Стереолитография это: Стереолитография (SLA)
Содержание
Стереолитография (SLA)
- 1 Технология SLA
- 2 История
- 3 Технология
- 4 Преимущества и недостатки
- 5 Другие технологии аддитивного производства
Технология SLA
Стереолитография (SLA или SL) – технология аддитивного производства моделей, прототипов и готовых изделий из жидких фотополимерных смол. Отвердевание смолы происходит за счет облучения ультрафиолетовым лазером или другим схожим источником энергии.
История
Термин «стереолитография» был придуман в 1986 Чарльзом В. Халлом, запатентовавшим метод и аппарат для производства твердых физических объектов за счет последовательного наслоения фотополимерного материала. Патент Халла описывал применение ультрафиолетового лазера, проецируемого на поверхность емкости, заполненной жидким фотополимером. Облучение лазером ведет к затвердеванию материала в точках соприкосновения с лучом, что позволяет вычерчивать контуры заданной модели слой за слоем. В 1986 году Халл основал собственную компанию, 3D Systems, для коммерческого продвижения новой технологии. На сегодняшний день 3D Systems является одним из мировых лидеров среди компаний-разработчиков и поставщиков технологий аддитивного производства.
В 1986 году Халл основал собственную компанию, 3D Systems, для коммерческого продвижения новой технологии. На сегодняшний день 3D Systems является одним из мировых лидеров среди компаний-разработчиков и поставщиков технологий аддитивного производства.
Технология
Метод основан на облучении жидкой фотополимерной смолы лазером для создания твердых физических моделей. Построение модели производится слой за слоем. Каждый слой вычерчивается лазером согласно данным, заложенным в трехмерной цифровой модели. Облучение лазером приводит к полимеризации (т.е. затвердеванию) материала в точках соприкосновения с лучом.
Стереолитография позволяет создавать модели высокого разрешения
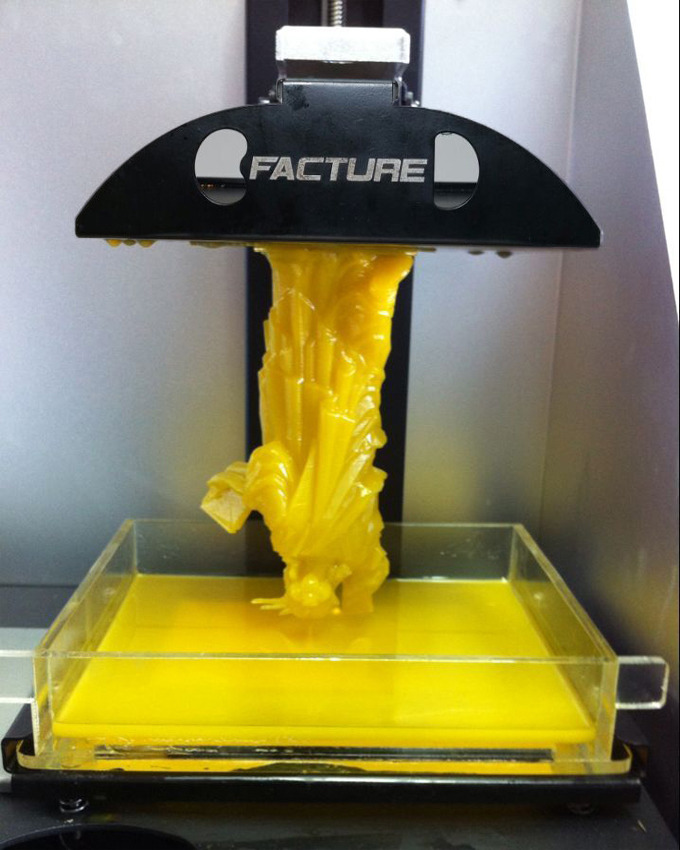
По завершении построения контура рабочая платформа погружается в бак с жидкой смолой на дистанцию, равную толщине одного слоя – как правило, от 0,05мм до 0,15мм. После выравнивания поверхности жидкого материала начинается процесс построения следующего слоя.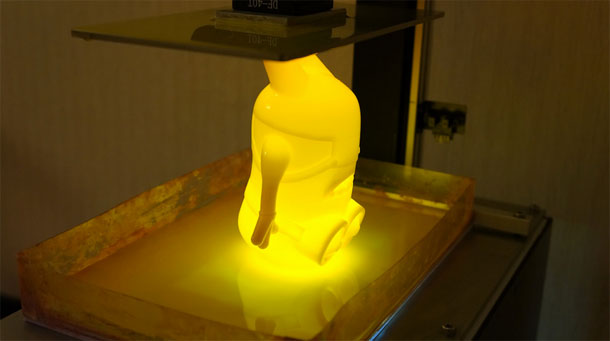 Цикл повторяется до построения полной модели. После завершения постройки, изделия промываются для удаления остаточного материала и, при необходимости, подвергаются обработке в ультрафиолетовой печи до полного затвердевания фотополимера.
Цикл повторяется до построения полной модели. После завершения постройки, изделия промываются для удаления остаточного материала и, при необходимости, подвергаются обработке в ультрафиолетовой печи до полного затвердевания фотополимера.
Стереолитография требует использования поддерживающих структур для построения навесных элементов модели, аналогично технологии моделирования методом послойного наплавления (FDM). Опоры предусматриваются в файле, содержащем цифровую модель, и выполняются из того же фотополимерного материала. По сути, опоры являются временными элементами конструкции, удаляемыми вручную после завершения процесса изготовления.
Преимущества и недостатки
Настольный стереолитографический принтер OWL Nano
Главным преимуществом стереолитографии можно считать высокую точность печати. Существующая технология позволяет наносить слои толщиной 15 микрон, что в несколько раз меньше толщины человеческого волоса. Точность изготовления достаточно высока для применения в производстве прототипов стоматологических протезов и ювелирных изделий. Скорость печати относительно высока, если учитывать высокое разрешение подобных устройств: время построения одной модели может составлять лишь нескольких часов, но в итоге зависит от размера модели и количества лазерных головок, используемых устройством одновременно. Относительно небольшие настольные устройства могут иметь область построения от 50 до 150мм в одном измерении. В то же время существуют промышленные установки, способные печатать крупногабаритные модели, где изделия измеряются уже в метрах. Готовые изделия могут обладать различными механическими свойствами в зависимости от заложенных характеристик фотополимера: существуют имитаторы твердых термопластиков, резины и других материалов.
Скорость печати относительно высока, если учитывать высокое разрешение подобных устройств: время построения одной модели может составлять лишь нескольких часов, но в итоге зависит от размера модели и количества лазерных головок, используемых устройством одновременно. Относительно небольшие настольные устройства могут иметь область построения от 50 до 150мм в одном измерении. В то же время существуют промышленные установки, способные печатать крупногабаритные модели, где изделия измеряются уже в метрах. Готовые изделия могут обладать различными механическими свойствами в зависимости от заложенных характеристик фотополимера: существуют имитаторы твердых термопластиков, резины и других материалов.
Стереолитография позволяет создавать детали высокой сложности, но зачастую имеет высокую стоимость за счет относительно высокой цены расходных материалов. Один литр фотополимерной смолы может стоить от $80 до $120, в то время как стоимость устройств может варьироваться от $10 000 до $500 000.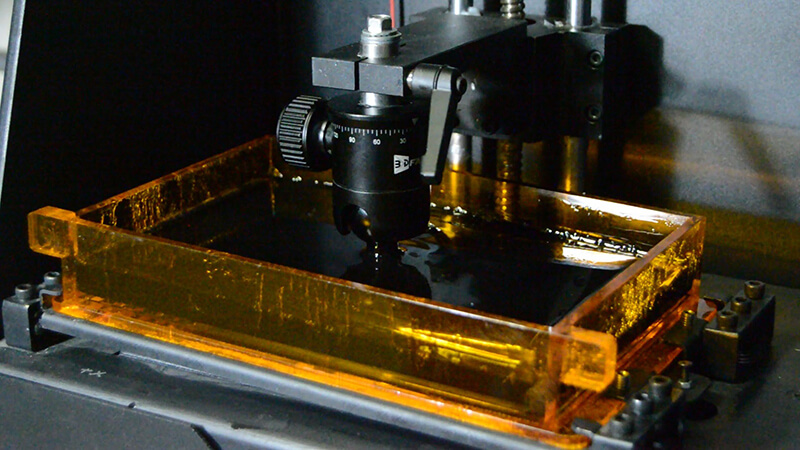 Высокая популярность технологии способствует разработке более доступных моделей, таких как FORM 1 от компании Formlabs или Pegasus Touch от FSL3D с заявленной стоимостью в $2 400 и $3 500 соответственно.
Высокая популярность технологии способствует разработке более доступных моделей, таких как FORM 1 от компании Formlabs или Pegasus Touch от FSL3D с заявленной стоимостью в $2 400 и $3 500 соответственно.
Другие технологии аддитивного производства
- Масочная стереолитография (SGC)
- Технология многоструйного моделирования (MJM)
- Цветная струйная печать (CJP)
- Цифровая светодиодная проекция (DLP)
- Струйная трехмерная печать (3DP)
- Выборочное лазерное спекание (SLS)
- Выборочная лазерная плавка (SLM)
- Выборочное тепловое спекание (SHS)
- Изготовление объектов методом ламинирования (LOM)
- Электронно-лучевая плавка (EBM)
- Прямое лазерное спекание металлов (DMLS)
- Производство электронно-лучевой плавкой (EBFȝ)
- Моделирование методом послойного наплавления (FDM)
Перейти на главную страницу Энциклопедии 3D-печати
Стереолитография (SLA): каковы преимущества технологии?
13. 10.2017
10.2017
В широком разнообразии методик трехмерной печати бывает непросто сориентироваться. Проще всего в выборе 3D-принтера отталкиваться от используемого им сырья. На данный момент самые популярные расходные материалы в аддитивном производстве – пластики.
Самые многочисленные на рынке – FDM-принтеры, но если необходима высокая четкость деталей и/или крупный размер изделия, то верный выбор – SLA-принтер.
Стереолитография: история и принципы работы
Аддитивное производство по типу SLA 3D в далеком 1986 году запатентовал соучредитель компании 3D Systems Чак Халл. За свою находку через 20 лет он попал в Национальный зал славы изобретателей США. К слову, компания 3D Systems успела вырасти до мирового гиганта в сфере разработки оборудования для 3D-печати.
Стереолитография (SLA) – это послойное отверждение жидкого фотополимерного вещества под действием лазерного луча. Внутренняя емкость принтера заполняется жидким сырьем, далее, следуя цифровой модели в STL-формате, луч лазера вырисовывает изделие, придавая твердость необходимой части материала. После же следует ручная обработка.
Внутренняя емкость принтера заполняется жидким сырьем, далее, следуя цифровой модели в STL-формате, луч лазера вырисовывает изделие, придавая твердость необходимой части материала. После же следует ручная обработка.
Основные достоинства SLA-печати
Работающий по принципу SLA 3D-принтер обладает множеством преимуществ: комфорт использования, качество и точность построения изделия и др. Средний размер изделий, создаваемых при помощи стереолитографии, – 50x50x60 сантиметров. Но есть и SLA-принтеры, печатающие объекты размером 150х75х55 см.
SLA-печать позволяет:
- изготавливать предметы любой сложности, независимо от размера или сложной геометрии их форм;
- использовать для печати минимум расходного материала;
- с легкостью обрабатывать готовые изделия;
- изготавливать не просто прототипы, но полноценные изделия с высоким качеством поверхности;
- работать в комфортных условиях, не создавая много шума при печати.

Безусловно, эти достоинства в той или иной мере свойственны и другим видам аддитивных технологий, но SLA-принтеры сочетают их все.
Рынок SLA-принтеров
Как пионер рынка американская компания 3D Systems добилась немалых высот в производстве оборудования для стереолитографии. Тем не менее, конкуренцию ей составляют многие другие разработчики как из США, так и из стран Европы, СНГ и Азии.
Распространенные на СНГ-рынке серии SLA-принтеров:
- 3D Systems ProJet и ProX;
- Uniontech Lite и RS;
- Formlabs Form;
- Autodesk Ember;
- DWSLab Xfab;
- KLD-LCD1260 Ethernet;
- LIQUID CRYSTAL;
- B9Creator;
- XYZ Printing Nobel.
Рынок SLA-принтеров и изготовляемой ими продукции имеет большие перспективы. На данный момент технология стереолитографии «отшлифовывается». Создаются все более совершенные аппараты, обдающие большим спектром возможностей. В ближайшие годы эта тенденция продолжится и на рынке появятся еще более эффективные модели.
Узнайте больше на 3D Print Expo 2017
Оцените, пожалуйста новость:
Поделиться:
Назад к новостям
Подпишитесь, чтобы получать актуальные новости
Услуги стереолитографии (SLA) 3D-печати
Спинка
Материалы
Материалы по обслуживанию
Инъекция MoldingCnc Machinening3d Printingsheet Metal
Материалы от типа
PlasticsMetalselastomers
Связанные ссылки
СПАСИТЕЛЬНЫЙ СПАСИЖДА
. ваш дизайн для обработки, допуски и соображения по резьбе, выбор правильного материала для ваших деталей и многое другое.
Скачать
Ресурсы
Советы по дизайну
Наборы инструментов
Руководства и отчеты о тенденциях
Тематические исследования
Вспомогательные средства дизайна
Вебинары и выставкиБлог
Видео
Часто задаваемые вопросы
Педагоги и студенты
ГлоссарийОтрасли
Медицинский
Аэрокосмическая промышленность
Автомобильный
Бытовая электроника
Промышленное оборудованиеО нас
Кто мы
Почему Протолабс?
Фабрики х Сеть
Платформа цифровых котировок
Исследования и разработки
Награда за крутую идею
Устойчивое развитие и социальное воздействиеКарьера
Инвесторы
Места
Нажимать
Приобретение
ПартнерствоСвяжитесь с нами
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
Соединенные ШтатыP: 877.479.3680
F: 763.479.2679
9.3680
F: 763.479.2679
. Цифровые фабрики x
Партнерская сетьНаши цифровые фабрики производят мелкие детали за несколько дней, в то время как наша цифровая сеть партнеров-производителей на основе концентраторов открывает передовые возможности и оптовые цены при больших количествах.
Узнать больше
Получить предложениеВойти
ПОЛУЧИТЬ SLA ЧАСТИ
Перейти к разделу
→ Возможности
→ Материалы SLA
→ Сравнить свойства материалов SLA
→ Отделка поверхности
→ Постобработка
→ Наши 3D-принтеры SLA
→ Почему SLA?
Стереолитография (SLA) — это промышленный процесс 3D-печати, используемый для создания концептуальных моделей, косметических прототипов и сложных деталей со сложной геометрией всего за 1 день.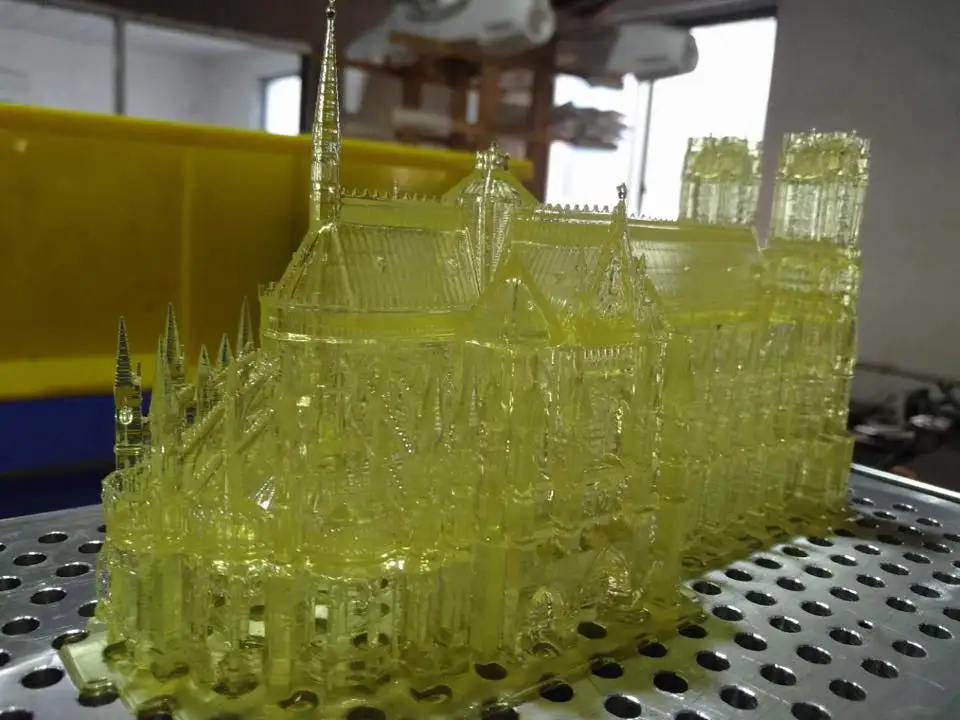 Широкий выбор материалов, чрезвычайно высокое разрешение элементов и качественная обработка поверхности возможны с SLA.
Широкий выбор материалов, чрезвычайно высокое разрешение элементов и качественная обработка поверхности возможны с SLA.
SLA 3D-печать в основном используется для:
- деталей, требующих высокой точности и размеров до 0,002 дюйма.
- хорошее качество поверхности для косметических прототипов
- проверка формы и прилегания
Если у вас возникли проблемы с получением руководства, нажмите здесь, чтобы загрузить его.
Руководство по финишной обработке поверхности для 3D-печати
Получите это краткое справочное руководство, чтобы ознакомиться с вариантами финишной обработки поверхности для наших шести технологий 3D-печати.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussian FederationRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten ( Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Руководство по проектированию и возможности SLA
Наши основные рекомендации по стереолитографии включают важные соображения по проектированию, помогающие улучшить технологичность деталей, улучшить внешний вид и сократить общее время производства.
Допуски SLA
Для хорошо спроектированных деталей допуски по осям X/Y составляют ±0,002 дюйма (0,05 мм) на первый дюйм плюс 0,1% от номинальной длины . (0,001 мм/мм), а допуски на размер Z составляют ±0,005 дюйма для первого дюйма плюс 0,1% от номинальной длины . Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Максимальный размер детали
Толщина слоя
Минимальный размер элемента
Минимальная толщина стенки
Минимальный размер отверстия
Допуски
* Доступно для следующих материалов: ABS-подобный белый и серый, ABS-подобный полупрозрачный/прозрачный и ПК-подобный полупрозрачный/прозрачный
Варианты материала SLA
ABS-Like White (Accura Xtreme White 200) — широко используемый материал SLA общего назначения.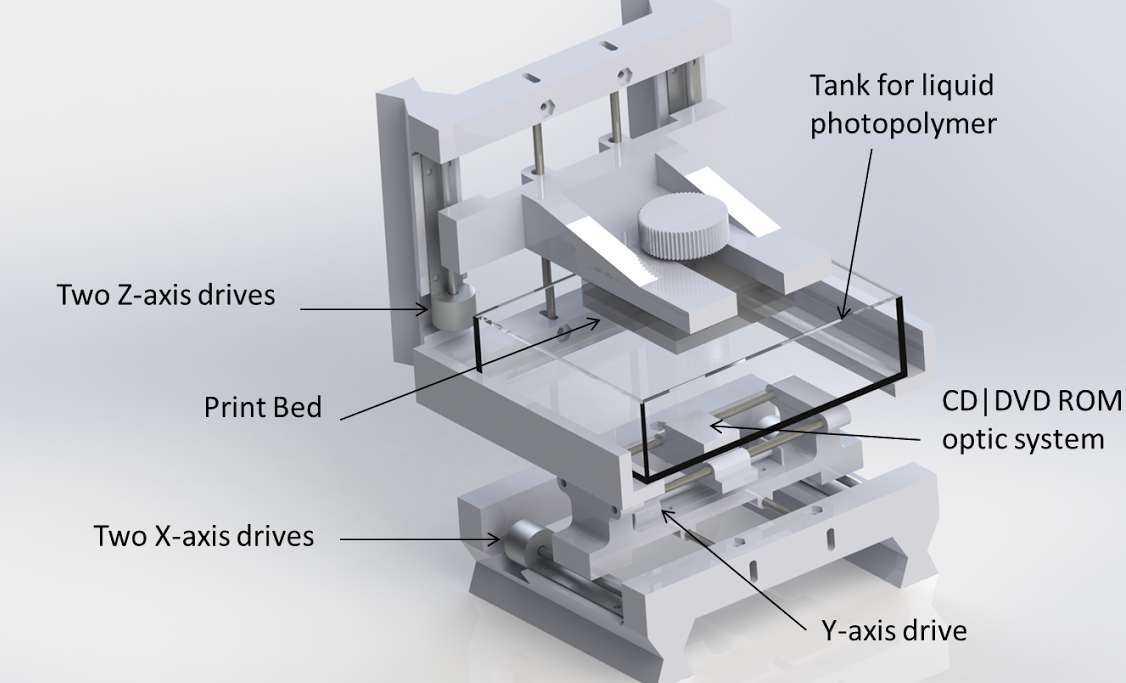 С точки зрения гибкости и прочности этот материал находится между формованным полипропиленом и формованным АБС, что делает его хорошим выбором для функциональных прототипов. Детали размером до 29дюймов x 25 дюймов x 21 дюйм можно построить с помощью ABS-подобного белого цвета, поэтому считайте его основным вариантом, если вам требуется большой размер детали.
С точки зрения гибкости и прочности этот материал находится между формованным полипропиленом и формованным АБС, что делает его хорошим выбором для функциональных прототипов. Детали размером до 29дюймов x 25 дюймов x 21 дюйм можно построить с помощью ABS-подобного белого цвета, поэтому считайте его основным вариантом, если вам требуется большой размер детали.
Основные преимущества
- Долговечная смола общего назначения
- Подходит для очень больших деталей
АБС-подобный серый (Accura Xtreme Grey)
ABS-Like Grey (Accura Xtreme Grey) — широко используемый материал SLA общего назначения. С точки зрения гибкости и прочности этот материал находится между формованным полипропиленом и формованным АБС, что делает его хорошим выбором для функциональных прототипов. ABS-Like Grey предлагает самую высокую HDT из всех АБС-подобных смол SLA.
Основные преимущества
- Долговечная смола общего назначения
- Самый высокий показатель HDT среди АБС-подобных смол SLA
АБС-подобный черный (Accura 7820)
АБС-подобный черный (Accura 7820) — широко используемый материал общего назначения.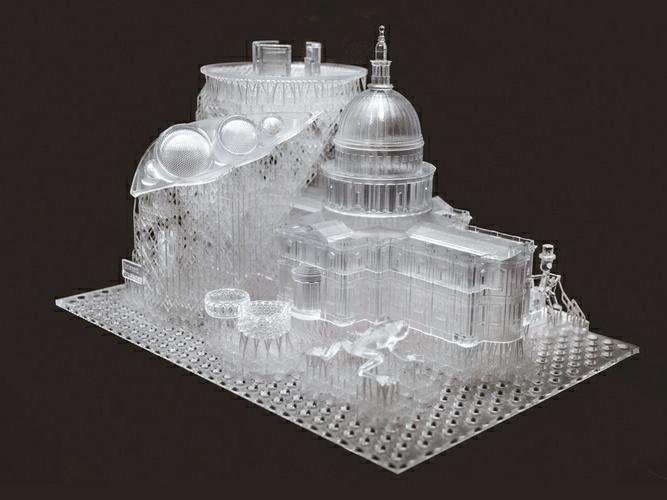 Его глубокий черный цвет и глянцевые обращенные вверх поверхности в верхнем профиле создают впечатление формованной детали, в то время как линии слоев могут быть видны в боковом профиле. RenShape 7820 также имеет низкое влагопоглощение (0,25% по ASTM D570), поэтому детали более стабильны в размерах. По сравнению с другими материалами SLA, он имеет средние значения всех механических свойств.
Его глубокий черный цвет и глянцевые обращенные вверх поверхности в верхнем профиле создают впечатление формованной детали, в то время как линии слоев могут быть видны в боковом профиле. RenShape 7820 также имеет низкое влагопоглощение (0,25% по ASTM D570), поэтому детали более стабильны в размерах. По сравнению с другими материалами SLA, он имеет средние значения всех механических свойств.
Основные преимущества
- Низкое влагопоглощение
- Глянцевый косметический вид
Полупрозрачный/прозрачный, подобный АБС (WaterShed XC 11122)
Полупрозрачный/прозрачный, подобный АБС (WaterShed XC 11122) предлагает уникальное сочетание низкого влагопоглощения (0,35% 0,25% по ASTM D570) и почти бесцветной прозрачности. Вторичные операции необходимы для достижения четкости функциональной детали, после чего деталь также сохранит очень светло-голубой оттенок. Хотя WaterShed подходит для приложений общего назначения, он является лучшим выбором для моделей визуализации потока, световодов и линз.
Основные преимущества
- Самое низкое влагопоглощение смол SLA
- Функциональная прозрачность
MicroFine™ (серый и зеленый)
MicroFine™ — это материал с индивидуальной рецептурой, доступный в сером и зеленом цветах, эксклюзивный для Protolabs. Этот ABS-подобный термореактивный материал печатается на специализированном оборудовании Protolabs для достижения характеристик с высоким разрешением размером всего 0,002 дюйма. MicroFine идеально подходит для небольших деталей, как правило, менее 1 дюйма на 1 дюйм на 1 дюйм. С точки зрения механических свойств, MicroFine находится в среднем диапазоне материалов SLA по прочности на растяжение и модуле и на нижнем уровне по ударной вязкости и удлинению.
Основные преимущества
- Изготовление деталей с высочайшим разрешением
- Идеально подходит для очень мелких деталей
Полипропиленовый полупрозрачный белый (Somos 9120)
PP-Like Translucent White (Somos 9120) является наиболее гибким вариантом SLA за исключением Carbon RPU 70 и FPU 50. При прямом сравнении со средними значениями полипропилена, полученного литьем под давлением, 9120 имеет аналогичную прочность на разрыв, модуль упругости, модуль изгиба и ударная вязкость. Единственным отличием от формованного полипропилена является его значение удлинения, которое составляет всего 25% от формованного термопластика.
При прямом сравнении со средними значениями полипропилена, полученного литьем под давлением, 9120 имеет аналогичную прочность на разрыв, модуль упругости, модуль изгиба и ударная вязкость. Единственным отличием от формованного полипропилена является его значение удлинения, которое составляет всего 25% от формованного термопластика.
Основные льготы
- Полугибкие
- Прозрачность
Усовершенствованный высокотемпературный компьютер (Accura 5530)
Усовершенствованная высокотемпературная обработка, аналогичная ПК (Accura 5530), позволяет создавать прочные и жесткие детали, устойчивые к высоким температурам. Опция термического доотверждения может увеличить HDT до 482°F при нагрузке 0,46 МПа. Accura 5530 имеет самый высокий модуль упругости среди всех ненаполненных материалов SLA и известен своей устойчивостью к автомобильным жидкостям. Однако процесс термического отверждения делает Accura 5530 менее прочным, что приводит к снижению удлинения на 50%.
Основные преимущества
- Высокий модуль упругости
- Более высокая стойкость к нагретым жидкостям
Полупрозрачный/прозрачный ПК-подобный (Accura 60)
PC-Like Translucent/Clear (Accura 60) является альтернативой АБС-подобным материалам общего назначения и WaterShed XC 11122, когда требуется жесткость. Как и WaterShed, этот материал можно обрабатывать по индивидуальному заказу для достижения функциональной прозрачности при вторичной обработке. Accura 60 обладает самой высокой прочностью на растяжение и модулем упругости по сравнению со всеми материалами SLA, за исключением вариантов Advanced High Temp, которые чаще всего подвергаются термическому отверждению.
Основные преимущества
- Высокая жесткость
- Функциональная прозрачность
Керамикоподобный Advanced HighTemp (PerFORM)
Керамикоподобный Advanced HighTemp (PerFORM) демонстрирует высочайшую прочность на растяжение и модуль упругости, что делает его самым жестким материалом из материалов SLA. Когда вариант термического отверждения применяется к деталям, изготовленным из PerFORM, он демонстрирует самый высокий HDT (до 514 ° F при нагрузке 0,46 МПа) среди материалов SLA.
Когда вариант термического отверждения применяется к деталям, изготовленным из PerFORM, он демонстрирует самый высокий HDT (до 514 ° F при нагрузке 0,46 МПа) среди материалов SLA.
Основные преимущества
- Самая прочная смола SLA
- Самая высокая HDT смол SLA
Сравните свойства материалов SLA
- US
- Метрическая система
| Материал | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|
| ABS-подобный белый (Accura Xtreme White 200) | Белый | 7,9 тыс.фунтов/кв.дюйм | 479 тысяч фунтов на квадратный дюйм | 9% |
| АБС-подобный серый (Accura Xtreme Grey) | Серый | 5,8 тыс. фунтов на кв. дюйм | 290 тысяч фунтов на квадратный дюйм | 9% |
| АБС-подобный черный (Accura 7820) | Черный | 7,0 тысяч фунтов на квадратный дюйм | 435 тысяч фунтов на квадратный дюйм | 5% |
| Полупрозрачный/прозрачный, подобный АБС (WaterShed XC 11122) | Полупрозрачный/Прозрачный | 7,9 тыс. фунтов/кв.дюйм фунтов/кв.дюйм | 421 тысяч фунтов/кв. дюйм | 6% |
| MicroFine™ (серый и зеленый) | Серый или зеленый | 8,7 тыс.фунтов/кв.дюйм | 377 тысяч фунтов на квадратный дюйм | 8% |
| Полипропиленовый полупрозрачный белый (Somos 9120) | Полупрозрачный/белый | 5,0 тысяч фунтов на квадратный дюйм | 232 тыс.фунтов/кв.дюйм | 25% |
| Полупрозрачный/прозрачный ПК-подобный (Accura 60) | Полупрозрачный/Прозрачный | 10,8 тыс.фунтов/кв.дюйм | 508 тысяч фунтов на квадратный дюйм | 7% |
| Усовершенствованный высокотемпературный компьютер, похожий на ПК* (Accura 5530) | Полупрозрачный/янтарный | 6,5 тыс. фунтов на кв. дюйм | 566 тысяч фунтов на квадратный дюйм | 1,5% |
| Керамикоподобный Advanced HighTemp* (PerFORM) | Белый | 10,9 тыс. фунтов/кв.дюйм фунтов/кв.дюйм | 1523 тысяч фунтов/кв. дюйм | 1% |
*Перечисленные свойства основаны на термическом отверждении
| Материал | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|
| ABS-подобный белый (Accura Xtreme White 200) | Белый | 54,47 МПа | 3300 МПа | 9% |
| АБС-подобный серый (Accura Xtreme Grey) | Серый | 39,98 МПа | 2000 МПа | 9% |
| АБС-подобный черный (RenShape SL7820) | Черный | 48,26 МПа | 3000 МПа | 5% |
| Полупрозрачный/прозрачный, подобный АБС (WaterShed XC 11122) | Полупрозрачный/Прозрачный | 54,47 МПа | 2600 МПа | 6% |
| MicroFine™ (серый и зеленый) | Серый или зеленый | 59,98 МПа | 2600 МПа | 8% |
| Полипропиленовый полупрозрачный белый (Somos 9120) | Полупрозрачный/белый | 34,47 МПа | 1600 МПа | 25% |
| Полупрозрачный/прозрачный ПК-подобный (Accura 60) | Полупрозрачный/Прозрачный | 74,46 МПа | 3503 МПа | 7% |
| Усовершенствованная высокотемпературная система, аналогичная ПК* (Accura 5530) | Полупрозрачный/янтарный | 44,81 МПа | 3902 МПа | 1,5% |
| Керамикоподобный Advanced HighTemp* (PerFORM) | Белый | 75,15 МПа | 10 500 МПа | 1% |
*Перечисленные свойства основаны на термическом отверждении
Эти цифры являются приблизительными и зависят от ряда факторов, включая, помимо прочего, параметры машины и процесса. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Варианты обработки поверхности для деталей SLA
Материал: полупрозрачный/прозрачный, подобный АБС
Отделка: необработанная
Материал: MicroFine Grey™
Отделка: необработанная
Материал: полупрозрачный/прозрачный, подобный АБС
Отделка: стандартная
Материал: MicroFine Grey™
Отделка: стандартная
Материал: АБС-подобный полупрозрачный/прозрачный
Отделка: натуральный
Материал: MicroFine Grey™
Отделка: натуральный
Материал: АБС-подобный полупрозрачный/прозрачный
Отделка: индивидуальная
0024 Отделка: индивидуальная
Дополнительные варианты отделки
Отделка по индивидуальному заказу — это сочетание науки, технологии и изобразительного искусства, позволяющее преобразовать деталь в точном соответствии с вашими требованиями.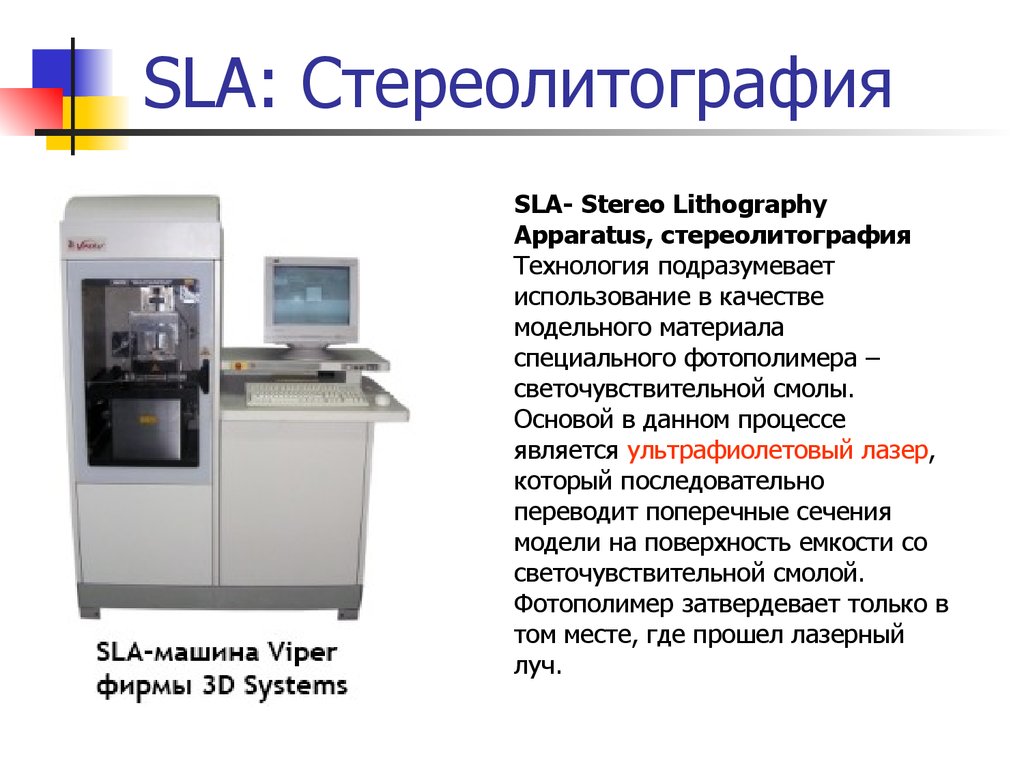 Варианты отделки:
Варианты отделки:
- Мягкая краска
- Отделка прозрачных деталей
- Лакокрасочные покрытия
- Маскировка
- Подбор цвета
- Наклейки/графика
- Текстура
Металлическое покрытие
Наш процесс металлизации для SLA покрывает поликарбонатный материал с керамическим наполнителем (Somos PerFORM) никелем, который придает деталям внешний вид, ощущение и прочность металла, но без веса. Сочетание прочности, жесткости и термостойкости материала с никелированием придает прочность, жесткость, ударопрочность и термостойкость до уровня, ранее недостижимого для деталей SLA.
Микрофлюидика
Наш процесс изготовления микрофлюидов представляет собой модифицированную форму SLA с высоким разрешением, в которой используется прозрачный материал, подобный АБС (WaterShed XC 11122). Детали устойчивы к воде и влаге и хорошо подходят для линз и моделей с визуализацией потока.
Наши 3D-принтеры SLA
Наши машины для стереолитографии состоят из Viper, ProJets и iPro. В режиме высокого разрешения Viper и ProJets могут изготавливать детали с чрезвычайно мелкими элементами и четкими деталями, а в режиме нормального разрешения они могут очень быстро создавать экономичные детали.
В режиме высокого разрешения Viper и ProJets могут изготавливать детали с чрезвычайно мелкими элементами и четкими деталями, а в режиме нормального разрешения они могут очень быстро создавать экономичные детали.
iPros имеют чрезвычайно большие объемы сборки: 29 дюймов на 25 дюймов на 21 дюйм (736 мм на 635 мм на 533 мм), но при этом могут легко отображать детали с высокой детализацией.
Зачем использовать SLA?
Стереолитография (SLA) — это процесс аддитивного производства, позволяющий печатать на 3D-принтере детали с небольшими элементами, жесткими требованиями к допускам и гладкой поверхностью.
Как работает SLA 3D-печать?
Машина SLA начинает прорисовку слоев опорных конструкций, а затем самой детали с помощью ультрафиолетового лазера, направленного на поверхность жидкой термореактивной смолы. После нанесения слоя на поверхность смолы платформа сборки смещается вниз, и по платформе перемещается планка для повторного покрытия, чтобы нанести следующий слой смолы. Процесс повторяется слой за слоем, пока сборка не будет завершена.
Процесс повторяется слой за слоем, пока сборка не будет завершена.
Вновь построенные детали вынимаются из машины и отправляются в лабораторию, где используются растворители для удаления дополнительных смол. Когда детали полностью очистятся, опорные конструкции удаляются вручную. После этого детали проходят цикл УФ-отверждения для полного затвердевания внешней поверхности детали. Последним шагом в процессе SLA является применение любой индивидуальной или указанной клиентом отделки. Детали, изготовленные из SLA, должны использоваться с минимальным воздействием УФ-излучения и влажности, чтобы они не разлагались.
Ресурсы SLA
Введение в стереолитографию (SLA) 3D-печать
Стереолитография, основной элемент 3D-печати, позволяет быстро и точно создавать сложные прототипы.
Прочтите совет по дизайну
Что такое 3D-печать?
Получите представление об аддитивном производстве и о том, как его можно использовать для улучшения разработки продукта за счет быстрого прототипирования и производства.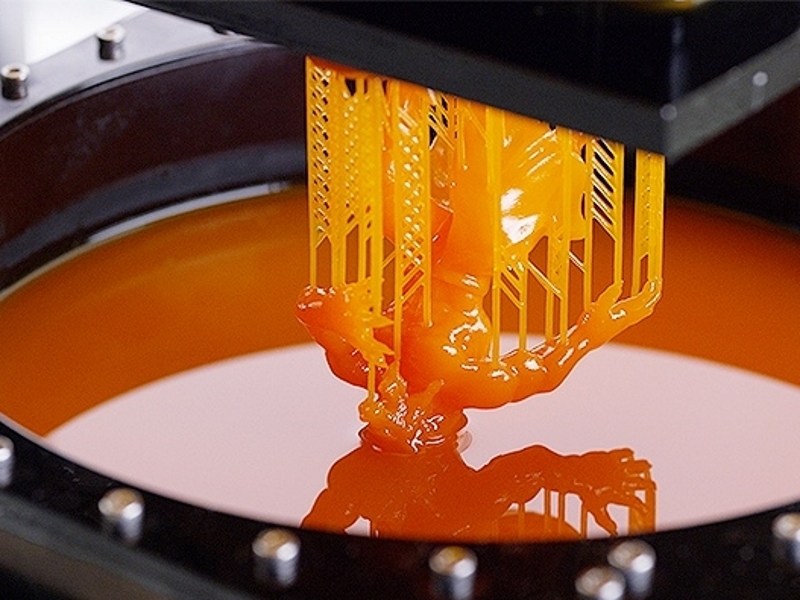
Читать руководство
Выбор материала для стереолитографии (SLA) 3D-печати
Сравните материалы для стереолитографии друг с другом и с пластмассами, полученными литьем под давлением.
Прочтите совет по дизайну
SLA и FDM: сравнение распространенных технологий 3D-печати
Посмотрите, как сочетаются эти две технологии 3D-печати для прототипов деталей. Понимание преимуществ каждого из них поможет ускорить проектирование.
Читать блог
Получите мгновенную онлайн-цену на 3D-печать.
Узнать цену
Руководство по стереолитографии (SLA) 3D-печати
Стереолитография (SLA) 3D-печать — это наиболее распространенный процесс 3D-печати смолой, который стал широко популярным благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали для конечного использования из ряда современных материалов с прекрасными характеристиками и гладкая отделка поверхности.
Из этого подробного руководства вы узнаете, как работают 3D-принтеры SLA, почему сегодня тысячи профессионалов используют этот процесс и как SLA-принтеры могут помочь вам в работе.
Белая книга
Ищете 3D-принтер для создания ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Стереолитография относится к семейству технологий аддитивного производства, известных как фотополимеризация в ваннах, широко известная как 3D-печать смолой. Все эти машины построены по одному и тому же принципу, используя источник света — лазер или проектор — для отверждения жидкой смолы в затвердевший пластик. Основное физическое различие заключается в расположении основных компонентов, таких как источник света, платформа для сборки и резервуар для смолы.
Посмотрите, как работает стереолитографическая (SLA) 3D-печать.
В 3D-принтерах SLA используются светореактивные термореактивные материалы, называемые «смола». Когда смолы SLA подвергаются воздействию света определенной длины волны, короткие молекулярные цепи соединяются вместе, полимеризуя мономеры и олигомеры в отвержденные жесткие или гибкие геометрические формы.
Графическое изображение базовой механики стереолитографии (SLA) 3D-печати.
Детали SLA имеют самое высокое разрешение и точность, самые четкие детали и самую гладкую поверхность среди всех технологий 3D-печати, но главное преимущество стереолитографии заключается в ее универсальности.
Производители материалов создали инновационные составы смолы SLA с широким диапазоном оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
Достижения в области 3D-печати продолжают менять подход компаний к прототипированию и производству. По мере того, как технология становится все более доступной и доступной, а оборудование и материалы совершенствуются, чтобы соответствовать возможностям и требованиям рынка, дизайнеры, инженеры и другие специалисты интегрируют 3D-печать в рабочие процессы на всех циклах разработки. Во всех отраслях 3D-печать помогает профессионалам сократить расходы на аутсорсинг, ускорить итерации, оптимизировать производственные процессы и даже открыть совершенно новые бизнес-модели.
Стереолитография 3D-печать, в частности, претерпела значительные изменения. Традиционно 3D-принтеры SLA были монолитными и непомерно дорогостоящими, требовали квалифицированных технических специалистов и дорогостоящих контрактов на обслуживание. Сегодня малоформатные настольные принтеры производят продукцию промышленного качества по значительно более доступным ценам и с непревзойденной универсальностью.
Сравните стереолитографическую 3D-печать с двумя другими распространенными технологиями изготовления пластиковых деталей: моделирование методом наплавления (FDM) и селективное лазерное спекание (SLS).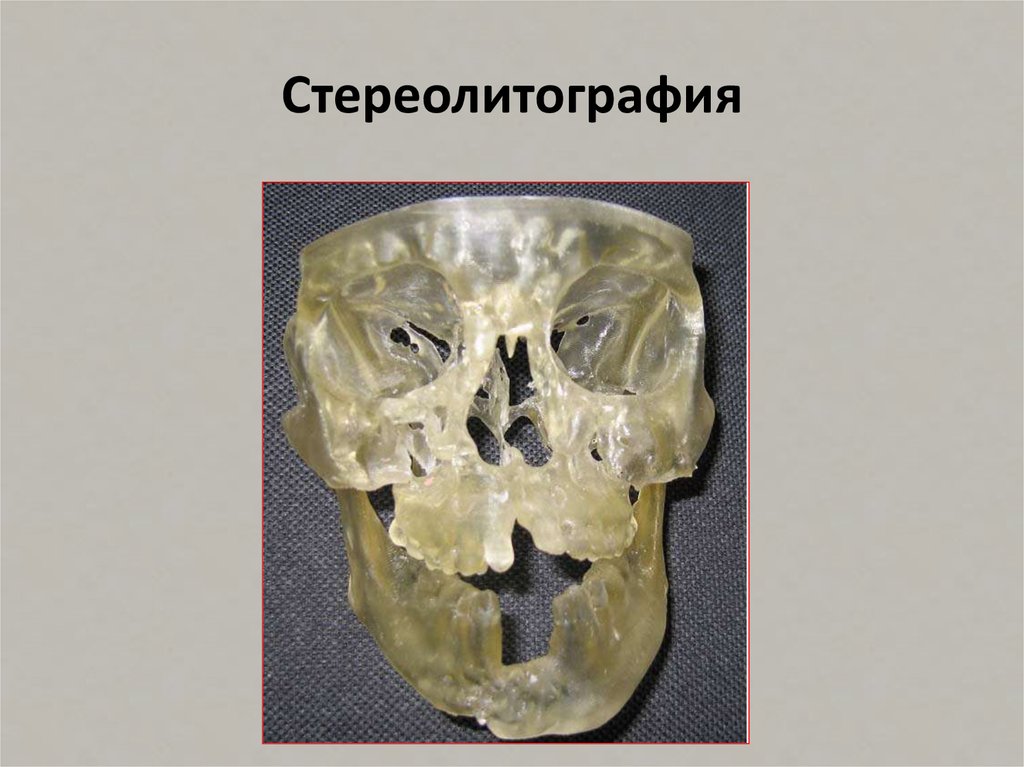
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Узнайте, как перейти от проектирования к 3D-печати с помощью 3D-принтера Form 3+ SLA. В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
Используйте любую программу САПР или данные 3D-сканирования для создания модели и экспортируйте ее в формат файла для 3D-печати (STL или OBJ). Каждый принтер SLA включает в себя программное обеспечение для указания параметров печати и разделения цифровой модели на слои для печати. После завершения настройки программа подготовки к печати отправляет инструкции на принтер по беспроводному или кабельному соединению.
Более продвинутые пользователи могут рассмотреть возможность проектирования специально для SLA или предпринять такие шаги, как полые детали для экономии материала.
После быстрого подтверждения правильности настройки начинается процесс печати, и машина может работать без присмотра до завершения печати. В принтерах с картриджной системой материал автоматически заправляется машиной.
Онлайн-панель от Formlabs позволяет удаленно управлять принтерами, материалами и командами.
После завершения печати детали необходимо промыть изопропиловым спиртом (IPA) для удаления неотвержденной смолы с их поверхности. После высыхания промытых деталей некоторые материалы требуют постотверждения, процесса, который помогает деталям достичь максимально возможной прочности и стабильности. Наконец, удалите опоры с деталей и отшлифуйте оставшиеся следы опор для чистой отделки. Детали SLA можно легко обработать, загрунтовать, покрасить и собрать для конкретного применения или отделки.
Пост-отверждение особенно важно для функциональных полимеров, используемых в технике, и обязательно для некоторых стоматологических и ювелирных материалов и приложений.
Веб-семинар
На этом веб-семинаре Мэтт Льюис и Рики Хоппер расскажут вам об улучшенной линейке SLA и продемонстрируют новые продукты.
Посмотреть веб-семинар сейчас
Инженеры, дизайнеры, производители и многие другие выбирают 3D-печать SLA за ее превосходные характеристики, гладкую поверхность, высочайшую точность и точность деталей, а также такие механические характеристики, как изотропность, водонепроницаемость и универсальность материалов.
Поскольку 3D-печать создает детали по одному слою за раз, готовые отпечатки могут иметь разную прочность в зависимости от ориентации детали относительно процесса печати с различными свойствами по осям X, Y и Z.
Процессы 3D-печати на основе экструзии, такие как моделирование методом наплавления (FDM), известны своей анизотропией из-за различий между слоями, создаваемых процессом печати. Эта анизотропия ограничивает полезность FDM для определенных приложений или требует дополнительных настроек геометрии детали, чтобы компенсировать ее.
Прочитайте наше подробное руководство о 3D-принтерах FDM и SLA, чтобы узнать, как они сравниваются с точки зрения качества печати, материалов, приложений, рабочего процесса, скорости, затрат и многого другого.
Напротив, 3D-принтеры SLA смолы создают высокоизотропные детали. Достижение изотропии деталей зависит от ряда факторов, которые можно строго контролировать, интегрируя химию материала в процесс печати. Во время печати компоненты смолы образуют ковалентные связи, но слой за слоем деталь остается в полупрореагировавшем «зеленом состоянии».
В сыром состоянии смола сохраняет полимеризуемые группы, которые могут образовывать связи между слоями, придавая изотропию и водонепроницаемость детали после окончательного отверждения. На молекулярном уровне нет разницы между плоскостями X, Y или Z. Это приводит к деталям с предсказуемыми механическими характеристиками, критически важными для таких приложений, как приспособления и приспособления, детали для конечного использования и функциональное прототипирование.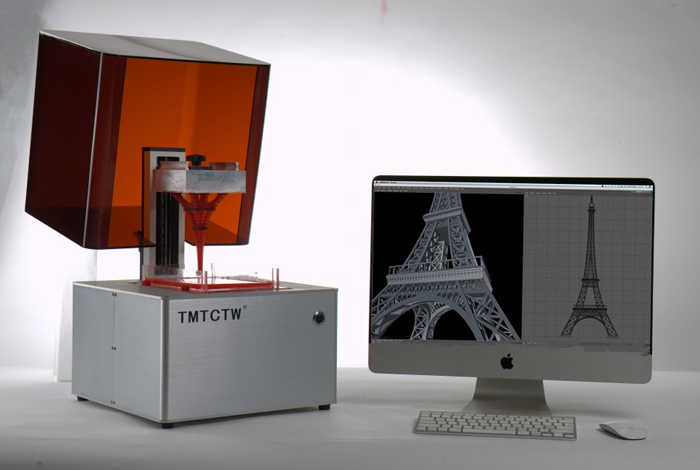
Печатные детали SLA сильно изотропны по сравнению с деталями, изготовленными с помощью моделирования методом наплавления (FDM).
Поскольку они изотропны, напечатанные SLA детали, такие как эта оснастка от Pankl Racing Systems, могут выдерживать различные направленные силы, которым они подвергаются во время производственных операций с высокими нагрузками.
Печатные объекты SLA являются непрерывными, независимо от того, создают ли они геометрию со сплошными элементами или внутренними каналами. Эта водонепроницаемость важна для инженерных и производственных приложений, где поток воздуха или жидкости должен быть контролируемым и предсказуемым. Инженеры и дизайнеры используют водонепроницаемость SLA-принтеров для решения проблем с потоком воздуха и жидкости в автомобильной промышленности, в биомедицинских исследованиях и для проверки конструкций деталей потребительских товаров, таких как кухонная техника.
OXO полагается на водонепроницаемость печати SLA для создания надежных функциональных прототипов продуктов с потоком воздуха или жидкости, таких как эта кофеварка.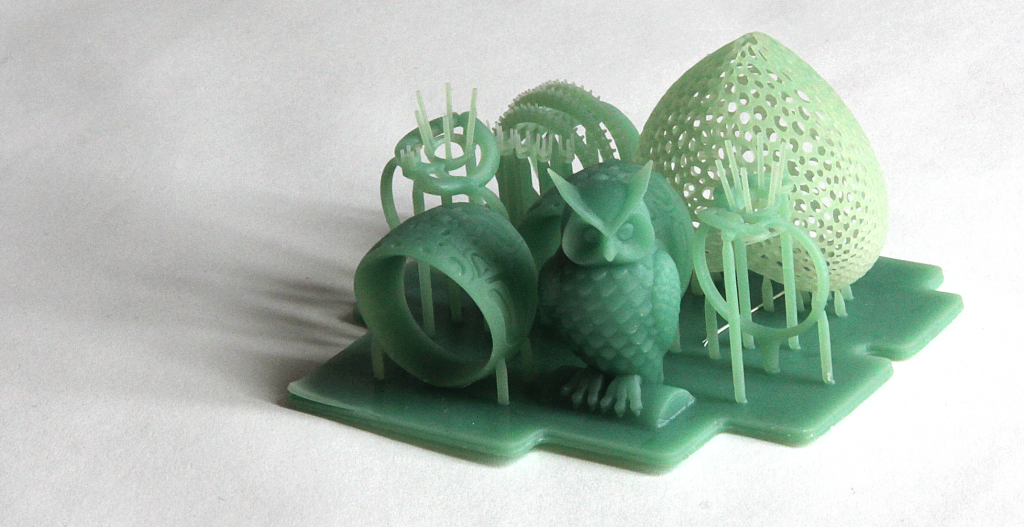
Отрасли промышленности, от стоматологии до производства, зависят от 3D-печати SLA для многократного создания точных и прецизионных компонентов. Чтобы процесс печати производил точные и точные детали, необходимо строго контролировать множество факторов.
По сравнению с точностью обработки, 3D-печать SLA находится где-то между стандартной и точной обработкой. SLA имеет самую высокую устойчивость среди коммерчески доступных технологий 3D-печати. Узнайте больше о допуске, точности и прецизионности в 3D-печати.
Сочетание подогреваемого резервуара для смолы и закрытой среды сборки обеспечивает почти одинаковые условия для каждого отпечатка. Более высокая точность также является функцией более низкой температуры печати по сравнению с технологиями на основе термопластов, которые плавят сырье. Поскольку в стереолитографии используется свет, а не тепло, процесс печати происходит при температуре, близкой к комнатной, а печатные детали не страдают от артефактов теплового расширения и сжатия.
Пример из стоматологической отрасли, сравнивающий отсканированный компонент с исходной геометрией САПР, демонстрирующий возможность соблюдения жестких допусков для печатной детали SLA.
Стереолитография с низким усилием (LFS) 3D-печать размещает оптику внутри блока обработки света (LPU), который перемещается в направлении X. Один гальванометр позиционирует лазерный луч в направлении Y, затем направляет его вдоль складного зеркала и параболического зеркала, чтобы получить луч, который всегда перпендикулярен плоскости сборки, поэтому он всегда движется по прямой линии, чтобы обеспечить еще большую точность и точность. точность и обеспечивает единообразие по мере масштабирования оборудования до больших размеров, например SLA-принтер Formlabs большего формата Form 3L. LPU также использует пространственный фильтр для создания четкого и чистого лазерного пятна для большей точности.
Характеристики отдельных материалов также важны для обеспечения надежного и воспроизводимого процесса печати.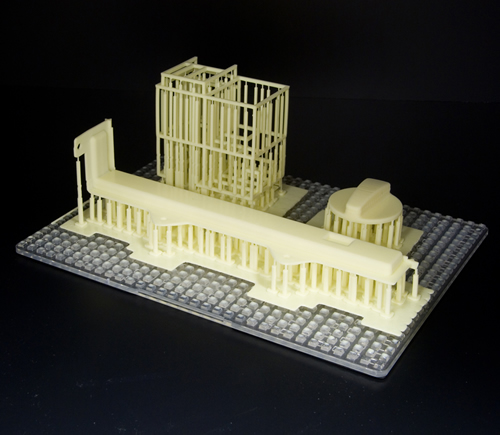
Formlabs Rigid Resin имеет высокий модуль упругости перед отверждением, что означает возможность печати очень тонких деталей с высокой точностью и меньшей вероятностью отказа.
Принтеры SLA считаются золотым стандартом гладкой поверхности, внешний вид которых сравним с традиционными методами производства, такими как механическая обработка, литье под давлением и экструзия.
Это качество поверхности идеально подходит для областей применения, требующих безупречной отделки, а также помогает сократить время постобработки, поскольку детали можно легко шлифовать, полировать и красить. Например, ведущие компании, такие как Gillette, используют 3D-печать SLA для создания конечных потребительских товаров, таких как 3D-печатные ручки для бритв на своей платформе Razor Maker.
Ведущие компании, такие как Gillette, используют 3D-печать SLA для создания конечных потребительских товаров, таких как 3D-печатные ручки для бритв на своей платформе Razor Maker.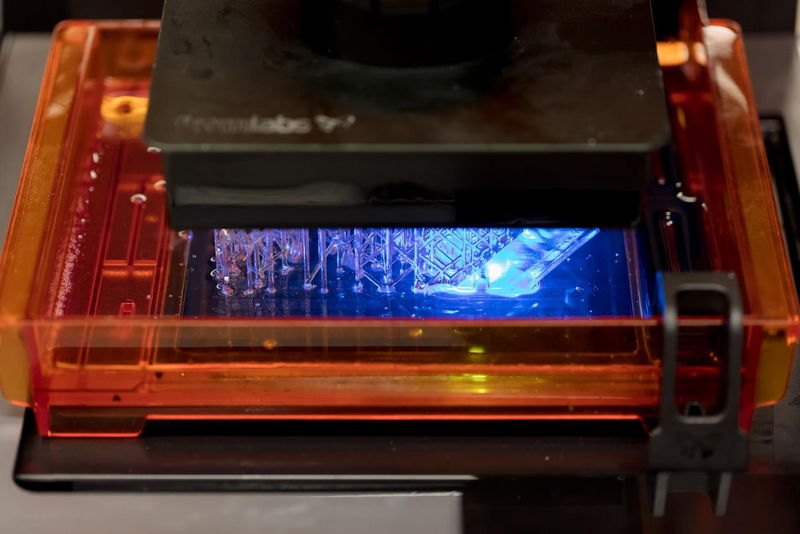
Высота слоя по оси Z обычно используется для определения разрешения 3D-принтера. На 3D-принтерах Formlabs SLA это можно отрегулировать в диапазоне от 25 до 300 микрон с компромиссом между скоростью и качеством.
Для сравнения, принтеры FDM и SLS обычно печатают слои по оси Z толщиной от 100 до 300 микрон. Однако деталь, напечатанная с размером 100 микрон на принтере FDM или SLS, выглядит иначе, чем деталь, напечатанная с размером 100 микрон на принтере SLA. Отпечатки SLA имеют более гладкую поверхность сразу после выхода из принтера, потому что внешние стены по периметру прямые, а новый напечатанный слой взаимодействует с предыдущим слоем, сглаживая эффект лестницы. Отпечатки FDM, как правило, имеют четко видимые слои, тогда как SLS имеет зернистую поверхность из спеченного порошка.
Наименьшая возможная детализация также намного тоньше на SLA, учитывая размер лазерного пятна 85 микрон на Form 3+ по сравнению с 350 микронами на промышленных принтерах SLS и 250–800 микрон сопла на машинах FDM.
В то время как 3D-печатные детали FDM, как правило, имеют видимые линии слоев и могут показывать неточности вокруг сложных элементов, детали, напечатанные на машинах SLA, имеют острые края, гладкую поверхность и минимальные видимые линии слоев.
Смолы SLA обладают преимуществом широкого спектра конфигураций состава: материалы могут быть мягкими или твердыми, сильно заполненными вторичными материалами, такими как стекло и керамика, или обладать механическими свойствами, такими как высокая температура деформации или ударопрочность. Диапазон материалов варьируется от отраслевых, таких как зубные протезы, до тех, которые точно соответствуют конечным материалам для прототипирования, сформулированным так, чтобы выдерживать обширные испытания и работать в условиях стресса.
Rigid 10K Resin — это материал с высоким содержанием стекла для промышленных деталей, которые должны выдерживать значительные нагрузки без изгиба, включая такие применения, как литье под давлением.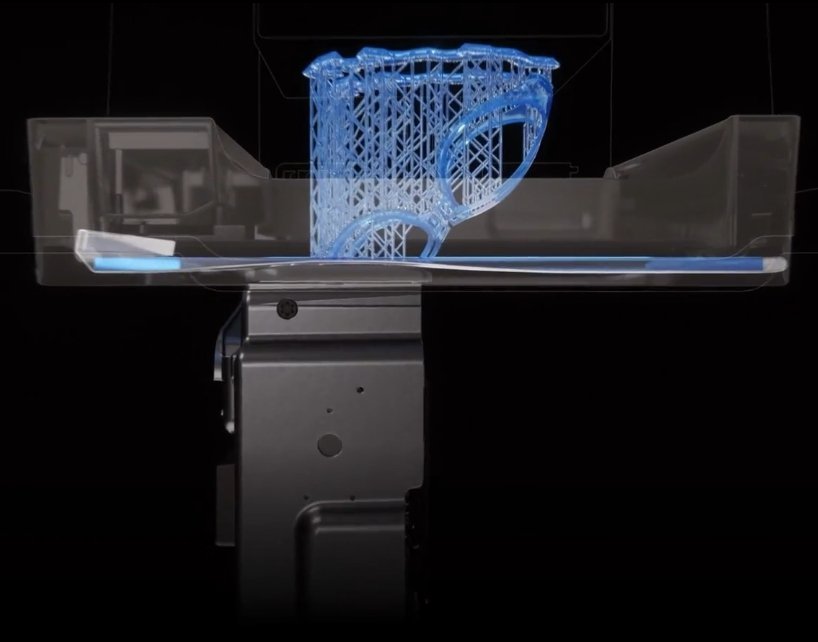
В некоторых случаях именно эта комбинация универсальности и функциональности приводит к тому, что компании изначально внедряют 3D-печать смолой внутри компании. После обнаружения одного приложения, решенного с помощью определенного функционального материала, обычно вскоре открываются новые возможности, и принтер становится инструментом для использования разнообразных возможностей различных материалов.
Например, сотни инженеров из группы проектирования и прототипирования Центра перспективных производственных исследований Шеффилдского университета (AMRC) полагаются на открытый доступ к парку из 12 3D-принтеров SLA и разнообразным инженерным материалам для поддержки самых разнообразных исследовательских проектов. с промышленными партнерами, такими как Boeing, Rolls-Royce, BAE Systems и Airbus. Команда использовала High Temp Resin для 3D-печати шайб, кронштейнов и системы крепления датчика, которая должна была выдерживать подъем, а также Durable Resin для создания сложных нестандартных упругих компонентов для робота для захвата и размещения, который автоматизирует производство композитов.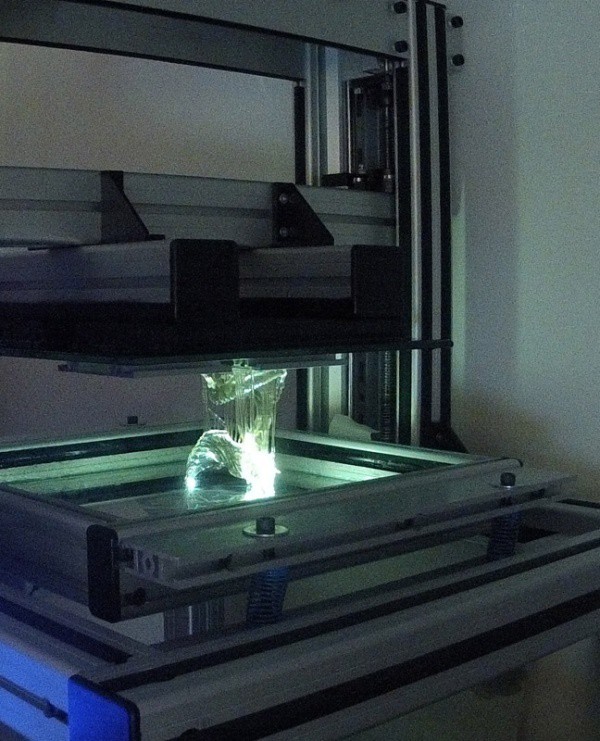
Инженеры AMRC используют парк из 12 3D-принтеров SLA и различные инженерные материалы для печати нестандартных деталей для различных исследовательских проектов, таких как кронштейны для робота для захвата и размещения (вверху) и крепления для датчиков в высоком положении. температура окружающей среды (внизу).
Интерактивный
Нужна помощь в выборе материала для 3D-печати? Наш новый интерактивный помощник по материалам поможет вам принять правильное решение в отношении материалов, исходя из вашего применения и свойств, которые вам больше всего нужны из нашей постоянно растущей библиотеки смол.
Порекомендуйте мне материал
SLA 3D-печать ускоряет инновации и поддерживает предприятия в самых разных отраслях, включая машиностроение, производство, стоматологию, здравоохранение, образование, развлечения, ювелирные изделия, аудиологию и многое другое.
Быстрое прототипирование с помощью 3D-печати позволяет инженерам и проектировщикам превращать идеи в реалистичные доказательства концепции, доводить эти концепции до высокоточных прототипов, которые выглядят и работают как конечные продукты, и проводить продукты через ряд этапов проверки до массового производства. .
.
Узнать больше
Производители автоматизируют производственные процессы и оптимизируют рабочие процессы путем создания прототипов инструментов и прямой 3D-печати нестандартных инструментов, пресс-форм и производственных вспомогательных средств при гораздо меньших затратах и сроках выполнения заказов, чем при традиционном производстве. Это снижает производственные затраты и дефекты, повышает качество, ускоряет сборку и максимизирует производительность труда.
Узнать больше
Цифровая стоматология снижает риски и неопределенности, связанные с человеческим фактором, обеспечивая более высокую согласованность, точность и точность на каждом этапе рабочего процесса для улучшения ухода за пациентами. 3D-принтеры могут производить ряд высококачественных изделий и устройств по индивидуальному заказу с низкими затратами на единицу продукции с превосходным соответствием и воспроизводимыми результатами.
Узнать больше
Недорогая профессиональная настольная 3D-печать помогает врачам разрабатывать процедуры и устройства, адаптированные для каждого уникального человека, открывая дверь для высокоэффективных медицинских приложений, экономя при этом организациям значительное время и затраты от лаборатории до операционной. комната.
комната.
Подробнее
3D-принтеры — это многофункциональные инструменты для иммерсивного обучения и углубленных исследований. Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна.
Узнать больше
Физические модели высокого разрешения широко используются в скульптуре, моделировании персонажей и создании реквизита. Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.
Узнать больше
Профессионалы-ювелиры используют САПР и 3D-печать для быстрого создания прототипов, подгонки под клиентов и производства больших партий готовых изделий. Цифровые инструменты позволяют создавать последовательные детализированные детали без утомительной и изменчивой резьбы по воску.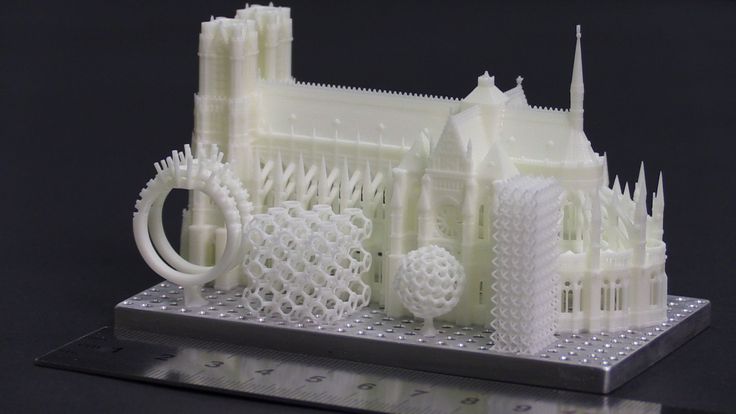
Узнать больше
Специалисты по слухопротезированию и лаборатории ушных вкладышей используют цифровые рабочие процессы и 3D-печать для более последовательного изготовления высококачественных индивидуальных ушных изделий и в больших объемах для таких приложений, как заушные слуховые аппараты, средства защиты органов слуха, индивидуальные беруши и наушники.
Узнать больше
Многие компании начинают использовать 3D-печать, привлекая на аутсорсинг сервисные бюро или лаборатории. Аутсорсинг производства может быть отличным решением, когда командам требуется 3D-печать лишь время от времени или для разовых работ, требующих уникальных свойств материалов или приложений. Сервисные бюро также могут предоставить консультации по различным материалам и предложить дополнительные услуги, такие как дизайн или улучшенная отделка.
Основными недостатками аутсорсинга являются стоимость и время выполнения заказа.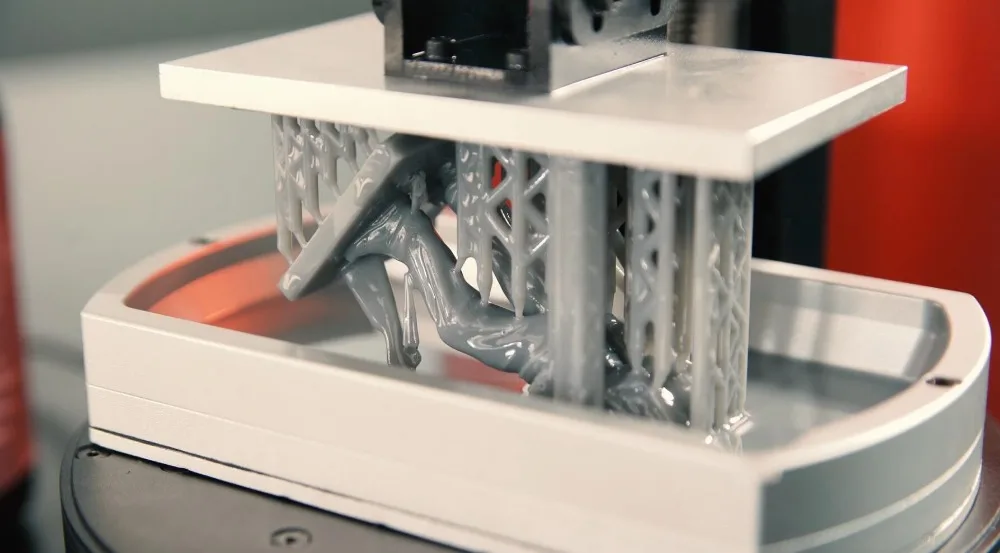 Часто аутсорсинг — это путь к созданию собственного производства по мере роста потребностей. Одним из самых больших преимуществ 3D-печати является ее скорость по сравнению с традиционными методами производства, которая быстро уменьшается, когда для доставки сторонней детали требуется несколько дней или даже недель. С растущим спросом и производством аутсорсинг также быстро становится дорогим.
Часто аутсорсинг — это путь к созданию собственного производства по мере роста потребностей. Одним из самых больших преимуществ 3D-печати является ее скорость по сравнению с традиционными методами производства, которая быстро уменьшается, когда для доставки сторонней детали требуется несколько дней или даже недель. С растущим спросом и производством аутсорсинг также быстро становится дорогим.
Из-за роста доступной 3D-печати промышленного качества сегодня все больше и больше компаний предпочитают сразу же внедрять 3D-печать у себя, вертикально интегрируясь в существующие магазины или лаборатории или в рабочие места инженеров, дизайнеров и других. кто может извлечь выгоду из преобразования цифровых проектов в физические детали или кто занимается мелкосерийным производством.
Малоформатные настольные 3D-принтеры SLA отлично подходят, когда вам нужны детали быстро. В зависимости от количества деталей и объема печати инвестиции в 3D-принтер малого формата могут окупиться даже в течение нескольких месяцев.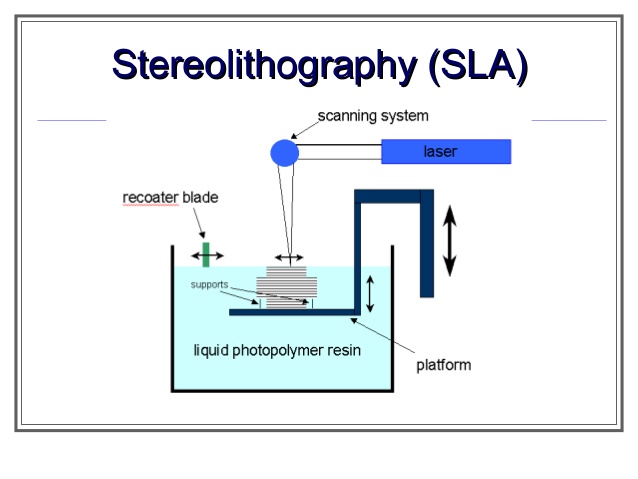 Кроме того, с машинами малого формата можно платить за столько мощности, сколько нужно бизнесу, и масштабировать производство, добавляя дополнительные единицы по мере роста спроса. Использование нескольких 3D-принтеров также позволяет одновременно печатать детали из разных материалов. Сервисные бюро могут по-прежнему дополнять этот гибкий рабочий процесс для крупных деталей или нетрадиционных материалов.
Кроме того, с машинами малого формата можно платить за столько мощности, сколько нужно бизнесу, и масштабировать производство, добавляя дополнительные единицы по мере роста спроса. Использование нескольких 3D-принтеров также позволяет одновременно печатать детали из разных материалов. Сервисные бюро могут по-прежнему дополнять этот гибкий рабочий процесс для крупных деталей или нетрадиционных материалов.
Интерактивный
Попробуйте наш интерактивный инструмент ROI, чтобы увидеть, сколько времени и средств вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Подсчитайте свою экономию
Быстрое время выполнения работ — огромное преимущество владения настольным 3D-принтером. При работе с типографским бюро время выполнения заказов, общение и доставка создают задержки. С помощью настольного 3D-принтера, такого как Form 3+, детали находятся в руках в течение нескольких часов, что позволяет дизайнерам и инженерам печатать несколько деталей за один день, помогает ускорить итерации и значительно сократить время разработки продукта, а также быстро тестировать механизмы и сборки, избегая дорогостоящего инструмента.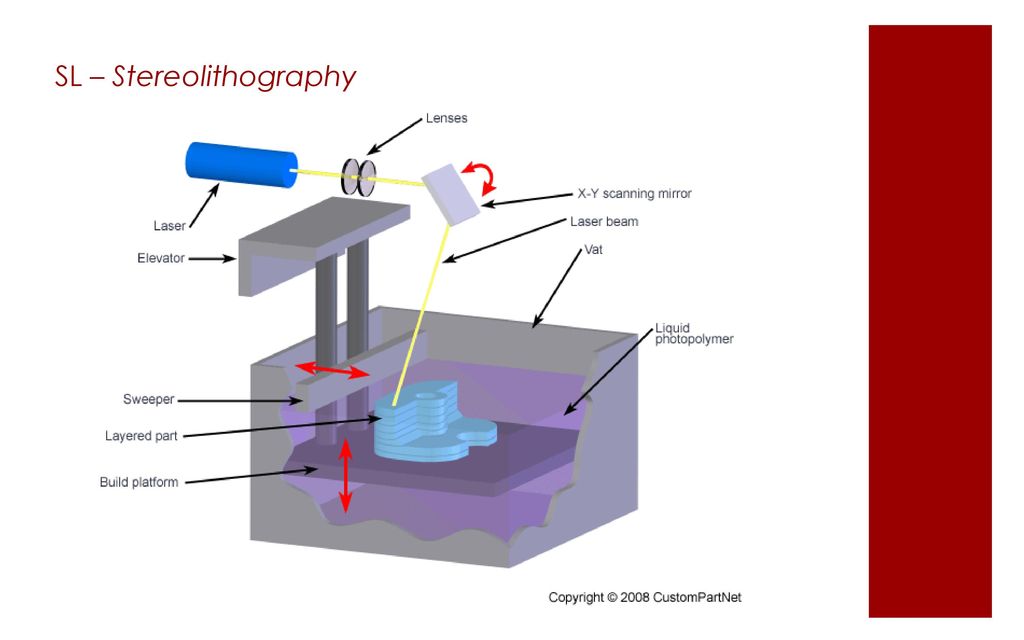 изменения.
изменения.
Владение настольным 3D-принтером дает значительную экономию по сравнению с услугами бюро 3D-печати и традиционной механической обработкой, поскольку эти альтернативы быстро становятся дорогими с ростом спроса и производства.
Например, чтобы уложиться в сжатые сроки производства, инженер-технолог и команда Pankl Racing Systems внедрили SLA 3D-печать для изготовления нестандартных приспособлений и других мелкосерийных деталей непосредственно для своей производственной линии. В то время как внутреннее SLA изначально было встречено скептически, оно оказалось идеальной заменой механической обработке различных инструментов. В одном случае это сократило время изготовления приспособлений на 90 процентов — с двух-трех недель до менее чем одного дня — и снижение затрат на 80-90 процентов.
| Cost | Lead Time | |
|---|---|---|
| In-House SLA 3D Printing | $9–$28 | 5–9 hours |
| CNC Machining | $45–$340 | 2– 3 недели |
| 3D-печать на стороне | 51–137 долл.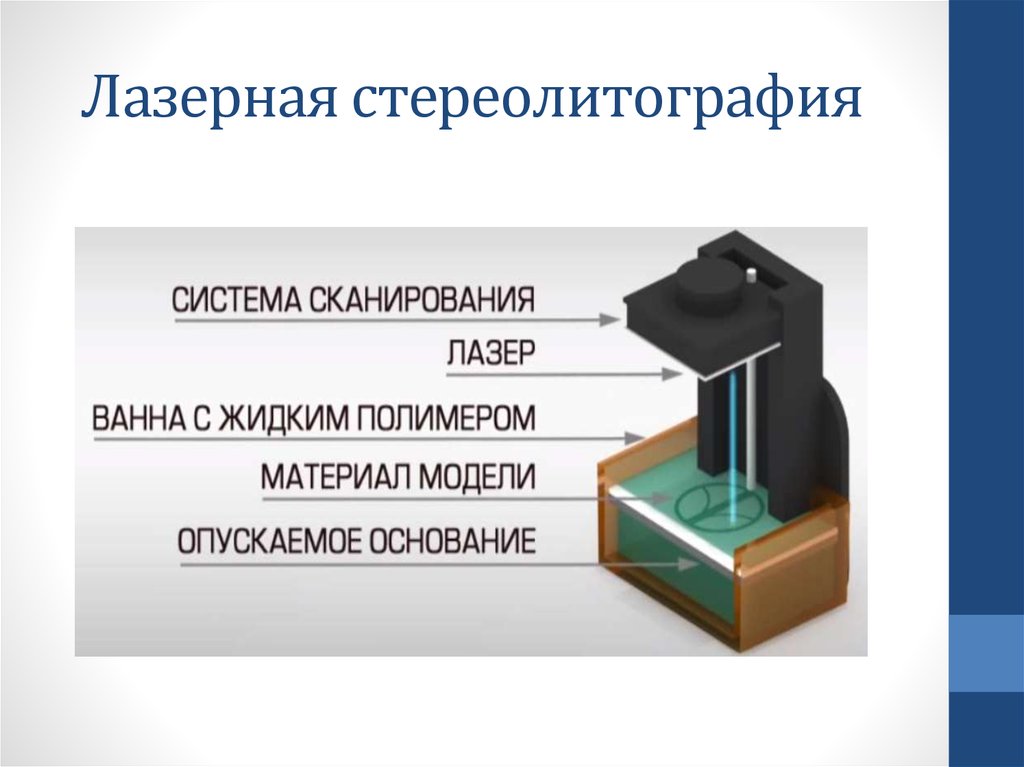 <- Предыдущий пост: Бокс для пескоструйной обработки: Б 1.0 АСОЗ — специализированный бокс для самостоятельной сборки пескоструйного аппарата нужной конфигурации Следующий пост: Снегоуборщик щетка: Снегоуборщики с щеткой для подметания: купить в Москве, цена -> <- Предыдущий пост: Бокс для пескоструйной обработки: Б 1.0 АСОЗ — специализированный бокс для самостоятельной сборки пескоструйного аппарата нужной конфигурации Следующий пост: Снегоуборщик щетка: Снегоуборщики с щеткой для подметания: купить в Москве, цена -> |
Всего комментариев: 0