Мини пилорама для дома цена: Ленточные мини пилорама в России
Мини пилорама ПД-2000
Мини пилорама ПД-2000
Описание
Все чаще наши клиенты стали спрашивать варианты дисковых пилорам «поменьше» и «подешевле», специально для такого случая в 2013 году была разработана и запущена в серийное производство пилорама дисковая ПД-2000 «Мини-450».
Это новая модель деревобрабатывающих станков серии ПД-2000. Минипилорама сохранила основные функции и возможности своей «старшей сестры» — углопильного станка ПД-2000 «Катунь-560», но уменьшилась в габаритах и сбросила в весе. Снизились и «аппетиты» если у ПД-2000 «Катунь» потребляемая мощность главного электропривода 11 кВт, то у «ПД-2000» Мини всего 7,5 кВт плюс уменьшив диаметр пильного диска до 450 мм мы подняли скорость вращения шпинделя до 3000 оборотов в минуту.
Благодаря повороту пилы на 90 градусов, Вы можете получать обрезной пиломатериал различных параметров не кантуя бревно. Благодаря устойчивости конструкции и дисковому пилению, Вы получаете продукцию высокого качества. Такой вариант мини пилорамы можно использовать не только в частном хозяйстве, для строительства дома или дачи, но и налаживать свой собственный не большой бизнес по производству и продаже пиломаетриалов.
Такой вариант мини пилорамы можно использовать не только в частном хозяйстве, для строительства дома или дачи, но и налаживать свой собственный не большой бизнес по производству и продаже пиломаетриалов.
К тому же стоитмость ПД-2000 Мини значительно ниже любой другой дисковой пилорамы. Копмактность деревообрабатывающего станка позволит разместить ее на территории частного хозяйства или на дачном участке.
Характеристики Мини-450 пилорамы
|
Работа пилорамы
На пилораме ПД-2000 МИНИ-450 установлен пильный диск диаметром 450 мм. Пропил с одной стороны составляет 150 мм, что позволяет получать доску максимальным размером 300 мм. Конструкция пилорамы исключает возможность образования «ступеньки» при распиловки бревен на доски. Пиление осуществляется в обе стороны движения пилорамы. Производительность данного оборудования достигает 6-ти кубов за одну рабочую смену и зависит от вида получаемой продукции (доски, брус, рейка, пр.) Максимальный диаметр обрабатываемого бревна 600 мм. Длина загатовки до 6-ти метров (возможно увеличение данного параметра за счет установки дополнительной секции рельсового пути).
Пропил с одной стороны составляет 150 мм, что позволяет получать доску максимальным размером 300 мм. Конструкция пилорамы исключает возможность образования «ступеньки» при распиловки бревен на доски. Пиление осуществляется в обе стороны движения пилорамы. Производительность данного оборудования достигает 6-ти кубов за одну рабочую смену и зависит от вида получаемой продукции (доски, брус, рейка, пр.) Максимальный диаметр обрабатываемого бревна 600 мм. Длина загатовки до 6-ти метров (возможно увеличение данного параметра за счет установки дополнительной секции рельсового пути).
Пилорама ПД-2000 МИНИ проста в использовании и удобна в транспортировке.
Покупателю поставлчяется настроенная, полностью готовая к работе пилорама. Установка рельсового пути осуществляется заказчиком на месте самостоятельно (подробная инструкция и варианты установки пути размещены в тех.паспорте к пилораме).
Видео работы пилорамы ПД-2000 Мини-450
Станок заточной навесной!
Приставка для оцилиндровки расширяет возможность пилорамы ПД-2000 Мини
Комплект поставки
В комплект поставки входит:
— пилорама дисковая
— пильный диск (d 450 мм)
— рельсовый путь (длина 6.6 м)
— тех.паспорт
Гарантия на данное оборудование составляет 1 год!
Мини пилорама ленточная для дома в Нальчике: 353-товара: бесплатная доставка, скидка-20% [перейти]
Партнерская программаПомощь
Нальчик
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Текстиль и кожа
Текстиль и кожа
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
1 000 000
Tehnika Auce Tehnika Auce Ленточная пилорама ZBL-50H Количество скоростей: 2
ПОДРОБНЕЕ
Пилорама мини ПРМ-2 для профессиональных электро и бензопил 50458 Напряжение аккумулятора: 17 В,
ПОДРОБНЕЕ
233 000
Ленточная пилорама Кедр-71 (7,5кВт) Количество скоростей: 6
ПОДРОБНЕЕ
250 000
Ленточная пилорама Кедр-70Б (LIFAN 15Л. С.) Количество скоростей: 6, Вес: 600 кг
С.) Количество скоростей: 6, Вес: 600 кг
ПОДРОБНЕЕ
360 000
Ленточная пилорама МВ-2000-Ц Ширина пропила: 900 мм, Вес: 200000 кг
ПОДРОБНЕЕ
1 800 000
Пилорамы Алтай с гидравлической системой оперирования бревном Принцип действия: гидравлический
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 35мм длина 4510мм, от Глубина пропила: 1 мм
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 35мм длина 4026мм, от Глубина пропила: 1.07 мм,
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 40мм длина 4290мм, от Глубина пропила: 1 мм
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer Timbery ширина 40мм длина 4290мм, от
ПОДРОБНЕЕ
72 633
Ленточная пила PP-350 E Потребляемая мощность: 1000 Вт
ПОДРОБНЕЕ
230 000
Пилорамы ленточные горизонтальные Алтай бензиновые и электрические
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 35мм длина 3570 мм, от Глубина пропила: 1. 07 мм
07 мм
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer Timbery ширина 40мм длина 4270мм, от
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 35мм длина 3600мм, от Глубина пропила: 1 мм
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 35мм длина 3708 мм, от Глубина пропила: 1.07 мм
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer Timbery ширина 40мм длина 4400мм, от
ПОДРОБНЕЕ
225 000
Ленточная пилорама Тайга T-2 Глубина пропила: 50.8 мм, Ширина пропила: 800 мм, Количество
ПОДРОБНЕЕ
215 000
Ленточная пилорама Тайга Т-1M Глубина пропила: 25.4 мм, Количество скоростей: 2
ПОДРОБНЕЕ
275 000
Ленточная пилорама Тайга Т-2М SUPER Глубина пропила: 38 мм, Ширина пропила: 80 мм, Количество
ПОДРОБНЕЕ
Пилорамы ленточныемини пилорама
Ленточные пилы Wood-Mizer Timbery ширина 40мм длина 4850мм, от
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 40мм длина 4850мм, от Глубина пропила: 1 мм
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 35мм длина 4004мм, от Глубина пропила: 1 мм
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 35мм длина 4270мм, от Глубина пропила: 1 мм
ПОДРОБНЕЕ
Ленточные пилы Wood-Mizer SilverTip ширина 40мм длина 4400мм, от Глубина пропила: 1 мм
ПОДРОБНЕЕ
225 000
Пилорама ленточная Тайга Т2М Ширина пропила: 2000мм
ПОДРОБНЕЕ
243 900
Пилорама ленточная Тайга Т-2МУ(усиленная-швеллер 120мм) Ширина пропила: 120мм, Количество
ПОДРОБНЕЕ
295 000
Ленточная пилорама АЛТАЙ-3 (1000)
ПОДРОБНЕЕ
2 страница из 18
Дерево, пиломатериалыОборудование для первичной обработки древесиныЛенточнопильные станкиПилорамы ленточныеМини пилорама ленточная для дома
Что нужно знать о переносных лесопилках
Самостоятельное фрезерование пиломатериалов может сэкономить вам большие деньги и, возможно, даже заработать несколько.
 Переносная лесопилка подходит к бревну и делает это относительно легко.
Переносная лесопилка подходит к бревну и делает это относительно легко.
Наши редакторы и эксперты тщательно отбирают каждый продукт, который мы представляем. Мы можем получать комиссию от ваших покупок.
Цены на пиломатериалы выросли во время пандемии. Хотя цены снизились, когда была решена нехватка пиломатериалов, другие факторы, такие как сокращение запасов леса, вероятно, останутся с нами в обозримом будущем. Это означает, что цены, вероятно, останутся волатильными.
И это делает распиловку собственного пиломатериала все более разумным решением, если у вас есть готовый запас подходящих бревен.
Крупный производитель пиломатериалов имеет средства для перевозки бревен на лесопилку. Но чтобы превратить собственные упавшие деревья в пиломатериалы, вам нужно будет подвести лесопилку к бревнам. На рынке представлено множество портативных лесопильных станков, но растущий спрос увеличил время ожидания до года и более для некоторых из самых популярных моделей.
В любом случае большинству домашних мастеров следует выбирать цепную пилораму. Это, безусловно, самый дешевый портативный вариант и самый простой в развертывании. Нет времени ждать, если вы закажете один из них.
На этой странице
Что такое переносная лесопилка?
Переносная лесопилка представляет собой гусеницу, которая крепится к бревну, позволяя вам делать прямые пропилы бензопилой. Более крупные, дорогие и более эффективные устройства поставляются с ленточной пилой или циркулярной пилой, размер которых подходит для фрезерования бревен. У некоторых есть колыбели для хранения бревен, но некоторые режут бревна на месте.
Пользователям, возможно, придется загружать бревна на опоры менее дорогих машин с помощью крюка для бревна или крюка для бруса. Оба являются инструментами для токарной обработки бревен с длинной ручкой. Но первоклассные портативные лесопильные станки оснащены гидравлическими системами загрузки бревен.
Зачем тебе переносная лесопилка? По одной причине: фрезеровать свой собственный пиломатериал. Альтернативой является продажа выдержанных бревен лесопилке для транспортировки на их предприятие. Это проще, чем фрезеровать их самостоятельно, и хотя это может приносить доход, это не так рентабельно.
Альтернативой является продажа выдержанных бревен лесопилке для транспортировки на их предприятие. Это проще, чем фрезеровать их самостоятельно, и хотя это может приносить доход, это не так рентабельно.
Переносная лесопилка дает вам готовый запас пиломатериалов бесплатно. Учитывая цены на пиломатериалы, он может быстро окупиться.
Типы переносных лесопилок
Если вы выполните быстрый поиск по переносным лесопилкам, вы обнаружите, что большинство из них являются цепными пилорамами. Они наименее дорогие, наиболее легко транспортируемые и наиболее удобные для самостоятельного изготовления, но не самые эффективные. Два других типа работают быстрее и дают лучшие результаты. Вот краткое изложение трех доступных типов:
Цепная пилорама
Это просто металлическая направляющая, которая крепится к бревну и направляет пилу через древесину. Вы должны поставить пилу.
Надежная модель подходит для пил с шинами длиной от 10 до 36 дюймов (и длиннее) и стоит меньше, чем сама пила. Это отличный вариант для больших бревен, поскольку он позволяет выполнять фрезерование, не перемещая бревно.
Это отличный вариант для больших бревен, поскольку он позволяет выполнять фрезерование, не перемещая бревно.
Ленточнопильный станок
По сути, это сверхбольшая и мощная версия магазинной ленточной пилы с несколькими ключевыми отличиями. Корпус лезвия расположен над конвейерной дорожкой, а лезвие ориентировано параллельно дорожке, поэтому пила режет бревна в горизонтальной, а не в вертикальной плоскости. Корпус обычно скользит по направляющей, чтобы распилить неподвижное бревно.
Циркулярная пила
Дисковые пилы быстрее других пил при фрезеровании пиломатериалов, и их используют большинство крупных лесопильных заводов. Чтобы сделать эту технологию портативной, циркулярная пила обычно устанавливается на подвесной подвижной направляющей и распиливает стационарное бревно.
Инновационным примером является пилорама с поворотным лезвием, которая позволяет поворачивать пилу на 90–180 градусов и нарезать доски точной глубины и ширины, не перемещая бревно. Это уникально для этого типа лесопилки.
Это уникально для этого типа лесопилки.
Как выбрать переносную лесопилку
Выбирайте по необходимости. Если у вас есть одно или два бревна, которые вы хотите превратить в балки или стойки, вам подойдет пилорама с цепной пилой. Он работает медленно, а широкий пропил (толщина) пильного диска означает, что он тратит древесину впустую. Но это сделает работу без перемещения бревна.
Людям, заинтересованным в реальном производстве пиломатериалов для собственного проекта или на продажу, лучше использовать ленточнопильный станок или станок с поворотным диском. Эти инструменты режут быстрее и точнее, чем цепная пила. Их лезвия с более тонким пропилом производят меньше опилок и меньше отходов древесины.
Из этих двух ленточнопильный станок более популярен. Лезвие имеет максимально тонкий пропил, меньше шансов повредить металл в древесине, и его можно отправить в мастерскую для переточки. (Обычная стоимость составляет около 10 долларов за полотно плюс доставка.)
С другой стороны, циркулярные пилы обеспечивают более ровный и точный рез. Они превосходно работают с бревнами большого диаметра, хотя и не так хорошо работают, как ленточная пила при фрезеровании небольших бревен.
Они превосходно работают с бревнами большого диаметра, хотя и не так хорошо работают, как ленточная пила при фрезеровании небольших бревен.
Сколько стоят переносные лесопилки?
Как и следовало ожидать, цепные пилорамы самые дешевые. В среднем они составляют около 100 долларов, хотя некоторые модели стоят до 300 долларов.
Ленточнопильные станки начинаются примерно с 4000 долларов за модель начального уровня. Первоклассный станок с гидравлическим погрузчиком и приспособлениями для строгания и шлифования может работать с очень широкими бревнами. Они стоят до 70 000 долларов.
Цены на лесопилку с поворотным лезвием могут варьироваться от 6 000 до 40 000 долларов, в среднем 20 000 долларов. Вы доплатите за привлекательные дополнения, такие как рубанок, орбитальная шлифовальная машина и фреза для производства пазогребневых досок прямо на заводе.
Лучшие переносные лесопилки
Лучшая для вас лесопилка выполняет работу в соответствии с заданными вами параметрами. Если вы фрезеруете пиломатериалы для личного пользования, вот несколько лучших вариантов:
Если вы фрезеруете пиломатериалы для личного пользования, вот несколько лучших вариантов:
Лучшая цепная пила
Через Amazon.com
36-дюймовая переносная цепная пила Imony проста в развертывании и принимает цепные пилы до 36 дюймов, подходит для довольно здоровенных бревен. Изготовлен из алюминия и стали, он легкий и прочный.
Лучший ленточнопильный станок
Через Woodmizer.com
Wood-Mizer LX2515 принимает бревна диаметром до 26 дюймов. Вам это понадобится, только если вы заинтересованы в умеренном и крупномасштабном производстве пиломатериалов. Бревно прочно фиксируется в люльке, пока оператор поворачивает рукоятку, чтобы переместить пилу вдоль направляющей и распилить ее на доски.
Это базовая машина по доступной цене. Одной из наиболее привлекательных особенностей Wood-Mizer является репутация компании Wood-Mizer в области качественного обслуживания клиентов.
Распиловочный станок с маятником Best
Через Petersonsawmills. com
com
Трудно найти станки с поворотным диском в розничных магазинах. Но если вы готовы идти к истокам, Junior Peterson стоит затраченных усилий. Специально для использования дома и на ферме он устанавливается за 5–10 минут и фрезерует бревно на месте — вилочные погрузчики или лебедки не требуются.
Лучшие переносные лесопилки 2023 года
Фото: istockphoto.com
Рано или поздно владельцы приусадебных участков и люди, которые регулярно превращают деревья в полезные (и ценные) пиломатериалы, могут захотеть иметь переносную лесопилку. Эти устройства состоят из направляющей, которая крепится к бревну, что позволяет пользователю точно выполнять прямые пропилы. В то время как цепные пилорамы являются экономически эффективным вариантом для бревен скромного размера и низкой производительности, для серьезной распиловки требуется шаг вперед в масштабе.
К счастью, существует множество высокопроизводительных машин и широкий выбор спецификаций для удовлетворения различных потребностей. Те, кто плохо знаком с этими типами лесопильных заводов, должны узнать, какие функции представляют реальную ценность. Наш краткий обзор лучших портативных пилорам, доступных в настоящее время, поможет покупателям найти правильное решение.
Те, кто плохо знаком с этими типами лесопильных заводов, должны узнать, какие функции представляют реальную ценность. Наш краткий обзор лучших портативных пилорам, доступных в настоящее время, поможет покупателям найти правильное решение.
Как мы выбирали лучшие переносные лесопильные станки
У меня большой опыт работы с цепными пилами и мелкими фрезерными станками, поэтому, хотя эти переносные деревообрабатывающие станки крупнее и мощнее, я хорошо разбираюсь в технике.
Чтобы подтвердить мои собственные знания, команда Bob Vila изучила все ведущие бренды и характеристики машин, которые они предлагают. Мы учитывали мобильность, возможности резки и стоимость. Мы также сравнили результаты других авторитетных обзоров портативных пилорамы.
Вместо того, чтобы просто сравнивать похожие инструменты, мы стремились предоставить примеры лучших портативных лесопильных станков с разным уровнем производительности. При этом мы нашли продукты для широкого круга пользователей, от небольших поселенцев до профессионалов в области лесозаготовок, работающих полный рабочий день.
Фото: Timberking.com
ПОСМОТРЕТЬ
Изучая производителя лучшей переносной лесопилки, мы обнаружили, что бренд TimberKing стабильно занимает высокие позиции в независимых обзорах и на веб-сайтах поселенцев. Компания производит переносные лесопильные станки с 1929 года и имеет непревзойденную репутацию благодаря производительности и долговечности.
В отличие от дешевых переносных лесопильных станков, которые необходимо перевозить на место и обратно, TimberKing 1220CRZ полностью мобилен благодаря пневматическим шинам и стандартному транспортному средству. Чрезвычайно прочная рама изготовлена из стальной балки коробчатого сечения 2×6. Он сильно перекрещивается, чтобы противостоять изгибу под нагрузкой. Головка пилы поддерживается четырьмя стойками, что еще больше повышает ее впечатляющую жесткость, гарантирующую точную резку. Привод пилы осуществляется от мощного и очень надежного V-образного двигателя мощностью 23 л.с. с электрическим запуском с кнопки.
TimberKing 1220CRZ работает с бревнами диаметром до 33 дюймов и длиной более 17 футов. Толщина доски устанавливается с помощью рукоятки с ограничителем глубины, что позволяет осуществлять чрезвычайно точную резку до 1/32 дюйма. Подача также осуществляется вручную. Требуется немного практики, чтобы производить стабильно гладкие разрезы, и это может быть утомительно при работе в течение всего дня, но это намного дешевле, чем гидравлические модели.
Толщина доски устанавливается с помощью рукоятки с ограничителем глубины, что позволяет осуществлять чрезвычайно точную резку до 1/32 дюйма. Подача также осуществляется вручную. Требуется немного практики, чтобы производить стабильно гладкие разрезы, и это может быть утомительно при работе в течение всего дня, но это намного дешевле, чем гидравлические модели.
Характеристики продукта
- Максимальный диаметр бревна: 33 дюйма
- Максимальная длина бревна: 17 футов 9 дюймов
- Силовой агрегат: V-образный двухцилиндровый двигатель мощностью 23 л.с. с электростартером
0125 Головка с 4 опорами обеспечивает жесткую опору пилы для неизменно точной пиление Минусы Приобретите переносную лесопилку TimberKing по номеру TimberKing . Следующие машины также превосходны и, в зависимости от индивидуальных требований, заслуживают дальнейшего изучения. Лучшая цена: переносная лесопилка Sawyer С максимальным диаметром бревна 21 дюйм этот Sawyer представляет собой небольшую переносную лесопилку по доступной цене. Требуется сборка. Доступно по телефону Хадсон . Лучший средний диапазон: Norwood LumberMate LM30 Эта модель имеет максимальный диаметр бревна 30 дюймов и поставляется с широким выбором силовых агрегатов и специальных надстроек. Доступно по адресу Norwood Sawmills . Лучшая гидравлическая загрузка: Wood-Mizer LT35 Бревна большого диаметра могут быть очень тяжелыми, особенно твердые породы, такие как дуб. Эта модель облегчает работу благодаря гидравлическому подъему бревен диаметром до 32 дюймов. Доступен по номеру Wood-Mizer . Лучшая цепная пила: Granberg Alaskan Mark IV Бензопилы остаются бюджетным вариантом для тех, у кого скромные потребности, а высоко оцененная Granberg может работать с цепными пилами с шинами до 36 дюймов. Доступен по адресу Amazon . Часто задаваемые вопросы Помимо попыток выбрать лучшую портативную лесопилку для своих нужд, регулярно возникает ряд вопросов, связанных с работой машины и ее производительностью. Ниже приведены четкие и краткие ответы. В. Дешевле ли самому фрезеровать пиломатериалы? На этот вопрос нет простого ответа. Даже сравнительно недорогие переносные пилорамы требуют значительных капиталовложений (см. ниже). Если вам просто нужна пара дюжин 2×4 для проекта, вероятно, будет экономически выгодно купить их в местном магазине «Сделай сам» или на лесопилке. С другой стороны, если вы регулярно рубите собственные деревья или имеете доступ к запасу целых бревен, владение переносным лесопильным станком может не только сэкономить много денег с течением времени, но и даст вам полный контроль над качеством пиломатериалов. Покупка бывшей в употреблении переносной пилорамы может быть экономичным вариантом, но для оценки состояния этих машин требуется опыт. Это не то, что мы бы рекомендовали новичкам. Q. Сколько стоит переносная лесопилка? Стоимость переносной пилорамы значительно варьируется. Вышеупомянутая статья включает в себя несколько отличных примеров из большей части ценового диапазона. Высококачественные портативные лесопильные станки начального уровня стоят от 2500 долларов за модели для самостоятельной сборки или где-то более 3000 долларов в собранном виде. На другом конце шкалы те, у кого большая грузоподъемность и гидравлические подъемники для бревен, могут стоить 50 000 долларов. В. Как долго служат полотна переносной пилорамы? Компания Wood-Mizer, ведущий производитель портативных пилорам, рекомендует менять полотна на новые каждые 1,5 часа. Случайная выборка пользователей дала цифры от трех до шести смен лезвий в день. Однако многое зависит от фрезеруемой древесины. Мягкие породы дерева, такие как сосна, пилятся гораздо легче, чем, например, дуб. Использование тупого лезвия является ложной экономией, так как это одна из основных причин поломки лезвия. Услуги по заточке широко доступны, или вы можете сделать это самостоятельно, используя приспособление и вращающийся инструмент. В. Как долго бревна должны сохнуть перед распиловкой? Бревна следует распиливать (фрезеровать) как можно скорее после рубки. Нет смысла оставлять их на земле. На самом деле, это может привлечь жуков и грибки, которые наносят ущерб. После фрезерования пиломатериалу требуется время для надлежащей сушки: общее правило — 1 год на дюйм толщины доски.




 Внешне ЛШМ напоминает рубанок.
Внешне ЛШМ напоминает рубанок.
 Данное оборудование используется не только для полировки автомобилей, но и других поверхностей.
Данное оборудование используется не только для полировки автомобилей, но и других поверхностей. 
 Для полировки царапин и придания автомобилю блеска достаточно возможности работы оборудования в диапазоне от 1000 до 3000 оборотов за минуту времени.
Для полировки царапин и придания автомобилю блеска достаточно возможности работы оборудования в диапазоне от 1000 до 3000 оборотов за минуту времени. Для осуществления полировки таким оборудование необходим большой опыт, так как можно повредить покрытие.
Для осуществления полировки таким оборудование необходим большой опыт, так как можно повредить покрытие.  com.
com.  Его также можно использовать для шлифования, заточки и полировки различных материалов.
Его также можно использовать для шлифования, заточки и полировки различных материалов. Это идеально подходит для удаления пятен и придания всей поверхности однородного вида.
Это идеально подходит для удаления пятен и придания всей поверхности однородного вида.
 Это позволяет лучше полировать, не абразивно воздействуя на материал и не создавая завихрений.
Это позволяет лучше полировать, не абразивно воздействуя на материал и не создавая завихрений.


 Важно, чтобы вы понимали разницу между ними на случай, если в конечном итоге вы купите не ту машину, которая соответствует вашим требованиям.
Важно, чтобы вы понимали разницу между ними на случай, если в конечном итоге вы купите не ту машину, которая соответствует вашим требованиям. Эти подушечки имеют разную степень истирания, и шлифовка выполняется, начиная с более грубой подушечки и постепенно переходя к подушечке с более тонкой текстурой. При этом с каждым разом удаляется все меньше и меньше верхнего слоя бетона, что позволяет постепенно добиться более гладкой поверхности.
Эти подушечки имеют разную степень истирания, и шлифовка выполняется, начиная с более грубой подушечки и постепенно переходя к подушечке с более тонкой текстурой. При этом с каждым разом удаляется все меньше и меньше верхнего слоя бетона, что позволяет постепенно добиться более гладкой поверхности. Это связано с тем, что меньше света захватывается заполнителем, а больше света уходит, отражаясь от гладкой поверхности и возвращаясь к вам, становясь более блестящими.
Это связано с тем, что меньше света захватывается заполнителем, а больше света уходит, отражаясь от гладкой поверхности и возвращаясь к вам, становясь более блестящими.
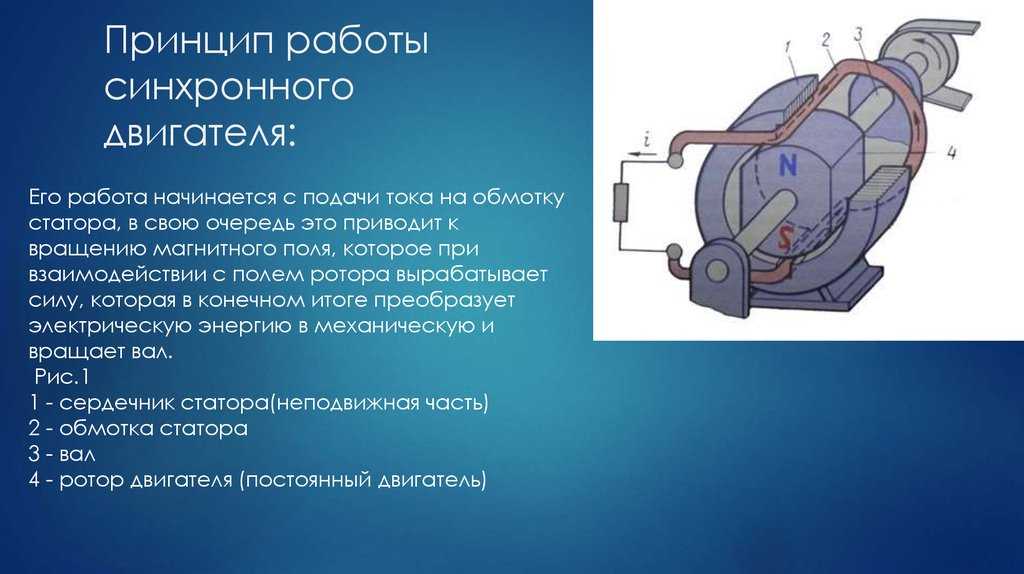
 Такой вид двигателя очень прочный и обладает высоким пусковым моментом, однако в роторе могут возникать большие потери энергии, а сам он может сильно нагреваться.
Такой вид двигателя очень прочный и обладает высоким пусковым моментом, однако в роторе могут возникать большие потери энергии, а сам он может сильно нагреваться.
 Промышленность, сельское хозяйство, ЖКХ и многие другие отрасли используют именно их за счет высокого КПД. Но коэффициент полезного действия может значительно снижаться за счет таких параметров, как:
Промышленность, сельское хозяйство, ЖКХ и многие другие отрасли используют именно их за счет высокого КПД. Но коэффициент полезного действия может значительно снижаться за счет таких параметров, как:

 Эта конструкция называется «беличьей клеткой«. В двигателях большой мощности вместо алюминия может применяться медь. Беличья клетка представляет собой короткозамкнутую обмотку ротора, откуда собственно название.
Эта конструкция называется «беличьей клеткой«. В двигателях большой мощности вместо алюминия может применяться медь. Беличья клетка представляет собой короткозамкнутую обмотку ротора, откуда собственно название. Эти магнитные потоки сдвинуты относительно друг друга на 120°, как во времени, так и в пространстве. Результирующий магнитный поток оказывается при этом вращающимся.
Эти магнитные потоки сдвинуты относительно друг друга на 120°, как во времени, так и в пространстве. Результирующий магнитный поток оказывается при этом вращающимся. В режиме холостого хода, когда двигатель работает без нагрузки на валу, скольжение минимально, но с увеличением статического момента, оно возрастает до величины sкр — критического скольжения. Если двигатель превысит это значение, то может произойти так называемое опрокидывание двигателя, и привести в последствии к его нестабильной работе. Значения скольжения лежит в диапазоне от 0 до 1, для асинхронных двигателей общего назначения оно составляет в номинальном режиме — 1 — 8 %.
В режиме холостого хода, когда двигатель работает без нагрузки на валу, скольжение минимально, но с увеличением статического момента, оно возрастает до величины sкр — критического скольжения. Если двигатель превысит это значение, то может произойти так называемое опрокидывание двигателя, и привести в последствии к его нестабильной работе. Значения скольжения лежит в диапазоне от 0 до 1, для асинхронных двигателей общего назначения оно составляет в номинальном режиме — 1 — 8 %.
 Как только ротор достигает конечной скорости, полюса ротора переключаются на короткое замыкание, таким образом, электрически он становится таким же, как ротор с короткозамкнутым ротором.
Как только ротор достигает конечной скорости, полюса ротора переключаются на короткое замыкание, таким образом, электрически он становится таким же, как ротор с короткозамкнутым ротором. Таким образом, ротор всегда отстает от вращения поля статора. Поле ротора всегда отстает от поля статора на некоторую величину, поэтому оно вращается со скоростью, несколько меньшей, чем скорость статора. Разница между ними называется скольжением.
Таким образом, ротор всегда отстает от вращения поля статора. Поле ротора всегда отстает от поля статора на некоторую величину, поэтому оно вращается со скоростью, несколько меньшей, чем скорость статора. Разница между ними называется скольжением.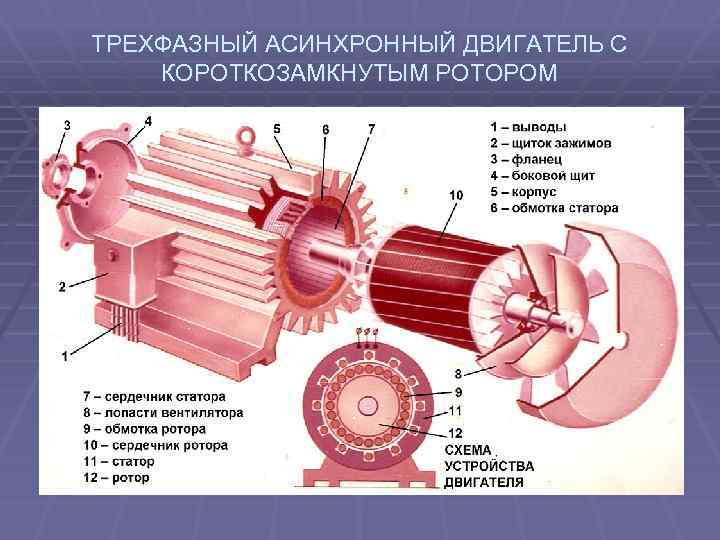 Таким образом, напряжение E , индуцируемое в роторе, определяется уравнением трансформатора0022 м
Таким образом, напряжение E , индуцируемое в роторе, определяется уравнением трансформатора0022 м 
 Магниты могут устанавливаться на поверхности ротора или вставляться в узел ротора (в этом случае двигатель называется двигателем с внутренними постоянными магнитами).
Магниты могут устанавливаться на поверхности ротора или вставляться в узел ротора (в этом случае двигатель называется двигателем с внутренними постоянными магнитами). Таким образом, переключение питания на обмотки статора в нужное время вызывает картину потока, которая приводит к движению по часовой стрелке или против часовой стрелки.
Таким образом, переключение питания на обмотки статора в нужное время вызывает картину потока, которая приводит к движению по часовой стрелке или против часовой стрелки.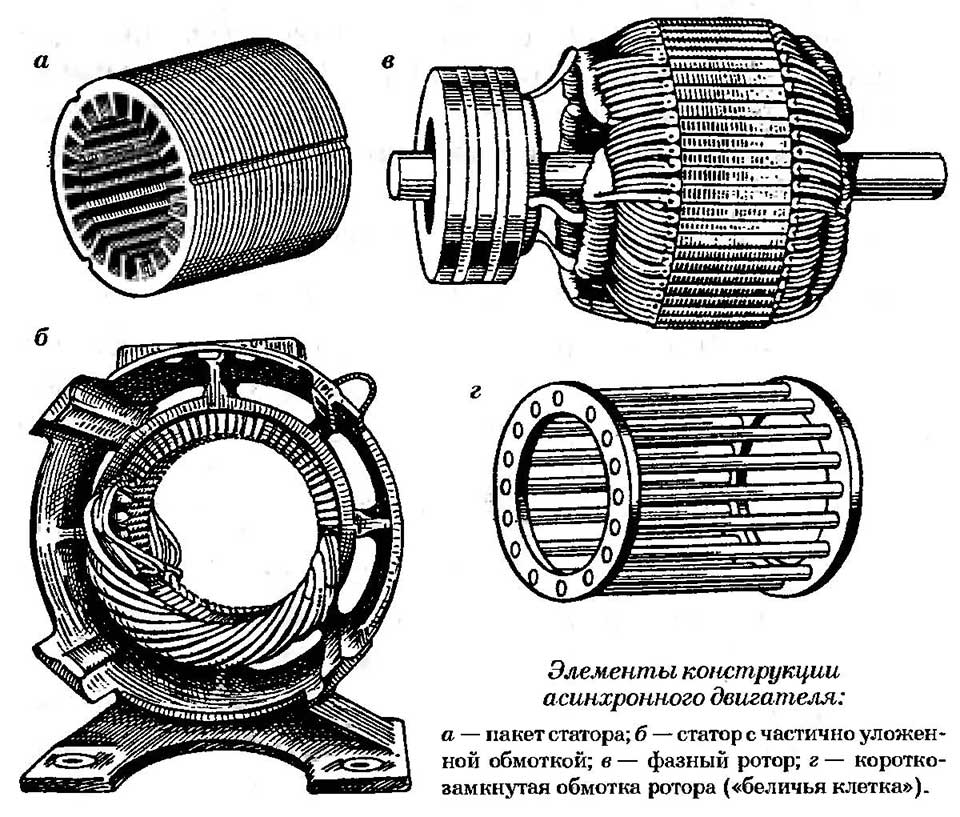 Этот метод аналогичен тому, как скорость регулируется током якоря в традиционном щеточном двигателе постоянного тока.
Этот метод аналогичен тому, как скорость регулируется током якоря в традиционном щеточном двигателе постоянного тока.
 Это магнитное поле вращается вокруг ротора.
Это магнитное поле вращается вокруг ротора.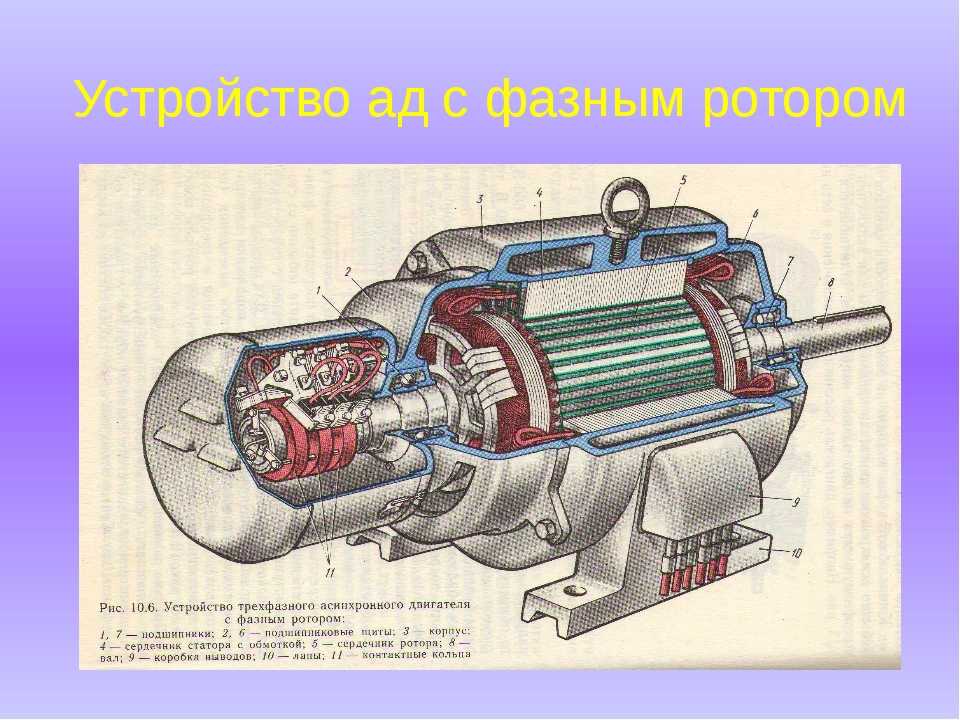

 Точнее, ротор асинхронного двигателя вращается с относительно меньшей скоростью, чем статор RMF. Это связано с наличием проскальзывания между скоростью вращения его статора и ротора.
Точнее, ротор асинхронного двигателя вращается с относительно меньшей скоростью, чем статор RMF. Это связано с наличием проскальзывания между скоростью вращения его статора и ротора. 0054 .
0054 . Обычно это делается путем последовательного включения переменного резистора с обмотками ротора через токосъемные кольца.
Обычно это делается путем последовательного включения переменного резистора с обмотками ротора через токосъемные кольца.



 Не секрет, что станки, построенные на новых принципах бережливого производства при одной и той же рабочей зоне, могут иметь до 1,5 раз меньшую занимаемую площадь, как самим станком, так и зоной для обслуживания станка.
Не секрет, что станки, построенные на новых принципах бережливого производства при одной и той же рабочей зоне, могут иметь до 1,5 раз меньшую занимаемую площадь, как самим станком, так и зоной для обслуживания станка.
 Это кажущаяся мелочь, которую часто забывают учитывать. В результате можно неожиданно столкнуться с ограничением или невозможностью обработки детали.
Это кажущаяся мелочь, которую часто забывают учитывать. В результате можно неожиданно столкнуться с ограничением или невозможностью обработки детали.
 Такие модели лучшим образом подойдут для обработки деталей относительно большого диаметра (свыше 1000мм) и длины (более 5000мм).
Такие модели лучшим образом подойдут для обработки деталей относительно большого диаметра (свыше 1000мм) и длины (более 5000мм).
 2.3. Токарно-фрезерные обрабатывающие центры – являются разновидностью станков с наклонной станиной. Это высокотехнологичное оборудование, обладающее всеми преимуществами станков с наклонной станиной и при этом способное выполнять как токарную, так и фрезерную обработку при помощи приводного инструмента. Возможный функционал станка может включать противошпиндель и ось Y. Таким станкам характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Его покупка целесообразна в случае мелкосерийного производства сложных дорогих изделий в авиационной, космической, приборостроительной отраслях, требующих выполнения максимально возможного количества токарно-фрезерных операций за один установ.
2.3. Токарно-фрезерные обрабатывающие центры – являются разновидностью станков с наклонной станиной. Это высокотехнологичное оборудование, обладающее всеми преимуществами станков с наклонной станиной и при этом способное выполнять как токарную, так и фрезерную обработку при помощи приводного инструмента. Возможный функционал станка может включать противошпиндель и ось Y. Таким станкам характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Его покупка целесообразна в случае мелкосерийного производства сложных дорогих изделий в авиационной, космической, приборостроительной отраслях, требующих выполнения максимально возможного количества токарно-фрезерных операций за один установ.
 Речь идет о шпинделе, подшипнике шпинделя, пиноли задней бабки, люнете и роликовом опорным кронштейне, общем весе станка и т.д.
Речь идет о шпинделе, подшипнике шпинделя, пиноли задней бабки, люнете и роликовом опорным кронштейне, общем весе станка и т.д.
 250мм может увеличить грузоподъемность на 4,000кг.
250мм может увеличить грузоподъемность на 4,000кг.
 Он осуществляет позиционирование шпинделя на заданный в программе угол с высокой дискретностью в обоих направлениях и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования.
Он осуществляет позиционирование шпинделя на заданный в программе угол с высокой дискретностью в обоих направлениях и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования.
 Компания «Оbuchenie-chpu.ru» оказывает большой спектр услуг в подготовке:
Компания «Оbuchenie-chpu.ru» оказывает большой спектр услуг в подготовке: Класс ЕМСО позволяет изучить программирование в самых часто применяемых системах ЧПУ:
Класс ЕМСО позволяет изучить программирование в самых часто применяемых системах ЧПУ: И при всем этом, учебное оборудование является полностью идентично производственному. Настольное станочное оборудование Concept TURN 55 и Concept MILL 55 могут выполнять более 80% функций доступных современному промышленному станку.
И при всем этом, учебное оборудование является полностью идентично производственному. Настольное станочное оборудование Concept TURN 55 и Concept MILL 55 могут выполнять более 80% функций доступных современному промышленному станку.

 Все это вы получите в процессе обучения программированию станков с ЧПУ.
Все это вы получите в процессе обучения программированию станков с ЧПУ. Модальные и немодальные коды
Модальные и немодальные коды Как и во всем спорном, ответ больше, чем просто да или нет.
Как и во всем спорном, ответ больше, чем просто да или нет.

 Это не займет много времени, как только вы поймете основные понятия.
Это не займет много времени, как только вы поймете основные понятия.
 Именно здесь сложность программы разделяет подходы; ручной и разговорный языки больше не практичны, а программирование CAM является обязательным требованием.
Именно здесь сложность программы разделяет подходы; ручной и разговорный языки больше не практичны, а программирование CAM является обязательным требованием. Сложная 5-осевая программа нередко содержит более миллиона строк кода. Очевидно, что вы не захотите делать это вручную. Требуется САМ.
Сложная 5-осевая программа нередко содержит более миллиона строк кода. Очевидно, что вы не захотите делать это вручную. Требуется САМ. Нет ничего сверхъестественного в программировании вручную, но большинство парней предпочитают программировать с помощью CAM-системы.
Нет ничего сверхъестественного в программировании вручную, но большинство парней предпочитают программировать с помощью CAM-системы.

 Резка мягких губок для захвата ID — видео от Haas
Резка мягких губок для захвата ID — видео от Haas Простой пример программирования ЧПУ
Простой пример программирования ЧПУ
 Пропил с одной стороны составляет 150 мм, что позволяет получать доску максимальным размером 300 мм. Конструкция пилорамы исключает возможность образования «ступеньки» при распиловки бревен на доски. Пиление осуществляется в обе стороны движения пилорамы. Производительность данного оборудования достигает 6-ти кубов за одну рабочую смену и зависит от вида получаемой продукции (доски, брус, рейка, пр.) Максимальный диаметр обрабатываемого бревна 600 мм. Длина загатовки до 6-ти метров (возможно увеличение данного параметра за счет установки дополнительной секции рельсового пути).
Пропил с одной стороны составляет 150 мм, что позволяет получать доску максимальным размером 300 мм. Конструкция пилорамы исключает возможность образования «ступеньки» при распиловки бревен на доски. Пиление осуществляется в обе стороны движения пилорамы. Производительность данного оборудования достигает 6-ти кубов за одну рабочую смену и зависит от вида получаемой продукции (доски, брус, рейка, пр.) Максимальный диаметр обрабатываемого бревна 600 мм. Длина загатовки до 6-ти метров (возможно увеличение данного параметра за счет установки дополнительной секции рельсового пути). Тем более она окупиться через несколько месяцев за счет своей усовершенствованной производительности. Это станок очень неприхотлив в ухаживании, не занимает большой территории и может работать круглые сутки напролет, при этом потребляя минимум электроэнергии. Он делает только качественные доски и бруски.
Тем более она окупиться через несколько месяцев за счет своей усовершенствованной производительности. Это станок очень неприхотлив в ухаживании, не занимает большой территории и может работать круглые сутки напролет, при этом потребляя минимум электроэнергии. Он делает только качественные доски и бруски.

 Это значительно расширяет возможности мини ленточных и прочих пилорам.Дисковая пилорама Тайга ДП-1 (электрическая)
Это значительно расширяет возможности мини ленточных и прочих пилорам.Дисковая пилорама Тайга ДП-1 (электрическая) д.)
д.)

 Пилорамы бывают нескольких типов: ленточные, дисковые, мини-пилорамы, многопильные пилорамы. Для открытия сравнительно небольшой лесопилки идеальным выбором будет ленточная пилорама, сочетающая в себе легкость настройки и управления, а так же неплохую производительность и неприхотливость. На станках нельзя экономить ни в коем случае, лучшим выбором будут станки давно проверенных и известных фирм. Минимальный набор станков для открытия лесопилки: сама пилорама и кромкообрезной станок.
Пилорамы бывают нескольких типов: ленточные, дисковые, мини-пилорамы, многопильные пилорамы. Для открытия сравнительно небольшой лесопилки идеальным выбором будет ленточная пилорама, сочетающая в себе легкость настройки и управления, а так же неплохую производительность и неприхотливость. На станках нельзя экономить ни в коем случае, лучшим выбором будут станки давно проверенных и известных фирм. Минимальный набор станков для открытия лесопилки: сама пилорама и кромкообрезной станок.

 Особенно это заметно, когда на это деревообрабатывающее оборудование поступает только что спиленное хвойное дерево. Из-за того, что материал смолистый, и в нем много влаги, на режущие кромки пилы и на другие движущие части при распиле налипает смола, а потому на поверхности дерева образуется «волнистость». Данного недостатка также можно избежать, если чаще использовать очистители и смазывающие жидкости.
Особенно это заметно, когда на это деревообрабатывающее оборудование поступает только что спиленное хвойное дерево. Из-за того, что материал смолистый, и в нем много влаги, на режущие кромки пилы и на другие движущие части при распиле налипает смола, а потому на поверхности дерева образуется «волнистость». Данного недостатка также можно избежать, если чаще использовать очистители и смазывающие жидкости. Кроме того, проследите, чтобы рельсовый путь имел приспособления для регулировки.
Кроме того, проследите, чтобы рельсовый путь имел приспособления для регулировки. д.
д.
 Для этих целей отлично подойдет мини пилорама ленточная. При доступной цене она без труда распилит весь нужный материал для постройки дома. Данная конструкция легкоуправляемая, имеет малогабаритные размеры и ничуть не сдает позиции более дорогим и профессиональным строительным инструментам, а наоборот значительно упрощает производственную работу.
Для этих целей отлично подойдет мини пилорама ленточная. При доступной цене она без труда распилит весь нужный материал для постройки дома. Данная конструкция легкоуправляемая, имеет малогабаритные размеры и ничуть не сдает позиции более дорогим и профессиональным строительным инструментам, а наоборот значительно упрощает производственную работу.  НДС
НДС bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/383/HM122-LubeTank__02908.1635362588.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/383/HM122-LubeTank__02908.1635362588.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/388/HM122-Sawhead-Middle__12358.1635362593.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/388/HM122-Sawhead-Middle__12358.1635362593.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/380/Lifestyle2__22153.1635362567.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/380/Lifestyle2__22153.1635362567.jpg?c=1?imbypass=on»> Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое.
Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое. 0 л.с.: 589фунт [267 кг] / 9,5 л.с.: 615 фунтов [279 кг]
0 л.с.: 589фунт [267 кг] / 9,5 л.с.: 615 фунтов [279 кг] Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.
Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.  с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.  5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см).
5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см). 
.jpg) НДС
НДС bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/119/407/HM130MAX-Sawhead-Middle__68611.1635438829.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/119/407/HM130MAX-Sawhead-Middle__68611.1635438829.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/119/414/HM130MAX-Back-Engine__91888.1635438839.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/119/414/HM130MAX-Back-Engine__91888.1635438839.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/119/411/HM130MAX-Tank__20828.1635438838.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/119/411/HM130MAX-Tank__20828.1635438838.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/119/406/Lifestyle3__85988.1635438811.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/119/406/Lifestyle3__85988.1635438811.jpg?c=1?imbypass=on»> Благодаря вместимости бревна диаметром 30 дюймов (76 см) в сочетании с горловиной 30 дюймов (76 см), что позволяет производить потрясающие высококачественные доски с живым краем. Портативная лесопилка HM130MAX оснащена новыми функциями, такими как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого распила и многое другое.
Благодаря вместимости бревна диаметром 30 дюймов (76 см) в сочетании с горловиной 30 дюймов (76 см), что позволяет производить потрясающие высококачественные доски с живым краем. Портативная лесопилка HM130MAX оснащена новыми функциями, такими как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого распила и многое другое. )
) HM130MAX спроектирован как самый доступный и надежный широкораскроечный станок на рынке.
HM130MAX спроектирован как самый доступный и надежный широкораскроечный станок на рынке.  Промышленная центробежная муфта обеспечивает простоту работы в режиме «газ-и-старт». В стандартную комплектацию входит электрический запуск и запуск от отдачи. Для электрического запуска требуется батарея 12 В, которая не входит в комплект поставки.
Промышленная центробежная муфта обеспечивает простоту работы в режиме «газ-и-старт». В стандартную комплектацию входит электрический запуск и запуск от отдачи. Для электрического запуска требуется батарея 12 В, которая не входит в комплект поставки. Сама гусеница состоит из двух 6 футов 5 дюймов (1,95 м) секции, позволяющие использовать бревна длиной 10 футов 5 дюймов (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины.
Сама гусеница состоит из двух 6 футов 5 дюймов (1,95 м) секции, позволяющие использовать бревна длиной 10 футов 5 дюймов (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. 
 Увеличьте максимальное количество пиломатериалов на бревно с шириной пропила всего 0,080 дюйма (2 мм).
Увеличьте максимальное количество пиломатериалов на бревно с шириной пропила всего 0,080 дюйма (2 мм).