Фреза для чпу концевая: купить фрезы по дереву и металлу в Москве, Санкт-Петербурге, Казани и других городах России по низкой цене
Как выбрать фрезы для станка
Как выбрать фрезы для станка
Профессиональные советы по подбору фрез для станка с ЧПУ от опытных операторов станка.
Введение
Для разных операций важно разбираться и иметь разные фрезы, используемые на фрезерных станках с ЧПУ. Данная статья представляет обзор различных типов фрез.
Итак, давайте рассмотрим разные виды фрез, которые используются в станках.
Примечание:Если Вы используете роутер с ЧПУ, то сможете использовать большинство описанных фрез за исключением крупных, не приспособленных для больших скоростей вращения, например — торцевых фрез.
Концевые фрезы
Концевые фрезы
Наиболее часто используемые фрезы — концевые. Они бывают разных размеров, форм, имеют разные покрытия и изготавливаются из разных материалов. Мы опишем основные.
Твердосплавные фрезы или фрезы из быстрорежущей стали
Прежде всего, следует обратить внимание на материал, из которого изготовлены концевые фрезы. Как правило, это твердый сплав или быстрорежущая сталь, хотя иногда используются и более экзотичные материалы, например, порошковый металл.
Как правило, это твердый сплав или быстрорежущая сталь, хотя иногда используются и более экзотичные материалы, например, порошковый металл.
Для большинства цехов вопрос, использовать твердосплавные фрезы или фрезы из быстрорежущей стали кажется глупым. Твердосплавные фрезы всегда лучше, верно?
Оказывается, многое зависит от материала, подлежащего резке, а также от максимальной скорости шпинделя станка и от некоторых других факторов.
Если Вы работаете с мягкими материалами, например, алюминием, и шпиндель не сможет достичь рекомендуемой скорости для твердосплавной фрезы, возможно, будет иметь смысл использовать концевые фрезы из быстрорежущей стали.
Для небольших станков, шпиндель которых не превышает скорость 6000 об/мин, я обычно рекомендую использовать для резки алюминия быстрорежущую сталь для фрез диаметром свыше 1/2″, а карбид вольфрама — для концевых фрез меньшего диаметра. Это позволяет сэкономить на стоимости больших концевых фрез (которые можно использовать с индексируемой пластиной и вставками из карбида вольфрама) и использовать прочность небольших фрез.
Размеры концевых фрез
Концевые фрезы доступны в разных метрических и дюймовых размерах. Даже крошечные микро-фрезы могут применяться для механической обработки небольших поверхностей. Неожиданный факт о размерах концевых фрез — допустимое отклонение диаметра для большинства концевых фрез указывается не точно. Если Ваша работа требует точности, может потребоваться провести пробную резку фрезой, чтобы определить ее реальный диаметр. Вы можете также прямо измерить диаметр, но пробная резка — более надежный метод.
Микро-фреза
Сколько канавок?
Количество канавок (заходов) концевой фрезы напрямую зависит от материала, подлежащего резке, и от возможностей Вашего станка. Наиболее распространенные варианты — 2, 3 или 4 захода. Как правило, с алюминием не используется более 3 канавок. Причина в том, что алюминиевая стружка крупнее, чем от других материалов, и она относительно вязкая. Канавки отводят стружку, когда концевая фреза погружается в материал. Фрезы с 2 и 3 канавками имеют достаточно места для удаления стружки. 4-заходные же фрезы легко забиваются, стружка застревает, что почти всегда приводит к заклиниванию и поломке фрезы.
Канавки отводят стружку, когда концевая фреза погружается в материал. Фрезы с 2 и 3 канавками имеют достаточно места для удаления стружки. 4-заходные же фрезы легко забиваются, стружка застревает, что почти всегда приводит к заклиниванию и поломке фрезы.
Для большинства других материалов 4 канавки — норма. Вы можете использовать столько канавок, сколько захотите; они выступают как своего рода «усилитель шпинделя». При заданной скорости шпинделя 4-заходные фрезы позволяют подачу в 2 раза выше, чем 2-заходные, в результате чего качество поверхности будет лучше. Большее количество режущих кромок стабилизирует фрезу – больше кромок в постоянном контакте с материалом, меньше дребезг на этапах «отрыв кромки-врезание в материал». 3 канавки были разработаны в качестве компромисса между использованием 2 или 4 канавок на алюминии. У 3 канавок достаточно пространства для отвода стружки любых сплавов алюминия, кроме особенно вязких, и, в то же время, им можно поставить подачу примерно на 50% быстрее, чем 2-заходным на такой же скорости шпинделя.
Гораздо реже встречаются другие конструкции. Концевые фрезы с более чем 4 канавками прекрасно подходят для того, чтобы увеличить производительность на жестких материалах, таких как титан, когда шпиндель просто не может вращаться слишком быстро.
Концевая фреза с одной канавкой
Резка по центру или нет?
Большинство концевых фрез с 2 и 3 канавками являются центрорежущими. Некоторые фрезы с 4 канавками — не центрорежущие. Центрорежущая концевая фреза может врезаться прямо в материал, вертикально. Нецентрорежущие концевые фрезы имеют углубление в середине без лезвия, поэтому они могут врезаться на очень небольшое расстояние, после чего врезание в материал обязательно должно быть с движением в горизонтальной плоскости.
Центрорежущая фреза – слева, не центрорежущая фреза — справа
Единственное серьезное основание для покупки концевой не центрорежущей фрезы — ее невысокая цена. Я предпочитаю пользоваться только центрорежущими фрезами, поэтому резка не центрорежущей фрезой кажется мне намного сложнее.
С другой стороны, есть мнение, что концевыми фрезами никогда (почти никогда) нельзя врезаться в заготовку вертикально. Это самая большая нагрузка для концевой фрезы, врезание под углом или по спирали намного мягче. Учитывая это, возможно, иногда можно предпочесть и не центрорежущую фрезу.
Фрезы с одним и двумя концами, вылет фрезы
На рынке доступны концевые фрезы с одним и двумя концами:
Концевая фреза (с двумя концами как 2 фрезы в одной)
За немного больше денег, чем стоимость фрезы с одним концом, и намного меньше, чем цена двух фрез с одним концом, Вы можете купить концевую фрезу с двумя концами. Когда один конец затупится, Вы сможете просто перевернуть его в держателе инструмента и получить новенькую фрезу, готовую к работе. Как правило, концевая фреза ломается на нижней стороне, которую не всегда можно перевернуть. Поэтому такие фрезы могут значительно уменьшить затраты, если они у Вас в основном тупятся, а не ломаются.
Вылет и отгиб фрезы
Так мы подходим к важному понятию «вылета». Вылет инструмента — расстояние от держателя инструмента до конца фрезы:
Вылет фрезы
Чем больше вылет, тем менее прочен инструмент. Чем он сильнее выступает, тем сильнее отгибается под усилиями резания. Вот утрированное изображение этого явления:
Хотя покупка максимально длинных фрез может показаться разумной, ведь Вы сможете использовать их для большого разнообразия операций, это — не лучшее решение. Более короткие концевые фрезы прочнее.Приберегите длинные фрезы для тех случаев, когда у Вас просто нет другого выбора!
Похожую ситуацию мы будем наблюдать у спиральных сверл.
Покрытия концевых фрез
Правильное покрытие может невероятно улучшить характеристики концевой фрезы (или другого режущего инструмента, например, спирального сверла).
Существует много разнообразных покрытий, некоторые из которых просто прекрасны, некоторые — весьма экзотичны и дороги. Выбор фрезы с покрытием — это выбор цены против выгоды. Если в Ваших условиях механическая обработка значительно выиграет от дополнительной производительности премиум-покрытия, покупайте концевую фрезу с таким покрытием.
Выбор фрезы с покрытием — это выбор цены против выгоды. Если в Ваших условиях механическая обработка значительно выиграет от дополнительной производительности премиум-покрытия, покупайте концевую фрезу с таким покрытием.
Торцовые фрезы, фрезы с большим шагом спирали и другие формы
Подобно тому, как покрытия дешевых и дорогих фрез могут значительно разниться по качеству, форма фрез также очень влияет на производительность.
Производители хвалят самые разные формы, но выбирать следует опытным путем. Некоторые вещи менее спорны, некоторые — едва заметны. Для начала купите концевые фрезы приличного качества, а не гоняйтесь за причудливыми формами. Когда даже небольшое улучшение качества будет сулить реальные деньги, попробуйте премиум-фрезы, посмотрите, насколько они Вам подойдут.
Две формы фрез, которые пригодятся с самого начала — торцовые фрезы со скругленными углами и фрезы с большим шагом спирали. Фрезы первого вида имеют небольшой радиус на углах кромок, поэтому дают более качественную поверхность и менее склонны к задирам. Это два очень серьезных преимущества.
Это два очень серьезных преимущества.
Фрезы с большим шагом (т.е. малым углом подъема) спирали могут значительно улучшить удаление стружки в материалах, подобных алюминию:
Черновые концевые фрезы (обдирочные фрезы со стружколомом)
Обдирочные фрезы имеют небольшую зазубренность на режущих кромках. Эта зазубренность называется «стружколом» и служит для нескольких полезных вещей. Во-первых, она, как следует из названия, ломает стружку в мелкую крошку и упрощает ее удаление(крошка легко вымывается СОЖ и не застревает в канавках, особенно полезно для алюминия). Во-вторых, такие зубцы менее подвержены дребезгу. Все эти зазубренности производят множество вибраций, которые накладываются друг на друга и не складываются в один общий звон. Фрезы со стружколомом не очень дорогие и могут неплохо увеличить производительность, т.к. подачи и заглубления для таких фрез выше, чем для чистовых фрез
Сферические концевые фрезы
Когда мы говорим о концевых фрезах, следует помнить, что они часто применяются в «2. 5D-фрезеровке». Это такой вид обработки, при котором Z, или высота поверхности изделия, меняется уступами, не плавно, т.е. состоит из выступов, выемок и карманов, поверхность которых, как правило, являются ровными горизонтальными плоскостями. Такая особенность наблюдается у огромного количества деталей, но в тех, где она не наблюдается, Вы будете применять настоящую «3D» обработку, а для этого Вам понадобится сферическая концевая фреза.
5D-фрезеровке». Это такой вид обработки, при котором Z, или высота поверхности изделия, меняется уступами, не плавно, т.е. состоит из выступов, выемок и карманов, поверхность которых, как правило, являются ровными горизонтальными плоскостями. Такая особенность наблюдается у огромного количества деталей, но в тех, где она не наблюдается, Вы будете применять настоящую «3D» обработку, а для этого Вам понадобится сферическая концевая фреза.
Литьевые формы часто требуют 3D-обработки
Сферы создают волнообразные неровности, размер которых зависит от диаметра сферы, глубины резки и шага между последовательными проходами:
Волнообразные неровности от сферы
Концевые фрезы с индексируемыми режущими пластинами и торцовые фрезы
Концевая фреза с индексируемыми режущими пластинами работает в кармане
Большие концевые фрезы могут снять много материала, но они также очень дорогие. Индустрия механической обработки быстро это поняла и предложила в качестве альтернативы фрезы со сменными режущими пластинами.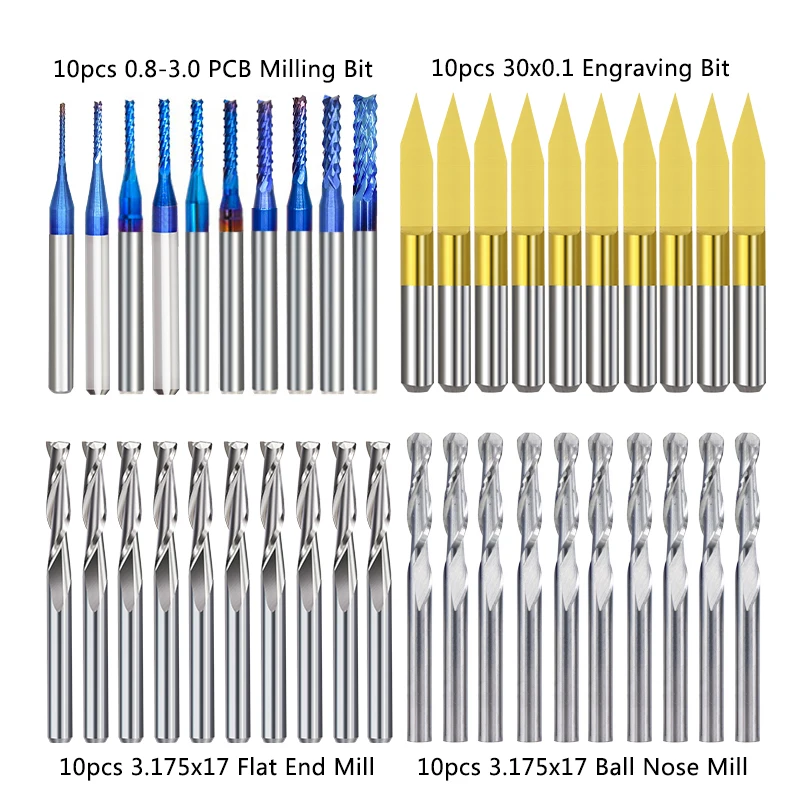 В инструментах с индексируемыми режущими пластинами режущие кромки — съемные вставки из карбида вольфрама. На рынке представлено такого инструмента, но в этом обзоре мы ограничимся концевыми и торцовыми фрезами.
В инструментах с индексируемыми режущими пластинами режущие кромки — съемные вставки из карбида вольфрама. На рынке представлено такого инструмента, но в этом обзоре мы ограничимся концевыми и торцовыми фрезами.
Для эффективной черновой обработки удобно иметь концевую фрезу диаметром 15-25 мм. Цельные фрезы такого размера уже весьма дорогие, но в то же время, это достаточно небольшой размер для наборной фрезы. Можно проводить черновую обработку концевой наборной фрезой, а чистовую обработку — цельной концевой фрезой. В зависимости от операции, также может иметь смысл применение и весьма больших концевых фрез с индексируемыми пластинами. В общем-то, это компромисс между возможностями(жесткостью) Вашего станка, прочностью материала заготовки и совокупной стоимостью владения парком наборного инструмента и вставок.
Совместно с наборными концевыми фрезами используются также торцовые фрезы. Они так называются, потому что фрезерование возможно производить всем торцом. Они отличаются от концевых тем, что ими производят обработку большой плоской поверхности, как правило, верхней части детали.
Стандартная торцовая фреза со вставками под углом 90 градусов
Спиральные сверла
Вездесущее спиральное сверло было, наверное, первым режущим инструментом, который каждый из нас когда-то начал использовать, ну, например, в ручной электродрели. В то время как концевые фрезы есть только у станочников, спиральные сверла имеются в доме почти каждого мастера-любителя.
Но все не так просто, как кажется на первый взгляд. Статистика показывает, что отверстия составляют абсолютное большинство всех операций, выполняемых на станках с ЧПУ. Кроме того, интенсивность удаления материала спиральными сверлами очень высока и обычно превосходит эту характеристику у концевых фрез. Иногда может иметь смысл высверлить множество отверстий, а затем обработать на станке сетку между отверстиями с помощью концевой фрезы.
Как и концевые фрезы, спиральные сверла выпускаются в разных размерах, с разными покрытиями, материалами и длиной.
Размеры спирального сверла
Спиральные сверла имеют большее разнообразие диаметров и размеров, чем концевые фрезы. Впрочем, в этом нет ничего удивительного, учитывая распространенность операций по производству отверстий и сложность использования одного сверла для отверстий разного диаметра, тогда как концевые фрезы намного более гибкие в этом отношении.
Помимо метрических и дюймовых размеров существуют также особые размеры, например, числовые и буквенные.
Быстрорежущая сталь, кобальт и карбид вольфрама + Покрытие или отсутствие покрытия
Если Вам нужна прочность и жесткость карбида вольфрама для быстрой обработки жестких материалов — альтернативы быть не может. В других случаях просто купите полный набор сверл из быстрорежущей стали или кобальта.
Покрытие или его отсутствие — дело вкуса. Покрытия могут оказаться полезными, хотя и не настолько, как в концевых фрезах, возможно, потому что большинство спиральных сверл изготавливаются не из карбида вольфрама.
Винтонарезной станок и длина короткой серии
Длина спирального сверла может быть различной. Большинство непрофессионалов используют спиральные сверла короткой серии. Вот чем они отличаются:
Сверло длиной для винтонарезного станка имеет такой же диаметр, но намного короче сверла короткой серии. Также оно более прочное.
Поскольку они короче, они также намного прочнее. Отверстие, производимое таким сверлом, будет точнее, а вероятность, что Вы сломаете сверло — меньше. Большинство станочников предпочитает использовать спиральные сверла для винтонарезного станка именно из-за этих преимуществ.
Сверла больших диаметров
Стандартные наборы спиральных сверл имеют диаметр только до 14 мм. Для сверления больших отверстий Вы можете использовать фрезы с коническим или уменьшенным хвостовиком (на Западе похожие сверла называют сверла Силвера-Деминга).
У этих сверл хвостовик 14 мм и более крупные канавки. Хвостовик небольшой, поэтому подходит для стандартных сверлильных патронов.
Хвостовик небольшой, поэтому подходит для стандартных сверлильных патронов.
Что также хотелось бы сказать. Во-первых, стандартный кулачковый сверлильный патрон не очень точный, и для механической обработки на станке с ЧПУ мы будем часто использовать вместо него цанговый патрон. Во-вторых, большие спиральные сверла требуют мощного шпинделя, поэтому убедитесь, что Ваш станок потянет крупное сверло.
Параболические канавки для глубоких отверстий
Высверливание действительно глубоких отверстий — сложная задача. Как только отверстие достаточно углубляется, становится очень трудно извлечь стружку, продолжая сверление. Если стружка накапливается и блокирует канавки, спиральное сверло сломается в отверстии, что всегда представляет собой сложную для устранения неприятность. Новшество, которое значительно помогает при высверливании глубоких отверстий, называется «параболические канавки.» Сверла такого типа дороже, чем обычные спиральные сверла, но они могут производить значительно более глубокие отверстия, и их покупка вполне оправдана, если Ваши операции требуют таких глубоких отверстий. Глубина зависит от диаметра спирального сверла.
Глубина зависит от диаметра спирального сверла.
На острие
Вы будете часто пользоваться спиральными сверлами, и нет ничего более раздражающего, чем тупой инструмент. Если суметь заточить сверло, оно может прослужить Вам еще долго. Сверлозаточные станки доступны в разных ценовых диапазонах. Кроме того, можно затачивать сверла вручную на точильном камне.
Точечные и центровочные сверла
Это сверла особого типа, но их сфера применения довольно широкая. Теоретически нет смысла использовать центровочное сверло на фрезерном станке. Центровочные сверла предназначаются для создания отверстий в конце заготовки, для пиноля на токарном станке. Их вторичный «направляющий» наконечник делает их более тонкими, чем точечные сверла. Однако большинство операторов с радостью возьмут их, если они удобны, и будут использовать как точечные сверла.
Точечное сверло – справа, центровочное сверло — слева
Сверла этого типа не имеют слишком длинных канавок. Они используются только для намечания небольших углублений перед началом работы спирального сверла. Не всегда нужно намечать отверстие.
Они используются только для намечания небольших углублений перед началом работы спирального сверла. Не всегда нужно намечать отверстие.
Сверло с механическим креплением многогранных пластин
Учитывая как часто наши станки должны производить отверстия, а также преимущества инструментов с индексируемыми пластинами для фрезерования концевыми и торцовыми фрезами, неудивительно, что существуют сверла с многогранными пластинами. Как правило, их лучше использовать для больших отверстий. На данном этапе больше знать о них необязательно. Просто помните о них и о том, что они могут облегчить труд.
DARXTON
Концевая фреза по алюминию : пальчиковая двухзаходная спиральная для чпу станков
Главная >
Каталог >
Фрезы >
Фрезы для ЧПУ станков по металлу >
Концевые фрезы для обработки алюминия отличаются «острой геометрией», глубокими каналами отвода стружки и большим углом наклона спирали 45°. Для диаметров больше 10мм и чистовой фрезеровки алюминия, цветных металлов и сплавов лучше купить трехзаходные фрезы с тремя режущими спиралями, они хорошо отводят стружку и отлично справляются с задачами чистового фрезерования пазов и уступов.
Для диаметров больше 10мм и чистовой фрезеровки алюминия, цветных металлов и сплавов лучше купить трехзаходные фрезы с тремя режущими спиралями, они хорошо отводят стружку и отлично справляются с задачами чистового фрезерования пазов и уступов.
Фрезы твердосплавные по алюминию подходят для фрезерных станков с ЧПУ, фрезерно-гравировальных станков с распылительной системой охлаждения. Использование пальчиковых фрез без системы охлаждения приводит к налипанинию алюминия, увеличению нагрузки и быстрой поломки.
Спиральные фрезы изготавливаются диаметром 3мм, 6мм, 8мм и более с гладким хвостовиком или с проточкой WELDON для механического крепления на фрезере. Для ручной обработки алюминия на ручных фрезерах или копировальных станках рекомендуем купить быстрорежущие концевые фрезы. Твердосплавные спиральные фрезы совершенно не подходят для станков с ручной обработкой или пневматической подачей из-за неравномерности движения. Для диаметров более 10мм лучшим выбором будет купить твердосплавные трехзаходные спиральные фрезы.
| Артикул | Название | Наличие | ЦЕНА | купить |
| VA345WL030 | Фреза по алюминию d 3x8x57x6, Z3, 45°, W |
|
1 746 ₽ | > |
| VC345WL030 | Фреза по алюминию d 3x8x57x6, Z3, 45°, W, weldon |
|
1 746 ₽ | > |
| VA345WL035 | Фреза по алюминию d 3,5x10x57x6, Z3, 45°, W |
|
1 746 ₽ | > |
| VC345WL035 | Фреза по алюминию d 3,5x10x57x6, Z3, 45°, W, weldon |
|
1 746 ₽ | > |
| VA345WL040 | Фреза по алюминию d 4x11x57x6, Z3, 45°, W |
|
1 746 ₽ | > |
| VC345WL040 | Фреза по алюминию d 4x11x57x6, Z3, 45°, W, weldon |
|
1 746 ₽ | > |
| VA345WL045 | Фреза по алюминию d 4,5x11x57x6, Z3, 45°, W |
|
1 746 ₽ | > |
| VC345WL045 | Фреза по алюминию d 4,5x11x57x6, Z3, 45°, W, weldon |
|
1 746 ₽ | > |
| VA345WL050 | Фреза по алюминию d 5x13x57x6, Z3, 45°, W |
|
1 746 ₽ | > |
| VC345WL050 | Фреза по алюминию d 5x13x57x6, Z3, 45°, W, weldon |
|
1 746 ₽ | > |
| VA345WL060 | Фреза по алюминию d 6x13x57, Z3, 45°, W |
|
1 746 ₽ | > |
| VC345WL060 | Фреза по алюминию d 6x13x57, Z3, 45°, W, weldon |
|
1 746 ₽ | > |
| VA345WL080 | Фреза по алюминию d 8x19x63, Z3, 45°, W |
|
2 197 ₽ | > |
| VC345WL080 | Фреза по алюминию d 8x19x63, Z3, 45°, W, weldon |
|
2 197 ₽ | > |
| VA345WL100 | Фреза по алюминию d 10x22x72, Z3, 45°, W |
|
2 197 ₽ | > |
| VC345WL100 | Фреза по алюминию d 10x22x72, Z3, 45°, W, weldon |
|
3 262 ₽ | > |
| VA345WL120 | Фреза по алюминию d 12x26x83, Z3, 45°, W |
|
4 641 ₽ | > |
| VC345WL120 | Фреза по алюминию d 12x26x83, Z3, 45°, W, weldon |
|
4 641 ₽ | > |
| VA345WL140 | Фреза по алюминию d 14x26x83, Z3, 45°, W |
|
6 965 ₽ | > |
| VC345WL140 | Фреза по алюминию d 14x26x83, Z3, 45°, W, weldon |
|
6 965 ₽ | > |
| VA345WL160 | Фреза по алюминию d 16x32x92, Z3, 45°, W |
|
8 573 ₽ | > |
| VC345WL160 | Фреза по алюминию d 16x32x92, Z3, 45°, W, weldon |
|
8 573 ₽ | > |
| VA345WL180 | Фреза по алюминию d 18x32x92, Z3, 45°, W |
|
11 261 ₽ | > |
| VC345WL180 | Фреза по алюминию d 18x32x92, Z3, 45°, W, weldon |
|
11 261 ₽ | > |
| VA345WL200 | Фреза по алюминию d 20x38x104, Z3, 45°, W |
|
13 600 ₽ | > |
| VC345WL200 | Фреза по алюминию d 20x38x104, Z3, 45°, W, weldon |
|
13 600 ₽ | > |
Руководство по концевым фрезам с ЧПУ
— CNCCookbook: Be A Better CNC’er
Введение
Эта статья представляет собой полное руководство по выбору и использованию концевых фрез, наиболее распространенного типа фрез, используемых на фрезерных и фрезерных станках с ЧПУ.
В сообществе фрезерных станков с ЧПУ есть несколько специализированных типов, которые обсуждаются в нашем Руководстве по фрезерным станкам с ЧПУ. Типичная концевая фреза в мире фрезерных станков с ЧПУ может называться «спиралью вверх». Помимо небольших изменений геометрии для оптимизации работы с древесиной, концевые фрезы и спирали взаимозаменяемы.
Более распространенное написание «концевая фреза», но я также часто использую «концевая фреза». Эти два довольно взаимозаменяемы.
Твердосплавные и быстрорежущие концевые фрезы
Первое, что нужно изучить, это материал, из которого изготовлены концевые фрезы, обычно карбид или быстрорежущая сталь, хотя есть несколько более экзотических альтернатив, таких как порошковый металл.
Для многих производственных цехов вопрос о том, использовать ли концевые фрезы из твердого сплава или HSS (быстрорежущая сталь), кажется глупым. Карбид всегда лучше, верно?
Оказывается, это зависит от разрезаемого материала, а также от максимальной скорости шпинделя станка и, возможно, от некоторых других факторов. Если вы работаете с более мягкими материалами, такими как алюминий, и ваш шпиндель не может достичь рекомендуемых скоростей для твердого сплава в алюминии, вы вполне можете обнаружить, что концевые фрезы из быстрорежущей стали имеют больше смысла. Ознакомьтесь с нашей статьей об этом, чтобы узнать, как это понять.
Если вы работаете с более мягкими материалами, такими как алюминий, и ваш шпиндель не может достичь рекомендуемых скоростей для твердого сплава в алюминии, вы вполне можете обнаружить, что концевые фрезы из быстрорежущей стали имеют больше смысла. Ознакомьтесь с нашей статьей об этом, чтобы узнать, как это понять.
Для небольших фрез, у которых скорость вращения шпинделя не превышает 6000 об/мин и которые будут резать алюминий, я обычно рекомендую быстрорежущую сталь для концевых фрез диаметром более 1/2″ и твердый сплав для концевых фрез меньшего размера. Это значительно снижает затраты на концевые фрезы большего размера (которые вы, возможно, предпочитаете, чтобы они были индексируемыми и с твердосплавными вставками в любом случае), но сохраняет жесткость концевых фрез меньшего размера. Дополнительную информацию о жесткости и прогибе см. в нашей статье «Кто боится прогиба инструмента?»
При всем при этом большая часть производственных работ выполняется с твердосплавными концевыми фрезами. Они просто способны к более высокой скорости съема материала, если вы можете вращать их достаточно быстро, чтобы использовать их полную мощность.
Они просто способны к более высокой скорости съема материала, если вы можете вращать их достаточно быстро, чтобы использовать их полную мощность.
Размеры концевых фрез
Концевые фрезы доступны в различных стандартных размерах, как метрических, так и британских. Даже очень маленькие микрофрезы можно использовать для обработки очень мелких деталей. Что-то удивительное, что нужно знать о размере концевой фрезы, это то, что допуски на диаметр для большинства концевых фрез не особенно точны. Если ваша работа требует точности, вам может понадобиться сделать пробный пропил концевой фрезой, чтобы определить ее реальный диаметр. Вы также можете измерить их напрямую, но пробный разрез является более надежным методом.
Micro-Mill…
Наш калькулятор подачи и скорости G-Wizard включает удобную кнопку «Размеры», когда вы хотите выбрать диаметр инструмента на основе стандартных размеров.
Сколько флейт?
Канавки — это то, что мы называем отдельными режущими кромками или «зубьями», образующими спираль на концевой фрезе.
Количество канавок концевой фрезы имеет решающее значение в зависимости от материала, который вы хотите разрезать, и возможностей вашего станка. Наиболее распространены варианты с 2, 3 или 4 флейтами. Если вы точно не знаете, что делаете, вы никогда не захотите использовать более 3 флейт с алюминием. Причина в том, что алюминий образует очень большую стружку по сравнению с другими материалами. Канавки обеспечивают выход стружки, когда концевая фреза находится в отверстии или пазу. Концевые фрезы с 2 и 3 зубьями имеют гораздо больший зазор для стружки, поэтому они работают с алюминием. Использование 4-х зубьев, где стружка вообще ограничена, почти каждый раз приводит к застреванию стружки и поломке фрезы в алюминии.
Для большинства других материалов 4 канавки являются нормой. Вы хотите использовать как можно больше флейт, потому что флейты действуют как «умножитель шпинделя». При заданной скорости вращения шпинделя и нагрузке на стружку 4-зубая подача может быть в два раза быстрее, чем 2-зубая, и это, как правило, дает лучшее качество поверхности. 3-х канавочная модель была разработана как хороший компромисс между 2-х и 4-х канавкой из алюминия. У него достаточный зазор для стружки для всех видов алюминия, кроме самых липких, но при этом его подача примерно на 50% быстрее, чем у двухзубого инструмента при той же частоте вращения шпинделя.
3-х канавочная модель была разработана как хороший компромисс между 2-х и 4-х канавкой из алюминия. У него достаточный зазор для стружки для всех видов алюминия, кроме самых липких, но при этом его подача примерно на 50% быстрее, чем у двухзубого инструмента при той же частоте вращения шпинделя.
Есть немало других разновидностей, которые встречаются реже. Концевые фрезы с более чем 4 зубьями отлично подходят для повышения производительности при обработке твердых материалов, таких как титан, где шпиндель просто не может вращаться очень быстро. И есть целый ряд ситуаций, когда однозубая концевая фреза дает преимущества:
Однозубая концевая фреза
Если вы беспокоитесь о том, сколько канавок нужно использовать, мастера G-Wizard Calculator CADCAM автоматически выберут инструмент с правильный номер.
Центральная резка или нет?
Большинство концевых фрез с 2 и 3 зубьями являются центробежными. Некоторые концевые фрезы с 4 канавками не являются таковыми. Концевая фреза с центральной режущей кромкой — это фреза, которую можно погружать прямо в материал. Концевые фрезы без центральной режущей кромки имеют углубление посередине без режущей кромки, поэтому они опускаются на очень короткое расстояние, после чего их нельзя протолкнуть дальше:
Некоторые концевые фрезы с 4 канавками не являются таковыми. Концевая фреза с центральной режущей кромкой — это фреза, которую можно погружать прямо в материал. Концевые фрезы без центральной режущей кромки имеют углубление посередине без режущей кромки, поэтому они опускаются на очень короткое расстояние, после чего их нельзя протолкнуть дальше:
Центральная режущая кромка слева, нецентральная режущая кромка справа . Спасибо www.micro-machine-shop.com за иллюстрацию.
Единственная веская причина для покупки концевой фрезы с нецентровой режущей кромкой — она дешевле. Я предпочитаю иметь только концевые фрезы с центральной режущей кромкой, так как я чаще всего обнаруживаю, что концевая фреза не является жесткой.
Кстати, есть аргумент, что никогда не следует использовать погружные концевые фрезы (ну, почти никогда). Это самый трудный способ ввести концевую фрезу в материал, врезание под углом или спиральная обработка гораздо более щадящие. Учитывая эту точку зрения, возможно, всегда следует отдавать предпочтение нецентральному разрезу, чтобы иметь стимул избежать погружения.
Учитывая эту точку зрения, возможно, всегда следует отдавать предпочтение нецентральному разрезу, чтобы иметь стимул избежать погружения.
Односторонняя или двусторонняя и с вылетом
Говоря о стоимости, вы можете приобрести концевые фрезы как двухсторонние, так и односторонние:
Двусторонняя концевая фреза — это как две концевые фрезы в одной…
За немного большую цену, чем одна односторонняя концевая фреза и намного меньше денег, чем две односторонние концевые фрезы, вы можете купить двухстороннюю концевую фрезу. Когда один конец затупится, вы просто переворачиваете его в держателе, и у вас есть новая концевая фреза, готовая к работе. Недостатком является то, что большинство аварий концевых фрез заканчиваются сломанной концевой фрезой, которую вы можете или не можете перевернуть. Тем не менее, они могут быть эффективным способом сократить ваши расходы, если вы в основном будете их притуплять, не ломая слишком много сразу.
Это подводит меня к важной концепции, которая называется «вылет». Вылет – это расстояние от конца державки до вершины концевой фрезы:
Вылет…
Чем больше вылет, тем менее жестким является инструмент. Если он слишком сильно торчит без опоры и вы слишком усердно работаете, силы резания заставят его согнуться, что машинисты называют «прогибом». Вот преувеличение этого эффекта. лучший способ пойти. Более короткие концевые фрезы более жесткие. Сохраните очень длинные для тех случаев, когда у вас нет другого выбора. Нечто подобное мы увидим и со спиральными сверлами.
Калькулятор G-Wizard выполняет всевозможные полезные расчеты, связанные с отклонением инструмента, и может помочь вам избежать проблем, связанных с отклонением.
Покрытия для концевых фрез
Правильное покрытие может значительно повысить производительность концевой фрезы (или другого инструмента, такого как спиральное сверло). Существует множество различных покрытий, некоторые из которых просто потрясающие, а некоторые очень экзотические и дорогие. Выбор использования концевых фрез с покрытием — это выбор между затратами и преимуществами. Если ваша обработка значительно выигрывает от дополнительной производительности покрытия премиум-класса, во что бы то ни стало приобретайте концевые фрезы с покрытием.
Существует множество различных покрытий, некоторые из которых просто потрясающие, а некоторые очень экзотические и дорогие. Выбор использования концевых фрез с покрытием — это выбор между затратами и преимуществами. Если ваша обработка значительно выигрывает от дополнительной производительности покрытия премиум-класса, во что бы то ни стало приобретайте концевые фрезы с покрытием.
Полезно знать, какие покрытия подходят для каких материалов. Наше программное обеспечение G-Wizard Calculator подскажет вам, что:
Концевые фрезы с выпуклым концом, концевые фрезы с большим шагом спирали и другие геометрические формы
Точно так же, как покрытия могут объяснить большие различия в производительности между бюджетными и премиальными концевыми фрезами, то же самое можно сказать и о геометрии. Дело в том, что для различных геометрий делается множество заявлений, а доказательство находится в зачаточном состоянии. Некоторые вещи менее противоречивы, некоторые очень тонкие. Когда вы начинаете, покупайте концевые фрезы приличного качества, но не разоряйтесь на причудливую геометрию. Когда каждое повышение производительности начнет приносить деньги в банк, протестируйте некоторые концевые фрезы премиум-класса, чтобы увидеть, что подходит именно вам. Если вам интересно узнать больше о том, какие геометрические трюки проделывают эти концевые фрезы, ознакомьтесь с нашей статьей о марках, геометрии и покрытиях твердосплавных концевых фрез.
Некоторые вещи менее противоречивы, некоторые очень тонкие. Когда вы начинаете, покупайте концевые фрезы приличного качества, но не разоряйтесь на причудливую геометрию. Когда каждое повышение производительности начнет приносить деньги в банк, протестируйте некоторые концевые фрезы премиум-класса, чтобы увидеть, что подходит именно вам. Если вам интересно узнать больше о том, какие геометрические трюки проделывают эти концевые фрезы, ознакомьтесь с нашей статьей о марках, геометрии и покрытиях твердосплавных концевых фрез.
Две геометрии, которые стоит использовать на раннем этапе, — это концевые фрезы с выпуклым концом и концевые фрезы с высокой спиралью. Концевые фрезы с выпуклым концом имеют небольшой радиус на кромке, поэтому они обеспечивают более качественную обработку поверхности и менее склонны к выкрашиванию — и то, и другое отличные характеристики.
Высокие спирали могут помочь намного лучше удалить стружку из таких материалов, как алюминий:
Концевые фрезы для черновой обработки (также известные как фрезы «Corncob»)
Концевые фрезы для черновой обработки, подобные показанной на рисунке, имеют небольшие зазубрины на зубьях.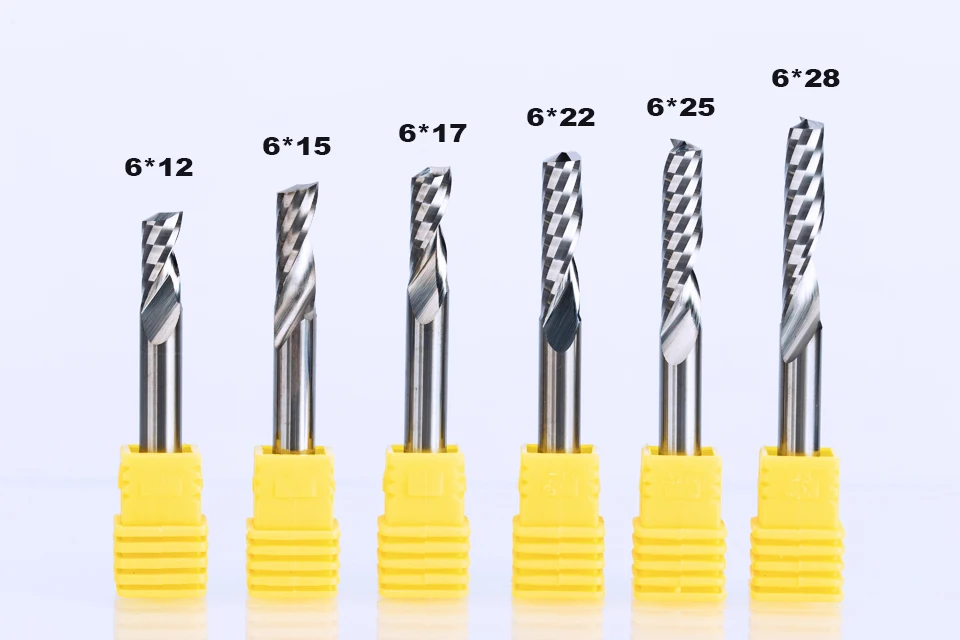 Эти зазубрины делают пару полезных вещей. Во-первых, они разбивают стружку, облегчая ее удаление из отверстия, которое вы вырезаете. Во-вторых, они менее склонны к вибрации. Все эти зазубрины производят разнообразные вибрации, которые мешают друг другу, а не создают единый звонкий (чаще визжащий, лол) тон.
Эти зазубрины делают пару полезных вещей. Во-первых, они разбивают стружку, облегчая ее удаление из отверстия, которое вы вырезаете. Во-вторых, они менее склонны к вибрации. Все эти зазубрины производят разнообразные вибрации, которые мешают друг другу, а не создают единый звонкий (чаще визжащий, лол) тон.
Концевые фрезы для черновой обработки не очень дороги и могут значительно повысить производительность. Мне нравится иметь несколько фрез нескольких размеров, особенно размеры, которые немного малы для приличной концевой фрезы со сменными пластинами. См. нашу статью об этих полезных фрезах для получения дополнительной информации и имейте в виду, что G-Wizard Calculator также может рассчитать для них подачу и скорость.
Концевые фрезы со сферическим концом
До сих пор мы говорили о концевых фрезах, которые в основном используются для так называемой обработки «2 1/2D», иногда называемой «призматической» обработкой. Это обработка, при которой Z или высота поверхности не изменяется в плавно обтекаемых контурах. Он может опускаться на один или два кармана, но дно карманов и верхняя часть детали обычно представляют собой гладкие плоскости, перемежающиеся отверстиями и большим количеством карманов. Подавляющее большинство деталей имеют эту характеристику, но для тех, у которых ее нет, вы будете выполнять настоящую «3D» обработку, и для этого вам понадобится концевая фреза со сферическим концом.
Он может опускаться на один или два кармана, но дно карманов и верхняя часть детали обычно представляют собой гладкие плоскости, перемежающиеся отверстиями и большим количеством карманов. Подавляющее большинство деталей имеют эту характеристику, но для тех, у которых ее нет, вы будете выполнять настоящую «3D» обработку, и для этого вам понадобится концевая фреза со сферическим концом.
Пресс-формы часто требуют 3D-обработки…
Сферические гребешки создают гребешки, размер которых зависит от диаметра сферического наконечника, глубины резания и шага между последовательными проходами:
Сферические гребешки5…
8 некоторые навыки и интуиция для эффективного использования концевой фрезы со сферическим концом. У нас есть отличная статья разработчика программного обеспечения CAM Роберта Гжесека, в которой рассказывается, как это сделать:
Кто производит лучшие бренды концевых фрез?
Прочитав все это, вы, наверное, задаетесь вопросом, кто производит лучшие концевые фрезы?
Оказывается, у нас есть опрос, который может помочь в этом.
Дополнительные ресурсы по концевым фрезам
Сплавы, геометрия и покрытия цельных твердосплавных концевых фрез : Узнайте, что делают причудливые модификации концевых фрез премиум-класса.
Попутное фрезерование по сравнению с обычным фрезерованием : узнайте, что это такое, когда каждый из них является лучшим методом.
Очистка приваренного алюминия от концевых фрез, сверл и вставок : Удобный трюк!
Кто боится отклонения инструмента? Важная информация о сроке службы концевой фрезы!
Как оптимизировать глубину резания и шаг при фрезеровании с ЧПУ Оптимизируйте две переменные, которые большинство пользователей ЧПУ игнорируют, чтобы добиться больших успехов.
Как выбрать лучшую концевую фрезу с ЧПУ?
Руководство по выбору концевой фрезы
Как правильно выбрать концевую фрезу для моего станка с ЧПУ
- Учиться
- Руководство по выбору концевой фрезы
I.
 Введение: что такое концевая фреза?
Введение: что такое концевая фреза?
Правильный выбор концевой фрезы
перед включением станка с ЧПУ может быть довольно сложной задачей. Много
в игру вступают переменные, такие как длина концевой фрезы, геометрия, профиль
тип, материал, при этом необходимо учитывать несколько компромиссов:
производительность, стоимость, чистота поверхности, стойкость инструмента,…
Что такое концевая фреза? Похожа ли она на сверло? Это обычный вопрос, который возникает из-за того, что часто путают терминологию, но ответ нет .
Сверло предназначено для погружения непосредственно в материал и создания только отверстий, в то время как концевая фреза может врезаться в материал сбоку и создавать пазы или профили. Кроме того, большинство концевых фрез спроектированы
быть режущими по центру, что означает, что они также могут погружаться в материал
и делает их гораздо более универсальными, чем сверла.
Эта статья призвана объяснить основы науки о концевых фрезах и ответить на простой вопрос, который может у вас возникнуть: какую концевую фрезу следует использовать на моем станке с ЧПУ?
Три основных фактора будут влиять на ваш выбор:
Какие формы вы хотите фрезеровать (2D-контур, 3D-форма, отверстия,.
 ..)?
..)?Какой материал вы хотите фрезеровать?
Каковы ваши цели в отношении производительности и качества поверхности , сохраняя при этом приемлемую для вас стоимость и не выходя за рамки возможностей вашего станка с ЧПУ?
Ответы на эти вопросы помогут вам определить нужную геометрию инструмента в зависимости от типа вашего проекта, разрезаемого материала и желаемой чистоты поверхности. Итак, давайте углубимся в теорию и ответим на эти вопросы позже на конкретных примерах.
II. Основные характеристики концевой фрезы
Основные характеристики концевой фрезы показаны ниже.
Помимо этих геометрических характеристик , концевые фрезы характеризуются типом , количеством канавок , материалом (и покрытием). Таким образом, в классическом каталоге приведенная выше концевая фреза будет описана как:
- Тип: плоский конец
- Количество зубьев: 4
- Материал: цельный карбид
- Диаметр фрезы: 6 мм
- Общая длина: 50 мм
- Длина канавки: 22 мм
- Угол наклона спирали: 45°
вибрация , представляющая собой вибрации, вызванные относительным движением между заготовкой и режущим инструментом;
плохая поверхность поверхность с рябью, в основном из-за вибрации;
неточные допуски на обрабатываемой детали;
снижение стойкости инструмента в результате усталости при изгибе.
скорость подачи вашей машины,
качество обработки поверхности вашей детали и
Какие формы вы хотите фрезеровать?
Какой материал вы хотите фрезеровать?
Каковы ваши цели с точки зрения производительности и чистоты поверхности при сохранении приемлемой для вас стоимости и возможностей вашего станка с ЧПУ?
Хочу сделать небольшую партию из 10 штук, поэтому стараюсь оптимизировать время обработки в разумных пределах.
9:8169 диаметр хвостовика
7 Эти характеристики непосредственно влияют на поведение конца фрезы операции механической обработки и о возможностях резки с точки зрения производительности и форм.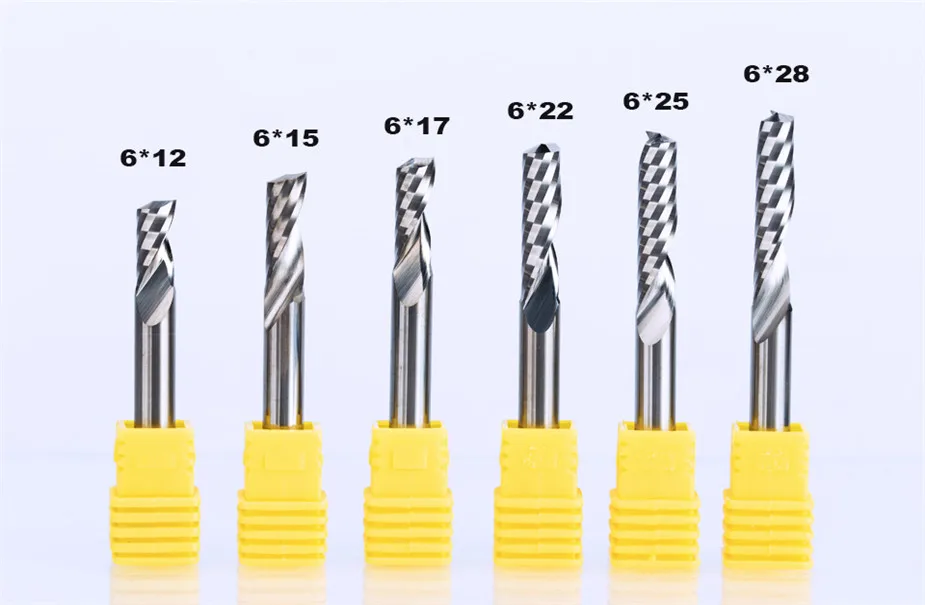
Концевую фрезу какого размера следует использовать?
Представьте, что вы хотите фрезеровать очень глубокий карман в высокой детали. Вам понадобится длинный инструмент, чтобы иметь возможность обрабатывать дно, не сталкиваясь с оправкой шпинделя с запасом материала. Следовательно, длина вашей концевой фрезы будет определяться тем, насколько глубоко она должна проникнуть в материал l. Понятие, связанное с этим наблюдением, называется « вылет ». Он определяется расстоянием от конца держателя инструмента до кончика концевой фрезы.
Также имейте в виду, что глубина резания никогда не должна превышать длину канавки вашей концевой фрезы. Если резать глубже, чем длина канавок, стружка не будет удаляться должным образом, будет накапливаться тепло, и вы рискуете повредить инструмент.
В этот момент может показаться разумным покупать концевые фрезы максимально возможной длины, чтобы иметь возможность использовать их в большем количестве ситуаций, верно? На самом деле это не так, потому что чем больше вылет, тем менее жестким является инструмент . Если он выступает слишком далеко и вы работаете с ним слишком тяжело, силы резания заставят его погнуться, что называется « отклонение инструмента ».
Если он выступает слишком далеко и вы работаете с ним слишком тяжело, силы резания заставят его погнуться, что называется « отклонение инструмента ».
Отклонение инструмента на самом деле может быть очень проблематичным, поскольку оно вызывает:
Короче говоря, более короткие концевые фрезы более жесткие и менее дорогие . Так что приберегите сверхдлинные инструменты для операций, где они действительно необходимы.
Диаметр хвостовика и фрезы
Диаметр вашего инструмента будет иметь прямое отношение к профилям, которые вы будете резать. Допустим, вы хотите сделать коробку и собрать ее, используя замковые соединения под углом 90°.
Допустим, вы хотите сделать коробку и собрать ее, используя замковые соединения под углом 90°.
Так как ваш инструмент представляет собой цилиндр с определенным радиусом, сделать его как таковой не получится. Действительно, инструмент будет оставлять круговой профиль в каждом внутреннем углу с радиусом, равным половине его диаметра. Чем больше диаметр вашей концевой фрезы, тем больше радиус этого круглого профиля. Чтобы преодолеть эту проблему, операторы ЧПУ используют то, что называется « собачьи кости ”. Углы «собачья кость» описывают форму угла, который выходит за пределы области разреза, создавая идеальный угол 90º.
С другой стороны, увеличение диаметра вашего инструмента дает два основных преимущества.
Во-первых, делает ваш инструмент более жестким , что позволит вам делать более глубокие пропилы при минимальном отклонении инструмента. На самом деле он намного более жесткий, так как увеличение диаметра в 2 раза повысит его жесткость в 16 раз.
Во-вторых, повышает показатель MMR (коэффициент удаления материала), поскольку концевая фреза может удалять больше материала за единицу времени, когда она перемещается внутри материала, что позволяет оптимизировать определенные операции и выполнять ту же работу быстрее.
Сколько флейт выбрать?
Канавки представляют собой глубокие спиральные канавки, обеспечивающие образование и удаление стружки . Они являются частью анатомии концевой фрезы, которая создает острые режущие кромки (иногда называемые «зубьями»).
Количество канавок на вашей концевой фрезе является важным параметром, который в основном зависит от материала, который вы хотите разрезать, и от возможностей вашего станка. Действительно, количество канавок на вашей концевой фрезе :
9 9 способность
9 9 инструмент для удаления стружки .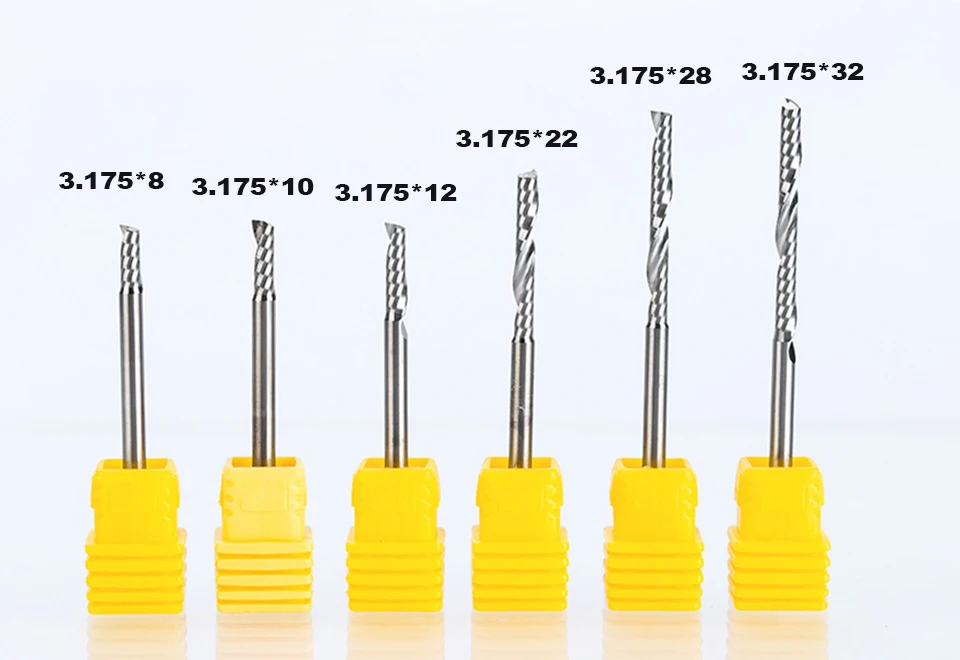
Скорость подачи действительно напрямую связана с количеством канавок вашей концевой фрезы: если вы добавите канавки , вам придется увеличить скорость подачи или уменьшить скорость вращения шпинделя до поддерживать постоянную загрузку чипа . Таким образом, в зависимости от скоростных возможностей вашего станка с ЧПУ и вашего шпинделя, вам, возможно, придется выбрать концевую фрезу с меньшим или большим количеством канавок.
Если вы не знакомы с этими понятиями, мы рекомендуем вам взглянуть на наша статья о подаче и скорости.
Во-вторых, с большим количеством канавок на инструменте обеспечивает более плавный рез, но также оставляет меньше места для удаления стружки . На это можно как-то не обращать внимания, если вы режете мягкие материалы, но никогда, если, например, вы режете алюминий. Причина в том, что алюминий производит очень большую стружку по сравнению с другими материалами. Поэтому, когда концевая фреза обрабатывает отверстие или паз, ее канавки обеспечивают важный путь для отвода стружки. Это объясняет, почему рекомендуется использовать концевые фрезы с 2 или 3 зубьями для обработки алюминия, так как они имеют больший зазор для стружки, чем фрезы с 4 зубьями, где стружка будет постепенно застревать, перекрывая режущие кромки вашего инструмента и в конечном итоге приводя к его поломке.
Поэтому, когда концевая фреза обрабатывает отверстие или паз, ее канавки обеспечивают важный путь для отвода стружки. Это объясняет, почему рекомендуется использовать концевые фрезы с 2 или 3 зубьями для обработки алюминия, так как они имеют больший зазор для стружки, чем фрезы с 4 зубьями, где стружка будет постепенно застревать, перекрывая режущие кромки вашего инструмента и в конечном итоге приводя к его поломке.
Подводя итог, можно сказать, что меньшее количество канавок обеспечивает лучшее удаление стружки, а большее количество канавок обеспечивает более гладкую поверхность.
Должен ли мой угол спирали быть больше или меньше?
Концевые фрезы общего назначения обычно имеют угол подъема винтовой линии около 30°. Увеличение угла наклона спирали уменьшит силы резания, а также количество тепла и вибрации, возникающие в процессе фрезерования. Следовательно, концевые фрезы с большим углом подъема спирали, как правило, обеспечивают лучшее качество поверхности заготовки.
К сожалению, это компромисс. Концевая фреза будет слабее и не выдержит большой глубины резания при высоких скоростях подачи. Таким образом, фрезы с более низким витком спирали прочнее , но они дают менее гладкую поверхность.
III. Каковы различные формы и типы концевых фрез?
Существует столько же различных типов концевых фрез, сколько и возможных операций резания: профилирование, оконтуривание, прорезка пазов, зенкерование, сверление… Вот краткий обзор основных из них.
Квадратные концевые фрезы являются наиболее распространенными и могут использоваться для многих операций фрезерования, включая прорезание пазов, профилирование и врезное фрезерование.
Концевые фрезы с угловым радиусом имеют слегка закругленные углы, которые помогают равномерно распределять силы резания, предотвращая повреждение концевой фрезы и продлевая срок ее службы. Они могут создавать канавки с плоским дном и слегка закругленными внутренними углами.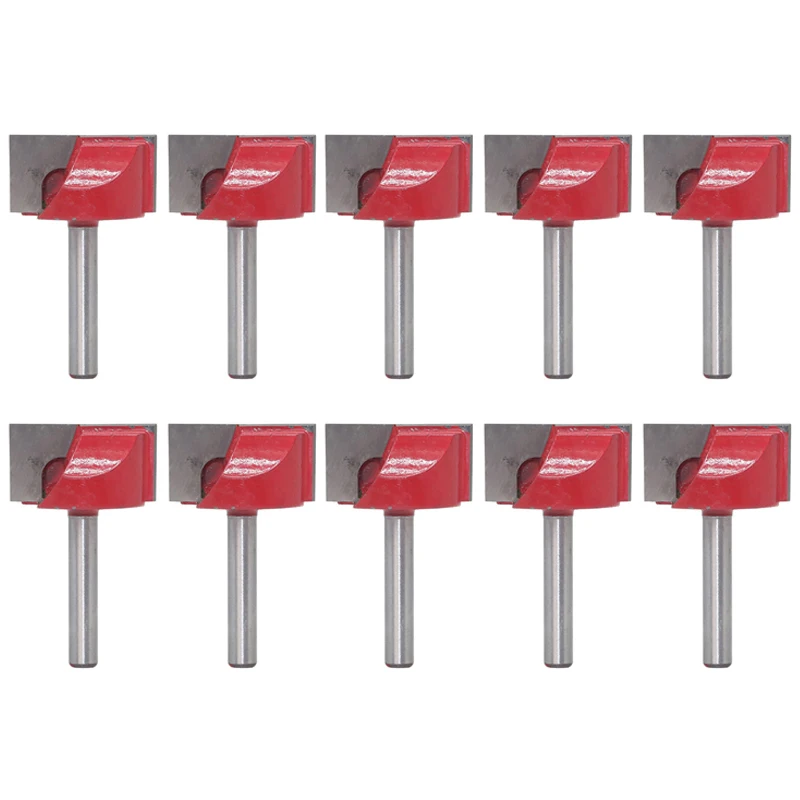
Концевые фрезы для черновой обработки используются для быстрого удаления большого количества материала во время тяжелых операций. Их конструкция позволяет практически не вибрировать, но оставляет более грубую поверхность.
Конические концевые фрезы представляют собой инструменты для центрирования, которые можно использовать для врезания и предназначены для обработки угловых пазов. Они обычно используются в литье под давлением и пресс-форм.
Сферические концевые фрезы имеют закругленные концы и используются для фрезерования объемных форм или закругленных канавок.
Концевые фрезы для Т-образных пазов позволяют легко вырезать точные шпоночные пазы и Т-образные пазы для создания рабочих столов или других подобных применений.
Прямые канавки Концевые фрезы имеют нулевой угол наклона спирали. Они хорошо подходят для материалов, в которых подъемный эффект спиральной канавки может привести к нежелательным результатам, таких как дерево, пластмассы и композиты.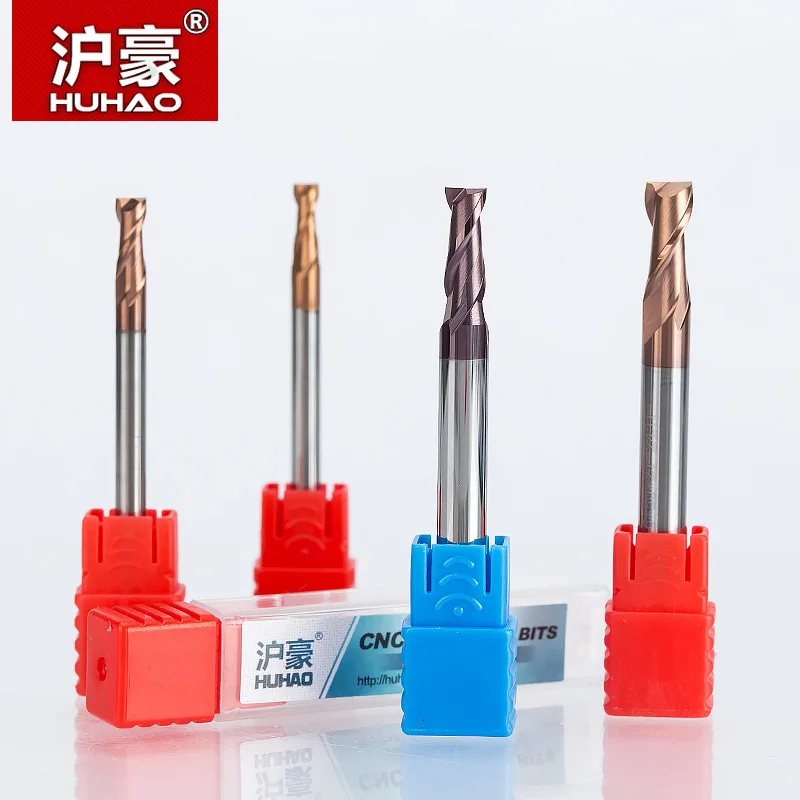 Для этих материалов прямая канавка сводит к минимуму изнашивание кромок и обеспечивает лучшее качество поверхности, чем винтовые концевые фрезы общего назначения.
Для этих материалов прямая канавка сводит к минимуму изнашивание кромок и обеспечивает лучшее качество поверхности, чем винтовые концевые фрезы общего назначения.
Когда фрезерный станок с ЧПУ вращает фрезу по часовой стрелке, спиральное направление канавок определяет, будет ли отбрасываться стружка вверх или вниз заготовки. Концевые фрезы с обратным вырезом являются наиболее распространенными, они отводят стружку от материала , что является очень важной характеристикой для большинства операций фрезерования различных материалов. У него есть недостаток, если вы хотите резать ламинированные материалы, так как он оставляет более плохое качество поверхности на верхней части заготовки . Преимущество концевой фрезы с прямой режущей кромкой состоит в том, что она отталкивает стружку вниз, оставляя более чистый срез сверху, но в этом случае она также изнашивает нижнюю кромку.
Объедините резку вверх и вниз, и вы получите компрессионную фрезу , , в которой канавки вырезаны в одну сторону для нижней половины длины канавки, а в другую — для верхней.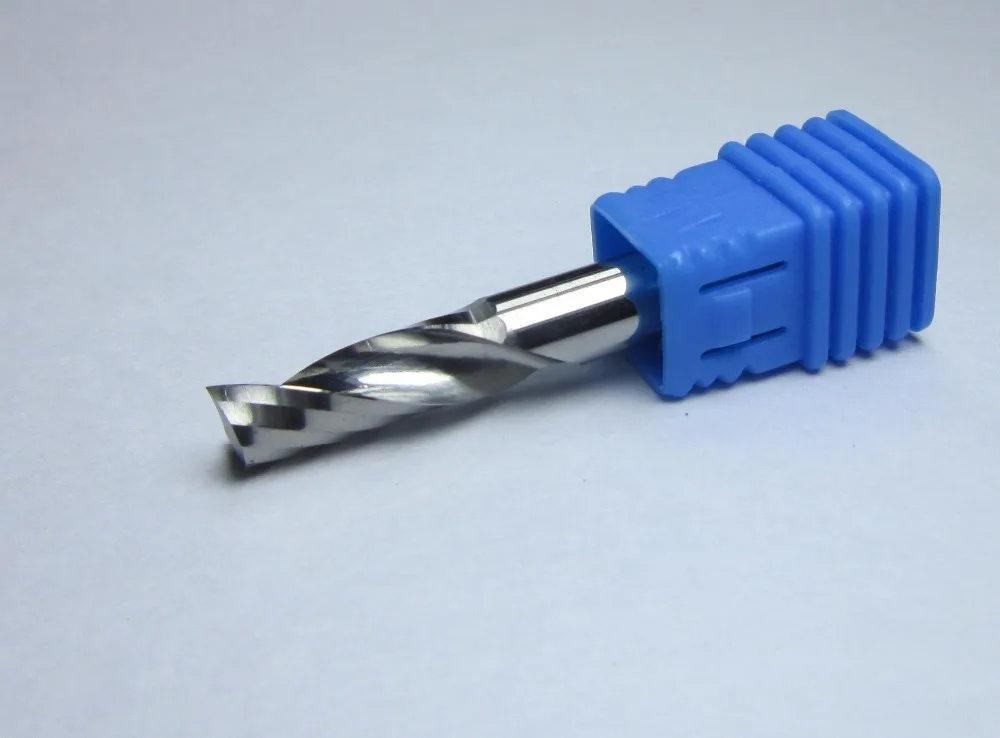 Эта особенность делает их очень хорошими кандидатами для резки фанеры, композитных материалов и ламината . Попробуйте использовать его, чтобы разрезать лист фанеры за один проход, и вы должны получить более чистые края с обеих сторон.
Эта особенность делает их очень хорошими кандидатами для резки фанеры, композитных материалов и ламината . Попробуйте использовать его, чтобы разрезать лист фанеры за один проход, и вы должны получить более чистые края с обеих сторон.
IV. Какой материал выбрать для концевой фрезы?
Этот раздел мог бы заслужить целую статью, поэтому давайте будем краткими и поговорим о двух основных материалах, используемых для изготовления режущих инструментов: быстрорежущая сталь и карбид.
Быстрорежущая сталь (HSS) является наименее дорогой из двух, она обеспечивает хорошую износостойкость и может использоваться для фрезерования многих материалов, таких как дерево, металлы,…
Концевые фрезы из твердого сплава с покрытием дороже, чем HSS, но они обеспечивают лучшую жесткость и могут работать в 2-3 раза быстрее, чем HSS. Они также чрезвычайно термостойкие, что делает их пригодными для фрезерования более жестких материалов.
Стоят ли в таком случае твердосплавные концевые фрезы дополнительных денег? Определенно да.
Поскольку они могут работать намного быстрее, чем HSS, они значительно повысят производительность вашей машины. Они также более долговечны и имеют более длительный срок службы , что оправдывает вложения.
Еще один простой способ повысить производительность ваших концевых фрез — добавить хорошее покрытие . Самый распространенный из них, TiAlN (нитрид титана-алюминия), позволит вам резать в среднем на 25 % быстрее, не тратя слишком много денег.
Если вас не слишком заботит производительность, выбирайте твердосплавные концевые фрезы диаметром 8 мм или меньше. Рассмотрите возможность использования HSS для больших фрез, чтобы сэкономить деньги, когда жесткость инструмента может быть компенсирована его большим диаметром. Кроме того, если вы начинаете фрезерование с ЧПУ, не забывайте, что вы можете допустить ошибки и сломать несколько концевых фрез, прежде чем сделать все правильно, а лучше быстрорежущие фрезы.
V. Какую концевую фрезу выбрать для моего проекта с ЧПУ: конкретный пример
Давайте ответим на наши первоначальные вопросы примером: Я хочу размолоть небольшой поднос для еды.
Этот объект потребует фрезерования кармана и контура.
Хочу сделать из дуба.
Основываясь на этих наблюдениях, я знаю, что мне нужна плоскоконечная фреза типа , чтобы получить хорошую плоскую поверхность внутри кармана. пойду на диаметром 8 мм , довольно большой, потому что я не хочу тратить слишком много времени на удаление всего этого материала, а также потому, что внутренние углы уже спроектированы так, чтобы их можно было скруглить. Я также буду использовать короткую концевую фрезу из твердого сплава , например длиной 30 мм , потому что дуб — это твердая древесина, и мне понадобится жесткость, чтобы поддерживать высокую скорость подачи. Так как карман довольно неглубокий и стружка будет легко удаляться, я выберу концевую фрезу с 3 канавками и углом подъема спирали 45° , чтобы получить наилучшее возможное качество поверхности и потратить немного времени на ручную чистовую обработку.
Я также буду использовать короткую концевую фрезу из твердого сплава , например длиной 30 мм , потому что дуб — это твердая древесина, и мне понадобится жесткость, чтобы поддерживать высокую скорость подачи. Так как карман довольно неглубокий и стружка будет легко удаляться, я выберу концевую фрезу с 3 канавками и углом подъема спирали 45° , чтобы получить наилучшее возможное качество поверхности и потратить немного времени на ручную чистовую обработку.
Первый пример довольно прост, но он показывает, как понимание нескольких ключевых концепций может повлиять на ваши решения и помочь вам быстро улучшить качество обрабатываемых деталей. Это также очень поможет продлить срок службы ваших инструментов и оптимизировать производительность вашей машины, когда производительность имеет значение.
О компании Mekanika
Mekanika — это бельгийский стартап, базирующийся в Брюсселе, целью которого является сделать местное производство более доступным.
 д.
д.

 Модель из серии принтер этикеток XP-236B-L. Не требует картриджей и расходных материалов, за исключением ленты с этикетками. Работает с 1С и любой программой учета. Возможна печать из любого текстового редактора или Excel. Подходит для небольших и средних этикеток от 20 до 60 мм. Высокое качество печати.
Модель из серии принтер этикеток XP-236B-L. Не требует картриджей и расходных материалов, за исключением ленты с этикетками. Работает с 1С и любой программой учета. Возможна печать из любого текстового редактора или Excel. Подходит для небольших и средних этикеток от 20 до 60 мм. Высокое качество печати. 80 мм
80 мм
 4 kg
4 kg Благодаря чернильницам большой емкости пользователи теперь могут печатать больше страниц с меньшими затратами.
Благодаря чернильницам большой емкости пользователи теперь могут печатать больше страниц с меньшими затратами.
 Благодаря емкости для чернил сверхвысокой емкости и бутылкам с чернилами большого объема, которые легко заправлять, эта модель без труда печатает фотографии.
Благодаря емкости для чернил сверхвысокой емкости и бутылкам с чернилами большого объема, которые легко заправлять, эта модель без труда печатает фотографии. L1800 печатает фотографии примерно за 191 секунд. Его система резервуаров для чернил большой емкости позволяет печатать 1500 фотографий без повторной заправки.
L1800 печатает фотографии примерно за 191 секунд. Его система резервуаров для чернил большой емкости позволяет печатать 1500 фотографий без повторной заправки. Кодирование коробок на коробках из гофрокартона, штрих-коды на древесине с покрытием и без покрытия, коды партий на предварительно напечатанном ДСП и даты истечения срока годности на глянцевых этикетках: эти и многие другие области отлично подходят для наших доступных термоструйных (TIJ) принтеров.
Кодирование коробок на коробках из гофрокартона, штрих-коды на древесине с покрытием и без покрытия, коды партий на предварительно напечатанном ДСП и даты истечения срока годности на глянцевых этикетках: эти и многие другие области отлично подходят для наших доступных термоструйных (TIJ) принтеров. Увеличенное время безотказной работы и экономия затрат на маркировку приносят реальные деньги в вашу прибыль, повышают эффективность производства и способствуют достижению ваших целей в области общей эффективности оборудования. Сочетая небольшую площадь для легкой установки с гибкими вариантами расширения, серия L является очевидным выбором для высококачественной маркировки и кодирования на вашей первичной и вторичной упаковке!
Увеличенное время безотказной работы и экономия затрат на маркировку приносят реальные деньги в вашу прибыль, повышают эффективность производства и способствуют достижению ваших целей в области общей эффективности оборудования. Сочетая небольшую площадь для легкой установки с гибкими вариантами расширения, серия L является очевидным выбором для высококачественной маркировки и кодирования на вашей первичной и вторичной упаковке!
 Картриджная печать означает, что вам не нужно заниматься заполнением грязных резервуаров с чернилами, она автономна. Кроме того, вы получаете более простую и быструю смену чернил, что снижает общую стоимость владения. Добавьте к этому новую печатающую головку при каждой замене картриджа, и вы получите самое высокое разрешение и самые надежные знаки качества на своих продуктах.
Картриджная печать означает, что вам не нужно заниматься заполнением грязных резервуаров с чернилами, она автономна. Кроме того, вы получаете более простую и быструю смену чернил, что снижает общую стоимость владения. Добавьте к этому новую печатающую головку при каждой замене картриджа, и вы получите самое высокое разрешение и самые надежные знаки качества на своих продуктах.



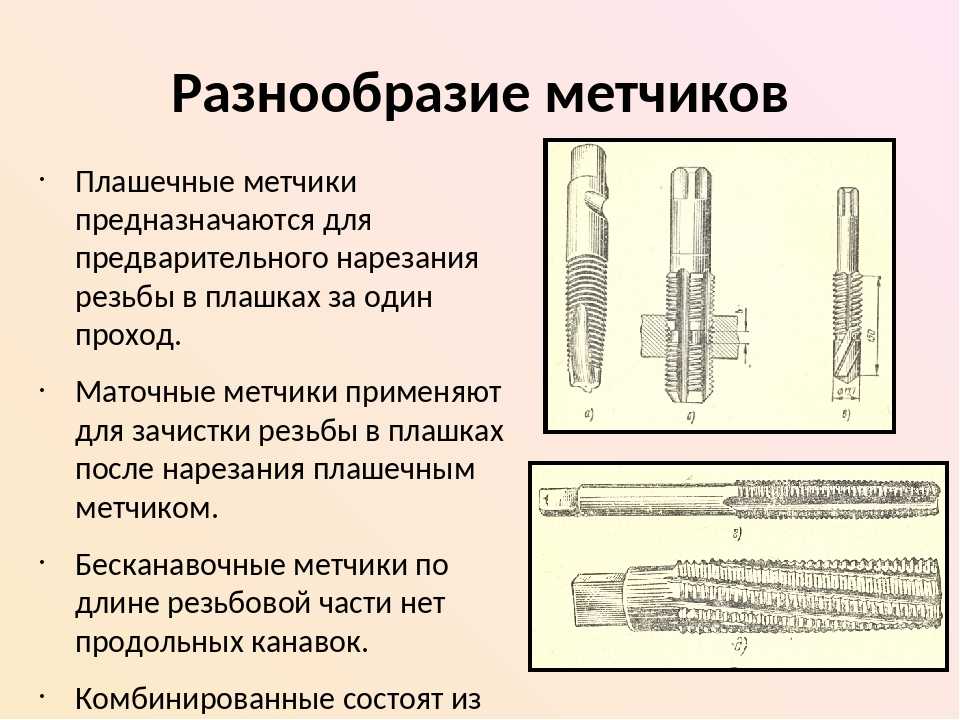 Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ), быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается).
Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ), быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается).

 Качество резьбы проверяют
Качество резьбы проверяют


 Это простой процесс, который требует практики для достижения совершенства, но дает быстрые и контролируемые результаты. Перед тем, как накрасить брови, нужно учесть несколько моментов. Тем не менее, процесс не хуже, чем вощение или выщипывание.
Это простой процесс, который требует практики для достижения совершенства, но дает быстрые и контролируемые результаты. Перед тем, как накрасить брови, нужно учесть несколько моментов. Тем не менее, процесс не хуже, чем вощение или выщипывание.

 Также нет контакта с кожей, что делает его более щадящим для тех, кто склонен к акне или имеет особо чувствительную кожу.
Также нет контакта с кожей, что делает его более щадящим для тех, кто склонен к акне или имеет особо чувствительную кожу.
 Это стоит попробовать, особенно если вы согласны с небольшим дискомфортом для большого количества результатов.
Это стоит попробовать, особенно если вы согласны с небольшим дискомфортом для большого количества результатов.

 д. Только не пытайтесь заправить что-либо дальше лица, так как это далеко лучше подходит для этих более тонких, тонких прядей.
д. Только не пытайтесь заправить что-либо дальше лица, так как это далеко лучше подходит для этих более тонких, тонких прядей. Особенно если у вас много волос между верхней бровью и линией роста волос, нить может быстро вырвать пряди из фолликулов.
Особенно если у вас много волос между верхней бровью и линией роста волос, нить может быстро вырвать пряди из фолликулов. Другие нитевдеватели используют «метод бабочки», при котором они туго накручивают нить в каждой руке, чтобы она оставалась неподвижной. «По сути, есть неподвижная точка нити, а затем нить катится и наматывается сама на себя», — отмечает Хили.
Другие нитевдеватели используют «метод бабочки», при котором они туго накручивают нить в каждой руке, чтобы она оставалась неподвижной. «По сути, есть неподвижная точка нити, а затем нить катится и наматывается сама на себя», — отмечает Хили. «Пинцет также позволяет изменить плотность центральной части брови, в то время как нанизывание затрагивает только волосы вокруг самой брови», — добавляет она. Таким образом, хотя нить может создать безупречную границу, она не устранит густоту самих бровей (возможно, вам придется сочетать ее с коррекцией бровей).
«Пинцет также позволяет изменить плотность центральной части брови, в то время как нанизывание затрагивает только волосы вокруг самой брови», — добавляет она. Таким образом, хотя нить может создать безупречную границу, она не устранит густоту самих бровей (возможно, вам придется сочетать ее с коррекцией бровей). Техник также будет натягивать вашу кожу перед каждым раундом, что может уменьшить дискомфорт. Тем не менее, нить не совсем безболезненна: многие сообщают о жжении и эффекте натяжения, особенно на более тонких и деликатных участках, таких как над губой. «Существует также некоторый риск пореза или повреждения кожи при втягивании в нить», — отмечает Винсент.
Техник также будет натягивать вашу кожу перед каждым раундом, что может уменьшить дискомфорт. Тем не менее, нить не совсем безболезненна: многие сообщают о жжении и эффекте натяжения, особенно на более тонких и деликатных участках, таких как над губой. «Существует также некоторый риск пореза или повреждения кожи при втягивании в нить», — отмечает Винсент.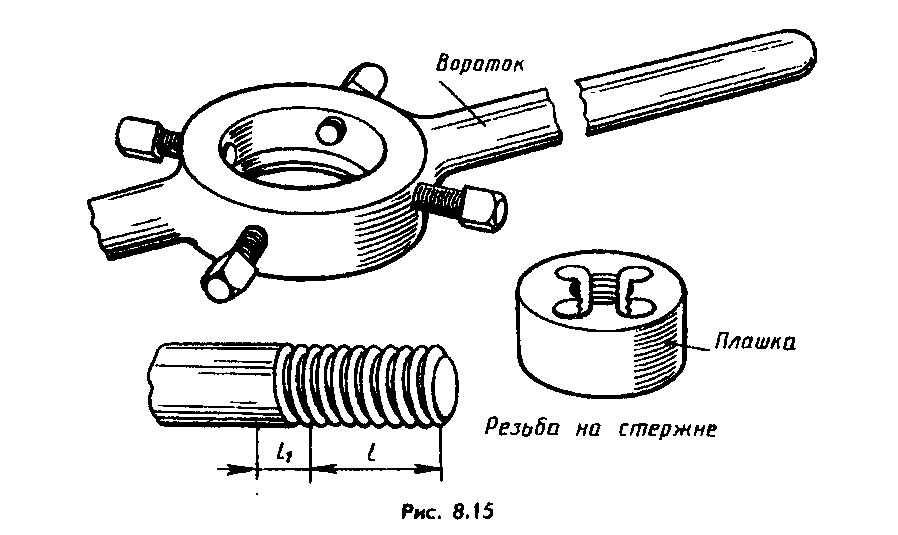 Муслиновые салфетки многослойны и тонко сплетены, поэтому они мягко полируют кожу, не вызывая раздражения, поэтому, если вам нужно смыть грязь, мусор и застарелый макияж перед визитом, придерживайтесь этой мягкой ткани.
Муслиновые салфетки многослойны и тонко сплетены, поэтому они мягко полируют кожу, не вызывая раздражения, поэтому, если вам нужно смыть грязь, мусор и застарелый макияж перед визитом, придерживайтесь этой мягкой ткани. (Ознакомьтесь с нашей рекомендацией ниже.)
(Ознакомьтесь с нашей рекомендацией ниже.) «Всегда хорошо иметь дома пинцет, такой как наш Elite Sculpting Tweezer, даже если вы любите нанизывать нити, потому что пинцет поможет вам не отставать от них», — говорит Хили. Нанесите немного геля для бровей и каплю пудры, чтобы подчеркнуть арки, и вы должны быть готовы к следующему назначению. В любом случае, возможно, лучше подождать, пока брови не станут действительно непослушными: «Когда вы идете к профессионалу, вы хотите дать ему как можно больше работы», — добавляет Хили.
«Всегда хорошо иметь дома пинцет, такой как наш Elite Sculpting Tweezer, даже если вы любите нанизывать нити, потому что пинцет поможет вам не отставать от них», — говорит Хили. Нанесите немного геля для бровей и каплю пудры, чтобы подчеркнуть арки, и вы должны быть готовы к следующему назначению. В любом случае, возможно, лучше подождать, пока брови не станут действительно непослушными: «Когда вы идете к профессионалу, вы хотите дать ему как можно больше работы», — добавляет Хили.
 Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар шланг спиральный Patriot (830901045) PU 15 быстросъемный 15 м для компрессоров действительны в Санкт-Петербурге. X50 футов. 300 P PP3850: Автомобильный
X50 футов. 300 P PP3850: Автомобильный

 Чтобы найти местный сервисный центр, обратитесь в службу поддержки Mirka или к вашему дистрибьютору.
Чтобы найти местный сервисный центр, обратитесь в службу поддержки Mirka или к вашему дистрибьютору.  В 2012 году появился Mirka® DEROS. Это первый шлифовальный инструмент со встроенным Bluetooth и датчиком вибраций. Большинство моделей нашего инструмента являются самыми легкими и компактными на рынке. Благодаря инновационному дизайну инструмент Mirka получил множество наград.
В 2012 году появился Mirka® DEROS. Это первый шлифовальный инструмент со встроенным Bluetooth и датчиком вибраций. Большинство моделей нашего инструмента являются самыми легкими и компактными на рынке. Благодаря инновационному дизайну инструмент Mirka получил множество наград. В работе кузовных цехов это имеет решающее значение. Мика Рённквист (Mika Rönnqvist) из компании MH-Color в Финляндии выбирает продукцию Mirka, чтобы получить идеальную финишную поверхность.
В работе кузовных цехов это имеет решающее значение. Мика Рённквист (Mika Rönnqvist) из компании MH-Color в Финляндии выбирает продукцию Mirka, чтобы получить идеальную финишную поверхность. Для Энцо истинная преданность своему делу заключается в создании инструмента с безукоризненным звучанием. А это возможно только при идеальной финишной обработке поверхности.
Для Энцо истинная преданность своему делу заключается в создании инструмента с безукоризненным звучанием. А это возможно только при идеальной финишной обработке поверхности.

 Беспыльное шлифование гарантирует великолепный контроль над процессом, чтобы избежать, к примеру, прошлифовки.
Беспыльное шлифование гарантирует великолепный контроль над процессом, чтобы избежать, к примеру, прошлифовки.
 Изготовлен из прецизионных композитных материалов, обеспечивающих прочность и долговечность при одновременном снижении утомляемости оператора. Эта конструкция также снижает уровень шума для повышения комфорта. Настоящая производительность 12 000 об/мин — для максимальной производительности. Сбалансирован для резервной площадки определенного размера. Оснащен влагостойкими композитными роторами и противовесными подшипниками премиум-класса, обеспечивающими долгий срок службы и превосходную надежность. Шлифовальные машины серии MR можно переоборудовать для работы с вакуумом с помощью внешнего или самогенерирующего вакуумного адаптера. 17 куб. футов в минуту. Уровень шума 80 дБ. .28 л.с. Поставляется с: 5-дюймовой подкладкой крюка, гаечным ключом на 24 мм и маслом.
Изготовлен из прецизионных композитных материалов, обеспечивающих прочность и долговечность при одновременном снижении утомляемости оператора. Эта конструкция также снижает уровень шума для повышения комфорта. Настоящая производительность 12 000 об/мин — для максимальной производительности. Сбалансирован для резервной площадки определенного размера. Оснащен влагостойкими композитными роторами и противовесными подшипниками премиум-класса, обеспечивающими долгий срок службы и превосходную надежность. Шлифовальные машины серии MR можно переоборудовать для работы с вакуумом с помощью внешнего или самогенерирующего вакуумного адаптера. 17 куб. футов в минуту. Уровень шума 80 дБ. .28 л.с. Поставляется с: 5-дюймовой подкладкой крюка, гаечным ключом на 24 мм и маслом. )
) )
)
 /уп.
/уп.
 Приближение к ориентиру.
Приближение к ориентиру. 1
1
 1
1 Включают такие действия, как:
Включают такие действия, как: 5 R12.5 или G81 R1 0 R2 -10 F50
5 R12.5 или G81 R1 0 R2 -10 F50 «>
«> «>
«> «>
«> «>
«> «>
«> «>
«> 1
1
 0025
0025 1
1 Вы узнаете о некоторых простых примерах программирования.
Вы узнаете о некоторых простых примерах программирования.
 0022
0022
 0025
0025
 / шпиндель / станина) из одной координаты (X, Y) в другую для выполнения таких операций, как сверление, растачивание, развертывание, намотка ленты и т. д.
/ шпиндель / станина) из одной координаты (X, Y) в другую для выполнения таких операций, как сверление, растачивание, развертывание, намотка ленты и т. д. Снова коснитесь кончиком инструмента внешнего диаметра заготовки и установите X значение .Это значение OD.
Снова коснитесь кончиком инструмента внешнего диаметра заготовки и установите X значение .Это значение OD. Существует два типа. По часовой стрелке и против часовой стрелки
Существует два типа. По часовой стрелке и против часовой стрелки 2 T0101; Подача и инструмент
2 T0101; Подача и инструмент 4 ; Безопасность инструмента
4 ; Безопасность инструмента

 Основы гидравлических схем. Конструкция гидравлической системы. Объяснение гидравлической схемы. Объяснение гидравлической схемы Основные части гидравлики, необходимые для проектирования, состоят из гидравлического силового агрегата.- Читать дальше…
Основы гидравлических схем. Конструкция гидравлической системы. Объяснение гидравлической схемы. Объяснение гидравлической схемы Основные части гидравлики, необходимые для проектирования, состоят из гидравлического силового агрегата.- Читать дальше… Его можно назвать емкостью Читать дальше…
Его можно назвать емкостью Читать дальше… Программист вручную проверит программу/код Подробнее…
Программист вручную проверит программу/код Подробнее… Типы держателей инструмента с ЧПУ. Внешний держатель инструмента Внутренний держатель инструмента Внешний держатель инструмента-токарная обработка P W L N R 25 25 M 06 PL 1 2 3 4 5 6 7 Подробнее…
Типы держателей инструмента с ЧПУ. Внешний держатель инструмента Внутренний держатель инструмента Внешний держатель инструмента-токарная обработка P W L N R 25 25 M 06 PL 1 2 3 4 5 6 7 Подробнее…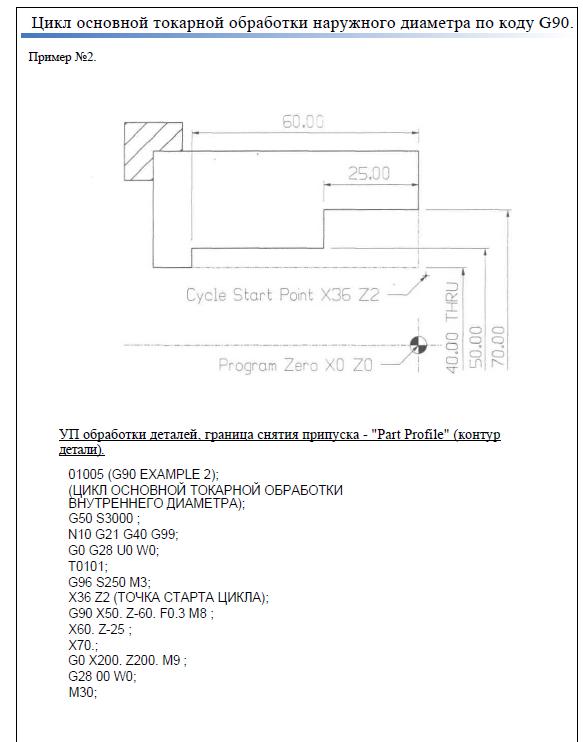 Меньше Цена. Простота установки и удаления. Уплотнительная жидкость без Подробнее…
Меньше Цена. Простота установки и удаления. Уплотнительная жидкость без Подробнее…
 | купить диплом специалиста
| купить диплом специалиста толщина реза мягкой стали, мм
толщина реза мягкой стали, мм давление гидросистемы, Бар
давление гидросистемы, Бар-Step-8.jpeg/670px-Cut-Your-Own-Hair-(Men)-Step-8.jpeg) Мы всегда стремимся придумывать уникальные и неподвластные времени стили, которые заставят наших клиентов выглядеть и чувствовать себя лучше всех.
Мы всегда стремимся придумывать уникальные и неподвластные времени стили, которые заставят наших клиентов выглядеть и чувствовать себя лучше всех. Независимо от того, кудрявые ли ваши волосы, кудрявые, завитые, прямые, волнистые или комбинированные, мы сможем создать для вас красивую прическу, которой вы захотите похвастаться!
Независимо от того, кудрявые ли ваши волосы, кудрявые, завитые, прямые, волнистые или комбинированные, мы сможем создать для вас красивую прическу, которой вы захотите похвастаться!
 Мать и сын одобрили!
Мать и сын одобрили!
 Очень профессиональный и добрый. Она делает превосходную работу по укладке, окрашиванию, стрижке и т. Д., Как мне, так и всей моей семье. Мы… любим ее!
Очень профессиональный и добрый. Она делает превосходную работу по укладке, окрашиванию, стрижке и т. Д., Как мне, так и всей моей семье. Мы… любим ее! Ему не нравится звук или ощущение машинки для стрижки. Из-за этого я всю жизнь стригла ему волосы ножницами дома. Я устал от этого процесса и хотел, чтобы он начал ходить к парикмахеру. Я так рада, что мы выбрали Гари! Моего сына сложно подстричь, но Гэри очень терпелив с ним. К тому же он быстрый, а это то, что нужно моему сыну. Я очень доволен Гэри и благодарен, что он не уклонился от вызова.
Ему не нравится звук или ощущение машинки для стрижки. Из-за этого я всю жизнь стригла ему волосы ножницами дома. Я устал от этого процесса и хотел, чтобы он начал ходить к парикмахеру. Я так рада, что мы выбрали Гари! Моего сына сложно подстричь, но Гэри очень терпелив с ним. К тому же он быстрый, а это то, что нужно моему сыну. Я очень доволен Гэри и благодарен, что он не уклонился от вызова. Еще раз спасибо
Еще раз спасибо
 00
00 00
00







 5х25
5х25 71 МБ)
71 МБ) Литая алюминиевая поворотная линейка обеспечивает бОльшую точность выпиливания. Возможность точной настройки и использования фиксированных значений глубины обработки в пределах от 0 до 18 миллиметров. Выпиливание под углом с фиксированными положениями в 45 и 90 градусов. Удобная дополнительная рукоятка фрезера для надежной фиксации и повышенной точности. Прецизионный реечный механизм для настройки вертикальной рейки в пределах 40 мм. Функция блокировки шпинделя способствует удобной и быстрой замене расходного инструмента. Мешок для сбора пыли в комплекте. Удобный кейс для хранения и переноски.
Литая алюминиевая поворотная линейка обеспечивает бОльшую точность выпиливания. Возможность точной настройки и использования фиксированных значений глубины обработки в пределах от 0 до 18 миллиметров. Выпиливание под углом с фиксированными положениями в 45 и 90 градусов. Удобная дополнительная рукоятка фрезера для надежной фиксации и повышенной точности. Прецизионный реечный механизм для настройки вертикальной рейки в пределах 40 мм. Функция блокировки шпинделя способствует удобной и быстрой замене расходного инструмента. Мешок для сбора пыли в комплекте. Удобный кейс для хранения и переноски.
 93 BYN
93 BYN 38 BYN
38 BYN 95 BYN
95 BYN 94 BYN
94 BYN 36 BYN
36 BYN 44 BYN
44 BYN 41 BYN
41 BYN 73 BYN
73 BYN 51 BYN
51 BYN 82 BYN
82 BYN 07 BYN
07 BYN 42 BYN
42 BYN 99 BYN
99 BYN 19 BYN
19 BYN 08 BYN
08 BYN 86 BYN
86 BYN 28 BYN
28 BYN Команда Tracker состоит из игроков, наиболее представленных в командах FFGeek Contributors FPL с еженедельными трансляциями в прямом эфире. Он закончился с общим рейтингом 8k (верхние 0,1%) в 20/21 и 96k в прошлом сезоне.
Команда Tracker состоит из игроков, наиболее представленных в командах FFGeek Contributors FPL с еженедельными трансляциями в прямом эфире. Он закончился с общим рейтингом 8k (верхние 0,1%) в 20/21 и 96k в прошлом сезоне. 96k 21/22)
96k 21/22) 

 Область.
Область. 20
20

 Н
Н
 Подробнее о преимуществах размещения
Подробнее о преимуществах размещения org/Answer»>
org/Answer»> ru старается размещать максимально
ru старается размещать максимально В 2006 году «Безумный» Майк и его банда бескомпромиссных звуковых посланников объединились и сумели превзойти родословную, которая дала миру техно старой школы, хардкор-рейв, Джеффа Миллса, многоцветное фанк-техно, Red Planet, возрожденное электро (до это стало модным), высокотехнологичный джаз и, самое главное, одна из самых душераздирающих страстных электронных музыкальных произведений всех времен. Стойкие приверженцы, такие как Suburban Knight, по-прежнему тревожат и провоцируют, в то время как новые группы, такие как S2 и DJ3000, привносят новые оттенки фанка, которые могут только расширить и усилить потенциальные маневры UR.
В 2006 году «Безумный» Майк и его банда бескомпромиссных звуковых посланников объединились и сумели превзойти родословную, которая дала миру техно старой школы, хардкор-рейв, Джеффа Миллса, многоцветное фанк-техно, Red Planet, возрожденное электро (до это стало модным), высокотехнологичный джаз и, самое главное, одна из самых душераздирающих страстных электронных музыкальных произведений всех времен. Стойкие приверженцы, такие как Suburban Knight, по-прежнему тревожат и провоцируют, в то время как новые группы, такие как S2 и DJ3000, привносят новые оттенки фанка, которые могут только расширить и усилить потенциальные маневры UR. Тем временем ди-джеи UR, в том числе DJ 3000, Rolando и Suburban Knight, действуют по всему миру.
Тем временем ди-джеи UR, в том числе DJ 3000, Rolando и Suburban Knight, действуют по всему миру. Каково было снова играть вживую на прошлогоднем благотворительном мероприятии Tsunami в Бельгии?
Каково было снова играть вживую на прошлогоднем благотворительном мероприятии Tsunami в Бельгии?
 У нас нет реального плана по ретрофиту какой-либо нашей музыки. Звук такой же случайный, как UR.
У нас нет реального плана по ретрофиту какой-либо нашей музыки. Звук такой же случайный, как UR. Меня больше интересует, что заменяет новое дерьмо, тогда старые технологии богатых людей становятся доступными и доступными для меня. Я думаю, что это мнение исходит из того, что мы живем здесь, в Америке, в культуре «передай мне по наследству», где ничего не тратится впустую, когда у тебя нет дерьма. Есть старая поговорка с Юга, которую я до сих пор слышу от многих пожилых людей: «Хлам для одного — сокровище для другого».
Меня больше интересует, что заменяет новое дерьмо, тогда старые технологии богатых людей становятся доступными и доступными для меня. Я думаю, что это мнение исходит из того, что мы живем здесь, в Америке, в культуре «передай мне по наследству», где ничего не тратится впустую, когда у тебя нет дерьма. Есть старая поговорка с Юга, которую я до сих пор слышу от многих пожилых людей: «Хлам для одного — сокровище для другого».
 Тип любви, который проведет вас через испорченные времена.
Тип любви, который проведет вас через испорченные времена. Так что у многих не было выбора. Либо уходи, либо пиявки затянут тебя!
Так что у многих не было выбора. Либо уходи, либо пиявки затянут тебя! Они не задерживаются слишком долго. У них всегда есть что-то новое, и они постоянно усердно работают над набором новых талантов — что действительно полезно для любой сцены!
Они не задерживаются слишком долго. У них всегда есть что-то новое, и они постоянно усердно работают над набором новых талантов — что действительно полезно для любой сцены! Как это продолжается?
Как это продолжается? Пытаюсь сделать хит на дерьмовом снаряжении! По сути, его работа заключалась в том, чтобы находить смысл в ерунде. Я не думаю, что он когда-либо получит признание за это дерьмо. Рон страдает почечной недостаточностью и диабетом, поэтому у него бывают хорошие и плохие дни. Ты должен быть терпеливым. Но для нас он стоит ожидания. Он звук.
Пытаюсь сделать хит на дерьмовом снаряжении! По сути, его работа заключалась в том, чтобы находить смысл в ерунде. Я не думаю, что он когда-либо получит признание за это дерьмо. Рон страдает почечной недостаточностью и диабетом, поэтому у него бывают хорошие и плохие дни. Ты должен быть терпеливым. Но для нас он стоит ожидания. Он звук. Остальная часть центральной части Америки никогда о нас не слышала и не услышит в ближайшее время. Странно, как внутренний город производит звук, который вдохновляет высокотехнологичные надежды, мечты и разнообразную музыку по всему миру, но не может его слушать! Было бы легко указать пальцем на то, насколько прогрессивным и раскованным было то, что мы слушали раньше, по сравнению с тем, насколько явно отсталым и контролируемым является то, что нам разрешено слышать сейчас в центральной части города, но реальность такова, что, когда мы спрашиваем крупных американских и европейские звукозаписывающие компании, которые запрашивают договорные права на распространение вашего дерьма по всему миру, каков их план маркетинга/продвижения в центре города для нашего альбома? У них такое пустопорожнее выражение лиц! Это почти то же самое, что сказать мне, что «вы, ублюдки, достаточно умны, чтобы делать это дерьмо, но слишком тупы, чтобы его слушать». Они не думают, что существует рынок для высокотехнологичной музыки в центре города/городских районах! Имейте в виду, что только за то, что вы имеете наглость задавать такие вопросы, вы становитесь «технотеррористами», черными боевиками и другими типами персонажей, которые «не любят белых»! А если ты скажешь НЕТ, то ты Джеронимо!
Остальная часть центральной части Америки никогда о нас не слышала и не услышит в ближайшее время. Странно, как внутренний город производит звук, который вдохновляет высокотехнологичные надежды, мечты и разнообразную музыку по всему миру, но не может его слушать! Было бы легко указать пальцем на то, насколько прогрессивным и раскованным было то, что мы слушали раньше, по сравнению с тем, насколько явно отсталым и контролируемым является то, что нам разрешено слышать сейчас в центральной части города, но реальность такова, что, когда мы спрашиваем крупных американских и европейские звукозаписывающие компании, которые запрашивают договорные права на распространение вашего дерьма по всему миру, каков их план маркетинга/продвижения в центре города для нашего альбома? У них такое пустопорожнее выражение лиц! Это почти то же самое, что сказать мне, что «вы, ублюдки, достаточно умны, чтобы делать это дерьмо, но слишком тупы, чтобы его слушать». Они не думают, что существует рынок для высокотехнологичной музыки в центре города/городских районах! Имейте в виду, что только за то, что вы имеете наглость задавать такие вопросы, вы становитесь «технотеррористами», черными боевиками и другими типами персонажей, которые «не любят белых»! А если ты скажешь НЕТ, то ты Джеронимо! Вам придется это услышать, чтобы поверить в это. Но по-настоящему крутой звук сейчас — это звук «Slide». Это была инновация DJ Dex и меня! Эти записи пользуются успехом на детройтской сцене! Я также с нетерпением жду нашего следующего Battle Pak от DJ Skurge и DJ Dijital. Он полон горячих электролупов! Парни трудятся не покладая рук!
Вам придется это услышать, чтобы поверить в это. Но по-настоящему крутой звук сейчас — это звук «Slide». Это была инновация DJ Dex и меня! Эти записи пользуются успехом на детройтской сцене! Я также с нетерпением жду нашего следующего Battle Pak от DJ Skurge и DJ Dijital. Он полон горячих электролупов! Парни трудятся не покладая рук! Несмотря на то, что я считаю себя десенсибилизированным фанатиком ужасов, я признаю, что некоторые сцены заставляли меня вздрагивать и корчиться, как маленького ребенка. Это ужасный фильм, даже по стандартам ужасов после 11 сентября. (И я даже не говорю о версии NC-17, которая была показана на Screamfest… это обзор выпуска DVD с низким рейтингом R.) Но никак не 9.0083 Общежитие Потрошение или извлечение глазного яблока могут сделать фильм настолько откровенно глупым, независимо от того, насколько реалистичной может быть кровь.
Несмотря на то, что я считаю себя десенсибилизированным фанатиком ужасов, я признаю, что некоторые сцены заставляли меня вздрагивать и корчиться, как маленького ребенка. Это ужасный фильм, даже по стандартам ужасов после 11 сентября. (И я даже не говорю о версии NC-17, которая была показана на Screamfest… это обзор выпуска DVD с низким рейтингом R.) Но никак не 9.0083 Общежитие Потрошение или извлечение глазного яблока могут сделать фильм настолько откровенно глупым, независимо от того, насколько реалистичной может быть кровь. Наводя справки на вокзале, к вагону подходит местная жительница с выпученными глазами и подсказывает ему на специальный самостоятельный поезд, который с радостью доставит команду в Одессу. Все, что им нужно сделать, это выйти на платформу, забраться на борт и оплатить проезд грязному кондуктору.
Наводя справки на вокзале, к вагону подходит местная жительница с выпученными глазами и подсказывает ему на специальный самостоятельный поезд, который с радостью доставит команду в Одессу. Все, что им нужно сделать, это выйти на платформу, забраться на борт и оплатить проезд грязному кондуктору. И после того, как один из борцов исчезает после того, как его осмелились пробежать через поезд в своем бандаже, его друзья решают просто лечь спать и найти его утром. Именно такой некомпетентный сюжет делает фильм временами забавным.
И после того, как один из борцов исчезает после того, как его осмелились пробежать через поезд в своем бандаже, его друзья решают просто лечь спать и найти его утром. Именно такой некомпетентный сюжет делает фильм временами забавным. Aliens , теперь в ограниченном количестве кинотеатров и на платформах VOD от RLJE Films и Shudder.
Aliens , теперь в ограниченном количестве кинотеатров и на платформах VOD от RLJE Films и Shudder.