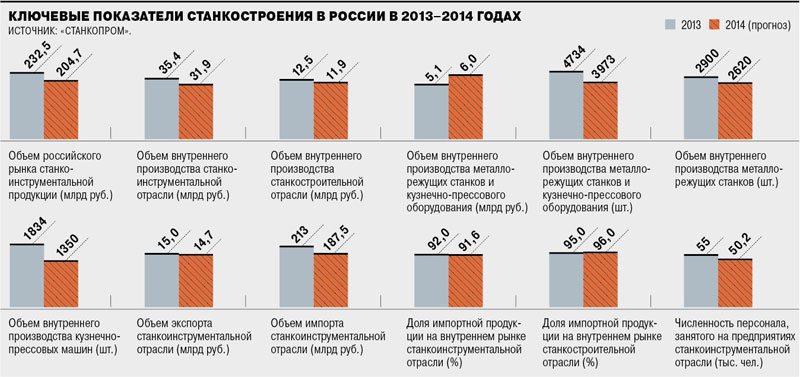
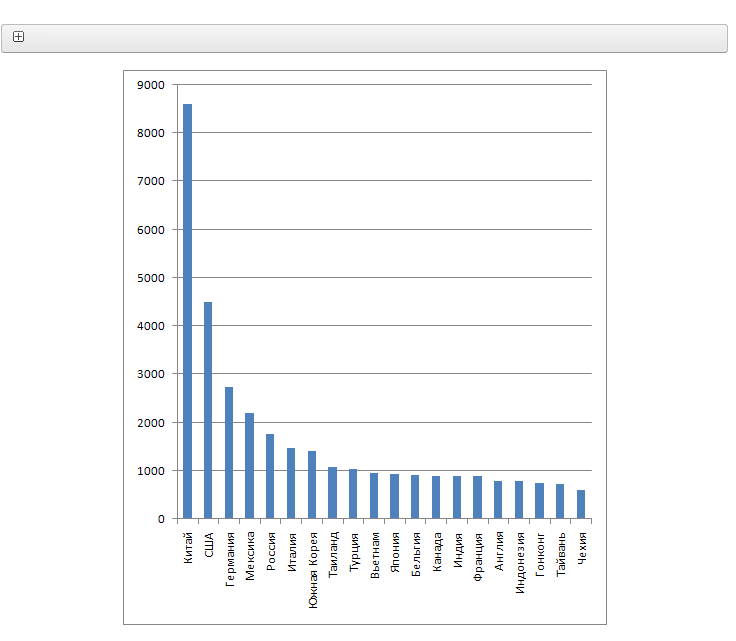
 Китай уже десять лет является крупнейшим в мире потребителем станков. Однако еще в 2002 году Китай подпитывал этот ненасытный аппетит машинами из-за рубежа — более половины потребления подпитывалось импортным оборудованием.
Китай уже десять лет является крупнейшим в мире потребителем станков. Однако еще в 2002 году Китай подпитывал этот ненасытный аппетит машинами из-за рубежа — более половины потребления подпитывалось импортным оборудованием. В большинстве стран ситуация была еще более драматичной, учитывая, что производство в Китае вообще не упало, что смягчило падение статистики. Теперь, когда в 2011 году глобальные поставки составили 92,7 миллиарда долларов, кажется, что депрессия ушла в прошлое.
В большинстве стран ситуация была еще более драматичной, учитывая, что производство в Китае вообще не упало, что смягчило падение статистики. Теперь, когда в 2011 году глобальные поставки составили 92,7 миллиарда долларов, кажется, что депрессия ушла в прошлое.
 Сыктывкар (производство поддонов) Optima-UPM2
Сыктывкар (производство поддонов) Optima-UPM2 Optima WBP 75×75
Optima WBP 75×75 Иркутская область (производство деревянной тары) PalletsLine, Optima CT500M, Optima KL600
Иркутская область (производство деревянной тары) PalletsLine, Optima CT500M, Optima KL600
 Предприятие в Рязанской области повысило выход готовой продукции и производительность за счет внедрения в производственную линию данного станка.
Предприятие в Рязанской области повысило выход готовой продукции и производительность за счет внедрения в производственную линию данного станка. 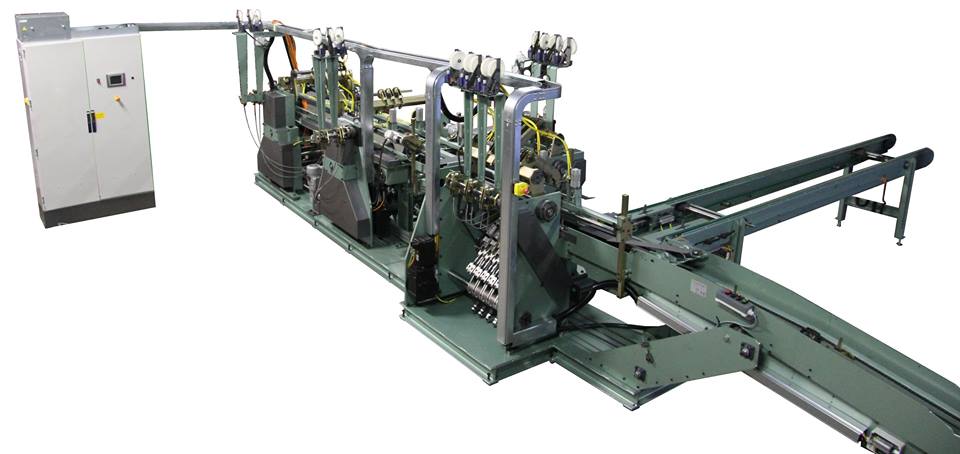 , станок углообрезной Optima — UPM2 — 2 шт.
, станок углообрезной Optima — UPM2 — 2 шт. 
 Поскольку толщина ствола уменьшается к макушке, то и горбыль имеет толстый и тонкий конец. В зависимости от вида распиловки образуется разное количество горбылей. При пилении в развал мы получим два горбыля, при пилении методом брусовки — четыре. Горбыль — это примерно 10% от пиловочного сырья.
Поскольку толщина ствола уменьшается к макушке, то и горбыль имеет толстый и тонкий конец. В зависимости от вида распиловки образуется разное количество горбылей. При пилении в развал мы получим два горбыля, при пилении методом брусовки — четыре. Горбыль — это примерно 10% от пиловочного сырья. Наш предприниматель своевременно смекнул, что на утилизации горбыля можно сделать прибыльный бизнес. Так, владельцы ряда предприятий готовы были отдать горбыль бесплатно при условии самовывоза. Он приобрел в кредит специальный станок для обработки горбыля и грузовой автомобиль. Арендовав производственное помещение, он наладил промышленное производство тарной доски.
Наш предприниматель своевременно смекнул, что на утилизации горбыля можно сделать прибыльный бизнес. Так, владельцы ряда предприятий готовы были отдать горбыль бесплатно при условии самовывоза. Он приобрел в кредит специальный станок для обработки горбыля и грузовой автомобиль. Арендовав производственное помещение, он наладил промышленное производство тарной доски. Две вертикально расположенные пилы формируют боковые поверхности заготовки. Чуть позади располагается третья пила. Она расположена горизонтально и «снимает» верхнюю часть заготовки. Так как вертикальные пилы расположены в паре, то усилие подачи в данном месте должно быть максимальным. Третья пила начинает процесс резания сразу после того, как вертикальные пилы заканчивают работу. Ввиду этого станки данного назначения имеют большую длину.
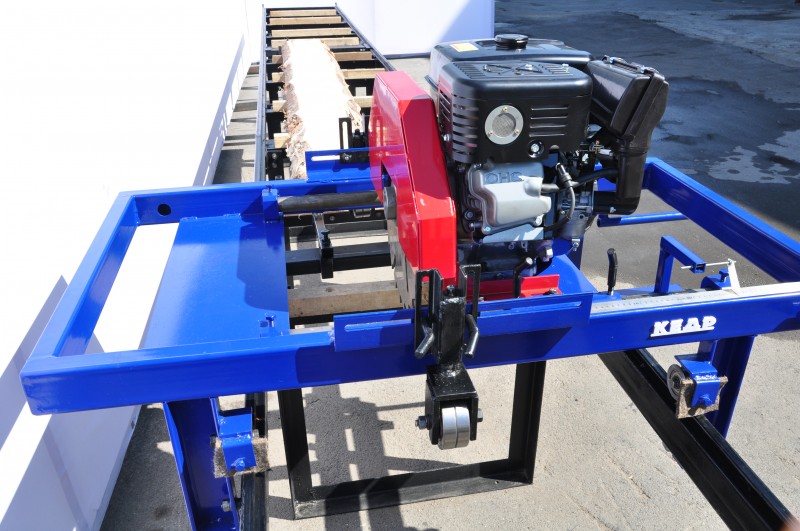
Две вертикально расположенные пилы формируют боковые поверхности заготовки. Чуть позади располагается третья пила. Она расположена горизонтально и «снимает» верхнюю часть заготовки. Так как вертикальные пилы расположены в паре, то усилие подачи в данном месте должно быть максимальным. Третья пила начинает процесс резания сразу после того, как вертикальные пилы заканчивают работу. Ввиду этого станки данного назначения имеют большую длину. В процессе проектирования станка электродвигатель выбирают с запасом — он необходим для обеспечения безотказности работы станка в тяжелых условиях эксплуатации (обработка сучка, уплотнения в древесине, тупой инструмент). Стараясь снизить конечныеэнергозатраты, производители оптимизируют возникающие нагрузки. Если есть возможность кардинально снизить силы резания, то этим обязательно пользуются. Повышение энергозатрат приводит к повышению конечной стоимости продукции.
В процессе проектирования станка электродвигатель выбирают с запасом — он необходим для обеспечения безотказности работы станка в тяжелых условиях эксплуатации (обработка сучка, уплотнения в древесине, тупой инструмент). Стараясь снизить конечныеэнергозатраты, производители оптимизируют возникающие нагрузки. Если есть возможность кардинально снизить силы резания, то этим обязательно пользуются. Повышение энергозатрат приводит к повышению конечной стоимости продукции. На данном этапе происходит формирование в длины частиц. Данный вид обработки является самым распространенным и самым энергозатратным. На этом этапе древесина рвется поперек волокон (в направлении максимальной прочности древесины). На выходе получается технологическая щепа. Ее длина и ширина составляют около 25 мм при толщине около 4 мм.
На данном этапе происходит формирование в длины частиц. Данный вид обработки является самым распространенным и самым энергозатратным. На этом этапе древесина рвется поперек волокон (в направлении максимальной прочности древесины). На выходе получается технологическая щепа. Ее длина и ширина составляют около 25 мм при толщине около 4 мм.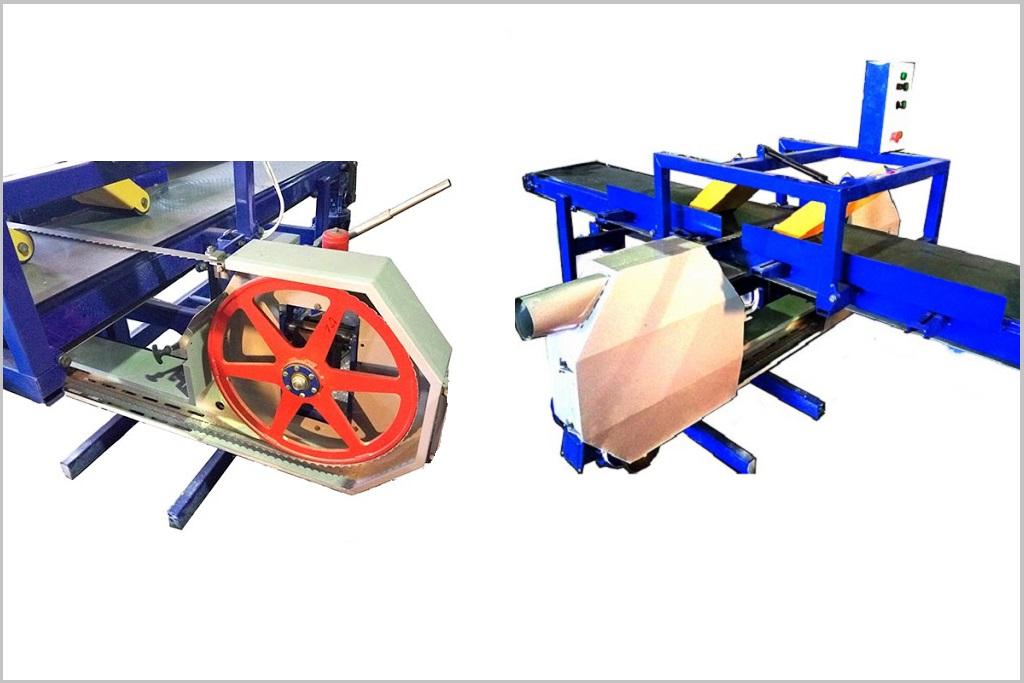 Именно на нем монтируются загрузочный патрон и патрубок. Первый применяется для подачи сырья, а второй для выброса щепы. В патроне крепятся сменные опорные пластины, которые называются контрножами. В процессе резания древесины контрножи служат опорой для лесоматериала. При вращении диска каждый нож отрубает от него слой древесины, который распадается на щепу. Для отвода щепы в диске вдоль режущей кромки ножей выполнены сквозные подножевые окна. Через них щепа проходит на приводную сторону диска. Подножевые окна делаются с расширением в направлении движения срезанной древесины. Далее щепа лопастями выбрасывается из машины через выносной патрубок.
Именно на нем монтируются загрузочный патрон и патрубок. Первый применяется для подачи сырья, а второй для выброса щепы. В патроне крепятся сменные опорные пластины, которые называются контрножами. В процессе резания древесины контрножи служат опорой для лесоматериала. При вращении диска каждый нож отрубает от него слой древесины, который распадается на щепу. Для отвода щепы в диске вдоль режущей кромки ножей выполнены сквозные подножевые окна. Через них щепа проходит на приводную сторону диска. Подножевые окна делаются с расширением в направлении движения срезанной древесины. Далее щепа лопастями выбрасывается из машины через выносной патрубок. При измельчении веток и сучков барабанные машины показывают более высокую производительность. Это достигается за счет увеличенного сечения приемного окна загрузочного патрона. В машинах подобного типа могут быть измельчены широкоформатные отходы плитных производств.
При измельчении веток и сучков барабанные машины показывают более высокую производительность. Это достигается за счет увеличенного сечения приемного окна загрузочного патрона. В машинах подобного типа могут быть измельчены широкоформатные отходы плитных производств.
 Таким образом, полученная в барабанных машинах щепа, кроме стандартного использования, может находить применение в качестве микрощепы для коптилен или исходного материала в пеллетном производстве, а также как макрощепа для изготовления длинной узкой стружки, применяемой в производстве плит ОСП.
Таким образом, полученная в барабанных машинах щепа, кроме стандартного использования, может находить применение в качестве микрощепы для коптилен или исходного материала в пеллетном производстве, а также как макрощепа для изготовления длинной узкой стружки, применяемой в производстве плит ОСП. Такая щепа имеет большое распространение в качестве топлива. Если с помощью данного устройства перемалывать горбыли, то получится щепа очень низкого качества. Она также будет пригодна лишь для сжигания. Однако ее можно будет дорубить в машинах другого типа.
Такая щепа имеет большое распространение в качестве топлива. Если с помощью данного устройства перемалывать горбыли, то получится щепа очень низкого качества. Она также будет пригодна лишь для сжигания. Однако ее можно будет дорубить в машинах другого типа. Захват материала может также осуществляться приводными вальцами, равномерно подающими древесину к ротору измельчителя. Конструкция подающего механизма в этом случае аналогична механизмам подачи барабанных рубительных машин.
Захват материала может также осуществляться приводными вальцами, равномерно подающими древесину к ротору измельчителя. Конструкция подающего механизма в этом случае аналогична механизмам подачи барабанных рубительных машин.
 Производство упаковочных материалов с низким базовым весом и в то же время с сохранением высоких прочностных характеристик всегда является сложной задачей для производителей картона. Вместе с экспертами Valmet и правильными решениями вы сможете справиться с этой задачей. Как заявляют наши клиенты, Valmet может предоставить решения, позволяющие производить легкую бумагу с высокой скоростью и особенно с очень хорошей стабильностью. Мы можем предоставить производственные линии, отличающиеся хорошей производительностью, стабильностью и управляемостью в сочетании с низкими эксплуатационными расходами.
Производство упаковочных материалов с низким базовым весом и в то же время с сохранением высоких прочностных характеристик всегда является сложной задачей для производителей картона. Вместе с экспертами Valmet и правильными решениями вы сможете справиться с этой задачей. Как заявляют наши клиенты, Valmet может предоставить решения, позволяющие производить легкую бумагу с высокой скоростью и особенно с очень хорошей стабильностью. Мы можем предоставить производственные линии, отличающиеся хорошей производительностью, стабильностью и управляемостью в сочетании с низкими эксплуатационными расходами. Наши клиенты используют энергосберегающие производственные линии мирового класса, использующие последние инновации рынка для производства легкого, но прочного тарного картона.
Наши клиенты используют энергосберегающие производственные линии мирового класса, использующие последние инновации рынка для производства легкого, но прочного тарного картона.


 KOLBUS предоставляет производителям коробок, дистрибьюторам и конечным пользователям предприятий любого размера полный контроль над вашей упаковкой. Быстрая установка и Простота в эксплуатации При минимальном обучении наши машины способны производить более 100 типов коробок , как стандартных, так и нестандартных.
KOLBUS предоставляет производителям коробок, дистрибьюторам и конечным пользователям предприятий любого размера полный контроль над вашей упаковкой. Быстрая установка и Простота в эксплуатации При минимальном обучении наши машины способны производить более 100 типов коробок , как стандартных, так и нестандартных. ..
..

 Лепка из пластика. Уроки лепки из пластика. Мастер-класс по созданию поделки из пластика.
Лепка из пластика. Уроки лепки из пластика. Мастер-класс по созданию поделки из пластика.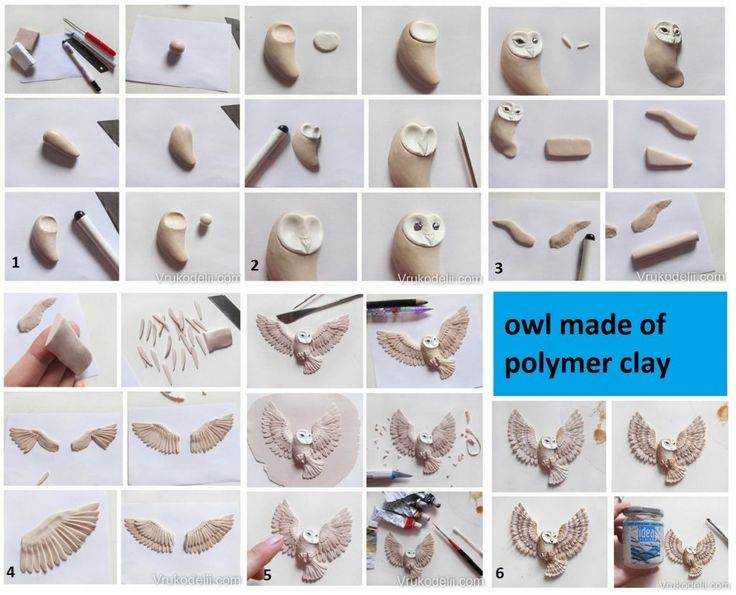 Если вы нарушаете целостность упаковки, пластик начинает застывать. Соответственно, прежде чем вскрыть упаковку вам необходимо представлять себе, что именно вы хотите создать. Несмотря на то, что «брусочек» пластика выглядит не таким уж и большим, в процессе работы оказывается, что все идеи уже исчерпаны, глаза болят, руки устали, а пластика еще очень и очень много. Есть несколько путей решения этой проблемы. Лучший вариант — высвободить много времени, запланировать достаточно крупный предмет (или несколько предметов) или же творить не в одиночку и под хорошую музыку. На крайний случай есть возможность оставить пластик в воде (как оставляют глину), тогда он не застынет. Однако пластик все же не глина, долго лежать в воде он не может, начиная растворяться в воде. Максимум через два дня необходимо снова приступить к работе, предварительно отжав воду из пластика тряпкой.
Если вы нарушаете целостность упаковки, пластик начинает застывать. Соответственно, прежде чем вскрыть упаковку вам необходимо представлять себе, что именно вы хотите создать. Несмотря на то, что «брусочек» пластика выглядит не таким уж и большим, в процессе работы оказывается, что все идеи уже исчерпаны, глаза болят, руки устали, а пластика еще очень и очень много. Есть несколько путей решения этой проблемы. Лучший вариант — высвободить много времени, запланировать достаточно крупный предмет (или несколько предметов) или же творить не в одиночку и под хорошую музыку. На крайний случай есть возможность оставить пластик в воде (как оставляют глину), тогда он не застынет. Однако пластик все же не глина, долго лежать в воде он не может, начиная растворяться в воде. Максимум через два дня необходимо снова приступить к работе, предварительно отжав воду из пластика тряпкой.

 Отрезаем от большого бруска пластика ножом кусочек примерно такого же размера.
Отрезаем от большого бруска пластика ножом кусочек примерно такого же размера. Это можно сделать как в реалистичной манере, так и изобразив на коте что-то необычное, в том числе и надписи.
Это можно сделать как в реалистичной манере, так и изобразив на коте что-то необычное, в том числе и надписи. Самый простой повседневный пример такого типа фигурки – резиновая уточка. Фигурки из мягкого винила обычно имеют довольно простые детали, они производятся методом ротационного литья. Ротокастные фигурки изготавливаются путем помещения небольшого количества пластика в стальную форму, а затем очень быстрого вращения, так что центробежная сила вдавливает пластик в детали на стенках формы, но оставляет середину формы свободной, в результате чего получается полая фигура. . Ротолитье дешевле, чем другие методы литья пластмасс (например, литье под давлением), потому что при этом используется меньше пластика, поскольку фигурки полые, это также делает фигуры более легкими и снижает затраты на их транспортировку. Этот недорогой метод производства игрушек идеально подходит для людей, которые хотят производить небольшие партии игрушек по доступным ценам.
Самый простой повседневный пример такого типа фигурки – резиновая уточка. Фигурки из мягкого винила обычно имеют довольно простые детали, они производятся методом ротационного литья. Ротокастные фигурки изготавливаются путем помещения небольшого количества пластика в стальную форму, а затем очень быстрого вращения, так что центробежная сила вдавливает пластик в детали на стенках формы, но оставляет середину формы свободной, в результате чего получается полая фигура. . Ротолитье дешевле, чем другие методы литья пластмасс (например, литье под давлением), потому что при этом используется меньше пластика, поскольку фигурки полые, это также делает фигуры более легкими и снижает затраты на их транспортировку. Этот недорогой метод производства игрушек идеально подходит для людей, которые хотят производить небольшие партии игрушек по доступным ценам. Вы можете вылепить свою фигурку из полимерной глины, раскрасить ее именно так, как вы хотите, чтобы готовая фигурка выглядела, а затем отправить ее на фабрику игрушек в Китае. Они сделают форму для ротокастинга из вашей скульптуры, отльют ее из винила, а затем раскрасят точно так же, как ту, которую вы им прислали. После того, как они сделали форму, они могут изготовить столько ваших игрушек, сколько вы пожелаете.
Вы можете вылепить свою фигурку из полимерной глины, раскрасить ее именно так, как вы хотите, чтобы готовая фигурка выглядела, а затем отправить ее на фабрику игрушек в Китае. Они сделают форму для ротокастинга из вашей скульптуры, отльют ее из винила, а затем раскрасят точно так же, как ту, которую вы им прислали. После того, как они сделали форму, они могут изготовить столько ваших игрушек, сколько вы пожелаете. Самые низкие затраты на производство фигурок из мягкого винила аналогичны стоимости самостоятельного выпуска ограниченного компакт-диска, что панк-группы делали годами. Именно так и появился FiGUREPUNK, идея выпуска самых дешевых фигурок из мягкого винила, которые имеют интересный дизайн и ограничены несколькими сотнями, а не являются предметами массового рынка. Сложнее всего при создании FiGUREPUNK было найти фабрику по производству фигурок, а затем накопить деньги, чтобы заплатить за производство.
Самые низкие затраты на производство фигурок из мягкого винила аналогичны стоимости самостоятельного выпуска ограниченного компакт-диска, что панк-группы делали годами. Именно так и появился FiGUREPUNK, идея выпуска самых дешевых фигурок из мягкого винила, которые имеют интересный дизайн и ограничены несколькими сотнями, а не являются предметами массового рынка. Сложнее всего при создании FiGUREPUNK было найти фабрику по производству фигурок, а затем накопить деньги, чтобы заплатить за производство. Так что забудьте об этом, вы будете лепить фигуру самостоятельно. Вы будете работать с самым дешевым, простым и доступным материалом для лепки: полимерной глиной. Есть два основных бренда: Sculpey и Fimo. В большинстве художественных магазинов есть тот или иной вариант. Как правило, Fimo легче достать, но со Sculpey точно так же можно работать. Теперь идите в местный художественный магазин и купите немного полимерной глины. Получите несколько блоков, так как у вас, вероятно, будет довольно много попыток, прежде чем вы сделаете то, что вам нравится. Вам также необходимо купить инструменты для моделирования: приобретите набор стоматологических инструментов, как показано на рис. 1.
Так что забудьте об этом, вы будете лепить фигуру самостоятельно. Вы будете работать с самым дешевым, простым и доступным материалом для лепки: полимерной глиной. Есть два основных бренда: Sculpey и Fimo. В большинстве художественных магазинов есть тот или иной вариант. Как правило, Fimo легче достать, но со Sculpey точно так же можно работать. Теперь идите в местный художественный магазин и купите немного полимерной глины. Получите несколько блоков, так как у вас, вероятно, будет довольно много попыток, прежде чем вы сделаете то, что вам нравится. Вам также необходимо купить инструменты для моделирования: приобретите набор стоматологических инструментов, как показано на рис. 1.
 Как сказал Йозеф Бойс: «Все художники», так что у вас все будет хорошо. Лучший способ начать — просто взять кусок глины и попытаться сделать из него что-нибудь. Вы можете сначала сделать набросок, если вам не хватает идей, но лучше всего просто начать. Вы будете поражены тем, что вы можете придумать. Прелесть такой творческой деятельности в том, что здесь нет правил. Да, есть несколько техник, которые разные скульпторы используют для создания определенных эффектов, но с большим количеством практики вы также разработаете свои собственные техники и стиль.
Как сказал Йозеф Бойс: «Все художники», так что у вас все будет хорошо. Лучший способ начать — просто взять кусок глины и попытаться сделать из него что-нибудь. Вы можете сначала сделать набросок, если вам не хватает идей, но лучше всего просто начать. Вы будете поражены тем, что вы можете придумать. Прелесть такой творческой деятельности в том, что здесь нет правил. Да, есть несколько техник, которые разные скульпторы используют для создания определенных эффектов, но с большим количеством практики вы также разработаете свои собственные техники и стиль.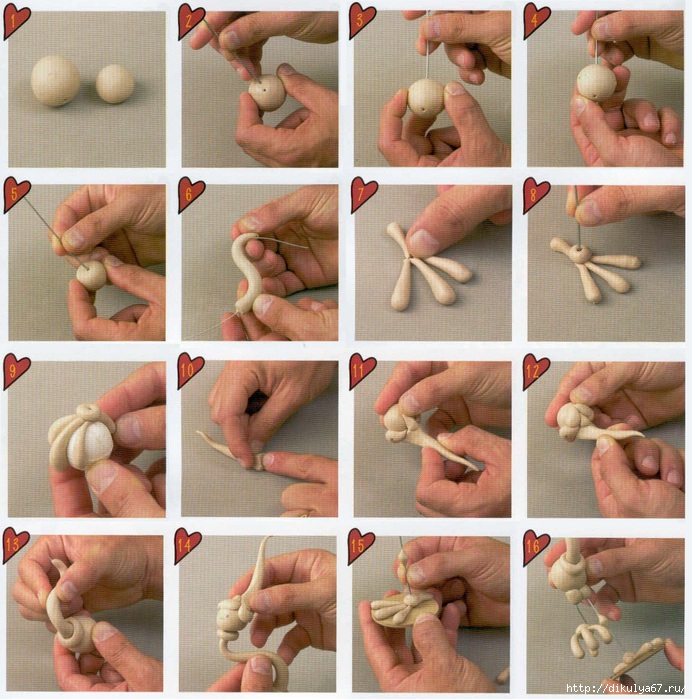 На рисунках 2–6 показано несколько фотографий Машбоя, когда он был еще просто скульптурой из полимерной глины.
На рисунках 2–6 показано несколько фотографий Машбоя, когда он был еще просто скульптурой из полимерной глины.
 ebigchina.com.
ebigchina.com. Вы должны знать, что из-за процесса обработки размер конечной игрушки будет на 5% меньше размера вашего прототипа; из-за этого ваш прототип должен быть на 5% больше, чем ваша игрушка.
Вы должны знать, что из-за процесса обработки размер конечной игрушки будет на 5% меньше размера вашего прототипа; из-за этого ваш прототип должен быть на 5% больше, чем ваша игрушка. Хорошая фабрика всегда ответит на ваши вопросы и расскажет о каждом доступном варианте.
Хорошая фабрика всегда ответит на ваши вопросы и расскажет о каждом доступном варианте. Это во многом связано с типом пластика, из которого сделана фигурка, и условиями, в которых она хранилась или транспортировалась.
Это во многом связано с типом пластика, из которого сделана фигурка, и условиями, в которых она хранилась или транспортировалась.

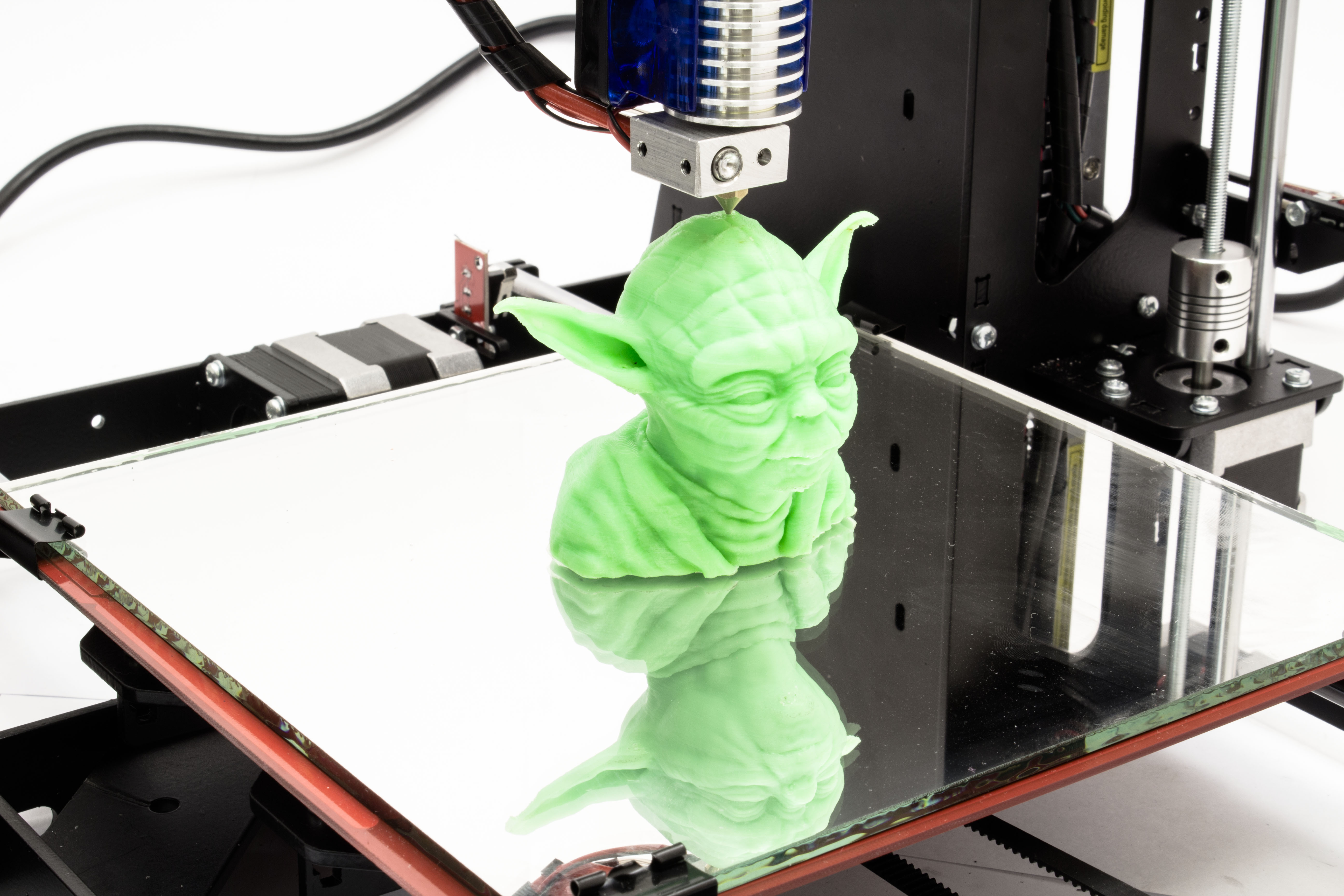
 Самая важная особенность 3D принтера, которую следует учитывать, — это уровень детализации, который он сможет воспроизвести. Этот критерий формируется на основании следующих параметров:
Самая важная особенность 3D принтера, которую следует учитывать, — это уровень детализации, который он сможет воспроизвести. Этот критерий формируется на основании следующих параметров: Чтобы получить хорошую поверхность, после 3D печати следует произвести ее постобработку. Если вы используете АБС пластик, вы можете отшлифовать миниатюру и отпарить ее в ацетоне, чтобы получить гладкую поверхность. Также стоит обратить внимание на PETG пластики, которые завоевывают все больше внимания и позитивных отзывов пользователей.
Чтобы получить хорошую поверхность, после 3D печати следует произвести ее постобработку. Если вы используете АБС пластик, вы можете отшлифовать миниатюру и отпарить ее в ацетоне, чтобы получить гладкую поверхность. Также стоит обратить внимание на PETG пластики, которые завоевывают все больше внимания и позитивных отзывов пользователей. Но тут есть важный момент в выборе. Лучше выбирать качественную 3D печать, чем крупную. Вы всегда можете разделить более крупные модели для печати, а затем соединить их вместе используя тот же клей. Результат будет гораздо лучше чем менее качественная 3D печать на 3D принтере с больших рабочим пространством.
Но тут есть важный момент в выборе. Лучше выбирать качественную 3D печать, чем крупную. Вы всегда можете разделить более крупные модели для печати, а затем соединить их вместе используя тот же клей. Результат будет гораздо лучше чем менее качественная 3D печать на 3D принтере с больших рабочим пространством.

 Если вы планируете в дальнейшем покрасить изготовленную модель, то эта фича вам не особо нужна, но в целом она дает гораздо больше возможностей чем стандартные аналоги с одним экструдером.
Если вы планируете в дальнейшем покрасить изготовленную модель, то эта фича вам не особо нужна, но в целом она дает гораздо больше возможностей чем стандартные аналоги с одним экструдером.


 Казалось бы, копирование человеческого образа навсегда останется за гранью возможностей рядовых людей. Но, тем не менее, время неумолимо движется вперёд сметая ограничения и предоставляя возможности.
Казалось бы, копирование человеческого образа навсегда останется за гранью возможностей рядовых людей. Но, тем не менее, время неумолимо движется вперёд сметая ограничения и предоставляя возможности. Более того, в мире назревает настоящий бум популярности трехмерной печати, которая вскоре создаст весомую альтернативу фотопечати и видеохронике. И дело здесь не только в частных амбициях и забаве!
Более того, в мире назревает настоящий бум популярности трехмерной печати, которая вскоре создаст весомую альтернативу фотопечати и видеохронике. И дело здесь не только в частных амбициях и забаве! 3д печать фигурки младенца построенная благодаря инновациям, позволит ещё до его появления на свет познакомиться с ним визуально;
3д печать фигурки младенца построенная благодаря инновациям, позволит ещё до его появления на свет познакомиться с ним визуально;

 С помощью технологии можно изготовить:
С помощью технологии можно изготовить:
 И пусть спонтанная фотосессия предоставит меньше информации об образе, чем сканирование, результат все равно будет узнаваем.
И пусть спонтанная фотосессия предоставит меньше информации об образе, чем сканирование, результат все равно будет узнаваем.
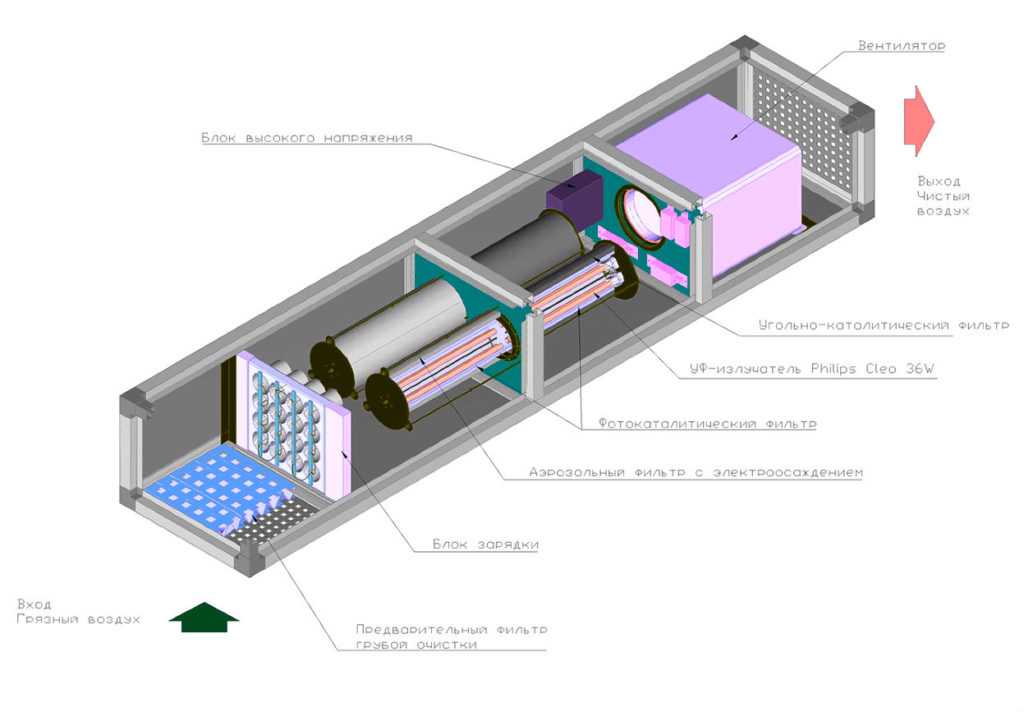
 Простая, надежная и производительная конструкция, не рассчитанная, впрочем, на нейтрализацию частиц особо мелкой дисперсности. Отлично проявляет себя в качестве первой ступени («грубой») пылеочистки.
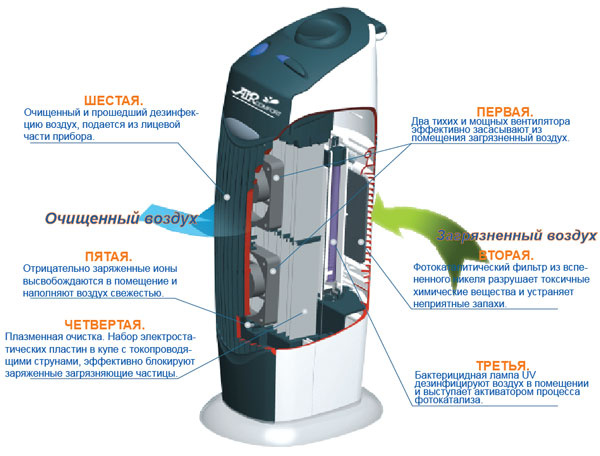
Простая, надежная и производительная конструкция, не рассчитанная, впрочем, на нейтрализацию частиц особо мелкой дисперсности. Отлично проявляет себя в качестве первой ступени («грубой») пылеочистки. Известно, что все микроскопические частицы, циркулирующие в воздухе или газе, имеют положительный заряд, поэтому, подав отрицательный потенциал на пластины электрического осадителя, можно осуществить электромагнитный захват дисперсного вещества. Недостатки данной конструкции заключаются в необходимости частой очистки пластин и их относительно быстрой «забивке» частичками выбросов. Иногда эта проблема решается установкой специальных «встряхивателей», но это приводит к удорожанию и снижению надежности прибора.
Известно, что все микроскопические частицы, циркулирующие в воздухе или газе, имеют положительный заряд, поэтому, подав отрицательный потенциал на пластины электрического осадителя, можно осуществить электромагнитный захват дисперсного вещества. Недостатки данной конструкции заключаются в необходимости частой очистки пластин и их относительно быстрой «забивке» частичками выбросов. Иногда эта проблема решается установкой специальных «встряхивателей», но это приводит к удорожанию и снижению надежности прибора. Биоабсорбер представляет собой камеру с тонким внутренним климатом, которая заселена определенными микроорганизмами. Строго определенные бактерии, грибы или простейшие «поедают» подающуюся в них органическую (редко – синтетическую) пылевую смесь строго определенного состава, а на выходе выдают, как правило, элементарную органику и газы: водород, кислород, азотистые соединения, воду, уксусную кислоту, и т. д.
Биоабсорбер представляет собой камеру с тонким внутренним климатом, которая заселена определенными микроорганизмами. Строго определенные бактерии, грибы или простейшие «поедают» подающуюся в них органическую (редко – синтетическую) пылевую смесь строго определенного состава, а на выходе выдают, как правило, элементарную органику и газы: водород, кислород, азотистые соединения, воду, уксусную кислоту, и т. д. Межфазный слой (жидкость-газ) образуется на т.н. насадках – телах высокой удельной площади, уложенных на колосковых решетках ярусов пенного пылеуловителя, которые орошаются форсуночными блоками. Помимо прочего, происходит значительное охлаждение потока.
Межфазный слой (жидкость-газ) образуется на т.н. насадках – телах высокой удельной площади, уложенных на колосковых решетках ярусов пенного пылеуловителя, которые орошаются форсуночными блоками. Помимо прочего, происходит значительное охлаждение потока.
 Мы свяжемся с Вами в этот же день.
Мы свяжемся с Вами в этот же день.

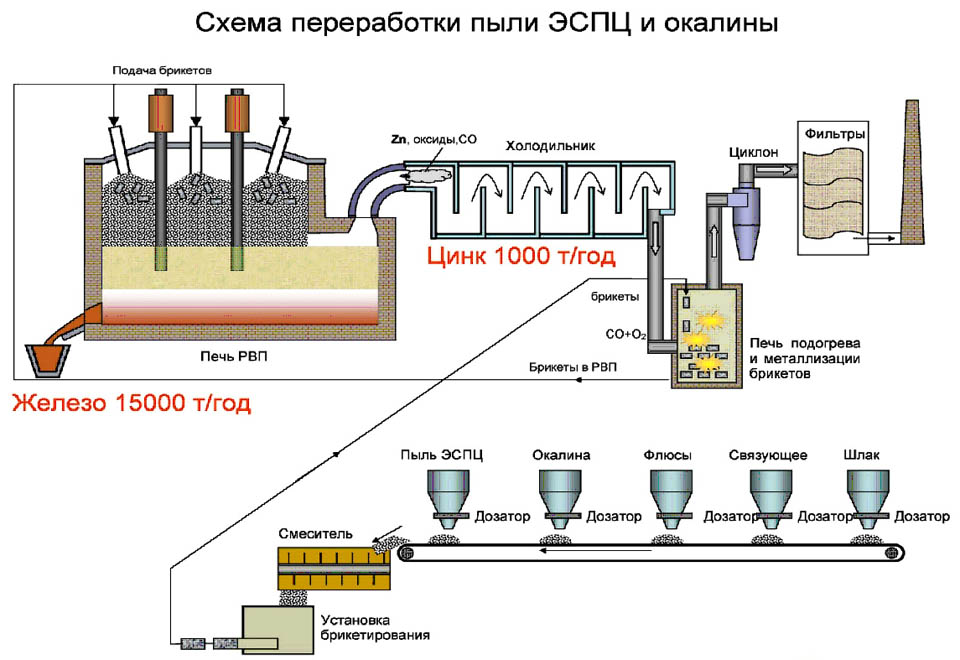
 В частности, во время плавки, при обжиге руд и при других металлургических процессах происходит испарение летучих металлов и их соединений с последующей конденсацией и образованием дыма. В результате содержащаяся в отходящих газах тонкая пыль нередко обогащается этими металлами настолько, что становится выгодным их извлечение.
В частности, во время плавки, при обжиге руд и при других металлургических процессах происходит испарение летучих металлов и их соединений с последующей конденсацией и образованием дыма. В результате содержащаяся в отходящих газах тонкая пыль нередко обогащается этими металлами настолько, что становится выгодным их извлечение.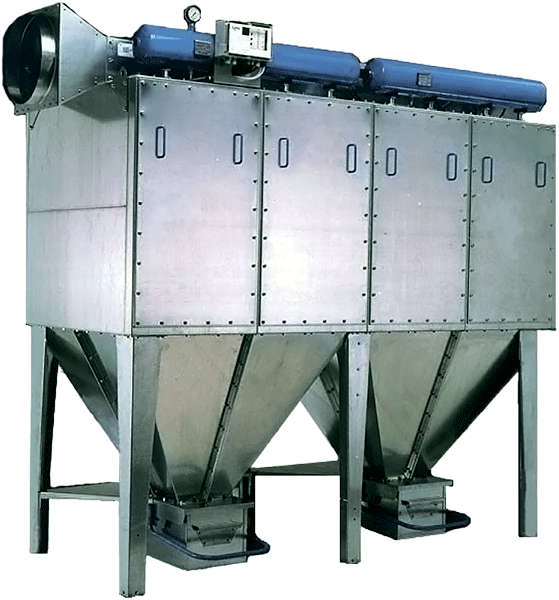

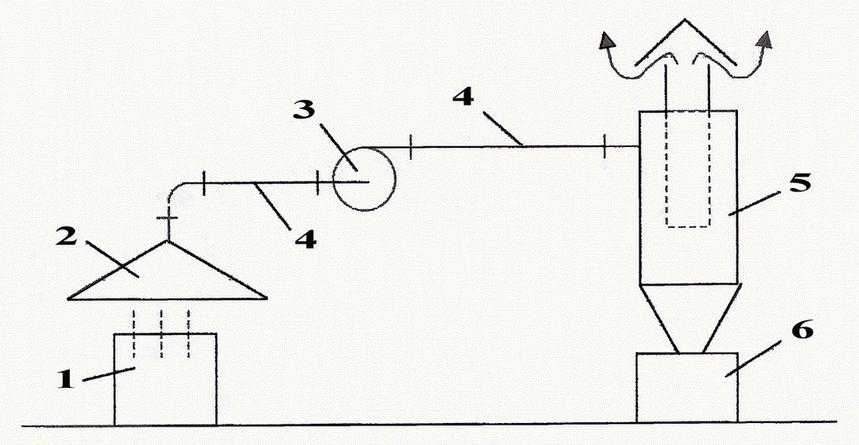



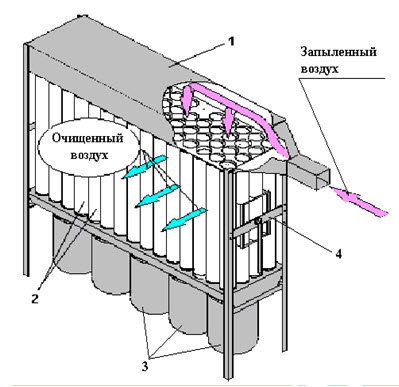
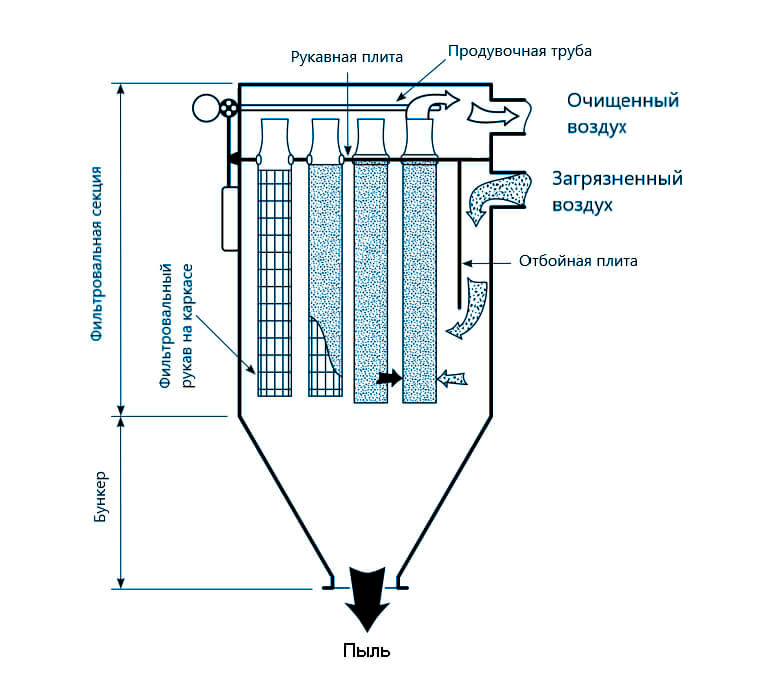
 Пыль или зола, собранная в бункере, утилизируется или возвращается в производственный цикл.
Пыль или зола, собранная в бункере, утилизируется или возвращается в производственный цикл.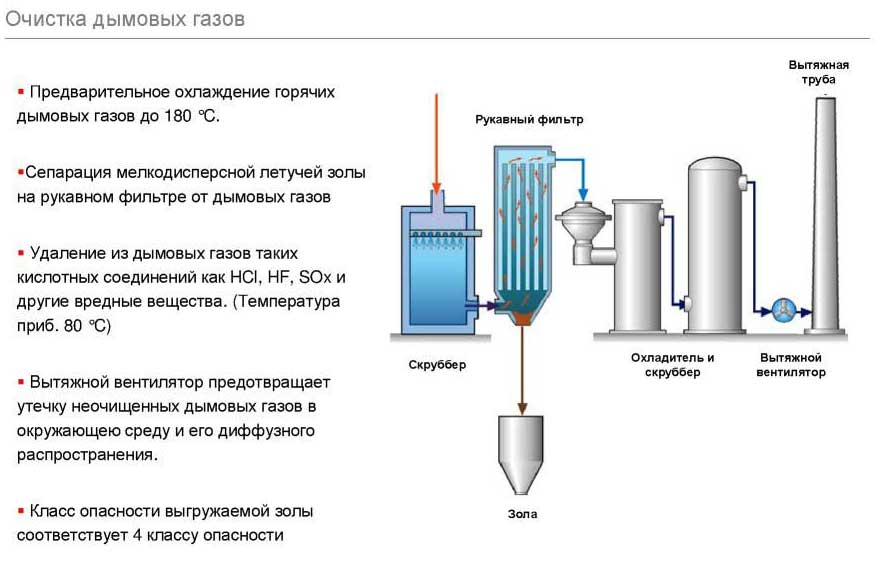
 Очищенный воздух выводится через выходной патрубок в зависимости от дальнейших целей.
Очищенный воздух выводится через выходной патрубок в зависимости от дальнейших целей. Обычно изготавливается из стали, может иметь дополнительную защиту от пожароопасных веществ.
Обычно изготавливается из стали, может иметь дополнительную защиту от пожароопасных веществ. Очищенный воздух проходит сквозь рукава в «чистую» камеру, откуда выводится обратно на производство или в атмосферу.
Очищенный воздух проходит сквозь рукава в «чистую» камеру, откуда выводится обратно на производство или в атмосферу.


 Промышленная пыль может содержать металлы и химические вещества , которые могут нанести вред при вдыхании или попадании на кожу. Кроме того, некоторые виды технологической пыли могут быть легковоспламеняющимися, что может вызвать взрыв на рабочем месте и пожар при неправильном обращении.
Промышленная пыль может содержать металлы и химические вещества , которые могут нанести вред при вдыхании или попадании на кожу. Кроме того, некоторые виды технологической пыли могут быть легковоспламеняющимися, что может вызвать взрыв на рабочем месте и пожар при неправильном обращении. Особые правила и положения обеспечивают безопасность сотрудников, работающих в производственных процессах, и их рабочей среды. Можно найти баланс между обеспечением высокого качества воздуха в помещении для сотрудников, экономией энергии и поддержанием рентабельности в производственной среде. Сборники пыли и дыма, , используемые для контроля загрязнения или восстановления продукта, могут воздействовать на все эти области.
Особые правила и положения обеспечивают безопасность сотрудников, работающих в производственных процессах, и их рабочей среды. Можно найти баланс между обеспечением высокого качества воздуха в помещении для сотрудников, экономией энергии и поддержанием рентабельности в производственной среде. Сборники пыли и дыма, , используемые для контроля загрязнения или восстановления продукта, могут воздействовать на все эти области. Они также уменьшают дискомфорт рабочих от аллергенов, обнаруженных в процессах, и защищают ценное оборудование от загрязнения.
Они также уменьшают дискомфорт рабочих от аллергенов, обнаруженных в процессах, и защищают ценное оборудование от загрязнения.
 (Если вам интересно, как избавиться от пылевых клещей, вот профессиональный совет: химчистка или стирка подушек — это полдела.) Впереди узнайте несколько простых советов о том, как содержать свой дом в чистоте, чтобы воздух был таким же чистым, удобно и максимально без пыли.
(Если вам интересно, как избавиться от пылевых клещей, вот профессиональный совет: химчистка или стирка подушек — это полдела.) Впереди узнайте несколько простых советов о том, как содержать свой дом в чистоте, чтобы воздух был таким же чистым, удобно и максимально без пыли. В качестве бонуса вы и ваши питомцы тоже почувствуете себя лучше. Закрывание кошачьего туалета также поможет задержать пыль.
В качестве бонуса вы и ваши питомцы тоже почувствуете себя лучше. Закрывание кошачьего туалета также поможет задержать пыль.
 . Выбивалки для ковров, которые обычно изготавливаются из ротанга, проволоки или пластика, отлично удаляют пыль и, как правило, удаляют пыль лучше, чем пылесос.
. Выбивалки для ковров, которые обычно изготавливаются из ротанга, проволоки или пластика, отлично удаляют пыль и, как правило, удаляют пыль лучше, чем пылесос.
 Тщательная уборка пылесосом раз в неделю или даже раз в день поможет избавиться от пыли. Многие новые стили без мешков снабжены встроенными фильтрами HEPA, которые улавливают еще более мелкие частицы грязи и помогают освежить воздух.
Тщательная уборка пылесосом раз в неделю или даже раз в день поможет избавиться от пыли. Многие новые стили без мешков снабжены встроенными фильтрами HEPA, которые улавливают еще более мелкие частицы грязи и помогают освежить воздух. Фильтры для печи — недорогое средство очистки воздуха и предотвращения разноса пыли по всему дому. На рынке существует множество типов печных фильтров, от недорогих гофрированных бумажных фильтров до многоразовых электростатических (узнайте о наших фаворитах в нашем тщательно проработанном руководстве по лучшим заменам печных фильтров).
Фильтры для печи — недорогое средство очистки воздуха и предотвращения разноса пыли по всему дому. На рынке существует множество типов печных фильтров, от недорогих гофрированных бумажных фильтров до многоразовых электростатических (узнайте о наших фаворитах в нашем тщательно проработанном руководстве по лучшим заменам печных фильтров).
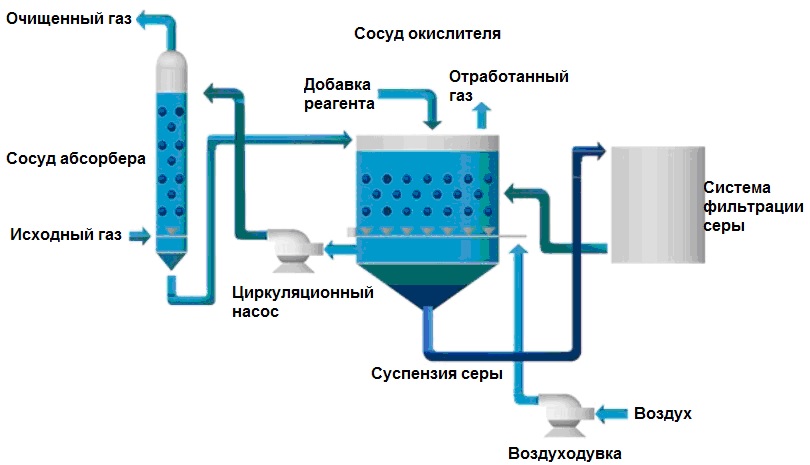
 В них можно хранить не только одежду, но и обувь. Есть варианты с секретной шухлядой, закрывающейся на ключ. Шкаф занимает много места, но он является универсальным.
В них можно хранить не только одежду, но и обувь. Есть варианты с секретной шухлядой, закрывающейся на ключ. Шкаф занимает много места, но он является универсальным.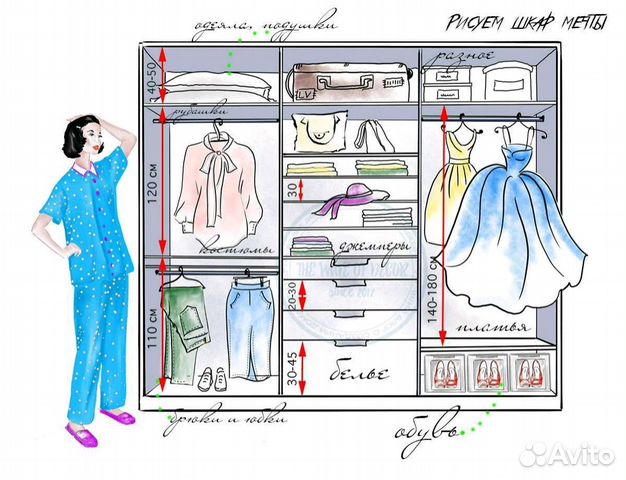 Во время ремонтных работ можно вынести его из комнаты. Небольшой минус в том, что он больших размеров и высоты, трудоемко вытирать пыль с верха.
Во время ремонтных работ можно вынести его из комнаты. Небольшой минус в том, что он больших размеров и высоты, трудоемко вытирать пыль с верха. Выбирая мебель для детей необходимо подходить к вопросу со всей ответственностью. Подобные модели выделяются ярким и веселым дизайном и небольшими размерами. Материал, из которого он сделан абсолютно экологичен.
Выбирая мебель для детей необходимо подходить к вопросу со всей ответственностью. Подобные модели выделяются ярким и веселым дизайном и небольшими размерами. Материал, из которого он сделан абсолютно экологичен.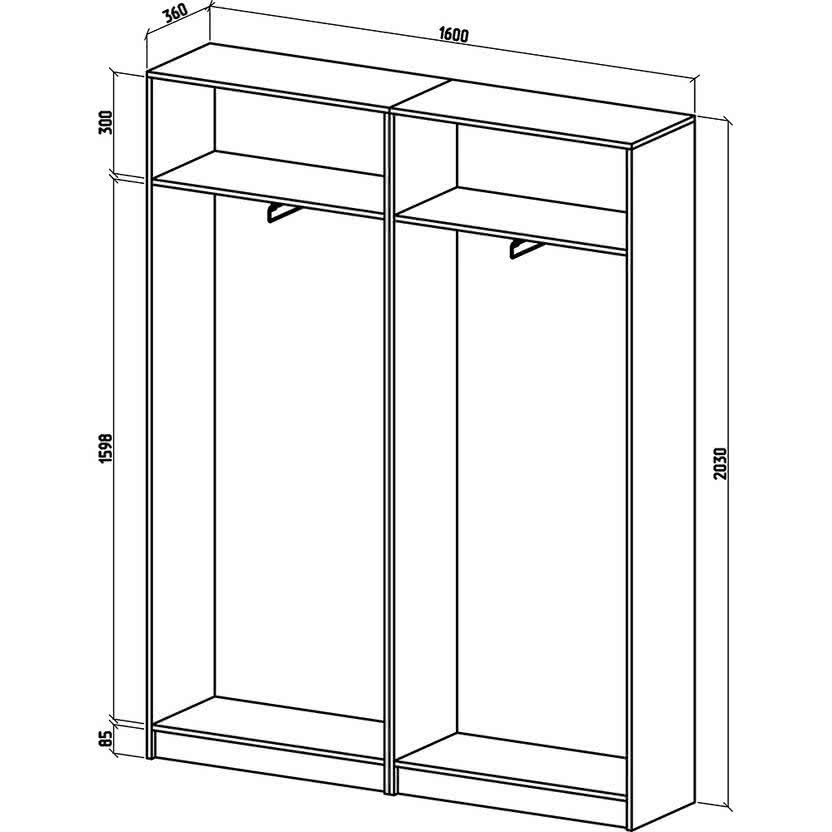 Купив открытую модель, будьте готовы постоянно протирать с нее пыль.
Купив открытую модель, будьте готовы постоянно протирать с нее пыль.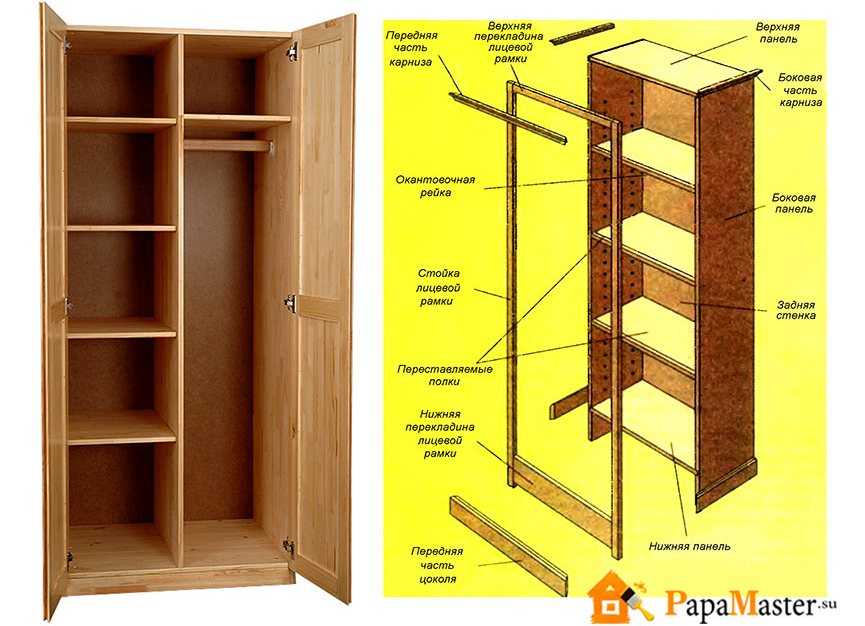 Плюс – они меньше пылятся;
Плюс – они меньше пылятся;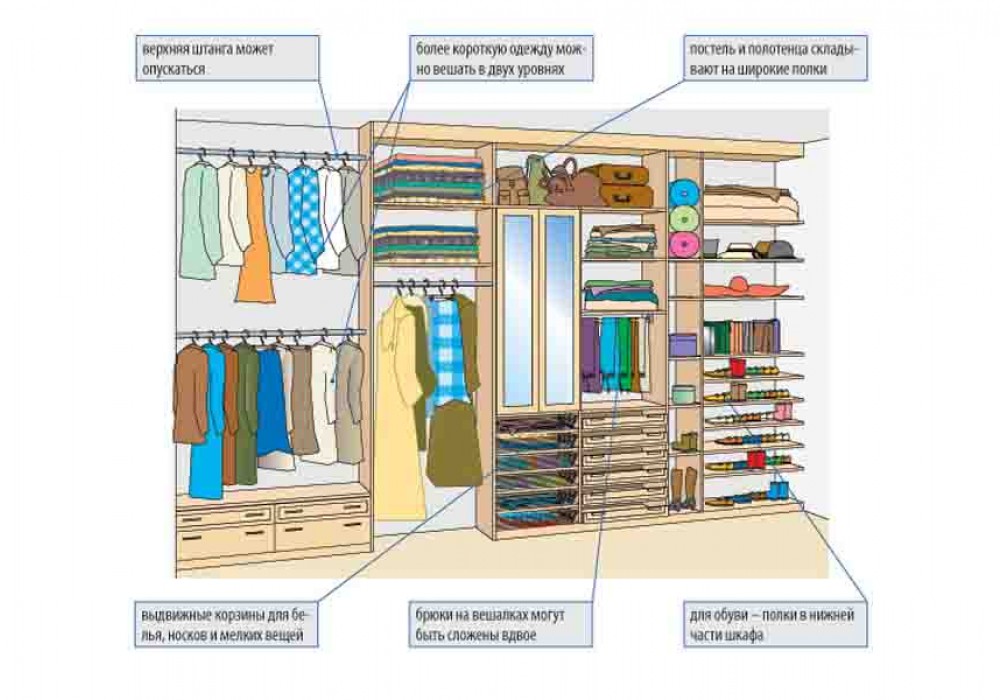 Такие модели достаточно вместительны и не занимают много места. В этом их огромный плюс.
Такие модели достаточно вместительны и не занимают много места. В этом их огромный плюс. Каждый вид дерева имеет свою особенность. Дуб, кедр, сосна считаются светлыми материалами, а вишня, орех и красное дерево темными.
Каждый вид дерева имеет свою особенность. Дуб, кедр, сосна считаются светлыми материалами, а вишня, орех и красное дерево темными.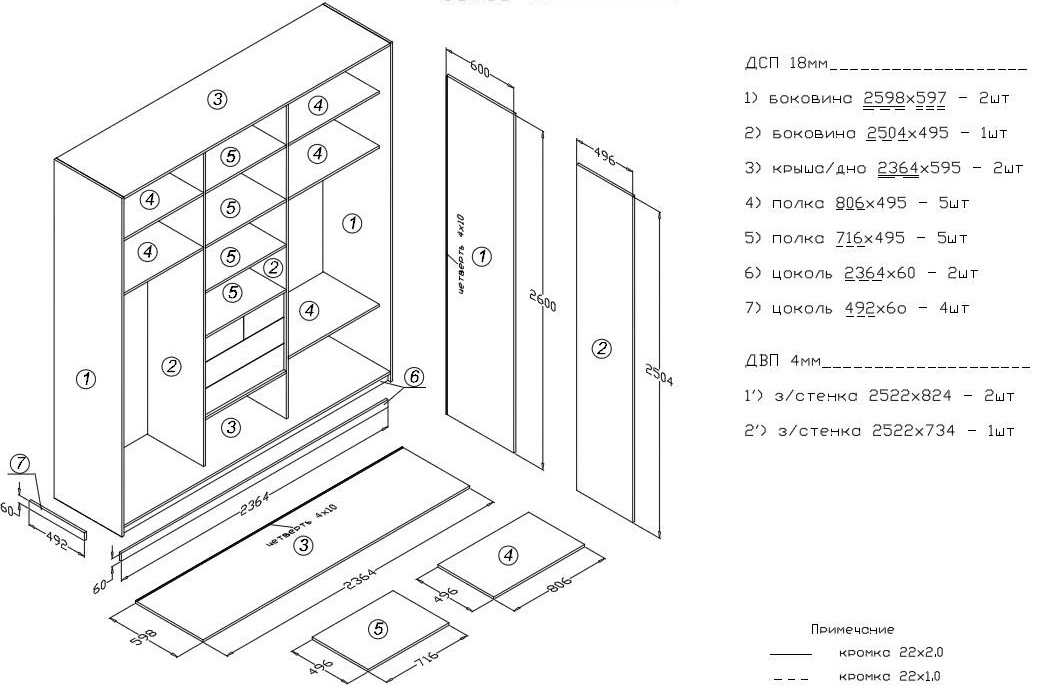 Подобный дизайн станет необычным украшением спальни;
Подобный дизайн станет необычным украшением спальни; Для небольшой жилой площади не представляется возможным установка большой комбинированной мебели. К тому же, 2 небольшие дверцы можно открыть даже в небольших комнатах, что не всегда возможно в случае с одной большой;
Для небольшой жилой площади не представляется возможным установка большой комбинированной мебели. К тому же, 2 небольшие дверцы можно открыть даже в небольших комнатах, что не всегда возможно в случае с одной большой;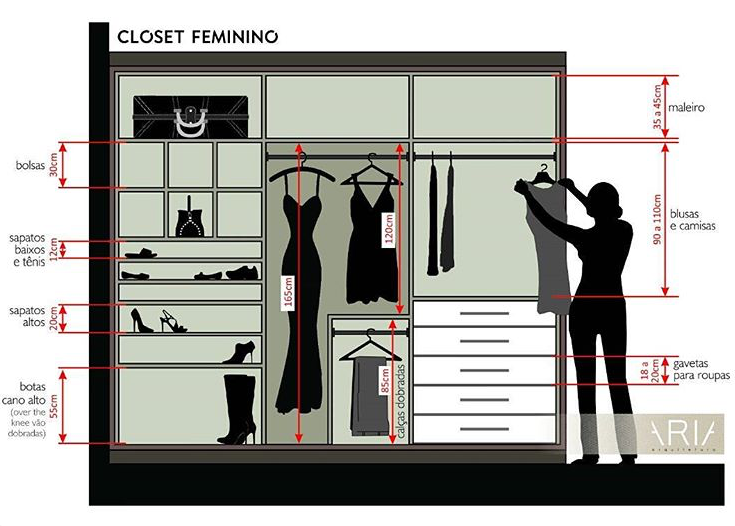

 Он отличается особенным материалом, из которого изготовлен. В основном это оцинкованная сталь, что позволяет хранить медицинские препараты и документы безопасно. Чаще всего шкаф медицинский оснащен замками или внутренним сейфом. В зависимости от предназначения их классифицируют на: МШ (каталожные) и ШМ (для хранения препаратов, инструментов, а также для медицинской спецодежды). Обычно они бывают белого или светло-серого цвета.
Он отличается особенным материалом, из которого изготовлен. В основном это оцинкованная сталь, что позволяет хранить медицинские препараты и документы безопасно. Чаще всего шкаф медицинский оснащен замками или внутренним сейфом. В зависимости от предназначения их классифицируют на: МШ (каталожные) и ШМ (для хранения препаратов, инструментов, а также для медицинской спецодежды). Обычно они бывают белого или светло-серого цвета. Существует 2 ее вида: обычная и ламинированная – ЛДСП. ДСП изготавливается из древесных отходов – стружки, опилки, путем прессования с связующими элементами. В качестве «клея» выступают формальдегидные и феноловые смолы, что не экологично. Всего по качеству материала выделяют 3 сорта обычного ДСП. Достоинствами материала является его дешевизна, а недостатками — хрупкость, боязнь высокой влажности, ограниченность вариантов применения;
Существует 2 ее вида: обычная и ламинированная – ЛДСП. ДСП изготавливается из древесных отходов – стружки, опилки, путем прессования с связующими элементами. В качестве «клея» выступают формальдегидные и феноловые смолы, что не экологично. Всего по качеству материала выделяют 3 сорта обычного ДСП. Достоинствами материала является его дешевизна, а недостатками — хрупкость, боязнь высокой влажности, ограниченность вариантов применения;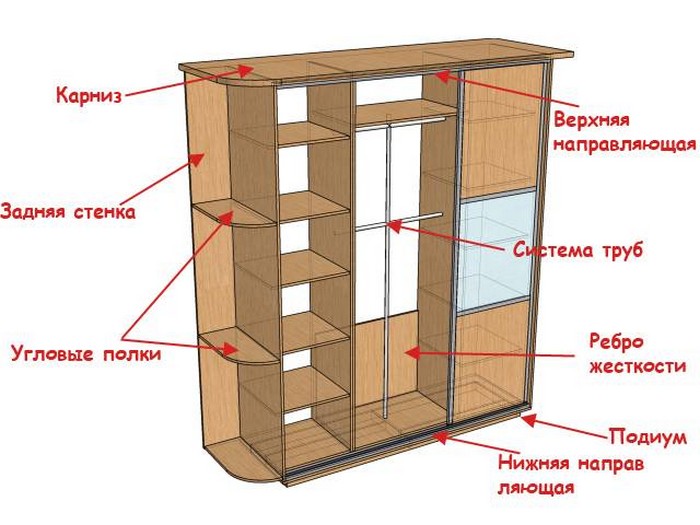 При изготовлении применяются натуральные составляющие, что обеспечивает безопасность этого материала. Еще одним плюсом является высокая прочность, сравнимая с натуральным деревом. Это же свойство позволяет хорошо удерживать элементы крепежа. К тому же МДФ обладает хорошей гибкостью, что позволяет значительно расширить сферы его применения для отделки и декора. Существенным недостатком является высокая цена, а также необходимость соблюдать температурный режим не выше 70ᵒС. Это не позволяет размещать мебель вблизи источников тепла;
При изготовлении применяются натуральные составляющие, что обеспечивает безопасность этого материала. Еще одним плюсом является высокая прочность, сравнимая с натуральным деревом. Это же свойство позволяет хорошо удерживать элементы крепежа. К тому же МДФ обладает хорошей гибкостью, что позволяет значительно расширить сферы его применения для отделки и декора. Существенным недостатком является высокая цена, а также необходимость соблюдать температурный режим не выше 70ᵒС. Это не позволяет размещать мебель вблизи источников тепла;
 Его производят с помощью таких современных технологий как УФ печать и лазерная гравировка;
Его производят с помощью таких современных технологий как УФ печать и лазерная гравировка;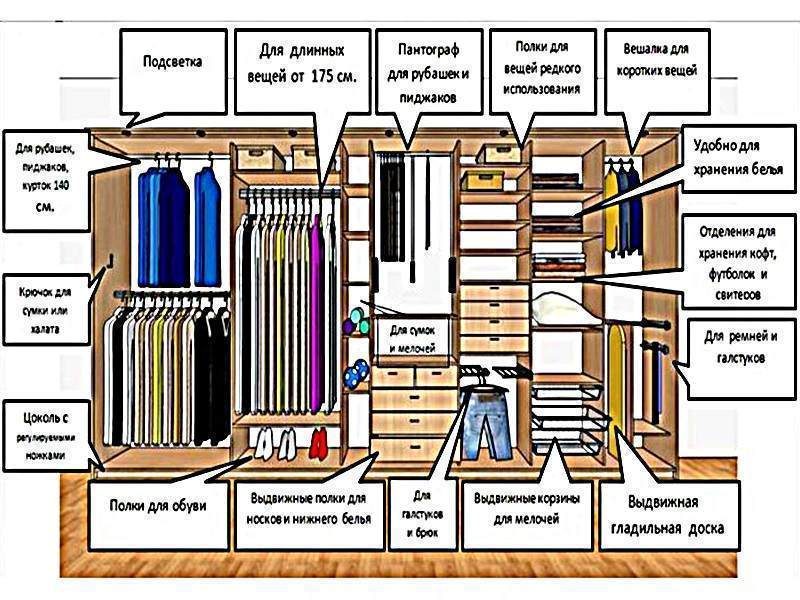 В зависимости от места расположения шкафа и его предназначения, этот предмет интерьера можно оснастить системами из следующих элементов:
В зависимости от места расположения шкафа и его предназначения, этот предмет интерьера можно оснастить системами из следующих элементов: Существуют стандарты, которые прописаны в окпд 2. Например, стандартной считается высота 250-270 см, ширина около 60-120 см. Для комнат небольшого размера подбирают двухсекционные шкафы с глубиной в 45 см, а для просторных можно выбрать и более вместительный вариант с комбинированной системой хранения глубиной до 65 см и более. Но это вовсе не значит, что нельзя заказать мебель по индивидуальным размерам;
Существуют стандарты, которые прописаны в окпд 2. Например, стандартной считается высота 250-270 см, ширина около 60-120 см. Для комнат небольшого размера подбирают двухсекционные шкафы с глубиной в 45 см, а для просторных можно выбрать и более вместительный вариант с комбинированной системой хранения глубиной до 65 см и более. Но это вовсе не значит, что нельзя заказать мебель по индивидуальным размерам; Вот немного полезной информации:
Вот немного полезной информации:
 запись в кладовке 1, смысл 2), где хранится одежда
запись в кладовке 1, смысл 2), где хранится одежда А французское robe , конечно, является источником английского robe и имеет общее происхождение с английскими глаголами rob и reave (синоним грабить ). Если эта связь кажется странной, полезно знать, что robe можно проследить до германских корней, связанных с древневерхненемецкими словами roub («добыча» или «украденная одежда») и рубон («грабить»).
А французское robe , конечно, является источником английского robe и имеет общее происхождение с английскими глаголами rob и reave (синоним грабить ). Если эта связь кажется странной, полезно знать, что robe можно проследить до германских корней, связанных с древневерхненемецкими словами roub («добыча» или «украденная одежда») и рубон («грабить»).
 0055 гардероб .
0055 гардероб .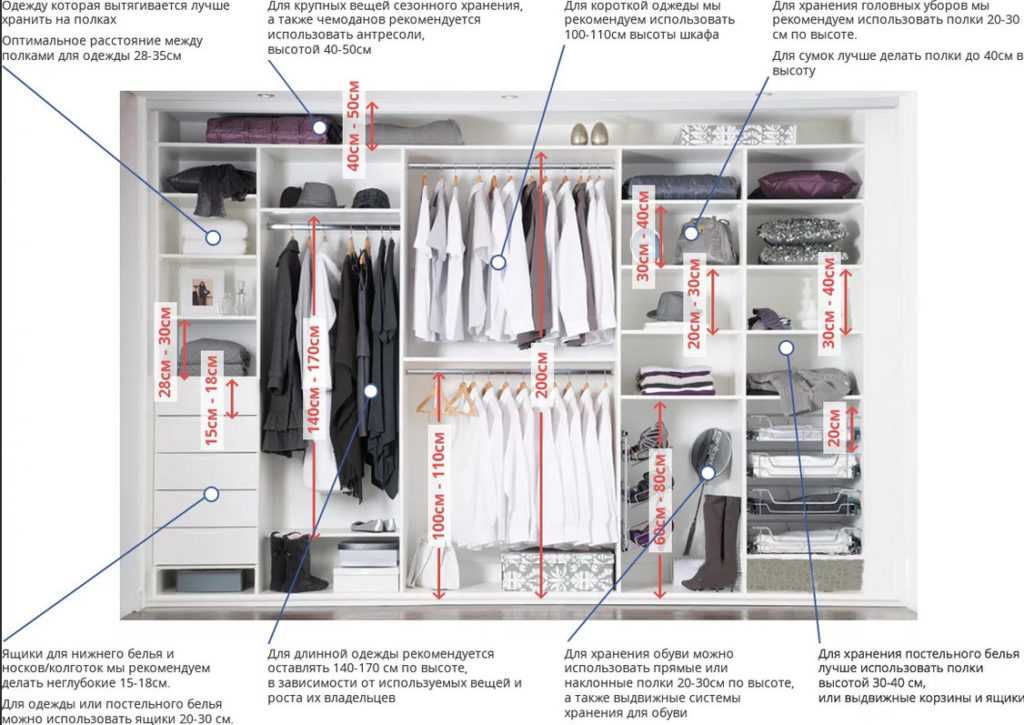
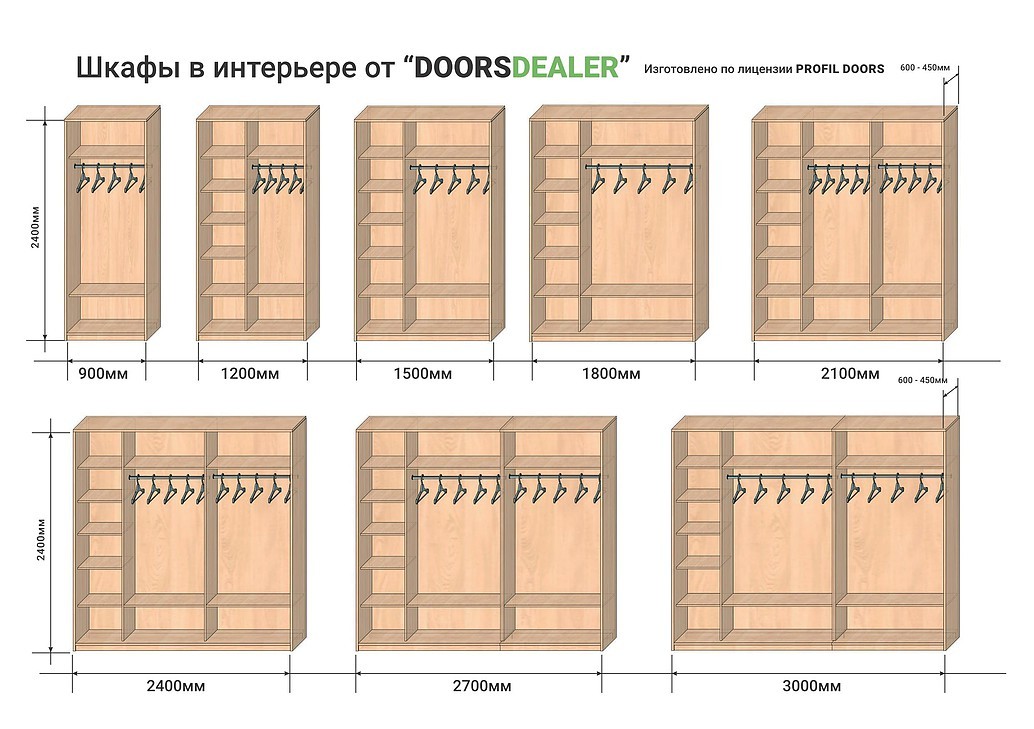 » Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/wardrobe. По состоянию на 26 апреля 2023 г.
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/wardrobe. По состоянию на 26 апреля 2023 г. com: статья в энциклопедии о гардеробе
com: статья в энциклопедии о гардеробе 
 Знаете ли вы, как отвечать на вопросы, которые вызывают самые ожесточенные споры по грамматике?
Знаете ли вы, как отвечать на вопросы, которые вызывают самые ожесточенные споры по грамматике?