Для чего нужны номера кадров у управляющей программе: Структура программы
Кадры и структура кадров
Программа
ЧПУ состоит из отдельных кадров, кадр
– из (нескольких) слов.
Кадр
должен включать в себя все данные для
выполнения рабочей операции, и
заканчивается
символом «LF» (LINE FEED = новая строка).
Основы программирования чпу
Символ
«LF» не записывается; он создается
автоматически при переключении строк.
Кадр
может состоять макс. Из 512 символов
(включая комментарий и символ конца
кадра «LF»).
Обычно
в актуальной индикации кадра на дисплее
показываются три кадра с макс. 66 символов
каждый. Комментарии также показываются.
Сообщения показываются в отдельном
окне сообщений.
Для
наглядности структуры кадра, слова
кадра должны располагаться следующим
образом:
Пример:
N10
G… X… Y… Z… F… S… T… D… M… H…
где:
N
– Адрес номера кадра
10
– Номер кадра
G
– Функция перемещения
X,Y,Z
– Путевая информация
F
– Подача
S
– Число оборотов
T
– Инструмент
D
– Номер коррекции инструмента
M
– Дополнительная функция
H
– Вспомогательная функция
Некоторые
адреса могут использоваться многократно
в одном кадре (к G…, M…, H…)
Главный/вспомогательный кадр
Различаются
два вида кадров:
•
главные
кадры
•
вспомогательные
кадры
В
главном кадре должны быть указаны все
слова, необходимые для запуска
технологического цикла с раздела
программы, начинающегося с главного
кадра.
Главные
кадры могут находиться как в главной,
так и в подпрограммах. СЧПУ не проверяет,
содержит ли главный кадр всю необходимую
информацию.
Номер кадра
Главные
кадры обозначаются номером главного
кадра. Номер главного кадра состоит из
символа «:» и положительного целого
числа (номер кадра). Номер кадра всегда
стоит в начале кадра.
Номера
главных кадров внутри программы должны
быть уникальными, чтобы получить
однозначный результат при поиске.
Пример:
:10
D2 F200 S900 M3
Вспомогательные
кадры обозначаются номером вспомогательного
кадра. Номер вспомогательного кадра
состоит из символа «N» и положительного
целого числа (номер кадра). Номер кадра
всегда стоит в начале кадра.
Пример:
N20
G1 X14 Y35
N30
X20 Y40
Номера
вспомогательных кадров внутри программы
должны быть уникальными, чтобы получить
однозначный результат при поиске.
Последовательность
номеров кадров может быть любой, но
рекомендуется растущая последовательность
номеров кадров. Можно программировать
кадры ЧПУ и без номеров кадров.
Адреса
Адреса
это фиксированные или устанавливаемые
идентификаторы для осей (X, Y, …) числа
оборотов шпинделя (S), подачи (F), радиуса
окружности (CR) и т.д.
Пример:
N10
X100
Важные
адреса:
Адрес | Значение | Примечание |
A=DC(…) A=ACP(…) A=ACN(…) | Круговая | устанавливаемый |
ADIS | Интервал | фиксированный |
B=DC(…) B=ACP(…) B=ACN(…) | Круговая | устанавливаемый |
C=DC(…) C=ACP(…) C=ACN(…) | Круговая | устанавливаемый |
CHR=… | Снятие | фиксированный |
D… | Номер | фиксированный |
F… | Подача | фиксированный |
FA[ось]=… FA[шпиндель]=… [SPI(шпиндель)]=… | Осевая (только | фиксированный |
G… | Функция | фиксированный |
H… H=QU(…) | Вспомогательная Вспом. | фиксированный |
I… | Параметр | устанавливаемый |
J… | Параметр | устанавливаемый |
K… | Параметр | устанавливаемый |
L… | Вызов | фиксированный |
M… M=QU(…) | Доп. Доп. | фиксированный |
N… | Вспомогательный | фиксированный |
OVR=… | Процентовка | фиксированный |
P… | Кол-во | фиксированный |
POS | Позиционирующая | фиксированный |
POSА[ось]=… | Позиционирующая | фиксированный |
SPOS=… SPOS[n]=… | Позиция | фиксированный |
SPOSA=… SPOS[n]=… | Позиция | фиксированный |
Q… | Ось | устанавливаемый |
R0=… R… | — — | фиксированный |
RND | Закругление | фиксированный |
RNDM | Закругление | фиксированный |
S. | Число | фиксированный |
T… | Номер | фиксированный |
U… | Ось | устанавливаемый |
V… | Ось | устанавливаемый |
W… | Ось | устанавливаемый |
X… X=AC(…) X=IC(…) | Ось » » | устанавливаемый |
Y… Y=AC(…) Y=IC(…) | Ось | устанавливаемый |
Z… Z=AC(…) Z=IC(…) | Ось | устанавливаемый |
AR+=. | Апертурный | устанавливаемый |
AP=… | Полярный | устанавливаемый |
CR=… | Радиус | устанавливаемый |
RP=… | Полярный | фиксированный |
:… | Главный | устанавливаемый |

 ..
.. ..
..Таблица 2
«фиксированный»
— этот идентификатор адреса доступен
для определенной функции.
«устанавливаемый»
— этим адресам изготовитель станка через
машинные данные может присвоить другое
имя.
Наборы фрез, граверы
Наборы фрез: описание, назначение, режимы реза
ХОББИ, $65
Включает 13 фрез, которые являются самым важным элементом любого станка (см. рис.1).
рис.1).
Назначение: Набор предназначен для тех, кто приобрел или самостоятельно собрал станок, и не предполагает, с чего начать.
Рисунок 1
«Хобби» подобран профессионалами, уже прошедшими этап начинающего фрезеровщика и знающими, что именно необходимо каждому начинающему мастеру, чтобы достичь успехов в этой интересной творческой работе. Набор, кроме перечня фрез, включает подробное описание фрез, их назначение, скорость подачи, указываются обороты шпинделя и перечень данных, которые следует ввести в программу. Также в описании приводится ряд других важных моментов для продуктивной работы и рекомендации по предотвращению поломок фрез и увеличению срока их эксплуатации. Данный комплект включает китайские качественные недорогие фрезы, которых даже в случае поломки в процессе обучения не будет жаль, ведь они имеют очень низкую стоимость. Обращаем ваше внимание на то, что набор включает качественные фрезы по китайским стандартам (не подделка!). Все фрезы удовлетворяют стандартам качества. Если вы считаете, что уже перешли с этапа «начинающий», вам стоит обратить внимание на набор, представленный далее: в него включены аналогичные фрезы, но имеющие в 2 раза более высокое качество, отвечающие мировым стандартам качества заточки и твердых сплавов. Руководство по эксплуатации полностью русифицировано, отсутствуют технически заумные фразы и термины, все расписано подробно на уровне обычного пользователя.
Если вы считаете, что уже перешли с этапа «начинающий», вам стоит обратить внимание на набор, представленный далее: в него включены аналогичные фрезы, но имеющие в 2 раза более высокое качество, отвечающие мировым стандартам качества заточки и твердых сплавов. Руководство по эксплуатации полностью русифицировано, отсутствуют технически заумные фразы и термины, все расписано подробно на уровне обычного пользователя.
Перечень фрез, входящих в набор, приведен в следующей таблице.
Посредством данных фрез выполняются следующие работы:
— гравировка тонких надписей, узоров, клише
— обработка 3D рельефов, барельефов, форм
— вырезание по контуру, выравнивание поверхности
— работа с пластмассами, деревянными поверхностями, фанерой, ДВП, МДФ, шпоном и мягкими цветными металлами
ПРОФИ, $135
Набор из 13 фрез для продвинутых мастеров, понимающих толк в работе с помощью фирменного инструмента (см. рис. 2).
Рисунок 2
Назначение: Набор включает позиции, аналогичные набору «ХОББИ», при этом фрезы в комплекте — от лучших производителей. Набор предназначен не только для мастеров начального уровня, только что купивших или собравших первый станок, но и для людей, которые знают толк в работе с инструментом самого высокого качества. Набор укомплектован с помощью профессиональных мастеров, уже прошедших путь начинающего фрезеровщика, которые точно знают, что необходимо начинающему мастеру для постижения творческой работы. Комплект, кроме перечня фрез, включает описание каждой из фрез, ее назначение, скорость подачи, шпиндельные обороты, данные для ввода в программу и прочие важные моменты, которые следует учесть для продуктивной работы и предотвращения быстрого износа и поломки фрез. Комплект включает только фрезы с наилучшим качеством твердого сплава и заточки с помощью сверхточных ЧПУ-станков европейских производителей. Руководство по эксплуатации написано на русском языке, нет технически неясных фраз и терминов.
Набор предназначен не только для мастеров начального уровня, только что купивших или собравших первый станок, но и для людей, которые знают толк в работе с инструментом самого высокого качества. Набор укомплектован с помощью профессиональных мастеров, уже прошедших путь начинающего фрезеровщика, которые точно знают, что необходимо начинающему мастеру для постижения творческой работы. Комплект, кроме перечня фрез, включает описание каждой из фрез, ее назначение, скорость подачи, шпиндельные обороты, данные для ввода в программу и прочие важные моменты, которые следует учесть для продуктивной работы и предотвращения быстрого износа и поломки фрез. Комплект включает только фрезы с наилучшим качеством твердого сплава и заточки с помощью сверхточных ЧПУ-станков европейских производителей. Руководство по эксплуатации написано на русском языке, нет технически неясных фраз и терминов.
Посредством данных фрез можно выполнять следующие работы:
— граверные работы по созданию тонких надписей, узоров, клише
— создание 3D-рельефов, барельефов и форм
— вырезание по контуру, выравнивание поверхностей
— работы с пластмассой, деревом, фанерой, ДВП, МДФ, шпоном, цветными металлами, сталью.
Перечень фрез, входящих в набор, приведен в следующей таблице.
МОДЕЛИСТ, $45
Набор включает 9 фрез, предназначенных для работы увлеченных творчеством людей.
Комплект фрез для любителей заниматься творчеством, к примеру, моделированием самолетов, кораблей, созданием сувениров, различных подарков и пр. То есть «Моделист» — это набор для людей, получающих душевное удовольствие от подобной работы. Комплект разработан профессионалами, занимающимися моделированием и точно знающими, что вам потребуется для подобных кропотливых работ. В наборе содержится не только перечень фрез, но и подробное описание фрез, назначение каждой из них, скорости подачи, данные для программы, обороты шпинделя и прочие важные моменты, необходимые для продуктивной работы и предотвращения скорых поломок фрез. Данный комплект включает комбинацию недорогих качественных фрез китайского производства и специальных фрез высочайшего качества, поскольку не все необходимые фрезы для подобных работ производятся в Китае; зачастую уровень их качества невысок, что не дает возможности применять фрезы столь низкого класса при создании мелких точных элементов моделей. В наборе содержатся все необходимые важные фрезы от ведущих европейских производителей. При этом фрезы, для которых допустимо более низкое качество металла для создания модельной продукции (в целях снижения стоимости набора) в набор включены китайского производства. В данном наборе отсутствуют китайские фрезы низкого качества – только выпущенные в заводских условиях. Инструкция разработана на русском языке, отсутствует технически сложная информация.
В наборе содержатся все необходимые важные фрезы от ведущих европейских производителей. При этом фрезы, для которых допустимо более низкое качество металла для создания модельной продукции (в целях снижения стоимости набора) в набор включены китайского производства. В данном наборе отсутствуют китайские фрезы низкого качества – только выпущенные в заводских условиях. Инструкция разработана на русском языке, отсутствует технически сложная информация.
Перечень фрез, включенных в набор «Моделист», представлен в следующей таблице.
Посредством данных фрез выполняются следующие работы:
— гравировка тонких надписей, клише и узоров
— производство сверловки, окантовки, фаски, подрезки
— вырезание по контуру, выравнивание поверхностей
— работа с пластмассами, деревом, фанерой, ДВП, шпоном, акрилом, МДФ, оргстеклом, пенопластом
МЕТАЛИСТ, $190
В набор входят 13 основных твердосплавных фрез, предназначенных для профессиональной обработки металлов.
Набор создан для любителей работать с металлическими материалами. Комплект подобран специалистами, которые знакомы с данной работой и любят металл. Набор вам потребуется, если вы приняли решение связать свой следующий проект с обработкой металла. При этом важно сразу, начиная с первого дня, использовать только специальный качественный инструмент для работ по металлу, в противном случае вас может постигнуть разочарование. Набор включает не только перечень фрез, но и подробное их описание, а также назначение каждой фрезы, скорость подачи для каждого металла, обороты шпинделя, данные для ввода в программу, а также прочие важные моменты, которые следует учесть для получения отличных результатов при работе с металлом определенных марок и предотвращения поломки фрез. Данный набор включает только высококачественные фрезы из твердого сплава, имеющие высокое качество заточки на сверхточных станках с ЧПУ от европейских производителей. Рекомендации приведены на русском языке, нет технически неясных терминов.
Перечень фрез, включенных в данных набор, приведен в следующей таблице.
Посредством данных фрез можно:
— гравировать узоры и тонкие надписи, клише
— обрабатывать 3D-рельефы, формы, барельефы
— выполнять вырезание по контуру и выравнивание поверхности
— обрабатывать цветные металлы, стали, алюминий, дюраль, чугун, обычную сталь, нержавейку, каленую сталь до 65HRC, а также другие металлы мягче алюминия.
Твердосплавные конусные фрезы, граверы по металлу, пластику и дереву (кроме стекла и камня)
Спиральная фреза-гравер «TM TOPINCITY», $27
Изображение спиральной фрезы-гравера приведено на рисунке 3.Рисунок 3
Характеристики:
Производитель — Швейцария, твердый сплав SANDVIK Экстра-класса, оснащен ЧПУ-центровкой (см. рис. 4).
Рисунок 4
Оснащен ультратонким углом как гравер, нормировано-заточенным кончиком, диаметрами и углами, максимальной твердостью для твердосплавного инструмента, титановым покрытием, идеальной центровкой/балансировкой для работ без детонаций при повышенных оборотах шпинделя. Среди достоинств — максимально возможный срок эксплуатации для карбид-вольфрамовых фрез. Используется при создании объектов вращения и при глубоких фрезеровках вертикальных склонов заготовок; просто незаменима в ювелирном деле при работе с глубокими изделиями и формами из любого твердого вида воска (синего, зеленого, бордового и пр).
Среди достоинств — максимально возможный срок эксплуатации для карбид-вольфрамовых фрез. Используется при создании объектов вращения и при глубоких фрезеровках вертикальных склонов заготовок; просто незаменима в ювелирном деле при работе с глубокими изделиями и формами из любого твердого вида воска (синего, зеленого, бордового и пр).
Для работ по металлам необходимо изучить следующую таблицу от производителя.
Микро инструмент, $30
Характеристики:
Производитель — США, твердый сплав карбид вольфрама, ЧПУ-центровка, HRC65 (см. рис. 5).
Рисунок 5
Назначение: Микроинструмент, предназначенный для тончайших работ с восковыми моделями. Максимально тонкий кончик дает возможность проработки мельчайших надписей и узоров. Однако использование подобного инструмента требует предельной внимательности оператора и большого опыта работы с подобными фрезами и воском, поскольку неправильные обороты фрезы могут привести к оплавлению воска, в результате чего фреза залипает в воске. Также для установки данного инструмента важно наличие высококлассного шпинделя от надежного производителя. Стоит обратить внимание на шпиндельные подшипники, поскольку любой микролюфт, возникающий в результате изношенных подшипников шпинделя, приведет к повреждению кончика фрезы. В ходе обработки рельефов во избежание рисков необходимо сохранять остаток чернового слоя толщиной не более кончика микрофрезы.
Также для установки данного инструмента важно наличие высококлассного шпинделя от надежного производителя. Стоит обратить внимание на шпиндельные подшипники, поскольку любой микролюфт, возникающий в результате изношенных подшипников шпинделя, приведет к повреждению кончика фрезы. В ходе обработки рельефов во избежание рисков необходимо сохранять остаток чернового слоя толщиной не более кончика микрофрезы.
Торцевые и радиусные, модель «TM TOPINCITY», $15
Характеристики:
Назначение: Фреза-гравер (см. рис. 6) для воска; используется при тонких гравировках по воску, пластику и мягким металлам.
Рисунок 6
Сплав фрезы высокого качества, однако для гравировки по металлу следует применять шире угол, чтобы избежать обламывания кончика гравера.
Модель «TM TOPINCITY», $11
Характеристики:
Является одной из наиболее популярных фрез (см. рис. 7), когда необходимо наличие маленького угла и фрезерующего торца. Фреза является основной для создания надписей.
рис. 7), когда необходимо наличие маленького угла и фрезерующего торца. Фреза является основной для создания надписей.
Рисунок 7
Примечание: граверы по цене 6$; китайский сплав K15; второй жизнью южно-корейского инструмента является отрезание отработанной части 10 мм, потом остаток 30 мм затачивают в Тайване полуавтоматическим способом. На данный вариант ручной заточки нет гарантии высокого качества заточки, а также гарантии идеальной центровки. Твердость реза используемого сплава в 6$ не хуже HRC55.
Модель «TM TOPINCITY», $13
Характеристики: Предназначена для фрезерования ребром, когда 20-градусная фреза не способна выдержать нагрузок, а 30-градусная слишком велика.
Примечание: граверы по цене 6$; китайский сплав K15; второй жизнью южно-корейского инструмента является отрезание отработанной части 10 мм, потом остаток 30 мм затачивают в Тайване полуавтоматическим способом. На данный вариант ручной заточки нет гарантии высокого качества заточки, а также гарантии идеальной центровки. Твердость реза используемого сплава в 6$ не хуже HRC55.
Твердость реза используемого сплава в 6$ не хуже HRC55.
Модель «TM TOPINCITY», $11
Характеристики:
Данная фреза (см. рис. 8) применяется в том случае, когда следует выделить контуры рельефа при минимальной фрезеровке торцом.
Рисунок 8
Используется для подрезки углов, при ювелирной гравировке тонких надписей, создании узоров на любых материалах.
$6
Характеристики:
Назначение: Фреза (см. рис. 9) применяется в случае, когда не выдерживают 20-ти и 30-ти градусные нагрузки – тогда используется 40 градусов.
Рисунок 9
45 — стандартное значение угла, которое традиционно применяется в различных проектах. Также можно добавлять углы к узорам и буквам вместо некрасивых острых ребер. Используется для подрезки углов, гравировки в ювелирном деле тонких узоров и надписей по различным материалам.
$6
Характеристики:
Назначение: Фреза 60 градусов (см. рис. 10) — вариант, который применяется, когда невозможно использовать 90 градусов фрезу ввиду близко находящихся узорных линий.
Рисунок 10
О 90-градусной фрезе можно сказать, что это общепринятый стандарт, предназначенный для конусных гравировок, в случае, если ведется работа по центральной линии с применением подрезки углов. Следует быть внимательным — отечественные фрезы по дереву не имеют острие 0,2 мм и правильно фрезерующий торец, что соответственно не даст высокого качества и правильной подрезки углов.
$6 (для стали)
Характеристики:
Гравер для гравировальных работ по стали. В отличие от стандартных твердосплавных граверов, имеет другие углы заточки торца и режущей грани. Подобные граверы можно применять в случаях слишком твердого материала, например, при работе со сплавами алюминия (разные марки дюралей), магнием, бронзой, твердыми латунными сплавами, различными сталями (кроме каленых и нержавеющих). Граверы для нержавеющих сталей (никеля), GFK, кевлара, каленой стали и граверы по обычной стали различаются: первые имеют наиболее дорогой сплав K55SF, дающий возможность выполнять работы даже по каленой стали, имеющей твердость до 68HRC.
Граверы для нержавеющих сталей (никеля), GFK, кевлара, каленой стали и граверы по обычной стали различаются: первые имеют наиболее дорогой сплав K55SF, дающий возможность выполнять работы даже по каленой стали, имеющей твердость до 68HRC.
Примечание: в подобных гравировках нужно выполнять обильное смачивание с помощью масел или CОЖ, применять наиболее широкий угол, вылет фрезы из цанги должен быть минимально возможным; станки использовать только жесткие для обработки металлов.
Не следует пытаться выполнять работу с применением хлипких любительских станков. В случае, если необходимы еще более мощные граверы по металлу, следует использовать двухсторонние конусные фрезы, оснащенные четырьмя ножами (см. раздел, посвященный фрезам специального назначения) или граверы KCT, «Пирамидка SANDVIK».
$7
Характеристики:
Производство: США, состав — карбид вольфрама, сабмикрогранула, центровка ЧПУ (см. рис. 11).
рис. 11).
Рисунок 11
Назначение: Ведущий гравер-фреза, имеющий спиральную заточку. Оснащен идеальной балансировкой и центровкой для работ при повышенных оборотах с отсутствием биения (до 300 тыс. об/мин). Наличие двух спиральных ножей дает возможность подрезания стружки с выбросом вверх, при этом очищается от мусора гравируемый паз. Такая функция благоприятно влияет на продление срока эксплуатации гравера. Пазы полированные.
Рекомендован при работе с воском, пластиком, акрилом, древесиной, со всеми цветными металлами и сталью согласно формулам расчета по оборотам и шпинделя по таблице твердости металлов, приведенной выше, как для фрез диаметром 0,2 мм.
Примечание. В настоящее время модель KCT приобретает особую популярность в развитых странах, вытесняя граверы, оснащенные одним ножом. Данная модель является главным идеально сбалансированным инструментом для гравировальных работ по сувенирам, подаркам и прочих миниатюрным надписям.
«Пирамидка/сплав K15», Тайвань, $6
Модель TM TOPINCITY, «Пирамидка SANDVIK+титан», Швейцария, $15
Характеристики:
Назначение: Гравер (см. рис. 12) применяют в случае, когда требуется выполнять работы по гравировке тонких линий на твердых материалах – на сплавах нержавеющих сталей, чугуне, стали, бронзе, дюрали, прочих твердых и хрупких металлах, а также пластике, компаундах и композитах.
Рисунок 12
Не применяют данный гравер при гравировке тягучих металлов, тягучих пластмасс ввиду того, что гранями гравера будет «размазываться» мягкий материал по краю гравирующей линии, однако твердые либо хрупкие материалы будут иметь ровные края, без излишних наплывов. Чем более твердый обрабатываемый материал, тем шире нужно выбирать угол. При работе с наиболее твердыми материалами и для длительного срока службы следует использовать пирамидку из сплава SANDVIK экстра-класса, имеющую титановое покрытие и ЧПУ-центровку. Включает 4 ножа, 60 градусов. Sandvik служит при работе в критических нагрузках.
Включает 4 ножа, 60 градусов. Sandvik служит при работе в критических нагрузках.
Примечание. Для более долгой службы пирамидки врезание в материал необходимо выполнять максимально под углом 20 градусов, а по возможности необходимо выставлять как можно меньшие углы врезания для входа пирамидки в материал боком. Если пирамидку опускать вертикально в материал, то износ кончика пирамидки возрастет.
Для того, чтобы избежать отламывания кончика, необходимо выполнять определенные рекомендации, приведенные в следующей таблице.
$6 (закругленные)
Характеристики:
Назначение: Данные граверы (см. рис 13) содержат не плоскость, а скругление на торце.
Рисунок 13
Подобные граверы служат для обработки микрорельефов с одновременной подрезкой края. Основным применением таких граверов является подготовка миниатюрных трехмерных литейных форм, работа с воском, модельным пластиком и мягкими металлами.
Граверы с хвостовиком, 6 мм, $8
Характеристики:
Назначение: Данные граверы (рис. 14) применяются при необходимости проработки широких расстояний между векторами или высоких боковых рельефных подрезок, при получении необходимых наклонов и пр.
Рисунок 14
Также подобные граверу будут удобны в случае применения боковой грани длинной заточки. Используются при работе с деревом, пластиками и мягкими металлами.
Примечание: в параметрах указывается величина полного угла. Если в программу вводится только одна сторона, следует делить полный угол напополам.
$25
Характеристики:
Назначение: Фреза-гравер (см. рис.15) оснащена одним конусным ножом, имеющим на конце сферическую заточку.
Рисунок 15
Подобная фреза применяется при обработке трехмерных рельефов с одновременной подрезкой рельефных краев. Также данной фрезой обрабатывают мягкие и твердые породы древесины, пластик, оргстекло, алюминий, акрил, медь.
Примечание: указанный в параметрах полный угол следует делить на 2 в случае внесения в программу только одной стороны.
$13 (алмаз без вращения)
Характеристики:
Гравер алмазный (см. рис.16) «одиночная точка». Служит для гравировальных работ – выполнения тончайших линий на любых материалах, как на мягких металлах и пластиках, так и на очень твердых сталях, каленых сталях, металлокерамике, каленом стекле и пр.
Рисунок 16
Для данного гравера не требуется вращения, таким образом при гравировке следует остановить вращение шпинделя. С помощью данного гравера можно писать наитончайшие буквы, выполнять микронадписи на любом материале, проводить различные линии по вектору. Можно проводить такие линии по стеклу, и затем надламывать стекло, как и при использовании обычного ручного стеклореза. Модели DR дают возможность гравировать более толстые линии большей глубины с усиленными нагрузками. Может использоваться при обработке материала на небольшой глубине с имитацией фрезеровки в нужных местах.
Может использоваться при обработке материала на небольшой глубине с имитацией фрезеровки в нужных местах.
Рекомендации: Необходимо обеспечить четко горизонтальное положение заготовки для заглубления алмаза на одну глубину. При необходимости гравировки более твердых материалов выбирают шире угол во избежание излома кончика алмаза при усиленных боковых нагрузках. При необходимости фрезеровки на глубину необходимо использовать модели DR, поскольку они оснащены укороченным хвостовиком из нержавейки, имеют более твердый алмаз и способны выдержать максимальные боковые нагрузки. Наиболее тонкие линии гравировки получают посредством алмаза с углом 60 градусов, однако необходимо аккуратно осуществлять подачу боковой нагрузки, дабы не был обломлен кончик алмаза. Ширина гравируемой линии зависит от глубины, на которую гравер погружается в материал. Таким образом, для получения ширины линии 0,02 мм с помощью алмаза D-Point 60 следует опустить алмаз на 0,02 мм ниже поверхности, подлежащей гравировке, и аналогично для других алмазов. Можно также использовать резину и другие пружинящие подкладочные материалы для стабилизации давления на кончике алмаза. Алмазы более крупных размеров 0,5 и 1 карат (синтетические) имеют широкую гравировочную линию, однако служат гораздо дольше.
Можно также использовать резину и другие пружинящие подкладочные материалы для стабилизации давления на кончике алмаза. Алмазы более крупных размеров 0,5 и 1 карат (синтетические) имеют широкую гравировочную линию, однако служат гораздо дольше.
$65 (алмаз с вращением)
Характеристики:
Назначение: Гравер алмазный «четыре грани» (см. рис.17) служит для гравировки любых материалов: как мягких металлов, так и самых твердых сталей, каленых сталей, металлокерамических материалов, каленого стекла и пр.
Рисунок 17
Вращение данного гравера должен происходить со скоростью 3-6 тысяч об/мин. Его работа осуществляется аналогично фрезе «пирамидка», однако фрезеруется более толстая линия, нежели при использовании пирамидки или алмаза «одиночная точка». Можно делать надписи на любых материалах, а также рисовать различные линии по вектору либо проводить еще более широкие линии в ходе нескольких параллельных проходов.
В настоящее время алмаз является наиболее твердым материалом, но в работе с алмазным инструментом необходимо придерживаться определенных правил: нельзя ронять алмаз, так как он может расколоться; нельзя ударять его о заготовку, вбивать в заготовку; необходимо обеспечить ровное горизонтальное положение заготовки, подвергаемой гравировке, чтобы алмаз заглублялся в заготовку на одинаковую глубину.
$6 компрессионная резка
Характеристики:
Назначение: Фреза специальная компрессионная (см. рис. 18). Предназначена для резки тонколистовых материалов.
Рисунок 18
Направление верхних ножей — вниз, а нижних – вверх, что дает возможность выполнять резание тонкого пластика, цветных металлов, стали, избегая подрыва листа вверх и заусенец нижней и верхней части листа. Металл фрезы имеет определенный состав, позволяющий работать с любыми синтетическими пластиками и полимерами, с любыми цветными металлами, сплавами и сталью. При необходимости резки липкого алюминия, стали, меди и твердых сплавов рекомендуют подавать СОЖ.
При необходимости резки липкого алюминия, стали, меди и твердых сплавов рекомендуют подавать СОЖ.
ROLAND: граверы для станков с ЧПУ, длина 114 мм представлены на рисунке 19.
Рисунок 19
номеров кадров ОЗУ — ОЗУ | СТААД | АДИНА Вики — РАМ | СТААД | АДИНА
| Продукт(ы): | ОЗУ, нержавеющая сталь; Рамка барана; Модельер барана | ||
| Версия(и): | Все (V8i, версия CONNECT) | ||
| Окружающая среда: | Все | ||
| Площадь: | Анализ; Результаты; Графика |
Как присвоить номера кадрам?
Номера рам можно назначать либо в Ram Modeler из плана, либо из вида фасада с помощью Layout — Frame Numbers. Их также можно назначить в режиме RAM Frame — Analysis с помощью Assign — Frame Numbers. Обычно проще всего назначать их в Ram Frame с опцией Fence, находясь в повернутом 3D-виде сверху или сбоку.
Их также можно назначить в режиме RAM Frame — Analysis с помощью Assign — Frame Numbers. Обычно проще всего назначать их в Ram Frame с опцией Fence, находясь в повернутом 3D-виде сверху или сбоку.
- Номера кадров — положительные целые числа, но они не обязательно должны быть последовательными (т. е. кадры 100, 200, 300… допустимы).
- Только боковые элементы имеют номера рамы.
- Каждый элемент начинается с кадра № 0, поэтому, когда элементы удаляются и реконструируются, новым элементам необходимо переназначить номера кадров.
- Каждому элементу может быть назначен только один номер рамы, и учитывается последний назначенный номер.
Какое влияние оказывает присвоение номеров кадров?
Назначение номеров рам является необязательным и никак не влияет на матрицу жесткости модели и не влияет на аналитическое поведение модели.
Назначение номеров кадров, однако, упрощает использование выходных данных программы и требуется при использовании псевдогибких диафрагм и для некоторых сейсмических условий. Ниже приведен список функций, на которые влияет присвоение номеров кадров.
Ниже приведен список функций, на которые влияет присвоение номеров кадров.
Отчеты
Назначение номеров кадров влияет на организацию большинства отчетов. Когда номера фреймов назначаются, многие отчеты, такие как силы участников, сначала организуются по номеру фрейма, а затем по истории и члену. Кроме того, отчеты могут быть созданы для выбранного номера кадра, а не всегда для всей модели.
Отчет — Сдвиг истории рамы предоставит соответствующую информацию только в том случае, если номера рам присвоены. Дополнительную информацию см. в разделе: Рама RAM — Сдвиг здания и рамы
Силы псевдогибкой диафрагмы
Чтобы программа распределяла суммарные усилия диафрагмы на определенные рамы в соответствии с заданным пользователем процентным соотношением, необходимо назначить номера рам. После назначения номеров рам они появятся в диалоговом окне «Нагрузки — свойства псевдогибкой диафрагмы».
Дополнительную информацию см. в разделе Часто задаваемые вопросы о псевдогибких диафрагмах RAMSS.
Сейсмостойкость
При запуске режима Стальной рамный каркас — Сейсмозащита есть возможность «Использовать номер рамы для обозначения одной линии раскосов» для раскосных рам) требуют от инженера общей проверки рам, являющихся частью одной линии раскосов. Инженер может присвоить один и тот же номер рамы всем элементам, которые считаются одной линией раскосов (обычно для раскосных рам в пределах десяти процентов от ширины конструкции друг от друга), и выбрать этот параметр, чтобы рама RAM выполняла необходимые проверки одиночной связи. линии.
Как определить номера кадров?
Номера рам можно назначать любым удобным для вас способом, но большинство пользователей назначают один номер рамы каждой изолированной 2D-рамке, включая балки, колонны и раскосы. Угловым столбцам может быть присвоен только один номер кадра, поэтому вы можете выбрать доминирующий кадр, возможно, на основе выравнивания столбца, или назначить угловому столбцу собственный уникальный номер кадра.
Если стены образуют двухмерные или трехмерные группы, таким группам стен также часто присваивается номер каркаса. Стоит отметить, что назначение групп стен и номеров кадров — это разные действия, хотя часто имеет смысл совместить эти две вещи. Для получения дополнительной информации см. Часто задаваемые вопросы о стенах RAM SS 9.0061
См. также
Каркас RAM — строительные и каркасные ножницы
Часто задаваемые вопросы о псевдогибких диафрагмах RAMSS
Часто задаваемые вопросы о стенах из нержавеющей стали RAM
Распределение кадров в операционной системе
Улучшение статьи
Сохранить статью
- Уровень сложности:
Easy - Последнее обновление:
25 ноя, 2019
Улучшить статью
Сохранить статью
Важный аспект операционных систем, виртуальная память реализуется с помощью подкачки по требованию. Пейджинг по требованию требует разработки алгоритма замены страниц и алгоритм распределения кадров . Алгоритмы распределения кадров используются, если у вас несколько процессов; это помогает решить, сколько кадров выделить каждому процессу.
Алгоритмы распределения кадров используются, если у вас несколько процессов; это помогает решить, сколько кадров выделить каждому процессу.
Существуют различные ограничения для стратегий распределения кадров:
- Вы не можете выделить больше, чем общее количество доступных кадров.
- Каждому процессу должно быть выделено как минимум минимальное количество кадров. Это ограничение поддерживается двумя причинами. Первая причина заключается в том, что по мере выделения меньшего количества кадров увеличивается коэффициент отказов страниц, что снижает производительность выполнения процесса. Во-вторых, должно быть достаточно кадров для хранения всех различных страниц, на которые может ссылаться любая отдельная инструкция.
Алгоритмы распределения кадров –
Для выделения кадров процессам обычно используются два алгоритма:
- Равное распределение: В системе с x кадрами и y процессами каждый процесс получает одинаковое количество кадров, т.
 е. х/у. Например, если в системе 48 кадров и 9 процессов, каждый процесс получит по 5 кадров. Три кадра, которые не выделены ни одному процессу, могут использоваться в качестве буферного пула свободных кадров.
е. х/у. Например, если в системе 48 кадров и 9 процессов, каждый процесс получит по 5 кадров. Три кадра, которые не выделены ни одному процессу, могут использоваться в качестве буферного пула свободных кадров.- Недостаток: В системах с процессами разного размера нет особого смысла давать каждому процессу одинаковые кадры. Выделение большого количества кадров небольшому процессу в конечном итоге приведет к потере большого количества выделенных неиспользуемых кадров.
- Пропорциональное распределение: Кадры выделяются каждому процессу в соответствии с размером процесса.
Для процесса p i размера s i количество выделенных кадров равно a i = (s i /S)*m , где S — сумма размеров всех процессов, а m — количество кадров в системе. Например, в системе с 62 кадрами, если есть процесс размером 10 КБ и другой процесс размером 127 КБ, то первому процессу будет выделено (10/137)*62 = 4 кадра, а другому процессу будет выделено (127/137). )*62 = 57 кадров.
)*62 = 57 кадров.- Преимущество: Все процессы совместно используют доступные кадры в соответствии со своими потребностями, а не поровну.
Глобальное и локальное распределение —
Количество кадров, выделенных для процесса, также может динамически изменяться в зависимости от того, использовали ли вы глобальную замену или локальную замену для замены страниц в случае сбоя страницы.
- Локальная замена: Когда процессу нужна страница, которой нет в памяти, он может принести новую страницу и выделить ей фрейм только из собственного набора выделенных фреймов.
- Преимущество: Страницы в памяти для конкретного процесса и коэффициент ошибок страниц зависят от поведения страничного вывода только этого процесса.
- Недостаток: Процесс с низким приоритетом может мешать процессу с высоким приоритетом, не делая его кадры доступными для процесса с высоким приоритетом.
 Эта универсальная тепловая пушка идеально подходит для усадки полиэтиленовой пленки, удаления краски, оттаивания замерзших труб и удаления клея. Он работает с мощным двигателем мощностью 350 Вт и обеспечивает температуру воздуха 662 градуса по Фаренгейту. Компактная конструкция облегчает хранение и транспортировку.
Эта универсальная тепловая пушка идеально подходит для усадки полиэтиленовой пленки, удаления краски, оттаивания замерзших труб и удаления клея. Он работает с мощным двигателем мощностью 350 Вт и обеспечивает температуру воздуха 662 градуса по Фаренгейту. Компактная конструкция облегчает хранение и транспортировку. Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov.
Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov. Это не всегда так, как в магазинах, где есть тирахан, халимбава, в магазинах и винных погребах. Скорее всего, для антас ингей дито больше, и хинди рин кинакайланган для того, чтобы увеличить потребление минимального количества ресурсов, дахил и пангунахинг Гавайн нананатилинг хинди, чтобы оптимизировать прозесо, нгунит для того, чтобы увеличить высший махусай на паг- в этом.
Это не всегда так, как в магазинах, где есть тирахан, халимбава, в магазинах и винных погребах. Скорее всего, для антас ингей дито больше, и хинди рин кинакайланган для того, чтобы увеличить потребление минимального количества ресурсов, дахил и пангунахинг Гавайн нананатилинг хинди, чтобы оптимизировать прозесо, нгунит для того, чтобы увеличить высший махусай на паг- в этом. TROPIKO TPTS- 5
TROPIKO TPTS- 5 Кнопка включения и выключения питания может указывать на то, что вам нужно, чтобы нажать на него. Для того, чтобы избежать использования функциональной ручки, которая облегчает процесс транспортировки.
Кнопка включения и выключения питания может указывать на то, что вам нужно, чтобы нажать на него. Для того, чтобы избежать использования функциональной ручки, которая облегчает процесс транспортировки. сиям са ранго. Kvatro Elements является поставщиком, который может использоваться в самых разных странах мира, а также в обзоре, подтверждающем качество и качество объединения во всем мире. Устройство предлагается за 1 470 рублей в автоматическом режиме за 9 деней.0179 является одним из первых в течение 10 дней. Это очень мощный аппарат с максимальной мощностью нагрева 2 кВт. Воздухообмен имеет емкость 130 м3/час.
сиям са ранго. Kvatro Elements является поставщиком, который может использоваться в самых разных странах мира, а также в обзоре, подтверждающем качество и качество объединения во всем мире. Устройство предлагается за 1 470 рублей в автоматическом режиме за 9 деней.0179 является одним из первых в течение 10 дней. Это очень мощный аппарат с максимальной мощностью нагрева 2 кВт. Воздухообмен имеет емкость 130 м3/час. много положительных отзывов. Простой и удобный апарато для быстрого и легкого использования.
много положительных отзывов. Простой и удобный апарато для быстрого и легкого использования. Пиковая потребляемая мощность составляет более 5 кВт.
Пиковая потребляемая мощность составляет более 5 кВт.
 Sa isang mahusay на kaso са itaas ay isang hawakan с komportableng pagkakahawak. Бесплатно Или модель из куварто в куварто на хинди махирап дали в очень компактном и легком стиле.
Sa isang mahusay на kaso са itaas ay isang hawakan с komportableng pagkakahawak. Бесплатно Или модель из куварто в куварто на хинди махирап дали в очень компактном и легком стиле.
 Dahil са мас mataas на mga katangian ng kapangyarihan ng aparato ay nagbibigay-daan sa iyo, чтобы magpainit ng malaking lugar пункт са parehong pera. Потребление энергии здесь сбалансировано. Благодаря большому количеству, Tropik TPC-5 идеально подходит для покупки двух разных устройств, а также акций и запасов. Квартира находится в хорошем состоянии, дешева на хинди, может быть удалена от дома.
Dahil са мас mataas на mga katangian ng kapangyarihan ng aparato ay nagbibigay-daan sa iyo, чтобы magpainit ng malaking lugar пункт са parehong pera. Потребление энергии здесь сбалансировано. Благодаря большому количеству, Tropik TPC-5 идеально подходит для покупки двух разных устройств, а также акций и запасов. Квартира находится в хорошем состоянии, дешева на хинди, может быть удалена от дома. Все, что связано с Россией, не имеет значения для нагревателей, например, для обогревателей. Устройство может включать в себя все возможные модели, которые можно приобрести за 2375 рублей, а также получить их по запросу в соответствии с моделью. Это самая популярная тепловая пушка, имеющая мощность до 3 кВт. Традиционный гусальский модуль управления makina апарат. Термостат отвечает за контроль температуры. Управляйте устройством из сети самбахаяна. Упражнения всегда связаны с температурой и температурой. Скажите, что вы можете управлять ручкой.
Все, что связано с Россией, не имеет значения для нагревателей, например, для обогревателей. Устройство может включать в себя все возможные модели, которые можно приобрести за 2375 рублей, а также получить их по запросу в соответствии с моделью. Это самая популярная тепловая пушка, имеющая мощность до 3 кВт. Традиционный гусальский модуль управления makina апарат. Термостат отвечает за контроль температуры. Управляйте устройством из сети самбахаяна. Упражнения всегда связаны с температурой и температурой. Скажите, что вы можете управлять ручкой.
 Средняя стоимость устройства составляет 2150 рублей. Максимальная потребляемая мощность оборудования составляет 5 кВт. Он рассчитан на производительность 420 м3 / ч. Имеется контроль с помощью приборной панели с механическим регулированием температуры и интенсивности вентилятора. Система имеет блокировку устройства перегрева, патинирование Калидарный термостат , предназначенный для максимального регулирования температуры нагрева керамической поверхности. Может быть функция pamumulaklak ng kuwarto са kapansanan pagpainit, на kung saan ay paga-maginhawa, dahil nagpapahintulot са вы используете устройство в tag-init.
Средняя стоимость устройства составляет 2150 рублей. Максимальная потребляемая мощность оборудования составляет 5 кВт. Он рассчитан на производительность 420 м3 / ч. Имеется контроль с помощью приборной панели с механическим регулированием температуры и интенсивности вентилятора. Система имеет блокировку устройства перегрева, патинирование Калидарный термостат , предназначенный для максимального регулирования температуры нагрева керамической поверхности. Может быть функция pamumulaklak ng kuwarto са kapansanan pagpainit, на kung saan ay paga-maginhawa, dahil nagpapahintulot са вы используете устройство в tag-init. Kahanga-hangang aparato, на tiyak на nagkakahalaga нг pera.
Kahanga-hangang aparato, на tiyak на nagkakahalaga нг pera. Принцип работы заключается в электрическом нагреве керамической поверхности, в начале процесса. Пиковая мощность устройства составляет более 3 кВт. Пинакаматаас имеет высокую пропускную способность 300 м3 / ч — Для этого сегмента требуется высокая производительность. Панель управления не содержит манипулятора, который может выполнять различные функции и настройки температуры. Устройство может быть использовано как обычный вентилятор, хинди, чтобы понять, как это сделать. Для того, чтобы настроить устройство, включающее классический термостат и блокировку устройства с учетом перегрева.
Принцип работы заключается в электрическом нагреве керамической поверхности, в начале процесса. Пиковая мощность устройства составляет более 3 кВт. Пинакаматаас имеет высокую пропускную способность 300 м3 / ч — Для этого сегмента требуется высокая производительность. Панель управления не содержит манипулятора, который может выполнять различные функции и настройки температуры. Устройство может быть использовано как обычный вентилятор, хинди, чтобы понять, как это сделать. Для того, чтобы настроить устройство, включающее классический термостат и блокировку устройства с учетом перегрева. Мадалас на основе этой модели на складе Kung Saan nais mong bawasan antas ng kahalumigmigan, pati na rin s a silid garahe. Abot-kayang presyo использует настоящий хит, чтобы получить оборудование, которое может быть использовано для удовлетворения спроса.
Мадалас на основе этой модели на складе Kung Saan nais mong bawasan antas ng kahalumigmigan, pati na rin s a silid garahe. Abot-kayang presyo использует настоящий хит, чтобы получить оборудование, которое может быть использовано для удовлетворения спроса. Плата за подключение к устройству с максимальной стоимостью 3350 рублей. Аппарат, который содержит человека. Принцип действия заключается в том, чтобы начать курировать информацию в открытом доступе. Максимальная потребляемая мощность оборудования составляет 3 кВт. Воздухообмен составляет 300 м3/ч.
Плата за подключение к устройству с максимальной стоимостью 3350 рублей. Аппарат, который содержит человека. Принцип действия заключается в том, чтобы начать курировать информацию в открытом доступе. Максимальная потребляемая мощность оборудования составляет 3 кВт. Воздухообмен составляет 300 м3/ч.
 Пейджинговая линия Neoclima с тепловыми пушками позволяет получить больше положительных отзывов, связанных с этим. Устройство предназначено для быстрой загрузки и малого количества подключений к сети. Учтите, что вы можете найти и развернуть страницу, и это дает вам возможность работать с паре-парехо на драфте (склады в гаражах с открытыми складами и т. Д.). Лучшее из того, что было получено и хорошо известно, как можно больше. В настоящее время рейтинг тепловых пушек является моделью, которая доступна только для ваших любимых.
Пейджинговая линия Neoclima с тепловыми пушками позволяет получить больше положительных отзывов, связанных с этим. Устройство предназначено для быстрой загрузки и малого количества подключений к сети. Учтите, что вы можете найти и развернуть страницу, и это дает вам возможность работать с паре-парехо на драфте (склады в гаражах с открытыми складами и т. Д.). Лучшее из того, что было получено и хорошо известно, как можно больше. В настоящее время рейтинг тепловых пушек является моделью, которая доступна только для ваших любимых. chmer.com/products-view.php?id=34
chmer.com/products-view.php?id=34

 Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
 ..
.. …
… Мы посвятили себя продвижению технологий и качество индустрии EDM на Тайване и на мировом рынке EDM. …
Мы посвятили себя продвижению технологий и качество индустрии EDM на Тайване и на мировом рынке EDM. …
 Я помню «Сатурн» еще с нарисованными от руки афишами и тремя людьми в зале. Теперь — совсем другое дело, зал был заполнен наполовину на совершенно неочевидном для публики сеансе. И таких сеансов в сети предостаточно — можно посмотреть повторный прокат, можно пересмотреть Миядзаки на большом экране, я лично ходила на новый фильм Кристофа Оноре… Кинотеатр, который нужен каждому жилому району!
Я помню «Сатурн» еще с нарисованными от руки афишами и тремя людьми в зале. Теперь — совсем другое дело, зал был заполнен наполовину на совершенно неочевидном для публики сеансе. И таких сеансов в сети предостаточно — можно посмотреть повторный прокат, можно пересмотреть Миядзаки на большом экране, я лично ходила на новый фильм Кристофа Оноре… Кинотеатр, который нужен каждому жилому району! Вес: 390кг. Конструктивные особенности состоят в следующем:
Вес: 390кг. Конструктивные особенности состоят в следующем: Данное условие позволяет подключать высокоточные приборы.
Данное условие позволяет подключать высокоточные приборы. ..
..

 Сообщение на странице гостиной в Facebook предполагает, что пластинки, купленные через дорогу в Dead Wax, могут иметь шанс получить вращение на проигрывателе, но не рассчитывайте на это.
Сообщение на странице гостиной в Facebook предполагает, что пластинки, купленные через дорогу в Dead Wax, могут иметь шанс получить вращение на проигрывателе, но не рассчитывайте на это. | SpaceX Falcon Heavy USSF 67
| SpaceX Falcon Heavy USSF 67 Чтобы узнать, как мы реагируем на COVID-19, посетите нашу страницу Trusted Space до вашего приезда.
Чтобы узнать, как мы реагируем на COVID-19, посетите нашу страницу Trusted Space до вашего приезда.

 8 кВт
8 кВт 50 кВт
50 кВт 00
00
 tmxER150V
tmxER150V tmx10U
tmx10U tmx100SPR-V
tmx100SPR-V tmxER200VCOMBI
tmxER200VCOMBI tmxIR200
tmxIR200 tmxIF80V
tmxIF80V tmxID80H
tmxID80H tmx700STREAM-CR
tmx700STREAM-CR
 ..
.. ..
.. ..
.. ..
.. США
США Машина режет от 45 градусов вправо до 45 градусов влево с головкой, которую можно наклонять от 0 до 45 градусов влево. На м….
Машина режет от 45 градусов вправо до 45 градусов влево с головкой, которую можно наклонять от 0 до 45 градусов влево. На м…. м. Работает от источника питания 415 В. Двухскоростной двигатель мощностью 3,0 4,0 кВт для получения скорости двух пильных полотен, 36,56 м мин. Двойная колонная конструкция, пильная рама. вер….
м. Работает от источника питания 415 В. Двухскоростной двигатель мощностью 3,0 4,0 кВт для получения скорости двух пильных полотен, 36,56 м мин. Двойная колонная конструкция, пильная рама. вер…. НАШ БОЛЬШОЙ МАШИНОСТРОИТЕЛЬ, РАСПОЛОЖЕННЫЙ В ДАНДЕНОНГЕ, ПОДАЕТ ЭЛЕКТРОПИТАНИЕ ВСЕМ ГЛАВНЫМ МАШИНАМ….
НАШ БОЛЬШОЙ МАШИНОСТРОИТЕЛЬ, РАСПОЛОЖЕННЫЙ В ДАНДЕНОНГЕ, ПОДАЕТ ЭЛЕКТРОПИТАНИЕ ВСЕМ ГЛАВНЫМ МАШИНАМ…. с. Особенности Fa….
с. Особенности Fa…. Precis….
Precis…. Пр….
Пр….
 П. 5,
П. 5, )
)

 В значительно упрощенном процессе обработки участвуют различные устройства, которые обозначаются управляющей системой либо по отдельности, либо в совокупности.
В значительно упрощенном процессе обработки участвуют различные устройства, которые обозначаются управляющей системой либо по отдельности, либо в совокупности. Современная конфигурация имеет следующую специфику:
Современная конфигурация имеет следующую специфику:
 Как правило, она является криволинейной.
Как правило, она является криволинейной.

 Такая система оснащается дополнительными приспособлениями и оснасткой для фрезерных станков, например, участками с автоматизацией из гибких устройств, и становится совершенно автоматизированной технической линией.
Такая система оснащается дополнительными приспособлениями и оснасткой для фрезерных станков, например, участками с автоматизацией из гибких устройств, и становится совершенно автоматизированной технической линией. Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье… Процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью. В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения…
Процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью. В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения…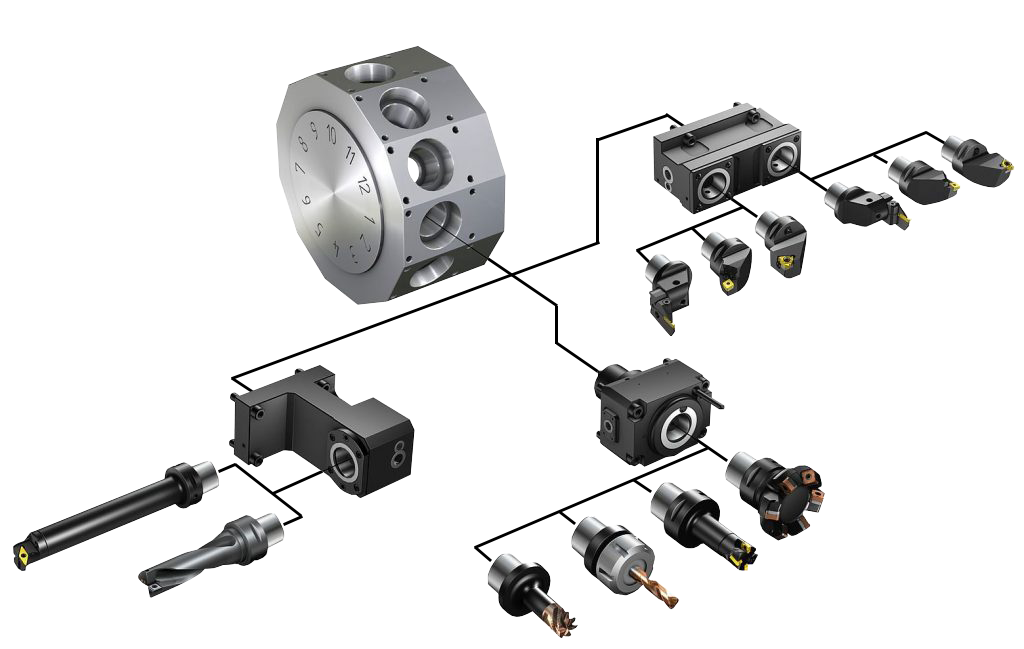 В первую очередь, наиболее существенные требования к ней предъявляются в металлообрабатывающей промышленности и ряде других производств. Полнота оснащения гравировального оборудования во многом определяет не только качество выпускаемой продукции, но и непосредственно общую производительность предприятия.
В первую очередь, наиболее существенные требования к ней предъявляются в металлообрабатывающей промышленности и ряде других производств. Полнота оснащения гравировального оборудования во многом определяет не только качество выпускаемой продукции, но и непосредственно общую производительность предприятия.
 Если речь идет о значительной серии изделий, выполняемых на фрезерном или ином станке, на первый план выходит показатель производительности. Если необходимо изготовить единичные детали различной конфигурации, необходима вариативность. Только с учетом этого возможен грамотный подбор оснастки для того или иного техпроцесса, реализуемого на ЧПУ-станке.
Если речь идет о значительной серии изделий, выполняемых на фрезерном или ином станке, на первый план выходит показатель производительности. Если необходимо изготовить единичные детали различной конфигурации, необходима вариативность. Только с учетом этого возможен грамотный подбор оснастки для того или иного техпроцесса, реализуемого на ЧПУ-станке. По нормам это время в процентном соотношении не должно превышать 2-10% от времени обработки заготовки.
По нормам это время в процентном соотношении не должно превышать 2-10% от времени обработки заготовки. Это дает ряд преимуществ на ниве выполнения трехмерной обработке и декоративного фрезерования вне зависимости от материала обрабатываемой заготовки;
Это дает ряд преимуществ на ниве выполнения трехмерной обработке и декоративного фрезерования вне зависимости от материала обрабатываемой заготовки;
 com — ФРЕЗЕРНЫЕ ФРЕЗЫ С ЧПУ, ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ ИНСТРУМЕНТОВ, ПРИНАДЛЕЖНОСТИ И ВАКУУМНЫЕ НАСАДКИ ДЛЯ ДЕРЕВО, АЛЮМИНИЯ, ПЛАСТИКА INDUSTRIES.cs Industries.
com — ФРЕЗЕРНЫЕ ФРЕЗЫ С ЧПУ, ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ ИНСТРУМЕНТОВ, ПРИНАДЛЕЖНОСТИ И ВАКУУМНЫЕ НАСАДКИ ДЛЯ ДЕРЕВО, АЛЮМИНИЯ, ПЛАСТИКА INDUSTRIES.cs Industries. com в выпуске за январь 2015 г. (ранее FDM/Cabinetmaker) Понимание основ станков с ЧПУ может иметь огромное значение для ваших затрат, производительности и эффективности. . Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK. Моя любимая аналогия при обсуждении основ инструментов — это автомобиль (то есть станок с ЧПУ), диски (держатели инструмента) и шины (режущий инструмент). Даже самая хорошо спроектированная машина не уедет далеко, если у нее плохие диски и дешевые или неисправные шины. Давайте рассмотрим важность правильного выбора режущего инструмента и внешние факторы, влияющие на выбор инструмента, а также другие соображения, которые будут непосредственно влиять на цикл обработки.
com в выпуске за январь 2015 г. (ранее FDM/Cabinetmaker) Понимание основ станков с ЧПУ может иметь огромное значение для ваших затрат, производительности и эффективности. . Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK. Моя любимая аналогия при обсуждении основ инструментов — это автомобиль (то есть станок с ЧПУ), диски (держатели инструмента) и шины (режущий инструмент). Даже самая хорошо спроектированная машина не уедет далеко, если у нее плохие диски и дешевые или неисправные шины. Давайте рассмотрим важность правильного выбора режущего инструмента и внешние факторы, влияющие на выбор инструмента, а также другие соображения, которые будут непосредственно влиять на цикл обработки.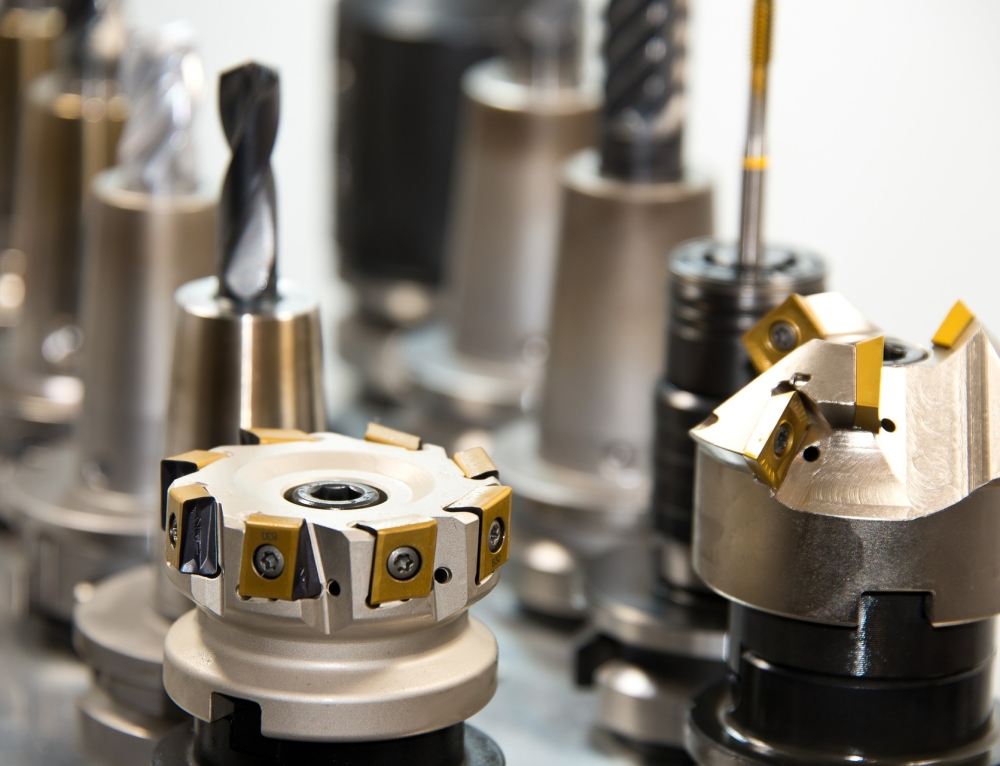 Прижим материала и настройка сбора пыли будут играть роль в процессе, равно как и качество, плотность, абразивность и чистота поверхности обрабатываемого материала. Выбор режущего инструмента будет основываться на понимании вышеупомянутых свойств, которые уже определены заранее, ожидаемых ожидаемых скоростях подачи, которые должны быть достигнуты (производительность) и экономической эффективности. Все это способствует принятию решения о том, какой инструмент является наиболее подходящим и экономически эффективным для работы. Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK (рис. 1). Стандартные держатели инструментов HSK имеют очень высокий уровень точности с допуском биения 0,003 мм (0,0001 дюйма). Предпочтение отдается держателю инструмента, который поставляется с цанговой гайкой на шарикоподшипнике, а не цельной неподвижной гайкой. Шариковый подшипник отсоединяет внутреннее кольцо от вращающейся/резьбовой части гайки (Рисунок 2), поэтому круговое движение гайки полностью преобразуется в усилие зажима без каких-либо потерь на трение.
Прижим материала и настройка сбора пыли будут играть роль в процессе, равно как и качество, плотность, абразивность и чистота поверхности обрабатываемого материала. Выбор режущего инструмента будет основываться на понимании вышеупомянутых свойств, которые уже определены заранее, ожидаемых ожидаемых скоростях подачи, которые должны быть достигнуты (производительность) и экономической эффективности. Все это способствует принятию решения о том, какой инструмент является наиболее подходящим и экономически эффективным для работы. Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK (рис. 1). Стандартные держатели инструментов HSK имеют очень высокий уровень точности с допуском биения 0,003 мм (0,0001 дюйма). Предпочтение отдается держателю инструмента, который поставляется с цанговой гайкой на шарикоподшипнике, а не цельной неподвижной гайкой. Шариковый подшипник отсоединяет внутреннее кольцо от вращающейся/резьбовой части гайки (Рисунок 2), поэтому круговое движение гайки полностью преобразуется в усилие зажима без каких-либо потерь на трение.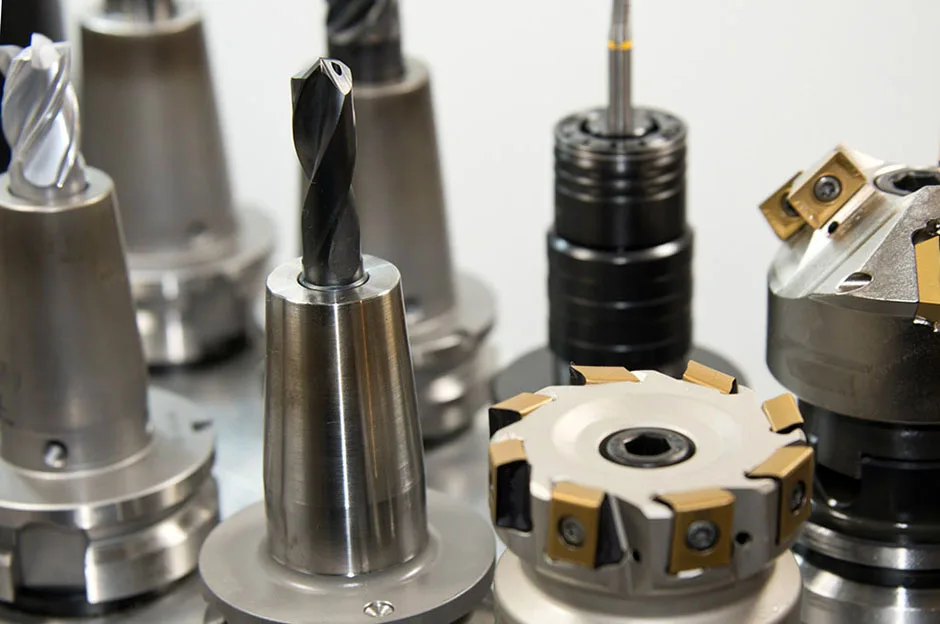 Преимущество: большее усилие зажима, меньший износ и возможность вращения держателя инструмента как по часовой, так и против часовой стрелки. В наиболее распространенных версиях держателей инструментов, используемых для обработки дерева/пластика/композитов, используются цанговые патроны ER32, ER40 или RDO35 (SYOZ25), и их различия показаны в этой таблице:
Преимущество: большее усилие зажима, меньший износ и возможность вращения держателя инструмента как по часовой, так и против часовой стрелки. В наиболее распространенных версиях держателей инструментов, используемых для обработки дерева/пластика/композитов, используются цанговые патроны ER32, ER40 или RDO35 (SYOZ25), и их различия показаны в этой таблице:  0017
0017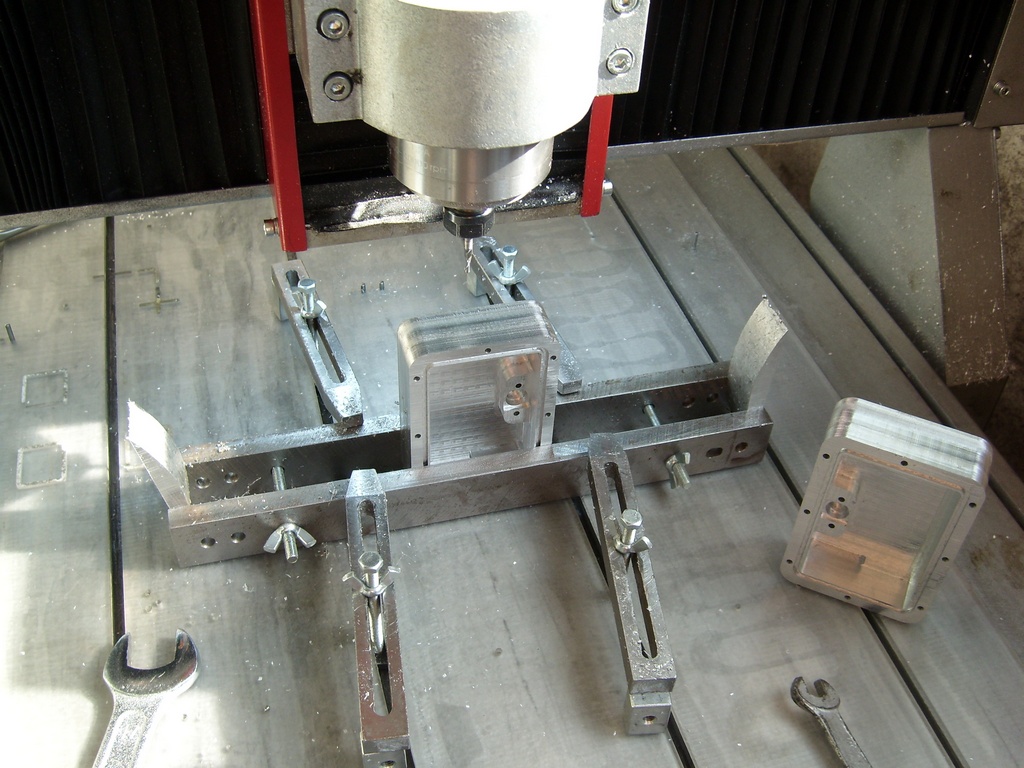 См. рис. 3. Другой вариант — гидропатрон, который также имеет то преимущество, что позволяет обойти цанговую систему, уменьшая комбинированные допуски между станком и инструментом. Гидропатроны сбалансированы до 25 000 об/мин и доступны во всех распространенных метрических размерах. (от 10 мм до 25 мм). См. рисунок 4.
См. рис. 3. Другой вариант — гидропатрон, который также имеет то преимущество, что позволяет обойти цанговую систему, уменьшая комбинированные допуски между станком и инструментом. Гидропатроны сбалансированы до 25 000 об/мин и доступны во всех распространенных метрических размерах. (от 10 мм до 25 мм). См. рисунок 4.  Независимо от того, идет ли речь о цельных твердосплавных спиральных инструментах, инструментах с пластинами, инструментах с нестандартным профилем или инструментах с PCD (поликристаллическим алмазом), внимательное изучение плюсов и минусов каждого типа стоит того, чтобы его изучить и понять. Одна компания может легко потерять тысячи долларов, если использует цельные твердосплавные компрессионные коронки ¾” с 2 канавками для обработки столешниц, например, когда сопоставимая компрессионная коронка с 2-лезвийными карбидными вставками легко превзойдет их по производительности за небольшую часть стоимости. Производитель фенольных сплавов может каждый день использовать множество цельных твердосплавных долот, в то время как долота из поликристаллического алмаза (PCD) (специальная конструкция для фенольных сплавов) будут работать значительно дольше и снизят общие затраты на обработку. Тот, кто купит закругленное сверло с твердосплавным наконечником для обработки на станке с ЧПУ, купит намного больше долот и никогда не будет поддерживать однородность, когда инструмент для вставок будет поддерживать постоянный диаметр и точность размеров при меньших затратах.
Независимо от того, идет ли речь о цельных твердосплавных спиральных инструментах, инструментах с пластинами, инструментах с нестандартным профилем или инструментах с PCD (поликристаллическим алмазом), внимательное изучение плюсов и минусов каждого типа стоит того, чтобы его изучить и понять. Одна компания может легко потерять тысячи долларов, если использует цельные твердосплавные компрессионные коронки ¾” с 2 канавками для обработки столешниц, например, когда сопоставимая компрессионная коронка с 2-лезвийными карбидными вставками легко превзойдет их по производительности за небольшую часть стоимости. Производитель фенольных сплавов может каждый день использовать множество цельных твердосплавных долот, в то время как долота из поликристаллического алмаза (PCD) (специальная конструкция для фенольных сплавов) будут работать значительно дольше и снизят общие затраты на обработку. Тот, кто купит закругленное сверло с твердосплавным наконечником для обработки на станке с ЧПУ, купит намного больше долот и никогда не будет поддерживать однородность, когда инструмент для вставок будет поддерживать постоянный диаметр и точность размеров при меньших затратах.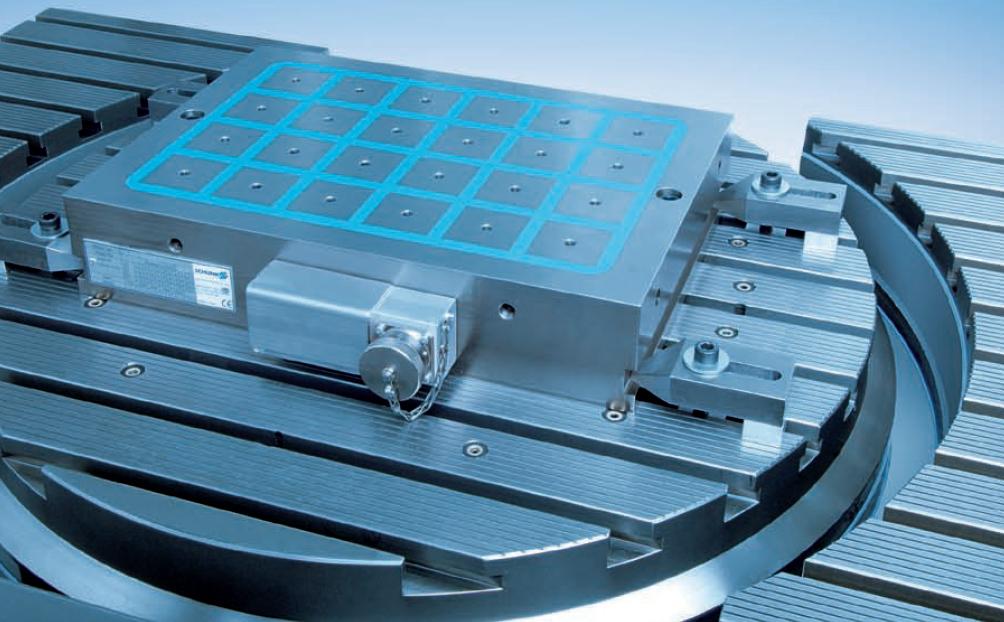
 Например, очень известное мнение состоит в том, что чем больше канавок на фрезе, тем лучше будет финишная обработка. Это абсолютно не так. Наилучшие результаты резания приводит к тому, что режущая кромка движется по материалу с правильной скоростью, т. е. со стружкообразованием. Этот единственный фактор, вероятно, наиболее ответственен за срок службы инструмента.
Например, очень известное мнение состоит в том, что чем больше канавок на фрезе, тем лучше будет финишная обработка. Это абсолютно не так. Наилучшие результаты резания приводит к тому, что режущая кромка движется по материалу с правильной скоростью, т. е. со стружкообразованием. Этот единственный фактор, вероятно, наиболее ответственен за срок службы инструмента. эффективность.
эффективность.
 5
5 Ремкомплекты. Герметик. Аксессуары
Ремкомплекты. Герметик. Аксессуары


 Приоритетный доступ, китайская база данных по продажам электромобилей и автомобилям или список предстоящих событий. Отлично подходит для журналистов, инвесторов, консультантов и всех, кто любит китайские электромобили.
Приоритетный доступ, китайская база данных по продажам электромобилей и автомобилям или список предстоящих событий. Отлично подходит для журналистов, инвесторов, консультантов и всех, кто любит китайские электромобили.
 0 способствовали крупным продажам: 4175 единиц ES7, 3346 единиц ET7 и 2637 единиц ET5 за первые четыре недели ноября, по словам блогера. Остальные три модели на базе платформы NT 1.0 — ES8, ES6 и EC6 — были выпущены в количестве 566, 1908 и 456 единиц соответственно.
0 способствовали крупным продажам: 4175 единиц ES7, 3346 единиц ET7 и 2637 единиц ET5 за первые четыре недели ноября, по словам блогера. Остальные три модели на базе платформы NT 1.0 — ES8, ES6 и EC6 — были выпущены в количестве 566, 1908 и 456 единиц соответственно.