Обдув детали e3d v6: Обдув детали на E3D V6 и крепление хотенда
Содержание
Обдув детали, 3д моделирование в Autodesk Inventor.mp4 смотреть онлайн видео от Chucha TV в хорошем качестве.
Скачивайте приложения
Инструкции
Подписывайтесь на нас
© 2023, Rutube
12+
1 год и 2 месяца назад
Chucha TV82 подписчика
👌FlyingBear Ghost 5: http://alii.pub/5ricns
👌 CREASEE CS 30 300*300*400mm http://alii.pub/65ax5x
👌Tronxy XY-2 PRO http://alii.pub/5n94oy
👌 Twotrees Sapphire Y Plus V1.1 http://alii.pub/5ruw84
👌 FlyingBear Reborn http://alii.pub/635x7v
💰 МАГАЗИН ЧучаTV https://chuchatv.exaccess.com/digiseller/home
Сайт мой Chuchatv.com
☎ Кол-центр 3Д Печати https://t.me/flyingbear5
Донат ЧучаTV — https://www.donationalerts.com/r/chuchatv
💰 Сопла:
Сопло NF V6 E3DV6 http://alli.pub/5q18f2
Сопло Ultimaker 2 http://alli. pub/5q18lh
pub/5q18lh
Сопло MK8 http://alli.pub/5q18p6
Сопло MK10 http://alli.pub/5q18ut
💰 Термобарьеры:
👌 Титан+Медь E3DV6 http://alli.pub/5q17gg
👌 Титан+Медь ГЛАДКИЙ http://alli.pub/5q17n2
Биметалл NF E3DV6 http://alli.pub/5q17pz
Биметалл NF ГЛАДКИЙ http://alli.pub/5q17th
Цельнометалл Titanium TC4 http://alli.pub/5q188n
Цельнометалл Titan ГЛАДКИЙ http://alli.pub/5q194j
💰 Хотэнды:
Как собрать NF-Crazy Hotend из трех частей:
+ Mellow NF-Crazy Hotend БЛОК SET1+SE2+SET3 http://alii.pub/5vwj6r
+ Mellow NF-Crazy Hotend РАДИАТОР SET1 http://alii.pub/5vwjv2
+ Mellow NF-Crazy Hotend ТЕРМОБАРЬЕР http://alii.pub/5vwkg9
E3d V6 Hotend http://alli.pub/5q162o
NF Smart- CR10 http://alli.pub/5q166k
E3D V6 AQUA с водяным охлаждением http://alli.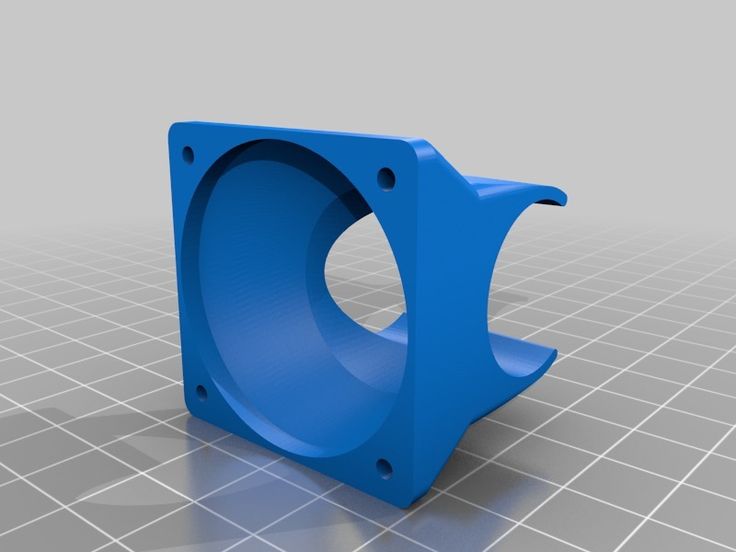 pub/5q160q
pub/5q160q
NF Zone-v6 J-head Hotend http://alli.pub/5q15re
Dcrazy Chimera + Volcano Hotend http://alli.pub/5q15o3
Diamond Hotend multicolor http://alli.pub/5q15j1
💰 Экструдеры:
💲 Ультра легкий NF-sunrise V6 http://alii.pub/5vd6i5
👌экструдер NF-WIND V6 http://alii.pub/63y9u3
💲DIY Sherpa_Mini-Extruder http://alli.pub/5q16hg
💲DIY Mellow Libra http://alii.pub/63y9vu
💲Orbiter Extruder http://alli.pub/5q148d
NF Dual Drive http://alii.pub/62jo33
Mellow NF—Crazy http://alli.pub/5q14dm
Dual Drive full metal http://alli.pub/5q141d
Mellow Dual Drive с водяным Охлажд. http://alli.pub/5q1443
Titan Aero V6 http://alli.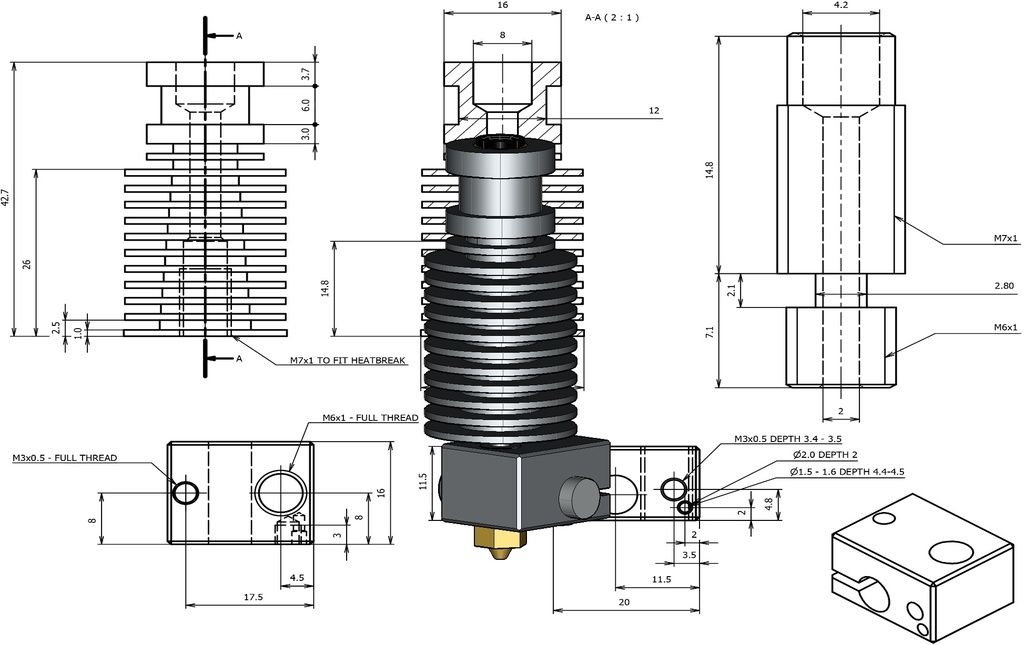 pub/5q13vx
pub/5q13vx
Titan AQUA с водяным Охлажд. http://alli.pub/5q13r9
Mellow мини-экструдер http://alli.pub/5q159w
DIY Dual Drive Extruder http://alli.pub/5q16rd
💰 Материнские платы и Драйвера:
Mellow 64-битная плата FLY-Gemini V1 http://alii.pub/64sn5c
Mellow FLY RRF E3 PRO Reprap http://alii.pub/5q0ljs
Mellow FLY-F407ZG + Wi-Fi Reprap http://alii.pub/5q0lx7
Mellow 32bit FLY-CDY V3 Wi-Fi Duet http://htl.by/5q0mb7
Mellow FLY 32-битный ARM Cortex-M4 http://alli.pub/5q0n4y
Драйвер Fly TMC2209 http://alli.pub/5q0yk0
Драйвер Fly TMC2130 http://alli.pub/5q0ytx
Mellow FLY PT100 http://alli.pub/5q0z7c
Сенсорный экран Mellow FLY 4,3/7,0 http://alli.pub/5q0z1w
Термодатчики и нагреватели http://alii.pub/5q0zce
Шкивы и ремни GATES http://alii. pub/5q0zfi
pub/5q0zfi
Вентиляторы Sunon http://alii.pub/5q0zlc
Вентиляторы Mellow http://alii.pub/5q10qr
Моторы и DRV8825 http://alii.pub/5q10bs
Нагревательный стол и подложка http://alii.pub/5q108v
Понижайка LM2596s DC http://alii.pub/5pddfz
Радиаторы TMC2225 http://alii.pub/5pdcw5
Адаптер-удлинитель для SD http://alii.pub/5pddr2
Нейлоновая втулка T8 http://alii.pub/5pduje
3D TOUCH http://alli.pub/5q175d
Магнитная подложка http://alii.pub/5pdb82
Теплоизоляция стола http://alii.pub/5pdbeo
Поликарбонат Xtreme OpenBuilds http://alii.pub/5oxwx7
Термоизоляция блока http://alii.pub/5pdbrw
Кабель канал http://alii.pub/5pdc4j
Турбина улитка 5015 http://alii.pub/5pdcff
Вентилятор 4010 http://alii.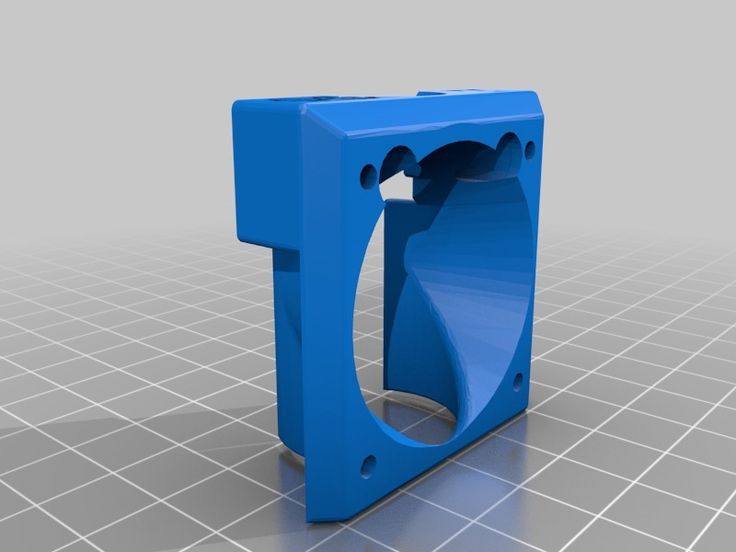 pub/5pdcor
pub/5pdcor
Датчик индуктивности АВТОУРОВЕНЬ http://alii.pub/64smpl
Auto Leveling TR Sensor Position http://alii.pub/64smr
Инструкция по сборке Lite Print Head — K3D
Подготовка
Необходимые детали
- Подающий механизм (LGX Lite или K3D Minifeeder)
- Хотэнд (Подготовленный E3D V6/Volcano, Dragon, Rapido, Dragonfly или CR-10)
- 1-2шт. Вентилятор 5015 центробежный
- Вентилятор 4010 осевой
- Каретка MGN9H
- 6шт. Винт М3х6 с полукруглой головкой
- 2шт. Винт М3х12 с полукруглой головкой
- 4шт. Винт М3х6 с потайной головкой
- 2шт. Винт М3х35 с потайной головкой
- 2шт. Винт М3х8 с цилиндрической головкой
- 2шт. Гайка М3
- 4шт. Резьбовая вставка М3х3
- 6шт. Резьбовая вставка М3х5
- 4шт. Подшипник F623
- 2шт. Подшипник 623
- 2шт. Шайба М3
Для крепления хотэнда E3D V6 / Volcano, Dragon, Rapido, Dragonfly:
- 4шт. Винт М2.5х8 с цилиндрической головкой
- PTFE трубка.
 Длина отмеряется в шаге 5
Длина отмеряется в шаге 5
Для крепления хотэнда CR-10:
- 2шт. Винт М3х20 c полукруглой или потайной головкой
- 2шт. Резьбовая вставка М3х5
- PTFE трубка. Длина отмеряется в шаге 5
Необходимые инструменты
- Паяльник или любое другое устройство для установки резьбовых вставок
- Отвертки или ключи для винтов
- Нож
- Клеевой пистолет
- Стяжки
Печать деталей
Выбор материала
| Деталь | Предпочтительно | Возможно | Нежелательно |
|---|---|---|---|
| LPH mount | PA GF, PP GF | PETG, PA, PC | ABS, ASA, HIPS, PLA и другие на их основе |
| LPH case | PA GF, PP GF | PETG, ABS, ASA, PA, PC | PLA |
| LPH front fan duct | Любой с термостойкостью более 100°C.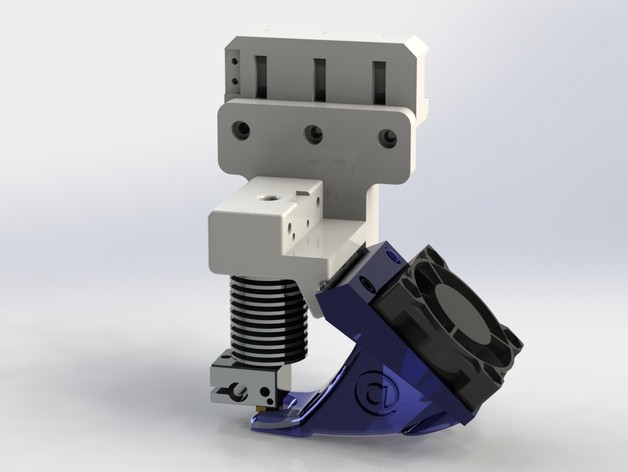 Можно напечатать на SLA Можно напечатать на SLA | PLA, PETG | |
| LPH back fan duct | Любой с термостойкостью более 100°C. Можно напечатать на SLA | PLA, PETG | |
| Roller spacer | Любой жесткий | Любой гибкий |
Ориентация моделей
Рекомендуемые параметры печати
Для деталей case, mount и spacer:
| Параметр | Значение |
|---|---|
| Ширина линий | 0.3-0.6 мм |
| Толщина слоя | 0.1-0.3 мм |
| Толщина периметров, крышки и дна | 2 мм |
| Заполнение | 100% |
| Скорость печати | Любая, на которой будет достаточно точная геометрия и достаточно высокая прочность |
| Поддержки | Не нужны |
Для сопел системы охлаждения:
| Параметр | Значение |
|---|---|
| Ширина линий | Подобрать так, чтобы стенки печатались без заполнения зазора.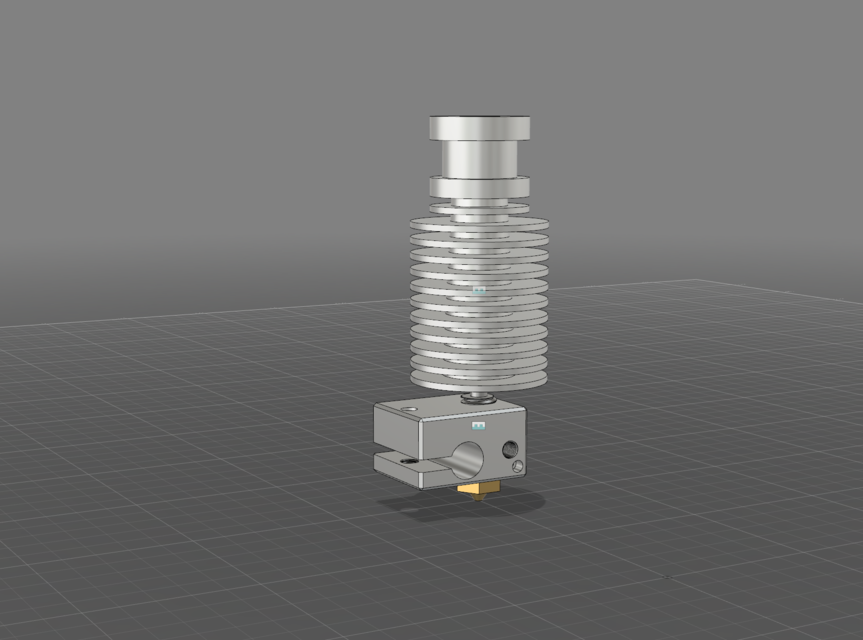 Толщина стенки 0.8 мм Толщина стенки 0.8 мм |
| Толщина слоя | ~ 0.2 мм |
| Заполнение | 100% |
| Скорость печати | Любая, на которой будет достаточно точная геометрия и достаточно высокая прочность |
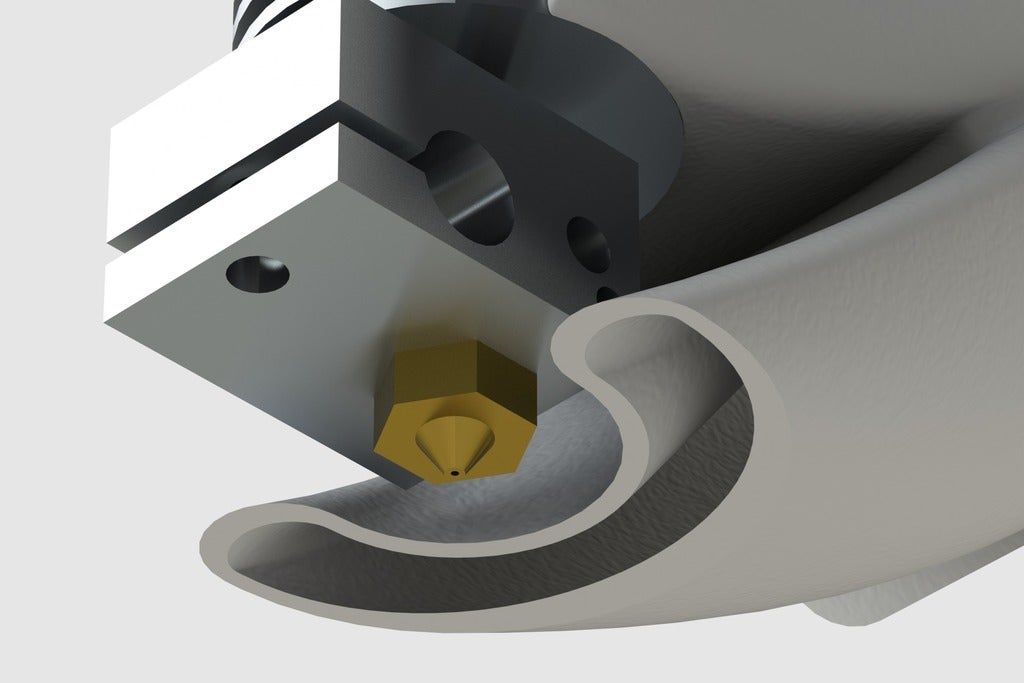
| Поддержки | Для переднего сопла не нужны. Для заднего нужны под носик (как на изображении выше) |
Сборка
Шаг 1. Подготовка детали mount
1.1 Вплавьте резьбовые вставки М3х5 в указанные углубления. Обратите внимание, что пластик не должен попасть внутрь резьбы
1.2 Повторите с обратной стороны
1.3 Вставьте гайки М3 в указанные углубления
Шаг 2. Установка детали mount на балку оси Х
2.1 Установите деталь на каретку MGN9H и прикрутите 4 винтами М3х6 с полукруглой головкой. Обратите внимание, что ключ (А) должен совпадать с ухом каретки оси Y.
Шаг 3. Сборка роликов
3. 1 Соберите ролики в задней части на винты М3х35. Последовательность деталей в ролике:
1 Соберите ролики в задней части на винты М3х35. Последовательность деталей в ролике: Подшипник F623 — шайба — подшипник 623 — подшипник F623. Вниз ставится деталь roller spacer.
Шаг 4. Подготовка детали Case
4.1 Вплавьте резьбовые вставки М3х3 в указанные углубления (с невидимой стороны зеркально). Обратите внимание, что пластик не должен попасть внутрь резьбы, а также вытесненный пластик не должен создавать бугра на поверхности детали;
4.2 (Опционально) Вплавьте резьбовые вставки М3х5 в указанные углубления. Если не собираетесь часто снимать/ставить вентилятор, то можно крепиться в 2 других отверстия, они сделаны под вкручивание винтов М3 непосредственно в тело детали.
Шаг 5. Установка хотэнда
Вариант 1. Установка хотэнда E3D V6 / Dragon / Dragonfly / Rapido
Если у вас CR-10 хотэнд, то переходите сразу к варианту 2.
5.1 Установите хотэнд на место через нижнее отверстие. Обратите внимание, что если используется не осесимметричный хитблок (V6 / Volcano и т.д.), то длинная часть должна смотреть в другую сторону от предполагаемого положения сопел системы охлаждения модели. Если используется медно-керамический хитблок, то провода лучше поставить в сторону предполагаемого крепления системы охлаждения;
Обратите внимание, что если используется не осесимметричный хитблок (V6 / Volcano и т.д.), то длинная часть должна смотреть в другую сторону от предполагаемого положения сопел системы охлаждения модели. Если используется медно-керамический хитблок, то провода лучше поставить в сторону предполагаемого крепления системы охлаждения;
5.2 Закрепите хотэнд на 4 винта М2.5х8 с циллиндрической головкой;
5.3 Засуньте трубку в отверстие до упора в горло. Для LGX Lite трубка должна выступать на ~ 3 мм, для Minifeeder на ~ 5 мм. Обрежьте исходя из этих размеров и окончательно установите в канал;
Вариант 2. Установка хотэнда CR-10
5.1 Установите хотэнд на место через нижнее отверстие. Обратите внимание, что если используется не осесимметричный хитблок (V6 / Volcano и т.д.), то длинная часть должна смотреть в другую сторону от предполагаемого положения сопел системы охлаждения модели (на изображении не показано). Если используется медно-керамический хитблок, то провода лучше поставить в сторону предполагаемого крепления системы охлаждения;
5. 2 Закрепите хотэнд на 2 винта М3х20 с циллиндрической головкой;
2 Закрепите хотэнд на 2 винта М3х20 с циллиндрической головкой;
5.3 Засуньте трубку в отверстие до упора в горло. Для LGX Lite трубка должна выступать на ~ 3 мм, для Minifeeder на ~ 5 мм. Обрежьте исходя из этих размеров и окончательно установите в канал.
Шаг 6. Установка подающего механизма
6.1 Установите подающий механизм на место. Убедитесь, что он соприкасается с корпусом детали case, а также что трубка попала в канал;
6.2 Зафиксируйте подающий механизм винтами М3х6.
Шаг 7. Установка вентилятора обдува радиатора
7.1 Установите вентилятор на место и закрепите двумя винтами. Если вы вплавляли вставки в деталь case, то используйте винты М3х12 или М3х14 и отверстия (А), если нет — винты М3х16 и отверстия (B).
Шаг 8. Подготовка системы охлаждения модели
8.1 Приклейте вентиляторы 5015 к соплам системы охлаждения. Лучше всего использовать термоклей (клей-пистолет) так как он и держит нормально, и позволяет в случае чего снять вентилятор без повреждений.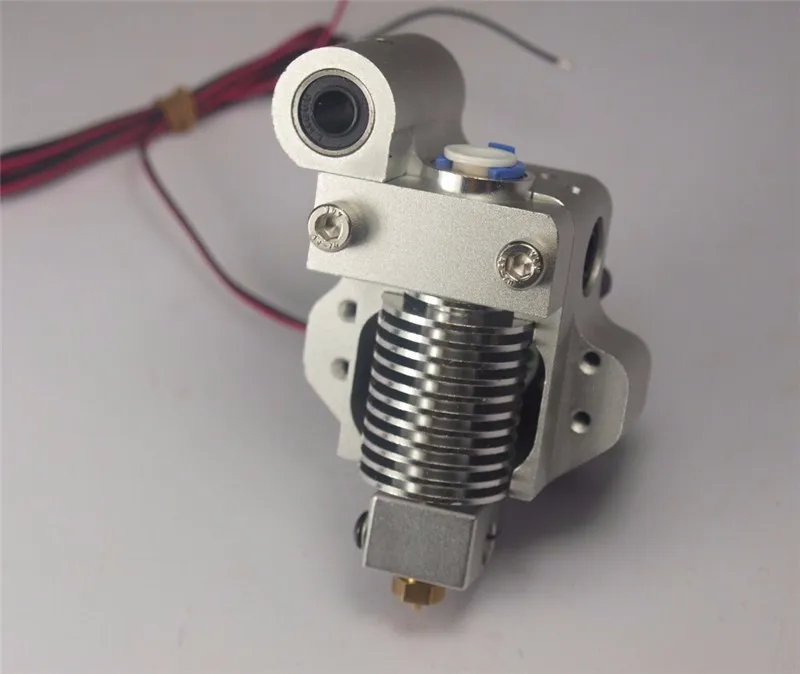 Но можно использовать и другой нравящийся вам клей.
Но можно использовать и другой нравящийся вам клей.
Шаг 9. Установка системы охлаждения модели
9.1 Установите систему охлаждения на печатающую голову и прикрутите винтами М3х8 с полукруглой головкой. Винты на этом этапе затягивать не надо;
9.2 Отрегулируйте положение сопел системы охлаждения так, чтобы их нижние точки были примерно на 1мм выше кончика сопла. Затяните винты (1).
Шаг 10. Установка печатающей головы
10.1 Установите печатающую голову на каретку и закрепите винтами М3х6 с потайной головкой.
Дата: 24.04.2022 Автор: Дмитрий Соркин Telegram: @dmitry_sorkin E-mail: [email protected]
Руководство
: Как обновить клон E3D V6 Hotend
E3D годами лидирует на рынке хотэндов, а последний E3D V6 является золотым стандартом почти полвека. Как производитель оборудования с открытым исходным кодом, они выпускают свои инженерные схемы под Стандартной общественной лицензией (GPL), предоставляя необходимые схемы другим для просмотра, тиражирования и дальнейшего улучшения.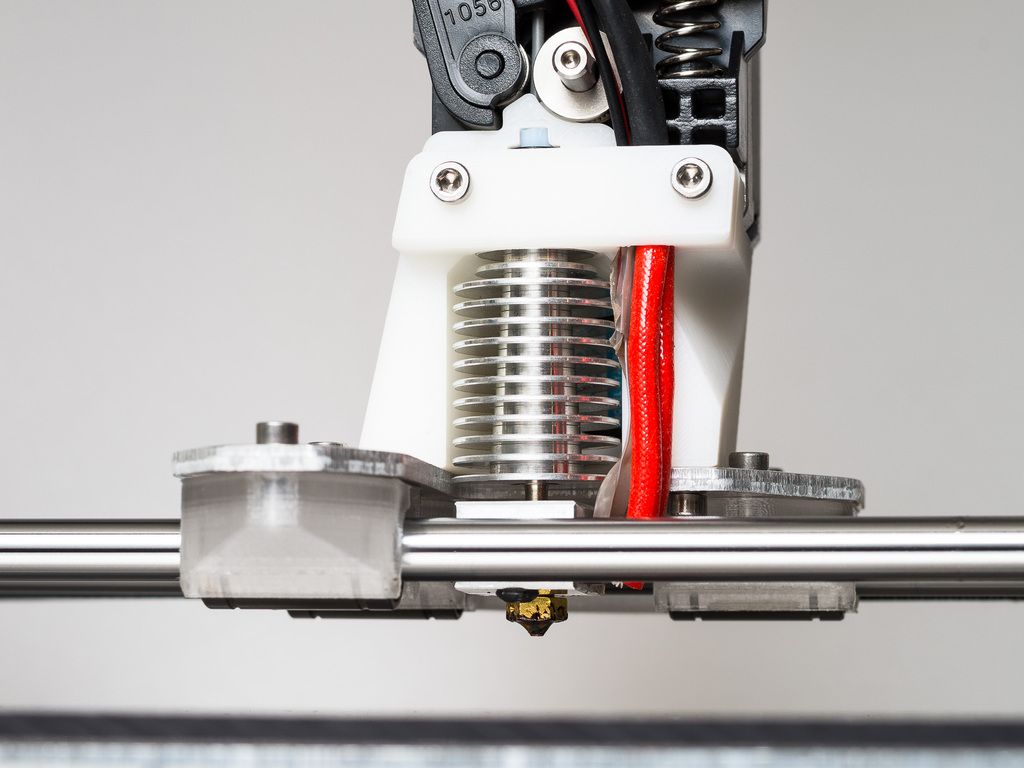
Патенты существуют только для защиты их товарных знаков, таких как фирменные наименования и косметический внешний вид. Дизайн и функциональность являются добросовестным использованием при условии, что производные должны выпускать свой исходный код, модифицированный или нет.
К сожалению, качество недешево. Подлинный хот-энд E3D V6 стоит около 60 долларов, что непомерно дорого для тех, у кого ограниченный бюджет. В качестве альтернативы реплики производятся за границей и продаются по гораздо более низкой цене, хотя и с более низким качеством деталей и минимальной гарантией качества.
По этой причине клоны V6 всегда будут авантюрой. На заводе качество может варьироваться от исключительного до совершенно непригодного для использования, даже если оно производится на одной производственной линии.
Многое из этого легко воспроизвести, созданное с почти таким же качеством, как и у подлинного хот-энда E3D. Радиатор, блок нагревателя и т. д. клонированы до совершенства. Есть всего несколько важных элементов, которые могут улучшить или испортить производительность, и именно здесь подделки могут не сработать. Если мы их модернизируем, мы сможем построить хот-энд, который будет сравним или даже лучше настоящего.
Есть всего несколько важных элементов, которые могут улучшить или испортить производительность, и именно здесь подделки могут не сработать. Если мы их модернизируем, мы сможем построить хот-энд, который будет сравним или даже лучше настоящего.
Список приобретенных деталей
Боуден V6 Clone Hotend (12 В) (24 В) – 18,99 долл. США
Обзор
В ходе этого руководства наша цель — обновить клон V6, используя его как недорогую отправную точку для создания гораздо лучшего хот-энда. Заменив несколько основных деталей решениями для вторичного рынка, мы можем значительно повысить как надежность, так и производительность. Для каждого раздела я рассмотрю два разных подхода к обновлению этой конкретной части комплекта.
Бюджет предложения будут более дешевыми обновлениями с незначительной выгодой. Мы можем выполнить ремонт своими руками, чтобы устранить производственные проблемы, или заказать дешевые запчасти оптом, выбрав лучшие детали из партии.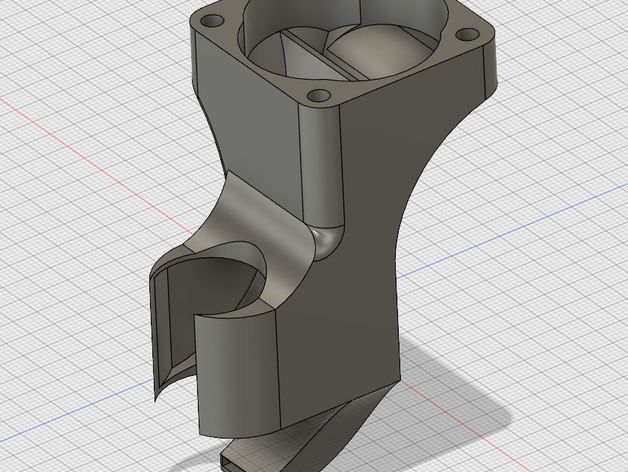 Этот путь направлен на достижение производительности, сравнимой с аутентичным хот-эндом E3D V6. (Ориентировочная стоимость: $30)
Этот путь направлен на достижение производительности, сравнимой с аутентичным хот-эндом E3D V6. (Ориентировочная стоимость: $30)
Premium предложения, с другой стороны, являются продуктами высшего уровня, лучше, чем оригинальные компоненты. Несмотря на исключительное качество E3D, даже их хот-энды оставляют место для улучшений. Детали от сторонних поставщиков часто имеют такую же или меньшую цену при использовании материалов с более высокими характеристиками.
1) Теплозащита V6
Теплозащита (или горловина) — единственное наиболее важное обновление, которое мы можем сделать, частая проблема на клонах V6. Это металлическая трубка, которая находится между радиатором и блоком нагревателя, создавая канал, по которому нить проходит вниз к хотэнду. Когда он достигает блока, он постепенно начинает таять, прежде чем вытолкнуться из сопла.
Идеальный терморазрыв должен иметь гладкие внутренние стенки, позволяющие филаменту беспрепятственно скользить по стержню до тех пор, пока он не достигнет сопла.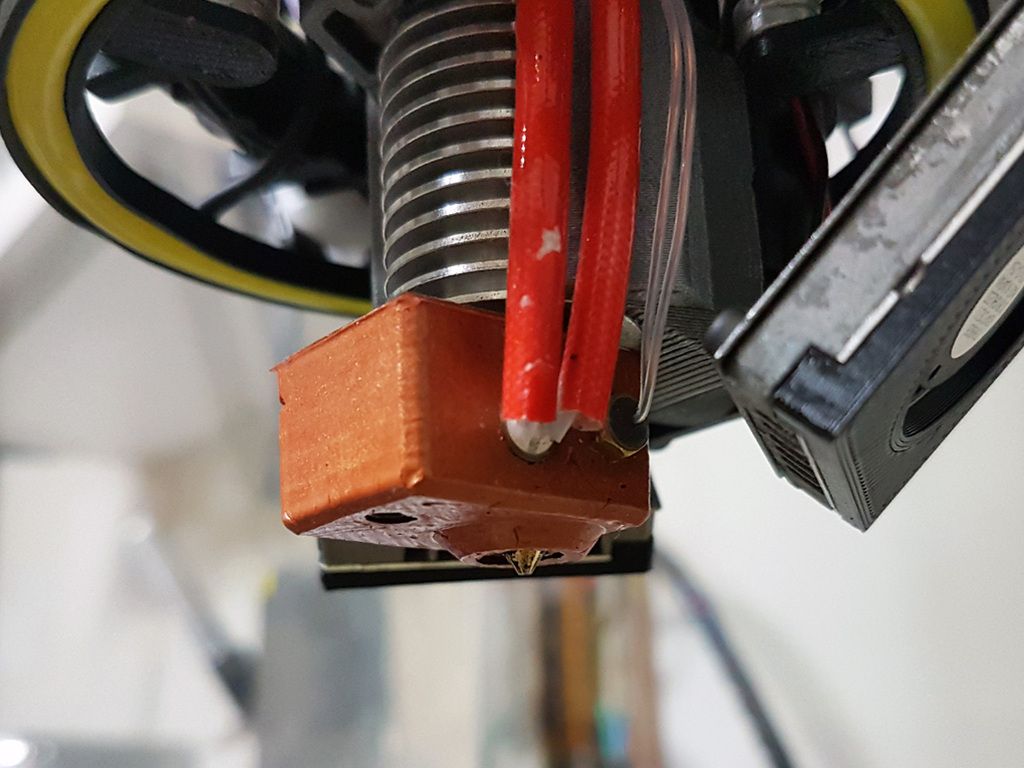 Любые изменения поверхности отверстия могут привести к засорению, заклиниванию и другим проблемам экструзии, особенно во время отвода, когда расплавленный пластик втягивается обратно в горловину.
Любые изменения поверхности отверстия могут привести к засорению, заклиниванию и другим проблемам экструзии, особенно во время отвода, когда расплавленный пластик втягивается обратно в горловину.
Полированное отверстие (показано на фото выше) идеально подходит для надежной работы, этот процесс удаляет инструментальные следы и другие дефекты поверхности. К сожалению, дешевые клоны V6 часто поставляются с рассверленным теплоотводом, и, хотя обычно это достаточно хорошо, небольшие выступы в стенке могут зацепить нить накала и создать неожиданные проблемы.
Бюджет: Полированный терморазрыв
Для домашних мастеров, стремящихся минимизировать затраты, вы можете отполировать терморазрыв в домашних условиях. Используя дрель или дремель с мелкозернистой стальной ватой, легко выровнять внутреннее отверстие. Некоторые пользователи даже наносят зеленый полировальный состав на хлопковую нить и разглаживают ее трением.
При этом теплозащита является самой важной частью любого хот-энда. Самостоятельная полировка может обеспечить стабильную производительность, но, скорее всего, не будет соответствовать продуктам послепродажного обслуживания.
Самостоятельная полировка может обеспечить стабильную производительность, но, скорее всего, не будет соответствовать продуктам послепродажного обслуживания.
Это приводит нас к Micro Swiss, американскому предприятию с ЧПУ, известному своими высококачественными продуктами для 3D-принтеров. Они производят износостойкий полированный терморазрыв для хот-энда V6 с антипригарным покрытием TwinClad XT, обеспечивающим низкое трение и высокую смазывающую способность. Это значительно снижает вероятность засорения, а также защищает от абразивных волокон, таких как углеродное волокно и пластик, наполненный металлом.
Micro Swiss V6 Heatbreak — $16,00
Premium: Titanium Heatbreak
Титан прочнее традиционной нержавеющей стали, используемой для терморазрыва, которая тверже большинства металлов, но при этом может быть довольно хрупкой. Титан также имеет явное преимущество в виде более низкой теплопроводности, что означает меньшую вероятность тепловой ползучести и засорения.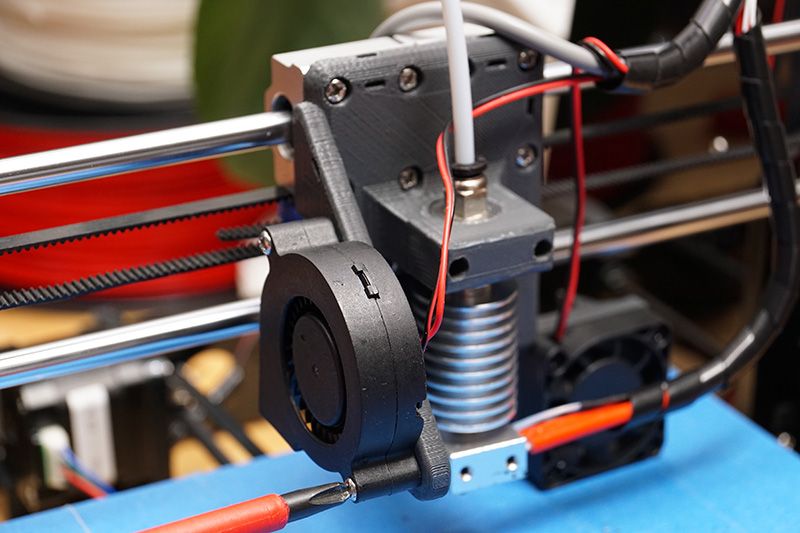 Это помогает создать более четкое разделение в тепловом барьере, когда верхняя камера остается холодной, а нижняя половина нагревается.
Это помогает создать более четкое разделение в тепловом барьере, когда верхняя камера остается холодной, а нижняя половина нагревается.
Компания E3D выпустила собственное обновление Titanium V6 Heatbreak Upgrade, но оно имеет высокую цену (50 долларов) и ужасные отзывы. Я хотел бы отдать должное их продукту, но этого недостаточно, учитывая запрашиваемую цену.
К счастью, есть много других поставщиков с титановыми терморазрывами, которые продаются по гораздо более низкой цене и с гораздо лучшими отзывами. Небольшая компания из Лос-Анджелеса под названием 3D Passion имеет идеальный 5-звездочный рейтинг на Amazon, где я опробую их в ближайшем будущем.
Титановый терморазрыв (2 шт.) — 22,22 долл. США
2) Вентилятор охлаждения V6
Несмотря на распространенное мнение, теплоотвод не всегда является причиной проблемных клонов V6. Недостаточное охлаждение может быть столь же вредным для надежной работы. Настоящий хот-энд E3D V6 поставляется с вентилятором на шарикоподшипниках 3010, который выталкивает 4,6 кубических фута в минуту (куб.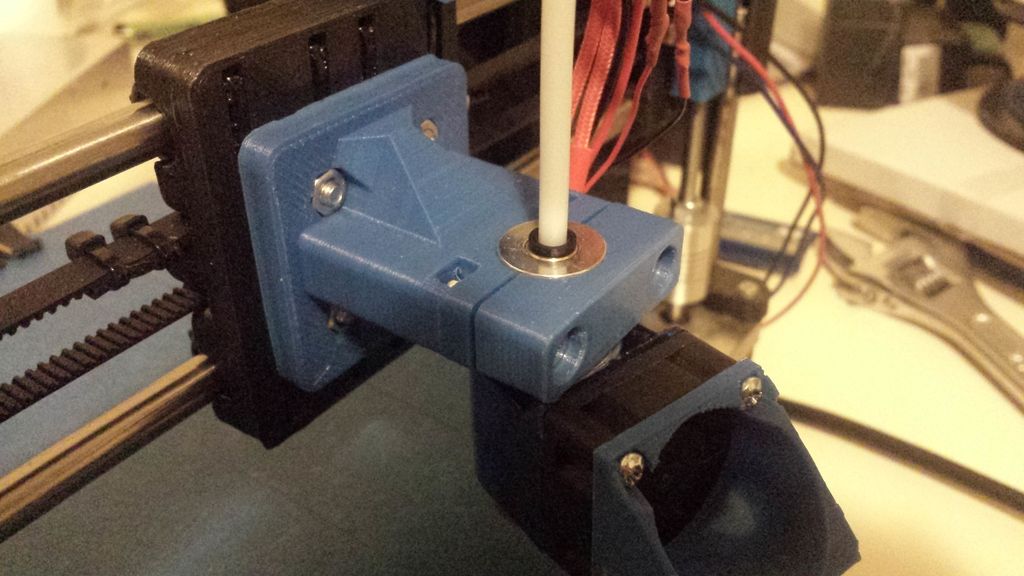 фут/мин) воздуха по сравнению со средним показателем всего 2,0 кубических фута в минуту или меньше на большинстве копий.
фут/мин) воздуха по сравнению со средним показателем всего 2,0 кубических фута в минуту или меньше на большинстве копий.
Без надлежащего охлаждения ребер радиатора тепло может пройти вверх по горловине и преждевременно начать плавить нить на холодном конце. Эту проблему обычно называют Heat Creep , когда пластик размягчается и прилипает к стенкам, что в конечном итоге приводит к образованию засоров.
Бюджет: Модернизация 30-мм вентилятора
Самое простое решение — заменить хотэнд-вентилятор на более производительную модель. E3D продает подлинную замену, предлагая то же качество, что и их премиальные хот-энды, плюс это помогает финансово поддерживать их бизнес. Он имеет 7 лопастей вентилятора для более тихой работы, двойной шарикоподшипник для увеличения срока службы и кабель длиной 1 метр для удобной установки.
Если вы решите выбрать другую марку, обязательно ознакомьтесь с техническими характеристиками перед размещением заказа. В качестве альтернативы я также использовал вентилятор с двойным шарикоподшипником GDSTime 3010 в прошлом на нескольких клонах V6, которые имеют заявленные 13 800 об/мин и 5,64 кубических футов в минуту.
Подлинный 30-мм вентилятор E3D V6 (12 В) (24 В) — 9,00 долл. США
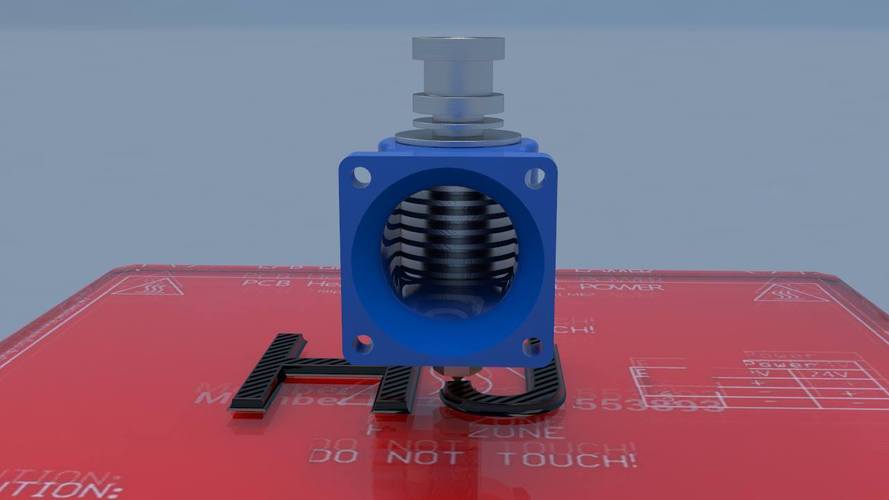
30-мм вентилятор крепится только к синему воздуховоду с помощью (4) винтов с крестообразным шлицем. Чтобы заменить вентилятор, осторожно снимите его (они легко снимаются) и просто замените вентиляторы.
Premium: Модернизация 40-мм вентилятора
Большие 40-мм вентиляторы наиболее распространены для ПК и другой электроники, а это означает, что на рынке доступно гораздо больше вариантов. Хотя воздуховод вентилятора V6 не подходит к ним из коробки, существует множество конструкций адаптеров, напечатанных на 3D-принтере, которые позволяют это сделать.
Адаптер вентилятора E3D V6 с 30 мм на 40 мм
Что касается продуктов, вентиляторы Noctua являются чрезвычайно популярным выбором для 3D-принтеров. Учитывая, что просто вентилятор, у него абсурдное количество функций, вроде максимального обдува и бесшумных режимов работы, антивибрационных креплений и всяких переходников. Он производит 4,83 кубических фута в минуту, охлаждая немного больше, чем версия E3D, и не создает окружающего шума.
Он производит 4,83 кубических фута в минуту, охлаждая немного больше, чем версия E3D, и не создает окружающего шума.
40-мм вентилятор Noctua — 13,95 долл. США
Если это слишком дорого для вашей крови, почти любой обычный 40-мм вентилятор должен обеспечить адекватное охлаждение радиатора.
Единственным реальным недостатком этого метода является увеличение объема хот-энда. V6 разработан, чтобы быть компактным и легким, поэтому большая комбинация вентилятора и адаптера кажется немного нелогичной. Тем не менее, это достойное обновление, которое отлично работает для многих пользователей.
3) Форсунка V6
Латунные форсунки, поставляемые в комплекте с хотэндами-клонами V6, не представляют собой ничего особенного, но в большинстве случаев они достаточно хороши. Настоящая проблема, конечно же, заключается в контроле качества, о котором китайские производители забывают. Когда вы покупаете дешевые форсунки по цене 1 доллар за штуку, заводские рабочие не проверяют наличие дефектов, они просто продаются как есть.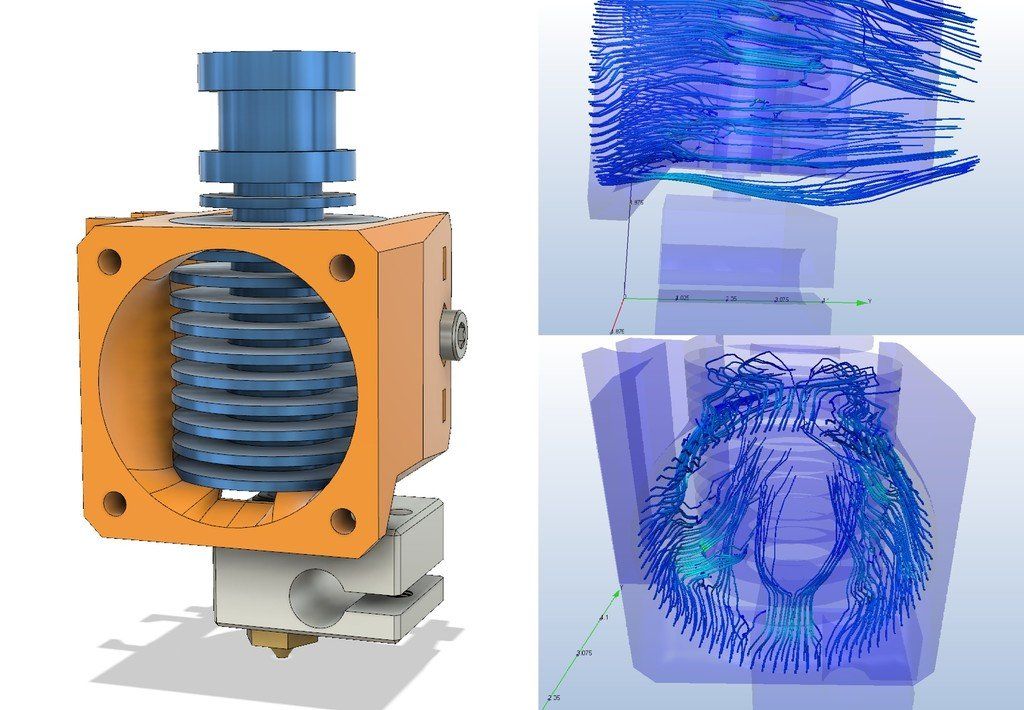
Перед установкой клона V6 поднесите сопло к свету и посмотрите на наличие заусенцев вокруг отверстия. Это должен быть идеальный круг без видимых изъянов. В противном случае он может повлиять на качество печати и должен быть заменен как можно скорее.
Форсунки являются расходным материалом. Они не предназначены для вечной эксплуатации и со временем изнашиваются, даже быстрее при печати абразивными нитями.
Будь то неотложная проблема или что-то, что нужно сделать позже, в конечном итоге нам придется заменить его. Когда это время придет, у нас будет выбор между покупкой большего количества того же самого или раскошелиться на деньги на более качественный продукт.
Бюджет: комплекты насадок
При поиске недорогих товаров из Китая довольно часто покупают больше, чем нужно, и выбирают лучшее из множества. Дешевые латунные насадки часто продаются упаковками по 10 и более штук, и мы практически гарантируем, что по крайней мере несколько из них будут работать.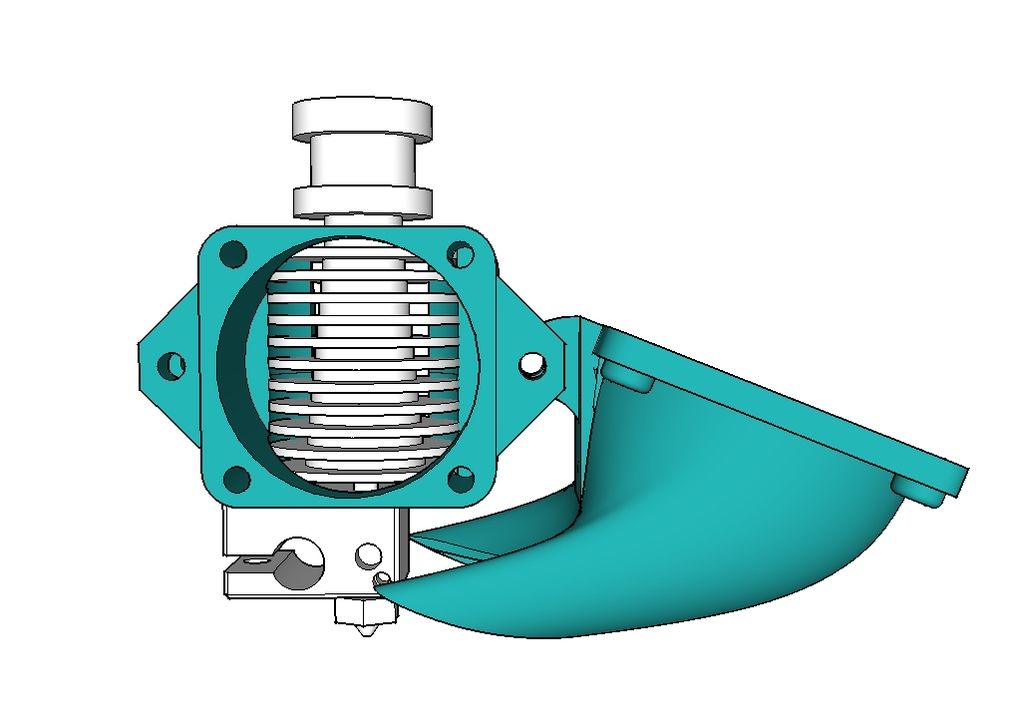
Мы можем найти мультиупаковки с дюжиной насадок одного размера или разнообразные упаковки с различными размерами (например, 0,2, 0,3, 0,4 и 0,5). физического продукта на каждый потраченный доллар.
Латунные сопла V6 (Variety Pack) — 7,99 долл. США
Премиум: износостойкие сопла
Когда дешевые латунные сопла больше не справляются с задачей, существует множество вариантов модернизации. Они изготавливаются из различных металлов с гальваническим покрытием, износостойких или закаленных.
Попытка выяснить, что лучше, может быть непосильной задачей, и вложение денег в проблему не поможет. Более дорогие насадки часто разрабатываются специально для использования с абразивными нитями, такими как углеродное волокно или светящиеся в темноте. Использование их с обычными пластиками, такими как PLA или ABS, может открыть совершенно новую банку червей.
Для подавляющего большинства владельцев износостойкая насадка с гальваническим покрытием является идеальным вариантом.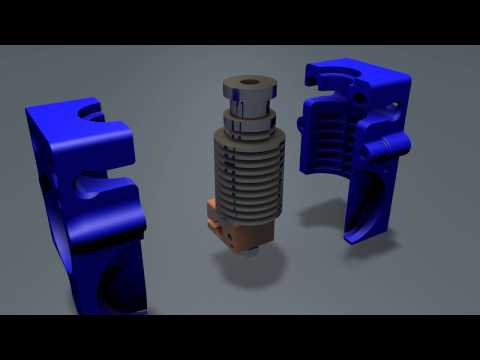 Защитное покрытие очень твердое и устойчивое к истиранию, что является огромным преимуществом по сравнению со стандартными латунными соплами, но оно по-прежнему отлично работает с традиционным пластиком. Micro Swiss (рекомендованная выше из-за их терморазрыва) также предлагает большой выбор высокопроизводительных форсунок V6.
Защитное покрытие очень твердое и устойчивое к истиранию, что является огромным преимуществом по сравнению со стандартными латунными соплами, но оно по-прежнему отлично работает с традиционным пластиком. Micro Swiss (рекомендованная выше из-за их терморазрыва) также предлагает большой выбор высокопроизводительных форсунок V6.
Износостойкое сопло с покрытием Micro Swiss V6 – 14,99 долл. США
Прекращение экструзии в процессе печати (тепловая ползучесть)
Относится к
Последнее обновление
год назад
Эта статья также доступно на следующих языках:
Если принтер внезапно прекращает экструзию нити, но продолжает движение печати без сообщения об ошибке, возможно, вы стали жертвой теплового ползучести .
Как это выглядит
Вообще говоря, мы имеем в виду тепловую ползучесть, когда части хотэнда над нагревательным блоком становятся слишком горячими.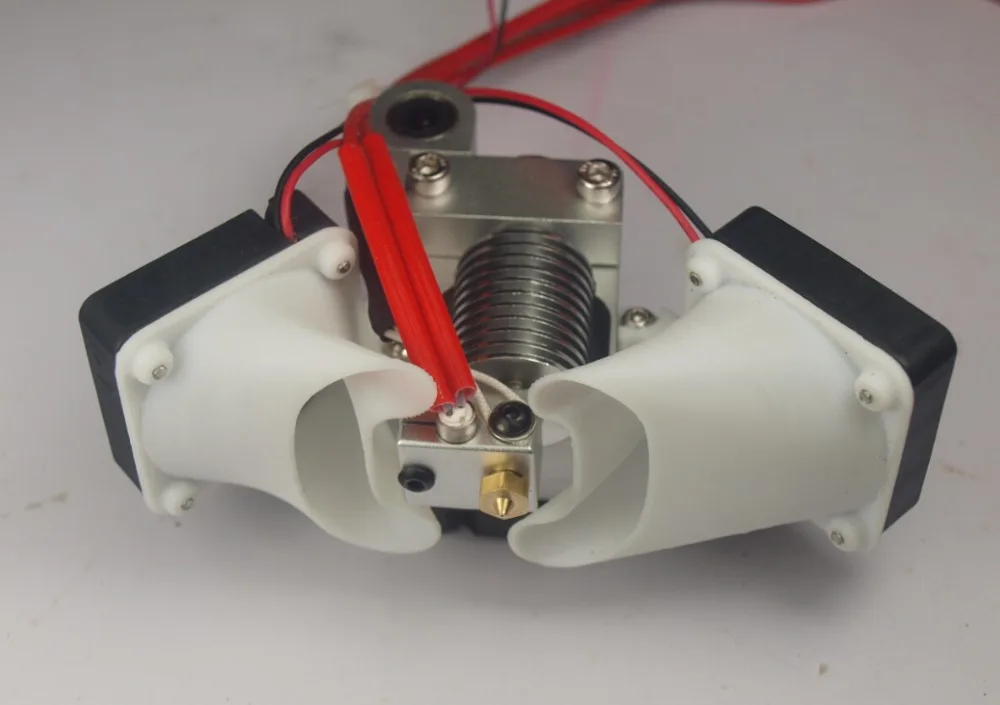 В нормальных условиях нить накала начинает плавиться прямо над соплом. Однако, когда теплоотвод становится слишком горячим, тепло распространяется вверх неравномерно по всему хотэнду, нить накаливания начинает размягчаться выше внутри хотэнда и вызывает засорение . Двигатель экструдера врезается в нить, он может даже издавать «щелкающий» или «тикающий» звук, пытаясь протолкнуть нить в экструдер.
В нормальных условиях нить накала начинает плавиться прямо над соплом. Однако, когда теплоотвод становится слишком горячим, тепло распространяется вверх неравномерно по всему хотэнду, нить накаливания начинает размягчаться выше внутри хотэнда и вызывает засорение . Двигатель экструдера врезается в нить, он может даже издавать «щелкающий» или «тикающий» звук, пытаясь протолкнуть нить в экструдер.
Обратите внимание, что тепловая ползучесть — это только один из способов, которыми ваш хотэнд может засорить и чаще всего не самое вероятное объяснение . Мы предлагаем вам прочитать наши статьи, посвященные засорам хотэнда, особенно недоэкструзии, засорению хотэнда и холодному извлечению.
Как это исправить
Наиболее распространенные причины:
- Температура окружающей среды (в помещении) выше 35°C (30°C для некоторых нитей) или принтер находится в корпусе.
Тепловая ползучесть обычно возникает при печати из PLA, так как у него самая низкая температура плавления среди наиболее часто используемых нитей. Печать PLA в полностью закрытом и невентилируемом корпусе, скорее всего, вызовет проблемы.
- Используемая нить накаливания содержит частицы металла, которые проводят тепло к хотэнду.
- Установлена слишком высокая температура горячего конца.
- Теплопередача между соплом, теплоотводом и радиатором недостаточна.
- Недостаточно воздушного потока, охлаждающего радиатор.
- Через сопло проходит недостаточно нити или она течет недостаточно быстро.
Сама нить поглощает тепло . Если его экструдировать недостаточно быстро, это может способствовать тепловой ползучести.
Как предотвратить это
После того, как вы очистили хотэнд , , ознакомьтесь с приведенными ниже советами, чтобы предотвратить повторение этой проблемы.
Рекомендуемая практика: После завершения печати, пока хотэнд еще горячий, выгрузите текущую нить . К счастью, комплект обновления MMU2S делает это за вас в конце каждого отпечатка! Если у вас нет MMU2S, вы можете просто использовать функцию «Выгрузить» принтера.
Экструдер
в сборе
Зазор между соплом и нагревательным блоком
Во всех собранных хотэндах E3D v6.1, должен быть зазор около 0,5 мм (0,02 дюйма) между нагревательным блоком и шестигранной головкой сопла. Опять же, это для контроля теплового потока внутри хотэнда. Вворачивая сопло в нагревательный блок, вы должны затянуть его полностью, но никогда не пытайтесь (слишком) затянуть его так, чтобы головка сопла коснулась нагревательного блока.
Проверьте вентилятор экструдера
Как вы понимаете, охлаждающий вентилятор должен работать должным образом, чтобы обеспечить достаточное охлаждение радиатора.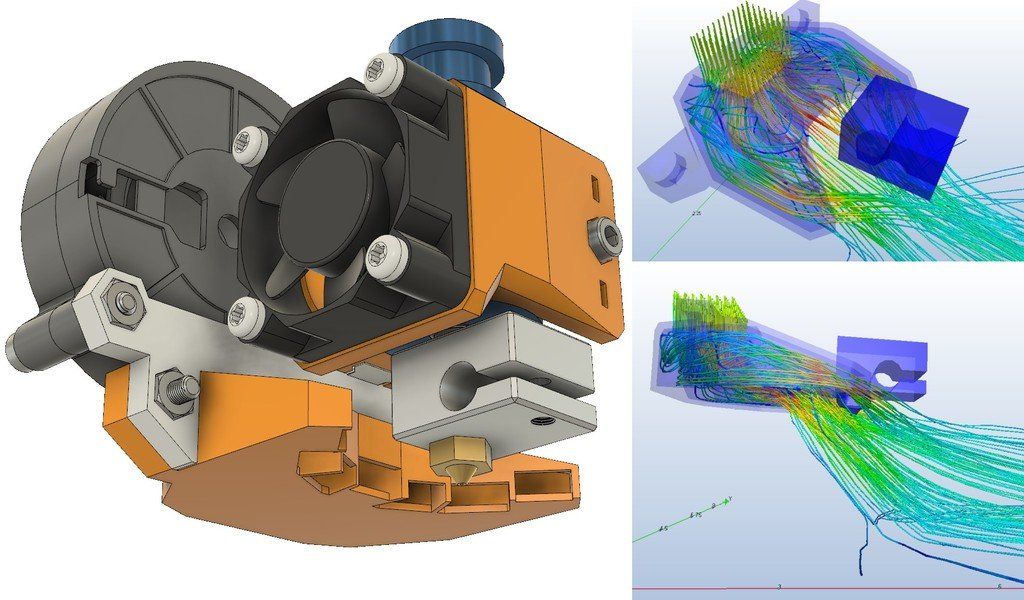 Во-первых, убедитесь, что вы не видите наклейку на вентиляторе — это означает, что вентилятор установлен задом наперед. При вращении он должен выталкивать воздух внутрь, а не наружу .
Во-первых, убедитесь, что вы не видите наклейку на вентиляторе — это означает, что вентилятор установлен задом наперед. При вращении он должен выталкивать воздух внутрь, а не наружу .
Если вентилятор установлен правильно, вы можете проверить, достаточно ли быстро он вращается . Во время печати перейдите в ЖК-меню -> Поддержка -> Информация об экструдере -> Скорость вентилятора 9.0023 . Значение оборотов вентилятора сопла должно быть в пределах от 4000 до 4400. 1 Слишком слабое или слишком сильное натяжение натяжной пружины экструдера также может вызвать проблемы. с экструзией нити. Когда натяжной винт слишком ослаблен, шестерни не могут захватить нить накала, и двигатель может начать пропускать. Если винт натяжителя слишком затянут , зубья на шестернях могут перетрите нить накала и задохнитесь — всегда следите за чистотой шестерен.
Головка натяжного винта должна быть выровнена с корпусом экструдера (см. фотографии выше). В случае MK2/S пружины растяжения находятся снаружи экструдера. Длина сжатых пружин растяжения должна быть 13 мм.
фотографии выше). В случае MK2/S пружины растяжения находятся снаружи экструдера. Длина сжатых пружин растяжения должна быть 13 мм.
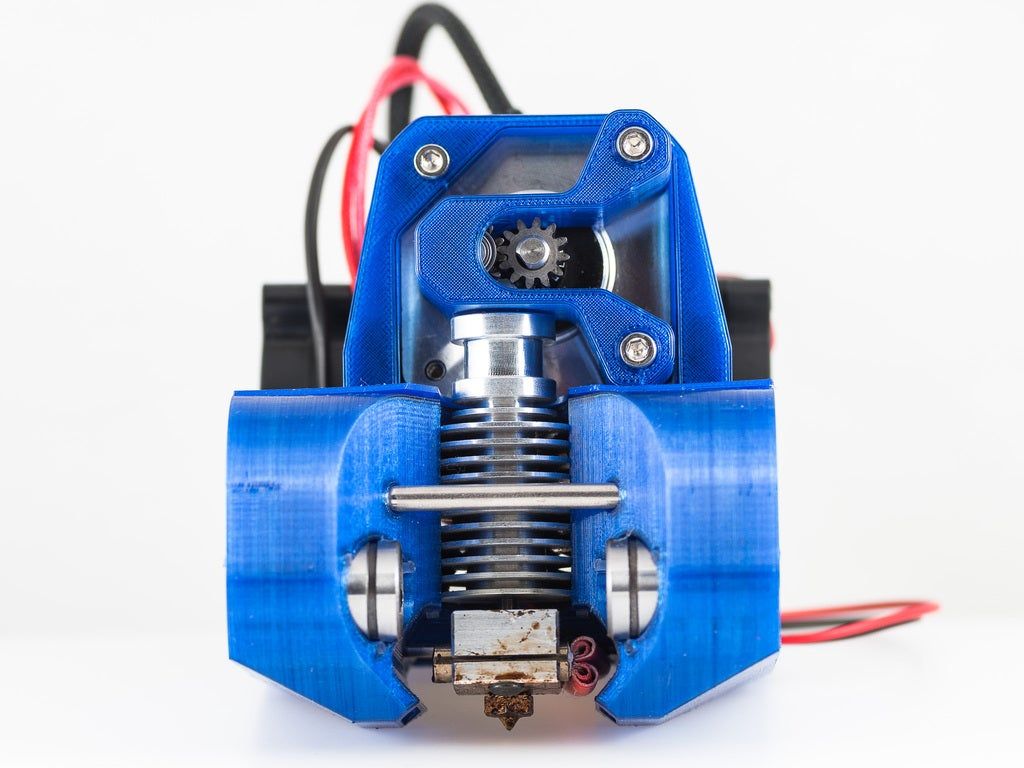
Убедитесь, что на радиаторе нет пыли. После многих часов печати ребра радиатора могут
накапливают мелкую пыль , что снижает эффективность рассеивания тепла радиатором. Один из простых способов решить эту проблему — снять охлаждающий вентилятор хотэнда (квадратный вентилятор с левой стороны экструдера) и сдуть пыль сжатым воздухом. Заодно сдуйте пыль и с самого вентилятора.
Убедитесь, что трубка из ПТФЭ полностью вставлена в хотэнд.
Очень важно убедиться, что трубка из ПТФЭ внутри хотэнда находится на одном уровне с краем терморазрыва. Если вы недавно вынули трубку из ПТФЭ из радиатора, всегда целесообразно перепроверить, чтобы трубка из ПТФЭ была 9.0021 закреплен на месте и не двигается вверх и вниз . К счастью, у нас есть руководство для этого здесь.
Добавьте термопасту на терморазрыв
Особенно, если вы разбирали хотэнд, чтобы очистить его, прежде чем снова собрать хотэнд, не забудьте нанести немного термопасты на резьбу терморазрыва, которая находится в контакт с радиатором (такая же термопаста используется для компьютерных процессоров).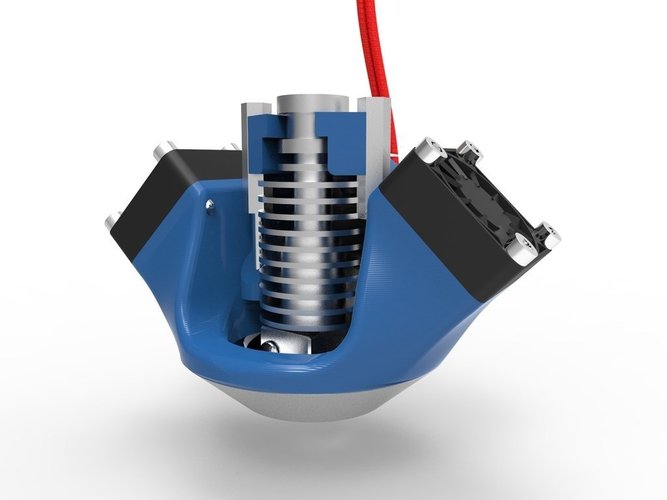 Вы можете приобрести пасту в нашем интернет-магазине или аналогичном высококачественном 9Универсальная термопаста 0021 . Вот как должен выглядеть ваш тепловой разрыв с достаточным количеством термопасты. Обратитесь к этому руководству (для MK3S/MK2.5S/MMU2S. Для MK3/MK2.5 есть отдельное руководство) для получения дополнительной информации о том, как демонтировать экструдер и хотэнд.
Вы можете приобрести пасту в нашем интернет-магазине или аналогичном высококачественном 9Универсальная термопаста 0021 . Вот как должен выглядеть ваш тепловой разрыв с достаточным количеством термопасты. Обратитесь к этому руководству (для MK3S/MK2.5S/MMU2S. Для MK3/MK2.5 есть отдельное руководство) для получения дополнительной информации о том, как демонтировать экструдер и хотэнд.
Настройки печати
Уменьшите температуру нагревательного стола
Тепло, поднимающееся от нагревательного стола, может привести к перегреву деталей экструдера. Особенно (но не только) для печати PLA вы можете снизить температуру нагревательного стола в слайсере Prusa на 5 или 10 градусов . В PrusaSlicer вы можете перейти к настройкам нити -> Нить и изменить температуру в поле Температура °C .
Вы также можете сделать это во время печати, в ЖК-меню -> Настройка -> Кровать (и изменить значение, повернув ручку), но в этом случае делайте это только до окончания первого слоя, в противном случае, внезапная смена температуры может деформировать отпечаток.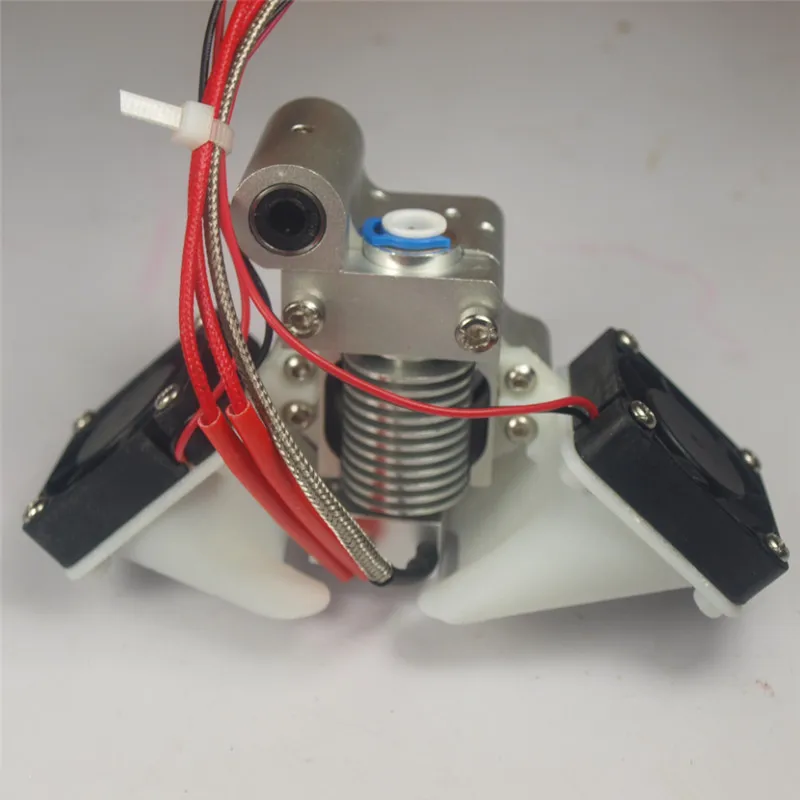
Всего комментариев: 0