Шлифовальная головка это: Абразивные головки купить в Рязани по выгодной цене
Содержание
Шлифовальная головка
Предлагается шлифовальная головка, предназначенная для перешлифовки упорных центров вальцешлифовальных станков. Головка включает в себя поворотный шлифовальный механизм с электрошпинделем, вращающий конический шлифовальный круг. Ось вращения поворотного шлифовального механизма совпадает с осью перешлифовываемого центра. Вращение электрошпинделя обеспечивает главное движение обработки, вращение поворотного шлифовального механизма — окружную подачу. Головка снабжена двумя зеркально расположенными поворотными шлифовальными механизмами и электродвигателем, попеременно вращающим оба механизма. Включение того или иного механизма в работу происходит с помощью электромагнитных муфт и переключения муфт и элементов управления электрошпинделями с помощью двухполюсного перекидного переключателя. Технический результат заключается в повышении надежности шлифовальной головки, которая позволяет без её переустановки перешлифовать передний и задний центры вальцешлифовального станка, что повышает точность обработки. Повышение точности, выражается в более точном обеспечении соосности центров. 1 ил.
Повышение точности, выражается в более точном обеспечении соосности центров. 1 ил.
Предлагаемое изобретение относится к области станкостроения и может быть использовано в вальцеобрабатывающих, в частности, в тяжелых вальцешлифовальных станках, предназначенных для обработки деталей в упорных центрах.
При обработке крупногабаритных, имеющих массу 20-50 тонн, деталей (например, прокатных валков) на вальцешлифовальных станках, деталь обычно закрепляют в упорных (невращающихся) центрах. В процессе вращения детали во время обработки происходит постепенное изнашивание центров, и точность обработки становится неприемлемой. Центры нужно периодически снимать со станка и перешлифовывать на обычных круглошлифовальных станках, закрепляя в патроне станка.
Для перешлифовки, чаще всего, используют штатные шлифовальные бабки круглошлифовальных станков, описанные, в частности, в книге «Металлорежущие станки в 2 т. Т.2 /В.В. Бушуев, А.В. Еремин, А.А. Какайло и др. Под ред. В.В. Бушуева. Т.2 — Машиностроение, 2011» на стр. 284-285.
Т.2 — Машиностроение, 2011» на стр. 284-285.
Указанные шлифовальные бабки, являющиеся аналогами предлагаемой, содержат шпиндельный узел (шпиндель, закрепленный в корпусе на подшипниках), шлифовальный круг, установленный на выходном конце шпинделя, шкив, установленный на хвостовике шпинделя, электродвигатель, соединенный со шкивом с помощью ременной передачи, и основание, на котором монтируется корпус шпиндельного узла и электродвигатель.
При использовании такой шлифовальной бабки-аналога, шлифовальный круг выполняют коническим, а бабку устанавливают на направляющих круглошлифовального станка так, чтобы ось вращения ее шпинделя была параллельна оси вращения, подлежащего перешлифовке центра, закрепленного в патроне станка. Далее двигатель бабки и двигатель вращения патрона круглошлифовального станка приводят в движение и, перемещая бабку по направляющим, производят перешлифовку. Завершив ее, упорный центр из патрона круглошлифовального станка извлекают, устанавливают на вальцешлифовальный станок, где он работал до перешлифовки, и эксплуатируют дальше.
В процессе перешлифовки упорного центра на круглошлифовальном станке с помощью шлифовальной бабки-аналога качество перешлифовки не всегда оказывается удовлетворительным. Это вызвано, во-первых, погрешностями установки и вращения перешлифовываемого центра на круглошлифовальном станке и, во-вторых, вибрациями шпинделя бабки, обусловленными работой ременной передачи (такая передача имеет принципиальную особенность — упругое скольжение ремней по шкиву, что влечет за собой скачкообразное трение).
Повысить качество перешлифовки можно, исключив ременную передачу. Это сделано путем изменения конструкции шпиндельной бабки-аналога и превращения ее в шлифовальную головку, описанную в той же книге («Металлорежущие станки в 2 т. Т.2. Под ред. В.В. Бушуева»), на стр. 112.
Эта шлифовальная головка включает в себя основание и установленный на нем корпус, электрошпиндель (мотор-шпиндель), размещенный внутри корпуса, и шлифовальный круг, закрепленный на выходном конце электрошпинделя.
Применяют подобную головку точно так же, как предыдущую бабку-аналог: шлифовальный круг делают коническим, головку устанавливают на круглошлифовальном станке, перешлифовываемый упорный центр закрепляют в патроне станка, а затем, вращая круг, осуществляют главное движение, требуемое для обработки, а вращая шпиндель станка производят окружную подачу обрабатываемого центра.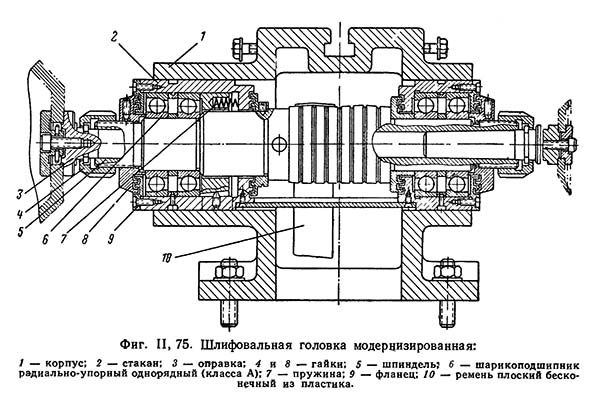 Качество перешлифовки упорного центра с помощью описанной головки оказывается выше, чем при ранее рассмотренной бабки, поскольку исключена ременная передача. Вместе с тем остаются погрешности обработки, обусловленные установкой центра на круглошлифовальном станке. Это и погрешность базирования центра в патроне, и биение шпинделя круглошлифовального станка, и др. Повысить точность перешлифовки, однако, можно, если обрабатывать упорный центр, не снимая его с вальцешлифовального станка, где он обычно эксплуатируется. Но в таком случае шлифовальная головка, используемая при перешлифовке, должна быть усовершенствована — она должна обеспечивать и главное движение, требуемое для обработки (вращения круга относительно своей оси), и движение окружной подачи круга относительно оси перешлифовываемого центра, поскольку на вальцешлифовальном станке упорный центр не вращается. Перечисленному удовлетворяет планетарная шлифовальная головка («Я.Л. Либерман. Шлифовальная головка»), защищенная Патентом РФ на полезную модель №146910 от 22.
Качество перешлифовки упорного центра с помощью описанной головки оказывается выше, чем при ранее рассмотренной бабки, поскольку исключена ременная передача. Вместе с тем остаются погрешности обработки, обусловленные установкой центра на круглошлифовальном станке. Это и погрешность базирования центра в патроне, и биение шпинделя круглошлифовального станка, и др. Повысить точность перешлифовки, однако, можно, если обрабатывать упорный центр, не снимая его с вальцешлифовального станка, где он обычно эксплуатируется. Но в таком случае шлифовальная головка, используемая при перешлифовке, должна быть усовершенствована — она должна обеспечивать и главное движение, требуемое для обработки (вращения круга относительно своей оси), и движение окружной подачи круга относительно оси перешлифовываемого центра, поскольку на вальцешлифовальном станке упорный центр не вращается. Перечисленному удовлетворяет планетарная шлифовальная головка («Я.Л. Либерман. Шлифовальная головка»), защищенная Патентом РФ на полезную модель №146910 от 22. 09.2014. Эта головка аналогична предлагаемой.
09.2014. Эта головка аналогична предлагаемой.
Она содержит основание и установленный на нем корпус, электрошпиндель, размещенный внутри корпуса, и шлифовальный круг, закрепленный на выходном конце электрошпинделя. Она дополнительно снабжена установленным внутри корпуса первым червяком и находящимся с ним в зацеплении первым червячным колесом, вторым червяком и находящимся с ним в зацеплении вторым червячным колесом, первым валом, на котором закреплено первое червячное колесо и второй червяк, вторым валом, на котором закреплено второе червячное колесо. Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса.
При использовании последней шлифовальной головки-аналога ее основание устанавливают на направляющих вальцешлифовального станка так, чтобы второй вал и упорный центр вальцешлифовального станка, подлежащий перешлифовке, были соосны. Затем включают электрошпиндель и вращение круга и перемещают головку (основание вместе с корпусом) вдоль оси второго вала до получения нужной при перешлифовке упора глубины резания. При вращении электрошпинделя, движение от него передается на первый червяк. Он, в свою очередь, вращает первое колесо и первый вал. Вращение первого вала влечет за собой вращение второго червяка, а поскольку второе червячное колесо и его вал жестко соединены с основанием головки, второй червяк начинает обкатываться по второму колесу и вращать корпус головки. Круг при этом будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а перемещение корпуса головки вместе с кругом будет являться движением подачи. Когда перешлифовка будет завершена, точность ее окажется выше, чем при использовании других головок-аналогов, поскольку перешлифовываемый упорный центр не пришлось переставлять на обычный круглошлифовальный станок и приводить во вращение.
Затем включают электрошпиндель и вращение круга и перемещают головку (основание вместе с корпусом) вдоль оси второго вала до получения нужной при перешлифовке упора глубины резания. При вращении электрошпинделя, движение от него передается на первый червяк. Он, в свою очередь, вращает первое колесо и первый вал. Вращение первого вала влечет за собой вращение второго червяка, а поскольку второе червячное колесо и его вал жестко соединены с основанием головки, второй червяк начинает обкатываться по второму колесу и вращать корпус головки. Круг при этом будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а перемещение корпуса головки вместе с кругом будет являться движением подачи. Когда перешлифовка будет завершена, точность ее окажется выше, чем при использовании других головок-аналогов, поскольку перешлифовываемый упорный центр не пришлось переставлять на обычный круглошлифовальный станок и приводить во вращение.
Несмотря, однако, на то, что рассматриваемая головка-аналог обеспечивает более высокую точность перешлифовки центров, чем другие, она имеет существенный недостаток — недостаточную жесткость. Он обусловлен тем, что головка в процессе работы вращается вокруг второго вала, который закреплен на основании консольно. Но недостаточная жесткость — причина не всегда достаточной точности обработки. В связи с этим возникает задача дальнейшего повышения точности головки.
Эта задача решена в конструкции головки, защищенной Патентом РФ №154589 на полезную модель «Планетарная шлифовальная головка». Указанная планетарная головка содержит, подобно последней из описанных, основание и установленный на нем корпус, электрошпиндель, размещенный внутри корпуса, и шлифовальный круг, закрепленный на выходном конце электрошпинделя, установленные внутри корпуса первый червяк и находящееся с ним в зацеплении первое червячное колесо, второй червяк и находящееся с ним в зацеплении второе червячное колесо, первый вал, на котором закреплены первое червячное колесо и второй червяк, второй вал, на котором закреплено второе червячное колесо. Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса. Вместе с тем, ее особенностью является то, что ее основание снабжено кольцевой направляющей, соосной со вторым валом, на корпусе соосно с направляющей установлена втулка с радиально закрепленными на ней спицами, размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, на свободных концах спиц во взаимодействии с направляющей закреплены ролики, при этом одна из спиц снабжена соосным с электрошпинделем сквозным поперечным отверстием, в котором размещен выходной конец электрошпинделя.
Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса. Вместе с тем, ее особенностью является то, что ее основание снабжено кольцевой направляющей, соосной со вторым валом, на корпусе соосно с направляющей установлена втулка с радиально закрепленными на ней спицами, размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, на свободных концах спиц во взаимодействии с направляющей закреплены ролики, при этом одна из спиц снабжена соосным с электрошпинделем сквозным поперечным отверстием, в котором размещен выходной конец электрошпинделя.
Все перечисленные элементы головок по Патентам №146910 и №154589 образуют, по сути, два механизма: поворотный шлифовальный механизм (следуя терминологии, принятой в станкостроении, — это механизм главного движения) и механизм окружной подачи круга.
Поворотный шлифовальный механизм включает в себя установленный на валу корпус, электрошпиндель, размещенный параллельно валу внутри корпуса, шлифовальный круг, закрепленный на выходном конце электрошпинделя, основание с кольцевой направляющей, соосной с валом, втулку, установленную на корпусе соосно с направляющей, спицы, радиально закрепленные на втулке и размещенные с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, и ролики, закрепленные на свободных концах спиц с возможностью взаимодействия с направляющей, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя. Механизм окружной подачи образован первым червяком и находящимся с ним в зацеплении первым червячным колесом, вторым червяком и находящимся с ним в зацеплении вторым червячным колесом, хвостовиком электрошпинделя, с которым связан первый червяк, и валом, на котором закреплены первое червячное колесо и второй червяк.
При использовании головки по Патенту №154589, ее основание устанавливают на направляющих вальцешлифовального станка так, чтобы вал второго червячного колеса и упорный центр вальцешлифовального станка, подлежащий перешлифовке, были соосны. Затем включают электрошпиндель и вращение круга (поворотный шлифовальный механизм) и перемещают головку (основание вместе с корпусом) вдоль оси указанного вала до получения нужной при перешлифовке центра глубины резания. При вращении электрошпинделя, движение от него передается на червяк. Он, в свою очередь, вращает колесо и другой вал. Вращение этого другого вала влечет за собой вращение второго червяка, а поскольку червячное колесо и вал жестко соединены с основанием головки, червяк начинает обкатываться по колесу и вращать корпус головки по валу. Корпус, входящий в поворотный механизм шлифования, начнет поворачиваться, и круг будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а окружное перемещение корпуса вместе с кругом будет являться движением подачи. В процессе этих движений возникает сила резания, стремящаяся отжать круг от шлифуемого центра. Однако эта сила через спицу, снабженную отверстием, в котором размещен конец электрошпинделя, будет передаваться соответствующему ролику. Направляющая будет воспринимать ее от ролика и противодействовать отжиму круга. Поскольку в процессе шлифования центра могут происходить вибрации круга, последний может не только стремиться отжаться от центра, но может и периодически приближаться к нему. Этому будут противодействовать остальные спицы, закрепленные на втулке, и через остальные ролики, опирающиеся на направляющую.
В процессе этих движений возникает сила резания, стремящаяся отжать круг от шлифуемого центра. Однако эта сила через спицу, снабженную отверстием, в котором размещен конец электрошпинделя, будет передаваться соответствующему ролику. Направляющая будет воспринимать ее от ролика и противодействовать отжиму круга. Поскольку в процессе шлифования центра могут происходить вибрации круга, последний может не только стремиться отжаться от центра, но может и периодически приближаться к нему. Этому будут противодействовать остальные спицы, закрепленные на втулке, и через остальные ролики, опирающиеся на направляющую.
Точность обработки упорных центров вальцешлифовального станка с помощью планетарной головки, защищенной Патентом №154589, оказывается выше, чем с помощью других головок. Но и она бывает не всегда удовлетворительной. Причина этого в том, что, перешлифовывая упорные центры вальцешлифовального станка, нужно обеспечить соосность переднего и заднего центров станка. Применяя эту головку, после перешлифовки одного центра головку со станка нужно снять, повернуть на 180° и снова установить на станок.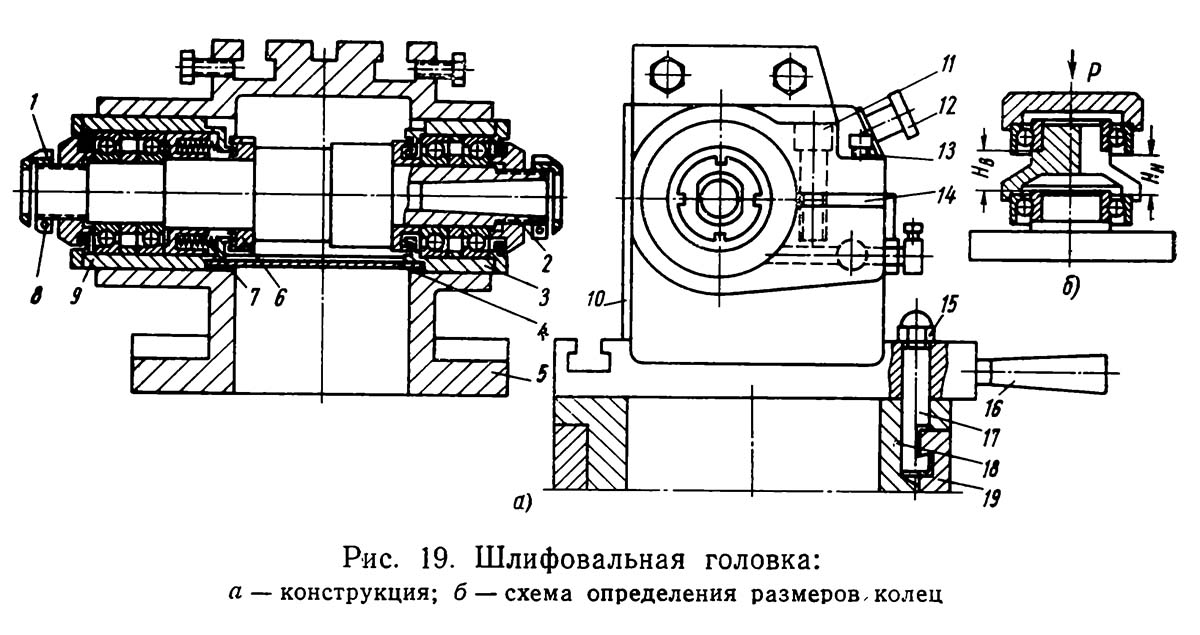 Теперь другой центр можно перешлифовывать подобно первому. Но, снимая головку, поворачивая ее и вновь устанавливая на станок, мы создаем новые погрешности установки головки, которые могут привести к несоосности переднего и заднего центров вальцешлифовального станка после перешлифовки. Исключить их, однако, можно, если головку после перешлифовки переднего центра не переустанавливать.
Теперь другой центр можно перешлифовывать подобно первому. Но, снимая головку, поворачивая ее и вновь устанавливая на станок, мы создаем новые погрешности установки головки, которые могут привести к несоосности переднего и заднего центров вальцешлифовального станка после перешлифовки. Исключить их, однако, можно, если головку после перешлифовки переднего центра не переустанавливать.
Это обеспечивает шлифовальная головка, защищенная Патентом на полезную модель №167532 от 22.12.15. Данная шлифовальная головка, содержащая первый поворотный шлифовальный механизм, образованный установленным на валу корпусом, электрошпинделем, размещенным параллельно валу внутри корпуса, шлифовальным кругом, закрепленным на выходном конце электрошпинделя, основанием с кольцевой направляющей, соосной с валом, втулкой, установленной на корпусе соосно с направляющей, спицами, радиально закрепленными на втулке с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, и роликами, закрепленными на свободных концах спиц с возможностью взаимодействия с направляющей, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя, является прототипом предлагаемой. Она снабжена вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальным механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно с корпусами первого и второго механизмов и с валом электродвигателя, основания механизмов соединены между собой и с корпусом двигателя.
Она снабжена вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальным механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно с корпусами первого и второго механизмов и с валом электродвигателя, основания механизмов соединены между собой и с корпусом двигателя.
Головка-прототип не нуждается в переустановке для перешлифовки второго упорного центра вальцешлифовального станка. После обработки первого (например, переднего) центра ее достаточно сместить по направляющим станка в сторону заднего центра. Поскольку переустановка не производится, то и погрешностей, связанных с ней, не возникает, и соосность перешлифовываемых центров обеспечивается с высокой точностью. Но есть у головки-прототипа и отрицательное качество: недостаточно высокая надежность. Оно является следствием того, что при работе малооборотного электродвигателя, осуществляющего окружную подачу, одновременно вращаются оба шлифовальных механизма, хотя перешлифовка центров производится попеременно. Это приводит к дополнительному износу подшипников шлифовальных механизмов и других элементов головки.
Оно является следствием того, что при работе малооборотного электродвигателя, осуществляющего окружную подачу, одновременно вращаются оба шлифовальных механизма, хотя перешлифовка центров производится попеременно. Это приводит к дополнительному износу подшипников шлифовальных механизмов и других элементов головки.
Проблемой, решаемой предполагаемым изобретением, является устранение отмеченного недостатка, а именно, создание шлифовальной головки с попеременно работающими шлифовальными механизмами, что снижает износ элементов головки и повышает ее надежность.
Технически решение сформулированной проблемы осуществляется за счет того, что предлагаемая шлифовальная головка, содержащая первый поворотный шлифовальный механизм, образованный установленным на валу корпусом, электрошпинделем, размещенным параллельно валу внутри корпуса, шлифовальным кругом, закрепленным на выходном конце электрошпинделя, основанием с кольцевой направляющей, соосной с валом, втулкой, установленной на корпусе соосно с направляющей, спицами, радиально закрепленными на втулке и размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, и роликами, закрепленными на свободных концах спиц с возможностью взаимодействия с направляющей, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя, снабженная вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны, противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальными механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно, с корпусами первого и второго механизмов, а основания механизмов соединены между собой и с корпусом двигателя, отличается от прототипа тем, что она дополнительно снабжена двумя электромагнитными муфтами, первая из которых установлена между валом электродвигателя и валом первого шлифовального механизма, а вторая — между валом электродвигателя и валом второго шлифовального механизма, задатчиком скорости вращения электрошпинделя и задатчиком скорости вращения малооборотного электродвигателя, блоком управления скоростью вращения электрошпинделя и блоком управления скоростью вращения электродвигателя, входы которых соединены с соответствующими задатчиками скорости, блоком питания муфт и двухполюсным перекидным переключателем с четырьмя выходами, причем блок управления скоростью вращения малооборотного электродвигателя соединен с последним напрямую, блок питания муфт соединен с первым полюсом переключателя, блок управления скоростью вращения электрошпинделя соединен со вторым полюсом переключателя, первый выход переключателя соединен с первой электромагнитной муфтой, второй выход переключателя соединен со второй электромагнитной муфтой, третий выход переключателя соединен с электрошпинделем первого шлифовального механизма, а четвертый выход переключателя — с электрошпинделем второго шлифовального механизма.
Предлагаемая шлифовальная головка показана на фиг. 1. Она включает в себя установленный на валу 1 корпус 2, электрошпиндель 3, размещенный параллельно валу 1 внутри корпуса 2, шлифовальный круг 4, закрепленный на выходном конце электрошпинделя 3, основание 5 с кольцевой направляющей 6, соосной с валом 1, втулку 7, установленную на корпусе 2 соосно с направляющей 6, спицы 8, радиально закрепленные на втулке 7 и размещенные с равномерным угловым шагом в плоскости, расположенной между электрошпинделем 3 и шлифовальным кругом 4 перпендикулярно оси втулки 7, и ролики 9, закрепленные на свободных концах спиц 8 с возможностью взаимодействия с направляющей 6, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя 3. Все перечисленные элементы образуют первый поворотный шлифовальный механизм 10. Но кроме него планетарная шлифовальная головка снабжена еще одним, вторым поворотным шлифовальным механизмом 11, идентичным механизму 10, установленным зеркально ему относительно плоскости, перпендикулярной оси его электрошпинделя и расположенный со стороны, противоположной его шлифовальному кругу, малооборотным электродвигателем 12, размещенным между первым 10 и вторым 11 шлифовальными механизмами, при этом валы первого 10 и второго 11 шлифовальных механизмов жестко соединены, соответственно, с корпусами первого 10 и второго 11 механизмов, основания механизмов соединены между собой и с корпусом двигателя 12.
Наряду с описанным, головка дополнительно снабжена двумя электромагнитными муфтами, первая из которых 13 установлена между валом электродвигателя 12 и валом первого шлифовального механизма 10, а вторая 14 — между валом электродвигателя 12 и валом второго шлифовального механизма 11, задатчиком скорости 15 вращения электрошпинделя и задатчиком скорости 16 вращения малооборотного электродвигателя 12, блоком управления 17 скоростью вращения электрошпинделя и блоком управления 18 скоростью вращения электродвигателя 12, входы которых соединены с соответствующими задатчиками скорости 15 и 16, блоком питания 19 муфт и двухполюсным перекидным переключателем с четырьмя выходами (например, типа 2ПП — 45 или 2ППН — 45), причем блок управления 18 скоростью вращения малооборотного электродвигателя 12 соединен с последним (12) напрямую, блок питания 19 муфт 13 и 14 соединен с первым полюсом 20 переключателя, блок управления 17 скоростью вращения электрошпинделя соединен со вторым полюсом 21 переключателя, первый выход 22 переключателя соединен с первой электромагнитной муфтой 13, второй выход 23 переключателя соединен со второй электромагнитной муфтой 14, третий выход 24 переключателя соединен с электрошпинделем первого шлифовального механизма, а четвертый выход 25 переключателя — с электрошпинделем второго шлифовального механизма 11.
Следует отметить, что в зависимости от типа примененных в головках электромагнитных муфт, предлагаемая шлифовальная головка при необходимости может быть еще оснащена дополнительными стойками-опорами 26 корпусов муфт 13 и 14, соединяющими эти корпуса с основанием 5.
При использовании предлагаемой шлифовальной головки ее устанавливают на направляющих вальцешлифовального станка так, чтобы ось вала 1 двигателя 12 находилась на оси подлежащих перешлифовке центров. Затем задатчиком 16 вводят в блок управления 18 сигнал, заставляющий двигатель 12 начать вращаться с соответствующей сигналу скоростью. После этого задатчиком 15 вводят в блок 17 сигнал, задающий требуемую скорость вращения электрошпинделя. Далее перекидной двухполюсный переключатель устанавливают в положение, при котором его полюс 20 соединяется с выходом 22, а полюс 21 — с выходом 24. Муфта 13 получает питание от блока 19 и включается, кинематически связывая двигатель 12 с корпусом шлифовального механизма 10. Одновременно с этим электрошпиндель 3 этого механизма начинает вращаться с заданной скоростью. После этого перемещают головку вдоль оси центров станка до взаимодействия с передним перешлифовываемым центром. Круг 4 при этом осуществляет главное движение, а двигатель 12, вращая механизм 10, — движение окружной подачи. Завершив перешлифовку переднего центра вальцешлифовального станка, головку отводят по направляющим назад, двухполюсный переключатель переводят в положение, при котором полюс 20 соединяется с выходом 23 переключателя, а полюс 21 — с выходом 25. Муфта 13 выключается, электрошпиндель механизма 10 тоже, но включается муфта 14 и начинает работать электрошпиндель шлифовального механизма 11. Головку перемещают по направляющим станка, вводя круг механизма 11 во взаимодействие с задним центром станка и перешлифовывая задний центр аналогично переднему.
После этого перемещают головку вдоль оси центров станка до взаимодействия с передним перешлифовываемым центром. Круг 4 при этом осуществляет главное движение, а двигатель 12, вращая механизм 10, — движение окружной подачи. Завершив перешлифовку переднего центра вальцешлифовального станка, головку отводят по направляющим назад, двухполюсный переключатель переводят в положение, при котором полюс 20 соединяется с выходом 23 переключателя, а полюс 21 — с выходом 25. Муфта 13 выключается, электрошпиндель механизма 10 тоже, но включается муфта 14 и начинает работать электрошпиндель шлифовального механизма 11. Головку перемещают по направляющим станка, вводя круг механизма 11 во взаимодействие с задним центром станка и перешлифовывая задний центр аналогично переднему.
Таким образом, предлагаемая головка позволяет производить перешлифовку упорных центров станка поочередно. Когда перешлифовывается один центр, работает один шлифовальный механизм, когда перешлифовывается другой центр, работает другой механизм. Работа того и другого шлифовальных механизмов происходит при минимальном количестве элементов электроуправления, механизмы работают существенно меньшее время, чем в прототипе, что влечет за собой минимизацию отказов предложенной шлифовальной головки и более высокую ее надежность, чем у прототипа.
Работа того и другого шлифовальных механизмов происходит при минимальном количестве элементов электроуправления, механизмы работают существенно меньшее время, чем в прототипе, что влечет за собой минимизацию отказов предложенной шлифовальной головки и более высокую ее надежность, чем у прототипа.
Повышение надежности головки является техническим результатом предполагаемого изобретения.
Шлифовальная головка, содержащая первый поворотный шлифовальный механизм, образованный установленным на валу корпусом, электрошпинделем, размещенным параллельно валу внутри корпуса, шлифовальным кругом, закрепленным на выходном конце электрошпинделя, основанием с кольцевой направляющей, соосной с валом, втулкой, установленной на корпусе соосно с направляющей, спицами, радиально закрепленными на втулке и размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, и роликами, закрепленными на свободных концах спиц с возможностью взаимодействия с направляющей, причем в одной из спиц выполнено соосное с электрошпинделем сквозное поперечное отверстие, в котором размещен выходной конец электрошпинделя, снабженная вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны, противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальными механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно, с корпусами первого и второго механизмов, а основания механизмов соединены между собой и с корпусом двигателя, отличающаяся тем, что она дополнительно снабжена двумя электромагнитными муфтами, первая из которых установлена между валом электродвигателя и валом первого шлифовального механизма, а вторая – между валом электродвигателя и валом второго шлифовального механизма, задатчиком скорости вращения электрошпинделя и задатчиком скорости вращения малооборотного электродвигателя, блоком управления скоростью вращения электрошпинделя и блоком управления скоростью вращения электродвигателя, входы которых соединены с соответствующими задатчиками скорости, блоком питания муфт и двухполюсным перекидным переключателем с четырьмя выходами, причем блок управления скоростью вращения малооборотного электродвигателя соединен с последним напрямую, блок питания муфт соединен с первым полюсом переключателя, блок управления скоростью вращения электрошпинделя соединен со вторым полюсом переключателя, первый выход переключателя соединен с первой электромагнитной муфтой, второй выход переключателя соединен со второй электромагнитной муфтой, третий выход переключателя соединен с электрошпинделем первого шлифовального механизма, а четвертый выход переключателя – с электрошпинделем второго шлифовального механизма.
Лепестковые головки шлифовальные
Сравнение товаров (0)
Сортировка:
По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать:
15255075100
Показано с 1 по 5 из 5 (всего 1 страниц)
По сути, абразивная лепестковая головка – это лепестковый шлифовальный круг, но более толстый и лепестки шкурки крепятся на хвостовик. Подобная конструкция обеспечивает лучшее прилегание к поверхности, большую площадь контакта и позволяет использовать шлифовальную головку для обработки изделий сложных форм, труб изнутри, труднодоступных мест.
Виды абразивных зерен
Абразив крепится на тканевую основу с помощью полимера. Самые распространенные варианты – оксид алюминия, диоксид циркония, скотч-брайт.
Оксид алюминия (электрокорунд) предназначен для шлифовки дерева, черных металлов, пластика. Он ценится за высокую режущую способность. В процессе шлифовки зерна не стачиваются, а вылетают. Это позволяет избежать преждевременного забивания абразивного материала.
В процессе шлифовки зерна не стачиваются, а вылетают. Это позволяет избежать преждевременного забивания абразивного материала.
Лепестковой головкой с диоксидом циркония обрабатывают нержавейку и углеродистую сталь. Это самозатачивающийся абразив, который прочнее и долговечнее электрокорунда, обладает большей теплопроводностью.
Нетканый материал скотч-брайт используется для деликатной шлифовки. Такая лепестковая головка снимает минимальное количество материала, допускается применение полировальной пасты. Скотч-брайт отличается долгим сроком службы, высокой производительностью, обеспечивает превосходный результат без повреждения обрабатываемой поверхности. Он имеет отличную от остальных абразивов градацию зернистости: corse — грубая, medium – средняя, fine – деликатная, very fine – очень деликатная.
Также на рынке встречаются комбинированные лепестковые головки, в которых сочетаются лепестки нетканого материала и шлифовальной шкурки. Они используются в основном для сатинирования изделий из нержавеющей стали. Такой расходник производительный и в меру эластичный.
Такой расходник производительный и в меру эластичный.
Как выбрать лепестковую головку
Благодаря широкому выбору абразивных зерен шлифовальная головка используется для всех этапов обработки: от черновой шлифовки до сатинирования и матирования. Выбирая зернистость лепестковой головки, нужно учитывать, что с ее помощью удается добиться результата гораздо быстрее, чем при использовании шлифленты. Поэтому абразивная головка должна иметь зерно на несколько шагов выше, чем при работе гриндером.
Качественная ленточная головка обеспечивает однородный результат шлифования. При ее выборе важно обратить внимание на максимально допустимую скорость вращения. Если она подобрана правильно, то под действием центробежной силы лепестки головки размещаются четко вокруг сердечника. Таким образом достигается максимальная эффективность. Если скорость слишком низкая, то абразив изнашивается слишком быстро. Превышение допустимой скорости приводит к увеличению жесткости лепестковой головки.
В нашем интнернет-магазине можно купить легкие и долговечные лепестковые головки. Для оформления заказа и уточнения деталей свяжитесь с нашими менеджерами.
Главная | Поиск продукта | Карта сайта | Оформить заказ | Отслеживание вашего заказа | |||||||||||||||||||||||||||||||||||
Уникальный процесс алмазного соединения Glastar устраняет отслаивание, создавая однородную поверхность, которая позволяет этим шлифовальным головкам превосходить все другие головки! Эта стандартная алмазная шлифовальная головка с зернистостью 100 входит в комплект всех новых шлифовальных машин Super Star II (модель G12) и Diamond Star (модель G14). Вам также могут понравиться:
| Корзина для покупок
ПоискПродукты
Производители
Примечание: Все цены указаны в долларах США | ||||||||||||||||||||||||||||||||||

Virginia Abrasives — 10-сегментная шлифовальная головка
Применение: Герметики, тонкие покрытия, легкое выравнивание или ремонт поверхности. Используйте инструменты с мягкой связкой для более твердого бетона и инструменты с твердой связкой для более мягкого бетона. Снятие легкого поверхностного покрытия; ремонт неровного, изношенного или поврежденного бетона; выравнивание высоких или неровных швов.
Используйте инструменты с мягкой связкой для более твердого бетона и инструменты с твердой связкой для более мягкого бетона. Снятие легкого поверхностного покрытия; ремонт неровного, изношенного или поврежденного бетона; выравнивание высоких или неровных швов.
| Опция | Абразивный материал | Связь | Цвет | Совместимость оборудования | Песок | Тип поверхности | Блок | Покупка |
|---|---|---|---|---|---|---|---|---|
Шлифовальная головка 10Seg Soft Bond C/M 425-07429 | Промышленные алмазы | Мягкий | Красный | Вирджиния Абразивс® FG10 | Грубый/средний | Конкретный | 194,47 $/шт. | Войдите, чтобы купить В наличии |
Шлифовальная головка 10Seg Soft Bond M/F 425-07430 | Промышленные алмазы | Мягкий | Вирджиния Абразивс® FG10 | Средний/Хороший | Конкретный | 194,47 $/шт. | Войдите, чтобы купить В наличии | |
Шлифовальная головка 10Seg Hard Bond C/M 425-07431 | Промышленные алмазы | Жесткий | Вирджиния Абразивс® FG10 | Грубый/средний | Конкретный | 194,47 $/шт. |


Всего комментариев: 0