Ано 21 электроды отзывы технические характеристики: Характеристики электродов АНО-21 | Статьи о сварке от МЭЗ
Содержание
Характеристики электродов АНО-21 | Статьи о сварке от МЭЗ
19.02
2020
Электроды АНО-21 – одна из наиболее универсальных марок. Разработаны в Институте электросварки им. Е.О. Патона (Академия наук Украины). В настоящее время выпускаются всеми ведущими профильными предприятиями России. Используются в основном для соединения тонкостенных (до 5 мм) конструкций, рассчитанных на работу в условиях невысокого рабочего давления.
Регулирующие качество стандарты – ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-007-58965179-2006. Самый известный зарубежный аналог – ESAB ОК 46.00.
Полная расшифровка на примере Э46-АНО-21-d-УД Е 430/3/-Р 11
- Э46 – тип электрода
- АН – Академия наук
- О – обмазанный
- 21 – модель разработки
- d – диаметр
- У – углеродистые и низколегированные стали
- Д – толстое покрытие
- 43 – временное сопротивление разрыву после сварки не менее 46 кгс/мм² при нормальной температуре
- О – относительное удлинение менее 18%
- /3/ – ударная вязкость наплавленного металла
- Р – рутиловое покрытие
- 1 – сварка во всех пространственных положениях без исключения
- 1 – сварка постоянным током любой полярности либо переменным с напряжением холостого хода 50±5В
Особенности и преимущества
Сварочные электроды АНО-21 имеют рутиловое покрытие (диоксид титана). Благодаря высокой стойкости TiO2 сварочная ванна надежно защищена от шлака. В результате для качественной сварки необходимо меньшее содержание магния и кремния, что делает менее токсичными образующиеся в результате реакции с «раскислителями» газы и сварочные аэрозоли.
Благодаря высокой стойкости TiO2 сварочная ванна надежно защищена от шлака. В результате для качественной сварки необходимо меньшее содержание магния и кремния, что делает менее токсичными образующиеся в результате реакции с «раскислителями» газы и сварочные аэрозоли.
Помимо низкой токсичности материала в числе преимуществ:
- легкость первого, повторного, многократного поджигов даже без контакта стержня и поверхности детали;
- стойкость шва к появлению пор при изменении длины дуги;
- возможность сварки в любом без исключения положении, в том числе вертикальном сверху вниз;
- низкие показатели разбрызгивания;
- создание ровного мелкочешуйчатого шва;
- работает с влажными, загрунтованными поверхностями и металлам со следами коррозии.
АНО-21 – электроды, характеристики которых позволяют использовать их и для промышленных, и для домашних работ. Это одна из тех марок, которая в равной степени подойдет для профессиональных сварщиков и новичков. Работы можно вести переменным (с помощью трансформатора) или постоянным током разной полярности (с применением инвертора).
Работы можно вести переменным (с помощью трансформатора) или постоянным током разной полярности (с применением инвертора).
Технические характеристики электродов АНО-21
- Временное сопротивление разрыву ≥450 МПа.
- Коэффициент разбрызгивания – не более 4%.
- Коэффициент расхода – 1,65 кг.
- Предел текучести – 350 МПа (типичное значение, ГОСТ не нормировано).
- Относительное удлинение ≥18%
- Ударная вязкость ≥80 Дж/см².
- Производительность – 1,2 кг/ч (для d 4 мм).
- Длина стержня – от 250 до 450 мм.
Рекомендуемая сила тока при сварке, А
| Диаметр, мм | Положение шва | |||
| Нижнее | Вертикальное | Потолочное | Сверху вниз | |
| 2 | 40-60 | 40-60 | 40-60 | – |
| 2,5 | 70–90 | 60–100 | 60–100 | – |
| 3 | 100–140 | 80–110 | 80–110 | 140–170 |
| 4 | 160–200 | 140–180 | 140–180 | – |
| 5 | 180–260 | 160–200 | – | – |
Особенности применения
Основная сфера использования – монтаж газопроводных и трубопроводных систем. В частности, это коммунально-сетевые, судовые и машинные трубопроводы.
В частности, это коммунально-сетевые, судовые и машинные трубопроводы.
- Изделия применяются в сварке тонкостенных конструкций толщиной не более 5 мм, рассчитанных на низкое давление рабочих сред (до 12 атмосфер).
- Отлично сваривают рядовые и стыковые узлы.
- Хорошо зарекомендовали себя при работе с частично дефектным металлом (окисленные поверхности стальных деталей, оксидная пленка на алюминии).
Уровень влажности изделий этой марки не должен превышать 0,5%. При несоблюдении условий хранения необходима прокалка стержней в течение 40–60 минут при температуре 120–150°C.
Одни из лучших отечественных образцов данной марки – продукция Магнитогорского электродного завода. Это, в частности, электроды линейки Стандарт, которые соответствуют всем требованиям госстандартов и отлично зарекомендовали себя как у новичков, так и у профессионалов. Электроды производятся самых популярных и востребованных диаметров – 2,5, 3,0, 4,0 мм. Вся продукция сертифицирована.
Вся продукция сертифицирована.
Возможно, вас заинтересует
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИИ-13/45А (ОСТ 5.9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИИ-13/55 (ОСТ 5. 9224-75)
9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2. 5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
УЛЬТРА
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
5
(6.5 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Показать еще
Технические характеристики электродов АНО-21, их плюсы и минусы, некоторые особенности
Электроды марки АНО-21 достаточно популярны в нашей стране. Их обычно применяют для создания небольших по размерам металлических конструкций на основе низкоуглеродистой стали. Для масштабных заготовок не следует применять АНО-21, характеристики которых не подходят для таких конструкций. Оптимального результата с использованием указанного расходного материала добиваются для заготовок толщиной до 4 мм.
- Технические характеристики
- Достоинства и недостатки
- Другие особенности
Технические характеристики
АНО-21 предназначены для сварки металлоконструкций небольшой толщины, труб небольших и средних размеров, работающих под невысоким давлением. Кроме того, такие электроды подходят для получения сварных швов небольших размеров. Технические характеристики электрода этой марки следующие:
- Толщина металла от 1 до 4 мм;
- Работа по окисленной поверхности;
- Рутиловое покрытие;
- Работает во всех пространственных направлениях;
- Постоянный или переменный ток на напряжение холостого хода 50 вольт;
- Диаметр находится в диапазоне от 2 до 4 мм.

Среди сварочно-технологических свойств электродов АНО-21 следует выделить такие, как легкое возбуждение, стабильный характер дуги, малое разбрызгивание материала и качественно получающийся шов. Остальные технические характеристики можно рассмотреть в таблицах на сайте изготовителей и продавцов данных устройств.
Достоинства и недостатки
Как и любой расходный материал, электроды для сварки АНО-21 имеют достоинства и недостатки. Начнем с преимуществ:
- Доступны на рынке и очень популярны;
- Невысокая стоимость;
- Независимо от условий работы обеспечивается легкий розжиг дуги;
- Формируется легкий слой шлака, впоследствии без проблем отделяющийся от наплава при проведении процедуры контроля;
- Создается герметичный шов.
Эти достоинства выделяют данные электроды из линейки расходных материалов. Но не следует забывать и о недостатках, среди которых:
- Узкая сфера применения;
- Покрытие недостаточно надежное.
 Из-за этого требуется применять дополнительные флюсы и подготовку заготовок;
Из-за этого требуется применять дополнительные флюсы и подготовку заготовок; - Швы могут получиться недостаточно прочными, из-за чего они не выдерживают серьезного давления и нагрузок;
- Работа с заготовками значительной толщины невыгодна, поскольку получается плохой по качеству шов.
Мы разобрались с достоинствами и недостатками данного расходного материала. Но большинства минусов можно избежать, если применять электроды в конкретной сфере и не пробовать для конструкций значительной толщины. А дополнительные детали сравнительно недорогие, и их можно поставить для обеспечения прочности электродов.
Другие особенности
У электродов данной марки имеется обширный химический состав, сюда включаются сера, кремний, марганец и фосфор в десятых и сотых долях процента.
Для расплавки изделий толщиной 3 мм нужно увеличить сварной ток. Так как необходимо избежать тепловой деформации и регулярного залипания тока из-за его низких показателей, нужно соблюдать определенные режимы сварки. В зависимости от диаметра стержня предусмотрены следующие показатели тока:
В зависимости от диаметра стержня предусмотрены следующие показатели тока:
- При 2 мм диапазон тока 50−90 ампер;
- 3 мм предусматривают ток от 60 до 110 ампер;
- При стержнях диаметром в 3,5 мм ток находится в пределах от 90 до 140 ампер.
Что касается маркировки изделия, то она оказывается достаточно простой. Расшифровка данной маркировки следующая: А — академия, Н — наук, О — обмазка, а 21 — номер изготавливаемой модели расходного материала. Производят электроды такие фирмы, как «Патон», «Плазматек», «Гранит», «Истек», «Френзе» и «MaxWeld».
Аналогами таких изделий являются АНО-4, ОЗС-6 и ОЗС-12, а также МР-3 и стандарт Р. Ц. Если электроды оказались увлажненными сверх меры, то их необходимо прокалить в течение 40 минут при температуре 120 градусов. Об остальных особенностях работы с данным расходным материалом можно узнать на официальном сайте изготовителя и соответствующих ресурсах, специализирующихся на сварочных работах и процессах, с ними связанных.
Электроды АНО-21 являются очень популярными. Их применяют для сварки небольших по толщине металлических конструкций и изделий. Для сварки металлоконструкций большей толщины делать этого не следует, поскольку в результате получаются некачественные швы. Получившаяся конструкция не выдержит высокого давления и механических нагрузок.
Оптимально их применять в тех случаях, когда требуется сварка небольших и средних трубопроводов и простых изделий, где толщина не превышает 4 мм. Выбирайте электроды правильно, и у вас не возникнет проблем со сваркой. Удачной работы на промышленных предприятиях и в домашнем хозяйстве!
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические вакансии, школьные вакансии | ШколаВесна
Выберите местоположение… Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
- Расширенный поиск
- Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
- Карьера Инструменты управления документами.
- Централизованная агрегация поиска работы.
- Оповещения по электронной почте.
- Комплексные приложения.
- Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг кандидатов.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов ищущих работу в сфере образования по всей стране. Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.
Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.
- Поиск кандидатов из нашего национального резерва.
- Распространяйте информацию о своих вакансиях на сайтах Indeed, Monster, Teach.org, через Twitter и т. д.
- Автоматические оповещения по электронной почте, рассылаемые заинтересованным соискателям.
- Прямая интеграция с TalentEd Recruit & Hire и другими системами отслеживания кандидатов.
- Разместить вакансию Узнать больше
Ищущие работу
Найти работу
Мой профайл
Работодатели
Разместить вакансию
Запросы на продажу
О нас
Контакт
Карта сайта
политика конфиденциальности
Условия эксплуатации
Соединять
Ручная дуговая сварка металлическим электродом (MMA, SMAW или сварка электродом)
Ручная дуговая сварка металлическим электродом была впервые изобретена в России в 1888 году.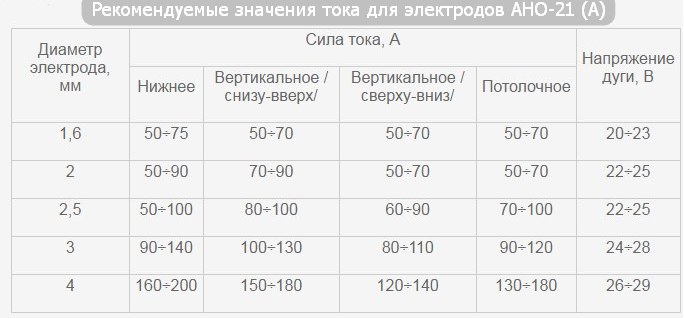 Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Этот процесс позволяет производить только короткие сварные швы, прежде чем потребуется вставить новый электрод в держатель сварочного электрода. Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Типы флюсов/электродов
Чтобы зажечь дугу между электродом и основным металлом, например, углеродистой сталью, и получить сварной шов хорошего качества, сварщики должны убедиться, что их сварочные аппараты оснащены подходящими электродами. Стабильность дуги, глубина проплавления, скорость осаждения металла и позиционные возможности в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
- Целлюлозный
- Рутил
- Базовый
Целлюлозные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть грубым, а с жидким шлаком удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
- глубокое проникновение во всех позициях
- пригодность для вертикальной сварки вниз
- достаточно хорошие механические свойства
- высокий уровень образования водорода — риск растрескивания в зоне термического влияния (ЗТВ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
- умеренные механические свойства металла сварного шва, такие как предел прочности при растяжении
- хороший профиль борта из вязкого шлака
- Возможна позиционная сварка с жидким шлаком (содержащим фторид)
- легко удаляемый шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности:
- Металл сварного шва с низким содержанием водорода
- требует высоких сварочных токов/скоростей
- плохой профиль борта (выпуклый и грубый профиль поверхности)
- удаление шлака затруднено
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как от переменного, так и от постоянного тока.
Сварочный ток
Уровень сварочного тока определяется размером электрода – производители рекомендуют нормальный рабочий диапазон и силу тока. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как правило, при выборе подходящего уровня тока электроду требуется около 40 А на миллиметр (диаметр). Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадке, где их можно легко транспортировать с работы на работу. Поскольку они имеют электронное управление, для сварки TIG и MIG доступны дополнительные устройства, которые повышают гибкость. Электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты избавляют от необходимости запекать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке ММА. Сюда входят теоретические и практические занятия, примерно 75% из которых — демонстрации и практические занятия; понимание процессов сварки и фундаментальные базовые знания.
Всего комментариев: 0