Проблемы печати на 3д принтере: Проблемы и дефекты 3D-печати — методы их устранения
Содержание
20 наиболее распространенных проблем 3D печати (Часть 1)
Добрый день уважаемое сообщество 3D Today! Я бы хотел представить вам перевод статьи Troubleshooting Guide to 20 Common 3D Printing Problems, который будет разбит на 2 части.
Проблемы с печатью бывают у каждого. У нас их было достаточно много, чтобы проанализировать и найти решения для 20 наиболее типичных проблем с 3D печатью. В этой статье мы делимся нашим опытом и надеемся, что вам теперь не придется тратить лишнее время на диагностику и решение возникших проблем.
Если вы не можете определить в чем заключается неисправность, сравните ее с описанием.
Проблема с 3D печатью #1: Деформация — Отклеивание первого слоя
Описание проблемы
В основе модели распечатка приподымается и не прилипает к платформе. Эта проблема также может спровоцировать горизонтальные трещины в верхних секциях распечатки.
Почему проблема возникла?
Деформация основы распечатки проиходит из-за особенностей пластика. ABS и PLA платик охлаждается очень быстро и именно это может привести к отлипанию первого слоя.
Решение проблемы 3D печати: Деформация распечатки
1. Используйте платформу c подогревом. Самое простое решение для этой проблемы — использование платформы с подогревом (heatbed) и установка температуры, чуть ниже температуры плавления пластика. Если вы правильно установите температуру, первый слой не будет отлипать от платформы. Температура платформы принтера зачастую устанавливается слайсером автоматически. Рекомендуемая температура для вашего пластика указана сбоку на упаковке или катушке.
2. Используйте клей. Если ваша распечатка проиподымается по краям, нанесите тонкий слой клея (или лака для волос) на платформу, чтобы увеличить сцепление(адгезию).
3. Попробуйте другую платформу. Смените платформу на платформу с бОльшей адгезией. Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
4. Откалибруйте платформу. Неправильная калибровка платформы также может влиять на качество печати первого слоя. Проверьте уровень платформы и откорректируйте высоту, если это необходимо.
5. Увеличьте контакт между распечаткой и платформой. Часто эта проблема также возникает из-за недостаточно плотного контакта модели и подложки. Ее легко исправить с помощью ПО принтера, добавляя юбку или подложку.
6. Оптимизируйте настройки температуры. Если ни один метод не сработал, проверьте расширенные настройки ПО принтера и самого принтера.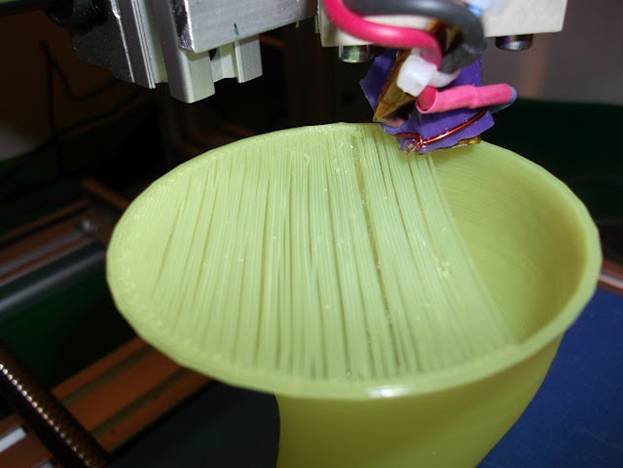 Попробуйте увеличить тепературу платформы на 5 градусов.
Попробуйте увеличить тепературу платформы на 5 градусов.
7. Обратите внимание на настройки вентилятора. Как правило, вентиляторы должны переключаться на полную мощность как только распечатка достигает высоты 0.5 миллиметров, но вы можете увеличить высоту до 0.75 милиметров, чтобы дать слоям остыть естветсвенным путем.
8. Даже если у вашего принтера нагревающаяся платформа, рекомендовано использовать клей (или лак) и постоянно регулировать уровень платформы.
Деформация 3D распечатки: чеклист для избежания проблем
- Используйте платформу с подогревом
- Используйте клей (лак) для большего сцепления
- Вместо стеклянной платформы используйте каптон/термоскотч/клей/лак
- Откалибруйте платформу
- Добавьте платформу или подложку
- Отрегулируйте настройки температуры и вентилятора
Проблема с 3D печатью #2: Смещение первого слоя (Слоновья нога)
Описание проблемы
Основа модели немного смещена.
Почему проблема возникла?
Как правило, основа модели смещается из-за веса распечатки, который давит на первый слой когда нижние слои еще не успели остыть. Часто случается с принтерами с подогревающейся платформой.
Решение проблемы 3D печати: Смещение первого слоя
1. Правильный баланс. Чтобы избавиться от проблемы смещения первого слоя, печатаемые модели должны быть достаточно охлаждены, чтобы выдерживать вес всей структуры. Здесь следует быть осторожным: чрезмерзное переохлаждение может привести к деформации первого слоя. Найти баланс достаточно сложно. Начните с понижения температуры платформы на 5 градусов (но не больше чем на 20 градусов от рекомендованой температуры). Если Bottom / Top Thickness установлена на 0.6 миллиметров, включайте вентилятор сразу на высоте чуть ниже.
2. Уровень платформы. Большинство проблем 3D печати связаны с неправильным уровнем платформы. Для каждого принтера существует особенный подход для калибровки уровня платформы.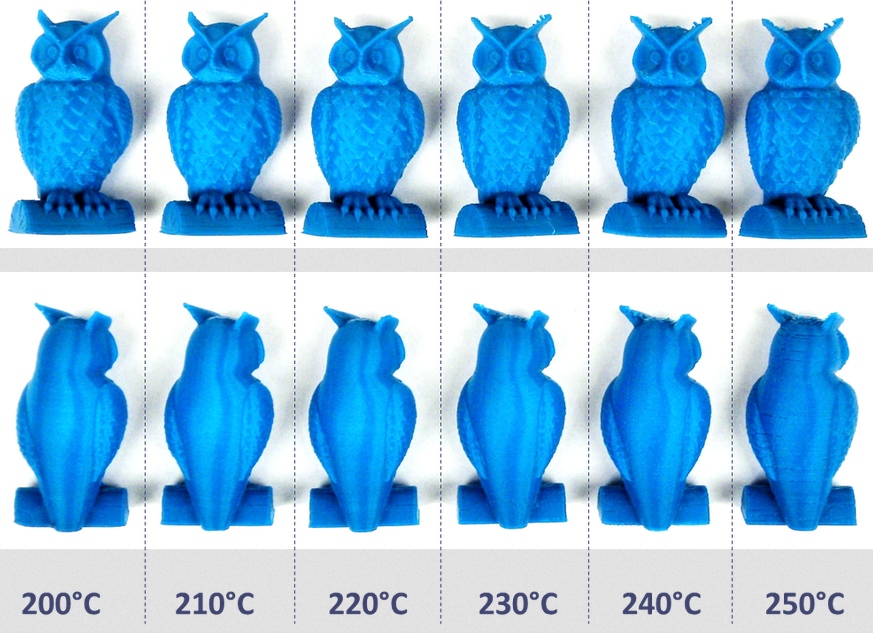 Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
3. Поднимите сопло. Зачастую подъем сопла на небольшую высоту может помочь. Главное, не поднимать его слишком высоко.
4. Сделайте углы модели более плавными. Если ничего не помогает, попробуйте скосить углы основы модели. Конечно, это возможно сделать только в том случае, если вы создали модель самостоятельно или у вас есть доступ к исходному файлу. Начните с 5 миллиметров и 45º скоса и эксперементируйте, чтобы достичь лучшего результата.
Смещение первого слоя в 3D печати: чеклист для избежания проблем
- Сбалансируйте температуру платформы и скорость вентилятора
- Поднимите платформу принтера
- Проверьте высоту спола
- Сделайте углы модели более плавными
Проблема с 3D печатью #3: Другие проблемы с первым слоем
Описание проблемы
Первый слой выглядт неправильно, некоторые фрагменты отсутсвуют. Снизу есть ненужные линии.
Снизу есть ненужные линии.
Почему проблема возникла?
Такие проблемы с 3D печатью как правило указывают на то, что уровень платформы не был правильно установлен. Если сопло находится слишком далеко от платформы, внизу распечатки часто появляются ненужные линии или первый слой не прилипает. Если же сопло находится слишком близко к платформе, это может спровоцировать пузырение пластка.
Также обратите внимание не то, что платформа должна быть чистой. Отпечатки пальцев на платформе могут привести к тому, что первый слой не будет приставать к платформе.
Решение проблемы 3D печати: Другие проблемы с первым слоем
1.Установите уровень платформы. У каждого принтера есть свой процесс настройки уровня платформы. Например, последние модели Lulzbots используют автокалибровку, в то время как Ultimaker предлагают пошаговую инструкцию ручной калибровки. А вот чтобы настроить уровень платформы Prusa i3, вам понадобится потратить много времени на изучение вопроса.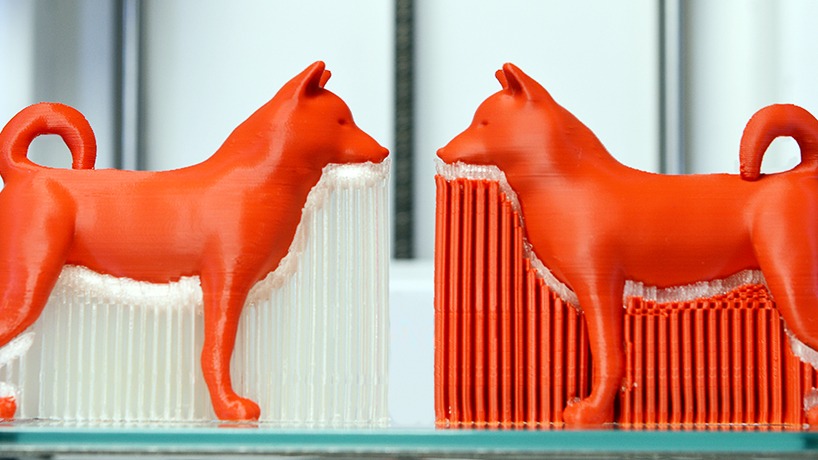
2. Установите высоту сопла. Если сопло расположено слишком высоко, пластик не будет приставать к платформе, если слишком низко — сопло будет скрести распечатку.
3. Очистите платформу. Обязательно регулярно чистите платформу принтера, особенно если вы пользуетесь клеем. Отпечатки пальцев, пыль и остатки клея влияют на качество приставания модели к платформе.
4. Используйте клей(лак). Нанесите тонкий слой клея на платфому, чтобы увеличить сцепление модели с платформой. Не забывайте регулярно очищать платформу, т.к. излишки клея могут спровоцировать обратный эффект.
5. Используйте текстурируванную подложку для неподогреваемых платформ принтеров.
Другие проблемы с 3D печатью: чеклист для избежания проблем
- Проверьте уровень платформы
- Проверьте высоту сопла
- Очистите платформу
- Используйте клей
- Используйте текстурированые подложки для холодных платформ
Проблема с 3D печатью #4: Смещение слоев в модели
Описание проблемы
Слои смещаются в средине распечатки.
Ремни принтера не достаточно туго закреплены. Верхняя пластина не прикреплена и двигается независимо от нижней пластины. Один из стержней в оси Z не идеально ровный
Решение проблемы 3D печати: Смещение слоев в модели
1. Проверьте ремни. Прежде всего, проверьте насколько туго натянуты ремни: они не должны висеть свободно, но и не должны быть слишком затянуты. Если вы потянете за ремни, то должны почувствовать легкое сопротивление. Если же вы почувствуете, что верхний ремень туже, чем нижний, это верный знак того, что они не достаточно хорошо натянуты.
2. Проверьте крышку. Проверьте крышку, стержни и другие детали сверху принтера (если у вас coreXY). Убедитесь, что все детали правильно закреплены.
3. Проверьте винты по оси Z. Многие производители принтеров чаще используют резьбовые шпильки чем трапецеидальный винты и хотя оба выполняют свою работу, резьбовые шпильки имеют тенденцию со временем гнуться. Не надо разбирать принтер, чтобы проверить, ровные ли стержни. Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Смещение слоев: чеклист
- Проверьте натяжение ремней
- Проверьте не двигается ли верхняя крышка
- Убедитесь, что шпильки по оси Z ровные
Проблема с 3D печатью #5: Отсутствующие слои
Описание проблемы
Пробелы в модели появляются из-за того, что некоторые слои отсутвуют (частично или полностью).
Принтер не смог произвести необходимое количество пластика для пропечатки отсутвующих слоев. В 3D печати эта проблема также известна как недостаточное эксрудирование. Суть проблемы может заключаться в самом пластике (например, разный диаметр материала),в катушке, в подающем механизме (экструдере) или в забитом сопле.
Трение может спровоцировать застревание пластика. Также причина может быть в том, что винты(шпильки) по оси Z неправильно выровняны линейными подшипниками.
Также возможна проблема винтов(шпилек) по оси Z и с самими подшипниками.
Решение проблемы 3D печати: Отсутствующие слои
1. Механическая проверка. Если вдруг вы обнаружили отсутсвующие слои в печати — самое время немного позаботиться о вашем принтере. Начните с проверки винтов(шпилек) и убедитесь, что они плотно прикреплены к подшипниками или зажимами.
2. Проверка выравнивания стрежней. Убедитесь, что все винты(шпильки) выровняны и не смещены. Выключите питание и аккуратно передвиньте печатающую головку по осям X и Y. Если есть какое-либо сопротивление, значит что есть какие-то проблемы. Достаточно легко понять в чем именно заключается проблемы — в слегка погнутом стержне или подшипниках.
3. Изношенные подшипники. Изношенные подшипники издают шум. Также вы сможете почувствовать дребезжание печатающей головки, при этом принтер слегка вибрирует. В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
4. Проверьте масло. Не забывайте регулярно смазывать подвижные механизмы принтера. Для смазки идеально подходит масло для швейных машинок — его можно купить в любом хозяйственном магазине по приемлемой цене. Перед тем как нанести масло, убедитесь что шпильки(винты) чистые. Если на шпильках(винтах) есть грязь или остатки материалов печати, очистите их.
Потом подключите к принтер через программу (например, Pronterface), чтобы поперемещать печатающую головку по осям Х и Y и проверить, что шпильки равномерно смазаны. Если вы нанесете немного больше масла, просто вытрите излишки.
5. Недостаточное экструдирвание. Последней причиной проблемы может быть недостаточное экструдирование. Решений этой проблемы может быть много и все они описаны в 9 разделе.
Чеклист
- Проверьте механизм принтера, чтобы убедиться, что подвижные элементы туго закреплены.
- Перепроверьте конструкцию принтера и выравнивание
- Проверьте нет ли изношенных подшипников и погнутых шпилек
- Используйте немного масла для смазки деталей
Проблема с 3D печатью #6: Трещины в высоких объектах
Описание проблемы
Трещины по бокам модели, чаще всего в высоких моделях.
Проблема может возникнуть неожиданно, и чаще всего возникает в больших принтерах, особенно если вы не следите за их работой.
На верхних слоях материал охлаждается быстрее, так как тепло от платформы не достигает необходимой высоты. Из-за этого адгезия верхних слоев ниже.
Решение проблемы 3D печати: Трещины в высоких объектах
1. Температура экструдера. Начните с увеличения температуры экструдера — лучше всего поднять ее на 5-10ºC. Сбоку на коробке от пластика вы найдете наивысшую температуру для пластика, постарайтесь не подымать температуру до этого значения.
2. Направление и скорость вентилятора. Перепроверьте ваши вентиляторы и убедитесь, что они направлены на модель. Если направление правильное, уменьшите их скорость.
Чеклист
- Проверьте максимально возможный нагрев экструдера и повышайте текущую температуру на 10ºC за одну попытку.
- Проверьте направление и скорость охлаждающих вентиляторов.
Проблема с 3D печатью #7: Дыры на верхнем слое
Описание проблемы
Дыры и щели на верхней поверхности распечатки.
Две наиболее распространенные причины этой проблемы — неправильное охнаждение верхнего слоя и недостаточно толстый верхний слой.
Решение проблемы 3D печати: Дыры на верхнем слое
1. Диаметр нити ( филамента). Зачастую проблема случается с пластиком диаметра 1.75 mm. Дыры в верхнем слое — это проблема всех 3D принтеров, но, чаще всего она случается с принтерами, которые используют пластик диаметром 1. 75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
2. Проверьте расположение вентилятора. Охлаждение может спровоцировать эту проблему, так что прежде всего проверьте вентиляторы. Когда принтер начинает печать, вентиляторы установлены на минимальную скорость или вообще выключены. После печати первого слоя, вентиляторы начинают работать. Проверьте, начинают ли они работать, а также проверьте продолжают ли они работу когда печать закончена. Если все хорошо, перепроверьте правильно ли установлено направление вентилятора — они должны обдувать модель.
3. Установите скорость вентилятора в G-Code. Еще одна проблема охлаждения связана с чрезмерным количеством пластика при печати верхнего слоя. Он должен остывать быстро, чтобы не проваливаться между уже распечатанными поддерживающими элементами. Скорость обдува может быть отрегулирована с помощью G-Code (как правило, G-Code для Fan On это M106 и M107 Fan Off). Также установите скорость вентилятора на максимум для верхних слоев.
Например, для кубика 1см x 1см высота верхего слоя будет 0.1 мм. В этом случае при формировании G-кода через CURA для Prusa i3, G-код указывает, что количество слоев для кубика 100. Учитывая то, что для верхнего и нижнего слоя мы указали высоты 0.6 мм, стоит редактировать значение на LAYER:94
4. Увеличьте толщину верхнего слоя. Одно из самых простых решений проблемы — это увеличение толщины верхнего слоя. В большинстве приложений вы сможете настроить толщину с помощью расширенных настроек ‘Bottom / Top Thickness setting’. Вам необходимо увеличить толщину верхнего и нижнего слоя до 6 раз(крат) по сравнению с другими слоями и до 8 для меньших сопел и пластика. Если высота слоя равняется 0.1mm, то высота верхнего и нижнего слоев должна быть 0.6mm. Если в верхнем слое все равно есть дыры и проплешины, увеличьте тощину до 0.8mm.
Чеклист:
- Используйте филамент большего диаметра
- Убедитесь, что направление и скорость вентиляторов правильные
- Вручную установите скорость вентиляторов
- Увеличьте толщину верхнего слоя
Проблема с 3D печатью #8: Волоски, паутина
Описание проблемы
При печати образуются «паутинки» или «волоски» между элементами модели.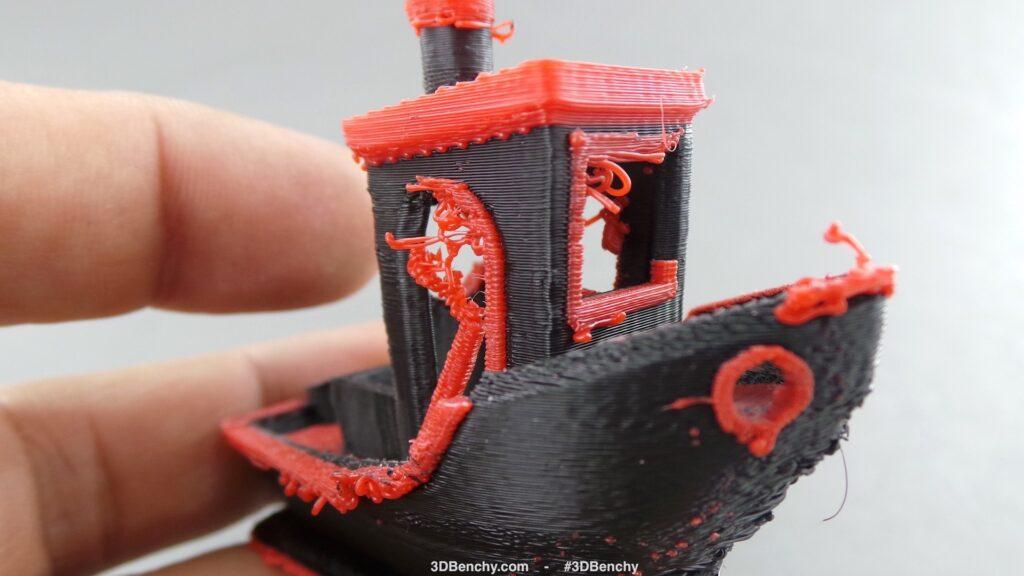
Когда головка принтера перемещается по открытой повехности (без экструдирования), то есть переходит с одного объекта на другой, пластик стекает из сопла.
Решение проблемы 3D печати: Волоски, паутина
1. Включите втягивание(откат/retract). Втягивание — важный фактор для качества готовой модели и он может быть включен в слайсере. Он функционирует достаточно просто и работает по приципе втягивания нити назад в сопло перед тем как головка начинает двигаться. Суть заключается в том, что он предотвращает вытекание пластика из сопла, которые и создают «паутинку» между объектами.
2. Активация втягивания в настройках. Большинство приложений, таких как Cura, предлагают активацию втягивания в настройках, и это настроено по умолчанию. Тем не менее, если вы хотите больше опций, вы можете настроить их дополнительно. Например вы можете настроить минимальный путь головки перед активацией втягивания.
3. Минимальная дистанция (мм). Если втягивание не работает правильно, самый простой способ это исправить — это уменьшить минимальную дистанцию.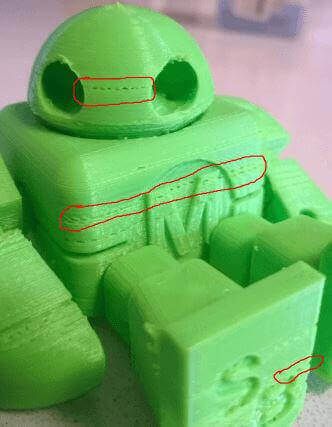 Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
4. Просто обрежьте их. Не самое изысканное решение, но оно имеет право на жизнь. Аккуратно обрежьте паутинку.
Чеклист:
- Включите втягивание
- Настройте минимальную дистанцию перед втягиванием
- Обрежьте паутинку скальпелем
Проблема с 3D печатью #9: Недостаточное экструдирование
Описание проблемы
Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала (или не может делать это достаточно быстро). Это приводит к тому, что слои слишком тонкие, в слоях появляются нежелательные проплешины или слои полностью отсутсвуют).
У этой проблемы есть несколько причин. Прежде всего, диаметр нити может не соответсвовать диаметру, установленному в слайсере. Также, количество экструдированого материала может быть ниже из-за неправильного настроенной прошивки. Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Решение проблемы 3D печати: Недостаточное экструдирование
1. Проверьте диаметр филамента. Начните с самого простого решения — проверьте настройки диаметра нити в слайсере. Если вы неуверены в диаметре нити и рекомендованной температуре, проверьте информацию на упаковке.
2. Измерьте нить. Если вы так и не смогли получить ожидаемый результат и выделение филамента остается проблемой, воспользуйтесь штангенциркулем, чтобы проверить диаметр филамента. После измерения откорректируйте настройти слайсингового ПО. (примечание автора — если у вас боуден хотэнд, то необходимо выкрутить фитинг из хотэнда, ввести команду (к примеру в Pronterface) M302: Allow cold extrudes и выдавить метр пластика. Если выдавится больше или меньше, то у вас неверно указано число шагов (steps per mm) для экструдера. Если у вас директ хотэнд, то тогда необходимо выкрутить сопло (сопло выкручивается только на горячую!). Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
3. Проверьте печатающую головку. После начала печати большинство принтеров приподымают печатающую головку над основой модели. Проверьте чистое ли сопло.
4. Установите коэфициент экструдирования. Если нет разницы между реальным диаметром экструзии и настройками ПО, проверьте настройки множителя экструзии (или скорость потока или компенсацией потока), возможно, они слишком низкие. Каждое слайсинговое приложение решает проблему по-своему, но попробуйте увеличить коэфициент на 5% и перезапустите процесс печати.
5. Откройте окно Edit Process Settings в Simplify3D и перейдите во вкладку Extruder — коефициент экстредирования должен быть установлен на 1.0 что соответует 100%. Откройте вкладку Material в Cura и увеличьте настройки Flow (вам может понадобится включить Flow в окне Preferences).
Чеклист:
- Проверьте диаметр филамента
- Используйте штангенциркуль, чтобы перепроверить диаметр филамента
- Проверьте, чистый ли
- Увеличивайте коэфициент экструдирования на 5% за раз
Проблема с 3D печатью #10: Избыточное экструдирование
Описание проблемы
Избыточное экструдирование означает, что принтер поставляет больше материала, чем необходимо. Это сказывается на том, что на распечатке есть излишки филамента.
Решение проблемы 3D печати: Избыточное экструдирование
Как правило, причина этой проблемы в том, что коэфициент экструдирования или потока в слайсере слишком высокий.
1. Коэфициент экструдирования. Откройте слайсер и проверьте, что вы правильно выбрали коэфициент экструдирования.
2. Настройки (flow) потока. Если с коэфициентом экструдирования все верно, уменьшите параметр Flow в настройках ПО вашего принтера.
Чеклист:
- Проверьте правильно ли установлен коефициент экструдирования
- Уменьшите настойки flow (потока) филамента
Перевод второй части статьи будет представлен в ближайшее время.
Ждем ваших комментариев к переводу.
Всех с наступающим новым годом!
Выявление и устранение проблем 3D-печати・Cults
Эта статья должна помочь вам определить различные проблемы, связанные с 3D-печатью. Найдите в этом списке изображение или описание, которое лучше всего описывает проблему, с которой вы столкнулись. Мы предлагаем несколько советов, которые должны помочь вам решить эту проблему.
Как вы знаете, 3D-печать — это эмпирический процесс, и именно через ошибки вы учитесь понимать, настраивать и использовать свою машину. С помощью этого списка вы должны быть в состоянии решить основные ошибки. Если вы все еще испытываете проблемы или у вас есть дополнительные советы, чтобы добавить к этому списку, не стесняйтесь связаться с нами и сообщить нам об этом!
#1 Слюнотечение
Симптом
Тонкие нити вплетаются в зазоры между различными частями 3D-печатной детали.
Общее название: сочащийся
Возможная причина
Пластик продолжает вытекать из головки при ее перемещении из-за остаточного давления в нагревателе и текучести расплавленного пластика.
Предлагаемые средства
Увеличить длину втягивания нити в Slic3r, расстояние втягивания в CuraEngine. Втягивание нити приведет к падению давления в нагревателе печатающей головки. Эффект можно модулировать, регулируя скорость втягивания непосредственно в слайсере.
Увеличьте скорость печатающей головки. Это позволяет расплавленному пластику меньше времени растекаться и оставлять следы между напечатанными деталями.
Уменьшите температуру экструзии вашего пластика. Если он слишком высок, пластик становится более текучим и быстрее вытекает из экструдера.
#2 Он рушится
Симптом
Обрушение или плохое качество нависающей поверхности, она оставляет небольшие выпуклости.
Общее название: нависание
Возможная причина
Затвердевание пластика, осажденного на периферии выступа, происходит недостаточно быстро, поэтому осажденная нить перемещается до того, как она затвердеет.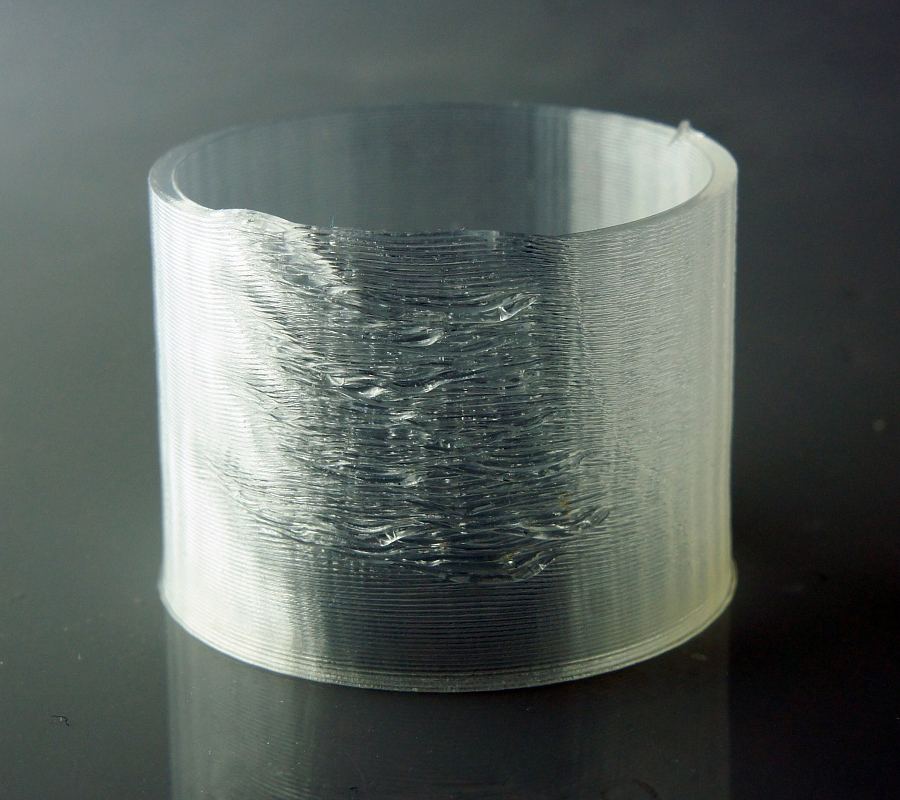 Явление повторяется или подчеркивается от одного слоя к другому.
Явление повторяется или подчеркивается от одного слоя к другому.
Предлагаемые исправления
Вентилируйте осажденный пластик более эффективно, например, добавив вентилятор к экструдеру или непосредственно с помощью портативного вентилятора.
Создайте опоры для печати под свесами.
Измените ориентацию детали, чтобы избежать выступов.
#3 Расслаивается по бокам или сверху
Симптомы
Контуры недостаточно скреплены между собой.
Плоские поверхности покрываются не полностью.
Возможная причина
Осаждается недостаточное количество материала. Слишком узкие, осажденные проволоки недостаточно соприкасаются друг с другом и поэтому не прилипают к соседней проволоке.
В сопле имеется грязь, которая препятствует прохождению расплава.
Температура экструзии слишком низкая, проволока высыхает слишком быстро или сжимается и поэтому не прилипает к соседней проволоке.
Предлагаемые средства
Калибровка экструдера для получения расхода материала в соответствии с данными, полученными от слайсера.
Разблокируйте экструзионное сопло.
Увеличьте температуру экструзии.
Увеличьте скорость наложения в вашем слайсере.
#4 На тонких частях недостаточно материала
Симптом
Края очень тонкого участка недостаточно прочны, не хватает материала.
Возможная причина
Обратная переработка или переделка недостаточно эффективны.
Неправильное затвердевание нити.
Проскальзывание привода нити во время втягивания.
Предлагаемые средства
Уменьшите скорость и длину втягивания во время печати.
Увеличьте «дополнительную длину ноги при втягивании» при использовании Slic3r.
Увеличьте давление пружины на ведомую шестерню.
#5 Волдыри
Симптом
Волдыри, несоответствующая геометрия, например, небольшие выпуклости, которые видны в основном на участках с небольшой площадью поверхности.
Возможная причина
Нить слишком горячая при экструзии или система охлаждения нити недостаточно эффективна.
Предлагаемые средства
Поместите больше деталей на пластину во время печати. В этом случае сопло будет печатать больше объектов и, следовательно, даст больше времени на охлаждение детали перед повторным проходом по ней.
Улучшите охлаждение 3D-печатного объекта, добавив системы охлаждения.
#6 Тонкие стенки расслаиваются
Симптом
У тонкой стенки без наполнителя нити расходятся, они не склеены между собой по бокам.
Возможная причина
Стенки вашей 3D-печати слишком тонкие или они не приспособлены к такому маленькому размеру.
Предлагаемые средства
Рисуйте более толстые стенки, чтобы адаптироваться к толщине нити.
В настройках слайсера задайте ширину осадка, которая является суб-многократной ширине стенки, оставаясь совместимой с диаметром экструзии и высотой слоя.
Смените ломтерезку.
#7 Слой смещается по горизонтали
Симптом
Слой смещается по оси X или Y (или по обеим).
Возможная причина
Проблема с движением печатающей головки или пластины.
Предлагаемое исправление
Уменьшите ускорение на оси, на которой возникла проблема.
#8 Слои смещаются равномерно
Симптом
Слои почти всегда смещаются вдоль оси X и/или Y после определенной высоты печати.
Возможная причина
Неисправность смещения головки или пластины из-за перегрева двигателей, которые переходят в безопасный режим.
Предлагаемое исправление
Охлаждайте двигатели с помощью систем охлаждения (вентиляторов).
#9 Углы загибаются вверх
Симптом
Деформация в направлении Z во время 3D-печати. Этот показатель увеличивается в случае сильного свеса.
Общее название: завивка
Возможная причина
Плохое затвердевание, эффект усадки из-за разницы температур проволоки, осажденной на предыдущий охлажденный слой.
Предлагаемые средства
Увеличьте наклон в 3D-модели детали, чтобы уменьшить свес.
Дальнейшее охлаждение осажденного пластика с помощью системы вентиляции.
Добавьте опоры для печати на пораженные участки.
#10 Уголки отваливаются
Симптом
Углы напечатанного объекта отслаиваются от пластины, создавая неровную основу.
Общее название: искривление
Возможная причина
Плохое прилегание заготовки к пластине.
Слишком высокий коэффициент усадки материала.
Первый слой недостаточно прижат к плите.
Предлагаемые средства
Смените материал для печати, поскольку вероятность деформации при использовании PLA меньше.
Нанесите клей на печатную форму (клей, лента, лак и т.д.).
Перед печатью правильно отрегулируйте высоту пластины.
Наложите более тонкий первый слой, чтобы сильнее раздавить осажденную проволоку.
Добавьте ободок под первый слой.
Нагрейте плиту.
Очистите и обезжирьте основание.
Измените стратегию заполнения. Заполняйте нижнюю часть концентрически, а не линейно, а затем заполняйте внутреннюю часть в виде сот, чтобы избежать эффекта усадки.
Уменьшите плотность внутренней заливки вашего 3D-печатного объекта.
#11 Плотность экструзии слишком низкая
Симптом
Неправильная плотность материала.
Возможная причина
Слишком низкий расход материала
Предлагаемые средства
Разблокируйте экструзионное сопло.
Филамент заблокирован перед экструдером (например, узел в катушке)
Проверьте привод резьбы (например, проблема с винтом с накаткой)
Углы #12 формируются неправильно
Симптом
Углы не достаточно прямые, они могут даже торчать и увеличивать размер детали.
Возможная причина
Слишком много материала оседает в углу из-за того, что сопло слишком сильно замедляется при прохождении через угол.
Предлагаемые средства
Намеренно смягчите угол детали в программе 3D-моделирования.
Увеличьте «рывок» на регуляторе оси вашего 3D-принтера.
#13 Есть черные капли
Симптом
Обгоревший (почерневший) пластик на некоторых участках напечатанного объекта.
Возможная причина
Плохая герметичность сопла приводит к тому, что сгоревший PLA или ABS стекает вокруг сопла.
Предлагаемое исправление
Демонтируйте форсунку и снова закройте ее.
#14 Слои плохо сварены
Симптом
Деталь ломается в месте крепления между двумя печатными слоями.
Возможная причина
Слишком сильное охлаждение, осажденный слой плохо прилипает к предыдущему слою, так как при осаждении он был недостаточно горячим.
Предлагаемые средства
Уменьшите скорость вращения вентилятора во время печати.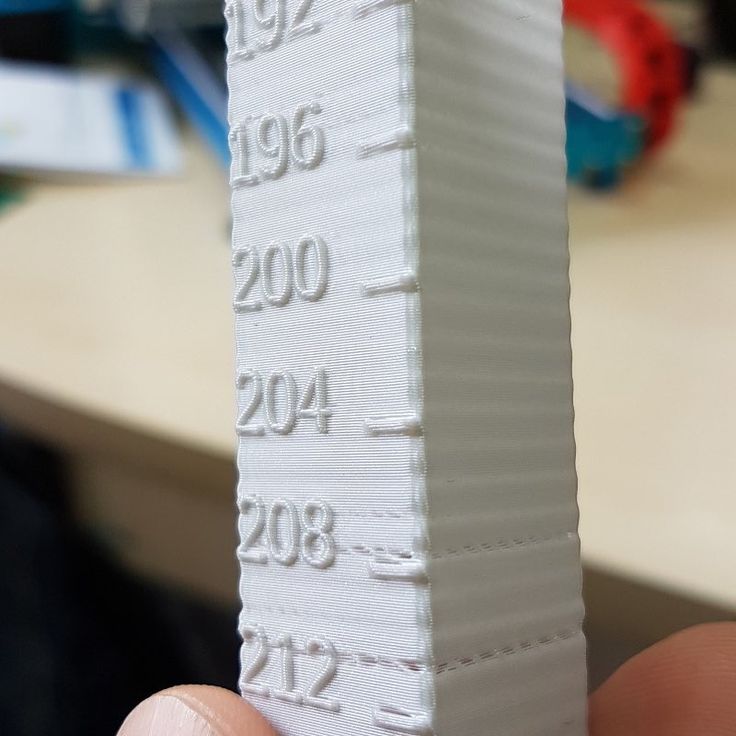
Увеличьте минимальную скорость печати в слайсере.
#15 На первом слое образуются пузырьки
Симптом
Первый слой сходит с пластины локально в виде пузырьков.
Возможные причины
Наличие влаги в материале, которая постепенно испаряется при контакте с нагревательной пластиной.
Недостаточная температура нагревательной пластины для используемого материала.
Предлагаемые средства
Храните рулоны сырья в сухом месте, в закрытой упаковке, с мешком влагопоглотителя.
Высушите поврежденный материал: поместите его во вращающуюся духовку при температуре 40°C примерно на 3 часа. Будьте осторожны и не нагревайте выше 45°C или 50°C: это может привести к слипанию нитей в бобине и даже к потере их цилиндрической формы.
Увеличьте температуру нагревательной пластины.
Печать на ленте или специальном клее.
#16 Хрупкий сверху и снизу
Симптом
Горизонтальные стороны слишком тонкие и хрупкие.
Возможные причины
Недостаточная толщина материала над и под печатным объектом с тонкой заливкой. Уложенные нити имеют слишком мало точек опоры и разрушаются между заправочными ребрами.
Предлагаемые средства
Поместите как минимум 2 или 3 полностью заполненных слоя (параметр «Solid layers» в Slic3r) для «верхней» и «нижней» граней.
Увеличьте заливку вашего объекта.
#17 Верхние части отверстий разрушаются
Симптом
Верхние провода горизонтального осевого отверстия обрушиваются во время строительства.
Возможные причины
Слишком горизонтальная зона отвеса.
Несоответствие между температурой сопла, охлаждением проволоки и скоростью.
Предлагаемые исправления
Уменьшите или устраните эту зону свеса, изменив геометрию 3D-файла. Пример на большом отверстии на фотографии, в форме капли воды, а не цилиндра.
Добавьте опоры для печати под этой областью, если выступ слишком труден для 3D-принтера.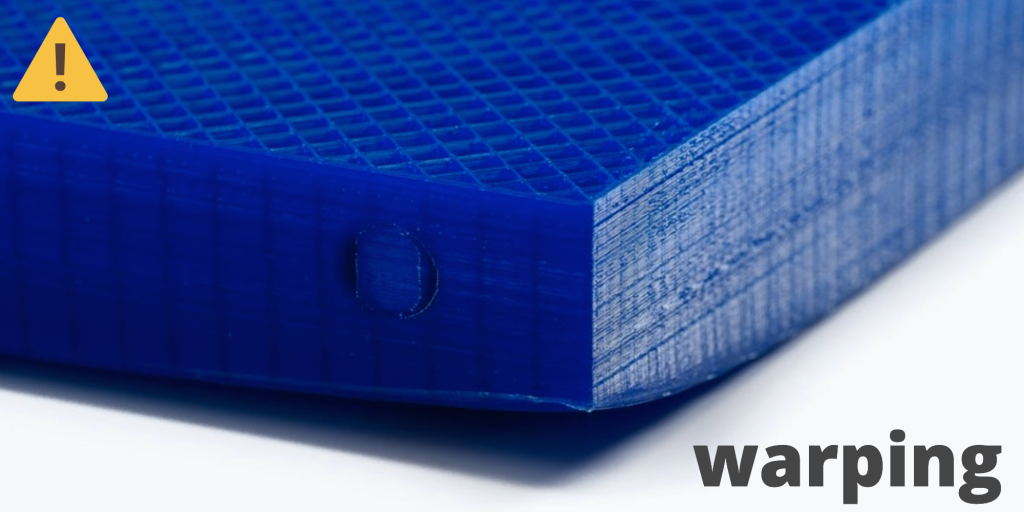
Избегайте слишком большого замедления в этой области, даже если время печати слоя невелико.
#18 Цвет или прозрачность варьируется
Симптом
Цвет или прозрачность материала меняется на разных участках во время 3D-печати.
Возможные причины
Различная кристаллизация материала из-за разной скорости охлаждения. Это может быть связано, например, со временем печати отдельных частей объекта или с мощностью вентилятора.
Излучение из сопла может повлиять на термический цикл предыдущего слоя и тем самым изменить его внешний вид.
Нанесенный слой слишком горячий, потому что расположенный ниже слой не успел остыть.
Будьте внимательны, физико-механические свойства детали могут меняться в зависимости от этих различий в кристаллизации!
Предлагаемые исправления
Лучше управлять охлаждением с помощью параметров слайсера: изменять мощность вентилятора в зависимости от времени охлаждения пластины или замедлять скорость печати пропорционально поверхности пластины.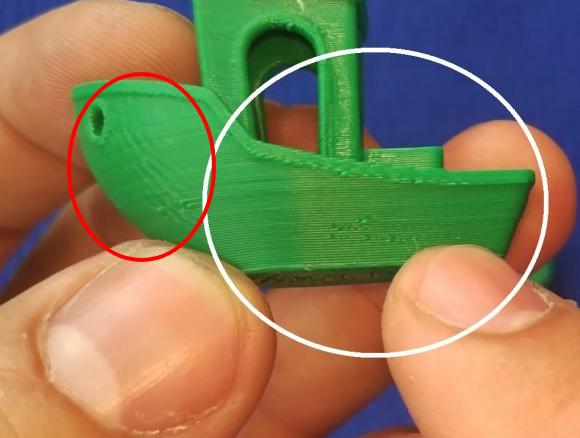
Уменьшите температуру экструзии для более быстрого и равномерного фазового перехода.
#19 Слои расслаиваются
Симптом
Некоторые слои изгибаются, и между различными печатными слоями появляются трещины.
Возможные причины
Явление скручивания из-за эффекта, упомянутого в пункте №9
выше происходит между слоями.
Проволока слишком быстро охлаждается на выходе из сопла, она не сваривается должным образом с предыдущим слоем.
Сильное сжатие материала при охлаждении или смене фазы.
Некоторые материалы, экструдированные при высокой температуре (ABS, PC…), могут представлять собой значительное явление сжатия.
Предлагаемые средства
Измените температуру экструзии.
Измените материал для печати.
Избегайте дутья на отложенный провод, уменьшения мощности вентилятора или размещения принтера в помещении, где могут быть сквозняки.
Закройте зону сборки в контролируемом шкафу при температуре, близкой к температуре стеклования материала.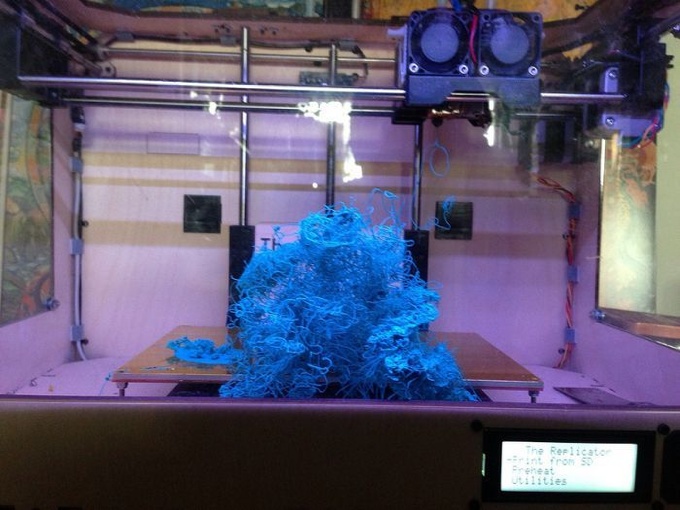
#20 Появление капель
Симптом
Капли материала осаждаются в различных точках на боковой поверхности 3D-печатного объекта.
Возможные причины
Чрезмерное выдавливание при возобновлении экструзии после остановки экструзии при перемещении от одной точки детали к другой или при смене слоев.
Предлагаемые средства
В некоторых слайсерах имеется настройка, позволяющая после паузы в печати запросить, чтобы перед возобновлением нормальной печати было задвинуто больше, чем было удалено при втягивании.
#21 Слюноотделение экструдера Боудена
Симптом
Экструдер Bowden работает либо слишком интенсивно, либо недостаточно. Первые впечатления от вашего экструдера не очень хорошие, слишком много экструдированного материала, мосты между различными областями в движениях, где экструзия должна остановиться.
Возможная причина
Недостаточная усадка нити для компенсации зазора в трубке Боудена. В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.
В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.
Предлагаемые исправления
Увеличьте расстояние «втягивания» в слайсере. Деталь слева была напечатана с 1,5 мм отступа, что было явно недостаточно. Когда расстояние втягивания было увеличено до 6 мм, центральная часть была отпечатана. Слишком большая усадка приводит к попаданию горячего материала в терморазрыв, температура терморазрыва постепенно повышается, и плавящаяся нить в итоге застревает в терморазрыве. Двигатель больше не в состоянии эффективно толкать его. При уменьшении расстояния втягивания до 4 мм получается деталь, показанная справа.
#22 Полосы или регулярный рисунок на экструзии
Симптом
Появление повторяющегося рисунка на стенках 3D-отпечатков.
Рисунок может меняться в зависимости от направления движения двигателей.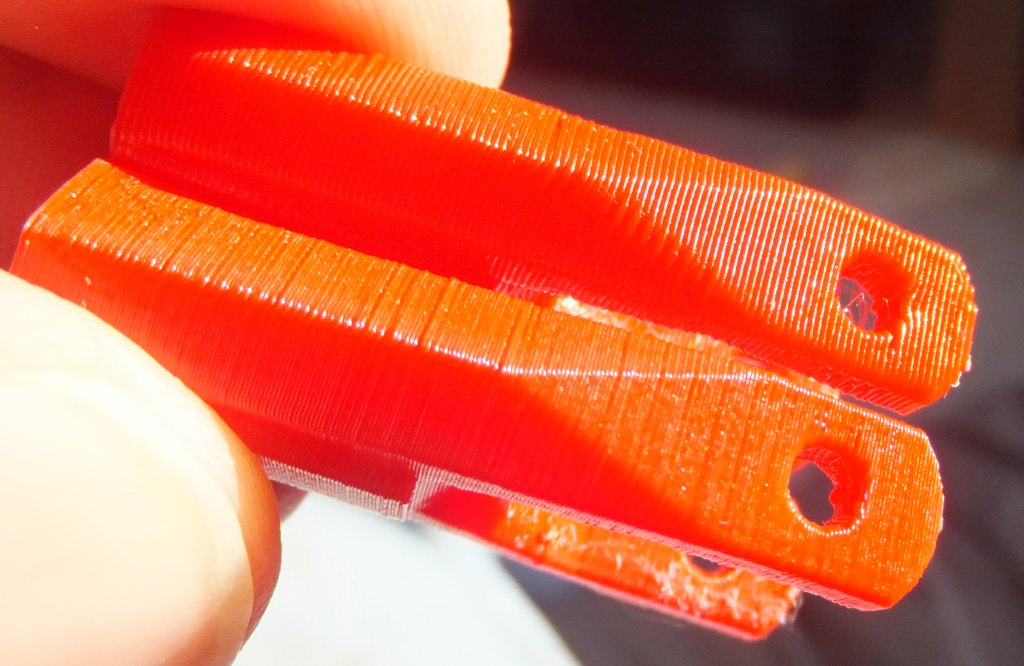
Возможная причина
Неправильная настройка привода экструдера
Эта проблема может возникнуть, если экструдер настроен на неправильный ток. Если экструдер имеет недостаточную мощность, экструзия не будет постоянной.
Предлагаемые средства
Отрегулируйте драйвер экструдера с помощью мультиметра. Будьте осторожны, чтобы во время измерения не произошло короткого замыкания, используйте керамическую отвертку.
Работа, выполненная Филиппом, Пьеро и Франком и первоначально размещенная на LOGre
Страница переведена при помощи машинного перевода.
Предложить лучший вариант перевода
Натяжение или выделение | Программное обеспечение Simplify3D
Натяжение или просачивание
Натяжение (также известное как просачивание, усы или «волосатые» отпечатки) возникает, когда на 3D-печатной модели остаются небольшие нити пластика. Обычно это происходит из-за того, что пластик вытекает из сопла, когда экструдер перемещается в новое место.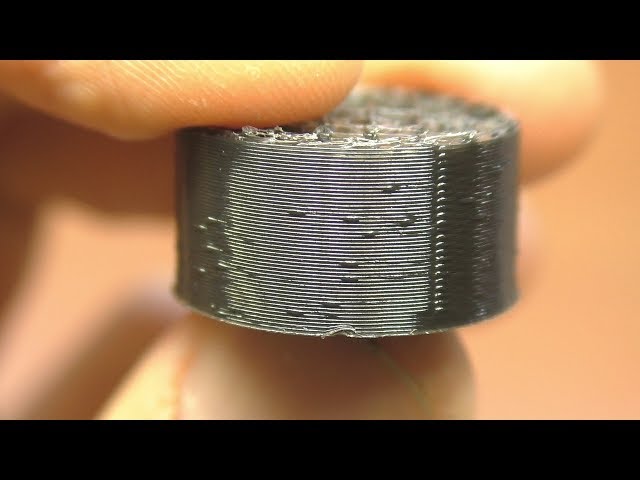 К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
Общие решения
Расстояние отвода
Наиболее важной настройкой отвода является расстояние отвода. Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Скорость отвода
Следующей настройкой отвода, которую следует проверить, является скорость отвода. Это определяет, насколько быстро нить вытягивается из сопла. Если вы втягиваете экструдер слишком медленно, пластик будет медленно просачиваться через сопло и может начать протекать до того, как экструдер переместится к новому месту назначения. Если вы втянете слишком быстро, нить может отделиться от горячего пластика внутри сопла, или быстрое движение ведущей шестерни может даже стереть кусочки вашей нити. Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
Слишком высокая температура
После того, как вы проверили настройки отвода, следующей наиболее распространенной причиной чрезмерного натяжения является температура экструдера. Если температура слишком высока, пластик внутри сопла станет менее вязким и будет легче вытекать из сопла. Однако, если температура слишком низкая, пластик все еще будет твердым, и его будет трудно выдавливать из сопла. Если вы считаете, что у вас правильные настройки втягивания, но вы все еще сталкиваетесь с этими проблемами, попробуйте уменьшить температуру экструдера на 5-10 градусов. Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить.
Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить.
Длительные перемещения по открытому пространству
Как мы уже говорили выше, натяжение происходит, когда экструдер перемещается между двумя разными точками, и во время этого движения пластик начинает вытекать из сопла. Продолжительность этого движения может иметь большое влияние на то, насколько сильно происходит просачивание. Короткие движения могут быть достаточно быстрыми, чтобы пластик не успевал вытекать из сопла. Тем не менее, длинные движения, скорее всего, создадут струны. К счастью, Simplify3D включает чрезвычайно полезную функцию, которая может помочь минимизировать длину этих движений. Программное обеспечение достаточно умно, чтобы автоматически регулировать траекторию движения, чтобы убедиться, что сопло имеет очень короткое расстояние для перемещения по открытому пространству. Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
Скорость движения
Наконец, вы также можете обнаружить, что увеличение скорости движения вашей машины также может сократить время, в течение которого экструдер может просачиваться при перемещении между частями. Вы можете проверить, какие скорости движения использует ваша машина, щелкнув вкладку «Скорости» в настройках процесса. Скорость движения по осям X/Y представляет собой скорость перемещения из стороны в сторону и часто напрямую связана с количеством времени, которое ваш экструдер тратит на перемещение на открытом воздухе. Если ваша машина может обрабатывать перемещение на более высоких скоростях, вы можете обнаружить, что увеличение этих параметров также может уменьшить натяжение между деталями.
Связанные темы
Не прилипать к станине
Не прилипать к станине
Очень важно, чтобы первый слой вашего отпечатка был прочно связан с платформой принтера, чтобы оставшаяся часть вашей детали могла быть построена на этом основании. Если первый слой не прилипает к платформе сборки, позже это создаст проблемы. Есть много разных способов справиться с этими проблемами адгезии первого слоя, поэтому ниже мы рассмотрим несколько типичных причин и объясним, как решить каждую из них.
Общие решения
Платформа сборки не выровнена
Многие принтеры имеют регулируемую платформу с несколькими винтами или ручками, которые контролируют положение платформы. Если у вашего принтера есть регулируемая платформа, и у вас возникли проблемы с прилипанием первого слоя к платформе, первое, что вам нужно проверить, это то, что платформа вашего принтера плоская и ровная. Если кровать не выровнена, одна сторона вашей кровати может быть слишком близко к соплу, а другая сторона слишком далеко. Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.
Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.
Сопло начинается слишком далеко от платформы
После того, как ваша кровать была правильно выровнена, вам все равно нужно убедиться, что сопло начинается на правильной высоте относительно рабочей платформы. Ваша цель — расположить экструдер на идеальном расстоянии от рабочего стола — не слишком далеко и не слишком близко. Для хорошей адгезии к рабочей пластине нить должна быть слегка прижата к рабочей пластине. Хотя вы можете настроить эти параметры, изменив аппаратное обеспечение, обычно гораздо проще (и гораздо точнее!) внести эти изменения из Simplify3D. Для этого нажмите «Изменить параметры процесса», чтобы открыть параметры процесса, а затем перейдите на вкладку G-Code.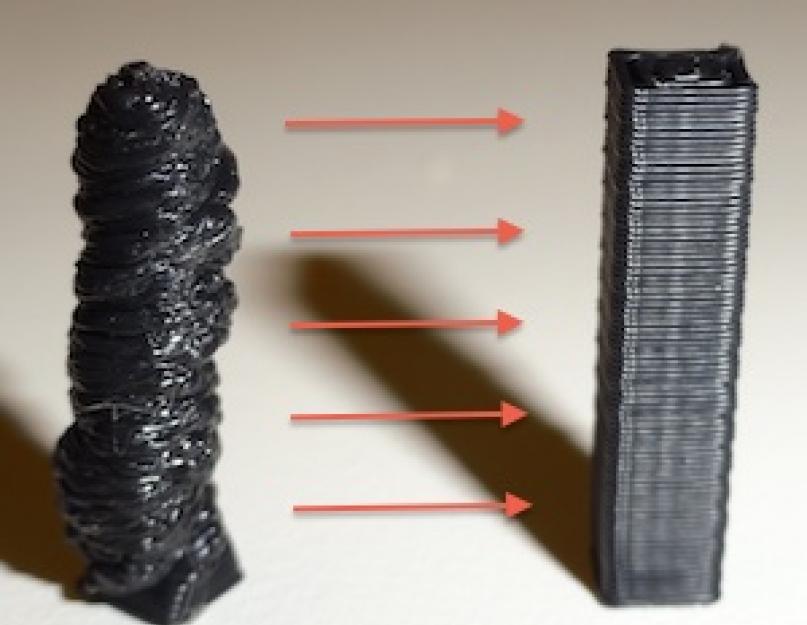 Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!
Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!
Первый слой печатается слишком быстро
Когда вы выдавливаете первый слой пластика поверх рабочей платформы, вы должны убедиться, что пластик может правильно сцепиться с поверхностью, прежде чем начинать следующий слой. Если вы напечатаете первый слой слишком быстро, пластик может не успеть сцепиться с платформой для сборки. По этой причине обычно очень полезно печатать первый слой на более низкой скорости, чтобы пластик успел приклеиться к платформе. Simplify3D предоставляет настройку именно для этой функции. Если вы нажмете «Редактировать параметры процесса» и перейдете на вкладку «Слой», вы увидите параметр с надписью «Скорость первого слоя».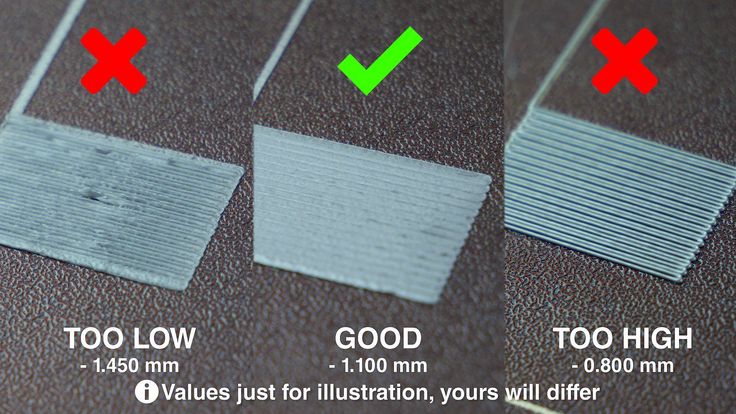 Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр.
Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр.
Настройки температуры или охлаждения
Пластик имеет тенденцию сжиматься при охлаждении от высокой температуры до низкой температуры. Чтобы привести полезный пример, представьте себе деталь шириной 100 мм, которая печатается из АБС-пластика. Если экструдер печатал этот пластик при температуре 230 градусов Цельсия, но он помещался на платформу для холодной сборки, вполне вероятно, что пластик быстро остынет после выхода из горячего сопла. Некоторые принтеры также оснащены охлаждающими вентиляторами, которые ускоряют процесс охлаждения во время их использования. Если бы эта деталь из АБС-пластика охладилась до комнатной температуры 30°С, деталь шириной 100 мм усаживается почти на 1,5 мм ! К сожалению, платформа сборки на вашем принтере не уменьшится настолько сильно, поскольку обычно поддерживается довольно постоянная температура. Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.
Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.
Многие принтеры, предназначенные для печати на высокотемпературных материалах, таких как АБС-пластик, оснащены подогреваемым столом для решения этих проблем. Если станину подогреть для поддержания температуры 110С на протяжении всего отпечатка, то она сохранит первый слой теплым, чтобы он не дал усадку. Поэтому, если в вашем принтере есть платформа с подогревом, вы можете попробовать нагреть платформу, чтобы первый слой не остыл. В качестве общей отправной точки PLA имеет тенденцию хорошо прилипать к слою, нагретому до 60-70°C, в то время как ABS обычно работает лучше, если слой нагрет до 100-120°C. Вы можете настроить эти параметры в Simplify3D, нажав «Редактировать параметры процесса», а затем выбрав вкладку «Температура».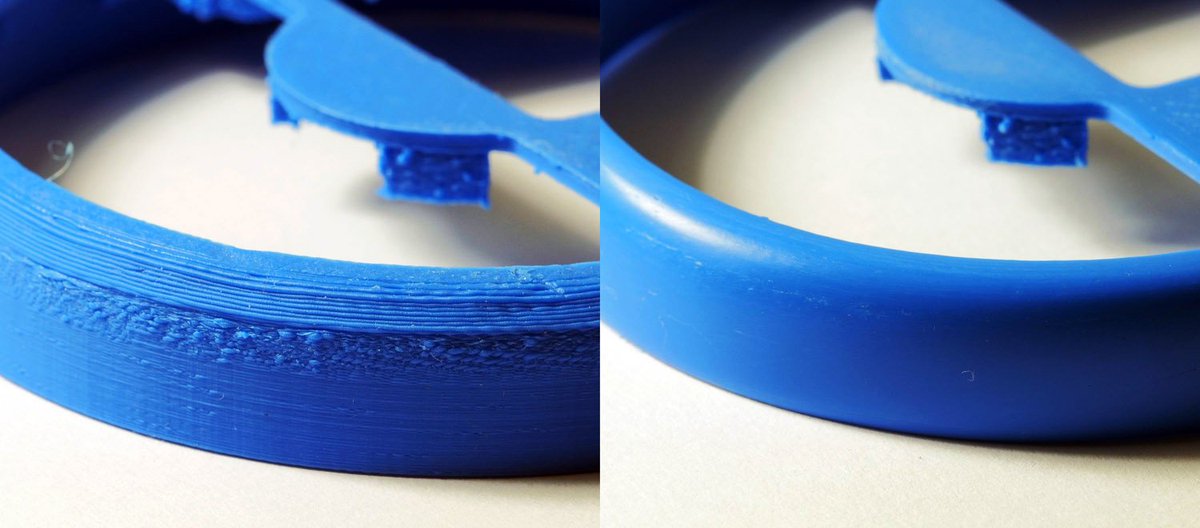 Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его.
Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его.
Если в вашем принтере есть охлаждающий вентилятор, вы также можете попробовать отключить его для первых нескольких слоев принтера, чтобы начальные слои не охлаждались слишком быстро. Вы можете сделать это, нажав «Редактировать параметры процесса» и перейдя на вкладку «Охлаждение». Вы можете отрегулировать уставки скорости вентилятора с левой стороны. Например, вы можете захотеть, чтобы первый слой начинался с отключенным вентилятором, а затем включал вентилятор на полную мощность, как только вы дойдете до 5-го слоя. В этом случае вам нужно будет добавить в этот список две уставки: уровень 1 при скорости вентилятора 0% и уровень 5 при скорости вентилятора 100%. Если вы используете АБС-пластик, обычно отключают охлаждающий вентилятор для всей печати, поэтому будет достаточно ввести одну уставку (Слой 1 при скорости вентилятора 0%). Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.
Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.
Поверхность строительной платформы (лента, клей и материалы)
Различные пластмассы лучше прилипают к разным материалам. По этой причине многие принтеры содержат специальный материал платформы сборки, оптимизированный для их материалов. Например, некоторые принтеры используют лист BuildTak на верхней части своей платформы, который имеет тенденцию очень хорошо прилипать к PLA. Другие производители выбирают термообработанное стекло, такое как боросиликатное стекло, которое, как правило, очень хорошо работает с АБС-пластиком при нагревании. Если вы собираетесь печатать непосредственно на этих поверхностях, перед началом печати всегда рекомендуется убедиться, что на рабочей платформе нет пыли, жира или масел. Очистка печатной платформы небольшим количеством воды или изопропилового спирта может иметь большое значение.
Если в вашем принтере нет специального материала платформы для сборки, у вас все еще есть варианты! К счастью, есть несколько типов лент, которые хорошо прилипают к обычным материалам для 3D-печати.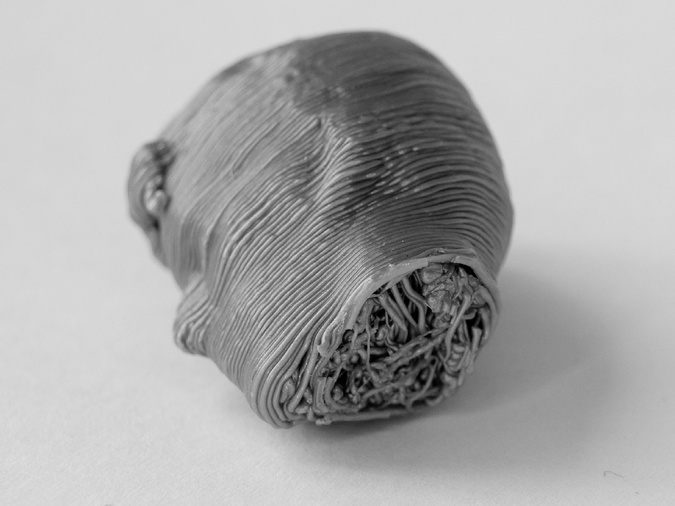 Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
Когда ничего не помогает: поля и подложки
Иногда вы печатаете очень маленькую деталь, у которой просто недостаточно площади поверхности, чтобы приклеиться к поверхности платформы сборки. Simplify3D включает в себя несколько опций, которые могут помочь увеличить эту площадь поверхности, чтобы обеспечить большую поверхность для приклеивания к печатной платформе.
Всего комментариев: 0