Используйте коллекции для обнаружения интересных подтемSTL-файлов. Эта категория 3D-дизайнов позволит вам открыть для себя крутые идеи творений для печати в 3D. Эти 3D-дизайны сгруппированы вокруг различных тем, таких как каштан, событие, хобби, явление моды, эксклюзивная коллекция и т.д.
🎲 Лучшие STL-файлы моделей кубиков для изготовления на 3D-принтере
🐸 Лучшие STL-файлы моделей интернет-мемов для изготовления на 3D-принтере
🙂 Лучшие STL-файлы моделей эмодзи и смайликов для изготовления на 3D-принтере
🕯️ Лучшие STL-файлы моделей подсвечников для изготовления на 3D-принтере
🐍 Лучшие STL-модели змей и рептилий для создания на 3D-принтере
♟️ Лучшие STL-файлы моделей шахматных комплектов для изготовления на 3D-принтере
🍺 Лучшие модели для 3D печати, связанные с пивом, которые можно сделать с помощью 3D принтера
🙋♀️ Идея подарка с 3D-печатью в честь Дня матери
🙋♂️ Идея подарка с использованием 3D-печати в честь Дня отца
🧭 Лучшие STL-файлы, связанные с геокешингом, для изготовления геокешей и контейнеров с помощью 3D-принтера
🧉 Лучшие STL-файлы, связанные с потреблением мата, для изготовления на 3D-принтере
🇯🇵 Лучшие STL файлы моделей японского аниме для изготовления на 3D принтере
☘️ Лучшие STL-файлы, связанные с Днем Святого Патрика, для создания на 3D-принтере
🏰 Коллекция • 3D файлы для 3D печати замков
🦷 Лучшие STL файлы моделей зубов, стоматологии и ортодонтии для изготовления на 3D принтере
🏈 Лучшие файлы для печати из NFL football superbowl, которые можно сделать с помощью 3D-принтера
🕸️ Лучшие файлы для печати из spiderman, которые можно сделать с помощью 3D-принтера
💯 Лучшие STL-файлы моделей без поддержки для печати на 3D-принтере
🪲Коллекция • 3D файлы для 3D печати насекомых и жуков
🌐 Лучшие STL-файлы низкополигональных моделей для изготовления на 3D-принтере
🦑 Лучшие файлы для печати из Squid Game для изготовления на 3D-принтере
🕳️ Коллекция • 3D файлы для 3D печати красивых подставок для защиты вашего стола
🖼️ Коллекция — 3D файлы для 3D печати красивых настенных рамок для украшения вашего дома
🦄 Лучшие файлы для 3D-печати единорогов
🧟 Лучшие файлы для печати из Attack on Titan — Shingeki No Kyojin для изготовления на 3D-принтере
🔫 Лучшие файлы для 3D печати для NERF Guns
🪝 Лучшие 3D-печатные модели настенной вешалки, прищепки и крючка
💳 Лучшие 3D-печатные модели кошельков
📦 Лучшие 3D-печатные модели коробок
🚁 Лучшие 3D печатные модели вертолетов
🌐 Лучшие файлы для 3D-печати логотипов брендов
🤖 Лучшие 3D-печатные модели Funko
👓 Лучшие файлы для 3D печати очков и солнцезащитных очков
🏍️ Лучшие файлы для 3D-печати велосипедов и мотоциклов
🪄 Лучшие STL файлы 3D печати для фокуса
⚙️ Лучшие STL-файлы механических деталей для изготовления на 3D-принтере
📊 Лучшая калибровка 3D-моделей и испытание на прочность для 3D-принтеров
👹 Лучшие файлы для печати от Miyazaki — Studio Ghibli для изготовления на 3D-принтере
🐲 Коллекция — 3D файлы для 3D печати для игры Dungeons and Dragons
🐖 Лучшие STL файлы 3D печати для копилки
🛠️ Коллекция — 3D файлы для 3D печати для организации вашей прищепки
〰️ Лучшие STL-файлы гибких моделей для изготовления на 3D-принтере
📖 Лучшие файлы 3D печати для чтения
🍷 Лучшие файлы для 3D печати для вина
🤖 Лучшие файлы для печати из «Среди нас» для изготовления на 3D-принтере
〰️ Лучшие STL-файлы на основе резиновой ленты
🐶 Лучшие файлы для печати из Animal Crossing, которые можно сделать с помощью 3D-принтера
🧪 Лучшие файлы для печати 3D-печати для биологии
Упс.
. кажется такой страницы нет
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
В пути, узнайте когда поставка
Мы ответим по E-mail или Whatsapp
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – У нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – В пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Запрос
Контактное лицо (ФИО):
Контактный телефон:
Email:
Комментарий:
Скачать платные и бесплатные объекты для 3D-печати для дома и дома・Культы
«Они стоили мне моей работы. » П. Старк
Обставьте свой дом предметами 3D-дизайна, доступными только в Cults, и поразите всех своих гостей! Ознакомьтесь со всеми нашими бесплатными 3D-файлами STL с кружками, мебелью, декоративными элементами, садовыми аксессуарами и всем, что связано с украшением дома.
Geetech — 3D-принтер ALKAID LCD со светоотверждаемой смолой
Предварительная продажа 3D-принтера FLSUN V400
Текстуризатор для мыши, устройство для тиснения головы мыши
3 €
Audi S3 Кабриолет
3,50 €
РЕЗКА ДЛЯ ПЕЧЕНЬЯ С ЛОГОТИПОМ PAW PATROLL DOG PATROL
2,99 €
Volkswagen Golf GTE
3,50 €
Naruto Coaster Glow Series — Ame
0,50 €
Audi S1
3,50 €
простая кормушка для террариумных животных
0,50 €
Ваза 1025 — Ваза с витой чашей
€1,66
-10%
€1,49
Ваза 1024 — Ваза-чаша
€1,66
-10%
€1,49
Воронка
0,99 €
аутентичная поилка для мелких животных, таких как рептилии.
€1
Серия светящихся подстаканников Наруто — Суна
0,75 €
Винт M10
1 €
Mercedes-Benz EQS
3,50 €
Naruto Coaster Glow Series — Iwa
0,75 €
Запчасть
1,30 €
Посмотреть все 3D модели
The Wave — Настенная вешалка для мартини/бокала
Бесплатно
Копилка — банка кока-колы
Бесплатно
Лампа Modern Floating Cube
4,55 €
Опора для винного крана
Бесплатно
Подставка для подставки leffe
Бесплатно
Светодиодная лампа Star
Бесплатно
Настенный горшок
3,02 €
Подставка Sunheart для подарка любимому человеку
0,50 €
БУКВ ДЛЯ ВИНТАЖНОЙ ЛАМПЫ.
LETTER E. Lámpara винтажная буква E.
12,50 €
Мини-кашпо
2,27 €
Форма для печенья «Игра престолов». Дом Баратеон
0,50 €
Вешалка для полотенец
1,20 €
модульный предмет мебели
2,50 €
Табурет из пустой катушки
Бесплатно
Рождественская елка с движущимися огнями!
1,50 €
Торцевые заглушки желоба
Бесплатно
💰 Самые продаваемые 3D-файлы в категории «Дом»
Коробка / Контейнер для органических отходов «Montagne»
2,40 €
Коллекция милых бонсай
1,99 €
брелок с курицей
1 €
Модульный органайзер для стола с быстрой печатью
2,84 €
Мусорный бак с откидной крышкой
3,20 €
ЦЫПЛЕНОК В ПАСХАЛЬНОМ ЯЙЦЕ, НАПЕЧАТАННО НА МЕСТЕ БЕЗ ПОДДЕРЖКИ
2,27 €
МНОГОФУНКЦИОНАЛЬНЫЙ ЧЕРЕП — БЕЗ ОПОРЫ
€2,72
-33%
€1,82
Венера и Афродита
3,60 €
Super Cute Paw Pen Cup
1,28 €
Kinder Surprise Egg Игрушечный самолетик — без опор
2,20 €
Пасхальный кролик напечатан на месте без опор
2,27 €
Орнамент «Сердца и розы», напечатанный на месте без опор на 9-й день матери0013
2,27 €
Прожорливый динозавр-карандашница
1,33 €
Украшение в виде плюшевого мишки ко Дню святого Валентина напечатано на месте без опор
2,27 €
Шкатулка с бабочкой
3 €
Бордо, Осьминог
2,27 €
⬇️ Самые загружаемые бесплатные файлы STL в категории «Дом»
ПОДПРУЖИНЕННАЯ КОРОБКА ДЛЯ ПЕЧАТИ НА МЕСТЕ
Бесплатно
Кашпо с автоматическим поливом (маленькое)
Бесплатно
Print in Place Engine Benchmark
Бесплатно
Держатель для мобильного телефона на розетке
Бесплатно
Коробочка: горшочек для карандашей
Бесплатно
Держатель для мыла
Бесплатно
Plantygon — модульная геометрическая сеялка для суккулентов
Бесплатно
Ящик для хранения в холодильнике Fresh Spacer
Бесплатно
держатель для телефона — Кэндис
Бесплатно
Сепаратор для яиц (Кухня)
Бесплатно
Настольный органайзер Rugged
Бесплатно
Цветная подставка для наушников
Бесплатно
Формочка для печенья Санта-Клауса
Бесплатно
Текстурированная коробка в виде цилиндра
Бесплатно
подставка для телефона
€1
Соединение-P
Бесплатно
🕯️ Лучшие STL-файлы моделей подсвечников для изготовления на 3D-принтере
🍺 Лучшие 3D-модели пива для печати на 3D-принтере
🧉 Лучшие модели для 3D-печати на 3D-принтере
🕳️ Коллекция • 3D-файлы для 3D-печати красивых подставок для защиты вашего стола
Эта категория не означает, что вы найдете 3D-модели реальных домов для 3D-печати, хотя некоторые из них доступны на нашей платформе загрузки файлов 3D Cults. Вот скорее полезных 3D моделей в формате STL, OBJ или 3MF в вашем доме. Они, очевидно, делятся на несколько категорий в зависимости от их использования и помещения дома, в котором они будут присутствовать.
Есть что-то, что украсит ваш дом и придаст ему современный вид. Например, у нас есть много Файлы для 3D-печати ламп или ваз . Есть также что-то, чтобы почтить память ваших друзей или членов вашей семьи с помощью превосходных фоторамок, напечатанных на 3D-принтере . Конечно, 3D-дизайнеры вышли за рамки обычных объектов и придумали невероятные творения, которые идеально подходят для 3D-печати, например, подвесные ключи или создание красивых печенья. Как видите, в этой категории огромное разнообразие предложений!
Что нам больше всего нравится в Cults 3D , так это действительно полезные бесплатные модели 3D-печати для повседневного использования. Они доказывают, что технология 3D-печати подходит не только для небольших декоративных объектов.
Спрос российских потребителей на хорошую мебель остаётся на высоком уровне, несмотря на то, что её изготовлением никого уже удивить нельзя. Новые дизайнерские решения в интерьере заставляют производителей мебели постоянно расширять свой ассортимент. Мебельный бизнес довольно рентабельный и имеет несколько вариантов реализации в зависимости от заложенного бюджета. Спрос на корпусную мебель невероятно велик, поэтому открытие предприятия по ее изготовлению является очень прибыльным делом, так как люди её покупают всегда, независимо от сезона и погоды. Даже кризис ничего не изменит в вашем бизнесе, разве что снизит класс выпускаемой продукции от элитной до классической. Современное деревообрабатывающее производство – это высокоразвитые предприятия, многие из которых начинали свой путь со скромных станков, способных лишь на выпуск плоских мебельных изделий. Сегодня даже малые компании могут предложить потребителю по-настоящему креативную и интересную продукцию высокого качества, и все благодаря современному оборудованию для производства мебели. Производство мебельной продукции — сложный процесс, требующий использования специальных инструментов и оборудования. Современные станки для её производства включают в себя много разных моделей и типов, предназначенных для определенной операции. Модификации деревообрабатывающих машин могут отличаться широким спектром опционального оснащения. Для компании по производству корпусной мебели, достаточно базового оборудования, в основном, его выбор напрямую зависит от вида выпускаемых изделий на предприятии. Несмотря на то, что большинство станков стоит довольно дорого, их применение окупает себя уже в первые месяцы при условии стабильного спроса на производимую на них продукцию. Производители мебели могут использовать сегодня станки с ЧПУ (числовым программным управлением), которые позволяют не только разнообразить производство, но и сохранять стабильное качество. Что же является самым необходимым в современном производстве? Мы расскажем, какие машины для производства корпусной мебели понадобятся Вам на каждом этапе производства и как сделать правильный выбор.
Одним из лидеров на рынке оборудования для производства мебели, является интернет-магазин DrevoX.ru, так как нельзя организовать изготовление качественной продукции без специальной техники. Оборудование для мебельного производства представляет оптимальный набор, с помощью которого можно наладить изготовление современных изделий.
Выбирая оборудование, необходимо учитывать:
планируемые объемы выпуска продукции
специфику деятельности
размеры помещения, где будет осуществляться основная деятельность
Какие параметры существуют для того, чтобы определиться, какие именно станки будут приобретаться для открывающегося предприятия? На выбор будет влиять качество и цена станков, а также сроки их службы. Перед покупкой станков понадобится ознакомиться с:
Техническими характеристиками приобретаемой техники. Данные показатели оказывают большое влияние на качество производимых станком операций.
Немаловажно определение максимального размера обрабатываемых деталей.
И последним, параметром является производительность машины.
На сегодняшний день существует два основных направления работы — это производство из ДСП (древесно-стружечных плит) с различным покрытием, в том числе и ламинированным, и работа с натуральным массивом дерева. Несмотря на то, что производственные операции и в том, и в другом случае схожи, технически они имеют множество различий. Давайте разберем оба варианта.
Корпусная мебель из древесно-стружечной плиты:
Эта продукция является более дешевым аналогом традиционной деревянной мебели. Помимо сравнительно низкой стоимости, она обладает и рядом других преимуществ: легкость, устойчивость к влиянию внешней среды, вариативность и ремонтопригодность.
Основные этапы производства:
разработка проекта и чертежа;
раскрой материалов на прямолинейные или криволинейные изделия;
облицовка кромок изделий;
сверление отверстий для возможности скрепления изделий и фурнитуры;
Какое оборудование для производства мебели может потребоваться в этом случае?
Форматно-раскроечное оборудование— позволяет делать прямолинейные резы, а благодаря наличию двух дисков (основного отрезного и малого подрезного) удается с первого раза получить чистую (без сколов) кромку изделия. Также на данном оборудовании имеется возможность выполнять резы под необходимым углом и в зависимости от наличия опции наклона пильного диска станка делать скошенные кромки.
Фрезерное оборудование с ЧПУ— позволяет делать точные криволинейные резы и изготавливать пазы и филенки внутри контура. Предназначен также для производства фигурных деталей и сложных форм декоративной отделки мебельных фасадов.
Кромкооблицовочное оборудование— выполняет несколько функций: изделия с кромкой выглядят аккуратно и кромочный материал защищает изделие от поглощения влаги.
Сверлильно-присадочное оборудование— выполняет сверление в полученных изделиях для соединительных отверстий. Точное выполнение данной операции гарантирует качество сборки готовой продукции.
Корпусная мебель из массива дерева:
Производство мебели из массива, разумеется, потребует использование некоторого, уже известного нам оборудования, таких, как форматно-раскроечное или фрезерное, но при этом понадобится и другое:
Шлифовальное оборудование— так как речь идет о натуральном дереве, шлифовка не только плоскости, но и рельефных деталей просто необходима.
Торцовочное оборудование— помогает провести поперечный раскрой и удалить все дефекты натуральной древесины до начала финального раскроя отдельных деталей.
Токарное оборудование— позволяет разнообразить отделку мебели деревянными элементами — опорами, авторской фурнитурой или декором.
И другое оборудование
Не стоит забывать и про вспомогательное оборудование, так как основная часть оборудования для производства мебели, без систем аспирации и компрессорного оборудования, не используется, а приобрести необходимое оборудование в настоящее время никакого труда не составляет. В компании Древокс можно подобрать модели любого мирового производителя, которые подойдут для вашего производства. Очень часто встречаются предложения о продаже техники, бывшей в употреблении. Его стоимость намного ниже, чем нового, но это существенно снизит Ваши затраты. Нельзя начать серьёзный мебельный бизнес без минимального станочного обеспечения. Только качественный комплект оборудования может вывести производство на высокие показатели производительности и прибыли.
Компания Древокс предложит свои варианты оснащения и услуги по техническому, сервисному обслуживанию оборудования для производства мебели. Качественно настроенная техника эксплуатируется долго. А станки в каталоге нашего интернет-магазина периодически обновляются, модернизируются, ведь на рынке нередко появляются новые агрегаты, внедряются инновационные технологии. Бизнес по производству корпусной мебели будет успешным, если сотрудничать с надежными деловыми партнерами, поставщиками оборудования. Интернет-магазин DrevoX. ru предлагает станки от ведущих производителей.
К тому же, есть еще несколько причин, по которым многие предприниматели закупают оборудование именно в компании Древокс:
Доступные цены на оборудование и инструмент для изготовления мебели.
Большой ассортимент расходных материалов, которые всегда есть в наличии.
Возможность покупки в кредит или лизинг.
Проведение пуско-наладочных работ специалистами нашего Сервисного центра.
Гарантийное и послегарантийное обслуживание оборудования.
Если у Вас возникли вопросы, звоните по телефону +7(977)800-94-48. Мы поможем Вам выбрать оборудование для производства мебели, а также проконсультирует по вопросам оплаты и доставки товара. Не откладывайте покупку – закажите качественное оборудование прямо сейчас и пусть любое ваше начинание приносит прибыль!
Мебельная машина | Мебельный станок с ЧПУ для изготовления деревянной мебели на заказ
Виды и особенности классического мебельного станка с ЧПУ
Как мы упоминали выше, различные типы корпусных станков с ЧПУ могут выполнять различные процессы в производстве мебели. Мебельный станок с ЧПУ в основном включает следующие модели станков в зависимости от их функций.
Мебельный станок с ЧПУ для раскроя — раскройный станок с ЧПУ
Под станком с ЧПУ для раскроя здесь понимается станок с ЧПУ для раскроя или обрабатывающий центр для изготовления деревянной мебели. Этот тип мебельного станка с ЧПУ может быть индивидуальным фрезерным станком с ЧПУ или комбинироваться с другими автоматическими устройствами. Например, автоматическая загрузка, разгрузочные платформы, автоматическая этикетировочная машина и т. д. Некоторые из них со сверлильной головкой или агрегатной головкой также могут одновременно выполнять вертикальное и горизонтальное сверление или нарезку канавок.
Раскройный станок с ЧПУ для мебели может интегрировать процессы автоматической маркировки, загрузки, вертикального сверления, нарезания канавок, резки, фрезерования и автоматической разгрузки. Он может реализовать автоматическое, интеллектуальное и информативное производство панельной мебели на заказ. Усовершенствованное программное обеспечение для раскроя с разделением заказов помогает раскройному станку с ЧПУ для мебели оптимизировать схему раскроя и генерировать соответствующие данные обработки. Таким образом, это может значительно снизить сложность и количество ошибок при производстве мебели на заказ и повысить эффективность обработки.
Особенности мебельного станка с ЧПУ для раскроя включают в себя:
Компьютеризированная система управления раскройным станком с ЧПУ в значительной степени заменяет традиционное ручное управление, экономя труд и повышая эффективность производства.
Раскройный станок с ЧПУ для мебели режет деревянные панели фрезами, которые могут произвольно менять направление. Он может резать панели неправильной формы, что значительно повышает коэффициент использования панелей.
Работа мебельного станка с ЧПУ для раскроя проста и легка в освоении. Благодаря интеллектуальному управлению машина для раскроя вряд ли допустит ошибки.
Обычные рабочие могут работать с фрезерным станком с ЧПУ после простого обучения, что избавляет предприятия от зависимости от квалифицированных сотрудников и в определенной степени снижает затраты на рабочую силу.
По сравнению с традиционным станком, раскройный станок с ЧПУ для мебели имеет более высокую скорость, более высокую точность и лучшее качество резки.
Станок для раскроя древесины имеет широкую сферу применения и подходит для серийного производства различной панельной мебели.
Мебельный станок с ЧПУ для обвязки — кромкооблицовочный станок
Кромкооблицовочный станок или кромкооблицовочный станок — это тип мебельного станка с ЧПУ, который используется для обвязки прямых или изогнутых краев деревянных досок для изготовления шкафов с ЧПУ. Потому что качество кромки является очень важным фактором при выборе шкафов. Хорошее качество окантовки не только делает шкаф более красивым, но и эффективно снижает выделение формальдегида. Таким образом, кромкооблицовочный станок является незаменимым мебельным станком с ЧПУ для изготовления шкафов с ЧПУ.
Blue Elephant предлагает ручной кромкооблицовочный станок и автоматический кромкооблицовочный станок с ЧПУ для мебельной кромки как с правильными, так и с неправильными краями. Основные функции кромкооблицовочного станка с ЧПУ для мебели включают в себя склеивание, обвязку, обрезку концов, тонкую и грубую обрезку, шабрение и полировку. Кроме того, высококачественные кромкооблицовочные станки также имеют предварительное фрезерование, отслеживание профиля, двойное шабрение, двойное полирование, два клея и другие функции.
Автоматический кромкооблицовочный станок с ЧПУ для мебели подходит для массивной оклейки прямых кромок. Например, дверцы шкафов, офисные столы, ящики, прикроватные тумбочки и т. Д. В то время как изогнутые и неровные края больше подходят для оклейки кромок с использованием полуавтоматических кромкооблицовочных станков.
Особенности мебельного кромкооблицовочного станка с ЧПУ:
Функциональные узлы автоматического кромкооблицовочного станка понятны и просты в ремонте. Это помогает операторам легко понимать и обслуживать каждую часть станка с ЧПУ для кромкооблицовки мебели.
Кромкооблицовочные станки используют высокопроизводительные импортные двигатели, что сокращает рабочее время и повышает эффективность кромкооблицовки.
Все аксессуары, используемые в автоматическом мебельном станке с ЧПУ для кромкооблицовки, строго контролируются и полируются. Это обеспечивает стабильную работу при обвязывании и хорошие результаты обвязки.
Просто и удобно управлять и задавать параметры на большом экране с высоким разрешением. Весь процесс кромкооблицовки выполняется автоматически, что значительно сокращает человеческий труд.
Мебельный станок с ЧПУ для раскроя — панельный станок
Как следует из названия, этот тип мебельного станка с ЧПУ используется для раскроя деревянных панелей с помощью пил. Панельный станок можно разделить на горизонтальный панельный станок и вертикальный панельный станок в зависимости от режима обработки. Вертикальная панельная пила может сэкономить больше места, чем горизонтальная. Blue Elephant в основном предлагает два типа горизонтально-раскроечных станков.
Прецизионная пила с раздвижным столом представляет собой тип полуавтоматического мебельного станка с ЧПУ для резки панелей. С развитием технологии мебельного ЧПУ линейная точность резки досок с помощью дисковой пилы может достигать 0.1 мм, а угловая точность составляет 0.1°.
Пильный станок с раздвижными панелями распиливает деревянные доски с помощью двух пильных полотен, большого основного пильного полотна и небольшого вспомогательного пильного полотна. Кроме того, высоту и угол наклона пильных полотен можно регулировать вручную в соответствии с конкретными требованиями резки. Таким образом, помимо резки досок под углом 90°, панельный станок также может резать под наклонными углами, например, 45°, и делать канавки на поверхности панели. Хотя он может быстро и точно резать панели, раскройная пила по-прежнему недостаточно эффективна для массового производства. Таким образом, мы познакомим вас с компьютерным панельным станком с ЧПУ для мебели.
Компьютерные панельные пилы представляют собой модернизированный мебельный станок с ЧПУ для распиловки и калибровки деревянных досок. Он использует передовое промышленное компьютерное управление, которое имеет простой в использовании человеко-машинный интерфейс. Кроме того, он совместим и может быть интегрирован с различным программным обеспечением для оптимизации, программным обеспечением для управления штрих-кодами и программным обеспечением для автоматизации. Таким образом, этот мебельный станок с ЧПУ может выполнять быструю, эффективную, точную и массивную резку деревянных досок. Он довольно популярен среди производителей деревянной мебели с ЧПУ с большими объемами производства.
Мебельный станок с ЧПУ для растачивания — Сверлильный станок с ЧПУ
Растачивание или сверление – необходимый процесс в производстве щитовой мебели. Правильность проведения буровых работ напрямую влияет на эффективность производства и себестоимость. Таким образом, сверлильный станок с ЧПУ является незаменимым мебельным станком с ЧПУ для изготовления мебели из деревянных панелей. Традиционный сверлильный станок по дереву больше не может удовлетворить производственные потребности. Кроме того, универсальный сверлильный станок с ЧПУ с числовым программным управлением — это то, что нам нужно в мебельной промышленности с ЧПУ.
Компания Blue Eleon в основном поставляет сверлильный станок с ЧПУ для боковых отверстий, станок для сверления петель и шестисторонний сверлильный станок с ЧПУ по дереву.
Бокосверлильный станок с ЧПУ представляет собой тип станка для изготовления мебели, предназначенный для горизонтального сверления деревянных досок. Он может быть оснащен соответственно одной головкой, двумя головками и двумя головками с пильным диском. Их функции и приложения имеют определенные отличия. Но все они могут выполнять работы по боковому бурению эффективно и точно.
Шестигранный сверлильный станок представляет собой модернизированный и более совершенный сверлильный станок по дереву. Он может выполнить сверление на шести поверхностях и нарезание канавок на верхней и нижней поверхностях за одну операцию, не переворачивая доску. Кроме того, этот шестигранный сверлильный станок прост в управлении и не требует навыков работы с ЧПУ. Шестисторонний сверлильный станок поддерживает методы загрузки и разгрузки вперед и загрузки вперед и назад. Кроме того, его можно использовать отдельно или совместно с несколькими устройствами, что значительно экономит трудозатраты.
Станок для сверления петель — это простой корпусной станок с ЧПУ для проделывания отверстий под петли. Он имеет простую конструкцию и может быть оснащен одной или двумя буровыми головками. Станок для сверления петель довольно прост в эксплуатации, потому что у него всего одна функция. Это станок для изготовления мебели, популярный в небольших деревообрабатывающих мастерских.
Дополнительные станки для изготовления мебели
Эти станки для изготовления мебели играют дополнительную роль в процессе изготовления мебели с ЧПУ. Они часто имеют одну единственную функцию и легки и просты в эксплуатации и обучении. Дополнительные станки в основном включают в себя вакуумный пресс, полировальный станок с ЧПУ, станок для скругления углов и другие станки с ЧПУ для шкафов, используемые в процессе производства мебели с ЧПУ.
Поверхность деревянных досок не ровная. Особенно после резки и гравировки на поверхности досок могут быть заусенцы. Это оказывает большое влияние на последующие процессы, такие как пленка ПВХ и запекание краски. Поэтому необходимо использовать шлифовальный станок по дереву для шлифовки и полировки поверхностей деревянных досок. Станок для полировки дерева использует усовершенствованный человеко-машинный интерфейс с цифровым дисплеем, которым легко управлять. Он также использует импортный инвертор для обеспечения надежной и чувствительной работы. Более того, защитный кожух шлифовального станка по дереву гарантирует безопасность как оператора, так и оборудования.
Вакуумный пресс представляет собой мебельный станок с ЧПУ, специально разработанный для изготовления дверей из ПВХ и дверей шкафов. Используется для прессования различных пленок ПВХ на деревянных панелях в термическом и вакуумном режимах. Вакуумный пресс имеет два подвижных рабочих стола, которые приводятся в движение двигателями для автоматической загрузки и выгрузки заготовок. Его рабочие столы изготовлены из высокопрочных стальных пластин, которые вряд ли деформируются в условиях высокой температуры.
Станок для закругления углов представляет собой небольшой мебельный станок с ЧПУ для закругления острых углов деревянных панелей. Это делает панели более гладкими и безопасными.
Решения для производственных линий
Клиенты могут приобрести все вышеперечисленные мебельные станки по отдельности или в комплексе. Отдельные столяры или небольшие фабрики могут купить один или два станка с ЧПУ в зависимости от своих конкретных и неотложных потребностей. В то время как для фабрик по производству деревянной мебели с ЧПУ с большими объемами производства и достаточным бюджетом автоматические производственные линии являются лучшим выбором. Есть несколько производственных линий на выбор. Например, линия по производству шкафов с ЧПУ, линия по производству дверей шкафов и другие соединительные линии с ЧПУ для мебели. Мы также можем разработать производственную линию в соответствии с размером вашей фабрики и крупным бизнесом. Станки Blue Elephant с ЧПУ имеют жесткую и стабильную конструкцию и высококачественные компоненты. Они могут оказать огромную помощь в вашем бизнесе по производству автоматической мебели с ЧПУ.
Сколько стоит мебельный станок с ЧПУ?
Blue Elephant предлагает несколько моделей мебельных станков. И каждый из них также имеет несколько моделей и спецификаций. Цена мебельного станка с ЧПУ в значительной степени зависит от конкретных характеристик станка. Поэтому, пожалуйста, проконсультируйтесь с нами по цене конкретной машины для изготовления мебели.
типы машин
Основная функция
Диапазон цен
Раскройный станок с ЧПУ
Оптимальный раскрой деревянных досок
$ 10,000 — $ 40,000
Кромкооблицовочный станок
Лента с прямыми и изогнутыми краями
$ 3,000 — $ 30,000
Панельная пила
Резка древесных плит с высокой производительностью
$ 2,000 — $ 30,000
Сверлильный станок с ЧПУ
Сверление горизонтальных и вертикальных отверстий различного назначения
$ 3,000 — $ 30,000
Другие машины для изготовления мебели
Нанесите пленку ПВХ на двери и дверцы шкафов. Полировальные и песочные доски Закругление углов
$ 600 — $ 8,000
Примечание. Все диапазоны цен в приведенной выше таблице приведены только для справки.
Почему стоит выбрать наш мебельный станок с ЧПУ?
Интеллектуальное программное обеспечение ЧПУ для мебели может проектировать и оптимизировать рабочий путь, определять рабочее положение и выполнять операции быстро и точно. А коэффициент использования платы увеличивается на 40% без ручного вмешательства.
Мебельный станок с ЧПУ имеет удобный интерфейс управления и прост в эксплуатации. Для работы не требуется длительный опыт или много навыков. Кроме того, вы всегда будете изучать новые технические знания и знания ЧПУ для улучшения вашего производства и качества.
Машина для изготовления мебели может изготавливать повторяющиеся изделия тысячи раз. Линии соединения мебельных станков с ЧПУ вполне подходят для массового производства с высокой стабильностью.
Инвестирование в мебельный станок с ЧПУ может помочь вам сэкономить затраты на оплату труда. Вы можете выполнить качественную и точную работу с небольшим количеством рабочих.
У нас есть полный ассортимент мебельной продукции с ЧПУ, а покупка в одном месте может удовлетворить ваши разнообразные производственные потребности.
Системы автоматической загрузки и разгрузки, пылеудаления и позиционирования значительно повышают эффективность производства и сокращают производственные затраты.
Программное обеспечение с ЧПУ позволяет вам стимулировать проекты ваших столов с ЧПУ и другие планы мебели с ЧПУ. Таким образом, вам не нужно тратить время и деньги на изготовление прототипа. Это может сэкономить вам недели производственного времени при изготовлении стола с ЧПУ или стула с ЧПУ.
Меры предосторожности при покупке мебельного станка с ЧПУ
На рынке есть много производителей мебельных станков с ЧПУ. Они предлагают различные модели и характеристики мебельных станков. Итак, на что следует обратить внимание при покупке мебельного станка с ЧПУ?
1. Определите свои потребности в обработке.
Это поможет вам определить тип мебельного станка с ЧПУ, который вы хотите купить. Например, если вам нужно разрезать доски, вы можете рассмотреть раскройный станок с ЧПУ или панельную пилу. Если вам нужны кромкооблицовочные панели, ищите кромкооблицовочные станки напрямую. Если вы хотите открыть небольшую мебельную фабрику, вы можете приобрести несколько корпусных станков с ЧПУ, чтобы сформировать небольшую производственную линию в соответствии с вашими потребностями.
2. Найдите надежного или известного производителя мебельных станков с ЧПУ.
Небольшие производители станков с ЧПУ могут сэкономить производственные затраты, используя детали низкого качества. Кроме того, их послепродажное обслуживание также может быть несовершенным. Напротив, крупные или известные производители мебельного оборудования уделяют больше внимания качеству продукции и послепродажному обслуживанию, чтобы удержать клиентов и сохранить репутацию. Таким образом, выбор надежного или авторитетного производителя, вероятно, избавит вас от многих проблем.
Многие производители станков с ЧПУ, такие как Blue Elephant, предлагают широкий спектр мебельных станков, а также комплексные решения. Blue Elephant занимается производством мебельных станков уже более 12 лет. Кроме того, наша продукция продается в 180 странах и регионах. Наши машины имеют хорошую репутацию и послепродажное обслуживание по всему миру. Вы можете купить все станки с ЧПУ, необходимые для открытия фабрики панельной мебели у Blue Elephant.
3. Подтвердите характеристики станка с ЧПУ для производства мебели.
Этот шаг очень важен для вашей будущей обработки. Когда вы решили, какой станок для деревянной мебели купить, внимательно уточните технические характеристики станка у производителя. Например, площадь рабочего стола, мощность, точность обработки, повторная точность, скорость работы, система управления, дополнительные функции и т. д. Убедитесь, что выбранный вами станок для изготовления деревянной мебели наилучшим образом соответствует вашим потребностям в обработке.
4. Не гонитесь слепо за низкими ценами.
Мы часто говорим, что вы получаете то, за что платите. Низкая цена, скорее всего, за счет качества машины или обслуживания. Так что не гонитесь слепо за низкими ценами. Говоря об обслуживании, многие производители станков с ЧПУ не предоставляют послепродажное обслуживание и игнорируют вопросы клиентов после продажи станка. Это вызвало большие неприятности и даже убытки для клиентов. Поэтому перед покупкой мебельного станка с ЧПУ необходимо изучить послепродажное обслуживание производителя и оценку клиентов по различным каналам.
Какой мебельный станок с ЧПУ нужен для открытия мебельной фабрики?
С ростом популярности мебели на заказ для всего дома индустрия панельной мебели также открыла период беспрецедентного пикового спроса. Многие люди, занятые в мебельной промышленности, также хотят открыть фабрику по производству щитовой мебели. Однако открыть фабрику панельной мебели не так-то просто. Вам необходимо учитывать множество факторов, таких как фабричные здания, защита окружающей среды, мебельный станок с ЧПУ и рабочая сила. Далее речь пойдет о том, какой мебельный станок с ЧПУ нужен для открытия небольшой фабрики по производству щитовой мебели.
Сделать корпус шкафа
Чтобы изготовить только корпус шкафа, вам может понадобиться станок с ЧПУ, кромкооблицовочный станок, станок для бокового сверления и т. д. Кроме того, вам также могут понадобиться вспомогательные станки, такие как воздушный компрессор, станок для сверления петель и т. д. Как правило, экономичная панель производственная линия с станком для раскроя с ЧПУ и станком для бокового сверления может стоить около 35,000 XNUMX долларов США. Но цена будет выше, если вы используете высококачественные станки для изготовления мебели, такие как шестигранный сверлильный станок.
Сделать только двери шкафа или двери комнаты
Если вы делаете двери шкафа или двери комнаты, вам нужны крупные станки с ЧПУ, такие как обрабатывающий центр с ЧПУ для раскроя, шлифовальный станок для дерева и вакуумный пресс. Кроме того, для выполнения различных соединительных отверстий может потребоваться станок для сверления петель и станок для изготовления отверстий для дверных замков. Как правило, цена экономичной производственной линии для изготовления дверей шкафа составляет около 30,000 XNUMX долларов США. Но цена более высококлассных производственных линий выше.
Для изготовления как корпуса шкафа, так и дверей
Все вышеупомянутые станки с ЧПУ для шкафов необходимы для изготовления корпуса и дверей шкафа. Это означает, что вам нужен раскройный станок, кромкооблицовочный станок, сверлильный станок с ЧПУ, шлифовальный станок по дереву, вакуумный пресс и другие дополнительные станки для изготовления мебели. Вся линия по производству мебели может стоить вам около 60,000 XNUMX долларов США. Конечно, у нас есть как экономичные, так и высокотехнологичные производственные линии, отвечающие требованиям малых и крупных производителей мебели.
Тенденция развития мебельного станка с ЧПУ
Наиболее важной особенностью станка с ЧПУ для мебели является добавление «глаз» и «ушей» к станку с ЧПУ для мебели. Это позволяет машинам для изготовления мебели идентифицировать соответствующее программирование, понимать соответствующие инструкции и автоматически завершать производство.
Внедрение технологии изготовления мебели с ЧПУ многогранно. Он основан как на управляющем программном обеспечении ЧПУ, так и на соответствующей базе данных команд. Кроме того, также требуется поддержка мебельного станка с ЧПУ. Благодаря компьютерному процессу ввода и вывода мебельные станки с ЧПУ полностью меняют ручную обработку и делают производство мебели более высококачественным, точным и быстрым.
Тенденция развития мебельного станка с ЧПУ следует шаблонам от простого к сложному, от полуавтоматического к полностью автоматическому.
1. От ручного и полуавтоматического управления к числовому программному управлению.
Традиционный станок с ЧПУ для производства мебели ориентирован на выполнение нескольких функций на одном станке. Но из-за своей высокой стоимости он принципиально не меняет способ изготовления мебели с ЧПУ. Кроме того, первоначальный мебельный станок с ЧПУ требует ручного редактирования кода, что значительно повышает эффективность производства.
Однако модернизация технологии цифрового считывания вместе с добавлением программного обеспечения ЧПУ делает мебельные станки более ориентированными на применение. Фабрики могут производить большие объемы продукции с небольшим количеством рабочих.
2.От одной машины к соединительным линиям машины
Все больше и больше станков для изготовления мебели оснащаются числовым программным управлением. Таким образом, изготовление мебели из фиксированной обработки с ЧПУ постепенно реализует «сквозную» обработку. Это закладывает хорошую основу для появления производственных линий.
Автоматические производственные линии или соединительные линии — самые актуальные темы в современной мебельной промышленности с ЧПУ. Концепции «во время обработки ни одна деталь не кладется на землю» и «работа в высокоскоростном цикле» становятся реальностью в мебельном производстве. Это значительно повышает эффективность работы.
3.От частичного подключения к интеллектуальному и полному подключению
Частичные соединительные линии стали нормой для некоторых мебельных компаний. Поэтому теперь они пытаются реализовать соединение большего количества машин для изготовления мебели и полностью автоматизированного производства. Сам мебельный станок с ЧПУ также становится все более функциональным и автоматизированным.
Чтобы узнать больше о машинах для изготовления мебели, вы можете связаться с нами через Интернет или по электронной почте.
Руководство для начинающих по основным инструментам для деревообработки
Перейти к: Пилы | Напильники, рубанки и шлифовальные инструменты | Инструменты для сборки | Инструменты измерения | Другие предметы первой необходимости
Деревообработка означает разные вещи для разных людей. Многие мастера по дереву создают полезные и долговечные изделия, чтобы снять стресс и потренировать свои творческие мышцы. Они любители, которые знают, что опилки полезны для души. Другие становятся профессионалами. Они щедро получают вознаграждение за умение делать желанную мебель. Но независимо от того, являетесь ли вы мастером или любителем, вам нужны необходимые инструменты для деревообработки. Прочтите все это руководство для получения информации об этих инструментах. Вкратце, обязательные инструменты для деревообработки включают следующее:
Ручные пилы
Электропилы
Самолеты
Сандерс
Файлы
Молоток
Молоток
Дрель
Шуруповерт
Рулетка
Квадрат
Козлы
Верстак
Многие начинающие столяры чувствуют себя перегруженными огромным количеством инструментов, доступных на рынке. Вам легко накопить в магазине дорогих деревообрабатывающих инструментов на тысячи долларов. Однако большинство инструментов для начинающих столяров не обязательно должны быть сложными и дорогостоящими. Инструменты для деревообработки для начинающих должны начинаться с основ, чтобы вы могли почувствовать простоту, которая является основой отличной работы.
Существует пять классов основных деревообрабатывающих инструментов. Это инструменты для резки, отделки, сборки, измерения и удержания деревянных деталей при преобразовании сырья в завершенные проекты. Эти группы инструментов охватывают все, что нужно начинающему столяру для создания простых и сложных изделий. Чтобы помочь расставить приоритеты, что должно быть в вашем базовом наборе инструментов, вот руководство для начинающих по необходимым инструментам для деревообработки.
ПИЛЫ ДЛЯ ДЕРЕВООБРАБОТКИ
Почти каждый компонент проекта по деревообработке начинается с резки материалов. Лучшие и самые интересные изделия начинаются с грубых кусков дерева. Будь то твердая древесина, такая как дуб, или мягкая древесина, такая как сосна, древесина нуждается в распиловке и поперечной распиловке, чтобы начать обретать форму. Пилы являются ответом, но они бывают разных форм и размеров. Они также предназначены для различных задач резки. Вот что вам нужно, чтобы начать собирать свою коллекцию пил.
Циркулярная пила
Если в коробке каждого новичка есть одна электропила, то это циркулярная пила. Доступно бесконечное количество брендов, но все они имеют общую черту. Это круглое или круглое лезвие с острыми зубьями, которые разрывают дерево. Все циркулярные пилы электрические, хотя они бывают разной мощности. Большинство из них — это сетевые инструменты, работающие от бытового тока, но были достигнуты большие успехи в области аккумуляторных циркулярных пил.
Некоторые считают циркулярные пилы более подходящими для грубой столярной работы, чем для тонкой деревообработки. Это совсем не так. В умелых руках дисковые пилы режут прямые, четкие линии. Многое зависит от лезвия, которое вы используете.
Диски для циркулярных пил бывают трех типов:
Ножи для разрыва: Разрежьте материал вдоль или поперек волокон
Диски для поперечной резки: Для пиления поперек волокон
Комбинированные диски: Предназначены как для продольной, так и поперечной резки
Диски отличаются конструкцией зубьев. У рыхлительных лезвий зубья расположены равномерно, а у поперечных — в шахматном порядке. Комбинированные лезвия имеют оба расположения зубьев. Если вас беспокоит бюджет, лучше инвестировать в один хороший комбинированный диск с твердосплавными зубьями. Также необходимо знать диаметры лезвий. Круглые лезвия начинаются с 7 ½ дюймов, хотя распространены лезвия 10 дюймов, а диаметры 12 дюймов доступны для резки древесины больших размеров.
Циркулярные пилы
доступны в двух различных исполнениях. Один из них представляет собой прямой привод, при котором лезвие устанавливается под углом 90 градусов к двигателю и непосредственно на валу. Прямые приводы являются наиболее распространенными и наименее дорогими циркулярными пилами. Циркулярные пилы с изношенным приводом предназначены для тяжелых работ. У них все та же конструкция лезвий, но лезвие приводится в движение перед двигателем.
Электролобзик
Каждый начинающий столяр должен приобрести хороший лобзик. Их также называют сабельными пилами из-за их саблевидного лезвия, совершающего возвратно-поступательные движения. Эти электроинструменты предназначены для выполнения сложных разрезов, которые могут быть прямыми, криволинейными или змеевидными. Подумайте о линиях головоломки, и вы узнаете, на что способна головоломка.
Электролобзики
полностью отличаются от циркулярных пил. Вместо вращающихся лезвий лобзики режут движением вперед-назад или вверх-вниз. Лезвия различаются по количеству зубьев и составу. Они используются для резки металла и пластика, а также дерева. Диски с мелкими зубьями используются для распиливания шпона, а диски с крупными зубьями предназначены для грубой и быстрой работы.
Электролобзиком
легко управлять одной рукой. Это позволяет крепко держать работу другой рукой. Лобзики красиво вырезают маленькие, замысловатые детали. Одним из лучших применений лобзика является резка внутренних поверхностей, таких как внутренний круг или прямоугольник. Вы просто просверливаете пилотное отверстие и вставляете лезвие. Немного попрактиковавшись, вы скоро научитесь делать погружные пропилы лобзиком.
Составная торцовочная пила
Усорезные пилы
— это шаг вперед по сравнению с обычными циркулярными пилами. Они по-прежнему используют те же диски для продольной, поперечной и комбинированной резки, что и циркулярные пилы. Тем не менее, они закреплены на рычаге или гусенице так же, как и радиальные пилы, которые они почти заменили. Обычные диаметры лезвий составляют 10 и 12 дюймов, но комбинированные торцовочные пилы могут быть оснащены меньшим размером 7 ½ дюймов. Для торцовочной пилы всегда следует использовать качественный пильный диск для поперечной резки.
Эти электрические пилы являются исключительно универсальными инструментами. Они заменили стандартные стусла и пилы в большинстве магазинов. Новички обнаруживают, что механические торцовочные пилы делают гораздо более точные пропилы для скосов, скосов и сложных углов. Их легко установить под стандартными углами, такими как 22 ½, 45 и 9°.0 градусов, но их можно отрегулировать для любого промежуточного угла. Это включает в себя левый и правый разрезы.
Торцовочные пилы с электроприводом произошли от стандартной отрезной пилы. Теперь они доступны в моделях со скользящими рычагами, увеличивающими длину резки. Их силовые головки также наклоняются в каждую сторону, что позволяет выполнять резку под углом и под углом. Торцовочной пилой можно вырезать практически любую серию углов.
Настольная пила
Большинство начинающих плотников вкладывают деньги в настольную пилу в начале игры. Настольные пилы производят пропилы, которые нелегко выполнить с помощью других типов пил. Они сконструированы как перевернутые циркулярные пилы, где лезвие выходит из-под стола пилы или рабочей поверхности. Глубина лезвия и углы легко регулируются для точности.
Существует три основных варианта настольной пилы. Все три подходят для начинающих столяров. Это зависит от объема работы, которую вы будете выполнять, и местоположения. Возможно, вам понадобится стационарная настольная пила, которая остается в одном магазине, или переносная пила, которую можно хранить отдельно. Вот ваш выбор настольной пилы:
Настольные пилы корпусного типа тяжелые и рассчитаны на то, чтобы оставаться на месте. Название происходит от их двигателей, заключенных в нижний шкаф, а лезвие приводится в движение системой ремня и шкива. Они отлично подходят для универсальной работы от распиловки пиломатериалов до резки панелей. Многие новички выбирают настольную пилу в качестве основного предмета своей мастерской.
Настольные настольные пилы более легкие. Они сделаны портативными, поэтому их удобно перемещать между местами, а также удобно хранить, когда они не используются. Большинство настольных настольных пил имеют прямой привод. Это позволяет им оставаться компактными, но они имеют тенденцию быть шумными.
Настольные пилы Contractor имеют самую плотную конструкцию. Строительные подрядчики предпочитают их для быстрой и легкой резки на рабочих площадках, где время и пространство имеют большое значение. Настольные пилы Contractor также экономичны, что делает их хорошим выбором для новичков, изучающих свои задачи.
Для настольной пилы, также известной как отрезная пила или разделочная пила, всегда следует использовать качественное полотно, например комбинированное полотно с твердосплавным наконечником или полотно для продольной пилы от Luxite Saw.
Ленточная пила
Нет ничего лучше ленточной пилы для распиловки заготовок или выполнения сложных криволинейных пропилов. Эти электроинструменты представляют собой комбинацию циркулярных и сабельных пил, в которых зубья закреплены на плоской стальной ленте с непрерывной петлей и вращаются вокруг верхнего и нижнего шкивов. Между шкивами установлен плоский стол, который наклоняется для резки под углом.
Ленточные пилы
бывают разных размеров. Это зависит от размера заготовки, которую вы будете резать, и от того, насколько сложные разрезы вы хотите сделать. Есть две основные характеристики ленточной пилы, о которых следует знать, и каждая из них определяет выбор размера ленточной пилы:
Допустимая глубина – это расстояние, на которое полотно ленточной пилы выступает между шкивами . Это также называется торцевым открытием и варьируется от 4 дюймов для небольших ленточных пил до 12 дюймов и более для больших станков. Это определяет, насколько толстый ваш материальный потенциал.
Глубина выступа измеряется от зубьев лезвия до задней части опорной рамы . Это определяет, насколько широким может быть ваш запас. Глубокая горловина облегчает выполнение криволинейных разрезов, когда работа требует поворота стола.
Зубья ленточной пилы имеют грубую конструкцию для быстрой резки и мелкие зубья для плавной, медленной резки. Ширина лезвия важна для ленточных пил. Широкие лезвия более стабильны при распиливании, а тонкие лезвия облегчают резку по кривой.
Для наилучшего использования не забудьте приобрести качественные шины для ленточной пилы.
Ручные пилы
В каждой столярной мастерской всегда найдется место для ручных пил. Ручные пилы настолько просты и удобны для быстрой работы или там, где требуется детальный, точный рез. Что хорошо в ручных пилах, так это то, что они не имеют громоздкого веса, неуклюжих шнуров или батарей, которые умирают. Ручные пилы всегда готовы к работе, и они не дорогие.
Ручные пилы существуют уже сотни лет. По сути, это зубчатое стальное лезвие с деревянной ручкой, предназначенное для скольжения вперед и назад, разрезая работу. Но применение ручной пилы — это гораздо больше, чем думает большинство новичков. Вот некоторые конструкции ручных пил, которые следует учитывать:
Ручные пилы для распиловки: Резка по дереву
Ручные пилы для поперечной резки: Резьба поперек волокон древесины
Комбинированные ручные пилы: Могут делать как продольные, так и поперечные пропилы
Обратные пилы: Имеют прямоугольные полотна с распорками для косых пропилов
Ручные пилы для корпусов: Более крупные и прочные пилы
Ножовочные пилы: Такие же, как электролобзики и ленточные пилы для криволинейных пропилов
Ручные пилы типа «ласточкин хвост»: Для тонкой работы по типу «ласточкин хвост»
Ручные пилы для замочных скважин: Предназначены для вырезания внутренних отверстий
Начинающие столяры должны инвестировать в ручные пилы самого высокого качества, которые они могут себе позволить. Большинство разочарований при ручной распиловке связаны с дешевыми или тупыми лезвиями. Острое лезвие с превосходными зубьями может резать дерево почти так же быстро и точно, как электрическая пила.
ПРИНАДЛЕЖНОСТИ ДЛЯ НАПИЛЬКИ, СТРОГАНИЯ И ШЛИФОВАНИЯ, ИСПОЛЬЗУЕМЫЕ В ДЕРЕВООБРАБОТКЕ
После того, как деревянные детали обрезаны до грубой формы, они нуждаются в дополнительной обработке, чтобы придать им привлекательный законченный вид. Независимо от того, насколько хорош ваш пильный диск и насколько хорошего качества, вам все равно понадобятся какие-то материалы для заточки, строгания и шлифования. Вот во что стоит инвестировать начинающим столярам:
Самолеты
Рубанки являются режущими инструментами, а не абразивными, шлифовальными устройствами. Во всех типах рубанков используется фиксированное лезвие, которое срезает древесные волокна, позволяя им принимать форму и становиться все более гладкими. Размер и глубина лезвия являются ключевыми переменными в том, сколько материала можно удалить за один раз.
Вы услышите несколько названий самолетов, которые звучат несколько иностранно, если не забавно. И рубанки для шпунта, и рубанки домкрата режут древесину, но их применение значительно различается. Вы также услышите такие термины, как фуганки, блоки и спицы. Кроме того, вы услышите, как их называют по номерам. Это все типы ручных рубанков, которые должны изучить начинающие столяры. Вам могут понадобиться следующие ручные рубанки:
Домкрат: Эти инструменты удаляют много материала за один проход. Это инструмент «мастер на все руки», потому что доступны как изогнутые, так и прямые края — для сглаживания или соединения соответственно.
Блок-плоскости: Эти плоскости меньше и крепче. Они лучше всего подходят для плотной работы, где необходимы очень гладкие соединения.
Соединительные плоскости: Похожи на домкраты, за исключением того, что они предназначены для сглаживания краев и соединения деталей. Как правило, фуганки имеют длинные рамы.
Фальцевые рубанки: Используются для прорезания пазов под прямым углом вдоль волокон кромки доски. Эти суставы называются шпунтами, которые отличаются от внутренних канавок, называемых пазами.
Скребки: Сделаны для соскабливания тонких волокон с деревянных поверхностей для супергладкой отделки. Эти плоскости иногда называют кабинетными скребками.
Спицевые бритвы: Ручные рубанки, предназначенные для криволинейных поверхностей. Первоначально они предназначались для спиц тележек, но нашли свое применение у всех столяров.
Орбитальная шлифовальная машина
Если вы собираетесь купить один электрический инструмент для отделки дерева, это должна быть орбитальная шлифовальная машина. Эти быстродействующие машины снимают всю нагрузку с ручного шлифования и делают это намного быстрее. Орбитальные шлифовальные машины отличаются от встроенных инструментов, таких как ленточные шлифовальные машины. Они используют наждачную бумагу, вращающуюся по кругу или по орбите.
Обычные орбитальные шлифовальные машины берут круговой абразивный диск из наждачной бумаги и вращают его по кругу. Хотя они удаляют материал быстро, они, как правило, оставляют вихревые следы, которые трудно удалить. Эксцентриковая шлифовальная машина — ваша лучшая покупка. Они не циркулируют. Скорее, они колеблются случайным образом, оставляя поверхность дерева гладкой и шелковистой без следов.
Ручные напильники
Зачастую для придания формы и сглаживания дереву нет лучшего инструмента, чем ручной напильник. Ручные напильники недороги и служат долго, если вы покупаете напильники из качественной стали. Однажды затупившиеся ручные напильники лучше заменить, чем пытаться их заточить. Вот ваш основной выбор файлов для рук:
Рашпили — это инструменты с грубыми краями и крупными зубьями. Они используются для удаления большого количества древесины для придания общей формы, а затем используются более тонкие напильники.
Полукруглые напильники имеют плоскую поверхность с одной стороны и изогнутую поверхность с другой. Это позволяет работать с прямыми и криволинейными поверхностями.
Напильники плоские с обеих сторон. У них обычно грубые зубы с одной стороны и мелкие с обратной. Фрезерные напильники также имеют зубчатые края для труднодоступных мест.
Роторные фрезы похожи на ручные напильники, за исключением того, что они выполнены в виде электродрелей. Вы помещаете их в сверлильный патрон и позволяете вращающемуся абразивному действию удалять материал. Вращающиеся напильники доступны с различными формами и зернистостью.
Ручные напильники
также используются для заточки других лезвий и насадок для деревообработки. Металлические напильники обычно имеют чрезвычайно мелкие зубья и состоят из высококачественной стали. Как и в случае с любым инструментом, вы обычно получаете то, за что платите, и стоит инвестировать в высококачественные ручные файлы.
СБОРОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ДЕРЕВООБРАБОТКИ
Резка и шлифовка древесины — это только часть общего процесса деревообработки. После того, как ваши компоненты имеют правильный размер и достаточно гладкие для отделки, они все еще нуждаются в сборке. Успешная сборка изделий из дерева зависит от двух вещей. Вам нужны прецизионные соединения, которые подходят. Вам также потребуются правильные инструменты для их сборки и надежного крепления.
Основные сборочные инструменты для начинающих столяров:
Молоток
Универсального молотка для деревообработки не существует. Возможно, столярный молоток ближе всего к универсальному инструменту для колотания, но существуют и десятки их различных типов. Деревообрабатывающие молотки обычно выполняют две задачи. Это стучать и подглядывать. Насколько хорошо они это сделают, зависит от нескольких вещей:
Конструкция головки, включая размер и вес. Некоторые головки гладкие, как у отделочных молотков. У некоторых есть зазубренные поверхности для захвата гвоздей и крепежных деталей, как у молотков для каркаса.
Конструкция захвата, включая длину и изгиб. Молотки для окончательной обработки имеют длинные и ярко выраженные захваты, а инструменты для обрамления используют более прямой край, используемый для расщепления материалов.
Состав ручки имеет решающее значение для комфорта. Большинство начинающих плотников предпочитают деревянную или композитную рукоятку молотка. Они наносят меньше ударов при ударе. Рамщики любят стальные ручки. Там больше ударов, но сталь увеличивает вес, поэтому больше движущей силы. Стальные ручки также нелегко сломать.
Общий вес важен. Вес молотка измеряется в унциях. Легкие молотки имеют вес от 8 до 10 унций. Промежуточные молотки имеют вес от 16 до 20 унций, а тяжелые — от 24 до 32 унций.
Молотки различаются как по назначению, так и по составу. У начинающих столяров есть множество вариантов, и перед покупкой им необходимо определить, для чего они будут использовать свои молотки. Вот основные типы деревообрабатывающих молотков:
Молотки чистовые универсальные. Это должна быть ваша первая покупка, так как они очень удобны.
Крепкие молотки. Однако для большинства деревообрабатывающих проектов они немного избыточны.
Отбойные молотки похожи на отбойные молотки. Они предназначены для мелкой работы и обычно имеют два разных размера головы без когтей.
Молоток
Не путайте киянки с молотками. Оба являются поразительными инструментами, но у них совершенно разные области применения. Молотки обычно имеют стальную поверхность, но некоторые из них изготовлены из латуни или пластика. Молотки имеют большие деревянные или кожаные головки и съемные ручки для разных размеров головок.
Разница между молотками и киянками заключается в их нанесении ударов и отпечатке поверхности. Молотки намного мягче молотков и поглощают удары, а не наносят их. Они также оставляют минимальные следы ударов, что делает молотки идеальными для сбивания деревянных соединений.
Начинающие столяры должны понимать, что вы никогда не используете стальной молоток для стамесок. Удары от стальных молотков заставляют стамески вонзаться в древесину, оставляя шероховатую поверхность. Тем не менее, постукивая по долоту молотком, можно плавно прорезать древесину с постоянным давлением.
Электродрель
Электродрель
может стать лучшим другом начинающего столяра. Лишь немногие ремесленники старых времен все еще используют скобу и биту или ручную дрель. Электрические дрели так часто используются в мастерской по многим причинам. Они предназначены не только для сверления отверстий. Вы можете купить все виды насадок, чтобы превратить электрическую дрель в другие инструменты.
Если вы покупаете свою первую дрель, серьезно подумайте о покупке модели с питанием от сети. Дрели, работающие от тока 110/120 вольт, имеют значительно больший крутящий момент и долговечность, чем аккумуляторные дрели. Некоторым может показаться, что шнуры мешают, но они никогда не подведут при слабом заряде.
Если вы предпочитаете беспроводные дрели, они рассчитаны на напряжение. Ранние модели были на 7,5 вольт, но их быстро модернизировали. Теперь 18-вольтовые аккумуляторные дрели — это разумный выбор для начинающих. Они ненамного дороже 14-вольтовых дрелей и имеют значительно большую мощность.
Электродрели также классифицируются по размеру патрона: патроны 3/8 дюйма являются обычными патронами среднего размера, а патроны для тяжелых условий эксплуатации — 1/2 дюйма. Сверла доступны в моделях с ключом или с патроном без ключа, которые облегчают замену бит.
Шуруповерт
Шурупы
— лучший универсальный крепеж для деревообработки. Они крепко держатся и могут быть удалены при разборке, выполнении временных соединений или при возникновении ошибок. Вы, конечно, не хотите оставаться без своих стандартных ручных отверток, но инвестиции в механический шуруповерт сделают закручивание шурупов быстрее и проще. Шуруповерты особенно ценны, когда вам приходится работать с несколькими винтами.
Шуруповерты
являются продолжением семейства электродрелей. Большинство шуруповертов теперь беспроводные, что делает их удобными. Основное различие между настоящим шуруповертом и электродрелью заключается во внутренней форме патрона. Шуруповерты предназначены для вставки шестигранных или шестигранных хвостовиков бит. Это делает проскальзывание несуществующим.
ИНСТРУМЕНТ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ И ИЗМЕРЕНИЯ ДЕРЕВА
Говорят, семь раз отмерь, один раз отрежь. Этот старый совет столяра — лучший из возможных. Еще один совет: купите измерительное оборудование хорошего качества, которое будет точным и легко читаемым. Ниже приведены основные инструменты для измерения и проверки углов, которые понадобятся начинающему столяру:
квадратов
Почти невозможно создать достойные проекты по деревообработке без ассортимента угольников. Хорошие квадраты позволяют создавать и проверять всевозможные углы. На поверхности большинства квадратов также выгравированы измерительные метки. Это позволяет использовать их как измерительные правила. Вот квадраты, которые у вас должны получиться:
Квадраты: Большие инструменты с прямым углом для больших рабочих поверхностей
Пробные угольники: Меньшие ручные устройства с прямым углом для быстрой проверки прямоугольности
Комбинированные угольники: Используется для точной проверки углов и расстояний
Квадраты скорости: Позволяет быстро проверить углы 90 и 45 градусов
Угловые угольники: Лучше всего подходят для установки косых пропилов
Уголки для скоса : Позволяет воссоздать существующий угол и шаблоны переноса
Делители, циркуль и глубиномеры технически не квадраты, но это простые и бесценные инструменты для деревообработки. Они переходят в другое семейство измерительных лент и правил.
Рулетки
У каждого столяра на поясе должна быть хотя бы одна рулетка.
Однако было бы трудно прикрепить к себе все рулетки, потому что их так много типов. Вот основные рулетки, которые следует учитывать:
Выдвижные стальные ленты: Это наиболее распространенные измерительные инструменты. Они бывают длиной от 12 до 30 футов.
Ленты на гибких катушках: Вы можете получить их из ткани или стали длиной более 100 футов.
Складные правила: Обратите внимание, что они не называются линейками. Это жесткие измерительные стержни для высокой точности. Большинство правил складываются в несколько разделов.
Кривые и линейки: Они относятся к линейке и удобны для быстрого взлета и прокладки прямых линий.
Прочее необходимое для успешного выполнения проектов по деревообработке
Теперь, когда у вас есть представление о том, какие начальные инструменты вам потребуются для резки, отделки, сборки и измерения изделий из дерева, вам понадобится способ держать их во время работы. Зажимные приспособления незаменимы в деревообрабатывающих цехах. Два лучших удерживающих инструмента — это козлы и ваш качественный верстак:
Козлы
Козлы — одно из первых вложений, которое вы должны сделать как столяр. Это простые четвероногие существа, которые прекрасно балансируют и выдерживают длинные бревна и тяжелые веса. Козлы обычно используются парами, но у многих столяров есть полдюжины козлов.
Вы можете сделать свои собственные жесткие козлы из дерева. Это экономичный способ использования отходов. Но есть так много коммерческих козлов, которые сделаны из стали, стекловолокна и пластика. Возможно, вам не стоит тратить время на изготовление козлов, если вы не хотите практики.
Качественный верстак
Если и есть что-то, что нужно учитывать начинающему плотнику, так это инвестиции в качественный верстак.
Да, вы можете сделать свой собственный из 2×4 и фанеры, но вы никогда не получите той полезности, которую вы получите от профессионального качественного верстака. Вы будете использовать его для каждого проекта и все время. Вот функции, которые следует искать в качественном верстаке:
Массивная деревянная конструкция
Регулируемая база для точного выравнивания
Два тиска разного размера
Большая рабочая поверхность со встроенными упорами
Нижние ящики для хранения инструментов
Отдельностоящий с доступом на 360 градусов
Инвестиции в качественные деревообрабатывающие инструменты
Последний совет начинающего столяра, который вам следует оставить, — это инвестировать в качественные инструменты. Именно для этого предназначены продукты Luxite Saw.
Наши шины и полотна для ленточных пил отмечены пятизвездочными отзывами. Вся наша продукция с гордостью производится в США, а наши лезвия производятся нашей командой специалистов по лезвиям. Наши полотна стоят немного дороже, чем обычные торцовочные или настольные пилы, но мастера клянутся их долговечностью и износостойкостью.
Обновлено 28.10.2021
12 инструментов, которые нужны каждому мебельщику
Краткое описание: Премьера нашего нового отдела ручных инструментов сосредоточена на 12 инструментах, которые каждый мебельщик должен иметь в своем арсенале: копировальная пила, рубанок, комбинированный угольник, кромкомер, маркировочный нож. , пила типа «ласточкин хвост», скребок для карт, маркировочный калибр, спица, плечевой рубанок, рубанок блока, набор стамесок.
Я начинал с электроинструмента, но понял, что даже если у вас есть все мыслимые машины, вам все равно нужны ручные инструменты, чтобы выполнять свою работу наилучшим образом.
Итак, теперь я использую станки для тяжелой работы по фрезерованию и измерению размеров пиломатериалов, а также для соединений, которые никогда не видны, таких как шпунты, пазы, пазы и шипы. Я храню свои ручные инструменты для того, где они действительно имеют значение: разметка, вырезание ласточкиного хвоста и подгонка соединений, а также подготовка поверхности. В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка.
В дополнение к этим инструментам вам также понадобится прочный верстак, но вам не нужно тратить целое состояние на массивную скамью или тратить месяцы на ее изготовление. Перейдите на сайт Finewoodworking.com/extras, чтобы узнать о простой в изготовлении скамье, которая поможет вам быстро приступить к работе и даст вам возможность применить свои ручные инструменты в работе.
Инструменты для разметки
Точная разметка — неотъемлемая часть изготовления изысканной мебели, и она так же важна для работы с электроинструментом, как и для ручной работы. Это потому, что независимо от инструментов, которые вы используете, вам нужны точно расположенные и квадратные соединения. Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете.
Маркировочный шаблон
Разметочные шаблоны
отлично подходят для резки линии, параллельной краю доски, что жизненно важно для точной разметки шипов, пазов и базовой линии для ласточкина хвоста. Линия разреза лучше, чем линия карандаша, потому что она обеспечивает точное местоположение и линию для запуска стамески или ручной пилы. Калибры с ножом или отрезным кругом вырезают более чистые линии, чем штифтовые калибры, но колесные калибры найти легче. Я рекомендую для первого шага такой, как стандартный датчик колес Veritas.
Маркировочный нож
Вам также понадобится острый нож для разметки. У меня было много разных ножей, и я использовал их, но тот, к которому я обращаюсь снова и снова, — это нож для вырезания стружки. Мне нравится двойной скос лезвия, который позволяет мне маркировать с обеих сторон лезвия. А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь.
Комбинированный квадрат
Комбинированный угольник необходим для проведения карандашом или ножом линии под углом 45° и 90°. Важно получить хороший, как у Starrett, потому что он будет точным из коробки и останется таким. 12-дюймовый. Модель представляет собой рабочую лошадку, достаточно длинную, чтобы маркировать широкие доски или сразу несколько деталей. Это хорошо, чтобы быть первым, но я нашел второго, 6-дюймового. версия так же удобна. Из-за своего небольшого размера он лучше ложится в руку и его легче использовать при прокладке швов в узких местах и по торцевым волокнам.
Измеритель угла наклона
Благодаря поворотному лезвию, которое можно зафиксировать под любым углом, кромкомер полезен для переноса углов с чертежа на заготовку и установки углов лезвия настольной пилы. Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах).
Инструменты для столярных работ
Ласточкины хвосты являются отличительной чертой мастерства, и попытка вырезать их вручную того стоит. Тем не менее, даже если вы используете электроинструменты для резки всех столярных изделий, ручные инструменты по-прежнему являются лучшим способом для точной подгонки. Для ручного вырезания ласточкиного хвоста и тугих шипов я рекомендую пилу для ласточкина хвоста, копировальную пилу, набор стамесок и рубанок для уступов.
Пила «ласточкин хвост»
У вас есть два варианта пилы типа «ласточкин хвост»: западная задняя пила или японская цепная пила (дозуки). Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
Копировальная пила
Нет нужды заботиться о том, чтобы избавиться от отходов между штифтами и хвостовиками, поэтому я использую переднюю пилу, чтобы сделать это, прежде чем обрезать долотом базовую линию. Вы сэкономите огромное количество времени по сравнению с удалением всех отходов зубилом. В дополнение к быстрому резу копировальные пилы также быстро вращаются — идеально подходят для маневрирования между штифтами или хвостами — а дешевые сменные лезвия означают, что вы всегда можете иметь наготове острое.
Зубила
Начните как минимум с четырех: 1/4 дюйма, 3⁄8 дюйма, 1/2 дюйма и 3/4 дюйма. . и 1-в. долото в дополнение к другим четырем. Держитесь подальше от стамесок размером в миллиметры; первый набор, который я купил, был метрическим, и это было ошибкой. Хотя их ширина приближалась к их эквивалентам в США, они были достаточно далеки, чтобы вызвать разочарование при выравнивании пазов или очистке канавок, сделанных дробными битами. После того, как у вас есть базовый набор, добавьте широкое долото (от 1 1/2 дюйма до 2 дюймов) для обрезки и снятия фаски в труднодоступных местах.
Плечевая плоскость
Независимо от того, как вы режете столярные изделия, у вас должна быть плоскость плеча, потому что нет ничего лучше для точной настройки соединений для идеальной подгонки. Что делает этот рубанок уникальным, так это то, что лезвие выходит на всю ширину подошвы, так что вы можете строгать прямо в угол. Если вы попытаетесь выстрогать щеку шипа рубанком, вы получите конический шип. Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов.
Инструменты для придания формы и сглаживания
Хорошая отделка начинается с хорошей подготовки поверхности, а ручные инструменты — самый быстрый способ удалить машинные следы и задиры. Плоские поверхности и четкие фаски, которые создают рубанки, невозможно воспроизвести с помощью шлифовального станка. Гладкая и блочная плоскость — это две плоскости, которые нужно иметь. Добавьте скребок для карт, чтобы работать с действительно сложным зерном, и бритву для очистки изогнутых поверхностей.
Блок-плоскость
Для снятия фасок на кромках, выравнивания стыков и сглаживания шероховатости на концах плоскость блока незаменима. Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.
Скребок для карт
На древесине со сложной текстурой, такой как тигровый клен, или когда у вас есть небольшой надрыв на чистой доске, нет такого инструмента, как скребок для карт. В отличие от рубанка, у скребка нет риска разрыва. Даже когда я вручную строгаю поверхность, я часто исправляю любые дефекты скребком для карт.
Спицы
Бритва, пожалуй, самый недооцененный инструмент в магазине. Этот странный инструмент на самом деле представляет собой рубанок с короткой подошвой и ручками сбоку, а не впереди и позади лезвия. Нет ничего быстрее в сглаживании кривых ленточной пилы. Инструмент доступен с плоской или изогнутой подошвой, но я рекомендую плоскую подошву, так как она хорошо работает даже на вогнутых поверхностях.
Сглаживающая плоскость
Наконец-то мы подошли к самому культовому ручному инструменту — рубанку. В течение многих лет я неплохо справлялся, используя только шлифовальные машины для сглаживания поверхностей, хотя сегодня я не мог представить себя без рубанка. Вы можете перейти от машинных следов к стеклянной поверхности всего за несколько движений. Это тот редкий случай в деревообработке, когда самый приятный путь является и самым эффективным, а результаты превосходят шлифование. Начнем с размера № 4. Если вы фрезеруете все свои пиломатериалы с помощью станков, вам действительно не нужна возможность выравнивания более длинного рубанка. Самый простой способ получить стружку — это купить новый рубанок хорошего качества — проверенные продукты Lie-Nielsen и Veritas. Старый рубанок, такой как почтенный Stanley Bailey, предлагает хорошее качество при первоначальной экономии, но требует некоторой доводки и, возможно, замены нового лезвия. Независимо от того, какой самолет вы покупаете, он должен быть острым как бритва.
В самом деле, программирование станков с ЧПУ не представляет особых затруднений. В то же время необходимо создавать управляющие программы (УП) для этих устройство таким образом, чтобы по максимуму использовать их в работе. Программирование выполняется на языке, известном как ISO 7 бит, также его именуют языком G и M кодов. Программы могут разрабатываться тремя наиболее распространёнными способами: посредством ручного программирования; посредством создания программ на стойке станка ЧПУ; наконец, с помощью CAM-систем.
Все три названных способах программирования используются в определённых случаях, ни один из них не следует рассматривать как универсальный. Именно их сочетание позволит добиться наибольшего эффекта. Овладеть ручным программированием не так сложно при наличии базовых представлений о программировании. В то же время работа с CAM-системой является довольно лёгкой для понимания.
Ручное программирование
Ручное программирование означает создание программы на собственном компьютерном устройстве, где имеется текстовый редактор. На нём и создаётся управляющая программа. Программа содержит координаты, куда передвигается инструмент, производящий обработку заготовок, а также требуемые сведения в форме кодов G и M. Она представляет собой файл с расширением .txt. После того, как программа готова, её переносят на станок с ЧПУ в виде того же .txt файла. Компьютер и станок соединяют через COM-порт компьютера. Прежде всего проводят синхронизацию их программ, отвечающих за коммуникацию. После этого происходит простое отправление и приём данных. Особый случай — если программа имеет объём, который превосходит величину памяти станка с ЧПУ. В этом случае команды станку направляются непосредственно с компьютера.Особый вариант — написание программы ручкой на листе бумаги, оно имеет смысл, лишь если в производственном помещении нет доступа к компьютеру или иному устройству. Чрезмерной сложности для понимания ручное программирование не представляет. Эту функцию в состоянии выполнять любой технолог, который знаком с его принципами. В то же время ручное программирование — это сравнительно трудоёмкий процесс, которые требует скрупулёзной точности. Этому варианту создания программ отдают предпочтение в том случае, когда необходимо выполнить несложную обработку заготовок стандартной формы. Второй случай — отсутствие требуемых для двух других методов средств разработки. Кроме того, до сих пор на производстве присутствует масса станков с ЧПУ, управление которыми возможно исключительно с применением ручного программирования. Значительное количество предприятий используют подобные модели. Причина этого именно в том, что на таких предприятиях выполняются в основном простые операции с заготовками, да и количество станков сравнительно невелико. В результате программист-технолог, который отлично владеет навыками ручного программирования, способен добиться весьма высокой производительности труда. Ещё более характерный вариант – когда операции с заготовками не просто несложные, но повторяющиеся, а их количество ограничено. Тогда сотрудник пишет программы под каждую из этих операций, и довольно долгое время её менять не требуется вовсе. Необходимость написания программ возникнет лишь при появлении потребности в новых операциях станков. В итоге ручное программирование выигрывает по эффективности у двух других вариантов. Иначе говоря, для маленького предприятия ручное программирование может быть оптимальными решением. По эффективности оно победит куда более продвинутый вариант с CAM-системой. К тому же и на предприятиях, где использование последнего метода целесообразно при потребности а коррекции управляющих программ используют ручное программирование. Также этот вариант коррекции используют, когда новую программу, написанную другими способами необходимо оттестировать на станке.
Программирование на пульте стойки станка
Поскольку сейчас многие станки с ЧПУ оборудуются дисплеем и клавиатурой, программировать в таких случаях можно непосредственно на станке, что даёт возможность разрабатывать рабочие программы для такой модели на ней самой. Программировать можно вводят в устройство G и M коды, а также в диалоговом режиме. Также имеется опция тестирования программы, для чего на дисплее станка выполняют визуальную имитацию обработки заготовки с помощью графического приложения.
Программирование с использованием системы CAM
Это специализированная система, позволяющая добиться большей производительности, нежели при программировании ручным способом либо на самом станке. Система CAM выполняет вычисление траектории инструменты, который производит обработку заготовки. Она действует в автоматическом режиме. Её применяют, если нужна управляющая программа для руководства операциями над деталью сложной конфигурации. Также CAM востребована, если станки на предприятии выполняют массу различных операций. В этих случаях ручной обсчёт нецелесообразен и даже невозможен.
В целом же заниматься ручным программированием станков с ЧПУ весьма несложно, никакого специального образования при этом не требуется. Эта работа вполне доступна и непрофессионалам, поскольку язык ISO 7 бит довольно прост. В остальных случаях все трудные операции возьмёт на себя система CAM. Мало затруднений вызывает работа по написанию управляющих программ для нескольких станков, выполняющих стандартные операции с заготовками простой формы. Но проще всего программирование для единственного станка, который владелец создал своими руками. Научиться писать программы для такой модели совсем несложно.
Так же советуем прочитать: Управление ЧПУ станком – основы и правильный выбор Наладчик станков с ЧПУ: сложно ли обучиться? Программы для ЧПУ станков полный набор для начала работы
Обучающий видеокурс программирования обработки на станках с ЧПУ — TaeguTec
Уважаемые машиностроители!
Представляем обучающий видеокурс — Основы Программирования Обработки на станках с ЧПУ.
Первая часть курса состоит из 50+ видеоуроков и доступна абсолютно бесплатно для всех, кому интересен мир ЧПУ.
Курс стартует 1 сентября 2020 года с вводного урока. Далее видео будут выкладываться ежедневно в течение сентября и октября 2020 года.
Анонс курса от Жовтобрюха Валерия Алексеевича на нашем YouTube-канале:
Смотрите это видео на YouTube
Перейти к видеокурсу
Программа курса:
1 — Автоматическое управление 2 — Особенности устройства станка с ЧПУ 3 — Функциональные составляющие ЧПУ 4 — Языки программирования ЧПУ-обработки 5 — Процесс фрезерования 6 — Режущий инструмент 7 — Вспомогательный инструмент 8 — Базовые определения и формулы 9 — Рекомендации по фрезерованию 10 — Прямоугольная система координат 11 — Создание простой УП 12 — Создание УП на ПК 13 — Передача УП на станок 14 — Проверка УП на станке 15 — Техника безопасности 16 — Нулевая точка станка и направления перемещений 17 — Нулевая точка программы и рабочая система координат 18 — Компенсация длины инструмента 19 — Абсолютные и относительные координаты 20 — Комментарии в УП и карта наладки 21 — G-, M-коды и структура УП 22 — Слово данных, адрес и число. Модальные и немодальные коды 23 — Формат программы 24 — Строка безопасности и важность форматирования УП 25 — Базовые G-коды: G00 и G01 26 — Базовые G-коды: G02 и G03 27 — Базовые M-коды. Введение 28 — Останов выполнения УП: M00 и M01 29 — Управление вращением шпинделя: M03, M04, M05 30 — Управление подачей СОЖ: M07, M08, M09 31 — Автоматическая смена инструмента: M06 32 — Завершение программы: M30 и M02 33 — Постоянные циклы. Введение 34 — Стандартный цикл сверления и цикл сверления с выдержкой 35 — Относительные координаты в постоянном цикле 36 — Циклы прерывистого сверления 37 — Циклы нарезания резьбы 38 — Циклы растачивания 39 — Автоматическая коррекция на радиус инструмента 40 — Использование автоматической коррекции на радиус инструмента 41 — Активация, подвод и отвод 42 — Подпрограмма 43 — Работа с осью вращения (4-й координатой) 44 — Параметрическое программирование 45 — Методы программирования 46 — Что такое CAD, CAM и CAE? 47 — Схема работы с CAD и CA 48 — Виды моделирования 49 — Модульность CAM-системы 50 — Геометрия и траектория 51 — Алгоритм работы в CAM 52 — Постпроцессор 53 — Ассоциативность 54 — 5-осевое фрезерование и 3D-коррекция 55 — Высокоскоростная (ВСО/HSM) и высокопроизводительная обработка / Трохоидальное фрезерование 56 — Критерии для оценки, сравнения и выбора CAM-систем / Программирование ЧПУ-обработки в CAD/CAM
Детали ЧПУ должны быть запрограммированы , что означает переход от проекта к программе обработки деталей в G-коде.
1
Решите, какие инструменты программирования использовать
Результат: выберите CAM, диалоговое ЧПУ или рукописный G-код Программы G-кода
можно создавать с помощью программного обеспечения CAM, диалогового ЧПУ или путем написания G-кода вручную. Решение о том, какой метод использовать, во многом зависит от возможностей имеющихся инструментов и сложности создаваемой программы.
В общем, CAM лучше всего справляется со сложными программами обработки деталей. Диалоговый ЧПУ хорош для работы с деталями и характеристиками деталей, которые аналогичны тем, что можно легко сделать на ручном станке (без ЧПУ). Написанный вручную g-код чаще всего используется в качестве дополнения к двум другим, когда требуется какое-то особое поведение или когда части относительно просты.
Рукописный G-код чаще всего встречается в программах для токарных станков, которые, как правило, проще и их легче писать от руки, чем программы для фрезерных станков.
Подачи и скорости
Независимо от того, какой метод вы выберете для программирования ЧПУ, вы должны уметь определять правильные подачи и скорости. Большинство CAM и диалогового программного обеспечения запросят у вас эту информацию, и, конечно же, она также понадобится вам для ручного кодирования G-кода.
В ходе опросов мы узнали, что определение правильной подачи и скорости является одним из самых сложных аспектов ЧПУ для изучения:
Поскольку вы только начинаете, вам нужен ярлык для каналов и скоростей. Купите себе калькулятор подачи и скорости, такой как наш G-Wizard. Это значительно упростит вашу жизнь, а также принесет гораздо лучшие результаты.
2
Программирование части
Результат: G-код для детали + лист настройки
Используя выбранный нами подход к программированию, мы создадим программу обработки деталей с помощью g-кода и обновим наш лист настройки, чтобы он соответствовал этой программе обработки деталей.
Рассмотрим каждый стиль ниже:
А
Результат: программа обработки деталей G-кода, опубликованная из CAM Software
Использование MeshCAM для создания программы обработки деталей с G-кодом…
Разверните ссылку, чтобы узнать, как программировать с помощью программного обеспечения CAM.
Б
Результат: Программа обработки деталей с G-кодом, созданная программным обеспечением ЧПУ Conversational
Диалоговое меню ЧПУ для фрезерных операций…
Разверните ссылку, чтобы узнать, как программировать с помощью диалогового ЧПУ.
С
Результат: Написанная вручную программа обработки деталей с G-кодом
Разверните ссылку, чтобы увидеть наше бесплатное руководство по написанию программ G-кода от руки.
Первое, чему вы научитесь в этом руководстве, это как управлять станком с ЧПУ, как станком с ручным управлением. Если вы уже знакомы с ручной обработкой на фрезерном или токарном станке, вы можете быстро делать то же самое и на ЧПУ. Это один из способов стать продуктивным намного раньше.
3
Завершите лист настройки▶
Результат: готовый лист настройки
Простой лист настройки…
На этом последнем шаге мы проверим, что наш лист наладки соответствует программе обработки детали:
– Одинаковы ли операции и в том же порядке как в программе обработки детали, так и в карте наладки?
– Есть ли у нас правильный список инструментов, который соответствует программе обработки деталей в нашем листе наладки?
– Содержит ли лист наладки информацию о нулевой детали и любых рабочих смещениях, используемых в программе обработки детали?
– Есть ли у нас полная информация о заготовке в листе наладки и соответствует ли она предположениям программы обработки детали?
– Что программа Part ожидает от оператора? Существуют ли необязательные остановки, сообщения, #переменные для инициализации или другие вещи, на которые должен обратить внимание оператор? Все это должно быть задокументировано в листе настройки, чтобы оператор мог обратиться к нему.
Некоторое программное обеспечение CAM может генерировать лист настройки как часть процесса публикации G-кода. Это может быть очень удобно, и мы добавим любую автоматически сгенерированную информацию о листе настройки в нашу электронную таблицу Excel.
Ресурсы
Для получения хороших статей о установочных листах попробуйте следующее:
– Искусство установочного листа : Хорошее введение в создание отличных установочных листов. Включает простой шаблон Excel для установочного листа.
– Результаты опроса по установочным листам : мы опросили читателей CNCCookbook о установочных листах. В этой статье обсуждается то, что они должны были сказать.
– Обзор производительности магазина : В этой статье мы узнаем, что читатели CNCCookbook почувствовали себя лучше. Установочные листы были первым, что их магазин мог сделать для повышения производительности. Установочные листы важны!
Программирование ЧПУ для начинающих | Американ Микро Индастриз
Руководство для начинающих по программированию ЧПУ
Опубликовано: 16 июля 2021 г. в Без рубрики
Что такое программирование ЧПУ?
Программирование ЧПУ (программирование числового программного управления) является важным аспектом современного производства, позволяющим станкам с компьютерным управлением выполнять точные и сложные задачи. Он включает в себя создание набора инструкций, определяющих движения и функции машины, что позволяет ей превращать сырье в готовую продукцию с исключительной точностью, скоростью и постоянством.
Программирование ЧПУ позволяет превратить код в резьбу и многое другое. Программа направляет обрабатывающие инструменты, чтобы разрезать нужный материал до нужной формы. Однако из-за сложности инструментов и реакции машин на программу освоение этой формы программирования может занять годы. С большим количеством практики даже новички в программировании ЧПУ могут изучить основы и стать опытными операторами станков с ЧПУ.
Станки с ЧПУ в основном используют G-коды и M-коды для управления процессом обработки. G-коды определяют позиционирование детали или инструментов. Эти коды подготавливают деталь к процессу резки или фрезерования. М-коды включают вращение инструментов и различные другие функции. Для таких характеристик, как скорость, номер инструмента, смещение диаметра фрезы и подача, система использует другие буквенно-цифровые коды, начинающиеся с S, T, D и F соответственно.
Какие существуют типы программирования ЧПУ?
Существует три основных типа программирования ЧПУ – ручное, автоматизированное производство (CAM) и диалоговое. У каждого есть уникальные плюсы и минусы. Начинающие программисты ЧПУ должны узнать, что отличает каждый тип программирования от других и почему важно знать все три метода.
Ручное программирование ЧПУ
Ручное программирование ЧПУ — самая старая и наиболее сложная разновидность. Этот тип программирования требует, чтобы программист знал, как будет реагировать машина. Им нужно визуализировать результат программы. Поэтому этот вид программирования лучше всего подходит для самых простых задач или когда специалисту необходимо создать узкоспециализированный дизайн.
Программирование CAM CNC
Программирование CAM CNC идеально подходит для тех, кому не хватает математических навыков. Программное обеспечение преобразует дизайн САПР в язык программирования ЧПУ и преодолевает многие математические трудности, необходимые при использовании метода ручного программирования. Этот подход представляет собой разумную золотую середину между уровнем знаний, необходимых для ручного программирования, и предельной простотой диалогового программирования. Однако, используя CAM для программирования, у вас есть больше возможностей по сравнению с последним, и вы можете автоматизировать большую часть процесса с помощью проектирования CAD.
Диалоговое или мгновенное программирование ЧПУ
Самым простым типом программирования для начинающих является диалоговое или мгновенное программирование. С помощью этой техники пользователям не нужно знать G-код для создания нужных разрезов. Диалоговое программирование позволяет пользователю вводить важные детали простым языком. Оператор также может проверить движения инструмента перед выполнением программы, чтобы обеспечить точность проекта. Недостатком этого метода является его неспособность приспособить сложные пути.
Как найти правильный тип программирования ЧПУ для ваших нужд
Лучший тип программирования ЧПУ для ваших нужд зависит от вашего уровня комфорта при работе с системой. Большинство новичков не захотят использовать ручное программирование из-за его сложности и высокой погрешности. Тем не менее, программирование CAM и разговорное программирование являются доступными вариантами для тех, кто входит в эту область. Для тех, кто хочет обрабатывать сложные конструкции, лучше подойдет CAM. Однако поначалу вы можете работать с диалоговым программированием, чтобы создавать простые формы и привыкать к тому, как программы взаимодействуют с машиной.
Какие виды программ доступны для ЧПУ?
Программное обеспечение, используемое для программирования ЧПУ , может включать системы автоматизированного проектирования (CAD), автоматизированного проектирования (CAE) и CAM.
Программное обеспечение САПР позволяет дизайнерам полностью работать на компьютере для моделирования своих проектов вместо использования бумаги. Однако дизайн, созданный с помощью программного обеспечения CAD, должен пройти через программу CAM для создания направлений станка с ЧПУ.
Как правило, программное обеспечение CAE представляет собой инструмент, который инженеры используют для точной настройки аспектов проектирования, таких как динамика потока и тепла, движение и оптимизация для конкретной функции.
Из трех CAM является наиболее важным для программирования ЧПУ. Это программное обеспечение преобразует проекты в программный код ЧПУ для управления станком.
Программирование ЧПУ для начинающих
Новичкам следует сначала найти программу, которую они могут использовать. Программное обеспечение CAD и CAM или программа, которая интегрирует эти две программы, будет достаточно для новичков. Однако, поскольку потребности у всех разные, лучшее программное обеспечение будет зависеть от того, что вам проще всего использовать. Изучите доступные варианты и по возможности запросите демонстрационные версии, чтобы найти программное обеспечение, с которым вы можете работать.
Не забывайте освежать навыки математики и компьютерного программирования, чтобы облегчить уроки, и поддерживайте регулярный график изучения и отработки методов программирования.
Насколько сложно программировать ЧПУ?
Новички часто хотят знать: «Насколько сложно программировать ЧПУ?» Ответ не так прост, как можно было ожидать. Большинство программистов, разбирающихся в математике и координатной геометрии, легко изучают основы. Однако овладение более продвинутыми функциями программирования ЧПУ требует усилий, практики и навыков. Если вы хотите достичь такого уровня знаний, продолжайте заниматься программированием и найдите курсы, которые помогут вам в этом.
Советы начинающим, чтобы добиться успеха
Новичкам следует начинать с простых небольших проектов. Попытка заняться негабаритными или тяжелыми проектами, которые требуют дополнительных действий во время программирования и настройки, может оказаться слишком сложной задачей. Добившись успеха в нескольких небольших проектах, вы сохраните мотивацию продолжать работу над более сложными проектами.
Не забудьте попросить о помощи. Если вы посещаете курсы программирования ЧПУ в колледже или университете, задавайте много вопросов. Многие онлайн-курсы по ЧПУ имеют форумы или функции чата, где вы можете получить полезные ответы. Используйте их, чтобы получить помощь, когда вы чувствуете, что застряли на проекте.
Как научиться программированию ЧПУ
Существует несколько онлайн-ресурсов и ресурсов для обучения программированию ЧПУ. Поиск в Интернете может помочь вам найти ресурсы для обучения в вашем районе. Завершение формального класса поможет вам убедиться, что вы освоили основы, прежде чем переходить к более сложной работе над проектом.
Оборудование для изготовления многослойных стекол | СП ДАЙМ
СП Дайм
Производственные мощности
Оборудование для изготовления многослойных стекол
Станок TEMA
Оборудование для изготовления ламинированных /многослойных/ стекол ТЕМА
Спектр услуг СП ДАЙМ
Все услуги >>
Некоторые из них >>
Сдано более 1000 объектов
Стеклопакеты
Энергосберегающие стеклопакеты для ГКБ 40
Перегородки из стекла
Перегородки триплекс в Президент Отель
Изделия из стекла
Стеклянные козырьки в частный дом
Перегородки из стекла
Перегородки с цветной пленкой
Изделия из стекла
Стекло для аптечных витрин
Стеклопакеты
Стеклопакеты для частного катера
Только лучшие производители стекла
Технические характеристики стекла
Стекло Пилкингтон
Характеристики стекла Пилкингтон
Характеристики стекла Гардиан
Характеристики стекла AGC Crystalvision
Характеристики стекла AGC
Бережная доставка
Автопарк, оснащенный манипуляторами — для доставки по Москве и Московской области.
Доставляем в любой регион РФ транспортными компаниями.
Стекольное производство ДАЙМ
Работаем с 1992 года
2 500 м2 производственных мощностей в пределах ТТК
Свыше 800 000 м2 стекла и стеклопакетов в год
Более 1 000 объектов по всей России
Более 100 видов стекольной и зеркальной продукции
Отгрузка продукции от 1 листа
Собственный автопарк. Доставка по РФ.
Получите расчет стоимости через 2 часа
Рассчитать стоимость заказа: жмите кнопку «Рассчитать стоимость» или отправляйте заявку на [email protected]. В заявке необходимо указать: из чего делать, что делать, размеры и количество, чертеж (если есть).
Рассчитать стоимость
Обработка стекла и зеркал
Работа со стеклом это не только резка стекла, но и большой ассортимент способов и методов его обработки. С помощью специальных приборов и, конечно, профессиональных мастеров возможна резка стекла любой толщины, фасонная резка стекла, его пескоструйная обработка, шлифовка и полировка, сверление в нем отверстий, обработка его кромок и много других работ. Подобный перечень, даже еще более широкий, относится и к обработке зеркал. Некоторые виды работ над стеклом и зеркалами, а также всевозможная резка стекла, будут рассмотрены более подробно в этой статье.
Резка стекла и зеркал
Для дверей, мебели, изготовления витражей и прочих изделий часто необходима не только прямолинейная резка стекла, но и фасонная, фигурная резка, а также резка по шаблонам, резка стекла триплекс. Помощь специалистам оказывают новейшие станки для погрузки и резки стекла, производимые в разных странах. С помощью большинства станков с программным оборудованием производится резка стекла и его разлом, толщиной от 1 до 19 мм.
Обработка кромок стекол и зеркал
Еще 15-20 лет назад для многих изделий (окна, двери и т.п.) резка стекла была конечным этапом его обработки. С приходом к нам производства окон и дверей из Европы, резка стекла покинула последнюю строчку в перечне видов работ с этим материалом и в этой сфере работ. Понадобились следующие операции с этим хрупким материалом: притупление, шлифование и полирование кромки стекол и зеркал. Все эти операции производятся абразивным инструментом с различной степенью его зернистости. Сейчас всё оборудование для полировки и шлифовки стекла допускается к применению только с наличием гигиенического сертификата. Станки обычно оборудованы надежной вытяжной вентиляцией отходов абразива и стекла или пылесосами, которые сохраняют здоровье обслуживающим их специалистам. Самостоятельно без специального оборудования выполнять в домашних условиях эти операции по обработке стекла нельзя. Микрочастицы стекла и абразива быстро окажутся на слизистой оболочки глаз и в легких.
Применяя современное оборудование, мелкозернистым абразивом в условиях специализированной мастерской поверхность кромок на стекле и зеркалах получает оптическую прозрачность. Для получения матовой их поверхности используется более крупнозернистые абразивы. Современные станки для различных видов обработки кромок стекла работают обычно в двух режимах: во влажном и в сухом режимах абразива.
Перед обработкой армированного стекла с его поверхности кусачками убираются все остатки проволоки.
Отверстия в стекле и зеркалах
Современные станки справляются со сверлением отверстий в стекле и зеркалах диаметром от 4 до 80 мм при его толщине от 2 до 25 мм. В зависимости от вида, толщины и диаметра отверстий настраивается скорость вращения сверла по стеклу. Этот инструмент имеет алмазные насадки, причем сверла могут быть с зенкерами и без них. Станки для сверления стекла имеют большой ассортимент. Это оборудование как с ручным приводом и настройками, так и с числовым программным управлением; как с одной, так и двумя головками для сверления (верхней и нижней).
Пескоструйная обработка
Довольно часто резка стекла и зеркал сопровождается его художественной обработкой. Пескоструйная обработка сегодня наиболее востребована. Она придает поверхности стекла и зеркала матовый тон. Производится этот процесс с помощью специального абразива и подачи его на поверхность с помощью высокого давления. В зависимости от настройки оборудования матовый рисунок может быть с различной глубиной обработки и зернистостью.
Другие востребованные методы обработки стекла
В наши дни резка стекла может сопровождаться еще большим числом операций с ним, а часто бывает наоборот, т.е. необходима резка стекла с нанесенной декоративной или тонирующей пленкой, резка стекла с укрепляющей плёнкой, резка стекла узорчатого или окрашенного. Подобные операции (покрытие различными видами пленки, ровное окрашивание лаком или краской, травление и т.д.) могут производиться после того, как произведена резка стекла и обработка кромок.
УСЛУГИ
Обработка кромки прямоугольных изделий.
Габариты изделия min 150 мм – max 2700 мм
Толщина обрабатываемого изделия min 3 мм – max 20 мм
Шлифовка — операция, при которой кромка стекла обрабатывается чашечными алмазными кругами. При этом с кромки стекла снимаются все неровности и сколы и она приобретает матовый цвет.
Полировка — это финишная операция обработки, после которой кромка стекла приобретает прозрачный цвет и гладкую поверхность.
Фацет — это обработка края зеркала, либо стекла при которой лицевая фаска снимается под углом 3-5 градусов относительно плоскости изделия. Фацет создает множество преломлений кромки, за счет этого изделие становится законченным элементом интерьера. Изысканно смотрятся панно из зеркальной плитки, обработанной данным методом. Ширина фацета на нашем оборудовании установлена 15 мм. По желанию заказчика возможно изготовление изделий с шириной фаски от 5 мм до 25 мм. Фацет снимается только по прямым сторонам, ограничения по конфигурации изделий уточняются у мастера-приёмщика. Габариты изделий min 200мм max 2700 мм.
Сверление и зенковка отверстий производится на автоматическом двухстороннем станке, что обеспечивает соосность отверстий. Кроме того, отсутствуют ограничения на взаимное расположение отверстий. Зенковка отверстий – это обработка отверстий с целью получения конических углублений, опорных плоскостей вокруг отверстий. Диаметр отверстий от 4мм до 80мм Толщина стекла — 4-25мм
Пескоструйная обработка — Довольно часто резка стекла и зеркал сопровождается его художественной обработкой. Пескоструйная обработка сегодня наиболее востребована. Она придает поверхности стекла и зеркала матовый тон. Производится этот процесс с помощью специального абразива и подачи его на поверхность с помощью высокого давления. В зависимости от настройки оборудования матовый рисунок может быть с различной глубиной обработки и зернистостью.
Гравировка — метод нанесение на поверхность стекла рисунка и/или надписи с помощью гравировального инструмента. Ширина гравировки варьируется от 0.5 до 5 мм. Цвет гравировки — матовый, белый.
Покрытие кромки зеркал лаком – защитное лаковое покрытие на кромке зеркала обеспечивает долгую службу изделия в первозданном виде, уберегает от коррозии амальгамы при воздействии агрессивных сред (мыло, кислоты моющих средств, ПАВы)
Обработка кромки стекла существенно влияет на прочность изделия
Ультрафиолетовая склейка — это современная технология склеивания светопрозрачных конструкций из листового стекла. Процесс УФ склейки стекла очень прост в своем применении – на УФ-клей оказывается воздействие ультрафиолетовых лучей, происходит полимеризация и склеиваемые материалы прочно сцепляются между собой. УФ склейка стекла имеет некоторые преимущества: склеенные соединения обладают высокой прочностью, на склеиваемых поверхностях сохраняется эффект прозрачности. Но есть и недостатки: нельзя использовать для склейки аквариумов, плохо держит динамические нагрузки. При помощи УФ склейки мы изготавливаем: стеклянные витрины и шкафы различного назначения, стеллажи, столы, стойки, подставки под теле- и видеоаппаратуру, прилавки и мебель.
Банкомат Stellafane
: материалы и инструменты
Введение
На этой странице описаны необходимые материалы и инструменты, которые вам понадобятся для изготовления зеркала. Это перечислим только то, что, по нашему мнению, является минимально необходимым оборудованием; описано дополнительное, опциональное оборудование на других страницах этой серии по теме, к которой она относится. Как всегда, опишем самые распространенные и принятые инструменты и материалы — предметы, которые, по нашему мнению, дадут новичку наибольшие шансы на успех, и без быть чрезмерно дорогим.
Пожалуйста, обратитесь к нашему списку поставщиков банкоматов для идей о том, где купить эти предметы.
Темы на этой странице: Зеркальные заготовки, шлифовка Инструменты для полировки, Крупа и смола, Хранение Контейнеры, шлифовальные станки и прочее Предметы.
Заготовки для зеркал Pyrex 6″ и 8″ Узоры на поверхностях и кромках — следы пресс-формы, пятна на 6″ — следы шлифовки производителя. Две заготовки находятся в защитных картонных транспортировочных упаковках. Эти заготовки предназначены Стеллафан Демонстрации изготовления зеркал на конгрессе.
Заготовка для зеркала
Это цель всей вашей работы — вы превратите этот плоский кусок стекла в точную зеркало параболического телескопа. Мы рекомендуем заготовку Pyrex полной толщины для зеркал размером до 12 дюймов.
Полная толщина означает, что отношение диаметра к толщине составляет 6:1 (т. е. зеркало полной толщины 8 дюймов имеет толщину 1,3 дюйма). Любое зеркало толщиной менее 6:1 называется тонким зеркалом. Тонкие зеркала стоят чуть меньше, весят меньше и быстрее остывает. Но их значительно более подвержены проблемам с фоном при астигматизме и искажение из-за поддержки в телескопе, если не будут приняты дополнительные меры предосторожности. Для вашего первого зеркала, просто не стоит заморачиваться и рисковать — покупайте полнослойную заготовку.
Мы рекомендуем Pyrex поверх листового стекла. Сегодня разница в стоимости минимальна, а Pyrex имеет два преимущества:
При изготовлении вы не рискуете разбить зеркало из-за теплового удара при заливке тангажа.
При использовании Pyrex имеет примерно одну треть коэффициента расширения по сравнению с листовым стеклом, поэтому успокоиться, так как ночные температуры меняются намного быстрее. Вы будете больше наблюдать и меньше ждать ваше зеркало, чтобы стабилизировать.
Многие прекрасные зеркала были сделаны из листового стекла, поэтому, если это все, что вы можете получить, не расстраивайтесь. Но если у вас есть выбор, мы рекомендуем Pyrex.
Инструмент для плитки и притирка Инструмент плитки хорошо используется, на нем два слоя плитки. На круге подачи было несколько каналов, открытых раз и покрыт розовым оксидом церия. Микроогранку (от запрессовки пластиковой сеткой) можно легко видно на гранях коленей. И то, и другое весьма полезно — регулярность и совершенство не нужны ни тому, ни другому. и нежелательно в инструментах для изготовления зеркал.
Инструменты: шлифовка и полировка
Вам понадобятся два инструмента: твердый инструмент для грубой и тонкой шлифовки и мягкий инструмент, или притир, для полировки и фигурирования. Традиционно притирка производилась поверх шлифовального инструмента. Мы рекомендуем использование гипсовых дисков для подложек инструментов и использование отдельных дисков для этих двух инструментов.
Шлифовальный инструмент: Мы рекомендуем использовать инструмент для штукатурки и плитки для шлифования: они недороги и просты сделать, и они работают очень быстро. См. Как сделать инструмент для плитки . Традиционно использовался стеклянный инструмент, но он дороже и работает медленнее. Если вы делаете или покупаете рифленый стеклянный инструмент, вы получите некоторое преимущество в скорости инструмента плитки.
Шаговый круг: Мы рекомендуем делать круговой круг на отдельном гипсовом диске, который кривая вашего частично отшлифованного зеркала. См. Заливка смоляного круга . Если вы решите следовать традиции и налить ее на свой шлифовальный инструмент, вы исключите возможность возврата тонкой шлифовки, если вы получите серьезную царапину или другую проблему, поскольку у вас больше нет инструмента, который сочетается с ваше зеркало.
Дисплей с абразивом и полировкой (Щелкните изображение, чтобы увеличить) Дисплей с абразивом из карбида кремния (серый), абразивом из оксида алюминия (белый) и полировальным составом на основе оксида церия (Розовый) Над каждым флаконом находится предметное стекло микроскопа, отшлифованное этой зернистостью, чтобы вы могли видеть прогрессию гладкости.
Крупа и смола
Зерно и полировальный состав являются расходными материалами в процессе изготовления зеркал.
Зернистость, обычно из карбида кремния или оксида алюминия различных сортов, используются в качестве абразива между зеркалом и инструментом для шлифовки стекла.
Смола используется для изготовления мягкого шлифовального круга для полировки и фигурной обработки. Он используется с Полировальный состав , такой как оксид церия, который на самом деле является очень тонким, гладким абразивом.
Количество и размеры см. на нашей странице Зернистость, пек и полировка . нужный.
Лапки для хранения в контейнере для пищевых продуктов , которые также отлично подходят для хранения зеркал.
Контейнеры для хранения
Ваше зеркало и настил для тангажа хрупкие и нуждаются в защите, когда с ними не работают. Ваши колени должны храниться в контейнере, который не будет опираться на поверхность коленей (и не деформировать их).
Некоторые заворачивают зеркало в чистую ткань или полотенце и хранят в коробке. Для круга можно использовать сумка для хранения продуктов с застежкой-молнией, надутая воздухом, чтобы сумка не лежала на коленях.
Хранение песка: Переработанные пищевые контейнеры, особенно контейнеры для йогурта, большие контейнеры для хранения песка. Песок справа упакован в мешки для более длительного хранения.
Самым популярным решением для хранения сегодня являются круглые пластиковые контейнеры для хранения пищевых продуктов, которые размеры как раз подходят для зеркал 6″, 8″ и 12″.
Если ваш песок поставляется в мешках, вам также может понадобиться какой-нибудь контейнер с твердыми стенками, чтобы хранить его во время работы. Вам понадобится что-то, что хорошо герметизирует, так как вы не хотите, чтобы ваш песок загрязнялся. Стекло или пластик бутылки или пластиковые контейнеры для хранения продуктов здесь хорошо подойдут; можно использовать пластиковую ложку, посыпать вас песком зеркало по необходимости.
Диспенсеры: Солонки для пикника, Бутылочки для выдавливания и Контейнеры для горчицы — все полезен для дозирования абразивов.
При хранении щебня мы всегда используем пластиковый пакет в дополнение к жесткому контейнеру. Вы будете удивлен тем, сколько частиц песка улавливается этим мешком!
Открывайте только один контейнер с песком, все остальные должны находиться вдали от вашей работы и надежно храниться.
Пластиковые солонки и перечницы для пикника, которые закрываются, удобны для крупы; их можно посыпать прямо на зеркало. Мелкие абразивы и полировальные составы часто предварительно смешивают с водой в виде суспензии; здесь можно эффективно использовать пластиковые бутылки (также пластиковые контейнеры для горчицы).
Измельчение на бочке (бочка на 55 галлонов) под палаткой на Stellafane 2000 г. Соглашение. Верх фанерного ствола зажимается барашковыми винтами.
Шлифовальная стойка
У вас есть большой выбор, попробуйте найти что-то, что подходит для вашего рабочего места и удобно для вас. ты.
Традиционно производители зеркал использовали деревянную бочку, и фразы типа «Пройди вокруг бочки» до сих пор в моде. обычное использование банкоматами. Но уже немногие используют деревянные бочки. Стальные или пластиковые бочки на 55 галлонов в настоящее время являются лучшими. приближение: сверху крепится фанерная рабочая поверхность, и бочка может быть частично заполнена водой дать ему балласт.
Поворотный стол, прикрепленный к стойке Все на месте, готово к работе!
Если у вас нет бочки, вы можете построить ее подобие. Квадратная деревянная шлифовка подставка или деревянный диск, прикрепленный к вертикальной трубе, утопленной в ведре с бетоном – возможности безграничны. Ваша стойка для шлифования должна быть высотой примерно по пояс, и она должна быть устойчивой, так как вы будете энергично толкать это со всех сторон.
Шлифование на верстаке с поворотным столом на Стеллафанской конвенции 2000 года. Обратите внимание на использование противоскользящего коврика вместо шипов.
Если у вас нет подставки, сделайте простой проигрыватель из фанеры. Вы можете закрепить это на кухне прилавок, скамья или стол. Вам не нужен причудливый поворот; винт, утопленный в основании, и глухое отверстие в проигрывателя более чем достаточно. Вы не хотите, чтобы ваш проигрыватель вращался свободно, поэтому небольшое трение — это хорошо.
В общем, при наличии выбора большинству людей проще «ходить вокруг бочки», так что можно подумать один из отдельно стоящих стоит первым. Но много-много зеркал успешно сделано на вертушках — что мы используем на зеркальных курсах Stellafane из-за отсутствия достаточного места.
Вам нужен способ держать зеркало или инструмент. Три шипа или два шипа и клин — традиционный метод. В последнее время становится популярным использование диска из нескользящего коврика, который продается в виде вкладышей для вытягивания в супермаркетах или дисконтных магазинах. или в качестве рабочих держателей маршрутизатора в домашних центрах. Они имеют шахматную структуру резиновых выпуклостей и отверстий и сцепление действительно хорошо.
АСГХ «Деревянная бочка»
Дик Паркер создал «Деревянную бочку», показанную здесь для Астрономический Зеркальный класс Общества Большого Хартфорда , который он возглавляет. Это легко сделать и очень твердо. Габаритные размеры не критичны и их можно отрегулировать под свою ситуацию. Верх и низ 3/4 дюйма. фанерные диски диаметром около 24 дюймов. К каждому из этих дисков прикреплены шипы, сделанные из 2×4. около 6 дюймов в длину с угловыми поверхностями для размещения распорок (см. Подробности ниже). Затем восемь распорок 1×2 соединенные между этими шипами по диагонали, как показано, образуют «бочку». Делайте стойки длинными достаточно, чтобы рабочая поверхность находилась чуть ниже вашей талии (36 дюймов — типичная рабочая высота).
Дик говорит, что крайне важно проклеить и закрутить каждое соединение. Я рекомендую использовать гипсокартон толщиной 1-5/8 дюйма. шурупы и столярный клей хорошего качества. Я бы скрутил бочку, чтобы след подходил, чтобы получить высота прямо перед тем, как я сделал окончательную сборку с клеем.
Вам нужно добавить балласт на дно, и, как вы можете видеть, Дик использует шесть блоков патио 8×16, чтобы обеспечить необходимый вес. 5-галлонное ведро с песком также подойдет, но вам придется поставить ведро внутрь. прежде чем закончить сборку.
Наконец, закройте верхнюю поверхность краской или уретаном, чтобы облегчить очистку между абразивами. Обратите внимание на небольшой деревянный клин внизу слева для предотвращения раскачивания на неровном полу.
Разное Лупа для глаз установлена на карборундовом камне. Стальная линейка с прикрепленной к ней таблицей общих сагитт опирается на аэрозольный баллончик. На переднем плане щупальце Датчик демонстрирует несколько своих лезвий.
Банкомат Stellafane
: материалы и инструменты
Введение
На этой странице описаны необходимые материалы и инструменты, которые вам понадобятся для изготовления зеркала. Это перечислим только то, что, по нашему мнению, является минимально необходимым оборудованием; описано дополнительное, опциональное оборудование на других страницах этой серии по теме, к которой она относится. Как всегда, опишем самые распространенные и принятые инструменты и материалы — предметы, которые, по нашему мнению, дадут новичку наибольшие шансы на успех, и без быть чрезмерно дорогим.
Пожалуйста, обратитесь к нашему списку поставщиков банкоматов для идей о том, где купить эти предметы.
Темы на этой странице: Зеркальные заготовки, шлифовка Инструменты для полировки, Крупа и смола, Хранение Контейнеры, шлифовальные станки и прочее Предметы.
Заготовки для зеркал Pyrex 6″ и 8″ Узоры на поверхностях и кромках — следы пресс-формы, пятна на 6″ — следы шлифовки производителя. Две заготовки находятся в защитных картонных транспортировочных упаковках. Эти заготовки предназначены Стеллафан Демонстрации изготовления зеркал на конгрессе.
Заготовка для зеркала
Это цель всей вашей работы — вы превратите этот плоский кусок стекла в точную зеркало параболического телескопа. Мы рекомендуем заготовку Pyrex полной толщины для зеркал размером до 12 дюймов.
Полная толщина означает, что отношение диаметра к толщине составляет 6:1 (т. е. зеркало полной толщины 8 дюймов имеет толщину 1,3 дюйма). Любое зеркало толщиной менее 6:1 называется тонким зеркалом. Тонкие зеркала стоят чуть меньше, весят меньше и быстрее остывает. Но их значительно более подвержены проблемам с фоном при астигматизме и искажение из-за поддержки в телескопе, если не будут приняты дополнительные меры предосторожности. Для вашего первого зеркала, просто не стоит заморачиваться и рисковать — покупайте полнослойную заготовку.
Мы рекомендуем Pyrex поверх листового стекла. Сегодня разница в стоимости минимальна, а Pyrex имеет два преимущества:
При изготовлении вы не рискуете разбить зеркало из-за теплового удара при заливке тангажа.
При использовании Pyrex имеет примерно одну треть коэффициента расширения по сравнению с листовым стеклом, поэтому успокоиться, так как ночные температуры меняются намного быстрее. Вы будете больше наблюдать и меньше ждать ваше зеркало, чтобы стабилизировать.
Многие прекрасные зеркала были сделаны из листового стекла, поэтому, если это все, что вы можете получить, не расстраивайтесь. Но если у вас есть выбор, мы рекомендуем Pyrex.
Инструмент для плитки и притирка Инструмент плитки хорошо используется, на нем два слоя плитки. На круге подачи было несколько каналов, открытых раз и покрыт розовым оксидом церия. Микроогранку (от запрессовки пластиковой сеткой) можно легко видно на гранях коленей. И то, и другое весьма полезно — регулярность и совершенство не нужны ни тому, ни другому. и нежелательно в инструментах для изготовления зеркал.
Инструменты: шлифовка и полировка
Вам понадобятся два инструмента: твердый инструмент для грубой и тонкой шлифовки и мягкий инструмент, или притир, для полировки и фигурирования. Традиционно притирка производилась поверх шлифовального инструмента. Мы рекомендуем использование гипсовых дисков для подложек инструментов и использование отдельных дисков для этих двух инструментов.
Шлифовальный инструмент: Мы рекомендуем использовать инструмент для штукатурки и плитки для шлифования: они недороги и просты сделать, и они работают очень быстро. См. Как сделать инструмент для плитки . Традиционно использовался стеклянный инструмент, но он дороже и работает медленнее. Если вы делаете или покупаете рифленый стеклянный инструмент, вы получите некоторое преимущество в скорости инструмента плитки.
Шаговый круг: Мы рекомендуем делать круговой круг на отдельном гипсовом диске, который кривая вашего частично отшлифованного зеркала. См. Заливка смоляного круга . Если вы решите следовать традиции и налить ее на свой шлифовальный инструмент, вы исключите возможность возврата тонкой шлифовки, если вы получите серьезную царапину или другую проблему, поскольку у вас больше нет инструмента, который сочетается с ваше зеркало.
Дисплей с абразивом и полировкой (Щелкните изображение, чтобы увеличить) Дисплей с абразивом из карбида кремния (серый), абразивом из оксида алюминия (белый) и полировальным составом на основе оксида церия (Розовый) Над каждым флаконом находится предметное стекло микроскопа, отшлифованное этой зернистостью, чтобы вы могли видеть прогрессию гладкости.
Крупа и смола
Зерно и полировальный состав являются расходными материалами в процессе изготовления зеркал.
Зернистость, обычно из карбида кремния или оксида алюминия различных сортов, используются в качестве абразива между зеркалом и инструментом для шлифовки стекла.
Смола используется для изготовления мягкого шлифовального круга для полировки и фигурной обработки. Он используется с Полировальный состав , такой как оксид церия, который на самом деле является очень тонким, гладким абразивом.
Количество и размеры см. на нашей странице Зернистость, пек и полировка . нужный.
Лапки для хранения в контейнере для пищевых продуктов , которые также отлично подходят для хранения зеркал.
Контейнеры для хранения
Ваше зеркало и настил для тангажа хрупкие и нуждаются в защите, когда с ними не работают. Ваши колени должны храниться в контейнере, который не будет опираться на поверхность коленей (и не деформировать их).
Некоторые заворачивают зеркало в чистую ткань или полотенце и хранят в коробке. Для круга можно использовать сумка для хранения продуктов с застежкой-молнией, надутая воздухом, чтобы сумка не лежала на коленях.
Хранение песка: Переработанные пищевые контейнеры, особенно контейнеры для йогурта, большие контейнеры для хранения песка. Песок справа упакован в мешки для более длительного хранения.
Самым популярным решением для хранения сегодня являются круглые пластиковые контейнеры для хранения пищевых продуктов, которые размеры как раз подходят для зеркал 6″, 8″ и 12″.
Если ваш песок поставляется в мешках, вам также может понадобиться какой-нибудь контейнер с твердыми стенками, чтобы хранить его во время работы. Вам понадобится что-то, что хорошо герметизирует, так как вы не хотите, чтобы ваш песок загрязнялся. Стекло или пластик бутылки или пластиковые контейнеры для хранения продуктов здесь хорошо подойдут; можно использовать пластиковую ложку, посыпать вас песком зеркало по необходимости.
Диспенсеры: Солонки для пикника, Бутылочки для выдавливания и Контейнеры для горчицы — все полезен для дозирования абразивов.
При хранении щебня мы всегда используем пластиковый пакет в дополнение к жесткому контейнеру. Вы будете удивлен тем, сколько частиц песка улавливается этим мешком!
Открывайте только один контейнер с песком, все остальные должны находиться вдали от вашей работы и надежно храниться.
Пластиковые солонки и перечницы для пикника, которые закрываются, удобны для крупы; их можно посыпать прямо на зеркало. Мелкие абразивы и полировальные составы часто предварительно смешивают с водой в виде суспензии; здесь можно эффективно использовать пластиковые бутылки (также пластиковые контейнеры для горчицы).
Измельчение на бочке (бочка на 55 галлонов) под палаткой на Stellafane 2000 г. Соглашение. Верх фанерного ствола зажимается барашковыми винтами.
Шлифовальная стойка
У вас есть большой выбор, попробуйте найти что-то, что подходит для вашего рабочего места и удобно для вас. ты.
Традиционно производители зеркал использовали деревянную бочку, и фразы типа «Пройди вокруг бочки» до сих пор в моде. обычное использование банкоматами. Но уже немногие используют деревянные бочки. Стальные или пластиковые бочки на 55 галлонов в настоящее время являются лучшими. приближение: сверху крепится фанерная рабочая поверхность, и бочка может быть частично заполнена водой дать ему балласт.
Поворотный стол, прикрепленный к стойке Все на месте, готово к работе!
Если у вас нет бочки, вы можете построить ее подобие. Квадратная деревянная шлифовка подставка или деревянный диск, прикрепленный к вертикальной трубе, утопленной в ведре с бетоном – возможности безграничны. Ваша стойка для шлифования должна быть высотой примерно по пояс, и она должна быть устойчивой, так как вы будете энергично толкать это со всех сторон.
Шлифование на верстаке с поворотным столом на Стеллафанской конвенции 2000 года. Обратите внимание на использование противоскользящего коврика вместо шипов.
Если у вас нет подставки, сделайте простой проигрыватель из фанеры. Вы можете закрепить это на кухне прилавок, скамья или стол. Вам не нужен причудливый поворот; винт, утопленный в основании, и глухое отверстие в проигрывателя более чем достаточно. Вы не хотите, чтобы ваш проигрыватель вращался свободно, поэтому небольшое трение — это хорошо.
В общем, при наличии выбора большинству людей проще «ходить вокруг бочки», так что можно подумать один из отдельно стоящих стоит первым. Но много-много зеркал успешно сделано на вертушках — что мы используем на зеркальных курсах Stellafane из-за отсутствия достаточного места.
Вам нужен способ держать зеркало или инструмент. Три шипа или два шипа и клин — традиционный метод. В последнее время становится популярным использование диска из нескользящего коврика, который продается в виде вкладышей для вытягивания в супермаркетах или дисконтных магазинах. или в качестве рабочих держателей маршрутизатора в домашних центрах. Они имеют шахматную структуру резиновых выпуклостей и отверстий и сцепление действительно хорошо.
АСГХ «Деревянная бочка»
Дик Паркер создал «Деревянную бочку», показанную здесь для Астрономический Зеркальный класс Общества Большого Хартфорда , который он возглавляет. Это легко сделать и очень твердо. Габаритные размеры не критичны и их можно отрегулировать под свою ситуацию. Верх и низ 3/4 дюйма. фанерные диски диаметром около 24 дюймов. К каждому из этих дисков прикреплены шипы, сделанные из 2×4. около 6 дюймов в длину с угловыми поверхностями для размещения распорок (см. Подробности ниже). Затем восемь распорок 1×2 соединенные между этими шипами по диагонали, как показано, образуют «бочку». Делайте стойки длинными достаточно, чтобы рабочая поверхность находилась чуть ниже вашей талии (36 дюймов — типичная рабочая высота).
Дик говорит, что крайне важно проклеить и закрутить каждое соединение. Я рекомендую использовать гипсокартон толщиной 1-5/8 дюйма. шурупы и столярный клей хорошего качества. Я бы скрутил бочку, чтобы след подходил, чтобы получить высота прямо перед тем, как я сделал окончательную сборку с клеем.
Вам нужно добавить балласт на дно, и, как вы можете видеть, Дик использует шесть блоков патио 8×16, чтобы обеспечить необходимый вес. 5-галлонное ведро с песком также подойдет, но вам придется поставить ведро внутрь.
Для производства и изготовления деталей, наша компания имеет весь необходимый парк оборудования, что позволяет выполнить полный цикл производства. Обработка металла и придание необходимых форм в соответствии с чертежом на фрезерном или токарном оборудовании с ЧПУ. Выполнение термообработки, покраски, сварочных работ, абразивная обработка, шлифование. Весь этот комплекс действий, в итоге дает готовую деталь, которая может быть использована в различных отраслях хозяйственной деятельности.
Полный производственный цикл
Для производства и изготовления деталей, наша компания имеет весь необходимый парк оборудования, что позволяет выполнить полный цикл производства. Обработка металла и придание необходимых форм в соответствии с чертежом на фрезерном или токарном оборудовании. Выполнение термообработки, покраски, сварочных работ, абразивная обработка, шлифование. Весь этот комплекс действий, в итоге дает готовую деталь, которая может быть использована в различных отраслях хозяйственной деятельности.
Токарка ЧПУ
Фрезеровка ЧПУ
Эрозийка ЧПУ
Сопутствующие услуги металлообработки
Термичка
Пескоструй
Покраска
Наше оборудование
фрезерная группа
В этом разделе, можно познакомиться с нашими производственными возможностями изготовления деталей путем фрезерования и проверить подходит ли оно для выполнения предстоящих задач.
подробнее
Наше оборудование
Токарная группа
Детали которые производятся на токарном оборудовании, встречаются практически в работе любого устройства, оборудования или механизма
подробнее
Наше
Вспомогательное
оборудование
чтобы подготовить заготовки, выполнить специализированные операции, или придать детали завершенный вид в промышленных масштабах, требуется много дополнительного разнообразного оборудования
подробнее
Изготовление деталей
Массовое производство
Массовое производство
Подразумевает долгосрочный контракт на загрузку оборудования для непрерывного выпуска деталей
Серийное производство
Серийное производство
В нашем случае мы рассматриваем количество повторяемых деталей от 1000 штук
Мелкосерийное производство
Мелкосерийное производство
В нашем случае мы рассматриваем количество повторяемых деталей от 100 штук
направить запрос
мы принимаем запросы на Email. Это позволяет быстро реагировать на сообщение и правильно систематизировать материал. Любой запрос регистрируется в системе, что позволяет в дальнейшем избежать ошибок
подробности заказа
мы приветствуем открытое общение с заказчиком и готовы выслушать пожелания, тонкости производства, а так же предполагаемый бюджет. Это значительно упрощает переговоры и экономит время, содействуя доверительным отношениям
выполняется расчет
стоимость заказа состоит из многих статей. Доставка материала, подготовка заготовки, время работы оборудования при обработке, зачистка деталей, покраска, упаковка и др. доп. или необходимые действия. Все это требует участие исполнителей
размещение заказа
после подтверждения заказа, технолог подготавливает карту технологиских операций производства, логистика подготавливает или закупает материал, администратор производственных процессов планирует производство чтобы все было сделано в срок.
Результаты работы в 2021 году:
количество изготовленных деталей
количество выполненных заказов
количество постоянных заказчиков
Изготовление деталей из металла.
— CNC, ЧПУ.
Изготовление деталей из металла.
ФРЕЗЕРНЫЕ РАБОТЫ ПО МЕТАЛЛУ. ТОКАРНО-ФРЕЗЕРНЫЕ РАБОТЫ.
Изготовление деталей из металла.Фрезерные работы по металлу по самым доступным ценам и в кротчайшие сроки. Достаточно отправить письмо (чертеж детали, количество, реквизиты, сроки) на наш электронный адрес [email protected]. Наши специалисты рассмотрят Вашу заявку и постараются предложить наиболее выгодные условия сотрудничества, удовлетворяющие обе стороны. Цены на фрезерные работы по металлу устанавливаются индивидуально в зависимости от объема партии, сложности изготавливаемых деталей, необходимости использовать специально изготовленную оснастку в производственных работах.
Фрезерные работы по металлу входят в число наиболее высокопроизводительных и самых распространённых способов металлообработки. Фрезерные и токарные работы совершают в процессе обработки вертикальных, горизонтальных, наклонных плоскостей, поверхностей различных тел вращения, пазов и уступов разного профиля, зубьев на зубчатых колёсах металлических, фасонных поверхностей.
Принцип, применяемый в процессе фрезерных работ по металлу, вероятно, был открыт в 16 веке в Европе. Леонардо да Винчи набросал схему, лежащую в основе фрезы – он изобразил вращающийся вокруг своей оси цилиндрический напильник. Подобный фрезерный станок, оснащенный вращающимся напильником, создан в 1665 году в Пекине. А прототипы нынешних фрезерных станков появились уже в 19 веке: консольный станок появился в 1835 году, универсальный станок — в 1862 году, а продольный станок — в 1884 году. После этого устройство фрезерных станков стремительно совершенствовалось, а типы станков быстро и многообразно дифференцировались.
Сейчас пользуются особым вниманием универсально–фрезерные станки, оснащенные откидывающейся головкой, обеспечивающие возможность ведения как вертикальных, так и горизонтальных фрезерных работ.
Существует множество типов фрезерных станков, классифицируемых по их назначению это и универсально-фрезерные станки, и вертикально-, и горизонтально-, и продольно-, и резьбо-фрезерные, и копировально-, и карусельно-, и барабанно-, и шпоночно-фрезерные и др. Конструкция фрезерных станков отличает станки консольные и станки бесконсольные. Основное движение, осуществляемое фрезерным станком – вращательное движение, оно производится фрезой, а движение подачи – поступательное, оно совершается заготовкой. В определенных случаях, к примеру, во время фрезерной обработки крупногабаритных изделий, возможно сообщение движения подачи фрезе.
Мы выполняем все виды фрезерных и токарно-фрезерных работ – начиная самыми простыми и заканчивая самыми сложными. Мы обладаем возможностью применять фрезерные станки в процессе фрезеровки пазов, обработки плоских поверхностей, применять в рамках мелкосерийного варианта фрезерные станки с ЧПУ по отношению к криволинейным профилям.
Металлообработка и токарно-фрезерные работы по металлу / Настоящее и прошлое металлообработки. История металлообработки [email protected]
Металлообработка со времен своего появления и поныне является очень востребованной, причем не только в России. Мы предлагаем вам совершить экскурс в историю и узнать о том, как обрабатывали металл в древней Руси, а так же изучить вместе с нами, какие виды работ относятся к металлообработке. Ключом к пониманию способов обработки металла в старину явились изделия из металла, созданные древнерусскими кузнецами — всевозможные стальные и железные предметы обихода. В процессе внимательного изучения древних технологий обработки металла, были выявлены некие технические характеристики. По итогам исследований, установили, что ведущим способом металлообработки в Древней Руси являлся метод давления, то есть такой метод, когда обработка металла происходит непосредственно в раскаленном виде с помощью штамповки и ковки. Помимо метода давления, на Руси наличествовали и иные способы металлообработки – к примеру, резанием, рубкой зубилом, опиловкой с помощью напильника, и другие. Очень часто применялся на Руси такой способ обработки металла, как обточка. Такая технология представляет собой холодную обработку металлов посредством резания. Применение такой способ находит чаще всего в ситуациях, когда требовалось создать гладкую и светлую поверхность. Кроме того, обточка металла была очень кстати при вытачивании отдельных элементов изделий. Данная обточка совершалась в процессе изготовления подавляющего большинства металлических предметов.
Теперь мы предлагаем Вам перенестись в наше время и окинем взглядом перечень услуг по металлообработке сегодня. Для начала важно сказать, что работы по металлообработке сейчас крайне редко ведутся вручную, а потому предприятия, предлагающие на рынке услуги обработки металлов, активно используют в ходе работ специализированные станки. Те операции, что в древности делалось вручную, ныне производят специальные автоматы и станки. Важно подчеркнуть, что сейчас далеко не все разработки удовлетворяют требованиям мастеров, которые работают с металлом, поэтому постоянно осуществляется модернизация станков, производятся новые разработки и т.д.
К примеру, металлообработку осуществляют посредством фрезы — инструмента, оснащенного большим количеством лезвий. Фреза легко режет металл, что упрощает подгонку металлозаготовки под требуемый размер. Вращение фрезы с острыми зубьями позволяет разрезать металл точно и быстро. Такой процесс получил название “фрезеровка”.
ФРЕЗЕРНЫЕ РАБОТЫ. ТОКАРНО-ФРЕЗЕРНЫЕ РАБОТЫ И МЕТАЛЛООБРАБОТКА.
Предприятия по металлообработке применяют и другие способы обработки металлов, например, сверлильные станки, предназначение которых понятно по названию. Различные предприятия применяют для сверления разные станки — некоторые имеют возможность или предпочитают пользоваться расточными, иные – вертикально–сверлильными станками.
Если заказчику требуется осуществить высокоточную обработку металлов, это возможно сделать на специальном оборудовании. К примеру, для этого можно использовать шлифовальные станки. В основе такого станка положен шлифовальный круг, сделанный из карборунда либо из карбида кремния. Основные требования по совершению высокоточной обработки металлов качественное оборудование и профессионализм специалистов.
Высокое мастерство требуется и в процессе раскроя металла – здесь важны такие качества, как аккуратность и точность. Сегодня раскрой металла – очень востребованная услуга, а потому большинство современных предприятий по металлообработки предлагают услугу раскроя.
Однако, нас интересуют токарные фрезерные работы и фрезерование. Токарные фрезерные работы подразделяются на 3 типа – фасонное фрезерование, торцовое фрезерование и концевое фрезерование – в соответствии с видом инструмента. Фрезерные работы классифицируются по принципу направленности вращательного движения фрезы, по месту положения шпинделя станка и по степени удобства крепления заготовки.
Наиболее применим такой вид обработки металлов, как резание, так называемые токарные работы. Всякое производство сегодня и любая современная металлообработка не возможны без применения постоянно модернизируемых станков. Такая металлообработка осуществляет как производство, так и обработку конических, цилиндрических, фасонных и торцовых поверхностей, нанесение резьбы, отрезание от заготовки требуемых частей, сверление отверстий и обработка посредством сверления и т. д.
Наше производство оснащено новейшим оборудованием, работа на котором ведется квалифицированными специалистами. Мы всегда осуществляем заказы строго в установленные заказчиком сроки.
МЕТАЛЛООБРАБОТКА И ТОКАРНО-ФРЕЗЕРНЫЕ РАБОТЫ / КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК.
Копировально-фрезерный станок входит в состав каждого гарнитура оборудования, предназначенного для изготовления светопрозрачных устройств.
Копировально-фрезерный станок применяется для фрезерования различных отверстий, предназначенных для ручек и замков в ПХВ и алюминиевых профилях. Возможно также выполнение на станке водосливных и дренажных отверстий, но практически для этих целей применяется ручной инструмент при малых объемах производства, а при средних и больших производствах применяется станок, специально предназначенный для фрезерования различных дренажных отверстий.
Существует разделение копировально-фрезерных станков на трехшпиндельные, одношпиндельные, двухшпиндельные и универсальные. Одношпиндельный станок оснащен 1 мотором, осуществляющим фрезеровку в горизонтальной плоскости. Возможно перемещение фрезы в 3 направлениях. Характерная величина перемещения фрезы — узловая техническая характеристика станка. Как правило, ее обозначение выражается в горизонтальном, вертикальном, поперечном либо максимальном ходе фрезы относительно осей X-Y-Z. Эта величина перемещения обуславливает максимальные габариты профиля. Одним из примеров подобного станка является одношпиндельный станок серии PANTO 310. Тогда как двухшпиндельный станок оснащен дополнительно горизонтальным мотором, дающим возможность производить обработку профиля по вертикальной плоскости. Как правило, горизонтальная головка обладает лишь одним горизонтальным ходом. существует и трехшпиндельный станок, оснащенный дополнительным мотором, дающим возможность под углом совершать обработку профиля.
Универсальный копировально-фрезерный станок оснащен инвертором, позволяющим в широком диапазоне модифицировать скорость вращения инструмента, режущего материал. Этот станок обрабатывает всевозможные материалы: ПВХ, дерево, сталь, алюминий, стеклопластик и другие. Универсальные станки, как правило, являются одношпиндельными, в связи с этим, при необходимости обработки профиля не в одной, а в двух плоскостях, рационально позаботиться о оснащении такого станка поворотным столом. Оборудовав станок поворотным столом, можно один раз закрепить профиль и не переворачивать на другую сторону более профиль руками после обработки, таким образом, получается возможность идеально точно позиционировать отверстия друг относительно друга.
Двухшпиндельные станки применяются лишь в случаях обработки алюминиевого профиля и ПВХ чтобы просверлить отверстия для ручки или замка. На данных станках существует возможность выполнить отверстия в обеих плоскостях профиля, закрепив его пневмоприжимами один раз, это позволяет увеличить точность расположения друг относительно друга отверстий и значительно сокращает время на обработку. Обыкновенно пальчиковая фреза устанавливается в вертикальный привод для того, чтобы фрезеровать по шаблону отверстия (к примеру, под замок), а трехшпиндельная головка устанавливается в горизонтальный привод, чтобы тремя сверлами сверлить три отверстия ( к примеру, под ручку).
Трехшпиндельные станки применяются во время фрезерования водосливных отверстий. Существуют трехшпиндельные станки с ручной и автоматической подачей. В случае автоматической подачи 3 шпинделя имеют способность одновременно работать, это дает возможность проделать сразу все отверстия во время одного цикла фрезерования.
В случае значительного количества однотипных действий рационально оснастить станки особыми центрирующими и упорно-измерительными устройствами, облегчающими процесс тиражирования.
на Российском рынке копировально-фрезерных станков в основном представлены ведущие турецкие, испанские и западно-европейские производители. Выбирая станок, помимо цены, важно уделить внимание надежности станка в работе, что во многом определяется надежностью мотора. Моторы щеточные не выдаются высокой надежностью, как показала практика, вероятна поломка такого мотора в процессе работы. Наша компания предлагает станки, оснащенные бесщеточными асинхронными моторами, вероятность выхода из строя у них крайне низкая и существует гарантия безотказной многолетней работы этих станков при надлежащей эксплуатации, по данным статистики применения станков нашими клиентами.
Токарные и фрезерные работы требуют значительных расходов ресурсов, также необходимо содержать парк специализированных металлообрабатывающих станков. Кроме того, требуется содержание штата специалистов по выполнению токарно-фрезерных работ. В современной ситуации в пределах отдельного предприятия не практикуется содержание полного цикла производства — это сейчас не целесообразно экономически. В наше время активно практикуется передача технологических операций родственным предприятиям — смежникам. Особенно актуальна такая тенденция сейчас в машиностроении.
Чтобы выполнить некоторые задачи, возможна разгрузка мощностей через передачу определенного объема работ по обработке металла. В таких случаях уже не существенно наличие особого оборудования и специализированного персонала. Понижения себестоимости изделий и росту конкурентоспособности продукции можно добиться путем уменьшения расходов на технологические операции в сфере токарной металлообработки и фрезеровки.
Заводу рационально обеспечивать себе на продолжительное время достаточный портфель заказов, участвуя одновременно в нескольких проектах. Такой подход приведет к стабильности в производстве предприятия. Такое сотрудничество выгодно и предприятиям-смежникам. Таким образом, при возможности кризиса есть выход – передача определенных операций по токарной и фрезерной металлообработке посредством аутсорсинга и взаимовыгодное сотрудничество смежных предприятий.
Новейшие предприятия выделяются огромным опытом передачи друг другу смежных работ, они активно участвуют в аутсорсинге. Производство фрезерных и токарных и работ отличного качества достигается посредством оснащения узкоспециализированными станками и наличием высококвалифицированного персонала. наша компания оказывает различные услуги по токарной и фрезерной металлообработке.
Металлообработка на заказ металлоизделия на заказ на сегодняшний день, являются весьма популярными и востребованными. Современный рынок буквально завален спросом на различные виды металлоизделий. Такие отрасли, как машиностроение, производство, строительство не могут обойтись без продукции металлообработки. Несомненно, эти, да и многие другие отрасли, нуждаются в наиболее качественной, современной, а также доступной продукции.
Какие основные фрезерные детали с ЧПУ можно изготовить на прецизионной обработке с ЧПУ?
от dharm_anki | 19 апреля 2022 г. | Блог
Мы специализируемся на прецизионном ЧПУ прецизионной обработке услуг в Gemsons. Прецизионная обработка с числовым программным управлением (ЧПУ), как следует из названия, использует специализированное компьютерное программное обеспечение (например, CAD/CAM) и оборудование с компьютерным управлением для создания очень точных и точных компонентов и изделий из различных материалов. Это универсальное слово для многих субтрактивных производственных технологий, и Фрезерование деталей с ЧПУ — одна из наших самых популярных услуг.
Хотя большинство фрезерных станков с ЧПУ используется в металлообрабатывающей промышленности, эти инструменты невероятно адаптируются и могут использоваться для создания уникальных прецизионных деталей для широкого круга предприятий.
Прецизионная обработка с ЧПУ позволяет производить даже самые сложные конструкции из определенных металлов, от алюминия, латуни и стали до экзотических и ценных металлов, таких как золото, иридий и платина.
Фрезерные станки с ЧПУ, наиболее распространенный тип станков с ЧПУ, выполняют процесс обработки, аналогичный сверлению и резке. Фрезерование, на его самом базовом уровне, включает в себя ротационные фрезы для удаления лишнего материала с заготовки, когда она подается во фрезерный инструмент. Фрезерование является распространенным промышленным вариантом, поскольку оно может обрабатывать сложные размеры и формы.
Вращающаяся цилиндрическая фреза фрезерного станка с ЧПУ может перемещаться по многим осям для создания нестандартных форм, пазов, отверстий и элементов в изделии. Самые современные инструменты могут выполнять сложную обработку с чрезвычайно сложной геометрией, потому что большинство станков работают по трем-пяти осям. Ручной инструмент был бы почти невозможен для создания самых сложных современных проектов с ЧПУ.
Современные фрезерные станки с ЧПУ могут быть сконфигурированы как горизонтальные или вертикальные обрабатывающие центры и производить различные компоненты из пластмасс, керамики, композитных материалов и металлов. В число технических элементов входят автоматические устройства смены инструмента, карусели и магазины инструментов, системы охлаждения и кожухи.
Фрезерные детали с ЧПУ
Основные фрезерные детали с ЧПУ, которые могут быть изготовлены при прецизионной обработке с ЧПУ:
Колонна и основание
Колонна и основание поддерживают остальные части фрезерного станка, а шпиндель смазывается масляным резервуаром и насосом в колонне. Основание поддерживает колонну и включает в себя резервуар для охлаждающей жидкости и насос для подачи охлаждающей жидкости во время операций механической обработки.
Колено
Зубчатый механизм расположен внутри колена. Пути «ласточкин хвост» соединяют колено с колонной. Винт вертикального позиционирования, часто называемый подъемным винтом, поддерживает и регулирует его. Подъемный винт перемещает колено вверх и вниз, поднимая или опуская рычаг с помощью ручной или механической подачи.
Седло и поворотный стол
Стол поддерживается седлом, которое находится на колене. При горизонтальном фрезеровании м/к седло скользит по горизонтальному ласточкину хвосту на колене, а ласточкин хвост параллелен оси шпинделя. Седло поворачивалось (вращалось) горизонтально в обе стороны, и к нему крепился поворотный стол.
Шпиндель
Режущие инструменты фрезерного станка удерживаются и приводятся в движение шпинделем. Он поддерживается колонной и стоит на подшипниках. Электродвигатель приводит в движение шпиндель с помощью зубчатых передач, расположенных на колонне. Поверхность шпинделя, расположенная рядом со столом, обработана с внутренним конусом. На передней поверхности есть две шпонки, которые обеспечивают принудительный привод держателя фрезы или оправки.
Стол
Стол представляет собой прямоугольную отливку, которая устанавливается на верхнюю часть седла. Стол используется для удержания работы на месте или для удерживания рабочего оборудования. Имеется несколько Т-образных пазов для хранения рабочих и удерживающих приспособлений (приспособлений и приспособлений). Он может приводиться в действие или управляться вручную. Он зацепляет и поворачивает продольную рукоятку для перемещения стола вручную. Он задействует рычаг управления подачей в продольном направлении, чтобы переместить его силой.
Подлокотник/выступающий подлокотник
На верхней стороне колонны имеется перекладина, представляющая собой горизонтальную балку. Это может быть единая отливка, которая скользит по верхней грани колонны в виде ласточкина хвоста.
Поршень
В вертикально-фрезерном станке ползун представляет собой выступающий рычаг. Фрезерная головка крепится к одному концу ползуна, расположенного наверху колонны.
Изготовление деталей на фрезерном станке с ЧПУ
Изготовление открывалки для бутылок на DATRON M8Cube
Фаза 1) Время проектирования
CAD It
У вас есть идея детали, и вам нужно ее спроектировать, так с чего же начать? С помощью программы автоматизированного проектирования, также известной как CAD. Программное обеспечение позволяет перенести фотографию, рисунок или спецификацию из идеи в трехмерную компьютерную модель. Это представление вашей детали создается из введенных вами геометрических параметров. Вы начнете с грубой модели САПР и усовершенствуете дизайн, когда поймете, как сделать деталь пригодной для изготовления. Часто дизайн должен пройти через несколько вариаций, чтобы найти простой способ сделать его на фрезерном станке с ЧПУ.
Первоначальный дизайн, который вы сделали, может потребовать сложного и длительного производственного процесса, что отрицательно скажется на вашем общем производстве и прибыли. Требуется опыт, чтобы знать, как спроектировать изготавливаемую деталь, но вы можете поэкспериментировать с CAD (а затем с CAM), чтобы увидеть, как изменения параметров влияют на производство. На этом этапе вы будете думать о том, какие инструменты использовать, какой материал подходит для детали, а также настраивать размеры и геометрию. Существует множество отличных вариантов для CAD и CAM. Наша команда инженеров по приложениям любит использовать Autodesk Fusion 360. У Autodesk есть много отличных учебных пособий для изучения CAD и CAM.
CAM It
Как только вы воплотите свою идею в модель CAD, наступит время автоматизированного производства, также известного как CAM. Подводя итог этому этапу, программное обеспечение CAM будет переводить введенные вами данные, создавать траектории движения инструмента и переводить их на язык управления станком с ЧПУ, такой как G-код. Что такое G-код? Это язык программирования, который используют большинство фрезерных станков с ЧПУ. Программное обеспечение CAM — довольно умная технология; вы указываете инструмент, который будет использоваться для создания элемента, и вводите такие параметры, как скорость шпинделя, скорость подачи, шаг и т. д. Затем программное обеспечение определяет, как эффективно выполнить задачу, создавая траекторию движения инструмента.
Проверка траекторий инструмента в Autodesk Fusion 360
Оценить
Оценивая свою деталь, вам нужно посмотреть, легко ли ее изготовить. Это выходит за рамки только процесса обработки. Что нужно для настройки этой части? Вам нужен специальный зажим, например, изготовленная по индивидуальному заказу мягкая губка или фиксирующая пластина? Сколько операций потребуется для изготовления детали? Сколько длится цикл обработки? Вам нужно будет обезжирить и/или снять заусенцы с детали? Проходит ли деталь какие-либо окончательные процессы, такие как анодирование или покраска? Подумайте, что требуется от начала до конца, и экспериментируйте с моделью CAD, пока не найдете эффективную версию.
Этап 2) Настройка станка с ЧПУ и детали
Содержите станок в чистоте и загрузите инструменты
Пришло время убедиться, что станок и принадлежности подготовлены и готовы к фрезерованию. Фрезерный станок с ЧПУ и крепление должны быть чистыми. Вы же не хотите, чтобы стружка и другой мусор испортили деталь. Затем загрузите инструменты, которые вы будете использовать для этой детали, в устройство смены инструментов (или поместите их рядом, если вы меняете их вручную). То, как именно выглядит процесс, зависит от станка, держателей инструмента и устройства смены инструмента.
Загрузка новых инструментов в устройство автоматической смены инструмента DATRON
Прогрев шпинделя
Во избежание преждевременного износа подшипников необходимо прогреть шпиндель для нанесения смазки. Вы также можете прогреть внутренние компоненты машины, чтобы достичь стабильной рабочей температуры. Перемещение станка по всем осям помогает уменьшить тепловое расширение во время фрезерования. Это помогает соблюдать жесткие допуски и изготавливать согласованные детали.
Установка смещения длины инструмента
Станок с ЧПУ должен знать длину инструмента, чтобы отрегулировать положение шпинделя и избежать поломки. Наличие автоматического датчика длины инструмента делает этот процесс быстрым и легким. Инструмент касается датчика, и эти данные передаются в систему управления станком. Обязательно используйте самые большие инструменты с наименьшей длиной для эффективности и жесткости. Чем больше инструмент и чем он короче, тем выше его жесткость. Кроме того, более крупный инструмент выполняет более крупные разрезы.
Установка заготовки
Тип используемого вами крепления во многом зависит от вашей роли. Существует множество вариантов, таких как вакуумные столы, тиски, зажимы и многое другое. Подумайте о том, как выбранная вами заготовка повлияет на количество установок во время производственного цикла. Вы хотите, чтобы ваша настройка повторялась для каждой части, чтобы ваши результаты были согласованными. Это может означать использование нестандартных мягких губок, отбойника и т. д.
Детали с ЧПУ, закрепленные в компактном центральном зажиме DATRON
Нулевая точка и рабочие смещения
Программа CAM указывает машине, что делать, но ваша машина должна знать свое начальное положение по отношению к программе. Это называется нулевой точкой, нулевой точкой детали, рабочим смещением или нулевой точкой программы. Эта исходная точка сообщает каждой оси в системе координат станка, с чего начать. Ваш чертеж САПР имеет координату 0,0. Таким образом, не имеет значения, где вы делаете деталь на станке, потому что вы указываете системе управления, где начинать резку с нулевой точки. Чтобы станок нашел рабочее смещение, вы можете использовать щуп, использовать искатели кромок, инструменты для снятия кромок или просто фрезеровать кромку заготовки и использовать ее в качестве нулевой точки.
Теперь пришло время начать фрезерование. Вы должны быть внимательны к первой части, которую вы запускаете и идете медленно. Это необходимо для того, чтобы убедиться, что нагрузка на шпиндель в порядке, звук инструмента в порядке, качество отделки хорошее, а заготовка достаточна. Ваш фрезерный станок с ЧПУ имеет либо одноэтапную функцию, когда станок считывает код строка за строкой, и вам нужно нажимать «Go» для каждой строки, либо вы будете набирать переопределения, чтобы медленно запускать начальные траектории инструмента.
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Ручная лазерная очистка Wattsan 100 Вт
Мощность излучателя
100 Вт
Тип излучателя
Иттербиевый (Волоконный)
Тип оборудования
Лазерная очистка
Охлаждение
Воздушное
Электропитание
220 В
Все характеристики
Описание Wattsan 100 Вт ручная лазерная
Новое поколение лазерного оборудования
Станок ручной лазерной очистки Wattsan — самый современный, высокотехнологичный и деликатный способ удаления органических и неорганических загрязнений поверхностей без повреждения основного материала.
С помощью лазерной очистки легко удалять ржавчину с металлических изделий, слои краски, лака и других покрытий или отложений, обезжиривать поверхности, счищать последствия окисления или нагара. Помимо металлических поверхностей, очищает материалы с адгезивным и гальваническим покрытием. А также изделия из гипса и камня.
Самый эффективный способ индустриальной очистки поверхностей
Где применяют?
Очистка станков и оборудования, их реставрация и профилактика (очистка от краски и оксидных пленок)
Автомастерские, автозапчасти и предпродажная подготовка (снятие старого масла, сажи, нефтепродуктов)
Реставрация и очистка пищевого оборудования (снятие пищевого нагара и полимеризованного масла)
Подготовка загородных домов (очистка под покраску, реставрация кованных изделий)
Чистка изделий из металла, турбин и теплообменников, крупногабаритных сварных конструкций
Очистка сварных швов, лазерная очистка удаляет цвет побежалости с поверхностей нержавеющих сталей, а также подготавливает сварной шов и пространство вокруг шва к дальнейшей дефектоскопии
Реставрация изделий из гипса и камня со сложной геометрией
Судоремонт, очистка от налета водорослей, коррозий и других отложений
Восстановление деталей и их работоспособности!
Сварные швы новичков, как у опытных профессионалов
Описание преимуществ Wattsan 100 Вт ручная лазерная
Бесконтактная технология
Лазерная очистка воздействует на очищаемый слой короткими мощными импульсами, благодаря которым инородный материал испаряется или разрушается.
Поверхность, расположенная ниже инородного слоя, не повреждается и остается готовой к дальнейшему использованию в технологических процессах, без дополнительной постобработки.
Осуществлять чистку можно под любым углом в самых труднодоступных местах.
Изделия начнут новую жизнь без единого повреждения основы
Преимущества Wattsan 100 Вт ручная лазерная
Преимущества лазерной очистки
Экономия времени на демонтаж (на очистку механизма с демонтажем хим. способом может уходить 8 часов, а лазером — всего 60 минут)
Не повреждает поверхность (отсутствует механическое воздействие, не нужна постобработка)
Экологичная (отсутствие химических растворителей, вредных испарений)
Идея для бизнеса. Купить лазерный очиститель и предлагать услуги по очистке металла или сдавать в аренду оборудование. ( аренда очистки стоит до 3500 р в час)
Высокая точность очистки в труднодоступных местах (обработка неровных поверхностей, малых локальных участков)
Ресурс более 100 000 часов (аппарат прослужит 30 лет при использовании 5 дней в неделю по 8 часов)
Простота использования (обучение занимает несколько часов и не требует особых навыков)
Отдельные преимущества Wattsan 100 Вт ручная лазерная
Wattsan 100 Вт ручная лазерная
Описание преимуществ Wattsan 100 Вт ручная лазерная
Удобство использования
Необходимые параметры очистки задаются оператором станка под конкретную задачу.
С помощью контроллера на русском языке на станке можно задавать и сохранять различные режимы работы (до 5 включительно).
На рисунке :
1. Панель управления на русском и английском языке
2. Кнопка экстренного выключения
3. Ручной сканатор WSX
Максимальные сварочные возможности при минимальном браке
Описание преимуществ Wattsan 100 Вт ручная лазерная
Чистит в разы быстрее
Для регулярной загрузки и обработки малых и средних площадей, идеально подойдет станок мощностью 100 Вт
Для постоянного потока задач по очистке больших площадей поверхности (например, крупных сварных конструкций или частей корабля), рекомендуется брать в расчет мощность от 500Вт до 2000 Вт. (импульсной либо непрерывной лазерной очистки)
Что лучше лазер или пескоструй?
Чистота производства — без расходных материалов: отсутствие тонн песка и других абразивов.
Безопасность и удобство — не нужен специальный защитный рабочий костюм для оператора станка, не нужна специальная камера в цеху, подготовка к очистке занимает до 5 минут.
Отсутствует деформация поверхности материала после очистки — лазерная очистка применима к самым чувствительным механизмам и материалам, апескоструйная обработка повреждает металл.
Не требуется механическая постобработка изделия после чистки.
Локальная очистка несъёмных деталей без остановки производства!
Описание дополнительных преимуществ Wattsan 100 Вт ручная лазерная
Выбор режима под свою задачу
Площадь поля сканации аппарата варьируется от 20 мм (высота) до 100 мм (ширина)
Разные режимы (под различные типы загрязнений) предполагают различные настройки.
Настройки регулируют частоту импульса, длину волны, мощность излучения и ширину поля, попадающего под воздействие лазера.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей. 80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
Wattsan 100 Вт ручная лазерная
Основные
Тип оборудования
Лазерная очистка
Габариты
Вес
40 кг
Механика
Мощность излучателя
100 Вт
Охлаждение
Воздушное
ПО
Тип излучателя
Иттербиевый (Волоконный)
Электропитание
220 В
Комплектация
Кабель питания
1, 1 шт
Паспорт станка
1 шт
Руководство пользователя
1 шт
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
Часто задаваемые вопросы
Лазерная очистка убирает:
коррозию,
ржавчину,
масляные пленки,
лакокрасочные покрытия,
окалину,
нагар,
продукты нефтяных отложений,
гальванические покрытия,
адгезивные покрытия,
органические отложения.
По сравнению с механическими и химическими методами воздействия, этот метод не травматичен — нет контакта человека с обрабатываемой поверхностью, и экологичен — нет выделения токсичных испарений.
Также нет риска повреждения металла, с которого вы удаляете ржавчину или краску.
Аппарату необходимо минимальное количество расходных материалов: азот/аргон и электричество, расходные электроды не требуются.
Сваривание деталей происходит без присадочной проволоки, хотя опционально можно подключить ее подачу.
org/Question»>
Не нужно беспокоиться о чистке или шлифовке рабочей поверхности перед и после сварки. Лазерная сварка не требует, чтобы металл был настолько чистым, как при сварке MIG.
Можно сварить такие швы:
стыковые,
угловые,
тавровые,
кольцевые,
плохо подогнанные изделия.
Сварка обеспечиваетвысококачественное формирование сварного шва: без деформаций, прожогов, постобработки (ввиду ограниченной зоны термического влияния на материал).
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
Станок лазерной очистки металла мощностью 1000 и 1500 Вт
АППАРАТ ЛАЗЕРНОЙ ЧИСТКИ LSN—CLEAN – это промышленный станок для чистки металла в ручном режиме. Данный станок может применяться как решение для бесконтактной лазерной очистки металлических и некоторых неметаллических поверхностей. Благодаря высокой мощности лазерного излучателя, достигается высокая скорость чистки. Они отличаются простотой эксплуатации и удобством работы оператора. Работает с любыми металлами и сплавами. Станок подходит как для небольших производств, так и для работы в условиях серийного выпуска.
Главный узел станка — оптоволоконный непрерывный лазерный излучатель CW 1000W и CW 1500W от компании JPT OPTO-ELECTRONICS мощностью 1000 Вт и 1500 Вт соответственно. Излучатель обеспечивает долгий срок службы станка, обладает сравнительно низким электропотреблением, не требует обслуживания. Ресурс работы до 100 000 часов.
Станок оснащен интегрированным сенсорным компьютером с возможностью гибкого управления настройками работы и сохранением режимов для повторного применения. Станок прост в использовании, не требует специального обучения оператора. В корпус встроен чиллер для эффективного водяного охлаждения.
Лазерная головка выполнена в виде ручного пистолета, в результате процесс чистки становится легким и удобным. Чистка возможна под любым углом в любом положении, ни одна другая система очистки не дает такой гибкости в работе, особенно в труднодоступных местах.
Лазерная чистка применяется для:
Удаления ржавчины;
Удаление оксидных пленок;
Удаления побежалости на сварных соединениях;
Удаления краски с различных поверхностей, металл, камень, дерево, бетон и тд.;
Удаления масляных пятен нефтяного и органического происхождения;
Восстановление, реставрация антиквариата и предметов старины;
Предварительная обработка поверхности для сварки или нанесения покрытий;
Удаление отложений с камня;
Пластичная очистка от остатков плесени;
Удаление защитных покрытий и изоляции.
Модель:
LSN-CLEAN-1000W
LSN— CLEAN-1500W
Производитель излучателя:
JPT OPTO-ELECTRONICS
JPT OPTO-ELECTRONICS
Мощность лазера:
1000 Вт
1500 Вт
Тип лазера:
Волоконный лазер
Длина волны лазера:
1070±5 нм
Режим лазера:
непрерывный
Регулировка частоты:
20 кГц
20 кГц
Система позиционирования:
Пилотный красный луч
Номинальная мощность:
4. 5 кВт
7.0 кВт
Мощность чиллера:
1.5P
1.5P
Электропитание:
220В±5В
380В±5В
Размеры / веснетто:
600×1200×1200 мм / 240кг
600×1200×1200 мм / 260кг
Волоконный лазер для удаления ржавчины с металла и неметалла
Предыдущий
Next
Лазерная очистительная машина Reaying — это профессиональная машина для очистки металла по доступной цене и с сертификацией. Мы предлагаем 50 Вт / 60 Вт / 100 Вт / 150 Вт / 200 Вт лазерную очистительную машину для работ по очистке металла или изделий с покрытием, с высокой точностью и высокой скоростью.
Модель:
RY-CL50
Функция:
Metal Clean
Входное напряжение:
Сделано на заказ
Пресс-формы, оружие и оборудование, прецизионное оборудование, электронная промышленность, часто необходимо удалять продукты, оборудование, поверхностную ржавчину, оксиды, загрязняющие вещества. Традиционный химический или механический способ удаления неполных, поврежденных дефектов материала матрицы, напротив, лазерная очистка является экологичным, гибким и эффективным способом очистки, обеспечивающим эффект удаления, при этом почти не повреждая материал матрицы. гибкий, чтобы иметь дело с различными формами и размерами, низким энергопотреблением.
Принцип и применение лазерной очистки
Лазерная очистка основана на фотофизической реакции между лазерным лучом и слоем загрязнения. Существует два основных способа лазерной очистки: во-первых, лазер поглощается загрязняющим слоем на поверхности материала. Во-первых, плазма формируется лазером, а ударная волна, ударная волна Так что загрязнения превращаются в осколки и удаляются.
Лазерная очистка может использоваться не только для очистки органических загрязнителей, но также может использоваться для очистки от неорганических, включая коррозию металлов, металлические частицы, пыль, может использоваться для очистки плесени, очистки оборудования, электронной промышленности, очистки точного оборудования, культурных реликвий. Уборка и так далее.
Чемодан для очистки лазером MAX Pulse 100 Вт
Используя импульсный лазер MAX Pulse 100 Вт, разработанный компанией Chongxin Laser, можно осуществить высокоскоростную очистку загрязняющих веществ на поверхности материала без повреждения матричного материала.
Описание продукта
Подходит для прецизионной обработки нержавеющей стали, меди, алюминия и других материалов. Он имеет небольшие тепловые искажения и высокую точность обработки. Он имеет характеристики узкой ширины импульса и высокой пиковой мощности. Его компактная структура, простая системная интеграция.
Основными факторами, влияющими на лазерную очистку, являются мощность лазера, частота импульсов, траектория лазерного сканирования, интервал сканирования и так далее.
Мощность лазера, частота импульсов
Основные факторы, влияющие на плотность мощности лазера, сравнивались с очищающим эффектом в различных условиях. Для достижения оптимального эффекта очистки предпочтительны более высокие параметры мощности частоты. В эксперименте площадь очистки представляет собой прямоугольную площадь 40 мм × 40 мм, фиксированный гальванометр, скорость сканирования 6000 мм / с.
Область очистки на картинке соответствует позиции в таблице выше
Область очистки на картинке соответствует позиции в таблице выше
Экспериментальный вывод:
а) Мощность лазера неизменна. С увеличением частоты импульсов повреждение области очистки уменьшается;
b) Частота лазера постоянна, с увеличением мощности лазера повреждение области очистки увеличивается;
c) Эксперименты показывают, что при указанных выше параметрах , может полностью удалить ржавчину с поверхности углеродистой стали;
d) По сравнению с одним разом повреждение матрицы имело тенденцию к увеличению, и это не было очевидно, когда мощность составляла 50%;
e) Из приведенного выше эксперимента 50%, лучший эффект очистки и вторая очистка и разница в очистке невелика, принимая во внимание последующую ручную скорость движения, выберите чистый процесс A3.
Эффект пути лазерного сканирования
Четыре пути лазерного сканирования предустановлены следующим образом.
Путь сканирования программного обеспечения по умолчанию (четыре)
(a) (b)(c)(d)
На основе приведенного выше эксперимента выберите наилучшие параметры процесса, измените рисунок пятна.
Эффект очистки показан ниже:
Вы можете видеть режим сканирования (a), (c), (d) Эффект очистки относительно хороший, (c) Эффект немного хуже.
Эффект сканирования заполнения интервала
Остальные параметры процесса оставить без изменений, изменить лазерное сканирование заполнения интервала.
Видно, что по мере увеличения расстояния заполнения цвет поверхности подложки после промывки становится темнее, а эффект очистки поверхности ухудшается. В то время как шаг становится меньше, матрица становится горящей желтой.
Эффект лазерной очистки
Скорость сканирования 6 мм/с ~ 7 мм/с, мощность лазера 50% ~ 60%, частота импульсов 160 кГц, скорость сканирования 6000 мм/с, заполнение сканирования 30 мм × 0,2 мм, скорость сканирования составляет 6 мм/с ~ 7 мм/с, интервал 0,10 мм, путь лазерного сканирования показан на схеме пути (а).
Типичные результаты очистки показаны ниже.
MAX Pulse Импульсные волоконные лазеры мощностью 100 Вт с малой шириной импульса и высокой пиковой мощностью легко справляются с требованиями по очистке поверхностей различных форм и размеров.
Технические параметры
Запрос
Лазерная очистка NARRAN — Мы являемся производителем импульсных очищающих лазеров
Лазерная очистка
Ни к чему не обязывающий запрос с самого начала мы были первыми, кто начал производить чистящие лазеры в Чешской Республике, и теперь мы экспортируем их по всему миру.
100% качество
Мы производим полностью промышленные машины из лучших мировых компонентов с добавлением нашего уникального ноу-хау
Предварительное тестирование
По договоренности наши машины могут быть испытаны как у нас, так и у вас
Полный пакет
Тестирование, выбор подходящего лазера, установка и обучение, сервисная поддержка
Использование очищающего лазера
Narran
Narran
Сравнение лазеров
Лазерная очистка
Практический пример
Реставрация с использованием импульсного лазера для очистки
Реставрация, граффити, удаление грязи или сажи, все это не является проблемой для системы очистки ROD. Лазер особенно подходит для очень чувствительной реставрации памятников или исторических объектов.
Прочитать пример из практики
Пример из практики
Лазерная очистка промышленных пресс-форм
Лазерная очистка пресс-форм охватывает широкий спектр применений, включая пресс-формы, пресс-формы для шин, формы для выпечки, формы для литья под давлением и многое другое.
Читать кейс
Кейс
Проект: Группа Хевел Энерджи
В связи с увеличением объемов производства возникла потребность в дополнительном оборудовании для очистки технологического оборудования. Были рассмотрены два метода очистки: ультразвуковой и лазерный. В результате было принято решение в пользу лазерной очистки в связи с ее низкими эксплуатационными затратами, экономичностью, материало- и экологичностью и мобильностью.
Прочитать пример из практики
Пример из практики
Лазерная технологическая головка следующего поколения
Несомненно, самым большим преимуществом лазерных систем ROD по сравнению с другими чистящими лазерными устройствами является идеально продуманная технологическая головка, потому что вы, как пользователь, будете держать эту очень важную часть машины для лазерной очистки в своем руку каждый день.
Читать пример из практики
Пример из практики
Почему стоит выбрать лазер от Narran?
Мы считаем, что наши лазеры — лучший выбор для вашего бизнеса. В статье мы сосредоточились на нескольких моментах, которые отличают нас от конкурентов.
Прочитать кейс
Кейс
Сравнение чешского и китайского лазера
Лазер вещь не дешевая, разработка лазера ответственная и дорогая, его производство требует и огромного количества времени и денег. Мы твердо стоим за цену наших лазеров, потому что мы знаем, что невозможно снизить цену, тем более не так, чтобы не пострадало качество или функциональность лазера. К сожалению, ни у кого, даже в Китае, нет чудодейственного метода производства лазеров, при котором можно было бы производить лазер за копейки цены, чтобы качество было хотя бы близко к продуктам и услугам, которые мы предоставляем.
Читать пример из практики
Пример из практики
Принцип лазерной очистки
Лазерная очистка использует концентрированное лазерное излучение для испарения загрязнений из слоя. На примеси воздействуют ультракороткими лазерными импульсами (мкс-мс), которые генерируют тепло и тепловое давление — высокая температура внутри материала создает высокое давление, которое заставляет его испаряться.
Прочитать пример из практики
Преимущества лазерной чистки перед обычными методами
Экономичность
Без повреждения основы. При пескоструйной и струйной очистке поверхность часто может быть повреждена
3D принтер для медицины в последние годы обрел совершенно новое значение за счет стремительного развития 3D технологий. Теперь это универсальный производственный инструмент, с помощью которого можно выполнять широкий спектр разноплановых задач. Так, 3D печать в медицине активно применяется для:
Создания живых тканей и органов;
Печати костей;
Создания кровеносных сосудов;
Изготовления биосовместимых протезов;
Создания индивидуальных имплантатов;
Производства уникальных хирургических инструментов;
Разработки и создания вспомогательных аппаратов и много другого.
Конечно, это не единственные сферы, в которых активно используется 3D принтер для медицины. Но именно в этих направлениях движутся медицинские организации мирового масштаба. Во многих крупных больницах и лабораториях 3Д печать уже стала весьма распространенной практикой. Для таких организаций массово закупается профессиональное оборудование, но в этом разделе мы хотим рассказать больше о том, зачем нужен настольный 3D принтер для медицины.
Как применяется 3D принтер для медицины
Когда речь заходит об использовании 3D технологий в медицинских целях, многие сразу вспоминают о 3D печати органов и прочих революционных проектов. Однако не стоит забывать о том, что даже обыкновенные FDM и SLA 3D принтеры могут сослужить неплохую службу последователям Гиппократа. Вот, в каких сферах они пригодятся:
Стоматология. Самая распространенная медицинская отрасль, в которой массово применяются 3Д принтеры. Многие фотополимерные смолы и устройства для SLA 3D печати даже адаптируют под нужды стоматологов. На сегодняшний день с помощью этой методики можно создавать даже полноценные стоматологические инструменты и имплантаты;
Производство имплантатов. Здесь речь идет о хирургических имплантатах, в том числе металлических. Конечно, для изготовления биосовместимого титанового имплантата потребуется профессиональный 3D принтер для медицины, но прототипы и мастер модели производятся с помощью настольных приборов для 3Д печати;
Индивидуальные медицинские модели. Такие модели нужны для качественного медицинского планирования и чаще всего создаются на основе данных КТ-сканирования. С их помощью появляется возможность быстро и грамотно распределить все этапы лечения, не тревожа пациента. Грубо говоря, врач может провести операцию без операции;
Ортопедические корсеты. Очень распространенный способ применения 3D принтеров, который требует проведения 3D сканирования. Таким образом, на выходе получается индивидуальный ортопедический корсет, полностью соответствующий всем анатомическим особенностям пациента.
Создание учебных моделей. 3D принтер для медицины также станет прекрасным спутником студентов-медиков и практикантов, которым важно досконально изучить анатомию человека. 3Д печать – экономный и эффективный способ воспроизведения анатомических макетов.
Купить 3D принтер для медицины
Конечно, нельзя сказать, что каждому врачу или больнице необходим 3D принтер для медицины, однако его пользу для этой отрасли сложно отрицать. Так, SLA 3Д печать постепенно набирает популярность в кругах стоматологов благодаря своей точности и удобству. Наша компания также работала над рядом реальных медицинских проектов с применением FDM 3Д печати и дальнейшим использованием 3Д принтеров по металлу.
В нашем интернет-магазине представлены различные устройства для медицинской 3Д печати, для приобретения которых достаточно связаться с нами по телефонам или электронной почте, указанным в разделе «Наши контакты». А тем, кто пока не готов на столь серьезную покупку, мы готовы предоставить услуги 3D моделирования, 3Д-сканирования и 3Д печати. Больше информации по теме вы можете получить здесь.
Вернуться на главную
Обзор применения 3D-принтеров в медицине
Использование 3D-печати в медицине
Источник: docwirenews. com
3D-печать применяется в медицине с начала 2000-х годов, когда эта технология впервые использовалась для изготовления зубных имплантатов. С тех пор применение 3D-печати в медицине значительно расширилось: врачи со всего мира описывают способы использования 3D-печати для производства ушей, деталей скелета, дыхательных путей, челюстной кости, частей глаза, клеточных культур, стволовых клеток, кровеносных сосудов и сосудистых сетей, тканей и органов, новых лекарственных форм и многого другого.
Источник: zortrax.com
Использование файлов с моделями для 3D-печати дает возможность для обмена работами среди исследователей. Вместо того, чтобы пытаться воспроизвести параметры, описанные в научных журналах, врачи могут использовать и модифицировать готовые 3D-модели. С этой целью в 2014 году Национальные институты здравоохранения учредили биржу 3dprint.nih.gov, чтобы содействовать обмену 3D-моделями с открытым исходным кодом для медицинских и анатомических изделий, нестандартного оборудования и макетов белков, вирусов и бактерий.
Источник: 3dprint.com
Современное медицинское использование 3D-печати можно разделить на несколько широких категорий: изготовление тканей и органов, создание протезов, имплантатов и анатомических моделей, печать инструментов и фармацевтические исследования.
Пять основных направлений использования 3D-печати в медицине
Подготовка к операциям и обучение студентов
Источник: 3dprint.com
Учет индивидуальных различий и особенностей анатомии конкретного человеческого тела дают возможность использовать напечатанные 3D-модели для подготовки хирургических операций. Наличие у врача осязаемой модели органа конкретного пациента, сделанной например по результатам КТ (компьютерной томографии) для изучения или для имитации операции, существенно снижает риск врачебных ошибок.
Источник: openbiomedical.org
Использование 3D-моделей для тренировки хирургов и студентов предпочтительнее, чем обучение на трупах, так как не создает проблем в отношении доступности и стоимости объектов. Трупам часто не хватает соответствующей патологии, поэтому они больше подходят для уроков по анатомии, чем для представления пациента с соответствующим изучаемой теме нарушением. С помощью 3D-печати можно создать модель любого органа с любой известной патологией.
Источник: ncbi.nlm.nih.gov
Нейроанатомические модели, напечатанные на 3D-принтере, могут быть особенно полезны для нейрохирургов, давая представление о самых сложных структурах в организме человека, которое принципиально невозможно получить, основываясь на двумерных изображениях.
Биопечать тканей и органов
Источник: hbr. org
Биопечать – один из многих видов 3D-печати, использующихся в области медицины. Вместо того, чтобы печатать с использованием пластика или металла, биопринтеры используют шприц-дозатор для нанесения биочернил (слоев живых клеток или структурирующей основы для них) при создании искусственной живой ткани. Помимо использования в качестве альтернативы донорским тканям, такие тканевые конструкции или органоиды могут быть использованы для медицинских исследований.
Источник: press.ginkgo3d.com
Хотя системы трехмерной биопечати могут быть лазерными, струйными или экструзионными, биопечать по струйной технологии является наиболее распространенной. Несколько печатающих головок можно использовать для размещения различных типов клеток (органоспецифичных, клеток кровеносных сосудов, мышечных тканей), что является основной задачей при изготовления гетероцеллюлярных тканей и органов. 3D-печать биологическими материалами может быть использована для регенерации тканей, а в перспективе и органов, непосредственно на пациенте.
Печать хирургических инструментов
Детали захвата Volt, Источник: bitegroup.nl
Современные хирурги стараются проводить операции с как можно меньшей травматичностью для пациента, поэтому для них очень часто требуется персонализированный инструмент. Использование 3D-печати позволяет создавать такие инструменты в течение нескольких часов.
Визуализация модели захвата Volt, Источник: bitegroup.nl
Теперь врач может самостоятельно модифицировать готовую модель, придав ей необходимые размеры и форму для удобства и эффективности работы. Стоматологи теперь могут прямо при пациенте создать, например, индивидуальные направляющие, исключающие возможность повреждения здоровых зубов при протезировании.
Про зажим Вольт, с фотографий выше, читайте далее в разделе “Примеры использования”.
А вот как создают инструменты при помощи 3D-печати металлом студенты Duke University в Дареме, Северная Каролина.
«Печать» лекарств
Источник: mdpi.com
Технологии 3D-печати уже используются в фармацевтических исследованиях и персонализированной медицине, сфера их применения постоянно расширяется. 3D-печать дает возможность точного контроля дозы препаратов и производства лекарственных форм со сложными профилями высвобождения медикаментов и пролонгированным действием. Теперь фармацевты могут анализировать фармакогенетический профиль пациента и другие характеристики, такие как возраст, вес или пол, чтобы определить оптимальную дозу лекарственных средств и последовательность их применения. При необходимости доза может быть скорректирована, в зависимости от клинического ответа. С помощью 3D-печати можно производить персонализированные лекарства в совершенно новых рецептурах, таких как таблетки, содержащие несколько активных ингредиентов либо в виде одной смеси, либо в виде сложных многослойных таблеток.
Протезирование и стоматология
Источник: eos.info
3D-печать успешно используется в медицине для изготовления сложных индивидуальных протезов или хирургических имплантатов. Имплантаты и протезы любой возможной геометрии могут быть изготовлены переводом рентгеновских, МРТ- или КТ-снимков в модели для 3D-печати с помощью специального программного обеспечения.
Быстрое изготовление нестандартных имплантатов и протезов решает насущную проблему в ортопедии, где стандартные имплантаты часто не подходят пациенту. Это верно и для нейрохирургии: черепа имеют индивидуальную форму, поэтому сложно стандартизировать черепной имплантат. Ранее хирургам приходилось использовать различный инструмент для модификации и подгонки имплантатов, иногда и прямо во время операции. Использование 3D-принтеров делает эту процедуру ненужной. Аддитивные технологии особенно востребованы, когда необходимо срочное изготовление имплантатов.
Настоящая революция в стоматологии произошла с появлением 3D-технологий.
Источник: hypowerfuel.com
Во-первых, стало возможно полное и точное трехмерное сканирование полости рта. Во-вторых, использование 3D-печати дало возможность создавать протезы, абсолютно точно соответствующие анатомии пациента, без необходимости долгой и малоприятной подгонки. Радикальное уменьшение доли ручного труда при изготовлении протезов или виниров позволило уменьшить требуемые допуски при производстве, расширить перечень используемых материалов и увеличить удовлетворенность пациентов от результатов работы врача.
Примеры использования
Печать модели сердца четырехлетнего пациента, 3D-принтер Zortrax M200
На фото: модель сердца в собранном виде. Источник: zortrax.com
В Медицинском университете Гданьска (Польша) для подготовки к проведению операции по лечению сложного врожденного порока сердца (тетрады Фалло – неправильной работе сердечного клапана легочной артерии) у четырехлетнего пациента, специалистами Кафедры детской кардиологии и врожденных пороков сердца, совместно с коллегами с Кафедры кардиохирургии и радиологии, был использован 3D-принтер Zortrax M200.
На фото: искусственный клапан легочной артерии. Источник: zortrax.com
Современный метод лечения заключается во введении через бедренную вену катетера, через который к сердцу подается искусственный клапан для имплантации. Это очень сложная операция, требующая от врача детального знания индивидуальных особенностей анатомии пациента.
На фото: модель сердца во время печати. Источник: zortrax.com
До сих пор врачи могли полагаться только на 3D-модель на экране компьютера, созданную на основе КТ- и МРТ-снимков, а такой реконструкции не всегда хватает для получения полного представления о реальном органе и возможных сложностях.
Источник: zortrax.com
Наличие высокодетализированной осязаемой модели живого органа пациента во время подготовки к операции может иметь решающее значение для ее успеха. Даже опытные хирурги оценили потенциал новой технологии. Раньше было трудно заметить индивидуальные особенности и деформации, теперь это стало ощутимым и доступным для более тщательного изучения.
Модель была напечатана в течение 24 часов. Материал Z-ULTRAT был использован для печати сердца, и материал Z-GLASS — для печати сосудов. После успешно проведенной операции, модель была передана Университету для обучения студентов.
Искусственные роговицы, изготовленные на 3D-биопринтере Nano master SMP-III
Источник: europepmc.org
В Южной Корее около 2000 пациентов ожидают донорства роговицы, а время ожидания операции составляет в среднем шесть лет. Для пациентов, которые не могут найти подходящего донора, есть возможность имплантировать искусственные роговицы, состоящие из рекомбинантного коллагена и синтетических полимеров. К сожалению, они часто не приживаются и не являются полностью прозрачными. Это связано с особой структурой роговицы в виде решетчатых коллагеновых фибрилл, которую до сих пор не удавалось воспроизвести. Группа исследователей из Университета науки и технологий Пхохана и Школы медицины Национального университета Кунгпука в Южной Корее разработала метод 3D-печати искусственной роговицы с использованием тканевого материала пациента.
Источник: ithl.co.kr
Для печати использовался 3D-биопринтер с системой микроэкструзии Nano master SMP-III, Musashi Engineering, Tokyo, Japan, со следующими параметрами:
скорость печати 130мм/мин;
скорость экструзии 0,0024 мм/с;
диаметр сопла 0,29 мм;
температура печати 4 °C.
Напечатанная и заполненная биоматериалом роговица затем четыре недели культивировалась в инкубаторе при температуре 37 °C.
Источник: europepmc.org
Искусственная роговица, напечатанная на 3D-принтере и изготовленная из децеллюляризованной стромы роговицы и стволовых клеток пациента, может полностью заменить донорскую роговицу в хирургии глаза. Поскольку такая роговица состоит из материалов, полученных из тканей самого пациента, она полностью совместима. Технология клеточной 3D-печати воспроизводит естественную микросреду глаза, что позволяет добиться прозрачности, аналогичной таковой у человеческой роговицы.
Профессор Университета науки и технологий Пхохана Джина Джанг сказала:
«Мы уверены, что эта технология вернет зрение многим пациентам, страдающим заболеваниями роговицы».
Институт регенеративной медицины Уэйк Фореста, мобильный 3D-принтер для лечения обширных ран
Источник: 3dnatives. com
Традиционный метод лечения обширных ожогов — пересадка кожи, при которой здоровая кожа с наименее пострадавших частей тела пациента пересаживается на место поврежденной. Помимо того, что этот метод дополнительно травматичен для пострадавшего, в некоторых случаях на теле может вообще не остаться здоровой кожи для использования. Медицинская школа Уэйк Форест разработала принтер, который может непосредственно на ране печатать клетки кожи, выращенные из тканей пациента.
Источник: 3dnatives.com
Ручной 3D-сканер ZScanner Z700 используется для определения размера и глубины раны. На основе этой информации 3D-принтер печатает подкожные, дермальные и эпидермальные клетки кожи на соответствующих глубинах, чтобы полностью покрыть рану.
Источник: 3dnatives.com
Система 3D-биопечати, разработанная учеными, состоит из перемещающейся по трем осям печатающей головки с восемью соплами диаметром 260 мкм с независимыми дозаторами. Специально для этого устройства исследователи создали биочернила, состоящие из аутологичных дермальных фибробластов и эпидермальных кератиноцитов в носителе из гидрогеля.
Биполярный хирургический зажим Volt для лапароскопических операций, компания Bite
Источник: bitegroup.nl
Volt — 3D-печатный биполярный лапароскопический зажим — миниатюрное устройство для зажимания и коагуляции (прижигания) сосудов и тканей, например — для остановки кровотечений при операции. Был создан для применения в малоинвазивной (щадящей) хирургии в 2016 году и успешно испытан на печени свиньи.
Источник: bitegroup.nl
Дизайн устройства позволяет легко регулировать геометрию стержня и наконечника в зависимости от анатомии пациента и требований к операции. Маневренный хвостовик — ± 65 ° для боковых движений и ± 85 ° вверх и вниз. Жесткость при изгибе 4,0 Н/мм для соединения 1 и 4,4 Н/мм для соединения 2, что значительно выше, чем у ранее доступных управляемых инструментов. Наконечник состоит из двух 3D-печатных титановых подвижных губок с углом раскрытия до 170 °. Инструмент подключается к электрохирургическому аппарату Erbe и способен успешно коагулировать ткани температурой 75 °C, достигаемой за 5 с.
Заключение
Источник: intermercados.com.br
Применение аддитивных технологий в медицине настолько стремительно расширяется, что больше похоже на революцию в здравоохранении. Применение 3D-печати в медицине дает индивидуализацию медицинских изделий, лекарств и оборудования, повышает экономическую эффективность и производительности труда, сокращает время ожидания для пациентов и улучшает доступность медицинской помощи.
Источник
Теги:
Использование 3D-печати в медицине, изготовление зубных имплантатов, 3D-печать для производства ушей, модели напечатанные на 3D-принтере, Печать хирургических инструментов, «Печать» лекарств, Протезирование и стоматология, 3D-принтер Zortrax M20
медицинских применений 3D-печати
3D-принтеры
используются для производства различных медицинских устройств, в том числе со сложной геометрией или особенностями, соответствующими уникальной анатомии пациента.
Некоторые устройства печатаются по стандартному дизайну для создания нескольких идентичных копий одного и того же устройства. Другие устройства, называемые устройствами, подобранными для пациента, или устройствами для конкретного пациента, создаются на основе данных визуализации конкретного пациента.
Коммерчески доступные медицинские устройства, напечатанные на 3D-принтере, включают:
Инструменты (например, направляющие для правильного хирургического размещения устройства),
Имплантаты (например, черепные пластины или тазобедренные суставы) и
Внешние протезы (например, рук).
Ученые изучают, как использовать процесс 3D-печати для изготовления живых органов, таких как сердце или печень, но это исследование находится на ранней стадии разработки.
Процесс 3D-печати может быть выполнен с использованием любой из нескольких различных технологий. Выбор технологии может зависеть от многих факторов, в том числе от того, как будет использоваться конечный продукт и насколько прост в использовании принтер. Наиболее распространенная технология, используемая для 3D-печати медицинских устройств, называется сплавлением в порошковом слое. Плавка в порошковом слое широко используется, потому что она работает с различными материалами, используемыми в медицинских устройствах, такими как титан и нейлон.
FDA Принтер для печати в порошковом слое
В процессе сплавления в порошковом слое создается трехмерный продукт из очень мелкого металлического или пластикового порошка, который высыпается на платформу и тщательно выравнивается. Затем лазерный или электронный луч проходит через слой порошка и расплавляет материал, которого касается. Расплавленный материал сплавляется со слоем под ним и с порошком вокруг него, образуя твердое тело. После того, как слой готов, платформа опускается, и сверху кладется еще один слой тщательно выровненного порошка.
У FDA есть несколько 3D-принтеров, которые помогают нам лучше понять возможности 3D-печати медицинских устройств и преимущества этой технологии для общественного здравоохранения. Например, у FDA есть принтеры, в которых используются различные технологии печати, в том числе сплавление в порошковом слое, чтобы оценить, какие части процессов печати и рабочих процессов имеют решающее значение для обеспечения качества готового медицинского изделия.
Подходящие устройства для пациентов
Хотя 3D-принтеры часто используются для создания идентичных копий одного и того же устройства, их также можно использовать для создания устройств, уникальных для конкретного пациента. Устройства, соответствующие пациенту (или специфичные для пациента), создаются специально для пациента на основе индивидуальных особенностей, таких как анатомия. Они могут быть основаны на шаблонной модели, которая сопоставляется с пациентом с помощью медицинской визуализации. Сопоставление пациентов может быть выполнено с помощью таких методов, как масштабирование устройства с использованием одной или нескольких анатомических особенностей из данных пациента.
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) регулирует 3D-печатные медицинские устройства теми же способами, что и традиционные медицинские устройства; поэтому они оцениваются в соответствии с информацией о безопасности и эффективности, предоставленной нам производителем. В то время как традиционно производимые медицинские устройства имеют дискретные размеры, устройства, подходящие для пациентов, могут изготавливаться в непрерывном диапазоне форм с заранее определенными минимальными и максимальными характеристиками, которые мы можем использовать для проверки устройств так же, как и устройства стандартных размеров. Например, спецификация может определять минимальную и максимальную толщину стенки или то, насколько резкой может быть кривая, чтобы поддерживать характеристики устройства для его предполагаемого использования.
В федеральном законе есть положение, которое освобождает «индивидуальные» медицинские устройства от проверки FDA, но устройства, подобранные пациентом, не соответствуют автоматически всем требованиям. Дополнительные сведения об исключениях для пользовательских устройств см. в руководстве по исключениям для пользовательских устройств.
Другое применение 3D-печати
Применение 3D-печати не ограничивается медицинскими устройствами. Другие отрасли промышленности и государственные ведомства также заинтересованы в его использовании. Например, Министерство энергетики США (DOE) инвестирует ресурсы в изучение 3D-печати и того, как ее можно использовать для сокращения отходов за счет использования меньшего количества сырья и сокращения производственных операций. Министерство энергетики собрало информацию о том, как работает 3D-печать, о различных типах принтеров и для чего они используются. Для получения дополнительной информации о том, как работают 3D-принтеры и о различных технологиях печати, посетите веб-страницу Министерства энергетики США «Как работают 3D-принтеры».
Введение в медицинскую 3D-печать и 3D-принтеры для здравоохранения
Персонализированная, точная медицина находится на подъеме. Новые инструменты и передовые технологии сближают врачей с пациентами, предоставляя лечение и устройства, адаптированные для лучшего обслуживания каждого уникального человека.
Достижения в области медицинских технологий 3D-печати внесли огромный вклад в области здравоохранения. Для пациентов новые инструменты и терапевтические методы, разработанные с помощью 3D-печати, могут обеспечить новый уровень комфорта и персонализации лечения. Для врачей эта новая доступная технология позволяет лучше понять сложные случаи и предоставляет новые инструменты, которые в конечном итоге могут привести к более высокому стандарту лечения.
От хирургических моделей планирования до напечатанных на 3D-принтере сосудов и биореакторов — читайте дальше, чтобы узнать о пяти направлениях развития 3D-печати в здравоохранении и о том, почему многие медицинские работники воодушевлены потенциалом 3D-печати в медицинской сфере. Затем узнайте о самых популярных 3D-принтерах для здравоохранения и о том, как выбрать решение для конкретных случаев использования.
Веб-семинар
Присоединяйтесь к Formlabs для участия в этом вступительном мероприятии, чтобы узнать о передовых методах медицинской 3D-печати и ознакомиться с новейшей медицинской экосистемой Formlabs, включая множество новых продуктов медицинского назначения!
Посмотреть вебинар прямо сейчас
Распечатанные на 3D-принтере анатомические модели на основе данных сканирования пациентов становятся все более полезными инструментами в современной практике персонализированной, точной медицины. По мере того, как случаи становятся более сложными, а эффективность операционной становится все более важной для обычных случаев, визуальные и тактильные эталонные модели могут улучшить понимание и общение в операционной бригаде и с пациентами.
Медицинские работники, больницы и исследовательские организации по всему миру используют напечатанные на 3D-принтере анатомические модели в качестве справочных инструментов для предоперационного планирования, интраоперационной визуализации, а также для определения размеров или предварительной настройки медицинского оборудования как для рутинных, так и для очень сложных процедур, которые были задокументированы в сотнях случаев. публикаций.
Создание тактильных эталонных моделей для конкретных пациентов на основе КТ и МРТ доступно и просто с помощью 3D-печати. Рецензируемая литература показывает, что они обеспечивают дополнительное представление, которое помогает врачам лучше подготовиться к операциям, что приводит к резкому сокращению времени и затрат в операционной, одновременно повышая удовлетворенность пациентов, снижая беспокойство и сокращая время восстановления.
Врачи могут использовать хирургические модели для конкретных пациентов, чтобы заранее объяснить процедуру, повышая согласие пациента и снижая уровень беспокойства.
Изучение предоперационных моделей также может повлиять на курс лечения. Это было верно в отношении опыта доктора Майкла Имса. Воспроизведя кости предплечья молодого пациента, доктор Имс понял, что травма отличается от того, что он думал ранее.
Доктор Имс остановился на новой процедуре на мягких тканях, которая была гораздо менее инвазивной, сокращала время реабилитации и вызывала гораздо меньше рубцов. Используя распечатанную копию кости, доктор Имс провел юного пациента и его родителей через процедуру и получил их согласие.
Результат? Продолжительность операции менее 30 минут вместо первоначально запланированной операции продолжительностью три часа. Эта разница во времени операции привела к сокращению затрат больницы примерно на 5500 долларов и означала, что пациенту нужно будет тратить меньше времени на восстановление после операции.
По словам доктора Алексис Данг, хирурга-ортопеда из Калифорнийского университета в Сан-Франциско (UCSF) и Медицинского центра по делам ветеранов Сан-Франциско: «Каждый из наших штатных хирургов-ортопедов и почти все наши неполные Когда-то хирурги использовали 3D-печатные модели для ухода за пациентами в больнице штата Вирджиния в Сан-Франциско. Мы все видели, как 3D-печать повышает производительность в игровой день».
Новые биосовместимые медицинские материалы для 3D-печати также позволили разработать новые хирургические инструменты и методы для дальнейшего улучшения клинического опыта во время операции. К ним относятся стерилизуемые лотки для фиксации, контурные шаблоны и модели для определения размеров имплантатов, которые можно использовать для определения размера имплантатов в операционной перед первым разрезом, помогая хирургам сократить время и повысить точность сложных процедур.
Анатомическая модель руки, включая «кожу», изготовленную из эластичного материала для 3D-печати.
Тодд Гольдштейн, доктор медицинских наук, инструктор Института медицинских исследований им. Файнштейна, недвусмысленно оценивает важность технологии 3D-печати в его отделе. По его оценкам, если Northwell будет использовать 3D-печатные модели в 10-15% случаев, это может сэкономить 1 750 000 долларов в год.
«От прототипов медицинских устройств, сложных анатомических моделей для нашей детской больницы до создания обучающих систем и, наконец, входа в стоматологическую клинику с хирургическими шаблонами имплантатов [технология 3D-печати] расширила наши возможности и снизила наши затраты, при этом позволив нам предоставить инструменты для лечения пациентов, которые было бы практически невозможно воспроизвести без нашего 3D-принтера SLA», — сказал Гольдштейн.
Информационный документ
Загрузите наш технический документ, содержащий практическое пошаговое руководство для врачей и технологов, которое поможет им приступить к созданию 3D-печатных анатомических моделей на основе сканов пациентов, а также ознакомится с передовыми методами настройки сканирования КТ/МРТ, сегментации наборов данных и преобразования файлов в Формат для 3D-печати.
Загрузить технический документ
Технический документ
На этом вебинаре доктор Джонатан Моррис, соруководитель Лаборатории анатомического моделирования и нейрорадиолог в клинике Майо, рассказывает об истории 3D-печати в медицине и рассматривает реальный случай исследования того, как рентгенологи успешно внедрили возможности и программы 3D-печати в больницах.
Посмотреть вебинар сейчас
3D-печать практически стала синонимом быстрого прототипирования. Простота использования и низкая стоимость внутренней 3D-печати также произвели революцию в разработке продуктов, и многие производители медицинских инструментов приняли эту технологию для производства совершенно новых медицинских устройств и хирургических инструментов.
Более 90 процентов из 50 ведущих компаний, производящих медицинское оборудование, используют 3D-печать для создания точных прототипов медицинских устройств, приспособлений и приспособлений для упрощения тестирования, а также непосредственно 3D-печать медицинских устройств.
По словам Алекса Дрю, инженера-механика компании DJO Surgical, глобального поставщика медицинского оборудования. «До того, как DJO Surgical представила [3D-принтер Formlabs] на борту, мы полагались почти исключительно на сторонних поставщиков печати для прототипов. Сегодня мы работаем на четырех машинах Formlabs, и это оказало огромное влияние. Наши темпы 3D-печати удвоились, стоимость снизилась на 70 процентов, а уровень детализации печати позволяет четко передавать проекты хирургам-ортопедам».
Компании по производству медицинского оборудования, такие как Coalesce, используют 3D-печать для создания точных прототипов медицинских устройств.
3D-печать может ускорить процесс проектирования за счет итерации сложных проектов за несколько дней, а не недель. Когда перед Coalesce была поставлена задача создать ингалятор, который может в цифровом виде оценивать профиль потока вдоха пациента с астмой, аутсорсинг поставщикам услуг привел бы к длительному времени изготовления каждого прототипа. Файлы проекта должны были быть кропотливо доработаны с помощью различных итераций, прежде чем они были отправлены за пределы площадки для сборки.
Вместо этого настольная 3D-печать SLA позволила Coalesce сохранить весь процесс прототипирования внутри компании. Прототипы были пригодны для использования в клинических исследованиях и выглядели как готовый продукт. На самом деле, когда они продемонстрировали устройство, их клиенты приняли прототип за конечный продукт.
В целом, использование собственных ресурсов позволило сократить время разработки прототипов на 80–90 %. Более того, на печать деталей ушло всего восемь часов, и их можно было закончить и покрасить в течение нескольких дней, в то время как тот же процесс занял бы неделю или две у внешнего подрядчика.
Информационный документ
В этом отчете вы узнаете, как Formlabs Medical помогает производителям медицинского оборудования наладить собственное цифровое производство, и вдохновитесь примерами четырех компаний, которые в настоящее время создают революционные устройства с использованием 3D-печати.
Загрузить информационный документ
Каждый год сотни тысяч людей теряют конечность, но лишь часть из них получает доступ к протезу для восстановления его функции.
Простые протезы доступны только в нескольких размерах, поэтому пациенты должны довольствоваться тем, что подходит лучше всего, в то время как бионические устройства, подходящие по индивидуальному заказу, имитирующие движения и захваты реальных конечностей, которые полагаются на мышцы культи человека, чтобы контролировать их функции настолько дороги, что доступны только пациентам с лучшей медицинской страховкой в развитых странах. Особенно это касается протезов для детей. По мере того, как дети растут и попадают в приключения, они неизбежно перерастают свои протезы и требуют дорогостоящего ремонта.
Трудность заключается в отсутствии производственных процессов, позволяющих изготавливать нестандартные детали по доступной цене. Но все чаще протезисты могут воспользоваться широко известной свободой дизайна 3D-печати, чтобы смягчить эти высокие финансовые барьеры для лечения.
Такие инициативы, как e-NABLE, позволяют целым сообществам по всему миру создавать протезы, напечатанные на 3D-принтере. Они продвигают независимое движение в производстве протезов, бесплатно обмениваясь информацией и проектами с открытым исходным кодом в Интернете, поэтому пациенты могут получить изготовленный по индивидуальному заказу протез, который хорошо адаптирован для них, всего за 50 долларов.
Другие изобретатели, такие как Лайман Коннор, сделали еще один шаг вперед. Имея всего лишь четыре настольных 3D-принтера, Лайман смог собрать и подогнать свои первые серийные протезы. Его конечная цель? Создать настраиваемую, полностью бионическую руку, которая будет продаваться за долю от текущей розничной цены в десятки тысяч долларов за такие передовые протезы.
Исследователи из Массачусетского технологического института также определили 3D-печать как оптимальное средство для производства более удобных гильз для протезов.
Излишне говорить, что низкая стоимость изготовления этих протезов, а также свобода, которую дает индивидуальный дизайн, оказались откровением. Протезы, изготовленные с помощью 3D-печати, можно изготовить всего за две недели, а затем протестировать и обслуживать по гораздо более низкой цене, чем их традиционные аналоги.
Поскольку затраты продолжают снижаться, а свойства материалов улучшаются, 3D-печать, несомненно, будет играть все более важную роль в этом отделе здравоохранения.
Многие из тех же высоких финансовых барьеров для лечения, которые наблюдаются в протезировании, также характерны для таких областей, как ортезы и стельки. Как и многие другие медицинские устройства для конкретных пациентов, индивидуальные ортезы часто недоступны из-за их высокой стоимости, а их изготовление занимает недели или месяцы. С 3D-печатью в этом больше нет необходимости.
Вспоминается пример Матея и его сына Ника. Родившаяся преждевременно в 2011 году, трудности во время родов привели к тому, что у Ника развился церебральный паралич — заболевание, от которого страдают почти двадцать миллионов человек во всем мире. Матей был вдохновлен непоколебимой волей сына преодолеть ограничения своего состояния, но он столкнулся с выбором между стандартным готовым ортезом, который был бы неподходящим и неудобным для его сына, или дорогим индивидуальным решением, которое потребовало бы много времени. недели или месяцы, которые должны быть доставлены, только для того, чтобы быстро устареть из-за растущего ребенка.
Он решил взять дело в свои руки и искал новые решения для достижения этой цели. Благодаря свободе, предлагаемой цифровыми технологиями, включая 3D-сканирование и 3D-печать, физиотерапевты Матея и Ника смогли свободно экспериментировать и разработать совершенно новый инновационный рабочий процесс для ортезов голеностопного сустава (AFO).
В результате изготовленный на заказ 3D-печатный ортез обеспечил Нику поддержку, комфорт и коррекцию именно там, где это было необходимо, помогая, наконец, Нику сделать свои первые самостоятельные шаги. Это индивидуальное ортопедическое устройство воспроизводило тщательно подобранную отделку высококачественных ортопедических стелек, за небольшую часть цены и без дополнительных настроек.
Профессионалы во всем мире используют 3D-печать, чтобы заново изобретать стельки и ортезы для пациентов и клиентов, а также ряд других инструментов для улучшения физиотерапии. В прошлом курс физиотерапии с использованием индивидуальных инструментов оказывался трудным. Пациенты часто сталкивались с длительным ожиданием и готовыми изделиями, что приводило к дискомфорту. 3D-печать находится на пути к тому, чтобы изменить этот статус-кво. Стельки и ортезы, напечатанные на 3D-принтере, оказались более подходящими, привели к лучшим терапевтическим результатам и обеспечили больший комфорт и удобство для пациентов.
Традиционные способы лечения пациентов с тяжелой недостаточностью органов в настоящее время включают использование аутотрансплантатов, пересадку ткани из одной точки в другую на теле одного и того же человека или трансплантацию органов от донора. Исследователи в области биопечати и тканевой инженерии надеются вскоре изменить это и получить возможность создавать ткани, кровеносные сосуды и органы по требованию.
3D-биопечать относится к использованию аддитивных производственных процессов для нанесения материалов, известных как биочернила, для создания тканеподобных структур, которые можно использовать в медицинских областях. Тканевая инженерия относится к различным развивающимся технологиям, включая биопечать, для выращивания замещающих тканей и органов в лаборатории для использования при лечении травм и болезней.
С помощью высокоточной 3D-печати такие исследователи, как доктор Сэм Пашнех-Тала из Университета Шеффилда, открыли новые возможности тканевой инженерии.
Чтобы направить клеточный рост таким образом, чтобы образовалась необходимая ткань, д-р Пашнех-Тала выращивает живые клетки на каркасе в лаборатории, который обеспечивает шаблон необходимой формы, размера и геометрии. Например, трубчатая структура необходима для создания кровеносного сосуда для пациента с сердечно-сосудистыми заболеваниями. Клетки будут размножаться и покрывать каркас, принимая его форму. Затем каркас постепенно разрушается, оставляя живые клетки, расположенные в форме ткани-мишени, которую культивируют в биореакторе, камере, содержащей развивающуюся ткань и способной воспроизвести внутреннюю среду организма, для приобретения механических и биологических характеристик. органической ткани.
Напечатанная на 3D-принтере камера биореактора с растущей внутри тканеинженерной миниатюрной аортой. Ткань культивируется в биореакторе для приобретения механических и биологических свойств органической ткани.
Это позволит ученым создавать конструкции сосудистых трансплантатов для конкретных пациентов, улучшать хирургические возможности и предоставит уникальную платформу для тестирования новых сосудистых медицинских устройств для людей, страдающих сердечно-сосудистыми заболеваниями, которые в настоящее время являются причиной смерти номер один во всем мире. После этого конечной целью является создание кровеносных сосудов, готовых к имплантации пациентам. Поскольку в тканевой инженерии используются клетки, взятые у пациента, нуждающегося в лечении, она исключает возможность отторжения иммунной системой — серьезную проблему в современных процедурах трансплантации органов.
3D-печать доказала свою способность решать проблемы производства синтетических кровеносных сосудов, решая трудности воссоздания точных форм, размеров и геометрии требуемого сосуда. Возможность точного соответствия печатных решений конкретным потребностям пациентов оказалась откровением.
По словам доктора Пашнех-Тала: «[Создание кровеносных сосудов с помощью 3D-печати] открывает возможности для улучшения хирургических возможностей и даже дизайна кровеносных сосудов, подходящего для пациента. Без доступа к высокоточной и доступной 3D-печати создание этих форм было бы невозможно».
Мы стали свидетелями захватывающих прорывов в биологических материалах, пригодных для использования в 3D-принтерах. Ученые разрабатывают новые гидрогелевые материалы, которые имеют ту же консистенцию, что и ткани органов, которые можно найти в человеческом мозге и легких, и могут быть совместимы с различными процессами 3D-печати. Ученые надеются, что смогут имплантировать их в орган, чтобы они действовали как «каркас», на котором клетки будут стимулироваться к росту.
В то время как биопечать полностью функциональных внутренних органов, таких как сердце, почки и печень, все еще звучит футуристично, достижения в области технологий гибридной 3D-печати происходят очень быстрыми темпами.
Ожидается, что рано или поздно создание биологических материалов на лабораторных принтерах приведет к возможности создавать новые, полностью функциональные органы, напечатанные на 3D-принтере. В апреле 2019 года ученые создали первое трехмерное сердце из биологических материалов пациента в Тель-Авивском университете. Крошечная копия была создана с использованием собственных биологических материалов пациента, что привело к полному совпадению иммунологического, клеточного, биохимического и анатомического профиля пациента.
«На данном этапе наше трехмерное сердце маленькое, размером с сердце кролика, но для более крупных человеческих сердец требуется та же технология», — сказал профессор Тал Двир.
Первое 3D биопечатное сердце, созданное в Тель-Авивском университете.
Когда речь идет о 3D-принтерах для здравоохранения, не все методы одинаковы. Важно правильно выбрать технологию печати для конкретных случаев использования.
К наиболее популярным технологиям медицинской 3D-печати относятся стереолитография (SLA), селективное лазерное спекание (SLS) и моделирование методом наплавления (FDM) для пластиковых деталей, а также прямое лазерное спекание металлов (DMLS) и селективное лазерное плавление (SLM) для металлов. .
В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией. SLA является одним из самых популярных процессов среди медицинских работников благодаря высокому разрешению, точности и универсальности материалов.
Преимущества SLA
Детали
SLA имеют самое высокое разрешение и точность, самые четкие детали и самую гладкую поверхность из всех технологий 3D-печати пластиком. Однако главное преимущество SLA заключается в его универсальности. Составы смол SLA обладают широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
SLA — отличный вариант для высокодетализированных анатомических моделей, прототипов медицинских устройств, требующих жестких допусков и гладких поверхностей, а также форм, инструментов, шаблонов и функциональных деталей конечного использования. SLA также предлагает самый широкий выбор биосовместимых материалов для стоматологического и медицинского применения. Благодаря Draft Resin принтеры Formlabs SLA также являются самыми быстрыми вариантами для 3D-печати больших прототипов, до 10 раз быстрее, чем FDM.
Широкая универсальность SLA имеет несколько более высокую цену, чем FDM, но все же более доступна, чем все другие процессы 3D-печати. Детали из смолы SLA также требуют последующей обработки после печати, которая включает промывку деталей и пост-отверждение.
SLA 3D-печать предлагает широкий выбор материалов для 3D-печати, включая биосовместимые материалы, для различных медицинских и стоматологических применений.
Образец детали
Убедитесь сами и почувствуйте качество Formlabs SLA. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Веб-семинар
Присоединяйтесь к Formlabs и Nelson Labs для глубокого изучения биосовместимости, включая знакомство с нашими новыми материалами и передовым опытом для производителей медицинских изделий от отраслевых экспертов.
Посмотреть вебинар
В 3D-принтерах SLS используется мощный лазер для сплавления мелких частиц полимерного порошка. Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных опорных конструкциях, что делает SLS особенно эффективным выбором для сложных механических деталей.
Его способность производить детали с превосходными механическими характеристиками делает SLS наиболее распространенной технологией производства полимерных добавок для промышленного применения. В зависимости от материала детали из нейлона SLS также могут быть биосовместимыми и стерилизуемыми.
Преимущества SLS
Поскольку SLS-печать не требует специальных опорных структур, она идеально подходит для сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.
Наиболее распространенным материалом для SLS является нейлон, популярный инженерный термопласт с превосходными механическими свойствами. Нейлон легкий, прочный и гибкий, а также устойчив к ударам, химическим веществам, теплу, ультрафиолетовому излучению, воде и грязи. Нейлоновые детали, напечатанные на 3D-принтере, также могут быть биосовместимыми и не сенсибилизирующими, что означает, что они готовы к ношению и безопасны для использования во многих контекстах.
Сочетание низкой стоимости детали, высокой производительности, проверенных материалов и биосовместимости делает SLS популярным выбором среди разработчиков медицинских устройств для функционального прототипирования и экономически эффективной альтернативой литью под давлением для изготовления ограниченного тиража или мостовидного протеза.
3D-принтеры SLS имеют более высокую стартовую цену, чем технологии FDM или SLA. Хотя нейлон является универсальным материалом, выбор материалов для SLS также более ограничен, чем для FDM и SLA. Детали выходят из принтера со слегка шероховатой поверхностью и требуют пескоструйной обработки для получения гладкой поверхности.
SLS 3D-печать идеально подходит для изготовления прочных функциональных прототипов и деталей конечного использования, таких как протезы и ортопедические изделия.
Образец детали
Убедитесь сами и почувствуйте качество Formlabs SLS. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
FDM, также известная как изготовление плавленых нитей (FFF), представляет собой метод печати, при котором детали создаются путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.
FDM является наиболее широко используемой формой 3D-печати на потребительском уровне, чему способствует появление 3D-принтеров для любителей. Однако промышленные FDM-принтеры также популярны среди профессионалов.
Преимущества FDM
FDM работает с рядом стандартных термопластов, таких как ABS, PLA и их различные смеси. Это приводит к низкой цене входа и материалов. FDM лучше всего подходит для базовых экспериментальных моделей и недорогого прототипирования более простых деталей. Некоторые материалы FDM также являются биосовместимыми.
FDM имеет самое низкое разрешение и точность по сравнению с другими технологиями 3D-печати для пластмасс, такими как SLA или SLS, что означает, что это не лучший вариант для печати сложных конструкций или деталей со сложными характеристиками, таких как анатомические модели. Более качественная отделка требует трудоемких и длительных процессов химической и механической полировки. Некоторые промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену. При создании больших деталей печать FDM также имеет тенденцию быть медленнее, чем SLA или SLS.
3D-принтеры прямого лазерного спекания металлов (DMLS) и селективного лазерного плавления (SLM) работают аналогично SLS-принтерам, но сплавляют частицы металлического порошка вместе слой за слоем с использованием лазера вместо полимеров.
3D-принтеры DMLS и SLM могут создавать прочные, точные и сложные металлические изделия, что делает этот процесс идеальным для различных медицинских применений.
Самым большим преимуществом этих процессов, очевидно, являются материалы, поскольку 3D-принтеры DMLS и SLM способны производить высокопроизводительные медицинские устройства и компоненты конечного использования из металла. Эти процессы могут воспроизводить сложную геометрию, а готовые изделия получаются прочными, долговечными и биосовместимыми. Их можно использовать для изготовления универсальных имплантатов (бедренных, коленных, позвоночных имплантатов и т. д.), индивидуальных имплантатов для лечения рака или травм, зубных протезов, а также изделий медицинской и ортопедической техники.
В то время как цены на металлические 3D-принтеры также начали снижаться, стоимость которых колеблется от 200 000 до 1 миллиона долларов США, эти системы по-прежнему недоступны для большинства предприятий. Процессы 3D-печати металлом также имеют сложный и сложный рабочий процесс.
Кроме того, SLA 3D-печать хорошо подходит для рабочих процессов литья, которые позволяют производить металлические детали с меньшими затратами, с большей свободой проектирования и за меньшее время, чем традиционные методы.
В таблице ниже представлены технологии 3D-печати, которые лучше всего подходят для различных приложений 3D-печати в медицине.
Stereolithography (SLA)
Selective Laser Sintering (SLS)
Fused Deposition Modeling (FDM)
Metal 3D Printing (DMLS, SLM)
Build volume
Up to 300 x 335 x 200 мм (настольные и настольные 3D-принтеры)
До 165 x 165 x 300 мм (настольные промышленные 3D-принтеры)
До 300 x 300 x 600 мм (настольные и настольные 3D-принтеры)
До 400 x 400 x 400 мм (большие промышленные DMLS/SLM)
Катушка для садового шланга своими руками — фото | Своими руками
Содержание ✓
✓ Конструкция катушки для шланга
✓ Барабан для катушки
✓ Кронштейн для катушки
✓ Подвод воды к садовой катушке для шланга
✓ Штурвал для катушки
✓ Изготовление катушки для шланга своими руками- фото
✓ Катушка для шланга своими руками – все фото к статье
В своё время, чтобы облегчить работу на участке, я приобрел катушку для сматывания шланга. Но при её эксплуатации столкнулся с рядом недостатков заводской конструкции. Например, передвигать катушку по моему небольшому участку не было смысла, её приходилось жёстко фиксировать к столбу рядом с краном. Ручка для намотки у катушки была расположена низко, и с моей спиной это было не совсем удобно. Кроме того, продаваемые переносные катушки рассчитаны на небольшую длину шланга — мне требовалось немного удлинить шланг, но на катушку дополнительный кусок не помещался.
В итоге, когда на 4-й год эксплуатации потекли пластиковые соединения, я решил самостоятельно изготовить новую катушку, в которой по возможности устранить недостатки заводской.
Ссылка по теме: Садовая пергола своими руками
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
Конструкция катушки для шланга
Катушку я решил установить стационарно на металлической стойке на удобной для наматывания высоте. Вода из водопровода в шланг подаётся через металлическую трубу, которая является осью вращения катушки. Чтобы шланг наматывался на барабан, нужно было сделать так, чтобы ось вращалась вместе с катушкой, в то время как водопроводная труба была бы жёстко закреплена на стойке. Для этого я использовал, как и на заводской катушке, быстросъёмное соединение для шлангов. Оно позволяет штуцеру и коннектору вращаться относительно друг друга, сохраняя герметичность.
Ширину и диаметр барабана я рассчитывал, исходя из размеров имеющейся водопроводной фасонины, а размеры катушки взял немного больше заводских. У меня получились: внешний диаметр катушки — 38 см; диаметр барабана для намотки шланга — 20 см; ширина барабана — 25 см. Этого достаточно для намотки 15 м шланга.
В качестве подводящих сначала использовал пластиковые трубы, но потом заменил их на металлические, поэтому на разных фотографиях трубы разные. Все соединения, пока не сложилась общая картина, собирал без ФУМа, так как в процессе подготовки пришлось не один раз разбирать всё.
Барабан для катушки
Внутренние диски барабана сделал 12-уголыными — к таким проще крепить рейки. С одной стороны поставил более толстую и широкую рейку, под которую пришлось дополнительно обрезать диск. Она выполняет функцию фиксатора барабана на оси вращения. Барабан собрал на саморезы и влагостойкий клей.
Читайте также: Летний душ своими руками
Кронштейн для катушки
Для его изготовления использовал доску толщиной 20 мм из лиственницы. Заготовки из неё склеил в 3 слоя с перехлёстом в углах. После высыхания клея закрыл стыки деталей дополнительными накладками толщиной 10 мм, которые также увеличивают жёсткость конструкции.
Затеи обрезал выступающие части кронштейна, ошкурил и просверлил отверстия под ось. Перед окончательной сборкой покрыл его акриловым лаком в два слоя.
С двух сторон каждого отверстия прикрутил шайбы. Они будут играть роль подшипников. Диаметр отверстия в дереве сделал больше внутреннего диаметра шайб, чтобы не заклинило при разбухании дерева. Также сразу прикрепил два несущих уголка — для крепления к металлическому столбу.
Подвод воды к садовой катушке для шланга
После этого окончательно соединил трубы и фасонину внутри барабана. Теперь все трубы уже сажал на ФУМ. Чтобы в процессе эксплуатации соединения не раскручивались, предусмотрел, чтобы при наматывании шланга катушка крутилась по часовой стрелке и таким образом все резьбовые соединения работали на закручивание. Раскручивается же шланг, когда за него тянут, поэтому нагрузка на соединения отсутствует, и они не могут раскрутиться.
Чтобы при полной размотке шланга не было нагрузки на излом в месте его подключения внутри барабана, с помощью саморезз прикрутил ПВХ-муфту и просунул шланг сквозь неё. Теперь она принимает рывки шланга на себя.
Читайте также: Схема автополива
Штурвал для катушки
Мне захотелось сделать ручку для вращения катушки в виде корабельного штурвала; хорошо смотрится, да и сыну игрушка. Конструкция штурвала — та же, что и у колеса телеги, которое мне уже приходилось делать, только с рукоятками.
Колесо имеет 8 спиц и, соответственно, обод его состоит из 8 элементов-» косяков». Для изготовления ступицы нужен был материал из твёрдых лиственных пород дерева, так как вся нагрузка при вращении ложится на неё. У меня была подходящая ветка ореха, древесина которого имеет нужную плотность. Спицы выточил из сосны. Их общий диаметр по концам сделал меньше длины окружности ступицы, чтобы не пришлось мучиться при сборке колеса. У меня этот диаметр равен 18 мм.
Самым сложным было правильно рассчитать части обода колеса — «косяки». Я использовал для этого собственные формулы, и в результате получил следующие значения (при диаметре обода 48 см и толщине его 6 см):
длина внутренней стороны — 15 см;
длина внешней стороны — 20 см;
угол между большим основанием и боковыми гранями — 67,5 градуса.
После подготовки сегментов просверлил в них глухие отверстия под спицы и рукоятки. Подобрал диаметр так, чтобы спицы входили плотно, но чтобы их не нужно было забивать, иначе было бы тяжело склеить ровное колесо. Когда всё было готово, собрал штурвал всухую и пронумеровал детали. Для дополнительной жёсткости решил усилить клеевое соединение с помощью шкантов 8 мм.
Дальше собрал всё на клей (взял густой, чтобы он не очень быстро впитывался в древесину). Торцы сегментов смазывал клеем с обеих сторон, иначе, пока все детали колеса встанут на свои места, клей может высохнуть. После высыхания клея начертил окружность на наружной стороне и обрезал на самодельном приспособлении для ручного лобзика. После обрезки зашлифовал стыки сегментов и неровности окружности, вклеил рукоятки.
Теперь предстояло насадить штурвал на ось катушки с той стороны, с которой была установлена муфта с заглушкой. Решено было вклеить заглушку е ступицу штурвала. Сделал это на клей «Холодная сварка». Так как отверстия под оси делал пером, внутри отверстия под заглушку появились боковые отверстия. Они послужили дополнительным креплением, а быстрое схватывание и консистенция «Холодной сварки» позволили вклеить и выровнять всё по месту.
После схватывания клея зачистил неровности и покрыл штурвал в два слоя лаком. Затем вставил внутрь заглушки резиновую прокладку и закрутил штурвал на место, дополнительно ещё и намотав ФУМ.
Катушка для шланга готова — можно открывать воду и пользоваться. Плюсов в моей конструкции много: катушка легко вращается, её размеры позволили нарастить шланг, не надо нагибаться при сматывании шланга, конструкция жёстко закреплена и не прыгает при использовании. Результатом я доволен.
Есть и неудобства. Например, при разматывании можно зацепиться шлангом за рукоятку штурвала — если тянуть сильно вбок. Можно было бы закрепить внизу столба направляющий поворотный ролик, но у меня катушка закреплена в таком месте, что в эту сторону шланг тянуть невозможно, поэтому я обошёлся без ролика.
Ссылка по теме: Опора для подвязки кустов своими руками
Изготовление катушки для шланга своими руками- фото
1.Трубы внутри барабана подают воду в шланг и являются осью вращения катушки.
2.При выборе ширины и диаметра барабана исходил из необходимости доступа к трубам во время монтажа и эксплуатации.
3.Размеры катушки взял немного больше заводских, чтобы можно было нарастить длину шланга.
4.Размеры заготовок для кронштейна вымерял по месту с учётом зазоров и толщины шайб.
5.При склеивании кронштейна в дело пошли все имеющиеся струбцины.
6. После высыхания клея обрезал выступающие части, обработал шкуркой и просверлил отверстия под ось.
8.Металлический соединитель при подключении к подводящей трубе позволяет катушке вращаться, не нарушая герметичности.
9.Фитинг для подключения шланга собрал под углом, чтобы он не перегибался. Дополнительным заглушённым отводом, вставленным в отверстие в толстой рейке барабана, зафиксировал катушку на оси.
10.Подключены внешние трубы для подачи воды.
11.Для облегчения отпиливания элементов колеса-штурвала я оснастил пилу маленькой «кроваткой» с боковым упором.
12.Колесо состоит из 8 элементов, ступицу выточил из ветки орешника, а спицы — из сосны.
13.Отверстия под шканты делал ближе к внутренней стороне элементов колеса. После скругления наружного периметра восьмигранника они окажутся в центре.
15.Для стяжки колеса при склеивании использовал ремённую стяжку для рамок, из которой вынул вставки для углов, и струбцины.
16. Штурвал с вклеенной заглушкой.
Катушка для шланга своими руками – все фото к статье
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Минимойка Huter W105-AR 70/8/8 в Саратове за 5 945.58 руб. в наличии
Минимойка Huter W105-AR – это минимойка высокого давления, предназначенная для мытья машин, велосипедов, мотоциклов, сельскохозяйственного инвентаря или садовых дорожек. Она потребляет небольшое количество электроэнергии, занимает небольшое количество места в гараже или дачном домике, а также с легкостью может уместиться в багажнике вашего автомобиля.
Помпа мойки изготовлена из металла, что гарантирует долгий срок ее эксплуатации без необходимости замены или проведения ремонтных работ. Установленный в мойке электродвигатель оснащён воздушным охлаждением, кроме того, в мини-мойке имеется специальный интегрированный барабан для хранения шланга высокого давления.
Возможность забора воды из водопровода или открытого источника
Минимойка высокого давления Huter W105-AR является незаменимым помощником на даче и в загородном доме. Она служит для очистки от грязи и мусора автомобилей, велосипедов, фасадов домов, беседок, садовых дорожек. Минимойка подключается к водопроводной сети с максимальным давлением 0.4 МПа. Достоинством данной модели является возможность брать воду из открытого источника или емкости.
Скромный расход воды — 342 л/час
Минимойка создает рабочее давление 7 МПа. Она отличается невысоким показателем расхода воды — он составляет 342 литра в час. Аппарат предназначен для работы с водой, температура которой не превышает 50 градусов по Цельсию. Для облегчения транспортировки Huter W105 AR служат колеса и высокая ручка. Длина шланга высокого давления составляет 5 метров, в режиме хранения он наматывается на барабан.
Комплектация минимойки Huter W105-AR:
Мойка Шланг высокого давления (5 м.)
Пистолет с форсункой
Документация
Характеристики минимойки Huter W105-AR:
Модель
W105-AR
Рабочее / максимальное давление
7 МПа (70 бар) / 10.5 МПа (105 бар)
Рабочий расход жидкости, л/ч
342
Максимальное давление поступающей воды
0.4 МПа (4 бар)
Мощность мотора, Вт
1400
Напряжение источника электропитания
220 В, 50 Гц
Максимальная температура воды
50 °С
Помпа
металлическая
Вес нетто, кг
7. 1
Особенности мойки высокого давления Huter W105-AR:
Хранение шланга Барабан предназначен для наматывания шланга высокого давления.
Удобное подключение Входное отверстие для воды расположено в нижней части мойки.
Легкая транспортировка Наличие колес облегчает транспортировку мойки высокого давления Huter W105-AR.
Удобная переноска Рукоятка позволяет удобно переносить аппарат.
Преимущества мойки Huter W105-AR:
Мощный мотор.
Вертикальное исполнение.
Металлическая помпа.
Немецкая компания «Huter Elektrische Technik GmbH» является одним из лидеров среди производителей электрооборудования, существующая на электротехническом рынке с 1979 года, и вышедшая на российский рынок в 2004 году. Компания специализируется на производстве электрогенераторной и садовой техники.
Все изделия марки «Huter Elektrische Technik GmbH» соответствуют требованиям российских и международных стандартов. Также вся продукция проходит тщательный контроль качества по внутренним жестким требованиям.
Техника «Huter» разработана одними из лучших инженеров Германии, о чем свидетельствует высокое качество производимой продукции.
В линейку производимого оборудования входят портативные электрогенераторы, как бензиновые, так и дизельные; мотокультиваторы; триммеры и газонокосилки; бензопилы; снегоуборочная техника; мойки высокого давления.
Вместе с садово-парковой техникой «Huter», сады и участки будут радовать Вас своей ухоженностью и чистотой.
OptiWin Drum Двухбарабанная намотка: Надежная и высокопроизводительная намотка для всех линий бумаги и картона
Надежная и высокопроизводительная намотка для всех линий бумаги и картона
Двухбарабанная намоточная машина OptiWin известна своей высокой производительностью и высочайшей надежностью. Намоточные машины могут быть оснащены сплайсерами, устройствами для обработки катушек, системами склеивания, барабанами с мягкой намоткой, системой управления приводом и многими другими функциями для повышения качества, производительности и удобства использования.
Наилучшее распределение полотна
Намоточные машины Valmet имеют лучшее на рынке распределение, основанное на геометрическом разделении, а не на разделении трением, используемом другими поставщиками. На геометрическое разбрасывание не влияют профили натяжения или скорость полотна. Полотна параллельны после разделения и не создают вогнутых валиков, как это происходит при раскладывании трением.
Хотите поговорить с нашими специалистами по намотке и работе с рулонами?
Если вы хотите получить дополнительную информацию, такую как технические спецификации, вам нужно коммерческое предложение или вы хотите обсудить различные решения, заполните контактную форму, и наши специалисты свяжутся с вами в ближайшее время.
Свяжитесь с нашими экспертами
Ознакомьтесь с комментарием директора завода Pratt Valparaiso:
Оборудование мирового класса
«Наматывающее устройство — это оборудование мирового класса. Его автоматизация — самая верхняя полка — лучшая из всех, с которыми я когда-либо работал.»
Pratt Industries PM 16 — это демонстрация новейших технологий производства бумаги 21 века.
Линия по производству картона OptiConcept M на заводе Pratt Industries в США
Новая линия по производству тарного картона Pratt, БДМ 16, успешно запущена в 2015 году. Это первая установка OptiConcept M компании Valmet в Северной Америке.
Идеальное сочетание в Greenpac
Идеальное сочетание в Greenpac
Высококачественная линия по производству легкого тарного картона и соглашение о техническом обслуживании комбината способствуют развитию завода Greenpac в Канаде.
Видео: За кулисами 1000-й намоточной машины Valmet
Заинтересованы в пилотных испытаниях?
Свяжитесь с нашими экспертами по экспериментальным испытаниям, чтобы обсудить, какую пользу вы можете извлечь из наших услуг по экспериментальным испытаниям.
Свяжитесь с нашими экспертами по экспериментальным испытаниям
Как спланировать успешное восстановление?
Восстановление бумагоделательной или картоноделательной машины может повысить конкурентоспособность вашего бизнеса и ваших процессов. Загрузите нашу электронную книгу, чтобы узнать больше.
Скачать электронную книгу
Планируете изменение класса?
Мир быстро меняется; потребление бумаги уменьшается, а досок увеличивается. Обновите свою бумагоделательную машину с помощью Valmet, чтобы производить более прибыльную продукцию.
Узнать больше
ИЗОЛИРОВАННЫЕ БАРАБАНЫ | Все, что вам нужно, это барабаны
ИЗОЛИРОВАННЫЕ БАРАБАНЫ
АРХИВ
Добро пожаловать в архив изолированных барабанов. С марта 2020 года я воссоздаю культовые барабанные партии The Beatles и публикую их в своем еженедельном списке рассылки. Это постоянный проект, целью которого является создание миксов и стемов каждой песни, записанной The Beatles. Вы также найдете странные песни других исполнителей.
Чтобы получить советы и технику микширования барабанов, я написал статью, которая поможет вам начать работу: Советы по микшированию барабанов Эти стебли совершенно бесплатны, но если вы можете, рассмотрите возможность пожертвования этому проекту через PayPal. Если вы не в состоянии сделать пожертвование, пожалуйста, наслаждайтесь этими миксами и стемами бесплатно.
Если у вас есть какие-либо вопросы, посетите страницу часто задаваемых вопросов.
Надеюсь, вы получите такое же удовольствие от использования этих стеблей, как и я от их изготовления!
ИЗБРАННЫЕ ГРУППЫ
ПОЖЕРТВОВАТЬ
#100
THE BEATLES
You Never Give Me Your Money
1969
THE BEATLES
На мой взгляд, студийный каталог Beatles можно разделить на четыре отдельные эпохи: 1962–1964, 1965–1966, 1967–1900 9 09 090 и 19070.
Звукоинженеры пошли дальше, изменились микрофоны и методы размещения, и в конечном итоге группа эволюционировала в художественном отношении.
1962-1964
Пожалуйста, пожалуйста | С Битлз | Ночь тяжелого дня | Битлз на продажу
Прыжки
ERA
Пожалуйста, пожалуйста, мне
1962
Сторона 10005
Я увидел, как она стояла там
Misery
Anna (иди к нему)
мальчики
Ask Me What)
Boy
Пожалуйста, пожалуйста
Вторая сторона
Люби меня, делай
P.S. Я люблю тебя
Детка, это ты
Хочешь узнать секрет
Вкус меда
Есть место
Twist and Shout
с The Beatles
1963
Сторона One
Это не будет длинным
Все, что мне нужно сделать
Все мои любящие
не Беспокоить меня
Little Child
до тех пор, пока не будет
, пожалуйста, мистер почтальник
Сторона две
перевернуть Beathoven
Держите меня. 0005
Дьявола в своем сердце
Не второй раз
Деньги (это то, чего я хочу)
Трудный день в день
1964
СТО
Если я упаду
Я счастлив просто танцевать с тобой
И я люблю ее
Скажи мне, почему
Любовь нельзя купить
Вторая сторона
0 5 at2 В любое время Я буду плакать вместо
Вещи, которые мы сказали сегодня
, когда я вернусь домой
Вы не можете сделать это
Я вернусь
Beatles для продажи
1964
Сторона 10009
Нет Ответ
I ‘ m a Loser
Baby’s in Black
Rock and Roll Music
I’ll Follow the Sun
Mr. Неделя
Слова любви
Honey Не
Каждая маленькая вещь
Я не хочу испортить вечеринку
Что вы делаете
Все пытаются стать моим ребенком
Детали записи
. Норман Смит, которого Джон Леннон прозвал «Нормальным», был инженером всех ранних записей The Beatles.
Группа была только что отдохнувшей от своих долгих выступлений по ночам в Гамбурге и подходила для записи в плотном гастрольном графике. Было использовано минимальное количество барабанных микрофонов, и вокальный микрофон Neumann является огромной частью живого, энергичного звука той эпохи.
Инженер: Норман Смит
Бочка: STC 4033-A (ленточная и динамическая, кардиоидная) вниз.
OH: STC 4038 (теперь известный как Coles 4038, ленточный микрофон, шаблон в виде восьмерки).
Размещение: В центре установки примерно на уровне подбородка (5 футов), чтобы он улавливал малый барабан и томы, при этом подавляя прямое воздействие тарелок.
Комната: Neumann U47
Размещение: обычно примерно в 3 м от барабанов, предназначено для вокала и должно быть перпендикулярно барабанам.
ДЕТАЛИ ЗАПИСИ творческое вдохновение, которое может предложить студия. Помощь! потенциально может принадлежать «эре № 1», однако это альбом, который показывает начало перехода группы, с их полной зрелостью, реализованной в Rubber Soul, знаковом альбоме, намного опередившем свое время и направляющем The Beatles на путь к тому, что было приходить.
Инженеры: Норман Смит, 65 г., Джефф Эмерик, 1966 г.
Бочка: AKG D20 (кардиоидная динамика),
Расположение: на 12 часов, под углом вниз.
OH: AKG D19c (кардиоидная динамика)
Размещение: в центре установки, на высоте головы барабанщика (5 футов).
Комната: Nuemann U47
Размещение: обычно на расстоянии около 3 м от барабанов, предназначено для вокала и должно быть перпендикулярно барабанам.
*Добавлено для револьвера Джеффом Эмерик
Под малым барабаном: Neumann KM56 (конденсатор с маленькой диафрагмой)
Размещение: Под малым барабаном, примерно в 20 см от барабана и немного дальше от установки.
1967-1969
сержант. Группа Клуба одиноких сердец Пеппера | Битлз | Желтая подводная лодка | Abbey Road
JUMP
ERA
Sgt. Pepper’s…
1967
Первая сторона
сержант. Группа Pepper’s Lonely Hearts Club
С небольшой помощью друзей
Люси в небе с бриллиантами
Становится лучше
Заделывать дыру
Она уходит из дома
Работать на благо мистера Кайта!
Вторая сторона
Внутри тебя без тебя
Когда мне будет шестьдесят четыре
Милая Рита
Доброе утро, доброе утро
Сержант. Группа клуба одиноких сердец Пеппера (Реприза)
в день в Life
The Beatles
1968
Сторона 10005
в США. Медовый пирог
Продолжение истории бунгало Билл
Пока моя гитара нежно плачет
Счастье — это теплое оружие
Вторая сторона
Марта, дорогая моя
900 Черный дрозд
05
Поросята
Рокки Енот
Не обгоняй меня
Почему бы нам не сделать это на дороге?
Я буду
Джулия
Сторона Три
День рождения
YER Blues
Сын Матери Природы
У всех есть что -то, чтобы скрыть, кроме меня и моя обезьяна
Sexy Sadie
Helter Skelter
Long, Long, Long
. Длинный, длинный
Четвертая сторона
Реверс
Honey Pie
Savoy Truffle
Cry Baby Cry
Revolution 9
Good Night
Yellow Submarine
1968
Side One
Yellow Submarine
Only A Northern Song
All Together Now
Привет, бульдог
Это слишком много
Все, что вам нужно, это любовь
Вторая сторона
Оригинальный саундтрек к фильму
Pepperland
Sea Of Time
Sea Of Holes
Sea Of Monsters
March Of The Meanies
Pepperland Laid Waste
Yellow Submarine In Pepperland
Abbey Road
1969
Side One
Come Together
Нечто
Серебряный молот Максвелла
О! Дорогая
Сад Осьминога
Я хочу тебя (она такая тяжелая)
Вторая сторона
Вот наступает Sun
, потому что
Вы никогда не даете мне своих денег
Sun King
Среднее г -н Mustard
Полифен PAM
Она вошла в окно ванной комнаты
Золотые трубки
. Этот вес
Конец
ДЕТАЛИ ЗАПИСИ
Sgt Pepper до сих пор считается одним из самых важных альбомов в истории. «Битлз» теперь прочно и по-настоящему зарекомендовали себя как мастера студии. В эту эпоху Ринго начал использовать методы демпфирования, такие как кухонные полотенца, чтобы получить «мертвый» звук, который так часто ассоциировался с Ринго и звучал на таких записях, как «Come Together» и «Don’t Let Me Down». В 1969 EMI Studios (Abbey Road) перешли с «лампового» пульта REDD.51 на «транзисторный» пульт TG12345, который обеспечивает более плавное и мягкое звучание альбома Abbey Road без гармонических искажений, связанных с ламповой технологией.
Инженеры: Джефф Эмерик
Бочка: AKG D20 (кардиоидная динамика)
Размещение: на 12 часов под углом вниз.
OH: AKG D19c (кардиоидная динамика)
Размещение: в центре установки, на высоте головы барабанщика (5 футов).
Рэковый том: AKG D19c (кардиоидная динамика)
Размещение: снизу на расстоянии 3-4 дюйма, указывая на резонансный пластик.
Размещение: на 3-4 дюйма выше, направленный в сторону HH.
*Добавлено для револьвера Джеффом Эмерик
Под малым барабаном: Neumann KM56 (конденсатор с маленькой диафрагмой)
Размещение: Под малым барабаном, примерно в 20 см от барабана и немного дальше от установки.
1970
Let It Be
Jump
ERA
Стоя One
Два из США
Dig A Pony
через вселенную
I Me Mine
Dig It
Maggie Mae
Стоя две
У меня есть ощущение
One после 909
Длинная и извилистая дорога
для вас Blue
Get Back
Let It
1970
0002
ДЕТАЛИ ЗАПИСИ
Альбом Let It Be переживает особую эпоху. Технически записанный до «Abbey Road», он включает записи, сделанные в Apple Studios (3 Savile Row), Twickenham Sound Studios и EMI. На альбоме Глин Джонс возвращается к минимальному размещению барабанных микрофонов в стиле почти 1963-1964 годов, с его ныне знаменитой техникой «Глин Джонс», которая подходит, поскольку Let It Be был тем, что Битлз пытались вновь стать группой и «стать как можно больше». фанковые, как мы были в The Cavern» (Джордж Харрисон).
Инженер: Глин Джонс
Малый барабан: Neumann KM56 (конденсаторный с малой диафрагмой)
Размещение: Наверху малого барабана, указывая на центр.
Kick: Sony C38A (конденсаторный), AKG D20 (кардиоидный динамический) или D12 (кардиоидный динамический)
Расположение: на 12 часов, передняя головка снята.
OH: Neumann U67 (микрофон с большой диафрагмой)
Размещение: * См. метод Глина Джонса
Floor Tom (нижняя часть головы удалена): Neumann U67 (микрофон с большой диафрагмой)
Размещение: * См. Glyn Johns Technique
*Glyn Johns Technique
Floor
OH*The микрофоны и Tom* обычно рассматриваются как два микрофона OH, но я назвал их OH и Floor Tom, чтобы четко различать их.
OH непосредственно над малым барабаном, высотой около 40 дюймов и направленным в центр барабана. Переместитесь примерно в положение 1:30.
Напольный том, на том же расстоянии от центра малого барабана, что и OH, чтобы свести к минимуму проблемы с фазой. Панорамировано влево.
Панорамируйте микрофоны бочки и малого барабана так, чтобы они совпадали с положением бочки и малого барабана в стереоизображении, создаваемом микрофонами OH & Floor Tom.
Вот фантастическое видео, в котором Глин Джонс объясняет эту технику. Обратите внимание, как небрежно он относится к этому, иногда может возникнуть соблазн подумать!
The Beatles: не альбамные треки
Неалбумские синглы и E.PS
Magical Mystery Tour
1967
Сторона One
Magical Mystery Tour
Дура
Blue Jay Way
Твоя мать должна знать
Я Морж
Вторая сторона
Привет, до свидания
Strawberry Fields Forever
Penny Lane
Penny Lane
0005
Все, что вам нужно, это Love
Различные
1963-1966
От меня до вас
Спасибо, девочка,
Она любит вас
Я допущу
Я хочу держать вашу руку
Этот мальчик
Slow Down
Matchbox
Long Tall Sally
Я называю ваше имя
Я чувствую себя хорошо
Она женщина
Да, это
Bad Boy
Я снижен
Мы можем. Работай над этим
Day Tripper
Писатель из мягкой обложки
Дождь
Различные
1966 — 1970
Леди Мадонна
. Внутренний свет
Эй Джуд
Революция
Не давал мне
Революция
Не дается мне
Не дается мне
О Джоне и Йоко
Old Brown Shoe
Ты знаешь мое имя (посмотри номер)
Не подведи меня (версия на крыше)
РАЗЛИЧНЫЕ ИСПОЛНИТЕЛИ
Хотя я действительно люблю The Beatles, я не могу Не стоит игнорировать некоторые другие невероятные игры на барабанах, появившиеся в 60-х и 70-х годах. Вот некоторые из моих любимых.
The Rolling Stones
Я не могу не получить (удовлетворение)
Убирайся от моего облака
Давайте провести ночь вместе
Paint It, черный
Маршрут 66
в последний раз
Сочувствие Devil
Gimme укрытие
Jumpin ‘Jack Flash
Honky Tonk Women
Street Fighting Man
Различные
Дикая вещь — Troggs
Весь день и всю ночь — Kinks
Дом восходящего солнца — Животные
Мое поколение — The Who
Ее там нет — Зомби
Get It On — T-Rex
Серфинг США — The Beach Boys
Born To Be Wild — Steppenwolf
What’s Going On — Marvin Gaye
Ain’t No Mountain Enough — Marvin Gaye & Tammi Terrell
Son Of A Preacher Man — Dusty Springfield
Woman — John Lennon
Эти основы совершенно бесплатны, но если вы можете, рассмотрите возможность пожертвования этому проекту через PayPal.
Фактически каждый успешный бизнес достигает точки, в которой новое оборудование, начиная от оргтехники и компьютеров до производственного оборудования и транспорта, становится необходимостью. Но что если у вас на счету недостаточно средств для приобретения этого оборудования, а приобретение его в кредит не самая правильная опция?
В данном случае для предпринимателей существует популярное решение – лизинг оборудования. Более 80% бизнесов берут какое-либо оборудование в лизинг (по данным Ассоциации Лизинга и Финансирования Оборудования (США)). При правильных условиях лизинг оборудования может помочь бизнесу, испытывающего трудности со свободными денежными средствами, приобрести оборудование для того чтобы продолжать рост и оставаться конкурентоспособным. И даже если у бизнеса имеются денежные средства, лизинг все равно остается наилучшей опцией.
ЛИЗИНГ ОБОРУДОВАНИЯ
Лизинг оборудования — это довольна простая вещь: это соглашение, в соответствии с которым вы берете необходимое вам оборудование в лизинг (аренду) вместо того чтобы покупать его или искать заемное финансирование для его приобретения. Это, в свою очередь, позволяет вести бизнес эффективно и без задержек. По сути это тоже самое, что и лизинг автомобиля.
В течение определённого количества месяцев вы платите лизинговые платежи, а когда срок лизинга заканчивается у вас появляется выбор: пролонгировать текущий договор лизинга, выкупить оборудование или вернуть оборудование.
Конечно у лизинга есть как преимущества, так и недостатки. С одной стороны, вы всегда будете иметь самое новое и совершенное оборудование. С другой стороны, приобретение в лизинг в долгосрочной перспективе получается дороже, чем просто покупка. Если вы начинающий предприниматель, работающий один, вы, возможно, не получите всех преимуществ от лизинга, но, если ваш бизнес быстро растет, лизинг оборудования может стать отличным решением.
ПОЧЕМУ СТОИТЬ ИСПОЛЬЗОВАТЬ ЛИЗИНГ?
Давайте рассмотрим 7 сценариев, где лизинг имеет больше смысла, чем прямая покупка.
1. ВАМ НЕОБХОДИМО ИМЕТЬ САМОЕ НОВОЕ ОБОРУДОВАНИЕВ
Некоторые компании могут годами обходиться одним и тем же оборудованием. Для других же, особенно в технологической сфере, даже небольшое устаревание оборудование может стать большим недостатком.
Лизинг в отличие от покупки позволяет регулярно обновлять оборудование. В то время как покупка оборудования каждые год-два является абсолютно не практичной, краткосрочный лизинг позволяет оборудовать вашу компанию последними образцами оборудования и техники. Если вы рассматриваете приобретение электроники или медицинского оборудования, например, лизинг — это наилучшее решение для вашего бизнеса.
2. ВАМ НЕОБХОДИМО ПОТРАТИТЬ ДЕНЬГИ НА ДРУГИЕ ЦЕЛИ
Далеко не всегда удобно тратить большие деньги на обновление оборудования. Лизинг позволяет сохранить денежные средства и направить их на более срочные и важные направления бизнеса.
3. У ВАС НЕТ ДОСТАТОЧНО СОБСТВЕННЫХ СРЕДСТВ ДЛЯ ПОКУПКИ
В большинстве случае лизинг не требует большого авансового платежа, поэтому это наилучший вариант для предпринимателей, у которых на данный момент нет необходимой для покупки суммы денежных средств. В дополнение, лизинговые платежи обычно меньше, чем ежемесячные платежи по кредиту.
4. У ВАС ИМЕЕТСЯ СТАРОЕ ОБОРУДОВАНИЕ, КОТОРОЕ ВЫ ХОТИТЕ ПРОДАТЬ
Если ваша компания планирует обновить имеющееся оборудование, но не имеет времени для его продажи, лизинг может стать удобным решением. Некоторые лизинговые компании готовы предложить услугу трейд-ин для вашего старого оборудования, что избавит вас от необходимости поиска покупателя и зачастую позволит получить скидку на условия по лизингу на новое оборудование.
5. ВЫ ХОТИТЕ ЭКОНОМИТЬ НА НАЛОГАХ
Лизинг оборудования имеет большое финансовое преимущество — экономия на налогах. Лизинговые платежи полностью относятся на себестоимость, что позволяет экономить на налоге на прибыль.
6. ГИБКИЕ УСЛОВИЯ Если вы выбираете между заемным и лизинговым финансированием, обратите внимание на то, что лизинг является более гибким решением. В случае лизинга вы имеете возможность включить в рамки договора дополнительные расходы такие как обучение, установка и пр.
7. ВЫ НЕ ПЛАНИРУЕТЕ ДОЛГО РАБОТАТЬ НА ДАННОМ ОБОРУДОВАНИИ
Если вы планируете работать на оборудовании более 5 лет, то покупка наличными или через заем имеют смысл. Но, если оборудование не требуется вам на такой долгий срок или вы окончательно не уверены, что это оборудование то, что вам нужно, то имеет смысл взять его в лизинг.
В вопросе выбора между покупкой или лизингом оборудования нет единственно правильного ответа – только правильные или неправильные обстоятельства. Если ваш бизнес подпадает под один из вышеописанных сценариев, лизинг оборудования станет самым верным решением.
ЗАРЕГИСТРИРУЙТЕСЬ В ЛИЧНОМ КАБИНЕТЕ АРЕНЗА И ПОЛУЧИТЕ НЕОБХОДИМУЮ СУММУ НА ПОКУПКУ ОБОРУДОВАНИЯ
Лизинг оборудования для малого бизнеса
Главная
»
Услуги лизинга
»
org/Breadcrumb»>Лизинг оборудования
»
Лизинг оборудования для малого бизнеса
Онлайн-сервис «РусЛизинг» поможет взять в лизинг оборудование для малого бизнеса. Мы поддерживаем партнерские отношения с более чем 50 лизинговыми компаниями, поэтому вы обязательно найдете то, что вам требуется: печь для пекарни, деревообрабатывающий станок, принтер профессионального уровня и т. д. Оборудование может быть:
новым и б/у;
отечественного и зарубежного производства.
Схема работы с РусЛизинг
Базовые условия по лизингу оборудования для малого бизнеса:
Авансовый платеж
для действующих компаний от 6 мес., при наличии оборотов по р/с: от 10% от стоимости приобретаемого предмета лизинга
для новых компаний (без движений по р/с), с поручительством действующей компании или ИП: от 10% от стоимости приобретаемого предмета лизинга
Удорожание, в год
от 6,15%
Срок лизинга
до 7 лет
Учет предмета лизинга
Лизингополучатель
Страхование
Лизингополучатель
Обеспечение сделки
Предмет лизинга, поручительство собственников
В таблице приведены предварительные условия лизинга, которые могут быть измены в зависимости от особенностей лизинговой сделки.
Оставьте заявку в форме ниже и мы свяжемся с вами в течении 2-х часов
Я принимаю Соглашение об обработке персональных данных
Чтобы отправить заявку примите соглашение об обработке персональных данных
Лизинг оборудования для бизнеса: как мы работаем?
Мы предъявляем к компаниям-клиентам определенные условия:
от 6 месяцев с момента регистрации;
безубыточный баланс;
отсутствие крупных исполнительных производств, ведущихся в отношении организации или ИП, а также крупных сумм, назначенных к взысканию по решению суда;
отсутствие признаков банкротства;
размер выручки за последние 12 месяцев, в 2-4 раза превышающий стоимость приобретаемого оборудования для малого бизнеса (допускается поручительство иного юридического лица или индивидуального предпринимателя).
Если возникает спорная ситуация, она рассматривается в индивидуальном порядке. Мы стараемся найти решение, которое будет приемлемым для всех участников потенциальной сделки.
Электронная площадка «РусЛизинг» взаимодействует с клиентами, используя простую, прозрачную и эффективную схему:
отправьте нам пакет документов;
ваша заявка будет проанализирована специалистами, после чего они подготовят предложения на основе лучших расчетов от компаний-лизингодателей;
рассмотрите предложения, сделайте выбор и подпишите договор, предметом которого является лизинг оборудования для малого бизнеса.
На любом этапе вы можете рассчитывать на консультационную поддержку. Задавайте вопросы, и наши специалисты ответят оперативно, ясно и аргументированно.
Лизинг для малого бизнеса: экономим ваше время и деньги
Почему сотрудничать с электронной площадкой «РусЛизинг» удобно и выгодно? Дело в том, что мы:
предлагаем большой выбор разнообразной техники российского и зарубежного производства;
работаем по всей территории России;
подбираем необходимое оборудование всего за 1-2 рабочих дня;
оказываем услуги совершенно бесплатно – наш онлайн-сервис получает комиссию от компаний-лизингодателей по факту подписания договора, что мотивирует нас работать на результат;
быстро отвечаем на вопросы.
Лизинговые компании
Все лизинговые компании-партнеры
Оборудование в лизинг для юридических лиц, которое вы получите в свое распоряжение с помощью нашего онлайн-сервиса, будет долго служить владельцу и эффективно решать стоящие перед ним задачи.
Калькулятор аренды оборудования — Good Calculators
Используйте наш калькулятор, чтобы определить примерную сумму ежемесячных платежей по аренде в зависимости от типа аренды. Вы также сможете рассчитать свои среднегодовые расходы в соответствии с условиями аренды.
* Примечание. Ваши арендные платежи могут увеличиваться или уменьшаться в результате соответствующих проверок кредитоспособности, проводимых арендодателем.
Использование калькулятора
Чтобы рассчитать примерные ежемесячные платежи, просто заполните поля калькулятора – стоимость оборудования, вид аренды, срок аренды, процентная ставка – и нажмите «Рассчитать».
Результаты
Разница между операционной и капитальной арендой
Многие компании, в частности малые и средние предприятия, могут найти в лизинге более гибкий и доступный выбор, чем традиционные способы финансирования оборудования, такие как банковские кредиты для покупки оборудования напрямую.
Капитальная и операционная аренда представляют собой две основные категории аренды оборудования. По условиям договора капитальной аренды арендатор несет ответственность за управление активом и все связанные с этим налоговые и страховые платежи. Капитальный лизинг является правильным выбором для компаний, желающих арендовать оборудование на длительный срок с целью владения оборудованием по окончании срока аренды.
Напротив, по условиям договора операционной аренды арендодатель остается владельцем арендованного оборудования и несет ответственность за любые налоги, страхование и другие связанные с этим обязательства. Эта форма договора идеально подходит для предприятий, которые хотят использовать оборудование в краткосрочной перспективе, а затем заменить его при заключении договора аренды, чаще всего на более новую версию.
Типы аренды оборудования
С помощью нашего калькулятора вы можете выбрать один из трех наиболее популярных типов аренды оборудования для расчета платежей.
К ним относятся:
Аренда с выкупом за 1 доллар , капитальная аренда, при которой арендатор ежемесячно вносит фиксированные платежи, а затем имеет право приобрести арендованное оборудование за 1 доллар по окончании срока аренды.
10% аренда с покупкой , которая представляет собой сочетание операционной и капитальной аренды. Это дает вам право выкупить арендованное оборудование за 10% от его стоимости по окончании срока аренды. Эта остаточная стоимость, подлежащая уплате в конце аренды, означает, что арендатор будет платить более низкие средние ежемесячные платежи, что делает этот тип аренды популярным.
Аренда по справедливой рыночной стоимости , операционная аренда, также известная как «настоящая» аренда, предоставляет арендатору большую гибкость по завершении срока аренды. По истечении срока аренды арендатор может вернуть оборудование, продлить аренду или выбрать покупку оборудования по его рыночной стоимости. Этот вариант популярен среди компаний, использующих оборудование, стоимость которого обычно очень быстро снижается.
Вас также может заинтересовать наш Калькулятор аренды или покупки автомобиля
Реклама
В настоящее время 4.30 /5
1
2
3
4
5
Платеж: 4.3 /5 (249 голосов)
Платеж Калькулятор аренды оборудования позволяет оценить стоимость потенциальной аренды оборудования. Вы можете рассчитать затраты, используя три наиболее распространенных типа аренды: справедливая рыночная стоимость, выкуп 10% и выкуп 1 доллар. Наш калькулятор покажет вам остаточную стоимость, предполагаемые ежемесячные арендные платежи, общую стоимость аренды и общую стоимость выкупа.
Как работает калькулятор лизинга оборудования
Наш калькулятор лизинга оборудования покажет примерную стоимость аренды оборудования.
Входы
Выберите тип аренды: Вы выберете один из трех типов:
Справедливая рыночная стоимость: Это позволяет вам арендовать оборудование с возможностью либо приобрести оборудование по справедливой рыночной стоимости в конце срока аренды, либо вернуть его. Этот тип будет иметь самые низкие ежемесячные платежи, но самые высокие процентные ставки, потому что арендодатель имеет повышенный риск того, что ему придется искать другого арендатора для оборудования.
Выкуп 10%: Это позволяет заемщику производить платежи и иметь возможность приобрести оборудование за 10% от его первоначальной стоимости в конце срока аренды. Однако у заемщика также будет возможность уйти по истечении срока аренды, отказавшись от выкупа 10% и вернув арендованное оборудование.
$1 B uyout: Подобно кредиту на оборудование, заемщики вносят платежи за аренду оборудования и по окончании срока аренды имеют возможность приобрести оборудование за $1. Процентные ставки, как правило, будут самыми низкими для этого типа аренды, и их следует использовать, когда вы уверены, что хотите владеть оборудованием в конце срока аренды.
Цена оборудования: Это цена или стоимость оборудования на момент аренды.
Первоначальный взнос: Это сумма денег, которую вы вносите в начале аренды.
Процентная ставка: Процентная ставка, взимаемая за аренду.
Срок службы оборудования в годах: Это не срок аренды, а расчетный ожидаемый срок службы оборудования на момент начала аренды.
Количество месяцев: Это срок аренды. Оборудование либо покупается, либо возвращается в конце этого срока.
Выходы
Остаточная стоимость: Это остаточная стоимость выкупа в конце срока аренды. Иначе известный как остаток, вам необходимо заплатить за покупку оборудования в конце аренды.
Ежемесячные арендные платежи: Это расчетный ежемесячный арендный платеж в течение всего срока аренды.
Общая стоимость аренды: Это предполагаемая сумма, которую вы потратите на платежи в течение всего срока аренды. Это примерно расчетный ежемесячный платеж, умноженный на количество месяцев аренды, хотя округление в формуле арендного платежа может сделать эти цифры немного разными.
Общая стоимость выкупа: Это истинная стоимость покупки оборудования путем оплаты аренды до конца срока, а затем покупки оборудования. Это полная стоимость аренды плюс остаточная стоимость.
Smarter Finance USA предлагает как лизинг оборудования, так и кредиты на новое и бывшее в употреблении тяжелое оборудование. Если у вас есть личный кредитный рейтинг не менее 600 и не менее 5%, вы можете получить финансирование до 250 000 долларов. Посетите его веб-сайт для получения дополнительной информации.
Примеры лизинга оборудования
Для двух приведенных ниже образцов мы показываем диаграмму, сравнивающую три типа лизинга с использованием одинаковой цены оборудования, первоначального взноса, срока службы оборудования и количества месяцев. В первом примере используется одна и та же процентная ставка, тогда как во втором используются разные ставки, соответствующие каждому типу риска для арендодателя. Каждый из них сравнивается бок о бок, показывая расчетную остаточную стоимость, ежемесячные арендные платежи, общую стоимость аренды и общую стоимость выкупа.
Обратите внимание, что типичные процентные ставки по аренде оборудования составляют от 7% до 16%, а первоначальный взнос для квалифицированных заемщиков начинается с 5%. Срок аренды обычно составляет от двух до пяти лет и может доходить до 90% расчетного срока службы оборудования.
Скорее всего, вы не получите одинаковую процентную ставку по всем трем видам аренды. Аренда по справедливой рыночной стоимости будет иметь самую высокую процентную ставку, за которой следует выкуп в размере 10%, а затем выкуп за 1 доллар.
Пример 1: одинаковые процентные ставки
Цена оборудования: 50 000 долларов США
Первоначальный взнос: 10 000 долларов США
Срок службы оборудования в годах: 15
Процентная ставка: 8%
Количество месяцев: 48
Residual Value
$26,666. 67
$5,000.00
$1
Monthly Lease Payments
$747.41
$1,131,91
$1,220.63
Total Cost of Lease
$35,875.81
$54,331.91
$58,590.16
Total Cost выкупа
$ 62 542,47
$ 59 331,91
$ 58 591,16
9
. Однако, если вы решите приобрести оборудование, оно будет иметь самую высокую стоимость выкупа. Самые высокие ежемесячные платежи относятся к аренде с выкупом за 1 доллар, но его общая стоимость выкупа самая низкая.
Пример 2: Различные процентные ставки
Цена оборудования: 50 000 долларов США
Первоначальный взнос: 10 000 долларов США
Срок службы оборудования в годах: 15
Процентная ставка: Варьируется (см. ниже)
Количество месяцев: 48
Ставка процента0190
Residual Value
$26,666.67
$5,000.00
$1
Monthly Lease Payments
$814. 02
$1,157.33
$1,220.63
Общая стоимость аренды
39 072,76
55 551,69
58 590,16
Total Cost of Buyout
$65,739.43
$60,551.69
$58,591.16
In the example above, the $1 buyout is calculated with an 8% interest rate while a 10% выкуп осуществляется по ставке 9%, а справедливая рыночная стоимость – по ставке 10%. Хотя он не меняет порядок, в котором самые низкие платежи или самый дешевый выкуп, он показывает, как разные ставки повлияют на эти итоги.
Bottom Line
Аренда оборудования — отличный способ получить новое или бывшее в употреблении тяжелое оборудование по более низкой ежемесячной стоимости, чем кредит на оборудование.
Приспособление для заточки ножей фуганка или рейсмуса
Ножи для фуганка тупятся довольно быстро, особенно если они относятся к дешевой категории. Такой нож нужно затачивать после каждого применения и материал выдерживает ограниченное количество заточек, после чего нужно покупать новый нож. В принципе, ничего страшного в это процессе нет, если бы не одно «но». Безнадежно испортить нож можно уже первой заточкой, так что важно правильно соблюдать угол для правки. Но как это сделать, если у вас нет специального станка для этой цели? И в принципе, можно ли заточить такой инструмент вручную? Можно, и на практике это доказал автор англоязычного YouTube-канала Paoson WoodWorking. Он предложил своим зрителям простое ручное приспособление, которое позволяет ровно заточить лезвия под нужным углом. Вы можете без труда изготовить такое же для своей мастерской.
Читайте в статье
1 Что потребуется для изготовления заточного инструмента
2 Как подготовить ножи к заточке
3 Изготовление приспособления для заточки лезвий
4 Как точить ножи ручным приспособлением
Что потребуется для изготовления заточного инструмента
Чтобы сделать ручное приспособление, вам потребуется деревянный брусок, желательно из твердой породы дерева, например – дуба. Кроме него вам пригодятся 6 болтов. Для обработки инструмента нужна пила и дрель.
ФОТО: YouTube.comСама конструкция будет выглядеть, как на этой 3D модели: вверху расположена удобная ручка, за которую можно крепко держаться, а внизу рабочая поверхность, в которой фиксируются снятые со станка ножи
Как подготовить ножи к заточке
Чтобы заточить нож, его нужно предварительно внимательно осмотреть. Если вы заметили на ноже небольшой изгиб – это нормально, это сделано специального для того, чтобы увеличить прочность крепления лезвия и увеличить жесткость режущего края.
ФОТО: YouTube.comГораздо хуже, если вы заметили на ноже сколы или трещины. Ножи с трещинами вообще больше нельзя использовать, это опасно, а сколы могут образоваться, например, если вы строгали старые доски и пропустили гвоздь. Такой нож вручную выправить очень сложно, лучше обратиться с профессионалам, которые помогут решить эту проблему на станкеФОТО: YouTube.comПеред ручной заточкой нужно обезжирить поверхность лезвия любым доступным для вас средством. Удалите с ножа появившуюся ржавчину
Изготовление приспособления для заточки лезвий
Срез строгального ножа находится под углом в 40 градусов, следовательно, нужно зафиксировать его под этим углом для заточки. На всякий случай проверьте угол заточки доступными вам инструментами.
ФОТО: YouTube.comНа заготовке-бруске нужно сделать пропил глубиной примерно в 1.2 сантиметра под необходимым углом. В эту прорезь будет помещаться лезвие ножа. Обратите внимание на толщину ваших ножей, они бывают разнымиФОТО: YouTube.comЧтобы сформировать на инструменте ручку, нужно в боковых частях с двух противоположных сторон выбрать древесину, как показано на фото, и отшлифовать эту часть шкуркой, чтобы не занозить ладони во время работыФОТО: YouTube.comВ нижней части плашки с каждой стороны разреза через равные промежутки следует просверлить по 3 отверстия для фиксации болтовФОТО: YouTube.comЭти болты будут прижимать лезвие в пазу и не давать ему смещаться во время заточки, Фиксация достаточно надежнаяФОТО: YouTube. comТеперь можно поставить лезвия в пазы, зафиксировать их и приступать к заточке
Как точить ножи ручным приспособлением
Проверить, правильно ли вы подобрали угол на ручном приспособлении очень просто.
ФОТО: YouTube.comПрежде чем точить ножи, нанесите на кромку лезвия краску маркером и по истиранию этой краски вы сразу увидите, насколько правильно идет заточка
Второй важный момент – правильное размещение наждачной бумаги. Рекомендуется наклеить ее на стекло или идеально ровную каменную столешницу. Для наклеивания можно использовать тонкий двусторонний скотчи или приобрести наждак с уже готовым липким слоем на обратной стороне.
ФОТО: YouTube.comДля заточки используют три вида шкурки: сначала грубую, для предварительного выравнивания. Держите приспособление за ручку и направляйте движения вперед-назад с небольшим нажимомФОТО: YouTube.comПотом последовательно меняйте наждак на более мелкий для точной правкиТаким образом вы довольно быстро и точно вернете лезвиям фуганка или рейсмуса былую остроту, причем без особых усилий и специальных инструментов
Приспособление действительно очень простое и пользоваться им довольно удобно. Главное – не доводить ножи до такого стояния, когда править их уже будет невозможно. А для этого – тщательно осматривайте доски перед работой и удаляйте все гвозди. А вот еще один вариант наточки лезвий, теперь на станке :
Watch this video on YouTube
В этом случае угол заточки лезвия можно регулировать подъёмом и опусканием заточного круга.
Каково ваше мнение о ручном приспособлении для заточки лезвий? Если вы пользуетесь подобным или у вас есть усовершенствованная модель, напишите об этом в комментариях!
Приспособление для заточки ножей фуганка в категории «Промышленное оборудование и станки»
Магнитное приспособление для выставления строгальных ножей в барабанах рейсмуса, фуганка Holz T-01
Доставка по Украине
1 390 грн
Купить
ТОВ «Камі-7»
Приспособление для заточки не больших ножей Holzkraft 5760056
Доставка по Украине
1 980 грн
Купить
«Море инструментов»
Приспособление для заточки больших ножей Holzkraft 5760057
Доставка по Украине
по 2 302 грн
от 2 продавцов
2 302 грн
Купить
«Море инструментов»
Приспособление для заточки круглых ножей Holzstar 5910032
Доставка по Украине
1 057 грн
Купить
«Море инструментов»
Приспособление (тележка) для заточки лезвий рубанков, фуганков, стамесок «KORUND JIG»
Доставка по Украине
по 379 грн
от 2 продавцов
379 грн
Купить
ВИП ТОВАРЫ
Приспособление для заточки строгальных ножей Scheppach JIG 380
Доставка по Украине
6 399. 5 — 6 400 грн
от 3 продавцов
6 400 грн
Купить
Instrade
Приспособление для заточки небольших ножей Holzstar
Доставка по Украине
950 грн
Купить
Магазин Roco
Приспособление для заточки больших ножей Holzstar
Доставка по Украине
966 грн
Купить
Магазин Roco
Приспособление «зайчик» к станкам для заточки ножей
Доставка по Украине
820 грн
Купить
ТОВ «Патриот»
Приспособление для заточки ножей Scheppach JIG 60 (89490708)
Доставка по Украине
1 253 грн
1 166 грн
Купить
ООО «Аксис-Буд»
Пристосування для заточування стругальних ножів JIG 380, Scheppach, 400 мм до Tiger, 5.95 кг,1 шт
Доставка из г. Киев
Цену уточняйте
Eco Prom — товари для здорового життя!
Приспособление для заточки круглых ножей Holzstar 5910032
Доставка по Украине
1 057 грн
Купить
Приспособление для заточки не больших ножей Holzkraft 5760056
Доставка по Украине
1 980 грн
Купить
Приспособление для заточки больших ножей Holzkraft NTS 200
Под заказ
Доставка по Украине
1 057 грн
1 035. 86 грн
Купить
Станмастер
Приспособление для заточки небольших ножей
Доставка по Украине
950 грн
931 грн
Купить
Станмастер
Смотрите также
Приспособление для заточки больших ножей
Доставка по Украине
966 грн
946.68 грн
Купить
Станмастер
Приспособление для заточки ножей/ножниц Vorel 26225
На складе в г. Винница
Доставка по Украине
130 грн
Купить
Магазин «Планета инструмента Сатурн»
Пристрій для заточування стругальних ножів Scheppach JIG 380 400 мм (89490724)
Доставка из г. Киев
6 398 грн
Купить
Santel
Заточка фуговальных (строгальных) ножей для фуганков и рейсмусов на станках с ЧПУ
Услуга
от 45 грн
ООО «ЭЛЬКО+»
Workman 708021 приспособление для заточки длинных ножей
Приспособление JET 708032 для заточки строгальных ножей для JET JSSG-10
Доставка по Украине
2 080 грн
Купить
Агросервис
Приспособление (тележка) для заточки лезвий фуганок, точилка для стамесок, станок для заточки ножей рубанка
На складе
Доставка по Украине
399 грн
Купить
Приспособление для заточки ножей/ножниц KWB 493800
На складе в г. Днепр
Доставка по Украине
190 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Затачивание фуганковых ножей на месте
Описание: Отправлять фуганочные ножи на заточку неудобно, а результаты не всегда хороши. Кроме того, установка новых ножей в фуганке — трудоемкая и утомительная работа. Поэтому Хендрик Варью придумал способ затачивать фуганочные ножи, не снимая их с ножевого вала. Все, что вам нужно, это простое фиксирующее приспособление и его простые для понимания инструкции.
От Чистая деревообработка #224
Отправлять фуганочные ножи на заточку достаточно неудобно, но я тоже остался недоволен результатами. За эти годы я перепробовал полдюжины сервисов по заточке, и края редко были очень тонкими, а часто довольно грубыми. Кроме того, доводка новых ножей до совершенства — трудоемкая и утомительная задача, которую я бы предпочел потратить на работу по дереву. В течение многих лет я пытался разработать надежный способ получить действительно острые ножи, не снимая их с ножевого вала. Любой метод от руки не был достаточно точным. И тогда я придумал этот джиг. Он прост в изготовлении и может быть легко адаптирован к размерам вашей машины.
Заточка своими руками не заменяет полностью услугу заточки. Если на ваших ножах образовалась крупная стружка, лучше всего обратиться в службу заточки, которая выполнит тяжелую шлифовальную работу. Тем не менее, любитель, который аккуратно использует свои машины, должен использовать годы, прежде чем ему придется снимать ножи.
Чтобы гарантировать, что каждый из ножей затачивается под одним и тем же углом и остается на одной высоте, очень важно, чтобы режущая головка была зафиксирована в одном и том же положении, когда каждый нож затачивается. Это делает джиг.
Изготовление стопорного приспособления для фуганка
Деревянный корпус входит в отверстие в фальцующем уступе рядом с режущей головкой. Подгонка должна быть достаточно плотной, чтобы не было провисаний, но при этом легко сниматься.
Вставьте стопорный зажим. Когда машина отключена от сети, стол подачи полностью поднят, а один из ножей находится на вершине своей дуги, проверьте приспособление.
Опустите стол подачи на 1/8 дюйма.
Переместите стол. Это повернет нож вперед, так что он окажется примерно на 1/8 дюйма ниже деревянного бруска, представляющего точильный камень. Теперь вы можете заточить скос под углом, который не будет тереться о заготовку.
2. Заточите микрофаску
Ваша цель — снять ровно столько металла, чтобы избавиться от любых мелких зазубрин на ноже. Этот вторичный скос должен быть намного меньше основного скоса.
Защитить стол. Приклейте самоклеящийся пластиковый ламинат (leevalley.com) к началу разгрузочного стола. Это защитит его от точильных камней. Если вы просто слегка точите ножи, подойдет прозрачная упаковочная лента.
Установите глубину резания. Опускайте разгрузочный стол до тех пор, пока деревянный брусок (представляющий точильный камень) не коснется ножа. Полоска копировальной бумаги должна проскальзывать под дерево в начале разгрузочного стола.
Заточить нож. Поместите алмазный камень тонкой стороной (зернистость 600) на нож примерно на половину его длины на разгрузочном столе. Вы также можете использовать водные или масляные камни или наждачную бумагу для фанеры. Подтяните камень к разгрузочному столу, чтобы не образовался заусенец. Поднимите камень над ножом и повторите шаг.
Проверьте свой прогресс. Прежде чем переключиться на сторону камня с зернистостью 1200, используйте увеличительное стекло, чтобы проверить микрофаску. Ширина не обязательно должна быть одинаковой, но она должна проходить по всей длине ножа. Вы автоматически прекратите резку, когда кончик ножа перестанет выступать за стол разгрузки.
Подсказка: Заусенцев нет. Если вы будете двигать камень только справа налево, вы не получите заусенцев на плоской стороне ножа. Если вы пойдете слева направо и создадите крошечный заусенец, его легко удалить небольшим шлифовальным бруском.
Следующий нож. Не регулируя столы, снимите стопорное приспособление, поверните режущую головку в следующую прорезь и снова вставьте приспособление, чтобы зафиксировать второй нож в том же положении. Когда все ножи будут готовы, поднимите стол подачи, затем стол разгрузки, пока бекас не исчезнет.
Посмотрите видео о методе.
Полную версию статьи загрузите в формате PDF ниже:
Советы по деревообработке, советы экспертов и специальные предложения по электронной почте
Зарегистрироваться
×
Посмотреть PDF
Ручная заточка фуганочных ножей
Ручная заточка фуганковых ножей Раньше я пробовал перетачивать фуганочные ножи на камне вручную, но без много удачи. Сталь слишком твердая, и для ее изготовления пришлось удалить слишком много материала. камень, чтобы иметь большое значение в течение разумного количества потраченного времени заточка.
Однако мой отец, живущий в Северном Онтарио, вдали от хорошей заточки, самостоятельно затачивал лезвия фуганка и рубанка на высокой скорости шлифовальный станок с вертикальной осью, аналогичный показанному слева, но большего размера.
Я нашел эту шлифовальную машину дешево на дворовой распродаже, поэтому я решил, что я должен сам попробую еще раз заточить фуганочные ножи.
На этот раз с быстро работающей кофемолкой мне повезло больше. Мельница на самом деле мокрое колесо, но работает на 1700 об/мин. Водяной насос на нем сдох, поэтому я всегда его смачиваю. с моими пальцами. Это очень мелкий камень, поэтому его можно трогать во время вращения.
Уменьшение угла для сокращения количества металла, подлежащего стачиванию
Однако камень не удаляет столько материала, поэтому я заостряю края до меньшей степени. угол, что означает, что мне нужно удалить материал только у края. Конечно, в конце концов Мне пришлось бы резать по всей ширине лезвия, но я использую эту технику только для перетачивайте лезвия один или два раза между отправкой их на профессиональную переточку. Таким образом, край выпрямляется и очищается. Моя техника не удаляет почти достаточно материала, чтобы выточить зазубрины. Вся идея в том, чтобы использовать это технику один или два раза между профессиональной заточкой лезвий.
Даже если я затачиваю лезвия под немного другим углом, это все равно занимает совсем немного времени. шлифовки для восстановления края. Лучший способ, который я нашел, чтобы проверить, «сделано ли», — это посмотреть,
любой свет отражается от верхней части лопастей. Лезвие слева профессионально заточен с хорошей кромкой, а лезвие справа нуждается в заточке. Ты можешь видеть свет отражался от края лезвия справа, но не отражался от очень острого края слева.
Проверка прямолинейности
Еще одна вещь, которую нужно проверить, это убедиться, что край лезвия все еще прямой. Держа его на что-то прямое и плоское, и падающий на него свет сзади легко выявляет если лезвие не прямое. Я использую кусок черного анодированного алюминия, который часть оборудования, которое я разобрал много лет назад. Алюминиевые профили в целом замечательно прямой, как холоднокатаная сталь. Но фуганочный стол наверняка подойдет и для проверки прямолинейность. Просто чуть менее удобно.
Лезвие, показанное здесь, имеет отклонение почти на 0,1 мм от прямого, или около 0,004 дюйма. подержанный фуганок моего брата. Я сделал все возможное, чтобы переточить его с помощью моей процедуры для теста, но на самом деле, эти лезвия нуждаются в профессиональной переточке. Тем не менее, когда я снова вставил лезвия, они работали намного лучше, чем раньше. Но вы все еще могли видеть эффекты ников в лезвия по строганному дереву.
Вот так выглядят мои заточенные лезвия. Они блестят, хотя и не так постоянно. Обратите внимание, что я освещаю их так, чтобы нормальный скос отражался обратно в камеру. вместо того, чтобы светить прямо на край. Так что в этом случае отражения хороши.
Чрезмерно проницательный тест
И, наконец, действительно жесткая проверка того, хороши ли ваши фуганковые лезвия, — пройти кусок мягкая древесина над фуганком под небольшим углом. Таким образом, любые полосы и зазубрины остаются под углом. к зерну, и его легче увидеть. Этот снимок был сделан, чтобы максимизировать любой вид несоответствия, прямо с включенным светом. яркая часть посередине доски на самом деле является светом отражается из-за того, что строганная поверхность немного блестит. Моя рука над доской я не смог почувствовать диагональные полосы, так как это не столько волны в поверхность, так как они меняют глянцевитость.
Проведение куска твердой древесины по ножам прямо привело к тому, что поверхность была шелковистой и гладкой. на ощупь. Так что, на самом деле, эта проверка прогонки мягкой древесины под углом больше для одержимых перфекционисты, так как это, вероятно, заставит вас чувствовать себя неудовлетворенным совершенно адекватными лезвиями. Хотя я полагаю, что этот сложный тест может быть полезен для сравнения различных техник заточки, или, может быть, даже разные фуганки.
Некоторое время спустя я больше стремился выровнять лезвия для моего фуганка, поэтому я использовал этот метод, чтобы получить их действительно прямо.
 . кажется такой страницы нет
. кажется такой страницы нет На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
»
 LETTER E. Lámpara винтажная буква E.
LETTER E. Lámpara винтажная буква E. Вот скорее полезных 3D моделей в формате STL, OBJ или 3MF в вашем доме. Они, очевидно, делятся на несколько категорий в зависимости от их использования и помещения дома, в котором они будут присутствовать.
Вот скорее полезных 3D моделей в формате STL, OBJ или 3MF в вашем доме. Они, очевидно, делятся на несколько категорий в зависимости от их использования и помещения дома, в котором они будут присутствовать.


 Также на данном оборудовании имеется возможность выполнять резы под необходимым углом и в зависимости от наличия опции наклона пильного диска станка делать скошенные кромки.
Также на данном оборудовании имеется возможность выполнять резы под необходимым углом и в зависимости от наличия опции наклона пильного диска станка делать скошенные кромки.
 В компании Древокс можно подобрать модели любого мирового производителя, которые подойдут для вашего производства. Очень часто встречаются предложения о продаже техники, бывшей в употреблении. Его стоимость намного ниже, чем нового, но это существенно снизит Ваши затраты. Нельзя начать серьёзный мебельный бизнес без минимального станочного обеспечения. Только качественный комплект оборудования может вывести производство на высокие показатели производительности и прибыли.
В компании Древокс можно подобрать модели любого мирового производителя, которые подойдут для вашего производства. Очень часто встречаются предложения о продаже техники, бывшей в употреблении. Его стоимость намного ниже, чем нового, но это существенно снизит Ваши затраты. Нельзя начать серьёзный мебельный бизнес без минимального станочного обеспечения. Только качественный комплект оборудования может вывести производство на высокие показатели производительности и прибыли. ru предлагает станки от ведущих производителей.
ru предлагает станки от ведущих производителей. Мебельный станок с ЧПУ в основном включает следующие модели станков в зависимости от их функций.
Мебельный станок с ЧПУ в основном включает следующие модели станков в зависимости от их функций. Усовершенствованное программное обеспечение для раскроя с разделением заказов помогает раскройному станку с ЧПУ для мебели оптимизировать схему раскроя и генерировать соответствующие данные обработки. Таким образом, это может значительно снизить сложность и количество ошибок при производстве мебели на заказ и повысить эффективность обработки.
Усовершенствованное программное обеспечение для раскроя с разделением заказов помогает раскройному станку с ЧПУ для мебели оптимизировать схему раскроя и генерировать соответствующие данные обработки. Таким образом, это может значительно снизить сложность и количество ошибок при производстве мебели на заказ и повысить эффективность обработки.
 Таким образом, кромкооблицовочный станок является незаменимым мебельным станком с ЧПУ для изготовления шкафов с ЧПУ.
Таким образом, кромкооблицовочный станок является незаменимым мебельным станком с ЧПУ для изготовления шкафов с ЧПУ. Это помогает операторам легко понимать и обслуживать каждую часть станка с ЧПУ для кромкооблицовки мебели.
Это помогает операторам легко понимать и обслуживать каждую часть станка с ЧПУ для кромкооблицовки мебели.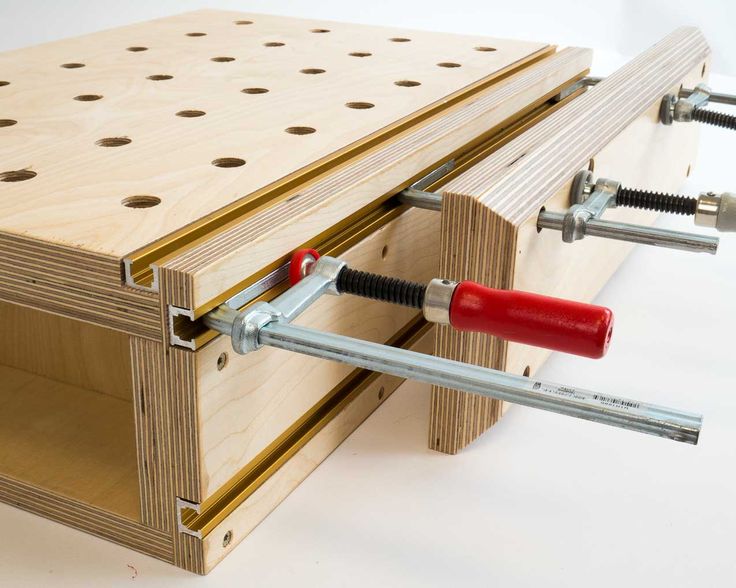 Вертикальная панельная пила может сэкономить больше места, чем горизонтальная. Blue Elephant в основном предлагает два типа горизонтально-раскроечных станков.
Вертикальная панельная пила может сэкономить больше места, чем горизонтальная. Blue Elephant в основном предлагает два типа горизонтально-раскроечных станков. Таким образом, мы познакомим вас с компьютерным панельным станком с ЧПУ для мебели.
Таким образом, мы познакомим вас с компьютерным панельным станком с ЧПУ для мебели. Таким образом, сверлильный станок с ЧПУ является незаменимым мебельным станком с ЧПУ для изготовления мебели из деревянных панелей. Традиционный сверлильный станок по дереву больше не может удовлетворить производственные потребности. Кроме того, универсальный сверлильный станок с ЧПУ с числовым программным управлением — это то, что нам нужно в мебельной промышленности с ЧПУ.
Таким образом, сверлильный станок с ЧПУ является незаменимым мебельным станком с ЧПУ для изготовления мебели из деревянных панелей. Традиционный сверлильный станок по дереву больше не может удовлетворить производственные потребности. Кроме того, универсальный сверлильный станок с ЧПУ с числовым программным управлением — это то, что нам нужно в мебельной промышленности с ЧПУ. Он может выполнить сверление на шести поверхностях и нарезание канавок на верхней и нижней поверхностях за одну операцию, не переворачивая доску. Кроме того, этот шестигранный сверлильный станок прост в управлении и не требует навыков работы с ЧПУ. Шестисторонний сверлильный станок поддерживает методы загрузки и разгрузки вперед и загрузки вперед и назад. Кроме того, его можно использовать отдельно или совместно с несколькими устройствами, что значительно экономит трудозатраты.
Он может выполнить сверление на шести поверхностях и нарезание канавок на верхней и нижней поверхностях за одну операцию, не переворачивая доску. Кроме того, этот шестигранный сверлильный станок прост в управлении и не требует навыков работы с ЧПУ. Шестисторонний сверлильный станок поддерживает методы загрузки и разгрузки вперед и загрузки вперед и назад. Кроме того, его можно использовать отдельно или совместно с несколькими устройствами, что значительно экономит трудозатраты. Они часто имеют одну единственную функцию и легки и просты в эксплуатации и обучении. Дополнительные станки в основном включают в себя вакуумный пресс, полировальный станок с ЧПУ, станок для скругления углов и другие станки с ЧПУ для шкафов, используемые в процессе производства мебели с ЧПУ.
Они часто имеют одну единственную функцию и легки и просты в эксплуатации и обучении. Дополнительные станки в основном включают в себя вакуумный пресс, полировальный станок с ЧПУ, станок для скругления углов и другие станки с ЧПУ для шкафов, используемые в процессе производства мебели с ЧПУ. Используется для прессования различных пленок ПВХ на деревянных панелях в термическом и вакуумном режимах. Вакуумный пресс имеет два подвижных рабочих стола, которые приводятся в движение двигателями для автоматической загрузки и выгрузки заготовок. Его рабочие столы изготовлены из высокопрочных стальных пластин, которые вряд ли деформируются в условиях высокой температуры.
Используется для прессования различных пленок ПВХ на деревянных панелях в термическом и вакуумном режимах. Вакуумный пресс имеет два подвижных рабочих стола, которые приводятся в движение двигателями для автоматической загрузки и выгрузки заготовок. Его рабочие столы изготовлены из высокопрочных стальных пластин, которые вряд ли деформируются в условиях высокой температуры. Есть несколько производственных линий на выбор. Например, линия по производству шкафов с ЧПУ, линия по производству дверей шкафов и другие соединительные линии с ЧПУ для мебели. Мы также можем разработать производственную линию в соответствии с размером вашей фабрики и крупным бизнесом. Станки Blue Elephant с ЧПУ имеют жесткую и стабильную конструкцию и высококачественные компоненты. Они могут оказать огромную помощь в вашем бизнесе по производству автоматической мебели с ЧПУ.
Есть несколько производственных линий на выбор. Например, линия по производству шкафов с ЧПУ, линия по производству дверей шкафов и другие соединительные линии с ЧПУ для мебели. Мы также можем разработать производственную линию в соответствии с размером вашей фабрики и крупным бизнесом. Станки Blue Elephant с ЧПУ имеют жесткую и стабильную конструкцию и высококачественные компоненты. Они могут оказать огромную помощь в вашем бизнесе по производству автоматической мебели с ЧПУ.

 Они предлагают различные модели и характеристики мебельных станков. Итак, на что следует обратить внимание при покупке мебельного станка с ЧПУ?
Они предлагают различные модели и характеристики мебельных станков. Итак, на что следует обратить внимание при покупке мебельного станка с ЧПУ? Напротив, крупные или известные производители мебельного оборудования уделяют больше внимания качеству продукции и послепродажному обслуживанию, чтобы удержать клиентов и сохранить репутацию. Таким образом, выбор надежного или авторитетного производителя, вероятно, избавит вас от многих проблем.
Напротив, крупные или известные производители мебельного оборудования уделяют больше внимания качеству продукции и послепродажному обслуживанию, чтобы удержать клиентов и сохранить репутацию. Таким образом, выбор надежного или авторитетного производителя, вероятно, избавит вас от многих проблем. Например, площадь рабочего стола, мощность, точность обработки, повторная точность, скорость работы, система управления, дополнительные функции и т. д. Убедитесь, что выбранный вами станок для изготовления деревянной мебели наилучшим образом соответствует вашим потребностям в обработке.
Например, площадь рабочего стола, мощность, точность обработки, повторная точность, скорость работы, система управления, дополнительные функции и т. д. Убедитесь, что выбранный вами станок для изготовления деревянной мебели наилучшим образом соответствует вашим потребностям в обработке. Многие люди, занятые в мебельной промышленности, также хотят открыть фабрику по производству щитовой мебели. Однако открыть фабрику панельной мебели не так-то просто. Вам необходимо учитывать множество факторов, таких как фабричные здания, защита окружающей среды, мебельный станок с ЧПУ и рабочая сила. Далее речь пойдет о том, какой мебельный станок с ЧПУ нужен для открытия небольшой фабрики по производству щитовой мебели.
Многие люди, занятые в мебельной промышленности, также хотят открыть фабрику по производству щитовой мебели. Однако открыть фабрику панельной мебели не так-то просто. Вам необходимо учитывать множество факторов, таких как фабричные здания, защита окружающей среды, мебельный станок с ЧПУ и рабочая сила. Далее речь пойдет о том, какой мебельный станок с ЧПУ нужен для открытия небольшой фабрики по производству щитовой мебели.
 Вся линия по производству мебели может стоить вам около 60,000 XNUMX долларов США. Конечно, у нас есть как экономичные, так и высокотехнологичные производственные линии, отвечающие требованиям малых и крупных производителей мебели.
Вся линия по производству мебели может стоить вам около 60,000 XNUMX долларов США. Конечно, у нас есть как экономичные, так и высокотехнологичные производственные линии, отвечающие требованиям малых и крупных производителей мебели.
 Таким образом, изготовление мебели из фиксированной обработки с ЧПУ постепенно реализует «сквозную» обработку. Это закладывает хорошую основу для появления производственных линий.
Таким образом, изготовление мебели из фиксированной обработки с ЧПУ постепенно реализует «сквозную» обработку. Это закладывает хорошую основу для появления производственных линий.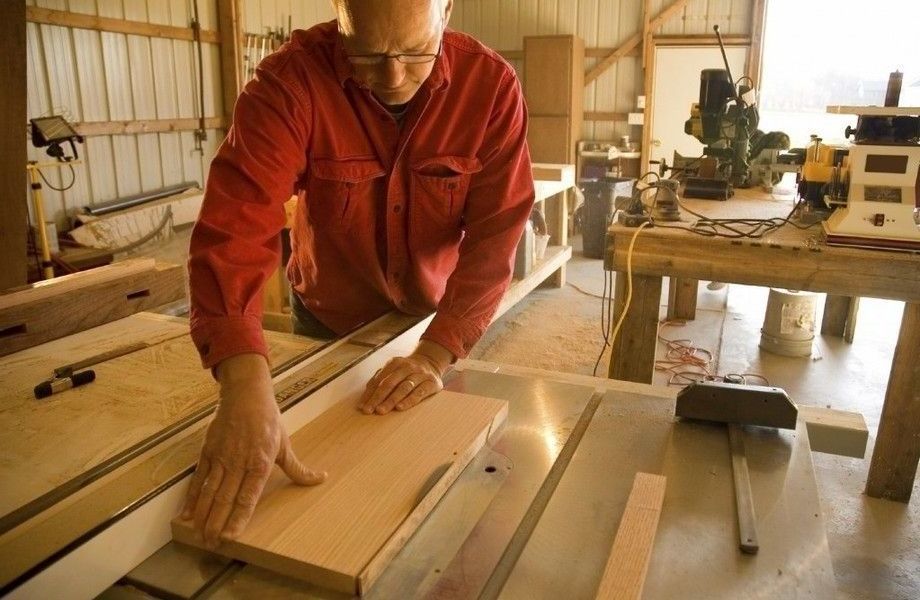
 Вам легко накопить в магазине дорогих деревообрабатывающих инструментов на тысячи долларов. Однако большинство инструментов для начинающих столяров не обязательно должны быть сложными и дорогостоящими. Инструменты для деревообработки для начинающих должны начинаться с основ, чтобы вы могли почувствовать простоту, которая является основой отличной работы.
Вам легко накопить в магазине дорогих деревообрабатывающих инструментов на тысячи долларов. Однако большинство инструментов для начинающих столяров не обязательно должны быть сложными и дорогостоящими. Инструменты для деревообработки для начинающих должны начинаться с основ, чтобы вы могли почувствовать простоту, которая является основой отличной работы. Будь то твердая древесина, такая как дуб, или мягкая древесина, такая как сосна, древесина нуждается в распиловке и поперечной распиловке, чтобы начать обретать форму. Пилы являются ответом, но они бывают разных форм и размеров. Они также предназначены для различных задач резки. Вот что вам нужно, чтобы начать собирать свою коллекцию пил.
Будь то твердая древесина, такая как дуб, или мягкая древесина, такая как сосна, древесина нуждается в распиловке и поперечной распиловке, чтобы начать обретать форму. Пилы являются ответом, но они бывают разных форм и размеров. Они также предназначены для различных задач резки. Вот что вам нужно, чтобы начать собирать свою коллекцию пил. Многое зависит от лезвия, которое вы используете.
Многое зависит от лезвия, которое вы используете. Прямые приводы являются наиболее распространенными и наименее дорогими циркулярными пилами. Циркулярные пилы с изношенным приводом предназначены для тяжелых работ. У них все та же конструкция лезвий, но лезвие приводится в движение перед двигателем.
Прямые приводы являются наиболее распространенными и наименее дорогими циркулярными пилами. Циркулярные пилы с изношенным приводом предназначены для тяжелых работ. У них все та же конструкция лезвий, но лезвие приводится в движение перед двигателем.

 Они сконструированы как перевернутые циркулярные пилы, где лезвие выходит из-под стола пилы или рабочей поверхности. Глубина лезвия и углы легко регулируются для точности.
Они сконструированы как перевернутые циркулярные пилы, где лезвие выходит из-под стола пилы или рабочей поверхности. Глубина лезвия и углы легко регулируются для точности. Они сделаны портативными, поэтому их удобно перемещать между местами, а также удобно хранить, когда они не используются. Большинство настольных настольных пил имеют прямой привод. Это позволяет им оставаться компактными, но они имеют тенденцию быть шумными.
Они сделаны портативными, поэтому их удобно перемещать между местами, а также удобно хранить, когда они не используются. Большинство настольных настольных пил имеют прямой привод. Это позволяет им оставаться компактными, но они имеют тенденцию быть шумными. Эти электроинструменты представляют собой комбинацию циркулярных и сабельных пил, в которых зубья закреплены на плоской стальной ленте с непрерывной петлей и вращаются вокруг верхнего и нижнего шкивов. Между шкивами установлен плоский стол, который наклоняется для резки под углом.
Эти электроинструменты представляют собой комбинацию циркулярных и сабельных пил, в которых зубья закреплены на плоской стальной ленте с непрерывной петлей и вращаются вокруг верхнего и нижнего шкивов. Между шкивами установлен плоский стол, который наклоняется для резки под углом. Это определяет, насколько широким может быть ваш запас. Глубокая горловина облегчает выполнение криволинейных разрезов, когда работа требует поворота стола.
Это определяет, насколько широким может быть ваш запас. Глубокая горловина облегчает выполнение криволинейных разрезов, когда работа требует поворота стола. Но применение ручной пилы — это гораздо больше, чем думает большинство новичков. Вот некоторые конструкции ручных пил, которые следует учитывать:
Но применение ручной пилы — это гораздо больше, чем думает большинство новичков. Вот некоторые конструкции ручных пил, которые следует учитывать: Большинство разочарований при ручной распиловке связаны с дешевыми или тупыми лезвиями. Острое лезвие с превосходными зубьями может резать дерево почти так же быстро и точно, как электрическая пила.
Большинство разочарований при ручной распиловке связаны с дешевыми или тупыми лезвиями. Острое лезвие с превосходными зубьями может резать дерево почти так же быстро и точно, как электрическая пила.
 Как правило, фуганки имеют длинные рамы.
Как правило, фуганки имеют длинные рамы. Они используют наждачную бумагу, вращающуюся по кругу или по орбите.
Они используют наждачную бумагу, вращающуюся по кругу или по орбите.

 У некоторых есть зазубренные поверхности для захвата гвоздей и крепежных деталей, как у молотков для каркаса.
У некоторых есть зазубренные поверхности для захвата гвоздей и крепежных деталей, как у молотков для каркаса. Вот основные типы деревообрабатывающих молотков:
Вот основные типы деревообрабатывающих молотков:


 Это позволяет использовать их как измерительные правила. Вот квадраты, которые у вас должны получиться:
Это позволяет использовать их как измерительные правила. Вот квадраты, которые у вас должны получиться:
 Зажимные приспособления незаменимы в деревообрабатывающих цехах. Два лучших удерживающих инструмента — это козлы и ваш качественный верстак:
Зажимные приспособления незаменимы в деревообрабатывающих цехах. Два лучших удерживающих инструмента — это козлы и ваш качественный верстак: Вы будете использовать его для каждого проекта и все время. Вот функции, которые следует искать в качественном верстаке:
Вы будете использовать его для каждого проекта и все время. Вот функции, которые следует искать в качественном верстаке:
 В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка.
В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка. Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете.
Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете. А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь.
А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь. Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах).
Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах). Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
 Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов.
Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов. Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.
Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.

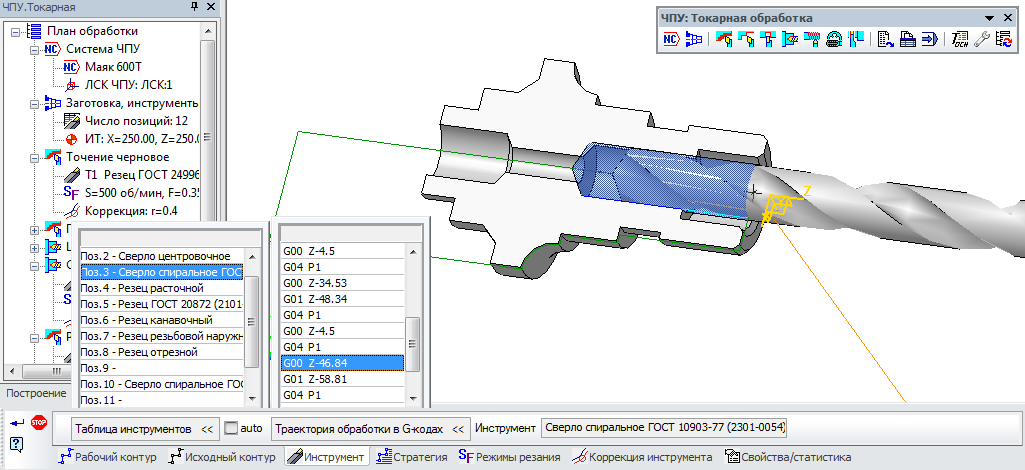 В этом случае команды станку направляются непосредственно с компьютера.Особый вариант — написание программы ручкой на листе бумаги, оно имеет смысл, лишь если в производственном помещении нет доступа к компьютеру или иному устройству.
В этом случае команды станку направляются непосредственно с компьютера.Особый вариант — написание программы ручкой на листе бумаги, оно имеет смысл, лишь если в производственном помещении нет доступа к компьютеру или иному устройству.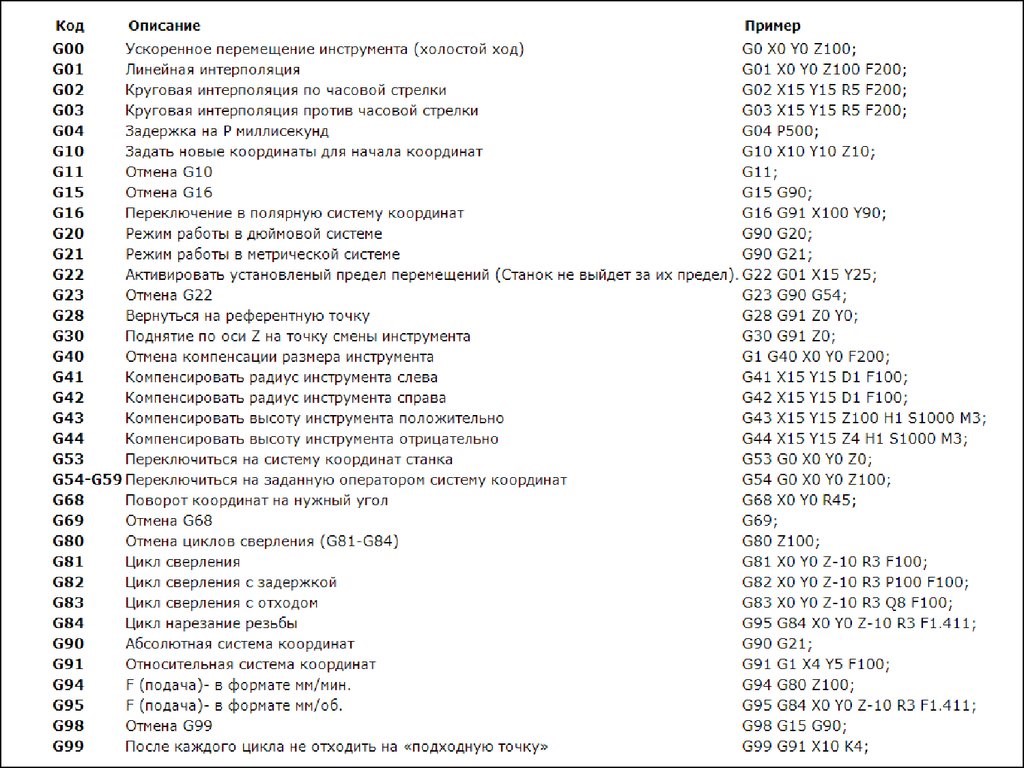 В результате программист-технолог, который отлично владеет навыками ручного программирования, способен добиться весьма высокой производительности труда.
В результате программист-технолог, который отлично владеет навыками ручного программирования, способен добиться весьма высокой производительности труда.
 В этих случаях ручной обсчёт нецелесообразен и даже невозможен.
В этих случаях ручной обсчёт нецелесообразен и даже невозможен.
 Модальные и немодальные коды
Модальные и немодальные коды

 в Без рубрики
в Без рубрики
 Им нужно визуализировать результат программы. Поэтому этот вид программирования лучше всего подходит для самых простых задач или когда специалисту необходимо создать узкоспециализированный дизайн.
Им нужно визуализировать результат программы. Поэтому этот вид программирования лучше всего подходит для самых простых задач или когда специалисту необходимо создать узкоспециализированный дизайн. С помощью этой техники пользователям не нужно знать G-код для создания нужных разрезов. Диалоговое программирование позволяет пользователю вводить важные детали простым языком. Оператор также может проверить движения инструмента перед выполнением программы, чтобы обеспечить точность проекта. Недостатком этого метода является его неспособность приспособить сложные пути.
С помощью этой техники пользователям не нужно знать G-код для создания нужных разрезов. Диалоговое программирование позволяет пользователю вводить важные детали простым языком. Оператор также может проверить движения инструмента перед выполнением программы, чтобы обеспечить точность проекта. Недостатком этого метода является его неспособность приспособить сложные пути.
 Программное обеспечение CAD и CAM или программа, которая интегрирует эти две программы, будет достаточно для новичков. Однако, поскольку потребности у всех разные, лучшее программное обеспечение будет зависеть от того, что вам проще всего использовать. Изучите доступные варианты и по возможности запросите демонстрационные версии, чтобы найти программное обеспечение, с которым вы можете работать.
Программное обеспечение CAD и CAM или программа, которая интегрирует эти две программы, будет достаточно для новичков. Однако, поскольку потребности у всех разные, лучшее программное обеспечение будет зависеть от того, что вам проще всего использовать. Изучите доступные варианты и по возможности запросите демонстрационные версии, чтобы найти программное обеспечение, с которым вы можете работать.


 С помощью большинства станков с программным оборудованием производится резка стекла и его разлом, толщиной от 1 до 19 мм.
С помощью большинства станков с программным оборудованием производится резка стекла и его разлом, толщиной от 1 до 19 мм. Микрочастицы стекла и абразива быстро окажутся на слизистой оболочки глаз и в легких.
Микрочастицы стекла и абразива быстро окажутся на слизистой оболочки глаз и в легких.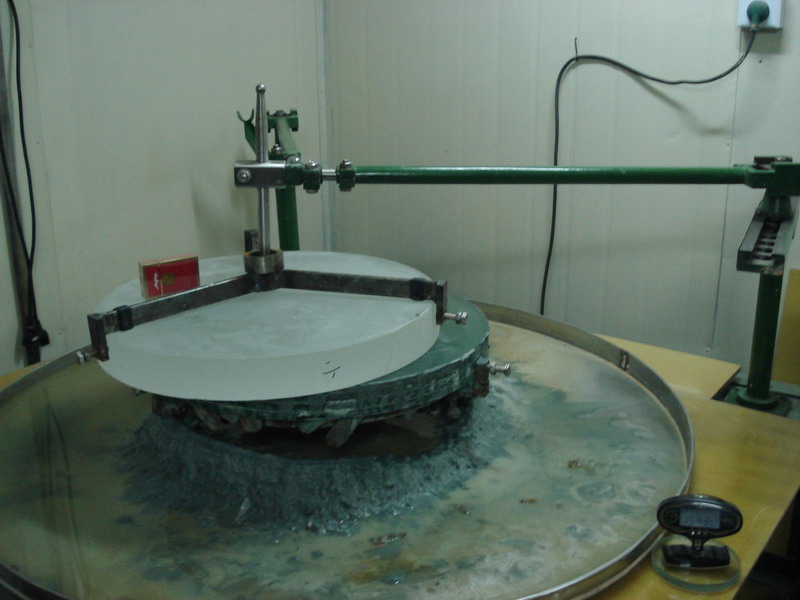 Станки для сверления стекла имеют большой ассортимент. Это оборудование как с ручным приводом и настройками, так и с числовым программным управлением; как с одной, так и двумя головками для сверления (верхней и нижней).
Станки для сверления стекла имеют большой ассортимент. Это оборудование как с ручным приводом и настройками, так и с числовым программным управлением; как с одной, так и двумя головками для сверления (верхней и нижней). Подобные операции (покрытие различными видами пленки, ровное окрашивание лаком или краской, травление и т.д.) могут производиться после того, как произведена резка стекла и обработка кромок.
Подобные операции (покрытие различными видами пленки, ровное окрашивание лаком или краской, травление и т.д.) могут производиться после того, как произведена резка стекла и обработка кромок. Фацет создает множество преломлений кромки, за счет этого изделие становится законченным элементом интерьера. Изысканно смотрятся панно из зеркальной плитки, обработанной данным методом. Ширина фацета на нашем оборудовании установлена 15 мм. По желанию заказчика возможно изготовление изделий с шириной фаски от 5 мм до 25 мм. Фацет снимается только по прямым сторонам, ограничения по конфигурации изделий уточняются у мастера-приёмщика. Габариты изделий min 200мм max 2700 мм.
Фацет создает множество преломлений кромки, за счет этого изделие становится законченным элементом интерьера. Изысканно смотрятся панно из зеркальной плитки, обработанной данным методом. Ширина фацета на нашем оборудовании установлена 15 мм. По желанию заказчика возможно изготовление изделий с шириной фаски от 5 мм до 25 мм. Фацет снимается только по прямым сторонам, ограничения по конфигурации изделий уточняются у мастера-приёмщика. Габариты изделий min 200мм max 2700 мм. Пескоструйная обработка сегодня наиболее востребована. Она придает поверхности стекла и зеркала матовый тон. Производится этот процесс с помощью специального абразива и подачи его на поверхность с помощью высокого давления. В зависимости от настройки оборудования матовый рисунок может быть с различной глубиной обработки и зернистостью.
Пескоструйная обработка сегодня наиболее востребована. Она придает поверхности стекла и зеркала матовый тон. Производится этот процесс с помощью специального абразива и подачи его на поверхность с помощью высокого давления. В зависимости от настройки оборудования матовый рисунок может быть с различной глубиной обработки и зернистостью. Процесс УФ склейки стекла очень прост в своем применении – на УФ-клей оказывается воздействие ультрафиолетовых лучей, происходит полимеризация и склеиваемые материалы прочно сцепляются между собой. УФ склейка стекла имеет некоторые преимущества: склеенные соединения обладают высокой прочностью, на склеиваемых поверхностях сохраняется эффект прозрачности. Но есть и недостатки: нельзя использовать для склейки аквариумов, плохо держит динамические нагрузки. При помощи УФ склейки мы изготавливаем: стеклянные витрины и шкафы различного назначения, стеллажи, столы, стойки, подставки под теле- и видеоаппаратуру, прилавки и мебель.
Процесс УФ склейки стекла очень прост в своем применении – на УФ-клей оказывается воздействие ультрафиолетовых лучей, происходит полимеризация и склеиваемые материалы прочно сцепляются между собой. УФ склейка стекла имеет некоторые преимущества: склеенные соединения обладают высокой прочностью, на склеиваемых поверхностях сохраняется эффект прозрачности. Но есть и недостатки: нельзя использовать для склейки аквариумов, плохо держит динамические нагрузки. При помощи УФ склейки мы изготавливаем: стеклянные витрины и шкафы различного назначения, стеллажи, столы, стойки, подставки под теле- и видеоаппаратуру, прилавки и мебель. Как всегда, опишем самые распространенные и
Как всегда, опишем самые распространенные и







 Я рекомендую использовать гипсокартон толщиной 1-5/8 дюйма.
Я рекомендую использовать гипсокартон толщиной 1-5/8 дюйма.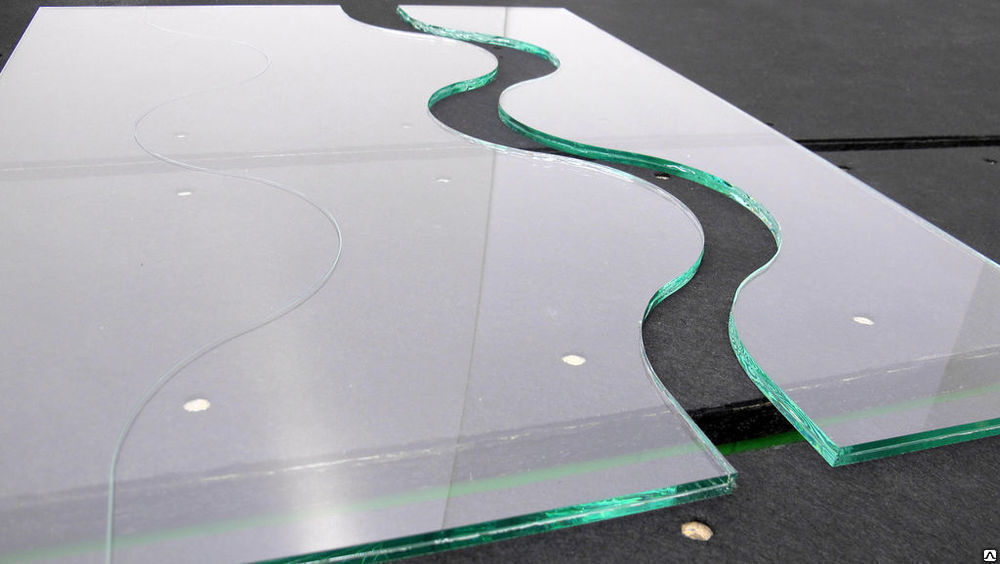

 Сегодня разница в стоимости минимальна, а Pyrex имеет два преимущества:
Сегодня разница в стоимости минимальна, а Pyrex имеет два преимущества:
 См. Заливка смоляного круга .
См. Заливка смоляного круга .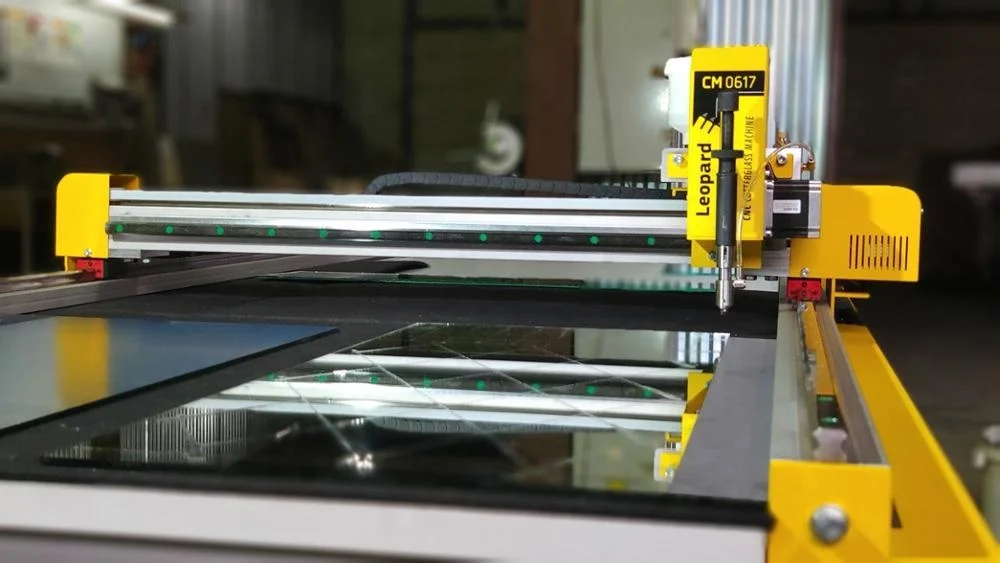
 Песок справа упакован в мешки для более длительного хранения.
Песок справа упакован в мешки для более длительного хранения.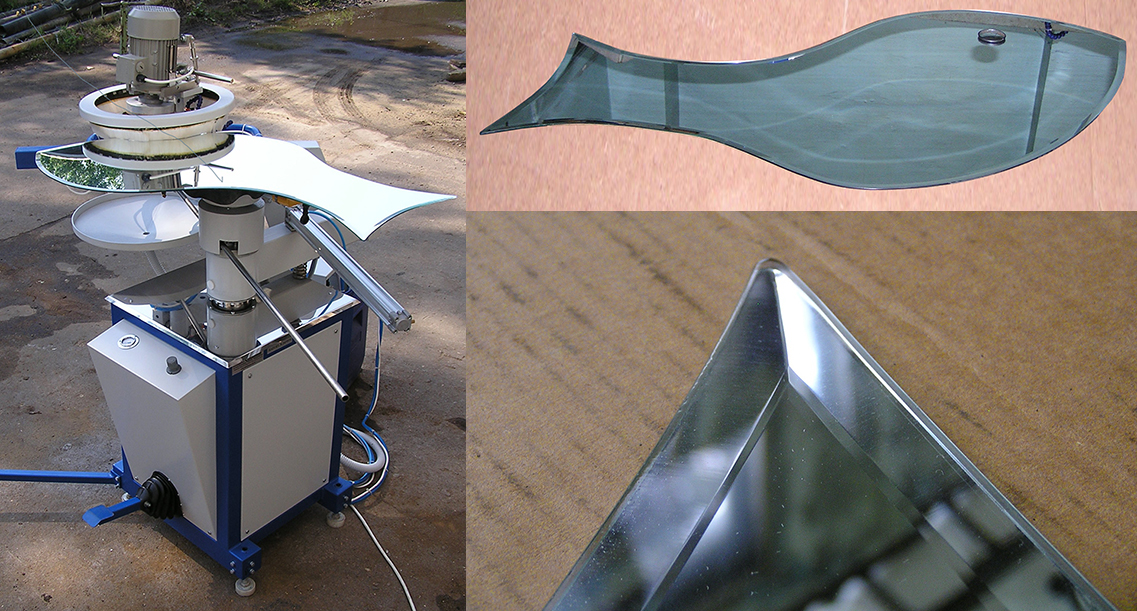





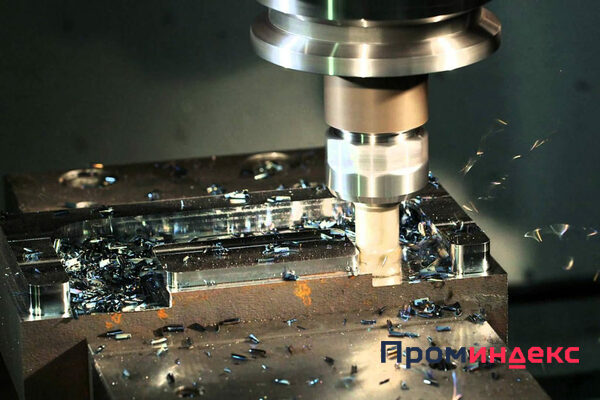
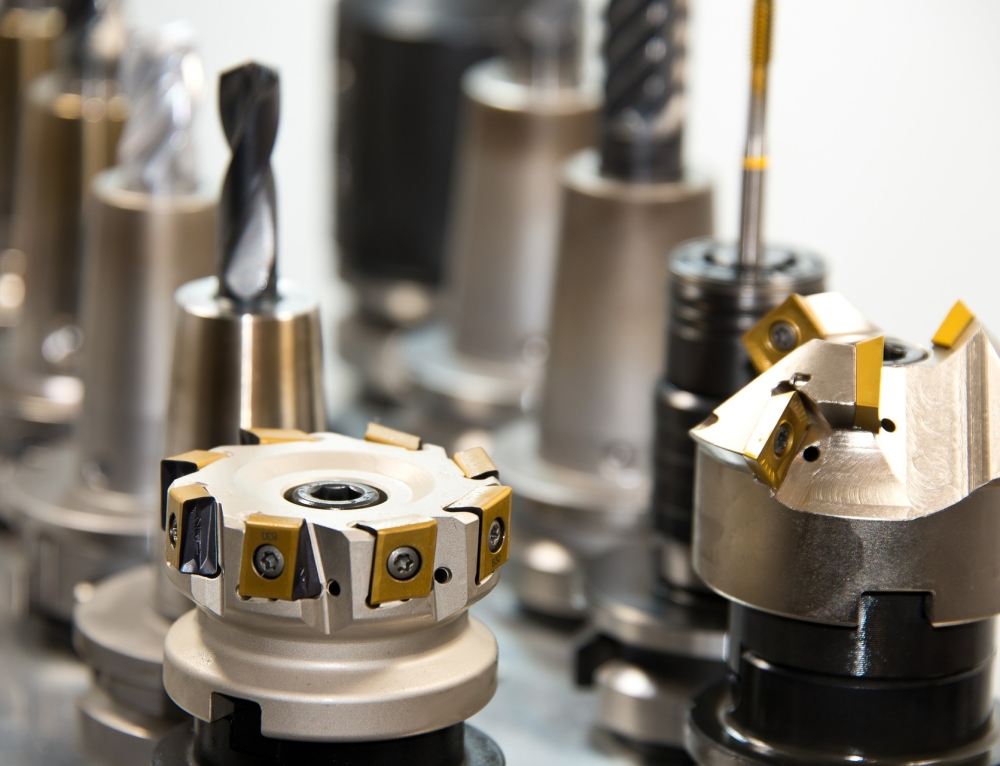

 Конструкция фрезерных станков отличает станки консольные и станки бесконсольные. Основное движение, осуществляемое фрезерным станком – вращательное движение, оно производится фрезой, а движение подачи – поступательное, оно совершается заготовкой. В определенных случаях, к примеру, во время фрезерной обработки крупногабаритных изделий, возможно сообщение движения подачи фрезе.
Конструкция фрезерных станков отличает станки консольные и станки бесконсольные. Основное движение, осуществляемое фрезерным станком – вращательное движение, оно производится фрезой, а движение подачи – поступательное, оно совершается заготовкой. В определенных случаях, к примеру, во время фрезерной обработки крупногабаритных изделий, возможно сообщение движения подачи фрезе. Мы предлагаем вам совершить экскурс в историю и узнать о том, как обрабатывали металл в древней Руси, а так же изучить вместе с нами, какие виды работ относятся к металлообработке. Ключом к пониманию способов обработки металла в старину явились изделия из металла, созданные древнерусскими кузнецами — всевозможные стальные и железные предметы обихода. В процессе внимательного изучения древних технологий обработки металла, были выявлены некие технические характеристики. По итогам исследований, установили, что ведущим способом металлообработки в Древней Руси являлся метод давления, то есть такой метод, когда обработка металла происходит непосредственно в раскаленном виде с помощью штамповки и ковки. Помимо метода давления, на Руси наличествовали и иные способы металлообработки – к примеру, резанием, рубкой зубилом, опиловкой с помощью напильника, и другие. Очень часто применялся на Руси такой способ обработки металла, как обточка. Такая технология представляет собой холодную обработку металлов посредством резания.
Мы предлагаем вам совершить экскурс в историю и узнать о том, как обрабатывали металл в древней Руси, а так же изучить вместе с нами, какие виды работ относятся к металлообработке. Ключом к пониманию способов обработки металла в старину явились изделия из металла, созданные древнерусскими кузнецами — всевозможные стальные и железные предметы обихода. В процессе внимательного изучения древних технологий обработки металла, были выявлены некие технические характеристики. По итогам исследований, установили, что ведущим способом металлообработки в Древней Руси являлся метод давления, то есть такой метод, когда обработка металла происходит непосредственно в раскаленном виде с помощью штамповки и ковки. Помимо метода давления, на Руси наличествовали и иные способы металлообработки – к примеру, резанием, рубкой зубилом, опиловкой с помощью напильника, и другие. Очень часто применялся на Руси такой способ обработки металла, как обточка. Такая технология представляет собой холодную обработку металлов посредством резания.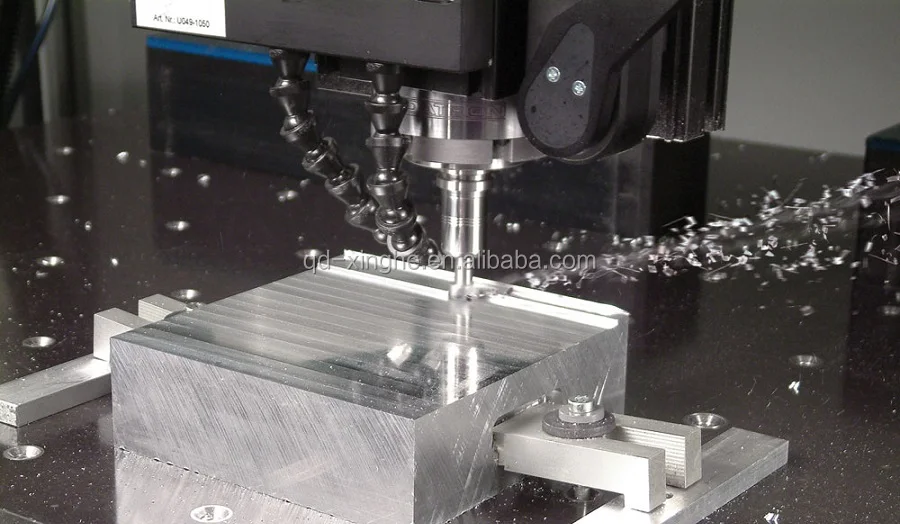 Применение такой способ находит чаще всего в ситуациях, когда требовалось создать гладкую и светлую поверхность. Кроме того, обточка металла была очень кстати при вытачивании отдельных элементов изделий. Данная обточка совершалась в процессе изготовления подавляющего большинства металлических предметов.
Применение такой способ находит чаще всего в ситуациях, когда требовалось создать гладкую и светлую поверхность. Кроме того, обточка металла была очень кстати при вытачивании отдельных элементов изделий. Данная обточка совершалась в процессе изготовления подавляющего большинства металлических предметов. Фреза легко режет металл, что упрощает подгонку металлозаготовки под требуемый размер. Вращение фрезы с острыми зубьями позволяет разрезать металл точно и быстро. Такой процесс получил название “фрезеровка”.
Фреза легко режет металл, что упрощает подгонку металлозаготовки под требуемый размер. Вращение фрезы с острыми зубьями позволяет разрезать металл точно и быстро. Такой процесс получил название “фрезеровка”.
 д.
д. Одношпиндельный станок оснащен 1 мотором, осуществляющим фрезеровку в горизонтальной плоскости. Возможно перемещение фрезы в 3 направлениях. Характерная величина перемещения фрезы — узловая техническая характеристика станка. Как правило, ее обозначение выражается в горизонтальном, вертикальном, поперечном либо максимальном ходе фрезы относительно осей X-Y-Z. Эта величина перемещения обуславливает максимальные габариты профиля. Одним из примеров подобного станка является одношпиндельный станок серии PANTO 310. Тогда как двухшпиндельный станок оснащен дополнительно горизонтальным мотором, дающим возможность производить обработку профиля по вертикальной плоскости. Как правило, горизонтальная головка обладает лишь одним горизонтальным ходом. существует и трехшпиндельный станок, оснащенный дополнительным мотором, дающим возможность под углом совершать обработку профиля.
Одношпиндельный станок оснащен 1 мотором, осуществляющим фрезеровку в горизонтальной плоскости. Возможно перемещение фрезы в 3 направлениях. Характерная величина перемещения фрезы — узловая техническая характеристика станка. Как правило, ее обозначение выражается в горизонтальном, вертикальном, поперечном либо максимальном ходе фрезы относительно осей X-Y-Z. Эта величина перемещения обуславливает максимальные габариты профиля. Одним из примеров подобного станка является одношпиндельный станок серии PANTO 310. Тогда как двухшпиндельный станок оснащен дополнительно горизонтальным мотором, дающим возможность производить обработку профиля по вертикальной плоскости. Как правило, горизонтальная головка обладает лишь одним горизонтальным ходом. существует и трехшпиндельный станок, оснащенный дополнительным мотором, дающим возможность под углом совершать обработку профиля. Этот станок обрабатывает всевозможные материалы: ПВХ, дерево, сталь, алюминий, стеклопластик и другие. Универсальные станки, как правило, являются одношпиндельными, в связи с этим, при необходимости обработки профиля не в одной, а в двух плоскостях, рационально позаботиться о оснащении такого станка поворотным столом. Оборудовав станок поворотным столом, можно один раз закрепить профиль и не переворачивать на другую сторону более профиль руками после обработки, таким образом, получается возможность идеально точно позиционировать отверстия друг относительно друга.
Этот станок обрабатывает всевозможные материалы: ПВХ, дерево, сталь, алюминий, стеклопластик и другие. Универсальные станки, как правило, являются одношпиндельными, в связи с этим, при необходимости обработки профиля не в одной, а в двух плоскостях, рационально позаботиться о оснащении такого станка поворотным столом. Оборудовав станок поворотным столом, можно один раз закрепить профиль и не переворачивать на другую сторону более профиль руками после обработки, таким образом, получается возможность идеально точно позиционировать отверстия друг относительно друга.

 Такой подход приведет к стабильности в производстве предприятия. Такое сотрудничество выгодно и предприятиям-смежникам. Таким образом, при возможности кризиса есть выход – передача определенных операций по токарной и фрезерной металлообработке посредством аутсорсинга и взаимовыгодное сотрудничество смежных предприятий.
Такой подход приведет к стабильности в производстве предприятия. Такое сотрудничество выгодно и предприятиям-смежникам. Таким образом, при возможности кризиса есть выход – передача определенных операций по токарной и фрезерной металлообработке посредством аутсорсинга и взаимовыгодное сотрудничество смежных предприятий. Несомненно, эти, да и многие другие отрасли, нуждаются в наиболее качественной, современной, а также доступной продукции.
Несомненно, эти, да и многие другие отрасли, нуждаются в наиболее качественной, современной, а также доступной продукции.
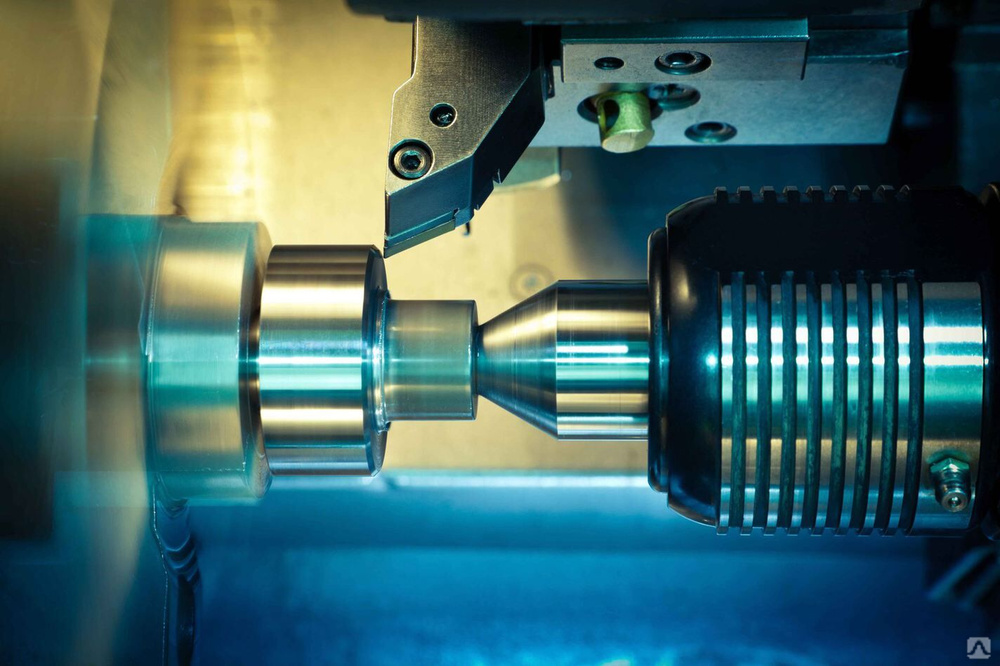
 Винт вертикального позиционирования, часто называемый подъемным винтом, поддерживает и регулирует его. Подъемный винт перемещает колено вверх и вниз, поднимая или опуская рычаг с помощью ручной или механической подачи.
Винт вертикального позиционирования, часто называемый подъемным винтом, поддерживает и регулирует его. Подъемный винт перемещает колено вверх и вниз, поднимая или опуская рычаг с помощью ручной или механической подачи.

 На этом этапе вы будете думать о том, какие инструменты использовать, какой материал подходит для детали, а также настраивать размеры и геометрию. Существует множество отличных вариантов для CAD и CAM. Наша команда инженеров по приложениям любит использовать Autodesk Fusion 360. У Autodesk есть много отличных учебных пособий для изучения CAD и CAM.
На этом этапе вы будете думать о том, какие инструменты использовать, какой материал подходит для детали, а также настраивать размеры и геометрию. Существует множество отличных вариантов для CAD и CAM. Наша команда инженеров по приложениям любит использовать Autodesk Fusion 360. У Autodesk есть много отличных учебных пособий для изучения CAD и CAM. д. Затем программное обеспечение определяет, как эффективно выполнить задачу, создавая траекторию движения инструмента.
д. Затем программное обеспечение определяет, как эффективно выполнить задачу, создавая траекторию движения инструмента. Фрезерный станок с ЧПУ и крепление должны быть чистыми. Вы же не хотите, чтобы стружка и другой мусор испортили деталь. Затем загрузите инструменты, которые вы будете использовать для этой детали, в устройство смены инструментов (или поместите их рядом, если вы меняете их вручную). То, как именно выглядит процесс, зависит от станка, держателей инструмента и устройства смены инструмента.
Фрезерный станок с ЧПУ и крепление должны быть чистыми. Вы же не хотите, чтобы стружка и другой мусор испортили деталь. Затем загрузите инструменты, которые вы будете использовать для этой детали, в устройство смены инструментов (или поместите их рядом, если вы меняете их вручную). То, как именно выглядит процесс, зависит от станка, держателей инструмента и устройства смены инструмента. Наличие автоматического датчика длины инструмента делает этот процесс быстрым и легким. Инструмент касается датчика, и эти данные передаются в систему управления станком. Обязательно используйте самые большие инструменты с наименьшей длиной для эффективности и жесткости. Чем больше инструмент и чем он короче, тем выше его жесткость. Кроме того, более крупный инструмент выполняет более крупные разрезы.
Наличие автоматического датчика длины инструмента делает этот процесс быстрым и легким. Инструмент касается датчика, и эти данные передаются в систему управления станком. Обязательно используйте самые большие инструменты с наименьшей длиной для эффективности и жесткости. Чем больше инструмент и чем он короче, тем выше его жесткость. Кроме того, более крупный инструмент выполняет более крупные разрезы. Это называется нулевой точкой, нулевой точкой детали, рабочим смещением или нулевой точкой программы. Эта исходная точка сообщает каждой оси в системе координат станка, с чего начать. Ваш чертеж САПР имеет координату 0,0. Таким образом, не имеет значения, где вы делаете деталь на станке, потому что вы указываете системе управления, где начинать резку с нулевой точки. Чтобы станок нашел рабочее смещение, вы можете использовать щуп, использовать искатели кромок, инструменты для снятия кромок или просто фрезеровать кромку заготовки и использовать ее в качестве нулевой точки.
Это называется нулевой точкой, нулевой точкой детали, рабочим смещением или нулевой точкой программы. Эта исходная точка сообщает каждой оси в системе координат станка, с чего начать. Ваш чертеж САПР имеет координату 0,0. Таким образом, не имеет значения, где вы делаете деталь на станке, потому что вы указываете системе управления, где начинать резку с нулевой точки. Чтобы станок нашел рабочее смещение, вы можете использовать щуп, использовать искатели кромок, инструменты для снятия кромок или просто фрезеровать кромку заготовки и использовать ее в качестве нулевой точки. Некоторые станки с ЧПУ имеют встроенный симулятор, такой как система управления DATRON next©, и большинство программ CAD/CAM имеют симулятор. Симулятор виртуально запускает программу, поэтому вы видите, есть ли какие-либо пропущенные разрезы, столкновения, непреднамеренные разрезы или неправильные отводы. Затем вы проверяете окончательную смоделированную деталь и смотрите, соответствует ли она желаемому результату.
Некоторые станки с ЧПУ имеют встроенный симулятор, такой как система управления DATRON next©, и большинство программ CAD/CAM имеют симулятор. Симулятор виртуально запускает программу, поэтому вы видите, есть ли какие-либо пропущенные разрезы, столкновения, непреднамеренные разрезы или неправильные отводы. Затем вы проверяете окончательную смоделированную деталь и смотрите, соответствует ли она желаемому результату.
 Конечно, для изготовления биосовместимого титанового имплантата потребуется профессиональный 3D принтер для медицины, но прототипы и мастер модели производятся с помощью настольных приборов для 3Д печати;
Конечно, для изготовления биосовместимого титанового имплантата потребуется профессиональный 3D принтер для медицины, но прототипы и мастер модели производятся с помощью настольных приборов для 3Д печати; 3Д печать – экономный и эффективный способ воспроизведения анатомических макетов.
3Д печать – экономный и эффективный способ воспроизведения анатомических макетов.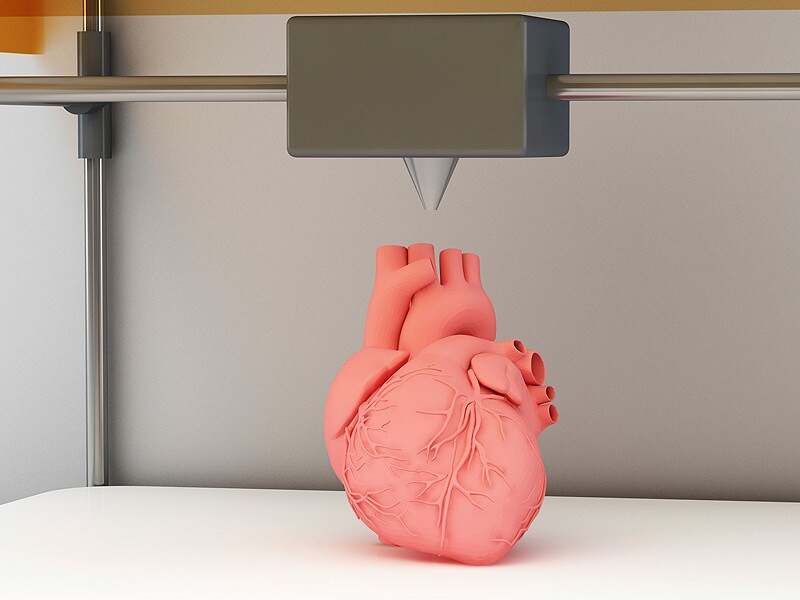 com
com
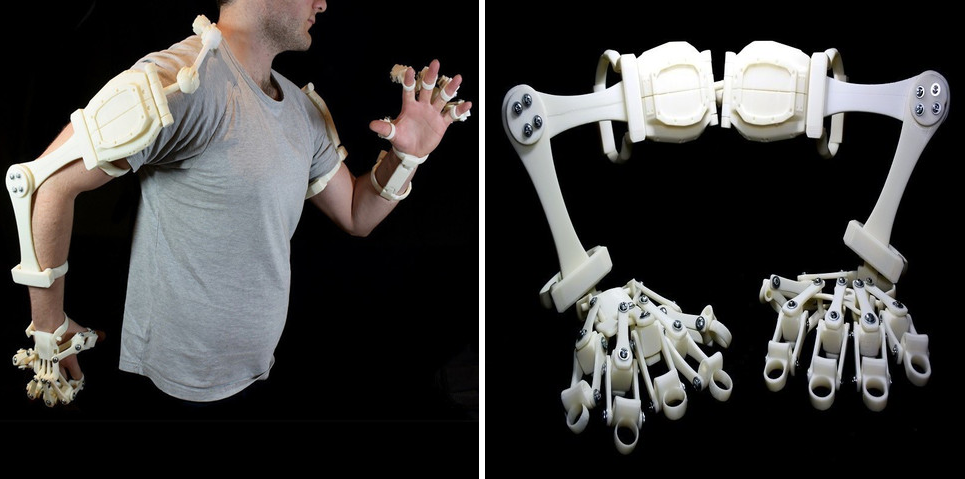
 org
org
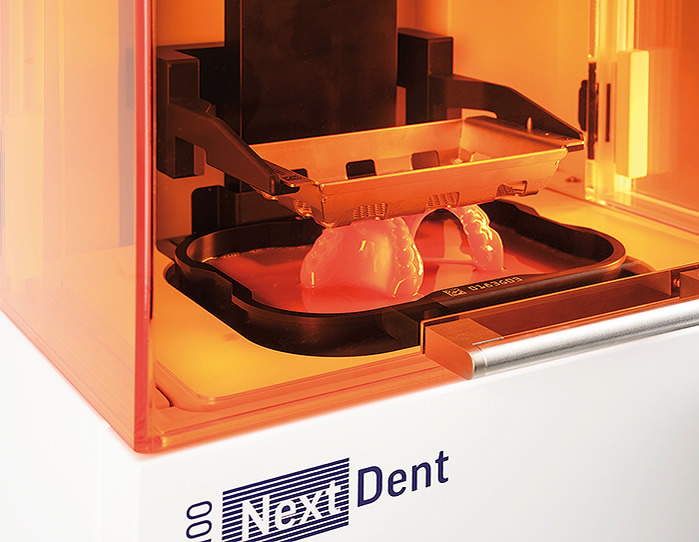
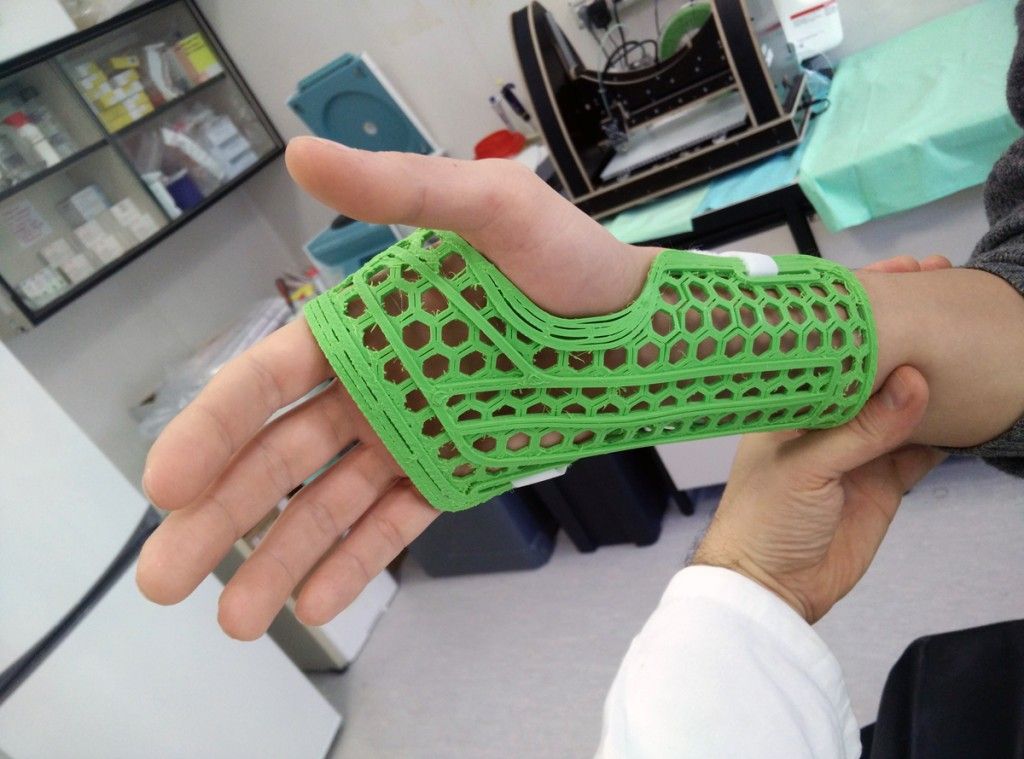 С помощью 3D-печати можно производить персонализированные лекарства в совершенно новых рецептурах, таких как таблетки, содержащие несколько активных ингредиентов либо в виде одной смеси, либо в виде сложных многослойных таблеток.
С помощью 3D-печати можно производить персонализированные лекарства в совершенно новых рецептурах, таких как таблетки, содержащие несколько активных ингредиентов либо в виде одной смеси, либо в виде сложных многослойных таблеток. Использование 3D-принтеров делает эту процедуру ненужной. Аддитивные технологии особенно востребованы, когда необходимо срочное изготовление имплантатов.
Использование 3D-принтеров делает эту процедуру ненужной. Аддитивные технологии особенно востребованы, когда необходимо срочное изготовление имплантатов.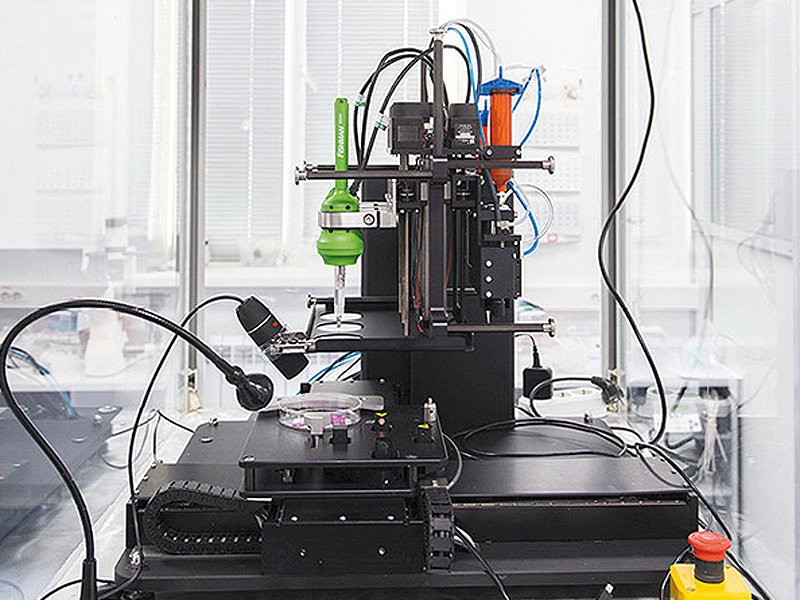

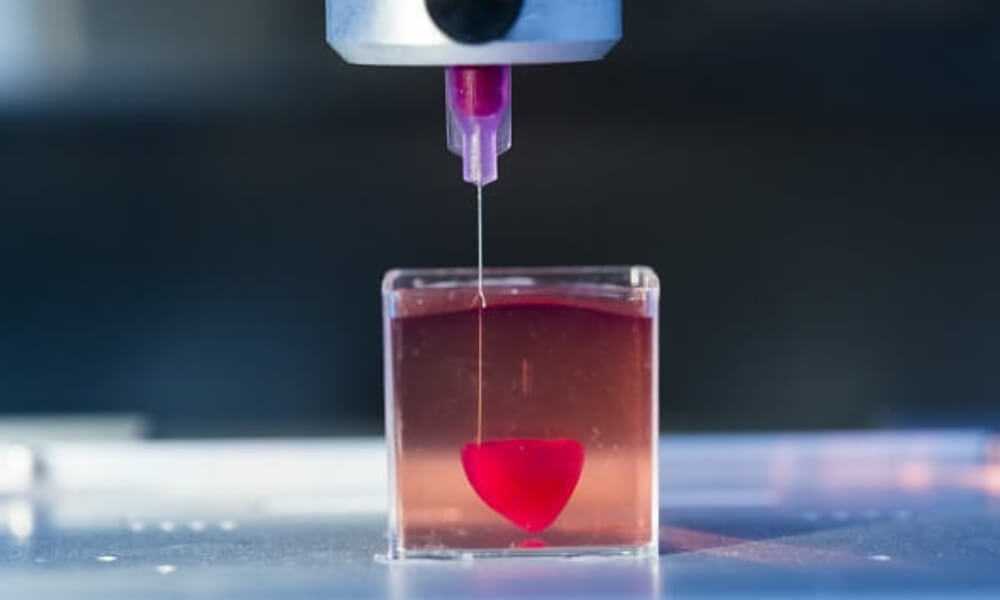
 com
com Специально для этого устройства исследователи создали биочернила, состоящие из аутологичных дермальных фибробластов и эпидермальных кератиноцитов в носителе из гидрогеля.
Специально для этого устройства исследователи создали биочернила, состоящие из аутологичных дермальных фибробластов и эпидермальных кератиноцитов в носителе из гидрогеля. Наконечник состоит из двух 3D-печатных титановых подвижных губок с углом раскрытия до 170 °. Инструмент подключается к электрохирургическому аппарату Erbe и способен успешно коагулировать ткани температурой 75 °C, достигаемой за 5 с.
Наконечник состоит из двух 3D-печатных титановых подвижных губок с углом раскрытия до 170 °. Инструмент подключается к электрохирургическому аппарату Erbe и способен успешно коагулировать ткани температурой 75 °C, достигаемой за 5 с.
 Наиболее распространенная технология, используемая для 3D-печати медицинских устройств, называется сплавлением в порошковом слое. Плавка в порошковом слое широко используется, потому что она работает с различными материалами, используемыми в медицинских устройствах, такими как титан и нейлон.
Наиболее распространенная технология, используемая для 3D-печати медицинских устройств, называется сплавлением в порошковом слое. Плавка в порошковом слое широко используется, потому что она работает с различными материалами, используемыми в медицинских устройствах, такими как титан и нейлон. Например, у FDA есть принтеры, в которых используются различные технологии печати, в том числе сплавление в порошковом слое, чтобы оценить, какие части процессов печати и рабочих процессов имеют решающее значение для обеспечения качества готового медицинского изделия.
Например, у FDA есть принтеры, в которых используются различные технологии печати, в том числе сплавление в порошковом слое, чтобы оценить, какие части процессов печати и рабочих процессов имеют решающее значение для обеспечения качества готового медицинского изделия. В то время как традиционно производимые медицинские устройства имеют дискретные размеры, устройства, подходящие для пациентов, могут изготавливаться в непрерывном диапазоне форм с заранее определенными минимальными и максимальными характеристиками, которые мы можем использовать для проверки устройств так же, как и устройства стандартных размеров. Например, спецификация может определять минимальную и максимальную толщину стенки или то, насколько резкой может быть кривая, чтобы поддерживать характеристики устройства для его предполагаемого использования.
В то время как традиционно производимые медицинские устройства имеют дискретные размеры, устройства, подходящие для пациентов, могут изготавливаться в непрерывном диапазоне форм с заранее определенными минимальными и максимальными характеристиками, которые мы можем использовать для проверки устройств так же, как и устройства стандартных размеров. Например, спецификация может определять минимальную и максимальную толщину стенки или то, насколько резкой может быть кривая, чтобы поддерживать характеристики устройства для его предполагаемого использования. Другие отрасли промышленности и государственные ведомства также заинтересованы в его использовании. Например, Министерство энергетики США (DOE) инвестирует ресурсы в изучение 3D-печати и того, как ее можно использовать для сокращения отходов за счет использования меньшего количества сырья и сокращения производственных операций. Министерство энергетики собрало информацию о том, как работает 3D-печать, о различных типах принтеров и для чего они используются. Для получения дополнительной информации о том, как работают 3D-принтеры и о различных технологиях печати, посетите веб-страницу Министерства энергетики США «Как работают 3D-принтеры».
Другие отрасли промышленности и государственные ведомства также заинтересованы в его использовании. Например, Министерство энергетики США (DOE) инвестирует ресурсы в изучение 3D-печати и того, как ее можно использовать для сокращения отходов за счет использования меньшего количества сырья и сокращения производственных операций. Министерство энергетики собрало информацию о том, как работает 3D-печать, о различных типах принтеров и для чего они используются. Для получения дополнительной информации о том, как работают 3D-принтеры и о различных технологиях печати, посетите веб-страницу Министерства энергетики США «Как работают 3D-принтеры».
 По мере того, как случаи становятся более сложными, а эффективность операционной становится все более важной для обычных случаев, визуальные и тактильные эталонные модели могут улучшить понимание и общение в операционной бригаде и с пациентами.
По мере того, как случаи становятся более сложными, а эффективность операционной становится все более важной для обычных случаев, визуальные и тактильные эталонные модели могут улучшить понимание и общение в операционной бригаде и с пациентами.



 Файлы проекта должны были быть кропотливо доработаны с помощью различных итераций, прежде чем они были отправлены за пределы площадки для сборки.
Файлы проекта должны были быть кропотливо доработаны с помощью различных итераций, прежде чем они были отправлены за пределы площадки для сборки.

 Протезы, изготовленные с помощью 3D-печати, можно изготовить всего за две недели, а затем протестировать и обслуживать по гораздо более низкой цене, чем их традиционные аналоги.
Протезы, изготовленные с помощью 3D-печати, можно изготовить всего за две недели, а затем протестировать и обслуживать по гораздо более низкой цене, чем их традиционные аналоги. недели или месяцы, которые должны быть доставлены, только для того, чтобы быстро устареть из-за растущего ребенка.
недели или месяцы, которые должны быть доставлены, только для того, чтобы быстро устареть из-за растущего ребенка. В прошлом курс физиотерапии с использованием индивидуальных инструментов оказывался трудным. Пациенты часто сталкивались с длительным ожиданием и готовыми изделиями, что приводило к дискомфорту. 3D-печать находится на пути к тому, чтобы изменить этот статус-кво. Стельки и ортезы, напечатанные на 3D-принтере, оказались более подходящими, привели к лучшим терапевтическим результатам и обеспечили больший комфорт и удобство для пациентов.
В прошлом курс физиотерапии с использованием индивидуальных инструментов оказывался трудным. Пациенты часто сталкивались с длительным ожиданием и готовыми изделиями, что приводило к дискомфорту. 3D-печать находится на пути к тому, чтобы изменить этот статус-кво. Стельки и ортезы, напечатанные на 3D-принтере, оказались более подходящими, привели к лучшим терапевтическим результатам и обеспечили больший комфорт и удобство для пациентов.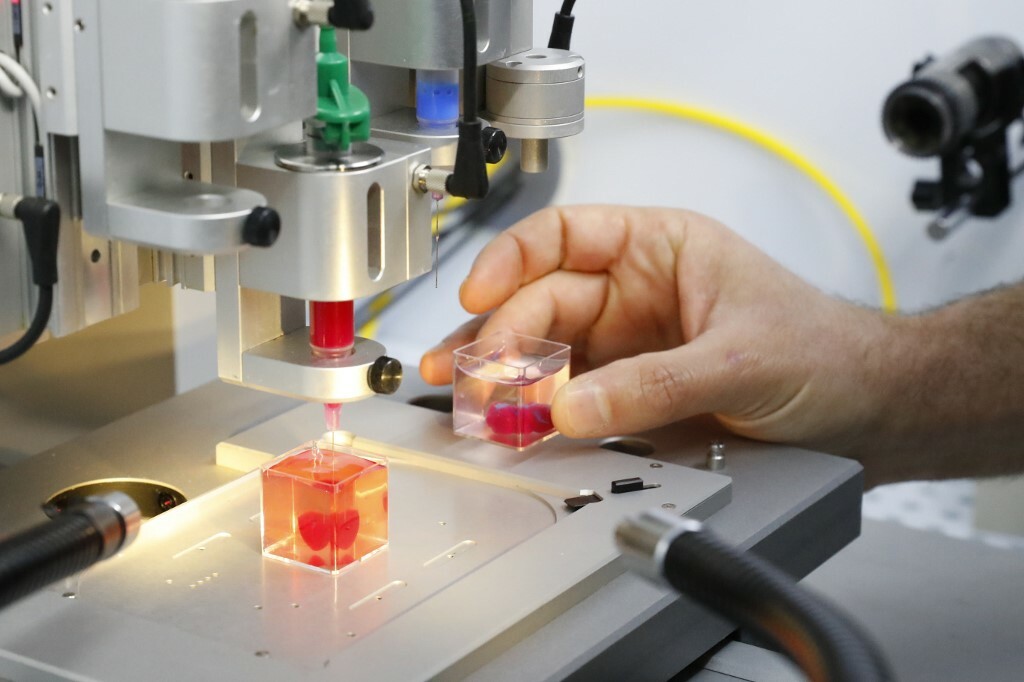 Тканевая инженерия относится к различным развивающимся технологиям, включая биопечать, для выращивания замещающих тканей и органов в лаборатории для использования при лечении травм и болезней.
Тканевая инженерия относится к различным развивающимся технологиям, включая биопечать, для выращивания замещающих тканей и органов в лаборатории для использования при лечении травм и болезней. органической ткани.
органической ткани.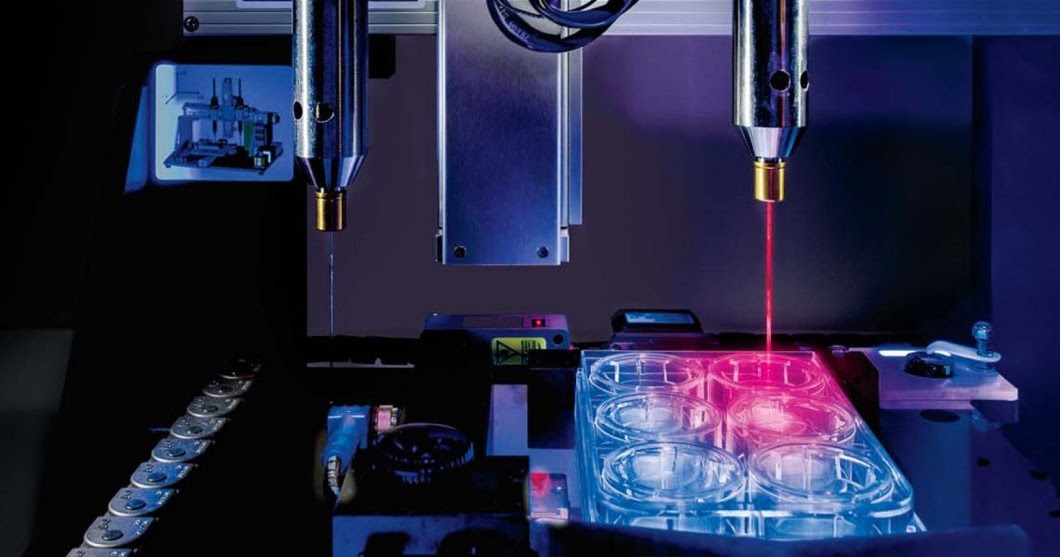 Возможность точного соответствия печатных решений конкретным потребностям пациентов оказалась откровением.
Возможность точного соответствия печатных решений конкретным потребностям пациентов оказалась откровением.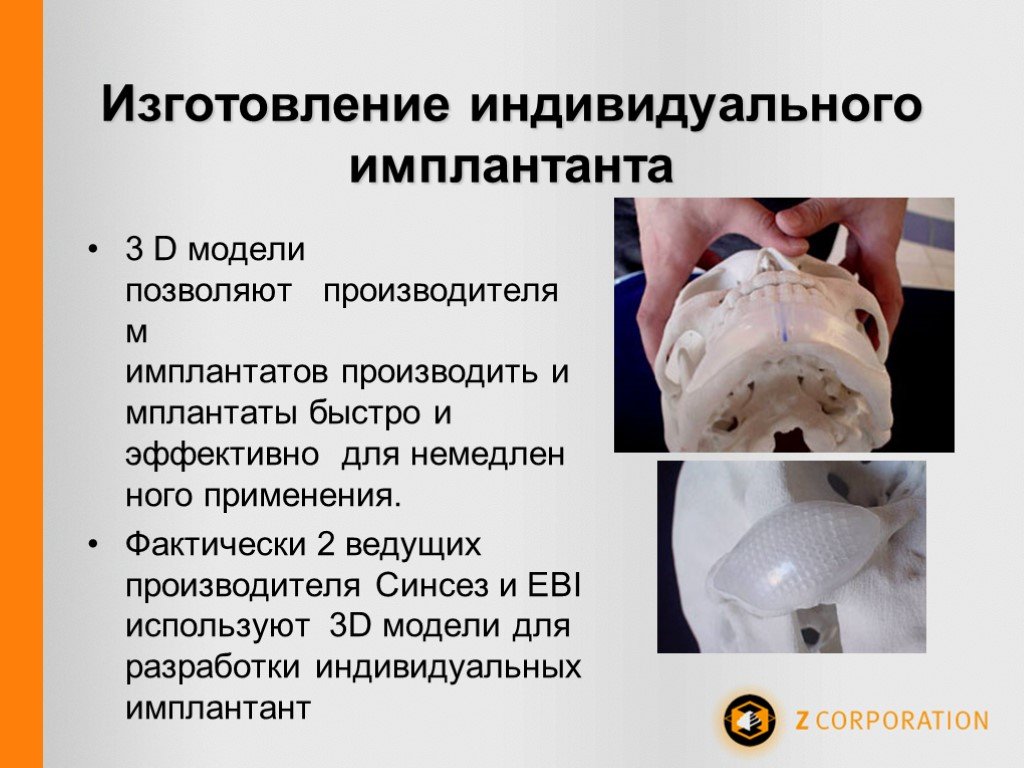
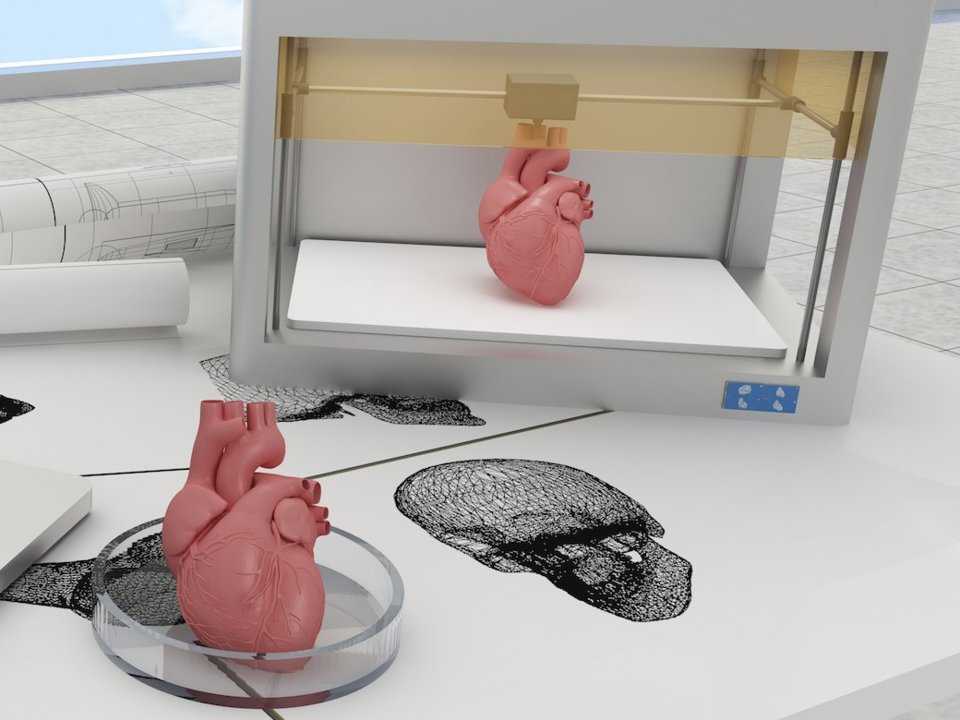 .
. SLA также предлагает самый широкий выбор биосовместимых материалов для стоматологического и медицинского применения. Благодаря Draft Resin принтеры Formlabs SLA также являются самыми быстрыми вариантами для 3D-печати больших прототипов, до 10 раз быстрее, чем FDM.
SLA также предлагает самый широкий выбор биосовместимых материалов для стоматологического и медицинского применения. Благодаря Draft Resin принтеры Formlabs SLA также являются самыми быстрыми вариантами для 3D-печати больших прототипов, до 10 раз быстрее, чем FDM.
 Детали выходят из принтера со слегка шероховатой поверхностью и требуют пескоструйной обработки для получения гладкой поверхности.
Детали выходят из принтера со слегка шероховатой поверхностью и требуют пескоструйной обработки для получения гладкой поверхности.


 США
США
 У меня получились: внешний диаметр катушки — 38 см; диаметр барабана для намотки шланга — 20 см; ширина барабана — 25 см. Этого достаточно для намотки 15 м шланга.
У меня получились: внешний диаметр катушки — 38 см; диаметр барабана для намотки шланга — 20 см; ширина барабана — 25 см. Этого достаточно для намотки 15 м шланга. После высыхания клея закрыл стыки деталей дополнительными накладками толщиной 10 мм, которые также увеличивают жёсткость конструкции.
После высыхания клея закрыл стыки деталей дополнительными накладками толщиной 10 мм, которые также увеличивают жёсткость конструкции.

 После обрезки зашлифовал стыки сегментов и неровности окружности, вклеил рукоятки.
После обрезки зашлифовал стыки сегментов и неровности окружности, вклеил рукоятки. Результатом я доволен.
Результатом я доволен.
 Штурвал с вклеенной заглушкой.
Штурвал с вклеенной заглушкой. Установленный в мойке электродвигатель оснащён воздушным охлаждением, кроме того, в мини-мойке имеется специальный интегрированный барабан для хранения шланга высокого давления.
Установленный в мойке электродвигатель оснащён воздушным охлаждением, кроме того, в мини-мойке имеется специальный интегрированный барабан для хранения шланга высокого давления. Длина шланга высокого давления составляет 5 метров, в режиме хранения он наматывается на барабан.
Длина шланга высокого давления составляет 5 метров, в режиме хранения он наматывается на барабан. 1
1
 Намоточные машины могут быть оснащены сплайсерами, устройствами для обработки катушек, системами склеивания, барабанами с мягкой намоткой, системой управления приводом и многими другими функциями для повышения качества, производительности и удобства использования.
Намоточные машины могут быть оснащены сплайсерами, устройствами для обработки катушек, системами склеивания, барабанами с мягкой намоткой, системой управления приводом и многими другими функциями для повышения качества, производительности и удобства использования.

 С марта 2020 года я воссоздаю культовые барабанные партии The Beatles и публикую их в своем еженедельном списке рассылки. Это постоянный проект, целью которого является создание миксов и стемов каждой песни, записанной The Beatles. Вы также найдете странные песни других исполнителей.
С марта 2020 года я воссоздаю культовые барабанные партии The Beatles и публикую их в своем еженедельном списке рассылки. Это постоянный проект, целью которого является создание миксов и стемов каждой песни, записанной The Beatles. Вы также найдете странные песни других исполнителей.
 0005
0005 Группа была только что отдохнувшей от своих долгих выступлений по ночам в Гамбурге и подходила для записи в плотном гастрольном графике. Было использовано минимальное количество барабанных микрофонов, и вокальный микрофон Neumann является огромной частью живого, энергичного звука той эпохи.
Группа была только что отдохнувшей от своих долгих выступлений по ночам в Гамбурге и подходила для записи в плотном гастрольном графике. Было использовано минимальное количество барабанных микрофонов, и вокальный микрофон Neumann является огромной частью живого, энергичного звука той эпохи. My Life
My Life
 Группа клуба одиноких сердец Пеппера (Реприза)
Группа клуба одиноких сердец Пеппера (Реприза) Этот вес
Этот вес
 На альбоме Глин Джонс возвращается к минимальному размещению барабанных микрофонов в стиле почти 1963-1964 годов, с его ныне знаменитой техникой «Глин Джонс», которая подходит, поскольку Let It Be был тем, что Битлз пытались вновь стать группой и «стать как можно больше». фанковые, как мы были в The Cavern» (Джордж Харрисон).
На альбоме Глин Джонс возвращается к минимальному размещению барабанных микрофонов в стиле почти 1963-1964 годов, с его ныне знаменитой техникой «Глин Джонс», которая подходит, поскольку Let It Be был тем, что Битлз пытались вновь стать группой и «стать как можно больше». фанковые, как мы были в The Cavern» (Джордж Харрисон).
 Работай над этим
Работай над этим
 Для других же, особенно в технологической сфере, даже небольшое устаревание оборудование может стать большим недостатком.
Для других же, особенно в технологической сфере, даже небольшое устаревание оборудование может стать большим недостатком. В дополнение, лизинговые платежи обычно меньше, чем ежемесячные платежи по кредиту.
В дополнение, лизинговые платежи обычно меньше, чем ежемесячные платежи по кредиту.
 org/Breadcrumb»>Лизинг оборудования
org/Breadcrumb»>Лизинг оборудования


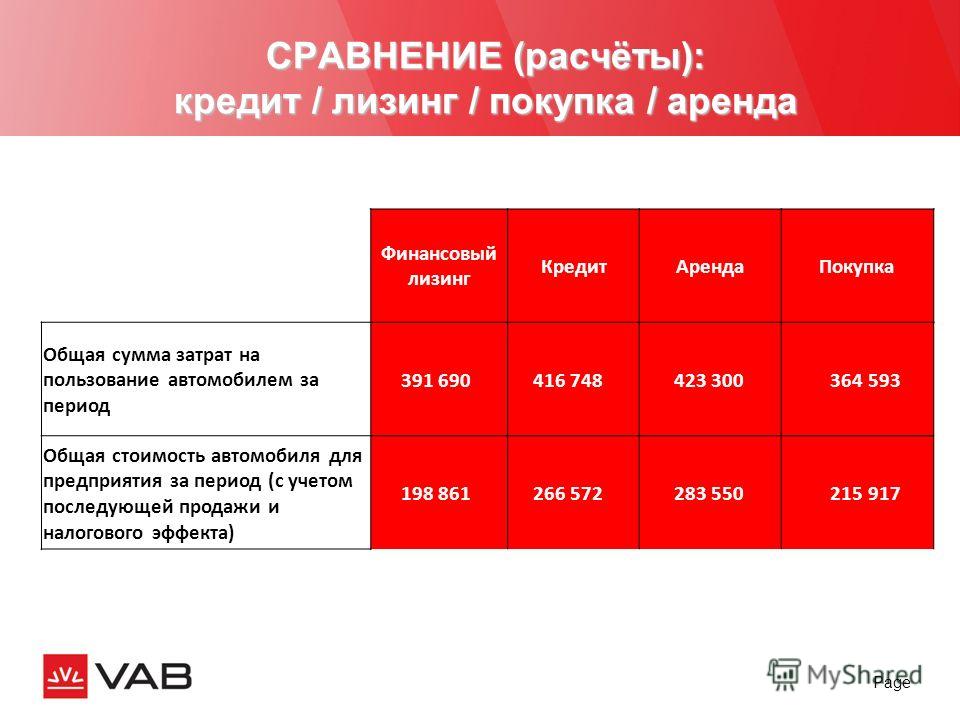
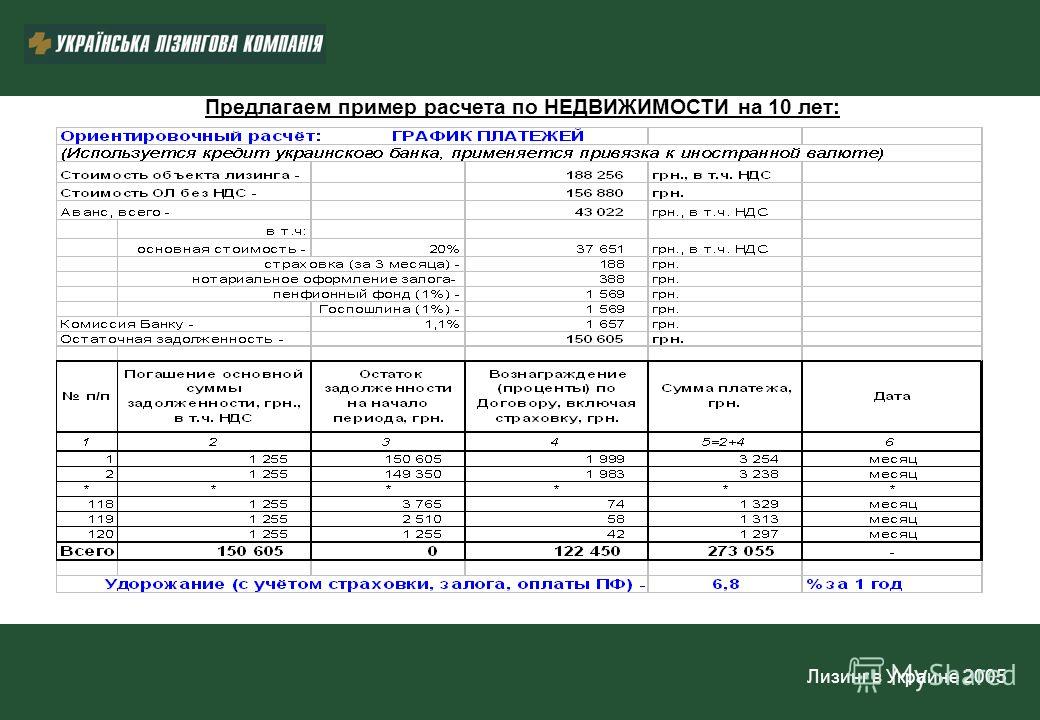
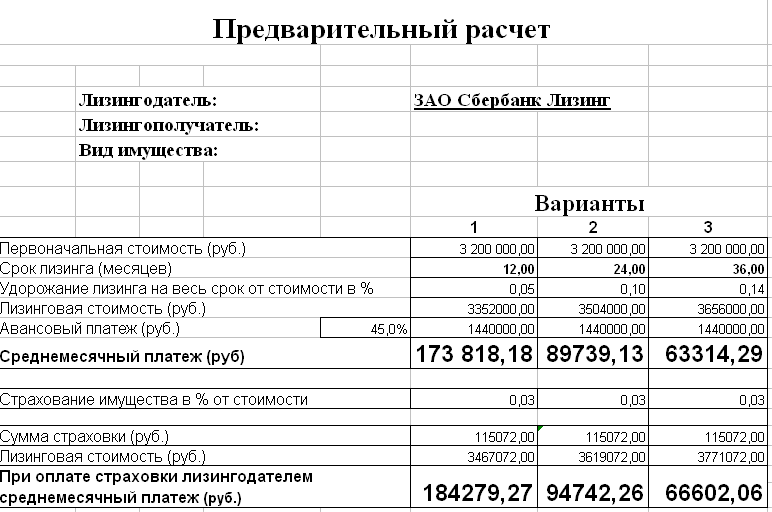 Этот тип будет иметь самые низкие ежемесячные платежи, но самые высокие процентные ставки, потому что арендодатель имеет повышенный риск того, что ему придется искать другого арендатора для оборудования.
Этот тип будет иметь самые низкие ежемесячные платежи, но самые высокие процентные ставки, потому что арендодатель имеет повышенный риск того, что ему придется искать другого арендатора для оборудования.


 67
67 Однако, если вы решите приобрести оборудование, оно будет иметь самую высокую стоимость выкупа. Самые высокие ежемесячные платежи относятся к аренде с выкупом за 1 доллар, но его общая стоимость выкупа самая низкая.
Однако, если вы решите приобрести оборудование, оно будет иметь самую высокую стоимость выкупа. Самые высокие ежемесячные платежи относятся к аренде с выкупом за 1 доллар, но его общая стоимость выкупа самая низкая. 02
02
 Удалите с ножа появившуюся ржавчину
Удалите с ножа появившуюся ржавчину comТеперь можно поставить лезвия в пазы, зафиксировать их и приступать к заточке
comТеперь можно поставить лезвия в пазы, зафиксировать их и приступать к заточке Главное – не доводить ножи до такого стояния, когда править их уже будет невозможно. А для этого – тщательно осматривайте доски перед работой и удаляйте все гвозди. А вот еще один вариант наточки лезвий, теперь на станке :
Главное – не доводить ножи до такого стояния, когда править их уже будет невозможно. А для этого – тщательно осматривайте доски перед работой и удаляйте все гвозди. А вот еще один вариант наточки лезвий, теперь на станке : 5 — 6 400 грн
5 — 6 400 грн 86 грн
86 грн

 Кроме того, установка новых ножей в фуганке — трудоемкая и утомительная работа. Поэтому Хендрик Варью придумал способ затачивать фуганочные ножи, не снимая их с ножевого вала. Все, что вам нужно, это простое фиксирующее приспособление и его простые для понимания инструкции.
Кроме того, установка новых ножей в фуганке — трудоемкая и утомительная работа. Поэтому Хендрик Варью придумал способ затачивать фуганочные ножи, не снимая их с ножевого вала. Все, что вам нужно, это простое фиксирующее приспособление и его простые для понимания инструкции.  Если на ваших ножах образовалась крупная стружка, лучше всего обратиться в службу заточки, которая выполнит тяжелую шлифовальную работу. Тем не менее, любитель, который аккуратно использует свои машины, должен использовать годы, прежде чем ему придется снимать ножи.
Если на ваших ножах образовалась крупная стружка, лучше всего обратиться в службу заточки, которая выполнит тяжелую шлифовальную работу. Тем не менее, любитель, который аккуратно использует свои машины, должен использовать годы, прежде чем ему придется снимать ножи. Теперь вы можете заточить скос под углом, который не будет тереться о заготовку.
Теперь вы можете заточить скос под углом, который не будет тереться о заготовку. Подтяните камень к разгрузочному столу, чтобы не образовался заусенец. Поднимите камень над ножом и повторите шаг.
Подтяните камень к разгрузочному столу, чтобы не образовался заусенец. Поднимите камень над ножом и повторите шаг.


 Просто чуть менее удобно.
Просто чуть менее удобно.
