Микрошаг — режим деления шага, при работе в котором обмотки шагового двигателя в каждый момент времени запитаны не полным током, а его уровнями, изменяющимися по закону sin в одной фазе и cos во второй.
Такой метод дает возможность фиксировать вал в промежуточных положениях между шагами. Количество таких положений задается настройками драйвера. Скажем, режим микрошага 1:8 означает, что с каждым поданным импульсом STEP драйвер будет перемещать вал примерно на 1/8 полного шага, и для полного оборота вала потребуется подать в 8 раз больше импульсов, чем для режима полного шага.
Применение микрошагового режима
У микрошагового режима может быть несколько применений.
Вначале разберем несколько заблуждений относительно микрошага:
Микрошаг позволяет увеличить точность привода.
На самом деле это не так. Во-первых, этому мешает геометрическая неидеальность ротора и статора двигателя, неидеальные обмотки, зазоры в подшипниках вала и т.п. В результате двигатель выполняет шаги всегда с некоторой погрешностью(как правило, 5% от величины полного шага), причем абсолютное значение погрешности постоянно для любого выбранного микрошагового режима! Кроме того, во многих драйверах управление двигателем также далеко от идеального, что приводит к дополнительной неравномерности перемещения в режиме микрошага. Дальнейшее деление шага более чем на 5-10 микрошагов приводит только к увеличению разрешающей способности привода, но не точности. То есть вы сможете более дискретно задавать позицию в ЧПУ системе, но не сможете её получить с заданной точностью.
Микрошаг значительно снижает момент двигателя(относительно полношагового режима).
Момент действительно снижается. Однако, использование микрошага одновременно увеличивает плавность хода двигателя, и снижает резонансные явления, что способствует увеличению момента. Два противоположных влияния на момент в среднем более-менее уравновешивают друг друга. В многих случаях применение микрошага на самом деле увеличивает момент, поэтому целесообразность отказа от микрошагового режима должна определяться в каждом конкретном случае.
Основным применением микрошагового режима является борьба с резонансом, снижение вибрации шагового двигателя и повышения плавности хода передачи. Достигается это благодаря тому, что при использовании микрошагового режима на вал мотора действуют более кратковременные усилия разгона-торможения, сам вал совершает шаги меньшей амплитуды, в результате инерционные явления проявлены слабее.
Выбор оптимального режима деления шага
Оптимальный режим деления шага необходимо выбирать в зависимости от конкретного станка и стоящих задач. Основными факторами являются необходимость снизить резонанс двигателей, уменьшить шум, изменить разрешающую способность станка. В большинстве случаев имеет смысл использовать наибольшее деление шага, при котором станок сможет развивать расчетную максимальную скорость. Ограничением в данном случае будет максимальная частота входных импульсов у драйвера или максимальная частота генерации управляющих импульсов ЧПУ-системой. Скажем, скорость вращения 10 об/сек стандартного двигателя с шагом 1.8 град требует подавать импульсы STEP с частотой 2000 Гц для режима полного шага и с частотой 256 кГц для деления шага 1:128, тогда как, программа Mach4 максимально может генерировать импульсы с частотой 100 кГц.
Микрошаговый режим драйверов Leadshine
Цифровые драйверы Leadshine построены с применением особой технологии — драйверы всегда используют максимальный режим деления шага. Такая технология позволяет добиться максимальной плавности движения при любых установках режима деления шага и максимально устранить вибрации шагового двигателя.
DARXTON
Мифы о микрошагах или есть ли смысл делить шаг до бесконечности.
Ходит достаточно много ‘слухов’ о зависимости звуков шаговых двигателей от прошивки, легенд о микрошага и прочих сказках на ночь для репраперов.
Давайте рассмотрим факты о работе шаговиков.
Многим хочется думать,что поделив шаг на большее количество микрошагов мы получим большую точность,как следствие увеличения разрешения.
Но все несколько не так. Увеличивая дробление шага мы очень сильно понижаем крутящий момент. Уменьшая шаг — увеличиваем разрешение. Но уменьшаем точность позиционирования.
У очень немногих двигателей есть чистая синусоидальная зависимость момента от поворота оси. И у всех есть гармоники высшего порядка, искажающие кривую этой зависимости и очень сильно влияют на точность.
При микропередвижении на длинные дистанции действительные кривые аппроксимируются до синуса.
На графике: пунктирная линия — синус, по которому приблизительно оценивается позиционирование вала, красная линия — действительные характеристики двигателя.
Так же, важно отметить,что любая моментная нагрузка на валу создает так называемые ‘магнитные люфты’, то есть ротор будет перемещаться до того положения, пока нужный момент не будет получен. Судя по графику смещение может достигать 0,2-0,3 радиана, а это 11- 15°.
Формула для вычисления крутящего момента полного шага:
T inc = T hold × sin 90°, где
T hold — момент удержания на полном шаге;
Крутящий момент для N микрошагов:
T inc = T hold × sin ((90×N)/m, где
m- делитель микрошагов
N — число микрошагов, меньшее или равное m. То о чем писал выше,что ротор может не сделать четко полный микрошаг,а недовернуться немного, пока не получит необходимый крутящий момент.
В таблице ниже представлена зависимость между делителем шагов и соотношение момента удержания от крутящего момента.
О чем это говорит?
Что как следствие — если нагрузка на роторе,плюс трение в самом двигателе и тормозящий момент будут больше,чем крутящий момент, то точные микрошаги будут происходить до тех пор, пока суммарный момент не превысит значения нагрузки на роторе, плюс трение в двигателе и момент удержания. Иначе будет пропуск шагов.
В то же время, давая импульс на ногу драйвера совсем необязательно,что двигатель повернется. Если нужно изменить направление вращения,то на некоторое количество микрошагов ротор повернется, прежде чем изменится направление. Поэтому момент вращения должен быть постепенно уменьшен до нуля,что бы изменить направление вращения.
Точность или разрешение.
Шаговый двигатель при повороте преодолевает силу трения качения в подшипниках и это тормозящий момент (в дополнении к другим гармоническим искажениям). И для движения крутящий момент должен быть больше тормозящего. Чаще всего тормозящий момент это от 5% до 20% от момента удержания.
Некоторые компании производят двигатели с уменьшенным шагом,то есть вместо обычных 1,8°, делают 0,9°. Это делается для того,что бы приблизить кривую момент-положение ротора к синусоидальному графику и улучшить линейность графика момент-ток.
Так зачем тогда нужен микрошаг?
Есть несколько доводов почему:
1. Снижение механического шума.
2. Более плавные вращения.
3. Снижение резонансных проблем.
В сумме,микрошаг дает большее разрешение,а улучшение точности невозможно.
Реальный толк от микрошага — сокращение механических и электромагнитных помех. Сокращение резонансных проблем — лучшая синхронизация в системах без обратной связи (наш случай,мы не можем проконтролировать действительно ли вал повернулся на 2 микрошага ,или на 3. Энкодеры,к сожалению- большая редкость на принтерах).
Фактически, бесконечное увеличение микрошагов на полный шаг дадут только безщеточные двигатели с энкодером. В них скорость это функция от частоты в питании двигателей и ротор отстает от вращающегося магнитного поля,до тех пор пока вращающий момент не будет достигнут.
Поэтому использование шаговых двигателей — это только начало в развитии принтеростроения.
А нагрев драйверов DRV8825 или TMC2100 обусловлен постоянной нагрузкой в поиске того положения,где целевой момент будет получен. И это для каждого микрошага. Больше шагов — больше нагрузка, больше нагрев. Ну и увеличивая разрешение,мы теряем в мощности. Думаю,что дискуссия на эту тему будет полезна.
Станки — MicroStep
MG
Многоцелевой раскройный станок, позволяющий интегрировать широкий набор дополнительных принадлежностей.
MSF Pro
Станок MSF представляет собой мощную систему лазерной резки материалов с помощью волоконного лазера или комбинации волоконного лазера и плазмы.
MSF Cut
Станок для резки волоконным лазером MSF Cut предлагает хорошее соотношение цены и качества, сохраняя при этом динамику, присущую лазерным станкам серии MSF от MicroStep. Впечатляет высокой точностью резки при …
MSF Compact
MSF Compact — это мощный, но экономичный станок для резки волоконным лазером, который не ставит под угрозу ни одно из динамических свойств линии MSF. Станок предназначен для производства высокоточных …
MSF Max
MSF Max является гигантом среди решений MicroStep для волоконной лазерной резки. Высокоскоростной станок для 3D-резки предназначен для точной обработки крупногабаритных деталей для различных отраслей промышленности, в т.ч. корабльб …
DRM
Станок для специального применения, особенно для сверления больших диаметров, нарезания резьбы и обработки куполов.
DRM Max
Мощный станок с ЧПУ для резки, сверления и фрезерования с ключевыми приложениями в сегментах оффшорных установок, ветряных башен, большегрузных судов, колонн, реакторов и тяжелой техники.
CombiCut
Надежный, высокоточный станок с ЧПУ, разработанный специально для многосменной высокопроизводительной плазменной и газокислородной резки.
MasterCut
Станок, предназначенный для полностью автоматизированной резки, особенно кислородной резки в сочетании с плазменной резкой.
EasyCut
Давно любимая машина для газокислородной резки
MasterCut Compact
Компактная версия машины для резки с ЧПУ MasterCut.
PL Compact
Серия PL Compact – отличный старт для плазменной и газокислородной резки
CPCut
CPCut – это линия резки труб и профилей, предназначенная для обработки труб большого диапазона диаметров и длин. Модульная конструкция машины и вариативность исполнения позволяют использовать широкий спектр труб на основе …
ProfileCut
ProfileCut — это универсальная машина, предназначенная для производства стальных конструкций. Помимо дополнительных зон для резки труб, прямоугольных профилей и листов, он имеет специальную зону для резки конструкционных …
PipeCut
Модульная машина для резки труб и профилей, предназначенная для широкого спектра применений на основе труб, в т.ч. торцовка, вырезка отверстий под множественные пересечения труб и профилей, подготовка сварочных швов и маркировка труб.
Коленорез
Станок для резки отводов предназначен для различных применений на основе отводов, в т.ч. обрезка, стыки отводов и труб, подготовка и разметка сварочных швов.
DS
DS предназначен для высокопроизводительного сверления и резки с возможностью автоматической подачи пластин и автоматической сортировки деталей на выходе.
DS-B
DS-B Предназначен для высокопроизводительного двустороннего сверления и нарезания резьбы в полых профилях квадратного или прямоугольного сечения.
AquaCut
AquaCut — высокоточный раскройный станок с ЧПУ, предназначенный для обработки самых разных материалов, в том числе не подверженных термическим или механическим воздействиям.
Водорез
Станок гидрорезки предназначен для резки металлических и неметаллических материалов водяной балкой высокого давления. Это точная технология с возможностью достижения высокого качества режущей поверхности.
MicroMill
Станки MicroMill предназначены для 3D-фрезерования с ЧПУ мягких металлов, пластиков и дерева с помощью высокооборотных шпинделей.
JM-R
Листогибочные прессы серии JM-R отличаются простотой использования, высокой производительностью и точностью.
JM-S
Листогибочные прессы серии JM-S предназначены для повышения производительности и снижения затрат на единицу продукции.
JM-E
Листогибочный пресс нового поколения JM-E с электрическим сервоприводом — это быстрое и точное решение для гибки без использования гидравлики.
Видео — MicroStep
Видео — МикроСтеп Согласие на использование файлов cookie с помощью бесплатного генератора политики конфиденциальности
Отзыв клиента: UAB SteelTradeВедущий литовский трейдер стали UAB SteelTrade, который является давним клиентом MicroStep на протяжении 15 лет, добавил новый CombiCut в свой машинный парк в 2022 году. , Новая комбинация плазменной резки и сверления обеспечивает SteelTrade преимущество в эффективности по сравнению с другими литовскими центрами обслуживания стали.Подробнее Отзыв клиента: Swarco Dambach GmbHSwarco Dambach GmbH, специалист по дорожным знакам и светофорам, усиливает свой машинный парк с помощью волоконно-лазерного станка. MSF Pro в сочетании с автоматической системой двусторонней обработки материалов MSLoad от MicroStep — чтобы заменить 10 их предыдущих машин!Подробнее и зона резки труб диаметром до 700 мм — MicroStep и WCW представили еще одну передовую технологию l на бельгийскую верфь EDR Antwerp. На этот раз двухпортальный станок CombiCut длиной 27 м с …прочитайте больше MSF Compact — быстрый, точный и компактный волоконный лазерМалогабаритная версия волоконного лазерного станка MicroStep — MSF Compact — доступна в рабочих зонах 1000 x 2000 мм. , 1 250 x 2 500 мм и 1 500 x 3 000 мм и особенно привлекательна благодаря небольшой занимаемой площади в сочетании с действительно высоким качеством резки. Извлекаемый вручную кислородный резак со скосомКислородный вращатель для подготовки сварного шва на толстых металлах хорошо подходит для резки широкого спектра форм скосов, включая внутренние контуры, переменные скосы и множественные контуры скосов Y, X или K. Головка для скоса использует технологию MicroStep запатентованная технология ACTG® для автоматической компенсации кинематического смещения …прочитайте больше DRM Max — сверхмощный станок с ЧПУ для резки, сверления и фрезерования DRM Max — это мощный станок с двухбалочной конструкцией портала и субпорталом с двумя мощными фиксаторами, позволяющими выполнять фрезерование на длину до 750 мм по оси X. Прочная конструкция позволяет сверлить до Ø 70 мм и выполнять различные фрезерные работы, такие как фрезерование больших отверстий, торцевая фреза …Подробнее Отзыв клиента: Bödenpresswerk DaadenBödenpresswerk Daaden GmbH уже много лет занимается производством куполов и пользуется спросом у вовлеченных компаний. в аппаратостроении, контейнерном и промышленном строительстве. Эксперт по производству куполов использует технологию MicroStep с 2012 года. В целях расширения мощностей и ассортимента продукции было принято решение …прочитайте больше Отзыв клиента: German Naval Yards Kiel GmbH German Naval Yards Kiel является экспертом в производстве военных кораблей. – но и суперяхты запускаются внутри группы. Когда дело доходит до резки, компания полагается на решения MicroStep.Подробнее Параллельная резка со скосом Поддержание долговременной точности параллельной резки с двумя головками не представляет проблемы для MiroStep благодаря нашей уникальной технологии автоматической калибровки ACTG. Подробнее Отзыв клиента: Maschinen-Förder-Produkte GmbH + Co. Компания MFP — Maschinen-Förder-Produkte GmbH + Co. приобрела три решения для резки с ЧПУ: универсальную систему плазменной резки, компактный плазменный резак и компактную систему гидроабразивной резки. MFP, специалист по конвейерным технологиям, расширенным возможностям и гибкости благодаря этим трем различным …читать дальше Отзыв клиента: PPS Group a.s.PPS Detva является клиентом MicroStep более 10 лет. Недавно компания приобрела новую систему кислородной резки с ЧПУ CombiCut, чтобы сэкономить время и упростить производственный процесс.Подробнее ряд частей. Комбинированный станок плазменной резки и сверления с ЧПУ MicroStep расширил возможности компании с точки зрения эффективности и гибкости.Подробнее Отзыв клиента: HYKEMONT spol. с р.о. Hykemont spol. с р. о. занимается производством стальных строительных элементов уже более 25 лет. Чтобы уменьшить зависимость от сторонних поставщиков, компания инвестировала в систему резки волоконным лазером с ЧПУ MSF, дополненную одним из новейших «членов семейства MicroStep», автоматизированной системой листового металла.
Корвет-403 Станок токарно-винторезный настольный. Паспорт, схема, описание, характеристики
Сведения о производителе токарно-винторезного станка Корвет-403
Поставщиком настольного токарно-винторезного станка Корвет-403 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Корвет 400 — станок токарно-винторезный настольный Ø 180 х 300
Корвет 401 — станок токарно-винторезный настольный Ø 180 х 300
Корвет 402 — станок токарно-винторезный настольный Ø 220 х 500
Корвет 403 — станок токарно-винторезный настольный Ø 220 х 750
Корвет 407 — станок токарно-фрезерный настольный Ø 220 х 750
Корвет-403 станок токарно-винторезный настольный.
Назначение, область применения
Токарный станок по металлу Корвет 403 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Корвет 403 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
проточка и расточка цилиндрических, фасонных и конических поверхностей
сверление, снятие фасок
растачивание
отрезка
нарезание метрической резьбы
нарезание дюймовой резьбы
подрезка торцов
для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
при установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Корвет 403 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 403 может эксплуатироваться в следующих условиях:
температура окружающей среды от 1 до 35 °С
относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Корвет 403:
На станок установлен асинхронный двигатель
Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
Реверс вращения шпинделя
Ступенчатая регулировка частоты вращения шпинделя
Коробка передач для изменения скорости автоматической подачи суппорта
Комплект сменных шестерен дает возможность нарезать метрическую и дюймовую резьбу практически с любым шагом
Станок имеет таблицу для настройки станка при нарезании резьбы
Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
Для точной подачи суппортов имеются лимбы с делением шкалы 0. 025мм
Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
Поворотный суппорт для конического точения деталей небольшой длины
Для конического точения деталей большой длины задняя бабка имеет боковое смещение, которое выставляется по шкале
Станок комплектуется поддоном
Для безопасной работы имеется защитный кожух с концевым выключателем
Большой выбор оснастки
Общий вид токарно-винторезного станка Корвет-403
Расположение составных частей токарно-винторезного станка Корвет-403
Спецификация составных частей токарно-винторезного станка Корвет-403
Ручка переключения направления автоматической подачи
Описание работы электрической схемы токарного станка Корвет-403
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
установить защитный щиток в рабочее положение (в крайне нижнее) SB2
освободить кнопку аварийного отключения станка SB1, сдвинув крышку в сторону
выбрать направление вращения кулачкового патрона переключателем SA1
включить станок нажатием зелёной кнопки SB
Выключить станок можно четырьмя способами:
переключатель SA1 установить в нейтральное положение
откинуть защитный щиток в верхнее положение
нажать кнопку аварийного отключения
отключить сетевую вилку из розетки
Читайте также: Производители токарных станков в России
Видео токарно-винторезного станка Корвет-403
Технические характеристики станка Корвет-403
Наименование параметра
Корвет-400
Корвет-401
Корвет-402
Корвет-403
Основные параметры станка
Наибольший диаметр заготовки над станиной, мм
180
180
220
220
Наибольший диаметр заготовки над суппортом, мм
Наибольшая длина заготовки в центрах (РМЦ), мм
300
300
500
750
Рекомендуемая глубина точения за один проход, мм
0,1
0,1
0,2
0,2
Максимальная глубина точения за один проход, мм
0,2
0,2
0,3
0,3
Максимальный размер державки резца, мм
8 х 8
10 х 10
13 х 13
13 х 13
Максимальная масса заготовки обрабатываемой в патроне, мм
123,5
Максимальная масса заготовки обрабатываемой в центрах, мм
120,5
Шпиндель
Диаметр сквозного отверстия в шпинделе, мм
20
20
20
20
Конус Морзе шпинделя
Морзе 3
Морзе 3
Морзе 3
Морзе 3
Число ступеней частот прямого вращения шпинделя
Б/с
Б/с
6
6
Частота прямого вращения шпинделя, об/мин
0. .1100, 0..2500
0..1100, 0..2500
100, 250, 350, 500, 900, 1800
100, 250, 350, 500, 900, 1800
Число ступеней частот обратного вращения шпинделя
Б/с
Б/с
6
6
Частота обратного вращения шпинделя, об/мин
0..1100, 0..2500
0..1100, 0..2500
100, 250, 350, 500, 900, 1800
100, 250, 350, 500, 900, 1800
Диаметр токарного патрона, мм
80
80
100
100
Наибольшее радиальное биение шпинделя, мм
0,01
0,01
0,01
0,01
Суппорт. Подачи
Наибольшее продольное перемещение каретки суппорта, мм
405
Перемещение суппорта продольное на одно деление лимба, мм
0,025
0,025
0,025
0,025
Наибольшее поперечное перемещение суппорта, мм
65
65
110
110
Перемещение суппорта поперечное на одно деление лимба, мм
0,025
0,025
0,025
0,025
Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм
35
35
50
50
Перемещение резцовых салазок на одно деление лимба, мм
0,25
0,025
0,025
0,025
Угол поворота резцовых салазок, град
±45°
±45°
±45°
±45°
Число ступеней продольных подач суппорта
Б/с
Б/с
Пределы продольных рабочих подач суппорта, мм/об
Б/с
Б/с
0,12. .0,33
0,11..0,30
Пределы рабочих поперечных подач суппорта, мм/об
нет
нет
нет
нет
Количество нарезаемых резьб метрических
9
9
12
12
Пределы шагов нарезаемых резьб метрических, мм
0,4..2,0
0,5..2,5
0,5..3,0
0,5..3,0
Пределы шагов нарезаемых резьб дюймовых
нет
нет
8..56
8..56
Пределы шагов нарезаемых резьб модульных
нет
нет
нет
нет
Пределы шагов нарезаемых резьб питчевых
нет
нет
нет
нет
Задняя бабка
Конус Морзе задней бабки
№2
№2
№2
№2
Наибольшее перемещение пиноли, мм
40
40
40
40
Электрооборудование
Номинальное напряжение питания, В
220 в 50 Гц
220 в 50 Гц
220 в 50 Гц
220 в 50 Гц
Электродвигатель главного привода, кВт
0,4 коллекторный
0,5 коллекторный
0,75
0,75
Габариты и масса станка
Габариты станка (длина ширина высота), мм
770 х 330 х 330
850 х 305 х 320
1030 х 480 х 475
1250 х 480 х 475
Масса станка, кг
37
38
105
120
Список литературы:
Ачеркан Н. С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
Ferrari 488 не был достаточно душевным для тестов Corvette Z06.
Джеймс Гилбой | ОПУБЛИКОВАНО 30 ноября 2021 г. 13:18
Новости
Джеймс ГилбойПосмотреть статьи Джеймса Гилбоя
. Z06 задуман как автомобиль мирового класса, способный конкурировать с лучшими моделями Porsche и Ferrari. И когда пришло время сравнить Z06 с красной машиной из Маранелло, GM, как сообщается, исключила 488 GTB с двойным турбонаддувом из-за недостаточного характера.
Как показано в Первое впечатление Motortrend от Z06 и подтверждено нам представителем GM, «команда Corvette» сравнила ранние прототипы C8 с Ferrari 458, еще когда C8 был обернут в кузов Holden Ute. оболочка. Это было примерно в 2013 или 2014 году, до выхода 488 GTB. Когда он, наконец, упал, GM продала свой 458 и купила один — только для того, чтобы продать 488 и купить еще один подержанный 458. Безнаддувный Ferrari был не просто больше похож на Z06, чем 488 с его наддувом; 458 было, по-видимому, как Motortrend выразился «более душевно».
Ferrari 488 был быстрее своего предшественника…, Ferrari …но все еще не мог конкурировать с 458 с точки зрения вождения., Ferrari
Оглядываясь назад, связь между Z06 и 458, который многие считают величайшим среднемоторным Ferrari в истории, должен был быть очевиден с той секунды, когда мы услышали звук выхлопа Z06. Он более чем слегка перекликается с Ferrari, как и должен тщательно спроектированный V8 Chevy, поскольку он имеет ту же конструкцию с плоским кривошипом и верхним распредвалом. Однако, поскольку он на целый литр больше, он может только реветь громче и с большим укусом, чтобы поддержать свой лай. 5,5-литровый V8 Z06 будет производить 670 л.8. Следовательно, он также быстрее разгоняется до 60, что занимает 2,6 секунды по сравнению с низким трехсекундным пробегом 458.
Это не совсем корректное сравнение, так как у Z06 восемь скоростей, а у Ferrari только семь, не говоря уже о том, что одна из них — бутик-суперкар, запущенный в производство в 2009 году, а другая — самая быстрая. промышленный гигант может производить в начале 2020-х гг. Тем не менее, тот факт, что GM попытался превзойти один из самых известных дорожных автомобилей Ferrari в проклятом Corvette, должен заставить всех взволноваться, увидев, на что способен Z06, а владельцы 458 Speciale с нулевым пробегом нервничают по поводу своих «инвестиций».
Есть совет или вопрос к автору? Вы можете связаться с ними здесь: [email protected]
Chevrolet NewsFerrari NewsNews by Brand
Как Corvette Z06 сравнивается со своим эталоном, Ferrari 458
Не секрет, что Chevrolet внимательно присматривался к Ferrari 458 Italia при разработке последний Корвет Z06. Прототипы мощного Vette были замечены на испытаниях рядом с Ferrari, и инженеры признались, что разбирали двигатель 458, чтобы узнать его секреты. У них обоих одинаковое расположение двигателей посередине, безнаддувные плоско-кривошипные двигатели и высокие обороты. Итак, как и в случае с любым другим упражнением по бенчмаркингу, все это вызывает вопрос: сделала ли Chevy свою домашнюю работу?
Теперь, когда мы привязали наше тестовое оборудование к новому Z06, пришло время посмотреть, как он выглядит по сравнению с этим экзотическим итальянским эталоном производительности. Мы используем наши тестовые номера 458 Italia из сравнения 2011 года с McLaren MP4-12C и Porsche 911 GT2 RS, которое проводилось в Великобритании. Наши номера Z06 взяты из нашего недавнего теста купе, оснащенного пакетом Z07. .
Двигатель и производительность
Марк Урбано|Автомобиль и водитель
В великих традициях американского стиля Z06 предлагает больше всего: рабочий объем 5,5 литров против 4,5 у Ferrari; 670 лошадиных сил против 562 л.с. Феррари; и 460 фунт-фут крутящего момента по сравнению с 39-м двигателем Ferrari.8 фунт-футов. Но двигатель Ferrari действительно кричит выше, с красной чертой 9000 об / мин по сравнению с красной чертой Z06 8500 об / мин. Оба используют автоматические коробки передач с двойным сцеплением, семиступенчатую коробку передач в Ferrari и восьмиступенчатую коробку передач в Corvette.
Неудивительно, что значительно более мощный Z06 превосходит 458 по прямой, разгоняясь до 60 миль в час за 2,6 секунды и преодолевая четверть мили за 10,5 секунды со скоростью 131 миля в час. Но Ferrari не сильно отстает, так как она достигла той же рекордной скорости на четверть мили и отставала всего на 0,4 секунды в разгоне до 60 миль в час. (Числа для Ferrari были сгенерированы с использованием нашего старого метода коррекции до того, как мы внедрили в наши тесты на ускорение стандартную для отрасли развертку на 1 фут.)
Подробнее о Z06
Протестировано: Corvette Z06 2023 года — лучший Corvette
Максимизация Corvette Z06/Z07 Track Pack в поворотах
Наши спецификации: Chevrolet Corvette Z06 2023 года
Разница между шинами две машины, вероятно, объясняют различия в результатах торможения и заноса. Несмотря на дополнительный вес, резина Michelin Pilot Sport Cup 2 R на Z06 помогла ему остановиться со скорости 70 миль в час на расстоянии 139 футов и тянуть 1,16 g на заносной площадке. Ferrari остановился на 146 футах и схватился за 1,01 g; на нем были менее агрессивные шины Michelin Pilot Super Sport.
Марк Урбано|Автомобиль и водитель
ЧАРЛИ МЭДЖИ|Автомобиль и водитель
Размер и цена
Z06 значительно крупнее автомобиля, его вес составляет 3666 фунтов, что на 341 фунт больше, чем у модели 458.
САИ-205 Ресанта — предназначены для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА). Данная серия сварочных аппаратов разработана на базе IGBT транзисторов.
Аппарат работает от однофазной сети 140-260В. Аппарат портативен и универсален в применении. Небольшие габариты и малый вес позволяют использовать аппарат для любых ремонтных работ, где требуется мобильность, небольшая мощность, хорошее качество и высокая производительность.
Данная серия аппаратов выполнена в эргономичном современном дизайне.
Принцип работы инвертора заключается в преобразовании переменного напряжения сети в постоянное напряжение, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка осуществляется плавящимся электродом.
Эффективный потребляемый ток, А
34
Потребляемая мощность ММА, кВА
7,3
Сварочный ток ММА, А
205
Диапазон регулирования сварочного тока, А
10 — 205
Входное рабочее напряжение, В
140 — 260
Напряжение холостого хода, В
85
Максимальный диаметр электрода, мм
5
Функция Antistick
Да
Функция HOT START
Да
Напряжение дуги, В
10.4 — 28.2
Рабочий диапазон температуры окружающей среды, °C
-20…+50
Габариты, см
26.3*11.3*17.5
Вес без упаковки, кг
3.1
Наличие сетевой вилки
Да
Напряжение сети, В
220
Гарантия, мес.
24
Страна бренда
Латвия
Страна производства
Китай
Продолжительность нагружения, %
70% 205A
Бренд
Ресанта
Функция ArcForce
Да
Коэффициент мощности
0,7
Штрихкод EAN-13
4606059032748
Инструкция по применению
Категории:Сварочные аппараты инверторныеРесанта
В наличии
Кабель с клеммой заземления 25 кв. мм РЕСАНТА
Артикул: 71/6/42
В наличии
Кабель с электрододержателем 25 кв.мм, 3 м РЕСАНТА
Артикул: 71/6/44
В наличии
Кабель с электрододержателем 25 кв.мм, 2 м РЕСАНТА
Артикул: 71/6/43
В наличии
Кабель с клеммой заземления 36 кв.мм РЕСАНТА
Артикул: 71/6/4
В наличии
Кабель с электродержателем 36 кв.мм, 2м РЕСАНТА
Артикул: 71/6/5
В наличии
Кабель с электродержателем 36 кв.мм, 5м РЕСАНТА
Артикул: 71/6/12
Показывать по:244864
Под заказ
Сварочные Краги Ресанта СК-1
Артикул: 71/6/50
Под заказ
Сварочные Краги Ресанта СК-10КП
Артикул: 71/6/49
В наличии
Сварочная маска РЕСАНТА МС-2
Артикул: 65/14
В наличии
Сварочный аппарат РЕСАНТА САИ-315
Артикул: 65/25
В наличии
Сварочный аппарат РЕСАНТА САИ-250 в кейсе
Артикул: 65/23
Под заказ
Сварочный аппарат РЕСАНТА САИ-250
Артикул: 65/6
Под заказ
Сварочный аппарат РЕСАНТА САИ-220 в кейсе
Артикул: 65/22
Хит!
В наличии
Сварочный аппарат РЕСАНТА САИ-220
Артикул: 65/3
В наличии
Сварочный аппарат РЕСАНТА САИ-160
Артикул: 65/1
Показывать по:244864
Сварочный аппарат САИ-205 Ресанта в Екатеринбурге
Категории
САИ-205 Ресанта — предназначены для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА). Данная серия сварочных аппаратов разработана на базе IGBT транзисторов TOSHIBA.
Аппарат работает от однофазной сети 220-230В. Аппарат портативен и универсален в применении. Небольшие габариты и малый вес позволяют использовать аппарат для любых ремонтных работ, где требуется мобильность, небольшая мощность, хорошее качество и высокая производительность.
Данная серия аппаратов выполнена в эргономичном современном дизайне.
Сварочные аппараты LUX обладают повышенным ресурсом.
С помощью данных аппаратов возможно проведение работ при пониженных температурах.
Принцип работы инвертора заключается в преобразовании переменного напряжения сети в постоянное напряжение, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка осуществляется плавящимся электродом.
Сварочный аппарат САИ-205 Ресанта – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Сварочный аппарат САИ-205 Ресанта, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Диапазон регулирования сварочного тока, А
10-205
КПД
80%
Максимальный сварочный ток MMA, А
205
Параметры сети, B
140-260
Рабочее напряжение ММА, В
10,4-28,8
Рабочий диапазон температур окружающей среды, ?
от -20 до +50
Эффективный потребляемый ток, А
34
Максимальный диаметр электрода, мм
5
Коэффициент мощности
0,7
Потребляемая мощность ММА, кВА
7,3
Напряжение холостого хода, В
85
Продолжительность нагружения, %
70%205
Класс защиты
IP21
Функции
Antistick
да
Hot Start
да
VRD
—
Функия ARC FORCE (форсаж дуги)
да
Размеры и вес
Габариты, мм
263 x 113 x 175
Масса, кг
3,1
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка. Авторские права защищены.
Saurashtra vs ROI Highlights, Кубок Ирана: столетие Сарфараза, боулеры помогают Остальной Индии выйти вперед со 107 ранами в День 1
Добро пожаловать в репортаж Sportsstar о дне 1 финала Кубка Ирана между Саураштрой и Остальной Индией в Раджкоте.
Ключевые обновления
Рекордный пробег Сарфараза
Сарфараз Хан набирает сотню в Кубке Ирана против Саураштры
Пни. День 1: Результаты RoI за первые иннинги
02 октября 2022 г. 09:51
Обзор, День 1 902 октября 2022 г., 09:12
RoI 205/3 за 49 оверов — ПНИ, День 1
ПНИ, 205/3 за 49 оверов — Сарфараз (125*) и Вихари (62*) приводят RoI в тупики после доминирующего дня на поле.
01 октября 2022 г. 16:51
200 до RoI
RoI достигает 200 за 46,2 овера — Сарфараз и Вихари продолжают двигаться по инерции после Теа, и лидерство увеличилось до 102.
01 октября 2022 г. 16:00
Столетие для Сарфараза Хана в 92 мячах в дебюте Кубка Ирана!
Сотня на Сарфараз всего за 92 мяча! Сарфараз стильно достигает своей 10-й сотни в Первом классе, а его 15-е место в четверке занимает третье место. Выйдя в 18 на троих, Сарфараз мчался к 92-мя 100 (15×4, 2×6). Он выглядел таким же уверенным и доминирующим, как и большую часть последних трех лет, буквально играя с боулерами и полем после чая. Поскольку Вихари также начал раскрывать свои плечи против вращения левой рукой, зловещие знаки для Саураштры. РОИ 171/3. с преимуществом 73,
WhatsApp Image 2022-10-01 at 15.57.29.jpeg
Амол Кархадкар
01 октября 2022 г. 15:52
ПЯТЬДЕСЯТ для Вихари
Роскошное покрытие приносит FOUR3 безупречный диск 9 up002at -века для шкипера Ханума Вихари от 88 мячей.
01 октября 2022 г., 15:46
RoI 149/3 за 32 овера: Sarfaraz взлетает в 90-е Он переходит на 96 из 87 мячей.
01 октября 2022 г. 15:30
RoI 120/3 за 29 оверов: партнерство Century для Сарфараза, Вихари
Партнерство на 100 прогонов для Сарфараза Хана и Ханумы Вихари. Сарфараз стильно доводит дело до конца дерзким апперкотом над вратарем Четана Сакарии за ЧЕТЫРЕ.
01 октября 2022 г. 15:10
100 для RoI
Вихари ведет Unadkat вниз по земле для ЧЕТЫРЕ — приносит 100 для RoI, поскольку они выходят в лидеры.
01 октября 2022 15:02
Начало третьей сессии
Вихари (28*) и Сарфараз (51*) возвращаются в складку. Саураштра впереди, ну, всего на два пробега. Вращение, чтобы продолжить с Парт Бхут обратно в атаку.
01 октября 2022 г. 14:45
RoI at Tea — 96/3 (26) — трассы на 2 прохода
01 октября 2022 г. 14:40
The Run Machine прядильщик Парт Бхут, чтобы завершить еще пятьдесят. С Вихари, выглядящим уверенным на другом конце, похоже, что Саураштре понадобится еще один чай после магического заклинания, чтобы сохранить баланс игры.
01 октября 2022 г. 14:37
RoI 95/3 за 23 овера: ПЯТЬДЕСЯТ для Сарфараз Хана
50 скидка 50 доставок для Сарфараз Хана. Он просто не может перестать забивать за любую команду, за которую выступал в течение последних двух сезонов с красными мячами.
01 октября 2022 г. 14:11
SAU 71/3 за 17 оверов: стенд на 50 пробежек для Вихари, Сарфараз
Прочное пробитое укрытие от Вихари находит забор для ЧЕТЫРЕ. В нем упоминается партнерство между Сарфаразом и Вихари, насчитывающее 50 пробежек, которые до сих пор выглядели невозмутимыми в своей позиции.
01 октября 2022 г. 13:45
ROI 44/3 за 12 оверов
Прикрытие Ханумы Вихари отогнало Четана Сакарию от последнего мяча перед перерывом на выпивку. RoI 44/3, дуэт темпа левой руки сделал по шесть оверов каждый.
Amol Karhadkar
октября 01, 2022 13:09
Все глаза на Sarfaraz
октября 01, 2022 13:04
ROI 18/3 в 5 оверах: Унадкат видит Dhull
Unadkat to dhul ! 900:30 Унадкат обходит калитку и ускользает от пня. Дхалл отталкивает его от тела и отправляет второму филдеру, который делает низкий улов. Судьи выдали его по мягкому сигналу, но передали улов телевизионному судье. Мигает красный свет, и Дхалл должен уйти.
Яш Дхалл 5(6) кт Х Десаи б Дж Унадкат
01 октября 2022 г. 12:57
Агарвал погибает
Сакария Агарвалу, OUT! Щелчок прямо к полевому игроку с квадратными ногами. Плохая игра Маянка Агарвала продолжается, и SAU удалили первые очки за четыре овера.
Маянк Агарвал 11(14) кт Вишвараджсин Джадеджа (ЗИ) б Четан Сакария
01 октября 2022 г. 12:42
RoI 4/1 в 1 овере: Унадкат забивает в первом овере!
Унадкат в Исваран, ВНЕ! Унадкату требуется всего три мяча, чтобы принять сигнал от иноходцев из RoI и поймать Абхиманью на уклонах. Это знаменует собой возвращение фирменного синхронного аплодисмента Саураштры. Яш Дхалл отличился своим внедорожным движением.
AR Easwaran 0(3) ct AV Vasavada b J Unadkat
Amol Karhadkar
01 октября 2022 г. 12:39
Начинается вторая сессия.
Вернусь после обеда. Абхиманью Исваран и Маянк Агарвал в центре RoI. Джайдев Унадкат с новым мячом для Саураштры.
01 октября 2022 г. 12:02
Самый низкий тотал в истории Кубка Ирана
Самый низкий тотал в истории Кубка Ирана: 83 — РоИ против Бомбея, 1964; 93 — Карнатака против РОИ, 1997; 96 – РОИ против Бомбея, 1969 г.; 98 — САУРАШТРА против РОИ, 2022 г.*; 99 — РОИ против Бомбея, 1995 г.; 99 — Бомбей против Рои, 1966
01 октября 2022 г. 11:59
SAU 98 все вышло (24,5)
Умран Малик в D Jadeja, OUT! RoI связывает Saurashtra за 98 в течение первого сеанса.
Когда левши Дхармендра Джадеджа и Четан Сакария демонстрируют высочайшее партнерство в подаче, для последней калитки Умран Малик возвращается на короткий перерыв перед обедом. Он наносит короткий удар, который с глухим стуком попадает в шлем Джадейи. Он явно потрясен, но, к счастью, серьезных повреждений нет. Смена шлема и Jadeja возобновляет
Спустя три мяча Джадеджа оказывается на нейтральной полосе, когда он отходит от Абхиманью Исварана на втором промахе. Саураштра проиграл всего 98 фунтов. Увидимся после обеда.
WhatsApp Image 2022-10-01 в 11.57.29.jpeg
Амол Кархадкар
Октябрь 01, 2022 11:47
Sau First Ininings
01, 2022 11:30
19 оверов
Благодаря тому, что Четан Сакария пробивал сквозь укрытия, Саураштра избежал позора регистрации самого низкого результата в истории Кубка Ирана.
Амол Кархадкар
01 октября 2022 г. 11:07
SAU 65/8 за 16 оверов: Умран Малик подчищает Унадкат
Умран Малик — Унадкат, АУТ!
Амол Кархадкар
01 октября 2022 г. 11:01
Кулдип наносит удар
Кулдип Манкаду, АУТ! Кулдип переключается на конец и сразу получает один. Он подбрасывает мяч, и Манкад пытается пройти через укрытие, но отбивает мяч у вратаря.
Прерак Манкад 9(16) ct K S Bharat b Kuldeep Sen
01 октября 2022 г. 10:58
Неистовство RoI в первый час
Это была мини-сессия Rest of India с самого начала. Кулдип Сен и Умран Малик впечатляли своим грубым темпом, но Мукеш Кумар стал самым успешным спортсменом с четырьмя скальпами. В 51/6 во время первого перерыва на выпивку перед Саураштрой стоит монументальная задача — сделать из этого пару.
Амол Кархадкар
01 октября 2022 10:51
SAU касается 50
Три четверки в конце Мукеша Кумара и Саураштры только что перешагнули отметку 50.
01 октября 2022 г. 10:39
№ 4 для Мукеша Кумара!
Мукеш Джексону, ВНЕ! Четвертая калитка для Мукеша Кумара! Какое заклинание это было от бенгальского закаточного станка. Джексона заманивают на выстрел за пределы пня, и Мукеш уносится прочь с внешним краем, чтобы поскользнуться.
Шелдон Джексон 2(19) кт С Н Хан б Мукеш Кумар
01 октября 2022 10:28
Умран Малик наносит первый удар
Умран Васаваде, АУТ! Взламывающий кусачий защитник из Умрана прорывается через оборону Васавада, чтобы грохнуть пни.
А В Васавада 22(19) б Умран Малик
01 октября 2022 10:00
Третья калитка для Мукеша!
Мукеш — Снеллу Пателю, ВНЕ! Snell Patel 4(7) ct K S Bharat b Mukesh Kumar
Как только я заканчиваю предыдущее обновление, Мукеш продолжает получать награды за его безупречную линию и длину. Еще один мяч, поданный в идеальном канале, небольшое отклонение от шва, и на этот раз вратарь Бхарат в действии. Снелл Патель возвращается. Мукеш поймал троих за одиночный забег. Саураштра проиграл четыре с пятью ранами на доске.
01 октября 2022 г. 09:58
Ранний толчок для Саураштры
RoI оправдывают свою репутацию. Мукеш Кумар наносит ранний урон, с краями в оцеплении Харвика Десаи и ивы Чирага Джани от последовательных мячей. Затем Четешвар Пуджара пытается дерзко ударить Кулдипа Сена только для того, чтобы увидеть, как Ханума Вихари убирает толстый край со второй попытки при первом уклоне. Саураштра в беде. Смогут ли Шелдон Джексон и Снелл Патель выручить их?
Амол Кархадкар
01 октября 2022 г. 09:52
SAU 5/3 за 4 овера: Кулдип Сен получает Пуджару за 1!
Кулдип Сен в Пуджару, OUT! Короткий и широкий от Кулдипа, и Пуджара пытается отрезать мяч через кордон, но получает сильный внешний край в пользу Вихари при первом промахе. SAU в огромном беспорядке, когда Шелдон Джексон входит в 5.
C Pujara 1 (4) ct G H Vihari b Kuldeep Sen
01 октября 2022 г. 09:44
SAU 5/2 за 3 овера: два за два для Мукеша Кумара
Мукеш Десаи, ВНЕ! Мягкий аутсвингер сразу за пределами пня, и Харвик вынужден ткнуть его. Мяч задевает внешнее ребро и летит прямо к Вихари при первом скольжении . Мукеш в Чираг Джани, OUT! Обрезали и снова взяли! На этот раз при третьем промахе, когда Мукеш опускает мяч короче, чтобы получить слабое внешнее преимущество. Два в два для Мукеша, когда Четешвар Пуджара входит в 4.
H Десаи 0 (9) ct G H Вихари б Мукеш Кумар
01 октября 2022 г. 09:42
SAU 4/0 за 2 овера
Кулдип Сен с противоположного конца. Сен отклоняется к подушечкам, и Патель открывает счет для Саураштры, перелистывая вниз к квадратной ноге назад для ЧЕТЫРЕ.
01 октября 2022 г. 09:32
Итак, начнем.
Харвик Десаи и Снелл Патель открываются для Саураштры. Мукеш Кумар берет новый мяч для RoI. Прекрасное начало от Мукеша, когда он завершает деву с некоторым предлагаемым движением. SAU 0/0 (1 больше)
01 октября 2022 г. 09:24
Сюрпризы в RoI XI?
Упендра Ядав, Сай Кишор и Яшасви Джайсвал должны были быть в составе XI в составе отряда. Удивительно, что ни Приянк Панчал, ни Арзан Нагвасвалла не попали в список. Кажется, национальные отборщики и тренеры RoI пробуют разные комбинации и игроков с прицелом на будущее.
Амол Кархадкар
01 октября 2022 г. 09:14
Игра XIs
Остальная Индия: Абхиманью Исваран, Маянк Агарвал, Яш Дхулл, Ханума Вихари, К. С. Бхарат, Сарфараз Хан, Джаянт Ядав, Саурабх Кумар, Мукеш Кумар, Кулдип Сен, Умран Малик
Остальные Индия выигрывает жеребьевку, выбирает поле
01 октября 2022 г. 08:28
Все внимание на Умрана Малика?
Имея совокупный опыт всего в 34 матчах во всех форматах соревновательного крикета, Умран Малик все еще находится на пути самопознания с точки зрения своего истинного потенциала. Хотя удивительно видеть, как огненно-быстрый получает вызов на сторону ROI, все глаза будут прикованы к Умрану, если он попадет в XI, поскольку в этом месяце он, похоже, был выбран для более крупного задания с белым шаром.
Мохаммед Сирадж и Умран Малик отправятся в Перт с командой Индии T20 World Cup
01 октября 2022 г. 08:01
ПРЕДВАРИТЕЛЬНЫЙ ПРОСМОТР
Вскоре после того, как Остальная Индия завершила изнурительную сетевую сессию, а собрание команды Саураштры закончилось в пятницу днем, Дхармендрасин Джадеджа прошел в соседнюю раздевалку в Стадион Ассоциации крикета Саураштры и обнял Ханума Вихари .
Этот дуэт был товарищами по команде в последний раз, когда Кубок Ирана — традиционно самый значимый матч первого класса в национальном календаре — был сыгран в феврале 2019 года.. В субботу они столкнутся друг с другом, поскольку Саураштра будет с нетерпением ждать, чтобы утвердить свое превосходство над остальной Индией Вихари.
Несмотря на то, что он выиграл Ranji Trophy в сезоне 2019-20, Саураштра больше не является действующим чемпионом Ranji Trophy. Тем не менее, BCCI , позволивший провести отмененный матч «Иранский трофей» в начале сезона, стал лучшей мотивацией для команды Джайдева Унадката.
«Тот факт, что нам пришлось так долго ждать, сам по себе является большой мотивацией. Для нас речь шла не только о том, чтобы выиграть Трофей Ранджи, но и о том, чтобы продолжать совершенствоваться как команда. И это ступенька», — сказал Унадкат Sportstar в пятницу.
«Играть на иранском галстуке само по себе — особое чувство. Игра против остальной Индии делает его еще более особенным. Это достижение само по себе. Мы смогли это сделать. Это связано с тем, что мы сделали в прошлом. Надеюсь, мы сможем мысленно продолжить с того места, где мы в последний раз играли в Раджкоте (в марте 2020 года)».
Для Вихари, который впервые возглавит «Остальную Индию» после того, как набрал сотни очков в каждом иннинге во время последнего матча в Нагпуре, задача будет двойной.
Сначала, посоветовавшись с тренерским штабом Шитаншу Котак и Раджиб Датта и национальными селекционерами, ему предстоит выбрать выигрышную комбинацию.
Будет интересно посмотреть на состав игроков, в состав которого вошли пять основных игроков. Более важная проблема будет заключаться в том, чтобы увидеть, будут ли спидстеры Умран Малик и Кулдип Сен вместе с левым Арзаном Нагвасваллой.
Второй большой задачей будет обеспечение того, чтобы группа, в которой доминируют молодые люди, играла как команда.
«Я понял важность этого галстука. Не только для отбора, но даже с соревнованием внутри мальчиков, это игра с высокой интенсивностью. Я уверен, что младшие мальчики это понимают», — сказал Вихари.
Кубок Ирана 2022: Саураштра против остальной Индии — составы, место проведения, информация о прямой трансляции
«Важно понимать, что мы здесь, чтобы выиграть игру. Если вы ищете личной славы, то я не думаю, что мы можем играть друг с другом. Я постараюсь напомнить им, что это командный вид спорта. Я знаю, что индивидуальные выступления имеют значение, но если команда не побеждает, ценность выступления падает».
родословная: Воздушная поддержка — Шелковое прикосновение
имя владельца:
Мистер Равиндер Редди, мужчина
Тренер:
Мд Саджид Куреши
жокей: Р Вайбхав
Пособие жокея:
Масса тела жокея:
Последний заезд:
вес: 56. 50
шансы:
Советы:
Обувь: A
Оценка: 53
Оборудование: TS-CNB-HD
Последнее использование: 30 ноября 2022 г.
из 15
5
Н Р Я ПРИКАСАТЬСЯ
[б р 5]
Мд Саджид Куреши / Р Вайбхав — 10
Последний запуск:
Вес: 56,50
Шансы:
Чаевые:
Подробнее
из 15
Реклама
6
ТЕНАЛИ
[б г 5]
родословная: Варенар — Атталея
имя владельца: Swiss Stud & Livestock Pvt.Ltd.
Тренер:
Викрам Аппачу
жокей: П Киран Рай
жокейское пособие:
масса тела жокея:
последний заезд:
Вес: 56,50
ВЫДЕЛА: 7/1
Советы: 2
Обувка: S
Рейтинг: 53
ОБОРУДОВАНИЕ: TS-BB-BB-BB-BB-BBBBBBBBBBBBBBBBBBB-BBBB-BBBBBBBB-BBBBBB-BBBB-BBBBBBBB-BBBBBB-BBBB-BBBB-BB-BBBB-BB-BB-BBBB-BBBB-BB-BB. побежал дальше: 30 ноября 2022 г.
Центратор (stabilizer) — Что такое Центратор (stabilizer)?
Центратор (stabilizer) — Что такое Центратор (stabilizer)? — Техническая Библиотека Neftegaz.RU
AИ-95
0
AИ-98
0
Центратор – опорно-центрирующий элемент, используемый для оснащения компоновки низа бурильной колонны (КНБК) в целях стабилизации параметров кривизны ствола скважины.
Центратор отличается от калибратора только длиной и типом нижнего резьбового конца ствола.
Так, у калибратора внизу обычно располагаются резьбовая муфта и короткий ствол для непосредственного соединения с долотом, а у центратора – ниппель и удлиненный ствол для снижения напряжений в резьбовом соединении с утяжеленными бурильными трубами (УБТ).
Все типы центраторов работают на принципе отжатия бурильной колонны от стенки скважины.
К ним предъявляется ряд требований, в том числе:
надлежащее центрирование колонны;
достаточная площадь контакта со стенками скважины при бурении в любых породах, исключающая механическое внедрение центрирующих элементов в стенки скважины;
хорошая проходимость по стволу;
высокая износостойкость, хорошая динамическая балансировка (для вращающихся центраторов), исключающая биение и вибрации и др.
Центраторы могут быть классифицированы по различным признакам.
По принципу действия:
механические с жесткими центрирующими элементами, с эластичными центрирую-щими элементами, упруго изменяющими свои размеры и форму;
центробежные, в которых колонна отжимается от стенок к оси скважины за счет центробежных сил вращающихся частей плашек центратора; гидравлические с выдвижными центрирующими элементами (плашками, зубками).
По конструктивному исполнению:
лопастные – имеют жесткие центрирующие элементы и выполняются только неполноразмерными из-за опасности их заклинивания в стволе скважины;
шарошечные – как правило, выполняются полноразмерными. Диаметр эластичных центраторов в недеформированном состоянии больше диаметра долота, но в скважине становится равным ее диаметру.
Центраторы могут иметь следующие виды лопастей:
спиральные,
прямые,
прямонаклонные.
Последние новости
Новости СМИ2
Произвольные записи из технической библиотеки
Следите за нами в социальных сетях
Библиотека Neftegaz.RU
Каталог компаний Neftegaz.RU
Об Агентстве
Голосуй!
Подробнее
Glossary Neftegaz.RU
Цитата
Библиотека Neftegaz.RU
Каталог компаний Neftegaz.RU
Об Агентстве
Голосуй!
Подробнее
Glossary Neftegaz.RU
Цитата
Используя данный сайт, вы даете согласие на использование файлов cookie, помогающих нам сделать его удобнее для вас. Подробнее.
Главная — Центратор
Перейти к навигацииПерейти к содержимому
Искать:
+7(495)507-57-86 +7(499)707-76-17 Офис и склад: Московская обл. г. Королев, ул. Героев Курсантов, д. 28к1, склад 8 офис каб. 4
О компании
С первых лет своего существования наше предприятие заявило о себе как об организации, занимающейся широким кругом проблем нефтегазового комплекса. Центраторы представляют собой важный элемент при строительстве трубопроводов, поскольку центраторы для сварки труб позволяют выровнять положение торцов труб и обеспечить стыки высокого качества.
Изготовление центраторов на заказ
На сегодняшний день в номенклатуре производимой продукции центраторы различной конструкции, которые позволяют решать вопросы центровки труб во всем диапазоне типоразмеров, в том числе центраторы для труб малых диаметров. Налажено изготовление центраторов внутренних и наружных. Центраторы внутренние гидравлические выпускаются в семи типовых вариациях. Также в каталоге нашей компании центратор звенный наружный в большом разнообразии для труб различного диаметра и центратор наружный эксцентриковый, также представленный рядом моделей. Если вас интересуют центраторы ЦЦ и центраторы цепные, то тоже обращайтесь к нам.
Стоит отметить, что предлагаемый в настоящий момент ассортимент постоянно пополняется, чтобы удовлетворить любые запросы наших клиентов. Будучи непосредственным производителем центраторов, мы можем обеспечить богатый ассортимент, конкурентоспособные цены и скорую отгрузку своим покупателям. Мы также осуществляем изготовление центраторов на заказ, если клиент предъявляет дополнительные требования к продукции.
Наша компания стремится удовлетворить запросы потребителей в полной мере, в нашем каталоге вы найдете, в частности, такие приспособления для прокладки труб как кольца ОНК. Вы можете выбрать кольцо опорно-направляющее нужного вам размера в соответствии с таблицей на нашем сайте – мы предлагаем кольца ОНК в широком диапазоне для труб различного диаметра.
Собственное производство
Производство центраторов собственной уникальной конструкции – одно из направлений деятельности нашей компании. Каждый производственный этап отвечает строгим современным критериям качества и позволяет изготавливать продукцию с отличными характеристиками. Высококлассный материал для производства центраторов, квалифицированный персонал, налаженная система контроля качества конечной продукции – вот слагаемые успеха нашего предприятия.
Отдельным поводом для гордости является конструкция центраторов, ведь в производстве мы внедряем новейшие разработки и интересные инженерные решения, которые в итоге служат для облегчения монтажа центраторов и повышения их надежности в эксплуатации. В частности, улучшенная резьба на центраторах ЦЗН-530-1420 дает возможность развивать усилие центрирования 3000кг без использования дополнительных приспособлений, а арочные проставки на эксцентриковых центраторах ЦНЭ-8-15 позволяют осуществлять сварку всего стыка, не снимая центратор.
Централизатор — Groupprops
Шаблон: Оператор подгруппы
Централизатор как свойство подгруппы см. c-закрытая подгруппа
Содержание
1 Определение
1.1 Определение без символов
1.2 Определение с помощью символов
2 факта
2.1 Порядок центратора одиночной перестановки
3 Как корреспонденция Галуа
3.1 Краткое описание
3.2 Последствия
4 Связь между подгруппой и ее централизатором
4.1 Подгруппы, содержащиеся в их централизаторе
4.2 Подгруппы, содержащие их централизаторы
4.3 Подгруппы, центром которых является вся группа
4.4 Подгруппы, централизатор которых завершает их
5 Вычисление
Определение
Определение без символов
Для любого подмножества группы централизатор ( централизатор на британском английском) подмножества определяется как набор всех элементов группы, которые коммутируют с каждым элементом в подмножестве. Ясно, что централизатором любого подмножества является подгруппа. Централизатор любого подмножества группы является подгруппой группы.
Определение с помощью символов
Для любого подмножества группы централизатор группы в , обозначаемый как , определяется как подгруппа, содержащая все такие, что для всех в . Для любого централизатор является подгруппой группы . Полное доказательство см.: Централизатор подмножества группы является подгруппой.
Факты
Порядок централизатора одной перестановки
Дополнительная информация: формула размера класса сопряженности для симметрической группы
Как соответствие Галуа
Краткое описание
Оператор централизатора можно рассматривать как соответствие Галуа набора подмножеств группы самому себе. То есть он удовлетворяет следующим двум свойствам:
подразумевает
Это, по существу, следует из того, что отображение централизатора возникает как соответствие Галуа, соответствующее симметричному отношению коммутации между элементами группы.
Последствия
Следствие приведенной выше корреспонденции Галуа заключается в следующем. Определим бицентрализатор подмножества как централизатор его централизатора. Тогда подмножество равно своему собственному бицентрализатору тогда и только тогда, когда оно встречается как централизатор некоторого подмножества. Такое подмножество называется c-замкнутой подгруппой. В частности, это подгруппа. Кроме того, централизатор любого подмножества равен централизатору подгруппы, которую он порождает.
Связь между подгруппой и ее централизатором
Подгруппы, содержащиеся в их централизаторе
Подгруппа группы содержится в ее централизаторе тогда и только тогда, когда, как абстрактная группа, подгруппа является абелевой группой.
Подгруппы, содержащие свои централизаторы
Подгруппа группы, которая содержит свой собственный централизатор, называется самоцентрализующейся подгруппой.
Подгруппы, централизатором которых является вся группа
Централизатором подгруппы является вся группа тогда и только тогда, когда подгруппа является центральной подгруппой, т. е. содержится в центре всей группы.
Подгруппы, централизатор которых дополняет их
Подгруппа, произведение которой на ее централизатор составляет всю группу, называется центральным фактором.
Вычисление
Дополнительная информация: Задача поиска центратора
Задача нахождения централизатора одиночного элемента (или, что то же самое, циклической подгруппы) полиномиально эквивалентна задаче стабилизатора множества. Идея состоит в том, чтобы рассматривать это как проблему стабилизатора раздела.
центратор | Глоссарий по энергетике
центратор | Глоссарий по энергетике
Глоссарий по энергетике
Английский
|
испанский
Войти
Контакт
Поиск терминов, начинающихся с:
#
и
б
с
д
и
ф
г
ч
и
и
к
л
м
п
или
р
д
р
с
т
и
против
с
х
г
г
1. н. [Заканчивание скважин]
Устройство, снабженное откидной муфтой и дуговыми пружинами для удержания обсадной колонны или хвостовика в центре ствола скважины для обеспечения эффективного размещения цементного камня вокруг обсадной колонны. Если обсадные колонны зацементированы не по центру, существует высокий риск того, что в месте контакта обсадной колонны с пластом останется канал для бурового раствора или загрязненного цемента, создающий несовершенное уплотнение.
Устройство, используемое для удержания инструмента в центре НКТ, обсадной колонны или ствола скважины. Централизация инструмента может потребоваться по нескольким причинам:
для предотвращения зависания инструмента на препятствиях на стенке ствола скважины
для эффективного нанесения жидкости
, чтобы избежать чрезмерного зазора.
3. н. [Оценка формации]
Устройство, помогающее удерживать каротаж в центре скважины. На канатных инструментах такие устройства обычно имеют три или более гибких дуговых пружины. Они могут быть установлены на внешней поверхности каротажного прибора или в линию, между двумя картриджами или зондами. Некоторые измерения, такие как акустические каротажи, лучше реагируют, когда инструмент централизован, в то время как другие, в том числе индукционные каротажи, лучше, когда они удалены.
Антонимов: эксцентрик
См.: пружинный центратор, зонд
Поделись этим
Войдите в систему для доступа к премиум-контенту
Чтобы загрузить этот файл, сначала войдите в свою учетную запись Schlumberger.
Нет учетной записи? Нажмите ниже, чтобы начать.
ВойтиРегистрация учетной записи
Извините, у вас нет доступа к этому контенту
Премиум-контент требует специальных разрешений учетной записи.
Её легко увидеть на изображениях со сплошной черным фоном, т.к. эти участки оказываются отнюдь не контрастно-черные, а сероватые. В напечатанном тексте этот дефект виден как непропечатанные мелкие символы и убывающая насыщенность.
Причинами такого дефекта могут быть:
1) Изношено дозирующее лезвие; 2) Износ и загрязнение магнитного вала, отсутствует или ослаблен контакт на магнитный вал; 3) Не правильно подобран тонер для заправки; 4) Сильно изношен фотобарабан; 5) Установлены неверные параметры плотности печати в меню.
Грязная печать (серый фон по всей поверхности листа)
1) Не правильно подобран тонер для заправки. 2) Ролик заряда может быть изношен. 3) Плохой контакт на ролик заряда. 4) Сильно изношен фотобарабан. 5) Установлены неверные параметры плотности печати в меню.
Черный лист (черный фон по всей поверхности листа)
— такой дефект печати может возникнуть по нескольким причинам: 1. Неисправный картридж требуется заменить картридж 2. Неисправность платы контроллера постоянного тока, вследствие чего лазер принтера находится всё время во включенном состоянии, стирая заряд с поверхности фотовала. Как результат, при печати получаем черный фон, покрывающий всю страницу. Сюда же можно отнести такую поломку узла лазера или сканера, в результате которой лазер непрерывно включен. Требуется заменить плату контроллера постоянного тока или неисправный узел лазера печатающего устройства. 3. Неисправность высоковольтного блока питания принтера. Замените плату ВБП Также проверьте все крышки аппарата – они должны быть закрыты, чтобы внутрь не попадал свет. Поставьте принтер в более затененное место.
При печати принтер выдает пустой лист
1 Первое, что надо проверить это наличие тонера в картридже. Заправьте картридж или вставьте в принтер новый картридж. 2 В результате выхода из строя тормозной площадки или ролика захвата, в аппарат попали сразу несколько листов одновременно. 3 Неисправность шторки лазера – при установке картриджа в принтер, она должна свободно открываться. 4 Разъединение или обрыв шлейфа лазера 5 На фотовал не поступает тонер из-за отсутствия напряжения на магнитном валу
На отпечатке заметны пропуски виде белых пятен
1 Неисправный картридж, требуется заменить картридж
2 Загрязненен или неисправен ролик переноса .
Темная вертикальная полоса по краю листа + бледное изображениеЧерная полоса по краю листа
Такой дефект может возникнуть, если фотовал:
-не соединен с «землей» печатающего устройства, вследствие чего заряд остаётся на поверхности фотовала;
— если имеются дефекты самого фотовала, например, царапину по его окружности;
— фотовал полностью изношен и требует замены.
Незакрепленные отпечатки, изображение смазывается 1. Если, после того как вы отпечатали несколько страниц, дефект остается, то: — попробуйте заменить бумагу, скорее всего она не подходит для данного принтера, т.к. слишком гладкая — измените тип материала для печати в меню. — требуется провести профилактическое обслуживание устройства (чиска принтера и роликов фьюзера от запекшегося тонера) — замена неисправного узла фьюзера, т.к. он не разогревается
до нужной t.
Белая полоса проходящая по центру страницы с размытыми границами. Такой дефект печати говорит о том, что на магнитном валу нет тонера. — в картридже закончился тонер, необходима заправка картриджа.
Следы в виде волн на отпечатке («след шины»)
Этот дефект печати может проявить себя в 2 вариантах: — как светлые волны на местах с темным или черным сплошным фоном; — как темные волны на чистой поверхности бумаги. Происходит это от того, тонер на магнитном валу располагается волнообразно. Для исправления необходимо одновременно установить новое дозирующее лезвие, а так же новую оболочку магнитного вала.
Размытая печать (ореол вокруг букв)
Во многом зависит от качества бумаги и соответствию её данному принтеру. Кроме этого размытое изображение может быть следствием таких проблем как: 1) Не правильно подобран тонер для заправки. 2) Не правильно подобрана бумага для вашего принтера. 3) Установлены неверные параметры плотности печати в настройках принтера.
Похожие материалы:
Заправка картриджей Kyocera
Заправка картриджей Ricoh
принтеров и картриджей — Статьи
Автор: Алексей Долин
Время чтения: 2 минуты
Содержание
Дефекты лазерной печати: виды и способы устранения
Какие дефекты печати встречаются — причины
Дефекты лазерной печати: виды и способы устранения
Работа такого сложного устройства, как лазерный принтер, связана с большим количеством процессов. Рано или поздно это неизбежно приводит к сбою или возникновению неисправности. Чаще всего неполадки в работе современных принтеров бывают связаны с износом комплектующих, и проявляются дефектами на печатном носителе. К счастью, эти неполадки подлежат исправлению.
Какие дефекты печати встречаются — причины
Включение печатного устройства сопровождается определенными звуками. Они говорят о подготовке аппарата к работе: приведении в движение его элементов и узлов, тестировании работоспособности валов и корректности разогрева фьюзера и т. д.
Когда страница отправляется на печать, происходит зарядка барабана и засвечивание (фиксация лазерного луча в местах закрепления тонера). Так создается прообраз будущего изображения.
Во время любой из таких операций в работе принтера могут возникнуть дефекты, оказывающие негативное влияние на качество отпечатков и обуславливающие необходимость ремонта устройства.
Появление вокруг насыщенных частей фонового ореола является признаком того, что ролик переноса загрязнился или повредился. Для устранения этого дефекта ролик нужно протереть с помощью мягкой сухой ткани без ворса (при этом нельзя трогать его поверхность пальцами). Если это не поможет, выход один – замена ролика переноса.
Выход листа, на котором отсутствует часть изображения, говорит о возможном захвате нескольких листов. Причин такого дефекта может быть несколько. Возможно, износился ролик захвата или тормозная площадка, или статическое электричество заставляет листы прилипать друг к другу. Устранить ошибку поможет замена бумаги и проверка исправности вышеназванных деталей. Но бывает, что причиной выхода листа с частично пропущенным изображением является сбой программы.
Появление на листе полосы из хаотично расположенных точек говорит о переполнении бункера отработки, из-за чего тонер просыпается на бумагу. Также причиной может быть попадание соринки в пространство между фоторецептором и восстанавливающим лезвием. Устраняется данный дефект путем разборки и чистки картриджа.
Наличие на листе белых пятен (пропусков) – это указание на то, что ролик переноса загрязнился или повредился, или на наличие дефекта в картридже. Значит, способ устранения неисправности – это замена ролика или картриджа.
Наличие на листе расположенной вдоль серой полосы с неровными краями говорит о некачественном удалении ракелем с фоторецепторного барабана остатков тонера или о переполнении бункера отработки. Устранить дефект можно путем разборки и чистки картриджа или замены изношенной детали (ракеля).
Появление на странице небольшой четкой белой полосы сигнализирует о том, что тонер не попадает на магнитный вал. Для устранения этой неисправности нужно прочистить картридж.
Наличие на листе расположенной по центру белой размытой полосы, расширяющейся с каждой копией, говорит о недостаточном количестве тонера. Устранить дефект поможет дозаправка или замена тонер-картриджа.
Появление на листе фонового изображения, расположенного с одинаковым интервалом, говорит о том, что нарушились электростатические свойства фотобарабана (то есть, фоторецептор не полностью принимает отрицательный заряд). Для устранения проблемы нужно заменить эту деталь.
При распространении постороннего фона на весь лист можно сделать вывод о переносе тонера на фотобарабан даже в местах, где изображения быть не должно. Возможно, дефект появился из-за того, что засорился магнитный вал или оптика устройства, или используется тонер низкого качества. Соответственно, для устранения проблемы нужно почистить магнитный вал и оптику, или произвести замену тонера.
Если фрагменты изображения накладываются друг на друга и повторяются, это говорит о том, что ролик заряда износился и ухудшился электрический контакт, из-за чего отрицательный заряд слабо возобновляется на поверхности фоторецептора. Для устранения проблемы нужно почистить контакты или заменить заряжающий вал.
Наползание букв друг на друга характерно для эффекта сжатой печати. Причиной его появления может быть то, что шестеренки принтера или втулки картриджа износились, или повредились. Восстановить качество печати должна помочь замена изношенных комплектующих. Такой дефект обычно бывает вызван многократной перезаправкой картриджа. Соответственно, чтобы его избежать, не следует часто перезаправлять устройство.
Появление пятен на обратной стороне копий горит о том, что загрязнились картридж, фьюзер, ролики переноса, подачи или захвата. Также пятна могут появляться на бумаге, которая не соответствует установленным требованиям, или не правильно подается. Для устранения дефекта важно сначала определить, в каком из узлов кроется проблема. Если причиной неполадки является бумага, нужно просто ее заменить.
Если бумага деформируется, на ней появляются складки, это говорит о неправильной регулировке направляющего лотка или некорректной подаче листов. Для исправления дефекта нужно извлечь бумагу, выключить и включить принтер, после чего выполнить регулировку лотка.
Ухудшение качества изображения (его блеклость или перенасыщенность) может возникать из-за целого ряда причин:
— пропал заряд на коротроне или напряжение на ролике переноса;
— остановился фотобарабан;
— повредился HVPS;
— пропало заземление фоторецептора;
— поломалась пружина-контакт в магнитном барабане;
— сместился магнитный вал, или между ним и фоторецепторным барабаном ухудшился контакт;
— возникает препятствие на пути лазера;
— экспонируется вся поверхность фоторецепторного барабана;
— повредился блок лазера или его система управления;
— в устройство попадает яркий свет или посторонний тонер;
— ухудшились контакты ролика заряда.
Выявить конкретную причину неполадок можно после разборки части принтера и картриджа.
Любое электронно-механическое устройство нуждается в своевременной профилактике и диагностике в специализированном сервисном центре.
При выполнении этих условий неполадки в работе лазерного принтера будут возникать намного реже. Ну, а если все же возникнет необходимость в проведении ремонта, доверяйте свою технику только профессионалам, и тогда вы сможете значительно продлить срок ее жизни.
Общие сведения о дефектах флексографской печати
Мир флексографической печати продолжает развиваться благодаря новым, инновационным процессам и системам, которые улучшают качество печатаемой продукции и расширяют возможности того, что производители могут предложить своим клиентам. Но даже с этими улучшениями в технологиях и эффективности конвертеры по-прежнему сталкиваются с проблемами, которые могут повлиять на качество и стабильность заданий печати. Вот некоторые из наиболее распространенных дефектов флексографской печати, с которыми сталкиваются типографии.
Проступание
Проступание происходит, когда уже нанесенная краска просачивается в последующую краску или покрытие, которое они наносят. Растекание, также известное как смазывание, обычно вызвано слишком медленным высыханием первоначальной краски, и его можно устранить, уменьшив вязкость краски или используя более быстрый растворитель.
Изменение цвета
Клиенты требуют постоянства, поэтому любые различия в цвете в рамках одного тиража создают очевидную проблему. Цветовые различия могут возникать из-за различий в партиях чернил или чернил разных поставщиков. Грязный или засоренный анилоксовый вал также может привести к изменению цвета из-за неравномерного переноса краски на печатную форму.
Чрезмерное количество чернил
Причин использования слишком большого количества чернил может быть несколько: от неправильного анилоксового валика до неправильной вязкости или цвета чернил. Всегда рекомендуется протестировать задание на печать, чтобы убедиться, что передается надлежащее количество чернил, и внести необходимые корректировки перед запуском всего задания.
Двоение
Двоение возникает, когда часть или все изображение дублируется на носитель. Хотя иногда это может быть связано с используемыми чернилами или анилоксом, наиболее распространенной причиной ореолов является скорость печати. Попробуйте замедлить работу пресса, чтобы решить эту проблему.
Пятнистость
Пятнистость — это появление неровных пятен или крапинок в тираже, которые могут быть вызваны слишком жидкими чернилами, грязной поверхностью печатной формы или неравномерным давлением формы.
Полосы
Полосы представляют собой тонкие линии избытка чернил или, наоборот, линии без чернил, обычно вызванные неправильным давлением анилоксового вала, грязными или дефектными пластинами или неправильным монтажом и установкой формы.
Проколы
Проколы, обычно возникающие в результате загрязнения поверхности краски или пленки, когда краска не полностью ложится на подложку, оставляя крошечные участки непропечатанными. Обычно эту проблему решает тщательная очистка всех поверхностей и чернильных камер.
Грязная печать
Грязная печать — это пятна, засосы, крапинки на подложке, которые могут быть вызваны различными ситуациями. Некоторыми из наиболее распространенных являются посторонние частицы, попавшие в камеру для чернил, или печатная форма, которая не была тщательно очищена или протерта.
Дефекты флексопечати могут привести к простою печатной машины, что означает снижение производительности, потерю времени и доходов. Регулярный осмотр, чистка и техническое обслуживание всего оборудования помогают снизить количество дефектов печати, чтобы вы могли непрерывно работать максимально эффективно и прибыльно.
Таблица диагностики и руководство по поиску и устранению дефектов флексографской печати
Существует уравнение успеха печати. Слишком большое время простоя пресса при устранении дефектов не является его частью. Потраченное время — потраченные деньги.
Эта диагностическая таблица поможет вам быстро выявить дефекты флексопечати и их вероятные причины, чтобы вы могли вернуть свои машины в эксплуатацию.
Щелкните здесь, чтобы загрузить таблицу и сопроводительное руководство. Для получения более подробных инструкций о том, как использовать диаграмму и интерпретировать результаты, загрузите полное Руководство по устранению дефектов печати ниже.
Как читать диагностическую таблицу дефектов флексографской печати
ВЕРТИКАЛЬНАЯ ОСИ: ТИПЫ ДЕФЕКТОВ ФЛЕКСОПЕЧАТИ
Обычно мы различаем 12 распространенных дефектов флексографской печати. Как видно из контрольного списка, это:
Расширение
Метки шестерни
Ореол
Оперение
Пончики
Пропустить
Неправильная регистрация
Пятнистое изображение
Заполнение
Мост
Точечное отверстие
Грязная печать
По нашему опыту, они связаны с 10 распространенными причинами.
ГОРИЗОНТАЛЬНАЯ ОСЬ: ПРИЧИНЫ ДЕФЕКТОВ ФЛЕКСОПЕЧАТИ
Давление
Пресс-механик
Анилокс
Объем ячейки
Перенос чернил
Вязкость чернил
Уровень pH чернил
Загрязнение
Вздутие пластины
Скорость сушки
В этой сетке дефекты печати перечислены в левом столбце, а их возможные причины — в верхнем ряду.
Разбор причин дефектов флексопечати
У каждого дефекта флексографской печати есть своя изюминка — свой особый стиль и причина. К сожалению, иногда для их решения требуется время и усердное изучение. Такова природа устранения неполадок.
Вот краткий обзор 12 наиболее часто встречающихся дефектов, их симптомов и их причин.
Чрезмерное растискивание точек
Увеличение растровой точки происходит на каждом отпечатке. Собственно, суть флексографической печати. Но у вас есть проблема, когда его становится слишком много.
Внешний вид: Изображения выглядят темнее и иногда имеют менее высокое разрешение, чем предполагалось.
Наиболее вероятные причины: Возможно, между печатной гильзой/цилиндром/формой и подложкой слишком большое давление. Попробуйте оттиск «поцелуя», и если проблема действительно в давлении, ваши точки должны вернуться в нормальное состояние. Другая возможная причина — толстые или вздутые гильзы или гибкие печатные формы из-за агрессивных красок, растворителей и/или чистящих средств. Вы можете избежать набухания, выбрав втулки из эластомера in-the-round (ITR), которые чрезвычайно прочны и устойчивы к набуханию.
Вот некоторые другие возможные причины:
Неправильная вязкость чернил
Слишком большой объем анилоксовой ячейки
Точки, погружающиеся в анилокс (слишком мало клеток)
Повреждение или износ пресса
Грязный носитель изображения
Монтажная лента имеет неправильную толщину или воздух, если используются пластины
Подробнее об устранении неполадок и устранении растискивания точек здесь.
Метки шестерни
Это часто также называют вибрацией шестерни или полосами. Чтобы избежать этого дефекта флексографской печати, необходимо регулярно контролировать и обслуживать печатную машину. Вкратце: техника изнашивается и ломается, и очень важно поддерживать ее в рабочем состоянии.
Внешний вид: Чередующиеся светлые и темные линии, которые обычно проходят перпендикулярно направлению полотна на прессе.
Наиболее вероятные причины: Следы от зубчатых колес возникают из-за механики пресса и слишком сильного давления. Однако внутри этих двух ключевых индикаторов есть множество других потенциальных проблем, которые могут ухудшить качество печати. Хорошей новостью является то, что следы шестерен (или стук) иногда отчетливо слышны на вашем прессе.
Шестерни со временем изнашиваются, зубья стираются и даже ломаются. Шестерни неправильного размера не будут правильно зацепляться, что приведет к дисбалансу и подпрыгиванию.
Другие возможные причины:
Плохая смазка ведущей шестерни
Допустимые отклонения давления между эластомерными и фотополимерными втулками/пластинами
Недостаточная очистка
Подробнее об устранении неполадок и устранении следов шестерен здесь.
Halo
Флексографская печать — это процесс, чувствительный к давлению. Соответственно, эффект ореола является одним из 9 распространенных дефектов флексографской печати, которые мы распознаем с помощью давления как вероятной причины.
Внешний вид: Чернила выходят за края предполагаемой области печати на подложке.
Наиболее вероятные причины: Чрезмерное давление выталкивает чернила, потому что им больше некуда деваться. Неравномерное давление может быть очевидным, если интенсивность ореола отличается от одного места к другому на подложке. В качестве возможного решения уменьшите или отрегулируйте давление печатного цилиндра на носитель.
Другие возможные причины:
Слишком большой перенос краски
Несоответствие скорости между цилиндром и полотном
Дополнительные сведения об устранении неполадок и устранении ореола здесь.
Растушевка
Хотя слишком сильное давление также в основном вызывает этот дефект флексографии, может быть множество других проблем, из-за которых ваши отпечатки выглядят непрофессионально.
Внешний вид: Чернила выходят за пределы предполагаемой области печати, создавая неровные края, которые очень похожи на волосовидные выступы птичьего пера.
Наиболее вероятные причины: Чернила скапливаются вокруг точек и непреднамеренно увеличивают площадь поверхности печати. Возможно, вы испытываете слишком большое давление между печатным цилиндром и подложкой или между анилоксовым валом и печатным цилиндром в начале процесса.
Другие возможные причины:
Засохшие чернила на носителе изображения
Мусор на подложке
Слишком быстрое высыхание чернил
Слишком высокое поверхностное натяжение чернил
Пончики
Этот дефект флексопечати — не сладкое лакомство. Это усугубляющая и потенциально дорогостоящая проблема.
Внешний вид: Точки на экране получаются невнятными и искаженными с пустыми или полупустыми промежутками посередине. Они похожи на кривые пончики.
Наиболее вероятные причины: Хотя давление является еще одной потенциальной основной причиной пончиков, наиболее вероятной причиной является набухание цилиндра или пластины. Агрессивные чернила и растворители могут нанести ущерб полиграфической продукции, вызывая ее вздутие и искажение, что, в свою очередь, делает изображения почти неузнаваемыми. Потенциальным решением является переход на более устойчивые к растворителям эластомерные втулки ITR с прямой лазерной гравировкой (DLE).
Другие возможные причины:
Давление
Соответствие скорости печати на рулоне
Перенос чернил
Дополнительные сведения об устранении неполадок и устранении неполадок с пончиками см. здесь.
Skip Out
Краска должна полностью впитаться на подложке (в сущности, превосходный перенос краски) Важную роль в этом уравнении играет печатная механика. В частности, если у вас есть биение, части печатной формы будут неравномерно соприкасаться с подложкой. Но вы также можете столкнуться с другими проблемами, от состава чернил до тщательного обслуживания и очистки.
Внешний вид: Отпечатки получаются со слишком светлыми участками или полностью отсутствуют.
Наиболее вероятные причины: Даже кажущиеся незначительными резонансные вибрации и другие проблемы с механикой печатной машины могут повлиять на то, насколько хорошо печатный цилиндр соприкасается с подложкой. Любое непреднамеренное движение компонентов пресса может легко привести к пропуску.
Другие возможные причины:
Высокие или низкие участки на носителе изображения, изогнутые валы или некруглые компоненты
Поверхностное натяжение краски и поверхностная энергия подложки
Давление
Вязкость чернил и pH
Текущее обслуживание и очистка
Дополнительные сведения об устранении и устранении неполадок см. здесь.
Несовпадение
Высокое качество флексографии требует точного выравнивания комбинаций красок на подложке. Даже если он отличается на небольшую долю дюйма, точность вашего дизайна и цветовые узоры будут неверными.
Внешний вид: Некоторые цвета или элементы дизайна не совпадают, что приводит к смещению цветов, появлению трещин между цветами или размытию отпечатков.
Наиболее вероятные причины: Неправильное положение или ориентация планшета. Каждая пластина или разделение должны быть точно выровнены для отличного отпечатка.
Другие возможные причины:
Концентричность печатного цилиндра
Состояние цилиндра/плиты/втулки
Состояние шестерни
Холостые ролики тянут или вращаются неравномерно
Неисправность веб-гида
Рост паутины или разветвление
Блуждающая паутина
Натяжение основания
Неверные допуски
Подробнее об устранении неполадок и устранении ошибок регистрации здесь.
Крапчатое изображение
Этот дефект флексографии характерен для упаковки пищевых продуктов и другой упаковки, требующей большого количества сплошных цветных изображений. По существу, в этих случаях краска не полностью смачивается на подложке.
Внешний вид: Отпечатанные области, предназначенные для сплошного цвета, имеют заметную неравномерность плотности печати и различия в оттенках. Это выглядит бугристым и имеет визуальную консистенцию апельсиновой корки.
Наиболее вероятные причины: Плохой перенос краски между анилоксом, носителем изображения и подложкой приводит к изменению плотности печати. Это часто начинается с выбора анилоксового анилокса с правильным количеством/объемом ячеек и проверки чистоты всех элементов, передающих краску, на вашей печатной машине.
Другие возможные причины:
Поверхностное натяжение
Вязкость чернил
Давление
Поврежденный или загрязненный носитель изображения, чернила или подложка
Подробнее об устранении неполадок и устранении крапчатого изображения здесь.
Соединение/заполнение
Хотя эти два дефекта технически различны, их можно рассматривать как один дефект. По сути, на носитель изображения может попасть слишком много чернил по целому ряду факторов.
Внешний вид: Буквы или сложные области в графическом изображении сливаются друг с другом, создавая изображение низкого качества с низким разрешением. При соединении близко расположенные элементы дизайна неравномерно соединяются друг с другом. При заполнении избыточное накопление чернил заполняет пробелы, которые не должны были быть напечатаны.
Наиболее вероятные причины: Механики, работающие с прессами и прессами, могут легко протолкнуть чернила туда, где им не место. Ослабьте нагрузку на подложку с помощью оттиска «поцелуй».
Дополнительные сведения об устранении неполадок и устранении дублирования/заполнения см. здесь.
Точечная печать
Некоторые области носителя не печатаются полностью. У этого очень характерный, незавершенный вид.
Внешний вид: Крошечные неотпечатанные пятна размером с точечное отверстие.
Наиболее вероятные причины: Среди потенциальных виновников может быть грязный анилокс, вызывающий плохой перенос краски. Чернила могут высыхать слишком быстро, из-за чего они отрываются от носителя. Обязательно правильно очищайте анилокс для чистых тиражей.
Другие возможные причины:
Высокая вязкость чернил
Анилокс потерял объем ячейки
Неровная или поврежденная поверхность подложки
Неверная цепь поверхностного натяжения, скорее всего, между носителем изображения и подложкой
Подробнее об устранении неполадок и устранении проколов здесь.
Грязная печать
Этот дефект, вызванный различными потенциальными причинами, сильно влияет на качество изображения в областях с высоким разрешением.
Внешний вид: Пятна в краске, которые придают ей грязный вид или свидетельствуют о чрезмерном растиске.
Наиболее вероятные причины: Название дефекта: Грязь. Загрязняющие вещества в воздухе окружают нас везде, куда бы мы ни пошли, особенно в действующем цехе промышленной флексопечати. Работающее оборудование создает статическое электричество, которое притягивает плавающую пыль, частицы бумаги и другие загрязняющие вещества к вашим чернилам, анилоксу, носителям изображений и/или подложке.
Другие возможные причины:
Охлаждающая краска
Неправильная вязкость чернил
Неподходящий анилокс
Неоднородная подложка
Дополнительные сведения об устранении неполадок и устранении грязной печати см. здесь.
Получите полный набор для устранения дефектов флексографской печати, чтобы выявить и устранить проблемы с печатью
Полное руководство содержит подробные сведения о каждом дефекте, объяснения причин и инструкции по устранению каждого из них. В зависимости от серьезности ваших проблем устранение неполадок может включать:
Обслуживание пресса/запасные части
Повторная калибровка компьютера
Переход на флексоконверты In-The-Round (ITR)
Выбор между эластомерными и фотополимерными рукавами/пластинами
Центр для токарного станка: неподвижный, вращающийся, грибковый
В процессе изготовления деталей на токарном станке практикуется применение дополнительной оснастки. При обработке длинных заготовок на большой скорости резания необходима дополнительная фиксация заготовки.
В большинстве случаев используется вращающийся центр, который устанавливается в пиноль задней бабки.
Содержание:
1 Сфера применения и особенности
2 Цена
3 Конструкция вращающихся центров
4 Разновидности
5 Специфика эксплуатации
6 Действующие ГОСТы
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
Длина заготовки в 5 раз превышает диаметр.
Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
Большая толщина снимаемой стружки.
Когда чистовая обработка будет проходить на шлифовальном станке.
Длительный срок эксплуатации.
Устойчивость к высоким нагрузкам.
Возможность увеличить скорость обработки.
Повышение производительности оборудования.
Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Цена
Тип
Токарный станок
Вид работ
Посадка
Цена, рубли
Неподвижный
JET
МК-3
500
Вращающийся
JET
МК-2
1800
Вращающийся
JET
МК-5
3000
Вращающийся
JET
для средних работ
МК-3
2000
Вращающийся
JET
для легких работ
МК-2
2800
Вращающийся
JET
для тяжелых работ
МК-5
3000
Вращающийся
Техоснастка-С BT-5592
для обработки деталей, имеющих центровые отверстия
А-1-3-Н
2050
Вращающийся
Техоснастка-С BT-5598
для обработки деталей, имеющих центровые отверстия
А-1-6-У
11500
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки токарного приспособления в заднюю бабку понадобится конус Морзе 5.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
С постоянным валиком (тип А).
Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Читайте также: токарный станок с ЧПУ своими руками
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Действующие ГОСТы
Параметры вращающихся центров для токарного станка регулируются ГОСТом 8742-75. Общие стандарты и требования утверждены ГОСТом 13214-79.
Центр предназначен для создания дополнительной опоры во время обработки длинных или тяжелых деталей на токарном станке. Данная оснастка позволяет достичь высокой точности при минимальном биении. Приспособление подбирают исходя из габаритов детали, технических требований и режимов резания.
Поделиться в социальных сетях
Выбор токарного обрабатывающего центра
Оглавление:
ШАГ 1. ОПРЕДЕЛЯЕМ ОСНОВОПОЛАГАЮЩИЕ ПАРАМЕТРЫ
ШАГ 2. ПОЛНОТА БАЗОВОЙ КОМПЛЕКТАЦИИ
ШАГ 3. ОПЦИИ
ШАГ 4. ВЫБОР ПОСТАВЩИКА
Токарные обрабатывающие центры – это высокотехнологичное оборудование, которое смело можно отнести к последним достижениям станкостроения. Им характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Покупка такого станка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения как токарных, так и ряда фрезерных работ. В связи с достаточно высокой стоимостью к выбору подобного оборудования стоит подходить с особенной тщательностью. Предлагаем воспользоваться пошаговой инструкцией.
ШАГ 1. ОПРЕДЕЛЯЕМ ОСНОВОПОЛАГАЮЩИЕ ПАРАМЕТРЫ
Подбор станка начинается с определения базовых параметров: максимальных размеров и веса заготовки, её материала, количества и сложности выполняемых операций.
Длина заготовки/готовой детали определяет один из основных параметров любого токарного оборудования – расстояние между центрами (РМЦ). От этого напрямую зависят и габариты станка. Чем большей длины будет обрабатываемая заготовка, тем больше производственной площади займет станок. В зависимости от типа (формы) и максимального диаметра заготовки выбирают расстояние от оси шпинделя до суппорта и размер патрона. В случае работы с деталями типа диск важно расстояние от оси шпинделя до станины, при работе с прутковой заготовкой не стоит забывать про размер проходного отверстия шпинделя. Обрабатываемые поверхности заготовки и применяемые инструменты также влияют на необходимые перемещения по осям. Материал заготовки определяет величину частоты вращения и момента на шпинделе. То есть, если вы планируете обрабатывать заготовки из чугуна или легированной стали, то в приоритете будет высокий крутящий момент, а для алюминия важнее скорость вращения шпинделя. В базовом оснащении предлагается высокая скорость резания.
В общем-то, этим базовые параметры и ограничиваются. Далее нужно подбирать комплектацию станка согласно своим технологическим требованиям. Конечно, при наличии финансовой возможности, можно приобрести токарный центр и в максимальной комплектации, но скорее всего, применить весь арсенал технических решений на практике просто не придется.
ШАГ 2. ПОЛНОТА БАЗОВОЙ КОМПЛЕКТАЦИИ
Токарные центры – многофункциональное оборудование, уже исходя из этого их базовая комплектация весьма внушительна. Особое внимание в ней следует обратить на приводной инструмент и револьверную головку, наличие оси С и гидравлической системы.
Именно револьверная головка с приводным инструментом и делает токарный станок с ЧПУ обрабатывающим центром. Благодаря им становятся возможны фрезерные операции, сверление и нарезание резьбы (не только по оси шпинделя). Для этого в инструментальный магазин устанавливаются приводные блоки, а уже непосредственно в них закрепляется специализированный инструмент (сверла, метчики, фрезы). Револьверная головка должна предполагать применение приводного инструмента в радиальном и аксиальном направлении. При этом стоит обратить внимание, чтобы при максимальной загрузке инструменты для обработки внутренних и наружных поверхностей не мешали друг другу. Система крепления инструментальных блоков должна отвечать требованиям быстрой смены инструмента и надежного крепления, например, VDI. Лучше, чтобы индексация револьверной головки происходила по кратчайшему пути — время смены инструмента должно быть минимальным. Его замена в инструментальном магазине должна осуществляться удобно и легко, например, с помощью гидравлического привода зажима.
Для осуществления полноценных операций фрезерования, сверления и нарезания резьбы важно наличие высокоточного датчика контроля положения, который реализует так называемую ось С. Он осуществляет позиционирование шпинделя на заданный в программе угол с высокой дискретностью в обоих направлениях и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования.
Гидравлическая система обеспечивает автоматизацию операции закрепления детали. Благодаря гидравлическому патрону и приводу пиноли задней бабки, управляемым с помощью педалей или с панели ЧПУ, оператор может устанавливать заготовку двумя руками, что значительно удобнее и быстрее. При этом усилие зажима заготовки остается постоянным на всем протяжении работы.
Высокая производительность токарно-фрезерных центров связана с обильным образованием стружки. Для эффективной работы важно своевременно удалять ее из зоны резания, что и решается применением наклонной станины и подачей СОЖ в зону обработки. Стружка вымывается и падает под собственным весом на телескопическую защиту направляющих, а далее ее перемещение зависит от наличия конвейера. Его применение позволяет сократить простой станка, связанный с удалением стружки.
Естественным спутником любой металлорежущей операции является выделение тепла. Плохая терморегуляция значительно снижает точность токарного центра, поэтому лучше, если система подачи СОЖ подразумевает охлаждение каждой позиции инструмента как в радиальном, так и в осевом направлениях.
Быстродействие обрабатывающих центров напрямую зависит от скорости перемещения холостых ходов по осям X и Z. Лучшими показателями обладают линейные двигатели, далее идут роликовые направляющие качения и ШВП с увеличенным шагом и прямой муфтой с преднатягом. Минусом линейных двигателей является цена и относительно небольшая распространенность. Рассчитывая на качество и надёжность, разумнее выбирать обрабатывающей центр с проверенными комплектующими от известных марок на ответственных позициях.
ШАГ 3. ОПЦИИ
Опции позволяют расширить технологические возможности токарных центров, повысив их производительность, точность, удобство и безопасность работы до максимума.
Противошпиндель, ось Y, противошпиндель и вторая/третья резцедержка пока не реализованы в станках нашего модельного ряда и будут описаны дополнительно позднее.
,
Самым трудоёмким процессом для токарного обрабатывающего центра базовой комплектации остаётся установка заготовки и удаление готовых деталей. При работе с прутковыми заготовками возможно автоматизировать данные процессы. Барфидер — податчик прутка, управляемый собственным ЧПУ, интегрированным с основным, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.
Схожую функцию выполняет барпуллер. Он устанавливается в инструментальный магазин револьверной головки, далее в процессе работы захватывает прутковую заготовку и за счет движения по оси Z вытягивает ее из патрона.
Обычно отрезанную от общей заготовки готовую деталь вынимает оператор. При работе с деталями небольшого габарита выгодно дооснастить станок автоматическим уловителем детали, который под управлением ЧПУ, эвакуирует готовое изделие за пределы станка.
Работа токарного центра особенно в режимах тяжелого резания сопряжена с большим расходом СОЖ (вынос со стружкой и переход в парообразное состояние). Чтобы продлить срок ее службы и поддерживать качество, устанавливают сепаратор масла в СОЖ. Он собирает избытки масла, сохраняя рекомендованный состав и снижая скорость размножения бактерий и, как следствие, появления неприятного запаха в цеху.
Система вытяжки масляного тумана предназначена для организации безопасных условий труда в цеху. Входящие в состав СОЖ масляные компоненты и их эмульсии склонны в процессе обработки образовывать масляный туман, который часто становится причиной профессиональных заболеваний персонала. К тому же принудительное и эффективное удаление вредных веществ позволяет сократить простой станка, связанный с естественным рассеиванием паров, повышая тем самым производительность и исключая загрязнения как компонентов станка масляной пленкой, так и других поверхностей цеха.
Современные контактные измерительные системы для токарных обрабатывающих центров могут значительно сократить время наладки инструмента. Изделия от таких мировых брендов как Renishaw и Hexagon позволяют полностью автоматизировать процесс измерения инструмента, ввода поправок его размера и нахождения поломок. Это позволяет исключить ошибки, связанные с человеческим фактором, снизить процент брака и своевременно заменять сломанный и изношенный инструмент.
В случае отсутствия опыта в подборе необходимого инструмента логично сразу со станком заказать режущий инструмент и оснастку под свою деталь. Также технический специалист предприятия изготовителя или его непосредственного представителя сможет разработать технологию изготовления детали.
ШАГ 4. ВЫБОР ПОСТАВЩИКА
Теперь вы практически решили, какую конфигурацию токарного центра приобрести. Остается сделать последний, порой самый ответственный шаг – выбрать поставщика. На сегодняшний день большинству покупателей нужны гибкий подход, оптимальное ценовое предложение и гарантии. Этим требованиям всегда удовлетворят станкостроительные предприятия с положительной историей либо их крупные дистрибьюторы.
Безусловно, любая покупка должна быть удобной покупателю. Непосредственный производитель всегда может предложить гибкую ценовую политику, подразумевающую скидки как за покупку нескольких единиц оборудования, так и за многолетнее партнерство; станки из наличия или оптимальные сроки изготовления; подходящие условия доставки и технические консультации на этапе подбора.
Делая большие капиталовложения, каждый должен убедиться в добросовестности продавца. Надежному производителю нечего скрывать — история предприятия, отчеты о реализованных ранее проектах и отзывы должны быть в свободном доступе, что позволяет сформировать представления о поставщике. Но убедится во всем всегда лучше лично: лучше посетить предприятие и познакомится с производством или посетить шоу-рум. Также, если есть возможность, можно посмотреть в работе раннее купленное оборудование и оценить его в деле.
По мере усложнения оборудования набирает значение и техническое сопровождение. В приоритете компании, предоставляющие своевременное обеспечение пуско-наладочных работ на территории заказчика, независимо от региона его нахождения, оперативное качественное гарантийное и постгарантийное сервисное обслуживание и ремонт. Особое внимание стоит уделить обучению персонала на местах. Грамотный базовый курс должен включать демонстрацию режимов работы, обучению работы с органами управления и управляющей программой, обучение первичной диагностике и алгоритмам выхода из аварийных ситуаций.
Дата внесения последних изменений 04.05.2020
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Краткое руководство по токарным центрам с ЧПУ
Далее
Посмотреть увеличенное изображение
Краткое руководство по токарным центрам с ЧПУ
История создания токарного станка начинается с 1300 г. до н.э. поскольку он использовался древними цивилизациями, такими как египтяне, ассирийцы и греки. На протяжении столетий мы видели, как токарный станок развивался от двух человек с приводом от лука в древние времена к его широкому распространению и популярности во время промышленной революции, а теперь к сложным прецизионным токарным станкам с ЧПУ (компьютерным числовым управлением), которые у нас есть. Cегодня.
Гайки и болты токарных станков
Разница между токарными станками и токарными центрами
По большей части токарные станки сегодня обычно называют токарными станками с ЧПУ и токарными центрами с ЧПУ. Токарный станок с ЧПУ представляет собой более простой 2-осевой (оси X и Z) станок, который управляется компьютером и обычно имеет один шпиндель. Обычно они бывают плоского типа и могут иметь лишь минимальный защитный кожух вокруг машины и направляющих.
Токарные станки с ЧПУ также управляются компьютером, но они более мощные и могут иметь 3, 4 или 5 осей с более универсальными возможностями и приложениями, такими как токарная обработка, сверление, нарезание резьбы и фрезерование с использованием приводных инструментов с приводной поворотной револьверной головкой, суб- шпиндель (двойной шпиндель), ось Y и несколько револьверных головок. Обычно они имеют наклонную станину и имеют полный кожух машины для удержания стружки и брызг охлаждающей жидкости внутри машины. Токарные станки с ЧПУ имеют более высокие производственные возможности, чем токарные станки с ЧПУ.
Компоненты токарного станка
Вот некоторые из наиболее важных частей токарного станка с ЧПУ:
Передняя бабка
Передняя бабка служит корпусом для главного шпинделя, в котором закреплен кулачковый патрон. заготовка. Отверстие шпинделя или пропускная способность стержня определяют максимальный диаметр заготовки, которая может быть установлена через переднюю бабку. Передняя бабка обычно располагается с левой стороны станка.
Задняя бабка
Задняя бабка устанавливается на станине станка напротив передней бабки и скользит вдоль нее по оси Z передней бабки. Основной функцией задней бабки является обеспечение поддержки обрабатываемой детали между центрами. Задняя бабка имеет пиноль с конусом для удержания оснастки. Токарные центры с ЧПУ с вспомогательными шпинделями (или двойными шпинделями) будут иметь второй шпиндель вместо задней бабки. Вспомогательный шпиндель может перемещаться по оси Z в продольном направлении к основному шпинделю под управлением ЧПУ. Контршпиндель позволяет обрабатывать обратную сторону заготовки без дополнительной загрузки/разгрузки оператором в процессе работы.
Кровать
Кровать, обычно сделанная из чугуна, представляет собой основу, на которой монтируются различные неподвижные и рабочие части. Он соединен с передней бабкой и охватывает расстояние от передней бабки до задней бабки. Он расположен под рабочим пространством. Револьверная головка и различные приспособления перемещаются по рельсам или направляющим станины по всей ее длине. Линейные направляющие лучше подходят для более быстрого перемещения и обработки абразивных материалов. Сплошные коробчатые направляющие лучше подходят для более тяжелых или прерывистых резов с большей жесткостью инструмента.
Каретка
Каретка поддерживает револьверную головку режущего инструмента, направляя и подавая ее к заготовке. Основные части состоят из седла, поперечного суппорта и револьверной головки. Токарные центры с револьверными головками с приводными инструментами могут иметь приводные вращающиеся инструменты для фрезерных операций, что значительно увеличивает возможности станка и может сократить или исключить повторные операции с заготовками.
Когда токарный станок считается токарным центром с ЧПУ?
Хотя не существует жесткого правила для проведения этого различия, разумное ожидание от токарного центра с ЧПУ обычно начинается с полного корпуса станка. Кроме того, направляющие станины для задней бабки и каретки представляют собой отдельные комплекты, что позволяет позиционировать заднюю бабку и люнеты по мере необходимости, не мешая перемещению каретки и револьверной головки по всей длине станины. Во многих случаях положение корпуса задней бабки можно запрограммировать под управлением ЧПУ.
Конфигурации токарных центров (горизонтальные или вертикальные)
Существует два типа токарных центров с ЧПУ: горизонтальные и вертикальные. Горизонтальные токарные центры являются наиболее распространенными. Вертикальные токарные центры обычно называют вертикальным токарно-револьверным станком или VTL. При горизонтальном токарном центре шпиндель ориентирован горизонтально, а инструменты устанавливаются со стороны держателя инструмента и режут поперек заготовки. В этом типе токарного центра стружка оттягивается от заготовки под действием силы тяжести.
Вертикальный токарный центр с ЧПУ практически не отличается от горизонтального токарного центра с ЧПУ, но перевернут, что позволяет передней бабке стоять на полу, а лицевой панели становится горизонтальным вращающимся столом. Это удобно при обработке больших, тяжелых и коротких заготовок. В этом случае сила тяжести способствует посадке заготовки в заготовку. Тем не менее, стружка может стать проблемой, так как гравитация не обязательно способствует эвакуации стружки с заготовки. Перевернутый вертикальный центр токарной обработки аналогичен вышеупомянутому, но меняет положение шпинделя и кулачкового патрона.
Использование и применение токарной обработки
Аэрокосмическая, автомобильная, медицинская, нефтегазовая и т. д. — вот некоторые из отраслей, в которых используются токарные станки с ЧПУ. Эти станки особенно хорошо справляются с обработкой круглых металлических деталей, стержней, труб, шестерен и т. д. Многозадачность — это слово, которое лучше всего описывает револьверные головки с приводом от приводных инструментов. Приводной инструмент позволяет токарному станку фрезеровать, сверлить, растачивать, точить и нарезать заготовки. Преимущество заключается в сокращении времени рабочего процесса, что повышает вашу производительность и рентабельность. Kent CNC предлагает полный спектр токарных станков с ЧПУ с приводными инструментами, двойными шпинделями, осью Y, несколькими револьверными головками и роботами, которые подходят как для простых, так и для сложных задач и решений по обработке.
Автоматизация вашего токарного станка с ЧПУ
Также доступны автоматизированные токарные станки с ЧПУ для еще большей производительности.
Токарный центр с ЧПУ против токарного станка с ЧПУ
Автор: Southern Fabricating Machinery Sales | Опубликовано: 24 августа 2020 г.
Токарные станки с ЧПУ / Токарные центры ,
Станки с ЧПУ
Если вы не знаете разницы между токарным станком с ЧПУ и токарным станком с ЧПУ, вы не одиноки. Это распространенная ошибка, даже для тех, кто с ними работает. Они очень похожи на один и тот же станок и выполняют практически одинаковые задачи. И хотя токарные станки являются одним из самых ранних инструментов, известных человеку, токарные центры представляют собой модернизацию.
Токарный станок с ЧПУ по сравнению с токарным станком с ЧПУ
Традиционные токарные станки вращают материал, вводя острое режущее долото, перемещающееся по линейной схеме вдоль продольной оси материала, таким образом обрезая материал для получения желаемой формы. В обоих процессах режущий инструмент срезает материал, создавая что-то круглое. В то время как токарный станок был ручной машиной, выполняющей эти задачи опытным оператором, добавление системы ЧПУ помогло автоматизировать и обеспечить одновременное управление осями. И токарный станок с ЧПУ, и токарный центр с ЧПУ способны выполнять эти задачи, однако токарный центр выводит возможности на новый уровень, добавляя автоматическую смену инструмента, вращающиеся инструменты, эффективное удаление стружки и возможность добавления функций, которые позволяют использовать многие компоненты. выполнить за одну установку.
Что такое токарный станок с ЧПУ?
ЧПУ (ЧПУ) вытесняет многие производители традиционных инструментов и станков. Добавление управления ЧПУ к стандартному токарному станку позволяет легко повторять/производить и многоосевое управление для создания углов и радиусов на токарных деталях. Традиционно токарные станки имеют плоскую конструкцию с передней бабкой с механическим приводом на одном конце и регулируемой задней бабкой на другом. В промежутках между ними каретка инструмента перемещается по станине, несущей инструмент, установленный на поперечном (а иногда и составном) суппорте для выполнения задач механической обработки. Токарные станки с ЧПУ быстро заменяют многие из этих старых ручных токарных станков, включая некоторые системы, которые были полуавтоматическими, такие как многошпиндельный токарный станок. Эти токарные станки с ЧПУ с плоской станиной легко настраиваются и обслуживаются, а поскольку они по-прежнему обеспечивают ручное управление, они идеально подходят для инструментальных цехов, конструкторов и более низких производственных требований.
Этими токарными станками также можно управлять с помощью закодированного файла, который загружается в систему управления ЧПУ или позиционируется вручную, и каждая позиция «запоминается», чтобы контроллер мог вернуться к ней позже в последовательности. Машина будет многократно создавать дизайн для того, на что она была запрограммирована. Ограничением этих станков является то, что они, как правило, не оснащены автоматическим устройством смены инструмента и не могут быть легко автоматизированы для обработки материалов, таких как устройство подачи прутка.
Что такое токарный станок?
Одно из первых отличий токарного станка от токарного станка заключается в том, что токарный станок с ЧПУ обычно размещается внутри полного кожуха станка, чтобы защитить оператора и окружающую среду от стружки и охлаждающей жидкости, используемых в процессе резки. Эти машины также не имеют конструкции «плоская платформа», а представляют собой «наклонную платформу», в которой станина и система направляющих фактически находятся сзади и под углом к центру вращения детали. Используя эту уникальную наклонную конструкцию, машина намного лучше контролирует поток стружки, позволяя ей падать прямо под вращающуюся часть и легко удаляться судовыми конвейерами или шнеками.
Токарный станок с ЧПУ также имеет более высокие обороты, а благодаря прочной конструкции и инновационному инструменту из карбида и керамики имеет возможность снимать материал с очень высокой скоростью. Кроме того, токарный центр с ЧПУ можно легко оснастить «приводными инструментами», которые дают станку возможность останавливать шпиндель и позволяют этим вращающимся инструментам в револьверной головке выполнять операции фрезерования, сверления и нарезания резьбы по токарному профилю. В сочетании с возможностью автоматической смены инструментов в рамках запрограммированного цикла и возможностью автоматической подачи материала через шпиндель (или с помощью роботизированного загрузчика) эти токарные центры с ЧПУ являются производственными мощностями.
Токарные станки с ЧПУ бывают двух типов: горизонтальные и вертикальные. Горизонтальные токарные центры являются наиболее распространенными. При горизонтальном токарном центре шпиндель ориентирован горизонтально, а инструменты подходят сверху к вращающейся части. Они режут заготовку, используя гравитацию, чтобы отвести стружку от заготовки и опустить ее в станину, где ее легко удалить другими способами вдоль станка, чтобы продолжать резку до тех пор, пока в нее подается материал.
Вертикальные токарные станки обычно называются вертикальными револьверными станками или VTL. В этой конструкции просто используется вращающийся патрон, установленный горизонтально на земле, что позволяет машине или более крупным деталям работать на более низких оборотах. Револьверная головка или тележка подходит сбоку. Другие версии этой конструкции «подвешивают» шпиндель к направляющей, перемещая переднюю бабку с крепко зажатой деталью вверх и вниз по движущемуся инструменту для удаления материала. Этот тип токарных станков с перевернутым шпинделем отлично подходит для мелких деталей, которые требуют второй токарной операции и в противном случае не могут быть легко автоматизированы (например, отливки).
Токарный станок с ЧПУ или токарный станок с ЧПУ: что подходит для вашего проекта?
К сожалению, пока нет машины, которая могла бы делать все, что вам нужно, за то время цикла, которое вам нужно. Когда дело доходит до разницы между токарным станком с ЧПУ и токарным центром с ЧПУ, все сводится к разница между прототипированием и желаемой производительностью. Токарный станок с ЧПУ лучше подходит для коротких производственных циклов, простых деталей, таких как штифты и втулки, а также для быстрого ремонта, поскольку его можно легко настроить и запустить как вручную, так и с помощью программы ЧПУ.
Токарный центр с ЧПУ — лучший выбор для производства и удаления материала. Хотя его не так просто настроить и он работает только через контроллер ЧПУ, он выполняет гораздо больше автоматизированных задач и повторяет их с гораздо большей скоростью, чем токарный станок с ЧПУ. Если вам нужна машина, которую можно запрограммировать на выполнение нескольких разных задач, то чем больше у нее гибкости, тем лучше она подходит для ваших различных проектов. Тем не менее, токарный центр с ЧПУ с возможностью фрезерования и несколькими осями, такими как ось Y, вспомогательный шпиндель и т. д. (также называемые многозадачными станками) просто обеспечивают огромное преимущество для производства по сравнению с простым токарным станком с ЧПУ.
Найдите станок с ЧПУ для ваших нужд в нашем каталоге
Преимущество любого станка с ЧПУ заключается в том, что его можно запрограммировать в соответствии с вашими потребностями. Здесь вы можете найти отличное подержанное оборудование, чтобы сэкономить средства и при этом получить отличную машину.
Полотно из нержавеющей стали с травленой шкалой увеличивает срок службы инструмента.
Электронный модуль обеспечивает высокую точность и скорость проведения измерений.
Измерительное полотно изготовлено в соответствии с ГОСТ 427-75.
Описание
Измерительный инструмент предназначен для пропрофессионального применения. Изготовлен с высокой точностью на прецизионном оборудовании, что обеспечат-чивает высокую надежность измерительных работ.
Применение
Применяется для измерительных работ, разметки углов, контроля выставленных под углом конструкций.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Главная / Каталог товаров / Все для строительства и монтажа / Ручной инструмент / Измерительный инструмент* / Линейки, угольники, щупы, разметочные шнуры / Транспортир-угломер электронный, УТЭ-20, 200 мм, Диапазон 0-360°, Точность 0,3°, Фиксация угла, ЗУБР
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0000991284
Артикул
34294
Единица продажи
Штука
Полотно из нержавеющей стали с травленой шкалой увеличивает срок службы инструмента. Транспортир-угломер ЗУБР «ЭКСПЕРТ» из нерж стали, многофункц, электронный, точность 0,2град, диапазон измерен 0-360град. Измерительный инструмент предназначен для пропрофессионального применения. Изготовлен с высокой точностью на прецизионном оборудовании, что обеспечивает высокую надежность измерительных работ. Применяется для измерительных работ, разметки углов, контроля выставленных под углом конструкций.
Полотно из нержавеющей стали с травленой шкалой увеличивает срок службы инструмента. Электронный модуль обеспечивает высокую точность и скорость проведения измерений. Измерительное полотно изготовлено в соответствии с ГОСТ 427-75. Артикул 34294 Диапазон , градусов 0-360° Точность , градусов 0.2 Транспортир да
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Близкие по цене похожие товары
Код товара: 0043402
Угольник 250мм алюмин основание ПРОМИС
Производитель
Промис 888
Артикул
3015325
Код товара: 0043535
Угольник, 600 мм, цельнометаллический//MATRIX
Производитель
Matrix
Артикул
32371
Код товара: 0001086314
Линейка 30см нержав. STAYER
Производитель
Stayer
Артикул
3427-030_z01
Код товара: 0043461
Линейка 100 см сталь Профи ПРОМИС
Производитель
Промис 888
Артикул
3015300
Код товара: 0001059761
Угольник 350 мм, металлич.//SPARTA
Производитель
SPARTA
Артикул
323465
Код товара: 0000991285
Малка-угломер ЗУБР «Мастер» пластиковый корпус, полотно с гравированной шкалой
Другие товары раздела линейки, угольники, щупы, разметочные шнуры
Код товара: 0043402
Угольник 250мм алюмин основание ПРОМИС
Производитель
Промис 888
Артикул
3015325
Код товара: 0043461
Линейка 100 см сталь Профи ПРОМИС
Производитель
Промис 888
Артикул
3015300
Код товара: 0043535
Угольник, 600 мм, цельнометаллический//MATRIX
Производитель
Matrix
Артикул
32371
Код товара: 0045218
Угольник 300мм алюмин ,литой.
Производитель
Вихрь
Артикул
73/11/3/3
Код товара: 0045219
Угольник 350мм алюм.,литой
Производитель
Вихрь
Артикул
73/11/3/4
Код товара: 0054305
Линейка 30см сталь ПРОФИ ПРОМИС
Производитель
Промис 888
Артикул
3015230
Код товара: 0060663
Малка переставная, 250 мм// СИБРТЕХ
Артикул
32604
Код товара: 0060668
Линейка 50см сталь ПРОФИ ПРОМИС
Производитель
Промис 888
Артикул
3015250
Код товара: 0038452
Метр складной металлический//Россия
Артикул
30564
Код товара: 0000991285
Малка-угломер ЗУБР «Мастер» пластиковый корпус, полотно с гравированной шкалой
Артикул
3428_z01
Код товара: 0001059761
Угольник 350 мм, металлич.//SPARTA
Производитель
SPARTA
Артикул
323465
Код товара: 0010763
Шнур разметочный на катуше 100м зелен ПРОМИС
Производитель
Промис 888
Артикул
9010903
Код товара: 0010863
Шнур разметочный на катуше 100м красн ПРОМИС
Производитель
Промис 888
Артикул
9010904
Хит продаж
Код товара: 0125830
Шнур разметочный в пластмас. обрезин. корпусе+порошок красный//MATRIX
Артикул
84855
Код товара: 0704825
Шнур разметочный 30м пластик корпус Промис
Производитель
Промис 888
Артикул
3010500
Хит продаж
Код товара: 0000955140
Порошок синий 50г к рулетке с красящим шнуром Промис
Производитель
Промис 888
Артикул
3010020
Хит продаж
Предлагаем Вам купить транспортир-угломер электронный, УТЭ-20, 200 мм, Диапазон 0-360°, Точность 0,3°, Фиксация угла, ЗУБР по выгодной цене 2 570 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить транспортир-угломер электронный, УТЭ-20, 200 мм, Диапазон 0-360°, Точность 0,3°, Фиксация угла, ЗУБР в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
По электронной почте [email protected]. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail.
Продолжая использовать наш сайт, Вы принимаете пользовательское соглашение на обработку файлов _COOKIE и пользовательских данных в целях повышения качества функционирования сайта, проведения ретаргетинга и статистических маркетинговых исследований. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Цифровые и механические транспортиры — Grainger Industrial Supply
Цифровые и механические транспортиры
44 изделия
Цифровые и механические транспортиры измеряют углы, дюймы и фаски. Механические версии можно считывать вручную с помощью нониуса. Цифровые версии показывают измерения на ЖК-дисплее. Угловые транспортиры представляют собой механические устройства с двумя плечами или крыльями, отходящими от центральной ступицы, которая имеет градуировку углов и долей угла. Центральный циферблат указывает на показания, когда два рычага выровнены с измеряемыми поверхностями. Угловые транспортиры также могут передавать показания углов непосредственно на торцовочную пилу. Угольные транспортиры используются для проверки углов на машинах или деталях с высокой степенью точности. У них есть стационарная балка или основание и регулируемый рычаг или лезвие, которое вращается на 360° с фиксирующим механизмом, который удерживает измерения на месте. Цифровые угломеры и угломеры показывают показания на ЖК-дисплее. Транспортиры обычно используются в столярных работах, литье под давлением, металлообработке, сантехнике и общих работах по техническому обслуживанию и ремонту.
Цифровые транспортные транспорты
Ручной для чтения. по диапазону, по возрастанию
Загрузка…
Ручной прочти. .0038
Loading…
Bevel Protractors
Bevel Protractors, sorted by Range, ascending
Loading. .
Цифровые угломеры
Цифровые угломеры, отсортированные по типу дисплея, по возрастанию
Loading…
Manual-Reading Miter Protractors
Manual-Reading Miter Protractors, sorted by Range, ascending
Полотно из нержавеющей стали с травленой шкалой увеличивает срок службы инструмента.
Электронный модуль обеспечивает высокую точность и скорость проведения измерений.
Измерительное полотно изготовлено в соответствии с ГОСТ 427-75.
Описание
Измерительный инструмент предназначен для пропрофессионального применения. Изготовлен с высокой точностью на прецизионном оборудовании, что обеспечат-чивает высокую надежность измерительных работ.
Применение
Применяется для измерительных работ, разметки углов, контроля выставленных под углом конструкций.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
20 150 ₽
В наличии
Купить в 1 клик
11 720 ₽
В наличии
Купить в 1 клик
38 490 ₽
Осталась 1 штука
Купить в 1 клик
4 830 ₽
Осталась 1 штука
Купить в 1 клик
4 460 ₽
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Распродажа
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 969 ₽
Осталась 1 штука
Купить в 1 клик
App Store: Транспортир Измерение угла
Описание
Вы там, когда вам нужно транспортир? Вот это отсутствие транспортиром, попробуйте использовать транспортир приложение. Вы можете измерить угол объекта отражается в камеры транспортир. Попробуйте использовать транспортир транспортир различные приложения, приложение.
Версия 2.2.5
App bug fixes and stabilization.
Оценки и отзывы
Оценок: 16
снимок
добавьте функцию снимка, очень все шатается и невозможно измерить
Лол
Я так и не поняла как им пользоваться и мне честно говоря не очень эта программа понравилась
Хорошее приложение, полезное
Лайк
Разработчик Seong Eon Kim указал, что в соответствии с политикой конфиденциальности приложения данные могут обрабатываться так, как описано ниже. Подробные сведения доступны в политике конфиденциальности разработчика.
Данные, используемые для отслеживания информации
Следующие данные могут использоваться для отслеживания информации о пользователе в приложениях и на сайтах, принадлежащих другим компаниям:
Идентификаторы
Данные об использовании
Не связанные с пользователем данные
Может вестись сбор следующих данных, которые не связаны с личностью пользователя:
Идентификаторы
Данные об использовании
Диагностика
Конфиденциальные данные могут использоваться по-разному в зависимости от вашего возраста, задействованных функций или других факторов. Подробнее
Вы ищете цифровой транспортир, с помощью которого можно легко выполнять измерения и выравнивание? Не ищите ничего, кроме цифрового транспортира TECH 500 DP. Его большой диапазон измерения от 0° до 360° облегчит управление вашими процессами. Он последовательно измеряет с точностью в четырех квадрантах от 0° до 9°.0°. Т-образная и V-образная канавки, а также встроенный редкоземельный магнит обеспечивают ряд возможностей для фиксации инструмента на месте. В целом, это простой в использовании, высококачественный продукт, сделанный в Германии. Компактный и прочный, он обеспечивает максимально возможную защиту в соответствии со степенью защиты IP 65.
Преимущества продукта
Цифровой транспортир для измерений в диапазоне от 0° до 360° (4 x 90°).
Цифровой дисплей с крупными цифрами и подсветкой, которую можно активировать — оптимальная читаемость даже в условиях плохого освещения.
Анодированные измерительные поверхности – долговечны и прочны.
Варианты крепления: Т-образный паз для гибкого монтажа с помощью пазовых гаек. V-образный паз для точного позиционирования на трубах. Редкоземельный магнит для надежной фиксации стальных балок и труб.
Оптимальная защита — водонепроницаемость и пыленепроницаемость в соответствии со степенью защиты IP 65.
Превосходные функции позволяют использовать устройство в качестве ручного.
Акустическое сопровождение с 3 различными звуковыми сигналами для быстрого выравнивания.
Функция REF: быстрое измерение относительно опорного угла.
Функция HOLD: сохраняет измеренное значение.
Режимы отображения: °, %, мм/м, дюйм/фут – десятичный и дробный.
Опция режима точного отображения (0,01°) и грубого отображения (0,1°).
Цифровой дисплей поворачивается в обратном направлении.
Блокировка клавиатуры.
Включает сумку для безопасной транспортировки.
Примеры применения
В процессе производства: при обслуживании и настройке машин. Для долгосрочных измерений благодаря целому ряду вариантов крепления. Для проверки и мониторинга процессов.
В области обеспечения качества: для измерения ключевых значений.
Работа в компании ГБОУ Школа № 2031 в Москве, вакансии ГБОУ Школа № 2031 на Superjob
Работа в компании ГБОУ Школа № 2031 в Москве, вакансии ГБОУ Школа № 2031 на Superjob»»»»»»»»»»»»»»»»»»»»»»»»»»
Ваш браузер устарел. Сайт может отображаться некорректно
Обновить браузер
Москва
Ваш город Москва?
+7 495 790 72 77
Вход
Регистрация
Клиент SuperJob с 2018 года
Поделиться
До 50 сотрудников
В компании нет открытых вакансий
Описание
Вакансии
Образование.
Заявите о желании работать в компании
Все компании / Наука, Образование, Повышение квалификации / Среднее образование (школы, лицеи)
Подпишитесь на вакансии компанииКак только в компании появятся вакансии, мы пришлем вам письмо на почту
Похожие компании
ГБОУ Школа № 2103
10 вакансий
ГБОУ Школа № 771
7 вакансий
Инженерно-технологический лицей
8 вакансий
Подходящие вакансии
Сегодня в 12:51
Уборщица
30 000 ₽/месяц
Добавить в избранное
ЧОУ «Школа «Ступени»
Москва
Опыт не нужен
Поддержание чистоты, сухая и влажная уборка вверенной территории с 9-00 до 15-00, Пн-Пт
Смотрят
3
человека
Скрыть
Сегодня в 8:35
Заместитель директора по УВР
от 50 000 ₽/месяц
Добавить в избранное
МОКУ КРУТОГОРОВСКАЯ СРЕДНЯЯ ШКОЛА
Петропавловск-Камчатский
Будьте первым
Курировать учебную и воспитательную работу школы Уверенный пользователь ПК. Опыт административной работы
Смотрят
3
человека
Скрыть
По договорённости
Добавить в избранное
ЧОУ Школа «Таурас»
Санкт-Петербург
Диагностика уровня речевого развития. Консультирование родителей по вопросам развития речи. Проведение индивидуальных и групповых… Профильное образование. Опыт работы от 3-х лет. Ответственность, исполнительность, опрятность
Скрыть
Учитель английского языка
от 40 000 ₽/месяц
Добавить в избранное
МБОУ СОШ Мозаика
Москва
Опыт не нужен
Проведение и организация тематических недель английского языка. Общение с родителями. Коммуникация с детьми, создание дружеской… Высокий уровень знания языка. Творческий подход в организации образовательного процесса. Коммуникативность. Высшее лингв…
Скрыть
Повар-универсал
от 55 000 ₽/месяц
Добавить в избранное
АНО Школа Президент
Москва
Приготовление и раздача блюд Отсутствие судимости. Отсутствие медицинских ограничений для работы в образовательном учреждении (заключение психиатра и…
Смотрят
4
человека
Скрыть
Посудомойщица
35 000 ₽/месяц
Добавить в избранное
ЧОУ ШКОЛА ДИПЛОМАТ
Санкт-Петербург
Мытьё посуды, уборка на кухне Наличие санкнижки. Справка об отсутствии судимости
Смотрят
1
человек
Скрыть
2 апреля
Воспитатель детского сада
от 40 000 ₽/месяц
Добавить в избранное
ЧОУ «Гимназия «Грейс»
Всеволожск
Проведение занятий по утвержденному плану. Прогулки с детьми. Контроль за безопасностью жизнедеятельности воспитанников Высшее или среднее специальное педагогическое образование. Необходимо наличие медицинской книжки с пройденным медосмотром…
Смотрят
3
человека
Скрыть
2 апреля
Куратор Группы школьников
50 000 — 60 000 ₽/месяц
Добавить в избранное
Планета Детей
Опыт не нужен
Доступно студентам
Организация дружеской и доверительной атмосферы в классе. Активное участие в проектной деятельности с детьми. Проведение… Опыт работы с группой детей вожатым/ воспитателем/преподавателем/мамой. Ищем лидера, умеющего создать доброжелательную атмосферу…
Смотрят
3
человека
Скрыть
31 марта
Экономист/технолог по постановке учета в 1С для столовой
По договорённости
Добавить в избранное
ЧОУ «Лицей «Надежда»
Москва
Настроить учет питания в 1 с. Полностью занести все данные в 1 с Аналогичный опыт
Смотрят
4
человека
Скрыть
31 марта
Дворник
13 000 — 15 000 ₽/месяц
Добавить в избранное
МОУ Львовская СОШ №4
Подольск
Уборка территории школы от снега в зимний период, от листвы в осенний и летний период Аккуратность, вежливость, пунктуальность, умение работать в коллективе
Смотрят
2
человека
Скрыть
31 марта
Преподаватель математики
от 50 000 ₽/месяц
Добавить в избранное
ЧОУ «Международный лицей информатики, экономики и права»
Красногорск
Преподавание учебных дисциплин, организация учебной деятельности обучающихся по освоению учебных дисциплин; педагогический… Наличие педагогического образования. Доброжелательность и стрессоустойчивость. Желание работать с детским коллективом и передавать…
Смотрят
4
человека
Скрыть
30 марта
Учитель русского языка и литературы
41 600 — 48 000 ₽/месяц
Добавить в избранное
Пикало Ульяна Андреевна
Великий Новгород
Опыт не нужен
Обучать детей в группе до 12 человек. Посещать еженедельную координацию с руководителем. Участвовать в корпоративных мероприятиях… Высшее педагогическое образование. Опыт подготовки к государственным экзаменам (ЕГЭ и ОГЭ) будет преимуществом
Смотрят
4
человека
Скрыть
Дворник
от 40 000 ₽/месяц
Добавить в избранное
АНО Школа Президент
Москва
Опыт не нужен
Осуществляет: уборку территории школы. Своевременно очищает тротуары и пешеходные дорожки от снега, льда, посыпает антигололедным… Отсутствие судимости. Отсутствие медицинских ограничений для работы в образовательном учреждении (заключение психиатра и…
Смотрят
3
человека
Скрыть
По договорённости
Добавить в избранное
ЧОУ Школа «Таурас»
Санкт-Петербург
Курирование деятельности учащихся и педагогов в образовательных проектах (телекоммуникационных, видеопроектах, журналистских… Уверенное владение фото-видео оборудованием. Опыт работы в роли руководителя медиацентра, или педагога организатора в творческой…
Смотрят
37
человек
Скрыть
31 марта
Преподаватель информатики и информационных технологий
от 50 000 ₽/месяц
Добавить в избранное
ЧОУ «Международный лицей информатики, экономики и права»
Красногорск
Преподавание учебных дисциплин, организация учебной деятельности обучающихся по освоению учебных дисциплин; педагогический… Знание своего предмета. Практико-ориентированный подход к обучению
Мы используем cookies, чтобы улучшить сайт для вас. Подробнее
QTP 2031 Полиуретановый эластичный наливной пол
Требования к основанию
Требования к основанию подробно изложены в листах технической информации на грунтовочные составы QTP.
Максимально допустимый уклон основания при использовании QTP2031 в виде самонивелирующегося слоя не более 3%.
Подготовка основания
Оптимальный метод подготовки основания выбирается в зависимости от его состояния, имеющихся дефектов, предполагаемых эксплуатационных нагрузок и выбранной системы полимерного покрытия.
Способы и правила подготовки основания более подробно изложены в листах технической информации на грунтовочные составы.
Укладка упругой подложки
Обустройство упругой подложки производится путем приклеивания резиновых матов на подготовленное основание.
Подготовленное основание необходимо предварительно загрунтовать эпоксидными или полиуретановыми грунтовками QTP (выбор грунтовки производится в зависимости от конкретных условий применения, для правильного выбора свяжитесь со специалистами службы технической поддержки QTP).
Резиновые маты перед приклеиванием должны быть высушены, очищены от пыли, масляных и прочих загрязнений.
Для склеивания подложки и основания, а также для запечатки пористой подложки резинового мата, необходимо применять состав QTP2031 с добавлением загустителя QTP0000 (добавляется в уже подготовленный состав QTP2031).
Условия применения
Перед нанесением состава QTP 2031 правильно загрунтованная поверхность должна иметь вид влажного бетона без сухих или матовых пятен и иметь видимую полимерную пленку. Загрунтованная поверхность не должна липнуть. На поверхности не должно быть визуально видимых пор.
На загрунтованной поверхности недопустимо наличие загрязнений.
Последний слой грунтовки, если это предусмотрено конструкцией покрытия, может быть присыпан кварцевым песком.
В процессе устройства полимерного покрытия необходимо тщательно соблюдать временные интервалы между слоями.
Применение данного материала без грунтовочного состава неприемлемо.
Температура основания в процессе нанесения материала QTP 2031 должна быть не менее +10°С и не более +30°С (необходимо помнить, что иногда температура основания может быть ниже температуры воздуха на 3-4 градуса).
Температура воздуха на строительной площадке должна быть не менее +15°С и не более +30°С. Крайне нежелательно наличие сквозняков – это может привести к дефектам на поверхности покрытия: пузыри, рябь, шагрень.
Влажность воздуха на объекте должна быть не более 85% при температуре +20°С и не более 75% при температуре +10°С.
При доставке на объект охлажденного материала (в силу погодных условий или ненадлежащих условий хранения) необходимо выдержать его в теплом помещении не менее 1 суток.
В нормальных условиях температура компонентов материала QTP 2031 должна быть около +20°С. При высокой температуре на объекте желательно остудить материал до +12° — +15оС, а при низкой — нагреть до +23° — +25оС.
Химическая реакция после смешения компонентов «А» и «В» происходит с выделением тепла, которое сокращает время жизни состава. Поэтому объем смешиваемого материала QTP 2031 должен быть увязан с количеством укладчиков, скоростью и способом нанесения, температурой на объекте. После перемешивания материал необходимо вылить на обрабатываемую поверхность. Крайне нежелательно держать замешанный материал в банках.
Необходимо помнить, что температура материала и основания, влажность и температура воздуха напрямую влияют на такие свойства материалов как вязкость (текучесть), время жизни, сроки полимеризации, внешний вид поверхности и наличие или отсутствие различных дефектов.
Приготовление состава
QTP 2031 имеет два компонента («А» и «Б»), которые находятся в тщательно подобранном соотношении. При необходимости частичного использования упаковки следует четко соблюдать соотношение компонентов. При несоблюдении этого правила, возможны охрупчивание, вздутия поверхности или остаточная липкость, или потеря физико-механических свойств слоя.
Перемешивание состава производится низкооборотной мешалкой (150-300 оборотов в минуту) со спиральной насадкой, обеспечивающей движение смеси снизу-вверх. Диаметр насадки должен быть не менее 1/3 диаметра емкости.
При перемешивании компонентов насадка миксера не должна подниматься над уровнем материала.
Пропорции смешения
QTP 2031
Компонент А
Компонент Б
Весовое соотношение
100
20
Для приготовления состава необходимо:
тщательно перемешать емкость с компонентом «А»;
полностью перелить компонент «Б» в емкость с компонентом «А» и перемешать в течение 2-3 мин. , обращая особое внимание на перемешивание материала у дна и стенок;
затем перелить приготовленную смесь в чистую емкость* и перемешать еще раз в течение 1-2 мин.;
после чего (если это необходимо) добавляется кварцевый песок и состав еще раз перемешивается в течение 1 минуты до достижения однородной смеси.
* Это требование обусловлено тем, что при перемешивании компонентов в одной емкости на дне может сохраниться небольшое количество не полностью перемешанного состава. Попадание такого материала на поверхность пола может привести к серьезному браку в работе, вплоть до того, что отдельные участки покрытия не полимеризуются.
Укладка материала
Укладка упруго-эластичного слоя
Упруго-эластичный слой устраивается с помощью приклеивания матов из резиновой крошки на предварительно огрунтованное основание.
Маты из резиновой крошки должны быть сухими, свободными от загрязнений, препятствующих адгезии, а также правильной геометрической формы без видимых деформаций.
Для приклеивания матов к загрунтованному основанию и его последующего шпатлевания, используют QTP 2031 загущенный с помощью QTP 0000.
Наливная конструкция покрытия на основе состава QTP 2031 и матов из резиновой крошки.
Запечатывающий слой наноситься гладким шпателем «на сдир» после отверждения клеевого слоя (не менее 15 часов при комнатной температуре)
Нанесение финишного слоя
QTP 2031 наносится на упруго-эластичное основание, только после отверждения запечатывающего слоя (не менее 15 часов при комнатной температуре)
После перемешивания состав QTP 2031 как можно быстрее выливается на загрунтованное основание и распределяется с помощью шпателя с металлическими зубчатыми вставками. Высоту зуба следует выбирать исходя из планируемого расхода материала (толщины слоя). Через 10-15 минут после распределения комплекта материала необходимо обработать уложенный слой игольчатым валиком для удаления пузырьков воздуха и облегчения процесса нивелирования слоя.
При укладке и обработке материала по свежему слою необходимо передвигаться в специальной обуви исключительно с тупыми шипами на подошве.
Необходимо внимательно следить за временем, поскольку у материала постепенно увеличивается вязкость (см. время жизни материала) и на уложенном покрытии могут остаться следы от зубчатого ракеля и игольчатого валика.
Следующий комплект материала разливается сразу после распределения первого. При стыковке двух комплектов материала позднее чем через 15-20 минут (при температуре +20ºС) может образоваться видимая граница.
В помещениях со сложной геометрией рекомендуется заранее продумать план работ по заливке.
Временные перерывы между слоями
Температура
+10оС
+20оС
+30оС
Минимум
20 часов
15 часов
12 часов
Максимум
48 часов
24 часа
18 часов
Время жизни материала, замешенного с отвердителем
Температура
+10оС
+20оС
+30оС
Время жизни (нанесенный материал) (мин)
18
15
12
Время отверждения
Температура
+10оС
+20оС
+30оС
Можно ходить
32 часа
16 часов
12 часов
Легкая нагрузка
6 дней
3 дня
2 дня
Полная нагрузка
10 дней
7 дней
5 дней
ТЕСТОВЫЙ УЧАСТОК
Для подтверждения правильности выбранной конструкции покрытия, способов подготовки основания, применяемых инструментов, оборудования, качества материалов и квалификации бригады укладчиков рекомендуется произвести тестовое нанесение.
Для этого на объекте выделяется участок площадью 5-50 м², на котором выполняется весь комплекс предусмотренных проектом работ. Чем больше тестовый участок, тем большая вероятность получить наиболее достоверный результат
УПАКОВКА
QTP 2031
Компонент А
Компонент Б
Комплект 24 кг
20 кг – металлическое ведро 20 л
4 кг – металлическое ведро 5 л
ВНЕШНИЙ ВИД
Компонент А – густая жидкость. Цвет выбирается по стандартной карте цветов QTP. Возможна колеровка по стандартам RAL К.
Компонент Б – подвижная темно-коричневая жидкость.
ХРАНЕНИЕ
6 месяцев со дня изготовления в нераспечатанном оригинальном контейнере при хранении в сухом, прохладном помещении (+15 — +25° С), без негативного воздействия отрицательных температур. Не допускать попадания прямых солнечных лучей!
КРИСТАЛЛИЗАЦИЯ
QTP 2031 содержит изоцианаты и может кристаллизоваться при хранении или перепадах температуры. Обычно состав не подвержен кристаллизации, но также невозможно гарантировать ее полное отсутствие. Основной причиной может послужить хранение при постоянных перепадах температуры, тряска, попадание пыли или иных источников кристаллизации. Кристаллизация проявляется в виде помутнения состава, выпадения осадка или полного затвердевания. Данный процесс является обратимым и не является браком. Для раскристаллизации материала его необходимо выдержать при температуре от 45 до 600С не менее 2 часов. Для получения подробной консультации, свяжитесь со службой поддержки компании QTP.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Следует внимательно изучить текст и предупредительные обозначения на заводских этикетках. Более подробная информация об опасных компонентах и мерах безопасности приведена в паспорте техники безопасности, который по запросу можно получить в техническом отделе компании QTP.
Только для профессионального применения.
Работы по укладке полимерного покрытия следует проводить в хорошо проветриваемом помещении. Во время проведения работ нельзя пользоваться открытым огнем и производить сварочные работы.
Материал может вызывать раздражение кожи. Не допускать попадания материала на открытые участки кожи, в глаза и рот. При попадании на слизистую оболочку или в глаза необходимо немедленно промыть их большим количеством воды и обратиться к врачу.
Необходимо выполнять основные требования промышленной гигиены: пользоваться спецодеждой, защитными очками и перчатками.
После окончания работ и перед приемом пищи следует переодеться и вымыть руки с мылом. Для защиты кожи используйте защитные кремы.
ВОЗДЕЙСТВИЕ НА ОКРУЖАЮЩУЮ СРЕДУ
Компоненты А и Б в несмешанном состоянии могут повлечь загрязнение водоемов. Не допускать попадания в канализацию, почву и грунтовые воды. Отвердевший состав опасности не представляет.
ОЧИСТКА ИНСТРУМЕНТА
Неотвержденный QTP 2031 с инструмента можно удалить при помощи следующих растворителей: Р-646, ксилол, ацетон, этилацетат. Затвердевший материал возможно удалить только механически.
ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ
Информация технического описания, а также рекомендации по применению и утилизации материалов даны на основании лабораторных испытаний и практического опыта их применения, при условии правильного хранения и нормальных условиях нанесения в соответствии с рекомендациями. В связи с тем, что мы не имеем возможности контролировать процесс хранения, укладки материалов и/или условия эксплуатации выполненных покрытий, мы несем ответственность только за качество материала при поставке его потребителю и гарантируем его соответствие нашим стандартам. Компания не несет ответственности за дефекты, образовавшиеся в результате некорректного применения данного продукта. Гарантии, касающиеся ожидаемой прибыли или другой юридической ответственности, не могут быть основаны на данной информации.
Указанные данные рассматриваются только как общее руководство – для более подробной консультации и/или обучения необходимо обращаться в службу технической поддержки нашей компании.
Поскольку производство материалов периодически оптимизируется и совершенствуется, компания оставляет за собой право изменять техническое описание материала без уведомления клиентов. С введением нового описания старое техническое описание утрачивает актуальность. Перед применением материала убедитесь в наличии у Вас действующего на данный момент технического описания.
Прогнозы занятости: резюме на 2021-2031 гг. — результаты A01 на 2021 г.
Дата выпуска: 10:00 (восточноевропейское время), четверг, 8 сентября 2022 г. USDL-22-1805
Техническая информация: (202) 691-5700 * [email protected] * www.bls.gov/emp
Контакты для СМИ: (202) 691-5902 * [email protected]
ПРОГНОЗЫ ЗАНЯТОСТИ -- 2021-2031 ГГ.
Прогнозируется, что экономика США добавит 8,3 миллиона рабочих мест с 2021 по 2031 год, сообщает Бюро США.
Об этом сообщила сегодня Служба статистики труда (BLS). Прогнозируется, что общая занятость увеличится с
с 158,1 млн до 166,5 млн и ежегодно растут на 0,5%, что медленнее, чем в
1,0 процента годового роста, зарегистрированного в течение десятилетия 2011-21 годов.
В прогнозах на 2021–2031 годы в качестве базового года используется среднегодовой уровень занятости на 2021 год.
Среднегодовые уровни 2021 года не отражают значительной части восстановления занятости и
перераспределение, которое уже произошло после COVID-19пандемия и
сопровождающий рецессию, учитывая, что общая занятость продолжала быстро расти через
первой половине 2022 года. В результате общая занятость в прогнозах на 2021–2031 годы и
прогнозируемый рост во многих секторах, отражает прогнозируемый быстрый рост в результате низкой базы
уровень занятости в год. Однако пандемия также стала катализатором для некоторых
структурные изменения спроса на определенные товары и услуги, которые, как ожидается, повлияют
долгосрочный спрос на занятость в избранной группе отраслей и профессий.
____________________________________________________________________________________________
| |
| Справочник по профессиональным перспективам |
| |
| Прогнозы BLS являются основой Справочника по профессиональным перспективам (OOH), |
| один из наиболее широко используемых информационных ресурсов о карьере в стране. OOH отражает |
| Прогнозы занятости BLS на десятилетие 202131 года. Доступна обновленная OOH |
| на сайте www.bls.gov/ooh. |
|______________________________________________________________________________________________|
____________________________________________________________________________________________
| |
| Последствия COVID-19пандемия по прогнозам на 2021 год31 |
| |
| Пандемия COVID-19 спровоцировала экономический спад с февраля 2020 года по апрель |
| 2020 г., что приведет к существенному снижению производства и занятости. Пока рецессия |
| длилась всего несколько месяцев, пандемия сохранялась до 2021 года, продолжая разрушать |
| экономической деятельности, предотвращают или препятствуют возвращению людей на рынок труда |
| силу и воздействовать на другие экономические условия, влияющие на занятость. экономика |
| восстановился в 2021 году, восстановив примерно 4,6 миллиона рабочих мест; однако это равно |
| только около половины рабочих мест, которые были потеряны с 2019 годадо 2020 года. В результате 2021 |
| среднегодовой уровень занятости, который формирует базовый уровень на 2021 год31 |
| прогнозы, остались значительно ниже допандемических уровней. Занятость в большинстве |
| секторы продолжали восстанавливаться в первой половине 2022 года, а в 2021 году31 |
| прогнозы не отражают восстановление занятости и произошедшее перераспределение |
| в тот период времени. |
| |
| Некоторые отрасли, несоразмерно пострадавшие от пандемии COVID-19 |
| имеют более низкие значения базового года и, как ожидается, испытают циклическое восстановление в |
| начале десятилетия 202131 года, когда объем производства и занятость нормализуются, а |
| вернуться к своим долгосрочным тенденциям роста, что приведет к увеличению прогнозируемой занятости |
| рост. (См. Техническое примечание для обсуждения разницы между циклическим и |
| структурные изменения. ) Прогнозируется быстрый рост отраслей, в которых сократилась занятость |
| в 2020 г. и оставался низким в 2021 г., что, как ожидается, также приведет к сильному росту |
| профессий, занятых в этих отраслях. Например, многие кинотеатры не были |
| работать на полную мощность в 2021 году, что приведет к снижению уровня занятости в |
| индустрия кино- и видеовыставок в 2021 году, чем в допандемии в последнее время |
| история. Прогнозируется, что эта отрасль вырастет на 70,5% за десятилетие 2021–202131 гг. |
| счет циклического восстановления занятости, а не долгосрочного структурного |
| увеличение спроса на кино- и видеовыставки. В свою очередь кинофильм |
| киномеханики; и швейцары, дежурные в вестибюле и контролеры билетов - занятия высоко |
| сосредоточены в промышленности, также ожидается сильный циклический рост. |
| |
| Кроме того, прогнозируется, что некоторые отрасли и профессии изменятся в долгосрочной перспективе |
| структурный спрос, возникающий в результате экономических изменений, вызванных пандемией. Например, |
| Ожидается, что многие профессии, связанные с компьютерами, будут иметь повышенный долгосрочный спрос, отчасти из-за |
| увеличению спроса бизнеса на телекоммуникационную вычислительную инфраструктуру и информацию |
| технологическая (ИТ) безопасность. |
| |
| Поэтому пользователи данных должны иметь в виду, что высокие темпы роста в этом прогнозе |
| множество может управляться циклически, структурно (в долгосрочной перспективе) или управляться |
| сочетание циклических и структурных факторов. |
|______________________________________________________________________________________________|
Ожидается, что в секторе отдыха и гостеприимства будет самая высокая занятость
рост всех секторов, в основном из-за низкой базовой точки в 2021 году. Здравоохранение и
сектор социальной помощи, по прогнозам, создаст больше всего рабочих мест в течение десятилетия 2021–2031 годов,
растет вместе с сегментом населения в возрасте 65 лет и старше. Этот
должно, в свою очередь, повысить спрос на различные медицинские профессии, особенно те,
участие в уходе за пожилыми людьми и теми, кто, как ожидается, выиграет от увеличения
преобладание коллективного здравоохранения.
Общий прогнозируемый рост занятости зависит от ожидаемого роста экономики и
рабочей силы, на оба из которых могут влиять изменения в численности населения. Настоящий
Прогнозируется, что валовой внутренний продукт (ВВП) будет расти на 2,1 процента в год с 2021 года.
до 2031 года, что немного быстрее, чем в предыдущее десятилетие. Рост гражданского
неинституциональное население, по прогнозам, замедлится до 0,7 процента в год, в то время как
прогнозируется, что рабочая сила будет расти со скоростью 0,5 процента в год, примерно такими же темпами, как
это десятилетие 2011-21 гг.
Основные моменты прогнозов BLS 202131 для рабочей силы, макроэкономики, промышленности
занятость и профессиональная занятость включены ниже.
Население и рабочая сила
--Гражданское неинституциональное население, по прогнозам, увеличится на 19 человек.от 0,6 млн до
уровень 281,0 млн в 2031 году, что меньше, чем увеличение на 21,8 млн, которое
произошло в течение десятилетия 201121 года. Ожидается гражданское неинституциональное население
расти на 0,7 процента в год в течение десятилетия 2021–2031 годов, снизившись с 0,9 процента
годовой прирост, зарегистрированный за десятилетие с 2011 по 2021 год. В то время как прирост населения
замедляется в течение нескольких десятилетий, прогнозируемый ежегодный рост на 0,7 процента
представляет собой один из самых медленных темпов роста в истории ряда данных.
-- Ожидаемое замедление роста населения в 2021–2031 годах в первую очередь
объясняется более низкими показателями рождаемости в последние десятилетия по сравнению с показателями, наблюдавшимися в
1960-х и начале 1970-х годов, а также к сокращению чистой международной миграции в последние
два десятилетия по сравнению с предыдущими десятилетиями.
-- Ожидается, что более медленный прогнозируемый рост населения будет ограничивать рост
гражданской рабочей силы за прогнозируемый период. Ожидается гражданская рабочая сила
увеличится до 168,9 млн в 2031 г. со 161,2 млн в 2021 г., т. е. на 7,7 млн больше.
Это означает прогнозируемый ежегодный рост в размере 0,5 процента, такой же темп, как и у
десятилетие 2011–2021 годов, но медленнее, чем в годы до 2011 года.
-- По прогнозам, уровень участия в рабочей силе снизится с 61,7 процента в 2021 году до
60,1 процента в 2031 году. Стареющее население, представленное большей долей
лиц старше 65 лет, является основным фактором снижения
уровень участия в рабочей силе за десятилетие 2021–2031 годов.
-- В то же время показатели участия в возрастных группах от 55 до 64 лет и старше 65 лет
по прогнозам, возрастет в течение прогнозируемого десятилетия, поскольку пожилые работники все чаще
остаться в рабочей силе.
Макроэкономика
-- Прогнозируется, что реальный ВВП будет расти на 2,1 процента в год в течение десятилетия 2021–2031 годов. Это
немного выше, чем соответствующие годовые темпы двух предыдущих десятилетий в 2,0 процента
и 1,8 процента, но намного ниже, чем 3,0 процента и выше ставок, наблюдаемых в
1980-х и 1990-х годов.
-- Прогнозируется, что рост производительности труда ускорится до 2,2 процента в год -- в течение
его долгосрочный исторический диапазон. Это значительно выше, чем 1,3% годовых.
рост производительности в предыдущее десятилетие.
Занятость в отрасли
-- Прогнозируется, что общая занятость будет расти на 0,5 процента в год со 158,1 миллиона человек в 2021 году.
до 166,5 млн в 2031 году. Занятость росла на 1,0 процента в год с 2011 года21.
-- Прогнозируется, что сектор здравоохранения и социальной помощи добавит около 2,6 млн человек.
рабочих мест с 2021 по 2031 год, больше, чем в любом другом секторе. В рамках этого сектора отдельные
и индустрия семейных услуг, по прогнозам, добавит больше всего рабочих мест по сравнению с
период прогнозов — примерно 850 000 рабочих мест — и, как ожидается, будет самым быстрым
годовой рост занятости во всех отраслях здравоохранения и социальной помощи на 2,8
процент. Рост занятости в этой отрасли, а также в других сферах здравоохранения и социальной
вспомогательные отрасли, как ожидается, будут обусловлены стареющим населением, переживающим бум рождаемости, и
высокая распространенность хронических заболеваний.
-- В 2021 году занятость в нескольких секторах по-прежнему сдерживалась всплесками COVID-19.случаи,
обеспокоенность общественности по поводу передачи вируса, мер по смягчению последствий и занятости
перераспределение, что привело к низкой занятости в базовом году для прогнозов на 202131 год.
Эти сектора, включая отдых и гостиничный бизнес, а также другие услуги, в том числе
услуги по ремонту и техническому обслуживанию и услуги по уходу за собой, по прогнозам, войдут в число
самым быстрорастущим за десятилетие 2021–202131 гг.
-- Почти три четверти рабочих мест, потерянных в сфере отдыха и гостеприимства во время COVID-19.
пандемии в 2020 году еще предстояло восстановиться в 2021 году. Следовательно, досуг и
по прогнозам, гостиничный бизнес будет расти быстрее всех среди всех секторов в 2021 году31.
десятилетие в годовом исчислении 1,3 процента, отражая циклическое восстановление. Семь из
20 самых быстрорастущих отраслей находятся в сфере отдыха и гостеприимства. В
Кроме того, ожидается, что индустрия общественного питания и питейных заведений будет иметь
самое большое увеличение занятости в любой отрасли, добавив около 1,3 миллиона рабочих мест за
202131.
-- Ожидается, что спрос на профессиональные и деловые услуги возрастет в течение
период прогнозов, обусловленный потребностью бизнеса в технической экспертизе в таких областях, как
как ИТ-решения и кибербезопасность, менеджмент, маркетинговые исследования и др.
консультационные и технические услуги. Прогнозируется, что этот сектор станет третьим по величине
рост занятости за десятилетие 202131 года.
-- Розничная торговля, по прогнозам, потеряет больше всего рабочих мест по сравнению с любым другим сектором в 2021 году31. Кирпич-
Ожидается, что предприятия розничной торговли продолжат бороться с более жесткими
конкуренция со стороны интернет-магазинов.
Профессиональная занятость
-- Профессии, связанные с оказанием медицинской помощи, по прогнозам, будут расти быстрее всех профессий.
группы, на 17,8 процента с 2021 по 2031 год. Прогнозируемые быстрорастущие профессии в этом
группа включает помощников физиотерапевта, помощников по домашнему здоровью и личной гигиене,
и ассистенты по трудотерапии. Помимо прогнозируемого быстрого роста, домашняя
помощники по здравоохранению и личной гигиене, по прогнозам, также испытают наибольший рост
на новых рабочих местах любой профессии в течение прогнозируемого периода 2021–2031 годов. Это прогнозируется
получить примерно 924 000 рабочих мест, достигнув уровня занятости 4,6 млн в
2031, что сделало бы его крупнейшим занятием в экономике. Спрос на
Ожидается, что услуги по уходу и терапевтические услуги будут быстро расти в ответ на
растущее пожилое население, которое обычно имеет повышенные потребности в медицинской помощи
по сравнению с младшими группами.
-- Предполагается, что группа, занимающаяся компьютерами и математикой, испытает много
быстрее, чем средний рост занятости на 15,4 процента до 2031 года. Ожидается сильный
спрос на ИТ-услуги, включая услуги кибербезопасности и облачные вычисления, будет
потребность в топливе для компьютерных профессий. Для математических занятий ожидается надежный
рост объемов данных, отчасти связанный с Интернетом вещей (IoT) и подключением
потребительские товары и промышленное оборудование, а также спрос на данные, которые необходимо собирать и
проанализированы основные факторы сильного прогнозируемого роста занятости. Три компьютера
и математические профессии входят в десятку самых быстрорастущих профессий:
специалисты по данным, аналитики информационной безопасности и статистики. Кроме того,
разработчики программного обеспечения, как ожидается, увидят третий по величине прирост рабочих мест среди всех
оккупации в течение десятилетия 2021-31 гг.
-- Личный уход и услуги, связанные с приготовлением пищи и обслуживанием
профессий, согласно прогнозам, станут третьей и четвертой по темпам роста профессией.
группы соответственно. Многие из этих профессий сильно пострадали от COVID-19.пандемии в 2020 г. и продолжала сказываться на ней в 2021 г. Следовательно, профессии
внутри этих групп, таких как повара ресторана, как ожидается,
циклический рост.
--Некоторые рабочие места были потеряны во время пандемии и, по прогнозам, будут восстановлены в течение
десятилетие прогнозов уже было восстановлено, так как занятость быстро росла
в течение первой половины 2022 года. В результате некоторые профессиональные группы быстро
прогнозируемый рост, который отражает краткосрочное восстановление, а не долгосрочные ожидания
прибыли, такие как приготовление пищи и обслуживание родственной профессиональной группы, которая
уже реализовала заметную долю прогнозируемого изменения занятости в 2021–2031 гг. на
середина 2022 года.
-- Три профессиональные группы -- офисные и административно-вспомогательные занятия, производство
профессий, продаж и связанных с ними профессий, по прогнозам, потеряют рабочие места в течение
202131 десятилетие. Шестнадцать из 20 профессий с наибольшим снижением занятости
уровни выше 2021 года31 относятся к одной из этих трех групп. Автоматизация
задач является основным фактором прогнозируемого сокращения занятости многих из этих
занятия. Кассиры, чьи задачи в значительной степени может заменить касса самообслуживания,
по прогнозам потеряет больше всего рабочих мест среди всех профессий, в то время как текстовые процессоры и машинистки
прогнозируется самое резкое падение занятости по сравнению с прогнозами
период.
-- Практикующие медсестры, по прогнозам, испытают самый быстрый рост занятости среди всех
профессий с прогнозируемым ростом на 45,7 процента. Медицинские учреждения
все чаще используют модели медицинского обслуживания, основанные на командах, в которых участвуют практикующие медсестры,
ассистенты врача и другие медицинские работники для оказания помощи пациентам, которые
в противном случае будет предоставлено врачом.
Больше информации
Справочник по профессиональным перспективам (OOH) включает информацию о более чем 500
подробные профессии в более чем 300 профессиональных профилях, охватывающих около 4 из 5 рабочих мест
в экономике. Каждый профиль содержит прогнозы на 202131 год, а также оценки
перспективы работы, трудовая деятельность, заработная плата, требования к образованию и обучению и многое другое.
-- OOH доступен в Интернете по адресу www.bls.gov/ooh.
--Страницы со степенями доступны в Интернете по адресу
www.bls.gov/ooh/field-of-grade/home.htm.
--Подробная информация о прогнозах на 2021 31 год появится в Ежемесячном отчете по труду.
Обзор осенью 2022 года.
-- Таблицы с подробными, исчерпывающими статистическими данными, использованными при подготовке прогнозов,
доступны в Интернете по адресу www.bls.gov/emp/tables.htm.
-- Определения терминов, используемых в этом пресс-релизе, доступны в глоссарии BLS по адресу
www.bls.gov/bls/glossary.htm.
Если вы глухой, слабослышащий или имеете проблемы с речью, наберите 7-1-1, чтобы
получить доступ к телекоммуникационным службам ретрансляции.
10 лучших рабочих мест в США на 2023 год, согласно новому исследованию
2023 год начинается с жесткого рынка труда, несмотря на недавние заголовки об увольнениях и приостановке найма.
В декабре уровень безработицы снизился до 3,5%, самого низкого уровня за последние 50 лет, в то время как спрос на рабочую силу остается высоким, а это означает, что у кандидатов есть лучший выбор возможностей для выбора.
Согласно новому исследованию U.S. News and World Report, самые популярные и востребованные рабочие места имеют несколько общих характеристик: конкурентоспособная заработная плата, явные возможности для карьерного роста, постоянный спрос и здоровый баланс между работой и личной жизнью.
Во вторник издание US News and World Report опубликовало свой рейтинг 100 лучших рабочих мест в Америке на 2023 год, сосредоточив внимание на профессиях с наибольшим прогнозируемым ростом в период до 2031 года и ранжируя их по уровням стресса, средней заработной плате, уровню безработицы, трудоспособности. жизненный баланс и другие факторы.
Вот 10 лучших рабочих мест в США в 2023 году, согласно US News and World Report, а также полный список 100 лучших рабочих мест здесь.
1. Разработчик программного обеспечения
Средняя заработная плата: $ 120,730 Проектируемый рост рабочих мест к 2031: 370 600 позиций Требования к образованию: Степень бакалавра
2. Практика для медсестры
Median Salare: $ 120,680 Запланированная задача: $ 120,680 Запланированная задача. : Степень магистра
3. Менеджер по медицинскому обслуживанию и здравоохранению
Средняя заработная плата: 101 340 долларов США Прогнозируемый рост числа рабочих мест к 2031 году: 136 200 позиций Требования к образованию: Группа бакалавра
4. Помощник врача
Средняя заработная плата: $ 121 530 Проектированный рост работы на 2031: 38,400. аналитик
Средняя заработная плата: 102 600 долларов США Прогнозируемый рост рабочих мест к 2031 году: 56 500 должностей Требования к образованию: Степень бакалавра
6. Физический терапевт
Средняя заработная плата: $ 95 620 Проектированный рост рабочих мест на 2031: 40,400. Прогнозируемый рост рабочих мест к 2031 году: 123 100 должностей Требования к образованию: Степень бакалавра
8. Менеджер по информационным технологиям
Median salary: $159,010 Projected job growth by 2031: 82,400 positions Education requirements: Bachelor’s degree
9. Web developer
Median salary: $77,030 Projected job growth by 2031: 28,900 positions Требования к образованию: Степень бакалавра
10.
Стоматолог
Средняя заработная плата: 160 370 долларов США Прогнозируемый рост числа рабочих мест к 2031 году: 7700 должностей Требования к образованию: Докторская степень
Несмотря на проблемы, связанные с затяжной пандемией Covid-19, или из-за них, рабочие места в сфере технологий и здравоохранения доминируют в рейтингах «лучших вакансий».
Четыре рабочих места в топ-10 связаны с технологиями, несмотря на то, что за последние несколько месяцев тысячи работников технологической отрасли были уволены в результате массовых сокращений рабочих мест.
Разработчик программного обеспечения занял первое место в этом году, поднявшись на четыре позиции по сравнению с прошлым годом. Это связано с тем, что спрос на разработчиков программного обеспечения остается стабильным во всех других секторах, поскольку как международным, так и местным компаниям требуются таланты для их дальнейшей цифровой трансформации.
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «ШКОЛА № 2031» вакансии
Онлайн каталог вакансий содержит актуальный список свежих предложений трудоустройства для соискателей.
Официальный сайт
Официальный сайт онлайн обновил информацию о трудоустройстве 08 ноября 2022 г в режиме реального времени, информация получена от отдела кадров организации. Оформить бесплатную рассылку свежих вакансий от ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «ШКОЛА № 2031» можно через специальную форму.
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «ШКОЛА № 2031» телефон отдела кадров
Новые вакансии предоставлены отделом кадров работодателя ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «ШКОЛА № 2031» и актуальны на 08 ноября 2022 г. Уточнить вопросы связанные с работой и трудоустройством можно по телефону отдела кадров.
Вакансии, контакты отдела кадров
Для полного просмотра, предоставляемого места работы, перейдите по ссылке нужной вакансии.
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «ШКОЛА № 2031»
Точное месторасположение на карте Организация на карте
Построить маршрут до компании Как добраться
Написать свой отзыв, поставить рейтинг Добавить отзыв
Отзывы об организации от сотрудников и работников Отзывы
Вакансии в ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «ШКОЛА № 2031»
Для просмотра информации о конкретной вакансии, перейдите по ссылке в её описании. Обновление: 08 ноября 2022 г
Работа в ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «ШКОЛА № 2031»
Подпишитесь на прямую рассылку!
Самые свежие вакансии ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «ШКОЛА № 2031» сразу поступят к вам на почту!
В любой момент можете отписаться от рассылки
Отправить резюме
Он-лайн способ отправки резюме на электронный адрес [email protected] или по факсу
Вакансии | контакты отдела кадров
ИНН: 7720584916 ОГРН: 5077746818452
Прогнозы занятости: резюме на 2021-2031 гг. — результаты A01 на 2021 г.
Дата выпуска: 10:00 (восточноевропейское время), четверг, 8 сентября 2022 г. USDL-22-1805
Техническая информация: (202) 691-5700 * [email protected] * www.bls.gov/emp
Контакты для СМИ: (202) 691-5902 * PressOffice@bls. gov
ПРОГНОЗЫ ЗАНЯТОСТИ -- 2021-2031 ГГ.
Прогнозируется, что экономика США добавит 8,3 миллиона рабочих мест с 2021 по 2031 год, сообщает Бюро США.
Об этом сообщила сегодня Служба статистики труда (BLS). Прогнозируется, что общая занятость увеличится с
с 158,1 млн до 166,5 млн и ежегодно растут на 0,5%, что медленнее, чем в
1,0 процента годового роста, зарегистрированного в течение десятилетия 2011-21 гг.
В прогнозах на 2021–2031 годы в качестве базового года используется среднегодовой уровень занятости на 2021 год.
Среднегодовые уровни 2021 года не отражают значительной части восстановления занятости и
перераспределение, которое уже произошло после COVID-19пандемия и
сопровождающий рецессию, учитывая, что общая занятость продолжала быстро расти через
первой половине 2022 года. В результате общая занятость в прогнозах на 2021–2031 годы и
прогнозируемый рост во многих секторах, отражает прогнозируемый быстрый рост в результате низкой базы
уровень занятости в год. Однако пандемия также стала катализатором для некоторых
структурные изменения спроса на определенные товары и услуги, которые, как ожидается, повлияют
долгосрочный спрос на занятость в избранной группе отраслей и профессий.
____________________________________________________________________________________________
| |
| Справочник по профессиональным перспективам |
| |
| Прогнозы BLS являются основой Справочника по профессиональным перспективам (OOH), |
| один из наиболее широко используемых информационных ресурсов о карьере в стране. OOH отражает |
| Прогнозы занятости BLS на десятилетие 202131 года. Доступна обновленная OOH |
| на сайте www.bls.gov/ooh. |
|______________________________________________________________________________________________|
____________________________________________________________________________________________
| |
| Последствия COVID-19пандемия по прогнозам на 2021 год31 |
| |
| Пандемия COVID-19 спровоцировала экономический спад с февраля 2020 года по апрель |
| 2020 г., что приведет к существенному снижению производства и занятости. Пока рецессия |
| длилась всего несколько месяцев, пандемия сохранялась до 2021 года, продолжая разрушать |
| экономической деятельности, предотвращают или препятствуют возвращению людей на рынок труда |
| силу и воздействовать на другие экономические условия, влияющие на занятость. экономика |
| восстановился в 2021 году, восстановив примерно 4,6 миллиона рабочих мест; однако это равно |
| только около половины рабочих мест, которые были потеряны с 2019 годадо 2020 года. В результате 2021 |
| среднегодовой уровень занятости, который формирует базовый уровень на 2021 год31 |
| прогнозы, остались значительно ниже допандемических уровней. Занятость в большинстве |
| секторы продолжали восстанавливаться в первой половине 2022 года, а в 2021 году31 |
| прогнозы не отражают восстановление занятости и произошедшее перераспределение |
| в тот период времени. |
| |
| Некоторые отрасли, несоразмерно пострадавшие от пандемии COVID-19 |
| имеют более низкие значения базового года и, как ожидается, испытают циклическое восстановление в |
| начале десятилетия 202131 года, когда объем производства и занятость нормализуются, а |
| вернуться к своим долгосрочным тенденциям роста, что приведет к увеличению прогнозируемой занятости |
| рост. (См. Техническое примечание для обсуждения разницы между циклическим и |
| структурные изменения. ) Прогнозируется быстрый рост отраслей, в которых сократилась занятость |
| в 2020 г. и оставался низким в 2021 г., что, как ожидается, также приведет к сильному росту |
| профессий, занятых в этих отраслях. Например, многие кинотеатры не были |
| работать на полную мощность в 2021 году, что приведет к снижению уровня занятости в |
| индустрия кино- и видеовыставок в 2021 году, чем в допандемии в последнее время |
| история. Прогнозируется, что эта отрасль вырастет на 70,5% за десятилетие 2021–202131 гг. |
| счет циклического восстановления занятости, а не долгосрочного структурного |
| увеличение спроса на кино- и видеовыставки. В свою очередь кинофильм |
| киномеханики; и швейцары, дежурные в вестибюле и контролеры билетов - занятия высоко |
| сосредоточены в промышленности, также ожидается сильный циклический рост. |
| |
| Кроме того, прогнозируется, что некоторые отрасли и профессии изменятся в долгосрочной перспективе |
| структурный спрос, возникающий в результате экономических изменений, вызванных пандемией. Например, |
| Ожидается, что многие профессии, связанные с компьютерами, будут иметь повышенный долгосрочный спрос, отчасти из-за |
| увеличению спроса бизнеса на телекоммуникационную вычислительную инфраструктуру и информацию |
| технологическая (ИТ) безопасность. |
| |
| Поэтому пользователи данных должны иметь в виду, что высокие темпы роста в этом прогнозе |
| множество может управляться циклически, структурно (в долгосрочной перспективе) или управляться |
| сочетание циклических и структурных факторов. |
|______________________________________________________________________________________________|
Ожидается, что в секторе отдыха и гостеприимства будет самая высокая занятость
рост всех секторов, в основном из-за низкой базовой точки в 2021 году. Здравоохранение и
сектор социальной помощи, по прогнозам, создаст больше всего рабочих мест в течение десятилетия 2021–2031 годов,
растет вместе с сегментом населения в возрасте 65 лет и старше. Этот
должно, в свою очередь, повысить спрос на различные медицинские профессии, особенно те,
участие в уходе за пожилыми людьми и теми, кто, как ожидается, выиграет от увеличения
преобладание коллективного здравоохранения.
Общий прогнозируемый рост занятости зависит от ожидаемого роста экономики и
рабочей силы, на оба из которых могут влиять изменения в численности населения. Настоящий
Прогнозируется, что валовой внутренний продукт (ВВП) будет расти на 2,1 процента в год с 2021 года.
до 2031 года, что немного быстрее, чем в предыдущее десятилетие. Рост гражданского
неинституциональное население, по прогнозам, замедлится до 0,7 процента в год, в то время как
прогнозируется, что рабочая сила будет расти со скоростью 0,5 процента в год, примерно такими же темпами, как
это десятилетие 2011-21 гг.
Основные моменты прогнозов BLS 202131 для рабочей силы, макроэкономики, промышленности
занятость и профессиональная занятость включены ниже.
Население и рабочая сила
--Гражданское неинституциональное население, по прогнозам, увеличится на 19 человек.от 0,6 млн до
уровень 281,0 млн в 2031 году, что меньше, чем увеличение на 21,8 млн, которое
произошло в течение десятилетия 201121 года. Ожидается гражданское неинституциональное население
расти на 0,7 процента в год в течение десятилетия 2021–2031 годов, снизившись с 0,9 процента
годовой прирост, зарегистрированный за десятилетие с 2011 по 2021 год. В то время как прирост населения
замедляется в течение нескольких десятилетий, прогнозируемый ежегодный рост на 0,7 процента
представляет собой один из самых медленных темпов роста в истории ряда данных.
-- Ожидаемое замедление роста населения в 2021–2031 годах в первую очередь
объясняется более низкими показателями рождаемости в последние десятилетия по сравнению с показателями, наблюдавшимися в
1960-х и начале 1970-х годов, а также к сокращению чистой международной миграции в последние
два десятилетия по сравнению с предыдущими десятилетиями.
-- Ожидается, что более медленный прогнозируемый рост населения будет ограничивать рост
гражданской рабочей силы за прогнозируемый период. Ожидается гражданская рабочая сила
увеличится до 168,9 млн в 2031 г. со 161,2 млн в 2021 г., т. е. на 7,7 млн больше.
Это означает прогнозируемый ежегодный рост в размере 0,5 процента, такой же темп, как и у
десятилетие 2011–2021 годов, но медленнее, чем в годы до 2011 года.
-- По прогнозам, уровень участия в рабочей силе снизится с 61,7 процента в 2021 году до
60,1 процента в 2031 году. Стареющее население, представленное большей долей
лиц старше 65 лет, является основным фактором снижения
уровень участия в рабочей силе за десятилетие 2021–2031 годов.
-- В то же время показатели участия в возрастных группах от 55 до 64 лет и старше 65 лет
по прогнозам, возрастет в течение прогнозируемого десятилетия, поскольку пожилые работники все чаще
остаться в рабочей силе.
Макроэкономика
-- Прогнозируется, что реальный ВВП будет расти на 2,1 процента в год в течение десятилетия 2021–2031 годов. Это
немного выше, чем соответствующие годовые темпы двух предыдущих десятилетий в 2,0 процента
и 1,8 процента, но намного ниже, чем 3,0 процента и выше ставок, наблюдаемых в
1980-х и 1990-х годов.
-- Прогнозируется, что рост производительности труда ускорится до 2,2 процента в год -- в течение
его долгосрочный исторический диапазон. Это значительно выше, чем 1,3% годовых.
рост производительности в предыдущее десятилетие.
Занятость в отрасли
-- Прогнозируется, что общая занятость будет расти на 0,5 процента в год со 158,1 миллиона человек в 2021 году.
до 166,5 млн в 2031 году. Занятость росла на 1,0 процента в год с 2011 года21.
-- Прогнозируется, что сектор здравоохранения и социальной помощи добавит около 2,6 млн человек.
рабочих мест с 2021 по 2031 год, больше, чем в любом другом секторе. В рамках этого сектора отдельные
и индустрия семейных услуг, по прогнозам, добавит больше всего рабочих мест по сравнению с
период прогнозов — примерно 850 000 рабочих мест — и, как ожидается, будет самым быстрым
годовой рост занятости во всех отраслях здравоохранения и социальной помощи на 2,8
процент. Рост занятости в этой отрасли, а также в других сферах здравоохранения и социальной
вспомогательные отрасли, как ожидается, будут обусловлены стареющим населением, переживающим бум рождаемости, и
высокая распространенность хронических заболеваний.
-- В 2021 году занятость в нескольких секторах по-прежнему сдерживалась всплесками COVID-19.случаи,
обеспокоенность общественности по поводу передачи вируса, мер по смягчению последствий и занятости
перераспределение, что привело к низкой занятости в базовом году для прогнозов на 202131 год.
Эти сектора, включая отдых и гостиничный бизнес, а также другие услуги, в том числе
услуги по ремонту и техническому обслуживанию и услуги по уходу за собой, по прогнозам, войдут в число
самым быстрорастущим за десятилетие 2021–202131 гг.
-- Почти три четверти рабочих мест, потерянных в сфере отдыха и гостеприимства во время COVID-19.
пандемии в 2020 году еще предстояло восстановиться в 2021 году. Следовательно, досуг и
по прогнозам, гостиничный бизнес будет расти быстрее всех среди всех секторов в 2021 году31.
десятилетие в годовом исчислении 1,3 процента, отражая циклическое восстановление. Семь из
20 самых быстрорастущих отраслей находятся в сфере отдыха и гостеприимства. В
Кроме того, ожидается, что индустрия общественного питания и питейных заведений будет иметь
самое большое увеличение занятости в любой отрасли, добавив около 1,3 миллиона рабочих мест за
202131.
-- Ожидается, что спрос на профессиональные и деловые услуги возрастет в течение
период прогнозов, обусловленный потребностью бизнеса в технической экспертизе в таких областях, как
как ИТ-решения и кибербезопасность, менеджмент, маркетинговые исследования и др.
консультационные и технические услуги. Прогнозируется, что этот сектор станет третьим по величине
рост занятости за десятилетие 202131 года.
-- Розничная торговля, по прогнозам, потеряет больше всего рабочих мест по сравнению с любым другим сектором в 2021 году31. Кирпич-
Ожидается, что предприятия розничной торговли продолжат бороться с более жесткими
конкуренция со стороны интернет-магазинов.
Профессиональная занятость
-- Профессии, связанные с оказанием медицинской помощи, по прогнозам, будут расти быстрее всех профессий.
группы, на 17,8 процента с 2021 по 2031 год. Прогнозируемые быстрорастущие профессии в этом
группа включает помощников физиотерапевта, помощников по домашнему здоровью и личной гигиене,
и ассистенты по трудотерапии. Помимо прогнозируемого быстрого роста, домашняя
помощники по здравоохранению и личной гигиене, по прогнозам, также испытают наибольший рост
на новых рабочих местах любой профессии в течение прогнозируемого периода 2021–2031 годов. Это прогнозируется
получить примерно 924 000 рабочих мест, достигнув уровня занятости 4,6 млн в
2031, что сделало бы его крупнейшим занятием в экономике. Спрос на
Ожидается, что услуги по уходу и терапевтические услуги будут быстро расти в ответ на
растущее пожилое население, которое обычно имеет повышенные потребности в медицинской помощи
по сравнению с младшими группами.
-- Предполагается, что группа, занимающаяся компьютерами и математикой, испытает много
быстрее, чем средний рост занятости на 15,4 процента до 2031 года. Ожидается сильный
спрос на ИТ-услуги, включая услуги кибербезопасности и облачные вычисления, будет
потребность в топливе для компьютерных профессий. Для математических занятий ожидается надежный
рост объемов данных, отчасти связанный с Интернетом вещей (IoT) и подключением
потребительские товары и промышленное оборудование, а также спрос на данные, которые необходимо собирать и
проанализированы основные факторы сильного прогнозируемого роста занятости. Три компьютера
и математические профессии входят в десятку самых быстрорастущих профессий:
специалисты по данным, аналитики информационной безопасности и статистики. Кроме того,
разработчики программного обеспечения, как ожидается, увидят третий по величине прирост рабочих мест среди всех
оккупации в течение десятилетия 2021-31 гг.
-- Личный уход и услуги, связанные с приготовлением пищи и обслуживанием
профессий, согласно прогнозам, станут третьей и четвертой по темпам роста профессией.
группы соответственно. Многие из этих профессий сильно пострадали от COVID-19.пандемии в 2020 г. и продолжала сказываться на ней в 2021 г. Следовательно, профессии
внутри этих групп, таких как повара ресторана, как ожидается,
циклический рост.
--Некоторые рабочие места были потеряны во время пандемии и, по прогнозам, будут восстановлены в течение
десятилетие прогнозов уже было восстановлено, так как занятость быстро росла
в течение первой половины 2022 года. В результате некоторые профессиональные группы быстро
прогнозируемый рост, который отражает краткосрочное восстановление, а не долгосрочные ожидания
прибыли, такие как приготовление пищи и обслуживание родственной профессиональной группы, которая
уже реализовала заметную долю прогнозируемого изменения занятости в 2021–2031 гг. на
середина 2022 года.
-- Три профессиональные группы -- офисные и административно-вспомогательные занятия, производство
профессий, продаж и связанных с ними профессий, по прогнозам, потеряют рабочие места в течение
202131 десятилетие. Шестнадцать из 20 профессий с наибольшим снижением занятости
уровни выше 2021 года31 относятся к одной из этих трех групп. Автоматизация
задач является основным фактором прогнозируемого сокращения занятости многих из этих
занятия. Кассиры, чьи задачи в значительной степени может заменить касса самообслуживания,
по прогнозам потеряет больше всего рабочих мест среди всех профессий, в то время как текстовые процессоры и машинистки
прогнозируется самое резкое падение занятости по сравнению с прогнозами
период.
-- Практикующие медсестры, по прогнозам, испытают самый быстрый рост занятости среди всех
профессий с прогнозируемым ростом на 45,7 процента. Медицинские учреждения
все чаще используют модели медицинского обслуживания, основанные на командах, в которых участвуют практикующие медсестры,
ассистенты врача и другие медицинские работники для оказания помощи пациентам, которые
в противном случае будет предоставлено врачом.
Дополнительная информация
Справочник по профессиональным перспективам (OOH) включает информацию о более чем 500
подробные профессии в более чем 300 профессиональных профилях, охватывающих около 4 из 5 рабочих мест
в экономике. Каждый профиль содержит прогнозы на 202131 год, а также оценки
перспективы работы, трудовая деятельность, заработная плата, требования к образованию и обучению и многое другое.
-- OOH доступен в Интернете по адресу www.bls.gov/ooh.
--Страницы со степенями доступны в Интернете по адресу
www.bls.gov/ooh/field-of-grade/home.htm.
--Подробная информация о прогнозах на 2021 31 год появится в Ежемесячном отчете по труду.
Обзор осенью 2022 года.
-- Таблицы с подробными, исчерпывающими статистическими данными, использованными при подготовке прогнозов,
доступны в Интернете по адресу www.bls.gov/emp/tables.htm.
-- Определения терминов, используемых в этом пресс-релизе, доступны в глоссарии BLS по адресу
www.bls.gov/bls/glossary.htm.
Если вы глухой, слабослышащий или имеете проблемы с речью, наберите 7-1-1, чтобы
получить доступ к телекоммуникационным службам ретрансляции.
Вакансии в области здравоохранения и диализа от DaVita Careers
Присоединяйтесь к нам в нашем стремлении построить величайшее медицинское сообщество , которое когда-либо видел мир.
Оставайтесь на связи и узнайте больше о карьерных возможностях в DaVita. Мы будем присылать вам обновления о вакансиях, которые соответствуют вашим уникальным навыкам и интересам.
Процесс подачи заявления
Мы знаем, что вы мотивированы и трудолюбивы, и мы хотим, чтобы ваш поиск работы в DaVita был значимым и полезным опытом. Наш процесс подачи заявки включает в себя опцию быстрого запуска, которая автоматически заполняет информацию из вашего загруженного резюме.
Принесите свои ценности и лидерские качества в нашу команду! Мы стремимся предоставить карьерные возможности ветеранам войны и их супругам, а также активным военнослужащим.
Студенты и недавние выпускники
Мы предлагаем стажировки и новые программы для выпускников в клинических и деловых условиях внутри компании. Наши программы ориентированы на вашу область обучения и являются практическими и сложными.
Разнообразие и принадлежность
Наше видение — разнообразная деревня, в которой каждый принадлежит. Мы используем совместный, ориентированный на товарищей подход к созданию нашей программы разнообразия и принадлежности (D&B).
Мы инвестируем в наших товарищей по команде, предоставляя возможности для развития ваших навыков и продвижения по карьерной лестнице.
У нас есть программы обучения и развития, которые помогут вам в вашей карьере в DaVita, от клинических и операционных должностей до корпоративных профессиональных должностей.
Наша программа Clinical Ladders предназначена для того, чтобы помочь техникам по уходу за пациентами (PCT), лицензированным практическим медсестрам (LPN), дипломированным медсестрам (RN) и координаторам по уходу (CC) перейти на следующий уровень в своей карьере. Мы используем четко определенные компетенции и вехи, которые помогут вам понять, где вы находитесь в настоящее время и что вам нужно сделать, чтобы достичь следующего шага в своей карьере. Учить больше.
DaVita University (DVU) — это наш собственный набор живых и виртуальных образовательных ресурсов. У нас есть множество программ личного и профессионального развития для сотрудников всех уровней карьеры. Мы также предлагаем вебинары в прямом эфире на самые разные темы, от стилей общения до осознанности, а также микрообучения по запросу об эмоциональном интеллекте (EQ), сложных разговорах и многом другом!
Товарищи по команде DaVita работают вместе, чтобы изменить ситуацию к лучшему для наших пациентов, друг друга и нашего мира.
Мы стремимся быть в первую очередь сообществом, а уже потом компанией, что подчеркивается нашей глубоко укоренившейся приверженностью нашей практике ESG (экологической, социальной и управленческой). Вот уже более 16 лет наша трилогия заботы — забота о наших пациентах, забота друг о друге и забота о нашем мире — лежит в основе всего, что мы делаем. Наши ключевые вопросы ESG и пять основных направлений: уход за пациентами, взаимодействие с товарищами по команде, рациональное использование окружающей среды, здоровые сообщества и честное и подотчетное лидерство. Узнайте больше об ESG на DaVita.
DaVita Rewards
Мы стремимся предоставить вам и вашим семьям льготы, которые помогут связать вас с тем, что для вас важнее всего. Мы предлагаем широкий спектр программ и поддержки, которые помогут вам обеспечить себя и свою семью, преуспеть в своей карьере и обществе и реализовать свое предназначение.
Заинтересованы, но не готовы подать заявку?
Оставайтесь на связи и узнайте больше о карьерных возможностях в DaVita. Мы будем присылать вам обновления о наших последних вакансиях, которые соответствуют вашим уникальным навыкам и интересам.

 Два противоположных влияния на момент в среднем более-менее уравновешивают друг друга. В многих случаях применение микрошага на самом деле увеличивает момент, поэтому целесообразность отказа от микрошагового режима должна определяться в каждом конкретном случае.
Два противоположных влияния на момент в среднем более-менее уравновешивают друг друга. В многих случаях применение микрошага на самом деле увеличивает момент, поэтому целесообразность отказа от микрошагового режима должна определяться в каждом конкретном случае.
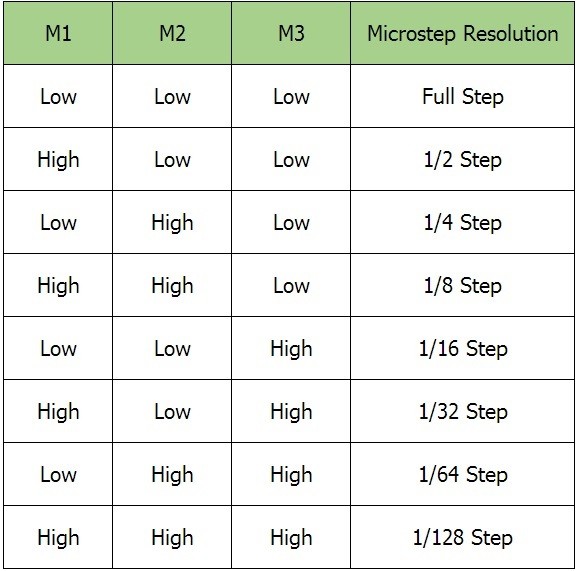 Ограничением в данном случае будет максимальная частота входных импульсов у драйвера или максимальная частота генерации управляющих импульсов ЧПУ-системой. Скажем, скорость вращения 10 об/сек стандартного двигателя с шагом 1.8 град требует подавать импульсы STEP с частотой 2000 Гц для режима полного шага и с частотой 256 кГц для деления шага 1:128, тогда как, программа Mach4 максимально может генерировать импульсы с частотой 100 кГц.
Ограничением в данном случае будет максимальная частота входных импульсов у драйвера или максимальная частота генерации управляющих импульсов ЧПУ-системой. Скажем, скорость вращения 10 об/сек стандартного двигателя с шагом 1.8 град требует подавать импульсы STEP с частотой 2000 Гц для режима полного шага и с частотой 256 кГц для деления шага 1:128, тогда как, программа Mach4 максимально может генерировать импульсы с частотой 100 кГц.

 Судя по графику смещение может достигать 0,2-0,3 радиана, а это 11- 15°.
Судя по графику смещение может достигать 0,2-0,3 радиана, а это 11- 15°.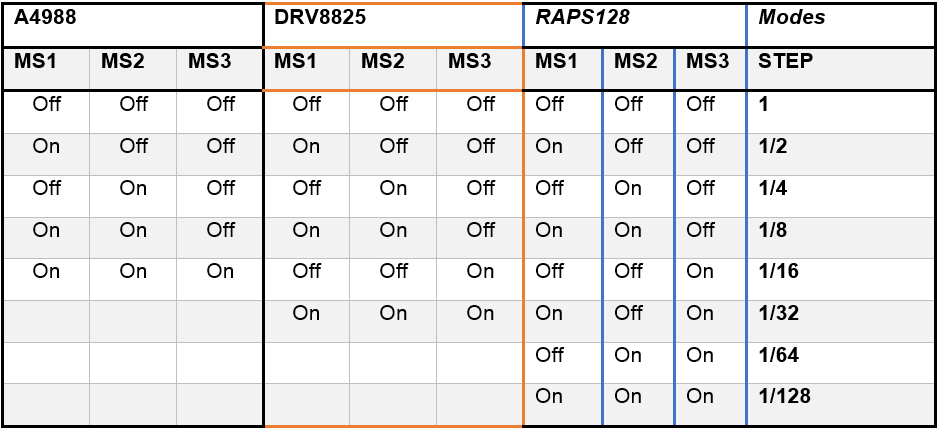
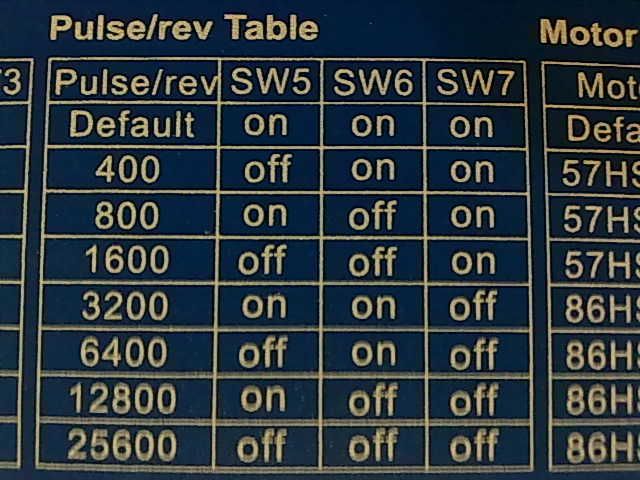
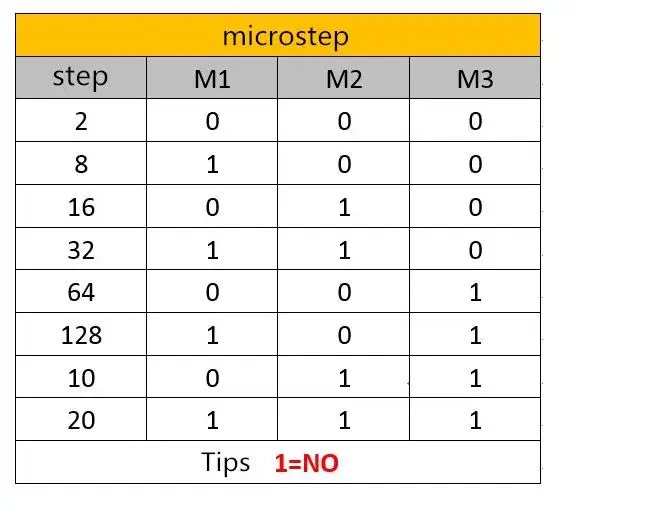 Больше шагов — больше нагрузка, больше нагрев. Ну и увеличивая разрешение,мы теряем в мощности. Думаю,что дискуссия на эту тему будет полезна.
Больше шагов — больше нагрузка, больше нагрев. Ну и увеличивая разрешение,мы теряем в мощности. Думаю,что дискуссия на эту тему будет полезна. Высокоскоростной станок для 3D-резки предназначен для точной обработки крупногабаритных деталей для различных отраслей промышленности, в т.ч. корабльб …
Высокоскоростной станок для 3D-резки предназначен для точной обработки крупногабаритных деталей для различных отраслей промышленности, в т.ч. корабльб … Модульная конструкция машины и вариативность исполнения позволяют использовать широкий спектр труб на основе …
Модульная конструкция машины и вариативность исполнения позволяют использовать широкий спектр труб на основе …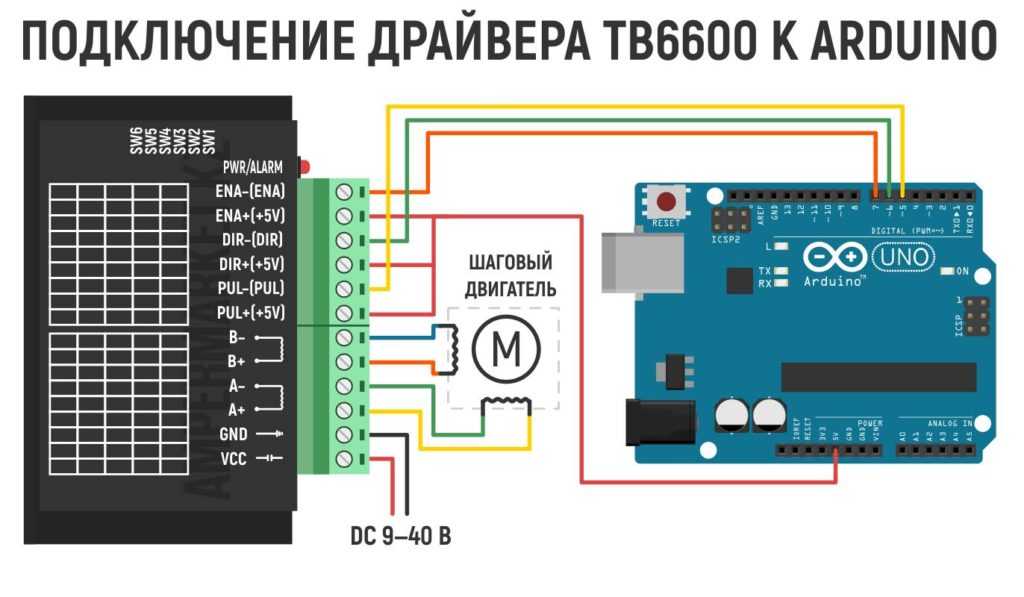

 На этот раз двухпортальный станок CombiCut длиной 27 м с …прочитайте больше MSF Compact — быстрый, точный и компактный волоконный лазерМалогабаритная версия волоконного лазерного станка MicroStep — MSF Compact — доступна в рабочих зонах 1000 x 2000 мм. , 1 250 x 2 500 мм и 1 500 x 3 000 мм и особенно привлекательна благодаря небольшой занимаемой площади в сочетании с действительно высоким качеством резки. Извлекаемый вручную кислородный резак со скосомКислородный вращатель для подготовки сварного шва на толстых металлах хорошо подходит для резки широкого спектра форм скосов, включая внутренние контуры, переменные скосы и множественные контуры скосов Y, X или K. Головка для скоса использует технологию MicroStep запатентованная технология ACTG® для автоматической компенсации кинематического смещения …прочитайте больше DRM Max — сверхмощный станок с ЧПУ для резки, сверления и фрезерования DRM Max — это мощный станок с двухбалочной конструкцией портала и субпорталом с двумя мощными фиксаторами, позволяющими выполнять фрезерование на длину до 750 мм по оси X.
На этот раз двухпортальный станок CombiCut длиной 27 м с …прочитайте больше MSF Compact — быстрый, точный и компактный волоконный лазерМалогабаритная версия волоконного лазерного станка MicroStep — MSF Compact — доступна в рабочих зонах 1000 x 2000 мм. , 1 250 x 2 500 мм и 1 500 x 3 000 мм и особенно привлекательна благодаря небольшой занимаемой площади в сочетании с действительно высоким качеством резки. Извлекаемый вручную кислородный резак со скосомКислородный вращатель для подготовки сварного шва на толстых металлах хорошо подходит для резки широкого спектра форм скосов, включая внутренние контуры, переменные скосы и множественные контуры скосов Y, X или K. Головка для скоса использует технологию MicroStep запатентованная технология ACTG® для автоматической компенсации кинематического смещения …прочитайте больше DRM Max — сверхмощный станок с ЧПУ для резки, сверления и фрезерования DRM Max — это мощный станок с двухбалочной конструкцией портала и субпорталом с двумя мощными фиксаторами, позволяющими выполнять фрезерование на длину до 750 мм по оси X. Прочная конструкция позволяет сверлить до Ø 70 мм и выполнять различные фрезерные работы, такие как фрезерование больших отверстий, торцевая фреза …Подробнее Отзыв клиента: Bödenpresswerk DaadenBödenpresswerk Daaden GmbH уже много лет занимается производством куполов и пользуется спросом у вовлеченных компаний. в аппаратостроении, контейнерном и промышленном строительстве. Эксперт по производству куполов использует технологию MicroStep с 2012 года. В целях расширения мощностей и ассортимента продукции было принято решение …прочитайте больше Отзыв клиента: German Naval Yards Kiel GmbH German Naval Yards Kiel является экспертом в производстве военных кораблей. – но и суперяхты запускаются внутри группы. Когда дело доходит до резки, компания полагается на решения MicroStep.Подробнее Параллельная резка со скосом Поддержание долговременной точности параллельной резки с двумя головками не представляет проблемы для MiroStep благодаря нашей уникальной технологии автоматической калибровки ACTG.
Прочная конструкция позволяет сверлить до Ø 70 мм и выполнять различные фрезерные работы, такие как фрезерование больших отверстий, торцевая фреза …Подробнее Отзыв клиента: Bödenpresswerk DaadenBödenpresswerk Daaden GmbH уже много лет занимается производством куполов и пользуется спросом у вовлеченных компаний. в аппаратостроении, контейнерном и промышленном строительстве. Эксперт по производству куполов использует технологию MicroStep с 2012 года. В целях расширения мощностей и ассортимента продукции было принято решение …прочитайте больше Отзыв клиента: German Naval Yards Kiel GmbH German Naval Yards Kiel является экспертом в производстве военных кораблей. – но и суперяхты запускаются внутри группы. Когда дело доходит до резки, компания полагается на решения MicroStep.Подробнее Параллельная резка со скосом Поддержание долговременной точности параллельной резки с двумя головками не представляет проблемы для MiroStep благодаря нашей уникальной технологии автоматической калибровки ACTG. Подробнее Отзыв клиента: Maschinen-Förder-Produkte GmbH + Co. Компания MFP — Maschinen-Förder-Produkte GmbH + Co. приобрела три решения для резки с ЧПУ: универсальную систему плазменной резки, компактный плазменный резак и компактную систему гидроабразивной резки. MFP, специалист по конвейерным технологиям, расширенным возможностям и гибкости благодаря этим трем различным …читать дальше Отзыв клиента: PPS Group a.s.PPS Detva является клиентом MicroStep более 10 лет. Недавно компания приобрела новую систему кислородной резки с ЧПУ CombiCut, чтобы сэкономить время и упростить производственный процесс.Подробнее ряд частей. Комбинированный станок плазменной резки и сверления с ЧПУ MicroStep расширил возможности компании с точки зрения эффективности и гибкости.Подробнее Отзыв клиента: HYKEMONT spol. с р.о. Hykemont spol. с р. о. занимается производством стальных строительных элементов уже более 25 лет. Чтобы уменьшить зависимость от сторонних поставщиков, компания инвестировала в систему резки волоконным лазером с ЧПУ MSF, дополненную одним из новейших «членов семейства MicroStep», автоматизированной системой листового металла.
Подробнее Отзыв клиента: Maschinen-Förder-Produkte GmbH + Co. Компания MFP — Maschinen-Förder-Produkte GmbH + Co. приобрела три решения для резки с ЧПУ: универсальную систему плазменной резки, компактный плазменный резак и компактную систему гидроабразивной резки. MFP, специалист по конвейерным технологиям, расширенным возможностям и гибкости благодаря этим трем различным …читать дальше Отзыв клиента: PPS Group a.s.PPS Detva является клиентом MicroStep более 10 лет. Недавно компания приобрела новую систему кислородной резки с ЧПУ CombiCut, чтобы сэкономить время и упростить производственный процесс.Подробнее ряд частей. Комбинированный станок плазменной резки и сверления с ЧПУ MicroStep расширил возможности компании с точки зрения эффективности и гибкости.Подробнее Отзыв клиента: HYKEMONT spol. с р.о. Hykemont spol. с р. о. занимается производством стальных строительных элементов уже более 25 лет. Чтобы уменьшить зависимость от сторонних поставщиков, компания инвестировала в систему резки волоконным лазером с ЧПУ MSF, дополненную одним из новейших «членов семейства MicroStep», автоматизированной системой листового металла.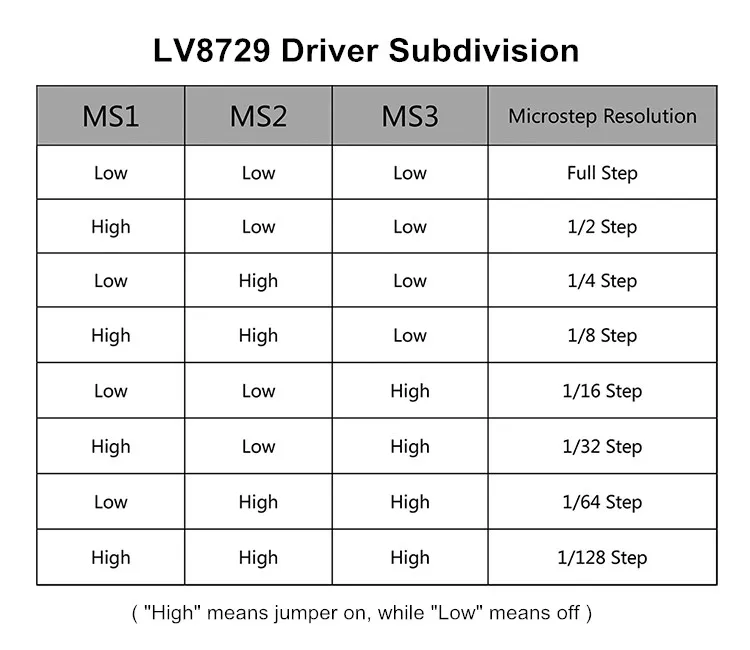

 025мм
025мм Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки. .1100, 0..2500
.1100, 0..2500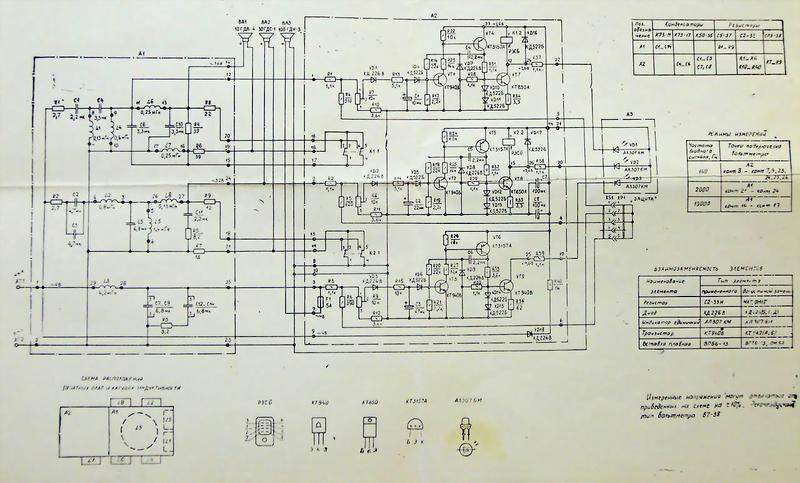 .0,33
.0,33 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988 И когда пришло время сравнить Z06 с красной машиной из Маранелло, GM, как сообщается, исключила 488 GTB с двойным турбонаддувом из-за недостаточного характера.
И когда пришло время сравнить Z06 с красной машиной из Маранелло, GM, как сообщается, исключила 488 GTB с двойным турбонаддувом из-за недостаточного характера. Он более чем слегка перекликается с Ferrari, как и должен тщательно спроектированный V8 Chevy, поскольку он имеет ту же конструкцию с плоским кривошипом и верхним распредвалом. Однако, поскольку он на целый литр больше, он может только реветь громче и с большим укусом, чтобы поддержать свой лай. 5,5-литровый V8 Z06 будет производить 670 л.8. Следовательно, он также быстрее разгоняется до 60, что занимает 2,6 секунды по сравнению с низким трехсекундным пробегом 458.
Он более чем слегка перекликается с Ferrari, как и должен тщательно спроектированный V8 Chevy, поскольку он имеет ту же конструкцию с плоским кривошипом и верхним распредвалом. Однако, поскольку он на целый литр больше, он может только реветь громче и с большим укусом, чтобы поддержать свой лай. 5,5-литровый V8 Z06 будет производить 670 л.8. Следовательно, он также быстрее разгоняется до 60, что занимает 2,6 секунды по сравнению с низким трехсекундным пробегом 458.
 Мы используем наши тестовые номера 458 Italia из сравнения 2011 года с McLaren MP4-12C и Porsche 911 GT2 RS, которое проводилось в Великобритании. Наши номера Z06 взяты из нашего недавнего теста купе, оснащенного пакетом Z07. .
Мы используем наши тестовые номера 458 Italia из сравнения 2011 года с McLaren MP4-12C и Porsche 911 GT2 RS, которое проводилось в Великобритании. Наши номера Z06 взяты из нашего недавнего теста купе, оснащенного пакетом Z07. . Но Ferrari не сильно отстает, так как она достигла той же рекордной скорости на четверть мили и отставала всего на 0,4 секунды в разгоне до 60 миль в час. (Числа для Ferrari были сгенерированы с использованием нашего старого метода коррекции до того, как мы внедрили в наши тесты на ускорение стандартную для отрасли развертку на 1 фут.)
Но Ferrari не сильно отстает, так как она достигла той же рекордной скорости на четверть мили и отставала всего на 0,4 секунды в разгоне до 60 миль в час. (Числа для Ferrari были сгенерированы с использованием нашего старого метода коррекции до того, как мы внедрили в наши тесты на ускорение стандартную для отрасли развертку на 1 фут.)
 мм РЕСАНТА
мм РЕСАНТА Данная серия сварочных аппаратов разработана на базе IGBT транзисторов TOSHIBA.
Данная серия сварочных аппаратов разработана на базе IGBT транзисторов TOSHIBA. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
 Выйдя в 18 на троих, Сарфараз мчался к 92-мя 100 (15×4, 2×6). Он выглядел таким же уверенным и доминирующим, как и большую часть последних трех лет, буквально играя с боулерами и полем после чая. Поскольку Вихари также начал раскрывать свои плечи против вращения левой рукой, зловещие знаки для Саураштры. РОИ 171/3. с преимуществом 73,
Выйдя в 18 на троих, Сарфараз мчался к 92-мя 100 (15×4, 2×6). Он выглядел таким же уверенным и доминирующим, как и большую часть последних трех лет, буквально играя с боулерами и полем после чая. Поскольку Вихари также начал раскрывать свои плечи против вращения левой рукой, зловещие знаки для Саураштры. РОИ 171/3. с преимуществом 73,


 Джайдев Унадкат с новым мячом для Саураштры.
Джайдев Унадкат с новым мячом для Саураштры.  Саураштра проиграл всего 98 фунтов. Увидимся после обеда.
Саураштра проиграл всего 98 фунтов. Увидимся после обеда. Кулдип Сен и Умран Малик впечатляли своим грубым темпом, но Мукеш Кумар стал самым успешным спортсменом с четырьмя скальпами. В 51/6 во время первого перерыва на выпивку перед Саураштрой стоит монументальная задача — сделать из этого пару.
Кулдип Сен и Умран Малик впечатляли своим грубым темпом, но Мукеш Кумар стал самым успешным спортсменом с четырьмя скальпами. В 51/6 во время первого перерыва на выпивку перед Саураштрой стоит монументальная задача — сделать из этого пару.
 09:52
09:52 09:42
09:42 С. Бхарат, Сарфараз Хан, Джаянт Ядав, Саурабх Кумар, Мукеш Кумар, Кулдип Сен, Умран Малик
С. Бхарат, Сарфараз Хан, Джаянт Ядав, Саурабх Кумар, Мукеш Кумар, Кулдип Сен, Умран Малик



 50
50  побежал дальше:
побежал дальше: 00
00 




 0030
0030
 Диаметр эластичных центраторов в недеформированном состоянии больше диаметра долота, но в скважине становится равным ее диаметру.
Диаметр эластичных центраторов в недеформированном состоянии больше диаметра долота, но в скважине становится равным ее диаметру. Подробнее.
Подробнее. Также в каталоге нашей компании центратор звенный наружный в большом разнообразии для труб различного диаметра и центратор наружный эксцентриковый, также представленный рядом моделей. Если вас интересуют центраторы ЦЦ и центраторы цепные, то тоже обращайтесь к нам.
Также в каталоге нашей компании центратор звенный наружный в большом разнообразии для труб различного диаметра и центратор наружный эксцентриковый, также представленный рядом моделей. Если вас интересуют центраторы ЦЦ и центраторы цепные, то тоже обращайтесь к нам.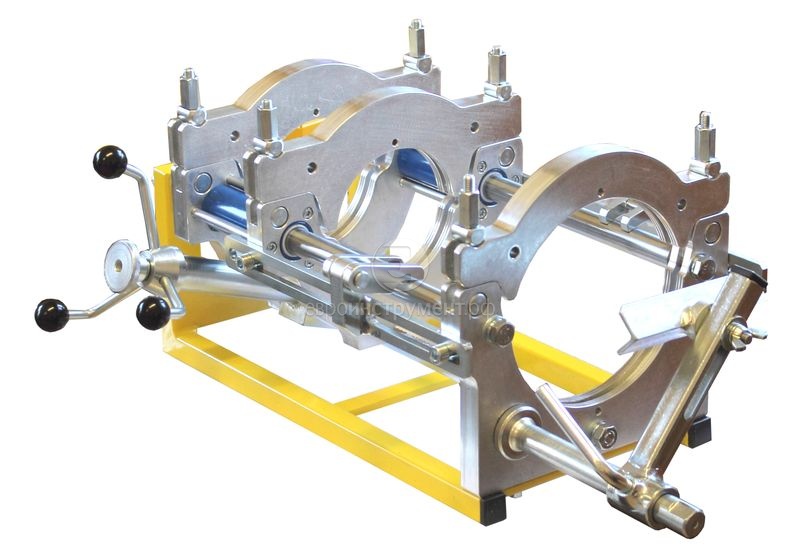

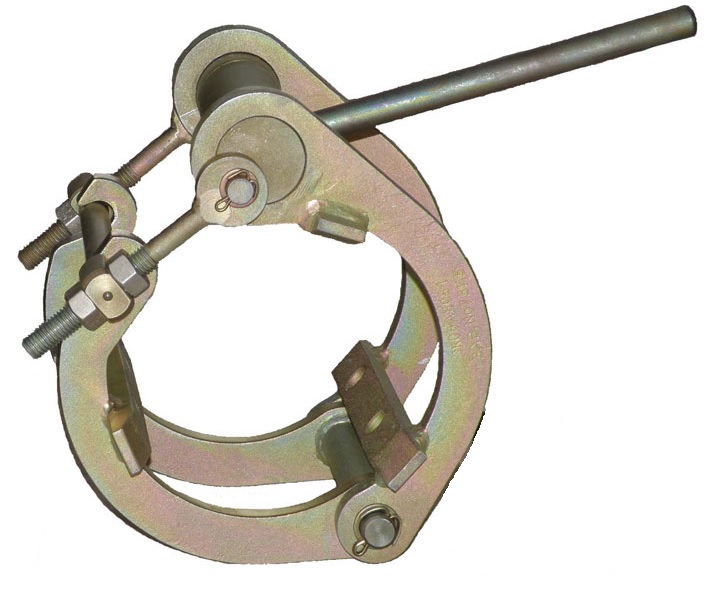 Ясно, что централизатором любого подмножества является подгруппа. Централизатор любого подмножества группы является подгруппой группы.
Ясно, что централизатором любого подмножества является подгруппа. Централизатор любого подмножества группы является подгруппой группы.
 е. содержится в центре всей группы.
е. содержится в центре всей группы.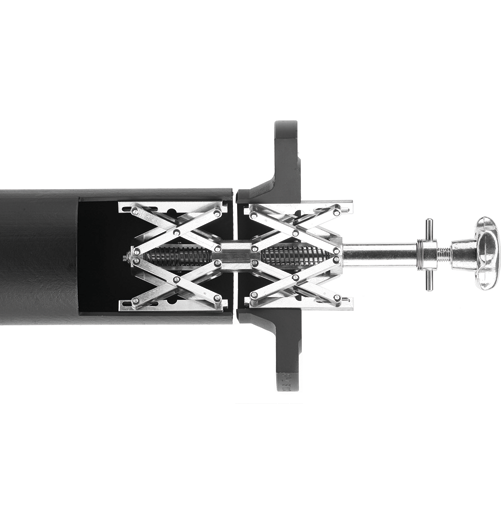 н. [Заканчивание скважин]
н. [Заканчивание скважин] 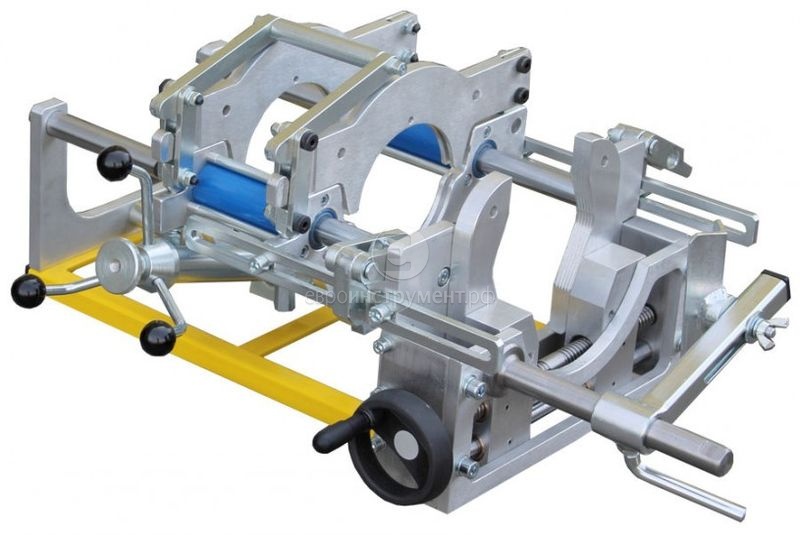

 Заправьте картридж или вставьте в принтер новый картридж.
Заправьте картридж или вставьте в принтер новый картридж.
 Рано или поздно это неизбежно приводит к сбою или возникновению неисправности. Чаще всего неполадки в работе современных принтеров бывают связаны с износом комплектующих, и проявляются дефектами на печатном носителе. К счастью, эти неполадки подлежат исправлению.
Рано или поздно это неизбежно приводит к сбою или возникновению неисправности. Чаще всего неполадки в работе современных принтеров бывают связаны с износом комплектующих, и проявляются дефектами на печатном носителе. К счастью, эти неполадки подлежат исправлению. Для устранения этого дефекта ролик нужно протереть с помощью мягкой сухой ткани без ворса (при этом нельзя трогать его поверхность пальцами). Если это не поможет, выход один – замена ролика переноса.
Для устранения этого дефекта ролик нужно протереть с помощью мягкой сухой ткани без ворса (при этом нельзя трогать его поверхность пальцами). Если это не поможет, выход один – замена ролика переноса. Также причиной может быть попадание соринки в пространство между фоторецептором и восстанавливающим лезвием. Устраняется данный дефект путем разборки и чистки картриджа.
Также причиной может быть попадание соринки в пространство между фоторецептором и восстанавливающим лезвием. Устраняется данный дефект путем разборки и чистки картриджа. Для устранения этой неисправности нужно прочистить картридж.
Для устранения этой неисправности нужно прочистить картридж. Возможно, дефект появился из-за того, что засорился магнитный вал или оптика устройства, или используется тонер низкого качества. Соответственно, для устранения проблемы нужно почистить магнитный вал и оптику, или произвести замену тонера.
Возможно, дефект появился из-за того, что засорился магнитный вал или оптика устройства, или используется тонер низкого качества. Соответственно, для устранения проблемы нужно почистить магнитный вал и оптику, или произвести замену тонера. Такой дефект обычно бывает вызван многократной перезаправкой картриджа. Соответственно, чтобы его избежать, не следует часто перезаправлять устройство.
Такой дефект обычно бывает вызван многократной перезаправкой картриджа. Соответственно, чтобы его избежать, не следует часто перезаправлять устройство.
 Вот некоторые из наиболее распространенных дефектов флексографской печати, с которыми сталкиваются типографии.
Вот некоторые из наиболее распространенных дефектов флексографской печати, с которыми сталкиваются типографии. Всегда рекомендуется протестировать задание на печать, чтобы убедиться, что передается надлежащее количество чернил, и внести необходимые корректировки перед запуском всего задания.
Всегда рекомендуется протестировать задание на печать, чтобы убедиться, что передается надлежащее количество чернил, и внести необходимые корректировки перед запуском всего задания. Обычно эту проблему решает тщательная очистка всех поверхностей и чернильных камер.
Обычно эту проблему решает тщательная очистка всех поверхностей и чернильных камер.
 Вы можете избежать набухания, выбрав втулки из эластомера in-the-round (ITR), которые чрезвычайно прочны и устойчивы к набуханию.
Вы можете избежать набухания, выбрав втулки из эластомера in-the-round (ITR), которые чрезвычайно прочны и устойчивы к набуханию.
 Агрессивные чернила и растворители могут нанести ущерб полиграфической продукции, вызывая ее вздутие и искажение, что, в свою очередь, делает изображения почти неузнаваемыми. Потенциальным решением является переход на более устойчивые к растворителям эластомерные втулки ITR с прямой лазерной гравировкой (DLE).
Агрессивные чернила и растворители могут нанести ущерб полиграфической продукции, вызывая ее вздутие и искажение, что, в свою очередь, делает изображения почти неузнаваемыми. Потенциальным решением является переход на более устойчивые к растворителям эластомерные втулки ITR с прямой лазерной гравировкой (DLE).
 Это выглядит бугристым и имеет визуальную консистенцию апельсиновой корки.
Это выглядит бугристым и имеет визуальную консистенцию апельсиновой корки. При соединении близко расположенные элементы дизайна неравномерно соединяются друг с другом. При заполнении избыточное накопление чернил заполняет пробелы, которые не должны были быть напечатаны.
При соединении близко расположенные элементы дизайна неравномерно соединяются друг с другом. При заполнении избыточное накопление чернил заполняет пробелы, которые не должны были быть напечатаны. Чернила могут высыхать слишком быстро, из-за чего они отрываются от носителя. Обязательно правильно очищайте анилокс для чистых тиражей.
Чернила могут высыхать слишком быстро, из-за чего они отрываются от носителя. Обязательно правильно очищайте анилокс для чистых тиражей. Работающее оборудование создает статическое электричество, которое притягивает плавающую пыль, частицы бумаги и другие загрязняющие вещества к вашим чернилам, анилоксу, носителям изображений и/или подложке.
Работающее оборудование создает статическое электричество, которое притягивает плавающую пыль, частицы бумаги и другие загрязняющие вещества к вашим чернилам, анилоксу, носителям изображений и/или подложке.
 Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
 Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой. Им характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Покупка такого станка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения как токарных, так и ряда фрезерных работ. В связи с достаточно высокой стоимостью к выбору подобного оборудования стоит подходить с особенной тщательностью. Предлагаем воспользоваться пошаговой инструкцией.
Им характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Покупка такого станка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения как токарных, так и ряда фрезерных работ. В связи с достаточно высокой стоимостью к выбору подобного оборудования стоит подходить с особенной тщательностью. Предлагаем воспользоваться пошаговой инструкцией. В зависимости от типа (формы) и максимального диаметра заготовки выбирают расстояние от оси шпинделя до суппорта и размер патрона. В случае работы с деталями типа диск важно расстояние от оси шпинделя до станины, при работе с прутковой заготовкой не стоит забывать про размер проходного отверстия шпинделя. Обрабатываемые поверхности заготовки и применяемые инструменты также влияют на необходимые перемещения по осям. Материал заготовки определяет величину частоты вращения и момента на шпинделе. То есть, если вы планируете обрабатывать заготовки из чугуна или легированной стали, то в приоритете будет высокий крутящий момент, а для алюминия важнее скорость вращения шпинделя. В базовом оснащении предлагается высокая скорость резания.
В зависимости от типа (формы) и максимального диаметра заготовки выбирают расстояние от оси шпинделя до суппорта и размер патрона. В случае работы с деталями типа диск важно расстояние от оси шпинделя до станины, при работе с прутковой заготовкой не стоит забывать про размер проходного отверстия шпинделя. Обрабатываемые поверхности заготовки и применяемые инструменты также влияют на необходимые перемещения по осям. Материал заготовки определяет величину частоты вращения и момента на шпинделе. То есть, если вы планируете обрабатывать заготовки из чугуна или легированной стали, то в приоритете будет высокий крутящий момент, а для алюминия важнее скорость вращения шпинделя. В базовом оснащении предлагается высокая скорость резания.
 Система крепления инструментальных блоков должна отвечать требованиям быстрой смены инструмента и надежного крепления, например, VDI. Лучше, чтобы индексация револьверной головки происходила по кратчайшему пути — время смены инструмента должно быть минимальным. Его замена в инструментальном магазине должна осуществляться удобно и легко, например, с помощью гидравлического привода зажима.
Система крепления инструментальных блоков должна отвечать требованиям быстрой смены инструмента и надежного крепления, например, VDI. Лучше, чтобы индексация револьверной головки происходила по кратчайшему пути — время смены инструмента должно быть минимальным. Его замена в инструментальном магазине должна осуществляться удобно и легко, например, с помощью гидравлического привода зажима. При этом усилие зажима заготовки остается постоянным на всем протяжении работы.
При этом усилие зажима заготовки остается постоянным на всем протяжении работы. Минусом линейных двигателей является цена и относительно небольшая распространенность. Рассчитывая на качество и надёжность, разумнее выбирать обрабатывающей центр с проверенными комплектующими от известных марок на ответственных позициях.
Минусом линейных двигателей является цена и относительно небольшая распространенность. Рассчитывая на качество и надёжность, разумнее выбирать обрабатывающей центр с проверенными комплектующими от известных марок на ответственных позициях. Барфидер — податчик прутка, управляемый собственным ЧПУ, интегрированным с основным, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.
Барфидер — податчик прутка, управляемый собственным ЧПУ, интегрированным с основным, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.



 На протяжении столетий мы видели, как токарный станок развивался от двух человек с приводом от лука в древние времена к его широкому распространению и популярности во время промышленной революции, а теперь к сложным прецизионным токарным станкам с ЧПУ (компьютерным числовым управлением), которые у нас есть. Cегодня.
На протяжении столетий мы видели, как токарный станок развивался от двух человек с приводом от лука в древние времена к его широкому распространению и популярности во время промышленной революции, а теперь к сложным прецизионным токарным станкам с ЧПУ (компьютерным числовым управлением), которые у нас есть. Cегодня. Обычно они имеют наклонную станину и имеют полный кожух машины для удержания стружки и брызг охлаждающей жидкости внутри машины. Токарные станки с ЧПУ имеют более высокие производственные возможности, чем токарные станки с ЧПУ.
Обычно они имеют наклонную станину и имеют полный кожух машины для удержания стружки и брызг охлаждающей жидкости внутри машины. Токарные станки с ЧПУ имеют более высокие производственные возможности, чем токарные станки с ЧПУ. Токарные центры с ЧПУ с вспомогательными шпинделями (или двойными шпинделями) будут иметь второй шпиндель вместо задней бабки. Вспомогательный шпиндель может перемещаться по оси Z в продольном направлении к основному шпинделю под управлением ЧПУ. Контршпиндель позволяет обрабатывать обратную сторону заготовки без дополнительной загрузки/разгрузки оператором в процессе работы.
Токарные центры с ЧПУ с вспомогательными шпинделями (или двойными шпинделями) будут иметь второй шпиндель вместо задней бабки. Вспомогательный шпиндель может перемещаться по оси Z в продольном направлении к основному шпинделю под управлением ЧПУ. Контршпиндель позволяет обрабатывать обратную сторону заготовки без дополнительной загрузки/разгрузки оператором в процессе работы.

 Перевернутый вертикальный центр токарной обработки аналогичен вышеупомянутому, но меняет положение шпинделя и кулачкового патрона.
Перевернутый вертикальный центр токарной обработки аналогичен вышеупомянутому, но меняет положение шпинделя и кулачкового патрона.
 В обоих процессах режущий инструмент срезает материал, создавая что-то круглое. В то время как токарный станок был ручной машиной, выполняющей эти задачи опытным оператором, добавление системы ЧПУ помогло автоматизировать и обеспечить одновременное управление осями. И токарный станок с ЧПУ, и токарный центр с ЧПУ способны выполнять эти задачи, однако токарный центр выводит возможности на новый уровень, добавляя автоматическую смену инструмента, вращающиеся инструменты, эффективное удаление стружки и возможность добавления функций, которые позволяют использовать многие компоненты. выполнить за одну установку.
В обоих процессах режущий инструмент срезает материал, создавая что-то круглое. В то время как токарный станок был ручной машиной, выполняющей эти задачи опытным оператором, добавление системы ЧПУ помогло автоматизировать и обеспечить одновременное управление осями. И токарный станок с ЧПУ, и токарный центр с ЧПУ способны выполнять эти задачи, однако токарный центр выводит возможности на новый уровень, добавляя автоматическую смену инструмента, вращающиеся инструменты, эффективное удаление стружки и возможность добавления функций, которые позволяют использовать многие компоненты. выполнить за одну установку. В промежутках между ними каретка инструмента перемещается по станине, несущей инструмент, установленный на поперечном (а иногда и составном) суппорте для выполнения задач механической обработки. Токарные станки с ЧПУ быстро заменяют многие из этих старых ручных токарных станков, включая некоторые системы, которые были полуавтоматическими, такие как многошпиндельный токарный станок. Эти токарные станки с ЧПУ с плоской станиной легко настраиваются и обслуживаются, а поскольку они по-прежнему обеспечивают ручное управление, они идеально подходят для инструментальных цехов, конструкторов и более низких производственных требований.
В промежутках между ними каретка инструмента перемещается по станине, несущей инструмент, установленный на поперечном (а иногда и составном) суппорте для выполнения задач механической обработки. Токарные станки с ЧПУ быстро заменяют многие из этих старых ручных токарных станков, включая некоторые системы, которые были полуавтоматическими, такие как многошпиндельный токарный станок. Эти токарные станки с ЧПУ с плоской станиной легко настраиваются и обслуживаются, а поскольку они по-прежнему обеспечивают ручное управление, они идеально подходят для инструментальных цехов, конструкторов и более низких производственных требований.
 В сочетании с возможностью автоматической смены инструментов в рамках запрограммированного цикла и возможностью автоматической подачи материала через шпиндель (или с помощью роботизированного загрузчика) эти токарные центры с ЧПУ являются производственными мощностями.
В сочетании с возможностью автоматической смены инструментов в рамках запрограммированного цикла и возможностью автоматической подачи материала через шпиндель (или с помощью роботизированного загрузчика) эти токарные центры с ЧПУ являются производственными мощностями. Револьверная головка или тележка подходит сбоку. Другие версии этой конструкции «подвешивают» шпиндель к направляющей, перемещая переднюю бабку с крепко зажатой деталью вверх и вниз по движущемуся инструменту для удаления материала. Этот тип токарных станков с перевернутым шпинделем отлично подходит для мелких деталей, которые требуют второй токарной операции и в противном случае не могут быть легко автоматизированы (например, отливки).
Револьверная головка или тележка подходит сбоку. Другие версии этой конструкции «подвешивают» шпиндель к направляющей, перемещая переднюю бабку с крепко зажатой деталью вверх и вниз по движущемуся инструменту для удаления материала. Этот тип токарных станков с перевернутым шпинделем отлично подходит для мелких деталей, которые требуют второй токарной операции и в противном случае не могут быть легко автоматизированы (например, отливки).

 STAYER
STAYER
 обрезин. корпусе+порошок красный//MATRIX
обрезин. корпусе+порошок красный//MATRIX
 Механические версии можно считывать вручную с помощью нониуса. Цифровые версии показывают измерения на ЖК-дисплее. Угловые транспортиры представляют собой механические устройства с двумя плечами или крыльями, отходящими от центральной ступицы, которая имеет градуировку углов и долей угла. Центральный циферблат указывает на показания, когда два рычага выровнены с измеряемыми поверхностями. Угловые транспортиры также могут передавать показания углов непосредственно на торцовочную пилу. Угольные транспортиры используются для проверки углов на машинах или деталях с высокой степенью точности. У них есть стационарная балка или основание и регулируемый рычаг или лезвие, которое вращается на 360° с фиксирующим механизмом, который удерживает измерения на месте. Цифровые угломеры и угломеры показывают показания на ЖК-дисплее. Транспортиры обычно используются в столярных работах, литье под давлением, металлообработке, сантехнике и общих работах по техническому обслуживанию и ремонту.
Механические версии можно считывать вручную с помощью нониуса. Цифровые версии показывают измерения на ЖК-дисплее. Угловые транспортиры представляют собой механические устройства с двумя плечами или крыльями, отходящими от центральной ступицы, которая имеет градуировку углов и долей угла. Центральный циферблат указывает на показания, когда два рычага выровнены с измеряемыми поверхностями. Угловые транспортиры также могут передавать показания углов непосредственно на торцовочную пилу. Угольные транспортиры используются для проверки углов на машинах или деталях с высокой степенью точности. У них есть стационарная балка или основание и регулируемый рычаг или лезвие, которое вращается на 360° с фиксирующим механизмом, который удерживает измерения на месте. Цифровые угломеры и угломеры показывают показания на ЖК-дисплее. Транспортиры обычно используются в столярных работах, литье под давлением, металлообработке, сантехнике и общих работах по техническому обслуживанию и ремонту. по диапазону, по возрастанию
по диапазону, по возрастанию .
.
 Подробные сведения доступны в политике конфиденциальности разработчика.
Подробные сведения доступны в политике конфиденциальности разработчика. Подробнее
Подробнее Р.О.
Р.О. Его большой диапазон измерения от 0° до 360° облегчит управление вашими процессами. Он последовательно измеряет с точностью в четырех квадрантах от 0° до 9°.0°. Т-образная и V-образная канавки, а также встроенный редкоземельный магнит обеспечивают ряд возможностей для фиксации инструмента на месте. В целом, это простой в использовании, высококачественный продукт, сделанный в Германии. Компактный и прочный, он обеспечивает максимально возможную защиту в соответствии со степенью защиты IP 65.
Его большой диапазон измерения от 0° до 360° облегчит управление вашими процессами. Он последовательно измеряет с точностью в четырех квадрантах от 0° до 9°.0°. Т-образная и V-образная канавки, а также встроенный редкоземельный магнит обеспечивают ряд возможностей для фиксации инструмента на месте. В целом, это простой в использовании, высококачественный продукт, сделанный в Германии. Компактный и прочный, он обеспечивает максимально возможную защиту в соответствии со степенью защиты IP 65.

 Отсутствие медицинских ограничений для работы в образовательном учреждении (заключение психиатра и…
Отсутствие медицинских ограничений для работы в образовательном учреждении (заключение психиатра и… Необходимо наличие медицинской книжки с пройденным медосмотром…
Необходимо наличие медицинской книжки с пройденным медосмотром… Полностью занести все данные в 1 с
Полностью занести все данные в 1 с Доброжелательность и стрессоустойчивость. Желание работать с детским коллективом и передавать…
Доброжелательность и стрессоустойчивость. Желание работать с детским коллективом и передавать… Своевременно очищает тротуары и пешеходные дорожки от снега, льда, посыпает антигололедным…
Своевременно очищает тротуары и пешеходные дорожки от снега, льда, посыпает антигололедным… Практико-ориентированный подход к обучению
Практико-ориентированный подход к обучению Подробнее
Подробнее



 , обращая особое внимание на перемешивание материала у дна и стенок;
, обращая особое внимание на перемешивание материала у дна и стенок;
 Высоту зуба следует выбирать исходя из планируемого расхода материала (толщины слоя). Через 10-15 минут после распределения комплекта материала необходимо обработать уложенный слой игольчатым валиком для удаления пузырьков воздуха и облегчения процесса нивелирования слоя.
Высоту зуба следует выбирать исходя из планируемого расхода материала (толщины слоя). Через 10-15 минут после распределения комплекта материала необходимо обработать уложенный слой игольчатым валиком для удаления пузырьков воздуха и облегчения процесса нивелирования слоя.
 Не допускать попадания прямых солнечных лучей!
Не допускать попадания прямых солнечных лучей!


 Об этом сообщила сегодня Служба статистики труда (BLS). Прогнозируется, что общая занятость увеличится с
с 158,1 млн до 166,5 млн и ежегодно растут на 0,5%, что медленнее, чем в
1,0 процента годового роста, зарегистрированного в течение десятилетия 2011-21 годов.
В прогнозах на 2021–2031 годы в качестве базового года используется среднегодовой уровень занятости на 2021 год.
Среднегодовые уровни 2021 года не отражают значительной части восстановления занятости и
перераспределение, которое уже произошло после COVID-19пандемия и
сопровождающий рецессию, учитывая, что общая занятость продолжала быстро расти через
первой половине 2022 года. В результате общая занятость в прогнозах на 2021–2031 годы и
прогнозируемый рост во многих секторах, отражает прогнозируемый быстрый рост в результате низкой базы
уровень занятости в год. Однако пандемия также стала катализатором для некоторых
структурные изменения спроса на определенные товары и услуги, которые, как ожидается, повлияют
долгосрочный спрос на занятость в избранной группе отраслей и профессий.
Об этом сообщила сегодня Служба статистики труда (BLS). Прогнозируется, что общая занятость увеличится с
с 158,1 млн до 166,5 млн и ежегодно растут на 0,5%, что медленнее, чем в
1,0 процента годового роста, зарегистрированного в течение десятилетия 2011-21 годов.
В прогнозах на 2021–2031 годы в качестве базового года используется среднегодовой уровень занятости на 2021 год.
Среднегодовые уровни 2021 года не отражают значительной части восстановления занятости и
перераспределение, которое уже произошло после COVID-19пандемия и
сопровождающий рецессию, учитывая, что общая занятость продолжала быстро расти через
первой половине 2022 года. В результате общая занятость в прогнозах на 2021–2031 годы и
прогнозируемый рост во многих секторах, отражает прогнозируемый быстрый рост в результате низкой базы
уровень занятости в год. Однако пандемия также стала катализатором для некоторых
структурные изменения спроса на определенные товары и услуги, которые, как ожидается, повлияют
долгосрочный спрос на занятость в избранной группе отраслей и профессий. ____________________________________________________________________________________________
| |
| Справочник по профессиональным перспективам |
| |
| Прогнозы BLS являются основой Справочника по профессиональным перспективам (OOH), |
| один из наиболее широко используемых информационных ресурсов о карьере в стране. OOH отражает |
| Прогнозы занятости BLS на десятилетие 202131 года. Доступна обновленная OOH |
| на сайте www.bls.gov/ooh. |
|______________________________________________________________________________________________|
____________________________________________________________________________________________
| |
| Последствия COVID-19пандемия по прогнозам на 2021 год31 |
| |
| Пандемия COVID-19 спровоцировала экономический спад с февраля 2020 года по апрель |
| 2020 г., что приведет к существенному снижению производства и занятости. Пока рецессия |
| длилась всего несколько месяцев, пандемия сохранялась до 2021 года, продолжая разрушать |
| экономической деятельности, предотвращают или препятствуют возвращению людей на рынок труда |
| силу и воздействовать на другие экономические условия, влияющие на занятость.
____________________________________________________________________________________________
| |
| Справочник по профессиональным перспективам |
| |
| Прогнозы BLS являются основой Справочника по профессиональным перспективам (OOH), |
| один из наиболее широко используемых информационных ресурсов о карьере в стране. OOH отражает |
| Прогнозы занятости BLS на десятилетие 202131 года. Доступна обновленная OOH |
| на сайте www.bls.gov/ooh. |
|______________________________________________________________________________________________|
____________________________________________________________________________________________
| |
| Последствия COVID-19пандемия по прогнозам на 2021 год31 |
| |
| Пандемия COVID-19 спровоцировала экономический спад с февраля 2020 года по апрель |
| 2020 г., что приведет к существенному снижению производства и занятости. Пока рецессия |
| длилась всего несколько месяцев, пандемия сохранялась до 2021 года, продолжая разрушать |
| экономической деятельности, предотвращают или препятствуют возвращению людей на рынок труда |
| силу и воздействовать на другие экономические условия, влияющие на занятость. экономика |
| восстановился в 2021 году, восстановив примерно 4,6 миллиона рабочих мест; однако это равно |
| только около половины рабочих мест, которые были потеряны с 2019 годадо 2020 года. В результате 2021 |
| среднегодовой уровень занятости, который формирует базовый уровень на 2021 год31 |
| прогнозы, остались значительно ниже допандемических уровней. Занятость в большинстве |
| секторы продолжали восстанавливаться в первой половине 2022 года, а в 2021 году31 |
| прогнозы не отражают восстановление занятости и произошедшее перераспределение |
| в тот период времени. |
| |
| Некоторые отрасли, несоразмерно пострадавшие от пандемии COVID-19 |
| имеют более низкие значения базового года и, как ожидается, испытают циклическое восстановление в |
| начале десятилетия 202131 года, когда объем производства и занятость нормализуются, а |
| вернуться к своим долгосрочным тенденциям роста, что приведет к увеличению прогнозируемой занятости |
| рост. (См. Техническое примечание для обсуждения разницы между циклическим и |
| структурные изменения.
экономика |
| восстановился в 2021 году, восстановив примерно 4,6 миллиона рабочих мест; однако это равно |
| только около половины рабочих мест, которые были потеряны с 2019 годадо 2020 года. В результате 2021 |
| среднегодовой уровень занятости, который формирует базовый уровень на 2021 год31 |
| прогнозы, остались значительно ниже допандемических уровней. Занятость в большинстве |
| секторы продолжали восстанавливаться в первой половине 2022 года, а в 2021 году31 |
| прогнозы не отражают восстановление занятости и произошедшее перераспределение |
| в тот период времени. |
| |
| Некоторые отрасли, несоразмерно пострадавшие от пандемии COVID-19 |
| имеют более низкие значения базового года и, как ожидается, испытают циклическое восстановление в |
| начале десятилетия 202131 года, когда объем производства и занятость нормализуются, а |
| вернуться к своим долгосрочным тенденциям роста, что приведет к увеличению прогнозируемой занятости |
| рост. (См. Техническое примечание для обсуждения разницы между циклическим и |
| структурные изменения. ) Прогнозируется быстрый рост отраслей, в которых сократилась занятость |
| в 2020 г. и оставался низким в 2021 г., что, как ожидается, также приведет к сильному росту |
| профессий, занятых в этих отраслях. Например, многие кинотеатры не были |
| работать на полную мощность в 2021 году, что приведет к снижению уровня занятости в |
| индустрия кино- и видеовыставок в 2021 году, чем в допандемии в последнее время |
| история. Прогнозируется, что эта отрасль вырастет на 70,5% за десятилетие 2021–202131 гг. |
| счет циклического восстановления занятости, а не долгосрочного структурного |
| увеличение спроса на кино- и видеовыставки. В свою очередь кинофильм |
| киномеханики; и швейцары, дежурные в вестибюле и контролеры билетов - занятия высоко |
| сосредоточены в промышленности, также ожидается сильный циклический рост. |
| |
| Кроме того, прогнозируется, что некоторые отрасли и профессии изменятся в долгосрочной перспективе |
| структурный спрос, возникающий в результате экономических изменений, вызванных пандемией.
) Прогнозируется быстрый рост отраслей, в которых сократилась занятость |
| в 2020 г. и оставался низким в 2021 г., что, как ожидается, также приведет к сильному росту |
| профессий, занятых в этих отраслях. Например, многие кинотеатры не были |
| работать на полную мощность в 2021 году, что приведет к снижению уровня занятости в |
| индустрия кино- и видеовыставок в 2021 году, чем в допандемии в последнее время |
| история. Прогнозируется, что эта отрасль вырастет на 70,5% за десятилетие 2021–202131 гг. |
| счет циклического восстановления занятости, а не долгосрочного структурного |
| увеличение спроса на кино- и видеовыставки. В свою очередь кинофильм |
| киномеханики; и швейцары, дежурные в вестибюле и контролеры билетов - занятия высоко |
| сосредоточены в промышленности, также ожидается сильный циклический рост. |
| |
| Кроме того, прогнозируется, что некоторые отрасли и профессии изменятся в долгосрочной перспективе |
| структурный спрос, возникающий в результате экономических изменений, вызванных пандемией. Например, |
| Ожидается, что многие профессии, связанные с компьютерами, будут иметь повышенный долгосрочный спрос, отчасти из-за |
| увеличению спроса бизнеса на телекоммуникационную вычислительную инфраструктуру и информацию |
| технологическая (ИТ) безопасность. |
| |
| Поэтому пользователи данных должны иметь в виду, что высокие темпы роста в этом прогнозе |
| множество может управляться циклически, структурно (в долгосрочной перспективе) или управляться |
| сочетание циклических и структурных факторов. |
|______________________________________________________________________________________________|
Ожидается, что в секторе отдыха и гостеприимства будет самая высокая занятость
рост всех секторов, в основном из-за низкой базовой точки в 2021 году. Здравоохранение и
сектор социальной помощи, по прогнозам, создаст больше всего рабочих мест в течение десятилетия 2021–2031 годов,
растет вместе с сегментом населения в возрасте 65 лет и старше. Этот
должно, в свою очередь, повысить спрос на различные медицинские профессии, особенно те,
участие в уходе за пожилыми людьми и теми, кто, как ожидается, выиграет от увеличения
преобладание коллективного здравоохранения.
Например, |
| Ожидается, что многие профессии, связанные с компьютерами, будут иметь повышенный долгосрочный спрос, отчасти из-за |
| увеличению спроса бизнеса на телекоммуникационную вычислительную инфраструктуру и информацию |
| технологическая (ИТ) безопасность. |
| |
| Поэтому пользователи данных должны иметь в виду, что высокие темпы роста в этом прогнозе |
| множество может управляться циклически, структурно (в долгосрочной перспективе) или управляться |
| сочетание циклических и структурных факторов. |
|______________________________________________________________________________________________|
Ожидается, что в секторе отдыха и гостеприимства будет самая высокая занятость
рост всех секторов, в основном из-за низкой базовой точки в 2021 году. Здравоохранение и
сектор социальной помощи, по прогнозам, создаст больше всего рабочих мест в течение десятилетия 2021–2031 годов,
растет вместе с сегментом населения в возрасте 65 лет и старше. Этот
должно, в свою очередь, повысить спрос на различные медицинские профессии, особенно те,
участие в уходе за пожилыми людьми и теми, кто, как ожидается, выиграет от увеличения
преобладание коллективного здравоохранения. Общий прогнозируемый рост занятости зависит от ожидаемого роста экономики и
рабочей силы, на оба из которых могут влиять изменения в численности населения. Настоящий
Прогнозируется, что валовой внутренний продукт (ВВП) будет расти на 2,1 процента в год с 2021 года.
до 2031 года, что немного быстрее, чем в предыдущее десятилетие. Рост гражданского
неинституциональное население, по прогнозам, замедлится до 0,7 процента в год, в то время как
прогнозируется, что рабочая сила будет расти со скоростью 0,5 процента в год, примерно такими же темпами, как
это десятилетие 2011-21 гг.
Основные моменты прогнозов BLS 202131 для рабочей силы, макроэкономики, промышленности
занятость и профессиональная занятость включены ниже.
Население и рабочая сила
--Гражданское неинституциональное население, по прогнозам, увеличится на 19 человек.от 0,6 млн до
уровень 281,0 млн в 2031 году, что меньше, чем увеличение на 21,8 млн, которое
произошло в течение десятилетия 201121 года. Ожидается гражданское неинституциональное население
расти на 0,7 процента в год в течение десятилетия 2021–2031 годов, снизившись с 0,9 процента
годовой прирост, зарегистрированный за десятилетие с 2011 по 2021 год.
Общий прогнозируемый рост занятости зависит от ожидаемого роста экономики и
рабочей силы, на оба из которых могут влиять изменения в численности населения. Настоящий
Прогнозируется, что валовой внутренний продукт (ВВП) будет расти на 2,1 процента в год с 2021 года.
до 2031 года, что немного быстрее, чем в предыдущее десятилетие. Рост гражданского
неинституциональное население, по прогнозам, замедлится до 0,7 процента в год, в то время как
прогнозируется, что рабочая сила будет расти со скоростью 0,5 процента в год, примерно такими же темпами, как
это десятилетие 2011-21 гг.
Основные моменты прогнозов BLS 202131 для рабочей силы, макроэкономики, промышленности
занятость и профессиональная занятость включены ниже.
Население и рабочая сила
--Гражданское неинституциональное население, по прогнозам, увеличится на 19 человек.от 0,6 млн до
уровень 281,0 млн в 2031 году, что меньше, чем увеличение на 21,8 млн, которое
произошло в течение десятилетия 201121 года. Ожидается гражданское неинституциональное население
расти на 0,7 процента в год в течение десятилетия 2021–2031 годов, снизившись с 0,9 процента
годовой прирост, зарегистрированный за десятилетие с 2011 по 2021 год. В то время как прирост населения
замедляется в течение нескольких десятилетий, прогнозируемый ежегодный рост на 0,7 процента
представляет собой один из самых медленных темпов роста в истории ряда данных.
-- Ожидаемое замедление роста населения в 2021–2031 годах в первую очередь
объясняется более низкими показателями рождаемости в последние десятилетия по сравнению с показателями, наблюдавшимися в
1960-х и начале 1970-х годов, а также к сокращению чистой международной миграции в последние
два десятилетия по сравнению с предыдущими десятилетиями.
-- Ожидается, что более медленный прогнозируемый рост населения будет ограничивать рост
гражданской рабочей силы за прогнозируемый период. Ожидается гражданская рабочая сила
увеличится до 168,9 млн в 2031 г. со 161,2 млн в 2021 г., т. е. на 7,7 млн больше.
Это означает прогнозируемый ежегодный рост в размере 0,5 процента, такой же темп, как и у
десятилетие 2011–2021 годов, но медленнее, чем в годы до 2011 года.
-- По прогнозам, уровень участия в рабочей силе снизится с 61,7 процента в 2021 году до
60,1 процента в 2031 году.
В то время как прирост населения
замедляется в течение нескольких десятилетий, прогнозируемый ежегодный рост на 0,7 процента
представляет собой один из самых медленных темпов роста в истории ряда данных.
-- Ожидаемое замедление роста населения в 2021–2031 годах в первую очередь
объясняется более низкими показателями рождаемости в последние десятилетия по сравнению с показателями, наблюдавшимися в
1960-х и начале 1970-х годов, а также к сокращению чистой международной миграции в последние
два десятилетия по сравнению с предыдущими десятилетиями.
-- Ожидается, что более медленный прогнозируемый рост населения будет ограничивать рост
гражданской рабочей силы за прогнозируемый период. Ожидается гражданская рабочая сила
увеличится до 168,9 млн в 2031 г. со 161,2 млн в 2021 г., т. е. на 7,7 млн больше.
Это означает прогнозируемый ежегодный рост в размере 0,5 процента, такой же темп, как и у
десятилетие 2011–2021 годов, но медленнее, чем в годы до 2011 года.
-- По прогнозам, уровень участия в рабочей силе снизится с 61,7 процента в 2021 году до
60,1 процента в 2031 году. Стареющее население, представленное большей долей
лиц старше 65 лет, является основным фактором снижения
уровень участия в рабочей силе за десятилетие 2021–2031 годов.
-- В то же время показатели участия в возрастных группах от 55 до 64 лет и старше 65 лет
по прогнозам, возрастет в течение прогнозируемого десятилетия, поскольку пожилые работники все чаще
остаться в рабочей силе.
Макроэкономика
-- Прогнозируется, что реальный ВВП будет расти на 2,1 процента в год в течение десятилетия 2021–2031 годов. Это
немного выше, чем соответствующие годовые темпы двух предыдущих десятилетий в 2,0 процента
и 1,8 процента, но намного ниже, чем 3,0 процента и выше ставок, наблюдаемых в
1980-х и 1990-х годов.
-- Прогнозируется, что рост производительности труда ускорится до 2,2 процента в год -- в течение
его долгосрочный исторический диапазон. Это значительно выше, чем 1,3% годовых.
рост производительности в предыдущее десятилетие.
Занятость в отрасли
-- Прогнозируется, что общая занятость будет расти на 0,5 процента в год со 158,1 миллиона человек в 2021 году.
Стареющее население, представленное большей долей
лиц старше 65 лет, является основным фактором снижения
уровень участия в рабочей силе за десятилетие 2021–2031 годов.
-- В то же время показатели участия в возрастных группах от 55 до 64 лет и старше 65 лет
по прогнозам, возрастет в течение прогнозируемого десятилетия, поскольку пожилые работники все чаще
остаться в рабочей силе.
Макроэкономика
-- Прогнозируется, что реальный ВВП будет расти на 2,1 процента в год в течение десятилетия 2021–2031 годов. Это
немного выше, чем соответствующие годовые темпы двух предыдущих десятилетий в 2,0 процента
и 1,8 процента, но намного ниже, чем 3,0 процента и выше ставок, наблюдаемых в
1980-х и 1990-х годов.
-- Прогнозируется, что рост производительности труда ускорится до 2,2 процента в год -- в течение
его долгосрочный исторический диапазон. Это значительно выше, чем 1,3% годовых.
рост производительности в предыдущее десятилетие.
Занятость в отрасли
-- Прогнозируется, что общая занятость будет расти на 0,5 процента в год со 158,1 миллиона человек в 2021 году. до 166,5 млн в 2031 году. Занятость росла на 1,0 процента в год с 2011 года21.
-- Прогнозируется, что сектор здравоохранения и социальной помощи добавит около 2,6 млн человек.
рабочих мест с 2021 по 2031 год, больше, чем в любом другом секторе. В рамках этого сектора отдельные
и индустрия семейных услуг, по прогнозам, добавит больше всего рабочих мест по сравнению с
период прогнозов — примерно 850 000 рабочих мест — и, как ожидается, будет самым быстрым
годовой рост занятости во всех отраслях здравоохранения и социальной помощи на 2,8
процент. Рост занятости в этой отрасли, а также в других сферах здравоохранения и социальной
вспомогательные отрасли, как ожидается, будут обусловлены стареющим населением, переживающим бум рождаемости, и
высокая распространенность хронических заболеваний.
-- В 2021 году занятость в нескольких секторах по-прежнему сдерживалась всплесками COVID-19.случаи,
обеспокоенность общественности по поводу передачи вируса, мер по смягчению последствий и занятости
перераспределение, что привело к низкой занятости в базовом году для прогнозов на 202131 год.
до 166,5 млн в 2031 году. Занятость росла на 1,0 процента в год с 2011 года21.
-- Прогнозируется, что сектор здравоохранения и социальной помощи добавит около 2,6 млн человек.
рабочих мест с 2021 по 2031 год, больше, чем в любом другом секторе. В рамках этого сектора отдельные
и индустрия семейных услуг, по прогнозам, добавит больше всего рабочих мест по сравнению с
период прогнозов — примерно 850 000 рабочих мест — и, как ожидается, будет самым быстрым
годовой рост занятости во всех отраслях здравоохранения и социальной помощи на 2,8
процент. Рост занятости в этой отрасли, а также в других сферах здравоохранения и социальной
вспомогательные отрасли, как ожидается, будут обусловлены стареющим населением, переживающим бум рождаемости, и
высокая распространенность хронических заболеваний.
-- В 2021 году занятость в нескольких секторах по-прежнему сдерживалась всплесками COVID-19.случаи,
обеспокоенность общественности по поводу передачи вируса, мер по смягчению последствий и занятости
перераспределение, что привело к низкой занятости в базовом году для прогнозов на 202131 год. Эти сектора, включая отдых и гостиничный бизнес, а также другие услуги, в том числе
услуги по ремонту и техническому обслуживанию и услуги по уходу за собой, по прогнозам, войдут в число
самым быстрорастущим за десятилетие 2021–202131 гг.
-- Почти три четверти рабочих мест, потерянных в сфере отдыха и гостеприимства во время COVID-19.
пандемии в 2020 году еще предстояло восстановиться в 2021 году. Следовательно, досуг и
по прогнозам, гостиничный бизнес будет расти быстрее всех среди всех секторов в 2021 году31.
десятилетие в годовом исчислении 1,3 процента, отражая циклическое восстановление. Семь из
20 самых быстрорастущих отраслей находятся в сфере отдыха и гостеприимства. В
Кроме того, ожидается, что индустрия общественного питания и питейных заведений будет иметь
самое большое увеличение занятости в любой отрасли, добавив около 1,3 миллиона рабочих мест за
202131.
-- Ожидается, что спрос на профессиональные и деловые услуги возрастет в течение
период прогнозов, обусловленный потребностью бизнеса в технической экспертизе в таких областях, как
как ИТ-решения и кибербезопасность, менеджмент, маркетинговые исследования и др.
Эти сектора, включая отдых и гостиничный бизнес, а также другие услуги, в том числе
услуги по ремонту и техническому обслуживанию и услуги по уходу за собой, по прогнозам, войдут в число
самым быстрорастущим за десятилетие 2021–202131 гг.
-- Почти три четверти рабочих мест, потерянных в сфере отдыха и гостеприимства во время COVID-19.
пандемии в 2020 году еще предстояло восстановиться в 2021 году. Следовательно, досуг и
по прогнозам, гостиничный бизнес будет расти быстрее всех среди всех секторов в 2021 году31.
десятилетие в годовом исчислении 1,3 процента, отражая циклическое восстановление. Семь из
20 самых быстрорастущих отраслей находятся в сфере отдыха и гостеприимства. В
Кроме того, ожидается, что индустрия общественного питания и питейных заведений будет иметь
самое большое увеличение занятости в любой отрасли, добавив около 1,3 миллиона рабочих мест за
202131.
-- Ожидается, что спрос на профессиональные и деловые услуги возрастет в течение
период прогнозов, обусловленный потребностью бизнеса в технической экспертизе в таких областях, как
как ИТ-решения и кибербезопасность, менеджмент, маркетинговые исследования и др. консультационные и технические услуги. Прогнозируется, что этот сектор станет третьим по величине
рост занятости за десятилетие 202131 года.
-- Розничная торговля, по прогнозам, потеряет больше всего рабочих мест по сравнению с любым другим сектором в 2021 году31. Кирпич-
Ожидается, что предприятия розничной торговли продолжат бороться с более жесткими
конкуренция со стороны интернет-магазинов.
Профессиональная занятость
-- Профессии, связанные с оказанием медицинской помощи, по прогнозам, будут расти быстрее всех профессий.
группы, на 17,8 процента с 2021 по 2031 год. Прогнозируемые быстрорастущие профессии в этом
группа включает помощников физиотерапевта, помощников по домашнему здоровью и личной гигиене,
и ассистенты по трудотерапии. Помимо прогнозируемого быстрого роста, домашняя
помощники по здравоохранению и личной гигиене, по прогнозам, также испытают наибольший рост
на новых рабочих местах любой профессии в течение прогнозируемого периода 2021–2031 годов.
консультационные и технические услуги. Прогнозируется, что этот сектор станет третьим по величине
рост занятости за десятилетие 202131 года.
-- Розничная торговля, по прогнозам, потеряет больше всего рабочих мест по сравнению с любым другим сектором в 2021 году31. Кирпич-
Ожидается, что предприятия розничной торговли продолжат бороться с более жесткими
конкуренция со стороны интернет-магазинов.
Профессиональная занятость
-- Профессии, связанные с оказанием медицинской помощи, по прогнозам, будут расти быстрее всех профессий.
группы, на 17,8 процента с 2021 по 2031 год. Прогнозируемые быстрорастущие профессии в этом
группа включает помощников физиотерапевта, помощников по домашнему здоровью и личной гигиене,
и ассистенты по трудотерапии. Помимо прогнозируемого быстрого роста, домашняя
помощники по здравоохранению и личной гигиене, по прогнозам, также испытают наибольший рост
на новых рабочих местах любой профессии в течение прогнозируемого периода 2021–2031 годов. Это прогнозируется
получить примерно 924 000 рабочих мест, достигнув уровня занятости 4,6 млн в
2031, что сделало бы его крупнейшим занятием в экономике. Спрос на
Ожидается, что услуги по уходу и терапевтические услуги будут быстро расти в ответ на
растущее пожилое население, которое обычно имеет повышенные потребности в медицинской помощи
по сравнению с младшими группами.
-- Предполагается, что группа, занимающаяся компьютерами и математикой, испытает много
быстрее, чем средний рост занятости на 15,4 процента до 2031 года. Ожидается сильный
спрос на ИТ-услуги, включая услуги кибербезопасности и облачные вычисления, будет
потребность в топливе для компьютерных профессий. Для математических занятий ожидается надежный
рост объемов данных, отчасти связанный с Интернетом вещей (IoT) и подключением
потребительские товары и промышленное оборудование, а также спрос на данные, которые необходимо собирать и
проанализированы основные факторы сильного прогнозируемого роста занятости.
Это прогнозируется
получить примерно 924 000 рабочих мест, достигнув уровня занятости 4,6 млн в
2031, что сделало бы его крупнейшим занятием в экономике. Спрос на
Ожидается, что услуги по уходу и терапевтические услуги будут быстро расти в ответ на
растущее пожилое население, которое обычно имеет повышенные потребности в медицинской помощи
по сравнению с младшими группами.
-- Предполагается, что группа, занимающаяся компьютерами и математикой, испытает много
быстрее, чем средний рост занятости на 15,4 процента до 2031 года. Ожидается сильный
спрос на ИТ-услуги, включая услуги кибербезопасности и облачные вычисления, будет
потребность в топливе для компьютерных профессий. Для математических занятий ожидается надежный
рост объемов данных, отчасти связанный с Интернетом вещей (IoT) и подключением
потребительские товары и промышленное оборудование, а также спрос на данные, которые необходимо собирать и
проанализированы основные факторы сильного прогнозируемого роста занятости. Три компьютера
и математические профессии входят в десятку самых быстрорастущих профессий:
специалисты по данным, аналитики информационной безопасности и статистики. Кроме того,
разработчики программного обеспечения, как ожидается, увидят третий по величине прирост рабочих мест среди всех
оккупации в течение десятилетия 2021-31 гг.
-- Личный уход и услуги, связанные с приготовлением пищи и обслуживанием
профессий, согласно прогнозам, станут третьей и четвертой по темпам роста профессией.
группы соответственно. Многие из этих профессий сильно пострадали от COVID-19.пандемии в 2020 г. и продолжала сказываться на ней в 2021 г. Следовательно, профессии
внутри этих групп, таких как повара ресторана, как ожидается,
циклический рост.
--Некоторые рабочие места были потеряны во время пандемии и, по прогнозам, будут восстановлены в течение
десятилетие прогнозов уже было восстановлено, так как занятость быстро росла
в течение первой половины 2022 года. В результате некоторые профессиональные группы быстро
прогнозируемый рост, который отражает краткосрочное восстановление, а не долгосрочные ожидания
прибыли, такие как приготовление пищи и обслуживание родственной профессиональной группы, которая
уже реализовала заметную долю прогнозируемого изменения занятости в 2021–2031 гг.
Три компьютера
и математические профессии входят в десятку самых быстрорастущих профессий:
специалисты по данным, аналитики информационной безопасности и статистики. Кроме того,
разработчики программного обеспечения, как ожидается, увидят третий по величине прирост рабочих мест среди всех
оккупации в течение десятилетия 2021-31 гг.
-- Личный уход и услуги, связанные с приготовлением пищи и обслуживанием
профессий, согласно прогнозам, станут третьей и четвертой по темпам роста профессией.
группы соответственно. Многие из этих профессий сильно пострадали от COVID-19.пандемии в 2020 г. и продолжала сказываться на ней в 2021 г. Следовательно, профессии
внутри этих групп, таких как повара ресторана, как ожидается,
циклический рост.
--Некоторые рабочие места были потеряны во время пандемии и, по прогнозам, будут восстановлены в течение
десятилетие прогнозов уже было восстановлено, так как занятость быстро росла
в течение первой половины 2022 года. В результате некоторые профессиональные группы быстро
прогнозируемый рост, который отражает краткосрочное восстановление, а не долгосрочные ожидания
прибыли, такие как приготовление пищи и обслуживание родственной профессиональной группы, которая
уже реализовала заметную долю прогнозируемого изменения занятости в 2021–2031 гг. на
середина 2022 года.
-- Три профессиональные группы -- офисные и административно-вспомогательные занятия, производство
профессий, продаж и связанных с ними профессий, по прогнозам, потеряют рабочие места в течение
202131 десятилетие. Шестнадцать из 20 профессий с наибольшим снижением занятости
уровни выше 2021 года31 относятся к одной из этих трех групп. Автоматизация
задач является основным фактором прогнозируемого сокращения занятости многих из этих
занятия. Кассиры, чьи задачи в значительной степени может заменить касса самообслуживания,
по прогнозам потеряет больше всего рабочих мест среди всех профессий, в то время как текстовые процессоры и машинистки
прогнозируется самое резкое падение занятости по сравнению с прогнозами
период.
-- Практикующие медсестры, по прогнозам, испытают самый быстрый рост занятости среди всех
профессий с прогнозируемым ростом на 45,7 процента. Медицинские учреждения
все чаще используют модели медицинского обслуживания, основанные на командах, в которых участвуют практикующие медсестры,
ассистенты врача и другие медицинские работники для оказания помощи пациентам, которые
в противном случае будет предоставлено врачом.
на
середина 2022 года.
-- Три профессиональные группы -- офисные и административно-вспомогательные занятия, производство
профессий, продаж и связанных с ними профессий, по прогнозам, потеряют рабочие места в течение
202131 десятилетие. Шестнадцать из 20 профессий с наибольшим снижением занятости
уровни выше 2021 года31 относятся к одной из этих трех групп. Автоматизация
задач является основным фактором прогнозируемого сокращения занятости многих из этих
занятия. Кассиры, чьи задачи в значительной степени может заменить касса самообслуживания,
по прогнозам потеряет больше всего рабочих мест среди всех профессий, в то время как текстовые процессоры и машинистки
прогнозируется самое резкое падение занятости по сравнению с прогнозами
период.
-- Практикующие медсестры, по прогнозам, испытают самый быстрый рост занятости среди всех
профессий с прогнозируемым ростом на 45,7 процента. Медицинские учреждения
все чаще используют модели медицинского обслуживания, основанные на командах, в которых участвуют практикующие медсестры,
ассистенты врача и другие медицинские работники для оказания помощи пациентам, которые
в противном случае будет предоставлено врачом. Больше информации
Справочник по профессиональным перспективам (OOH) включает информацию о более чем 500
подробные профессии в более чем 300 профессиональных профилях, охватывающих около 4 из 5 рабочих мест
в экономике. Каждый профиль содержит прогнозы на 202131 год, а также оценки
перспективы работы, трудовая деятельность, заработная плата, требования к образованию и обучению и многое другое.
-- OOH доступен в Интернете по адресу www.bls.gov/ooh.
--Страницы со степенями доступны в Интернете по адресу
www.bls.gov/ooh/field-of-grade/home.htm.
--Подробная информация о прогнозах на 2021 31 год появится в Ежемесячном отчете по труду.
Обзор осенью 2022 года.
-- Таблицы с подробными, исчерпывающими статистическими данными, использованными при подготовке прогнозов,
доступны в Интернете по адресу www.bls.gov/emp/tables.htm.
-- Определения терминов, используемых в этом пресс-релизе, доступны в глоссарии BLS по адресу
www.bls.gov/bls/glossary.htm.
Если вы глухой, слабослышащий или имеете проблемы с речью, наберите 7-1-1, чтобы
получить доступ к телекоммуникационным службам ретрансляции.
Больше информации
Справочник по профессиональным перспективам (OOH) включает информацию о более чем 500
подробные профессии в более чем 300 профессиональных профилях, охватывающих около 4 из 5 рабочих мест
в экономике. Каждый профиль содержит прогнозы на 202131 год, а также оценки
перспективы работы, трудовая деятельность, заработная плата, требования к образованию и обучению и многое другое.
-- OOH доступен в Интернете по адресу www.bls.gov/ooh.
--Страницы со степенями доступны в Интернете по адресу
www.bls.gov/ooh/field-of-grade/home.htm.
--Подробная информация о прогнозах на 2021 31 год появится в Ежемесячном отчете по труду.
Обзор осенью 2022 года.
-- Таблицы с подробными, исчерпывающими статистическими данными, использованными при подготовке прогнозов,
доступны в Интернете по адресу www.bls.gov/emp/tables.htm.
-- Определения терминов, используемых в этом пресс-релизе, доступны в глоссарии BLS по адресу
www.bls.gov/bls/glossary.htm.
Если вы глухой, слабослышащий или имеете проблемы с речью, наберите 7-1-1, чтобы
получить доступ к телекоммуникационным службам ретрансляции.
 жизненный баланс и другие факторы.
жизненный баланс и другие факторы. аналитик
аналитик  Стоматолог
Стоматолог
 «Семья», мкр. Клязьма
«Семья», мкр. Клязьма

 gov
ПРОГНОЗЫ ЗАНЯТОСТИ -- 2021-2031 ГГ.
Прогнозируется, что экономика США добавит 8,3 миллиона рабочих мест с 2021 по 2031 год, сообщает Бюро США.
Об этом сообщила сегодня Служба статистики труда (BLS). Прогнозируется, что общая занятость увеличится с
с 158,1 млн до 166,5 млн и ежегодно растут на 0,5%, что медленнее, чем в
1,0 процента годового роста, зарегистрированного в течение десятилетия 2011-21 гг.
В прогнозах на 2021–2031 годы в качестве базового года используется среднегодовой уровень занятости на 2021 год.
Среднегодовые уровни 2021 года не отражают значительной части восстановления занятости и
перераспределение, которое уже произошло после COVID-19пандемия и
сопровождающий рецессию, учитывая, что общая занятость продолжала быстро расти через
первой половине 2022 года. В результате общая занятость в прогнозах на 2021–2031 годы и
прогнозируемый рост во многих секторах, отражает прогнозируемый быстрый рост в результате низкой базы
уровень занятости в год. Однако пандемия также стала катализатором для некоторых
структурные изменения спроса на определенные товары и услуги, которые, как ожидается, повлияют
долгосрочный спрос на занятость в избранной группе отраслей и профессий.
gov
ПРОГНОЗЫ ЗАНЯТОСТИ -- 2021-2031 ГГ.
Прогнозируется, что экономика США добавит 8,3 миллиона рабочих мест с 2021 по 2031 год, сообщает Бюро США.
Об этом сообщила сегодня Служба статистики труда (BLS). Прогнозируется, что общая занятость увеличится с
с 158,1 млн до 166,5 млн и ежегодно растут на 0,5%, что медленнее, чем в
1,0 процента годового роста, зарегистрированного в течение десятилетия 2011-21 гг.
В прогнозах на 2021–2031 годы в качестве базового года используется среднегодовой уровень занятости на 2021 год.
Среднегодовые уровни 2021 года не отражают значительной части восстановления занятости и
перераспределение, которое уже произошло после COVID-19пандемия и
сопровождающий рецессию, учитывая, что общая занятость продолжала быстро расти через
первой половине 2022 года. В результате общая занятость в прогнозах на 2021–2031 годы и
прогнозируемый рост во многих секторах, отражает прогнозируемый быстрый рост в результате низкой базы
уровень занятости в год. Однако пандемия также стала катализатором для некоторых
структурные изменения спроса на определенные товары и услуги, которые, как ожидается, повлияют
долгосрочный спрос на занятость в избранной группе отраслей и профессий. ____________________________________________________________________________________________
| |
| Справочник по профессиональным перспективам |
| |
| Прогнозы BLS являются основой Справочника по профессиональным перспективам (OOH), |
| один из наиболее широко используемых информационных ресурсов о карьере в стране. OOH отражает |
| Прогнозы занятости BLS на десятилетие 202131 года. Доступна обновленная OOH |
| на сайте www.bls.gov/ooh. |
|______________________________________________________________________________________________|
____________________________________________________________________________________________
| |
| Последствия COVID-19пандемия по прогнозам на 2021 год31 |
| |
| Пандемия COVID-19 спровоцировала экономический спад с февраля 2020 года по апрель |
| 2020 г., что приведет к существенному снижению производства и занятости. Пока рецессия |
| длилась всего несколько месяцев, пандемия сохранялась до 2021 года, продолжая разрушать |
| экономической деятельности, предотвращают или препятствуют возвращению людей на рынок труда |
| силу и воздействовать на другие экономические условия, влияющие на занятость.
____________________________________________________________________________________________
| |
| Справочник по профессиональным перспективам |
| |
| Прогнозы BLS являются основой Справочника по профессиональным перспективам (OOH), |
| один из наиболее широко используемых информационных ресурсов о карьере в стране. OOH отражает |
| Прогнозы занятости BLS на десятилетие 202131 года. Доступна обновленная OOH |
| на сайте www.bls.gov/ooh. |
|______________________________________________________________________________________________|
____________________________________________________________________________________________
| |
| Последствия COVID-19пандемия по прогнозам на 2021 год31 |
| |
| Пандемия COVID-19 спровоцировала экономический спад с февраля 2020 года по апрель |
| 2020 г., что приведет к существенному снижению производства и занятости. Пока рецессия |
| длилась всего несколько месяцев, пандемия сохранялась до 2021 года, продолжая разрушать |
| экономической деятельности, предотвращают или препятствуют возвращению людей на рынок труда |
| силу и воздействовать на другие экономические условия, влияющие на занятость. экономика |
| восстановился в 2021 году, восстановив примерно 4,6 миллиона рабочих мест; однако это равно |
| только около половины рабочих мест, которые были потеряны с 2019 годадо 2020 года. В результате 2021 |
| среднегодовой уровень занятости, который формирует базовый уровень на 2021 год31 |
| прогнозы, остались значительно ниже допандемических уровней. Занятость в большинстве |
| секторы продолжали восстанавливаться в первой половине 2022 года, а в 2021 году31 |
| прогнозы не отражают восстановление занятости и произошедшее перераспределение |
| в тот период времени. |
| |
| Некоторые отрасли, несоразмерно пострадавшие от пандемии COVID-19 |
| имеют более низкие значения базового года и, как ожидается, испытают циклическое восстановление в |
| начале десятилетия 202131 года, когда объем производства и занятость нормализуются, а |
| вернуться к своим долгосрочным тенденциям роста, что приведет к увеличению прогнозируемой занятости |
| рост. (См. Техническое примечание для обсуждения разницы между циклическим и |
| структурные изменения.
экономика |
| восстановился в 2021 году, восстановив примерно 4,6 миллиона рабочих мест; однако это равно |
| только около половины рабочих мест, которые были потеряны с 2019 годадо 2020 года. В результате 2021 |
| среднегодовой уровень занятости, который формирует базовый уровень на 2021 год31 |
| прогнозы, остались значительно ниже допандемических уровней. Занятость в большинстве |
| секторы продолжали восстанавливаться в первой половине 2022 года, а в 2021 году31 |
| прогнозы не отражают восстановление занятости и произошедшее перераспределение |
| в тот период времени. |
| |
| Некоторые отрасли, несоразмерно пострадавшие от пандемии COVID-19 |
| имеют более низкие значения базового года и, как ожидается, испытают циклическое восстановление в |
| начале десятилетия 202131 года, когда объем производства и занятость нормализуются, а |
| вернуться к своим долгосрочным тенденциям роста, что приведет к увеличению прогнозируемой занятости |
| рост. (См. Техническое примечание для обсуждения разницы между циклическим и |
| структурные изменения. ) Прогнозируется быстрый рост отраслей, в которых сократилась занятость |
| в 2020 г. и оставался низким в 2021 г., что, как ожидается, также приведет к сильному росту |
| профессий, занятых в этих отраслях. Например, многие кинотеатры не были |
| работать на полную мощность в 2021 году, что приведет к снижению уровня занятости в |
| индустрия кино- и видеовыставок в 2021 году, чем в допандемии в последнее время |
| история. Прогнозируется, что эта отрасль вырастет на 70,5% за десятилетие 2021–202131 гг. |
| счет циклического восстановления занятости, а не долгосрочного структурного |
| увеличение спроса на кино- и видеовыставки. В свою очередь кинофильм |
| киномеханики; и швейцары, дежурные в вестибюле и контролеры билетов - занятия высоко |
| сосредоточены в промышленности, также ожидается сильный циклический рост. |
| |
| Кроме того, прогнозируется, что некоторые отрасли и профессии изменятся в долгосрочной перспективе |
| структурный спрос, возникающий в результате экономических изменений, вызванных пандемией.
) Прогнозируется быстрый рост отраслей, в которых сократилась занятость |
| в 2020 г. и оставался низким в 2021 г., что, как ожидается, также приведет к сильному росту |
| профессий, занятых в этих отраслях. Например, многие кинотеатры не были |
| работать на полную мощность в 2021 году, что приведет к снижению уровня занятости в |
| индустрия кино- и видеовыставок в 2021 году, чем в допандемии в последнее время |
| история. Прогнозируется, что эта отрасль вырастет на 70,5% за десятилетие 2021–202131 гг. |
| счет циклического восстановления занятости, а не долгосрочного структурного |
| увеличение спроса на кино- и видеовыставки. В свою очередь кинофильм |
| киномеханики; и швейцары, дежурные в вестибюле и контролеры билетов - занятия высоко |
| сосредоточены в промышленности, также ожидается сильный циклический рост. |
| |
| Кроме того, прогнозируется, что некоторые отрасли и профессии изменятся в долгосрочной перспективе |
| структурный спрос, возникающий в результате экономических изменений, вызванных пандемией. Например, |
| Ожидается, что многие профессии, связанные с компьютерами, будут иметь повышенный долгосрочный спрос, отчасти из-за |
| увеличению спроса бизнеса на телекоммуникационную вычислительную инфраструктуру и информацию |
| технологическая (ИТ) безопасность. |
| |
| Поэтому пользователи данных должны иметь в виду, что высокие темпы роста в этом прогнозе |
| множество может управляться циклически, структурно (в долгосрочной перспективе) или управляться |
| сочетание циклических и структурных факторов. |
|______________________________________________________________________________________________|
Ожидается, что в секторе отдыха и гостеприимства будет самая высокая занятость
рост всех секторов, в основном из-за низкой базовой точки в 2021 году. Здравоохранение и
сектор социальной помощи, по прогнозам, создаст больше всего рабочих мест в течение десятилетия 2021–2031 годов,
растет вместе с сегментом населения в возрасте 65 лет и старше. Этот
должно, в свою очередь, повысить спрос на различные медицинские профессии, особенно те,
участие в уходе за пожилыми людьми и теми, кто, как ожидается, выиграет от увеличения
преобладание коллективного здравоохранения.
Например, |
| Ожидается, что многие профессии, связанные с компьютерами, будут иметь повышенный долгосрочный спрос, отчасти из-за |
| увеличению спроса бизнеса на телекоммуникационную вычислительную инфраструктуру и информацию |
| технологическая (ИТ) безопасность. |
| |
| Поэтому пользователи данных должны иметь в виду, что высокие темпы роста в этом прогнозе |
| множество может управляться циклически, структурно (в долгосрочной перспективе) или управляться |
| сочетание циклических и структурных факторов. |
|______________________________________________________________________________________________|
Ожидается, что в секторе отдыха и гостеприимства будет самая высокая занятость
рост всех секторов, в основном из-за низкой базовой точки в 2021 году. Здравоохранение и
сектор социальной помощи, по прогнозам, создаст больше всего рабочих мест в течение десятилетия 2021–2031 годов,
растет вместе с сегментом населения в возрасте 65 лет и старше. Этот
должно, в свою очередь, повысить спрос на различные медицинские профессии, особенно те,
участие в уходе за пожилыми людьми и теми, кто, как ожидается, выиграет от увеличения
преобладание коллективного здравоохранения. Общий прогнозируемый рост занятости зависит от ожидаемого роста экономики и
рабочей силы, на оба из которых могут влиять изменения в численности населения. Настоящий
Прогнозируется, что валовой внутренний продукт (ВВП) будет расти на 2,1 процента в год с 2021 года.
до 2031 года, что немного быстрее, чем в предыдущее десятилетие. Рост гражданского
неинституциональное население, по прогнозам, замедлится до 0,7 процента в год, в то время как
прогнозируется, что рабочая сила будет расти со скоростью 0,5 процента в год, примерно такими же темпами, как
это десятилетие 2011-21 гг.
Основные моменты прогнозов BLS 202131 для рабочей силы, макроэкономики, промышленности
занятость и профессиональная занятость включены ниже.
Население и рабочая сила
--Гражданское неинституциональное население, по прогнозам, увеличится на 19 человек.от 0,6 млн до
уровень 281,0 млн в 2031 году, что меньше, чем увеличение на 21,8 млн, которое
произошло в течение десятилетия 201121 года. Ожидается гражданское неинституциональное население
расти на 0,7 процента в год в течение десятилетия 2021–2031 годов, снизившись с 0,9 процента
годовой прирост, зарегистрированный за десятилетие с 2011 по 2021 год.
Общий прогнозируемый рост занятости зависит от ожидаемого роста экономики и
рабочей силы, на оба из которых могут влиять изменения в численности населения. Настоящий
Прогнозируется, что валовой внутренний продукт (ВВП) будет расти на 2,1 процента в год с 2021 года.
до 2031 года, что немного быстрее, чем в предыдущее десятилетие. Рост гражданского
неинституциональное население, по прогнозам, замедлится до 0,7 процента в год, в то время как
прогнозируется, что рабочая сила будет расти со скоростью 0,5 процента в год, примерно такими же темпами, как
это десятилетие 2011-21 гг.
Основные моменты прогнозов BLS 202131 для рабочей силы, макроэкономики, промышленности
занятость и профессиональная занятость включены ниже.
Население и рабочая сила
--Гражданское неинституциональное население, по прогнозам, увеличится на 19 человек.от 0,6 млн до
уровень 281,0 млн в 2031 году, что меньше, чем увеличение на 21,8 млн, которое
произошло в течение десятилетия 201121 года. Ожидается гражданское неинституциональное население
расти на 0,7 процента в год в течение десятилетия 2021–2031 годов, снизившись с 0,9 процента
годовой прирост, зарегистрированный за десятилетие с 2011 по 2021 год. В то время как прирост населения
замедляется в течение нескольких десятилетий, прогнозируемый ежегодный рост на 0,7 процента
представляет собой один из самых медленных темпов роста в истории ряда данных.
-- Ожидаемое замедление роста населения в 2021–2031 годах в первую очередь
объясняется более низкими показателями рождаемости в последние десятилетия по сравнению с показателями, наблюдавшимися в
1960-х и начале 1970-х годов, а также к сокращению чистой международной миграции в последние
два десятилетия по сравнению с предыдущими десятилетиями.
-- Ожидается, что более медленный прогнозируемый рост населения будет ограничивать рост
гражданской рабочей силы за прогнозируемый период. Ожидается гражданская рабочая сила
увеличится до 168,9 млн в 2031 г. со 161,2 млн в 2021 г., т. е. на 7,7 млн больше.
Это означает прогнозируемый ежегодный рост в размере 0,5 процента, такой же темп, как и у
десятилетие 2011–2021 годов, но медленнее, чем в годы до 2011 года.
-- По прогнозам, уровень участия в рабочей силе снизится с 61,7 процента в 2021 году до
60,1 процента в 2031 году.
В то время как прирост населения
замедляется в течение нескольких десятилетий, прогнозируемый ежегодный рост на 0,7 процента
представляет собой один из самых медленных темпов роста в истории ряда данных.
-- Ожидаемое замедление роста населения в 2021–2031 годах в первую очередь
объясняется более низкими показателями рождаемости в последние десятилетия по сравнению с показателями, наблюдавшимися в
1960-х и начале 1970-х годов, а также к сокращению чистой международной миграции в последние
два десятилетия по сравнению с предыдущими десятилетиями.
-- Ожидается, что более медленный прогнозируемый рост населения будет ограничивать рост
гражданской рабочей силы за прогнозируемый период. Ожидается гражданская рабочая сила
увеличится до 168,9 млн в 2031 г. со 161,2 млн в 2021 г., т. е. на 7,7 млн больше.
Это означает прогнозируемый ежегодный рост в размере 0,5 процента, такой же темп, как и у
десятилетие 2011–2021 годов, но медленнее, чем в годы до 2011 года.
-- По прогнозам, уровень участия в рабочей силе снизится с 61,7 процента в 2021 году до
60,1 процента в 2031 году. Стареющее население, представленное большей долей
лиц старше 65 лет, является основным фактором снижения
уровень участия в рабочей силе за десятилетие 2021–2031 годов.
-- В то же время показатели участия в возрастных группах от 55 до 64 лет и старше 65 лет
по прогнозам, возрастет в течение прогнозируемого десятилетия, поскольку пожилые работники все чаще
остаться в рабочей силе.
Макроэкономика
-- Прогнозируется, что реальный ВВП будет расти на 2,1 процента в год в течение десятилетия 2021–2031 годов. Это
немного выше, чем соответствующие годовые темпы двух предыдущих десятилетий в 2,0 процента
и 1,8 процента, но намного ниже, чем 3,0 процента и выше ставок, наблюдаемых в
1980-х и 1990-х годов.
-- Прогнозируется, что рост производительности труда ускорится до 2,2 процента в год -- в течение
его долгосрочный исторический диапазон. Это значительно выше, чем 1,3% годовых.
рост производительности в предыдущее десятилетие.
Занятость в отрасли
-- Прогнозируется, что общая занятость будет расти на 0,5 процента в год со 158,1 миллиона человек в 2021 году.
Стареющее население, представленное большей долей
лиц старше 65 лет, является основным фактором снижения
уровень участия в рабочей силе за десятилетие 2021–2031 годов.
-- В то же время показатели участия в возрастных группах от 55 до 64 лет и старше 65 лет
по прогнозам, возрастет в течение прогнозируемого десятилетия, поскольку пожилые работники все чаще
остаться в рабочей силе.
Макроэкономика
-- Прогнозируется, что реальный ВВП будет расти на 2,1 процента в год в течение десятилетия 2021–2031 годов. Это
немного выше, чем соответствующие годовые темпы двух предыдущих десятилетий в 2,0 процента
и 1,8 процента, но намного ниже, чем 3,0 процента и выше ставок, наблюдаемых в
1980-х и 1990-х годов.
-- Прогнозируется, что рост производительности труда ускорится до 2,2 процента в год -- в течение
его долгосрочный исторический диапазон. Это значительно выше, чем 1,3% годовых.
рост производительности в предыдущее десятилетие.
Занятость в отрасли
-- Прогнозируется, что общая занятость будет расти на 0,5 процента в год со 158,1 миллиона человек в 2021 году. до 166,5 млн в 2031 году. Занятость росла на 1,0 процента в год с 2011 года21.
-- Прогнозируется, что сектор здравоохранения и социальной помощи добавит около 2,6 млн человек.
рабочих мест с 2021 по 2031 год, больше, чем в любом другом секторе. В рамках этого сектора отдельные
и индустрия семейных услуг, по прогнозам, добавит больше всего рабочих мест по сравнению с
период прогнозов — примерно 850 000 рабочих мест — и, как ожидается, будет самым быстрым
годовой рост занятости во всех отраслях здравоохранения и социальной помощи на 2,8
процент. Рост занятости в этой отрасли, а также в других сферах здравоохранения и социальной
вспомогательные отрасли, как ожидается, будут обусловлены стареющим населением, переживающим бум рождаемости, и
высокая распространенность хронических заболеваний.
-- В 2021 году занятость в нескольких секторах по-прежнему сдерживалась всплесками COVID-19.случаи,
обеспокоенность общественности по поводу передачи вируса, мер по смягчению последствий и занятости
перераспределение, что привело к низкой занятости в базовом году для прогнозов на 202131 год.
до 166,5 млн в 2031 году. Занятость росла на 1,0 процента в год с 2011 года21.
-- Прогнозируется, что сектор здравоохранения и социальной помощи добавит около 2,6 млн человек.
рабочих мест с 2021 по 2031 год, больше, чем в любом другом секторе. В рамках этого сектора отдельные
и индустрия семейных услуг, по прогнозам, добавит больше всего рабочих мест по сравнению с
период прогнозов — примерно 850 000 рабочих мест — и, как ожидается, будет самым быстрым
годовой рост занятости во всех отраслях здравоохранения и социальной помощи на 2,8
процент. Рост занятости в этой отрасли, а также в других сферах здравоохранения и социальной
вспомогательные отрасли, как ожидается, будут обусловлены стареющим населением, переживающим бум рождаемости, и
высокая распространенность хронических заболеваний.
-- В 2021 году занятость в нескольких секторах по-прежнему сдерживалась всплесками COVID-19.случаи,
обеспокоенность общественности по поводу передачи вируса, мер по смягчению последствий и занятости
перераспределение, что привело к низкой занятости в базовом году для прогнозов на 202131 год. консультационные и технические услуги. Прогнозируется, что этот сектор станет третьим по величине
рост занятости за десятилетие 202131 года.
-- Розничная торговля, по прогнозам, потеряет больше всего рабочих мест по сравнению с любым другим сектором в 2021 году31. Кирпич-
Ожидается, что предприятия розничной торговли продолжат бороться с более жесткими
конкуренция со стороны интернет-магазинов.
Профессиональная занятость
-- Профессии, связанные с оказанием медицинской помощи, по прогнозам, будут расти быстрее всех профессий.
группы, на 17,8 процента с 2021 по 2031 год. Прогнозируемые быстрорастущие профессии в этом
группа включает помощников физиотерапевта, помощников по домашнему здоровью и личной гигиене,
и ассистенты по трудотерапии. Помимо прогнозируемого быстрого роста, домашняя
помощники по здравоохранению и личной гигиене, по прогнозам, также испытают наибольший рост
на новых рабочих местах любой профессии в течение прогнозируемого периода 2021–2031 годов.
консультационные и технические услуги. Прогнозируется, что этот сектор станет третьим по величине
рост занятости за десятилетие 202131 года.
-- Розничная торговля, по прогнозам, потеряет больше всего рабочих мест по сравнению с любым другим сектором в 2021 году31. Кирпич-
Ожидается, что предприятия розничной торговли продолжат бороться с более жесткими
конкуренция со стороны интернет-магазинов.
Профессиональная занятость
-- Профессии, связанные с оказанием медицинской помощи, по прогнозам, будут расти быстрее всех профессий.
группы, на 17,8 процента с 2021 по 2031 год. Прогнозируемые быстрорастущие профессии в этом
группа включает помощников физиотерапевта, помощников по домашнему здоровью и личной гигиене,
и ассистенты по трудотерапии. Помимо прогнозируемого быстрого роста, домашняя
помощники по здравоохранению и личной гигиене, по прогнозам, также испытают наибольший рост
на новых рабочих местах любой профессии в течение прогнозируемого периода 2021–2031 годов. Это прогнозируется
получить примерно 924 000 рабочих мест, достигнув уровня занятости 4,6 млн в
2031, что сделало бы его крупнейшим занятием в экономике. Спрос на
Ожидается, что услуги по уходу и терапевтические услуги будут быстро расти в ответ на
растущее пожилое население, которое обычно имеет повышенные потребности в медицинской помощи
по сравнению с младшими группами.
-- Предполагается, что группа, занимающаяся компьютерами и математикой, испытает много
быстрее, чем средний рост занятости на 15,4 процента до 2031 года. Ожидается сильный
спрос на ИТ-услуги, включая услуги кибербезопасности и облачные вычисления, будет
потребность в топливе для компьютерных профессий. Для математических занятий ожидается надежный
рост объемов данных, отчасти связанный с Интернетом вещей (IoT) и подключением
потребительские товары и промышленное оборудование, а также спрос на данные, которые необходимо собирать и
проанализированы основные факторы сильного прогнозируемого роста занятости.
Это прогнозируется
получить примерно 924 000 рабочих мест, достигнув уровня занятости 4,6 млн в
2031, что сделало бы его крупнейшим занятием в экономике. Спрос на
Ожидается, что услуги по уходу и терапевтические услуги будут быстро расти в ответ на
растущее пожилое население, которое обычно имеет повышенные потребности в медицинской помощи
по сравнению с младшими группами.
-- Предполагается, что группа, занимающаяся компьютерами и математикой, испытает много
быстрее, чем средний рост занятости на 15,4 процента до 2031 года. Ожидается сильный
спрос на ИТ-услуги, включая услуги кибербезопасности и облачные вычисления, будет
потребность в топливе для компьютерных профессий. Для математических занятий ожидается надежный
рост объемов данных, отчасти связанный с Интернетом вещей (IoT) и подключением
потребительские товары и промышленное оборудование, а также спрос на данные, которые необходимо собирать и
проанализированы основные факторы сильного прогнозируемого роста занятости. Три компьютера
и математические профессии входят в десятку самых быстрорастущих профессий:
специалисты по данным, аналитики информационной безопасности и статистики. Кроме того,
разработчики программного обеспечения, как ожидается, увидят третий по величине прирост рабочих мест среди всех
оккупации в течение десятилетия 2021-31 гг.
-- Личный уход и услуги, связанные с приготовлением пищи и обслуживанием
профессий, согласно прогнозам, станут третьей и четвертой по темпам роста профессией.
группы соответственно. Многие из этих профессий сильно пострадали от COVID-19.пандемии в 2020 г. и продолжала сказываться на ней в 2021 г. Следовательно, профессии
внутри этих групп, таких как повара ресторана, как ожидается,
циклический рост.
--Некоторые рабочие места были потеряны во время пандемии и, по прогнозам, будут восстановлены в течение
десятилетие прогнозов уже было восстановлено, так как занятость быстро росла
в течение первой половины 2022 года. В результате некоторые профессиональные группы быстро
прогнозируемый рост, который отражает краткосрочное восстановление, а не долгосрочные ожидания
прибыли, такие как приготовление пищи и обслуживание родственной профессиональной группы, которая
уже реализовала заметную долю прогнозируемого изменения занятости в 2021–2031 гг.
Три компьютера
и математические профессии входят в десятку самых быстрорастущих профессий:
специалисты по данным, аналитики информационной безопасности и статистики. Кроме того,
разработчики программного обеспечения, как ожидается, увидят третий по величине прирост рабочих мест среди всех
оккупации в течение десятилетия 2021-31 гг.
-- Личный уход и услуги, связанные с приготовлением пищи и обслуживанием
профессий, согласно прогнозам, станут третьей и четвертой по темпам роста профессией.
группы соответственно. Многие из этих профессий сильно пострадали от COVID-19.пандемии в 2020 г. и продолжала сказываться на ней в 2021 г. Следовательно, профессии
внутри этих групп, таких как повара ресторана, как ожидается,
циклический рост.
--Некоторые рабочие места были потеряны во время пандемии и, по прогнозам, будут восстановлены в течение
десятилетие прогнозов уже было восстановлено, так как занятость быстро росла
в течение первой половины 2022 года. В результате некоторые профессиональные группы быстро
прогнозируемый рост, который отражает краткосрочное восстановление, а не долгосрочные ожидания
прибыли, такие как приготовление пищи и обслуживание родственной профессиональной группы, которая
уже реализовала заметную долю прогнозируемого изменения занятости в 2021–2031 гг. на
середина 2022 года.
-- Три профессиональные группы -- офисные и административно-вспомогательные занятия, производство
профессий, продаж и связанных с ними профессий, по прогнозам, потеряют рабочие места в течение
202131 десятилетие. Шестнадцать из 20 профессий с наибольшим снижением занятости
уровни выше 2021 года31 относятся к одной из этих трех групп. Автоматизация
задач является основным фактором прогнозируемого сокращения занятости многих из этих
занятия. Кассиры, чьи задачи в значительной степени может заменить касса самообслуживания,
по прогнозам потеряет больше всего рабочих мест среди всех профессий, в то время как текстовые процессоры и машинистки
прогнозируется самое резкое падение занятости по сравнению с прогнозами
период.
-- Практикующие медсестры, по прогнозам, испытают самый быстрый рост занятости среди всех
профессий с прогнозируемым ростом на 45,7 процента. Медицинские учреждения
все чаще используют модели медицинского обслуживания, основанные на командах, в которых участвуют практикующие медсестры,
ассистенты врача и другие медицинские работники для оказания помощи пациентам, которые
в противном случае будет предоставлено врачом.
на
середина 2022 года.
-- Три профессиональные группы -- офисные и административно-вспомогательные занятия, производство
профессий, продаж и связанных с ними профессий, по прогнозам, потеряют рабочие места в течение
202131 десятилетие. Шестнадцать из 20 профессий с наибольшим снижением занятости
уровни выше 2021 года31 относятся к одной из этих трех групп. Автоматизация
задач является основным фактором прогнозируемого сокращения занятости многих из этих
занятия. Кассиры, чьи задачи в значительной степени может заменить касса самообслуживания,
по прогнозам потеряет больше всего рабочих мест среди всех профессий, в то время как текстовые процессоры и машинистки
прогнозируется самое резкое падение занятости по сравнению с прогнозами
период.
-- Практикующие медсестры, по прогнозам, испытают самый быстрый рост занятости среди всех
профессий с прогнозируемым ростом на 45,7 процента. Медицинские учреждения
все чаще используют модели медицинского обслуживания, основанные на командах, в которых участвуют практикующие медсестры,
ассистенты врача и другие медицинские работники для оказания помощи пациентам, которые
в противном случае будет предоставлено врачом. Дополнительная информация
Справочник по профессиональным перспективам (OOH) включает информацию о более чем 500
подробные профессии в более чем 300 профессиональных профилях, охватывающих около 4 из 5 рабочих мест
в экономике. Каждый профиль содержит прогнозы на 202131 год, а также оценки
перспективы работы, трудовая деятельность, заработная плата, требования к образованию и обучению и многое другое.
-- OOH доступен в Интернете по адресу www.bls.gov/ooh.
--Страницы со степенями доступны в Интернете по адресу
www.bls.gov/ooh/field-of-grade/home.htm.
--Подробная информация о прогнозах на 2021 31 год появится в Ежемесячном отчете по труду.
Обзор осенью 2022 года.
-- Таблицы с подробными, исчерпывающими статистическими данными, использованными при подготовке прогнозов,
доступны в Интернете по адресу www.bls.gov/emp/tables.htm.
-- Определения терминов, используемых в этом пресс-релизе, доступны в глоссарии BLS по адресу
www.bls.gov/bls/glossary.htm.
Если вы глухой, слабослышащий или имеете проблемы с речью, наберите 7-1-1, чтобы
получить доступ к телекоммуникационным службам ретрансляции.
Дополнительная информация
Справочник по профессиональным перспективам (OOH) включает информацию о более чем 500
подробные профессии в более чем 300 профессиональных профилях, охватывающих около 4 из 5 рабочих мест
в экономике. Каждый профиль содержит прогнозы на 202131 год, а также оценки
перспективы работы, трудовая деятельность, заработная плата, требования к образованию и обучению и многое другое.
-- OOH доступен в Интернете по адресу www.bls.gov/ooh.
--Страницы со степенями доступны в Интернете по адресу
www.bls.gov/ooh/field-of-grade/home.htm.
--Подробная информация о прогнозах на 2021 31 год появится в Ежемесячном отчете по труду.
Обзор осенью 2022 года.
-- Таблицы с подробными, исчерпывающими статистическими данными, использованными при подготовке прогнозов,
доступны в Интернете по адресу www.bls.gov/emp/tables.htm.
-- Определения терминов, используемых в этом пресс-релизе, доступны в глоссарии BLS по адресу
www.bls.gov/bls/glossary.htm.
Если вы глухой, слабослышащий или имеете проблемы с речью, наберите 7-1-1, чтобы
получить доступ к телекоммуникационным службам ретрансляции..jpg)

 Мы используем четко определенные компетенции и вехи, которые помогут вам понять, где вы находитесь в настоящее время и что вам нужно сделать, чтобы достичь следующего шага в своей карьере. Учить больше.
Мы используем четко определенные компетенции и вехи, которые помогут вам понять, где вы находитесь в настоящее время и что вам нужно сделать, чтобы достичь следующего шага в своей карьере. Учить больше. Вот уже более 16 лет наша трилогия заботы — забота о наших пациентах, забота друг о друге и забота о нашем мире — лежит в основе всего, что мы делаем. Наши ключевые вопросы ESG и пять основных направлений: уход за пациентами, взаимодействие с товарищами по команде, рациональное использование окружающей среды, здоровые сообщества и честное и подотчетное лидерство. Узнайте больше об ESG на DaVita.
Вот уже более 16 лет наша трилогия заботы — забота о наших пациентах, забота друг о друге и забота о нашем мире — лежит в основе всего, что мы делаем. Наши ключевые вопросы ESG и пять основных направлений: уход за пациентами, взаимодействие с товарищами по команде, рациональное использование окружающей среды, здоровые сообщества и честное и подотчетное лидерство. Узнайте больше об ESG на DaVita.