Передняя бабка токарного: Передняя бабка токарного станка. Устройство и ремонт передней бабки
Содержание
Передняя бабка токарного станка | Основные узлы токарного станка
Узлы токарного станка
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей главного движения — вращения. Наиболее ответственной деталью передней бабки является шпиндель, представляющий собой стальной пустотелый вал. На переднем конце шпинделя нарезана точная резьба, на которую можно навернуть кулачковый или поводковый патрон либо планшайбу. В этом же конце шпинделя имеется коническое отверстие, в которое можно вставлять передний центр.
Шпиндельный узел
Шпиндель вращается в подшипниках передней бабки. В передней бабке расположены также валы, зубчатые колеса и муфты, при помощи которых вращательное движение вала электродвигателя преобразуется в необходимое по скорости и направлению вращение шпинделя. Такое устройство называется коробкой скоростей. Имеются токарные станки с коробкой скоростей, расположенной как в корпусе передней бабки, так и вне его.
Рис 3 Кинематическая схема шестискоростной коробки скоростей
Устройство
На рис. 3 показана шестискоростная простейшего токарно-винторезного станка. От электродвигателя 1 через плоскоременную передачу вращение передается на приводной шкив 2, который свободно сидит на валу 5 коробки скоростей. Внутри шкива находится муфта включения 3. Если посредством пусковой рукоятки (на рис. 3 не показана) включить муфту 3, то шкив 2 соединится с валом 5 коробки скоростей и приведет его во вращение.
На валу 5 сидит блок зубчатых колес 7, 8 и 9, который можно перемещать по шпонке вдоль вала 5 рукояткой 17. В правом положении блока колесо 9 сопрягается с колесом 11, в среднем положении — колесо 8 с колесом 10 и в левом положении — колесо 7 с колесом 4. Колеса 4, 10 и 11 сидят жестко на валу 6.
Передаточные отношения зубчатых колес во всех трех случаях различны. Поэтому, несмотря на то что вал 5 имеет постоянное число оборотов, валу 6 можно сообщить три различных числа оборотов в зависимости от того, какая пара зубчатых колес находится в сопряжении
Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, свободно сидящими на шпинделе 13 Чтобы шпиндель получил вращение, нужно, чтобы находящаяся на нем двусторонняя 14 была сопряжена с одним из зубчатых колес 15 или 16, для чего торцы их снабжены зубьями (кулачками).
Муфта 14 перемещается рукояткой 18 по шпонке шпинделя 13, всегда соединена со шпинделем Следовательно, соединение муфты с любым из двух колес 15 или 16 обеспечивает соединение этого колеса со шпинделем.
Допустим, что муфта 14 включена вправо. Это значит, что вращение шпинделю передается через зубчатые колеса 12 и 16. При этом в соответствии с тремя положениями рукоятки 17 шпиндель получает три различных числа оборотов Если муфта 14 включена влево, то передача происходит через колеса 4 и 15. В соответствии с теми же тремя положениями рукоятки 17 шпиндель будет иметь три других числа оборотов. Таким образом, шпиндель получает всего шесть различных чисел оборотов путем переключения рукояток 17 и 18, расположенных на наружной стенке передней бабки.
В какое положение необходимо поставить рукоятки 17 и 18 для получения требуемого числа оборотов шпинделя, указано на металлической табличке, прикрепленной к стенке передней бабки.
Похожие материалы
Ремонт передней бабки токарного станка
- восстановление
- срочный ремонт
- модернизация
- реставрация
- капитальный
- диагностирование
- замена
- калибровка
- ревизия
- сборка
Возможные неисправности и их причины
Передняя бабка токарного станка является выполненной из чугуна коробкой литого типа, внутри которой находится механизм, переключающий скорости шпинделя. Это сложный узел, обеспечивающий бесперебойную работу всего оборудования. Его элементы могут ломаться, трескаться, получать вмятины, менять форму из-за трения, деформации металла, коррозии, перегрузок. Они подлежат износу при длительной эксплуатации, из-за чего в функционировании механизма скоростей появляются сбои, и управление станком становится затруднительным. В таких случаях передней бабке требуется ремонт.
Это сложный узел, обеспечивающий бесперебойную работу всего оборудования. Его элементы могут ломаться, трескаться, получать вмятины, менять форму из-за трения, деформации металла, коррозии, перегрузок. Они подлежат износу при длительной эксплуатации, из-за чего в функционировании механизма скоростей появляются сбои, и управление станком становится затруднительным. В таких случаях передней бабке требуется ремонт.
Особенности ремонта, методы восстановления
Ремонтные работы передней бабки проводятся с целью восстановления ее эксплуатационных свойств, могут быть плановыми и срочными. В первом случае ремонт выполняется в соответствии с имеющимся графиком. Работы заключаются в осмотре элементов узла, выявлении его проблемных участков, их восстановлении с помощью замены, шлифовки. Проводится проверка работы бабки на холостом ходу, по возможности максимально восстанавливаются ее функции так, чтобы узел мог нормально функционировать до последующего капитального ремонта станка. Бабка в данном случае может частично или полностью разбираться. Срочный ремонт делается, если узел полностью выходит из строя из-за нарушения правил эксплуатации. Проводится диагностика, определяющая причину поломки, и она устраняется. Может понадобиться капитальный ремонт, при котором изготавливаются новые чертежи для создания поломанных деталей. Это трудоемкий, занимающий определенный промежуток времени процесс.
Бабка в данном случае может частично или полностью разбираться. Срочный ремонт делается, если узел полностью выходит из строя из-за нарушения правил эксплуатации. Проводится диагностика, определяющая причину поломки, и она устраняется. Может понадобиться капитальный ремонт, при котором изготавливаются новые чертежи для создания поломанных деталей. Это трудоемкий, занимающий определенный промежуток времени процесс.
Звоните +7(499)390-03-33
или оставьте заявку
Опишите поломку
Контакты для связи
* Нажимая на кнопку «Отправить», Вы даёте согласие на обработку персональных данных
Обращаем ваше внимание на то, что данный Интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ. Цены на сайте приведены как справочная информация и могут быть изменены в любое время без предупреждения. Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.
Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.
Свежие работы
Ремонт фартука токарного станка 1к62
Ремонт задней бабки токарного станка 1А616
Восстановление направляющих консолей станка 6Р81
Замена масляного отбойника фрезерного станка 6Р12
Капитальный ремонт сверлильного станка 2Н135
Ремонт головы сверлильного станка НС12
Ремонт масло-насоса в токарном станке 1К62
Ремонт пневмосистемы шиномонтажного станка
Ремонт электромагнитной муфты подач токарного станка 1М63
Ремонт поперечной каретки токарного станка 16У04П
Капитальный ремонт точильно-шлифовального станка 3Б634
Шабровка станины токарного станка 1А61К
Ремонт суппорта токарного станка 1А616
Ремонт сверлильного патрона для станка 2М112
Ремонт фиксаторов переключения передач токарного станка 1б15
Ремонтируем оборудование
- Токарно-винторезные станки 1Е61М
- Токарно-винторезные станки 16К40
- Токарно-револьверные станки 1336м
- Токарно-винторезные станки 1Е61МТ
- Токарно-винторезные станки 95ТС-1(ИС1-1)
- Токарно-винторезные станки 165
- Токарно-винторезные станки 1м63
- Токарно-винторезные станки 1Е604
- Токарно-винторезные станки 250ИТВМ
- Токарно-винторезные станки 1И611П
- Токарно-винторезные станки 1К62Д
- Токарно-винторезные станки 1к620
- Токарно-винторезные станки КА-280
- Токарно-винторезные станки 1К625
Идентификация деталей токарного станка по дереву
Знать и уметь идентифицировать детали токарного станка по дереву очень важно, особенно в начале работы.
Помню, когда я не был уверен, что или где все находится или что оно делает на токарном станке по дереву. В этой статье будут рассмотрены основы токарного станка, а также многое другое.
Цель состоит в том, чтобы помочь вам идентифицировать детали и аксессуары для токарных станков по дереву. Итак, давайте углубимся.
Размер имени
Во-первых, существуют разные названия токарных станков в зависимости от размера.
Токарные мини-станки представляют собой небольшие версии токарных станков, предназначенные для небольших проектов, таких как токарная обработка ручек. Они обычно не используются для изготовления деревянных мисок. По крайней мере, не полноразмерные деревянные миски.
После категории мини-токарных станков следует следующее по размеру название — токарные станки Midi. Как вы могли догадаться, это токарные станки среднего размера, которые не очень маленькие, но и не слишком большие. Большинство токарных станков Midi можно разместить на скамейке, и они не поставляются с отдельно стоящим напольным блоком.
Помимо категорий Mini и Midi, идут все другие «обычные» токарные станки по дереву. Эти токарные станки, как правило, больше по размеру, отдельно стоящие и поставляются в комплекте с прочным прочным напольным основанием или системой поддержки ног.
Кажется, этикетки Mini и Midi были созданы производителями, чтобы отличать очень маленькие станки от станков среднего размера. Остальные полноразмерные токарные станки, пожалуй, не требуют дополнительной маркировки.
Более крупная категория токарных станков по дереву не имеет точной маркировки, но эти токарные станки обычно имеют номер в своем названии, например 1236. Эти числа соответствуют длине станины и диаметру поворота станка. Подробнее об этом через минуту.
В то время как некоторые токарные станки Midi, такие как токарный станок Jet 1221vs (см. полный обзор), идеально подходят для изготовления малых и средних чаш, токарные станки обычных размеров обычно используются для токарной обработки деревянных чаш.
Приятно то, что все токарные станки по дереву, независимо от размера, устроены примерно одинаково. И технически любой токарный станок можно использовать для изготовления деревянных чаш.
Определите детали станка по дереву
Когда мы впервые смотрим на станок по дереву, важно отметить, что мы всегда стоим на «рабочей» стороне станка. Хотя токарный станок имеет доступ к обеим сторонам, очень редко в игру вступает противоположная сторона.
Хотя, при этом, иногда может возникнуть необходимость повернуть с противоположной стороны, если вы делаете большую чашу с изогнутой стенкой, но это случается редко. В девяносто девяти процентах случаев токарная обработка выполняется только спереди станка.
В этом положении двигатель и приводной механизм находятся с левой стороны станка. Эта область называется головкой или передней бабкой токарного станка.
В некоторых документах я видел людей, работающих с противоположной стороны токарного станка. Я не уверен, является ли это специальной установкой или стандартом в другой стране. Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже.
Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже.
Идентификация деталей токарного станка по дереву. Схема с маркировкой
Передняя бабка
Головка или передняя бабка токарного станка по дереву — это рабочий конец токарного станка, где начинается вся сила и действие. На этом конце станка мы найдем двигатель, натяжной ролик(и) и приводной ремень.
В зависимости от марки и модели токарного станка могут быть натяжные шкивы, которые позволяют пользователю вручную переключаться между различными размерами шкивов для увеличения или уменьшения скорости и крутящего момента. Обычно также имеется рычаг снятия натяжения, который во многих случаях физически поднимает двигатель, снимая натяжение с приводного ремня и позволяя легко переключить ремень на другой шкив.
Большинство токарных станков также имеют диаграмму и число оборотов в минуту. диаграмму для каждого шкива рядом с приводным ремнем. Если таблица или руководство отсутствуют, обратитесь за подробностями к руководству пользователя или производителю. Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
Резьбовой выступ передней бабки называется шпинделем передней бабки. Резьбовой шпиндель имеет два важных размера, которые следует запомнить.
Первым важным измерением является размер резьбы шпинделя передней бабки и количество резьб. Резьба шпинделя измеряется в диаметре, например, 1 дюйм или 1 1/4 дюйма, а затем следует количество резьб, например 12 TPI (нити на дюйм) или 8 TPI. Обычный размер шпинделя, например, составляет 1 дюйм x 8 TPI.
Вторым важным параметром шпинделя передней бабки является конус Морзе. Внутренняя часть шпинделя передней бабки полая для установки различных аксессуаров.
Существует два типичных размера конуса Морзе: MT-1 и MT-2. МТ-2 очень популярен.
Рекомендуется свериться с руководством по эксплуатации вашего токарного станка или с производителем, чтобы узнать, какой конус Морзе установлен на вашем токарном станке, когда вы покупаете принадлежности, использующие эту функцию.
Деталь передней бабки токарного станка по дереву
Важной характеристикой любого токарного станка является расстояние от шпинделя передней бабки до станины станка. Станина станка представляет собой две плоские горизонтальные направляющие, иногда называемые направляющими, которые проходят по всей длине станка.
Расстояние между центром передней бабки и верхом станины токарного станка является радиусом поворота станка. Расстояние поворота важно, потому что оно определяет, насколько большой может быть токарная деталь на этом конкретном токарном станке.
Поворот токарного станка измеряется как общий диаметр готовой выточенной детали, такой как деревянная чаша. Другими словами, токарный станок с 12-дюймовым поворотом может обработать 12-дюймовую чашу, а расстояние от центра передней бабки до верхней части станины составляет 6 дюймов или радиус самой большой токарной детали, с которой может справиться конкретный токарный станок.
С левой стороны передней бабки находится маховик передней бабки. Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.
Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.
Кроме того, маховик можно использовать для замедления токарного станка после его выключения, чтобы он быстрее останавливался. Использование маховика для замедления токарного станка является предпочтительным методом.
Никогда не пытайтесь замедлить токарный станок, удерживая другой конец шпинделя передней бабки, патрон или токарную древесину.
Делительное колесо
Большинство токарных станков имеют делительное колесо, расположенное где-то в передней бабке. Он может располагаться у маховика, рядом со шпинделем передней бабки или внутри самой области передней бабки.
Индексное колесо представляет собой измерительную направляющую с отметками компаса, указывающими градусы поворота. Каждый производитель делает их немного по-своему.
Примером могут служить 48 равномерно размеченных и пронумерованных черточек вокруг колеса передней бабки. Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров.
Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров.
В большинстве случаев шпиндель передней бабки можно зафиксировать на месте, соответствующем этим меткам, с помощью стопорного штифта, который обычно имеет резьбу.
Указательное колесо — это более продвинутая функция, которая используется для маркировки точеных деталей, когда они все еще прикреплены к токарному станку при выключенном токарном станке.
Лично я использую указательное колесо на своем токарном станке, чтобы равномерно отметить положение трех футов на дне некоторых чаш. Мой токарный станок имеет 48 меток, поэтому, чтобы отметить центр трех ножек, я делю 48 на 3, что равно 16, а затем перемещаю указательное колесо на 16 делений, чтобы отметить каждую ножку.
Обратите внимание: важно ослабить стопорный штифт перед включением токарного станка, так как это предотвратит вращение приводного ремня и может вызвать проблемы.
Деталь токарного станка по дереву с делительным колесом
Кроме того, на передней бабке находится замок шпинделя передней бабки. Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом.
Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом.
Замок шпинделя передней бабки предназначен для надежной фиксации шпинделя, когда необходимо снять насадки с токарного станка. Это чаще всего используется, например, когда необходимо снять лицевую панель с помощью пары длинных плоскогубцев или когда необходимо снять патрон с помощью ключа для патрона.
Как и указательный штифт, замок передней бабки необходимо ослабить и вывести из зацепления перед включением станка.
Регулятор мощности и скорости
В зависимости от производителя переключатель включения/выключения и регулятора скорости может располагаться возле передней бабки в фиксированном положении.
Некоторые модели токарных станков снабжены проводным выключателем управления, чтобы он всегда находился рядом с вашим рабочим местом. Это избавляет от необходимости вставать перед токарным деревом, что является реальной проблемой безопасности, если что-то пойдет не так. В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке.
В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке.
Наряду с выключателем питания, большинство моделей также оснащены регулятором скорости. Регулятор скорости обычно представляет собой вращающийся циферблат с пронумерованными индикаторами или, на некоторых моделях, цифровую шкалу оборотов. отображать.
Кроме того, некоторые модели будут включать дополнительный переключатель для изменения направления вращения токарного станка.
Деталь панели управления токарным станком по дереву
Подручник
Отходя от передней бабки вправо, на станине станка будет опора подручника.
Опора подручника, прикрепленная к станине токарного станка, имеет несколько различных названий, в том числе; карета и банджо. Это опорная конструкция, которая удерживает все важные подручники.
Подручник и банджо имеют собственный стопорный рычаг для регулировки и фиксации практически в любом положении на станине станка.
Задняя бабка
В крайнем правом углу станка находится задняя бабка. Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.
Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.
Замок задней бабки надежно фиксирует заднюю бабку на направляющих или направляющих станка.
В левом верхнем углу задней бабки крепится подвижный центр, также называемый пинолью или центром. Это полое отверстие с конусом Морзе или приемное отверстие, в которое крепятся аксессуары с конусом Морзе, такие как приводные центры, патроны Джейкоба и т. д.
Замок шпинделя задней бабки удерживает шпиндель задней бабки на месте. На правой стороне задней бабки находится маховик подачи задней бабки. Это прецизионный винтовой привод, используемый для продвижения принадлежностей, размещенных на шпинделе задней бабки, к обрабатываемому деревянному материалу или от него.
Задняя бабка предназначена для удержания материала, который точится встык, но в нашем случае токарной обработки чаши задняя бабка и подвижный центр обеспечивают дополнительную поддержку во многих ситуациях токарной обработки.
В других случаях задняя бабка не должна мешать доступу внутрь чаши. В этих случаях заднюю бабку можно ослабить, снять с конца станины и убрать на хранение.
Лампа для токарного станка
Особенность, о которой я считаю необходимым упомянуть, но технически она не является частью всех станков, это хороший свет. Некоторые токарные станки имеют опорные конструкции для добавления осветительных приборов.
Независимо от того, прикреплен ли он непосредственно к токарному станку или стоит отдельно, хороший яркий источник света является важным аксессуаром в процессе токарной обработки чаши.
Пожалуйста, прочтите эту статью о важности хорошего освещения на токарном станке.
Токарный станок
Токарный станок является основой для устойчивости. Независимо от того, точите ли вы маленькие ручные чаши или большие декоративные полые формы, очень важна хорошая устойчивая опора для токарного станка.
Если токарный станок модели Midi и установлен на столе или скамье, эта опорная поверхность должна быть достаточно прочной, чтобы не вибрировать, когда токарный станок вращается на высоких скоростях, особенно когда деталь имеет несбалансированную конструкцию, например чаша с естественным краем или живым краем.
Аналогичным образом, если токарный станок представляет собой автономную модель, опорные ножки или основание должны обеспечивать устойчивость без вибраций при скорости вращения чаши, которая обычно составляет до 1000 об/мин. См. эту статью, посвященную остановке вибрации токарного станка.
Принадлежности
Принадлежности, которые могут поставляться с токарным станком, включают: планшайбу, выбивную планку, гаечный ключ(и) для установки определенных точек регулировки, приводной центр и приводной или вращающийся центр для задней бабки и, возможно, дополнительный упор для инструмента.
Стандартные аксессуары для токарного станка
Лицевая панель для токарного станка по дереву
Лицевая панель — это доступный и надежный способ быстро прикрепить древесину к токарному станку. Несколько отверстий для винтов позволяют надежно прикрепить шурупы к деревянной заготовке чаши.
Резьба снаружи передней бабки входит в резьбу в центре планшайбы. Лицевую панель можно легко снять и использовать по-разному в различных проектах.
Вот несколько моментов, о которых следует помнить при использовании лицевой панели.
Выбивной стержень
Выбивной стержень для токарного станка представляет собой металлический стержень с рукояткой и служит для выбивания, как следует из названия, приспособления, устанавливаемого в конус Морзе передней бабки.
Фрикционное соединение конических аксессуаров с конусом Морзе требует небольшого усилия, чтобы разъединить эти аксессуары. Выбивной стержень вставляется в центр полой передней бабки (или задней бабки) и используется для нарезания резьбы на конце любых принадлежностей конуса Морзе.
Аккуратно держите аксессуар, опасаясь острых краев, правой рукой, чтобы он не вылетел при смещении.
Специальные инструменты
Каждый токарный станок имеет определенные точки регулировки, для которых может потребоваться гаечный ключ. В этих случаях производитель обычно поставляет эти ключи, как правило, вместе с местом на токарном станке для хранения ключей.
Приводные и приводные центры
Приводные центры, такие как цилиндрические патроны, предназначены для передачи энергии привода передней бабки для токарной обработки древесины на токарном станке. Приводной центр вставляется и используется на конце конуса Морзе передней бабки.
Подвижный центр, также называемый вращающимся центром, используется со стороны задней бабки токарного станка и удерживает деревянную заготовку по центру при вращении вместе с древесиной.
Эти два инструмента обычно используются при сквозной обработке шпинделя, но их также можно использовать в начальном процессе токарной обработки чаши.
Дополнительные аксессуары
Теперь, когда вы можете определить детали токарного станка по дереву, пришло время взглянуть на аксессуары для токарного станка по дереву. Есть некоторые дополнительные приспособления для токарного станка, которые может использовать токарь деревянных чаш, чтобы сделать процесс токарной обработки более плавным и эффективным.
Важнейшим дополнительным аксессуаром для токарного станка по дереву является четырехкулачковый патрон (дополнительную информацию читайте в этой статье). Я рекомендую использовать четырехкулачковый патрон типа «ласточкин хвост» для надежной фиксации.
Вот ссылки на четырехкулачковый патрон 1 1/4” x 8 и вариант четырехкулачкового патрона 1” x 8. Перед заказом обязательно проверьте размер шпинделя передней бабки вашего токарного станка. Доступны и другие размеры.
Длинные плоскогубцы обеспечивают необходимый рычаг для ослабления лицевых панелей и других принадлежностей. Вот ссылка на Amazon для хорошей пары плоскогубцев.
Изогнутая подставка для инструмента
Изогнутая подставка для инструмента необходима для размещения инструментов близко к внутреннему дну чаши. Подручник с внутренним изгибом 12″ является обязательным, и я рекомендую сначала попробовать его.
Обязательно укажите диаметр вала правильного размера. Диаметр в один дюйм является обычным размером токарного станка в натуральную величину; однако на токарных станках меньшего размера может использоваться вал диаметром 5/8 дюйма, как на этой 9-дюймовой внутренней изогнутой опоре для инструмента.
Лицевые пластины
Лицевые пластины — это самый быстрый способ прикрепить деревянную заготовку чаши к токарному станку, и они отлично подходят для изготовления зажимных приспособлений и зажимных патронов. Единственная проблема в том, что их никогда не бывает достаточно.
Я рекомендую следующую лицевую панель 1 1/4” x 8 TPI (узнайте текущую цену на Amazon) или лицевую панель 1” x 8 TPI для изготовления деревянных чаш диаметром от 5 до 10 дюймов. Опять же, не забудьте заказать правильный размер, чтобы соответствовать шпинделю передней бабки вашего токарного станка.
Вот и все, детали токарного станка не слишком сложны, если понять их функции. Хотя каждый производитель делает свои небольшие вариации, в целом все токарные станки работают очень похоже. Определить детали токарного станка по дереву не так уж сложно.
Регулярное техническое обслуживание токарного станка по дереву является очень важной процедурой. Чтобы узнать больше о том, что нужно делать для ухода за токарным станком по дереву, ознакомьтесь с этой статьей об обслуживании токарного станка по дереву.
Если эта статья помогла вам немного лучше понять токарный станок или если вы хотите добавить что-то к этому сообщению, пожалуйста, оставьте мне комментарий ниже.
— Подробнее об оборудовании, упомянутом в этой статье, см. в моем Руководстве по рекомендуемому оборудованию.
Вы также можете ознакомиться с этими статьями:
• КОНТРОЛЬНЫЙ СПИСОК ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ТОКАРНОГО СТАНКА ПО ДЕРЕВО – 7 ОБЛАСТЕЙ ОБСЛУЖИВАНИЯ
• ПОДСВЕТКА СТАНКА ПО ДЕРЕВО – ПОЧЕМУ ВАМ, ВОЗМОЖНО, НУЖНО БОЛЬШЕ
• БЕЗОПАСНАЯ СКОРОСТЬ ТОКАРНОГО СТАНКА ПО ДЕРЕВОУ (РАССЧИТАТЬ, ОПРЕДЕЛИТЬ, ОТРЕГУЛИРОВАТЬ ОБОРОТЫ)
Спасибо и счастливого точения,
Кент
Токарные операции
Токарные операции
Ваш номер посетителя с 30.03.02
Copyright 2000 Frank J. Hoose, Jr. Home
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Операции: Сверление Сверление Облицовка
Накатка
Нарезание резьбы Резьба Токарная обработка
Если вы еще этого не сделали, прочтите Отказ от ответственности
и страницы безопасности, прежде чем продолжить
- Отказ от ответственности
- Защита токарного станка
Токарная обработка – удаление металла с наружного диаметра
вращающаяся цилиндрическая заготовка. Токарная обработка применяется для уменьшения диаметра заготовки,
Токарная обработка применяется для уменьшения диаметра заготовки,
обычно до определенного размера и для получения гладкой поверхности металла. Часто
заготовка будет повернута так, что соседние участки будут иметь разный диаметр.
Зажим заготовки
Мы будем работать с заготовкой диаметром 3/4 дюйма 6061
алюминия около 2 дюймов в длину. Такая заготовка относительно короткая по сравнению с
к его диаметру достаточно жесткий, чтобы мы могли безопасно поворачивать его в трехкулачковом патроне без
поддерживая свободный конец работы.
Для более длинных заготовок нам потребуется торцевое и центрирующее сверло.
свободный конец и используйте мёртвый или подвижный центр в задней бабке для его поддержки. Без таких
опора, сила инструмента на заготовке заставит ее отклониться от инструмента,
производя результат странной формы. Существует также вероятность того, что работа может быть
вынужден расшатываться в кулачках патрона и вылетать как опасный снаряд.
Вставьте заготовку в 3-х кулачковый патрон и затяните
губки, пока они не начнут захватывать заготовку. Поверните заготовку, чтобы убедиться, что она
сидит ровно и чтобы удалить любые стружки или песок с поверхности, которые могут помешать
сидение ровно. Вы хотите, чтобы заготовка была максимально параллельна центральной линии
токарного станка. Представьте преувеличенный пример, когда заготовка перекошена под углом в
патрон, и вы можете легко представить, почему это важно. Затяните патрон, используя каждый
из трех положений ключа патрона, чтобы обеспечить плотный и равномерный захват.
Регулировка насадки инструмента
Выберите насадку со слегка закругленным кончиком, как у
описано выше в разделе заточки инструмента. Этот тип инструмента должен производить хороший
гладкая отделка. Для более агрессивной резки, если вам нужно снять много металла,
может выбрать инструмент с более острым наконечником. Убедитесь, что инструмент плотно зажат в
Убедитесь, что инструмент плотно зажат в
держатель инструмента.
Отрегулируйте угол держателя так, чтобы инструмент
примерно перпендикулярно стороне заготовки. Поскольку передний край
инструмент заточен под углом, левая сторона острия должна задействовать работу, а не
всю переднюю кромку инструмента. Угол соединения не критичен; я обычно держу
мой в 90 градусов, чтобы составной циферблат продвигал работу на 0,001 дюйма на деление.
по направлению к патрону.
Убедитесь, что рычаг полугайки отсоединен и, если у вас есть
один, что замок каретки не затянут. При необходимости отведите поперечный суппорт
пока кончик инструмента не окажется за пределами диаметра или заготовки. Переместите каретку до
кончик инструмента находится рядом со свободным концом заготовки, затем переместите поперечный салазок
пока кончик инструмента не коснется края изделия. Переместите тележку в
до тех пор, пока кончик инструмента не окажется за свободным концом изделия.
Скорость резания
Если вы прочитаете много книг по механообработке, вы найдете много
информация о правильной скорости резания для движения режущего инструмента в
отношение к заготовке. Необходимо учитывать скорость вращения заготовки и
движение инструмента относительно заготовки. По сути, чем мягче металл, тем быстрее
резка. Не беспокойтесь слишком сильно об определении правильной скорости резания: рабочая
с 7×10 для хобби вы быстро почувствуете, как быстро вы должны
идти.
Пока вы не почувствуете правильную скорость, начните с
относительно низкие скорости и работать до более высоких скоростей. Одна из замечательных особенностей 7×10
заключается в том, что вы можете регулировать скорость вращения, не останавливаясь, чтобы заменить ремни или шестерни.
Большинство операций по резке на 7×10 будут выполняться на скорости в несколько сотен оборотов в минуту.
регулятор скорости, установленный ниже положения «12 часов», и с передачей HI / LO в диапазоне LO.
Более высокие скорости, и особенно диапазон HI, используются для таких операций, как полировка,
не режет.
Установка скорости и подачи
Рычаг диапазона HI/LO на задней стороне передней бабки должен быть
в диапазоне LO практически для всех операций механической обработки, кроме полировки. Установить
направление ходового винта на задней части передней бабки в нейтральном (центральном) положении.
Если он еще не включен, включите токарный станок с помощью
красный кулисный переключатель. Установите регулятор скорости на минимальную скорость и включите двигатель токарного станка.
переместив серебряный тумблер в положение ВПЕРЕД. Продвиньте ручку управления скоростью
примерно в положение «10 часов» (около 400–600 об/мин).
Токарная обработка с ручной подачей
Как всегда, наденьте защитные очки и держите лицо подальше
от работы, так как эта операция отбрасывает горячую стружку и/или острые спирали металла.
Теперь переместите рукоятку поперечных салазок примерно на 10 делений или
0,010″ (десять тысячных или одна сотая дюйма). Поверните каретку
маховик против часовой стрелки, чтобы медленно переместить каретку к передней бабке. Как инструмент
начинает врезаться в металл, поддерживайте равномерное проворачивающее движение, чтобы получить хороший ровный рез.
Вручную добиться гладкого и ровного реза трудно.
Продолжайте продвигать инструмент к передней бабке, пока он не
находится на расстоянии около 1/4 дюйма от кулачков патрона. Очевидно, вы хотите быть осторожным, чтобы не допустить
инструмент касается кулачков патрона!
Не перемещая поперечный суппорт или компаунд, поверните
Маховик каретки по часовой стрелке, чтобы переместить инструмент назад к свободному концу заготовки. Ты
заметит, что инструмент снимает небольшое количество металла на обратном проходе. продвигать
продвигать
перекрестите еще один 0,010 и повторяйте эту процедуру, пока не почувствуете ее. Пытаться
продвижение поперечного суппорта на 0,020 за один проход. Вы почувствуете, что для этого требуется больше силы.
маховик каретки, когда вы делаете более глубокий рез.
Токарная обработка с механической подачей
Одной из замечательных особенностей 7×10 является то, что он обладает мощностью
ходовой винт с регулируемой зубчатой передачей. Ходовой винт может быть задействован для перемещения
каретка под электроприводом для токарных и резьбонарезных работ. Поворот с механической подачей будет
производят гораздо более гладкую и ровную поверхность, чем обычно достигается при ручной подаче.
Автоматическая подача также намного удобнее, чем ручная рукоятка, когда вы делаете несколько
проходит вдоль относительно длинной заготовки.
Силовая подача включается рычагом переключения передач с накаткой
на задней части головного убора.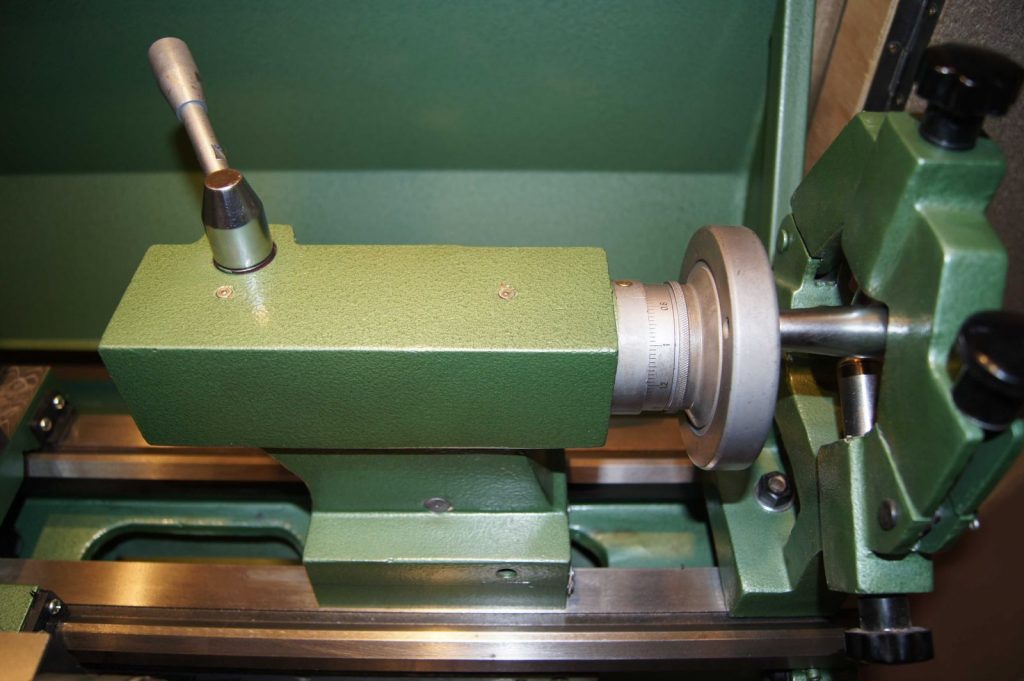 Чтобы изменить положение рычага, вы должны потянуть его назад.
Чтобы изменить положение рычага, вы должны потянуть его назад.
накатанная втулка со значительным усилием. Когда рукав оттянут назад, вы можете двигать рычаг
вверх и вниз, чтобы зафиксировать стопорный штифт в одном из трех положений. В центральном положении
ходовой винт не зацеплен и не вращается. В верхнем положении ходовой винт
вращается для перемещения каретки по направлению к передняя бабка и в нижнем положении
ходовой винт перемещает каретку в сторону от передней бабки. Для поворота вы будете
обычно хотите резать по направлению к передней бабке, поэтому переместите рычаг в верхнее положение и
отпустите втулку, чтобы зафиксировать стопорный штифт.
В нижнем положении рычаг полугайки входит в зацепление с двумя половинками
разрезной гайки вокруг ходового винта. Убедитесь, что рычаг полугайки находится в положении
(верхнее) положение. Включите двигатель. Теперь ходовой винт должен вращаться против часовой стрелки.
Когда ходовой винт включен, зубчатая передача издает раздражающий шум, но вы
привыкнуть к этому. Смазка зубчатой передачи белой литиевой смазкой несколько уменьшит
шум.
С инструментом, расположенным сразу за концом
заготовку и продвинутый, чтобы сделать разрез 0,010, задействуйте рычаг полугайки. Карета
должен медленно двигаться влево под действием ходового винта. Когда инструмент доберется до
примерно на 1/4 дюйма от патрона, отсоедините полугайку, чтобы остановить движение каретки.
Теперь вы можете использовать маховик каретки, чтобы провернуть каретку.
вернуться к исходной точке вручную. Если вы сделаете это, не втягивая предварительно
режущего инструмента, вы увидите, что инструмент нарезает неглубокую спиральную канавку вдоль заготовки.
Чтобы избежать этого, особенно во время чистовой обработки, обратите внимание на
поперечный ползун, затем поверните рукоятку поперечной подачи примерно на пол-оборота против часовой стрелки.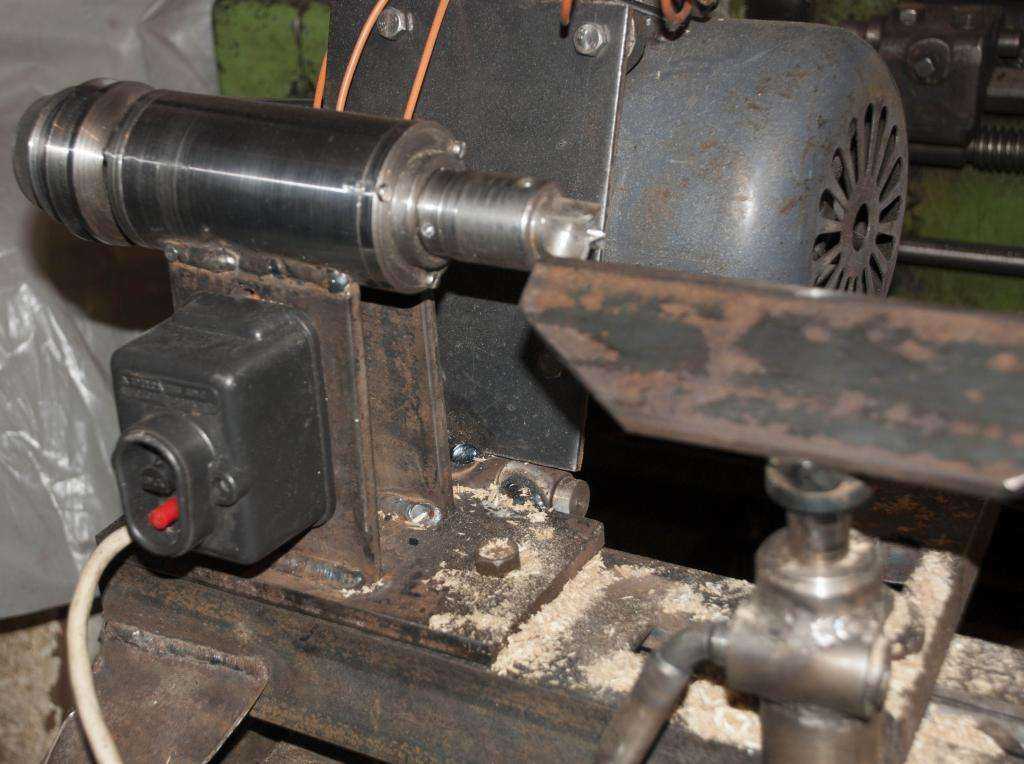
чтобы убрать инструмент. Теперь проверните каретку вручную в исходную точку, продвиньте
вернитесь к исходной настройке циферблата плюс дополнительные 0,010 и повторите
процесс. У вас должно получиться красивое, блестящее, гладкое покрытие.
Так же, как и при облицовке, вы обычно делаете один или несколько
относительно глубокие (0,010-0,030) черновые проходы с последующим одним или несколькими неглубокими проходами
(.001-.002) чистовая обработка разреза. Конечно, вы должны спланировать эти сокращения так, чтобы окончательный
чистовая резка доводит заготовку точно до нужного диаметра.
При резке под напряжением будьте очень осторожны, чтобы не
вставьте инструмент в патрон. Кажется, это случается со всеми в тот или иной момент, но
это может разбить инструмент и повредить патрон и, вероятно, испортит заготовку. Там
также может повредить полугайку, ходовой винт или другие части силовой передачи, поэтому
обратите особое внимание и держите руку наготове на рычаге полугайки.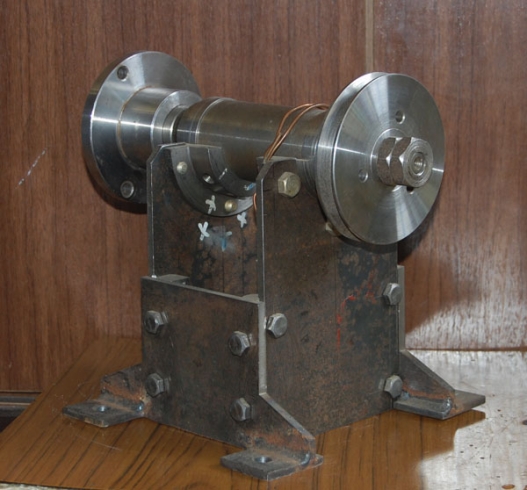
Измерение диаметра
В большинстве случаев токарная операция используется для уменьшения
заготовки до заданного диаметра. Важно понимать, что при повороте
операции, каждый проход удаляет дважды количество металла, указанное
деления поперечной подачи. Это потому, что вы уменьшаете радиус
заготовки на указанную величину, что уменьшает диаметр в два раза.
Следовательно, при перемещении поперечного суппорта на 0,010 дюйма диаметр уменьшается на
0,020″.
Диаметр заготовки определяют штангенциркулем или
микрометр. Микрометры более точны, но менее универсальны. Вам понадобится машинист
штангенциркуль, способный измерять до 0,001 дюйма. Штангенциркули не имеют циферблата и
требуют, чтобы вы интерполировали на выгравированной шкале. я предпочитаю циферблат
штангенциркуль, который дает прямое легко читаемое и трудно неправильно истолкованное измерение.
К счастью, качественные китайские 6-дюймовые суппорты теперь доступны менее чем за 20 долларов.
от таких поставщиков, как Enco или J&L.
Должно быть очевидно, что вы не должны никогда
попытаться измерить работу, когда она находится в движении. Когда токарный станок остановлен, принесите циферблат
штангенциркуль до конца и с помощью роликовой ручки сомкните губки суппорта на
заготовка. Я стараюсь использовать кончики штангенциркуля, так как они тоньше. Захват работы
в более толстой части кулачков штангенциркуля может развести кулачки на несколько тысяч, если вы
покрутите суппорт даже на небольшую величину.
Мне нравится снимать показания циферблата, пока он
все еще захватывает работу, так как легко непреднамеренно повернуть суппорт при снятии
это, тем самым изменив чтение. Вы можете использовать стопорный винт на суппорте, чтобы помочь
предотвратить это. Сдвиньте губки прямо с заготовки, стараясь не перекрутить
каверномер.
Рекомендуется провести как минимум два отдельных измерения
просто чтобы убедиться, что вы поняли это правильно. Как оказалось (без каламбура) гораздо проще удалить
Как оказалось (без каламбура) гораздо проще удалить
металла, чем положить его обратно 😉
Поворот плеча
Уступ — точка, в которой диаметр заготовки
меняется без конусности от одного диаметра к другому. Другими словами, угол 90 градусов.
лицо перемещается от одного диаметра к другому, как вы можете видеть на следующей фотографии.
Сделаем плечо на нашей заготовке, уменьшив
диаметр конца заготовки на расстоянии около 1/2″.
Переместите поперечный суппорт примерно на 0,020 и используйте силовую подачу для
отогните конец заготовки примерно на 1/2 дюйма. Повторите это еще несколько раз.
раз, пока не уменьшите диаметр концевой секции примерно до 1/2″.
Поскольку кончик инструмента закруглен, внутренний край
плечо приобретает округлый профиль.
Чтобы получить красивый квадратный край, мы должны переключиться на инструмент с
острый конец заточен под углом менее 90 градусов, чтобы он мог работать прямо в
угол плеча.
Теперь мы будем использовать этот заостренный инструмент, чтобы сделать квадратную отделку.
врезаться в угол плеча. Так как это такое короткое расстояние, мы будем использовать ручную
подача, а не силовая подача. Вы можете использовать ручную подачу при вращении ходового винта — просто не зацепляйте
полуорех.
Чтобы получить красивое квадратное лицо на плече, вам понадобится
сделать лицевой срез. Это работает лучше всего, если вы сделали блокировку каретки на своем токарном станке. Замок
каретку и очистите поверхность плеча, пока она не станет квадратной. Если вы используете
остроконечный инструмент, вам нужно будет использовать довольно высокие обороты, скажем, 1500, и продвигать инструмент
медленно, иначе вы получите небольшие бороздки на заостренном кончике вместо красивой гладкой поверхности.
финиш.
Если вы еще не сделали каретный замок, вам понадобится
использовать полугайку, чтобы зафиксировать каретку на месте для торцовки.
Всего комментариев: 0