Усадка pla пластика при печати: Усадка pla пластика при печати в процентах: скорость печати и обдув
Содержание
Усадка pla пластика при печати в процентах: скорость печати и обдув
Пластик PLA – один из самых популярных материалов, которые на сегодняшний день используются в 3D-печати. Этот филамент удобен в использовании, не обладает резким запахом, не токсичен и производится из возобновляемых ресурсов. Благодаря его техническим характеристикам, им можно напечатать объемные 3D-модели разного типа, но только при условии соблюдения технологических нюансов. В противном случае изделие может деформироваться, а пластик дать усадку.
Причины деформации моделей из PLA
Пластик PLA представляет собой полимолочную кислоту, то есть термопластичный полиэфир, добываемый из кукурузного крахмала, корней тапиоки или сахарного тростника. Этот материал широко распространен в производстве, в том числе и пищевом. PLA-пластик имеет сравнительно низкую температуру плавления – всего 80 °С, поэтому при производстве филамента в материал добавляются другие пластмассы, которые делают его полностью пригодным для использования в 3D-принтерах.
PLA-пластик отличается минимальными параметрами усадки, нить, сделанная из этого полимера, отличается более высокой жесткостью, меньше подлежит износу, а модели, напечатанные этим филаментом, имеют более гладкую и красивую поверхность.
Повышенные твердость и жесткость делают материал довольно хрупким. Поэтому PLA не подойдет для печати тех деталей, которые в процессе использования будут подвержены серьезному механическому воздействию.
Также PLA не подойдет для использования в условиях повышенных температур – из-за низкой температуры плавления уже после 70 °С изделие потеряет жесткость, даст усадку и деформируется.
Также усадка может произойти непосредственно в процессе печати изделия из-за разницы температурного режима внутри изделия и на его поверхности. Резкий перепад приведет к поднятию краев модели и деформированию всего изделия.
Эффект усадки может быть вызван чрезмерным свободным пространством печатного бокса. Проблема возникает в том случае, если мощности стола не хватает для того, чтобы в достаточной мере разогреть пространство термобокса по всему объему печатающейся модели.
Усадка может произойти из-за недостаточно хорошей адгезии детали к поверхности рабочего стола. Если сцепления недостаточно, внутреннее напряжение (усадка) будет преодолевать его силы, и изделие потеряет форму.
Усадка PLA-пластика также может произойти из-за низкого показателя спекаемости слоев. Если сила внутреннего напряжения превысит силу спекания слоев, произойдет разрыв, и на поверхности модели появятся трещины.
Помешать процессу 3D-печати также может недобросовестность производителя филамента. Из-за эффекта ликвации, то есть неоднородности химического состава, образуемого в ходе кристаллизации, модель не потеряет внешней привлекательности, но ее итоговые эксплуатационные характеристики заметно упадут. Чаще всего химическая неоднородность встречается в тех случаях, когда производитель не контролирует чистоту формулы пластика.
Почему происходит усадка PLA-пластика?
Усадка – свойство полимерного материала уменьшаться в объемах в ходе процесса затвердевания. Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати.
Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати.
ВАЖНО! Как правило, качественные материалы имеют показатель усадки не более 0,5 %, некачественные – до 4–5 %.
Стоит отметить, что усадке в большей степени подвержены первые слои изделия, так как именно эта зона подвержена постоянному нагреву за счет энергии, передаваемой столом принтера, и соответствующей разницы между температурами последующих слоев.
Как избежать усадки?
Для того чтобы избежать усадки и деформации модели из PLA-пластика, рекомендуется следовать перечисленным ниже правилам.
- Повысить адгезию. То, насколько прочно первые слои модели будут закреплены на рабочей поверхности, напрямую зависит итоговое качество изделия. Адгезия может быть повышена за счет смены материала рабочего стола – бывают поверхности из алюминия, стекла, базальта, титана и др.
 Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос.
Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос. - Уменьшить деформацию может также снижения скорости печати. Это увеличит временные затраты, но приведет к равномерному охлаждению слоев, что снизит вероятность чрезмерной усадки материала. Это правило крайне важно для печати с использованием PLA-пластика из-за того, что полилактид отличается длительностью остывания, и нижние слои могут деформироваться под давлением слоев, нанесенных сверху, в случае непрохождения ими точки стеклования.
- Для того чтобы избежать усадки, необходимо избавиться от возможных сквозняков. В случае их возникновения деталь будет охлаждаться неравномерно, и усадка будет происходить с разной скоростью, что приведет к перекосу модели.
 Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры
Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры - Уменьшите температуру печати. Оптимальным является выставление температуры, которая лишь немного превышает температуру стеклования используемого пластика. В этом случае экструзия будет происходить правильно, и слои будут быстро сплавляться между собой. Избыточная температура приводит к увеличению времени остывания, а значит – вероятности чрезмерной усадки изделия.
- Уменьшите плотность печати. Оптимальным является выбор печати модели, которая внутри будет заполнена сеткой или сотами из пластиковых нитей. Этот вариант наиболее выгоден, так как в этом случае не только уменьшается расход материала, но и снижается вероятность деформации за счет достаточной жесткости конструкции и сравнительно меньшим объемом пластика в верхних слоях, что минимизирует создаваемое давление.
Ошибки печати и способы их избежать
При печати PLA-пластиком могут возникнуть ошибки, которые в итоге приведут к усадке готовой модели.
Самыми распространенными являются:
- Недостаточная адгезия первого слоя изделия. Если этот показатель недостаточен – модель может сместиться за счет отлипания первых слоев от поверхности нагревательного стола. Чтобы решить проблему, можно увеличить температуру нагрева платформы или покрыть стол специальным составом или пленкой, которые механически повысят адгезию. Хорошо зарекомендовала себя полиамидная пленка, аэрозольный клей, суспензия из PLA и растворителя, а также обычный лак для волос и клеевой карандаш. Также рекомендуется на этапе разработки 3D-модели увеличить площадь контакта детали с поверхностью, добавив в нее рафт – расширенный первый слой.
- Появление нитей, лохматости, паутины. Эффект возникает при несоответствии материала температурным настройкам принтера. Рекомендуется снизить температуру экструдера и использовать функцию ретракции – втягивания нити в обратном направлении в случае зависания головки экструдера.
- Деформирование изделия. Усадка в этом случае возникает из-за того, что напечатанные слои не успевают затвердеть и остыть в полной мере. Для того чтобы избежать такого явления, необходимо снизить скорость печати и уменьшить температуру нагрева пластика. Также рекомендуется настроить обдув изделия таким образом, чтоб подаваемый воздух не попадал на экструдер.
- Также избыточная усадка может возникать при выставлении неверных настроек толщины слоя и процента заполнения детали. При возникновении проблем рекомендуется изменить эти показатели в соответствии с требованиями производителя.
PLA-пластик – материал, широко использующийся в 3D-печати. Он удобен в использовании, а изделия, напечатанные этой нитью, отличаются высокими эксплуатационными характеристиками. Однако печать этим пластиком предполагает соблюдение ряда требований к температурному режиму и скорости печати. При несоблюдении этих правил изделие может деформироваться.
- 19 апреля 2021
- 4349
Получите консультацию специалиста
Усадка пластика при 3D-печати
Здравствуйте, уважаемые. Все владельцы 3D-принтеров знакомы с ситуацией, когда печатаемая деталь отклеивается от стола и загибается. При этом для разных пластиков эта проблема проявляется по-разному. Почему одни материалы сильнее подвержены этой проблеме, а другие не так капризны? Какие факторы влияют на это? Давайте разбираться.
Все владельцы 3D-принтеров знакомы с ситуацией, когда печатаемая деталь отклеивается от стола и загибается. При этом для разных пластиков эта проблема проявляется по-разному. Почему одни материалы сильнее подвержены этой проблеме, а другие не так капризны? Какие факторы влияют на это? Давайте разбираться.
Видео по данной теме в конце статьи.
Все изложенное далее, результат моих размышлений, где-то обоснованных, а где-то озвучиваемых на уровне «я так думаю». Поэтому не принимайте все услышанное за 100% правду. Критику в студию.
Конечная причина загибания и отслаивания детали от стола – это внутренние напряжения, возникающие в материале. Почему они возникают? Тут следует сказать о такой вещи как тепловое расширение.
Практически любой материал при нагревании расширяется, а при охлаждении, соответственно, сжимается. Величина этого расширения и сжатия для каждого конкретного материала характеризуется коэффициентом теплового расширения (КТР). Чем больше значение КТР для материала, тем сильнее он расширяется и сжимается при изменении температуры. Вот табличка с некоторыми материалами, широко используемыми в 3D-печати:
Вот табличка с некоторыми материалами, широко используемыми в 3D-печати:
Я не стал включать в таблицу максимальное количество материалов, а привел только те, опираясь на которые буду делать некоторые выводы далее по тексту.
Механизм возникновения внутренних напряжений из-за теплового расширения можно продемонстрировать так:
На рисунке схематично показаны укладываемые слои на стол без подогрева, а слева график изменения температуры (схематичный). Как видим температура первого слоя 20°С – слой уже полностью остыл. Температуру верхнего слоя для простоты примем равной температуре сопла – 210°С. Горизонтальными стрелками в каждом слое показано направление усадки материала при остывании. Нижний слой самый холодный, поэтому он уже «сел» больше всех. Верхний слой самый горячий и, следовательно, самый широкий.
Получается следующий процесс. Каждый слой после укладки остывает и усаживается в направлении стрелок. Но так как слои спекаются между собой, то, усаживаясь, каждый новый слой немного тянет за собой предыдущий (как тетива лука натягивает его плечи).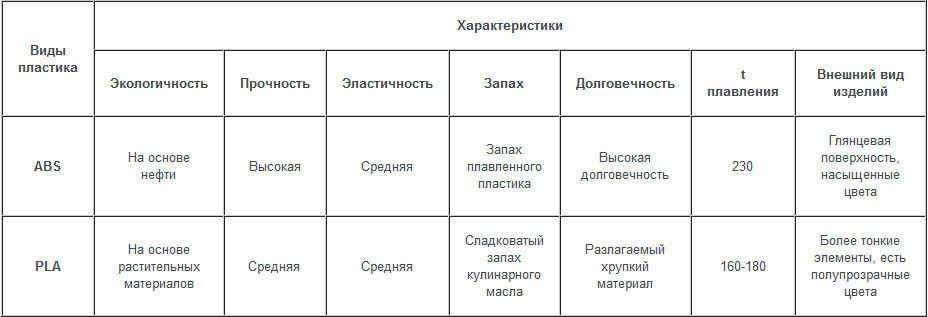 А так как натяжение от усадки происходит только с одной стороны, то слои изгибаются в дугу.
А так как натяжение от усадки происходит только с одной стороны, то слои изгибаются в дугу.
Тут можно предположить, что очевидной причиной загибания детали кажется большая величина КТР. Но я так не считаю. Да, большой КТР вносит существенный вклад в деформации при печати, но есть одно но… Давайте еще раз посмотрим на таблицу с величинами КТР и сравним ABS и PLA. Для этих двух пластиков нужны кардинально разные условия печати. PLA-пластиком можно печатать вообще без подогрева стола. Как видно из таблицы для ABS КТР больше, но он больше не в разы. На мой взгляд, такой разницы в величине теплового расширения не хватит, чтобы объяснить столь разное поведение при печати. Чтобы это было так, КТР должен различаться у этих материалов в несколько раз.
Чтобы попробовать объяснить это, я добавлю в таблицу еще один столбец, в котором будут указаны температуры стеклования:
Температура стеклования – это температура, выше которой полимеры находятся в пластичном состоянии.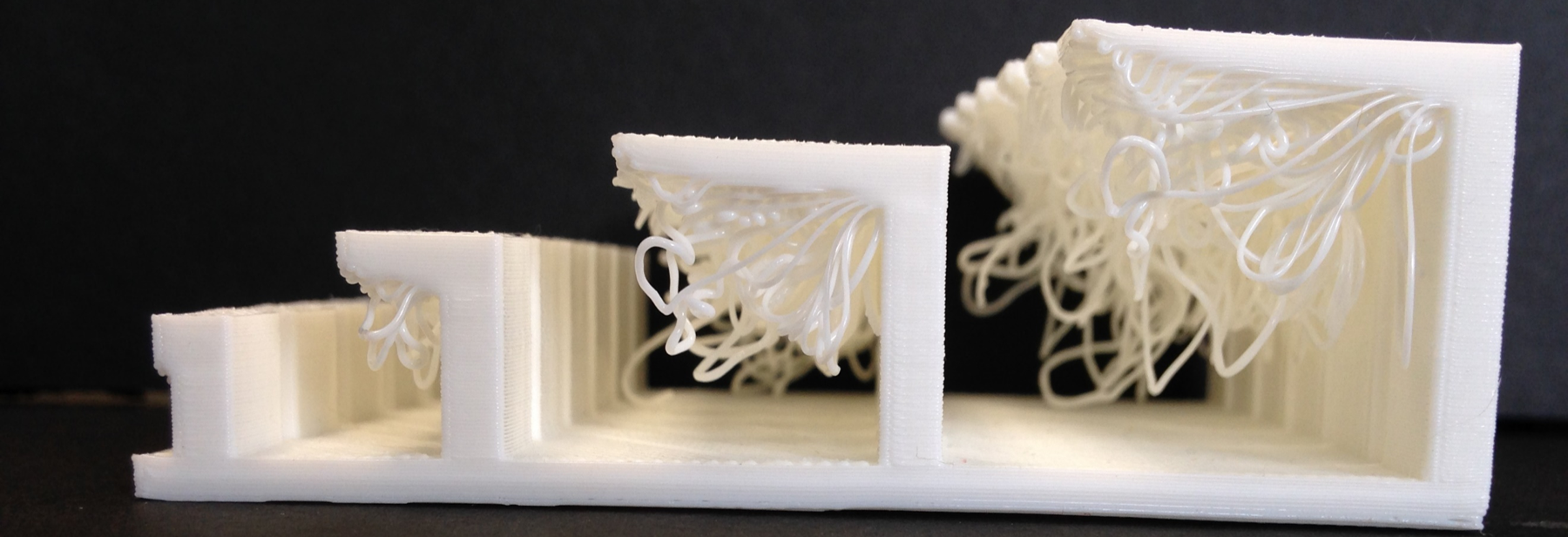 Это значит, что при любых силовых воздействиях на материал он деформируется пластически. Если говорить проще, то при температуре выше температуры стеклования материал ведет себя как пластилин.
Это значит, что при любых силовых воздействиях на материал он деформируется пластически. Если говорить проще, то при температуре выше температуры стеклования материал ведет себя как пластилин.
Как температура стеклования влияет на внутренние напряжения? А очень просто, пока материал не остыл до температуры стеклования, внутренние напряжения не появляются. В процессе остывания уложенный материал из-за усадки деформируется пластически до температуры стеклования. Пройдя эту температуру дальше материал уже может деформироваться только упруго.
Получается, что основной вклад в появление внутренних напряжений вносит диапазон температур от комнатной до температуры стеклования. И тут мы видим существенную разницу между ABS и PLA. Для PLA этот диапазон составляет 38 градусов, а для ABS – 85 градусов. ABS-пластик начинает накапливать внутренние напряжения остыв до температуры 105°С, а PLA пластик начинает накапливать напряжения только с температуры 58°С.
Такая существенная разница в температуре стеклования и повышенный для ABS-пластика коэффициент температурного расширения делают этот материал значительно более капризным в печати в сравнении с PLA.
В таблице также приведены величины для PETG-пластика. Видим, что температура стеклования у него выше, чем у PLA, но КТР ниже. Увеличенная температура стеклования частично компенсируется уменьшенным КТР, поэтому этот пластик капризнее, чем PLA, но не на столько как ABS. По крайней мере, без подогрева стола им печатать сложнее.
В заключительной части немного расскажу о стекле. О том, что используют на столах и о том, которым армируют филамент. Из таблицы выше видно, что КТР для армированного стекловолокном ABS значительно ниже обычного ABS. Существенную роль здесь играет именно стекловолокно. Его КТР лежит в диапазоне 0,1 – 1,2. То есть в сравнении с пластиком, стекловолокно практически не расширяется при нагреве.
При остывании пластика жесткие стеклянные волокна принимают на себя существенную долю внутренних напряжений и не дают пластику сильно сжиматься.
А если говорить о стекле, которое лежит на столе 3D-принтера, то многим знаком эффект, когда деталь отщёлкивается от стекла при остывании. Из-за такой большой разницы в КТР между стеклом и пластиками на границе их раздела появляются существенные внутренние напряжения, которые стремятся «срезать» деталь со стола.
Из-за такой большой разницы в КТР между стеклом и пластиками на границе их раздела появляются существенные внутренние напряжения, которые стремятся «срезать» деталь со стола.
Спасибо. На этом пока все.
Компенсация усадки PLA, ABS и PETG при 3D-печати – Как это сделать – 3D Printerly
Хотя 3D-печать позволяет создавать довольно подробные модели, которые выглядят почти идентично изображению CAD, точность размеров и допуски не совсем идентичны. Это то, что называется усадкой, которая происходит в 3D-печати, которую вы, вероятно, даже не замечаете.
Я подумал о том, насколько велика усадка при 3D-печати, идеальный вопрос для тех, кто хочет создавать функциональные объекты, требующие жестких допусков, поэтому я решил узнать и поделиться этим с вами, ребята.
В этой статье мы расскажем, что такое усадка, на сколько ваши 3D-отпечатки могут усохнуть, а также о некоторых способах компенсации усадки.
Что такое усадка в 3D-печати?
Усадка в 3D-печати — это уменьшение размера конечной модели из-за изменения температуры от расплавленного термопластика до охлажденных слоев экструдированного материала.
Во время печати экструдер расплавляет печатную нить для создания 3D-модели, при этом материал расширяется. Когда слои начинают остывать сразу после экструзии, это приводит к увеличению плотности материала, но уменьшению его размера.
Большинство людей не поймут, что это происходит, пока у них не будет модели, требующей большей точности размеров.
Усадка не является проблемой при печати эстетичных моделей, таких как произведения искусства, вазы и игрушки. Когда мы начинаем переходить к объектам с жесткими допусками, таким как чехол для телефона или крепление, соединяющее объекты вместе, усадка становится проблемой, которую необходимо решить.
Это происходит почти в каждом процессе 3D-печати из-за связанных с этим колебаний температуры. Но скорость, с которой это происходит, зависит от нескольких факторов.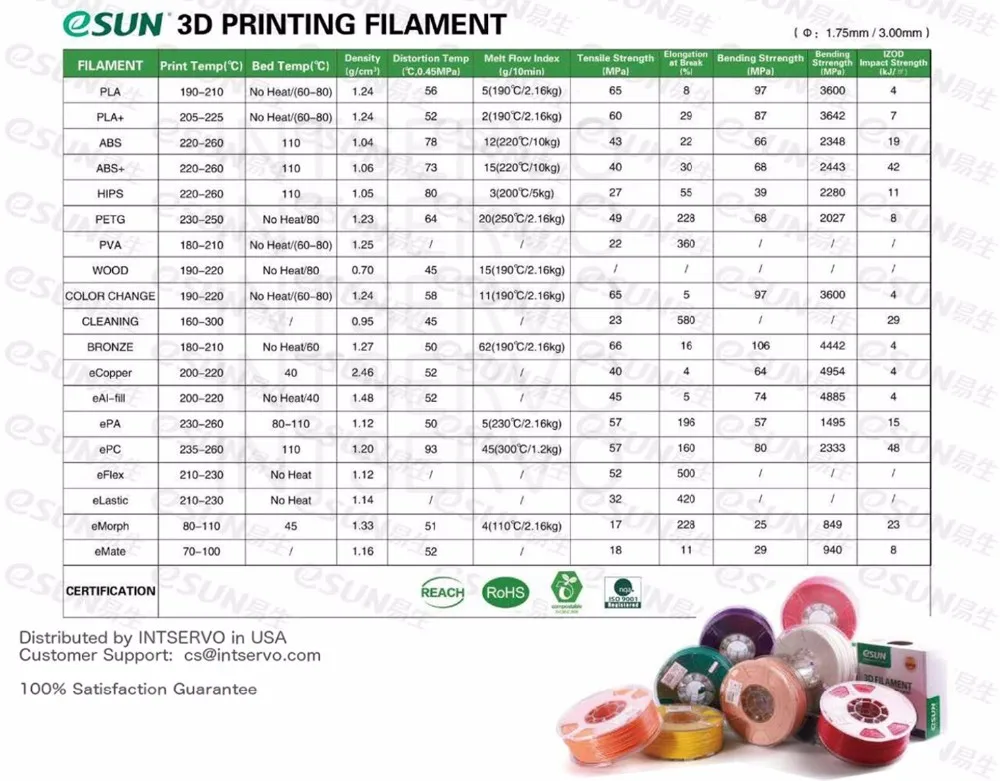
Этими факторами являются используемый материал, температура, технология печати и время отверждения смоляных оттисков.
Из всех этих факторов наиболее важным фактором, влияющим на усадку, является используемый материал.
Тип используемого материала влияет на степень усадки модели.
Температура печати и скорость охлаждения также являются важными факторами. Усадка может произойти, если модель печатается при высокой температуре или слишком быстро охлаждается, а это означает, что более высокотемпературный пластик с большей вероятностью даст усадку.
Быстрое неравномерное охлаждение может даже привести к короблению, что может повредить модель или вообще испортить отпечаток. Большинство из нас сталкивались с этим деформацией, будь то сквозняки или просто очень холодное помещение.
Что-то, что помогло мне с деформацией, что я недавно применил, — это использование изоляционного мата HAWKUNG с подогревом кровати под моим Ender 3. Это не только помогает с деформацией, но также ускоряет время нагрева и поддерживает более постоянную температуру кровати.
Наконец, тип используемой технологии печати также определяет степень усадки модели. Более дешевые технологии, такие как FDM, обычно нельзя использовать для изготовления высококачественных деталей с жесткими допусками.
Технологии SLS и струйной обработки металлов оправдывают свою высокую цену за счет создания точных моделей.
К счастью, существует множество способов учета усадки, что позволяет нам производить детали с точными размерами без особых хлопот, хотя вам необходимо знать правильные методы.
Насколько усаживаются отпечатки из ABS, PLA и PETG?
Как мы упоминали ранее, скорость усадки сильно зависит от типа используемого материала. Он варьируется от материала к материалу. Давайте посмотрим на три наиболее широко используемых материала для 3D-печати и на то, как они выдерживают усадку:
PLA
PLA — это органический биоразлагаемый материал, который также используется в FDM-принтерах. Это один из самых популярных материалов, используемых в 3D-печати, потому что его легко печатать, а также он нетоксичен.
PLA имеет небольшую усадку, скорость усадки составляет от 0,2% до 3%, так как это термопласт с более низкой температурой.
Нити PLA не требуют высоких температур для экструзии, температура печати составляет около 190 ℃, что меньше, чем у ABS.
Усадку PLA также можно уменьшить, печатая в закрытом помещении или просто увеличивая модель для компенсации усадки.
Это работает, потому что уменьшает эти быстрые изменения температуры и снижает физическую нагрузку на модель.
Думаю, эти показатели усадки зависят от марки и производственного процесса, и даже от цвета самой нити. Некоторые люди обнаружили, что более темные цвета имеют тенденцию уменьшаться больше, чем более светлые.
АБС
ABS — это печатный материал на нефтяной основе, используемый в FDM-принтерах. Он широко используется из-за его высокой прочности, термостойкости и универсальности. Его можно найти во всем, от чехлов для телефонов до лего.
АБС-пластик имеет очень высокую степень усадки, поэтому, если вам нужны 3D-печати с точными размерами, я бы постарался не использовать его. Я видел, как люди комментируют, что коэффициент усадки составляет от 0,8% до 8%.
Я видел, как люди комментируют, что коэффициент усадки составляет от 0,8% до 8%.
Я уверен, что это крайние случаи, и вы могли бы уменьшить их с помощью правильной настройки, но это хорошая демонстрация того, насколько серьезной может быть усадка.
Одним из основных способов уменьшения усадки является печать при правильной температуре нагреваемого стола.
Использование правильно откалиброванного нагревательного стола способствует адгезии первого слоя, а также помогает предотвратить слишком быстрое охлаждение нижнего слоя по сравнению с остальной частью отпечатка во избежание коробления.
Еще один способ уменьшить усадку — печатать в закрытой камере. Это изолирует 3D-печать от внешних воздушных потоков, гарантируя, что она не будет охлаждаться неравномерно.
Закрытая камера поддерживает постоянную температуру отпечатка, близкую к температуре пластика, до завершения печати, и все секции могут охлаждаться с одинаковой скоростью.
Огнеупорный и пылезащитный корпус Creality от Amazon — отличный корпус, который использовали и которым наслаждались тысячи людей. Он поддерживает постоянную температуру окружающей среды и очень прост в установке и обслуживании.
Он поддерживает постоянную температуру окружающей среды и очень прост в установке и обслуживании.
Кроме того, он обеспечивает большую пожаробезопасность, снижает уровень шума и защищает от скопления пыли.
PETG
PETG — еще один широко используемый материал для 3D-печати благодаря своим феноменальным свойствам. Он сочетает в себе структурную прочность и жесткость ABS с простотой печати и нетоксичностью PLA.
Это делает его пригодным для использования во многих областях, требующих высокой прочности и безопасности материала.
При содержании 0,8% нити PETG имеют самую низкую степень усадки. 3D-модели, сделанные с использованием PETG, относительно стабильны по размерам по сравнению с другими моделями. Это делает их идеальными для изготовления функциональных отпечатков, которые должны соответствовать довольно строгим допускам.
Чтобы компенсировать или уменьшить усадку при печати PETG, перед печатью модель можно увеличить на 0,8%.
Как правильно компенсировать усадку при 3D-печати
Как мы видели выше, усадку можно уменьшить несколькими способами. Но, факт остается фактом, сколько бы ни делалось, усадку не устранить. Вот почему рекомендуется учитывать усадку при подготовке модели к печати.
Правильная компенсация усадки помогает учитывать уменьшение размеров моделей. Некоторое программное обеспечение для печати поставляется с предустановками, которые автоматически делают это за вас, но в большинстве случаев это нужно делать вручную.
Расчет применяемой компенсации усадки зависит от трех факторов: используемого материала, температуры печати и геометрии модели.
В совокупности все эти факторы дадут представление о том, насколько ожидаемая усадка отпечатка и как это компенсировать.
Получение нужной усадки также может быть итеративным процессом, также известным как метод проб и ошибок. Скорость усадки может даже различаться для разных марок одного и того же типа материала.
Итак, отличный способ измерить и количественно определить усадку — сначала распечатать тестовую модель и измерить усадку. Полученные данные можно затем использовать для создания математически обоснованной компенсации скорости усадки.
Отличный способ измерить усадку — использовать этот объект расчета усадки от Thingiverse. Один пользователь описал его как «один из лучших инструментов общей калибровки». Многие другие пользователи выражают благодарность создателю этой CAD-модели.
Шаги следующие:
- Распечатайте тестовую деталь, используя выбранную нить и настройки слайсера, которые вы собираетесь использовать.
- Измерьте и введите данные в электронную таблицу (мой файл доступен по адресу https://docs.google.com/spreadsheets/d/14Nqzy8B2T4-O4q95d4unt6nQt4gQbnZm_qMQ-7PzV_I/edit?usp=sharing).
- Обновить настройки слайсера
Вы хотите использовать этот Google Sheet и сделать новую копию, которую вы можете редактировать самостоятельно. Более подробную информацию вы найдете на странице Thingiverse.
Более подробную информацию вы найдете на странице Thingiverse.
Если вам нужна действительно точная компенсация, вы можете выполнить итерацию дважды, но производитель говорит, что всего одной итерации было достаточно, чтобы получить их в пределах допуска 100 мкм (0,01 мм) для детали диаметром 150 мм.
Один пользователь сказал, что он просто масштабирует свои модели до 101%, и у него это работает очень хорошо. Это действительно простой взгляд на вещи, но он может быть успешным для быстрых результатов.
Вы также можете использовать параметр, называемый расширением по горизонтали, который регулирует размер ваших 3D-отпечатков в измерении X/Y, чтобы компенсировать изменения в размере, когда модель остывает и сжимается.
Если вы создаете модели самостоятельно, вы можете настроить допуски на самой модели, и, попрактиковавшись, вы начнете угадывать правильные допуски для вашего конкретного проекта.
Как справиться с усадкой при 3D-печати с PLA
Программа 3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
3D-печать всегда считалась революционной технологией для создания точных прототипов, моделей или копий других объектов. Однако в 3D-печатных объектах могут быть геометрические неточности в результате усадки.
Все нити для 3D-печати, включая PLA, усаживаются из-за охлаждения. Эту усадку можно свести к минимуму, печатая при более низких температурах или позволяя отпечатку постепенно остывать внутри корпуса. Вы также можете компенсировать усадку, намеренно делая свои модели немного больше.
Степень усадки PLA может варьироваться в зависимости от конкретной марки или используемой нити. Проявив немного терпения, можно справиться с усадкой PLA.
Проблема с усадкой – можно ли ее избежать?
К сожалению, все методы 3D-печати, использующие тепло, склонны к усадке. Это естественное следствие нагрева материала, чтобы сделать его более гибким и соответствовать цифровой модели, обработанной слайсером. Затем этот материал должен остыть, чтобы развить жесткость и прочность. Во время этого этапа охлаждения материал уменьшается в объеме, но приобретает повышенную плотность.
Во время этого этапа охлаждения материал уменьшается в объеме, но приобретает повышенную плотность.
По сравнению с другими проблемами 3D-печати усадка относительно незначительна и часто игнорируется. Если вы просто печатаете предмет на 3D-принтере для демонстрации, усадка в 2% практически не заметна. Однако эта проблема становится проблемой, если вам нужно напечатать на 3D-принтере функциональные объекты, такие как шестерни, кронштейны, запасные части для бытовой техники или простой защитный чехол для мобильного телефона.
На самом деле усадки не происходит, когда нить остывает до температуры печати — эту проблему создает охлаждение из-за температуры стеклования. Ниже этой температуры PLA начинает становиться жестким и неспособным выдерживать термическое напряжение.
Это означает, что усадка более выражена у материалов с высокой температурой стеклования. Это то, что мы можем наблюдать в примерах, которые будут обсуждаться позже. ABS имеет один из самых высоких пределов усадки, в то время как усадка PLA или PETG менее выражена.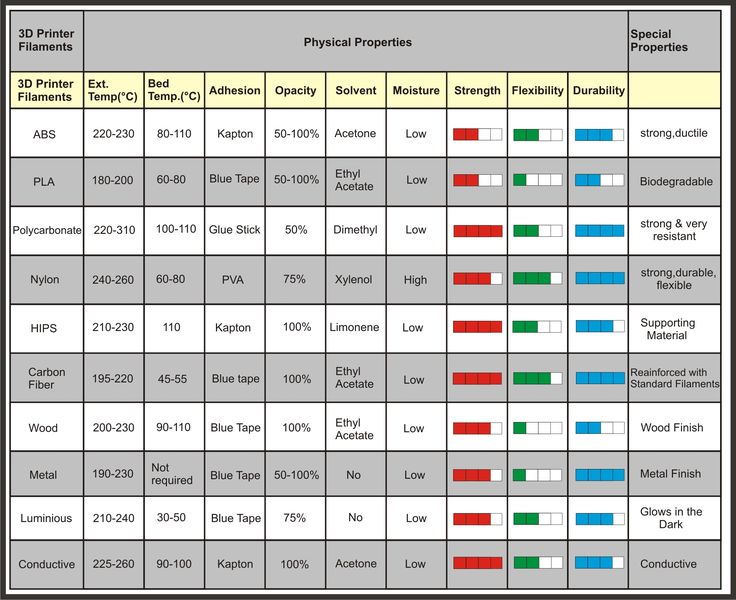
Насколько усаживаются отпечатки из PLA?
Преимущество работы с PLA заключается в том, что он не дает такой усадки, как другие нити для 3D-печати. Средняя скорость усадки PLA составляет 2%, но обычно предполагается диапазон от 0,8% до 3%. Фактическая усадка может варьироваться в зависимости от температуры печати, скорости охлаждения или добавок в нити.
Для сравнения, высокотемпературная нить, такая как ABS, может усаживаться до 8%. Это также является одним из факторов, влияющих на то, почему высокотемпературные нити склонны к деформации. Термическое напряжение, вызванное усадкой, может привести к значительному искажению геометрии окончательного отпечатка.
Однако дело не только в температуре. PETG печатает при немного более высокой температуре, чем PLA, но обычно дает меньшую усадку — менее 1%. Это подчеркивает важность учета различий в химическом составе при попытке предсказать, насколько усядется нить для 3D-печати при охлаждении.
Несмотря на небольшую усадку, разница в 2 % может иметь значение для деталей из PLA, требующих точной подгонки. Вы можете либо допустить эту усадку, либо попытаться свести ее к минимуму, либо предусмотреть ее как часть своего дизайна.
Вы можете либо допустить эту усадку, либо попытаться свести ее к минимуму, либо предусмотреть ее как часть своего дизайна.
Как контролировать или компенсировать усадку PLA
Теперь, зная, что усадка PLA является неизбежной проблемой, мы можем настроить наш 3D-принтер или цифровую модель, чтобы предвидеть ее. Вот некоторые меры, которые вы можете предпринять, в зависимости от того, насколько усердным вы намерены быть.
Печать с подогревом стола
Печать с подогревом стола не является общепринятым советом при работе с PLA, но в этом случае мы рекомендуем его. При использовании нагревательного слоя первый слой отпечатка поддерживается при температуре, близкой к температуре стеклования PLA. Это снижает вероятность усадки, но при этом обеспечивает жесткую основу для поддержки остальной части отпечатка.
Для печати PLA мы рекомендуем установить температуру стола в пределах от 50 до 55 °C. Вы заметите, что это немного ниже, чем температура стеклования и обычная температура слоя для PLA. Цель здесь не в том, чтобы способствовать сцеплению с постелью, а в том, чтобы создать стабильную основу. Эта прочная основа поможет последующим слоям противостоять усадке.
Цель здесь не в том, чтобы способствовать сцеплению с постелью, а в том, чтобы создать стабильную основу. Эта прочная основа поможет последующим слоям противостоять усадке.
Печать в корпусе
Опять же, корпус кровати обычно не подходит для печати из PLA. Тем не менее, это может помочь уменьшить усадку, поддерживая повышенную температуру внутри строительной платформы.
Использование ограждения для кровати имеет множество преимуществ. За счет замедления процесса охлаждения накопление термических напряжений происходит более постепенно. Выдерживание PLA при повышенной температуре также делает его более гибким и способным поглощать воздействие термического напряжения без необратимой деформации.
Корпус кровати также способствует равномерному охлаждению всей печати. Без кожуха сквозняки в помещении могут вызвать локальное охлаждение. Это еще больше усложняет прогнозирование степени сжатия отпечатка, поскольку разные части отпечатка могут сжиматься в разной степени.
Увеличение масштаба вашей модели
Самое простое и интуитивно понятное решение проблемы усадки — просто увеличить модель на величину, эквивалентную усадке. Это отличная идея, но легче сказать, чем сделать. Если вы используете новую нить PLA, вам, вероятно, придется провести несколько испытаний, прежде чем вы сможете получить окончательные 3D-печатные размеры в точности.
Существует несколько способов изменить геометрию модели, чтобы свести к минимуму последствия усадки. Закругленные углы, как правило, лучше, чем острые углы, поскольку они обеспечивают более равномерное распределение теплового напряжения. В больших непрерывных плитах из пластика могут быть прорезаны отверстия, чтобы уменьшить эффект усадки. Эта стратегия может быть полезна для лиц в вашей модели, которые не видны.
Если вы хотите попробовать стратегию компенсации усадки, мы настоятельно рекомендуем эту модель Dimensional Calibration, которую вы можете бесплатно загрузить с Thingiverse. Модель учитывает ошибки как из-за усадки, так и из-за радиальной компенсации. После того, как вы распечатали модель, сделайте необходимые измерения и введите их в таблицу Google, ссылка на которую находится на странице Thingiverse.
Модель учитывает ошибки как из-за усадки, так и из-за радиальной компенсации. После того, как вы распечатали модель, сделайте необходимые измерения и введите их в таблицу Google, ссылка на которую находится на странице Thingiverse.
После того, как вы введете значения, электронная таблица рассчитает значение компенсации, которое вы можете ввести в свой слайсер. Это должно сделать ошибку менее заметной. Создатель модели заявляет, что вы можете запустить это испытание дважды, если вам нужна очень высокая точность, но однократное выполнение может дать огромное улучшение.
Степень усадки практически невозможно предсказать без пробных запусков, даже если вы работаете исключительно с нитью PLA. Различные добавки и красители также могут влиять на степень усадки. Если вам нужно изготовить детали с точными размерами, мы предлагаем придерживаться одной конкретной марки и модели нити PLA и совершенствовать свою технику с ее помощью.
Заключительные мысли
Усадка нити при охлаждении является продуктом фундаментальных законов физики.
Всего комментариев: 0