Давление в гидроаккумулятор джилекс 50 литров: Гидроаккумулятор 50В Джилекс (50 литров, вертикальный, металлический фланец) от российского производителя по низкой цене. / Гидроаккумуляторы Джилекс
Контроль и регулировка давления воздуха в гидроаккумуляторе
Интернет-магазин «Водомастер.ру» ценит доверие своих клиентов и заботится о сохранении их личных (персональных) данных в тайне от мошенников и третьих лиц. Политика конфиденциальности разработана для того, чтобы личная информация, предоставленная пользователями, были защищены от доступа третьих лиц.
Основная цель сбора личных (персональных) данных – обеспечение надлежащей защиты информации о Пользователе, в т.ч. его персональных данных от несанкционированного доступа и разглашения третьим лицам, улучшение качества обслуживания и эффективности взаимодействия с клиентом.
1. ОСНОВНЫЕ ПОНЯТИЯ
Сайт – интернет магазин «Водомастер.ру», расположенный в сети Интернет по адресу: vodomaster.ru
Пользователь – физическое или юридическое лицо, разместившее свою персональную информацию посредством любой Формы обратной связи на сайте с последующей целью передачи данных Администрации Сайта.
Форма обратной связи – специальная форма, где Пользователь размещает свою персональную информацию с целью передачи данных Администрации Сайта.
Аккаунт пользователя (Аккаунт) – учетная запись Пользователя позволяющая идентифицировать (авторизовать) Пользователя посредством уникального логина и пароля. Логин и пароль для доступа к Аккаунту определяются Пользователем самостоятельно при регистрации.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Настоящая Политика в отношении обработки персональных данных (далее – «Политика») подготовлена в соответствии с п. 2 ч .1 ст. 18.1 Федерального закона Российской Федерации «О персональных данных» №152-ФЗ от 27 июля 2006 года (далее – «Закон») и описывает методы использования и хранения интернет-магазином «Водомастер.ру» конфиденциальной информации пользователей, посещающих сайт vodomaster.ru.
2.2. Предоставляя интернет-магазину «Водомастер.ру» информацию частного характера через Сайт, Пользователь свободно, своей волей дает согласие на передачу, использование и раскрытие его персональных данных согласно условиям настоящей Политики конфиденциальности.
2.3. Настоящая Политика конфиденциальности применяется только в отношении информации частного характера, полученной через Сайт. Информация частного характера – это информация, позволяющая при ее использовании отдельно или в комбинации с другой доступной интернет-магазину информацией идентифицировать персональные данные клиента.
2.4. На сайте vodomaster.ru могут иметься ссылки, позволяющие перейти на другие сайты. Интернет-магазин не несет ответственности за сведения, публикуемые на этих сайтах, и предоставляет ссылки на них только в целях обеспечения удобства пользователей. При этом действие настоящей Политики не распространяется на иные сайты. Пользователям, переходящим по ссылкам на другие сайты, рекомендуется ознакомиться с политикой конфиденциальности, размещенной на таких сайтах.
3. УСЛОВИЯ, ЦЕЛИ СБОРА И ОБРАБОТКИ ПЕРСОНАЛЬНЫХ ДАННЫХ ПОЛЬЗОВАТЕЛЕЙ
3.1. Персональные данные Пользователя такие как: имя, фамилия, отчество, e-mail, телефон, адрес доставки, skype и др. , передаются Пользователем Администрации Сайта с согласия Пользователя.
, передаются Пользователем Администрации Сайта с согласия Пользователя.
3.2. Передача персональных данных Пользователем через любую размещенную на сайте Форму обратной связи, в том числе через корзину заказов, означает согласие Пользователя на передачу его персональных данных.
3.3. Предоставляя свои персональные данные, Пользователь соглашается на их обработку (вплоть до отзыва Пользователем своего согласия на обработку его персональных данных), в целях исполнения интернет-магазином своих обязательств перед клиентом, продажи товаров и предоставления услуг, предоставления справочной информации, а также в целях продвижения товаров, работ и услуг, а также соглашается на получение сообщений рекламно-информационного характера и сервисных сообщений.
3.4. Основными целями сбора информации о Пользователе являются принятие, обработка и доставка заказа, осуществление обратной связи с клиентом, предоставление технической поддержки продаж, оповещение об изменениях в работе Сайта, предоставление, с согласия клиента, предложений и информации об акциях, поступлениях новинок, рекламных рассылок; регистрация Пользователя на Сайте (создание Аккаунта).
3.5. Регистрация Пользователя на сайте vodomaster.ru не является обязательной и осуществляется Пользователем на добровольной основе.
3.6. Интернет-магазин не несет ответственности за сведения, предоставленные Клиентом на Сайте в общедоступной форме.
4. ОБРАБОТКА, ХРАНЕНИЕ И ЗАЩИТА ПЕРСОНАЛЬНОЙ ИНФОРМАЦИИ ПОЛЬЗОВАТЕЛЕЙ САЙТА
4.1. Администрация Сайта осуществляет обработку информации о Пользователе, в т.ч. его персональных данных, таких как: имя, фамилия, отчество, e-mail, телефон, skype и др., а также дополнительной информации о Пользователе, предоставляемой им по своему желанию: организация, город, должность, и др.
4.2. Интернет-магазин вправе использовать технологию «cookies». «Cookies» не содержат конфиденциальную информацию и не передаются третьим лицам.
4.3. Интернет-магазин получает информацию об ip-адресе Пользователя сайта vodomaster.ru и сведения о том, по ссылке с какого интернет-сайта он пришел. Данная информация не используется для установления личности Пользователя.
4.4. При обработке персональных данных пользователей интернет-магазин придерживается следующих принципов:
- Обработка информации осуществляется на законной и справедливой основе;
- Информация не раскрываются третьим лицам и не распространяются без согласия субъекта Данных, за исключением случаев, требующих раскрытия информации по запросу уполномоченных государственных органов, судопроизводства;
- Определение конкретных законных целей до начала обработки (в т.ч. сбора) информации;
- Ведется сбор только той информации, которая является необходимой и достаточной для заявленной цели обработки;
- Обработка информации ограничивается достижением конкретных, заранее определенных и законных целей;
4.5. Персональная информация о Пользователе хранятся на электронном носителе сайта бессрочно.
4.6. Персональная информация о Пользователе уничтожается при желании самого Пользователя на основании его официального обращения, либо по инициативе администратора Сайта без объяснения причин, путём удаления информации, размещённой Пользователем.
4.7. Обращение об удалении личной информации, направляемое Пользователем, должно содержать следующую информацию:
для физического лица:
- номер основного документа, удостоверяющего личность Пользователя или его представителя;
- сведения о дате выдачи указанного документа и выдавшем его органе;
- дату регистрации через Форму обратной связи;
- текст обращения в свободной форме;
- подпись Пользователя или его представителя.
для юридического лица:
- запрос в свободной форме на фирменном бланке;
- дата регистрации через Форму обратной связи;
- запрос должен быть подписан уполномоченным лицом с приложением документов, подтверждающих полномочия лица.
4.8. Интернет-магазин обязуется рассмотреть и направить ответ на поступившее обращение Пользователя в течение 30 дней с момента поступления обращения.
4.9. Интернет-магазин реализует мероприятия по защите личных (персональных) данных Пользователей в следующих направлениях:
- предотвращение утечки информации, содержащей личные (персональные) данные, по техническим каналам связи и иными способами;
- предотвращение несанкционированного доступа к информации, содержащей личные (персональные) данные, специальных воздействий на такую информацию (носителей информации) в целях ее добывания, уничтожения, искажения и блокирования доступа к ней;
- защита от вредоносных программ;
- обнаружение вторжений и компьютерных атак.

5. ПЕРЕДАЧА ПЕРСОНАЛЬНЫХ ДАННЫХ
5.1. Интернет-магазин «Водомастер.ру» не сообщает третьим лицам личную (персональную) информацию о Пользователях Сайта, кроме случаев, предписанных Федеральным законом от 27.07.2006 г. № 152-ФЗ «О персональных данных», или когда клиент добровольно соглашается на передачу информации.
5.2. Условия, при которых интернет-магазин «Водомастер.ру» может предоставить информацию частного характера из своих баз данных сторонним третьим лицам:
- в целях удовлетворения требований, запросов или распоряжения суда;
- в целях сотрудничества с правоохранительными, следственными или другими государственными органами. При этом интернет-магазин оставляет за собой право сообщать в государственные органы о любой противоправной деятельности без уведомления Пользователя об этом;
- в целях предотвращения или расследования предполагаемого правонарушения, например, мошенничества или кражи идентификационных данных;
5.3. Интернет-магазин имеет право использовать другие компании и частных лиц для выполнения определенных видов работ, например: доставка посылок, почты и сообщений по электронной почте, удаление дублированной информации из списков клиентов, анализ данных, предоставление маркетинговых услуг, обработка платежей по кредитным картам. Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях.
Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях.
6. БЕЗОПАСНОСТЬ БАНКОВСКИХ КАРТ
6.1 При оплате заказов в интернет-магазине «Водомастер.ру» с помощью кредитных карт все операции с ними проходят на стороне банков в специальных защищенных режимах. Никакая конфиденциальная информация о банковских картах, кроме уведомления о произведенном платеже, в интернет-магазин не передается и передана быть не может.
7. ВНЕСЕНИЕ ИЗМЕНЕНИЙ И ДОПОЛНЕНИЙ
7.1. Все изменения положений или условий политики использования личной информации будут отражены в этом документе. Интернет-магазин «Водомастер.ру» оставляет за собой право вносить изменения в те или иные разделы данного документа в любое время без предварительного уведомления, разместив обновленную версию настоящей Политики конфиденциальности на Сайте.
ГИДРОАККУМУЛЯТОР ДЖИЛЕКС в системе водоснабжения.
 Повышение давления воды, если слабый напор.
Повышение давления воды, если слабый напор.
Гидроаккумуляторы Джилекс решают проблему с напором воды и поддерживают созданное насосом давление. Для корректного функционирования системы водоснабжения важно именно плавное изменение давления, что и обеспечивается с помощью гидробака.
Содержание
- Зачем нужен гидроаккумулятор (гидробак)
- Какое давление в гидроаккумуляторе
- Какой гидроаккумулятор лучше выбрать для дома
- Мембрана для гидроаккумулятора
- Гидроаккумулятор схема подключения
- Гидроаккумулятор для систем водоснабжения. Преимущества
1. Гидроаккумуляторы Джилекс используются с целью регулирования давления воды в частном или многоквартирном домах.
Чтобы мыться под комфортным и равномерным потоком воды, а не под скудной струйкой, а также, чтобы вся техника, подключенная к системе водоснабжения — стиральная и посудомоечная машинки, системы полива, джакузи — смогли адекватно функционировать, гидробак возьмет на себя регулировку постоянного и равномерного напора воды без перепадов.
2. Номинальное давление воздуха в гидроаккумуляторе должно быть на 0,2 — 0,3 бар меньше давления включения насоса. При большем давлении необходимо стравить воздух. При меньшем давлении воздух следует подкачать обычным автомобильным насосом через воздушный клапан -ниппель.
3. При выборе гидробака необходимо определиться, где и как он будет установлен и какой планируется расход воды.
Гидроаккумулятор Джилекс горизонтальный имеет крепеж на корпусе и может монтироваться на стену, экономя пространство, или устанавливаться на ровную поверхность. Отверстие для подачи воды и клапан воздушной камеры располагаются сбоку гидробака.
Вертикальный гидроаккумулятор Джилекс устанавливается на пол или ровную поверхность при помощи устойчивых стальных опор. Воздушная камера располагается в верхней части гидробака, что делает ликвидацию скапливающегося воздуха проще. Гидроаккумуляторы 10 литров и менее, не имеют опор и устанавливаются непосредственно в систему водоснабжения.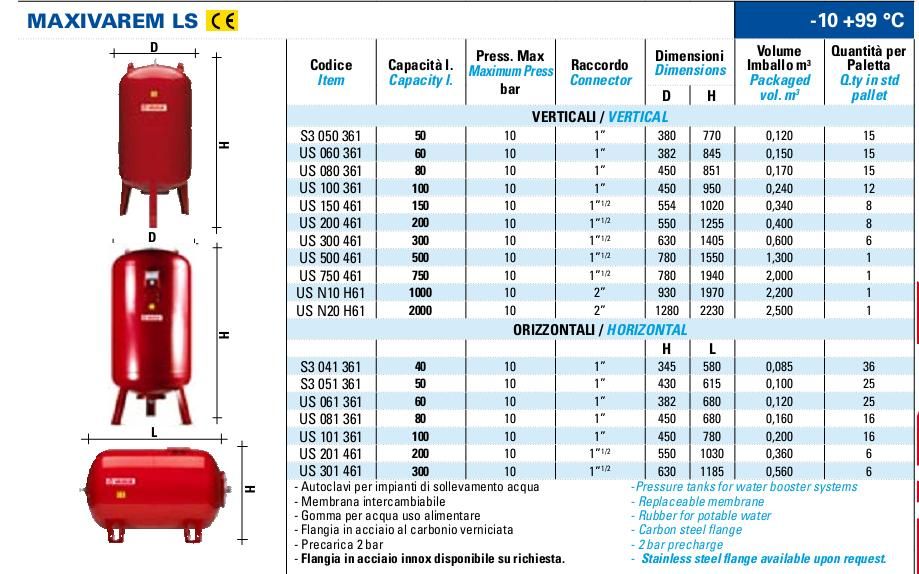
Гидроаккумулятор 100 / ВП 200 подойдет в случае, если в помещении установлена канализация, водопровод и планируется большой расход воды.
Для квартир, небольших помещений или при маленьком расходе воды выбирайте гидроаккумулятор 50 / ГП 35 / ГН 24 / ВП 10
Если вы любите точность и определенность, то можете воспользоваться формулой расчета объема гидроаккумулятора.
4. Мембрана для гидроаккумулятора Джилекс, в которую поступает и хранится вода, изготавливается из бутила. Это очень эластичный, долговечный и воздухонепроницаемый материал, который предохраняет воду от развития бактерий, исключает соприкосновение воды со стенками бака, гарантируя ее первозданную чистоту и безопасность.
Чтобы проверить мембрану в гидроаккумуляторе на целостность снимите пластиковый колпачок с ниппеля и нажмите на него. Слышите шипение воздуха — мембрана для гидроаккумулятора в порядке. При нажатии выходит воздух с водой — необходима замена мембраны.
5. Установка гидробака производится таким образом, чтобы имелся доступ к воздушному клапану и запорной арматуре. Подключение должно производиться в отапливаемом помещении, после промывания системы водоснабжения.
Подключение должно производиться в отапливаемом помещении, после промывания системы водоснабжения.
6. + Гидроаккумулятор Джилекс обеспечивает нормальное давление воды в водопроводе. Без него давление изменялось бы мгновенно, а с ним изменяется плавно, за счет изменения гидравлического объема путем растяжения-сжатия мембраны.
+ Наличие гидробака способствует предохранению дорогостоящего насоса для водоснабжения от включения всякий раз при открывании крана. Ведь ресурс работы насоса для воды ограничивается определенным количеством включений/выключений.
+ Гидроаккумулятор для водоснабжения гасит и компенсирует гидроудары в трубопроводе, подавая воду из гидробака плавно, без резких толчков, тем самым обеспечивая защиту трубопровода от последствий гидроударов.
+ Гидробак снабдит значительным запасом воды даже при отсутствии электроэнергии. Это особенно актуально, когда проходит опрессовка.
Гидроаккумулятор «Джилекс»: варианты на 50 и 100 литров
Водоснабжение с насосом может послужить настоящим спасением как для частных домов, так и для дач, расположенных вдали от центрального водопровода. Но даже самые надежные насосные системы могут выйти из строя. На помощь в таких случаях приходят накопительные комплексы.
Но даже самые надежные насосные системы могут выйти из строя. На помощь в таких случаях приходят накопительные комплексы.
Особенности конструкции
Аккумуляторы «Джилекс» выгодно отличаются от аналогичной продукции других производителей. Их разработчики учли все тонкости и нюансы российского водоснабжения и добились максимальной приспособленности к существующим условиям. Бак имеет относительно простое устройство: блок из металла, внутри которого расположена грушевидная резиновая мембрана. В бытовых изделиях между этой мембраной и наружными стенками находится воздух, а в изделиях промышленного назначения — инертный газ.
Гидроаккумулятор отличается от простой бочки тем, что он должен не только подавать воду в систему, но и поддерживать в ней определенное давление.
Устройство разделено мембраной на две доли. Первая часть через ниппель сообщается с внешней атмосферой, а вторая – подключается к водопроводной сети. При наполнении бака водой мембрана натягивается, давит на газообразную среду до выравнивания давления. В момент открытия клапана сжатый газ вытесняет жидкость из резервуара. Как только блок автоматики регистрирует снижение давления до определенного значения, он дает команду на запуск насоса.
При наполнении бака водой мембрана натягивается, давит на газообразную среду до выравнивания давления. В момент открытия клапана сжатый газ вытесняет жидкость из резервуара. Как только блок автоматики регистрирует снижение давления до определенного значения, он дает команду на запуск насоса.
После закрытия клапана насос еще какое-то время будет работать, тем самым снова достигнув выравнивания давления. Чтобы насосы и мембраны служили как можно дольше, на входе должны быть установлены очистители. Чтобы гидроаккумулятор работал успешно и решал свою задачу на 100%, обязательно рассматривается схема подключения. В любом случае включает реле давления и обратный клапан. Специалисты советуют установить еще один манометр, чтобы надежно отслеживать изменения давления в системе.
Аккумуляторы в сети водоснабжения с поверхностным насосом обычно размещают рядом с насосной машиной. Обратный клапан в этой схеме расположен на всасывающем патрубке. Для соединения устройств в один комплекс используется пятиконтактная розетка. Теоретически его можно заменить произвольной комбинацией фрагментов трубы, но это слишком трудоемко и не всегда качественно. Для надежной фиксации мембран и их соединения с водопроводными трубами рекомендуется использовать нержавеющий фланец ведущих производителей.
Теоретически его можно заменить произвольной комбинацией фрагментов трубы, но это слишком трудоемко и не всегда качественно. Для надежной фиксации мембран и их соединения с водопроводными трубами рекомендуется использовать нержавеющий фланец ведущих производителей.
В частности модификация Беламос СС отличается такими параметрами как:
- резьба присоединительная — 1 дюйм наружная;
- наружный диаметр — 160 мм;
- зазор между крепежными отверстиями по центру детали 12,8 см;
- то же зазор между центрами соседних отверстий 6,4см.
При выборе фланца важно уточнить, совместим ли он с гидроаккумуляторами и расширительными баками их производителей. Сами гидроаккумуляторы делятся на вертикальные и горизонтальные. Выбор того или иного типа определяется тем, насколько компактным будет устройство, удобно ли будет его разместить определенным образом. Но дело не только в дизайне и комфорте. Отличается подходом к отводу воздуха наружу.
Но дело не только в дизайне и комфорте. Отличается подходом к отводу воздуха наружу.
Итак, в вертикальной системе кислород можно сдуть предохранительным клапаном — и этого достаточно. А горизонтальные устройства требуют для этого формирования отдельного трубопровода с ниппелем и шаровым краном.
Внимание: вертикально расположенные приборы емкостью до 100 литров освобождаются от воздуха только при полном удалении жидкости. Кроме того, горизонтальный бак гораздо лучше подходит для работы с внешним насосом, а вертикальный хорошо сочетается с погружным.
Вертикальные системы придется выбирать, если вам нужен очень большой объем бака, от 750 литров. Для дополнительного хранения жидкого запаса идеально подходит. Но если требуются простые конструкции, которые можно применить в любом месте, где для них достаточно места, выбор горизонтали уже оправдан. Важно: не путайте гидроаккумуляторы и расширительные бачки, даже если они внешне очень похожи. Второй тип устройств используется только в системах отопления и поэтому всегда изготавливается из материала, способного выдерживать высокую температуру и давление.
Второй тип устройств используется только в системах отопления и поэтому всегда изготавливается из материала, способного выдерживать высокую температуру и давление.
Гидравлический бак для подачи воды на такие предельные нагрузки не рассчитан в принципе. Цель их применения совсем другая – это сокращение количества пусков насоса, предотвращение гидравлических ударов и обеспечение водой на время при отключении тока или обрыве насоса или магистрали. Нельзя использовать в схемах отопления не только гидроаккумуляторы, недопустима и обратная замена. Ведь контакт воды с корпусом бака неизбежно приведет к коррозии. Важно помнить об этом обстоятельстве, чтобы случайно не приобрести мембранный бак отопления вместо водопроводного.
Аккумулятор входит в состав насосной станции Джамбо 60/35. Горизонтальный бак объемом 24 л, на который распространяется общая гарантия, изготовлен из углеродистой стали. В пустом баке давление 1,5 атм, если измерять внутри диафрагмы. По техническим нормам запрещается использовать систему для работы с жидкостью, нагретой более чем до +50 градусов.
Горизонтальный бак объемом 24 л, на который распространяется общая гарантия, изготовлен из углеродистой стали. В пустом баке давление 1,5 атм, если измерять внутри диафрагмы. По техническим нормам запрещается использовать систему для работы с жидкостью, нагретой более чем до +50 градусов.
Предупреждение. Не запускайте систему в сухом режиме.
Назначение
Гидравлический бак для систем водоснабжения помимо вышеперечисленных функций также решает такие важные задачи, как:
- отбор избыточного давления при накоплении жидкости;
- поддержание постоянного давления даже при выключенном насосе;
- снижение нагрузки на насосную систему и линию при полной нагрузке.
Следовательно, можно предположить, что гидроаккумулятор – это домашний аналог водонапорных башен акведука. Системы водоснабжения окрашены синей краской, а расширительные баки отопления – красной, поэтому их легко отличить. Резервирование воды производится с учетом пикового потребления: 8 литров в минуту на кухню, 6 литров в ванную и до 10 литров в туалетную комнату. Давление в гидроаккумуляторе должно быть не меньше, чем в водопроводе дома, не менее 1,5 бар. Помимо емкости и размера, нужно помнить о инструкции по эксплуатации; только он позволяет правильно подключить систему.
Системы водоснабжения окрашены синей краской, а расширительные баки отопления – красной, поэтому их легко отличить. Резервирование воды производится с учетом пикового потребления: 8 литров в минуту на кухню, 6 литров в ванную и до 10 литров в туалетную комнату. Давление в гидроаккумуляторе должно быть не меньше, чем в водопроводе дома, не менее 1,5 бар. Помимо емкости и размера, нужно помнить о инструкции по эксплуатации; только он позволяет правильно подключить систему.
Нельзя использовать устройства, имеющие внешние дефекты. Вы обязательно должны подумать о массе устройства вместе с содержащейся в нем водой; Полезно учитывать такой нюанс, как удобство опорожнения бака. По технологическим нормам монтировать его нужно только в отапливаемых помещениях при полном исключении статических нагрузок. Очень большие батареи, позволяющие создать солидный запас воды, сложно затащить в дом. Разумеется, все соединения с патрубками и патрубками подлежат тщательной герметизации.
Обзор товара
Компания «Джилекс» может предложить своим покупателям различные гидроаккумуляторы. Так модель 7101 хорошо сочетается с погружными насосами. Стальной фланец с цинковым покрытием очень надежен; В корпусе размером 84×45 см и весом 11 кг можно разместить до 100 литров воды. Внешнее подключение выполнено с помощью штуцера с резьбой 1”. Внутри вертикального корпуса вода находится под давлением до 10 атмосфер, а воздух – до 2 атмосфер.
Так модель 7101 хорошо сочетается с погружными насосами. Стальной фланец с цинковым покрытием очень надежен; В корпусе размером 84×45 см и весом 11 кг можно разместить до 100 литров воды. Внешнее подключение выполнено с помощью штуцера с резьбой 1”. Внутри вертикального корпуса вода находится под давлением до 10 атмосфер, а воздух – до 2 атмосфер.
Судя по отзывам, этот тип изделия лучше использовать не со шлангом и накидной гайкой, а с муфтой. А вот ТТХ устройства вполне достойные и соответствуют последним требованиям.
Модель аппарата 7010 позволяет хранить не более 10 литров воды (отсюда индекс). Маленькую емкость нельзя считать недостатком, такое устройство предназначено для гашения эффекта подтекания капель из прохудившихся труб или кранов. Сменный фланец не предусмотрен, мембрана не меняется.
Сменный фланец не предусмотрен, мембрана не меняется.
Изделие 7053 рассчитан на 50 л, выполнен в горизонтальном формате. Фланец изготовлен из специального пластика. Аккумулятор можно использовать в сочетании как с поверхностными, так и с погружными насосами. Внешний корпус изготовлен из стали толщиной 0,1 см; металл предварительно смешивают с фосфором и окрашивают устойчивой к ультрафиолету краской. Вы можете изменить фланец, мембрана изготовлена из бутилкаучука и также может быть заменена. Допустимые рабочие температуры составляют от -10 до +99 градусов.
«Джилекс» 24 Г отлично подходит для использования с поверхностными насосами до 1 кВт, с погружными насосами до 0,5 кВт. Через дюйм входного отверстия можно влить до 24 литров воды, ее давление достигает 8 атм.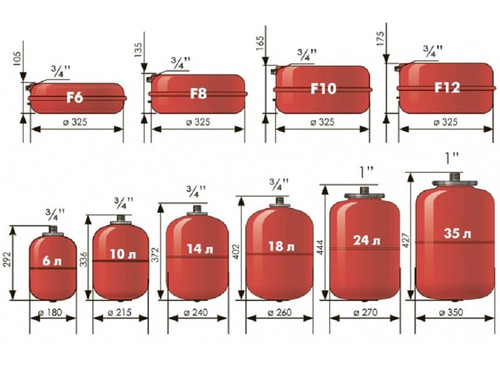 Аккумулятор «Краб» вмещает до 50 литров жидкости. Потребители отмечают компактность этой модели. Но в то же время специалисты предупреждают о его несовместимости с насосами типа «Малыш».
Аккумулятор «Краб» вмещает до 50 литров жидкости. Потребители отмечают компактность этой модели. Но в то же время специалисты предупреждают о его несовместимости с насосами типа «Малыш».
Помимо этих устройств и емкостей на 80 литров, немалую популярность имеет привод. 200 ПО . Эта вертикальная батарея имеет пластиковый фланец. Бак вмещает до 200 литров воды, поэтому его присоединительный размер пришлось увеличить до 1. Собственная система хорошо держит давление. Отвод воздуха осуществляется эффективно через рекомендованный выпускной патрубок.
Советы и рекомендации
Необходимо придерживаться следующих советов специалистов:
- Чтобы не подсоединять капельный воздушный ниппель к маленькому гидроаккумулятору, можно использовать либо вспомогательный шаровой кран, либо отключение от источника питания и сброс воздуха через точки всасывания.
 Оптимальный эффект достигается при многократном повторении;
Оптимальный эффект достигается при многократном повторении; - если в доме четыре и более точек, используйте батареи от 50 литров. Нижний порог датчиков устанавливается на уровне 1,6 бар, а верхний определяется в зависимости от напорных свойств насосов.
Обзор модели аккума Джилекс Га100вп смотрите в следующем видео.
Ремонт насосной станции своими руками: причины, устранение
Постоянное давление в системе водоснабжения частного дома обычно создается с помощью насосной станции. Понятно, что лучше, если он работает без проблем, но периодически случаются поломки. Чтобы быстро восстановить водоснабжение и сэкономить на услугах, можно отремонтировать насосную станцию своими руками. Большинство поломок можно устранить своими силами – ничего сверхсложного делать не придется.
Содержание статьи
- 1 Состав насосной станции и назначение частей
- 1.
 1 Принцип работы насосной станции
1 Принцип работы насосной станции
- 1.
- 2 Проблемы и неисправности насосных станций и их устранение
- 2.1 Не отключается насосная станция (не набирает давление)
- 2.2 Ремонт насосной станции: часто включается
- 2.3 Воздух в воде
- 2.4 Не включается насосная станция
- 2.5 Мотор гудит, но воду не качает (крыльчатка не вращается)
- 3 Некоторые виды ремонтных работ
- 3.1 Замена «груши» гидроаккумулятора
Состав прокачки Станция и назначение частей
Насосная станция представляет собой совокупность отдельных устройств, соединенных между собой. Чтобы понять, как отремонтировать насосную станцию, нужно знать, из чего она состоит, как работает каждая деталь. Тогда устранение неполадок будет проще. Состав насосной станции:
Каждая из деталей отвечает за определенный параметр, но один вид неисправности может быть вызван выходом из строя различных устройств.
Принцип работы насосной станции
Теперь давайте посмотрим, как работают все эти устройства. При первом запуске системы насос накачивает воду в гидроаккумулятор до тех пор, пока давление в нем (и в системе) не сравняется с верхним порогом, установленным на реле давления. Пока нет потока воды, давление стабильное, насос выключен.
При первом запуске системы насос накачивает воду в гидроаккумулятор до тех пор, пока давление в нем (и в системе) не сравняется с верхним порогом, установленным на реле давления. Пока нет потока воды, давление стабильное, насос выключен.
Каждая часть выполняет свою работу
Где-то открыли кран, слили воду и т.д. Некоторое время вода поступает из гидроаккумулятора. Когда ее количество уменьшается настолько, что давление в гидроаккумуляторе падает ниже порогового, срабатывает реле давления и включается насос, который снова качает воду. Он снова отключается реле давления при достижении верхнего порога — порога отключения.
При наличии постоянного расхода воды (набрана ванна, включен полив сада/огорода) насос работает долго: до создания необходимого давления в гидроаккумуляторе. Это периодически происходит даже при открыты все краны, так как насос подает меньше воды, чем вытекает из всех точек разбора. После остановки потока станция некоторое время работает, создавая необходимый запас в гироаккумуляторе, затем выключается и включается после того, как снова появится поток воды.
Проблемы и неисправности насосных станций и их устранение
Все насосные станции состоят из одних и тех же частей и их поломки в основном типичны. Неважно, оборудование Grundfos, Jumbo, Alco или любых других фирм. Болезни и их лечение те же. Разница в том, как часто эти неисправности возникают, но их перечень и причины обычно идентичны.
Варианты установки насосной станции
Не отключается насосная станция (не набирает давление)
Иногда замечаешь, что насос работает уже давно и никак не выключается. Если посмотреть на манометр, то видно, что насосная станция не набирает давление. В этом случае ремонт насосной станции дело долгое — придется разобраться с большим количеством причин:
Если предел отключения реле давления намного ниже максимального давления, которое может создать насос, и какое-то время работало нормально, но потом перестало, причина в другом. Возможно на насосе крыльчатка работала … Сразу после покупки справился, но в процессе эксплуатации крыльчатка износилась и «сейчас сил не хватает».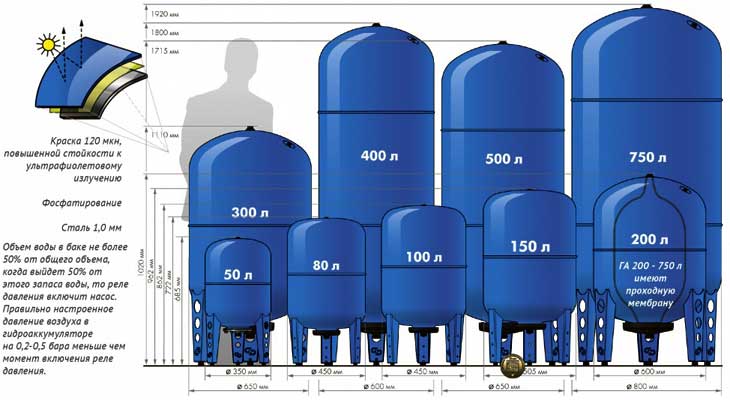 Ремонт насосной станции в данном случае заключается в замене крыльчатки насоса или покупке нового агрегата.
Ремонт насосной станции в данном случае заключается в замене крыльчатки насоса или покупке нового агрегата.
Для разблокировки или замены крыльчатки снимите крышку
Другая возможная причина низкое напряжение сети … Возможно насос еще работает при этом напряжении, но реле давления уже не работает. Решение — регулятор напряжения. Это основные причины того, что насосная станция не отключается и не набирает напор. Их довольно много, поэтому ремонт насосной станции может затянуться.
Ремонт насосной станции: часто включается
Частые пуски насоса и короткие интервалы его работы приводят к быстрому износу оборудования, что очень нежелательно. Поэтому ремонт насосной станции нужно проводить сразу после обнаружения «симптома». Такая ситуация возникает по следующим причинам:
Воздух в воде
Небольшое количество воздуха в воде присутствует всегда, но когда кран начинает «плеваться», значит что-то не так работает. Причин тоже может быть несколько:
Причин тоже может быть несколько:
Насосная станция не включается
Первым делом нужно проверить напряжение. Насосы очень требовательны к напряжению, при низком напряжении они просто не работают. Если с напряжением все в норме, дела обстоят хуже – скорее всего неисправен мотор. В этом случае станцию несут в сервисный центр или устанавливают новый насос.
Если система не работает, необходимо проверить электрическую часть
К другим причинам можно отнести неисправность вилки/розетки, перетертый шнур, подгоревшие/окислившиеся контакты в месте присоединения электрического кабеля к мотор. Это то, что вы можете проверить и исправить самостоятельно. Более серьезный ремонт электрической части насосной станции проводят специалисты.
Мотор гудит, но не качает воду (крыльчатка не вращается)
Такая неисправность может быть вызвана низким напряжением в сети … Проверьте, если все в норме, идем дальше. Нужно проверить, не сгорел ли конденсатор в клеммнике . .. Берем тестер, проверяем, меняем при необходимости. Если причина не в этом, переходим к механической части.
.. Берем тестер, проверяем, меняем при необходимости. Если причина не в этом, переходим к механической части.
Для начала стоит проверить, есть ли вода в колодце или колодце. Далее проверьте фильтр и обратный клапан. Возможно они забиты или неисправны. Очистите, проверьте работоспособность, опустите трубопровод на место, снова запустите насосную станцию.
Проверяем крыльчатку — это уже серьезный ремонт насосной станции
Если не получится, возможно заклинило крыльчатку. Затем попробуйте провернуть вал вручную. Иногда после длительного простоя он «залипает» — зарастает солями и сам не может двигаться. Если не удалось сдвинуть лопасти руками, возможно, заклинило крыльчатку. Затем продолжаем ремонт насосной станции, сняв защитный кожух и разблокировав рабочее колесо.
Некоторые виды ремонтных работ
Некоторые этапы ремонта насосной станции своими руками интуитивно понятны. Например, почистить обратный клапан или фильтр не составит труда, а вот заменить мембрану или грушу в гидроаккумуляторе без подготовки бывает сложно.
Замена «груши» гидроаккумулятора
Первый признак повреждения мембраны — частое и кратковременное включение насосной станции, причем вода подается рывками: то сильный напор, то слабый один. Чтобы убедиться, что дело в мембране, снимите заглушку с ниппеля. Если из него выходит не воздух, а вода, то мембрана порвалась.
Устройство мембранного бака пригодится при замене груши
Для начала ремонта гидроаккумулятора отключить систему от электропитания, сбросить давление — открыть краны и дождаться слива воды. После этого его можно отключить.
Далее порядок действий такой:
- Ослабляем крепление фланца внизу бака. Ждем, пока стечет вода.
- Откручиваем все болты, снимаем фланец.
- Если бак 100 литров и более, открутить гайку держателя мембраны в верхней части бака.
- Вынимаем мембрану через отверстие в дне контейнера.
- Промываем бак — в нем обычно много ржавого осадка.
- Новая мембрана должна быть точно такой же, как поврежденная.
 С их помощью можно:
С их помощью можно:
 ru
ru 5
5
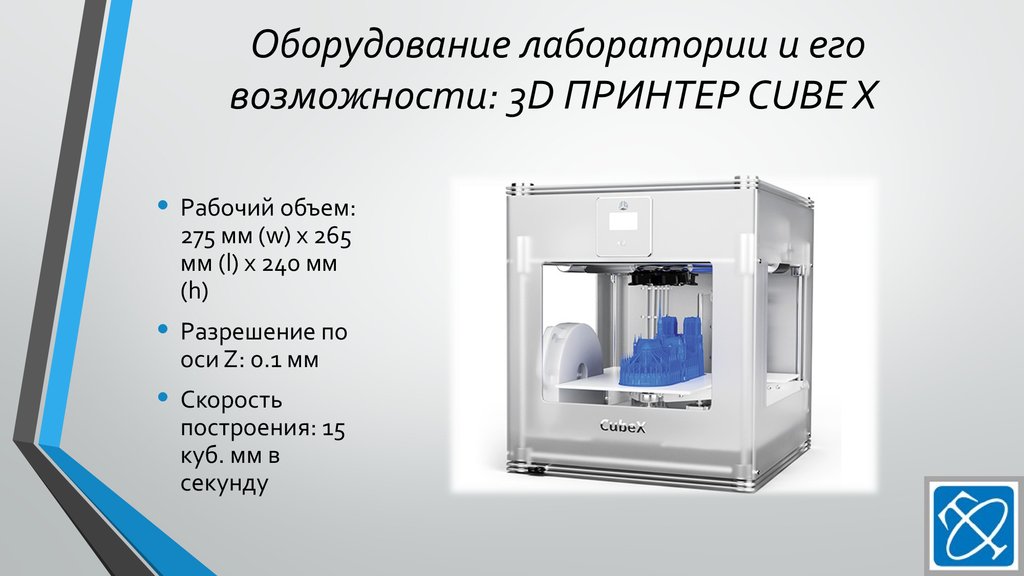
 За полугодичное время присутствия модели на рынке производитель добавил еще три цвета, в том числе, по многочисленным заявкам, темные глянцевые оттенки. Один заполненный картридж обойдется в 100$, даже если это стандартный белый или черный филамент. И это тоже лидирующий показатель на рынке, к сожалению, не позитивный. Неприятно и то, что принтер принимает только фирменные картриджи, и поскольку сейчас нет third-party поставщиков, придется раскошеливаться.
За полугодичное время присутствия модели на рынке производитель добавил еще три цвета, в том числе, по многочисленным заявкам, темные глянцевые оттенки. Один заполненный картридж обойдется в 100$, даже если это стандартный белый или черный филамент. И это тоже лидирующий показатель на рынке, к сожалению, не позитивный. Неприятно и то, что принтер принимает только фирменные картриджи, и поскольку сейчас нет third-party поставщиков, придется раскошеливаться. Для управления предусмотрен неплохой тачскрин с интуитивными менюшками, в которых и подключается домашняя (или офисная) Wi-Fi сеть. Принтер способен запоминать введенные пароли. Таким образом, этот 3D-принтер единственный (если не учитывать обычные, не “двойные” и “тройные” Cube того же производителя) по Wi-Fi принимает макеты. Стоит внимания в любом случае.
Для управления предусмотрен неплохой тачскрин с интуитивными менюшками, в которых и подключается домашняя (или офисная) Wi-Fi сеть. Принтер способен запоминать введенные пароли. Таким образом, этот 3D-принтер единственный (если не учитывать обычные, не “двойные” и “тройные” Cube того же производителя) по Wi-Fi принимает макеты. Стоит внимания в любом случае. Тачскрин, Wi-Fi, огромная площадка и трехцветная печать (к сожалению, пока что не RGB :).
Тачскрин, Wi-Fi, огромная площадка и трехцветная печать (к сожалению, пока что не RGB :). 75 мм
75 мм ru
ru
 8 см
8 см
 iid:FA4638CB3B8CE2118B95999DC143A2A2xmp.did:7547B91BAF70E211995AD17459B7C3F6xmp.did:7547B91BAF70E211995AD17459B7C3F6defaultapplication/pdf
iid:FA4638CB3B8CE2118B95999DC143A2A2xmp.did:7547B91BAF70E211995AD17459B7C3F6xmp.did:7547B91BAF70E211995AD17459B7C3F6defaultapplication/pdf 0 0.0 612.0 792.0]/Тип/Страница>>
0 0.0 612.0 792.0]/Тип/Страница>> val~V~肿zu~Ju}; -_iZuwƣ mfUZu7ei| 3u2Դ>4gu}.ǎOE?»?+
val~V~肿zu~Ju}; -_iZuwƣ mfUZu7ei| 3u2Դ>4gu}.ǎOE?»?+ Я бы хотел, чтобы у него был шестигранный ключ, необходимый для регулировки печатающей головки. Также неплохо было бы что-то 0,5 мм, чтобы торчать жиклер при заклинивании.
Я бы хотел, чтобы у него был шестигранный ключ, необходимый для регулировки печатающей головки. Также неплохо было бы что-то 0,5 мм, чтобы торчать жиклер при заклинивании.


 В ассортименте товаров GATOR есть запчасти для бензопил и мотокос самых популярных марок. Шины, звездочки, цилиндры и другие запчасти с фабричным качеством по доступным ценам характеризуют марку GATOR. Если вы не знаете как подобрать шину, цепь или звездочку к вашей бензопиле. Или как выбрать косильную головку нож или триммерную косильную леску к вашей мотокосе, напишите нам запрос или позвоните. Специалисты нашего магазина помогут вам с выбором.
В ассортименте товаров GATOR есть запчасти для бензопил и мотокос самых популярных марок. Шины, звездочки, цилиндры и другие запчасти с фабричным качеством по доступным ценам характеризуют марку GATOR. Если вы не знаете как подобрать шину, цепь или звездочку к вашей бензопиле. Или как выбрать косильную головку нож или триммерную косильную леску к вашей мотокосе, напишите нам запрос или позвоните. Специалисты нашего магазина помогут вам с выбором. Цепи класса Х упакованы в коробки красного цвета.
Цепи класса Х упакованы в коробки красного цвета. Такая форма позволяет максимально быстро и эффективно резать древесину.
Такая форма позволяет максимально быстро и эффективно резать древесину. Такое решение значительно продлевает срок службы цепи GATOR
Такое решение значительно продлевает срок службы цепи GATOR 09.2020
09.2020 Мастерство, которое вы вкладываете в свою работу или проект, требует решений, разработанных и изготовленных в соответствии со строгими стандартами. Орегон поддерживает вас. Наша электрическая точилка для цепной пилы Oregon 12V / шлифовальная машина является мощной, легкой и простой в использовании, с направляющей для регулировки угла заточки, включенной для точности. Точилки для цепей цепных пил Oregon работают так же усердно, как и вы. Электрическая точилка / шлифовальная машина для цепей бензопил Oregon 12 В затачивает большинство цепей бензопил с шагом до 0,404 дюйма. 12-вольтовая точилка и шлифовальная машина для цепей цепных пил оснащена мощным двигателем, который работает с оптимальной скоростью 25 000 об / мин. Включает: 1 электрическую цепную пилу Oregon 12 В Sure Sharp. Цепная точилка/точилка с точильными камнями 3/16″, 5/32″ и 7/32, автомобильным адаптером и зажимами типа «крокодил», а также удобным длинным шнуром (длиной 5 метров).
Мастерство, которое вы вкладываете в свою работу или проект, требует решений, разработанных и изготовленных в соответствии со строгими стандартами. Орегон поддерживает вас. Наша электрическая точилка для цепной пилы Oregon 12V / шлифовальная машина является мощной, легкой и простой в использовании, с направляющей для регулировки угла заточки, включенной для точности. Точилки для цепей цепных пил Oregon работают так же усердно, как и вы. Электрическая точилка / шлифовальная машина для цепей бензопил Oregon 12 В затачивает большинство цепей бензопил с шагом до 0,404 дюйма. 12-вольтовая точилка и шлифовальная машина для цепей цепных пил оснащена мощным двигателем, который работает с оптимальной скоростью 25 000 об / мин. Включает: 1 электрическую цепную пилу Oregon 12 В Sure Sharp. Цепная точилка/точилка с точильными камнями 3/16″, 5/32″ и 7/32, автомобильным адаптером и зажимами типа «крокодил», а также удобным длинным шнуром (длиной 5 метров). Обеспечивает максимальную мощность двигателя, низкое трение и более быстрое время резки. Высокая прочность пленки предотвращает износ или истирание звеньев цепи и стержней, защищая металлические детали от коррозии и ржавчины. Противостоит образованию отложений, таких как смола, смола или камедь.
Обеспечивает максимальную мощность двигателя, низкое трение и более быстрое время резки. Высокая прочность пленки предотвращает износ или истирание звеньев цепи и стержней, защищая металлические детали от коррозии и ржавчины. Противостоит образованию отложений, таких как смола, смола или камедь. Защита левой руки от бензопилы идеальна для защиты свободной руки и удобства работы. Моющийся материал позволяет легко содержать его в чистоте.
Защита левой руки от бензопилы идеальна для защиты свободной руки и удобства работы. Моющийся материал позволяет легко содержать его в чистоте.


 Богандинский
Богандинский Червишево
Червишево Нижняя Тавда
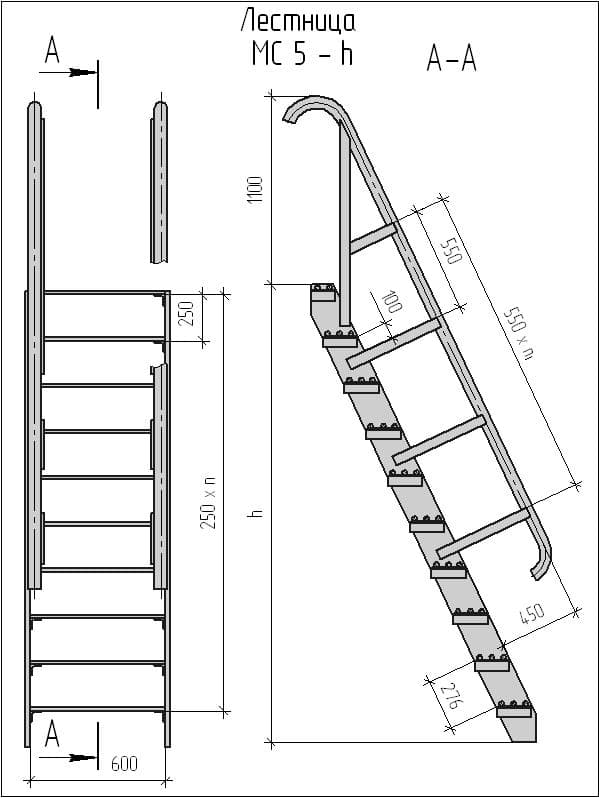
Нижняя Тавда Поэтому при планировании работы максимальная рабочая высота устанавливается путем прибавления роста пользователя и досягаемости к самому высокому положению.
Поэтому при планировании работы максимальная рабочая высота устанавливается путем прибавления роста пользователя и досягаемости к самому высокому положению.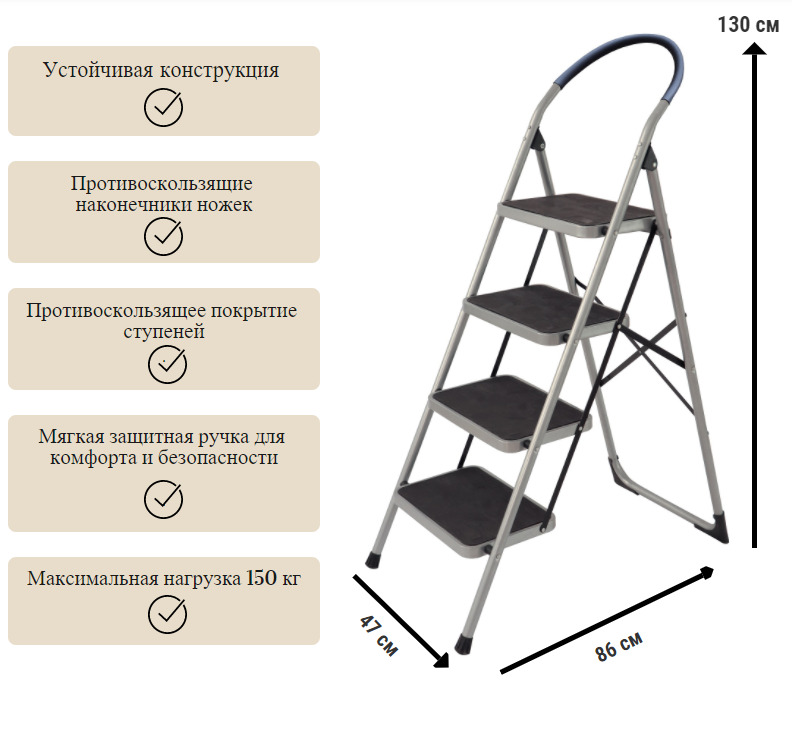

 Вывести эти лестницы из эксплуатации.
Вывести эти лестницы из эксплуатации. Другие материалы не должны размещаться на
Другие материалы не должны размещаться на дюймов обеспечивают дополнительный комфорт
дюймов обеспечивают дополнительный комфорт



 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Время экспедиции 10-12 дней.
Время экспедиции 10-12 дней.
 Изготовлена из массивного рифленого прутка. Цвет: белое золото или черный. Небольшие размеры, изящная форма и благородные цвета придают этой подставке особую элегантность и изысканность. Три парных изогнутых прутка в качестве ножек обеспечивают высокую устойчивость и надежность установки цветка. Подставка идеально подойдет для оформления открытых площадок и террас в загородном доме или коттедже.
Изготовлена из массивного рифленого прутка. Цвет: белое золото или черный. Небольшие размеры, изящная форма и благородные цвета придают этой подставке особую элегантность и изысканность. Три парных изогнутых прутка в качестве ножек обеспечивают высокую устойчивость и надежность установки цветка. Подставка идеально подойдет для оформления открытых площадок и террас в загородном доме или коттедже. length > 0″ data-magnific-popup=»» data-magnific-popup-options=»{gallery : {enabled : true}, delegate: ‘a.review-item__photo-link’, type: ‘image’}»>
length > 0″ data-magnific-popup=»» data-magnific-popup-options=»{gallery : {enabled : true}, delegate: ‘a.review-item__photo-link’, type: ‘image’}»>

 876.168/0001-35
876.168/0001-35
 -017
-017 -SS-029
-SS-029 -SS-024
-SS-024 23-SS-009
23-SS-009


 9000.9000.9000.9000.9000.9000.9000.9000. 9000.9000.9000. 9000.9000.9000. 9000.9000. 9000.9000. 9000.9000. 9000. 9000. 9000. 9000. 9000.9000 2 9000.9000. 9000. 9000.9000. 9000. 9000. 9000. 9000. 9000. 9000.9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000.
9000.9000.9000.9000.9000.9000.9000.9000. 9000.9000.9000. 9000.9000.9000. 9000.9000. 9000.9000. 9000.9000. 9000. 9000. 9000. 9000. 9000.9000 2 9000.9000. 9000. 9000.9000. 9000. 9000. 9000. 9000. 9000. 9000.9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000.
 9001 (JPY)
9001 (JPY) 1003 9003
1003 9003

 Доставка информации до клиентской части может быть организована как с помощью SMS, так и с помощью Cell Broadcast.
Доставка информации до клиентской части может быть организована как с помощью SMS, так и с помощью Cell Broadcast. Апплет A1S NaviSIM совместим с SIM-картами всех основных производителей.
Апплет A1S NaviSIM совместим с SIM-картами всех основных производителей.


 В равной степени каждый интервьюер просил что-то немного другое. Таким образом, кандидатам нужно подготовить несколько ситуаций, а не только одну за собеседование.
В равной степени каждый интервьюер просил что-то немного другое. Таким образом, кандидатам нужно подготовить несколько ситуаций, а не только одну за собеседование. Я познакомился с вашими ресурсами в начале этого года, когда подавал заявку на консультационную летнюю стажировку. Я жадно читал ваши электронные письма и очень доверял историям, которыми вы делитесь.
Я познакомился с вашими ресурсами в начале этого года, когда подавал заявку на консультационную летнюю стажировку. Я жадно читал ваши электронные письма и очень доверял историям, которыми вы делитесь. Конечно, ваш контент о кейс-интервью и методе PARADE для поведенческих вопросов также немного помог, но, в конце концов, совершенство достигается просто практикой (и я до сих пор не думаю, что близок к совершенству, если честно).
Конечно, ваш контент о кейс-интервью и методе PARADE для поведенческих вопросов также немного помог, но, в конце концов, совершенство достигается просто практикой (и я до сих пор не думаю, что близок к совершенству, если честно).
 PEI имеет большое значение, особенно на собеседованиях 2-го раунда. Поэтому не игнорируйте и следуйте методу PARADE.
PEI имеет большое значение, особенно на собеседованиях 2-го раунда. Поэтому не игнорируйте и следуйте методу PARADE. Я прочитал так много «историй успеха» и с нетерпением ждал того дня, когда смогу написать свою собственную.
Я прочитал так много «историй успеха» и с нетерпением ждал того дня, когда смогу написать свою собственную. Я был катастрофой. На самом деле, из всех 60-70 дел, которые я делал, я облажался в 90% из них.
Я был катастрофой. На самом деле, из всех 60-70 дел, которые я делал, я облажался в 90% из них.


 Дрехцальреглер
Дрехцальреглер 6616
6616 384070
384070 381581
381581 384138
384138 0120
0120 3984
3984 0114
0114 4648
4648 пояснение 3)
пояснение 3) Количество вентиляторов
Количество вентиляторов
 дм
дм 6 т), трос 2 метра
6 т), трос 2 метра 2 кВт
2 кВт 50×109 см
50×109 см , 05.08.2020
, 05.08.2020
 Уже докупил влагоотделитель. Незаменимая штука при покраске. Надеюсь надежность сего чуда не подведёт. Тест на время всё покажет.
Уже докупил влагоотделитель. Незаменимая штука при покраске. Надеюсь надежность сего чуда не подведёт. Тест на время всё покажет.

 Сейчас залил компрессорное масло. Корпуса фильтров пластмассовые, сами фильтрующие элементы бумажные, неплохого качества. При работе компрессора, греются цилиндры, возможно так и должно быть. Но также греется электродвигатель, посмотрим сколько прослужит, но я не думаю, что на аналогичных китайских моделях ничего не греется, скорее всё тоже самое. Недостаток, отсутствие регулятора давления и влагоотделителя, но это всё решаемо, уже нашёл, где это всё продается недорого. В общем агрегатом пока доволен, дальше будем посмотреть.
Сейчас залил компрессорное масло. Корпуса фильтров пластмассовые, сами фильтрующие элементы бумажные, неплохого качества. При работе компрессора, греются цилиндры, возможно так и должно быть. Но также греется электродвигатель, посмотрим сколько прослужит, но я не думаю, что на аналогичных китайских моделях ничего не греется, скорее всё тоже самое. Недостаток, отсутствие регулятора давления и влагоотделителя, но это всё решаемо, уже нашёл, где это всё продается недорого. В общем агрегатом пока доволен, дальше будем посмотреть.





 толщина резки
толщина резки
 Müşterinin talebi üzerine masanın kaldırılması otomatik hale getirilebilir.
Müşterinin talebi üzerine masanın kaldırılması otomatik hale getirilebilir. Müşterilerimizin taleplerini karşılayacak makineler tasarlıyoruz.
Müşterilerimizin taleplerini karşılayacak makineler tasarlıyoruz.

 Так что это вовсе не «ущербность», а рациональный минимализм, роднящий его с Assembler-ом.
Так что это вовсе не «ущербность», а рациональный минимализм, роднящий его с Assembler-ом.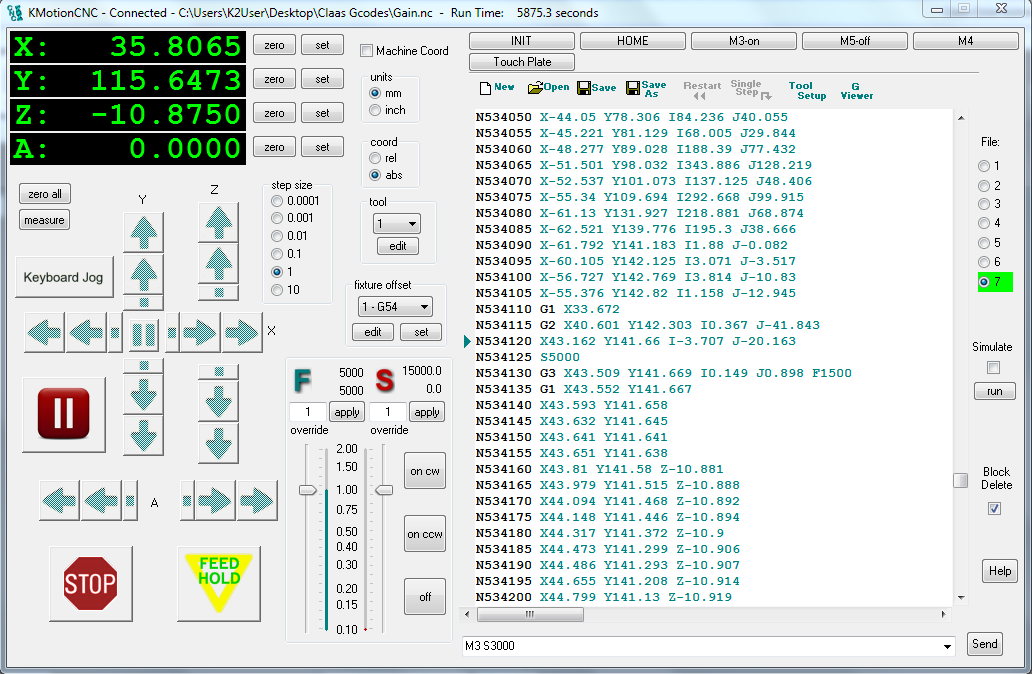
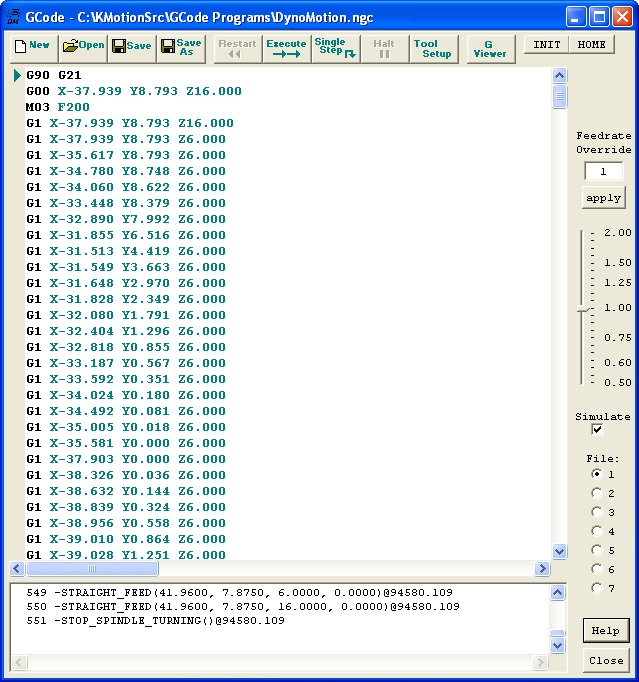
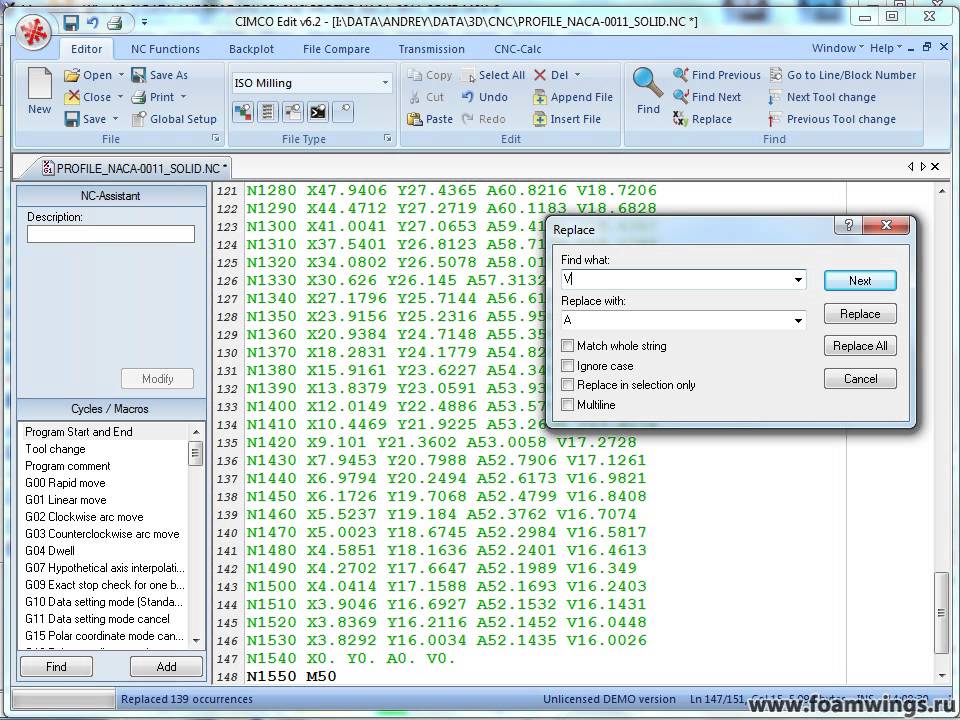
 По классической логике языка, использование G-кода для измерения длины — нестандартное решение, потому что вы явно не хотите, чтобы одновременно с этим (одной строкой кода) выполнялись какие-то еще действия. Но в современных реалиях это не имеет значения. На станках Haas та же операция измерения делается вообще запуском специальной подпрограммы с параметрами (тип и номер инструмента), а не одним кодом. Плюс, практически любой контроллер позволяет определять пользовательские G- или M-коды, полностью стирая различие между ними.
По классической логике языка, использование G-кода для измерения длины — нестандартное решение, потому что вы явно не хотите, чтобы одновременно с этим (одной строкой кода) выполнялись какие-то еще действия. Но в современных реалиях это не имеет значения. На станках Haas та же операция измерения делается вообще запуском специальной подпрограммы с параметрами (тип и номер инструмента), а не одним кодом. Плюс, практически любой контроллер позволяет определять пользовательские G- или M-коды, полностью стирая различие между ними.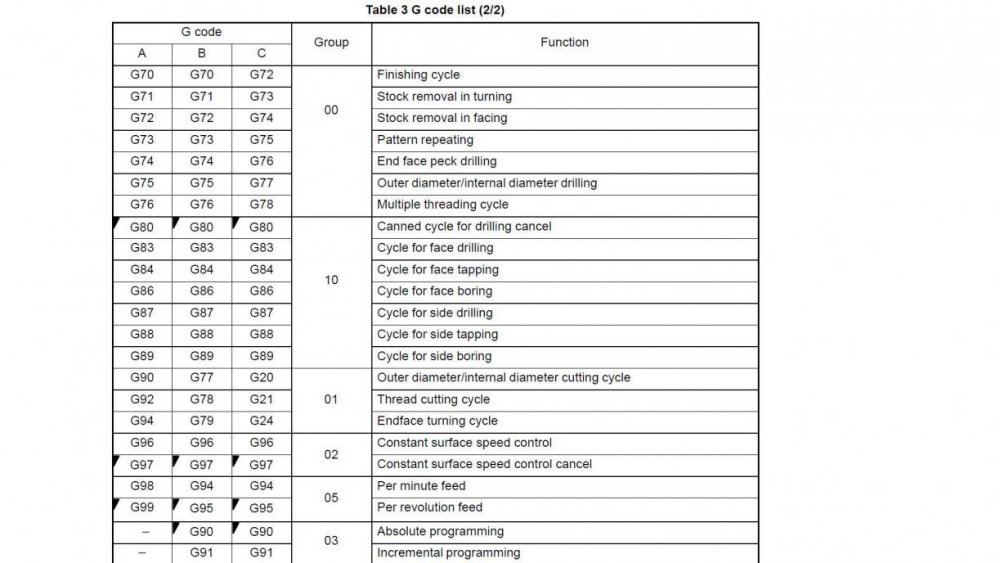
 . ENDметка
. ENDметка Если подпрограмма содержится в файле программы и имеет идентификатор номера строки (N), ее следует вызывать, как «внутреннюю подпрограмму». В этом случае, совершенно не нужно беспокоиться об уникальности идентификатора. Если же подпрограмма имеет идентификатор, начинающийся с буквы O, она может содержаться и внутри файла основной программы, и в отдельном файле. В этом случае, следует заботиться о том, чтобы номер был уникален среди всех программ в памяти контроллера, потому что иначе, контроллер либо выдаст ошибку при попытке записать такую подпрограмму в его память, либо, что хуже, может выполнить первую попавшуюся подпрограмму из нескольких с одинаковыми номерами. На большинстве контроллеров это, к счастью, невозможно. В общем, любую программу можно вызвать, как подпрограмму, только из-за отсутствия кода возврата
Если подпрограмма содержится в файле программы и имеет идентификатор номера строки (N), ее следует вызывать, как «внутреннюю подпрограмму». В этом случае, совершенно не нужно беспокоиться об уникальности идентификатора. Если же подпрограмма имеет идентификатор, начинающийся с буквы O, она может содержаться и внутри файла основной программы, и в отдельном файле. В этом случае, следует заботиться о том, чтобы номер был уникален среди всех программ в памяти контроллера, потому что иначе, контроллер либо выдаст ошибку при попытке записать такую подпрограмму в его память, либо, что хуже, может выполнить первую попавшуюся подпрограмму из нескольких с одинаковыми номерами. На большинстве контроллеров это, к счастью, невозможно. В общем, любую программу можно вызвать, как подпрограмму, только из-за отсутствия кода возврата 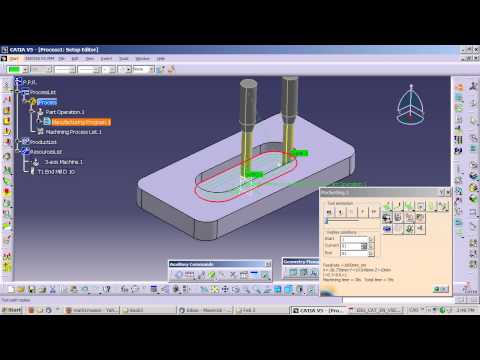 Это различие, на самом деле, восходит к временам, когда носителем для программ были перфокарты и перфолента, которые нужно было менять вручную, если подпрограмма находилась на другой ленте или в другой пачке перфокарт.
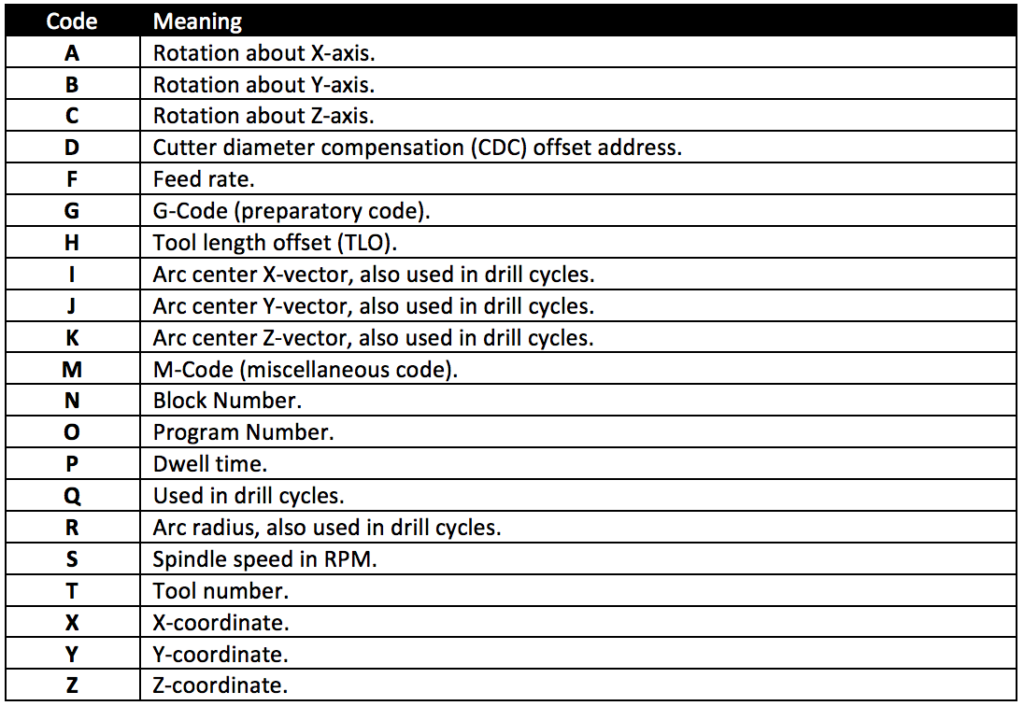
Это различие, на самом деле, восходит к временам, когда носителем для программ были перфокарты и перфолента, которые нужно было менять вручную, если подпрограмма находилась на другой ленте или в другой пачке перфокарт.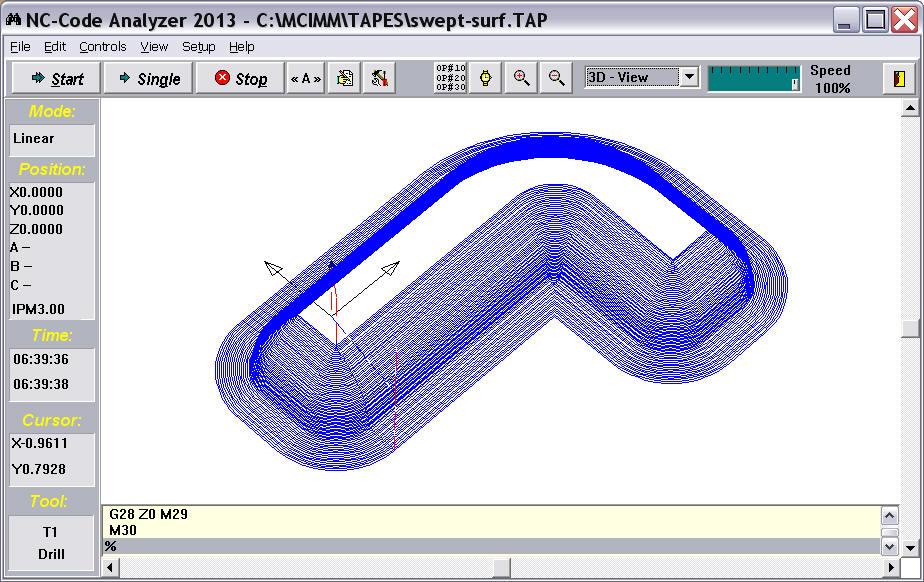 Доступ к этим регистрам в каких-то случаях возможен по предопределенным буквенным именам, в каких-то — по номерам, в каких-то — по назначенным буквенно-цифровым именам. При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными.
Доступ к этим регистрам в каких-то случаях возможен по предопределенным буквенным именам, в каких-то — по номерам, в каких-то — по назначенным буквенно-цифровым именам. При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными. Пренебрежение этим может стоить дорого, включая капитальный ремонт станка. При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления.
Пренебрежение этим может стоить дорого, включая капитальный ремонт станка. При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления.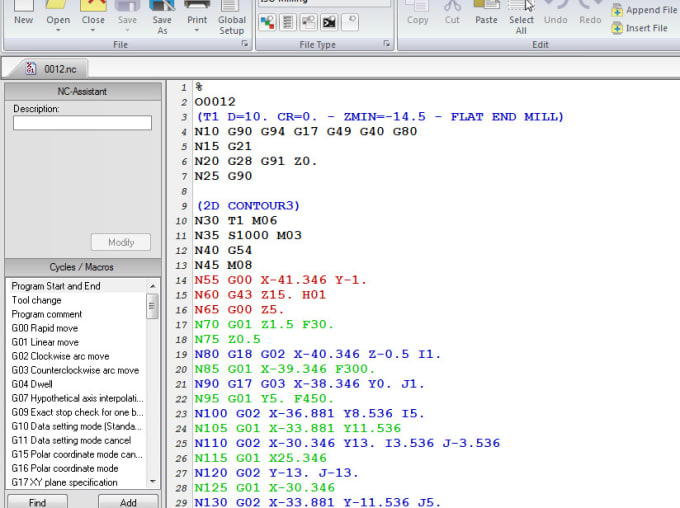 Некоторые станки имеют в своем наборе инструментов вентилятор, который устанавливается в шпиндель, как обычный держатель фрез. Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить.
Некоторые станки имеют в своем наборе инструментов вентилятор, который устанавливается в шпиндель, как обычный держатель фрез. Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить. Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности.
Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности. Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную.
Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную. Практический пример. Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код
Практический пример. Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код  Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.
Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.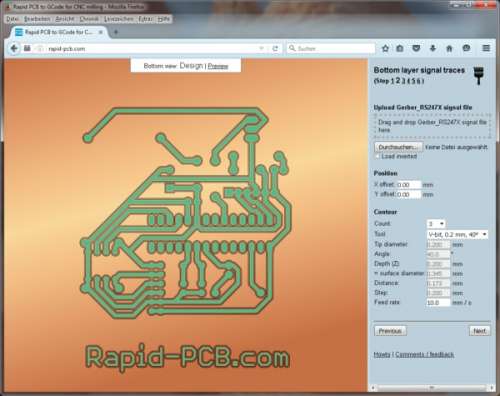
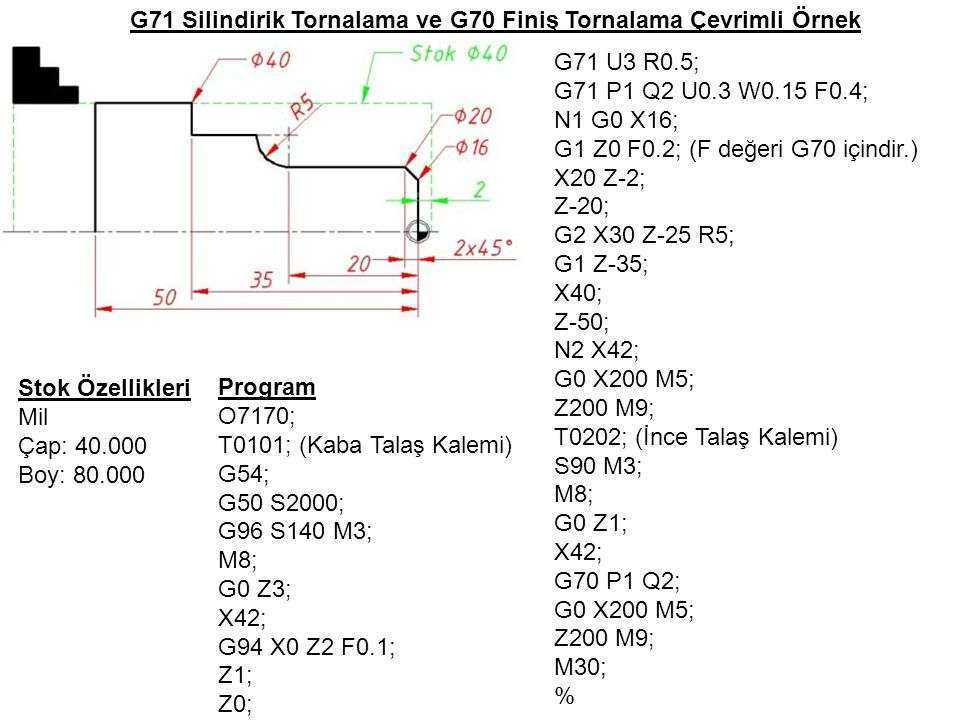
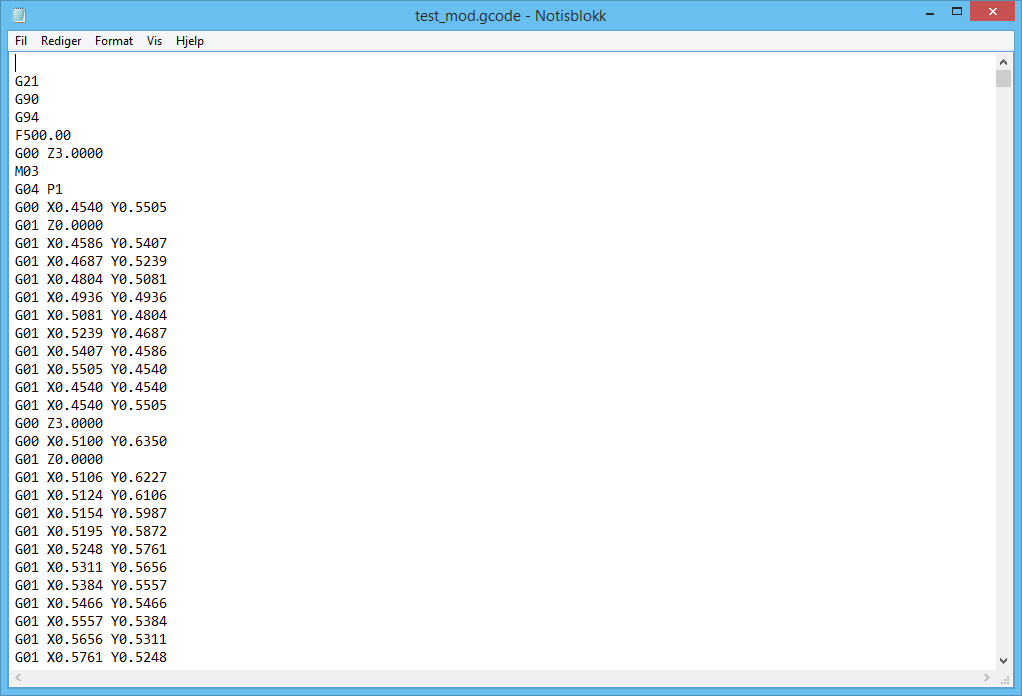
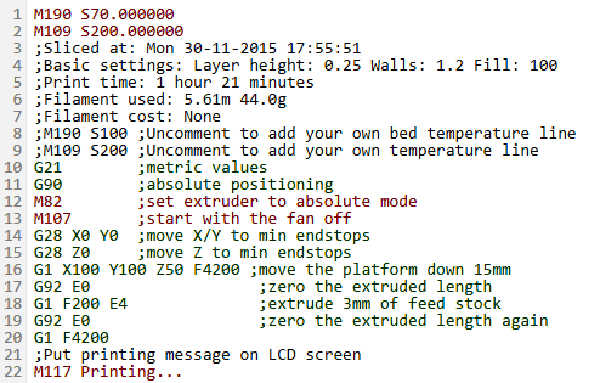 Завершается программа командой M02 или M30. Комментарии к программе размещаются в круглых скобках, как после программных кодов, так и в отдельном кадре.
Завершается программа командой M02 или M30. Комментарии к программе размещаются в круглых скобках, как после программных кодов, так и в отдельном кадре.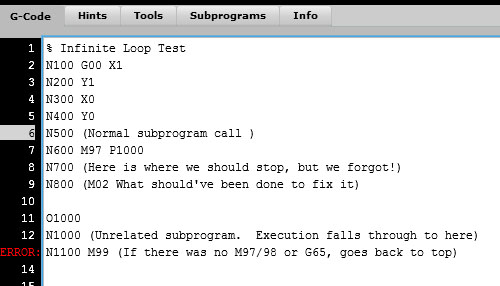 5; G15;
5; G15; д.
д.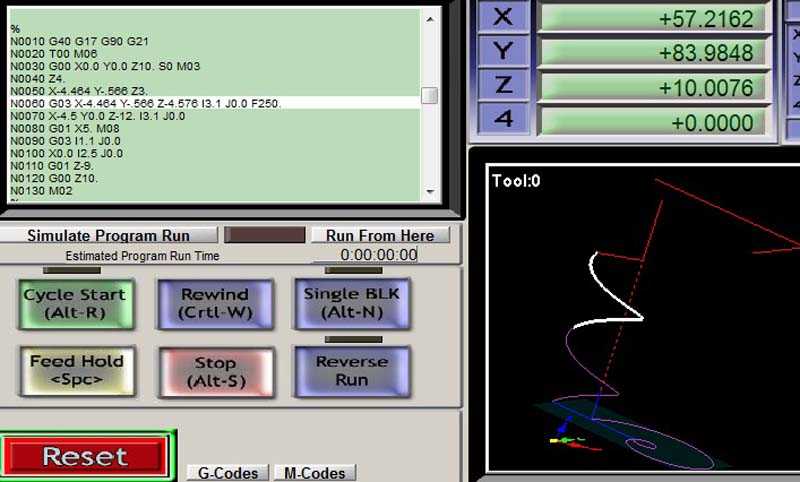 Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14
Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14 5 R12.5
5 R12.5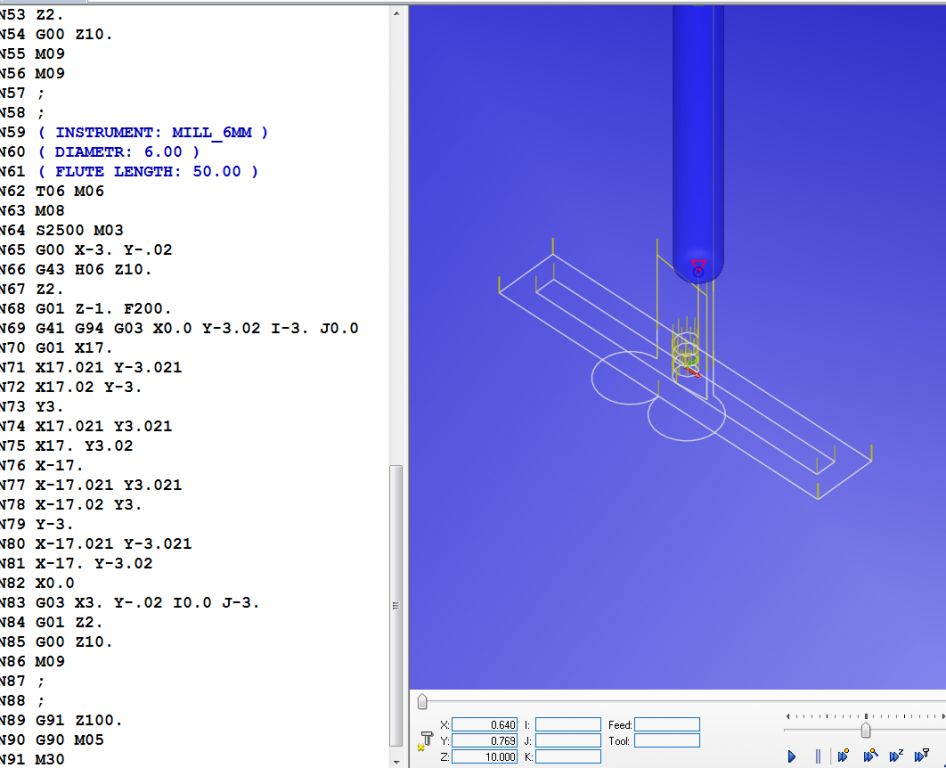 54 Y26.15
54 Y26.15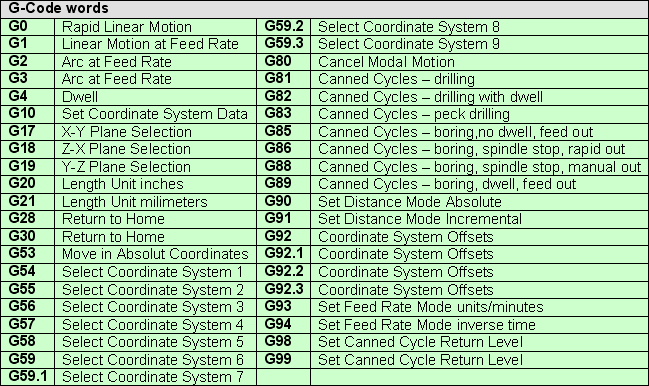 )
)

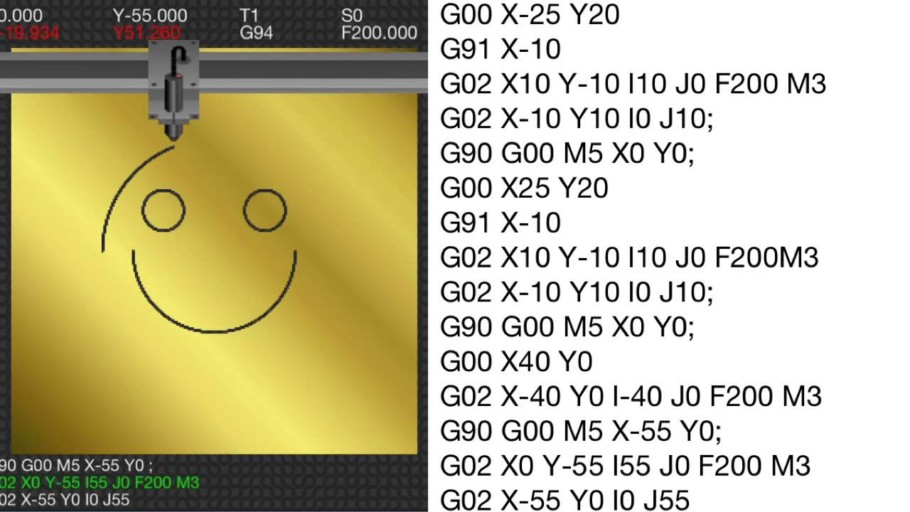
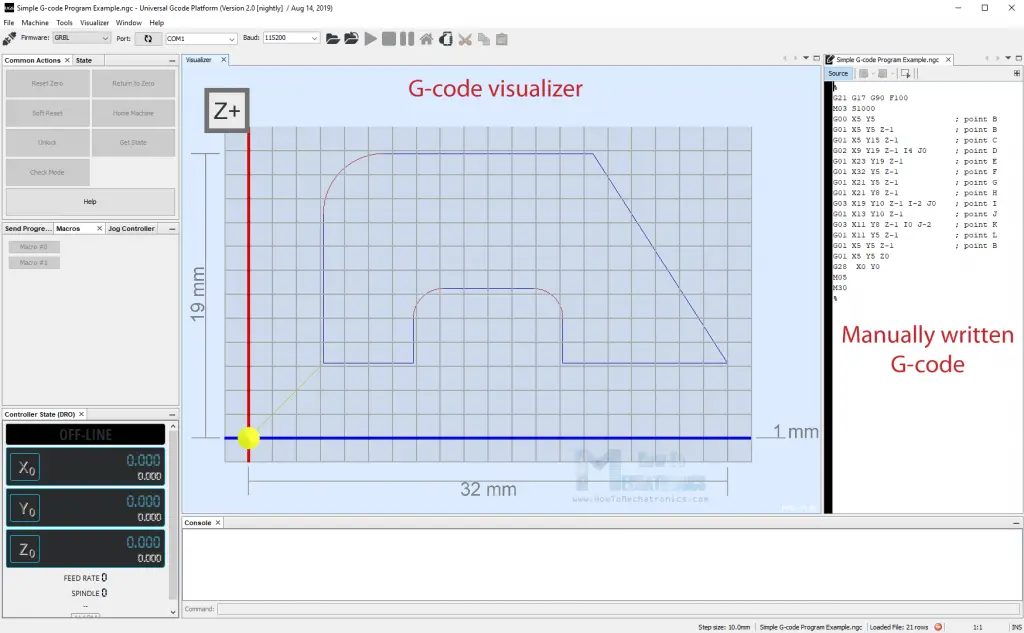
 Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.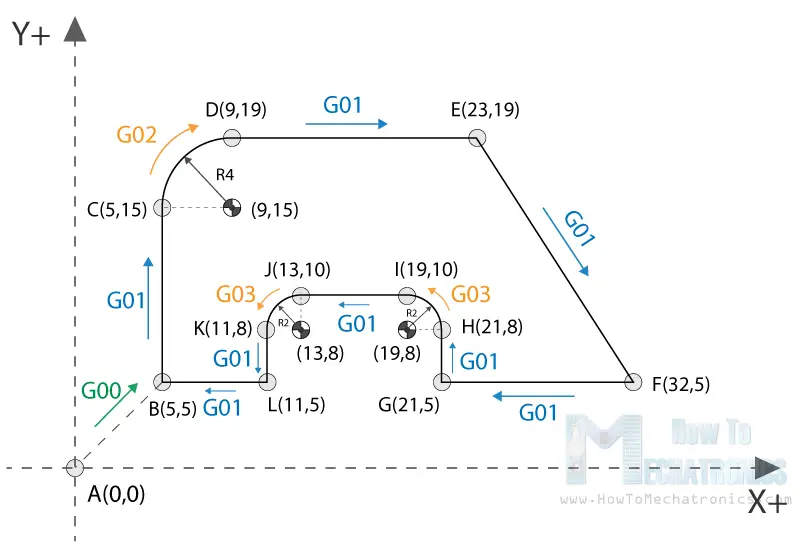
 Мы объясним это в следующем разделе.
Мы объясним это в следующем разделе.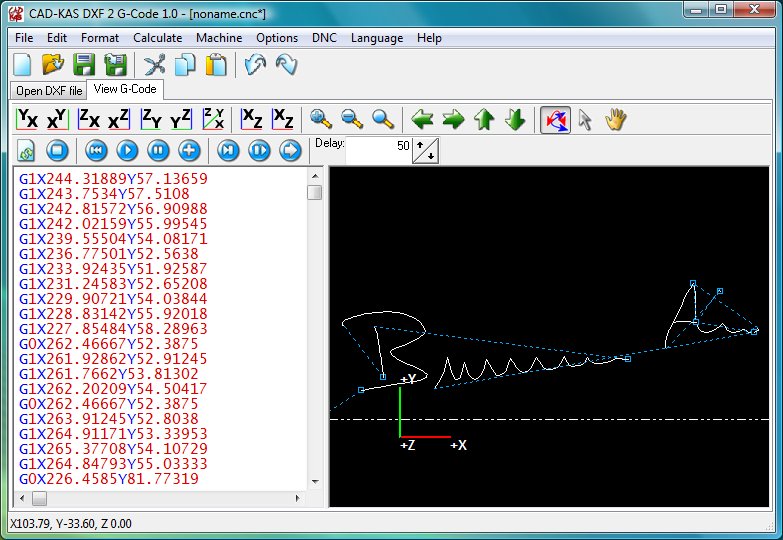 Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.
Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02. Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.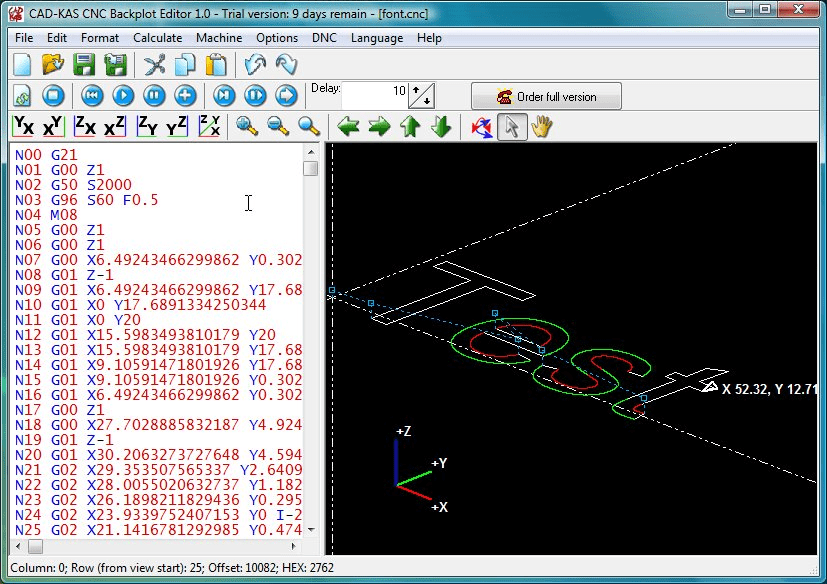 G90 для абсолютного режима и G91 для относительного режима .
G90 для абсолютного режима и G91 для относительного режима . Вот несколько распространенных команд M-кода:
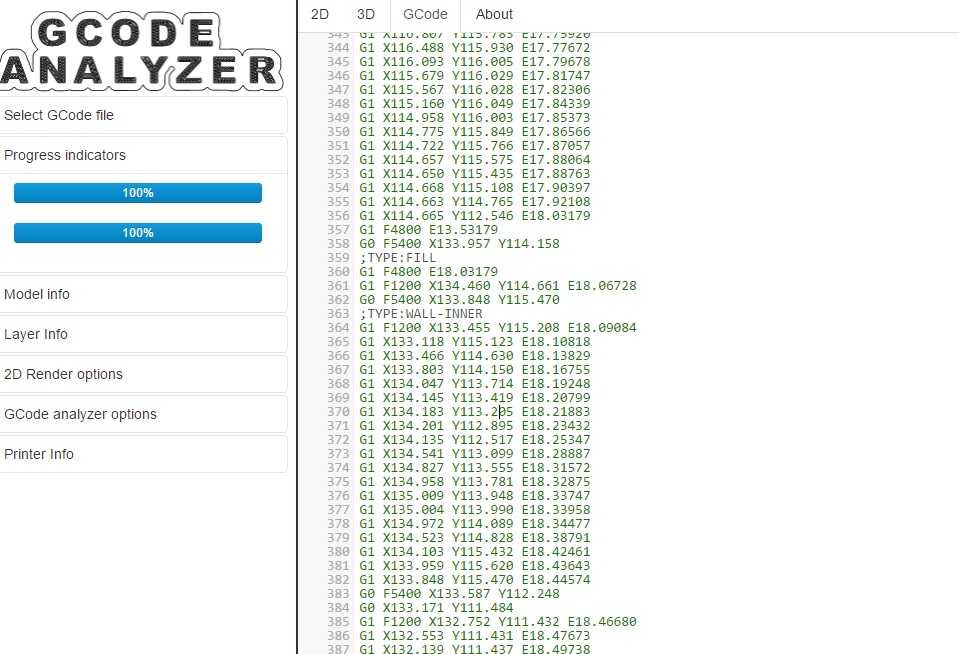
Вот несколько распространенных команд M-кода: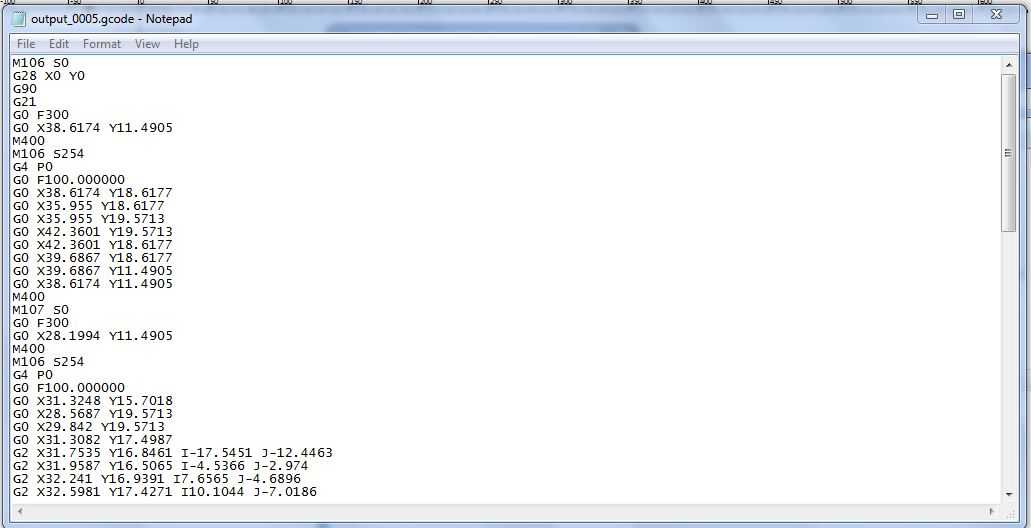 Например, скажем, у нас есть код линейного резания
Например, скажем, у нас есть код линейного резания 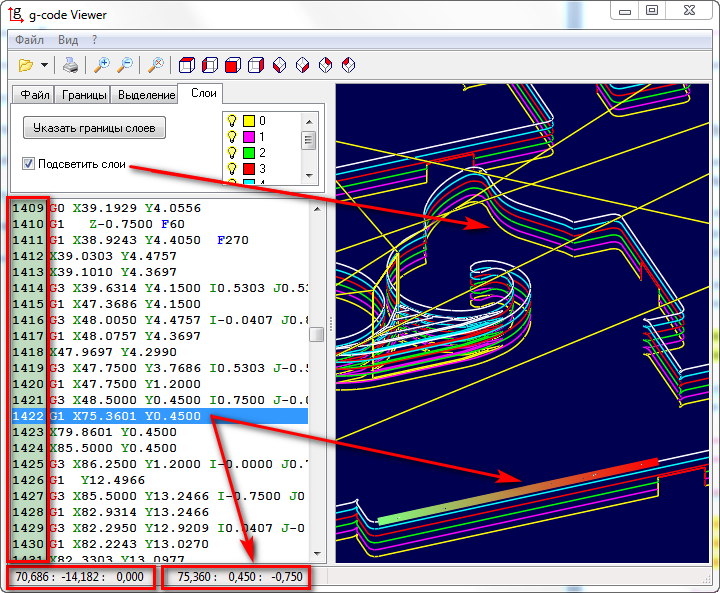 Этот символ (%) всегда присутствует в начале и в конце программы.
Этот символ (%) всегда присутствует в начале и в конце программы.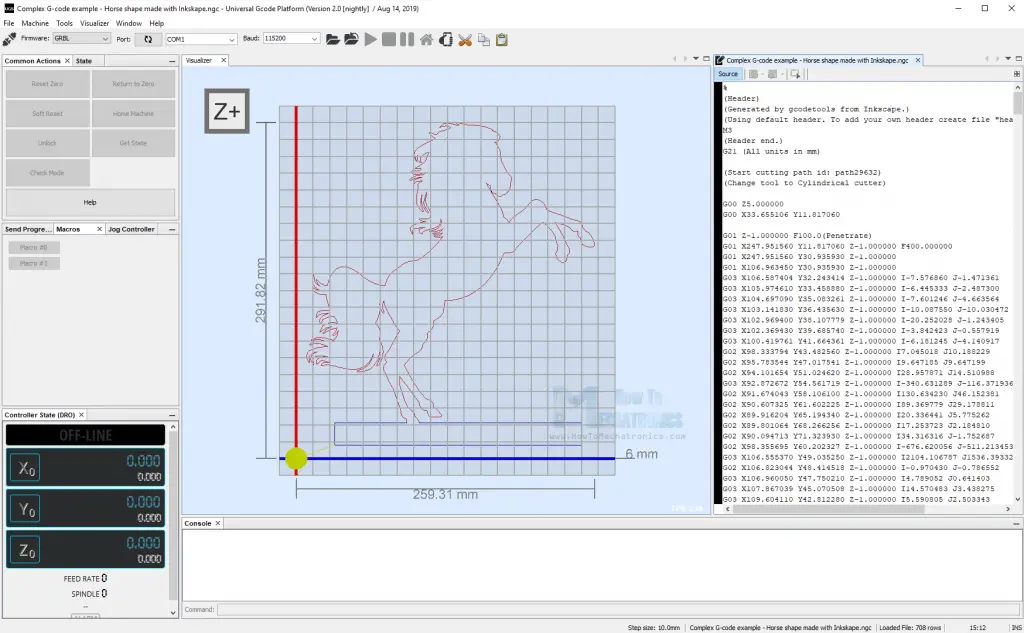
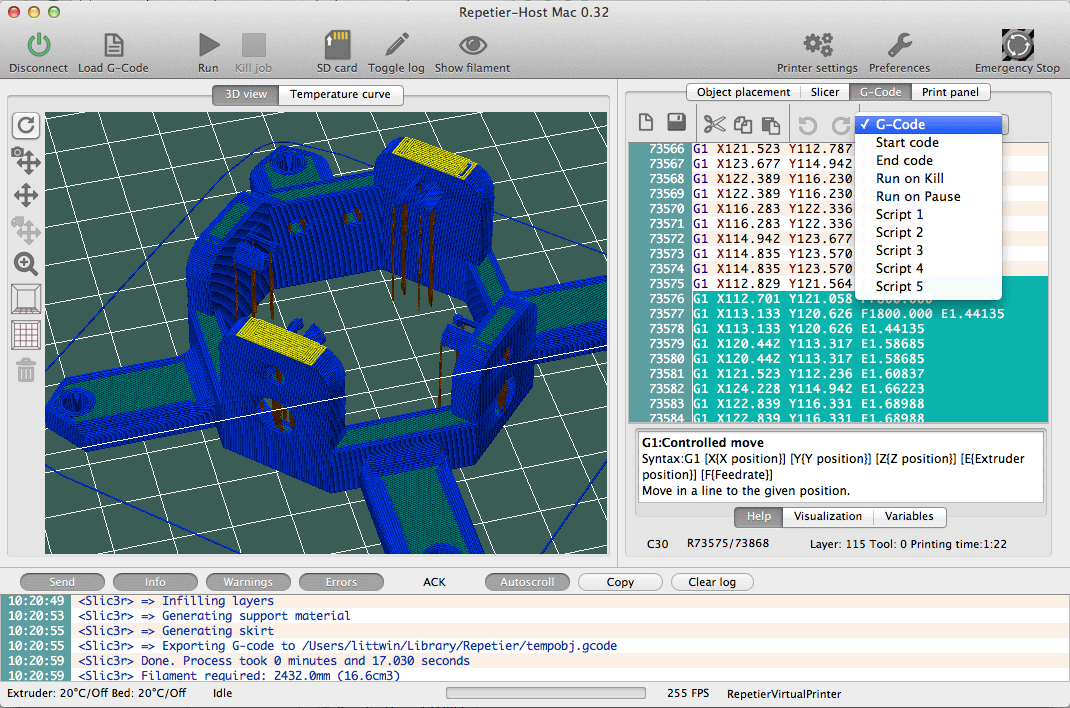 0 Y50.0 и Z20.0, а затем переместится в исходное положение.
0 Y50.0 и Z20.0, а затем переместится в исходное положение.