Классификатор заготовок: ОКП, код 554400 — Заготовки и изделия для машиностроения и прочих отраслей
Содержание
Классификация заготовок.
Лекция №1
Введение
Как известно, производство
деталей машин всегда начинается с
получения заготовок в заготовительных
цехах и участках. Соответственно,
получение заготовок является одним из
основных этапов машиностроительного
производства и в значительной степени
определяет затраты материалов и энергии,
трудоемкость изготовления и качество
получаемых изделий.
Одной из основных задач,
стоящих перед технологией машиностроения
на современном этапе развития производства,
является замена (по возможности)
технологических процессов резания
методами формообразования деталей,
достигаемых за счет использования
прогрессивных методов получения
заготовок, либо, если это неосуществимо
– максимально возможное приближение
заготовок по форме и размерам к готовым
деталям. Поэтому цель изучения дисциплины
«Технологические методы производства
заготовок деталей машин» — это ознакомление
студентов специальности «Технология
машиностроения» с современными
технологиями получения заготовок.
Для достижения этой цели
студенты должны успешно решить следующие
задачи:
Знать современные прогрессивные
методы получения заготовок деталей
машин и оборудование для их реализации;Уметь выбирать рациональный
для конкретных производственных условий
метод получения заготовки;Уметь разработать чертеж
заготовки с простановкой размеров,
учитывая базирование заготовки;Уметь разработать конструктивную
схему технологической оснастки.
Изучение дисциплины ТМПЗДМ
базируется на знаниях, полученных при
изучении таких дисциплин как физика,
высшая математика, технология
конструкционных материалов и др. В свою
очередь, материалы и знания, полученные
при изучении дисциплины, будут использованы
при изучении дисциплин «Технология
обработки типовых деталей и сборки
машин», «Автоматизация производственных
процессов в машиностроении»,
«Механосборочные участки и цехи в
машиностроении» и др.
Важность, которую уделяют
изучению данной дисциплины, может быть
проиллюстрирована также тем фактом,
что до 1985 года проектирование и
производство заготовок было включено
в дисциплину «Технология машиностроения».
Принимая во внимание значимость получения
заготовок в производственных процессах,
было признано целесообразным выделить
его в отдельную учебную дисциплину.
В машиностроении в настоящее
время существует достаточно много
способов и методов получения деталей
и заготовок. Это разнообразие, с одной
стороны, дает возможность существенно
повысить качество деталей машин и
эффективность их изготовления, с другой
стороны – создает значительные трудности
в выборе наилучшего варианта. Для
принятия оптимального решения необходим
комплексный анализ технико-экономической
эффективности всех альтернативных
вариантов, с учетом конструктивных,
технологических и производственных
факторов. Все эти факторы взаимосвязаны,
поскольку конструкция изделия, марка
материала, его физические и механические
свойства в первую очередь определяют
форму заготовки, способ ее получения,
характер производства и его организационный
уровень. Учет всех этих требований
Учет всех этих требований
влияет на технико-экономическую
эффективность изготовления самого
изделия.
Если упрощенно считать, что
стоимость изготовления изделия
Си=См+Сз+Со, где Си, См, Сз и Со – стоимость
соответственно изделия, материалов,
заработной платы и оборудования, и
учесть возможную серийность производства,
то из практики известно, что доля затрат
на материалы, заработную плату и
оборудование существенно зависит от
типа производства по серийности.
В единичном производстве в
стоимости изделия наиболее существенным
весом обладает стоимость заработной
платы, в массовом – стоимость материалов,
а в серийном их доля зависит от уровня
серийности. Но независимо от типа
производства, материалоемкость изделия
и трудоемкость его изготовления всегда
определяется удачным выбором заготовки
и способа ее получения.
Если попытаться проанализировать
ситуацию в машиностроительной отрасли
Украины, то можно четко наблюдать
следующие тенденции. Во-первых, повышение
Во-первых, повышение
цен на энергоносители до уровня мировых
привело к существенному ухудшению
ситуации в целом, падению спроса на
продукцию и снижению объемов производства.
Во-вторых, повышенная энергоемкость
продукции также делает ее неконкурентоспособной
на мировых рынках. И, наконец, вполне
реальной становится угроза дефицита
металла и электроэнергии при сохранении
пропорций потребления электроэнергии
на обработку резанием и процента металла,
идущего в стружку.
Кардинально улучшить эту
ситуацию можно только путем использования
малоотходных и энергосберегающих
технологий, к которым, в частности, и
относятся прогрессивные способы и
методы получения заготовок.
Из истории развития общества
известно, что древнейшим способом
получения заготовок и готовых изделий
из металлов является литье. От простейших
украшений и изделий (статуэтки, оружие,
посуда, колокола) в процессе эволюции
и развития производства человек пришел
к электрометаллургии стали, чугуна и
цветных металлов.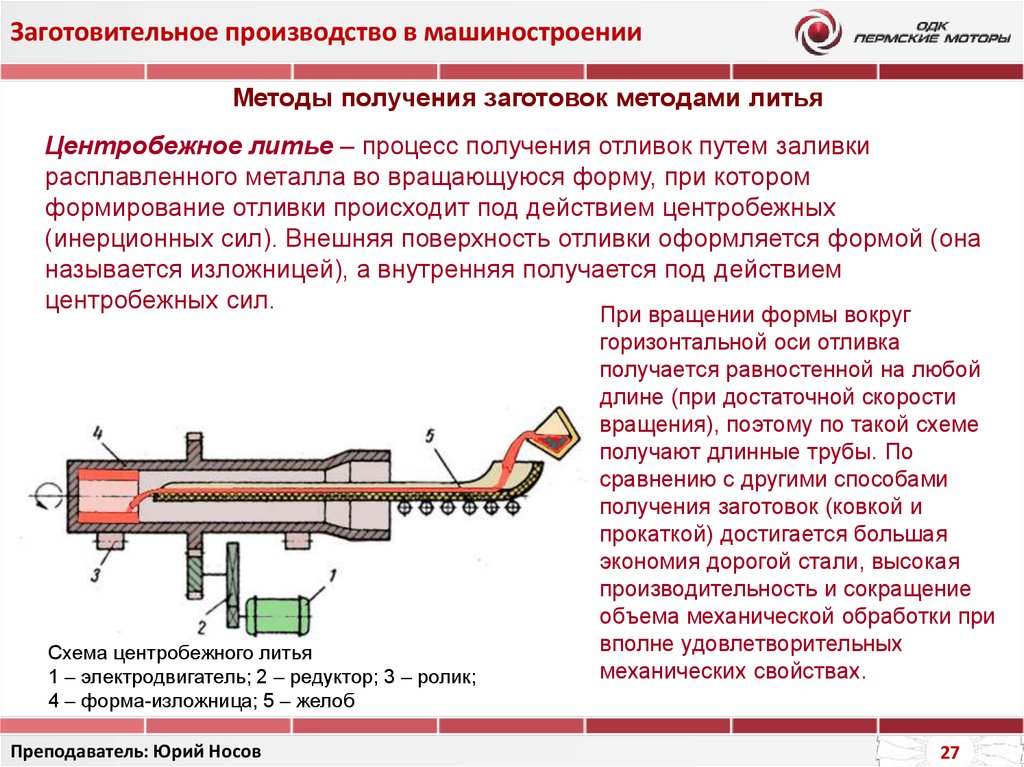 В настоящее время
В настоящее время
половину всей выплавляемой стали
используют для литья. В свою очередь,
доля стального литья составляет порядка
23% в его общем балансе, а 73% — это чугунное
литье как самый дешевый материал для
получения заготовок. Растет потребность
в легированных конструкционных
материалах, высокопрочных, жаростойких
и экономнолегированных сталях. Возникают
новые прогрессивные способы литья,
такие как ковшовая металлургия,
электрошлаковое литье, но литье в
песчано-глинистые формы остается
наиболее распространенным (порядка 80%
от всего объема литых заготовок).
Второе место после литья в
производстве заготовок для машиностроения
занимает обработка металлов давлением
(ОМД). В начале 80-х годов прошлого века
ОМД подвергалось более 90% выплавленной
стали и более половины цветных металлов
и сплавов.
Для получения многих заготовок
используют последовательно несколько
способов обработки (литье, ОМД, листовая
штамповка, сварка и т.д.).
В современном машиностроении
получили широкое распространение такие
виды заготовок: прокат из сталей и
цветных металлов и сплавов; отливки из
чугуна, сталей, цветных металлов и
сплавов; поковки из сталей и цветных
металлов; порошковые металлические,
керамические и пластмассовые заготовки;
сборные заготовки.
Заготовки из проката. Товарные
заготовки – кованые колоды круглого
(блюмсы) и квадратного (слябы) сечения,
толстые плиты – как заготовки для ковки
и штамповки крупных заготовок (валов,
осей, рычагов, тяг и т.п.). Простой сортовой
профиль общего назначения – круглый,
квадратный, шестигранный – для
формирования гладких и ступенчатых (с
небольшими перепадами диаметров) валов,
втулок, стаканов, рычагов, клиньев,
фланцев, поршней. Сталь угловая равнобокая
и неравнобокая, тавры и швеллеры – для
изготовления металлоконструкций, рам,
ферм, подставок, кронштейнов, каркасов.
Фасонные профили проката отраслевого
и специального сечения – используют в
автомобильном, тракторном, железнодорожном
и др. видах машиностроения. Трубный
прокат – стальной, бесшовный, горячекатаный,
холоднотянутый, холоднокатаный – идет
на изготовление цилиндров, гильз, втулок,
шпинделей, стаканов, барабанов, роликов,
полых валов. Гнутые профили предназначены
для изготовления кузовов, опор,
кронштейнов, каркасов, консолей, ферм,
ребер жесткости.
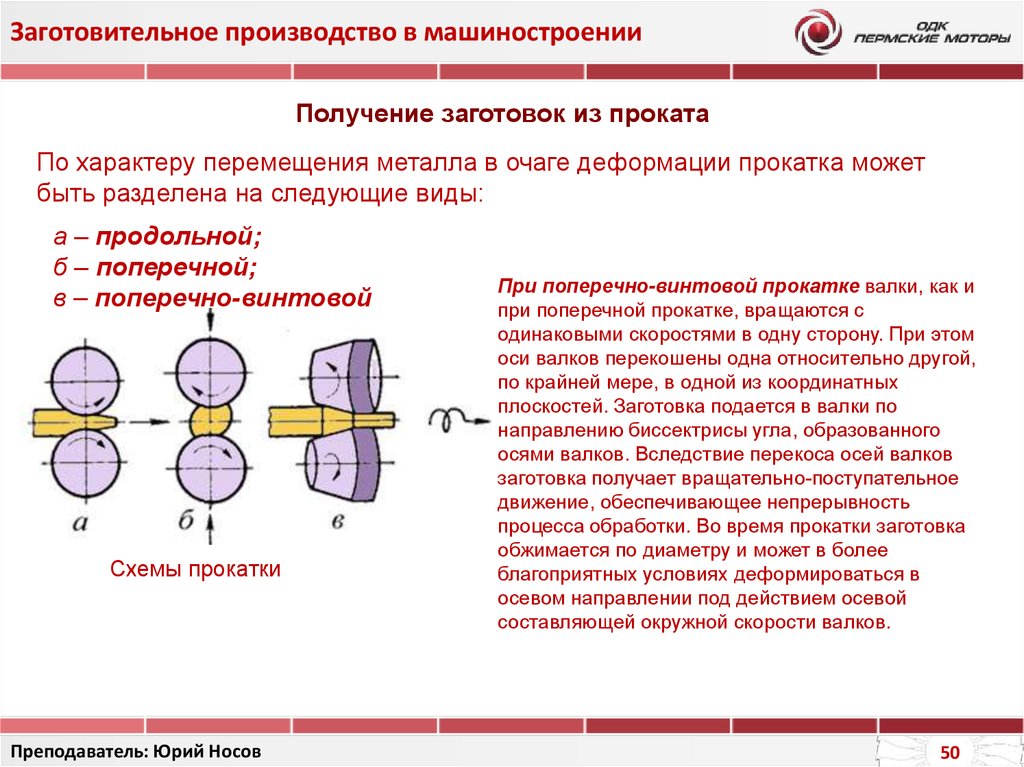
Прессованные профили сложной
формы – используют для создания
направляющих элементов и декоративных
изделий. Периодические профили проката:
продольной прокатки – для изготовления
балок, осей, валов, лопаток турбин;
поперечно-винтовой прокатки – для
шпинделей станков, рычагов, валов
электродвигателей; поперечно-клиновой
прокатки – для формирования валов
коробок передач, крышек, фланцев, дисков;
поперечной прокатки – для изготовления
шаров подшипников качения, профилированных
трубных деталей и т.д.
Механические свойства
периодического проката выше, чем у
гладкого, за счет расположения волокон
в соответствии с конфигурацией детали.
По способу обработки прокат
может быть горячекатаным, холоднокатаным,
холоднотянутым, прессованным,
калиброванным, шлифованным (серебрянка),
а по способу термообработки –
термообработанный, закаленный и без
термообработки.
Отливки. Классифицируются
по способу литья. Могут иметь сложные
и криволинейные поверхности и быть
изготовлены практически из всех металлов
и сплавов массой от нескольких граммов
до сотен тонн.
Кованные и штампованные
заготовки (поковки и штамповки). Получают
обработкой металлов давлением путем
ковки, штамповки и специальных
технологических процессов. Классифицируются
по виду и температуре обработки, а также
виду основного оборудования. Свободная
ковка позволяет получать заготовки
простой формы с большими напусками и
припусками под механическую обработку,
однако не имеет альтернативы в единичном
производстве и для крупных заготовок
(массой до 300 тонн). Горячей и холодной
штамповкой изготавливают более сложные
по форме, но ограниченные по габаритам
и массе заготовки. В массовом и
крупносерийном производстве широко
используют профили, полученные прокаткой,
прессованием, волочением, вальцовкой
и т.д.
Заготовки из порошков.
Классифицируют по способу изготовления,
материалам (металлы, керамика, пластмассы),
наполнителям, красителям. Максимально
приближены к готовым деталям и требуют
зачастую только отделки.
Сборные заготовки. Классифицируют
Классифицируют
по материалам, способам соединения и
изготовления составных частей. Например,
сварные заготовки могут быть сварно-литыми,
сварно-кованными, сварно-штампованными,
ковано-литыми, металлостеклянными,
металлокерамическими и т.д. Для соединения
отдельных частей заготовки используют
различные способы сварки, пайки, клепки,
склеивания, свинчивания, закатывания
и т.д. Такие заготовки позволяют
изготавливать изделия, сложные по
конфигурации, массивные и имеющие
повышенные требования к отдельным
элементам.
Иные заготовки. Получают
путем механической обработки сортового
и специального проката при помощи
металлорежущего оборудования, ножниц,
штампов, а также газовых, электрических,
лазерных и механических резаков.
ОБЩЕРОССИЙСКИЙ КЛАССИФИКАТОР ВИДОВ ЭКОНОМИЧЕСКОЙ ДЕЯТЕЛЬНОСТИ, ПРОДУКЦИИ И УСЛУГ (ОК 004-93) (УТВ. ПОСТАНОВЛЕНИЕМ ГОССТАНДАРТА РФ ОТ 06.08.93 N 17) (ДАТА ВВЕДЕНИЯ 01.01.94) (ЧАСТЬ 1 И 2)
Стр. 15 1
0220000 ПРОДУКЦИЯ ЛЕСОЗАГОТОВОК
0220100 Пиловочник и кряж (лесоматериалы для выработки
пиломатериалов и заготовок)
0220101 Пиловочник и кряж (лесоматериалы для выработки
пиломатериалов и заготовок) хвойных пород
0220102 Пиловочник и кряж (лесоматериалы для выработки
пиломатериалов и заготовок) дубовый
0220103 Пиловочник и кряж (лесоматериалы для выработки
пиломатериалов и заготовок) буковый
0220104 Пиловочник и кряж (лесоматериалы для выработки
пиломатериалов и заготовок) прочих твердолиственных пород
0220105 Пиловочник и кряж (лесоматериалы для выработки
пиломатериалов и заготовок) березовый
0220106 Пиловочник и кряж (лесоматериалы для выработки
пиломатериалов и заготовок) липовый
0220107 Пиловочник и кряж (лесоматериалы для выработки
пиломатериалов и заготовок) прочих мягколиственных пород
0220110 Кряж судостроительный (лесоматериалы для судостроения и
баржестроения)
0220111 Кряж судостроительный (лесоматериалы для судостроения и
баржестроения) хвойных пород
0220112 Кряж судостроительный (лесоматериалы для судостроения и
баржестроения) дубовый
0220113 Кряж судостроительный (лесоматериалы для судостроения и
баржестроения) буковый
0220114 Кряж судостроительный (лесоматериалы для судостроения и
баржестроения) прочих твердолиственных пород
0220120 Кряж шпальный (лесоматериалы для выработки шпал и
переводных брусьев)
0220121 Кряж шпальный (лесоматериалы для выработки шпал и
переводных брусьев) хвойных пород
0220122 Кряж шпальный (лесоматериалы для выработки шпал и
переводных брусьев) березовый
0220130 Кряж и пиловочник тарный и клепочный (лесоматериалы для
сухотарной и заливочной тары)
0220140 Пиловочник комбинированный хвойных пород
0220150 Кряж фанерный (лесоматериалы для выработки лущеного и
строганого шпона)
0220160 Кряж спичечный (лесоматериалы для производства спичек)
0220170 Лесоматериалы круглые для лущения, долготье
комбинированное
0220180 Бревна для столбов (лесоматериалы для линий связи и
электропередач) хвойных пород
0220190 Долготье рудничное и стойка рудничная (лесоматериалы для
разделки на рудничную стойку и рудничная стойка)
0220200 Бревна гидростроительные (лесоматериалы для свай,
гидротехнических сооружений и элементов мостов) хвойных
пород
0220210 Бревна строительные и подтоварник (лесоматериалы для
строительства, вспомогательных и временных построек
различного назначения)
0220211 Бревна строительные и подтоварник (лесоматериалы для
строительства, вспомогательных и временных построек
различного назначения) хвойных пород
0220212 Бревна строительные и подтоварник (лесоматериалы для
строительства, вспомогательных и временных построек
различного назначения) лиственных пород
0220213 Бревна строительные и подтоварник (лесоматериалы для
строительства, вспомогательных и временных построек
различного назначения) березовые
0220220 Лесоматериалы круглые прочие, используемые без переработки
(лесоматериалы прочие, используемые в круглом виде)
0220221 Лесоматериалы круглые прочие, используемые без переработки
(лесоматериалы прочие, используемые в круглом виде)
хвойных пород
0220222 Лесоматериалы круглые прочие, используемые без переработки
(лесоматериалы прочие, используемые в круглом виде)
лиственных пород
0220240 Жерди и колья
0220241 Жерди и колья хвойных пород
0220242 Жерди и колья лиственных пород
0220243 Жерди и колья хвойных и лиственных пород
0220250 Хлысты древесные товарные (деловая древесина в хлыстах -
товарные хлысты)
0220251 Хлысты древесные товарные (деловая древесина в хлыстах -
товарные хлысты) хвойных пород
0220252 Хлысты древесные товарные (деловая древесина в хлыстах -
товарные хлысты) лиственных пород
0220253 Хлысты древесные товарные (деловая древесина в хлыстах -
товарные хлысты) дубовые
0220254 Хлысты древесные товарные (деловая древесина в хлыстах -
товарные хлысты) буковые
0220255 Хлысты древесные товарные (деловая древесина в хлыстах -
товарные хлысты) твердолиственные прочие
0220260 Пиловочник и балансы экспортные (лесоматериалы пиловочные)
0220261 Пиловочник хвойных пород
0220262 Пиловочник лиственных пород
0220263 Балансы хвойных пород
0220264 Балансы лиственных пород
0220270 Пропсы (стойки рудничные)
0220280 Кряж фанерный (кряжи и чураки для клееной фанеры)
березовый
0220290 Кряж спичечный (кряжи и чураки для спичечного
производства) лиственных пород
0220300 Лесоматериалы круглые экспортные для использования без
переработки (лесоматериалы для использования без
продольной распиловки) хвойных пород
0220350 Сырье древесное (лесоматериалы) для выработки дубильных
экстрактов
0220351 Сырье древесное (лесоматериалы) хвойных пород для
выработки дубильных экстрактов
0220352 Сырье древесное (лесоматериалы) лиственных пород для
выработки дубильных экстрактов
0220360 Сырье древесное (лесоматериалы) для выработки уксусной
кислоты
0220370 Сырье древесное для копчения продуктов
0220371 Сырье древесное хвойных пород для копчения продуктов
0220372 Сырье древесное лиственных пород для копчения продуктов
0220373 Сырье древесное хвойных и лиственных пород для копчения
продуктов
0220400 Сырье древесное для технологических целей, древесина
дровяная для технологических нужд
0220401 Сырье древесное хвойных и лиственных пород для
технологической переработки на древесные плиты и
гидролизное производство, кроме ксилитного
0220402 Сырье древесное хвойных и лиственных пород для
технологической переработки на тарные материалы
0220410 Балансы для выработки целлюлозы и древесной массы
0220411 Балансы хвойных и лиственных пород для выработки целлюлозы
и древесной массы
0220500 Дрова для переработки на колотые и короткомерные балансы
0220510 Дрова для переработки на технологическую щепу для
целлюлозно - бумажного производства
0220520 Дрова - долготье
0220521 Дрова - долготье сосновые, ольховые
0220522 Дрова - долготье березовые, твердолиственные,
лиственничные
0220523 Дрова - долготье мягколиственные, еловые, кедровые и
пихтовые прочие
0220530 Дрова разделанные
0220531 Дрова разделанные сосновые, ольховые
0220532 Дрова разделанные березовые, твердолиственные,
лиственничные
0220533 Дрова разделанные мягколиственные, еловые, кедровые и
пихтовые прочие
0220540 Щепа топливная
0220550 Отходы лесозаготовок
0220551 Отходы стволовой древесины и кроны
0220552 Козырьки, откомлевки, обрезки при раскряжевке
0220553 Сучья, ветви, вершины
0220554 Зелень древесная
0220555 Хворост, коротье
0220556 Пневая древесина (без пневого осмола)
0220557 Отходы лесозаготовок прочие
0230000 ПРОДУКТЫ ЛЕСНЫЕ ДИКОРАСТУЩИЕ
0230110 Смолы натуральные
0230120 Лаки натуральные
0230130 Соки и экстракты растительные натуральные
0230210 Материалы растительные сырые дикорастущие для красителей
0230220 Материалы растительные сырые дикорастущие, используемые в
качестве дубильных веществ
0230230 Материалы растительные дикорастущие, используемые главным
образом для плетения
0230231 Ива
0230232 Бамбук
0230233 Солома для плетения
0230234 Тростник для плетения
0230239 Материалы растительные дикорастущие, используемые главным
образом для плетения, прочие
0230240 Материалы растительные дикорастущие, используемые главным
образом для набивки
0230250 Материалы растительные дикорастущие, используемые главным
образом для щеточных изделий и метел
0230400 Части растений дикорастущих, пригодные для декоративных
целей
0230410 Мхи и лишайники
0230420 Листва, листья и ветви и части растений прочие
0230500 Растения лекарственные дикорастущие
0230600 Материалы растительные дикорастущие сырые прочие, не
включенные в другие группировки
0240000 УСЛУГИ, ОТНОСЯЩИЕСЯ К ЛЕСНОМУ ХОЗЯЙСТВУ И ЛЕСОЗАГОТОВКАМ
0240100 Охрана лесов
0240200 Исследование лесных массивов
0240210 Таксация леса (оценка леса)
0240220 Почвенные исследования
0240230 Аэрофотолесоустроительные услуги
0240240 Контроль посадочного материала
0240300 Лесомелиоративные услуги
0240400 Услуги по борьбе с лесными вредителями
0240500 Борьба с лесными пожарами
0240600 Восстановление лесных массивов, включая новые посадки
0240700 Управление лесным хозяйством
0240810 Трелевочные работы преимущественно в пределах леса
0240820 Транспортирование бревен
Раздел B.1 |
 ПРОДУКЦИЯ И УСЛУГИ
РЫБОЛОВСТВА
0510000 УЛОВ РЫБЫ, КИТОВ, РАКООБРАЗНЫХ, МОЛЛЮСКОВ И ДОБЫЧА ПРОЧИХ
МОРЕПРОДУКТОВ
0511000 РЫБА ЖИВАЯ, СВЕЖАЯ ИЛИ ОХЛАЖДЕННАЯ
0511100 Рыба живая товарная (выращенная)
0511101 Форель живая
0511102 Угорь живой
0511103 Карп живой
0511109 Рыба живая прочая
0511110 Сельдь атлантическая
0511111 Сельдь атлантическая жирная
0511112 Сельдь атлантическая нежирная
0511120 Сельдь тихоокеанская
0511121 Сельдь тихоокеанская жирная
0511122 Сельдь тихоокеанская нежирная
0511130 Сельдь каспийско - черноморская
0511131 Сельдь азово - черноморская
0511132 Сельдь азово - донская
0511133 Сельдь дунайская
0511134 Сельдь керченская
0511135 Сельдь каспийская
0511136 Сельдь черноспинка (залом)
0511140 Сельдь прочая
0511141 Сельдь круглая (этрумеус)
0511142 Сельдь круглая (опистонема)
0511143 Сельдь круглая (помолобус)
0511144 Сельдь фолклендская (южная)
0511145 Белоция
0511150 Сардины
0511151 Сардина атлантическая (пилчард)
0511152 Сардинелла
0511153 Сардинопс
0511154 Иваси
0511160 Килька
0511170 Тюлька
0511180 Салака
0511190 Сардель (шпрот черноморский)
0511200 Шпрот североморский
0511210 Корюшка
0511220 Снеток
0511230 Анчоусовые рыбы
0511231 Хамса
0511232 Анчоус
0511240 Макрелещуковые рыбы
0511241 Сайра
0511242 Макрелещука
0511250 Зубатка
0511251 Зубатка пестрая
0511252 Зубатка полосатая
0511253 Зубатка синяя
0511260 Нототения
0511261 Нототения мраморная
0511262 Нототения зеленая
0511263 Сквама (нототения серая)
9511270 Рыба - кабан
0511280 Пристипома
0511290 Тресковые рыбы
0511291 Треска
0511292 Пикша
0511293 Сайда
0511294 Мерланг
0511295 Хек серебристый
0511296 Хек тихоокеанский
0511297 Минтай
0511300 Налим, навага, сайка и тресковые прочие
0511301 Налим морской
0511302 Налим речной и озерный
0511303 Навага
0511304 Полярная тресочка (сайка)
0511305 Путассу
0511306 Макрурус
0511309 Тресковые рыбы прочие
0511310 Камбала
0511311 Камбала атлантическая
0511312 Камбала дальневосточная
0511313 Камбала азово - черноморская
0511320 Палтус
0511321 Палтус белокорый (обыкновенный)
0511322 Палтус корейский
0511323 Палтус синекорый
0511324 Палтус стрелозубый
0511330 Морской окунь (скорпена)
0511331 Морской окунь атлантический
0511340 Берикс
0511350 Макруронус
0511360 Рыба - сабля
0511370 Снек
0511380 Терпуг
0511390 Гладкоголов
0511400 Мавроликус
0511410 Красноглазка
0511420 Эпигонус
0511430 Карась морской
0511431 Карась морской кубинский
0511432 Карась морской океанический
0511433 Карась морской серый (бесуго)
0511440 Угольная рыба
0511450 Тунец
0511451 Тунец крупный
0511452 Тунец мелкий
0511460 Акула
0511461 Акула сельдевая
0511462 Акула серо - голубая
0511463 Акула макрелевая
0511464 Акула кунья
0511465 Акула серая
0511466 Акула - бык
0511467 Акула синяя
0511468 Акула - молот
0511469 Акула колючая (акула - катран)
0511470 Скаты
0511471 Скат звездчатый
0511472 Скат листовидный
0511473 Скат северный
0511480 Мойва
0511490 Аргентина
0511500 Пеламида (бонито)
0511510 Ставрида
0511511 Ставрида океаническая
0511512 Ставрида черноморская
0511520 Скумбрия
0511521 Скумбрия океаническая
0511522 Скумбрия дальневосточная
0511523 Скумбрия черноморская
0511524 Скумбрия австралийская
0511530 Бычок
0511531 Бычок азово - черноморский
0511532 Бычок дальневосточный
0511540 Кефаль
0511541 Кефаль азово - черноморская
0511542 Кефаль каспийская
0511543 Кефаль океаническая (пелингас)
0511544 Кефаль лобан
0511550 Осетровые рыбы
0511551 Осетр
0511552 Севрюга
0511553 Белуга
0511554 Шип
0511555 Стерлядь
0511556 Калуга
0511557 Бестер
0511560 Сиговые рыбы
0511561 Муксун
0511562 Омуль
0511563 Пелядь (сырок)
0511564 Сиг европейский
0511565 Сиг сибирский (пыжьян)
0511566 Сиг амурский
0511567 Тугун (сельдь сосьвинская)
0511568 Чир (чирус)
0511570 Дальневосточные лососи
0511572 Кета
0511573 Горбуша
0511574 Кижуч
0511575 Нерка (красная)
0511576 Чавыча
0511577 Сима
0511580 Благородные лососи
0511581 Лосось балтийский
0511582 Лосось каспийский
0511583 Семга
0511584 Кумжа
0511585 Форель ручьевая и озерная
0511586 Форель севанская
0511587 Лох
0511610 Голец
0511611 Мальма (голец дальневосточный)
0511612 Голец арктический (северный)
0511613 Палия
0511614 Кунджа
0511620 Нельма
0511630 Белорыбица
0511640 Таймень
0511650 Угорь
0511651 Угорь речной
0511652 Угорь балтийский
0511660 Минога
0511661 Минога речная
0511662 Минога дальневосточная
0511670 Тарань
0511671 Тарань азовская
0511672 Тарань цимлянская
0511673 Тарань азербайджанская
0511680 Вобла
0511690 Судак пресноводный
0511700 Сазан пресноводный
0511710 Лещ
0511720 Сом пресноводный
0511730 Амур
0511731 Амур белый
0511732 Амур черный
0511733 Амур прудовых хозяйств
0511740 Толстолобик
0511750 Щука пресноводная
0511760 Карп пресноводный
0511770 Шемая
0511771 Шемая каспийская
0511772 Шемая азово - черноморская
0511773 Шемая аральская
0511774 Шемая азербайджанская
0511780 Рыбец
0511781 Рыбец каспийский
0511782 Рыбец азово - черноморский
0511783 Рыбец балтийский
0511790 Верхогляд, вырезуб, голавль, густера
0511791 Верхогляд
0511792 Вырезуб
0511793 Голавль
0511794 Густера
0511800 Елец, желтощек, жерех, белоглазка
0511801 Елец
0511802 Желтощек
0511803 Жерех
0511804 Белоглазка
0511810 Красноперка, карась, конь - рыба, кутум, ерш
0511811 Красноперка
0511812 Карась речной и озерный
0511813 Конь - рыба
0511814 Кутум
0511815 Ерш дальневосточный
0511820 Линь
0511830 Окунь
0511840 Плотва (сорога, чебак)
0511850 Ряпушка
0511860 Чехонь, синец, ушань
0511870 Хариус, подуст, язь
0511880 Рыба пресноводная прочая, не включенная в другие
группировки
0511890 Горбылевые рыбы
0511891 Горбыль
0511892 Капитан
0511893 Умбрина
0511894 Форель морская
0511895 Крокер
0511900 Мерроу, рифовые окуни
0511901 Мерроу
0511902 Парго
0511903 Паргетта
0511904 Лутьян
0511905 Куберо
0511906 Рабирубия (рубия)
0511910 Рыбы морские прочие
0511911 Атерина (ферина)
0511912 Альбула
0511913 Бельдюга
0511914 Барабуля
0511915 Баттерфиш
0511916 Вомер
0511917 Губан (перро)
0511918 Джакас
0511919 Дрепана (рыба - лопата)
0511921 Заурида (саурида)
0511922 Змееголов
0511923 Зубан
0511924 Каранкс
0511925 Клыкач
0511926 Угорь морской
0511927 Лещ морской
0511928 Лимонема
0511931 Лихия
0511932 Летрина
0511933 Лаврак
0511934 Ледяная рыба
0511935 Луфарь
0511936 Мольва
0511937 Марлин
0511938 Масляная рыба
0511939 Макрель
0511941 Меч - рыба
0511942 Муренощука
0511943 Морской ерш
0511944 Нигрита
0511945 Нитепер
0511946 Рогатка
0511947 Окунь каменный
0511948 Полинемус
0511951 Пагр (пагрус)
0511952 Парусник
0511953 Петух морской
0511954 Плоскоголов
0511955 Помадазис
0511956 Грантер
0511957 Помпано серебристый
0511958 Пила - рыба
0511961 Рыба летучая
0511962 Сарнган
0511963 Сом морской
0511964 Сом океанический
0511965 Сладкогуб
0511966 Солнечник
0511967 Игла морская
0511968 Сериола (желтохвост)
0511969 Сериолелла
0511971 Сиганус
0511972 Тайл - фиш
0511973 Скап океанический
0511974 Строма
0511975 Смарида
0511976 Тюрбо
0511977 Чопа (чоп)
0511978 Хиннис
0511979 Язык морской
0511990 Морские рыбы прочие, не включенные в другие группировки
0512000 КИТЫ, ДЕЛЬФИНЫ, РАКООБРАЗНЫЕ, МОЛЛЮСКИ И МОРЕПРОДУКТЫ
ДОБЫВАЕМЫЕ ПРОЧИЕ
0512120 Киты усатые
0512121 Полосатик
0512122 Кит синий (голубой)
0512123 Финвал
0512124 Сейвал
0512125 Брайда
0512126 Полосатик малый (минке)
0512127 Горбатый (горбач)
0512130 Киты зубатые
0512131 Кашалот
0512132 Берардиус
0512133 Бутылконос
0512140 Дельфины
0512141 Белуха
0512142 Дельфин - белобочка
0512143 Свинья морская
0512144 Свинья морская белокрылая
0512145 Афалина
0512160 Крабы
0512161 Краб настоящий
0512162 Крабоид
0512169 Крабы прочие
0512170 Креветки
0512171 Креветки примитивные
0512172 Креветки тропические (пенеусы)
0512173 Креветки тропические шельфовые
0512174 Креветки тропические глубоководные
0512175 Креветки северные
0512176 Креветки травяные дальневосточные
0512177 Креветки травяные черноморские
0512178 Креветки песчаные
0512179 Креветки шримс - медвежонок
0512180 Омары
0512190 Лангусты
0512200 Раки пресноводные
0512210 Криль
0512300 Моллюски
0512301 Кальмары и каракатицы
0512302 Осьминог
0512303 Леда
0512304 Рапана
0512305 Мидия
0512306 Гребешок морской
0512307 Устрицы
0512308 Трепанг
0512309 Моллюски прочие
0512310 Иглокожие
0512311 Кукумария
0512312 Иглокожие прочие
0512410 Водоросли зеленые
0512420 Водоросли бурые
0512421 Десмарестия
0512422 Ламинария (морская капуста)
0512423 Алария дудчатая
0512424 Алария съедобная
0512425 Лессония
0512426 Аскофиллум
0512427 Фукусы
0512428 Цистозира бородатая
0512429 Саргассы
0512430 Водоросли красные
0512431 Фурцеллярия
0512432 Филлофора
0512433 Анфельция
0512434 Фондрус
0512440 Зоостера
ПРОДУКЦИЯ И УСЛУГИ
РЫБОЛОВСТВА
0510000 УЛОВ РЫБЫ, КИТОВ, РАКООБРАЗНЫХ, МОЛЛЮСКОВ И ДОБЫЧА ПРОЧИХ
МОРЕПРОДУКТОВ
0511000 РЫБА ЖИВАЯ, СВЕЖАЯ ИЛИ ОХЛАЖДЕННАЯ
0511100 Рыба живая товарная (выращенная)
0511101 Форель живая
0511102 Угорь живой
0511103 Карп живой
0511109 Рыба живая прочая
0511110 Сельдь атлантическая
0511111 Сельдь атлантическая жирная
0511112 Сельдь атлантическая нежирная
0511120 Сельдь тихоокеанская
0511121 Сельдь тихоокеанская жирная
0511122 Сельдь тихоокеанская нежирная
0511130 Сельдь каспийско - черноморская
0511131 Сельдь азово - черноморская
0511132 Сельдь азово - донская
0511133 Сельдь дунайская
0511134 Сельдь керченская
0511135 Сельдь каспийская
0511136 Сельдь черноспинка (залом)
0511140 Сельдь прочая
0511141 Сельдь круглая (этрумеус)
0511142 Сельдь круглая (опистонема)
0511143 Сельдь круглая (помолобус)
0511144 Сельдь фолклендская (южная)
0511145 Белоция
0511150 Сардины
0511151 Сардина атлантическая (пилчард)
0511152 Сардинелла
0511153 Сардинопс
0511154 Иваси
0511160 Килька
0511170 Тюлька
0511180 Салака
0511190 Сардель (шпрот черноморский)
0511200 Шпрот североморский
0511210 Корюшка
0511220 Снеток
0511230 Анчоусовые рыбы
0511231 Хамса
0511232 Анчоус
0511240 Макрелещуковые рыбы
0511241 Сайра
0511242 Макрелещука
0511250 Зубатка
0511251 Зубатка пестрая
0511252 Зубатка полосатая
0511253 Зубатка синяя
0511260 Нототения
0511261 Нототения мраморная
0511262 Нототения зеленая
0511263 Сквама (нототения серая)
9511270 Рыба - кабан
0511280 Пристипома
0511290 Тресковые рыбы
0511291 Треска
0511292 Пикша
0511293 Сайда
0511294 Мерланг
0511295 Хек серебристый
0511296 Хек тихоокеанский
0511297 Минтай
0511300 Налим, навага, сайка и тресковые прочие
0511301 Налим морской
0511302 Налим речной и озерный
0511303 Навага
0511304 Полярная тресочка (сайка)
0511305 Путассу
0511306 Макрурус
0511309 Тресковые рыбы прочие
0511310 Камбала
0511311 Камбала атлантическая
0511312 Камбала дальневосточная
0511313 Камбала азово - черноморская
0511320 Палтус
0511321 Палтус белокорый (обыкновенный)
0511322 Палтус корейский
0511323 Палтус синекорый
0511324 Палтус стрелозубый
0511330 Морской окунь (скорпена)
0511331 Морской окунь атлантический
0511340 Берикс
0511350 Макруронус
0511360 Рыба - сабля
0511370 Снек
0511380 Терпуг
0511390 Гладкоголов
0511400 Мавроликус
0511410 Красноглазка
0511420 Эпигонус
0511430 Карась морской
0511431 Карась морской кубинский
0511432 Карась морской океанический
0511433 Карась морской серый (бесуго)
0511440 Угольная рыба
0511450 Тунец
0511451 Тунец крупный
0511452 Тунец мелкий
0511460 Акула
0511461 Акула сельдевая
0511462 Акула серо - голубая
0511463 Акула макрелевая
0511464 Акула кунья
0511465 Акула серая
0511466 Акула - бык
0511467 Акула синяя
0511468 Акула - молот
0511469 Акула колючая (акула - катран)
0511470 Скаты
0511471 Скат звездчатый
0511472 Скат листовидный
0511473 Скат северный
0511480 Мойва
0511490 Аргентина
0511500 Пеламида (бонито)
0511510 Ставрида
0511511 Ставрида океаническая
0511512 Ставрида черноморская
0511520 Скумбрия
0511521 Скумбрия океаническая
0511522 Скумбрия дальневосточная
0511523 Скумбрия черноморская
0511524 Скумбрия австралийская
0511530 Бычок
0511531 Бычок азово - черноморский
0511532 Бычок дальневосточный
0511540 Кефаль
0511541 Кефаль азово - черноморская
0511542 Кефаль каспийская
0511543 Кефаль океаническая (пелингас)
0511544 Кефаль лобан
0511550 Осетровые рыбы
0511551 Осетр
0511552 Севрюга
0511553 Белуга
0511554 Шип
0511555 Стерлядь
0511556 Калуга
0511557 Бестер
0511560 Сиговые рыбы
0511561 Муксун
0511562 Омуль
0511563 Пелядь (сырок)
0511564 Сиг европейский
0511565 Сиг сибирский (пыжьян)
0511566 Сиг амурский
0511567 Тугун (сельдь сосьвинская)
0511568 Чир (чирус)
0511570 Дальневосточные лососи
0511572 Кета
0511573 Горбуша
0511574 Кижуч
0511575 Нерка (красная)
0511576 Чавыча
0511577 Сима
0511580 Благородные лососи
0511581 Лосось балтийский
0511582 Лосось каспийский
0511583 Семга
0511584 Кумжа
0511585 Форель ручьевая и озерная
0511586 Форель севанская
0511587 Лох
0511610 Голец
0511611 Мальма (голец дальневосточный)
0511612 Голец арктический (северный)
0511613 Палия
0511614 Кунджа
0511620 Нельма
0511630 Белорыбица
0511640 Таймень
0511650 Угорь
0511651 Угорь речной
0511652 Угорь балтийский
0511660 Минога
0511661 Минога речная
0511662 Минога дальневосточная
0511670 Тарань
0511671 Тарань азовская
0511672 Тарань цимлянская
0511673 Тарань азербайджанская
0511680 Вобла
0511690 Судак пресноводный
0511700 Сазан пресноводный
0511710 Лещ
0511720 Сом пресноводный
0511730 Амур
0511731 Амур белый
0511732 Амур черный
0511733 Амур прудовых хозяйств
0511740 Толстолобик
0511750 Щука пресноводная
0511760 Карп пресноводный
0511770 Шемая
0511771 Шемая каспийская
0511772 Шемая азово - черноморская
0511773 Шемая аральская
0511774 Шемая азербайджанская
0511780 Рыбец
0511781 Рыбец каспийский
0511782 Рыбец азово - черноморский
0511783 Рыбец балтийский
0511790 Верхогляд, вырезуб, голавль, густера
0511791 Верхогляд
0511792 Вырезуб
0511793 Голавль
0511794 Густера
0511800 Елец, желтощек, жерех, белоглазка
0511801 Елец
0511802 Желтощек
0511803 Жерех
0511804 Белоглазка
0511810 Красноперка, карась, конь - рыба, кутум, ерш
0511811 Красноперка
0511812 Карась речной и озерный
0511813 Конь - рыба
0511814 Кутум
0511815 Ерш дальневосточный
0511820 Линь
0511830 Окунь
0511840 Плотва (сорога, чебак)
0511850 Ряпушка
0511860 Чехонь, синец, ушань
0511870 Хариус, подуст, язь
0511880 Рыба пресноводная прочая, не включенная в другие
группировки
0511890 Горбылевые рыбы
0511891 Горбыль
0511892 Капитан
0511893 Умбрина
0511894 Форель морская
0511895 Крокер
0511900 Мерроу, рифовые окуни
0511901 Мерроу
0511902 Парго
0511903 Паргетта
0511904 Лутьян
0511905 Куберо
0511906 Рабирубия (рубия)
0511910 Рыбы морские прочие
0511911 Атерина (ферина)
0511912 Альбула
0511913 Бельдюга
0511914 Барабуля
0511915 Баттерфиш
0511916 Вомер
0511917 Губан (перро)
0511918 Джакас
0511919 Дрепана (рыба - лопата)
0511921 Заурида (саурида)
0511922 Змееголов
0511923 Зубан
0511924 Каранкс
0511925 Клыкач
0511926 Угорь морской
0511927 Лещ морской
0511928 Лимонема
0511931 Лихия
0511932 Летрина
0511933 Лаврак
0511934 Ледяная рыба
0511935 Луфарь
0511936 Мольва
0511937 Марлин
0511938 Масляная рыба
0511939 Макрель
0511941 Меч - рыба
0511942 Муренощука
0511943 Морской ерш
0511944 Нигрита
0511945 Нитепер
0511946 Рогатка
0511947 Окунь каменный
0511948 Полинемус
0511951 Пагр (пагрус)
0511952 Парусник
0511953 Петух морской
0511954 Плоскоголов
0511955 Помадазис
0511956 Грантер
0511957 Помпано серебристый
0511958 Пила - рыба
0511961 Рыба летучая
0511962 Сарнган
0511963 Сом морской
0511964 Сом океанический
0511965 Сладкогуб
0511966 Солнечник
0511967 Игла морская
0511968 Сериола (желтохвост)
0511969 Сериолелла
0511971 Сиганус
0511972 Тайл - фиш
0511973 Скап океанический
0511974 Строма
0511975 Смарида
0511976 Тюрбо
0511977 Чопа (чоп)
0511978 Хиннис
0511979 Язык морской
0511990 Морские рыбы прочие, не включенные в другие группировки
0512000 КИТЫ, ДЕЛЬФИНЫ, РАКООБРАЗНЫЕ, МОЛЛЮСКИ И МОРЕПРОДУКТЫ
ДОБЫВАЕМЫЕ ПРОЧИЕ
0512120 Киты усатые
0512121 Полосатик
0512122 Кит синий (голубой)
0512123 Финвал
0512124 Сейвал
0512125 Брайда
0512126 Полосатик малый (минке)
0512127 Горбатый (горбач)
0512130 Киты зубатые
0512131 Кашалот
0512132 Берардиус
0512133 Бутылконос
0512140 Дельфины
0512141 Белуха
0512142 Дельфин - белобочка
0512143 Свинья морская
0512144 Свинья морская белокрылая
0512145 Афалина
0512160 Крабы
0512161 Краб настоящий
0512162 Крабоид
0512169 Крабы прочие
0512170 Креветки
0512171 Креветки примитивные
0512172 Креветки тропические (пенеусы)
0512173 Креветки тропические шельфовые
0512174 Креветки тропические глубоководные
0512175 Креветки северные
0512176 Креветки травяные дальневосточные
0512177 Креветки травяные черноморские
0512178 Креветки песчаные
0512179 Креветки шримс - медвежонок
0512180 Омары
0512190 Лангусты
0512200 Раки пресноводные
0512210 Криль
0512300 Моллюски
0512301 Кальмары и каракатицы
0512302 Осьминог
0512303 Леда
0512304 Рапана
0512305 Мидия
0512306 Гребешок морской
0512307 Устрицы
0512308 Трепанг
0512309 Моллюски прочие
0512310 Иглокожие
0512311 Кукумария
0512312 Иглокожие прочие
0512410 Водоросли зеленые
0512420 Водоросли бурые
0512421 Десмарестия
0512422 Ламинария (морская капуста)
0512423 Алария дудчатая
0512424 Алария съедобная
0512425 Лессония
0512426 Аскофиллум
0512427 Фукусы
0512428 Цистозира бородатая
0512429 Саргассы
0512430 Водоросли красные
0512431 Фурцеллярия
0512432 Филлофора
0512433 Анфельция
0512434 Фондрус
0512440 Зоостера
Классификация ISO для обрабатываемых материалов Металлы
Поддержание постоянства и качества имеет важное значение в металлургической промышленности. Наличие поставщика металла, сертифицированного по стандарту ISO, является ключом к обеспечению качества вашего проекта или процесса. Классификация ISO для металлических заготовок информирует производителей и операторов станков с ЧПУ о подходящих инструментах, скоростях и спецификациях для резки металлических материалов. Продолжайте читать, чтобы узнать больше о сертификатах ISO, сертифицированных ISO материалах, группах материалов ISO для заготовок и таблицах классификации групп материалов ISO.
Наличие поставщика металла, сертифицированного по стандарту ISO, является ключом к обеспечению качества вашего проекта или процесса. Классификация ISO для металлических заготовок информирует производителей и операторов станков с ЧПУ о подходящих инструментах, скоростях и спецификациях для резки металлических материалов. Продолжайте читать, чтобы узнать больше о сертификатах ISO, сертифицированных ISO материалах, группах материалов ISO для заготовок и таблицах классификации групп материалов ISO.
Что такое сертификация ISO?
ISO (Международная организация по стандартизации) — независимая неправительственная международная организация, разрабатывающая стандарты для обеспечения качества, безопасности и эффективности продуктов, услуг и систем. Сертификация ISO гарантирует, что система управления, производственный процесс, услуга или процедура документирования соответствуют всем требованиям стандартизации и обеспечения качества.
Что такое сертифицированный ISO материал?
Если организация позиционирует себя как «Сертифицированная по ISO 9001», она соответствует требованиям, установленным в соответствии с ISO 9001 (полностью ознакомиться с ними можно здесь). ISO 9001 требует, чтобы организации определяли подходящую и эффективную систему управления качеством и следовали ей, а также требовали от них выявления областей, требующих улучшения, и принятия мер для достижения этих улучшений. В результате обычно считается, что организация, претендующая на сертификацию ISO 9001, имеет продукты и услуги, соответствующие стандартам качества.
ISO 9001 требует, чтобы организации определяли подходящую и эффективную систему управления качеством и следовали ей, а также требовали от них выявления областей, требующих улучшения, и принятия мер для достижения этих улучшений. В результате обычно считается, что организация, претендующая на сертификацию ISO 9001, имеет продукты и услуги, соответствующие стандартам качества.
Каковы группы материалов заготовки iso?
Материал заготовки может быть определен как кусок металла или другого материала, который находится в процессе создания, обработки или механической обработки. Другими словами, это общий термин, применимый ко всем металлам. В связи с этим стандарты ISO создали шесть различных групп материалов для заготовок, которые помогают производителям и производителям различать типы металлов на основе их физических свойств.
Эти классификации помогают определить надлежащие режущие инструменты, необходимые для резки каждого металла, что экономит время и избавляет от догадок при резке и обработке на станках с ЧПУ. Шесть типов групп материалов ISO для заготовок обозначаются серией букв и цветов, при этом каждая группа содержит свои собственные подгруппы.
Шесть типов групп материалов ISO для заготовок обозначаются серией букв и цветов, при этом каждая группа содержит свои собственные подгруппы.
- ISO Группа P — сталь
- ISO Группа M — нержавеющая сталь
- Группа ISO K — чугун
- ISO Группа N — Цветные металлы
- ISO Группа S — суперсплавы
- ISO группа H — закаленная сталь
Классификационная таблица групп материалов ISO
Основные группы материалов для заготовок ISO лишь касаются поверхности, когда речь идет о разнообразии металлических материалов и их параметрах резания, поэтому каждая группа имеет свои собственные подгруппы, основанные на структуре, составе , и состав каждого типа металла. В приведенной ниже таблице представлены основные классификации материалов для понимания каждой группы и ее состава.
Нужен материал заготовки?
Mead Metals является поставщиком металла, сертифицированным по стандарту ISO 9001, который стремится к постоянному совершенствованию и превосходит ожидания клиентов в отношении стандартов качества. Мы обеспечиваем клиентов высококачественным металлическим материалом в малых и больших объемах. Наша ниша — это высококачественные металлы в небольших объемах, что позволяет нам предлагать конкурентоспособные цены и непревзойденный сервис. Если вам требуется материал заготовки для вашего следующего проекта или процесса, просмотрите наши продукты и услуги или получите быстрое предложение сегодня, нажав на ссылку ниже.
Мы обеспечиваем клиентов высококачественным металлическим материалом в малых и больших объемах. Наша ниша — это высококачественные металлы в небольших объемах, что позволяет нам предлагать конкурентоспособные цены и непревзойденный сервис. Если вам требуется материал заготовки для вашего следующего проекта или процесса, просмотрите наши продукты и услуги или получите быстрое предложение сегодня, нажав на ссылку ниже.
Темы:
Сервисные центры | Контроль качества | Сертификаты | Информация о металле | Соответствие | Информация о металлургической промышленности | Соответствие требованиям и сертификаты
[PDF] Гибкий метод классификации для оценки полезности автоматизированной системы классификации деталей
- title={Гибкий метод классификации для оценки полезности автоматизированной системы классификации деталей},
автор = {Шан Хва Хсу, Т. С. Ся и М. С. Ву},
С. Ся и М. С. Ву},
journal={Международный журнал передовых производственных технологий},
год = {1997},
объем = {13},
страницы = {637-648}
}- S. Hsu, T. Hsia, M. Wu
- Опубликовано в 1997 г.
- Информатика
- The International Journal of Advanced Manufacturing Technology
Резюме В групповой технологии заготовки подразделяются на семейства в соответствии с их сходством в конструкции или производственные атрибуты. Эта категоризация может устранить дублирование конструкции и облегчить производство заготовок. Много усилий было направлено на разработку автоматизированных систем классификации деталей. Однако трудно оценить полезность таких систем. Цель этого исследования состояла в том, чтобы разработать эталонную систему классификации, основанную на глобальной форме…
View on Springer
ir.nctu.edu.tw
Эффективный метод создания эталонных классификаций для автоматических систем классификации деталей
- S.
 Hsu, T. Hsia, Muh-Cherng Wu
Hsu, T. Hsia, Muh-Cherng Wu Science
- 1998
В этой статье предлагается более эффективный метод, называемый бережливой классификацией, в котором данные сравнения между образцами и небольшим количеством типичных изделий используются для вывода полных результатов классификации.
для создания классов меток для автоматических систем Clasaifica n Workplece
- S. Hsu, C. T., M. Wu
Информатика, материаловедение
- 2005
- S. Hsu, T. Hsia, M. Wu
Компьютерные науки, материаловедение
- 1998
- Чжунъи Ву, Вэйдун Лю, Вэйцзе Чжэн, Вэньбин Ни, Чжэньчжэнь Ли
Бизнес, материаловедение
Междунар. Дж. прод. Рез.
- 2021
- Chien-Cheng Chang
Информатика
- 2007
- Chien-Cheng Chang, Jun-Chieh Wu
Информатика
- 2009
- Muh-Cherng Wu, Shih-Ching Wu, T.
 Hsia, S. Hsu
Hsia, S. Hsu Информатика
- 2005
- S. Hsu
Информатика
- 2004
- С. Ван, С. Хсу
Информатика
- 2004
- Muh-Cherng Wu, S.
 R. Jen
R. Jen Business
- 1996
- М. Хендерсон, С. Мусти
Информатика
- 1988
- T.
 Lenau, Lianchun Mu
Lenau, Lianchun Mu Business
- 1993
- С. Капарти, Н. Суреш
Информатика
- 1991
- С. Тан, Х. Тэ, Пей-Чжуан Ван
Информатика
- 1994
- C.
 -S. Chen
-S. Chen Компьютерная наука
- 1989
- J. Buckley
Компьютерная наука, экономика
- 1984
- Д. Дюбуа, Х. Праде
Информатика
- 1978
1 9008 Этот метод предлагает более эффективную, экономичную бумагу классификация, в которой данные сравнения между образцами и небольшим количеством типичных деталей используются для вывода полных результатов классификации.
Мод для создания классов меток для автоматических систем Clasaifica n Workplece
небольшое количество типичных заготовок используется для вывода полных результатов классификации.

Модель измерения подобия производственного процесса и приложение, основанное на составляющих элементах процесса
Предложен инновационный метод, основанный на модели составляющих элементов процесса, для объективного расчета подобия процессов производства продукции, доказана реализуемость и эффективность метода.
МЕХАНИЗМЫ КЛАССИФИКАЦИИ ПРОДУКЦИИ ПО ФОРМЕ
Использовались кластерный анализ и словесные описания задачи иерархической группировки, которые показали, что в процессе классификации форм продукта испытуемые сначала используют локальные признаки, а затем шаг за шагом в процедуре классификации используют суммарные образы.
Основные факторы, определяющие категориальное восприятие формы продукта мобильных телефонов
Метод снижения сходства пар сравнения0077
Групповая технология должна группировать сходные детали в семейства. При классификации деталей на основе их общих форм сходство деталей необходимо измерять вручную путем сравнения пар. Стоимость…
Веб-система управления знаниями CBR для устранения неполадок ПК
Используя рассуждения на основе прецедентов (CBR), авторы объединяют методы анализа когнитивных задач (CTA), иерархической кластеризации и онтологии и предлагают веб-управление знаниями CBR (KM)…
A Web- основанная на CBR система управления знаниями для устранения неполадок ПК
Используя рассуждения на основе прецедентов (CBR), авторы интегрируют методы анализа когнитивных задач (CTA). ), иерархическую кластеризацию и онтологию, а также предложить веб-управление знаниями CBR (KM)…
SHOWING 1-10 OF 22 REFERENCES
SORT BYRelevanceMost Influenced PapersRecency
A neural network approach to the classification of 3D prismatic parts
A нейросетевой подход к классификации трехмерных призматических деталей на основе их глобального информационного моделирования формы, который позволяет избежать повторного изобретения существующей конструкции и может создать новую конструкцию путем модификации существующих.
Автоматизированное групповое кодирование деталей из трехмерной базы данных САПР
Система программного обеспечения, для анализа которой была написана твердотельная модель детали и сгенерировать групповой технологический код детали путем идентификации характеристик формы, которые могут быть автоматически закодированы для планирования вариантов процесса, поиска проекта и других приложений, связанных с кодированием детали.
Особенности интегрированного моделирования продуктов и их производства
Резюме В данной статье обобщаются причины рассмотрения новых способов моделирования продуктов и процессов. Описаны три различных концепции описания деталей и изделий, включая различные…
Нейросетевая система для классификации и кодирования вращающихся частей на основе формы
Нейросетевая система используется для генерирования связанных с геометрией деталей цифр кода Опица из растровых изображений чертежей деталей и, как установлено, генерирует коды точно и обещает стать полезным инструментом для автоматической генерации классов и кодов на основе форм.
Последовательное представление нечетких отношений подобия
Схема кодирования, ориентированная на признаки формы
Многочисленные судьи, многочисленные критерии. Проблема рейтинга: нечеткий подход
666666696969696969666966696969696969696666666966666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666. Изготовление – методы и приложения
Подборка современных методов принятия решений «Принятие решений по множеству атрибутов: методы и приложения» фокусируется на подходе нечетких множеств к принятию решений по множеству атрибутов (MADM).
Операции над нечеткими числами
Обычные алгебраические операции над действительными числами распространяются на нечеткие числа с использованием принципа нечеткости показано, что практическое использование нечетких операций не представляет сложности и требует не больше вычислений, чем при работе с интервалами ошибок в классическом анализе допусков.
Всего комментариев: 0