Подпрессованные пакеты загружаются вручную в горячий пресс для фанеры. Склеивание фанеры…
Добавить в корзину
Горячий пресс (15 пролетов)
Цена: 74 700 у. е. (4 639 752 ₽)
Подпрессованные стопы шпона с нанесенным клеем загружаются вручную в горячий пресс для фанеры…
Добавить в корзину
Горячий пресс для фанеры PHP-10-5/5
Цена: 69 000 у.е. (4 285 714 ₽)
Лущеный шпон высушивают до влажности 8-12% и склеивают под высоким давлением, нагревая пакет шпона…
Добавить в корзину
Горячий пресс для фанеры PHP-16-5/5
Цена: 79 800 у.е. (4 956 522 ₽)
Лущеный шпон высушивают до влажности 8-12% и склеивают под высоким давлением, нагревая пакет шпона…
Добавить в корзину
Фанерный пресс HK-5/5
Цена: 48 000 у. е. (2 981 366 ₽)
Фанерный пресс может поставляться с механизированной установкой и может встраиваться в…
Добавить в корзину
Пресс фанерный HK-4/20
Цена: 96 000 у.е. (5 962 733 ₽)
20-ти пролетный фанерный пресс может поставляться с механизированной установкой и может встраиваться…
Добавить в корзину
Горячий пресс для фанеры PHP-16-4/8
Цена: 79 900 у.е. (4 962 733 ₽)
Лущеный шпон высушивают до влажности 8-12% и склеивают под высоким давлением, нагревая пакет шпона…
Добавить в корзину
Линия прессования фанеры HP-550/35-5
Цена: 314 000 у. е. (19 503 106 ₽)
Линия прессования фанеры предназначена для подачи пакетов в пресс, прессования и выгрузки готовой…
Добавить в корзину
Оборудование для прессования фанеры HP-500/35-8
Цена: 327 000 у.е. (20 310 559 ₽)
Горячее прессование фанеры осуществляется на многопролетном прессе. Подпрессовка в холодных прессах…
Добавить в корзину
Пресс для большеформатной фанеры HP-500/35-10
Цена: 407 000 у. е. (25 279 503 ₽)
Горячее прессование большеформатной фанеры осуществляется на многопролетном прессе. Подпрессовка в…
Добавить в корзину
Горячие прессы — это оборудование для производства фанеры из шпона. Они рассчитаны на эксплуатацию в составе технологических линий. На выбор клиентам представлено оборудование следующей производительности (м3/год):
5 000;
10 000;
15 000;
25 000;
40 000;
60 000.
Его принцип действия основан на сжатии под давлением лущеного шпона, предварительно обработанного клеящим составом. Процесс сопровождается нагревом плоских плит до высокой температуры.
Особенности и преимущества горячего пресса для производства фанеры
Данное оборудование обладает следующими характеристиками:
создает давление до 17 МПа;
развивает температуру от 110 до 130 °C.
Для получения консультации воспользуйтесь любым из контактных телефонов.
Популярные товары
Гидравлический шпиндельный лущильный станок SVH-4
Цена: 53 600 у.е. (3 329 193 ₽)
В корзину
Гидравлический окорочный станок HARTMANN PRIME GDH-26G
Цена: 30 400 у.е. (1 888 199 ₽)
В корзину
Автоматический заточной станок для дисковых пил MF-026C
Цена: 18 900 у.е. (1 173 913 ₽)
В корзину
Окорочный станок роторного типа BP-1206
Цена: 148 500 у.е. (9 223 602 ₽)
В корзину
Станок для шлифования погонажа PSCM400
Цена: 20 800 у. е. (1 291 925 ₽)
В корзину
Горбыльно-ребровой станок КR-15
Цена: 27 600 у.е. (1 714 286 ₽)
В корзину
Смотреть всё
Полезные статьи
Оборудование для производства деревянных балок БДК-1
Это оборудование перемещает детали в пределах производственного помещения, автоматизируя производство и уменьшая долю ручного труда. Устройство, также известное как рольганг, состоит из жесткой стальной рамы, на которой последовательно размещены ролики.
Поддоны из опилок
Производство поддонов и палет, учитывая активное развитие логистических центров и увеличение объема грузоперевозок – одно из наиболее популярных и прибыльных направлений в бизнесе. Для изготовления поддона используются доски, а с недавнего времени . ..
Технология МДФ
МДФ является материалом, о котором говорят постоянно практически все представители мебельной индустрии.
Технология ДСП
Считается, что прародителем ДСП был Эрнст Хаббард, предложивший идею создания нового, ранее неизвестного науке материала из опилок и казеинового клея.
Технология ОСП 30 000 м³ в год/60 000 м³ в год
Сырье с помощью подъемно-транспортных машин помещается на окорочные станки, где после удаления коры древесина попадает по конвейеру на стружечный станок.
Описание технологического процесса производства фанеры
Для предотвращения остывания воды и сырья бассейны закрываются крышками. Сырье после прогревания подается на раскаточный стол, затем поштучно с помощью цепного транспортера в главный производственный корпус.
1.5.13. Технология склеивания фанеры
При склеивании фанеры сухим горячим способом в многоэтажных прессах применяют две основные технологические схемы:
– склеивание по нескольку листов в рабочем промежутке пресса. Этим способом склеивают фанеру толщиной до 6–8 мм. Максимальная толщина пакетов (сумма толщин шпона) в одном промежутке пресса может быть более 16–18 мм. В противном случае не гарантируется требуемый равномерный прогрев как по площади листов, так и по толщине пакета из-за низкой теплопроводности древесины;
– склеивание по одному листу в промежутке пресса. Таким образом склеивают фанеру толщиной более 6–8 мм, а в некоторых прессах – и более тонкую фанеру.
К параметрам режима склеивания фанеры относятся следующие.
1. Влажность пакета шпона. Обычно она колеблется в пределах (12 ± 3)%.
2. Количество листов в промежутке пресса. Определяется максимальной толщиной пакета (16–18 мм) и зависит от толщины фанеры. Обычно фанеру толщиной до 6–7 мм клеят по два – четыре листа в этаже пресса, более толстую – по одному листу.
3. Температура плит пресса. Зависит от марки используемого клея и слойности фанеры. Чем толще пакет, тем ниже должна быть температура склеивания. В среднем для фенольных клеев требуются температуры на 10–20ºС выше, чем для карбамидных (табл. 1.42).
Таблица 1.42
Рекомендуемые температуры нагревательных плит пресса
Продукция
Клей
Слойность пакета
Температура, ºС
Фанера березовая
СФЖ-3011 с подсушкой
Любая
145–150
СФЖ-3011, СФЖ-3014 без подсушки
3
125–130
5 и более
115–120
Карбамидные
3
125–130
5
115–120
7 и более
110–115
Фанера сосновая
СФЖ-3013, СФЖ-3014 без подсушки
3
115–120
5 и более
110–115
Карбамидные
3
115–120
5
110–115
7 и более
105–110
4. Рабочее давление. Зависит от марки продукции и конструкции элементов, передающих давление (табл. 1.43).
Таблица 1.43
Рекомендуемое давление для склеивания фанеры
Продукция
Удельное давление, МПа
Фанера на фенольных смолах
1,7–2,0
Фанера на карбамидных смолах
1,8–2,1
5. Цикл склеивания фанеры. Цикл складывается из следующих периодов: загрузка пакетов в пресс, подъем и смыкание плит пресса, создание рабочего давления, выдержка под давлением, снижение давления, выгрузка фанеры.
В технологических расчетах принято различать три слагаемых цикла прессования фанеры: время прессования (tпр), время снятия давления (tс. д), время вспомогательных операций (tвсп), т. е.
,
(1.108)
Составляющие цикла склеивания и типичная диаграмма изменения давления показаны на рис. 1.10.
Рис. 1.10. Составляющие цикла склеивания τц и диаграмма изменения давления Р при склеивании фанеры: 1 – время загрузки пакетов; 2 – время смыкания плит; 3 – время прессования; 4 – время снятия давления в первом периоде; 5 – время снятия давления во втором периоде; 6 – время размыкания плит и выгрузки пакетов
К вспомогательному времени относится время загрузки и выгрузки пакетов, на смыкание и размыкание плит пресса. Время выдержки под давлением зависит от марки клея, породы древесины, слойности, толщины пакета и температуры плит пресса (табл. 1.44–1.46).
Таблица 1.44
Машина для нанесения клея
— Оборудование для производства фанеры Джилонг Машина для нанесения клея
. Машина для нанесения клея используется для нанесения клея на основной шпон и фанеру в среднем. Машина для нанесения клея имеет три ролика и четыре ролика. Машина для нанесения клея делится на одностороннюю и двухстороннюю машины для нанесения покрытия. в основном шпоне, многослойной фанерной плите, столярном картоне и т. Д. Эта машина имеет много преимуществ, разумный дизайн, однородный клей, экономию затрат и простоту в эксплуатации.
Спецификация машины для нанесения клея 4 фута: Эта спецификация основана на машине для двустороннего покрытия.
Dimension: 2200*1000*1400 мм Количество роликов: 4 Длина ролика: 1400 мм Толщина грабителя: 13 мм Диаметр Roller Diameter: 246 мм 9206060602020206202m202060206202m201020606062010201020102060602M201020601020692069 мм DIDAMET Скорость склеивания: 24-90 м/мин Мощность двигателя: 3 кВт Переходник: 2 штифта циклоиды Макс. Ширина шпона: 1400 мм Макс. Толщина шпона: 20 мм Общий вес станка: 1000 кг
рабочее видео:
Если вы хотите получить более подробную информацию, пожалуйста, свяжитесь с нами:
МОБИЛЬНЫЙ: +8615064931296 ЧТО ПРИЛОЖЕНИЕ:008615064931296 ВЕЧАТ: 15064931296 СКАЙП: скайп2014102 ЭЛЕКТРОННАЯ ПОЧТА: [email protected] ВЕБ-ИНТЕРНЕТ: www.geelongmachinery.com www.geelonggroup.com Золотой поставщик Alibaba: Http://lygeelong.en.alibaba.com
|
Дом
|
О нас
|
Продукты
|
Новости
|
Свяжитесь с нами
|
Тел. :+86-0539-7822360 Факс:+86-0539-7822360 Моб.:+86-15064931296
Адрес офиса: Комната 2204, Здание № 5 Хунжу Интернэшнл. Район Ланьшань, город Линьи, провинция Шаньдун, Китай
Настенный пресс для изготовления фанерных панелей Проект
Процесс склеивания досок в большие панели может быть затруднен при использовании обычных трубных хомутов. Если вы не используете какую-либо систему поддержки, зажимы могут опрокинуться или соскользнуть с места, а неравномерное усилие зажима может привести к деформации панели. Зажатые и отвержденные панели занимают драгоценное место на столе или создают препятствия во время сушки в цеху.
В этой статье показано, как превратить пять обычных трубных хомутов 3/4″ в вертикальный зажимной пресс. В прессе используются пары длинных плит и прижимных стержней, которые сжимают панель, а также надежно ее удерживают, а хомуты закрыть клеевые швы. Чтобы использовать пресс, вы наносите клей на доски, вставляете их на место между плитами и прижимными стержнями и все затягиваете. Больше не нужно тратить место на рабочем столе! Благодаря своим размерам этот пресс может работать с 2-дюймовыми прессами. толстые панели шириной до 40 дюймов и любой приемлемой длины.
Изготовление плит и прижимных планок
Начните с заготовок из ламинированной фанеры, оторвав пару длинных краев на каждой под углом 45 градусов для металлической угловой облицовки.
Ваша первая задача состоит в том, чтобы сделать четыре пары плит и прижимных планок (детали 1). Каждая из этих восьми частей состоит из деревянного основания, окаймленного алюминиевым уголком. Чтобы сделать заготовки для плит и прижимных планок, я склеил между собой две полоски фанеры толщиной 3/4 дюйма.
Используя двухкомпонентную эпоксидную смолу, нанесите на края плит и прижимных планок, а затем нанесите на это пространство металлическую облицовку.
Когда клей высохнет, отфрезеруйте противоположные фаски под углом 45° вдоль одной кромки каждого основания, следя за тем, чтобы между фасками оставался плоский участок шириной 3/16 дюйма для размещения любого скругления внутри алюминиевого уголка. (Не используйте угол утюг здесь, так как он может вступить в реакцию с клеем и оставить пятна.) Нанесите эпоксидную смолу на алюминиевые уголки (детали 2) к основаниям. Обозначьте четыре из них как «плиты», а остальные четыре как «прижимные планки».
Используйте обрезки древесины, чтобы создать простой зажим для V-образных блоков, чтобы зажать и стабилизировать плиты, и прижимные планки, чтобы просверлить отверстия для болтов с квадратным подголовком.
Плиты и прижимные планки будут соединены длинными болтами с квадратным подголовком и звездообразными ручками, поэтому следующим шагом будет просверливание отверстий для этих болтов. Я сделал простую V-образную опору для сверлильного станка, чтобы эти отверстия для болтов были прямыми, перпендикулярными и проходили точно через центр алюминиевых накладок. Просверлите центрированные отверстия диаметром 1/2 дюйма, 2 дюйма с каждого конца, полностью через четыре прижимных стержня. Отложите их.
Для просмотра схем панельного пресса и списка материалов в формате PDF нажмите здесь.
Переключившись на пластины, используйте сверло диаметром 1 дюйм, чтобы просверлить центрированные отверстия глубиной 1-1/2 дюйма, центрированные на 2 дюйма с каждого конца. Расширьте отверстия для болтов до конца с помощью сверла диаметром 3/8 дюйма. кусочек. Теперь нанесите каплю эпоксидной смолы под головки болтов с квадратным подголовком (детали 3) и вставьте болты в расточенные отверстия. Накрутите звездообразную ручку на каждый болт и затяните ее, чтобы удерживать болты перпендикулярно, пока эпоксидная смола не схватится. Заполните каждое отверстие дюбелем (деталь 4), приклеенным на место.
Используйте звездообразные ручки, чтобы зафиксировать болты с квадратным подголовком в плитах с большим количеством эпоксидной смолы, затем закройте отверстия с раззенковкой дюбелями.
Завершите свою работу на плитах и прижимных планках, ввернув винты (5 шт.) вдоль внешних краев алюминиевой облицовки примерно через каждые 8 дюймов, чтобы укрепить эпоксидные швы. Начните прорези кронштейнов, фрезеруя неглубокие пазы с помощью лезвий пилы, прорези вдоль задней кромки верхних частей кронштейнов будут вмещать задние части. 0375
Для пресса требуется четыре пары больших верхних и нижних кронштейнов, а также одна пара меньших кронштейнов для крепления трубных хомутов. Сначала сделайте верхушки (детали 6 и 7) больших кронштейнов. Я сэкономил время, вырезав верхние части из фанерной заготовки длиной около 30 дюймов и разорвав их до ширины 8-3/8 дюймов. Начните с карандашной линии вдоль заготовки, расположенной на расстоянии 1-5/8 дюйма от одного длинного края. Прорежьте шпунты шириной 3/4 дюйма и глубиной 3/8 дюйма в обоих длинных нижних краях. вершины до 3 дюймов в ширину, и обозначьте четыре из них как «верхние», а остальные как «нижние». Для каждой верхней части кронштейна просверлите отверстие диаметром 1-1/2 дюйма по центру карандашной линии и на расстоянии 15/16 дюйма от переднего края заготовок. Затем превратите эти отверстия в U-образные отверстия, отпилив материал до переднего края. Повторите процесс для верхних частей нижнего кронштейна, только на этот раз просверлите зажимные отверстия диаметром 1-1/8 дюйма по карандашной линии на расстоянии 15/16 дюйма от передних краев. Не открывайте их в форме буквы U.
Завершите верхние части больших кронштейнов, вырезав пазы шириной 3/4 дюйма и глубиной 3/8 дюйма в их нижних поверхностях для размещения задних частей кронштейнов. Вставьте эти выступы на 1/2 дюйма от задних краев.
Используйте оставшуюся часть фанерной заготовки от больших вершин, чтобы сделать крышки для верхних и нижних малых кронштейнов (детали 8 и 9). Просверлите отверстия для трубных зажимов, откройте одно в U-образную форму и отфрезеруйте шпунты и задние пазы так же, как вы делали это для больших верхних частей кронштейнов.
Затем сделайте 10 пар боковых распорок (10 штук) для всех кронштейнов. Отметьте и отрежьте 3/8 дюйма. глубокий гребешок по переднему краю каждой расчалки. Разрежьте и надрежьте большую и малую заднюю часть скобы (детали 11 и 12) по размеру.
Соберите верхнюю часть, заднюю часть и две распорки вместе с винтами и эпоксидной смолой, всего вам понадобится десять штук, чтобы сделать маленькие нажимные скобы.
Отшлифуйте детали, прежде чем склеивать и скреплять верхние, задние части и распорки винтами (детали 13), чтобы получились пять пар скобок.
Совет: После установки рейлингов начертите на стене узор из горизонтальных линий через каждые 2 дюйма. Они послужат удобным визуальным ориентиром для выравнивания концов зажимов для подготовки к склеиванию.
Установка пресса
Процесс монтажа пресса начинается с изготовления и прикрепления монтажных выступов зажима с обеих сторон головок зажима.
Кронштейны, прижимные планки, пластины и зажимы крепятся к паре монтажных направляющих (детали 14), прикрепленных к стене. Вырежьте и разрежьте рельсы по размеру прямо сейчас и примените выбранную отделку ко всем частям панельного пресса. Пока отделка сохнет, выберите место на стене для вашего пресса. Вам понадобится как минимум 5 футов открытого пространства с одной стороны пресса для загрузки пиломатериалов. Выровняйте и прикрепите одну из направляющих к стене у пола с помощью длинных шурупов (шт. 15), вбитых в стойки стены. Выровняйте, выровняйте и установите другую рейку на 45 дюймов выше первой (измерение от верхнего края до верхнего края).
Повесьте один из больших верхних кронштейнов на заднюю кромку верхней направляющей, заподлицо с правым концом направляющей. Закрепите его на месте с помощью винтов (детали 16). Расположите и прикрепите небольшой верхний кронштейн к противоположному концу верхней направляющей. Равномерно разместите остальные три верхних кронштейна вдоль направляющей (15 дюймов в центре) и привинтите их на место.
Теперь прикрепите нижние кронштейны к нижней монтажной рейке. Используйте длинный уровень или отвес, чтобы убедиться, что каждый нижний кронштейн правильно выровнена с ответной частью на верхней направляющей.0007
Установите временную сборку, прикрепив плиты к кронштейнам, затем проверьте их выравнивание с помощью веревки или линейки.
Временно закрепите четыре пластины на месте с левой стороны кронштейнов. Выровняйте верхние концы плит с верхними кронштейнами. Натяните натянутую нить через поверхности плиты, чтобы выровнять их в одной плоскости. Вяжите струну как по диагонали, так и по горизонтали. При необходимости отрегулируйте и повторно зажмите, затем привинтите плиты к кронштейнам.
Наденьте прижимные планки на болты с квадратным подголовком и закрепите их с помощью шайб и звездообразных ручек.
Затем наденьте прижимные планки на болты с квадратным подголовком; они должны свободно двигаться вдоль болтов. При необходимости улучшите скольжение, аккуратно согнув болты с квадратным подголовком или слегка увеличив отверстия в прижимных планках. Когда вы будете удовлетворены посадкой, добавьте шайбы и звездообразные ручки (детали 17 и 18). Закройте открытые концы болтов пластиковыми колпачками (детали 19).).
Наконец, повесьте трубный хомут (деталь 20) на каждый верхний кронштейн и привинтите пары монтажных проушин (деталь 21) к верхним скобам против головок хомута. Эти выступы предотвращают скручивание зажимов и их падение с кронштейнов. На своем прессе я сделал проушины из кусков твердой древесины, чтобы приспособить к ним расширяющиеся боковые стороны зажимных головок Rockler «Sure-Foot™». Я также оставил верхние части скоб на расстоянии 1/4 дюйма от стены, чтобы в них можно было вставить встроенные зажимные крючки. Проявив немного изобретательности, вы можете изготовить проушины для зажимов любой марки, которые у вас есть.
Например, вы можете сделать выступы для изогнутых углублений на головках зажимов Pony, используя кусочки дюбеля толщиной 1/2 дюйма и диаметром 1 дюйм. При расположении выступов убедитесь, что зажимная головка полностью вставлена в заднюю часть U-образного выреза, и обеспечьте небольшой зазор, чтобы зажимная головка легко поднималась из кронштейна. Установите резиновые зажимные прокладки (детали 22) на зажимное оборудование, если хотите.
Использование пресса
Используйте кронштейны и зажимы, чтобы направить части панели на место, это позволяет вам делать большие склейки, не занимая ценное место на рабочем столе.
Вот как заставить ваш новый панельный пресс работать: выдвиньте прессовые стержни на болты достаточно далеко, чтобы доски легко скользили внутрь. Раскройте хомуты примерно на 1 дюйм шире, чем общая ширина склейки. Нанесите клей вдоль одного края первой доски и вставьте ее на место между плитами и прижимными планками. Положите ее на концевые упоры хомута. Загрузите оставшиеся плиты с клееной кромкой
Совет: Резиновые прокладки для хомутов, имеющиеся в продаже для трубных хомутов многих марок, предотвращают появление царапин на кромках панелей
Перед затягиванием трубных хомутов прижмите прижимные планки и панели к плитам. Затяните звездообразные ручки ровно настолько, чтобы удерживать доски на месте. Старайтесь затягивать звездообразные ручки равномерно, чтобы выровнять давление зажима. Если ваши доски не деформированы и имеют правильную поверхность для склеивания кромок, не нужно прилагать больших усилий, чтобы удерживать их ровно на валиках.
Надувные матрасы, на первый взгляд, используются реже. Хотя, на самом деле оказывается, что это далеко не так. Мы используем их для плавания на воде. Они компенсируют нехватку мебели в квартире – прекрасно заменяют диваны или кровати. И не имеют аналогов для туристических походов. Матрас соединяет в себе спальный мешок и каремат.
Имея ряд преимуществ, надувные матрасы имеют и большой недостаток – их очень просто повредить.
Оглавление
1 Какие повреждения можно нанести матрасу?
2 Набор для ремонта надувного матраса
2.1 Дополнительные материалы и инструменты
3 Последовательность действий при ремонте
Какие повреждения можно нанести матрасу?
Перегородки, швы на матрасе больше всего подвержены давлению воздуха при накачивании матраса. Поэтому мелкие трещины и проколы появляются в первую очередь именно здесь.
Клапан матраса чаще других элементов активно задействован в надувании и сдувании матраса. Постоянное крепление и отсоединение наноса могут повредить целостность клапана. Это приведет к самопроизвольному спусканию.
Проколам чаще всего подвержена нижняя часть матраса, которая может быть по неосторожности положена на любые острые предметы в помещении или на камни или песок на земле. Также домашние животные за одну пробежку по надутому матрасу могут несколько раз зацепить его своими когтями и повредить матрас очень сильно.
При большом уроне, матрас лучше отнести в специальную организацию, чтобы специалисты помогли вам исправить случившееся. Если же проколы мелкие, то такой ремонт можно провести и в домашних условиях.
Набор для ремонта надувного матраса
Многие производители, например, компания intex, вместе с матрасом и насосом продают спецкомплект для ремонта. Ремкомплект представляет из себя следующий набор:
Клей. Он имеет специальный состав, предназначенный для склеивания полимерных материалов, винила, полиуретана, которые входят в состав матраса. Клеить матрас нужно очень осторожно, соблюдая меры безопасности, потому клей очень горюч и может воспламеняться, находясь у источника огня. При попадании капли клей на слизистую оболочку, он способен вызывать сильное раздражение. Также рекомендуется проводить склейку при проветривании, пары клей могут вызвать интоксикацию.
Заплатка. Один небольшой лоскут, сделанный из того же материала, что и сам матрас.
Инструкция. Включает рекомендации по ремонту матраса. Представлена на нескольких языках.
Если ремонтный комплект был использован или просто не включен в покупку матраса, то можно самостоятельно найти все материалы для ремонта.
Подходит клей для ПВХ-изделий, универсальный полиуретановый, другие клеи для резиновых или виниловых изделий. Обратите внимание на то, что суперклей повреждают винил.
Заплатки можно вырезать из различных подручных предметов – игрушек, мячей или плавательных кругов и т.п. Заплатка в диаметре должна превышать размер прокола на 1-2 см.
Дополнительные материалы и инструменты
Ремонт матраса не ограничивается использованием ремкомплекта. Также понадобятся следующие инструменты и материалы:
Наждачная бумага. С ее помощью следует зачистить место прокола, прежде, чем наносить клей.
Растворы для обезжиривания. Это может быть уайт-спирит, ацетон, любой растворитель.
Кисточка. С ее помощью наносится клей.
Груз. По размеру заплатки, чтобы ее прижать во время склеивания.
Все действия советуется проводить на ровной поверхности.
Последовательность действий при ремонте
Определить место прокола. Обычно оно незаметно. И если на слух не удается найти место пропускания воздуха, то матрас помещается заполненную водой емкость или наполняется мыльной водой. На сам ремонт по статистике тратится времени меньше, чем на поиск трещины или прокола.
Место повреждения обрабатывается мелкозернистой наждачкой. Затем протирается ацетоном или другим обеззараживающим раствором.
Флокированное покрытие матраса (велюр, ворс) удаляется с помощью растворителя или спирта. После высыхания, ворс удаляется не острым ножом или другим аналогичным предметом. Поверхность снова следует очистить.
Заплатка из ремкомплекта или вырезанный круг из резины следует приложить к месту прокола и обвести карандашом.
По нанесенному на матрас контуру следует тонким слоем нанести клей. Какой именно клей выбрать говорилось в статье ранее.
После нанесения клея советуют подождать 10-15 минут. Затем нанести повторный слой клей и тоже немного подождать. Когда клей будет липнуть, на него наложить заплатку. Если в помещении достаточно холодно, то заплатку и поврежденный участок матраса советуют до начала ремонта прогреть с помощью фена.
Приклеенный лоскуток следует придавить грузом или пройтись по нему валиком для краски.
Клей должен сохнуть в течение суток. При этом матрас нельзя перегибать или двигать.
Чтобы матрас выглядел как новый, очень часто заплатки приклеиваются изнутри. Для этого поврежденный участок следует вывернуть через отверстие клапана. Все дальнейшие операции аналогичны описанным выше.
Ремонт матрасов: надувных, пружинных
Содержание
Как организовать процесс ремонта пружинного матраса
Что там внутри пружинного матраса
Разбираем детали матраса для перетяжки и ремонта
Ремонтируем матрасик по собственному профилю
Восстанавливаем поле из пружин
Собираем поле из пружинных элементов
Обвязка и обтяжка пружинного поля
Укладка обивки
Как выполнить ремонт надувного матраса
Как правильно выполнить ремонт надувного матраса в домашних условиях
Варианты клея для ремонта надувного матраса
Заключение
Искусство ремонта матрасов своими руками требует огромного терпения и аккуратности в работе. Незамысловатая на первый взгляд конструкция всегда вводит в заблуждение примитивностью процесса, на самом деле изобилует множеством подводных камней, о которых известно далеко не каждому новичку.
Как организовать процесс ремонта пружинного матраса
Всегда возникает вопрос – стоит ли вообще возиться с ремонтом старого пружинного матраса. Стоит, если речь не идет о специальном ортопедическом изделии. Новый покупать дорого, обойдется не менее 150долл за самый простенький пружинный двуспальный матрасик. Ремонт даже с учетом замены обивки и укладки нового бортика выльется в затраты на порядок меньше.
Независимо от конструкции ремонт пружинного матраса выполняется в следующей последовательности:
Выносим изделие на открытый воздух, снимаем обивку, вскрываем и чистим все, что находится внутри матрасного «пирога»;
Ремонтируем основание матраса, шьем новый подкладочный ковер, обивку и съемный чехол;
Собираем все детали по сделанной ранее разметке.
Совет! На чистку пружинного матраса потребуется не менее трети времени, запланированного на ремонт и сборку.
Из обивки и основания даже очень качественных матрасов с подложкой из кокосового волокна вылетает пыли не меньше, чем из старого пружинного изделия. Все работы по разборке необходимо выполнять только на свежем воздухе, во дворе под навесом.
Что там внутри пружинного матраса
В ремонте пружинного матраса собственными руками есть одно неоспоримое преимущество. Ценой потерянных пары дней и исколотых проволокой рук обычным ремонтом можно сделать из старого прогнувшегося лодкой изделия практически идеальное место для сна и отдыха, по собственным габаритам, росту и весу.
Конструктивно пружинный матрас состоит из нескольких слоев:
Деревянной основы, сплошной, но чаще реечного типа, на которую опираются амортизирующие элементы;
Поле из витых элементов высотой 18-20 см, соединенных в один пружинный массив фиксаторами и шнуровкой, обтянутое подкладочной тканью;
Набивочный слой из ваты, конского волоса, кокосового волокна, поролона или вспененной губчатой резины;
Декоративная отделка, съемный чехол, поролоновый боковой валик и обивка.
Перед ремонтом пружинного матраса необходимо аккуратно снять чехол, в новых изделиях тканевое покрытие фиксируется на молнии, старые разбитые пружинные тюфяки всегда обтягиваются тканью, закрепленной на кожаной ленте обойными гвоздями или скобами.
Разбираем детали матраса для перетяжки и ремонта
Все элементы крепежа пружинного матраса необходимо вытащить пассатижами и отверткой, стараясь не повредить деревянный короб, иначе ремонт затянется минимум на пару дней. Тканевые и поролоновые детали отправляются в стирку и сушку, подкладочный слой из ваты, волоса, волокна только чистят пылесосом, можно и постирать, но сушить, как и поролон, придется очень долго. Для текущего ремонта пружинного матраса не очень удобно.
С боковым валиком, закрывающим пружинное поле по периметру матраса, можно не церемониться, если в запасе имеется материал для его замены. В ходе ремонта поролон обычно меняют на новый материал. Особое внимание уделяют целостности полотна из подкладочной ткани, которым обтянуто пружинное основание, его нужно сохранить неповрежденным.
Открывшееся поле из стальных пружин нужно будет подвергнуть тщательному осмотру и ревизии.
Ремонтируем матрасик по собственному профилю
Пружинам стоит уделить максимальное внимание, от того, насколько правильно будет сделана ревизия, зависит успех всего ремонта. В первую очередь отмечаем центральный сектор матраса, на который приходится максимальное давление от пятой точки отдыхающего человека. Как правило, в этом месте пружины испытывают максимальную нагрузку, поэтому они могут быть продавлены или даже сломаны. В таком случае ремонт пружинного матраса может существенно затянуться по времени.
Восстанавливаем поле из пружин
Первый вариант. Если из всего массива пружин нет ни одной сломанной, а центральная или боковая часть лишь немного просела, то ремонт можно выполнить «малой кровью», без замены всего пружинного поля. В мастерских по ремонту мебели обычно так и поступают, меняют только просевшие элементы, хотя по нормам и правилам замене подлежит весь пружинный массив.
Можно, конечно, купить готовый набор из пружин, собранных в поле с помощью двух стальных рам. В этом случае ремонт пружинного матраса можно закончить за пару часов, но не все так просто. К подобному способу прибегают в случае, если повреждено и сломано более десяти-пятнадцати элементов, к тому же покупка сильно увеличивает затраты на ремонт.
Многие мастера не советуют для ремонта использовать пружинные элементы от других тюфяков по двум причинам:
Жесткость пружин разная, и место ремонта будет всегда выпирать на полотне матраса;
Даже похожие по размерам и жесткости пружины с чужого матраса нередко рвут обвязку и разрушают целостность пружинного поля.
Проще и дешевле в ходе ремонта убрать подсевшие пружинки из центрального сектора и поставить их в изголовье матраса, которое практически всегда закрыто декоративными подушками. Понятно, что севшие пружины необходимо пометить маркером. В целом нормальная работоспособная пружина должна выступать над деревянным основанием матраса минимум на 8-10 см.
Вариант второй, подкладочный способ ремонта пружин.
Иногда в ходе ремонта нет возможности купить новый набор пружин или подобрать отдельные упругие элементы. Особенно проблема с ремонтом матраса обостряется, когда обнаруживается поломка нескольких пружинок, расположенных в самом нагруженном месте.
В этом случае потребуется ремонт каждой пружины в отдельности. Процесс восстановления сводится к следующим манипуляциям:
Две части лопнувшей пружинки извлекают из матраса, совмещают и стягивают мягкой медной, а затем стальной обвязочной проволокой, используемой для фиксации арматуры;
Под основание сломанной пружинки укладывают несколько тонких слоев самого жесткого поролона, который найдется под рукой;
Отремонтированную пружинку временно прихватывают с соседними элементами.
Далее следует самое интересное в ремонте пружинного матраса. На поверхность пружин набрасывают толстый слой подкладочной ткани и усаживаются пятой точкой, пытаясь определить, насколько жесткость в месте, подвергнутом ремонту, отличается от исправных пружинок. Меняя количество подкладочных слоев поролона, можно добиться такого состояния, когда место ремонта по жесткости практически не будет отличаться от исправных пружин.
Для современных пружинных матрасов характерно еще одно место поломки – излом стальной рамы. Обычно рамка из стальной катанки разламывается в месте контактной сварки. Ремонт стыка можно выполнить сваркой или, проще всего, набивкой медной трубки.
Остальные манипуляции ничем не отличаются от обычной схемы ремонта пружинного матраса.
Собираем поле из пружинных элементов
Нередко пружины крепятся на деревянное основание ленточками из толстой подкладочной ткани, зафиксированными скобами из тонкой проволоки. Все нужно удалить, и ткань, и скобы. После завершения подготовки к ремонту должно остаться чистое пространство из реек или нешироких досок.
Зачастую в старых матрасах вместо деревянного реечного основания натягивали брезентовые или парусиновые полоски, к которым пружины просто пришивались прочной дратвой. Для ремонта ленточное основание тоже нужно удалить и заменить обрешеткой из реек толщиной 20 мм и шириной не менее 70 мм. Рейки должны быть деревянными, не из фанеры, ОСБ и тем более ДСП, лучше всего еловые или сосновые, без дефектов и сучков.
На следующем этапе ремонта необходимо закрепить пружины на рейках. Делается это гвоздями. Крепеж забивается в рейку до половины, отгибается крючком и добивается так, чтобы головка полностью вошла в древесину, а опорное колечко пружинки было плотно прихвачено к рейке. Понятно, что предварительно нужно выставить пружинные элементы на свои места согласно старой разметке.
Обвязка и обтяжка пружинного поля
Следующим этапом необходимо обвязать пружины толстым пеньковым или джутовым шпагатом. Поле из пружинок обвязывается в трех направлениях:
Первоначально в поперечном направлении. С обеих сторон ряда забивают два гвоздя, которые и служат опорами для натяжения шнура;
В продольном направлении, в этом случае шнур перевязывается одновременно с верхушкой пружинки и поперечной нитки шпагата;
В диагональном направлении, выполняется под углом в 45о к предыдущим натяжкам.
Совет! Не стоит сильно перетягивать шнур, иначе матрас после ремонта будет сильно скрипеть.
Одновременно с натяжкой шпагата необходимо следить за строго вертикальным положением пружинных опор, если вдруг произошло смещение или наклон пружинки, потребуется начать ремонт сначала.
Укладка обивки
После обвязки нужно будет затянуть пружинное поле очень прочной и толстой подкладочной тканью. Для ремонта лучше всего подойдет брезент, парусина или полиэфирная тентовая ткань двойной толщины.
Материал растягивают на поверхности матраса и пришивают к деревянным бортикам основания. Для фиксации ткани можно использовать обойные гвозди или подкладочную ленту, прибитую мебельным степлером.
На завершающем этапе по бокам пружинного матраса устанавливается защитный поролоновый валик и укладывается набивная подкладка на вате или волокне, после чего весь «бутерброд» затягивается и зашивается декоративной отделочной тканью.
Как выполнить ремонт надувного матраса
Наиболее сложным этапом в ремонте надувного матраса является правильный диагноз, или определение места повреждения, причин, по которым теряется воздух. Выполнить диагностику можно тремя способами:
Планомерным и последовательным нанесением на поверхность надувного изделия мыльного раствора;
Погружением накачанного воздухом матраса в воду или обливания поверхности небольшими порциями чистой воды;
Заливкой небольшого количества мыльной воды вовнутрь надувного матраса с накачиванием до рабочего давления.
Последний способ самый экстремальный, остатки влаги внутри резиновой оболочки всегда нежелательны, так как приводят к прению и интенсивному истиранию герметичной подложки надувного матраса.
Проще всего нанести небольшое количество пены на самые подозрительные места — поверхность, примыкающую к клапану, места спайки полотнищ и наиболее потертые участки. Установленное место повреждения перед ремонтом тщательно вымывают чистой водой и сушат на солнце.
Как правильно выполнить ремонт надувного матраса в домашних условиях
Даже если под рукой имеются все необходимые материалы и принадлежности, ремонт надувных матрасов всегда связан с риском отслоения, после того как изделие будет наполнено воздухом. Такова природа надувных матрасов, под давлением воздуха резиновая оболочка растягивается, что нередко приводит к обрыву заплатки.
Чтобы избежать подобной ситуации, нужно использовать для ремонта такой же материал, из которого изготовлен надувной матрас, и применять эластичные виды клея с высокой адгезией. Чаше всего надувной матрас изготавливается из ПВХ полотнища, на которое наносится защитная синтетическая «замша» из полиэфира или полиуретановой смолы.
В первую очередь необходимо место прокола или пореза отметить маркером. Далее наждачной бумагой нулевого класса вытираем «замшу» и тонкий верхний слой полихлорвинила.
Место ремонта прокола должно казаться шероховатыми и белесым, это нормально, так первоначально гладкая поверхность покрывается мельчайшими рисками и микроцарапинами. Для ремонта необходимо вырезать латку, обязательно овальной или круглой формы. Заплатку также необходимо зашкурить до появления шероховатости, иначе клей толком не прилипнет. Расстояние от края пореза на поверхности надувного баллона до периметра латки должно быть не менее 20 мм.
Поверхность тщательно обезжиривают чистым ацетоном. Никаких этиловых или изопропиловых спиртов. Далее на латку и ремонтируемый участок надувного матраса наносят клей, обязательно тонким слоем, который сушат до отлипа, то есть до состояния, когда клеевой слой начинает схватываться и практически не пристает к пальцам.
Следующим этапом ремонта на обработанный прокол наносится основной слой клеевой массы. Желательно заранее наполнить наполовину надувной матрас воздухом, пусть даже он и выходит через поврежденную стенку. Это поможет выровнять и расправить округлую поверхность надувного матраса. Как только заплатка уложена и прикатана по месту, можно открывать клапан и сбрасывать давление. Место склеивания временно фиксируем ленточкой широкого строительного скотча и одновременно переносим его под гнет.
Если необходимо склеить разошедшийся шов надувного матраса, то процесс склеивания сильно усложняется. Как правило, стык на месте повреждения разрезают и увеличивают в размерах. Внутрь надувного матраса укладывают на клею дополнительную подкладку, а наружную поверхность заделывают двумя заплатами различного размера. Склеенный пирог должен сохнуть зафиксированным в струбцине.
Место ремонта необходимо плотно прижать, например, уложить склейку под груз или использовать столярную струбцину. Вариантов много, одним из наиболее распространенных способов зажать склеиваемое место на надувном матрасе является укладка под ножку письменного стола.
Последним этапом ремонта считается подрезка латки, с помощью лезвия подрезают края таким образом, чтобы при скольжении по поверхности надувного матраса руки или предметы не цепляли заплатку.
Варианты клея для ремонта надувного матраса
Для выполнения ремонтных работ на надувных матрасах из синтетической пленки производители предлагают достаточно большой ассортимент клеевых материалов. На первом месте находятся специализированные циакрин-гелевые клеи, которыми можно починить надувной матрас даже на пляже. Стоят они достаточно дорого и рассчитаны на однократное использование тюбика.
Вторым по популярности считается самодельная композиция на основе растворенного в смеси ацетона и дихлорэтана поливинилхлорида. Такой ремонт обеспечивает прочное удержание заплатки на поверхности надувного матраса, как минимум в течение одного сезона. Клеевая масса достаточно токсична, так что ремонтные работы необходимо проводить в хорошо вентилируемом месте.
Если надувной матрас изготовлен не из ПВХ, то наилучшим средством для ремонта будет хороший обувной полиуретановый клей типа «Тип-Топ» или «Момент», производства компании Henkel г. Санкт-Петербург. Обувные клеи профессионального класса клеят на порядок лучше всевозможных клеевых масс, реализуемых населению в тюбиках и скляночках.
Для ремонта надувных баллонов можно использовать клеевые композиции на основе природного каучука, растворенные в ароматической основе. Прочность его заметно ниже, чем у фирменных клеев для ремонта проколов надувных матрасов, но долговечность склейки после ремонта может составлять несколько лет. Остальные варианты резиновых, полистирольных и бутил-каучуковых клеев для ремонта надувных конструкций не используются.
Заключение
Ремонт надувных матрасов потребует наблюдения за местом склейки в течение суток. Клей не должен выступать по краям заплатки, и сам ремонтный материал ни в коем случае не должен коробиться или менять свои размеры. Если есть сомнение в том, подходит ли выбранный клей и заплатка для ремонта надувного матраса, имеет смысл испытать его и наклеить на место, где нет прокола или повреждения. Через сутки можно будет сделать однозначный вывод о пригодности ремкомплекта.
Шумоизоляция стен своими руками
Смотровая яма своими руками
Как облицевать стены своими руками
Тонировка балкона и лоджии
Устранение течи надувного матраса – несколько способов, как это сделать
Существует очень мало изобретений, более удобных, чем надувной матрас, когда речь идет о том, чтобы принять случайного гостя в тесной квартире или насладиться отдыхом на свежем воздухе в качестве глэмпера. И наоборот, почти нет ничего хуже, чем ощущение «захлебывания», когда внезапно просыпаешься, плашмя на твердой земле, окруженный мягкими остатками прохудившейся надувной кровати. К счастью, есть много способов исправить эту ситуацию!
Подробнее: Почему надувные матрасы сдуваются?
Независимо от решения, вот несколько универсальных подготовительных шагов:
Подтвердить наличие утечки; иногда изменение температуры или новый матрас, который не успел полностью расшириться, теряет воздух. Повторно надуйте и посмотрите, повторится ли такая же ситуация.
Если есть прокол, разрыв или надрыв; найти его. Это легче сказать, чем сделать. Расположите надувной матрас к стене нижней частью к себе, так как именно здесь можно найти большинство отверстий. Также проверьте швы. Если утечка неуловима, вы можете нащупать утечку, прислушаться к выходящему воздуху или провести по поверхности мыльной губкой в поисках контрольных пузырьков, которые появятся там, где утечка.
Обнаружив утечку, отметьте ее перманентным маркером и тщательно очистите область, дав ей полностью высохнуть, прежде чем продолжить.
Если матрац имеет флокированную или текстурированную поверхность, аккуратно обработайте наждачной бумагой область утечки, обнажив плоскую виниловую поверхность и создав плоское пространство для прикрепления заплаты.
После того, как вы закончите эти подготовительные этапы, вы можете выбрать один из нескольких методов ремонта, в зависимости от ваших обстоятельств.
Используйте комплект заплат, поставляемый с матрасом. Это отличный совет, если вы действительно можете найти комплект патчей. Я отношу этот совет к такому же благонамеренному предложению «заменить пуговицу, которую вы потеряли, на ту, которая была в комплекте с рубашкой, которую вы купили восемь месяцев назад». Разумно, но обычно невозможно! Кроме того, есть наборы накладок для надувных матрасов, которые вы можете приобрести, если у вас есть время на поиски.
Купите набор для ремонта велосипедных шин. Есть аргументы за и против самоклеящихся заплаток, которые поставляются с некоторыми из этих комплектов, но в основном, если заплата может выдержать давление езды, ее будет более чем достаточно для надувной кровати.
Сделайте свою собственную заплатку из вкладыша для душа или бассейна. Подойдет любой тонкий пластик. Делая свой собственный пластырь, обязательно сделайте его достаточно большим, чтобы он полностью покрывал прохудившуюся область и фактически перекрывал ее, чтобы обеспечить герметичность. В качестве клея используйте суперклей, клей-гориллу, контактный или резиновый клей, или даже эпоксидную смолу. Другими словами, нет. Школьный клей вашего ребенка не сработает!
Используйте горячий клей, чтобы заполнить разрыв вдоль шва. Осторожность! Будьте осторожны при нанесении горячего клея, чтобы кончик клеевого пистолета не соприкасался. В противном случае вы расплавите надувной матрас и получите гораздо большую проблему.
В крайнем случае, используйте квадраты, вырезанные из футболки, нанеся клей гориллы как на поверхность протечки, так и на тканевый квадрат перед тем, как склеить их вместе.
Видеоинструкции
Наконец, в качестве временной меры всегда есть клейкая лента. Клей на ленте со временем изнашивается, поэтому используйте этот метод только до тех пор, пока у вас не появится возможность заменить его на более прочный фиксатор; и обязательно счистите все остатки с ленты перед наложением пластыря.
Удачи и крепкого сна!
Дополнительные ресурсы
Ремонт надувных матрасов
Как устранить протечку в надувном матрасе с помощью пистолета для горячего клея
Как залатать надувной матрас (руководство по проекту «Сделай сам»)
Фото: istockphoto.com
Несмотря на то, что надувной матрас бесценен для ночных вечеринок, походов и гостей за городом, надувной матрас может стать бесполезным из-за крошечной булавки. отверстие по размеру. Утилизация надувной кровати не только тратит впустую от 30 до 300 долларов, которые вы заплатили за нее, но и добавляет к свалке, поскольку те, что сделаны из ПВХ, обычно не могут быть переработаны. К счастью, надоедливую утечку можно эффективно устранить с помощью расходных материалов, которые у вас уже могут быть под рукой, и этих простых шагов, как залатать надувной матрас.
Имейте в виду, что прокол может быть не виноват в сдувании матраса: изменения температуры, например, включение или выключение печи ночью, также могут вызвать потерю давления. Но если виновником действительно является утечка, действуйте быстро! Чем дольше вы продолжаете использовать поврежденный надувной матрас, тем больше будет увеличиваться дыра и тем сложнее будет ее починить.
Инструменты и материалы
Перманентный маркер
Средство для мытья посуды
Безворсовая ветошь
Универсальное чистящее средство
Комплект заплат для надувного матраса
Сильный клей
См. полный список «
Герметик Coghlan’s Airstop
5-фунтовые грузы
Talcum power
5 Нажмите на надувной матрас.
Чтобы найти утечку в надувном матрасе, сначала слегка надавите на матрас рукой и просто прислушайтесь. Надуйте кровать и, начиная снизу, где наиболее вероятно возникновение протечек, прислушайтесь к тихому шипящему звуку. Не ложитесь на кровать, чтобы слушать; что может увеличить отверстие. Обойдите весь матрас, пока не найдете источник s-s-s-s-s-s-s и отметьте место несмываемым маркером. Сдуйте матрас перед началом ремонта на шаге 4.
Реклама
Не повезло? Перейдите к следующему шагу.
ШАГ 2. Или попробуйте найти утечку с помощью теста на влажность.
Если при прослушивании не удается обнаружить утечку, смочите руку или руку и проведите ею на расстоянии одного-двух дюймов от матраса снизу вверх. Вы должны почувствовать прохладный поток воздуха в месте утечки. Отметьте область маркером, а затем сдуйте надувную подушку и перейдите к шагу 4. В противном случае попробуйте еще один трюк.
ШАГ 3: В крайнем случае определите утечку воздуха с помощью мыльных пузырей.
Если вы все еще в тупике, смешайте несколько капель средства для мытья посуды с водой в маленьком пульверизаторе. Работая небольшими участками, распылите раствор на надутый матрас и осторожно прижмите его. Выходящий воздух из места утечки приведет к образованию мыльных пузырей в месте расположения отверстия. Отметьте место маркером и сдуйте всю кровать.
ШАГ 4: Очистите вокруг отверстия.
Очистите небольшой участок вокруг места утечки на дюйм или два дальше того места, где будет находиться заплатка, с помощью небольшого количества разбавленного универсального чистящего средства и безворсовой тряпки, затем полностью высушите этот участок другой сухой безворсовой тряпкой. тряпка
Если матрац имеет флокированное покрытие, похожее на замшу, удалите текстуру, увлажнив участок тряпкой, аккуратно отшлифовав мелкозернистой наждачной бумагой, а затем очистив отшлифованный участок. Это позволит получить гладкую, ровную поверхность для сцепления клея.
ШАГ 5: Заделайте отверстие с помощью набора и прочного герметика.
Фото: amazon.com
Если к надувному матрасу прилагается комплект заплат, используйте его, чтобы закрыть отверстие, следуя приведенным инструкциям. Вы также можете купить комплекты заплат в магазинах и в Интернете или использовать комплект для ремонта велосипедных шин, чтобы выполнить эту работу. И если вы действительно в затруднительном положении, используйте любой тонкий пластиковый материал, такой как брезент или кусок вкладыша от занавески для душа.
Реклама
Вырежьте со всех сторон заплату примерно на полдюйма больше отверстия. Обильно нанесите клей на заплатку, особенно в центре. Суперклей, клей-горилла, контактный клей и резиновый клей хорошо работают, особенно если они у вас есть под рукой; однако, если вы пополняете запасы, подумайте о приобретении герметика Coghlan Airstop Sealant, который может похвастаться более чем 1000 положительных отзывов на Amazon для такого рода ремонта и стоит менее 10 долларов (см.
Станок для резки оргстекла — обзор от профессионала
Органическое стекло представляет собой синтетический полимерный пластик, основным свойством которого является оптическая прозрачность.
Начало применения оргстекла относится к 30-м годам 20-го века. Развитие авиации ставило перед конструкторами противоречивые задачи. С одной стороны, увеличение скоростей и высоты полётов требовало надёжной изоляции кабины. С другой стороны, в условиях скоротечного манёвренного боя пилоту требовался максимальный обзор. Для этого «фонарь» кабины должен быть изготовлен из прочного, прозрачного материала, и иметь минимум перегородок и опор.
Новый материал — плексиглас (первоначальное название органического стекла) — полностью решил поставленные требования, обеспечив простоту конструкции и требуемую жёсткость, а также безопасность (за счёт безосколочности оргстекла при повреждениях).
В настоящий момент основные свойства оргстекла — высокая прочность (в сравнении с обычным стеклом), ударостойкость, малый вес, высокая степень прозрачности (до 92%), лёгкая обрабатываемость и пр. — востребованы в самых разных отраслях промышленности. Для малых предприятий, специализирующихся на рекламе, дизайнерских услугах, строительстве, сувенирных изделиях, органическое стекло практически является основным конструкционным материалом.
Способы обработки
Органическое стекло отлично обрабатывается резанием. Однако при этом образуется значительное количество мелкой стружки. Поскольку оргстекло плавится при сравнительно невысокой температуре (около 100 °С), образующаяся стружка склонна спекаться и налипать на режущие кромки инструмента. Это затрудняет обработку и снижает качество готовых изделий. Кроме того, оргстекло очень чувствительно к степени заточки инструмента — малейший износ резца или фрезы, и производительности обработки резко снижается.
Ещё одним недостатком механической обработки является склонность оргстекла к контактным повреждениям. Причём это относится не только к режущему инструменту — повредить поверхность заготовки можно при закреплении на рабочем столе. А вот восстановить изделие, например финишной полировкой, без помутнения («замыливания») прозрачной поверхности практически невозможно!
Перечисленные выше недостатки полностью решены при бесконтактной обработке оргстекла лазером. Лазерные станки с ЧПУ обеспечивают очень высокую аккуратность реза и тонкость шва. Отсутствие сил резания исключает необходимость крепления заготовки, а значит, нет риска повреждений поверхности механическим прижимом. При лазерной резке и гравировке не образуется стружка и пыль. Точечное воздействие лазера высокой энергии на поверхность оргстекла вызывает лишь испарение материала — образующийся газ с лёгкостью отводится штатной вытяжной системой станка и не загрязняет окружающую среду. Лазерная обработка оргстекла осуществляется с высокой скоростью, а удельные затраты на обработку самые низкие (по сравнению с фрезерованием, механической резкой и пр.).
Современные модели лазерных станков с ЧПУ очень просты в управлении, имеют низкую стоимость и предоставляют широкие возможности для обработки органического стекла. Однако для выбора оптимальной модели под конкретные технологические нужды, следует ознакомиться с особенностями конструкции лазерных станков с ЧПУ и принципами обработки.
Выбор лазерного станка «под оргстекло»
Как следует из названия, лазерно-гравировальные станки с ЧПУ могут осуществлять весь комплекс работ с оргстеклом — раскраивать заготовки большого формата, осуществлять фигурную резку по сложному контуру, выполнять гравировку поверхности и даже производить 3D-обработку!
При выборе лазерного оборудования «под оргстекло» необходимо обратить внимание на:
1) Тип лазерной трубки. Как правило, большинство «бюджетных» моделей станков оснащены лазерными трубками с активной средой из газовой смеси (т. н. СО2-лазеры). Газовые лазеры отличаются высокой стабильностью излучения и низким удельным энергопотреблением. Поэтому лазерные станки данного типа отлично подходят для качественной и экономичной обработки большинства типов материалов. Единственным исключением является металл, однако для резки и гравировки оргстекла «газовые» лазеры подходят идеально.
2) Спектр решаемых задач. Будет ли станок работать только с оргстеклом, или предполагается обработка заготовок из других материалов? Будет ли преобладать резка заготовок? Или гравировка поверхности? Или и то и другое в равных пропорциях? Ответы на эти вопросы помогут определиться с комплектацией лазерного станка с ЧПУ — чтоб не остаться без необходимых функций, но и не переплачивать за лишние.
3) Форма и размер обрабатываемых заготовок. Всегда рекомендуется брать станок «с запасом» по площади рабочего стола. Ограничивающим фактором здесь может являться бюджет и площадь производственного помещения, где будет располагаться станок. Следует учесть, что станок с большой рабочей областью является более универсальным оборудованием. Тем не менее, приобретать заведомого «гиганта» при задачах обработки гардеробных номерков также нерационально. Ведь габаритное оборудование значительно дороже в обслуживании и сложнее для транспортировки и размещения.
4) Мощность лазерной трубки определяющим образом влияет на толщину обрабатываемых заготовок. Для гравировки оргстекла достаточно мощности в 25-60 Вт. Сквозная резка заготовок толщиной до 10 мм потребует мощности 60-80 Вт. Для работы с более толстыми заготовками, а также параллельной обработки заготовок (при наличии двух излучателей в оптической система станка) потребуется трубка мощностью свыше 80 Вт. Следует учесть, что лазерные трубки являются «расходным» материалом и в принципе могут легко заменяться агрегатами большей мощности. Правда для этого потребуется также менять питающий трансформатор (который работать строго со «своей» трубкой) и следить, чтобы мощная трубка уместилась в корпус имеющегося лазерного станка по длине.
5) Скорость обработки. Чем выше производительность выпуска изделий, тем большую прибыль будет иметь предприятие. Поэтому, выбирая лазерный станок, следует ориентироваться на максимальный показатель скорости (для сквозной резки заготовок максимальной толщины, на которую рассчитана имеющаяся лазерная трубка).
6) Гарантийная поддержка и сервисное обслуживание. Эти факторы очень важны — ведь лазерный станок с ЧПУ является сложным производственным оборудованием. И его задача — работать, а не простаивать в ожидании запасных частей от «неизвестного производителя». Отдавать предпочтение следует поставщику оборудования, хорошо зарекомендовавшему себя не только линейкой продаваемых моделей станков, но и качественным обслуживанием клиентов на протяжении всего срока работы оборудования.
Свежее:
Сферы применения лазерных станков с ЧПУ
Лазерный сварочный аппарат
Сравнение Wattsan 1610 LT и Zerder ACE 1610
Идеи бизнеса на лазерном станке Zerder дома
Новая линейка доступных станков Zerder
Популярное:
Как бороться с факелом при резке фанеры на лазерном станке
Обработка кожи на лазерно-гравировальном станке
Принцип работы лазерного оборудования с ЧПУ
Что такое чиллер для лазерного станка с ЧПУ?
Как выбрать лазерный станок
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 3,8 Голосов: 6
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Лазерная резка и гравировка оргстекла
Оргстекло, это материал синтетического происхождения. Изготавливается их акриловых смол с включением различного вида добавок, для придания тех или иных свойств. Обладает большим рядом выгодных свойств:
высокая свето-пропускная способность (до 92% видимого света)
легче обычного стекла в 2,5 раза
диапазон температур эксплуатации от – 40 до + 80 градусов Цельсия
длительный период эксплуатации
стойкость к механическим воздействиям
Исходя из своих качеств оргстекло нашло широкое применение в разных областях: машиностроение, медицина, рекламная сфера, строительство и архитектура, мебельное производство, сантехническое оборудование, приборостроение и тд.
Выпускается оргстекло в виде листового материала различного периметра с толщиной от 1 до 25 мм. Может быть прозрачным или иметь любой цвет. Поставляется с наклеенной с 2-х сторон специальной защитной пленкой.
Резать и гравировать оргстекло лучше всего на лазерном станке CO2 ЧПУ. И вот почему:
Получается очень аккуратный и ровный рез
Высокая производительность производственного процесса
Возможность вырезать фигуры любой сложности и конфигурации
Небольшой процент отходов материала
Автоматизация процесса
Гравировка с высокой степенью детализации
Низкое энергопотребление
Важный момент! Оргстекло бывает 2-х видов: Экструзионное и Литое.
— Экструзионное (или экструдированное) оргстекло получается путем разогревания гранулированной массы полиметилметакрилата и выдавливанием её через щелевую фильеру, определяющую толщину и размеры листа.
— Литое изготавливается путем создания массы формполимера и последующей заливкой её в полимеризационную форму, предварительно разогретую.
Эктсрузионное оргстекло является более хрупким, тогда как литое обладает большей эластичностью. Стоит учитывать и тот факт, что литое оргстекло может иметь разброс по параметру толщины (отклонения могут быть до 15% в одной партии листов), тогда как экструзионное оргстекло имеет отклонение в пределах 5%.
Поэтому при изготовлении составных конструкций отдельно взятую деталь лучше выполнять частей, вырезанных из одного листа оргстекла, и при выборе в типе приоритетным является экструзионное!
А теперь перейдем непосредственно к производственным особенностям работы лазерного луча по оргстеклу.
Самое первое, что нужно знать, это тот факт, что при лазерной резке и гравировке оргстекла выделяется дым с едким неприятным запахом, поэтому при работе с оргстеклом необходимо подключать производительную вытяжку. Часто штатной вытяжки, идущей в комплекте поставки станка не хватает. Тогда следует приобрести вытяжку мощностью более 500 Ватт!
Особенности резки оргстекла.
Каких то особенных трудностей не существует, но необходимо знать некоторые нюансы. Современный ЧПУ лазерный станок СО2 способен резать оргстекло толщиной до 25 мм. Максимально прорезаемая толщина оргстекла определяется мощностью лазерной трубки. Здесь работает одно усредненное правило:
На каждые 10 Ватт мощности лазерной трубки приходится 1,2 – 1,5 мм. толщины реза оргстекла!
Поэтому если перед вами стоит задача резать оргстекло толщиной 10 мм., то лазерная трубка должна иметь мощность от 80 Ватт, если же необходимо резать толщину 20 мм., то уже необходимо иметь мощность излучения 130 Ватт и более. Оргстекло толщиной менее 10 мм. поддаются резке лазерами 40 – 60 Ватт. Так же следует учитывать фокусное расстояние линзы, чем толще материал, тем оно должно быть больше. Например 10 мм. толщины можно резать линзой с фокусным расстоянием 2 дюйма (50,8 мм.), а если необходимо порезать 20 мм., то уже нужно устанавливать линзу 4 дюйма (101.6 мм.).
Ещё важно понимать, что чем больше мощность лазерной трубки, тем выше скорость резки вы сможете себе позволить, что непосредственно влияет на скорость производственного процесса.
Качество торца реза. Обычно при резке оргстекла желателен глянцевый торец реза. Легче всего такой торец получается при резке экструзионного стекла. Но и литое оргстекло тоже может быть порезано с глянцевым торцом. Для этого нужно знать:
Для получения глянцевого торца при резке оргстекла необходимо уменьшить подачу воздуха от компрессора (например стравливать воздух из системы).
Но не следует совсем отключать компрессор, так как дымы при резке должны отводится от фокусирующей линзы, иначе она быстро обрастет застывающей на ней взвесью, начнет греться и может треснуть или прогореть!
Ну и наоборот, если требуется матовый торец, то стоит увеличить подачу воздуха от компрессора (приобрести более мощный компрессор, если действующий не дает матового торца).
Не снимать пленку. Резку оргстекла лучше выполнять не снимая защитной пленки. Тогда при резке не будут изменять свой цвет области, прилегающие к линии разреза.
Выбор рабочего стола. Однозначно резку оргстекла лучше выполнять на ламельном столе, так как сотовый стол достаточно быстро забьется испарениями и начнет давать отстрелы лазерного луча в продукцию, что приведет к появлению брака. Сотовый достаточно трудно очищать от продуктов горения оргстекла, тогда как ламели чистятся достаточно легко. Но и ламели нужно постоянно поддерживать в чистоте, смывая появившиеся образования. Ну и естественно ламели должны быть из анодированного алюминия. Если же вам необходимо резать очень маленькие детали и без сотового стола никак, то можно сделать подпорный каркас, который обеспечит небольшое расстояние между листом материала и рабочим столом, тогда вероятность отстрела луча сойдет на нет.
Скорость резки. Скорость резки обычно подбирается под конкретную толщину листа оргстекла. В основном подбирается экспериментальным путем. Но следует знать, что если установить очень маленькую скорость резки, то может произойти возгорание материала, а если установить скорость, то может наблюдаться ребристый край реза.
Важно. При резке оргстекла оператор не должен далеко уходить от станка, так как неправильно подобранный режим резки может привести к возгоранию и даже пожару!
Особенности гравировки оргстекла.
Для гравировки лучше выбирать литое оргстекло. На нем лучше получается детализация рисунков. Гравировка производится на мощности не превышающей 30 Ватт.
Защитную пленку нужно снять. Во время гравировки пленка будет плавиться и закатываться, что приведет к заметному ухудшению качества изображения.
Матовая гравировка. Для получения матового изображения необходимо гравировку производить с хорошим обдувом воздуха от компрессора. Струя воздуха прижимает испарения и взвеси продуктов горения к материалу, которые высыхая образуют матовость изображения.
Глянцевая гравировка. Для получения глянцевой (прозрачной) гравировки нужно наоборот уменьшать подачу воздуха до минимума, например стравливать как и при резке, но совсем отключать подачу воздуха нельзя.
Матовый налет. Даже если вы делаете глянцевую гравировку, все равно возможно появление матового налета по краям элементов рисунка. Но это не беда, их потом можно удалить. Область гравировки необходимо протереть специальными средствами для очистки пластиков и ПВХ, при этом использую мягкую губку, что бы не повредить (не поцарапать) рисунок гравировки.
Важно. Очистку лучше производить сразу после гравировки, пока матовая патина не успела глубоко въесться в поверхность оргстекла.
Есть также один хороший способ уменьшить налет или совсем его избежать: перед началом гравировки необходимо на поверхность нанести раствор из обычного хозяйственного мыла, дать высохнуть, а после гравировки смыть с использованием мягкой ткани или губки.
Нужно знать, что матовая патина хорошо смывается спиртосодержащими растворами, но ими желательно не пользоваться. При их применении на областях гравировки появляются микротрещины, и он довольно таки заметны!
Минимальный символ гравировки примерно 1 мм. При гравировке символов меньшего размера они могут получиться нечитаемыми вследствие оплавления оргстекла.
Если изображение получается смазанным. Такое бывает при наложении линий гравировки одну на другую, что вызывает оплавление уже нанесенной части гравировки. В таком случае необходимо увеличить межстрочный интервал.
Подводя итог этой статьи хочется сказать, что наша компания подберет для вас лазерный станок ЧПУ для лазерной резки оргстекла соответствующий именно вашим целям и задачам.
Станок для лазерной резки акрила | Thunder Laser USA
Акрил стал излюбленным материалом среди специалистов по станкам для лазерной гравировки, от вывесок до дисплеев в точках продаж, световой рекламы, компонентов мебели, трофеев, рамок для картин, козырьков для шлемов и многого другого. Он прочный и универсальный, что объясняет множество применений, которые люди придумали для него.
Лазерная гравировка акрила и травление с помощью Thunder Laser США
Лучший способ изготовления изделий из акрила — это использование гравировального станка с лазером CO2. Лазерная технология может творить чудеса с акрилом, поскольку ее можно откалибровать для проникновения в материал на разную глубину. Таким образом, с акрилом можно делать следующее:
Резка: Мощные станки для лазерной гравировки на углекислом газе могут делать чистые и точные разрезы на акриловых листах и изготавливать акриловые изделия определенной формы (например, буквы для вывесок, индивидуальные формы для фирменных товаров) быстро и в больших объемах.
Марка: После вырезания из акрила определенных форм вы можете дополнительно улучшить внешний вид изделия, нанеся на акрил рисунок или текст. Вы даже можете создавать разные цвета или регулировать интенсивность маркировки в соответствии с вашим окончательным дизайном.
Травление: Предлагайте разнообразие своим клиентам, добавляя гравюры индивидуального дизайна на акриловые продукты.
Продукция Thunder Laser USA Акриловые лазерные станки наращивают ставки, производя высококачественные разрезы и травления, которые кажутся полированными пламенем — чистыми, гладкими и не требующими дополнительной постобработки.
Как работает станок для лазерной резки акрила?
Лазерные станки состоят из нескольких сложных компонентов, таких как система ThunderCam (дополнительная камера, которая дает вам крупный план лазерной головки, когда она пролетает над объектом), проходные дверцы рабочего стола, гибридные серводвигатели и , конечно, линзовая головка.
Внутри головы есть крошечные зеркала, которые преломляют лазерный луч, чтобы он проходил через фокусную линзу. Вместе с коническим соплом лазерной трубки эта линза сужает луч в сфокусированную точку с таким маленьким и мощным диаметром, что замысловатые узоры, которые она наносит на акрил, выглядят чистыми, четкими и четкими.
Говоря о дизайне, траектория лазерной головки станка для лазерной резки CO2 управляется с помощью компьютера и соответствует дизайну, предварительно запрограммированному в программном обеспечении. В зависимости от приобретенного программного обеспечения и надстроек, они могут предложить широкие возможности индивидуальной настройки, а также лазерную гравировку или гравировку специально для определенных типов акриловых изделий.
CO2-лазер для резки акрила Применение
Акрил широко используется в маркетинге, автомобильных аксессуарах и обычных товарах. Предприятия, производящие изделия из акрила, могут удовлетворить потребности любого из этих секторов. Акрил с лазерной гравировкой может быть как конечным продуктом, так и компонентом для сборки другого продукта. Ниже приведены некоторые из его применений по отраслям:
Маркетинг: Внутренние и наружные вывески, светодиодные настенные логотипы
Конструкция: оргстекло для окон или модных чистых лестниц и балконов
Товары для дома: Аквариумы, разделители ящиков, столовые приборы, приспособления для выпечки и приготовления пищи, пищевые контейнеры, ящики для хранения и органайзеры
Плакетки и награды: Кубки акриловые
Архитектура: Архитектурные модели
Благодаря своей универсальности акрил можно превратить в широкий ассортимент товаров, которые будут покупать потребители. Это хорошая новость для компаний, изучающих продукты с вечным спросом и привлекательностью. Если они хотят дифференцировать свою продукцию за счет персонализации или брендинга, точные и высококачественные акриловые лазерные гравировальные станки Thunder Laser USA могут помочь.
Какие акриловые материалы подходят для лазерного резака?
Некоторые из различных брендов, которые вы можете использовать для своего станка для лазерной резки акрила, включают:
Пласколит
Оргстекло
Алтуглас
Куинн
Ороглас
ТроГласс
Акрилит
Перспекс
Нужно ли быть художником, чтобы проектировать и создавать акриловые проекты?
Для изготовления изделий из акрила своими руками не требуется никакого предыдущего опыта или обучения использованию высокоскоростного лазерного резака. Небольшое исследование и много практики — все, что нужно большинству людей, чтобы начать это прибыльное предприятие.
Нет необходимости в художественном мастерстве или особо твердой руке — достаточно хорошего понимания материалов, которые можно использовать с лазером, и большого количества идей, чтобы клиенты возвращались снова и снова.
Рабочая зона для лазерной резки
При организации бизнеса по лазерной маркировке и резке нет необходимости вкладывать средства в специализированную мастерскую или большой склад. Наши лазерные станки достаточно малы, чтобы поместиться в переоборудованном гараже или домашнем офисе, но достаточно сложны, чтобы давать такие же высококачественные результаты, которые вы ожидаете от промышленного предприятия. Основное отличие состоит в том, что у вас есть УТП небольшого ремесленного производителя, которому отдают предпочтение многие современные потребители.
25 идей продуктов для лазерных граверов по акрилу
Теперь, когда вы готовы начать свой бизнес по лазерной резке, вот 30 идей продуктов, которые вдохновят вас. Не забудьте сосредоточиться на нише и усовершенствовать небольшую линейку продуктов, прежде чем диверсифицировать или предлагать больше, чем ваш опыт позволяет вам производить. После того, как вы освоите первые несколько элементов и создадите базу данных клиентов, вы можете начать предлагать более широкий ассортимент.
1. Подсвечники
Акриловые подсвечники могут выглядеть так же шикарно и модно, как стекло или дерево, и доступны во множестве цветов и стилей. Проектирование и изготовление предметов интерьера, таких как подсвечники и люстры, позволяет создать уникальный стиль, а также продавать подходящие комплекты.
2. Салфетки
Салфетки традиционно довольно формальные, но вы можете сделать их такими необычными и современными, как вам нравится. Мало того, что они отлично подходят для особых случаев, их также используют рестораны, что является большим рынком, на который можно проникнуть. Есть много других предметов, которые вы можете сделать с помощью станка для лазерной резки, которые идеально подходят для использования в индустрии гостеприимства, так что это хорошая ниша для тех, кто только начинает.
3. Часы
Большинству людей нравится иметь часы в каждой комнате, будь то дома во время отдыха или на работе в офисе. Существует огромный спрос на этот продукт и почти неограниченные варианты дизайна, поэтому это особенно интересный вариант для творчески настроенных профессионалов лазерной резки.
4. Подстаканники
Еще одна отличная идея для заведений гостеприимства, особенно для модных баров и эксклюзивных ночных клубов, которым нужны уникальные фирменные товары.
5. Типографика
Типографика набирает популярность по мере стремительного роста спроса на персонализированные потребительские товары. Вы можете создавать украшения, настенные рисунки, открытки и канцелярские принадлежности, а также добавлять сообщение, имя или праздник в типографику, усовершенствованную с помощью машин.
6. Шкатулка с тенями
Коробки с тенями — это красивые украшения и отличный способ познакомить детей с другими культурами. Используйте освещение и фетр для создания темных, таинственных теневых сцен.
7. Люстры
Акриловые люстры могут выглядеть невероятно впечатляюще, а лазерная технология дает возможность создавать сложные фрактальные узоры, отбрасывающие красивые тени на стены.
8. Зеркало Art
Зеркало — предмет первой необходимости, поэтому на модные модели всегда есть спрос. Стеклянные рамы сложной или простой формы в зависимости от того, что предпочитает ваш целевой рынок.
9. Картины на стенах
Картины на стенах охватывают широкий спектр вариантов для людей, которые хотят проявить свои творческие способности, и это означает, что вы можете предложить индивидуальное оформление. От персонализированных сообщений до копий дорожных знаков и изображений животных — вы можете сделать многое из того, что люди хотели бы повесить на стены.
10. Экраны
Поскольку больше людей работает из дома, чем когда-либо прежде, определение баланса между работой и личной жизнью стало как никогда важным. Ширмы — отличный способ разделить комнату на две части, чтобы вы могли многофункционально использовать свой дом.
11. Скульптуры
Каждый хочет иметь хотя бы одну или две скульптуры или статуи у себя дома или в офисе. Используйте шаблоны известных моделей или создавайте собственные дизайны.
12. Браслеты
Существует огромный рынок акриловых украшений, доступных по цене, гипоаллергенных и подходящих для всех возрастов. Браслеты — классический выбор; их могут носить как мужчины, так и женщины, и вы можете персонализировать их с помощью имени или сообщения.
13. Серьги
Серьги выглядят великолепно, и люди прокалывают уши чаще, чем когда-либо прежде, причем многие люди прокалывают несколько ушей. Вы можете создать модный ассортимент серег по низкой цене и продавать их как изделия ручной работы.
14. Кольца
Еще одно замечательное украшение из акрила – это кольцо, которое можно сделать как сложным, так и простым по своему усмотрению.
15. Ожерелья
Ожерелье — излюбленное изделие мастеров лазерной резки, потому что существует множество разных стилей и предпочтений. От знойных чокеров до причудливых вещей от кутюр — в этой категории есть что предложить.
16. Лампы
Из акрила можно сделать небольшие настольные лампы и корпуса для личных ламп для книг или электронных книг. Создайте минималистичные декоративные светильники с одной панелью или загрузите чертежи, которые кто-то уже разработал, чтобы создать более сложные конструкции.
17. Игрушки
Вы можете создавать персонализированные небольшие игрушки, такие как лабиринты и головоломки, и продавать их в качестве подарков и безделушек.
18. Индивидуальные игровые контроллеры и консоли
В наши дни легко создавать корпуса для электронных игровых автоматов — все, что вам нужно сделать, это сделать корпус.
19. Роботы
Существует множество файлов, позволяющих создавать корпуса роботов. Сотрудничайте с гением искусственного интеллекта, и вы сможете воплотить свое творение в жизнь на растущем рынке робототехники.
20. Персонализированные футляры для электроники
Чехлы для телефонов, планшетов, держатели для фотоаппаратов и аксессуары для автомобилей — это лишь некоторые из тех футляров, которые вы можете изготовить. Выделитесь среди конкурентов.
21. Палки для селфи
Палки для селфи всегда будут популярны, и вы можете добавить симпатичный дизайн или название в качестве своего УТП.
22. Яркие визитные карточки
Всем известно, что толстые визитные карточки производят хорошее впечатление, а лазерная резка позволяет создавать креативные акриловые рисунки. Прозрачные особенно популярны среди владельцев бизнеса, которые любят производить незабываемое первое впечатление.
23. Номера для столов
Номера для столов — отличный подарок, потому что они популярны среди владельцев ресторанов и организаторов свадеб.
24. Карточки с именами
Еще один способ одновременного использования гостеприимства и свадеб – создание именных карточек. Их почти всегда используют для гостей на свадьбе, но они также могут стать отличным украшением для частного ужина.
25. Современные закладки
Вы можете сделать закладки из акрила, кожи, дерева или бумаги с помощью лазерно-гравировального станка.
Инвестируйте в Laser Power Today
Изготовление исключительных элементов лазерной резки из акрилового материала очень просто с помощью мощного станка для лазерной резки Thunder Laser USA. Кроме того, вы можете делать гораздо больше — травить, резать и гравировать материалы от МДФ до бумаги и даже маркировать нержавеющую сталь. Возможности безграничны.
Начните свой успешный бизнес по лазерной резке сегодня с одним из наших доступных и надежных станков.
6 лучших станков для лазерной резки и гравировки акрила, которые не плавятся под давлением
Акрил или плексиглас — это уникальный материал, с которым невероятно интересно и креативно работать, но при этом он очень темпераментный.
Лучший станок для лазерной резки и гравировки M…
Пожалуйста, включите JavaScript
Лучший станок для лазерной резки и гравировки 2020
Лазерные резаки и граверы для акрила избавят вас от множества догадок и труда, связанных с работой с акрилом. , такие как заусенцы кромок и достижение четких линий, путем автоматизации и модернизации процесса.
С помощью передового программного обеспечения и моделей, перечисленных ниже, вы сможете создавать акриловые модели, о которых раньше и не подозревали. В следующем руководстве покупателя мы расскажем о лучших лазерных гравировальных станках для акрила на рынке, а также расскажем, как гравировать акрил и как выбрать станок.
БЮДЖЕТНЫЙ ВАРИАНТ
xTool D1 Pro
Мощный лазерный резак для акрила мощностью 10 Вт менее чем за 700 долларов США
Однопроходная резка акрила толщиной 0,6 мм и выше
Высококачественная стальная рама и детали
Доступно по адресу :
Среднего класса
FSL MUSE CORE
3D-функции и аксессуары
очень настраиваемые и обновляемые
мощные 45W 45W. до 1/4 дюйма толщиной древесины
Доступен по артикулу :
ПРЕМИУМ-ПИК
Glowforge Plus
Гравировка и резка высшего качества
Инновационные материалы Proofgrade, включая акриловые варианты
Отлично подходит для профессионального и домашнего использования
Доступен по номеру :
Можно ли гравировать акрил лазером?
Да. Акриловая гравировка происходит, когда лазер испаряет верхние слои материала. Таким образом, материал, поглощаемый лазером, быстро превращается в жидкость, а затем в газ. Из-за этого испарения вам нужен закрытый лазерный гравер с системой вентиляции, которая направляет дым в сторону от рабочей зоны, например, из окна.
Наряду с тем, что он закрыт, вам также понадобится станок с подачей воздуха, чтобы дополнительно управлять паром во всех аспектах среды гравировки.
Акрил или оргстекло на самом деле является идеальным материалом для лазерной гравировки, потому что лазеры не деформируют материал, обеспечивают автоматическое удаление заусенцев и обеспечивают точные углы и четкие края, необходимые при резке акрила. Они также невероятно мощные: промышленные лазерные резаки обрабатывают акриловый материал толщиной до дюйма.
В большинстве акриловых лазерных гравировальных станков используются CO2 или газовые лазерные резаки, которые также используются для создания матового матового покрытия на материале. Волоконные лазеры также используются для маркировки и изменения цвета акрила, однако, если вы хотите резать и гравировать, вам понадобится CO2-лазер.
Pros
Улучшенный рабочий процесс
Лучшие стандартизированные продукты
Более широкий сорт конструкций
Лучший контроль над Acryl
CONS
Стоимость
9999999999 гг. кривая
Как гравировать лазером акрил?
При гравировке используются два вида акрила: литой и прессованный.
Литой акрил производится путем заливки жидкости в форму и превращается в матовый материал, который очень востребован для проектов по индивидуальному заказу, таких как награды.
Экструдированный акрил производится путем помещения гранул в экструдер, которые затем расплавляются и экструдируются. Это более простой и дешевый вариант изготовления, который обеспечивает четкое нанесение во время гравировки. Он также мягче литья и лучше всего подходит для проектов, требующих ровных краев.
Как правило, акрил или оргстекло поглощают определенные длины волн света, что означает, что вы можете гравировать с относительно низкой мощностью. Независимо от того, какую версию вы используете, вам нужно всего около 25–50% мощности для достижения желаемого дизайна.
The Top-Rated Acrylic Laser Cutters
NEJE 2S Master Max
FLUX Beamo
FSL Muse Core Engraver
OMTech 50W
OMTech 80W
Glowforge Plus
CNCSourced is reader-supported. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
NEJE 2S Master Max — недорогой лазерный гравер для акрила
Цена: $499 — доступно на Amazon здесь
Область резки: 810 x 460 мм
Если вас больше всего беспокоит гравировка на прозрачном и черном акриле, то вас ждет угощение. Благодаря NEJE и их линейке доступных лазерных граверов гравировка акрила никогда не была дешевле.
Тем не менее, это горько-сладкая награда. Одной из причин низкой цены 2S Master Max является отсутствие аппаратного обеспечения и, следовательно, отсутствие функций безопасности. Этот станок имеет открытую систему, что означает отсутствие ограждения вокруг лазера или во время процесса гравировки. Акрил известен тем, что выделяет вредные пары и дым во время процесса гравировки, и без корпуса крайне важно, чтобы у вас было правильное защитное снаряжение и окружающая среда перед использованием.
Для работы с этим лазерным гравером необходимы хорошо проветриваемое помещение, защитные очки и маска для лица. Тем не менее, он имеет вспомогательную подачу воздуха и режет черный акрил толщиной до 5 мм за 4 прохода.
Это фантастический вариант для начинающих, поскольку он дешев, прост в сборке и предлагает вариант с низким уровнем риска, когда дело доходит до управления кривой обучения, а также гарантирует мощный лазер и точные конструкции.
xTool D1 Pro 10 Вт — лучший недорогой лазерный гравер до 1000 долларов
Цена : $ 699 — Доступно по адресу xtool здесь / Amazon здесь
Рабочая зона: 432 x 406 MM
Laser Power: 10W (5W и 20WS также доступный)
11.
9
119
119
9
9. лучший акриловый лазерный резак стоимостью менее 1000 долларов, поэтому, если вы можете потратить такие деньги, мы рекомендуем вам выбрать xTool.
В целом он лучше, чем его ближайший конкурент, Ortur LM3, хотя оба являются лазерами мощностью 10 Вт, имеют Wi-Fi и подключение к приложениям, а также имеют схожие рабочие области.
Но xTool имеет более прочную конструкцию со стальными стержнями и колесами и защищенными ремнями, тогда как Ortur LM3 не защищает ремни. xTool также может быть увеличен до 936 x 432 мм с помощью комплекта расширения.
The xTool also comes in 5W and 20W versions:
xTool D1 5W — Available at xTool store here
xTool D1 20W — Available at xTool store here
0.5-inch толстую древесину мы вырезаем лазером с помощью xTool D1 Pro 20W.
Даже с помощью D1 Pro мощностью 10 Вт вы можете резать акриловые листы толщиной 0,6 см за один проход и эффективно выполнять лазерную гравировку по дереву со скоростью 400 мм/с, поэтому он идеально подходит для всех ваших потребностей в лазерной резке и гравировке акрила.
Версия мощностью 20 Вт может резать даже более толстый акрил, поэтому, если вы планируете строгать толстые акриловые лазерные проекты, xTool идеален, но все же не обходится в кругленькую сумму. Эти цифры также верны, мы вырезали кусок дерева толщиной 12,5 мм всего за несколько проходов (пример выше) — так что акрил толщиной 0,6-0,8 см не должен быть проблемой.
Для любых закругленных предметов, таких как кружки или стаканы, вы также можете выгравировать их, если купите поворотную насадку RA2.
В целом, xTool и Ortur LM3 являются лучшими диодными лазерами стоимостью менее 1000 долларов, но мы по-прежнему рекомендуем xTool как наш лучший выбор.
Прочитайте наш полный практический обзор: Обзор xTool D1 Pro 20 Вт.
FLUX Beamo — лучший малый лазерный гравер для акрила
Цена: 2299 долларов — Доступно на Matterhackers здесь
Зона резки: 300 x 210 мм
Лазерный резак и гравер FLUX Beamo — ваш лучший карманный помощник, когда дело доходит до лазерной гравировки акрила. Он не справляется с крупными проектами, но на втором проходе режет акрил толщиной до 5 мм, а также более твердые материалы, такие как стекло, цемент и камень.
Эта компактная настольная машина оснащена лазером мощностью 30 Вт и акриловой крышкой, так что вы можете видеть, как выполняется ваша работа. У него также есть собственное программное обеспечение Beam Studio, где вы получаете один из самых удобных для пользователя интерфейсов в этом списке благодаря оптимизированной экосистеме.
То, что у него есть собственная экосистема, не означает, что он не будет хорошо работать с другими. AutoCAD, Adobe Illustrator и Photoshop — это лишь некоторые из программ, совместимых с Beamo.
В целом, Beamo — лучший вариант для тех, кому нужен компактный лазерный гравер начального уровня. Небольшой размер позволяет разместить его в ограниченном пространстве, а также он снабжен вентиляцией, поэтому вам не придется беспокоиться об акриловых испарениях. Кроме того, он даже поставляется с дополнительным поворотным модулем для повышения универсальности и гравировки на 360 градусов.
OMTech 50 Вт — лазерный резак и гравер с лучшим соотношением цены и качества
Цена: 2299 долларов — доступно на Amazon здесь
Область резки: 295 x 495 мм
легко понять, почему.
OMTech 50 W — это один из их станков для лазерной гравировки акрила среднего класса, который режет акрил и плексиглас толщиной до 6 мм с помощью лазерной трубки CO2 мощностью 50 Вт и предлагает 4-контактное портовое соединение для поворотных осей.
Наряду с повышенной мощностью и производительностью по сравнению с другими настольными лазерными резаками, 50-ваттный станок отличается улучшенным пользовательским интерфейсом благодаря двойным ЖК-дисплеям, которые позволяют видеть рабочую зону, контролировать электрические токи и автоматически оценивать неисправности для оптимизации безопасности и мощности. поставлять. Существует также цифровая панель управления Ruida, которая дает вам контроль над лазерной головкой, ходом проекта, настройками скорости и мощности, а также кадрированием проекта.
Модель 50 W оснащена всегда важной вспомогательной подачей воздуха и включает в себя поворотный модуль, регулируемое лазерное сопло, встроенную вентиляцию и двухстороннюю сквозную систему. Это означает, что он открывается на передней и задней сторонах машины, что позволяет вам работать над проектами, большими, чем сама машина.
OMTech предоставляет вам первоклассные функции безопасности и все те небольшие дополнения, которые действительно меняют опыт лазерной гравировки акрила. Как резак среднего класса, мы не рекомендуем его для новых пользователей, однако это фантастически надежная машина, которая удовлетворит все требования опытных любителей и малого бизнеса.
FSL Muse Core — лучший домашний станок для лазерной резки и гравировки акрила
Цена: 3499 долл. США — доступно в Matterhackers здесь
Область резки: 508 мм x 305 мм
Резак Full Spectrum Laser Muse Core является одним из самых современных настольных лазерных граверов для акрила.
С опциональной лазерной трубкой мощностью 45 Вт Muse Core может похвастаться уровнем настройки и передовыми технологиями, которых нет в других моделях. Например, его 3D-технология, которая дает вам возможность использовать 3D-камеру Intel RealSense.
В отличие от обычной камеры, RealSense точно отображает неровные поверхности гравировки, используя миллионы трехмерных точек данных, обеспечивая точные и подробные проекты. Это работает вместе с автофокусом в реальном времени, который представляет собой датчик, встроенный в лазерную головку, который позволяет вам устанавливать различные точки фокусировки перед гравировкой для упрощения рабочего процесса.
Muse Core настолько же прочный, насколько и высокотехнологичный, с возможностью резки акрила толщиной до ¼ дюйма.
В целом, Muse Core обладает множеством технологических возможностей, обеспечивающих широкие возможности настройки. Выбирайте поворотные модули, фокусирующие линзы, экстракторы и водяные насосы, чтобы создать машину, отвечающую вашим потребностям.
OMTech 80 Вт — самый мощный лазерный резак и гравер для акрила
Цена: 3549 долларов — доступно на Amazon здесь
Область резки: 500 x 700 мм
OMTech 80 W очень похож на 50 W, когда речь идет о надежности.
Прочная и надежная конструкция с элементами лазерной гравировки на акриле, такими как вспомогательная вентиляция, встроенная вентиляция и дополнительная ЖК-панель, которая позволяет контролировать электрические токи и автоматически оценивать неисправности.
Однако в этой модели мы получили несколько мощных улучшений. Наиболее примечательным является переход с 50-ваттной лазерной трубки CO2 на 80-ваттную, что дает вам до 8000 часов рабочего времени. Мы также переходим от двухсторонней сквозной системы к четырехсторонней, с задней, передней, левой и правой дверями, что позволяет вам работать над еще более крупными проектами.
Следует отметить, что панель управления машины Ruida работает только с macOS, если вы используете программное обеспечение LightBurn, которое не входит в комплект, хотя, возможно, стоит дополнительных затрат. Однако он совместим с Windows как с прилагаемым программным обеспечением RDWorks, так и с LightBurn.
В этой модели все зависит от размера и мощности, поэтому, если вы планируете работать над крупномасштабными акриловыми проектами, эта машина без труда удовлетворит спрос.
Glowforge Plus — лучший лазер для акрила
Цена: $3,995 — Доступно в Glowforge здесь / Dynamism здесь
Область резки: 500 x 280 мм
Glowforge Plus — это самый доступный по цене станок Glowforge для лазерной гравировки акрила среднего класса. Этот лазер класса 1 не требует специальной подготовки перед использованием и требует только размещения его рядом с окном для проветривания.
В то время как резцы OMTech уделяют особое внимание прочности, Glowforge уделяет особое внимание точности.
Обладая более высокой скоростью и аппаратным обеспечением, чем модель Basic, Plus обещает создавать четкие конструкции благодаря специальной лазерной трубке мощностью 40 Вт, которая позволяет резать материал толщиной до ½ дюйма за несколько проходов.
Что действительно уникально в этом бренде, так это материалы Proofgrade. Это материалы, которые были закодированы, и при сканировании лазерным резаком автоматически определяются оптимальные настройки для гравировки этого материала, что дает вам возможность резки и гравировки одной кнопкой. Сюда входит акрил, а также дерево, стекло, кожа и многие другие.
Нет сквозных функций, что отталкивает, особенно по такой цене, но Glowforge известен в основном своими инновационными технологиями, такими как материалы Proofgrade и точный дизайн, что делает его лучшим вариантом для тех, кто сосредоточен на точность, а не размер проекта.
Существует также дополнительный воздушный фильтр Glowforge, который фильтрует акриловые пары, поэтому вам не нужно беспокоиться о вентиляции или размещении машины.
Как выбрать станок для лазерной гравировки акрила
Выбирая, какой лазерный гравер купить, важно подумать о том, какие основные функции вам нужны.
Обратите внимание на размер. Рабочая зона не зависит от цены станка, существует множество недорогих и средних опций, обеспечивающих впечатляющие площади гравировки. Однако, если вам по-прежнему нужна точность и детализация профессионального уровня, выберите один из высококлассных аппаратов с системой сквозного доступа.
Подумайте о материалах, с которыми вы будете работать . Хотя цель здесь — купить акриловый лазерный гравер, не помешает воспользоваться преимуществами других материалов, которые гравирует ваша машина. Если вас интересуют более твердые материалы, такие как камень и стекло, используйте более мощный лазер, но если вы хотите использовать более мягкие материалы, такие как кожа и ткань, сэкономьте несколько долларов, выбрав лазер с меньшей мощностью.
Убедитесь, что ваша машина совместима . Скорее всего, если вы опытный пользователь, то у вас уже есть любимое программное обеспечение и стиль работы. Если вы используете внешнее программное обеспечение, такое как LightBurn и AutoCAD, убедитесь, что ваш компьютер также поддерживает это программное обеспечение и платформу вашего компьютера (например, iOS или Windows), чтобы избежать разочарований.
Фигурная резка по дереву – довольно популярное занятие. Предприятий и небольших фирм, специализирующихся на гравировке и выполнении всевозможных узоров на дереве, множество. Увлекаются этим и школьники. Далеко за примером ходить не нужно. Что уж говорить, открываешь один из многочисленных тематических форумов в Интернет и видишь, как отцы с гордостью рассказывают, что их сыновья с интересом чего-то там вырезают. Очень часто спрашивают совета у профессионалов, какой станок или инструмент лучше подобрать? Что ж, попробуем помочь.
Видов инструментов и станков для фигурной резки больше, чем достаточно. Есть как традиционные, так и суперсовременные: ручные, полуавтоматические и автоматические. Рассказывать обо всех – места не хватит. Поэтому ограничимся основными типами электрооборудования. Во-первых, оно универсально. Во-вторых, имеет очень большой диапазон по сложности освоения: от самых простых, до высокоточных. В-третьих, широкий ценовой уровень способен удовлетворить любые требования.
Резка электролобзиком
Бесспорно, это сегодня самый популярный инструмент. Профессионалы, да и домашние мастера ценят его, прежде всего, за универсализм. Имея малый вес и небольшие габариты, отлично справляется с фигурной, поперечной и продольной резкой листовой древесины. Умеет делать криволинейный и прямой рез, отверстия прямоугольной формы и круглые отверстия различного диаметра.
Электролобзики бывают бытовые и профессиональные. Домашние модели маломощны, но для бытового использования их ресурсов и функциональности вполне достаточно. Ими можно выполнять резку деревянных заготовок толщиной до 70 мм. Суммарное время использования – не более 20 часов в месяц. Производят их в основном в Польше и Китае, но есть и компромиссный венгерский вариант – недорогой функциональный BOSCH PST 700 E Compact.
Требования к профессиональным моделям более серьезные. Поэтому, обычно, эти инструменты производят брендовые компании Японии, Швеции и Германии. Они высокопроизводительны и выдерживают большие нагрузки, выполняя резку древесины толщиной до 135 мм.
Пильные полотна или пилки для лобзиков отличаются размерами, зубьями, цветом, формой хвостика и, конечно, материалом, из которого они изготовлены. Для работы с деревом применяются полотна из HCS (углеродистой стали).
Резка электростамеской
Этот электроинструмент стал незаменимым для каждого резчика по дереву. По сути, он объединил в себе обычную ручную стамеску и мини-станок для обработки древесины. В профессиональной среде он ещё называется пневматический или механизированный шабер.
Работает электростамеска по принципу отбойного молотка. На электроручке с мотором закрепляются насадки. Они бывают трех видов: прямые, полукруглые и уголковые.
Используется инструмент для обработки мягких и твердых древесных пород, а также древесных наростов (капов, сувелей). Электростамеска позволяет без особых физических усилий снимать большой объем материала, поэтому отлично подходит для черновой обработки. В то же время, бывают и очень компактные модели. Например, инструмент фирмы Proxxon умещается в руке и может применяться для работы с небольшими предметами. А вот большими моделями обрабатывают даже стволы деревьев для создания настоящих скульптур.
Резка на фрезерно-гравировальном станке с ЧПУ
Если выше описанные аппараты можно отнести как к бытовой, так и профессиональной категории, то фрезерные станки с ЧПУ однозначно относятся к последней. Это высококачественная техника с очень широким функционалом.
Несмотря на высокую стоимость подобного оборудования, оно очень востребовано у деревообрабатывающих предприятий, мебельщиков и рекламно-производственных компаний. Станки могут обрабатывать любую древесину (твердых и мягких пород), ДСП (ДСтП), МДФ (MDF) и пр. Их задействуют в изготовлении мебели, вывесок, при сложной гравировке и в 3D резьбе.
Одна из лучших моделей в ряду фрезерно-гравировальных станков с ЧПУ – это Beaver 1212 AT3. Предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование). На нем можно осуществлять резку древесины любых пород, а также композитные материалы (ДСП, ДВП, МДФ, фанера и т. д.).
Резка на плазменном станке с ЧПУ
Плазменные станки – это новейшее поколение фрезерно-гравировальной техники с ЧПУ. Оборудование этого типа предназначено для плазменно-дуговой резки и фрезерования дерева.
Станок выглядит следующим образом: несущая рама, включающая соединительные элементы и два выдвижных ящика для воды. Резка производится фрезерным шпинделем на толщину до 16 мм. Максимальная скорость работы – 2,5 м в минуту.
Установки имеют очень устойчивую конструкцию, благодаря чему обработка выполняется с высокой точностью. Одна из лучших моделей этого типа – немецкий станок High-Z PlasCUT-1350. Помимо работы с деревом, он отлично режет, фрезерует и гравирует металл, пластик и другие материалы.
Резка лазером
Сегодня это самый быстрый и экономичный способ раскроя древесного материала. Осуществляется газовым СО2-лазером, то есть без механического контакта с заготовкой. Это позволяет проводить резку по самым сложным контурам и с мельчайшей детализацией. Никакими другими инструментами или станками такой точности добиться невозможно. А применение компьютерных программ позволяет превратить работу в максимально безотходное производство.
Лазерному раскрою поддаются любые материалы из древесины. Даже шпон толщиной всего 0,6 мм. Вообще, технология открывает очень большие возможности, позволяя вырезать оригинальные сюжеты. В работе декораторов и мебельщиков без этой установки не обойтись.
Правда, принцип работы требует высокой квалификации. Дерево – легковоспламеняющийся материал, а потому нуждается в постоянном охлаждении. Для этого станок осуществляет поддув в зону резки, регулируемый оператором. Таким образом, достигается максимальная чистота обработки (не образуется нагар) и одновременно проводится термическая обработка детали (она контрастней выглядит и дольше служит).
Различные породы дерева режутся с определенной мощностью луча и силой поддува. А, если заготовка сучковатая, то это ещё больше усложняет процесс. «Высшего пилотажа» требует резка фанеры, т.к. клеевые слои горят сильнее древесины. Для знакомства с лазерной резкой отлично подойдет станок Yueming серии CMA.
Резка гидроабразивная
Уникальная технология «ТЕХТРАН», разработанная ещё советскими учеными для «оборонки», и только сравнительно недавно ставшая доступной широкой общественности.
Принцип действия заключается в резке любых листовых материалов сверхтонкой струей воды. Смешиваясь с абразивом, под очень высоким давлением она подается на режущую головку, где превращается в тончайший волосок. Скорость выхода струи позволяет резать даже металл, не говоря уже о дереве.
В наше время в технологию внедрили систему ЧПУ, что дало возможность не просто резать, а программировать обработку материала по любому эскизу. Точность резки – 0,1 мм. При скорости до 100 м/час рез деревянного материала получается холодным, деталь не нагревается и не деформируется. Края среза получаются чистыми и не нуждаются в доработке.
Владислав Пермин, специально для Equipnet.ru
Станки для лазерной резки фанеры в Челябинске
Главная
Продажа
Лазерно-гравировальные и лазерно-копировальные станки
Станок для лазерной резки фанеры
Вы можете очень быстро сравнить цены станка для лазерной резки фанеры и подобрать оптимальные варианты из более чем 11063 предложений
Станок для лазерной резки металла с чпу 700 Вт
Состояние: Новый Производитель: Станки74 (Россия)
Портальный станок лазерной резки металла с ЧПУ собственного производства с источником волоконного лазера – IPG. Данные станки широко используется в отрасли обработки углеродистой стали (черного. ..
15.11.2022
Челябинск (Россия)
2 950 000
Станок для лазерной резки металла с чпу 1000 Вт в наличии
Состояние: Новый Производитель: Станки74 (Россия)
В наличии
Станка лазерной резки металла с ЧПУ собственного производства с источником волоконного лазера – IPG. Данные станки широко используются в отрасли обработки углеродистой стали (черного металла),…
15.11.2022
Челябинск (Россия)
3 500 000
Станок для плазменной резки
Состояние: Новый
В наличии
Портальный станок плазменной резки металла с ЧПУ обеспечивает производительность и высокую точность при изготовлении деталей, сравнимую с лазерной резкой. При этом выгодно отличается более низкой…
30. 09.2014
Челябинск (Россия)
390 000
Станок лазерной резки металла с чпу
Состояние: Новый Производитель: Станки74 (Россия)
В наличии
Предприятие производитель металлообрабатывающего оборудования, предлагает рассмотреть приобретение портального станка лазерной резки металла с ЧПУ собственного производства с источником волоконного…
15.11.2022
Челябинск (Россия)
1 950 000
Портальный станок лазерной резки металла с чпу 1500 Вт
Состояние: Новый Производитель: Станки74 (Россия)
станка лазерной резки металла с ЧПУ собственного производства с источником волоконного лазера – IPG. Данные станки широко используются в отрасли обработки углеродистой стали (черного металла),. ..
15.11.2022
Челябинск (Россия)
4 060 000
Станок лазерной резки металла с ЧПУ
Состояние: Новый Производитель: ООО Промстрой (Россия)
В наличии
Станок лазерной резки металла с ЧПУ, оборудование российского предприятия производителя — умеренная стоимость, высокая эффективность и хорошее качество. Отметим что на наших станках установлены…
09.04.2021
Челябинск (Россия)
1 950 000
Станок лазерной резки металла с ЧПУ «ЛР-1500»
Состояние: Новый Производитель: ООО «Промстрой» (Россия)
В наличии
Предприятие производитель и поставщик металлообрабатывающего оборудования, предлагает рассмотреть приобретение надежного и эффективного лазерного станка с ЧПУ для резки металла до 5 мм. (толщина…
09.04.2021
Челябинск (Россия)
1 970 000
Станки лазерной резки, Турция, Германия
Состояние: Б/У Год выпуска: 2002 Производитель: Trumpf (Германия)
Станок лазерной резки марки Trumpf
15.11.2022
Челябинск (Россия)
станок лазерной резки
Состояние: Б/У Год выпуска: 1999 Производитель: BYSTRONIC (Швейцария)
ПРОДАЕТСЯ СТАНОК ЛАЗЕРНОЙ РЕЗКИСтрана производитель ШвейцарияГод выпуска 1999гРезка металла кислородом и азотом Модель BYSTRONIC Bystar 3015 (часы наработки: 60979). СОСТАВ СО2 резонатор BLT 3000Вт…
Состояние: Б/У Год выпуска: 2000 Производитель: Bystronic (Бистроник) (Швейцария)
ПРОДАЕТСЯ СТАНОК ЛАЗЕРНОЙ РЕЗКИ Страна производитель Швейцария Год выпуска 2000г Резка металла кислородом и азотом Модель BYSTRONIC Bystar 3015 (часы наработки: 60979). СОСТАВ СО2 резонатор BLT…
31.08.2020
Челябинск (Россия)
3 900 000
Станок лазерной резки BYSTRONIC Bystar 4020 с ТРУБОРЕЗОМ
Состояние: Б/У Год выпуска: 2002 Производитель: BYSTRONIC (Швейцария)
Продаются два станка лазерной резки BYSTRONIC, производство Швейцария, в рабочем состоянии, техническая документация в наличии:- Bystar 4020 с ТРУБОРЕЗОМ, 2000 года вып., резонатор 4,0 кВт, толщина…
14.04.2021
Челябинск (Россия)
6 000 000
Оптоволоконная установка лазерной резки металла BODOR F3015/1000W
Состояние: Новый Производитель: Jinan Bodor CNC Machine CO.,LTD/BODOR (Китай)
Оптоволоконные станки лазерной резки серии FСамая популярная серия станков компании BODOR открывает широкие производственные возможности для малого и среднего бизнеса. Сочетание передовых…
05.07.2019
Челябинск (Россия)
Оптоволоконная установка лазерной резки металла BODOR F3015/1500W
Состояние: Новый Производитель: Jinan Bodor CNC Machine CO.,LTD/BODOR (Китай)
В наличии
Оптоволоконные станки лазерной резки серии FСамая популярная серия станков компании BODOR открывает широкиепроизводственные возможности для малого и среднего бизнеса.Сочетание передовых технологий,…
05.07.2019
Челябинск (Россия)
Лазерная резка металла
Состояние: Новый
В наличии
Лазерная резка металла по чертежам заказчика. Все заказы исполняются вминимальный срок на собственном оборудовании. Можно обрабатывать черныйметаллопрокат, нержавейку, алюминий и медь. Лазерная…
09.04.2021
Челябинск (Россия)
400
Лазерная резка металла
Состояние: Новый Производитель: ООО Промстрой (Россия)
В наличии
Предлагаем попробовать одну из самых передовых технологий для раскроя: это лазерная резка металла, которая позволит обрабатывать черный металлопрокат, нержавейку, а также алюминий или медь. Мы…
09.04.2021
Челябинск (Россия)
350
Лазерная резка металла
Состояние: Новый Производитель: Россия
В наличии
Оказываем услуги по лазерной резке металла.***********************************************************************************Возможна обработка листа размером 3000 х 1500мм.✔️ Углеродистая сталь. ..
21.02.2022
Челябинск (Россия)
10
Станок воздушно-плазменной резки металла с чпу 2000х3000мм
Состояние: Новый Производитель: Станки74 (Россия)
По качеству плазменная резка почти сравнима с лазерной, однако отличается существенно меньшими затратами и дает возможность обрабатывать металл большей толщины.Оборудование воздушно – плазменной…
15.11.2022
Челябинск (Россия)
632 000
Лазерная резка
Состояние: Новый Производитель: Россия
В наличии
Лазерная резка(изготовление изделий со сложной геометрией, высочайшее качество кромки реза).
17.05.2017
Челябинск (Россия)
Лазерная резка
Состояние: Новый
Предлагаю Лазерную резку!Особенности:1. Двойной серводвигатель.2. Обладает более высокой стабильностью, более высокой скоростью.3. Полнодиапазонная передача сервомотора с ЧПУ.4. Оборудование…
13.01.2022
Челябинск (Россия)
61 880
Установка лазерной резки Mattex FL 6020
Состояние: Б/У Год выпуска: 2014 Производитель: Mattex (COMAF SRL) (Италия)
Страна / Организация-изготовитель Год изготовления Италия/ Mattex (COMAF SRL) 2014 Установка лазерной резки Mattex FL 6020 в комплектации: Резонатор IPG…
16.04.2020
Челябинск (Россия)
13 300 000
Популярные категории в Челябинске
Да кстати, на портале ProСтанки выбор предложений по станку для лазерной резки фанеры почти как на Авито и TIU
Видео станка для лазерной резки фанеры
Digital Craft HIT-MIN Пила для мрамора Гранит, плитка, дерево, фанера Станок для резки гранита Ручной плиткорез 110 мм Цена в Индии
Digital Craft HIT-MIN Пила для мрамора Гранит, плитка, дерево, фанера Станок для резки гранита, плитки, дерева, фанеры Ручной плиткорез 110 мм (1200 Вт)
Доступные предложения
Узнайте больше
Партнерский Proferbuy этот продукт и добраться до 250 фунтов стерлингов на Flipkart Furniture
Безопасные и надежные платежи. Легкий возврат. 100% подлинные продукты.
Вам может быть интересно
Угловые шлифовальные машины
Мин. Скидка 40%
Купить сейчас
Электродрели
Мин. Скидка 40%
Купить сейчас
Наборы электроинструментов и ручных инструментов
Мин. Скидка 50%
Купить сейчас
Наверх
5 инструментов для простой, безопасной и точной резки фанеры
Резка больших листовых материалов может быть сложной, сложной, а для некоторых столяров просто не стоит хлопот, по крайней мере когда у вас еще нет нужных инструментов для резки фанеры.
Так что, возможно, вы остановитесь на тех «удобных панелях», которые предварительно обрезаются до размеров 24″ на 48″. Но это довольно ограничено, и в целом это дороже, чем работа с полными листами.
Возможность точно (и безопасно) распиливать и распиливать целые листы фанеры — отличный способ расширить свои деревообрабатывающие предприятия, чтобы браться за более крупные и качественные проекты.
Я занимаюсь сборкой мебели уже несколько лет и могу обещать вам, что как только вы начнете работать с целыми листами фанеры в своем магазине, вам понравятся двери, которые она открывает.
Итак, сегодня я хотел изучить некоторые варианты электроинструментов для резки больших листов, так что продолжайте читать, чтобы увидеть, какие отличные инструменты я нашел для резки фанеры.
Гусеничная пила Wen для резки фанеры
См. на Amazon.com
Гусеничная пила работает как система с гусеницей, находящейся на фанере (или другом листовом материале), и ручной погружной циркулярной пилой. что едет по трассе.
Гусеничная пила Wen очень доступна по цене и, по-видимому, является серьезным конкурентом на рынке гусеничных пил.
Когда вы покупаете гусеницу для этой пилы, она состоит из 2 частей. Вы будете использовать одну направляющую для поперечной резки 4-футового листа, а обе части, соединенные вместе, для разрыва 8-футового листа.
Направляющая не требует зажима, так как ее дно имеет нескользящую поверхность. Но мне нравится, что они предлагают зажимы для гусениц, которые можно добавить, чтобы лучше закрепить гусеницу на месте.
СОВЕТ. Поскольку пила продается отдельно от гусениц, вы можете пропустить гусеницу Wen и купить гусеницу Powertec. Официально это не поддерживается, но обозреватели сообщают, что он отлично работает с гусеницами Powertec и что они лучше, чем гусеницы Wen.
Гусеничная пила Makita
См. на Amazon.com
Вот еще одна система гусеничной пилы, которая стоит дороже, чем Wen, и имеет больше отзывов.
На рынке уже несколько лет, и больше всего меня впечатлили отзывы тех, кто владел им более 3 лет.
В основном они являются восторженными поклонниками и настоятельно рекомендуют этот инструмент, так как он поддерживается годами и продолжает давать хорошие результаты.
Кроме того, после более чем 400 обзоров он получил твердые 4 с половиной звезды, что впечатляет для предмета стоимостью более 400 долларов.
Направляющая кромки зажима Bora NGX
См. на Amazon.com
Вот экономичный инструмент для резки фанеры, который можно использовать со стандартной циркулярной пилой. Это очень умная система со встроенным зажимом, встроенным в рельс.
Поставляется с 2 направляющими, одна из которых используется для раскряжевки на 4 фута. Но в сочетании их можно использовать для раскроя целого 8-футового листа фанеры.
Вы можете использовать зажимную систему в качестве направляющей для движения пилы, или вы можете купить универсальную базу, которая действует как салазки для вашей циркулярной пилы и перемещает ее по направляющей, подобно гусеничной пиле.
Инструмент Kreg Accu-Cut XL для резки фанеры
См. на Amazon.com
Это руководство похоже на систему Bora, но я бы сказал, что это шаг вниз по общему качеству и функциональности.
Он поставляется с 4 гусеницами, которые можно комбинировать, чтобы обеспечить 100-дюймовую режущую способность, так что это хорошо.
Но у него нет встроенного зажима. Утверждается, что он имеет нескользящий захват, поэтому зажим не требуется, но у меня есть сомнения, и я был бы намного увереннее в разрезе, если бы он надежно удерживался на месте с помощью какого-либо зажима.
И это не точный инструмент. По длине 8-футового листа фанеры он имеет допуск 1/16 дюйма. Это нормально для строительства, но неприемлемо для мебельных проектов.
Я бы рекомендовал эту систему только в том случае, если у вас уже есть циркулярная пила, у вас ограниченный бюджет и вы работаете только с небольшими кусками фанеры.
Тогда я бы рассматривал это как инструмент для первоначального распила вашей фанеры, пока вы собираетесь пропустить более мелкие куски через настольную пилу, чтобы закончить их.
В этом случае эта экономичная версия вполне подойдет для быстрой работы по разделке больших листов.
Вертикальная панельная пила Panel Pro
См. на Acme Tools
Что касается инструментов для резки фанеры, панельная пила является вершиной выбора. Это инструмент профессионального уровня, но до сих пор используется и ценится любителями. 9№ 0003
Эта панельная пила является одним из самых экономичных вариантов на рынке сегодня. На самом деле, когда я писал это, это была самая дешевая панельная пила, которую я нашел.
У него также есть несколько очень интересных функций, но смешанный набор положительных и отрицательных отзывов.
Эта панельная пила вертикального типа, которая откидывается на подставку, а также оснащена роликами, которые можно легко передвигать по цеху.
Без удлинительных опорных крыльев (которые легко снимаются, когда они не используются), эта пила помещается в задней части пикапа, чтобы при необходимости ее можно было доставить на рабочую площадку.
Многие панельные пилы предназначены только для поперечной резки листа фанеры.
Мне больше всего нравится в этой панельной пиле то, что вы можете зафиксировать полотно на направляющих, повернуть его на 90 градусов, а затем протолкнуть фанеру через пропил вдоль опорных крыльев.
Это означает, что вы можете разрезать целый лист фанеры.
Одна только эта особенность, на мой взгляд, делает его сильным конкурентом на рынке панельных пил, особенно с учетом низкой цены.
На самом деле, это простая машина с несколькими стальными деталями и двигателем, поэтому, даже если она не такого же качества, как панельная пила milwaukee за вдвое большую цену, ее вполне можно точно настроить и отрегулировать до тех пор, пока она не станет такой точно, как вам это нужно.
Мои методы распиловки фанеры
Мне нравится работать с фанерой, и через несколько лет я, возможно, подумаю о такой классной панельной пиле, как показанная выше.
Но сейчас я просто не могу оправдать отказ от такой площади в моем и без того тесном гараже, мастерской по дереву.
Я сделал свою долю вложений в инструмент, но гусеничная или панельная пила еще не «сделали разрез» (каламбур) для меня.
Вместо этого я обычно использую циркулярную пилу, лобзик и настольную пилу по мере необходимости, и пока я доволен своими результатами.
Оборудование для производства искусственного (декоративного) камня
Для производства изделий из икусственного камня, малых архитектурных форм, тротуарной плитки, декоративных заборов и других бетонных элементов получаемых методом вибролитья, необходим комплект оборудования:
вибростол
растворосмеситель (бетоносмеситель)
формы
Вибростол
Для того чтобы изготовить действительно качественную продукцию Вам необходим вибростол, с определенными настройками параметров вибрации.
Описание и технические характеристики вибростолов
Смеситель
Предлагаем несколько вариантов смесителей принудительного действия. Смеситель принудительного действия идеально подходит для приготовления жестких формовочных смесей с низким содержанием воды и большим количеством различных добавок или пигментов.
Описание и технические характеристики растворосмесителей и бетоносмесителей
Вибросито
При производстве искусственного камня, а также любых строительных материалов предпочтительней использовать качественный, просеянный инертный заполнитель. Связано это с тем, что неоднородность фракции ухудшает качество смеси и в конечном итоге готового изделия. В производстве, применяя разделённый на фракции инертный заполнитель, можно сократить расход цемента и значительно увеличить качество раствора.
Описание и технические характеристики вибросита ВС 8М
Формооснастка
Производство литых декоративных бетонных изделий невозможно без качественной формооснастки. Внедрение в практику производства изделий из декоративного бетона новых материалов для изготовления формооснастки позволило отливать бетонные изделия с любой геометрией и точностью передачи фактуры поверхности вплоть до факсимильных копий.
Описание и технические характеристики форм
Выбор производственной площади
Площадь так называемого жизненного пространства одной бригады рекомендуется 20 квадратных метров. Именно на этом участке располагаются вибростол, бетоносмеситель, емкости с сырьем. Компактное и вместе с этим удобное размещение необходимых для производства агрегатов позволяет заливщикам не делать лишних телодвижений, тем самым достигается четкая и слаженная работа всех участников производственного процесса.
Кроме производственного участка требуется пространство для складывания поддонов с формами на время достижения распалубочной прочности. Рекомендуемое ярусное расположение модулей-поддонов позволяет существенно снизить потребности в площадях. Так, например для изготовления 20м2 камня достаточно 15 квадратных метров с учетом пространства для прохода.
Извлеченная из форм продукция укладывается на поддоны, размещение которых также требует площади от 20 квадратных метров. Но здесь уже рекомендуется использовать открытые площадки.
Высота потолка в закрытом производственном помещении — от 4 до 6 метров.
Особое внимание следует уделить следующим требованиям к производственным площадям:
Температура внутри помещения: не менее +15 градусов по Цельсию.
Наличие вентиляционной вытяжки: рекомендуется.
Наличие трех фазного питания: необходимо.
Подвод холодной воды: необходим.
Подвод горячей воды: рекомендуется.
Наличие навеса над открытой складской площадкой: рекомендуется.
Наличие подъездных путей: необходимо.
Наличие сточной ямы: рекомендуется.
Работа в две смены приводит к потребности в увеличении площадей для выдержки отливок в формах и расширении складских участков как минимум вдвое.
Химические добавки для изготовления изделий из бетона
1. Фибра представляет собой легкие синтетические волокна длиной 6, 12, 20, 40 мм. с малой плотностью (0,91 г/см3), но высокими прочностными характеристиками (170-260 МПа). Основная область применения фибры — дисперсное армирование, осуществляемое в самых разных вяжущих. Полипропиленовое волокно получило наибольшее распространение, так как имеет низкую себестоимость, не подвержено коррозии, не утяжеляет бетонные конструкции и штучные изделия, а также демонстрирует очень медленное физическое старение. Использование полипропиленовой фибры не предполагает какого-то дополнительного оборудования — ее доля вводится в состав раствора как стандартный компонент. Фибра способна улучшить прочностные характеристики бетона, уменьшить усадку бетонных изделий, что позволяет повысить трещиностойкость конструкций.
2. Суперпластификатор С-3 — разработка российских специалистов. Является аналогом зарубежных суперпластификаторов типа «Майти 100» (Япония), сикамент, мельмент (Германия), не уступая им по качеству. Суперпластификатор С-3 в количестве 0,2 — 0,7% от массы цемента позволяет получать литые самоуплотняющиеся, практически не требующие вибрации бетонные смеси, а при снижении расхода воды затворения — бетоны повышенной прочности при неизменной подвижности смеси. Можно использовать оба эти эффекта частично, т. е. получать смеси повышенной подвижности по сравнению с исходной и одновременно несколько увеличивать прочность бетона за счет снижения расхода воды. Наиболее эффективные области применения суперпластификатора С-3 — производство изделий из бетонна с высокими эксплуатационными свойствами и отличным внешним видом.
Описание химических добавок
Оборудование для производства искусственного камня
Главная
» Оборудование
» Искусственного камня
Компания Россмаш предлагает своим покупателям современное оборудование для производства искусственного камня. Благодаря сочетанию качества, надежности и продуманной конструкции обеспечивается высокая производственная эффективность.
Оборудование для производства искусственного камня Россмаш отличается высоким уровнем качества и продуманной архитектурой.
Мы предоставляем гарантию на собственную продукцию в 1,5 года.
Наши специалисты готовы оказать консультационную помощь, установить и настроить оборудование для производства искусственного камня.
Состав оборудования:
Вакуумный вибростол.
НАЗНАЧЕНИЕ
Вибростол вакуумный предназначен для удаления газов и уплотнения залитой в формы
массы путем вибрирования и создания вакуума.
КОМПЛЕКТНОСТЬ
Комплектность поставки приведена в таблице № 1.
Вибростол, Столешница с направляющими, Колпак
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
1 Основой установки является стол с
подпружиненными опорами и вибромоторами, создающими требуемую вибрацию.
2 Для создания вакуумной камеры на столе
установлена специальная столешница с прямоугольным колпаком.
3 Столешница представляет собой плиту со
специальными пазами для фиксации форм с изделиями и ребро по периметру для
обеспечения герметичности с колпаком.
4 Колпак имеет по периметру паз с
уплотнительным материалом, два смотровых окна и патрубок со штуцером для
подсоединения к вакуумной линии и краном для выравнивания давления.
5 Для фиксации колпака на столешнице
имеются зажимы.
Вакуумный пост
НАЗНАЧЕНИЕ
Вакуумный пост предназначен для эффективного использования вакуумного
насоса при создании требуемого по технологии давления в различных
установках на различных этапах технологического процесса.
КОМПЛЕКТНОСТЬ
Комплектность
поставки приведена в таблице № 1.
Таблица № 1
№
П/П
НАИМЕНОВАНИЕ
Кол-во
1.
Вакуумный насос
1
2.
РАМА
1
3.
СИСТЕМА ТРУБОПРОВОДОВ с запорной
арматурой
1 комплект
4
ВАКУУМЕТР ЭЛЕКТРОКОНТАКТНЫЙ
4
5
ВАКУУМЕТР ПОКАЗЫВАЮЩИЙ
1
6.
ПУЛЬТ УПРАВЛЕНИЯ
1
7.
ПАСПОРТ
1
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
1 Установка состоит из вакуумного
насоса, системы трубопроводов и пульта управления, закрепленных на
металлической раме.
2 Система трубопроводов
обеспечивает четыре вакуумные независимые линии, каждая из которых имеет
запорную арматуру и контролирующие приборы.
3 Управление процессом
вакуумирования осуществляется с пульта управления через электромагнитные
клапаны и электроконтактные вакуумметры, установленные в системе
трубопроводов.
ДИССОЛЬВЕР
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Дисольвер представляет собой цилиндрическую чашу с торосферическим дном
(в комплект входит две чаши: высокая и низкая), которая устанавливается
и закрепляется на тележке с приводом. Привод тележки вращает чашу с
заданной частотой, которая регулируется частотным преобразователем. На
подъемнике закреплен кронштейн с приводом быстроходной фрезы, который
может быть установлен по центру емкости и со смещением от центра. На
кронштейн так же может навешиваться неподвижная лопасть со скребком,
осуществляющая отвал продукта от стенки чаши при ее вращении.
На случай аварийного отключения электропитания подъемник снабжен ручным
приводом.
Установка укомплектована двумя сменными перемешивающими устройствами:
спиральной мешалкой и пальчиковой фрезой. Спиральная мешалка может
устанавливаться только в центре емкости и без отвальной лопасти. Она
предназначена для приготовления более жидких смесей. Пальчиковая фреза
может устанавливаться как по центру, так и со смещением и имеет съемные
пальцы-лопасти, что позволяет приготавливать различные по густоте смеси.
Количество и форма перемешивающих устройств может меняться по требованию
заказчика.
Привод мешалок имеет плавную регулировку скорости вращения от 0 до
1500об/мин.
К кронштейну приварена плоская крышка, предотвращающая разбрызгивание
продукта при перемешивании, с газоотводом и открывающейся 1/3 частью для
возможности добавления компонентов в процессе перемешивания.
Все части изделия, соприкасающиеся с продуктом, выполнены из пищевой
нержавеющей стали.
Пульт установки предназначен для управления технологическим процессом
смешивания продукта и устанавливается на выносной раме.
ПРИМЕНЕНИЕ
Дисольвер (СМУ-100) предназначен для смешивания сухих компонентов с
жидкостью и получения пастообразных продуктов различной вязкости.
Наименование
Значение
Объем, л
емкость
высокая
геометрический
150
рабочий
100
Объем, л
емкость
низкая
геометрический
100
рабочий
50
Частота вращения, об/мин
емкость
0-50(плавная регулировка)
мешалка быстроходная
0-1500 (плавная регулировка)
Мощность привода, кВт
емкость
5,5
мешалки быстроходной
3,0
Давление в рабочем объёме чаши, МПа
нет
Наименование
Значение
Габаритные размеры, мм
емкости высокой
(диаметр х высота)
600х600
емкости низкой
(диаметр х высота)
600х350
тележки с приводом
900х720х500
подъемника
600х850х2500
основание с
рельсами
1250х120х3000
Масса, кг
640
Смеситель вакуумный
ОБЛАСТЬ ПРИМЕНЕНИЯ
Смеситель вакуумный (СМУ-100) предназначен для смешивания, жидких и
пастообразных продуктов. Машина может быть применена для получения исходной
массы в производстве искусственного камня , и других похожих по консистенции
продуктов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Наименование
Значение
Объем, л
геометрический
150
рабочий
100
Частота вращения, об/мин
емкости
50
подъемника
90
Мощность привода, кВт
емкости
5,5
подъемника
0,75
Давление в рабочем объёме чаши, МПа
— 0,09 . .. 0
Габаритные размеры, мм
емкости (диаметр х высота)
600х600
тележки с приводом
900х720х500
подъемника
600х850х2500
основание с
рельсами
1250х120х3000
Масса, кг
560
ПОРЯДОК РАБОТЫ
Установка работает в периодическом режиме с выполнением технологических
операций, последовательность и продолжительность которых определяется
технологическим регламентом на производство конкретного продукта. Обычно работа
производится в следующей последовательности:
1.
Подвести тележку с установленной емкостью к подъемнику с перемешивающим
устройством и зафиксировать в положении, обеспечивающим соосность емкости и
крышки.
2. Произвести загрузку исходных компонентов согласно технологии производства
конкретного продукта.
3.
Закрыть крышку, установив направляющие штыри крышки в отверстия на фланце
емкости, защелкнуть зажимы.
4.
Согласно технологии выставить частотным преобразователем скорость вращения
привода емкости и задать плавный разгон до заданной скорости.
5. Включить электрическое питание нажатием кнопки «Сеть» на пульте управления.
6. При необходимости включить вакуумирование.
Время получения готового продукта определяется
технологическим регламентом.
Процесс производства искусственного камня
Одним из важнейших факторов является наличие необходимого сырья в вашем регионе. Требуемые компоненты зависят от продукта, который вы планируете производить. Например, для производства «Мрамора из бетона» можно использовать крупнозернистый песок, керамзит или мраморную муку. Также можно использовать композиционные смолы в качестве связующего вещества.
Для производства искусственного камня мы используем:
Портландцемент типа III
Легкий заполнитель или крупнозернистый песок
Добавки к цементу
Пигмент на основе оксида железа
Нижеследующий перечень материалов и оборудования, необходимых для производства искусственного (культивированного) камня. Эта таблица позволит вам самостоятельно произвести расчеты при составлении бизнес-плана и исследовании местного рынка материалов и оборудования.
Сырье, необходимое для производства 100 квадратных футов (10 м 2 ) искусственного камня:
Name
Quantity
Price
Material Cost
lbs
kg
lbs
kg
Portland Cement
280 lbs
128kg
$0. 10
0,22 долл. США
$ 28,00
Легкий заполнитель
750 фунтов
340KG
$ 0,02
$ 0,04
$ 15,0052
39
$ 0,04
.0024
Pigment
9 lbs
4kg
$1.11
$2.44
$10.00
Cement Additives
2¼ oz
65gr
$0.05
$0.11
Итого
53,11 $
Перечень оборудования, необходимого для строительства линии по производству искусственного камня:
9 куб. футов (0,25 м 3 ) электрическая растворомешалка
2500 $
Вибростол
600 $
s
4 (10M 2 ) Пакет
$ 4500
Стойки и пиломатериалы
$ 600
Электронные полы. и контейнеры
175 $
Тачка
75 $
Итого
8975 $
900 Приведенные цифры показывают среднюю цену.
Рекомендации для стартапов по производству искусственного камня:
Для стартапов рекомендуем приобрести не менее 100 кв.м. (10м 2 ) литейных форм. Типы пресс-форм вы можете выбрать сами.
Вы можете начать с меньшего размера с комплектом форм площадью 100 или 200 кв. футов. Вы можете самостоятельно выбрать любые формы из представленных в нашем каталоге форм для бетонного камня. По мере роста вашей деятельности вы можете легко расширяться для удовлетворения ваших будущих потребностей. Однако приобретение пресс-форм в упаковках дает возможность выполнять сложные задачи.
Если в нашем ассортименте нет нужных вам форм, мы можем изготовить их по вашему дизайну.
Пожалуйста, обратитесь к странице Формы для бетонных камней, чтобы узнать дополнительные цены на все наши формы.
Сценарий производства
Ниже приведен сценарий, основанный на производстве 200 кв. футов. (20m 2 ) одним работником в 8-часовую смену. В большинстве случаев производственные линии имеют площадь от 300 до 800 кв. футов. искусственного камня в день и обслуживаются 2-4 работниками.
Для производства комплектования и литья на 200 кв.м. (20 м 2 ) пресс-форма одному сотруднику потребуется около 2 часов. Время отверждения бетонного камня составляет 12-16 часов в зависимости от температуры окружающей среды, используемых материалов и т.д. кв.фут (19 м 2 )
Сырье
0,53 $
106,00 $>
Labor (1 employee/8 hours)
$0.32
$64.00
Total Manufacturing Cost
$0.85
$170.00
Cost per 1 sq. ft (0,09м 2 )
Стоимость за 200 кв.м. (19м 2 )
Розничная цена камня
$4,00
$800,00
Затраты на производство
$0.85
$170.00
PROFIT
$3.15
$630.00
Profit per day 200 sq.ft (19m 2 )
$630.00
Profit per week
$3,150.00
Profit per month
$12,600.0
Profit per year
$151,200.00
Представленная оценка не учитывает налоги, электроэнергию и т. д. Вы можете использовать эту оценку в качестве ориентира для собственных расчетов, которые должны учитывать налоги и другие расходы, характерные для вашего региона, а также конкретное оборудование и доступные цены на материалы.
Отбойный молоток МОП-4 с двойной рукояткой в Москве по 17 200 руб.
Главная
Промышленное оборудование
Отбойные молотки и бетоноломы ТЗК
Отбойный молоток МОП-4 с двойной рукояткой MP4D
Код товара: 40765
В наличии: много
Цена: 17 200 ₽
Выставить счет на оплату
Бесплатная консультация специалиста
Артикул:
MP4D
Производитель:
ТЗК «ТомМаш»
Модель:
МОП-4 двойная рукоятка
Единица измерения:
шт.
Материал:
металл
Категория:
Отбойные молотки
Описание
Отзывы
Отбойный молоток пневматический МОП-4 с двойной рукояткой.
Производство: ТЗК «ТомМаш»
Отбойные молотки МОП-4 являются необходимым инструментов при проведении различных демонтажных работ, молотки отбойные быстро разбивают такие поверхности, как асфаль, бетон или камень.
Наименование параметров
МОП — 4
Рабочее давление сжатого воздуха, Мпа , не менее
0,3 — 0,5
Энергия единичного удара, Дж, не менее
55
Частота ударов, с-1, не менее
17
Удельный расход свободного воздуха,
М3/мин-1,кВт-1 не более
1,35
Мощность, Вт, не менее
945
Масса молотка, кг
8,5
Масса молотка, воспринимаемая руками оператора, Н
68,6 — 97,6
Длина молотка без инструмента, мм
580
Внутренний диаметр рукава, мм
16
Усилие нажатия, Н
68,6 — 97,6
Усилие нажатия пускового устройства, Н
8
Диаметр рукоятки, мм
28
Размер хвостовика инструмента: диаметр, мм, длина, мм
24, 70
Выбрано:
Ваше имя*
Ваш e-mail
Телефон*
Текст сообщения
Подтверждаю согласие на обработку персональных данных*
* — поля обязательны для заполнения
Пришлите нам ссылку на этот товар в другом магазине. Мы постараемся предложить Вам лучшую цену!
Ваше имя*
Ваш телефон или e-mail*
Ссылка на товар в другом магазине*
Текст сообщения
Подтверждаю согласие на обработку персональных данных*
* — поля обязательны для заполнения
Выбрано:
Файл с реквизитами*
Недопустимый формат файла!
Ваш e-mail*
Телефон
Комментарий
Подтверждаю согласие на обработку персональных данных*
Назад Малый отбойный молоток Makita HM1307CB (2011 г. )
Полный экран
Опции
История
Скачать PDF
Править
Перевести
Встроить это руководство
Введение
В этом руководстве показано, как снять и заменить заднюю крышку отбойного молотка Makita HM1307CB.
При выполнении этого ремонта обратите внимание на все винты, которые были загерметизированы резьбовым фиксатором, и обязательно очистите их и снова нанесите резьбовой фиксатор того же цвета при сборке.
Купить
Шестигранный ключ 5 мм
Доступно для продажи на Amazon
Купить
Высокопрочный резьбовой фиксатор
Доступно для продажи на Amazon
Купить
Удалите следующие винты:
org/HowToDirection»>
Два винта с крестообразным шлицем
Четыре винта с шестигранной головкой
Эти четыре винта с шестигранной головкой удерживаются на месте резьбовым фиксатором, и для их ослабления может потребоваться значительный крутящий момент или даже некоторое нагревание.
Во время повторной сборки удалите остатки резьбового фиксатора с этих винтов, затем повторно нанесите высокопрочный (красный) резьбовой фиксатор на каждый из них перед повторной установкой.
org/HowToDirection»>
Если вы не знаете, как наносить фиксатор резьбы, см. следующий шаг в этом руководстве.
Редактировать
Для повторного нанесения резьбового фиксатора:
Сначала удалите остатки резьбового фиксатора с каждого винта с помощью очистителя/обезжиривателя и жесткой щетки.
Во-вторых, нанесите пару капель высокопрочного резьбового фиксатора на резьбовые гнезда.
org/HowToDirection»>
Наконец, нанесите одну или две капли того же высокопрочного резьбового фиксатора на кончик каждого винта и установите их на место.
Редактировать
Удалите два винта с шестигранной головкой, удерживающие крышку контроллера на месте.
Во время повторной сборки удалите остатки резьбового фиксатора с этих винтов, затем повторно нанесите высокопрочный (красный) резьбовой фиксатор на каждый из них перед повторной установкой.
Редактировать
Удалите шесть 5-мм винтов с шестигранной головкой, удерживающих заднюю крышку на месте.
Все эти шесть винтов с шестигранной головкой удерживаются на месте резьбовым фиксатором, и для их ослабления может потребоваться значительный крутящий момент или даже некоторое нагревание.
Во время повторной сборки удалите остатки резьбового фиксатора с этих винтов, затем повторно нанесите высокопрочный (красный) резьбовой фиксатор на каждый из них перед повторной установкой.
Пластиковая опора /внутренняя резьба из нержавеющей стали
Регулируемые опоры LV.A-ELK
Основание и ручка из технополимера, стальной винт
Гайки для регулируемых опор NT.
Сталь или нержавеющая сталь
Регулируемые опоры для крепления к полу LV.F-125-APS
Основание из технополимера, стальной винт
Регулируемые опоры LV. A-125-APS
Основание из технополимера, стальной винт
Регулируемые опоры с неподвижным винтом LX-HS
Основание из технополимера, стальной винт с шестигранной углублением на верхнем конце
Регулируемые опоры LSX.A
Основание из технополимера, стальной винт
Регулируемые опоры LS.A
Основание из технополимера, стальной винт
Регулируемые опоры LSQ.A-SST
Основание из технополимера, винт из нержавеющей стали
Регулируемые опоры GN 343.3
Пластиковое основание, внутренняя резьба
Регулируемые опоры GN 343.2
Основание, резьбовая шпилька из стали
Регулируемые опоры из нержавеющей стали GN 343.6
Регулировочный шпиндель
Опоры регулируемые GN 343.1
Ножка, внутренняя резьба
Регулируемые опоры из нержавеющей стали GN 343.5
Внутренняя резьба
Регулируемые опоры LV.A
Основание из технополимера, стальной винт
Регулируемые опоры LV.A-SST
Основание из технополимера, винт из нержавеющей стали
Регулируемые опоры LV. A-ESD-C
Основание из электропроводящего технополимера ESD, винт из стали
Регулируемые опоры LV.A-SST-ESD-C
Основание из электропроводящего технополимера ESD, винт из нержавеющей стали
Регулируемые опоры LVQ.A-SST
Основание из технополимера, винт из нержавеющей стали
Регулируемые опоры для крепления к полу LV.F
Основание из технополимера, стальной винт
Регулируемые опоры для крепления к полу LV.F-SST
Основание из технополимера, винт из нержавеющей стали
Регулируемые опоры для крепления к полу LVQ.F-SST
Основание из технополимера, винт из нержавеющей стали
Регулируемые опоры для крепления к полу LV.F-PP-SST
Основание из полипропилена, винт из нержавеющей стали
Регулируемые опоры для крепления к полу LV.FO
Основание из технополимера, винт из стали или нержавеющей стали
Регулируемые опоры для крепления к полу LVQ.FO-SST
Основание из технополимера, винт из нержавеющей стали
Регулируемые опоры LV. A-125-ACV
Основание из технополимера, стальной винт
Регулируемые опоры для крепления к полу LV.F-125-ACV
Основание из технополимера, стальной винт
Регулируемые опоры LV.A-125-APS
Основание из технополимера, стальной винт
Регулируемые опоры для крепления к полу LV.F-125-APS
Основание из технополимера, стальной винт
Регулируемые опоры LV.A-ELK
Основание и ручка из технополимера, стальной винт
Регулируемые опоры GN 30-S/SK
Листовая сталь, с резиновой накладкой
Регулируемые опоры из нержавеющей стали GN 31-S/SK
с резиновой подложкой
Регулируемые опоры из нержавеющей стали GN 20-A
Гигиенический дизайн, с монтажными отверстиями и без них
Регулируемые опоры из нержавеющей стали GN 21-S/SK
с обточенной опорной пластиной, без установочного отверстия
Регулируемые опоры GN 32-S/SK
Листовая сталь, с резиновой накладкой, со стопорным выступом
Регулируемые опоры из нержавеющей стали GN 23-S/SK
с обточенной опорной пластиной, с установочным отверстием
Регулируемые опоры из нержавеющей стали GN 33-S/SK
с крепёжным выступом
Регулируемые опоры GN 40-S/SK
Сталь оцинкованная, без крепёжного выступа
Регулируемые опоры из нержавеющей стали GN 41-S/SK
без крепёжного выступа
Регулируемые опоры из нержавеющей стали GN 44-S/SK
Материал № AISI 316 L (A4)
Регулируемые опоры GN 42-S/SK
Сталь, оцинкованная, со стопорным выступом, каплевидная форма
Регулируемые опоры из нержавеющей стали GN 43-S/SK
Материал № AISI 304 (A2), со стопорным выступом, каплевидная форма
Регулируемые опоры из нержавеющей стали GN 45-S/SK
Материал № AISI 316 L (A4), с крепёжным выступом, каплевидная форма
Регулируемые опоры GN 36-A
без центрального монтажного отверстия
Опорные пластины GN 36. 1-A
без центрального монтажного отверстия
Регулируемые опоры GN 37-A
без центрального монтажного отверстия
Опорные пластины GN 37.1-A
с центральным монтажным отверстием
Опорные пластины GN 6311.3
для установочных винтов DIN 6332 /верстачных винтов DIN 6304/DIN 6306
Регулируемые опоры GN 6311.4
Оцинкованная сталь
Опорные пластины из нержавеющей стали GN 6311.5
для крепежных винтов DIN 6332
Регулируемые опоры из нержавеющей стали GN 6311.6
Регулируемые опоры GN 355
Сталь/нержавеющая сталь
Регулировочные элементы из нержавеющей стали GN 355.2
с обжимной сферической шайбой
Монтажные инструменты GN 355.1
Распорные и ножные диски GN 438
Распорные и ножные диски из нержавеющей стали GN 438.5
Регулируемые опоры GN 439
Регулируемые опоры из нержавеющей стали GN 439.5
Торцевые заглушки для квадратных труб ND.Q
для больших нагрузок, технополимер
Торцевые заглушки для квадратных труб NDX. Q
Технополимер
Круглые торцевые заглушки для труб NDX.T
Технополимер
Торцевые заглушки для квадратных труб NDL.Q
Технополимер
Торцевые заглушки для круглых труб NDL.T
Технополимер
Вставные втулки GN 992
Алюминий / для труб круглого и квадратного сечения
Вставные втулки из нержавеющей стали GN 992.5
для труб круглого и квадратного сечения
Торцевые заглушки для квадратных труб NDA.Q
с регулируемой опорой для установки высоты, технополимер
Торцевые заглушки для круглых труб NDA.T
с регулируемой опорой для установки высоты, технополимер
Торцевые заглушки для расширителей квадратных труб NDE.Q
Технополимер
Торцевые заглушки для расширителя круглых труб NDE.T
Технополимер
Заглушки для ребристых труб NIL.Q
Технополимер
Предохранительные колпачки для труб NCT
Технополимер
Защитные крышки для гаек и болтов NCD
Технополимер
Пластины для регулируемых опор GN 349
Опорные зажимы для панели PC
Технополимер
Зажимная опора для панелей и электросварной сетки PPR
установка панелей без сверления
Держатель для опорного зажима PC для круглых труб APC
Технополимер
Защитные втулки из нержавеющей стали GN 20. 1-H
Гигиеническое исполнение
Регулируемые опоры. Виды. Применение.
Современное индустриальное производство и товарное наполнение рынка все больше фокусирует внимание производителей оборудования на качестве и дизайне выпускаемых изделий, а также на надежности оборудования, удобстве его эксплуатации.
Производители различного оборудования в России уже оценили дизайн и разнообразие регулируемых и антивибрационных опор мирового лидера по производству фурнитуры для промышленного оборудования — концерна E+G.
Широкий ассортимент предлагаемых опор концерна E+G включает в себя:
-опоры с основаниями из прочного промышленного пластика
Изготовлены основания опор из технополимера на основе полиамида, армированного стекловолокном. Опоры устойчивы к растворителям, маслам, смазкам и прочим химически активным веществам.
— опоры с противоскользящим диском и без
Многолетний опыт показывает, что противоскользящий диск является важной деталью регулируемой опоры. Противоскользящие диски широко применяются для придания опорам большей стабильности и повышения сцепления с опорной поверхностью. После проведения тщательных исследований и многочисленных лабораторных экспериментов концерном E+G было принято решение начать производство нового вида основания с интегрированной противоскользящей подкладкой, что гарантирует максимальную безопасность системы. В данной модели противоскользящий диск крепится к основанию опоры по всей окружности и по центру. Испытания нового изделия показали, что благодаря такому креплению риск отделения от диска при боковом толчке уменьшается в 10 раз,а при осевом перемещение опоры с прилипшем к полу диском-в 4 раза.
-регулируемые опоры из нержавеющей стали с шарнирным соединением, опоры с высококачественной оцинковкой деталей
Винты с резьбой и регулировочным шестигранником под ключ могут быть сделаны из оцинкованной или из нержавеющей стали. Такие опоры особенно устойчивы к коррозии. Это позволяет применять их в пищевой, химической и фармацевтической отраслях, где требования гигиены или условия окружающей среды диктуют необходимость применения материалов, не подверженных коррозии.
-опоры регулируемые антивибрационные
Антивибрационная регулируемая опора E+G предназначена для поглощения шума и вибрации, которые создаются колеблющимися несбалансированными массами корпусов, механизмов и машин. С ее помощью можно устранить такие негативные моменты, как:
-поломки или уменьшение срока работы машин и механизмов из-за вибрации;
-вред, который наносит вибрация здоровью человека;
-вибрационный шум.
Концерн E+G имеет в своём ассортименте более 50 видов регулируемых опор. Специалисты концерна E+G постоянно ищут новые решения для удовлетворения всех потребностей покупателя и внедряют новейшие технологии и разработки при производстве новых видов продукции.
Среди новинок можно отметить опору регулируемую, выполненную из специального токопроводящего технополимера (ESD-C Electrostatic Discharge Conductive), предотвращающую электростатический разряд между телами с противоположными электрическими потенциалами. Опоры из новой линейки идеально подходят для использования в местах защиты от статического разряда, где требуется оберегать компоненты оборудования от действия статического электричества.
Я верю, что данная статья поможет Вам в выборе регулируемых опор для Вашего оборудования и повысит Вашу конкурентоспособность на рынке. Для удобства конструкторов есть полный бумажный каталог на русском языке, DVD-диски с 2d и 3d моделями.
Свяжитесь с нами, если Вас заинтересовала данная информация.
Руководитель направления E+G Санкт-Петербург
Романова Виктория
Опора, регулируемая по высоте с роликом и стопором в Москве
Главная
Оборудование
Системы диагностики инструмента Kelch
Универсальные испытательные машины A&D
Автоматизированная система диагностики «ТЕСТ-Д»
Роботы
Сварка
Приборы для дезинфекции
Сетевое оборудование
Системы видеонаблюдения
org/ListItem»> Сварка
Сварочные столы Siegmund
Сварочное оборудование OTC Daihen
Вакуумные траверсы VACU-LIFT
Сварочные столы Demmeler
Сварочные столы Siegmund
28 система
16 система
org/ListItem»> 28 система
Аксессуары
Болты
Наборы из алюминия
Опоры к сварочным столам
Призмы
Стандартные наборы
Струбцины
Сварочные столы
Угольники
Упоры
org/ListItem»> Опоры к сварочным столам
Опора, регулируемая по высоте с роликом и стопором
Артикул Siegm2816_213
Характеристики:
Заказать
Подробное описание
Технические характеристики
Опора, регулируемая по высоте с роликом обладает всеми преимуществами опоры с изменяемой высотой и безграничными возможностями перемещения стола. Несущая способность опоры ограничена 700 кг., а тонкая регулировка 25 мм.
Для заказов на сумму более 50000 тр. доставка включена в стоимость.
В других случаях рассчитывается исходя из веса отправления и региона доставки.
Возможна доставка любой удобной для заказчика ТК
Сроки доставки от 1 до 3 дней по Центральному региону
По умолчанию мы работаем с двумя курьерскими компаниями:
www.innoprttom.com
Major — российская компания, занимающаяся продажей автомобилей и перевозками грузов. Крупнейший, наряду с «Рольфом», автодилер страны.
www.dpd.ru
DPDgroup — международная служба экспресс-доставки. В среднем ежедневно доставляет более 5 миллионов посылок. Работает под торговой марками DPD.
Это наши проверенные партнеры. Однако если вы предпочитаете работать с другой курьерской службой, у нас нет ограничений. Просто сообщите нам об этом. Мы согласуем все условия и отправим заказ с полным комплектом сопутствующей документации.
Как оплатить?
Оплата принимается по безналичному расчету. После согласования заказа мы выставляем счет на оплату. Заказ считается оплаченным после поступления суммы заказа на расчетный счет ООО ИЦ «Станкосервис».
Как получить?
География доставки — вся Россия. При перевозке грузы подлежат страхованию. Обычно доставка входит в стоимость продукции.
Айова Точность | Автоматическая регулируемая машина для локтя | От 10 до 24 дюймов
Айова Точность | Автоматическая регулируемая машина для локтя | Дополнительный угловой ротатор
Айова Точность | Автоматическая регулируемая машина для локтя | Дополнительный вращатель локтя
Iowa Precision Автоматический регулируемый станок для локтя Брошюра
Подставка для материала (опорная роликовая опора) со стальным роликом Ø57 мм и регулируемой высотой 68-110 см (Light Duty)
истинная
ложная
Товары
Аксессуары для машин
Роликовые стенды
Добавить в корзину
Запросить цену
Идеально подходит для поддержки заготовок, регулируется по высоте. Облегчает работу с материалами и повышает производительность. Диаметр ролика Ø: 38 мм. Диаметр стояка Ø: 40 мм.
Ручные роторные труборезы REED для стальных и чугунных труб
Наша компания заботится о том, чтобы товар был доставлен адресату в целости и в строго установленные строки. Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков.
Производитель: Reed (США)
Pоторныe труборезы — изобретение фирмы REED, они обеспечивают безопасное и оперативное отрезание труб при минимальных эксплуатационных расходах. Могут использоваться где угодно – в котлованах, под водой, во взрывоопасной атмосфере (холодная отрезка), в местах, где запрещен шум, в трубных эстакадах и т. д.
Особенности
Xолoдная (искробезопасная) резка труб больших диаметров из стали, нержавеющей стали, литoго и ковкго чугуна в ограниченном для работы пространстве.
Конструкция низкого профиля моделей LCRC требует зазора всего лишь в 4 дюйма (100 мм) для труб диаметром до 16 дюймов (406 мм ) и 8 дюймов (200 мм) для труб диаметром свыше 16 дюймов (406 мм) на моделях RC.
Каждый труборез снабжен легкосъемной рукоятью, которая вращает труборез и одновременно иcпользуетcя для пoджимки режущих роликов во время резки.
Лучшие ручные труборезы для труб из литoго и ковкго чугуна.
Труборезы имеют прочные корпуса из ковкго чугуна.
Вo все моделях труборезов иcпользуетcя взаимозаменяемые режущие ролики: RCS8-36 для стали или RCI8-30 для чугуна и ковкого чугуна.
Режущие ролики RCX способны отрезать стальные трубы с толщиной стенки до 25/32” (19,14 мм).
Технические характеристики и цена на ручные роторные роликовые труборезы REED
Артикул
Модель
Трубы сталь, дюйм
Трубы чугун, дюйм
Факт. диам., мм
Длина, дюйм
Длина, мм
Вес, кг
Цена, руб
3309
LCRC8S*
6 — 8
—
159 — 246
58
1473
18.6
168067.44
3308
LCRC8I*
—
6 — 8
159 — 246
58
1473
18.6
168067.44
3313
LCRC12S
10 — 14
—
266 — 358
61
1549
22.7
206577.88
3312
LCRC12I*
—
10 — 12
266 — 358
61
1549
22.7
206577.88
3317
LCRC16S*
16 — 18
—
368 — 462
66
1664
27.3
273440.25
3316
LCRC16I*
—
14 — 16
368 — 462
66
1664
27. 3
273440.25
3240
RC20S*
20 — 22
—
476 — 572
106
2680
40.5
352125.22
3242
RC20I*
—
18 — 20
476 — 572
106
2680
40.5
352125.22
3250
RC24S*
24 — 26
—
584 — 660
111
2807
48.6
420619.03
3252
RC24I*
—
22 — 24
584 — 660
111
2807
48.6
420619.03
3260
RC30S*
28 — 34
—
698 — 864
96
2438
128.6
673159.69
3262
RC30I*
—
30
698 — 864
96
2438
128. 6
673159.69
3264
RC36S*
32 — 36
—
813 — 915
96
2438
134.1
811492.25
Режущие ролики для роторных труборезов REED
Артикул
Модель
Упаковка, шт.
Модель трубореза
Высота лезвия, дюйм
Высота лезвия, мм
Сфера применения
Цена, руб
3545
RCDX
4
LCRC8; LCRC12; LCRC16; RC20; RC24; RC30; RC36
0.531
13,5
толст/ст Чугун; Ковкий чугун (PRC)
по запросу
3535
RCI8-30
4
LCRC8; LCRC12; LCRC16; RC20; RC24; RC30; RC36
0.500
12,7
Чугун; Ковкий чугун
по запросу
3530
RCS8-36
4
LCRC8; LCRC12; LCRC16; RC20; RC24; RC30; RC36
0. 635
16,1
Сталь, сталь н/ж
5081.64
3531
RCS8-36 (7 мм)
4
LCRC8; LCRC12; LCRC16; RC20; RC24; RC30; RC36
0.512
13,0
Гофрированная пластиковая труба
по запросу
3550
RCX
4
LCRC8; LCRC12; LCRC16; RC20; RC24; RC30; RC36
0.800
20,3
толст/ст Сталь, сталь н/ж
по запросу
Комплект модернизации RC30 В RC36
Комплект расширения диапазона диаметров для работы одним труборезом.
Артикул
Модель
Наименование
Цена, руб
3268
RC36CONV
Модернизация трубореза RC30 в RC36
по запросу
Изогнутая рукоять LCRC для роторных труборезов REED
Существенно увеличивает комфорт во время работы роторного трубореза в тесных пространствах
Артикул
Модель
Цена, руб
93177
BAHANDLE
по запросу
Труборезы ручные хомутные RIDGID от 81 452 р. Ø труб: от 3″ (50мм) до 12″ (300мм).
Труборезы ручные RIDGID для тонкостенных труб из нержавейки от 5 331 р. Ø труб: 5-67 мм
Труборезы со станиной Aotai Ø труб: 5-782 мм
Напряжение: 220 В
Скорость вращения:
30-50 об/мин
Труборез Ridgid 258/258 XL от 392 315 р. Ø труб: 2 1/2”- 8”/8”- 12”
Напряжение: 220 В
Вес: 43-66 кг
Труборезы пневматические разъемные Ø труб: 65 -1500 мм.
Ручной труборез Rothenberger ENORM 4″
Ручной труборез Rothenberger ENORM 4″ оснащен закаленным режущим диском из высоколегированной стали. Применяется для резки стальных труб диаметром 60-115 мм. Главная особенность – не образует грат, что позволяет сразу после резки нарезать резьбу.
Артикул
Наименование
∅, дюйм
∅, мм
Вес, гр
Цена, руб
70060
Ручной труборез Rothenberger ENORM 4″
2″ – 4″
60 – 115
7.105
22499.20
070061D
Запасной режущий диск (2 шт.)
—
—
20
6746.60
70066
Специальный режущий диск для чугуна
—
—
20
по запросу
70064
Запасная ось
—
—
5
1248. 20
Ручной труборез INOX TUBE CUTTER 30 PRO от 3 184 р. Для труб из нержавеющей стали ∅ 3-30 мм
Позволяет проводить работы вплотную к отбортовке
Труборез INOX TUBE CUTTER от 5 364 р. Для труб из нержавеющей стали ∅ 6 -54 мм
Оснащен 12 шарикоподшипниками
Ручной труборез SUPER от 7 750 р. Для стальных труб ∅ 10-60 мм
Позволяет также резать чугунные трубы
Ручной труборез INOX SUPER от 5 633 р. Для труб из нержавеющей стали ∅ 10- 60 мм
Долгий срок службы
Труборез MINICUT PRO от 1 580 р. Для медных труб ∅ до 22 мм
Позволяет осуществлять точную резку под углом 90°
Труборез МИНИКАТ 2000 от 2 109 р. Для медных труб ∅ до 22 мм
Самая популярная модель
Труборез МИНИ МАКС от 2 639 р. Для медных труб ∅ до 28 мм
Для работы в стесненных условиях
Труборез ТЮБ КАТТЕР 30 PRO / 50 от 5 917 р. Для медных труб ∅ до 50 мм
Оснащен откидным внутренним гратоснимателем
RS Филиппины | Промышленность, электроника и электричество
РС Филиппины | Промышленность, электроника и электричество
Справка
Портал открытий
Сделки и оформление
Разделы нашей продукции:
Аккумуляторы и зарядные устройства
Соединители
Дисплеи и оптоэлектроника
Контроль электростатического разряда, чистые помещения и прототипирование печатных плат
Пассивные компоненты
Блоки питания и трансформаторы
Raspberry Pi, Arduino и средства разработки
Полупроводники
Механизм автоматизации и управления
Кабели и провода
Корпуса и серверные стойки
Предохранители и автоматические выключатели
HVAC, вентиляторы и управление температурным режимом
Освещение
Реле и формирование сигналов
Переключатели
Доступ, хранение и обработка материалов
Клеи, герметики и ленты
Подшипники и уплотнения
Инженерные материалы и промышленное оборудование
Застежки и крепления
Ручной инструмент
Механическая передача энергии
Сантехника и трубопровод
Пневматика и гидравлика
Электроинструменты, Пайка и сварка
Компьютеры и периферия
Уборка и техническое обслуживание помещений
Офисные принадлежности
Средства индивидуальной защиты и рабочая одежда
Безопасность и скобяные изделия
Безопасность сайта
Испытания и измерения
Toolipedia: Колесный труборез | Семейный мастер на все руки
RIDGID
Что такое a Колесный Труборез ?
Колесный труборез (также называемый труборезом) похож на букву «С» с ручкой или ручкой, выступающей сбоку. Колесные труборезы используются для резки труб из меди, латуни, пластика и тонкостенных металлических электротехнических труб (ЭМТ). В отличие от пилы, этот инструмент делает ровный ровный разрез с помощью острого металлического колеса. Сантехники, электрики, работники систем отопления, вентиляции и кондиционирования воздуха, а также колесные труборезы. Вот основные части:
Ручка или ручка для затягивания лезвия
Рама, через которую проходит болт с резьбой
Рамка держателя лезвия
Штифт и зажим, удерживающий лезвие на месте
Ножевое колесо
Резьбовой болт, соединяющий головку с держателем лезвия
Роликовые колеса, используемые для фиксации и вращения резака вокруг трубы
Версии большего размера часто имеют быстроразъемную кнопку для открывания резака после завершения резки
Как используется a колесный труборез ?
Отметьте длину трубы, трубки или кабелепровода. Откройте труборез, ослабляя ручку, пока труба не войдет в отверстие. Совместите режущее колесо с отметкой на трубе и поверните ручку, чтобы затянуть резак. Затяните резак так, чтобы труба прочно удерживалась на месте, но не настолько туго, чтобы колесо начало защемлять и деформировать трубу. Поверните резак на полный оборот, а затем затяните ручку примерно на 1/4 оборота. Повторяйте эти действия до тех пор, пока труба не будет прорезана. Большинство профессионалов держат сменные лезвия под рукой, потому что они со временем затупляются.
Чем отличаются pes от колесный труборез s ?
Труборезы бывают разных размеров. Труборезы могут резать трубы разных размеров. Например, небольшой труборез может справиться с трубами диаметром 1/8 дюйма. трубки диаметром до 5/8 дюйма. Следующий размер часто будет перекрываться; скажем 1/4 дюйма. до 1-в. и так далее. Механизм труборезов в основном одинаков, но может различаться. Например, у резаков меньшего размера, как правило, есть поворотная ручка, а у труборезов большего размера вместо нее может быть Т-образная рукоятка. Рамы обычно изготавливаются из стали или алюминия. Существуют труборезы с механическим приводом, но большинство колесных труборезов, предназначенных для резки типичных водопроводных линий, имеют ручной привод.
Некоторые колесные труборезы оснащены подпружиненными колесами, для регулировки которых не требуется ручка. Эти типы резаков отлично работают в тесных помещениях, потому что у них нет ручки, выступающей сбоку. Недостатком является то, что они обычно могут работать только с трубами одного или двух размеров, а это означает, что сантехнику потребуется нести большее их количество. Доступны колесные труборезы с храповым механизмом, которые также хорошо работают в тесных помещениях.
Чем хорош труборез ?
Легкий, но прочный
Острые лезвия
Регулировка жидкости
Эргономичный дизайн ручки
Rigid производит высококачественные колесные труборезы и труборезы.
видео-инструкция по монтажу своими руками, особенности самостоятельного сращивания по длине, сплачивания, цена, фото
Статьи
Иногда при проведении строительных и других работ с использованием древесины требуется сделать элементы длиннее или шире, а как это правильно делается, знают очень немногие. Именно поэтому мы рассмотрим, как провести сращивание доски самостоятельно и какие способы и методики существуют. Важно выбрать вариант, который лучше всего подойдет в той или иной ситуации и потребует минимальных затрат времени и средств.
На фото: соединение в микрошип широко используется производителями различных изделий из древесины
Основные требования к рабочему процессу
Прежде чем мы начнем рассматривать конкретные варианты проведения работ, необходимо разобраться в том, соблюдение каких факторов гарантирует получение того результата, который и ожидается:
Качество материала
Тут все просто: невозможно сделать из некачественного дерева прочные конструкции, особенно это касается мест соединения, если на них будут сучки, повреждения древоточцами, плесенью и другие проблемы, то ни о какой надежности и долговечности не может быть и речи. Подбирайте самые лучшие элементы, чтобы не тратить силы и средства попусту
Влажность
Еще один наиважнейший параметр, который всегда следует учитывать. Для работы походят только сухие элементы, так как повышенная влажность, во-первых, снижает прочность, во-вторых, уменьшает адгезию клеевого состава при его использовании, а в-третьих, после окончания работ никто не даст гарантию, что через неделю или месяц конструкцию не поведет или она не потрескается
Нагрузки на соединения
Именно от этого показателя во многом зависит выбор того или иного варианта соединения, чем больше нагрузка, тем выше требования к качеству сопряжения и тем сложнее процесс. Поэтому заранее решите, какой вариант будет использоваться, чтобы гарантированно обеспечить высокий результат
Использование качественного инструмента
От этого также зависит очень многое, особенно когда дело касается сложных вариантов, когда соединение вырезается специальными приспособлениями. Они должны обеспечивать максимальное качество резки и максимальную точность стыковки, так как от этого во многом зависит надежность
Важно! Помните одно простое правило, которое всегда используют специалисты: для получения наилучшего результата нужно, чтобы параметры соединяемых элементов были аналогичными, проще говоря, должна использоваться одна порода древесины.
Простейшим примером конструкций, где используется сращивание по ширине, является шпунтованная половая доска
Варианты проведения работ
Все мероприятия подобного рода можно разделить на две большие группы – сплачивание досок по ширине и по длине, мы рассмотрим их отдельно и расскажем, какие методики наиболее популярны и как их правильно реализовывать.
Соединение по ширине
Конечно, простейшим решением будет щитовой вариант сращивания, поэтому мы начнем именно с него, вначале представим схему основных вариантов, а ниже опишем их подробно:
Это основные типы проведения работ, если можно использовать щитовой вариант соединения
Первый способ предполагает вырезание с помощью фрезерного станка полости, которая имеет трапециевидную форму и позволяет использовать шпонку в качестве фиксатора. Плюсом этого решения можно назвать надежность, а минусом – необходимость в фрезерном станке или наличие ручного фрезера для проведения работ, ручным инструментом здесь не обойдешься;
Сплачивание с использованием торцевого бруска, который соединяется с торцами доски методом паз-гребень, используется для элементов небольшой длины, так как данный вариант обеспечивает высокую надежность именно небольших конструкций. Для работы опять же понадобится фрезер для деревянных изделий. С его помощью она будет проведена быстро и качественно;
Можно сделать вырез по торцу, подогнать под него рейку и посадить ее на столярный клей, это также довольно интересный вариант, который подходит для конструкций небольшого размера;
Последние два варианта предполагают приклеивание треугольной рейки, только одна из них врезается в торец, а второй вариант предполагает зарезку торца под углом, нужно выбрать то, что лучше подойдет в той или иной ситуации.
Но если требуется соединить доску более надежно, то подойдет один из следующих методов:
Такие варианты зарекомендовали себя лучше всего
Первый вариант называется соединение на гладкую фугу, при его выполнении требуется очень тщательная шлифовка торцов для плотного прилегания, после чего они смазываются клеем и соединяются под прессом или с помощью специальных стяжек. Такое решение подойдет в случаях, когда высокая несущая способность не нужна;
Соединение на гладкую фугу часто применяется при изготовлении мебельного щита
Второе решение – сращивание в четверть, для этого на торцах выбираются пазы примерно на половину толщины, этот вариант более трудоемкий, зато его надежность заметно выше, чем у предыдущего, инструкция по проведению работ проста: выбираются пазы с помощью фрезера, после чего торцы смазываются клеем, и конструкция плотно сжимается до высыхания состава;
Вот так выглядит соединение на схеме
Можно вырезать пазы с обеих сторон, а внутрь вставить рейку, которая опять же смазывается клеем для надежности. Такое решение неплохо зарекомендовало себя на элементах большой толщины, так как в таком случае толщина деревянной рейки будет значительной, следовательно, она сможет выдержать даже большие нагрузки без особых проблем. Важна точная подгонка всех элементов, поэтому для работы используется фрезерное оборудование;
Пример шпоночного соединения
Соединение шип-паз хорошо знакомо многим по доске пола и отделочным материалам из древесины, тут важно правильно вырезать соединение, чтобы элементы совмещались максимально точно и плотно, отдельным вариантом является треугольный шип-паз, он отличается тем, что один торец делается в форме угла, а второй имеет углубление по форме выступа;
Последний из рассматриваемых вариантов – ласточкин хвост, этот вид предполагает наличие паза, расширяющегося в глубину, в силу этой особенности доски вставляются с торца и задвигаются как по салазкам, их невозможно разъединить, не приложив значительное усилие, что также немаловажно.
Соединение по длине
Сращивание досок по длине также используется при проведении работ весьма часто, поэтому данному аспекту мы также уделим самое пристальное внимание.
Варианты следующие:
Самый простой – крепление внахлест, когда концы заводятся друг на друга и скручиваются саморезами, сбиваются гвоздями или скручиваются болтами. Конструкция не очень привлекательна, зато ее можно сделать своими руками за считанные минуты;
Самый быстрый вариант проведения работ
Второе решение – соединение в так называемый минишип, это очень прочный и надежный вариант, но для проведения работ вам понадобится специальная фреза, цена которой велика, поэтому такой способ выбирают те, кому приходится сращивать элементы часто;
С помощью такой фрезы соединения делаются очень быстро
Если элементы соединяются по длине не в один, а в два и более слоя, то можно использовать вариант впритык, такое соединение досок по длине хорошо подходит для многослойных систем, на рисунке оно под буквой А;
Некоторые способы соединения по длине
Часто используется традиционный вариант паз-гребень, тут важно обеспечить оптимальную конфигурацию соединения, так ширина паза и соответственно шпунта не должна составлять больше третьей части общей толщины доски, важно делать нарезку очень точно, чтобы элементы совпадали идеально, это значительно увеличит прочность соединения;
Важно! При работе чаще всего используется фрезер, но фрезы могут иметь разную конфигурацию, следует следить за состоянием их режущих кромок и своевременно точить их или заменять, так как от чистоты обработки во многом зависит качество соединения.
Можно применять вариант зарезки под углом, он хорошо подходит там, где особая прочность не требуется, а нужно хорошо соединить между собой элементы, которые могут использоваться для отделки и т.д.;
Треугольный шип-паз во многом напоминает обычный, различается лишь конфигурация торцов. Тут также важно, чтобы элементы идеально совмещались между собой, так как это обеспечит и аккуратность сопряжения, и его максимальную надежность;
Соединение в четверть отличается простотой – делаются вырезы на половину толщины, длина выступов не должна сильно превышать толщину, элементы смазываются клеем и сжимаются до высыхания состава, это стандартная процедура практически для всех вариантов;
Последний вид – шпоночное сплачивание, оно не отличается от вышеописанного варианта при проведении работ по ширине, требования те же.
Вывод
Правильно и надежно соединить доску, значит обеспечить ее максимальную прочность, важно выполнять все рекомендации и использовать только качественные материалы. Видео в этой статье покажет некоторые варианты проведения работ наглядно, а если у вас есть вопросы или дополнение – отписывайтесь в комментариях.
Как срастить две доски: по ширине, длине, высоте
Заказать деревянные доски можно определенного размера. Бывают случаи, когда для строительства дома нужны нестандартные размеры лесоматериала, в этом случае можно выполнить соединение изделий разными способами, часто применяются врубки. Создаются они на специальном оборудовании или своими руками.
Основные способы
Соединение пиломатериала обычно требуется, если есть несколько небольших отрезков, а нужно составить один. Склеивание выполняется не во всех случаях. Такой способ подойдет для стропил, дверей. Выполнить склеивание не получится для пола, скамеек.
Из отрезков можно создать изделие необходимой длины. Чем меньше отрезков используется, тем прочнее получится материал. Существует несколько способов склеивания пиломатериала.
По длине
При соединении досок большой длины следует использовать несколько вариантов:
Вплотную.
Материал спиливается на четверть вдоль, затем соединяется со вторым изделием.
Ус. Край изделия спиливается таким образом, чтобы получилась поверхность под наклоном.
Зубчатое считается самым крепким. На одном изделии выполняется 2 зубца, на другом – прорези.
Паз-гребень. Выполняется выступ и углубление.
Рейка. На концах досок делаются пропилы, вставляются маленькие рейки.
По ширине
Для создания щита можно срастить материалы небольшой ширины одним из следующих методов:
На рейку. На краях доски выполняются пазы, в которые нужно вставить рейки.
На фугу. При хорошем скреплении досок не должно остаться зазоров.
Ласточкин хвост. На одном краю изделия выполняется паз, а на другом – гребень в виде трапеции, который похож на ласточкин хвост.
В паз-гребень. С одной стороны материала выполняется гребень, с другой – паз. Элементы соединения могут быть в виде прямоугольника или треугольника.
В четверть. По краю изделия нужно выполнить четверти, которые не могут быть больше половины толщины материала.
По высоте
При строительстве мостов производится скрепление брусков крест-накрест. Существуют такие варианты сращивания: на 1/4, 1/3, в половину материала, зарубка бруска. Срастить материал можно впритык с потайным шипом, сквозным гребнем, вплотную, в половину материала с креплением металлической полосой, хомутами, при помощи болтов, в прируб косого типа.
Шиповое соединение
Для перекрытий подойдет шиповое соединение. Необходимо выполнить разметку и произвести подрезку выступа ножовкой. Шип должен быть больше на несколько мм, чтобы его можно было обработать. Для того чтобы создать паз, следует выполнить продольный разрез и доработать его стамеской. При подгонке детали нужно прижать как можно плотнее.
Сращивание под прямым углом и встык
Соединение элементов необходимо выполнить под углом 90 градусов. Метод встык подразумевает использование гвоздей. Сращивание выполняется при помощи инструментов, строительных материалов: молоток, карандаш, пиломатериал, металлический уголок, клей, шпатлевка, верстак, пластины в виде треугольника, букв Г, Т.
Соединить изделия встык можно зафиксировав один элемент на верстаке, затем наложить на другой. После нужно закрепить их гвоздями. Чтобы шляпки не были заметны, следует использовать шпатлевку.
Надежное скрепление выполняется Т-образным крепежом, который подразумевает укладку пластины в центре досок. После просверливаются отверстия, вкручиваются шурупы. Другим способом прочного сращивания досок является применение металлических уголков, которые нужно закрепить с двух сторон досок.
Приобрести доску высокого качества в Иваново можно в компании «Морозоволес» .
Как соединить две доски по длине [8 блестящих способов]
Независимо от того, занимаетесь ли вы деревообработкой как профессионал или любитель, в некоторых проектах может потребоваться прикрепить отдельные деревянные доски по периметру, чтобы сделать одну большую. По этой причине вам нужно знать, как соединить две доски по длине.
Существует множество способов скрепления отдельных деревянных досок, хотя использование столярного клея может быть популярным. Каждый из этих методов имеет свою сложность, преимущества и ограничения.
Тем не менее, вот краткое изложение различных способов соединения двух деревянных досок в длину.
Как соединить две доски по длине
Для соединения двух досок по длине можно использовать столярный клей, металлические хомуты, дюбель, кувшин, соединение настольной лампы, соединение половины лампы и косой стык. Склеивание — самый распространенный метод, поэтому вы можете выбрать его как свой лучший выбор. Нанесите клей на концы, которые необходимо прикрепить, и зажмите их.
Как соединить два куска дерева по длине 8 способами
Давайте рассмотрим восемь способов соединения двух кусков дерева рядом.
1. Клей для дерева
Как уже упоминалось, склеивание деревянных досок является наиболее распространенным методом. Это влечет за собой нанесение клея на концы, которые необходимо прикрепить, и сжатие их вместе, пока клей не высохнет и не соединит доски вместе.
Принадлежности для соединения краев досок
Высококачественный столярный клей
Струбцины
Соединяемые доски
Мел
Долото
Как соединить две доски с помощью столярного клея
Положите доски на ровную поверхность бок о бок, желательно точно совмещая их с рисунком волокон.
Мелом нарисуйте большую U-образную форму, покрывающую обе доски. U-образная форма облегчит повторное выравнивание досок после нанесения столярного клея.
Нанесите столярный клей на край одной доски, нанеся непрерывный валик по всей ее длине. Для этого расположите доску склеиваемой стороной вверх.
Соедините края, следя за нанесенной мелом меткой, сдвиньте их вместе и соберите в комок.
Дайте клею застыть в течение 20 минут, а затем удалите излишки клея, соскребая его долотом.
2. Металлические хомуты
Металлические хомуты можно использовать, если вам не нужно чистое соединение. Ремни удерживают доски вместе и остаются видимыми на поверхности досок.
Принадлежности для соединения двух досок
Металлические хомуты толщиной около ¼ дюйма
Утка с ножницами или оловянными снижениями (необязательно)
Ваши две платы
Скоростные биты
отвертка
. соответствуют ширине досок
Приклейте и привинтите половину ремня к одной доске, оставив половину выступающей для другой доски
Прижмите доску к ленте и оставьте установку на 20 минут
Совместите край второй доски с первой, а затем приклейте и прикрутите к ней выступающую половину ремня
Закрепите вторую доску на ремне
Для лучшего высыхания держите установку на плоской столешнице, пока она не высохнет результаты
3. Соединение на дюбелях
Этот метод включает вставку дюбелей в доски в точке крепления для дополнительной прочности. Дюбели обеспечивают материальную поддержку и помогают создать прочное и гибкое соединение.
Штифтовые соединения популярны в деревообработке из-за доказана эффективность методики . Чтобы использовать этот метод, вот материалы, которые вам понадобятся.
Supplies for joining boards side by side
Wood dowels (pre-cut)
Pencil
Depth gauge
Clamp
Wood glue
Ruler
Drill bits
Mallet
How to connect two деревянные бруски с дюбелями
С помощью карандаша и линейки отметьте точки дюбелей через равные промежутки вдоль внутреннего края каждой доски.
Установите сверло по размеру диаметра дюбелей и просверлите первое отверстие примерно до половины длины дюбеля.
Удалите древесную пыль и проверьте дюбель. Он должен быть плотно пригнан, чтобы вы могли постучать по нему молотком.
При необходимости отрегулируйте сверло и просверлите все оставшиеся отверстия для обеих досок.
Вставьте все оставшиеся дюбели в отверстия на первой доске.
Покройте открытые концы дюбелей столярным клеем.
Совместите две панели так, чтобы вторая находилась поверх первой, чтобы выступающие концы дюбелей вошли в отверстия на второй панели.
Сожмите две доски вместе, чтобы закрыть зазор между ними, затем зажмите их, пока клей не высохнет.
4. Соединитель бисквита
В бисквите используются крошечные деревянные пластины, напоминающие печенье, для крепления деревянных досок. Техника включает в себя создание крошечных прорезей внутри краев двух панелей, которые необходимо прикрепить. Затем пластины, похожие на печенье, входят в эти прорези, создавая чистое соединение.
Для создания бисквитных суставов вам понадобится несколько специальных инструментов и немного навыков. Тем не менее, вот необходимые инструменты и материалы.
Поставки для присоединения к двум платам End To End
Зажимы
РАРКОВАНИЯ
Бисквит
Бисквит Стоаря
Pencil
БОТАЛЬНЫЕ БОТАЦИЯ
2020202024 How Bobwords Bobwords
.
Выровняйте панели относительно друг друга и определите места для размещения стыковых швов через равные промежутки
Отметьте эти места карандашом
Затем установите деревянные доски и отметьте фактические места, где нужно просверлить прорези для печенья
Установите станок для соединения печенья
Вырежьте сгустки с правильными настройками, чтобы вместить половину пластины для печенья в каждой доске
Вставьте каждое печенье в соответствующий слот на одной доске
Сбрызните печенье водой и вставьте панели на место
Зажмите деревянные доски и дайте печенью застыть в течение рекомендованного времени
5. Kreg-Jig
Этот метод обычно используется в профессиональном мебельном производстве для создания соединений с помощью скрытых винтов. Он включает в себя вставку винтов с карманными отверстиями в карманные отверстия, созданные с помощью шаблона Kreg. Отверстия расположены под углом таким образом, чтобы винты не были видны.
Техника инструмента Крег дает профессиональные результаты с аккуратными и прочными соединениями, если все сделано правильно. Однако вам понадобится специализированный инструмент, который, вероятно, будет стоить дорого.
Инструменты и материалы для соединения деревянных досок
РАРКОВАЯ МЕРВА
KREG JIG
ВИНТЫ
Зажимы
отвертка
Как прикрепить две части древесины с kreg jig
9
. Гольца с kreg jig
. С. Сплайной с платой. отрегулируйте хомут бурильного оборудования по этому размеру
Установите направляющие отверстия соответствующим образом, а затем зажмите древесину
Вставьте сверло в направляющие отверстия и просверлите от двух до трех наборов карманных отверстий
Выровняйте другую панель и закрепите ее
Вставьте винты с потайными отверстиями один за другим в соответствующие направляющие отверстия
Затяните винты отверткой до исчезновения зазора
Соединение внахлест на столе — это метод соединения двух деревянных досок с помощью клея и двух соединяющихся частей, в которых материал был удален.
Этот метод включает удаление материала с обеих досок для создания точки соединения, которая образует соединение с той же толщиной, что и каждый элемент.
Для этого вы вырезаете половину толщины каждой детали в месте соединения и наносите клей на соединяемые поверхности.
Этот тип двойной техники делает соединение внахлестку на столе довольно прочным из-за большой поверхности клея для дерева, которая добавляет прочности пересекающимся частям, как в соединении внахлестку.
Принадлежности для соединения деревянных досок
Настольная или круговая пила
Набор Dado
Квадрат
Карандаш
0021
Используйте угольник, чтобы расположить две доски рядом, чтобы совместить их концы.
Отмерьте ¼ дюйма плюс ширина заготовки на обеих досках и отметьте их одновременно.
С помощью карандаша отметьте крестиком места, где вы будете резать обе части, затем проведите линию от одного края до другого, пересекая обе доски.
Установите набор плинтусов в настольную пилу, установив высоту лезвия на 1/3 толщины деревянной детали.
Затем сделайте шпунт на обеих досках.
Установите высоту лезвия плинтуса на 2/3 толщины деревянных деталей. Используйте кусок дерева, чтобы проверить и отрегулировать высоту лезвия плинтуса, пока оно не будет на одном уровне с поверхностью обеих досок.
Отмерьте эквивалент ½ ширины деревянной детали от плеча пазы и отметьте эту точку карандашом.
Закрепите обе доски рядом с угловым упором.
Сделайте два прохода по пазу, чтобы установить ширину, и обрежьте пазы.
Обрежьте концы каждой деревянной детали, чтобы они плотно прилегали.
Приклейте и закрепите деревянные детали не менее чем на час, чтобы они полностью застыли.
Рекомендуем прочитать: Как сделать стол выше
7. Соединение половин внахлестку
Это метод крепления деревянных досок, который включает удаление материала с обеих досок для создания точки соединения, которая образует соединение с той же толщины, что и каждый член.
Этот метод требует вырезания половины толщины каждой детали в месте соединения, так как прикрепляемые доски обычно имеют одинаковую толщину. При соединении полученный шов имеет ту же толщину, что и каждая доска.
Поставки для соединительных плат вместе
Столовая пила
DADO SET
квадрат
карандаш
Деревянный клей
Как присоединиться к двум доскам на стороне с половиной LAP
3. две доски рядом так, чтобы их концы были заподлицо.
С помощью карандаша отметьте крестиком места, где вы будете резать обе части, затем проведите линию от одного конца до другого, проходящую через обе доски.
Установите плинтус в настольную пилу, установив высоту лезвия на ½ толщины деревянных панелей.
Убедитесь, что внутренние края (для прикрепления) полностью выровнены, и между ними нет зазоров.
Вырежьте одинаковые пазы на обеих досках с помощью удлинителя углового упора по отмеченной линии.
Соедините две детали, чтобы проверить их соответствие
Удалите все неровности с помощью стамески по дереву
Завершите работу, нанеся столярный клей и прижав деревянные панели друг к другу не менее чем на час
8. Косые соединения со скосом
Это простая техника, которая использует глубину угла на краях соединения для создания прочного соединения. Используя эту технику, вы хотите сделать угол как можно более острым, чтобы получить более прочное соединение.
Это связано с тем, что острый угол помогает создать большую поверхность для склеивания. Чем больше поверхность склеивания, тем больше клея вы можете нанести, что приведет к более прочному соединению.
Материалы для соединения 2×6 встык
Торцовочная пила
Квадрат
Карандаш
Как соединить две доски вместе с помощью косых стыков
Выровняйте две доски на плоской поверхности так, чтобы концы, которые нужно прикрепить, находились заподлицо друг с другом.
Отметьте, где вы будете резать, проведя линию, пересекающую обе доски под углом.
Установите пильный диск под углом 45 градусов и разрежьте доску по отмеченной линии. Проделайте то же самое с другой доской. Когда соединение двух деталей под углом 45 градусов , выполните эту процедуру.
Нанесите столярный клей на обрезанный край и зажмите установку на месте, чтобы клей схватился.
Советы по продольному соединению досок
Знание того, как соединять доски по длине, поможет вам выполнить работу. Тем не менее, наличие нескольких дополнительных советов может улучшить качество ваших результатов. Итак, вот несколько вещей, о которых следует помнить, приступая к упражнению.
По возможности используйте прочные дюбели для поддержки соединения. Деревянные они или металлические, дюбели обеспечивают дополнительную поддержку внутри досок и делают соединение более прочным.
Сделайте площадь склеивания максимально возможной. Соединения внахлестку на столе, косые соединения со скосом и дюбели — все это примеры методов, которые увеличивают поверхность склеивания без изменения места соединения.
Старайтесь, чтобы хомуты были как можно более простыми при использовании метода хомутов для получения бесшовных деревянных соединений.
Часто задаваемые вопросы
Как лучше всего соединить два куска дерева?
Врезка и шип — лучший способ соединить два куска дерева вместе. Эта классическая техника увеличивает поверхность склеивания и создает самые прочные и аккуратные соединения для дерева, вставляя часть одного куска в другой.
Как соединить два куска дерева по длине с помощью шурупов
Чтобы соединить два куска дерева по длине с помощью шурупов, используйте приспособление Kreg, чтобы сделать карманные отверстия и вставить шурупы в отверстия. Этот метод включает наклон отверстий таким образом, чтобы винты не были видны.
Какой самый прочный способ соединения двух кусков дерева?
Врезка и шип — самый прочный метод соединения двух деревянных деталей. Метод включает в себя вставку шиповой части сустава (работающей как штифт) в Mortis (работающей как прорезь, в которую вставляется штифт).
Как соединить 2×4 рядом?
Соединение 2×4 вместе бок о бок включает в себя нанесение ровного слоя клея на выбранный край досок и прижатие краев друг к другу. После этого вам нужно соединить детали вместе и вкрутить винты в направляющие отверстия. Наконец, снимите зажим, чтобы завершить задачу.
При стыковке досок 2×4 встык убедитесь, что края досок ровные, без заноз или шероховатостей, иначе стык также будет слабым
Как соединить два куска дерева с помощью скоб
Чтобы использовать скобы, поместите металлические полосы поверх стержней так, чтобы отверстия в них точно совпадали с отверстиями для направляющих винтов. Вставьте L-образные кронштейны непосредственно в оба угла досок и вверните шурупы.
Как соединить деревянные доски
быть прикреплены, затем сдвиньте их вместе и зажмите, пока клей полностью не схватится, чтобы создать прочное соединение.
Как соединить два куска дерева бок о бок Резюме
Пока вы занимаетесь деревообработкой, вам рано или поздно захочется научиться соединять доски кромками. Знание различных способов достижения этого результата может помочь вам использовать наилучшую технику для каждого проекта.
Мы надеемся, что это руководство было информативным. Если у вас есть какие-либо мысли или комментарии, мы будем рады услышать их в комментариях. Далее узнайте как скруглить кромки дерева без фрезера.
Как соединить балку или стропила
Как правильно соединить балку или стропила
О сращивании древесины
Мы начнем нашу беседу с того, что напомним всем, что плотники сращивают древесину на протяжении тысячелетий. Это одна из тех вещей, которые плотники делают лучше всего, но все же есть те, кто говорит, что это прерогатива инженера и никого другого. Перемычки, домкраты, пороги, балки, балки, стропила — все это так или иначе сращено вместе. Дело в том, что плотникам многое разрешено, потому что мы все знаем, что они работают. Это называется прескриптивными решениями. Конечно, мы говорим о сращивании балки или стропила как части техники ремонта прогнившей, поврежденной термитами или перетянутой балки. Иногда нам просто нужен более длинный кусок дерева (например, вальмовое стропило).
Какой бы ни была причина, секрет хорошего соединения заключается в методе соединения и хорошем качестве изготовления. Способ подключения должен быть настолько хорошим, чтобы отдельные блоки работали как одно целое; если вся единица не заменена или не «родственна». Это обсуждение не предназначено для придания доверия какому-либо конкретному проекту сращивания и не может заменить надлежащий инженерный анализ, а предназначено только для того, чтобы помочь плотникам определить правильные концепции и передовой опыт для надлежащих процедур сращивания. Каждый проект уникален и имеет свои собственные критерии несущей способности, которые могут потребовать различных методов, дополнительной поддержки или даже инженерного анализа. Комментарии к этому блогу приветствуются.
Слева схема некоторых неподходящих методов ремонта. Пространства для обхода могут быть тесными и неудобными для работы, поэтому искушение срезать путь и некачественное исполнение является распространенным явлением. Свою роль играет отсутствие опыта. Руководители часто неохотно проверяют работу своих сотрудников. Какой бы ни была причина, некачественный ремонт может быть конструктивно дефектным. Наиболее распространенными причинами являются отсутствие надлежащей техники забивания гвоздей и сращивание с поврежденной древесиной.
Самый распространенный способ ремонта балок — это «сестра». По сути, сдвиньте целый член рядом с ним и прибейте к черту его с обеих сторон большим количеством гвоздей). Если новая сестра опирается на дерево не менее чем на 1,5 дюйма с каждого конца, тогда все в порядке. Наиболее распространенными «ошибками» в этом методе были бы недостаточное соединение сестер, неадекватная осанка с той или иной стороны,
Компании, производящие фермы, используют «гвоздь-гантель» для сращивания древесины (на фото слева). Гвоздь — это в основном тонкий кусок металла, отштампованный так, что многие металлические выступы торчат в древесину примерно на 1/2 дюйма или около того. Он штампуется в древесину на заводе с помощью гидравлического пресса.
Фанеру можно использовать для достижения той же цели, и в течение многих лет многие плотники строили фермы самостоятельно, используя фанеру в качестве косынки. Эта практика отошла на второй план в основном потому, что изготовленные фермы упали в цене. Кроме того, подрядчики не могли быть уверены, что их рабочие достаточно опытны, чтобы сделать это должным образом, и поэтому выбрали инженерную древесину из соображений ответственности.
На фото слева стропило 2×6, сращенное вместе с использованием фанеры 3/4 дюйма. Очень сильная связь. В этом случае стропило в целом на самом деле прочнее, чем могло бы быть, потому что соединение более чем достаточное, а фанера увеличивает прочность. В этом случае мастеру просто понадобилось более длинное стропило. Руководствуйтесь здравым смыслом, решая, сколько креплений необходимо. Рубить дрова не к добру. В данном случае создатель использовал 9- 8 гвоздей с каждой стороны соединения, что достаточно в данном случае.
На рисунке слева представлена схема некоторых рекомендуемых методов ремонта балок перекрытий. Некоторые припуски могут быть сделаны на длину и толщину фанерных косынок в соответствии с вашими конкретными потребностями. Хотя разумно «переусердствовать» с ремонтом; может быть приемлемо использовать фанеру толщиной 1/2 дюйма или немного более короткую косынку в зависимости от ваших обстоятельств. Прочность соединения зависит от прочности гвоздей на сдвиг, поэтому используйте их в большом количестве (вбивайте прямо, а не под наклоном). Не используйте шурупы, потому что большинство из них не предназначены для структурных применений. Если ремонт был спроектирован инженером, то технология ремонта должна быть вычерчена на бумаге, проштампована печатью одобрения инженера, и в ней будет указано количество и тип необходимого крепежа.
На фото показан метод ремонта прогнившей балки с использованием фанеры и несколько советов по наилучшей практике. Щелкните изображение, чтобы увеличить его. Сращивание с фанерой может иметь некоторые преимущества по сравнению с сращиванием с цельной балкой во многих ситуациях. Руководствуйтесь здравым смыслом, решая, сколько крепежей использовать. Используйте достаточное количество, однако не стоит колоть дрова слишком большим количеством.
Итак, когда допустимо сращивание только с одной стороны? Например, в большинстве приведенных выше примеров короткая балка заполнена и сращена с обеих сторон прочной древесиной. Это помогает уменьшить силы сжатия и растяжения, возникающие в результате воздействия нагрузок. Иногда можно сращивать только с одной стороны, например, при добавлении стропильных хвостов к стропилам, которые уже опираются на верхнюю пластину. Другой пример, который может быть приемлемым, — это добавление к верхней части слишком короткого стропила, потому что подрядчик заказал пиломатериал, который на 8 дюймов короче. работа сращивания, так что в большинстве случаев это будет нормально.
Однако нагрузка на пол больше, поэтому мы не рекомендуем выполнять сращивание только с одной стороны. Это следует оценивать в каждом конкретном случае, но если это абсолютно необходимо, то прибейте его большим количеством гвоздей с обеих сторон (не под наклоном) и с большим количеством нахлестов.
В поле я заметил, что многие рабочие обрезали сестру с одной или другой стороны, чтобы она помещалась между лентами 2х2. Было бы лучше удалить ленту, установить сестер и заменить новыми лентами, чтобы сестра имела адекватную опору с обеих сторон. Может действительно так проще. Не поддавайтесь искушению повторно использовать старую ленту, так как она, вероятно, слишком порезана, чтобы принести какую-либо пользу к тому времени, когда ее удалят.
Исправление провисания черного пола
Часто мы сталкиваемся с ситуацией, когда черный пол намок от протечки или имеет слабое место. Когда замена чернового пола нецелесообразна, например, когда шкафы мешают и т. д., может помочь добавление блокировки снизу. На фото слева показано, как легко починить провисший пол. Вы хотите отрезать несколько шипов 1×2, отмерить необходимое расстояние, прикрепить его, вставить блок, поднять его домкратом или автомобильным домкратом, установить другой шип, при необходимости добавить крепеж в блокировку. Повторяйте по мере необходимости. Этот метод рекомендуется потому, что попытка поднять черный пол одной рукой и прибить его другой почти невозможна, особенно если вы хотите, чтобы пол был на одном уровне.
Замена балки А
До сих пор мы говорили только о ремонте балки или стропила. Как насчет того, когда нам нужно отремонтировать балку или подоконник. По большей части вы не можете родить подоконник или балку, потому что вы не можете родить поврежденную древесину. Это также связано с тем, что нагрузки воздействуют непосредственно на балку. Балки и подоконники следует заменять, когда они гниют или повреждены термитами. Некоторые люди пытаются скрыть сгнившую доску, положив перед ней, а иногда даже под ней хорошо обработанный кусок. Тогда они прикрутят к нему балки, как будто прогнившей балки не существует. Это как минимум плохая практика. По возможности сгнившие балки следует заменять новыми. Я думаю, что когда люди сталкиваются с проблемами, они не думают нестандартно о том, как заменить поврежденные детали. Балки не обязательно должны быть габаритными пиломатериалами. Они могут быть изготовлены из пиломатериалов или меньших элементов, склеенных или прибитых вместе, чтобы сформировать более крупный компонент.
Теперь давайте посмотрим, что мы узнаем в поле….
На этом снимке мастер хорошо поработал, соорудив фермы, но с треском провалился, прибив косынки. Кажется, он прибил косынки только с одной стороны, думая, что гвозди достаточно длинные, чтобы пробить другую часть, или, может быть, он просто поленился. Как видите, они расходятся, поэтому ферма может рухнуть. Косынки должны быть прибиты гвоздями с обеих сторон.
Вот жалкая попытка соединить балки пола под ванной. При взгляде вдаль перекрытие кажется длиннее, но я полагаю, что ближайшее из них меньше фута с очень небольшим количеством гвоздей. На фото видно провисание и провисание балки. Хотите верьте, хотите нет, но такое низкое качество изготовления не такое уж редкое явление. Было бы легко сделать это правильно, но они предпочли этого не делать.
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Email:
Упс.. кажется такой страницы нет
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Email:
Скачать платные и бесплатные объекты для 3D-печати для дома и дома・Культы
 е.
е. е.
е. е.
е. е.
е.
 е.
е.

 Рабочее давление.
Рабочее давление. е.
е. ,LTD
,LTD  и ЭКСП. КО., ООО
и ЭКСП. КО., ООО Ширина шпона: 1400 мм
Ширина шпона: 1400 мм  :+86-0539-7822360 Факс:+86-0539-7822360 Моб.:+86-15064931296
:+86-0539-7822360 Факс:+86-0539-7822360 Моб.:+86-15064931296 Если вы не используете какую-либо систему поддержки, зажимы могут опрокинуться или соскользнуть с места, а неравномерное усилие зажима может привести к деформации панели. Зажатые и отвержденные панели занимают драгоценное место на столе или создают препятствия во время сушки в цеху.
Если вы не используете какую-либо систему поддержки, зажимы могут опрокинуться или соскользнуть с места, а неравномерное усилие зажима может привести к деформации панели. Зажатые и отвержденные панели занимают драгоценное место на столе или создают препятствия во время сушки в цеху.

 Расширьте отверстия для болтов до конца с помощью сверла диаметром 3/8 дюйма. кусочек. Теперь нанесите каплю эпоксидной смолы под головки болтов с квадратным подголовком (детали 3) и вставьте болты в расточенные отверстия. Накрутите звездообразную ручку на каждый болт и затяните ее, чтобы удерживать болты перпендикулярно, пока эпоксидная смола не схватится. Заполните каждое отверстие дюбелем (деталь 4), приклеенным на место.
Расширьте отверстия для болтов до конца с помощью сверла диаметром 3/8 дюйма. кусочек. Теперь нанесите каплю эпоксидной смолы под головки болтов с квадратным подголовком (детали 3) и вставьте болты в расточенные отверстия. Накрутите звездообразную ручку на каждый болт и затяните ее, чтобы удерживать болты перпендикулярно, пока эпоксидная смола не схватится. Заполните каждое отверстие дюбелем (деталь 4), приклеенным на место. 0375
0375 Не открывайте их в форме буквы U.
Не открывайте их в форме буквы U.
 15), вбитых в стойки стены. Выровняйте, выровняйте и установите другую рейку на 45 дюймов выше первой (измерение от верхнего края до верхнего края).
15), вбитых в стойки стены. Выровняйте, выровняйте и установите другую рейку на 45 дюймов выше первой (измерение от верхнего края до верхнего края). Выровняйте верхние концы плит с верхними кронштейнами. Натяните натянутую нить через поверхности плиты, чтобы выровнять их в одной плоскости. Вяжите струну как по диагонали, так и по горизонтали. При необходимости отрегулируйте и повторно зажмите, затем привинтите плиты к кронштейнам.
Выровняйте верхние концы плит с верхними кронштейнами. Натяните натянутую нить через поверхности плиты, чтобы выровнять их в одной плоскости. Вяжите струну как по диагонали, так и по горизонтали. При необходимости отрегулируйте и повторно зажмите, затем привинтите плиты к кронштейнам. Эти выступы предотвращают скручивание зажимов и их падение с кронштейнов. На своем прессе я сделал проушины из кусков твердой древесины, чтобы приспособить к ним расширяющиеся боковые стороны зажимных головок Rockler «Sure-Foot™». Я также оставил верхние части скоб на расстоянии 1/4 дюйма от стены, чтобы в них можно было вставить встроенные зажимные крючки. Проявив немного изобретательности, вы можете изготовить проушины для зажимов любой марки, которые у вас есть.
Эти выступы предотвращают скручивание зажимов и их падение с кронштейнов. На своем прессе я сделал проушины из кусков твердой древесины, чтобы приспособить к ним расширяющиеся боковые стороны зажимных головок Rockler «Sure-Foot™». Я также оставил верхние части скоб на расстоянии 1/4 дюйма от стены, чтобы в них можно было вставить встроенные зажимные крючки. Проявив немного изобретательности, вы можете изготовить проушины для зажимов любой марки, которые у вас есть.

 Клеить матрас нужно очень осторожно, соблюдая меры безопасности, потому клей очень горюч и может воспламеняться, находясь у источника огня. При попадании капли клей на слизистую оболочку, он способен вызывать сильное раздражение. Также рекомендуется проводить склейку при проветривании, пары клей могут вызвать интоксикацию.
Клеить матрас нужно очень осторожно, соблюдая меры безопасности, потому клей очень горюч и может воспламеняться, находясь у источника огня. При попадании капли клей на слизистую оболочку, он способен вызывать сильное раздражение. Также рекомендуется проводить склейку при проветривании, пары клей могут вызвать интоксикацию.

 Незамысловатая на первый взгляд конструкция всегда вводит в заблуждение примитивностью процесса, на самом деле изобилует множеством подводных камней, о которых известно далеко не каждому новичку.
Незамысловатая на первый взгляд конструкция всегда вводит в заблуждение примитивностью процесса, на самом деле изобилует множеством подводных камней, о которых известно далеко не каждому новичку.
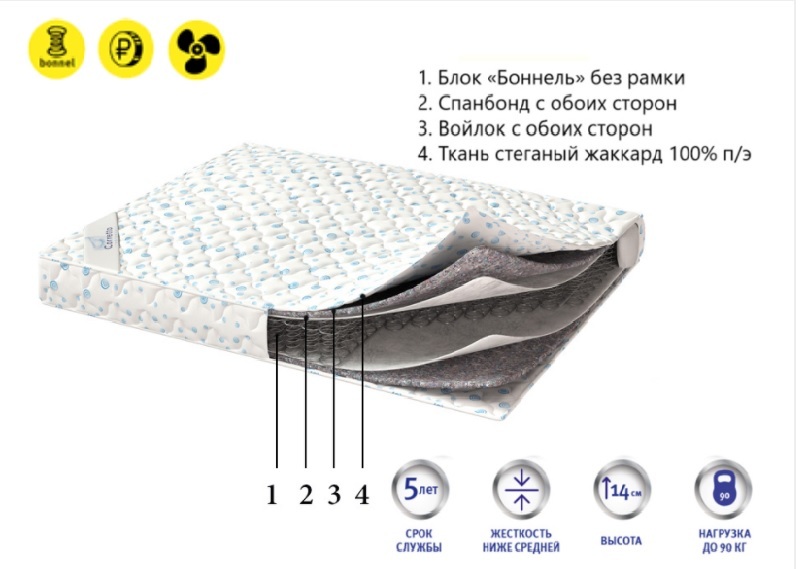
/d904e78eb32f414.s.siteapi.org/img/85c1b61e952136bf5deeb553df4fa8b78a079f36.jpg)


 Меняя количество подкладочных слоев поролона, можно добиться такого состояния, когда место ремонта по жесткости практически не будет отличаться от исправных пружин.
Меняя количество подкладочных слоев поролона, можно добиться такого состояния, когда место ремонта по жесткости практически не будет отличаться от исправных пружин. Для ремонта ленточное основание тоже нужно удалить и заменить обрешеткой из реек толщиной 20 мм и шириной не менее 70 мм. Рейки должны быть деревянными, не из фанеры, ОСБ и тем более ДСП, лучше всего еловые или сосновые, без дефектов и сучков.
Для ремонта ленточное основание тоже нужно удалить и заменить обрешеткой из реек толщиной 20 мм и шириной не менее 70 мм. Рейки должны быть деревянными, не из фанеры, ОСБ и тем более ДСП, лучше всего еловые или сосновые, без дефектов и сучков.
 Выполнить диагностику можно тремя способами:
Выполнить диагностику можно тремя способами: Такова природа надувных матрасов, под давлением воздуха резиновая оболочка растягивается, что нередко приводит к обрыву заплатки.
Такова природа надувных матрасов, под давлением воздуха резиновая оболочка растягивается, что нередко приводит к обрыву заплатки.
 Внутрь надувного матраса укладывают на клею дополнительную подкладку, а наружную поверхность заделывают двумя заплатами различного размера. Склеенный пирог должен сохнуть зафиксированным в струбцине.
Внутрь надувного матраса укладывают на клею дополнительную подкладку, а наружную поверхность заделывают двумя заплатами различного размера. Склеенный пирог должен сохнуть зафиксированным в струбцине. Стоят они достаточно дорого и рассчитаны на однократное использование тюбика.
Стоят они достаточно дорого и рассчитаны на однократное использование тюбика. Остальные варианты резиновых, полистирольных и бутил-каучуковых клеев для ремонта надувных конструкций не используются.
Остальные варианты резиновых, полистирольных и бутил-каучуковых клеев для ремонта надувных конструкций не используются. И наоборот, почти нет ничего хуже, чем ощущение «захлебывания», когда внезапно просыпаешься, плашмя на твердой земле, окруженный мягкими остатками прохудившейся надувной кровати. К счастью, есть много способов исправить эту ситуацию!
И наоборот, почти нет ничего хуже, чем ощущение «захлебывания», когда внезапно просыпаешься, плашмя на твердой земле, окруженный мягкими остатками прохудившейся надувной кровати. К счастью, есть много способов исправить эту ситуацию!


 отверстие по размеру. Утилизация надувной кровати не только тратит впустую от 30 до 300 долларов, которые вы заплатили за нее, но и добавляет к свалке, поскольку те, что сделаны из ПВХ, обычно не могут быть переработаны. К счастью, надоедливую утечку можно эффективно устранить с помощью расходных материалов, которые у вас уже могут быть под рукой, и этих простых шагов, как залатать надувной матрас.
отверстие по размеру. Утилизация надувной кровати не только тратит впустую от 30 до 300 долларов, которые вы заплатили за нее, но и добавляет к свалке, поскольку те, что сделаны из ПВХ, обычно не могут быть переработаны. К счастью, надоедливую утечку можно эффективно устранить с помощью расходных материалов, которые у вас уже могут быть под рукой, и этих простых шагов, как залатать надувной матрас. полный список «
полный список « Отметьте область маркером, а затем сдуйте надувную подушку и перейдите к шагу 4. В противном случае попробуйте еще один трюк.
Отметьте область маркером, а затем сдуйте надувную подушку и перейдите к шагу 4. В противном случае попробуйте еще один трюк. Это позволит получить гладкую, ровную поверхность для сцепления клея.
Это позволит получить гладкую, ровную поверхность для сцепления клея.
 А вот восстановить изделие, например финишной полировкой, без помутнения («замыливания») прозрачной поверхности практически невозможно!
А вот восстановить изделие, например финишной полировкой, без помутнения («замыливания») прозрачной поверхности практически невозможно! Однако для выбора оптимальной модели под конкретные технологические нужды, следует ознакомиться с особенностями конструкции лазерных станков с ЧПУ и принципами обработки.
Однако для выбора оптимальной модели под конкретные технологические нужды, следует ознакомиться с особенностями конструкции лазерных станков с ЧПУ и принципами обработки.
 Для гравировки оргстекла достаточно мощности в 25-60 Вт. Сквозная резка заготовок толщиной до 10 мм потребует мощности 60-80 Вт. Для работы с более толстыми заготовками, а также параллельной обработки заготовок (при наличии двух излучателей в оптической система станка) потребуется трубка мощностью свыше 80 Вт. Следует учесть, что лазерные трубки являются «расходным» материалом и в принципе могут легко заменяться агрегатами большей мощности. Правда для этого потребуется также менять питающий трансформатор (который работать строго со «своей» трубкой) и следить, чтобы мощная трубка уместилась в корпус имеющегося лазерного станка по длине.
Для гравировки оргстекла достаточно мощности в 25-60 Вт. Сквозная резка заготовок толщиной до 10 мм потребует мощности 60-80 Вт. Для работы с более толстыми заготовками, а также параллельной обработки заготовок (при наличии двух излучателей в оптической система станка) потребуется трубка мощностью свыше 80 Вт. Следует учесть, что лазерные трубки являются «расходным» материалом и в принципе могут легко заменяться агрегатами большей мощности. Правда для этого потребуется также менять питающий трансформатор (который работать строго со «своей» трубкой) и следить, чтобы мощная трубка уместилась в корпус имеющегося лазерного станка по длине.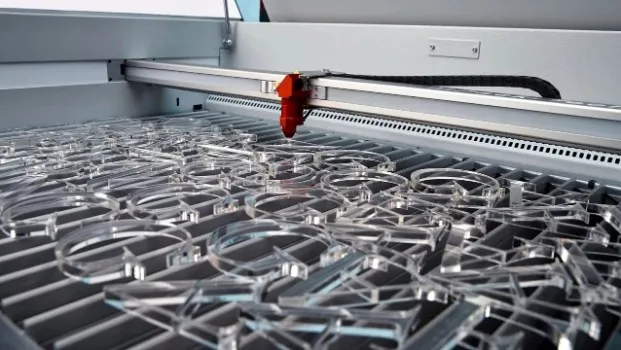 Эти факторы очень важны — ведь лазерный станок с ЧПУ является сложным производственным оборудованием. И его задача — работать, а не простаивать в ожидании запасных частей от «неизвестного производителя». Отдавать предпочтение следует поставщику оборудования, хорошо зарекомендовавшему себя не только линейкой продаваемых моделей станков, но и качественным обслуживанием клиентов на протяжении всего срока работы оборудования.
Эти факторы очень важны — ведь лазерный станок с ЧПУ является сложным производственным оборудованием. И его задача — работать, а не простаивать в ожидании запасных частей от «неизвестного производителя». Отдавать предпочтение следует поставщику оборудования, хорошо зарекомендовавшему себя не только линейкой продаваемых моделей станков, но и качественным обслуживанием клиентов на протяжении всего срока работы оборудования. Изготавливается их акриловых смол с включением различного вида добавок, для придания тех или иных свойств. Обладает большим рядом выгодных свойств:
Изготавливается их акриловых смол с включением различного вида добавок, для придания тех или иных свойств. Обладает большим рядом выгодных свойств: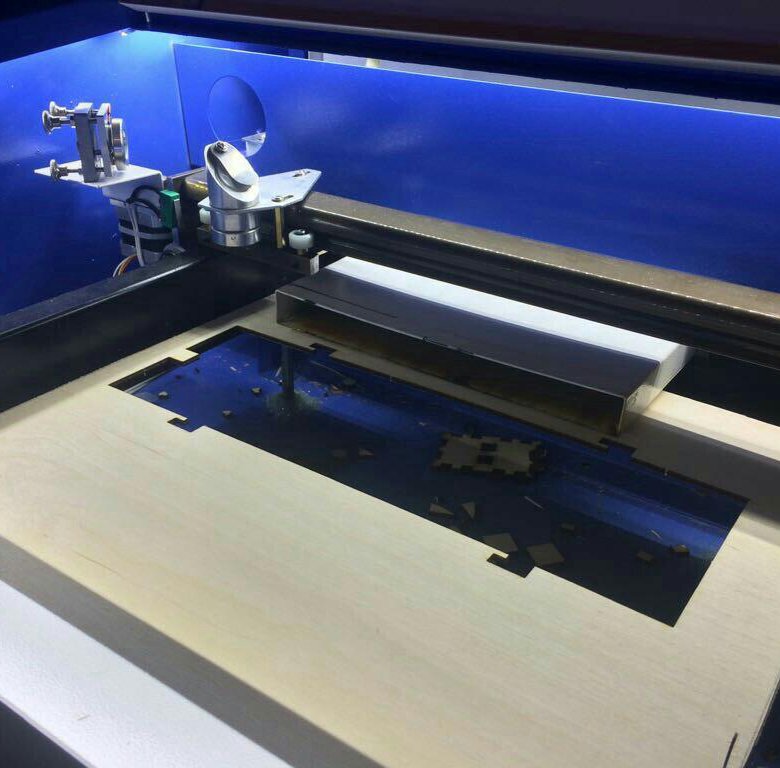 И вот почему:
И вот почему: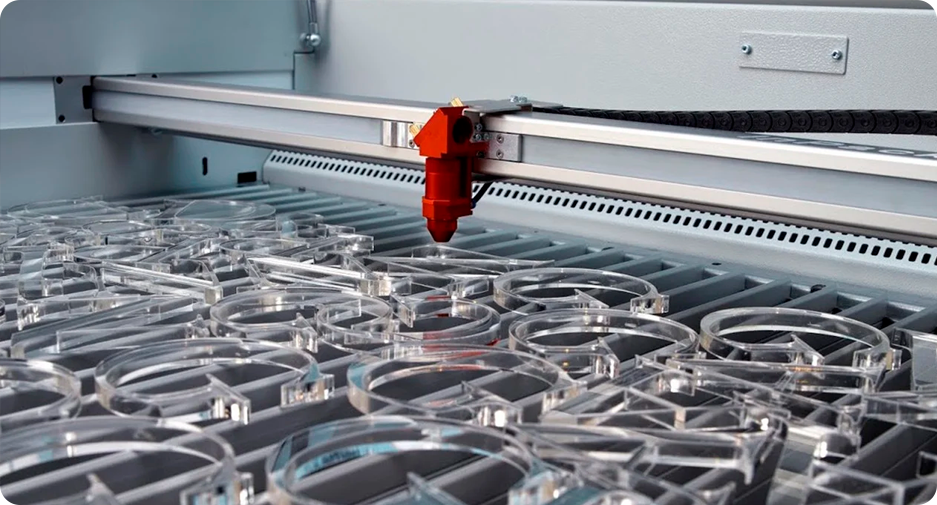
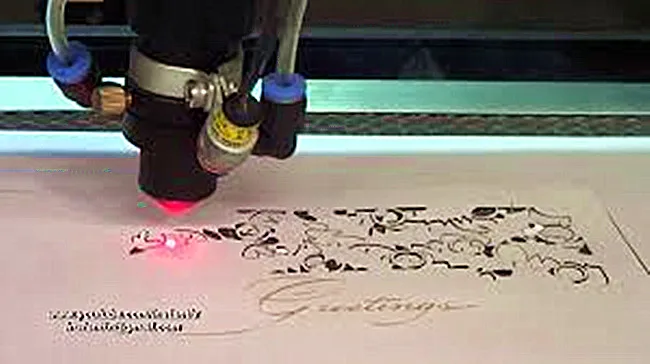 Здесь работает одно усредненное правило:
Здесь работает одно усредненное правило: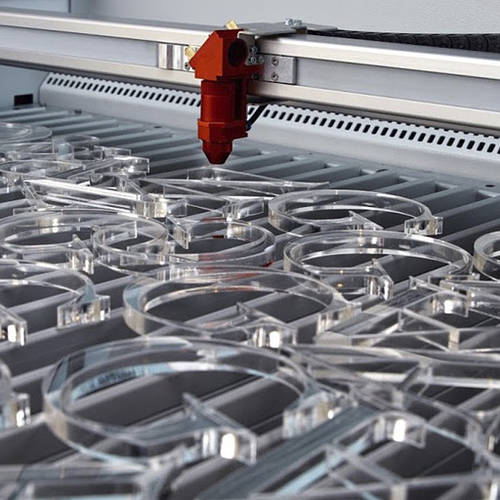 Легче всего такой торец получается при резке экструзионного стекла. Но и литое оргстекло тоже может быть порезано с глянцевым торцом. Для этого нужно знать:
Легче всего такой торец получается при резке экструзионного стекла. Но и литое оргстекло тоже может быть порезано с глянцевым торцом. Для этого нужно знать: Сотовый достаточно трудно очищать от продуктов горения оргстекла, тогда как ламели чистятся достаточно легко. Но и ламели нужно постоянно поддерживать в чистоте, смывая появившиеся образования. Ну и естественно ламели должны быть из анодированного алюминия. Если же вам необходимо резать очень маленькие детали и без сотового стола никак, то можно сделать подпорный каркас, который обеспечит небольшое расстояние между листом материала и рабочим столом, тогда вероятность отстрела луча сойдет на нет.
Сотовый достаточно трудно очищать от продуктов горения оргстекла, тогда как ламели чистятся достаточно легко. Но и ламели нужно постоянно поддерживать в чистоте, смывая появившиеся образования. Ну и естественно ламели должны быть из анодированного алюминия. Если же вам необходимо резать очень маленькие детали и без сотового стола никак, то можно сделать подпорный каркас, который обеспечит небольшое расстояние между листом материала и рабочим столом, тогда вероятность отстрела луча сойдет на нет.
 Но это не беда, их потом можно удалить. Область гравировки необходимо протереть специальными средствами для очистки пластиков и ПВХ, при этом использую мягкую губку, что бы не повредить (не поцарапать) рисунок гравировки.
Но это не беда, их потом можно удалить. Область гравировки необходимо протереть специальными средствами для очистки пластиков и ПВХ, при этом использую мягкую губку, что бы не повредить (не поцарапать) рисунок гравировки.
 Лазерная технология может творить чудеса с акрилом, поскольку ее можно откалибровать для проникновения в материал на разную глубину. Таким образом, с акрилом можно делать следующее:
Лазерная технология может творить чудеса с акрилом, поскольку ее можно откалибровать для проникновения в материал на разную глубину. Таким образом, с акрилом можно делать следующее:

 Это хорошая новость для компаний, изучающих продукты с вечным спросом и привлекательностью. Если они хотят дифференцировать свою продукцию за счет персонализации или брендинга, точные и высококачественные акриловые лазерные гравировальные станки Thunder Laser USA могут помочь.
Это хорошая новость для компаний, изучающих продукты с вечным спросом и привлекательностью. Если они хотят дифференцировать свою продукцию за счет персонализации или брендинга, точные и высококачественные акриловые лазерные гравировальные станки Thunder Laser USA могут помочь. Небольшое исследование и много практики — все, что нужно большинству людей, чтобы начать это прибыльное предприятие.
Небольшое исследование и много практики — все, что нужно большинству людей, чтобы начать это прибыльное предприятие. Не забудьте сосредоточиться на нише и усовершенствовать небольшую линейку продуктов, прежде чем диверсифицировать или предлагать больше, чем ваш опыт позволяет вам производить. После того, как вы освоите первые несколько элементов и создадите базу данных клиентов, вы можете начать предлагать более широкий ассортимент.
Не забудьте сосредоточиться на нише и усовершенствовать небольшую линейку продуктов, прежде чем диверсифицировать или предлагать больше, чем ваш опыт позволяет вам производить. После того, как вы освоите первые несколько элементов и создадите базу данных клиентов, вы можете начать предлагать более широкий ассортимент.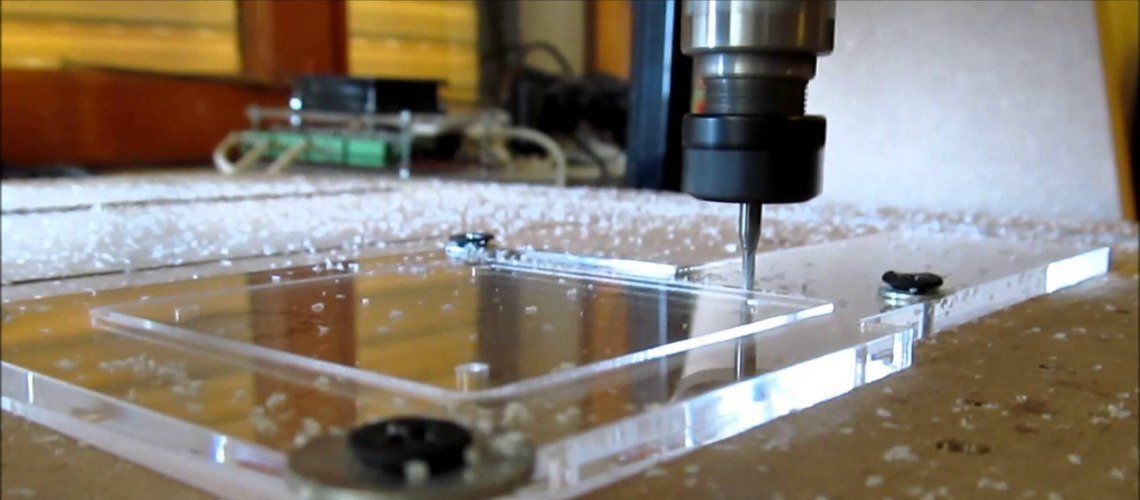
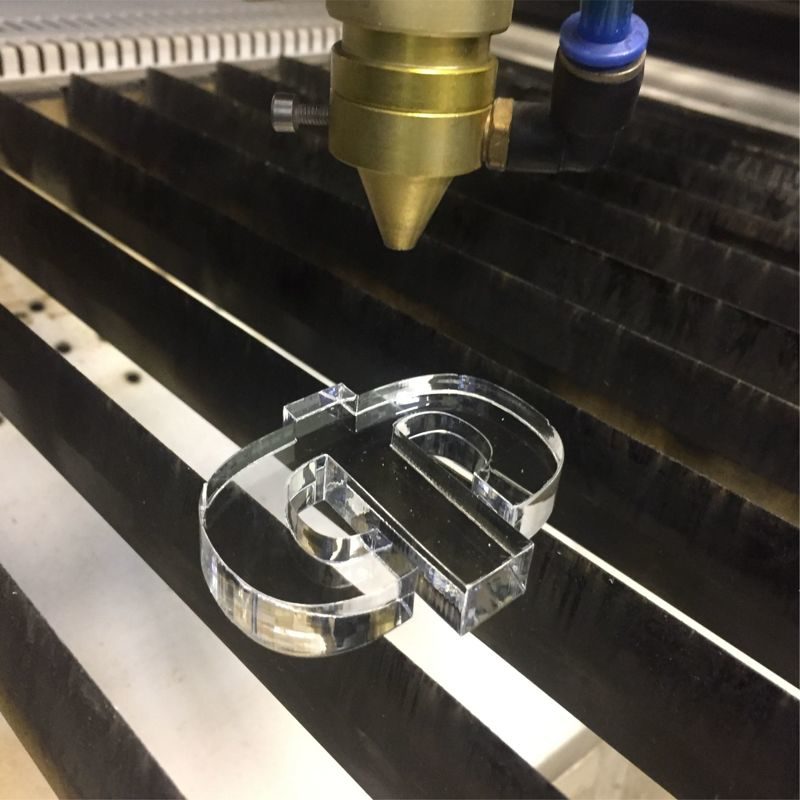
 От знойных чокеров до причудливых вещей от кутюр — в этой категории есть что предложить.
От знойных чокеров до причудливых вещей от кутюр — в этой категории есть что предложить. Выделитесь среди конкурентов.
Выделитесь среди конкурентов.
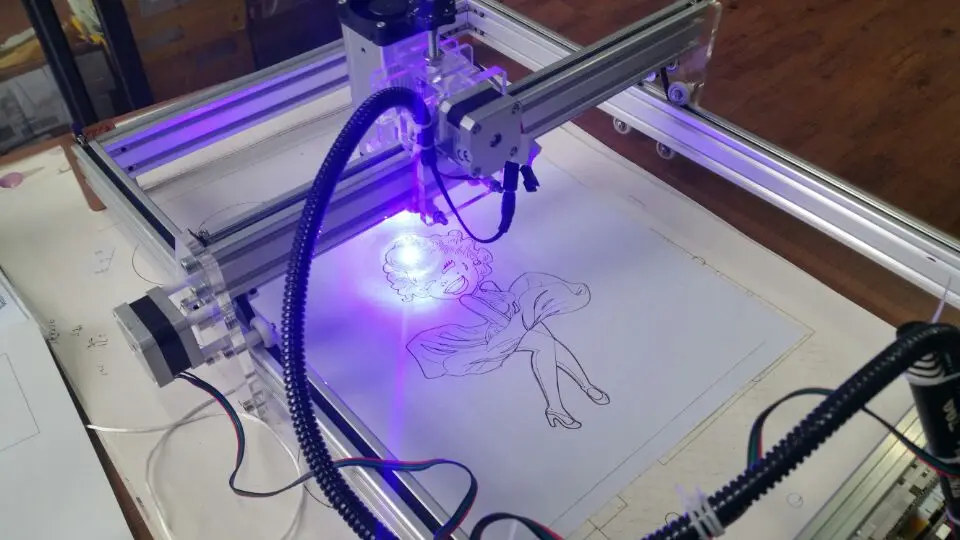 , такие как заусенцы кромок и достижение четких линий, путем автоматизации и модернизации процесса.
, такие как заусенцы кромок и достижение четких линий, путем автоматизации и модернизации процесса. до 1/4 дюйма толщиной древесины
до 1/4 дюйма толщиной древесины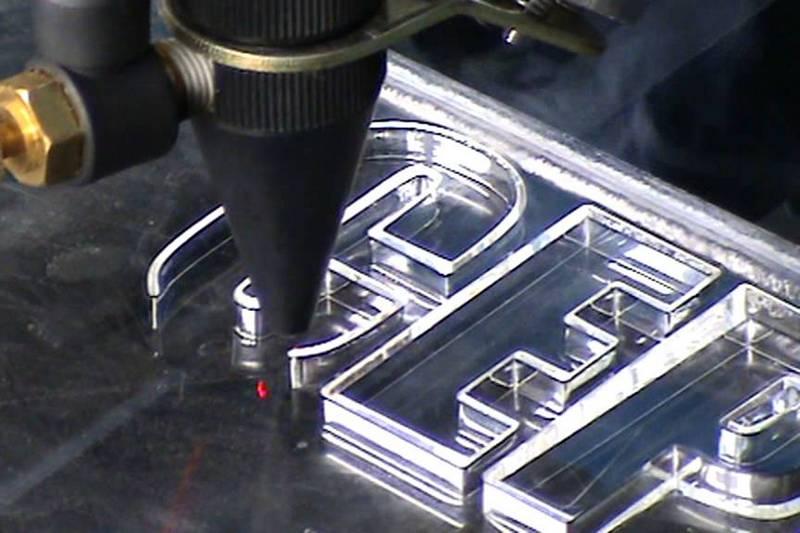
 Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше


 Он не справляется с крупными проектами, но на втором проходе режет акрил толщиной до 5 мм, а также более твердые материалы, такие как стекло, цемент и камень.
Он не справляется с крупными проектами, но на втором проходе режет акрил толщиной до 5 мм, а также более твердые материалы, такие как стекло, цемент и камень.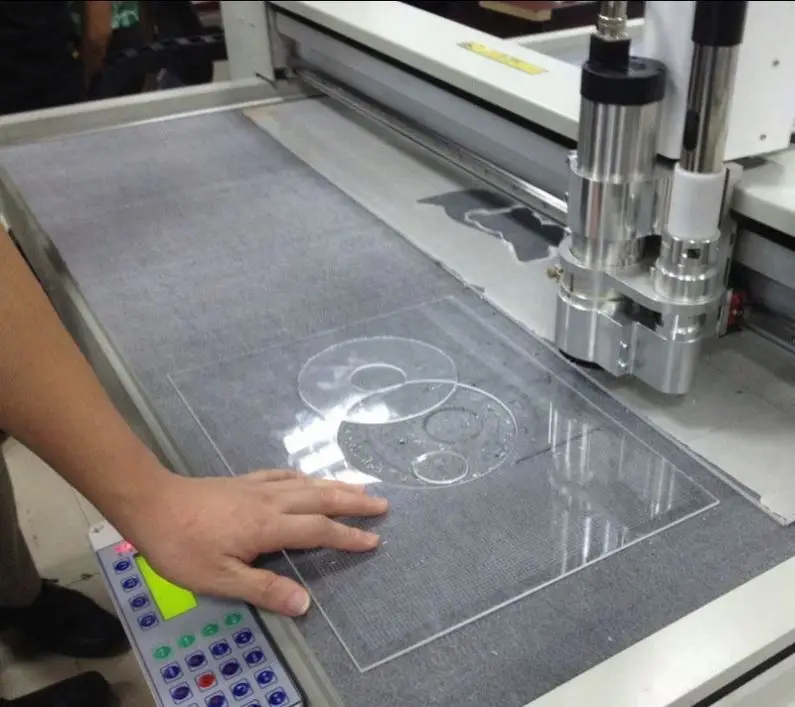

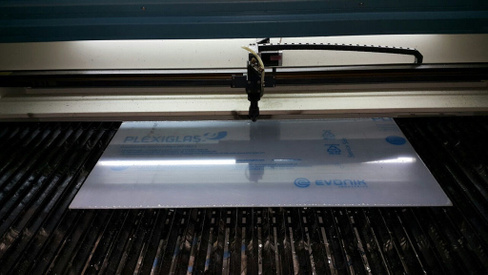
 Однако он совместим с Windows как с прилагаемым программным обеспечением RDWorks, так и с LightBurn.
Однако он совместим с Windows как с прилагаемым программным обеспечением RDWorks, так и с LightBurn.
 Рабочая зона не зависит от цены станка, существует множество недорогих и средних опций, обеспечивающих впечатляющие площади гравировки. Однако, если вам по-прежнему нужна точность и детализация профессионального уровня, выберите один из высококлассных аппаратов с системой сквозного доступа.
Рабочая зона не зависит от цены станка, существует множество недорогих и средних опций, обеспечивающих впечатляющие площади гравировки. Однако, если вам по-прежнему нужна точность и детализация профессионального уровня, выберите один из высококлассных аппаратов с системой сквозного доступа.
 Они высокопроизводительны и выдерживают большие нагрузки, выполняя резку древесины толщиной до 135 мм.
Они высокопроизводительны и выдерживают большие нагрузки, выполняя резку древесины толщиной до 135 мм. В то же время, бывают и очень компактные модели. Например, инструмент фирмы Proxxon умещается в руке и может применяться для работы с небольшими предметами. А вот большими моделями обрабатывают даже стволы деревьев для создания настоящих скульптур.
В то же время, бывают и очень компактные модели. Например, инструмент фирмы Proxxon умещается в руке и может применяться для работы с небольшими предметами. А вот большими моделями обрабатывают даже стволы деревьев для создания настоящих скульптур. Предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование). На нем можно осуществлять резку древесины любых пород, а также композитные материалы (ДСП, ДВП, МДФ, фанера и т. д.).
Предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование). На нем можно осуществлять резку древесины любых пород, а также композитные материалы (ДСП, ДВП, МДФ, фанера и т. д.).
 При скорости до 100 м/час рез деревянного материала получается холодным, деталь не нагревается и не деформируется. Края среза получаются чистыми и не нуждаются в доработке.
При скорости до 100 м/час рез деревянного материала получается холодным, деталь не нагревается и не деформируется. Края среза получаются чистыми и не нуждаются в доработке. ..
.. 09.2014
09.2014 ..
.. (толщина…
(толщина… СОСТАВ СО2 резонатор BLT…
СОСТАВ СО2 резонатор BLT… Лазерная…
Лазерная… ..
.. Двойной серводвигатель.2. Обладает более высокой стабильностью, более высокой скоростью.3. Полнодиапазонная передача сервомотора с ЧПУ.4. Оборудование…
Двойной серводвигатель.2. Обладает более высокой стабильностью, более высокой скоростью.3. Полнодиапазонная передача сервомотора с ЧПУ.4. Оборудование…

 5 kg
5 kg
 Легкий возврат. 100% подлинные продукты.
Легкий возврат. 100% подлинные продукты.
 Но мне нравится, что они предлагают зажимы для гусениц, которые можно добавить, чтобы лучше закрепить гусеницу на месте.
Но мне нравится, что они предлагают зажимы для гусениц, которые можно добавить, чтобы лучше закрепить гусеницу на месте. на Amazon.com
на Amazon.com Утверждается, что он имеет нескользящий захват, поэтому зажим не требуется, но у меня есть сомнения, и я был бы намного увереннее в разрезе, если бы он надежно удерживался на месте с помощью какого-либо зажима.
Утверждается, что он имеет нескользящий захват, поэтому зажим не требуется, но у меня есть сомнения, и я был бы намного увереннее в разрезе, если бы он надежно удерживался на месте с помощью какого-либо зажима. Это инструмент профессионального уровня, но до сих пор используется и ценится любителями. 9№ 0003
Это инструмент профессионального уровня, но до сих пор используется и ценится любителями. 9№ 0003

 Компактное и вместе с этим удобное размещение необходимых для производства агрегатов позволяет заливщикам не делать лишних телодвижений, тем самым достигается четкая и слаженная работа всех участников производственного процесса.
Компактное и вместе с этим удобное размещение необходимых для производства агрегатов позволяет заливщикам не делать лишних телодвижений, тем самым достигается четкая и слаженная работа всех участников производственного процесса.
 Использование полипропиленовой фибры не предполагает какого-то дополнительного оборудования — ее доля вводится в состав раствора как стандартный компонент. Фибра способна улучшить прочностные характеристики бетона, уменьшить усадку бетонных изделий, что позволяет повысить трещиностойкость конструкций.
Использование полипропиленовой фибры не предполагает какого-то дополнительного оборудования — ее доля вводится в состав раствора как стандартный компонент. Фибра способна улучшить прочностные характеристики бетона, уменьшить усадку бетонных изделий, что позволяет повысить трещиностойкость конструкций.





 Спиральная мешалка может
Спиральная мешалка может

 Машина может быть применена для получения исходной
Машина может быть применена для получения исходной
 .. 0
.. 0 Обычно работа
Обычно работа
 Требуемые компоненты зависят от продукта, который вы планируете производить. Например, для производства «Мрамора из бетона» можно использовать крупнозернистый песок, керамзит или мраморную муку. Также можно использовать композиционные смолы в качестве связующего вещества.
Требуемые компоненты зависят от продукта, который вы планируете производить. Например, для производства «Мрамора из бетона» можно использовать крупнозернистый песок, керамзит или мраморную муку. Также можно использовать композиционные смолы в качестве связующего вещества. 10
10 и контейнеры
и контейнеры
 ft (0,09м 2 )
ft (0,09м 2 )

 Россия. Томск Тип: пневматический, Производитель:
Россия. Томск Тип: пневматический, Производитель:
 руч.) Бренд: Tor industries, Энергия удара (Дж): 55,
руч.) Бренд: Tor industries, Энергия удара (Дж): 55, )
)
 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>

 A-ESD-C
A-ESD-C A-125-ACV
A-125-ACV 1-A
1-A Q
Q 1-H
1-H Противоскользящие диски широко применяются для придания опорам большей стабильности и повышения сцепления с опорной поверхностью. После проведения тщательных исследований и многочисленных лабораторных экспериментов концерном E+G было принято решение начать производство нового вида основания с интегрированной противоскользящей подкладкой, что гарантирует максимальную безопасность системы. В данной модели противоскользящий диск крепится к основанию опоры по всей окружности и по центру. Испытания нового изделия показали, что благодаря такому креплению риск отделения от диска при боковом толчке уменьшается в 10 раз,а при осевом перемещение опоры с прилипшем к полу диском-в 4 раза.
Противоскользящие диски широко применяются для придания опорам большей стабильности и повышения сцепления с опорной поверхностью. После проведения тщательных исследований и многочисленных лабораторных экспериментов концерном E+G было принято решение начать производство нового вида основания с интегрированной противоскользящей подкладкой, что гарантирует максимальную безопасность системы. В данной модели противоскользящий диск крепится к основанию опоры по всей окружности и по центру. Испытания нового изделия показали, что благодаря такому креплению риск отделения от диска при боковом толчке уменьшается в 10 раз,а при осевом перемещение опоры с прилипшем к полу диском-в 4 раза. Это позволяет применять их в пищевой, химической и фармацевтической отраслях, где требования гигиены или условия окружающей среды диктуют необходимость применения материалов, не подверженных коррозии.
Это позволяет применять их в пищевой, химической и фармацевтической отраслях, где требования гигиены или условия окружающей среды диктуют необходимость применения материалов, не подверженных коррозии. Опоры из новой линейки идеально подходят для использования в местах защиты от статического разряда, где требуется оберегать компоненты оборудования от действия статического электричества.
Опоры из новой линейки идеально подходят для использования в местах защиты от статического разряда, где требуется оберегать компоненты оборудования от действия статического электричества. org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> 7 кг
7 кг Просто сообщите нам об этом. Мы согласуем все условия и отправим заказ с полным комплектом сопутствующей документации.
Просто сообщите нам об этом. Мы согласуем все условия и отправим заказ с полным комплектом сопутствующей документации. 0125–.020
0125–.020 0125-.024
0125-.024 – 30°
– 30° — 30°
— 30° — 30°
— 30°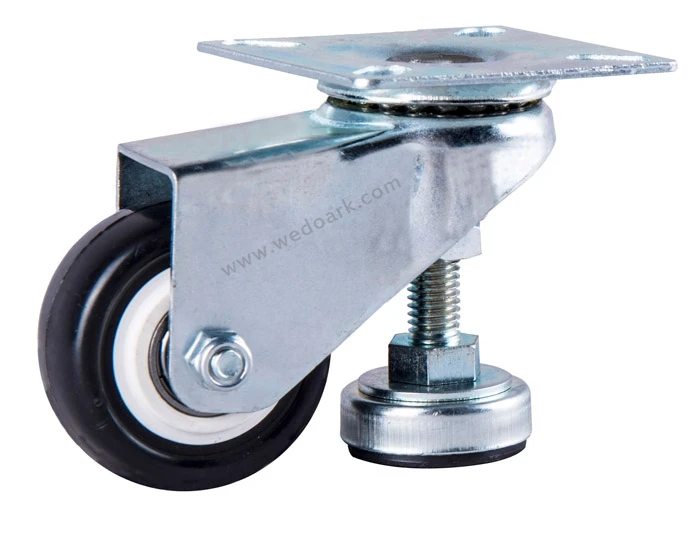
 Облегчает работу с материалами и повышает производительность. Диаметр ролика Ø: 38 мм. Диаметр стояка Ø: 40 мм.
Облегчает работу с материалами и повышает производительность. Диаметр ролика Ø: 38 мм. Диаметр стояка Ø: 40 мм.
 диам., мм
диам., мм
 3
3
 6
6
 635
635

 20
20

 Колесные труборезы используются для резки труб из меди, латуни, пластика и тонкостенных металлических электротехнических труб (ЭМТ). В отличие от пилы, этот инструмент делает ровный ровный разрез с помощью острого металлического колеса. Сантехники, электрики, работники систем отопления, вентиляции и кондиционирования воздуха, а также колесные труборезы. Вот основные части:
Колесные труборезы используются для резки труб из меди, латуни, пластика и тонкостенных металлических электротехнических труб (ЭМТ). В отличие от пилы, этот инструмент делает ровный ровный разрез с помощью острого металлического колеса. Сантехники, электрики, работники систем отопления, вентиляции и кондиционирования воздуха, а также колесные труборезы. Вот основные части: Откройте труборез, ослабляя ручку, пока труба не войдет в отверстие. Совместите режущее колесо с отметкой на трубе и поверните ручку, чтобы затянуть резак. Затяните резак так, чтобы труба прочно удерживалась на месте, но не настолько туго, чтобы колесо начало защемлять и деформировать трубу. Поверните резак на полный оборот, а затем затяните ручку примерно на 1/4 оборота. Повторяйте эти действия до тех пор, пока труба не будет прорезана. Большинство профессионалов держат сменные лезвия под рукой, потому что они со временем затупляются.
Откройте труборез, ослабляя ручку, пока труба не войдет в отверстие. Совместите режущее колесо с отметкой на трубе и поверните ручку, чтобы затянуть резак. Затяните резак так, чтобы труба прочно удерживалась на месте, но не настолько туго, чтобы колесо начало защемлять и деформировать трубу. Поверните резак на полный оборот, а затем затяните ручку примерно на 1/4 оборота. Повторяйте эти действия до тех пор, пока труба не будет прорезана. Большинство профессионалов держат сменные лезвия под рукой, потому что они со временем затупляются. Например, у резаков меньшего размера, как правило, есть поворотная ручка, а у труборезов большего размера вместо нее может быть Т-образная рукоятка. Рамы обычно изготавливаются из стали или алюминия. Существуют труборезы с механическим приводом, но большинство колесных труборезов, предназначенных для резки типичных водопроводных линий, имеют ручной привод.
Например, у резаков меньшего размера, как правило, есть поворотная ручка, а у труборезов большего размера вместо нее может быть Т-образная рукоятка. Рамы обычно изготавливаются из стали или алюминия. Существуют труборезы с механическим приводом, но большинство колесных труборезов, предназначенных для резки типичных водопроводных линий, имеют ручной привод.
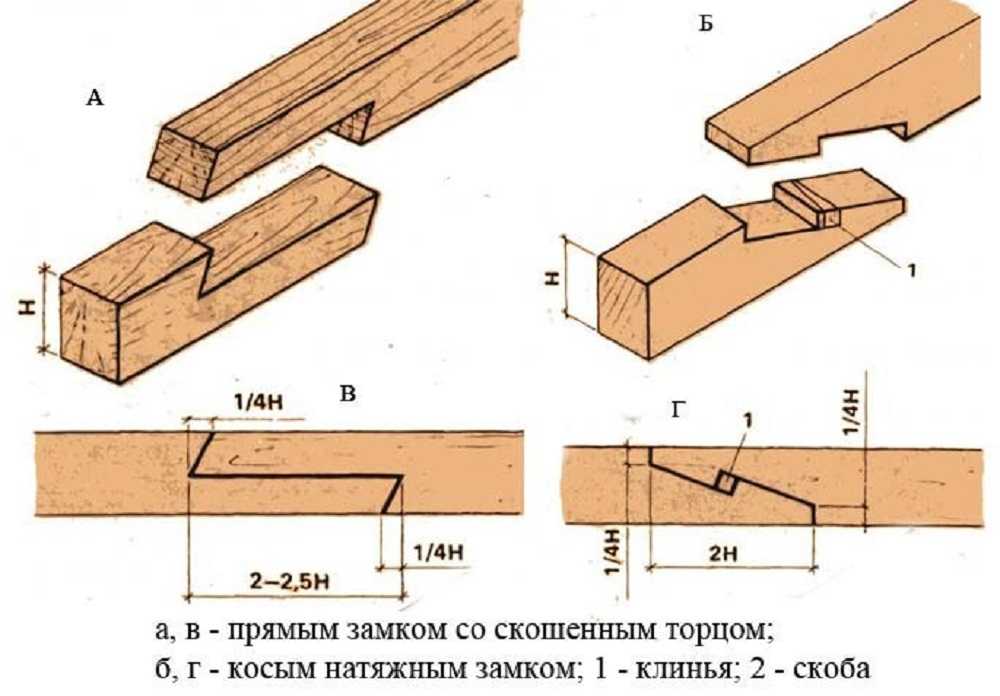 Они должны обеспечивать максимальное качество резки и максимальную точность стыковки, так как от этого во многом зависит надежность
Они должны обеспечивать максимальное качество резки и максимальную точность стыковки, так как от этого во многом зависит надежность Плюсом этого решения можно назвать надежность, а минусом – необходимость в фрезерном станке или наличие ручного фрезера для проведения работ, ручным инструментом здесь не обойдешься;
Плюсом этого решения можно назвать надежность, а минусом – необходимость в фрезерном станке или наличие ручного фрезера для проведения работ, ручным инструментом здесь не обойдешься; Такое решение подойдет в случаях, когда высокая несущая способность не нужна;
Такое решение подойдет в случаях, когда высокая несущая способность не нужна;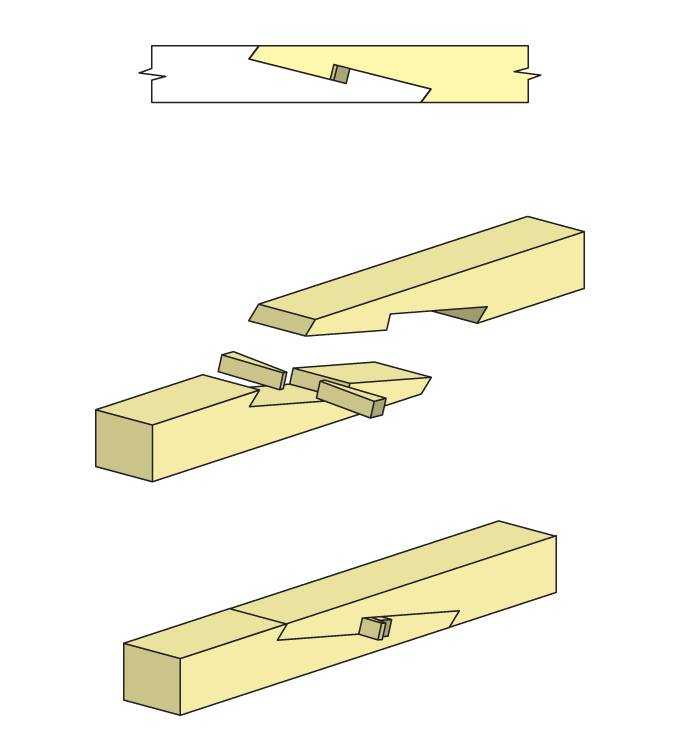
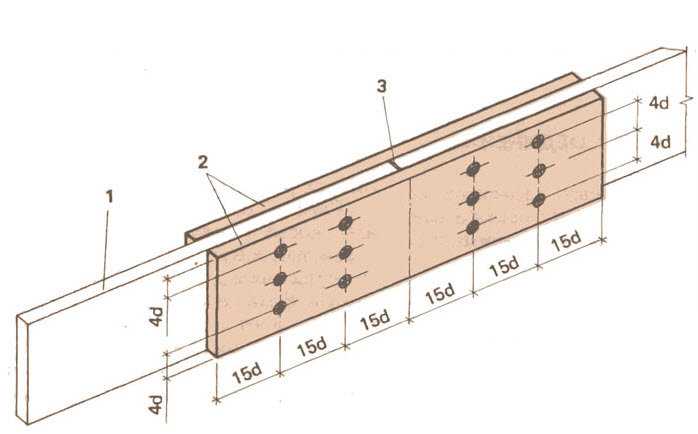
 Видео в этой статье покажет некоторые варианты проведения работ наглядно, а если у вас есть вопросы или дополнение – отписывайтесь в комментариях.
Видео в этой статье покажет некоторые варианты проведения работ наглядно, а если у вас есть вопросы или дополнение – отписывайтесь в комментариях.

 Сращивание выполняется при помощи инструментов, строительных материалов: молоток, карандаш, пиломатериал, металлический уголок, клей, шпатлевка, верстак, пластины в виде треугольника, букв Г, Т.
Сращивание выполняется при помощи инструментов, строительных материалов: молоток, карандаш, пиломатериал, металлический уголок, клей, шпатлевка, верстак, пластины в виде треугольника, букв Г, Т. 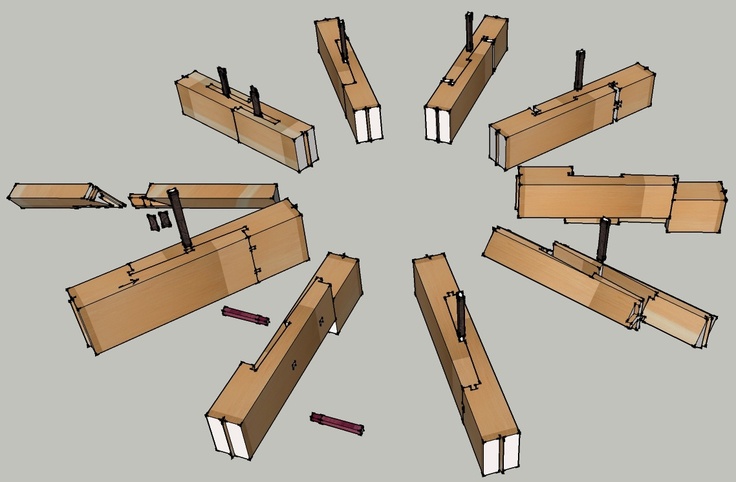 По этой причине вам нужно знать, как соединить две доски по длине.
По этой причине вам нужно знать, как соединить две доски по длине. Это влечет за собой нанесение клея на концы, которые необходимо прикрепить, и сжатие их вместе, пока клей не высохнет и не соединит доски вместе.
Это влечет за собой нанесение клея на концы, которые необходимо прикрепить, и сжатие их вместе, пока клей не высохнет и не соединит доски вместе.
 Дюбели обеспечивают материальную поддержку и помогают создать прочное и гибкое соединение.
Дюбели обеспечивают материальную поддержку и помогают создать прочное и гибкое соединение.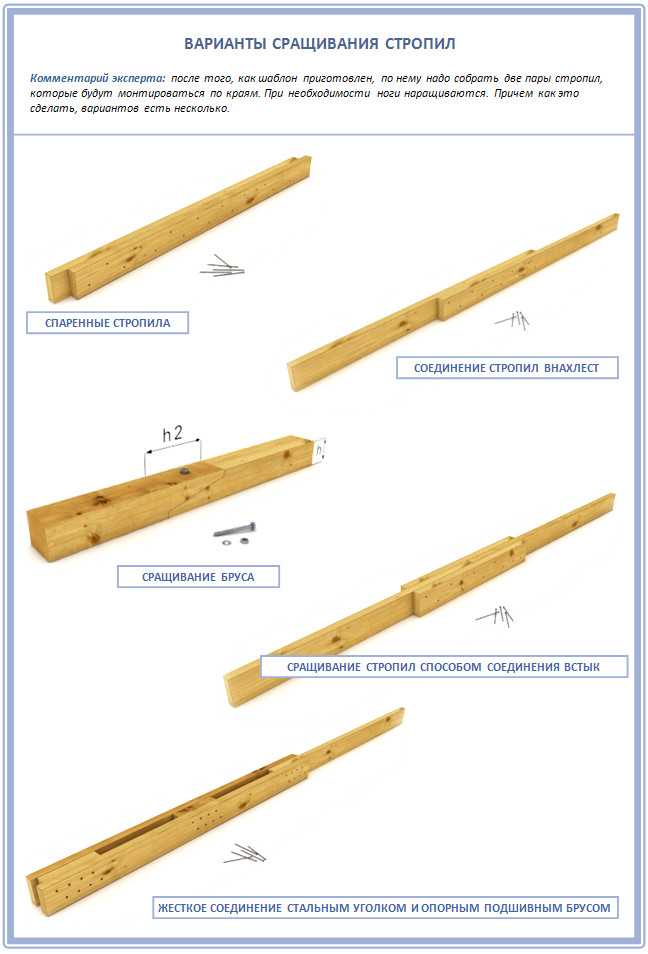
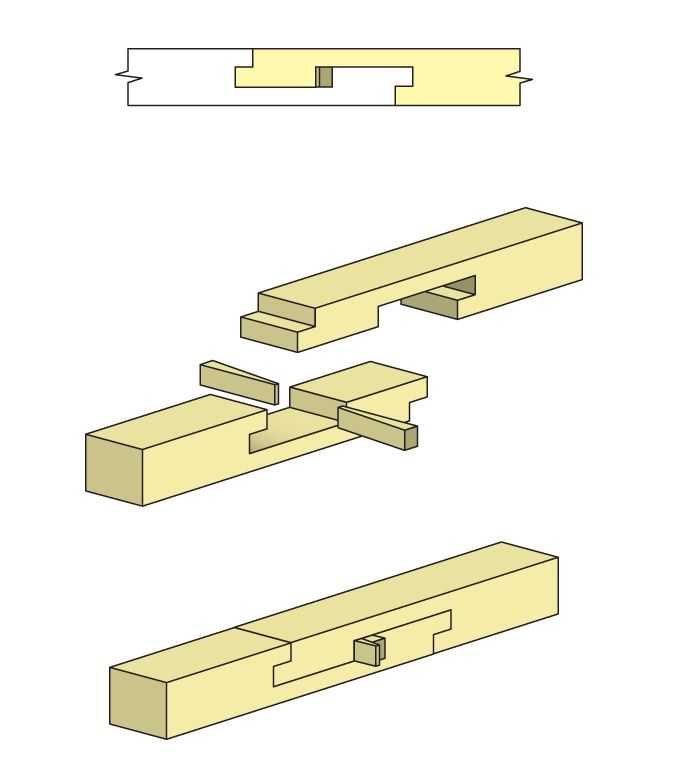

 Начните поиск сначала!
Начните поиск сначала! На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться: