Модель рассчитана на Li-Ion аккумуляторами 18 в из профессиональной линейки инструментов Bosch и серии Heavy Duty (Тяжелые условия). Отличительной особенностью серии Heavy Duty является улучшенная надежность для работ в интенсивном режиме. Новый интеллектуальный бесщеточный двигатель значительно увеличивает надежность и производительность инструмента, а также позволяет сделать модель легче и компактнее аналогичных моделей с такими же параметрами. Модель отлично подойдет для профессиональных работ по сверлению отверстий, закручиванию крепежа, монтажу конструкций и сборки мебели. Еще одним преимуществом данной модели является цена, GSR 18V-50 значительно выгоднее конкурентов с бесщеточными двигателями, и является одним из лучших по соотношению цена/качество. Шуруповерт оснащен точно настроенной муфтой ограничения крутящего момента с 20 положениями, двухскоростным редуктором, удобно расположенным реверсом, подсветкой рабочей зоны и одномуфтовым быстрозажемным металлическим патроном диаметром до 13 мм. В модели установлен надежный бесщеточный двигатель развивающий крутящий момент до 50 Нм и позволяющий закручивать толстый крепеж до 10 мм диаметром без предварительного сверления. Дрель-шуруповерт GSR 18V-50 в комплектации 0.601.9H5.020 поставляется с двумя Li-Ion аккумуляторами емкостью 2 Ач., быстрым зарядным устройством в удобном пластиковом кейсе L-CASE для хранения и переноски.
Уважаемые покупатели — обязательно обращайте внимание на буквенные обозначения модели и номер комплектации, так как всего одна цифра или буква могут менять характеристики, комплектацию и соответственно цену инструмента. Если вы не уверены в выборе — вы всегда можете проконсультироваться с нами!
Параметры сети питания
Вольтаж батареи (в)
18
Емкость батареи (Ач)
2.0
Тип батареи
Li-ion
Характеристики дрелей, шуруповертов и перфораторов
Частота вращения на холостом ходу — 1 ступень (об. /мин)
0 — 460
Частота вращения на холостом ходу — 2 ступень (об./мин)
0-1800
Диаметр зажимаемого сверла, (мм)
1.5 — 13
Максимальный диаметр сверления в стали, (мм)
13
Максимальный диаметр сверления в древесине, (мм)
35
Максимальный крутящий момент (Нм)
50
Функции дрелей, шуруповертов и перфораторов
Реверс
Да
Число ступеней регулировки крутящего момента
20+1
Электронный блок управления
Да
Ударное сверление
Нет
Подсветка рабочей зоны
Да
Габариты и вес
Вес инструмента без аксессуаров (кг. )
1.0
Комплектация
Стандартная комплектация
аккумуляторная дрель-шуруповерт
2 аккумулятора 2 А·ч
зарядное устройство
руководство по эксплуатации
чемодан
Гарантия
Гарантия производителя
12 месяца
Расширенная гарантия
Возможность расширения гарантийного обслуживания от производителя до 36 месяцев
Гарантия магазина
2 недели
Ваше имя:
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Защита от роботов
Введите код в поле ниже
BOSCH GSR 18V-50. Честные отзывы. Лучшие цены.
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о шуруповерте BOSCH GSR 18V-50. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Вес, кг
1,4
Емкость аккумулятора, А*ч
2
Частота вращения шпинделя, об/мин
0-460/0-1800
Наличие реверса
да
Мягк.вращ. момент, Нм
28
Жестк. вращ. момент, Нм
50
Max диаметр шурупа, мм
10
Число ступеней крутящего момента
20+1
Max крутящий момент , Нм
50
Тормоз двигателя
нет
Ленточные (магазинные)
нет
Max диаметр сверления (металл), мм
13
Мах диаметр сверления (дерево), мм
35
Напряжение аккумулятора, В
18
Тип аккумулятора
Li-lon
Количество аккумуляторов в комплекте
2
Тип
аккумуляторный
Блокировка шпинделя
да
Наличие удара
нет
Тип двигателя
бесщеточный
Наличие подсветки
да
Размер зажимаемой оснастки, мм
1.5-13
Тип патрона
быстрозажимной
Число скоростей
2
Устройство аккумулятора
слайдер
Особенности модели
Аккумуляторный шуруповерт Bosch GSR 18V-50 используется при отделочных, ремонтных и строительных работах. Подходит как для заворачивания крепежа, так и сверления отверстий в мягких материалах. Поставляется в кейсе, что решает вопрос хранения и транспортировки.
Бесщеточный двигатель способствует высокой производительности.
Подсветка оптимально освещает рабочую зону в затемненных помещениях.
Благодаря быстрозажимному патрону смена оснастки занимает минимум времени.
Двухскоростной редуктор
Прочный металлический патрон
Обрезиненная рукоять для уверенного хвата
Надежный и долговечный бесщеточный двигатель
Регулировка оборотов для оптимальной работы Bosch GSR 18V-50 06019H5020 с материалами
Автоматическая фиксация шпинделя для быстрой замены оснастки
Реверс помогает безопасно извлечь заклинившее сверло
Литий-ионная технология без эффекта памяти и саморазряда
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Шуруповерт
2 аккумулятора GBA 18V 2.0Ah
Зарядное устройство GAL 18V-20 Professional
Чемодан L-CASE
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Отличный шуруповерт. Отлично лег в руку, достаточно мощный, удобный кейс, Бесщеточный. Кнопка переключения реверса легка в переключении.
Шуруповёрт огонь! Очень мощный, хорошо лежит в руке, на вес довольно легкий. В кейсе есть отделение для доп. аккумулятора и коробочки с битами, сверлами примерно 180?120 мм. Люфт у патрона минимальный.
Bosch Professional 1 год гарантии на детали и обслуживание 20 D.tuazon Corner Luskot St. Brgy. Don Manuel 0927-078-4408
DREMEL 6 месяцев гарантию запчастей и обслуживания Proving To Life Center
Makita Professional
9 Сервисная гарантия 315 Dasmarinas St. Binondo, ManilaТелефон: (02) 243-1159 до 6
Dewalt Professional Ограниченная гарантия на 3 года (Ограниченная — второй этаж Vsk A5
) Corporate Circle Building, No 2 Acacia Lane, Corner Shaw Boulevard, Mandaluyong, 1552 Metro Manila Телефон: (02) 533 9786
Hitachi Professional Ограниченная гарантия на запчасти и обслуживание в течение 6 месяцев (ограниченная — необходимо соблюдать особые условия) 22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila(02) 355-7777
Milwaukee Professional 6 месяцев гарантии на детали и обслуживание ) 355-777
Kress Elektrowerkzeuge 6 месяцев гарантии на запчасти и обслуживание 14 Quezon Rd East Grace Park, между 7 и 8 улицами, Caloocan City, Metro Manila Телефон: (002) 9 0 9 0 0 0 90 Инструменты 6-месячная ограниченная гарантия на детали и обслуживание 357 Rose St. Brgy. 161, Reparo Baesa, город Калукан 0917-8842017
DCA Professional 6 месяцев гарантии на детали | Пожизненная гарантия обслуживания 8 Don Manuel Street, Kaingin Rd. Балинтавак, контроль качества Мобильный телефон: 0955-4010048
Ken Professional Ограниченная гарантия на запчасти и обслуживание, 6 месяцев (ограниченная — необходимо соблюдать особые условия) 22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila(02) 355-7777D
Dartek 1 год гарантии на обслуживание 8 Kaing Don Manuel Street, Kaing Don Manuel Street, Cellphone: 0955-4010048Z
Zekoki 3 Months Service Warranty 22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila(02) 355-7777J
JC Kawasaki Lifetime Service Warranty Bring своему авторизованному дилеру для получения гарантии и ремонта
HOYOMA Гарантия на службу в течение жизни Принесите своему уполномоченному дилеру для получения гарантии и ремонта
Mailtank 6 месяцев гарантии на обслуживание Принесите ваш упециальный дилер для претензии Warranting and Repair9
1 год гарантии на обслуживание 543 Tomas Mapua St. , Sta. Cruz, Manila Стационарный телефон: 02-242134 Мобильный телефон: +639178175157I
Ingco Tools Ограниченная гарантия на 6 месяцев 420 Del Monte Ave. Brgy. Sienna, Quezon City, Metro Manila Mobile: 0919-078-0019 0927-414-553 стационарная линия: 7717-4059 / 8556-9129
Hitronic 6-месячная гарантия на обслуживание Обратитесь к официальному дилеру для обращения за гарантией и ремонтом
Powerhouse Powertools — 6 Months Service Warranty Welding — 3 Months Service Warranty Generator — 1 Month Service Warranty Industrial — 3 Months Service Warranty
314 San Nicolas St. Corner Madrid, Binondo, ManilaТелефон: (02) 8242-4491 / (02) 8353-8158
Powerplus 1 год гарантии на обслуживание 314 San Nicolas St. Corner Madrid, Binondo, Manila Телефон: (02) 8242-4491 /(02) 8353-8158
Riland 6 месяцев гарантия на обслуживание Принесите до вашего уполномоченного дилера. Обратитесь к официальному дилеру для получения гарантии и ремонта. П. Флорентино, Кесон-Сити, 1104 Метро Манила (02) 8740 929
Stanley Ограниченная гарантия на 2 года Блок 2 A, второй этаж, здание Vsk Corporate Circle, № 2 Acacia Lane, Corner Shaw Boulevard, Mandaluyong, 1552 Metro Manila Телефон: (02) 933 9098 9000 6 месяцев гарантия запчастей 14 Кесон -Р.Д. Ист -Грейс Парк, между 7 -й и 8 -й улицей, Калукан Сити, Метро Манила Телефон: (02) 281-046
Yamato DC Type — 6 -месячные месяцы. Сервисная гарантия Тип AC — Гарантия на обслуживание в течение 3 месяцев Обратитесь к официальному дилеру для получения гарантии и ремонта
Аккумуляторная дрель-шуруповерт Bosch Professional GSB 18V-50
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Скидка 22%
Bosch ProfessionalАртикул: 06019H5100
У поставщика есть запас
Отправка в течение 1-4 дней
1 ГОД
Гарантия производителя
Надежный возврат
Действуют положения и условия
VisaMastercardPayFast Instant EFTZappermobicredPayflex Гарантированная безопасная и надежная касса
Power Tool Services SA — 221 Imam Haron Rd, Claremont
Поделиться этим продуктом
Аккумуляторная дрель-шуруповерт Bosch Professional GSB 18V-50
Надежный бесщеточный двигатель для долговечности и гибкости
Интеллектуальный бесщеточный двигатель для эффективности, долговечности и компактности
Прочный металлический патрон и компактный эргономичный дизайн идеально подходят для работы в тяжелых условиях
Профессиональная система 18 В работает с аккумуляторами и зарядными устройствами Bosch того же напряжения
Отличия SLA/DLP/LCD принтеров, примеры печати, применение
Содержание
SLA
Принцип работы
Плюсы
Минусы
Пример печати
Лучшие SLA принтеры
DLP
Принцип работы
Плюсы
Минусы
Пример печати
Лучшие DLP принтеры
LCD
Принцип работы
Плюсы
Минусы
Пример печати
Лучшие LCD принтеры
Сфера применения
Итоги
Фотополимерная печать обычно ассоциируется с изящными, миниатюрными изделиями. Ведь именно фотополимерные принтеры приходят на помощь если нужно изготовить небольшую, но детализированную модель.
В настоящее время фотополимерные принтеры могут работать по одной из трех технологий — SLA, DLP или LCD. Каждая из технологий имеет свои преимущества и недостатки.
Для того чтобы не ошибиться с выбором модели, нужно понимать, какая технология подойдет для печати конкретных изделий. Например для ювелира и стоматолога главным критерием будет точность, а для человека который планирует печатать фигурки для своего хобби — качество поверхности и не очень дорогая стоимость расходников.
SLA
SLA — это одна из первых запатентованных технологий 3D печати. Запатентовал ее еще в 1986 году Чарльз Халл. DLP и LCD основными принципами похожи на SLA, но появились гораздо позже.
Принцип работы
В качестве материала для печати, SLA принтеры используют фотополимерные смолы -светочувствительные полимеры, застывающие под действием определенного спектра УФ излучения.
В качестве “отвердителя” используется лазерный луч, который при помощи зеркал фокусируется на нужной точке. Луч последовательно “рисует” срез модели. Так постепенно, слой за слоем, на рабочем столе “выращивается” модель.
Принцип работы SLA технологии
Есть два варианта расположения печатного стола — сверху и снизу.
Стол сверху
Визуально выглядит как перевернутый FDM аппарат, модель на таком аппарате печатается “верх ногами”. Стол перемещается во время печати снизу вверх, модуль с лазером располагается в нижней части аппарата, под ванной с полимером. Дно ванночки обычно изготовлено из силикона — он хорошо пропускает УФ излучение и к нему практически ничего не прилипает.
Модель принтера с верхним положением стола
Это самая популярное решение для настольных моделей SLA принтеров.
Стол внизу
Модуль с лазером располагается в верхней части принтера над ванной с полимером, а печатный стол, во время печати, постепенно опускается вниз, погружаясь в смолу.
Промышленный SLA с нижним расположением стола
Такое расположение традиционно используется в промышленных аппаратах с большой областью печати. Единственное неудобство — ванночка всегда должна быть заполнена фотополимером. А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
Плюсы
Большой выбор расходных материалов. Благодаря возрастающей популярности фотополимерной печати, появилось много специфичных смол — от мягких флексов, до фотополимеров с повышенными прочностными характеристиками (например есть очень прочный, биосовместимый фотополимер для изготовления временных зубных коронок).
Минусы
Дорогие расходники.
Пример печати
Сердечная мышца, напечатанная на Formlabs Form 3
Кольца, напечатанные при помощи SLA технологии
Прототип ложки
Статуэтка-бабочка, напечатанная на Formlabs Form 3
Техническая модель
Прототип лопаты для уборки снега. Изготовлен на Formlabs Form 3L
Лучшие SLA принтеры
Лидером в производстве SLA принтеров является фирма Formlabs. В линейке Formlabs можно найти как небольшие настольные модели, так и профессиональные станки с большой областью печати.
Form 3
Formlabs Form 3
Технические характеристики:
Разрешение XY: 25 мкм
Размер лазерного пятна: 85 мкм
Мощность лазера: Один лазер мощностью 250 мВт
Размер рабочей области: 14,5 × 14,5 × 18,5 см
Толщина слоя: 25 – 300 мкм
Этот принтер можно сравнить с небольшим профессиональным станком. Несмотря на небольшие габариты, он с легкостью справится с самыми сложными моделями.
Formlabs Form 3L
Formlabs Form 3L в сравнении с Form 3
Разрешение XY: 25 мкм
Размер лазерного пятна: 85 мкм
Мощность лазера: Один лазер мощностью 250 мВт
Размер рабочей области: 33,5 × 20 × 30 см
Толщина слоя: 25 – 300 мкм
Этот принтер позволяет печатать крупноформатные модели или быстро изготавливать небольшие партии изделий.
C появлением более быстрых и бюджетных технологий, SLA принтеры стали менее популярны. В основном их используют на производствах с высокими требованиями к качеству и стабильности печати.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Formlabs
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Formlabs
DLP
DLP технология опирается на принципы SLA, но в качестве источника УФ-излучения используется не лазер, а проектор.
Принцип работы
В качестве материала используется фотополимерная смола, но в отличии от SLA источником света является не луч, а DLP- проектор. Это существенно ускорило печать, ведь проектор, в отличие от луча, засвечивает сразу весь слой.
Принцип работы DLP технологии
Проектор располагается в нижней части принтера, под емкостью с фотополимером. Низ емкости обычно сделан из прозрачной, износостойкой пленки. Такая пленка хорошо пропускает УФ-излучение, к ней практически ничего не прилипает, а если она порвется ее можно легко заменить.
Плюсы
Минусы
Возможна паразитная засветка. Из-за засветки всего слоя за раз может возникать паразитная засветка смолы.
Ресурс проектора. Проектор — это сердце DLP-принтера. Обязательно обращайте внимание на ресурс проектора. Например, производитель FlashForge Hunter заявляет минимальный ресурс проектора 50 000 часов. Это очень много.
Пример печати
Партия колец, напечатанная при помощи DLP технологии
Образцы колец, напечатанные на FlashForge Hunter
Реквизит для миниатюр 28 мм
Макет челюсти изготовленный на FlashForge Hunter
Лучшие DLP принтеры
FlashForge Hunter
Технические характеристики:
Разрешение XY: 0,0625 мм
Скорость печати: 10 мм/ч
Источник света: 405 нм LED
Размер рабочей области: 120х67,5х150 мм
Толщина слоя: 0,025-0,05 мм
Фирма FlashForge славится качеством своих принтеров. Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
DLP технология используется все реже. Ее упорно вытесняют более доступные 3D-принтеры, работающие по LCD технологии.
LCD
LCD технология — самая молодая среди фотополимерных принтеров. Изначально LCD появилась как более доступный аналог DLP технологии, подходящий для домашнего использования.
Первые LCD принтеры обладали рядом неприятных детских болячек (неравномерная засветка рабочей области и т.д), которые со временем удалось решить или компенсировать. С развитием технологии, помимо моделей для домашнего использования, появились аппараты, которые по точности не уступают DLP и могут использоваться для производственных задач.
Принцип работы
Технология почти полностью копирует DLP, только вместо проектора используются светодиоды. Под ванночкой располагается ЖК дисплей (похожий на дисплей смартфона или планшета), который затемняется в некоторых местах, пропуская свет только в нужных местах.
Принцип работы LCD технологии
Поскольку модуль с экраном и светодиодами располагается в нижней части принтера, то дно емкости под смолу прозрачное. Как и в DLP, обычно используют прозрачную пленку.
Плюсы
Минусы
Менее точный. Бюджетные модели хорошо подойдут для печати миниатюр или статуэток, но их точности может быть недостаточно для, например, ювелирных изделий.
Качество печати может быть не одинаковое на всей области печати. Поскольку в качестве УФ источника используется массив светодиодов, а не один источник света, рабочая область может подсвечиваться неравномерно. Эту проблему можно решить программно или физически.
Пример печати
Небольшая миниатюра, изготовленная на Anycubic Photon Mono
Тролль, напечатанный на LCD аппарате
Шины для РУ модели, изготовленные из мягкого полимера
Модель замка, изготовленная на Phrozen Sonic Mini 4K
Статуэтка, изготовленная на Anycubic Photon Zero
Тролль, напечатанный на LCD принтере
Лучшие LCD принтеры
Anycubic Photon Zero
Anycubic Photon Zero
Технические характеристики:
Разрешение LCD-дисплея: 854х480 px
Точность позиционирования по оси XY: 0. 1155 мм
Длина УФ волны: 405 нм
Размер рабочей области: 97х54х150 мм
Толщина слоя: 0.01-0.2 мм
Бюджетная модель, ориентированная на домашнее использование. Хорошо подойдет для домашнего использования.
Anycubic Photon Mono
Технические характеристики:
Разрешение LCD-дисплея: 2560х1620 (2K)
Точность позиционирования по оси XY: 0.051 мм
Длина УФ волны: 405 нм
Размер рабочей области: 130х80х165 мм
Толщина слоя: 0.01-0.15 мм
Anycubic Photon Mono уже более серьезный аппарат. Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
Phrozen Sonic Mini 4K
Phrozen Sonic Mini 4K
Технические характеристики:
Разрешение LCD-дисплея: 6.1″ 4K Mono LCD
Точность позиционирования по оси XY: 35 микрон
Длина УФ волны: 405 нм
Размер рабочей области: 134х75х130 мм
Толщина слоя: 0.01-0.30 мм
Моно LCD матрица, с высоким разрешением, позволяет печатать очень быстро и точно.
Wanhao GR1
Технические характеристики:
Разрешение LCD-дисплея: 6. 3″ 2K HD
Точность позиционирования по оси XY: 0.055 мм
Длина УФ волны: 405-410 нм
Размер рабочей области: 140х78х200 мм
Толщина слоя: 35-100 микрон
Увеличенная рабочая область позволяет изготавливать больше моделей за раз, а специальная УФ-LED матрица обеспечивает однородность засветки.
LCD принтеры успешно захватывают рынок вытесняя более дорогие DLP и SLA принтеры. Этому конечно способствует их доступность и большое разнообразие моделей.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Anycubic
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Phrozen
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Anycubic
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Wanhao
Сфера применения
Стоматология
В стоматологии очень важна точность. Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
Модель челюсти
Элайнер, изготовленный при помощи 3D печати
Помимо точности принтера важную роль играет выбранный материал. Нужно использовать специальные смолы с небольшим процентом усадки.
Ювелирное производство
Весь потенциал фотополимерных принтеров раскрывается в ювелирной отрасли. Помимо точности очень важна детализация и идеальное качество поверхности.
Кольцо, изготовленное из выжигаемого фотополимера
От модели до готового изделия
Раньше такие изделия приходилось очень кропотливо вырезать вручную или изготавливать на высокоточных ЧПУ станках из воска. Теперь достаточно сделать цифровую модель и при помощи принтера и выжигаемой смолы, быстро изготовить необходимое количество изделий готовых к отливке.
Прототипирование
Печать прототипов, изготовление мастер моделей и т.д.
Шлем и другие прототипы, изготовленные на фотополимерном принтере
Прототипы корпусов
Не для всего подойдет FDM технология. Иногда нужно быстро изготовить макет будущего изделия с гладкой поверхностью, профессиональные фотополимерные принтеры легко справятся с этой задачей.
Хобби
Доступные фотополимерные принтеры стали большим подспорьем для любителей миниатюр. Гораздо проще смоделировать и распечатать 28 мм фигурку любимого героя, чем долго и кропотливо изготавливать ее вручную.
Советский мотоциклист в масштабе 28мм
“Запчасти” для миниатюры 28мм
А большие декоративные статуэтки получаются более аккуратными, по сравнению с FDM печатью. После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
Бюст девушки
Макетирование
Для больших и схематичных макетов можно использовать FDM принтеры, но их точности недостаточно для изготовления небольших деталей. Имея 3D модель можно быстро изготовить очень точный и подробный макет здания или целого квартала.
Макет статуи В.И. Ленина
Напечатанный и покрашенный макет здания
Итоги
Несмотря на все плюсы фотополимерных принтеров, есть небольшие нюансы которые являются общими для всех технологий.
Промывка модели. После печати модель нужно промыть от остатков смолы. Лучший способ это ультразвуковая ванночка со спиртом, иногда можно обойтись стаканчиком с изопропиловым спиртом и кисточкой.
“Дозасветка” в уф-камере. После промывки модель нужно “дозасветить” в УФ-камере, иначе полимер не наберет заявленную производителем прочность.
Для засветки модели можно использовать обычную УФ лампу или аппарат для маникюра. Они обойдутся дешевле профессиональных сушилок, хоть и времени для “дозасветки” может понадобится больше. Перед покупкой убедитесь, что лампы светят в нужном УФ спектре.
Прочность полимеров. Несмотря на огромное разнообразие смол, они все же уступают по прочности пластиковым нитям которые используют FDM принтеры. Исключение составляют некоторые узкоспециализированные смолы.
Для некоторых эти нюансы могут стать существенными минусами, но несмотря на это фотополимерные принтеры находят применение, как в качестве домашних принтеров, так и в качестве рабочих станков в разных областях.
Технологии SLA и DLP: сравнение 3D-принтеров в 2020 году
Сегодня на рынке доступны разнообразные технологи 3D-печати. Ознакомление с нюансами каждой из них помогает понять, чего можно ожидать от окончательных моделей, и решить, какая технология подходит именно вам.
Стереолитография (SLA) и цифровая обработка света (DLP) — две самые распространенные технологии 3D-печати с использованием полимеров. 3D-принтеры, в которых в качестве расходных материалов применяются полимеры, стали очень популярными благодаря способности изготавливать высокоточные, изотропные и водонепроницаемые прототипы и модели, отличающиеся высокой детализацией и гладкой поверхностью.
Если раньше эти технологии были сложными и непомерно дорогими, то сегодня компактные настольные SLA- и DLP-принтеры производят детали промышленного качества по доступной цене и отличаются огромной гибкостью применения благодаря широкому спектру материалов.
Оба этих процесса выборочно воздействуют на жидкий полимер источником света: SLA — лазером, DLP — проектором, формируя очень тонкие твердые слои пластика, которые складываются в твердотельный объект. Хотя принцип действия этих технологий очень похож, они могут давать существенно отличающиеся результаты.
В этом подробном руководстве мы расскажем об особенностях этих двух процессов 3D-печати и рассмотрим, как они отличаются в плане разрешающей способности, точности, объема печати, скорости, рабочих процессов и т. д.
образец печати
Оцените качество стереолитографической печати на собственном опыте. Мы отправим бесплатный образец модели, напечатанной на стереолитографическом 3D-принтере Formlabs, прямо в ваш офис.
Запросить бесплатный образец печати
Настольные стереолитографические 3D-принтеры содержат резервуар для полимеров с прозрачным дном и неадгезионной поверхностью, которая служит основанием для отверждения жидкого полимера, позволяющим аккуратно отделять новообразованные слои.
Процесс печати начинается с того, что платформа опускается в резервуар для полимеров, оставляя свободное пространство, соответствующее высоте слоя между платформой или последним законченным слоем и дном резервуара. Луч лазера подается на два зеркальных гальванометра, с помощью которых он поступает в нужные координаты на серии зеркал. Это позволяет подавать наверх через дно резервуара сфокусированный пучок света, под воздействием которого затвердевает слой полимера.
Затем отвержденный слой отделяется от дна резервуара, и платформа поднимается выше, а в освободившееся пространство поступает жидкий полимер. Этот процесс повторяется до завершения печати.
Технология стереолитографии низкой силы отрыва (LFS), используемая в принтерах Form 3 и Form 3L — это новый этап в развитии стереолитографической 3D-печати.
В 3D-принтерах на основе технологии LFS оптические компоненты находятся в блоке обработки света (LPU). Внутри блока LPU гальванометр позиционирует лазерный луч высокой плотности в направлении оси Y, пропускает его через пространственный фильтр и направляет в отклоняющее и параболическое зеркало, чтобы луч всегда оставался перпендикулярным плоскости платформы, гарантируя точность и воспроизводимость печати.
По мере движения LPU в направлении оси X напечатанная модель осторожно отделяется от гибкого дна резервуара, что позволяет значительно снизить силы, воздействующие на модели во время процесса печати.
3D-печать на основе технологии LFS значительно снижает усилия, которые воздействуют на детали во время процесса печати, за счет использования гибкого резервуара и линейного освещения для обеспечения невероятного качества поверхности и точности печати.
Эта усовершенствованная технология стереолитографии отличается более высоким качеством поверхности и точностью печати. Более низкое усилие отрыва при печати также позволяет создавать легкие опорные конструкции, которые можно отделять без усилий, а сам метод открывает широкие возможности для дальнейшего развития прогрессивных материалов, готовых к производству. Узнать больше о стереолитографической 3D-печати
Технический доклад
Скачайте наш подробный технический доклад , чтобы узнать, как работают технологии SLA-печати, почему сегодня их используют тысячи специалистов, и чем эта технология 3D-печати может быть полезна в вашей работе.
Скачать технический доклад
В настольных DLP-принтерах используется резервуар для полимеров с прозрачным дном и платформа, которая спускается в резервуар для послойной печати моделей, расположенных вверх дном. В этом они не отличаются от стереолитографических 3D-принтеров.
Разница между ними заключается в источнике света. В 3D-принтерах на основе технологии DLP применяется цифровой экран, проецирующий изображение слоя на всю платформу, в результате чего все нужные точки затвердевают одновременно.
Свет отражается на цифровом микрозеркальном экране (DMD) — динамической маске, состоящей из микроскопических зеркал, которые расположены в матрице на полупроводниковом чипе. Быстрое переключение этих крошечных зеркал между линзами, направляющими свет на дно резервуара или радиатора, определяет координаты, в которых жидкий полимер должен затвердевать для формирования текущего слоя.
Поскольку проектор представляет собой цифровой экран, изображение каждого слоя состоит из квадратных пикселей, в результате чего получается трехмерный слой из прямоугольных кубиков, называемых вокселями.
В характеристиках 3D-принтеров разрешающей способности уделяют больше всего внимания, но это часто приводит к путанице. Основные единицы процессов SLA и DLP — различные формы, что затрудняет сравнение принтеров только по числовым характеристикам.
В 3D-печати нужно учитывать три измерения: два плоскостных двумерных измерения (X и Y) и третье вертикальное измерение Z, с помощью которого и осуществляется трехмерная печать.
Разрешающая способность измерения Z определяется толщиной слоя, который может напечатать 3D-принтер. Принтеры на основе технологий SLA и DLP отличаются одной из лучших разрешающих способностей Z по сравнению с другими процессами, что позволяет печатать слои с минимальной толщиной. Как правило, пользователи могут установить высоту слоя на уровне 25–300 мкм, благодаря чему разработчики могут достичь компромисса между уровнем детализации и скоростью.
В DLP-принтерах разрешающая способность XY определяется размером пикселя — наименьшей деталью, которую проектор может воспроизвести в одном слое. Оно зависит от разрешающей способности проектора (самая распространенная — Full HD (1080p)) и его удаленности от оптического стекла. Поэтому большинство настольных DLP-принтеров имеет постоянную разрешающую способность XY от 35 до 100 мкм.
В стереолитографических 3D-принтерах разрешающая способность XY определяется на основании размера лазерного пятна и величины шагов, с помощью которых можно управлять лучом. Например, в 3D-принтере Form 3 на основе технологии LFS установлен лазер с размером пятна в 85 мкм, но благодаря постоянному процессу линейного сканирования лазер может двигаться с меньшим шагом, и принтер может на постоянной основе печатать модели с разрешающей способность XY в 25 мкм.
Сама по себе разрешающая способность — часто только показатель тщеславия. Оно дает определенное представление о характеристиках, но не обязательно напрямую соответствует точности и качеству печати.
Узнать больше о разрешающей способности в 3D-печати в нашем подробном руководстве.
Так как 3D-печать — это аддитивный процесс, нарушения могут потенциально возникнуть в каждом слое. Процесс формирования слоев влияет на уровень точности и правильность каждого слоя. Точность и аккуратность зависят от многих факторов: процесса 3D-печати, материалов, параметров программного обеспечения, пост-обработки и т. д.
В целом, SLA- и DLP-принтеры относятся к самым точным. Различия в точности печати часто лучше заметны между принтерами разных производителей, чем между самими технологиями.
Например, в SLA- или DLP-принтерах начального уровня могут использоваться готовые проекторы, лазеры или гальванометры, и их производители стараются добиться от этих деталей оптимальных эксплуатационных характеристик. В профессиональных SLA- и DLP-принтерах (например, Formlabs Form 3) установлена специальная оптическая система, которая отрегулирована в зависимости от потребностей пользователей.
Точность играет решающую роль для таких деталей, как зубные капы (слева) и хирургические шаблоны (справа).
Точность играет решающую роль для таких деталей, как зубные капы (слева) и хирургические шаблоны (справа).
Не менее важна и калибровка. При использовании DLP-проекторов, производители сталкиваются с неравномерным распределением света на платформе и оптическими искажениями линз, а это означает, что размеры и форма пикселей в середине и по краям различаются. В стереолитографических 3D-принтерах для всех частей модели используется один источник света, что обеспечивает однородность, но их все равно нужно тщательно калибровать, чтобы избежать искажений.
Даже на 3D-принтере с лучшими компонентами и оптимальной степенью калибровки можно получать разные результаты в зависимости от используемых расходных материалов. Для обеспечения наилучшего качества приходится изменять параметры полимеров, но они могут быть недоступны для новых материалов, которые не прошли надлежащие испытания с соответствующей моделью 3D-принтера.
Какой можно сделать из этого вывод? Зная только технические характеристики, невозможно получить полное представление о качестве. Лучший способ оценить 3D-принтер — изучить напечатанные на нем модели или попросить производителя изготовить тестовую модель по вашему проекту.
В DLP-принтерах существует обратная зависимость между разрешающей способностью и рабочим объемом. Разрешающая способность зависит от проектора, который определяет количество доступных пикселей/вокселей. Если переместить проектор ближе к оптическому стеклу, пиксели станут меньше, а разрешающая способность увеличится, но рабочая область будет ограничена.
Некоторые производители устанавливают несколько проекторов рядом или используют 4K-проектор высокой четкости для увеличения рабочей области, но это значительно увеличивает стоимость. Цена таких моделей гораздо выше, чем у других настольных 3D-принтеров.
Поэтому DLP-принтеры, как правило, оптимизированы для определенных целей. Некоторые из них имеют меньшую рабочую область и позволяют производить в высоком разрешении такие мелкие и детализированные модели, как ювелирные изделия, в то время как другие могут печатать более крупные детали, но с меньшей разрешающей способностью.
Процесс стереолитографии по своей природе более подвержен масштабированию, так как объем печати SLA-принтера не зависит от разрешения модели. Отдельная модель может иметь любой размер и разрешающую способность и располагаться в любом месте рабочей области. Это позволяет печатать крупные 3D-модели с высокой разрешающей способностью или большие партии мелких моделей с высокой степенью детализации для увеличения производительности принтера.
Еще одно препятствие для увеличения объема печати как в стереолитографических, так и в DLP-принтерах — это отделяющее усилие. При печати крупных моделей силы, прилагаемые к ним, возрастают экспоненциально по мере того, как отвержденный слой отделяется от резервуара.
При печати по технологии LFS гибкая пленка в основании резервуара с полимером аккуратно отслаивается, когда платформа вытягивает модель вверх, что значительно снижает нагрузку на модель. Эта уникальная функция позволила значительно повысить объем печати в первом доступном крупноформатном принтере на основе стереолитографии — Form 3L.
Form 3L — это первый доступный крупноформатный 3D-принтер на основе стереолитографии с объемом печати 30 x 33,5 x 20 см.
Как стереолитографические, так и DLP-принтеры известны тем, что печатают модели с самым лучшим качеством поверхности по сравнению с решениями на основе других технологий. Когда мы говорим о различиях, то в большинстве случаев они видны только на очень мелких деталях и моделях с высокой степенью детализации.
Так как печать на 3D-принтерах осуществляется послойно, готовые модели часто имеют заметные горизонтальные линии. А из-за того, что технология цифровой обработки света предполагает использование прямоугольных вокселей, также может наблюдаться эффект вертикальных линий.
В DLP-принтерах для визуализации изображений применяются прямоугольные воксели, что может привести к появлению вертикальных линий. На этом изображении вертикальные воксельные линии показаны так, как они выглядят после печати (слева), и выделенными для лучшей заметности (справа).
Так как воксели прямоугольные, они влияют на форму изогнутых краев. Проведем аналогию с созданию круглой формы из конструктора LEGO — края будут иметь ступенчатую форму как по оси Z, так и на плоскости X-Y.
Из-за прямоугольной формы вокселей изогнутые края выглядят ступенчатыми. Для удаления видимых вокселей и линий слоев требуется пост-обработка, например шлифование.
При печати на 3D-принтерах на основе технологии LFS линии слоев практически не видны. В результате шероховатость поверхности уменьшается, что позволяет получить гладкую поверхность, а при использовании прозрачных материалов — модели с большей прозрачностью.
Рассуждая о скорости 3D-печати, важно учитывать не только саму скорость печати, но и производительность.
Общая скорость печати у 3D-принтеров на основе технологий SLA и DLP примерно одинакова. Поскольку проектор экспонирует каждый слой целиком, скорость 3D-печати по технологии DLP равномерна и зависит только от высоты модели, в то время как 3D-принтеры SLA формуют лазером каждую деталь. Как подтверждает практика, в результате стереолитографические 3D-принтеры становятся сопоставимыми по скорости или даже быстрее при печати одной мелкой или средней модели, тогда как DLP-принтеры быстрее печатают крупные цельные модели или несколько моделей, которые почти полностью заполняют пространство платформы.
Но при этом не стоит забывать, что в принтерах на основе технологии DLP существует обратная зависимость между разрешающей способностью и рабочим объемом. Маленький DLP-принтер может быстро печатать мелкие модели или (малые) партии мелких моделей с высокой разрешающей способностью, но объем печати ограничивает размер модели и производительность устройства. Другое устройство с большим объемом печати может изготавливать более крупные модели или партии более мелких моделей быстрее, но с меньшей разрешающей способностью, чем стереолитографический принтер.
Имея стереолитографический 3D-принтер, все это можно делать на одном аппарате. При этом пользователи могут решать, что они в хотят оптимизировать в каждом конкретном случае: разрешающую способность, скорость или производительность.
В DLP-принтерах для визуализации изображений применяются прямоугольные воксели, что может привести к появлению вертикальных линий. На этом изображении вертикальные воксельные линии показаны так, как они выглядят после печати (слева), и выделенными для лучшей заметности (справа).
Стереолитографические 3D-принтеры имеют больший объем печати, позволяют изготавливать модели партиями и печатать модели ночью, повышая производительность.
Grey Resin 100 microns
Draft Resin 200 microns
71 min
18 min
Grey Resin 100 microns
Draft Resin 200 microns
21 hrs 46 min
8 h 43 min
Grey Resin 100 microns
Draft Resin 200 microns
11 hrs 8 min
3 hrs 9 min
Стереолитографические 3D-принтеры имеют больший объем печати, позволяют изготавливать модели партиями и печатать модели ночью, повышая производительность.
ИНТЕРАКТИВНЫЙ МАТЕРИАЛ
Попробуйте наш интерактивный инструмент расчета рентабельности инвестиций, чтобы узнать, сколько времени и средств вы можете сэкономить с помощью печати на 3D-принтерах компании Formlabs.
Рассчитать экономию
Как и в случае с точностью, отличия рабочих процессов и доступных материалов больше зависит от принтера, чем от технологии.
Большинство SLA- и DLP-принтеров поддерживают технологию Plug and play и позволяют легко заменять платформы и резервуары для полимеров. Некоторые более сложные модели поставляются с системой картриджей для автоматического пополнения резервуара жидким полимером, что требует меньшего внимания и облегчает печать в ночное время.
Некоторые принтеры поставляются со своим программным обеспечением для подготовки 3D-моделей к печати (например, PreForm для стереолитографических 3D-принтеров Formlabs), в то время как другие производители предлагают готовые стандартные решения. Разные программные инструменты имеют различные функции, например, PreForm позволяет настраивать процесс печати «в один клик», действенные инструменты оптимизации плотности и размера поддерживающих структур, регулируемую толщину слоя, а также функции для экономии материалов и времени. К счастью, программное обеспечение можно загрузить и протестировать еще до покупки 3D-принтера.
Как и в случае с точностью, отличия рабочих процессов и доступных материалов больше зависит от принтера, чем от технологии.
3D-принтеры могут работать с широким ассортиментом полимерных материалов, предназначенных для различных целей.
Одно из главных преимуществ 3D-печати на основе полимеров — большое количество материалов, из которых можно изготовить модели для различных целей. Полимеры с различным составом имеют разнообразные характеристики: они могут быть мягкими или твердыми, содержать такие добавки, как стекло и керамика, или иметь специальные механические свойства, такие как высокая температура изгиба под нагрузкой или ударопрочность.
Но при этом ассортимент поддерживаемых материалов зависит от конкретной модели 3D-принтера, поэтому мы рекомендуем уточнять эту информацию у производителя, прежде чем совершать покупку.
Модели, напечатанные с использованием технологий SLA и DLP, требуют пост-обработки после печати. Во-первых, модели необходимо промыть в растворителе, чтобы удалить излишки полимера. В некоторых случаях, например для моделей из инженерных и биосовместимых материалов, также требуется финальная полимеризация. Для стереолитографических 3D-принтеров компания Formlabs предлагает решения по автоматизации этих этапов, что позволяет сэкономить время и трудозатраты.
И наконец, 3D-модели, напечатанные на поддерживающих конструкциях, требуют удаления таких конструкций. Это нужно делать вручную — процесс аналогичен как для SLA-, так и для DLP-принтеров. В 3D-принтерах на основе технологии LFS используются легкие поддерживающие структуры с очень маленькими точками контакта, что обеспечивает легкое отделение с минимальным оставлением следов.
Interactive
Need some help figuring out which 3D printing material you should choose? Our new interactive material wizard helps you make the right material decisions based on your application and the properties you care the most about from our growing library of resins.
Recommend Me a Material
Надеемся, что после того, как мы разобрались с различиями в технологиях и результатах печати, вам будет гораздо проще выбрать 3D-принтер, оптимально соответствующий вашим потребностям и рабочему процессу.
Чтобы узнать больше о стереолитографических 3D-принтерах нового поколения, ознакомьтесь с информацией об устройствах Form 3 и Form 3L на основе технологии LFS.
Хотите увидеть получаемое качество своими глазами? Закажите образец печати, который доставят прямо в ваш офис.
Запросить бесплатный образец печати
SLA против DLP: руководство по полимерным 3D-принтерам
На рынке существует множество процессов 3D-печати. Знакомство с нюансами каждого из них помогает прояснить, чего вы можете ожидать от окончательных отпечатков, чтобы в конечном итоге решить, какая технология подходит для вашего конкретного приложения.
Стереолитография (SLA) и цифровая обработка света (DLP) 3D-печать — два наиболее распространенных процесса 3D-печати смолой. Полимерные принтеры популярны для производства высокоточных, изотропных и водонепроницаемых прототипов и деталей из ряда передовых материалов с прекрасными характеристиками и гладкой поверхностью.
Хотя когда-то эти технологии были сложными и непомерно дорогими, современные малоформатные настольные 3D-принтеры SLA и DLP позволяют производить детали промышленного качества по доступной цене и с непревзойденной универсальностью благодаря широкому спектру материалов.
Оба процесса работают путем выборочного воздействия на жидкую смолу источника света — лазера SLA, проектора DLP — для формирования очень тонких твердых слоев пластика, которые складываются в твердый объект. Хотя эти две технологии очень похожи в принципе, они могут давать значительно различающиеся результаты.
В этом подробном руководстве мы подробно рассмотрим два процесса полимерной 3D-печати и рассмотрим, как они сравниваются с точки зрения разрешения, точности, объема сборки, скорости, рабочего процесса и многого другого.
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Настольные 3D-принтеры SLA содержат резервуар для смолы с прозрачным основанием и антипригарной поверхностью, которая служит подложкой для отверждения жидкой смолы, что позволяет аккуратно отделять вновь образованные слои .
Процесс печати начинается, когда сборочная платформа опускается в резервуар со смолой, оставляя пространство, равное высоте слоя, между сборочной платформой или последним завершенным слоем и дном резервуара. Лазер указывает на два зеркальных гальванометра, которые направляют свет в правильные координаты на серии зеркал, фокусируя свет вверх через дно резервуара и отверждая слой смолы.
Затем отвержденный слой отделяется от дна резервуара, а рабочая платформа перемещается вверх, позволяя свежей смоле течь под ним. Процесс повторяется до тех пор, пока печать не будет завершена.
Технология Low Force Stereolithography (LFS), используемая Form 3+ и Form 3L, является следующим этапом SLA 3D-печати.
В 3D-принтерах LFS оптика заключена в блок обработки света (LPU). Внутри LPU гальванометр позиционирует лазерный луч высокой плотности в направлении Y, пропускает его через пространственный фильтр и направляет на складное зеркало и параболическое зеркало, чтобы последовательно доставлять луч перпендикулярно плоскости построения и обеспечивать точную и воспроизводимую точность. отпечатки.
По мере того, как LPU перемещается в направлении X, напечатанная деталь аккуратно отделяется от гибкого дна резервуара, что значительно снижает усилия, воздействующие на детали в процессе печати.
3D-печать LFS значительно снижает усилия, воздействующие на детали в процессе печати, благодаря использованию гибкого резервуара и линейного освещения для обеспечения невероятного качества поверхности и точности печати.
Эта усовершенствованная форма стереолитографии обеспечивает значительно улучшенное качество поверхности и точность печати. Меньшее усилие печати также позволяет легко отрывать опорные конструкции, которые легко отрываются, и этот процесс открывает широкий спектр возможностей для будущей разработки передовых, готовых к производству материалов.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш информационный документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Как и их аналоги SLA, настольные 3D-принтеры DLP построены вокруг резервуара для смолы с прозрачным дном и рабочей платформы, которая опускается в резервуар для смолы для создания деталей в перевернутом виде, слой за слоем.
Разница в источнике света. В 3D-принтерах DLP используется экран цифрового проектора, чтобы проецировать изображение слоя по всей платформе, одновременно отверждая все точки.
Свет отражается на цифровом микрозеркальном устройстве (DMD), динамической маске, состоящей из зеркал микроскопических размеров, размещенных в матрице на полупроводниковом кристалле. Быстрое переключение этих крошечных зеркал между линзами, которые направляют свет на дно резервуара или на радиатор, определяет координаты, в которых жидкая смола отверждается в данном слое.
Поскольку проектор представляет собой цифровой экран, изображение каждого слоя состоит из квадратных пикселей, в результате чего трехмерный слой формируется из небольших прямоугольных кубов, называемых вокселами.
Разрешение появляется чаще, чем любое другое значение в спецификациях 3D-принтеров, но это также является общей причиной путаницы. Базовые блоки процессов SLA и DLP имеют разную форму, что затрудняет сравнение разных машин только по числовым характеристикам.
При 3D-печати необходимо учитывать три измерения: два плоских 2D-измерения (X и Y) и третье вертикальное измерение Z, которое обеспечивает 3D-печать.
Разрешение Z определяется толщиной слоя, которую может создать 3D-принтер. 3D-принтеры на основе смолы, такие как SLA и DLP , предлагают одни из лучших разрешений Z — самые тонкие слои — среди всех процессов 3D-печати, и пользователи обычно могут выбирать из ряда вариантов высоты слоя от 25 до 300 микрон, что позволяет дизайнерам найти баланс между деталями и скорость.
В 3D-печати DLP разрешение XY определяется размером пикселя — наименьшей характеристикой, которую проектор может воспроизвести в пределах одного слоя. Это зависит от разрешения проектора, наиболее распространенным из которых является Full HD (1080p), и его расстояния от оптического окна. В результате большинство настольных 3D-принтеров DLP имеют фиксированное разрешение XY, обычно от 35 до 100 микрон.
Для 3D-принтеров SLA разрешение XY представляет собой комбинацию размера лазерного пятна и приращений, с помощью которых можно управлять лазерным лучом. Например, 3D-принтер Form 3 LFS оснащен лазером с размером пятна 85 микрон, но из-за процесса непрерывного линейного сканирования лазер может перемещаться с меньшим шагом, и принтер может стабильно печатать детали с разрешением XY 25 микрон.
Однако разрешение само по себе часто является просто метрикой тщеславия. Он предлагает некоторую индикацию, но не обязательно напрямую связан с точностью, аккуратностью и качеством печати.
Узнайте больше о разрешении в 3D-печати в нашем подробном руководстве.
Поскольку 3D-печать является аддитивным процессом, каждый слой дает возможность для неточностей, а процесс формирования слоев влияет на уровень точности, определяемый как повторяемость точности каждого слоя. Точность и прецизионность зависят от многих различных факторов: процесса 3D-печати, материалов, настроек программного обеспечения, постобработки и многого другого.
В целом, 3D-принтеры SLA и DLP на полимерной основе являются одними из самых точных и точных процессов 3D-печати. Различия в точности и прецизионности часто лучше объясняются различиями между машинами разных производителей, чем различиями между самими технологиями.
Например, в SLA- или DLP-принтерах начального уровня могут использоваться готовые проекторы, лазеры или гальванометры, и их производители будут стараться получить от этих компонентов максимально возможную производительность. Профессиональные 3D-принтеры SLA и DLP, такие как Formlabs Form 3, оснащены настраиваемой оптической системой, адаптированной к спецификациям, требуемым профессиональными приложениями клиентов.
Точность и прецизионность имеют решающее значение для таких деталей, как зубные шины (слева) и хирургические шаблоны (справа).
Калибровка также имеет решающее значение. При использовании проекторов DLP производителям приходится иметь дело с неравномерным распределением света на плоскости сборки и оптическими искажениями линз — это означает, что пиксели в середине не имеют того же размера или формы, что и пиксели по краям. 3D-принтеры SLA используют один и тот же источник света для каждой части отпечатка, что означает, что он однороден по определению, но им по-прежнему требуется обширная калибровка для учета искажений.
Даже 3D-принтер с компонентами высочайшего качества и степенью калибровки может давать самые разные результаты в зависимости от материала. Различные смолы требуют оптимизированных настроек материала для правильной работы, которые могут быть недоступны для готовых материалов или смол, которые не были тщательно протестированы с конкретной моделью 3D-принтера.
Вынос? Точность и прецизионность практически невозможно понять только по техническим характеристикам. В конечном счете, лучший способ оценить 3D-принтер — это осмотреть настоящие детали или попросить производителя создать пробную печать одного из ваших собственных дизайнов.
При использовании 3D-принтеров DLP существует прямой компромисс между разрешением и объемом печати. Разрешение зависит от проектора, который определяет количество доступных пикселей/вокселей. Если приблизить проектор к оптическому окну, пиксели уменьшатся, что увеличит разрешение, но ограничит доступную площадь построения.
Некоторые производители размещают несколько проекторов рядом друг с другом или используют проектор высокой четкости 4K для увеличения объема сборки, но это приводит к значительно более высоким затратам, из-за которых эти машины часто становятся невыгодными для рынка настольных компьютеров.
В результате 3D-принтеры DLP обычно оптимизируются для конкретных случаев использования. Некоторые из них имеют меньший объем сборки и предлагают высокое разрешение для производства небольших детализированных деталей, таких как ювелирные изделия, в то время как другие могут производить более крупные детали, но с более низким разрешением.
Процесс стереолитографии по своей сути является более масштабируемым, поскольку объем сборки 3D-принтера SLA полностью не зависит от разрешения отпечатка. Один отпечаток может быть любого размера и с любым разрешением в любом месте в области сборки. Это позволяет печатать на 3D-принтере большие детали с высоким разрешением или большую партию детализированных мелких деталей, чтобы увеличить производительность на той же машине.
Другим основным препятствием для увеличения объема печати в 3D-принтерах SLA и DLP является усилие отслаивания. При печати больших деталей силы, воздействующие на детали, экспоненциально возрастают по мере того, как отвержденный слой отделяется от резервуара.
При 3D-печати LFS гибкая пленка у основания резервуара для смолы мягко отслаивается, когда платформа для сборки вытягивает деталь вверх, что значительно снижает нагрузку на деталь. Эта уникальная функция позволила существенно увеличить объем сборки для первого доступного широкоформатного SLA-3D-принтера Form 3L.
Form 3L — первый доступный широкоформатный 3D-принтер SLA с рабочим объемом 30 см x 33,5 см x 20 см.
Вебинар
Хотите узнать больше об экосистеме Form 3L и Form 3BL, а также о новых широкоформатных машинах постобработки?
В этой демонстрации Кайл и Крис объяснят, как перемещаться по сквозному рабочему процессу Form 3L, включая постобработку.
Смотреть сейчас
SLA и DLP полимерные 3D-принтеры, известные созданием деталей с самой гладкой поверхностью среди всех процессов 3D-печати. Когда мы описываем различия, в большинстве случаев они видны только на крошечных деталях или высокодетализированных моделях.
Поскольку в 3D-печати объекты состоят из слоев, 3D-отпечатки часто имеют видимые горизонтальные линии слоев. Однако, поскольку DLP визуализирует изображения с использованием прямоугольных вокселей, возникает эффект вертикальных воксельных линий.
3D-принтеры DLP отображают изображения с использованием прямоугольных вокселей, что вызывает эффект вертикальных воксельных линий. На этом изображении видны вертикальные линии вокселей, как они выглядят естественно слева, а затем обведены контуром, чтобы их было легче идентифицировать справа.
Поскольку блок прямоугольный, воксели также влияют на изогнутые края. Подумайте о построении круглой формы из кубиков LEGO — края будут казаться ступенчатыми как по оси Z, так и по плоскости X-Y.
Прямоугольная форма вокселей делает изогнутые края ступенчатыми. Удаление внешнего вида линий вокселей и слоев требует последующей обработки, например шлифовки.
В 3D-печати LFS линии слоев почти невидимы. В результате уменьшается шероховатость поверхности, что в конечном итоге приводит к получению гладких поверхностей, а для прозрачных материалов — более полупрозрачных деталей.
Думая о скорости 3D-печати, важно учитывать не только исходную скорость печати, но и пропускную способность.
Исходная скорость печати для 3D-принтеров SLA и DLP на основе смолы в целом сопоставима. Поскольку проектор экспонирует каждый слой сразу, скорость печати при 3D-печати DLP одинакова и зависит только от высоты сборки, тогда как 3D-принтеры SLA вытягивают каждую часть лазером. Как правило, это приводит к тому, что 3D-принтеры SLA сравнимы или быстрее при печати отдельных деталей малого или среднего размера, в то время как 3D-принтеры DLP быстрее печатают большие, полностью плотные отпечатки или сборки с несколькими частями, которые заполняют большую часть. Платформа.
Но еще раз стоит рассмотреть компромисс между разрешением и объемом печати для DLP-принтеров. Небольшой 3D-принтер DLP может быстро напечатать небольшую деталь или (небольшую) партию мелких деталей с высоким разрешением, но объем сборки ограничивает размер детали и пропускную способность. Другая машина с большим объемом сборки может печатать более крупные детали или партию более мелких деталей быстрее, но с более низким разрешением, чем SLA.
3D-принтеры SLA могут производить все эти варианты на одной машине и предлагают пользователю свободу решать, хочет ли он оптимизировать разрешение, скорость или пропускную способность.
3D-принтеры SLA предлагают больший объем сборки, что позволяет пользователям группировать детали и печатать в течение ночи, чтобы увеличить производительность.
Скорость также может зависеть от выбора материала. Смола для быстрой печати Draft Resin печатает в четыре раза быстрее, чем стандартные материалы Formlabs, идеально подходит для первоначальных прототипов, быстрых итераций, а также для стоматологических и ортодонтических моделей. От высокой скорости начала печати до минимального времени удаления подложки, промывки и отверждения — Draft Resin имеет оптимизированный рабочий процесс, позволяющий действительно максимизировать эффективность.
Grey Resin 100 microns
Draft Resin 200 microns
71 min
18 min
Серая смола 100 мкм
Черновая смола 200 мкм
21 час 46 мин
6 9 мин0145
Grey Resin 100 microns
Draft Resin 200 microns
11 hrs 8 min
3 hrs 9 min
Interactive
Попробуйте наш интерактивный инструмент ROI, чтобы увидеть, сколько времени и денег вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Подсчитайте свои сбережения
Точно так же, как точность и аккуратность, рабочий процесс и доступные материалы различаются от машины к машине больше, чем от технологии к технологии.
Большинство 3D-принтеров SLA и DLP работают по принципу «подключи и работай» с легко заменяемыми рабочими платформами и резервуарами для смолы. Некоторые более продвинутые модели также поставляются с системой картриджей для автоматического заполнения резервуара жидкой смолой, что требует меньшего внимания и облегчает печать в ночное время.
Некоторые принтеры поставляются с проприетарным программным обеспечением для подготовки 3D-моделей к печати, например PreForm для 3D-принтеров Formlabs SLA, в то время как другие производители предлагают готовые решения. Функции различаются в зависимости от программного инструмента, например, PreForm предлагает настройку печати одним щелчком мыши, мощные ручные элементы управления для оптимизации плотности и размера поддержки, адаптивную толщину слоя или функции для экономии материала и времени. К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера.
Полимерные 3D-принтеры предлагают множество материалов для широкого спектра применений.
Одним из наиболее значительных преимуществ 3D-печати смолой является разнообразие материалов, которые позволяют создавать детали для самых разных целей. Смолы могут иметь широкий спектр конфигураций состава: материалы могут быть мягкими или твердыми, сильно заполненными вторичными материалами, такими как стекло и керамика, или наделенными механическими свойствами, такими как высокая температура деформации или ударопрочность.
Однако набор поддерживаемых материалов зависит от модели 3D-принтера, поэтому перед покупкой рекомендуется проконсультироваться с производителем.
Детали, напечатанные с использованием технологий SLA и DLP, требуют последующей обработки после печати. Сначала детали нужно промыть в растворителе, чтобы удалить излишки смолы. Некоторые функциональные материалы, такие как инженерные или биосовместимые детали, также требуют постотверждения. Для 3D-принтеров SLA Formlabs предлагает решения для автоматизации этих шагов, экономящие время и силы.
Наконец, 3D-печатные детали, напечатанные на опорах, требуют удаления этих структур — ручной процесс, аналогичный как для SLA-, так и для DLP-3D-принтеров. 3D-печать LFS упрощает этот этап, предлагая легкие опорные структуры, в которых используются очень маленькие точки касания, что позволяет легко снимать их с минимальными следами поддержки.
Interactive
Нужна помощь в выборе материала для 3D-печати? Наш новый интерактивный помощник по материалам поможет вам принять правильное решение в отношении материалов, исходя из вашего применения и свойств, которые вам больше всего нужны из нашей постоянно растущей библиотеки смол.
Порекомендуйте мне материал
Разобравшись с различиями в технологиях и результатах, мы надеемся, что вам будет намного проще выбрать полимерный 3D-принтер, который наилучшим образом соответствует вашему рабочему процессу и потребностям в печати.
Чтобы узнать больше о 3D-печати SLA следующего поколения, узнайте больше о 3D-принтерах Form 3 и Form 3L LFS.
Хотите лично убедиться в качестве? Закажите образец детали с доставкой в ваш офис.
Запросить бесплатный образец Деталь
Что такое SLA 3D-печать?
Познакомьтесь с основами стереолитографии, также известной как SLA 3D-печать. Узнайте, почему оригинальный метод 3D-печати до сих пор так популярен и экономичен, узнайте, как работает SLA-печать и ее параметры, а также узнайте, какие материалы и варианты лучше всего подходят для ваших нестандартных деталей.
SLA, или стереолитография, широко используется
Процесс 3D-печати и самая популярная из технологий печати смолой. Этот процесс обязан своим признанием в аддитивном пространстве своей способности производить точные, изотропные и водонепроницаемые прототипы, а также производственные детали с впечатляющей гладкостью поверхности и более подробными характеристиками.
Однако, несмотря на множество преимуществ, сложно понять, даст ли SLA наилучшие результаты для конкретных деталей. В этом введении в SLA мы рассмотрим основные принципы процесса, чтобы определить, подходит ли он для вашего приложения.
Для получения дополнительной информации о том, как Hubs использует SLA, ознакомьтесь с нашим
Стереолитография (SLA) представляет собой процесс аддитивного производства, относящийся к семейству фотополимеризации в ванне. Также известен как
3D-печать из смолы Существуют три основные технологии 3D-печати, связанные с полимеризацией в ванне: SLA, DLP и LCD. Все три технологии используют источник света для отверждения фотополимерной смолы, но со следующими отличиями:
Стереолитография (SLA) использует УФ-лазеры в качестве источника света для селективного отверждения полимерной смолы.
Цифровая обработка света (DLP) использует цифровой проектор в качестве источника УФ-излучения для отверждения слоя смолы.
Жидкокристаллический дисплей (ЖКД) использует модуль ЖК-дисплея для проецирования определенных световых паттернов.
SLA — одна из наиболее широко используемых технологий фотополимеризации в ваннах. Он создает объекты путем выборочного отверждения полимерной смолы слой за слоем с помощью ультрафиолетового (УФ) лазерного луча. Материалы, используемые в SLA, представляют собой светочувствительные термореактивные полимеры, которые выпускаются в жидкой форме.
Запатентованная в 1986 году технология SLA стала первой технологией 3D-печати. И даже сегодня SLA по-прежнему остается самой рентабельной технологией 3D-печати, доступной, когда требуются детали с очень высокой точностью или гладкой поверхностью. Наилучшие результаты достигаются, когда дизайнер использует преимущества и ограничения производственного процесса.
Посмотрите, прежде чем читать: как получить максимальную отдачу от SLA
Вот короткое видео, которое научит вас всему, что вам нужно знать, чтобы начать работу с SLA 3D-печатью (за десять минут или меньше).
Как работает SLA 3D-печать ?
SLA 3D-печать работает, сначала размещая платформу сборки в резервуаре с жидким фотополимером на расстоянии одного слоя от поверхности жидкости.
УФ-лазер создает следующий слой путем выборочного отверждения и отверждения фотополимерной смолы.
Во время процесса фотополимеризации мономерные углеродные цепи, составляющие жидкую смолу, активируются светом УФ-лазера и становятся твердыми, создавая прочные неразрывные связи между собой.
Лазерный луч фокусируется по заданной траектории с помощью набора зеркал, называемых гальво. Сканируется вся площадь поперечного сечения модели, поэтому изготавливаемая деталь является полностью цельной.
После печати деталь находится в неполностью отвержденном состоянии. Если требуются очень высокие механические и термические свойства, требуется дополнительная обработка в ультрафиолетовом свете.
Процесс фотополимеризации необратим, и части SLA невозможно преобразовать обратно в жидкую форму. Нагрев этих деталей SLA заставит их сгореть, а не расплавиться. Это связано с тем, что материалы, произведенные с помощью SLA, изготовлены из термореактивных полимеров, в отличие от термопластов, которые используются в моделировании наплавленным осаждением (FDM).
Схема SLA-принтера
Каковы параметры печати SLA?
Большинство параметров печати в системах SLA фиксируются производителем и не могут быть изменены. Единственными входными параметрами являются высота слоя и ориентация детали (последняя определяет положение опоры).
Высота слоя : варьируется от 25 до 100 микрон. Нижняя высота слоя более точно фиксирует изогнутую геометрию, но увеличивает время и стоимость сборки, а также вероятность неудачной печати. Высота слоя 100 микрон подходит для большинства распространенных применений.
Размер сборки: Это еще один параметр, который важен для дизайнера. Размер сборки зависит от типа машины SLA. Существует две основные настройки машины SLA: ориентация сверху вниз и ориентация снизу вверх:
Принтеры сверху вниз размещают лазерный источник над резервуаром, а деталь изготавливается лицевой стороной вверх. Платформа для сборки начинается с самого верха емкости для смолы и движется вниз после каждого слоя.
Принтеры , печатающие снизу вверх, размещают источник света под резервуаром для смолы (см. рисунок выше), и деталь создается в перевернутом виде. Резервуар имеет прозрачное дно с силиконовым покрытием, которое пропускает свет лазера, но предотвращает прилипание отвержденной смолы к нему. После каждого слоя отвержденная смола отделяется от дна резервуара по мере того, как платформа для сборки движется вверх. Это называется этапом пилинга.
Ориентация снизу вверх в основном используется в настольных принтерах, таких как Formlabs, тогда как ориентация сверху вниз обычно используется в
промышленные SLA-системы. Восходящие SLA-принтеры проще в изготовлении и эксплуатации, но размер их сборки ограничен. Это связано с тем, что силы, приложенные к детали на этапе отслаивания, могут привести к сбою печати. С другой стороны, принтеры с вертикальной печатью могут масштабироваться до очень больших размеров печати без большой потери точности. Расширенные возможности этих систем обходятся дороже.
В следующей таблице приведены основные характеристики и различия между двумя ориентациями:
Восходящее (рабочий стол) Соглашение об уровне обслуживания
Сверху вниз (промышленный) SLA
Преимущества
+ Низкая стоимость + Широкая доступность
+ Очень большой размер сборки + Более быстрая сборка
Недостатки
— Малый размер сборки — Меньший диапазон материалов — Требуется дополнительная постобработка из-за широкого использования поддержки
— Более высокая стоимость — Требуется оператор-специалист — Замена материала требует опорожнения всего бака
Популярные производители принтеров SLA
Формлабс
3D-системы
Монтажный размер
До 145 х 145 х 175 мм
До 1500 x 750 x 500 мм
Стандартная высота слоя
от 25 до 100 мкм
от 25 до 150 мкм
Точность размеров
± 0,5 % (нижний предел: ± 0,010–0,250 мм)
± 0,15 % (нижний предел ± 0,010–0,030 мм)
Каковы характеристики 3D-печати SLA?
Основными характеристиками 3D-печати SLA являются необходимая поддерживающая структура, скручивание и адгезия слоев.
Опорные конструкции
В SLA всегда требуется опорная конструкция. Опорные конструкции напечатаны из того же материала, что и деталь, и после печати их необходимо удалить вручную. Ориентация детали определяет расположение и величину поддержки. Рекомендуется ориентировать деталь таким образом, чтобы визуально важные поверхности не соприкасались с опорными конструкциями.
Восходящие и нисходящие принтеры SLA используют поддержку по-разному:
Верхние принтеры SLA:
S требования к поддержке аналогичны требованиям для FDM . Нужны для точной печати свесов и перемычек (критический угол свеса обычно 30°). Деталь может быть ориентирована в любом положении, и они обычно печатаются плоскими, чтобы свести к минимуму объем поддержки и общее количество слоев.
Восходящие SLA-принтеры: Требования к поддержке могут быть более сложными. Выступы и мосты по-прежнему должны поддерживаться, но минимизация площади поперечного сечения каждого слоя является наиболее важным критерием: силы, прикладываемые к детали на этапе очистки, могут привести к ее отделению от платформы сборки. Эти силы пропорциональны площади поперечного сечения каждого слоя. По этой причине детали ориентированы под углом, и уменьшение поддержки не является первостепенной задачей.
Слева деталь, ориентированная на SLA-принтер сверху вниз (с минимальной поддержкой). Справа деталь, ориентированная на SLA-принтер восходящего типа (минимальная площадь поперечного сечения)
Деталь, напечатанная в SLA после удаления несущих конструкций. Видны метки в местах соприкосновения опорных конструкций с деталью
Керлинг
Одной из самых больших проблем, связанных с точностью деталей, изготовленных по SLA, является скручивание. Керлинг похож на
деформация в FDM.
В процессе отверждения смола немного сжимается под воздействием источника света принтера. При значительной усадке между новым слоем и ранее затвердевшим материалом возникают большие внутренние напряжения, что приводит к скручиванию детали.
Поддержка важна для закрепления подверженных риску участков отпечатка на рабочей пластине и снижения вероятности скручивания. Ориентация деталей и ограничение больших плоских слоев также важны. Чрезмерное отверждение (например, подвергание детали воздействию прямых солнечных лучей после печати) также может вызвать скручивание.
Лучший способ предотвратить скручивание — помнить об этом в процессе проектирования. По возможности избегайте больших тонких и плоских участков или добавляйте структуру, чтобы предотвратить скручивание детали.
Адгезия слоев
Детали, напечатанные SLA, обладают изотропными механическими свойствами. Это связано с тем, что одного прохода УФ-лазера недостаточно для полного отверждения жидкой смолы. Более поздние лазерные проходы помогают ранее затвердевшим слоям сплавиться друг с другом в очень высокой степени. Фактически отверждение продолжается даже после завершения процесса печати.
Для достижения наилучших механических свойств детали из SLA должны подвергаться постотверждению, помещая их в камеру для отверждения под интенсивным ультрафиолетовым излучением (а иногда и при повышенных температурах). Это значительно улучшает твердость и термостойкость детали SLA, но делает ее более хрупкой. Результаты процесса постотверждения означают:
Испытательные образцы деталей, отпечатанные стандартной прозрачной смолой с использованием
настольный SLA-принтер имеют почти вдвое большую прочность на растяжение после отверждения (65 МПа по сравнению с 38 МПа).
Детали могут работать под нагрузкой при более высоких температурах (при максимальной температуре 58ºC по сравнению с 42ºC).
Удлинение при разрыве почти вдвое меньше (6,2% по сравнению с 12%).
Если оставить SLA-печать на солнце, это также может привести к отверждению. Хотя перед использованием настоятельно рекомендуется напыление прозрачной УФ-акриловой краски, поскольку длительное воздействие УФ-излучения оказывает пагубное влияние на физические свойства и внешний вид деталей SLA — они могут скручиваться, становиться ломкими или менять цвет.
Обзор основных характеристик SLA 3D-печати
Основные характеристики SLA приведены в таблице ниже:
До 145 x 145 x 175 мм – настольный До 1500 x 750 x 500 мм – промышленный
Общая толщина слоя
25–100 мкм
Опора
Требуется всегда (важно для изготовления точной детали)
Какие материалы используются для SLA-печати?
Материалы SLA выпускаются в виде жидких смол, которые можно выбрать в зависимости от конечного использования детали, например, термостойкости, гладкости поверхности или стойкости к истиранию. Таким образом, цена смолы сильно варьируется: от примерно 50 долларов за литр для стандартного материала до 400 долларов за литр для специальных материалов, таких как литейная или стоматологическая смола. Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, что дает разработчику более строгий контроль над механическими свойствами печатаемой детали.
Материалы SLA (термопласты) более хрупкие, чем материалы, изготовленные с использованием FDM или SLS (термопласты), и по этой причине детали SLA обычно не используются для функциональных прототипов, которые будут подвергаться значительным нагрузкам. Достижения в области материалов могут изменить это в ближайшем будущем.
В следующей таблице приведены преимущества и недостатки наиболее часто используемых смол.
Материал
Характеристики
Стандартная смола
+ Гладкая поверхность — Относительно хрупкая
Смола с высокой детализацией
+ Более высокая точность размеров — Более высокая цена
Прозрачная смола
+ Прозрачный материал — Требуется постобработка для очень четкого покрытия
Литейная смола
+ Используется для создания моделей пресс-форм + Низкий процент золы после выжигания
Жесткая или долговечная смола
+ Механические свойства, подобные АБС или ПП — Низкая термостойкость
Высокотемпературная смола
+ Термостойкость + Используется в инструментах для литья под давлением и термоформования
Стоматологическая смола
+ Биосовместимость+ Высокая стойкость к истиранию- Высокая стоимость
Гибкая смола
+ резиноподобный материал — меньшая точность размеров
Какие есть варианты постобработки SLA?
Детали SLA могут быть обработаны в соответствии с очень высокими стандартами с использованием различных методов последующей обработки, таких как шлифовка и полировка, напыление и обработка минеральным маслом. Чтобы узнать больше, прочитайте нашу обширную статью о
постобработка деталей SLA.
Деталь SLA, напечатанная прозрачной смолой, каждая из которых показывает различные этапы постобработки.
В чем разница между настольными (прототипирование) и промышленными 3D-принтерами SLA?
Двумя основными типами систем SLA являются настольные (прототипы) и промышленные принтеры. Промышленные станки SLA могут производить более точные компоненты, чем их настольные аналоги (и поддерживать более высокую точность при более крупных сборках), и часто используют более дорогие материалы. В то время как SLA для настольных ПК может достигать допусков от 150 до 300 микрон, промышленные принтеры способны допускать допуски до 30 микрон практически для любого размера сборки.
Одним из самых больших преимуществ промышленного SLA по сравнению с настольными машинами является диапазон
материалы которыми могут печатать промышленные принтеры. В то время как настольные принтеры могут использовать гибкую смолу, промышленные машины предлагают широкий спектр гибких смол, каждая из которых имеет различные механические свойства.
Одним из недостатков большинства промышленных машин является то, что они производят детали с использованием метода «сверху вниз», что приводит к необходимости использования больших баков для смолы (более 100 л). Это затрудняет замену материалов и может увеличить время изготовления деталей. Это также делает эти машины более дорогими в обслуживании.
Для проектов, в которых внешний вид важнее функциональности, обычно подходят настольные принтеры. Если требуются инженерные свойства, такие как термостойкость, литейность и прозрачность, промышленные свойства предлагают более широкий спектр решений.
По сравнению с настольными принтерами, промышленные принтеры обеспечивают воспроизводимость и надежность. Они часто могут производить одну и ту же деталь снова и снова, и им не требуется высокий уровень взаимодействия с пользователем, который обычно требуется настольным машинам.
В целом, уникальная способность SLA серийно производить сложные детали по индивидуальному заказу делает его популярным методом изготовления мелких деталей малосерийным производством.
Каковы преимущества 3D-печати SLA?
SLA позволяет производить детали с очень высокой точностью размеров и сложными деталями.
Детали
SLA имеют очень гладкую поверхность, что делает их идеальными для визуальных прототипов.
Доступны специальные материалы SLA
, такие как прозрачные, гибкие и литые смолы.
Каковы недостатки 3D-печати SLA?
Детали
SLA обычно хрупкие и не подходят для функциональных прототипов.
Механические свойства и внешний вид деталей SLA со временем ухудшаются, когда детали подвергаются воздействию солнечного света.
Опорные конструкции требуются всегда, а постобработка необходима для удаления визуальных меток, оставленных на части SLA.
Каковы основные советы и рекомендации Hubs по SLA 3D-печати?
Является ли 3D-печать SLA правильным решением для производства ваших деталей или продуктов? Вот наши практические правила:
3D-печать
SLA лучше всего подходит для создания визуальных прототипов с очень гладкими поверхностями и очень мелкими деталями из ряда термореактивных материалов.
Desktop SLA идеально подходит для изготовления небольших литьевых деталей по доступной цене. Думайте «меньше кулака».
Промышленные станки SLA могут изготавливать очень большие детали (до 1500 x 750 x 500 мм).
Хотите узнать больше? Прочитайте наш полный
руководство по 3D-печати или поговорите с инженером Hubs, связавшись с нами по адресу sales@hubs.
Лидер W.A.S.P.: Россия для нас — обязательная точка в маршруте тура
В рамках турне Re-Idolized американские музыканты уже посетили 17 стран Европы
В четверг, 30 ноября, культовая американская метал-группа W.A.S.P. дает концерт в московском клубе Stadium в рамках мирового тура, посвященного 25-летнему юбилею альбома Тhe Crimson Idol. Бессменный лидер коллектива Блэки Лоулесс обсудил с ТАСС творческие планы, борьбу с проблемами с голосом и состояние музыкальной индустрии.
— Здравствуйте, господин Лоулесс. Вы далеко не впервые посещаете Россию, что приятно. На этот раз вы приехали с юбилейным туром, посвященным 25-летию вашего альбома The Crimson Idol. Что для вас значит российская аудитория?
— Ваша аудитория очень добра к нам, и я вижу это уже долгое время. Потому Россия для нас стала обязательной точкой в маршруте тура. Когда мы приехали сюда первый раз, даже первые два раза, все, конечно, было довольно контрастно. Сейчас такой теплый прием в какой-то мере стал привычным и ощущается совершенно естественно.
— В 2009 и 2015 годах у вас вышло два студийных альбома: Babylon и Golgotha. Несмотря на довольно большие перерывы, эти пластинки оказались едва ли не лучшими в вашей и без того достойной дискографии. Но сейчас уже почти 2018 год на дворе. Когда стоит ожидать новую работу?
— 4 февраля. 25-летний юбилей The Crimson Idol.
— Это, конечно, здорово. Но все же — когда стоит ждать чего-то нового?
— Для того чтобы подойти к этой точке, я проработал полтора года. И честно говоря, мне сложно сказать, когда я найду в себе силы заняться чем-то новым. Все мое время, вся моя энергия были направлены на то, чтобы этот момент (выпуск юбилейной работы — прим. ТАСС) наступил. Эта запись и этот фильм. Я же не имею отношения к кинобизнесу, и создать целый фильм — это совершенно не та работа, к которой я привык. Это глобальный эксперимент, новый опыт и новые знания. Я рад, что я это сделал, я очень рад, что эта работа окончена, и я абсолютно уверен, что второй раз я за подобное не возьмусь. Говорить о новом альбоме пока преждевременно. Мне нужно на некоторое время взять передышку, а уже потом думать, на что будет похож новый альбом.
— Ваш голос — один из наиболее узнаваемых на метал-сцене. И надо сказать, что сейчас он звучит ничуть не хуже, если не лучше, чем в 80-х. Как вы поддерживаете подобную форму? Есть какие-то секреты?
— За любыми мышцами нужно следить. И тренировать. Если вы забываете о тренировках, вы теряете силу. У меня была серьезная травма в 1983 году, когда я полностью потерял голос. Я тогда даже не знал, смогу ли еще когда-нибудь петь. И доктор привел мне в пример спортсменов перед соревнованиями. Перед забегом они разминаются, растягивают связки и мышцы, разогреваются. И рекомендовал мне делать то же самое. Я задумался и понял, что это чертовски хорошая идея. Во время разогрева улучшается приток крови к мышцам, и они прекрасно готовятся к предстоящей работе. Я последовал его совету, начал разогреваться перед концертами и понял, насколько он был прав. Я сам стал другим. Потому что тогда я прошел через настоящий кошмар. На протяжении девяти недель я не мог говорить и мне приходилось писать все на бумаге. Девять недель тревоги и страха, что не смогу вернуться к пению… Они показались мне девятью годами. Девять недель молчания и невероятного желания попробовать что-то спеть, хотя бы для того, чтобы понять — смогу ли? Есть ли голос? Но доктор приказал мне сопротивляться этому искушению, объяснив, что если я помешаю процессу заживления, то о выздоровлении можно будет забыть навсегда. Я сделал то, что он сказал, и все закончилось хорошо.
— Напоследок скажите, пожалуйста, что вы думаете о состоянии современной музыкальной индустрии в целом и применительно к метал-музыке в частности?
— Когда мы начинали, мейджор-лейблы были настоящими мастерами в развитии новых талантов… Эта схема больше не работает, да и не существует. Меня часто спрашивают молодые исполнители — как добиться успеха? Я без понятия. Я больше не понимаю, как этого добиться. Модель, по которой мы работали годами… Если лейблы решали сделать что-то и запускали свою машину, это было что-то невероятное. Они делали всего пару звонков, и в Токио, Сиднее, Нью-Йорке, Лондоне сразу же начиналась работа над одним проектом в одно время. И когда это все начинало работать, как я уже сказал, это было просто невероятно. Сейчас, в отсутствие этой махины, у тебя может быть просто великолепная музыка, которую люди никогда не услышат. Просто потому, что нет больше этой глобальной системы доставки. И это очень печально. Да, в сущности, мы были их рабами. И они вытягивали из музыкантов все соки. Но вместе с тем они создавали систему, которая давала миру новую музыку. И это то, чего сейчас очень не хватает.
Беседовал Владислав Ясинский
Лидер W.A.S.P Блэки Лоулесс: «Русские журналисты до 6 утра рассказывали мне, как тяжело было достать рок-музыку!»
Комсомольская правда
ЗвездыШоу-бизнесКультура: КУМИРЫ
Николай АРУТЮНОВ
29 ноября 2017 19:10
30 ноября в Stadium Live отгремит концерт знаменитый хеви-метал группы
Накануне концерта «КП» пообщалась по телефону с фронтменом W. A.S.P. Блэки Лоулессом
Группа W.A.S.P решила к нам заехать в рамках мирового тура, посвященного 25-летию альбома The Crimson Idol.
Накануне концерта «КП» пообщалась по телефону с фронтменом W.A.S.P. Блэки Лоулессом.
— Блэки, вы за столько лет на сцене так и не раскрыли, как расшифровывается название группы. Почему?
— Ну, в самом начале нашего существования мы искали провокационное название, которое на самом деле не являлось бы таковым. Никто до нас не использовал точки в названиях, и эти самые точки и сыграли свою роль — люди до сих пор ломают голову над этой загадкой. На самом же деле никакой аббревиатуры нет, мы хотели, чтобы люди задавались вопросами, и они задаются ими спустя более тридцати лет.
— На протяжении всех лет за группой тянулся скандальный шлейф: то на вас подадут в суд за слишком скандальные клипы, то запретят песню на радио за скандальное название. Поэтому группа была всегда в новостях, обсуждалась в прессе. С вами работали пиарщики, или все яркие выходки придуманы вами?
— Это были больше решения наших арт-директоров. Никаких потаённых смыслов в этом не было.
— В 90-е годы, когда только-только в России появились ваши пластинки, вы стали очень популярны в нашей стране: плакаты, значки с символикой группы были на вес золота. Вы знали, что настолько популярны в России? Расскажите о своем первом визите в Россию, что больше всего удивило в нашей стране?
— Первый наш концерт в России прошел весьма успешно. Но то, что врезалось мне в память — после концерта в отеле нас ждали несколько журналистов из разных изданий, с которыми мы общались почти до 6 утра. Мне рассказывали истории о временах до падения берлинской стены, и как было тяжело достать рок-музыку. Я сидел и слушал часами.
— W.A.S.P. по-прежнему звучит очень современно. Вам не кажется, что по большей части это обусловлено тем, что «металл» особенно никуда не продвинулся за последние 10 лет?
— Может, и так, но я думаю, что здесь ощутимее песня, нежели звук. Если песня хорошая, то она пройдет испытание временем. Я могу сегодня слушать Beatles, записанных в 60-х, и для меня они так же круты, как и раньше. Так что важнее уметь писать песни, нежели их записывать.
— Между тем сегодня особенно искушённые слушатели называют The Beatles самой переоценённой группой. Ваше мнение?
— Музыка субъективна, как и любое искусство. Красота в глазах смотрящего, в данном случае — в ушах слушающего. Каждый имеет право на собственное мнение, но скажу вам как исполнитель и композитор: всем этим ораторам лучше всё-таки переслушать альбомы Beatles ещё раз. Если они так переоценены, то им никто бы не воздавал хвалы спустя полвека с момента их развала. В это тяжело поверить, но то, что случилось с музыкой после их появления, нельзя описать никак, кроме слова «сверхъестественное».
— Какие у вас остались воспоминания после участия в проекте Ронни Джеймса Дио We Stars?
— То, что я ярче всего запомнил — 3 дня после этого клипа у меня болела спина, после 30 минут сидения Кевина Дуброу у меня на плечах. Ярче некуда.
— В течение всего альбома Crimson Album не покидает ощущение какого-то отчаянья и печали. Вы не могли бы объяснить, с чем это могло быть связано?
— Интересно. Когда этот альбом вышел, я дал около 800 интервью, посвященных его выходу, и я не припомню, чтобы кто-либо спросил меня этот вопрос тогда.
— Мы можем ошибаться.
— Нет, вы не ошибаетесь. В этом альбоме произошло то, что я не понимаю до конца, но очень похожее на то, что вы спрашиваете. В прошлом году мы прослушивали исходную плёнку с записью Crimson Idol, которую я не слышал с того времени, как вышел сам альбом. Я слушал дорожку за дорожкой, и на каждой из них, будь то барабаны, гитары или клавиши, было нечто, что я никак не могу описать. Наверняка на запись повлияла комната, в которой мы записывались, но я не исключаю той атмосферы, которая окружала нас. Вы, конечно же, правы, история этого альбома очень печальная. Был ещё случай: первое интервью после окончания записи альбома я дал журналу Metal Hammer. Когда журналист пришёл в студию, то он сказал, что у нас такая напряженная атмосфера, что её можно резать ножом. И это ещё до того, как он послушал сам альбом. А альбом ему показался звучащим так, как и то, что происходило в комнате. Но я был в процессе работы так долго, что уже перестал что-либо ощущать. Так что вы сделали интересное замечание, не могу с вами не согласиться. Всё-таки сама история достаточно трагична — его смерть весьма метафорична. Это взгляд на музыкальную индустрию и олицетворение гитары, которая так его радовала, с тем, что принесло ему погибель. Это шекспировские мотивы уже, откровенно говоря! И счастливый конец здесь просто-напросто невозможен. Я всегда говорил, что не я сочинил эту историю, она происходила до меня и происходит по сей день. Вы сами видите это в новостях.
W.A.S.P. -Wild Child HD
Читайте также
Возрастная категория сайта 18+
Сетевое издание (сайт) зарегистрировано Роскомнадзором, свидетельство Эл № ФС77-80505 от 15 марта 2021 г.
И.О. ГЛАВНОГО РЕДАКТОРА — НОСОВА ОЛЕСЯ ВЯЧЕСЛАВОВНА.
И.О. шеф-редактора сайта — Канский Виктор Федорович
Сообщения и комментарии читателей сайта размещаются без предварительного редактирования. Редакция оставляет за собой право удалить их с сайта или отредактировать, если указанные сообщения и комментарии являются злоупотреблением свободой массовой информации или нарушением иных требований закона.
АО «ИД «Комсомольская правда». ИНН: 7714037217 ОГРН: 1027739295781 127015, Москва, Новодмитровская д. 2Б, Тел. +7 (495) 777-02-82.
Исключительные права на материалы, размещённые на интернет-сайте www.kp.ru, в соответствии с законодательством Российской Федерации об охране результатов интеллектуальной деятельности принадлежат АО «Издательский дом «Комсомольская правда», и не подлежат использованию другими лицами в какой бы то ни было форме без письменного разрешения правообладателя.
Приобретение авторских прав и связь с редакцией: kp@kp. ru
Новая оса-паразитоид из России может помочь в борьбе с изумрудным пепельным мотыльком
Эд Риччиути
Ученые, работающие над безвредными для окружающей среды способами борьбы с насекомыми-вредителями, постоянно ищут лучшую версию мышеловки для биологической борьбы: естественные враги вредоносных видов, которые превосходят тех, кто уже используется против них. В случае с инвазивными вредителями охота может завести ученых далеко, даже в отдаленные уголки земного шара. Так случилось, что д-р Цзянь Дж. Дуан, энтомолог из Службы сельскохозяйственных исследований Министерства сельского хозяйства США в Делавэре, дважды путешествовал по бескрайним лесам Приморского края России, великолепной дикой местности смешанных лиственных и хвойных деревьев, настолько диких, что последний оплот величественного сибирского) тигра.
Эд Риччиути
В 2009 и 2010 годах доктор Дуан в сопровождении российских ученых-лесоводов занимался поиском яиц паразитов в глухих лесах Приморья. кора или трещины в коре. Дуан ходил от дерева к дереву, сдирая кору и ища яйца. Не просто яйца, а яйца, которые почернели, это признак того, что их посетила оса.
Дуан надеялся идентифицировать потенциальных новых паразитоидов изумрудного ясеневого мотылька (EAB), глянцевого жука из северо-восточного Китая, Дальнего Востока России, Японии и Кореи, который с тех пор уничтожил десятки миллионов ясеней в Соединенных Штатах. он был обнаружен в 2002 году. Паразитоид — это паразит, который проводит значительную часть своего жизненного цикла прикрепленным к своему хозяину или внутри него. Хотя он и не сталкивался с тигром, Дуан обнаружил до сих пор неизвестный вид паразитоида EAB, который он и его коллеги таксономически отделили от известного двойника после кропотливого исследования в лаборатории Министерства сельского хозяйства США в Делавэре. Исследование было опубликовано в Летопись энтомологического общества Америки.
Эти два паразитоида представляют собой крошечные осы без жала из рода Oobius , морфологически настолько похожие, что их можно различить только по бесконечно малым различиям в строении, таких как определенные сегменты антенн и отношение длины к ширине. Отличить одно от другого — сложная задача, которая не всегда безошибочна, если проводить ее на насекомых размером с комара. Настоящие доказательства были получены при анализе генома обоих, который показал, что они различаются на молекулярном уровне. Кроме того, исследования показали, что эти два вида резко различаются по своей стратегии диапаузы, покоя для лета и зимовки.
Исследователи назвали новый вид O . primorskyensis по району, в котором он был обнаружен, район, управляемый из тихоокеанского порта Владивосток («приморский» в переводе с русского означает морской). Он и его близкий родственник, O. agrili , являются партеногенетическими, и поэтому их легко разводить для выпуска. O. Agrili используется для контроля EAB в США с 2007 года.
Паразитизм возникает, когда осы вкладывают свои яйца в яйца EAB, которые служат пищей для личинок ос. Экологические различия в жизненных циклах двух ос, по словам доктора Дуана, предполагают, что O. primorskyensis представляет собой оружие с большей огневой мощью против EAB, чем его родственник, особенно в районах с прохладным климатом. Наблюдения показывают, что его жизненный цикл в прохладном климате может быть более синхронизирован с циклом EAB, чем у O. Agrili . Короче говоря, почти полное поколение из личинок O. primorskyensis зимует, а затем в июле появляется во взрослом состоянии, готовое паразитировать на EAB, когда он откладывает основную часть яиц, в течение периода всего от 10 до 120 дней. самое большее. Таким образом, в прохладных условиях он может уничтожить значительную часть сезонной продукции EAB.
O. agrili , с другой стороны, могут давать два или три летних поколения, но только часть из них диапаузирует для зимовки, поэтому их можно более эффективно использовать в более теплых южных районах, где период откладки яиц EAB длиннее, чем на севере.
Со временем специалисты по борьбе с вредителями смогут адаптировать использование каждой осы к географическим и климатическим условиям районов, которым угрожает EAB. O. primorskyensis , который в настоящее время находится на карантине, проходит оценку для возможного использования в полевых условиях. Если он одобрен для использования, он может стать отличным дополнением к O. agrili , что дает специалистам по борьбе с вредителями двустволку, с помощью которой можно нацеливаться на EAB. Понимание разветвлений нескольких крошечных деталей в биологии и поверхностных генетических различий между двумя видами, которые почти идентичны морфологически, может иметь огромное практическое значение в усилиях по спасению ясеней.
Подробнее:
– Новый вид Oobius Trjapitzin (Hymenoptera: Encyrtidae) с Дальнего Востока России, паразитирующий на яйцах изумрудной пепельной златки (Coleoptera: Buprestidae)
Эд Риччиути — журналист, писатель и натуралист, пишущий более полувека. Его последняя книга называется « медведей на заднем дворе: крупные животные, обширные пригороды и новые городские джунгли» (Countryman Press, июнь 2014 г. ). Его задания привели его в кругосветное путешествие. Он специализируется на природе, науке, вопросах сохранения и правоохранительных органов. Бывший куратор Нью-Йоркского зоологического общества, а ныне — Общества охраны дикой природы, он, возможно, единственный человек, когда-либо укушенный коатимунди на 57-й улице Манхэттена.
Введите адрес электронной почты, чтобы подписаться на Entomology Today. Вы будете получать уведомления о новых сообщениях по электронной почте.
Адрес электронной почты
Поиск
Ищи…
Настенный календарь с насекомыми на 2023 год
Пройдите сертификацию!
Найдите ESA в Facebook
Подпишитесь на ESA в Twitter
Русская оса может спасти деревья от ясеневых изумрудных златок
В начале 1990-х в Мичигане начали погибать ясени. К 2009 году 99 процентов ясеней исчезли, оставив леса с голыми стволами. Виновником, идентифицированным в 2002 году, был радужный жук размером не намного больше рисового зерна, называемый изумрудным пепельным мотыльком. Ясеневые мотыльки родом из северо-восточной Азии, и они откладывают яйца в живую внутреннюю кору ясеней. По мере роста личинки лакомятся этой корой, медленно окружая дерево и убивая его.
Карантинные меры замедлили распространение насекомого. Но к настоящему времени жук был замечен в большинстве штатов. В конце прошлого года федеральное правительство полностью отменило карантин, признав, что ошибка никуда не делась. Казалось, что все девять видов североамериканского ясеня встретят тот же конец, что и американский каштан. В начале 1900-х годов интродуцированный грибок привел к функциональному исчезновению этого вида деревьев, который когда-то был важным источником пищи, дров и денег для семей Аппалачей.
Но другая тактика по спасению ясеней, кажется, приносит свои плоды.
Начиная с 2007 года, США начали выпускать ос-паразитов для уничтожения прожорливых жуков. Теперь пятилетнее исследование, проведенное группой Министерства сельского хозяйства США, показывает, что недавно обнаруженный вид сибирской осы может сократить популяцию ясеневых мотыльков на 75 процентов в зрелых ясеневых лесах, заложив основу для их долгосрочного восстановления.
«Наконец-то мы видим свет в конце туннеля», — говорит Цзянь Дуань, первый автор исследования и эколог Министерства сельского хозяйства, который десятилетиями руководил исследованиями по борьбе с изумрудной ясеневой мотылькой.
Круг жизни
В Китае, Сибири и Корее умудряются сосуществовать ясени и ясеневые златки. У восточноазиатских ясеней есть врожденная защита от мотылька — они могут уничтожать древесину вокруг личинок, моря насекомых голодом.
Но буравчиков в этих лесах гораздо меньше, потому что на них безжалостно охотятся осы. Дуан говорит, что даже импортированные из Америки ясени выживают и вырастают огромными на улицах Пекина. «Это дает нам указание на то, что если мы все сделаем правильно, если мы сможем поддерживать оптимальную популяцию ясеневых мотыльков, — говорит он, — мы сможем позволить ясеням восстановиться».
Осы-паразиты почти полностью зависят от изумрудной пепельной златки. Многие из них были обнаружены только тогда, когда Дуан и другие исследователи охотились за естественными хищниками жука. Один вид откладывает яйца на яйца пепельного мотылька, а два других помещают свое потомство внутрь личинок мотылька. Затем молодые осы поедают жука изнутри.
Один из видов, питающихся личинками, Tetrastichus planipennisi, , доказал свою эффективность в лесах Мичигана. Там молодые ясени начали прорастать на местах, некогда занятых их взрослыми предками, и Tetrastichus охотится на мотыльков, которые нападают на саженцы.
Но на северо-востоке, где пепельный буравчик все еще движется, Tetrastichus не смог его замедлить. Вероятно, это связано с тем, что на востоке растут более взрослые деревья, а двухмиллиметровая трубка для откладывания яиц крошечной осы (примерно такая же тонкая, как две стопки кредитных карт) просто недостаточно велика, чтобы пролезть сквозь кору.
Введите Spathius galinae , обнаруженный группой российских исследователей в 2007 г. и разрешенный к выпуску в США в 2015 г. Спатиус по меркам осы — гигант. Он откладывает яйца с помощью сверлообразного придатка размером от четырех до шести миллиметров (ширина карандаша), который может проникнуть даже в самую толстую кору дерева.
Осы занимают две разные экологические ниши в Азии, говорит Дуан: Spathius доминирует в северных старовозрастных лесах, а Tetrachus дома в молодых лесах Китая. Поскольку программа биоконтроля США направлена на воссоздание экосистем, которые держат под контролем пепельных мотыльков, вполне логично, что могут потребоваться осы, адаптированные к другим условиям.
Нам понадобится оса покрупнее
После того, как в 2015 году был одобрен Spathius , команда Дуана выпустила несколько тысяч особей в исследовательских лесах Нью-Йорка, Массачусетса и Коннектикута. Но на самом деле выяснить, как оса влияет на популяцию пепельного мотылька, представляет проблему: осы распространяются так быстро, что невозможно найти лес, свободный от ос, для использования в качестве отправной точки.
Вместо этого команда сняла кору с деревьев в этом районе и подсчитала, что убило ясеневых бурачков, которых они нашли внутри. «То, что случилось с личинками, можно проследить с помощью судебно-медицинской экспертизы», — говорит Дуан. Некоторые норы были выкопаны дятлами, а другие были полны коконов ос — признак того, что переселенные хищники приступили к работе.
HeeksCNC имеет полностью открытый исходный код. Вы можете изменить его в соответствии с вашими потребностями. Код ЧПУ можно настроить, отредактировав файлы, написанные на популярном «Python», понятном и мощном языке программирования.
Функциональность:
Импорт твердотельных моделей из файлов STEP и IGES.
Импорт чертежей DXF; линии, дуги, эллипсы, сплайны и полилинии поддерживаются.
Некоторые ограниченные функции 2D-рисования
Создавайте новые тела-примитивы или создавайте тела путем вытягивания эскиза или создания тела по сечениям между эскизами.
Изменяйте твердые тела с помощью смешивания или логических операций.
Сохраните IGES, STEP и STL.
Создание операций сверления, профиля, кармана
Постпроцесс в g-code
G-код — это фон для отображения красных и зеленых линий в графическом окне.
Настроить постпроцессор для любой машины с редактируемыми файлами скриптов (подробности см. в справке )
Твердое моделирование удаления материала
Начало работы в HeeksCNC. Импорт геометрии
Выберите Файл->Импорт из меню
Затем вы увидите диалоговое окно открытия файла. Нажмите на файл, который хотите открыть. В этом примере я открываю файл с именем «shape.dxf», который я создал с помощью программного обеспечения QCAD. Затем нажмите кнопку «Открыть»
Диалоговое окно открытия файлаВ окне «Объекты» появится объект «Эскиз»
Подготовка геометрии в HeeksCNC
Эскиз содержит всю геометрию в одном эскизе.
Чтобы разделить геометрию на отдельные профили, щелкните правой кнопкой мыши эскиз в графическом окне и выберите «Разделить эскиз» в подконтекстном меню эскиза.
Разделение геометрии на отдельные профилиПрофили будут сделаны в виде отдельных эскизов, готовых к использованию для операций с профилями и карманами.
Для операций сверления необходимо добавить объекты Point.
Для этого лучше всего выбрать «Центр» на панели инструментов привязки.Затем выберите «Начать рисование точек» на панели инструментов. Нажать на круги по отдельности, чтобы добавить точки в центральные точкиЭти точки появятся в окне Объекты и могут быть использованы в операциях сверления.
Инструменты
Новые инструменты могут быть добавлены в программу из менюили из панели инструментовили щелкнув правой кнопкой мыши объект «Инструменты» в окне «Объекты»Затем вы увидите диалоговое окно нового инструмента.Вы можете отредактировать параметры и нажать OK
После этого этот инструмент будет доступен для использования с операциями механической обработки.
Если вы хотите, чтобы инструменты в вашем списке инструментов были доступны для новых файлов, вы можете сохранить список инструментов как список инструментов по умолчанию.
Щелкните правой кнопкой мыши «Инструменты» в окне «Объекты» и выберите «Сохранить по умолчанию».
Когда вы в следующий раз сделаете «Новый» файл или «Откроете» файл DXF или STEP, эти инструменты снова появятся в вашем списке инструментов.
Операции профилирования в HeeksCNC
Операция профиля может быть добавлена из менюили выбрав эскиз в графическом окне, щелкнув правой кнопкой мыши в любом месте и выбрав «Новая операция профиля»Затем вы увидите диалоговое окно «Профиль».
Если при создании операции был выбран эскиз, то он уже будет выбран в диалоге, в раскрывающемся списке эскизов.
Если нет, вы должны выбрать свой эскиз, щелкнув в поле «Эскизы» на стрелке вниз или нажав кнопку «Выбрать» и щелкнув свой эскиз в графическом окне.
Вы также должны выбрать нужный инструмент в поле «Инструмент».
Для меня был выбран инструмент 3 мм по умолчанию.
В этом примере я меняю «инструмент сбоку» с «снаружи» на «внутри».
Проверьте правильность скорости подачи и скорости шпинделя.
Также установите правильное значение глубины.
Щелчок в поле изменит изображение, чтобы показать вам значение параметра.
Например, на этой картинке я нажал на «окончательную глубину».
Вот мои параметры.Нажмите кнопку «ОК», чтобы подтвердить параметры.Операция профиля будет добавлена в объект «Операции» в окне «Объекты».Когда вы отправляете процесс, вы увидите траекторию, созданную этой операцией.
Обработка карманов
Карманную операцию можно добавить из меню «Обработка», панели инструментов или или выбрав эскиз, щелкнув правой кнопкой мыши в любом месте графического окна и выбрав «Новая карманная операция…».
Появится диалоговое окно Карман.
Если при создании операции был выбран эскиз, то он уже будет выбран в диалоге, в раскрывающемся списке эскизов.
Если нет, вы должны выбрать свой эскиз, щелкнув в поле «Эскизы» на стрелке вниз или нажав кнопку «Выбрать» и щелкнув свой эскиз в графическом окне.
Вы также должны выбрать нужный инструмент в поле «Инструмент».
Для меня был выбран инструмент 3мм по умолчанию.
Проверьте правильность скорости подачи и скорости шпинделя.
Также установите правильное значение глубины.
Щелчок в поле изменит изображение, чтобы показать вам значение параметра.
Например, на этом изображении я нажал «режим вырезания», и изображение показывает мне значение моего выбора «обычный».
Траектория созданная этой операцией
Карманная операция имеет только один связанный с ней эскиз.
Если в вашем кармане есть острова, то объедините эскизы в один эскиз и используйте его.
Вы можете комбинировать эскизы, выбрав несколько эскизов, затем щелкнув правой кнопкой мыши и выбрав «Объединить эскизы».
Это создаст новый эскиз, поэтому вам нужно будет повторно выбрать эскиз из любых существующих карманных операций, если вы хотите использовать новый эскиз.
Объединить эскизы
Операции сверления в HeeksCNC
Операции сверления HeeksCNC
Если перед созданием операции сверления были выбраны какие-либо точки, то вы увидите их идентификационные номера в поле «точки».
Но вы можете повторно выбрать точки в любое время, введя идентификационные номера, разделенные пробелами, если вы их знаете, или выбрать точки в графическом окне, нажав кнопку «Выбрать».
Установите все параметры на те, которые вы хотите.
Нажмите «ОК», чтобы добавить операцию.
Операция сверления появится в окне Objects.
Когда вы выполняете «Постобработку», вы увидите траекторию, созданную для этой операции.
Постобработка сверления HeeksCNC
Шаблоны в HeeksCNC
Шаблон определяет, как обработка может повторяться в нескольких позициях.
Создайте новый шаблон из меню «Обработка»->»Добавить другую операцию»->»Шаблон…»
или щелкнув правой кнопкой мыши объект Patterns в окне Objects и выбрав «New Pattern…»
Создание шаблона
Изображение меняется по мере ввода значений, чтобы представить форму сетки позиций.
Ярко-зеленая форма представляет непреобразованное положение.
Чтобы применить шаблон к операции обработки, вы можете выбрать его в диалоговом окне операции.
Например, вот карманная операция, и я меняю раскрывающийся список «Шаблон», чтобы выбрать «Шаблон 1».
Шаблон обработки кармана
Теперь, когда «Постобработка» завершена. Операция кармана будет повторяться в каждой позиции шаблона.
Применение шаблона к нескольким операциям в HeeksCNC
Чтобы применить шаблон к нескольким операциям, выберите все операции в окне «Объекты» и отредактируйте свойство шаблона в окне свойств.
Ввод идентификационного номера шаблона, в данном случае 1.
Поверхности HeeksCNC
Любая операция обработки может быть применена к трехмерной поверхности.
Например, вот стандартная карманная операция, траектория которой применяется к сфере.
Cтандартная карманная операция, траектория которой применяется к сфере
Это делается путем создания объекта поверхности, который ссылается на твердые объекты, а затем выбора поверхности из операции обработки.
Объект Surface можно выбрать в меню
Выбор поверхности в менюДиалоговое окно поверхности HeeksCNC
По умолчанию будут выбраны все тела на чертеже. Если вы хотите выбрать только некоторые из ваших твердых тел, нажмите кнопку «Выбрать» и выберите нужные твердые тела.
Если вы больше не хотите видеть твердые тела, вы можете выбрать их, а затем снять флажок «видимый» в окне «Свойства».
Нажмите «ОК», чтобы подтвердить свой выбор и создать операцию на поверхности.
Теперь отредактируйте операцию, которую вы хотите прикрепить к поверхности, и выберите новую поверхность из раскрывающегося списка «поверхность».
Выбор поверхности HeeksCNC
Когда вы выполните «Постобработку», вы увидите, что траектория кармана была прикреплена к сфере.
Она использует форму инструмента, чтобы правильно опустить инструмент на поверхность; инструмент со сферическим концом дает другую траекторию по сравнению с фрезой с плоским концом.
Постобработка HeeksCNC
Преобразование операций из программы в g-код для вашего фрезерного станка известно как «постобработка».
Файл gcode будет либо в том же файле, что и ваш файл.heeks (в какой-то системной временной папке, если вы еще не сохранили свой файл) или в конкретной папке, в зависимости от ваших настроек в программе.
Копия текста, записанного в ваш файл g-кода, появится в окне вывода.
HeeksCNC — Загрузить
1.746.000 признал программы — 5.228.000 известных версий
— Новости программного обеспечения
Домой
Обновление
org/ListItem»>
Разное
HeeksCNC
Heeks Software
–
Shareware
HeeksCNC is a CAM (Computer Aided Manufacturing) add-on module for HeeksCAD. The user can add machining operations. These can then be output to NC code. The NC code is then shown as red and green lines on the screen. The NC code is generated using Python script, so it can be configured for different machines. HeeksCNC uses pycam for the «Zig Zag» operation, libarea for the «Pocket» operation, and libactp for the «Adaptive Roughing» operation.
HeeksCNC это программное обеспечение Shareware в категории (2), разработанная Heeks Software.
Последняя версия HeeksCNC в настоящее время неизвестна. Первоначально он был добавлен в нашу базу данных на 16.05.2009.
HeeksCNC работает на следующих операционных системах: Windows.
HeeksCNC не был оценен нашими пользователями еще.
Написать обзор для HeeksCNC!
Последние обновления
08.04.2023
Čitač elektronske lične karte (32-bitni) 1. 3.5
08.04.2023
Okdo Pdf to Doc Converter 6.0
08.04.2023
Okdo Pdf to Image Converter 6.0
08.04.2023
Falco Chess 18. 4
08.04.2023
TubeDownload 6.16.2
Последние новости
05.04.2023
Chrome update 112 available
02. 04.2023
Nvidia software updates available address security vulnerabilities
02.04.2023
Choosing between a Solid State Drive (SSD) and a Hard Disk Drive (HDD)
31.03.2023
Tips and tricks for the World Backup Day
30. 03.2023
SSD Maintenance Guide for 2023
Похожие поиски
» logiciel heekscad
» heekscnc download deutsch
» heekscad telecharger
» heekscnc vollversion
» heekscnc italiano
» heekscnc en francais
» free heekscnc
» программа heeks cnc
» heekscad 2014
» heekscnc 2018 francais
Популярные загрузки
UpdateStar Premium Edition
Google Chrome
Microsoft Visual C++ 2015 Redistributable Package
Microsoft Edge
Microsoft Visual C++ 2010 Redistributable
Microsoft OneDrive
Никогда не пропустите обновления для HeeksCNC снова UpdateStar
Текущие новости
Люди
Аудио и мультимедиа
Бизнес
Сообщения
Desktop
Развитие
Образование
Игры и развлечения
Графика Применения
Главная и Хобби
Интернет
Безопасность
Серверы
Системные утилиты
Веб-программирование
Разное
HeeksCNC — Скачать
1 746 000 распознанных программ — 5 228 000 известных версий — Новости программного обеспечения
org/BreadcrumbList»>
Дом
Обновления
Разнообразный
HeeksCNC
Программное обеспечение Heeks
– Условно-бесплатная
HeeksCNC — это дополнительный модуль CAM (автоматизированное производство) для HeeksCAD. Пользователь может добавлять операции обработки. Затем их можно вывести в код ЧПУ. Затем код ЧПУ отображается в виде красных и зеленых линий на экране. Код ЧПУ генерируется с использованием скрипта Python, поэтому его можно настроить для разных машин. HeeksCNC использует pycam для операции «Zig Zag», libarea для операции «Pocket» и libactp для операции «Adaptive Roughing».
HeeksCNC — условно-бесплатное программное обеспечение из категории «Разное», разработанное Heeks Software.
Последняя версия HeeksCNC в настоящее время неизвестна. Первоначально он был добавлен в нашу базу данных 16.05.2009.
HeeksCNC работает в следующих операционных системах: Windows.
HeeksCNC еще не был оценен нашими пользователями.
Написать обзор для HeeksCNC!
Последние обновления
08. 04.2023
Читать электронную личную карту (32-битную) 1.3.5
08.04.2023
Конвертер Okdo Pdf в Doc 6.0
08.04.2023
Okdo конвертер PDF в изображения 6.0
08. 04.2023
Фалько Шахматы 18.4
08.04.2023
TubeСкачать 6.16.2
Загрузка пока недоступна. Пожалуйста, добавьте один.
Будьте в курсе
с бесплатным программным обеспечением UpdateStar.
Последние новости
05.04.2023
Доступно обновление Chrome 112
02.04.2023
Доступные обновления программного обеспечения Nvidia устраняют уязвимости в системе безопасности
02.04.2023
Выбор между твердотельным накопителем (SSD) и жестким диском (HDD)
31. 03.2023
Советы и рекомендации по случаю Всемирного дня резервного копирования
30.03.2023
Руководство по обслуживанию SSD на 2023 год
Похожие запросы
» логикил хикскад
» heekscnc скачать deutsch
» Телезарядное устройство heekscad
» heekscnc vollверсия
» heekscnc итальянский
» heekscnc en francais
» бесплатно heekscnc
» программа heeks cnc
» хикскад 2014
» heekscnc 2018 французский
Самые популярные загрузки
ОбновлениеStar Premium Edition
Гугл Хром
Распространяемый пакет Microsoft Visual C++ 2015
Microsoft Edge
Распространяемый компонент Microsoft Visual C++ 2010
Майкрософт OneDrive
Никогда не пропустите обновление для HeeksCNC снова с UpdateStar
Текущий информационный бюллетень
Обзор
Аудио и мультимедиа
Бизнес
Связь
Рабочий стол
Развитие
Образование
Игры и развлечения
Графические приложения
Дом и хобби
Интернет
Безопасность
Серверы
Системные утилиты
Веб-разработка
Разное
Все о постобработке HeeksCNC – забава с горячими, острыми, едкими предметами
В HeeksCNC «Постобработка» — это действие, которое превращает файл вашего проекта со всеми операциями и геометрией в g-код, который может выполнять ваш станок с ЧПУ.
Машины в реальном мире сильно различаются. Они используют разные контроллеры, имеют разные возможности и настраиваются для разных целей. Одной из самых мощных функций HeeksCNC является то, как постпроцессор может быть расширен и настроен для создания именно того g-кода, который нужен вашему станку для выполнения той работы, которую вы хотите.
Прежде чем мы сможем настроить постпроцессор, полезно немного узнать о различных частях системы и различных этапах постобработки:
Части системы:
HeeksCAD/HeeksCNC
I думаю, ВСЕ здесь HeeksCAD/HeeksCNC, но я конкретно имею в виду пользовательский интерфейс. Графический, скомпилированный и написанный на C++ пользовательский интерфейс позволяет пользователю настраивать вещи и контролировать все последующие шаги. Это босс всего, что последует.
«Вспомогательные» библиотеки
Эти ребята делают тяжелую работу. Их несколько, и каждый состоит из двух частей. Одна часть написана на C++ и скомпилирована для ускорения. Он выполняет сложную математическую работу. Другой написан на питоне и предоставляет интерфейс. Я буду называть вторую библиотеку «_funcs». Его имя следует за партнерским модулем C++. Например, библиотека областей выполняет карманные операции. area_funcs.py предоставляет интерфейсные функции для вызова модуля области.
Файлы постпроцессора Python
Постпроцессор выполняет две важные функции. 1) Он берет движения инструмента, генерируемые вспомогательными библиотеками, и преобразует их в специфичный для станка g-код. 2) Анализирует собственный g-код для создания «фоновой диаграммы», которую можно отобразить heekscad/heekscnc. Фон — это цветные линии, показывающие, куда будет перемещаться инструмент. Это также G-код с цветовой кодировкой в окне «вывода».
Постпроцессор состоит из нескольких разных файлов Python, которые определяют объекты. Все файлы находятся в каталоге heekscnc/nc и имеют имена, указывающие на их функции, такие как emc2b.py и emc2b_read. py или mach4.py и mach4_read.py. Первый пишет g-код, а файл _read.py выполняет бэкплот. Эти файлы всегда идут парами и наследуют свою функциональность от своих более общих предков iso.py и nc.py.
Выполнение постобработки
Многое происходит, когда вы нажимаете кнопку постобработки, но она разбивается на три больших этапа:
Этап 1: генерация сценария:
На этом этапе список операций в дереве объектов , вместе со связанной с ними геометрией (телами и эскизами) преобразуется в файл Python (post.py). Когда этот шаг будет завершен, файл python будет отображаться в «Окне программы» HeeksCNC. Этот шаг можно выполнить отдельно, щелкнув меню или кнопку «Создать скрипт Python».
Этап 2: Выполнение скрипта для создания g-кода:
Следующим шагом является запуск post.py. Если post.py работает правильно, он создаст g-код в файле .tap. Если вы не сохранили файл .heeks, файл .tap будет называться untitled.tap и находиться в вашем каталоге /tmp. Если вы сохранили файл . heeks, вы должны найти его в том же каталоге с последующим именем (например, «myprojectname.tap»). Этот шаг также можно выполнить изолированно, щелкнув меню или кнопку «запустить скрипт Python». Одной из полезных функций является то, что вы можете вручную отредактировать скрипт Python и запустить его, чтобы внести небольшие изменения в его работу.
Этап 3: Чтение G-кода в бэкплот:
Бэкплот берет сгенерированный G-код и считывает его обратно в HeeksCNC для создания визуального представления движения инструмента. Это чрезвычайно полезно для проверки того, что инструмент делает то, что вы ожидаете. Под капотом HeeksCNC бэкплот немного сложнее. Он читает файл .tap, анализирует его и создает его XML-представление. Затем он считывает файл XML для создания графического вывода. Промежуточный шаг необходим для правильного назначения цветов и других атрибутов визуальным элементам.
Пошаговое описание того, что происходит, когда вы нажимаете кнопку G0:
HeeksCNC (объекты, определенные в PythonStuff. h) начинает создавать post.py. Он записывает некоторые предварительные строки и комментарии и импортирует различные объекты, которые ему понадобятся.
HeeksCNC смотрит, какой постпроцессор вы выбрали в поле «машина» в свойствах программы. Он записывает строку импорта для этого постпроцессора в post.py (что-то вроде «import nc.emc2b»)
Пишет еще несколько строк, которые в основном соответствуют настройкам в HeeksCNC и таблице инструментов.
Затем он начинает повторять операции в том порядке, в котором они появляются в дереве объектов. Он создает набор команд Python, которые будут вызывать вспомогательный модуль, связанный с операцией. Эти команды передают координаты геометрии и свойства инструмента соответствующему помощнику, вызывая функции в файле _funcs.py. (area_funcs, ocl_funcs, actp_funcs).
После завершения списка HeeksCNC записывает конец программных команд python в post.py.
На данный момент мы закончили первый этап. Теперь HeeksCNC разворачивается и запускает только что написанную программу post. py:
.
post.py сначала вызывает program_begin в постпроцессоре. Это открывает файл .tap для записи и записывает предварительный g-код program_begin.
выполнение post.py вызывает функции в _funcs.py. Наряду с данными геометрии и инструмента он также передает функции ссылку на ваш конкретный постпроцессор.
library_funcs вызывает библиотечный модуль (помните его?, это скомпилированная версия, которая выполняет настоящую работу).
Библиотечный модуль делает свое дело и возвращает данные о перемещении инструмента, но эти данные слишком общие (arc_ccw, подача, ускорение и т. д.) и должны быть адаптированы для каждого станка.
Итак, library_funcs принимает каждое движение и передает его в постпроцессор.
Постпроцессор в основном представляет собой большой набор операторов If. Он анализирует команду перемещения инструмента и определяет соответствующий G-код, который записывает в файл .tap.
После того, как все вызовы _funcs были преобразованы в g-коды, постпроцессор записывает g-код program_end в файл . tap и закрывает его. Теперь мы закончили этап 2. Вы можете открыть файл .tap в контроллере вашего станка и запустить его для изготовления детали. Ну, вы могли бы, если бы были уверены, что это правильно. Но так как вы этого не видите, нам лучше сначала представить это на заднем плане.
Heekscnc начинает бэкплот, как только файл .tap закрывается. Он запускает postprocessor_read.py и передает ему имя файла .tap.
postprocessor_read.py открывает файл.
Для каждой строки в файле .tap postprocessor_read.py разбивает ее на «слова» и оценивает каждое слово.
Он просматривает еще один большой набор операторов «Если» и, когда находит одно из слов, присваивает этому слову различные атрибуты. Атрибуты вроде «это слово — комментарий» или «это слово — быстрое движение», «это число указывает на смену инструмента» и т. д.
Весь беспорядок данных и атрибутов записывается в файл с именем backplot.xml. Файл на самом деле написан другим помощником, hxml_writer. py.
Если все пойдет хорошо, HeeksCNC теперь может прочитать файл backplot.xml и отобразить красивый фон. Вы заметите, что строки и слова имеют цветовую кодировку. Соответствующие цвета можно изменить в разделе параметров обработки->параметры NC->цвета текста на панели параметров.
Как написать или изменить постпроцессор?
Написать новый так же легко, как и отредактировать, так что давайте просто сделаем это.
Во-первых, начните с поста, максимально приближенного к тому, что вам нужно.
Перейдите в каталог heekscnc/nc и скопируйте файлы. В моем примере я буду основывать свой новый пост на упрощенном emc (emc2b). Поэтому сделайте копию emc2b.py и emc2b_read.py. Первая часть может быть какой угодно, но _read должен быть одинаковым. Итак, теперь у меня есть emcSlip.py и emcSlip_read.py. Отредактируйте файл machine.txt и сделайте новую запись. У меня это «emcSlip An Example Postprocessor 0». «Пример постпроцессора» — это то, что появится в HeeksCNC. Теперь у меня есть собственный постпроцессор, который делает то же самое, что и emc2b. Время подправить.
Чтобы изменить поведение вашего постпроцессора, вам нужно отредактировать эти файлы, особенно файл, не являющийся фоновой диаграммой (в моем примере — emcSlip.py). Этот файл наследуется от двух других очень важных файлов. nc.py — это база для машин с ЧПУ. Думайте об этом как об определении всех вещей, которые может делать машина. Подача, распыление, сверление, ускорение, использование метрических или имперских единиц и т. д., и т. д. Iso.py — это базовый класс кодов. Уникальная комбинация характеристик машины и управляющих кодов составляет постпроцессор. Таким образом, ваш постпроцессор наследует оба этих файла.
Если, например, вы хотите, чтобы ваше сообщение генерировало что-то другое в начале файла .tap вместо стандартных комментариев, вы можете изменить блок кода, который начинается: ‘def program_begin(self, id, comment): ‘ Не меняйте эту строку или последнюю в разделе, но то, что между ними, — честная игра.
АБС-пластик (акрилонитрилбутадиенстирол, химическая формула (C8H8)x·(C4H6)y·(C3h4N)z) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров). Пропорции могут варьироваться в пределах: 15—35 % акрилонитрила, 5—30 % бутадиена и 40—60 % стирола.
Производство одного килограмма АБС требует эквивалента примерно 2 кг нефти в виде материалов и энергии. Также он может быть повторно переработан.
Некоторые виды АБС могут разрушаться под воздействием солнечного света. Это стало причиной одного из самых обширных и дорогостоящих отзывов автомобилей в истории США.
Уникальные свойства полимера обусловлены сочетанием стирола со звеньями акрилонитрила и бутадиена. Пластики АБС относится к разряду инженерных и обладает следующими свойствами:
Высокой ударопрочностью и эластичностью.
Может работать при температурах до 80 °С, кратковременно выдерживает повышения температуры до 100 °С.
Хорошо сваривается, не оставляя швов.
Устойчив к воздействию щелочей, растворов кислот, бензину, маслам.
Растворяется в ацетоне и некоторых органических растворителях.
Имеет высокую размерную стабильность, что позволяет использовать его для точного литья.
Устойчив к ультрафиолетовому излучению и атмосферному воздействию.
Композиционные материалы ABS-пластик для 3D-печати
Материал легко образует сплавы и композиты с другими полимерами, которые обладают уникальными свойствами.
АБС/ПК — аморфная смесь пластика с поликарбонатом. Материал обладает большой ударопрочностью и теплостойкостью. Кратковременно выдерживает температуру 145 °С. Может работать при температуре до 95 °С. Морозоустойчив – становится хрупким только при температуре -50 °С. Чем больше в смеси поликарбоната, тем прочнее и морозоустойчивее материал. Широко применяется для точного литья деталей сложной формы.
АБС/ПВХ – композит с поливинилхлоридом. Аморфный материла, обладающий хорошей ударопрочностью. Имеет высокую устойчивость к атмосферному воздействию и старению. Способен выдерживать кратковременные нагревы до 97 °С.
АБС/ПБТ – смесь пластика с полибутилентерефталатом. Может быть аморфным или кристаллизующимся. С увеличением содержания полибутилентерефталата в смеси, увеличивается жесткость и теплостойкость материала. Выдерживает кратковременный нагрев при рабочей нагрузке до 150 °С. Устойчив к щелочам, разбавленным кислотам, маслам и бензину.
АБС/ПА – смесь пластика с полиамидом. Ударопрочный материал, может быть аморфным или кристаллизующимся. Выдерживает кратковременный нагрев до 180 °С, рабочая температура – до 110 °С. Чем выше содержание полиамида в смеси, тем выше показатель ударопрочности. Отличается высокой износостойкостью, стойкостью к растрескиванию, устойчив к агрессивным средам. Является хорошим диэлектриком.
АБС/эластомер – сплавы с термопластичными эластомерами (термополиуретан, термопластэластомеры) в различных пропорциях характеризуются высокой устойчивостью к воздействию атмосферы и низких температур, обладают хорошей жесткостью и устойчивостью к окислителям. Цена на пластик ABS с эластомером несколько выше, но она окупается его полезными свойствами.
Листовые композиты:
ПММА-АБС – это двухслойный лист, состоящий из основы АБС пластика, на которую нанесен слой более твердого полиметилметакрилата (ПММА). Толщина ПММА составляет 5-10 % от толщины листа. Материал получают методом соэкструзии. Композит отличается большей твердостью, жесткостью, устойчивостью к агрессивным средам и ультрафиолетовому излучению.
ТПУ-АБС – композитные листы, получаемые путем соэкструзии. Состоят из основы из пластика и покрытия из термопластичного полиуретана. Материал устойчив к атмосферному воздействию, кислотам, выдерживает сильные морозы и обладает приятной на ощупь поверхностью.
Обозначение и маркировка:
Кроме принятого на отечественном рынке названия АБС пластик, plastic может встречаться под названиями AБС-сополимер, ABS пластик.
Маркировка АБС пластика:
буквенное обозначение пластика
две первые цифры – означают ударную вязкости по Изоду
последние две цифры — характеризуют текучесть расплава
буква в конце маркировке обозначат какие-то особые свойства материала
У нас вы можете купить пластик ABS или любой композитный материал на его основе. Цена на пластик АБС в гранулах не отличается от цены на порошковый материал, композитные материалы стоят несколько дороже.
Свойства АБС пластика:
Свойства PLA пластика:
АБС-пластик(ABS) — ударопрочный аморфный материал. Отличительные свойства АБС пластика: теплостойкость 110оС, выдерживает низкие температуры до -40оС, дает блестящую поверхность, имеет хорошую химическую стойкость, стоек к щелочам и смазочным маслам, характеризуется пониженными электроизоляционными свойствами, нестоек к УФ-излучению.
Наилучший материал для печати первых работ на 3D принтере. Изделие очень быстро затвердевает при использовании вентилятора для охлаждения. ПЛА обладает рядом преимуществ перед другими полимерами: получение более широкого ряда геометрии, минимальный термальный стресс, маленькая деформация.
АБС пластик пригоден для нанесения гальванического покрытия, металлизации (имеются специальные марки АБС пластика), а также для пайки контактов. АБС-пластик рекомендуется для точного литья. Имеет высокую размерную стабильность. Сушка АБС-пластика в течение от 0,5 до 2 часов при температуре 70-80оС, в зависимости от производительности сушилки.
Полилактид отвечает концепции устойчивого развития, PLA более экологичен и безопасен, чем другие материалы, посколько для его синтеза используются ежегодно возобновляемые природные ресурсы (например кукурузного крахмала).
ABS прочный и крепкий пластик, популярный в промышленности материал, используемый при производстве таких изделий, как автомобильные бампера, кубики конструктора Lego и т. д. По лёгкости 3D печати это второй материал, после PLA пластика, но нужно быть внимательным при печати больших объектов, поскольку по мере остывание модели возможны деформации. После печати на 3D принтере модели из ABS пластика, её можно легко отшлифовать и покрасить аэрозольной или акриловой краской. ABS пластик изготавливается из ископаемого топлива и не подвержен биологическому разложению.
PLA пластику достаточно гладкой поверхности для рабочего стола, без нагрева и каптона.
ABS более хрупкий. При сильном ударе ABS сломается.
PLA более вязкий. При сильном ударе PLA погнется (то есть, он не такой хрупкий)
ABS значительно жестче, и там, где PLA уже начинает гнуться, ABS сохраняет форму и держит нагрузки.
PLA пластик более скользок (поэтому его можно использовать в печатных подшипниках скольжения).
ABS пластик прекрасно растворяется в обыкновенном ацетоне (это необходимо для химической обработки готовой модели).
PLA пластик можно растворить только в феноле, в limonene и в концентрированной серной кислоте.
ABS — значительно долговечнее, не разлагается, из нефтепродуктов. И хотя многие пишут, что детские игрушки из него лучше не делать, ЛЕГО печатается из ABS.
PLA — делается из растительных материалов, разлагается за 2 года, долгоиграющие вещи из него делать бессмысленно, но зато он более гладкий, и именно из него печатают подшипники для моделей. Так же он максимально безопасен для детей, т.к. весь из растительности.
ABS используется для изготовления:
PLA используется для изготовления:
— Крупных деталей автомобилей (приборных щитков, элементов ручного управления, радиаторной решётки)
— Полилактид применяется для производства экологически чистой биоразлагаемой упаковки, одноразовой посуды, средств личной гигиены. Биоразлагаемые пакеты из полилактида используются в таких крупных торговых сетях как Wal mart и K-mart.
— Корпусов крупной бытовой техники, радио- и телеаппаратуры, деталей электроосветительных и электронных приборов, пылесосов, кофеварок, пультов управления, телефонов, факсовых аппаратов, компьютеров, мониторов, принтеров, калькуляторов, другой бытовой и оргтехники
— Детали из ПЛА имеют хорошее скольжение, из них можно делать подшипники скольжения.
— Корпусов промышленных аккумуляторов
— Ввиду своей биосовместимости, полилактид широко применяется в медицине, для производства хирургических нитей и штифтов, а также в системах доставки лекарств.
— Спортинвентаря, деталей оружия
— Упаковочные изделия из полилактида — экологически чистая альтернатива традиционной бионеразлагаемой упаковке, на основе нефти.
— Мебели
— Детские игрушки и принадлежности.
— Изделий сантехники
—
— Выключателей, переключателей
— Канцелярских изделий
— Настольных принадлежностей
— Игрушек, детских конструкторов
— Чемоданов, контейнеров
— Деталей медицинского оборудования, медицинских принадлежностей (гамма-стерилизация)
— Смарт-карт
— Как добавка, повышающая теплостойкость и/или улучшающий перерабатываемость композиций на основе ПВХ, ударопрочность полистирола, снижающая цену поликарбонатов.
Недостатки ABS пластика:
Недостатки PLA пластика:
— Невысокая устойчивость к ультрафиолетовому излучению;
Дороже АБС.
— Растворимость в бензоле, ацетоне, эфире, анизоле, анилине, этилхлориде и этиленхлориде.
Разлагается года за два — для долгоиграющих вещей лучше не использовать.
— Невысокая устойчивость к атмосферным воздействиям
Как дополнительный минус — ацетон его не берёт почти.
— Невысокие электроизоляционные свойства (в отличие от полистирола)
Характеристики/свойства/преимущества
ABS
PLA
Толерантный к наружной температуре и воздушным потокам
—
+
Палочки для построения пластины очень надежны, без скручивания или раздвижные
—
+
Можно печатать без нагретой платформы
—
+
Малая усадка
—
+
Доступен в полупрозрачных, блестящих и другие видах
—
+
Возобновляемый и экологически чистый
—
+
Требуется меньше тепла и энергии
—
+
Стабильность размеров
—
+
Отлично подходит для механических моделей и движущихся частей
+
++
На основе кукурузного крахмала
—
+
На нефтяной основе
+
—
Имеет тенденцию трескаться
+
—
Гибкая деформация
+
—
Быстрая и жесткая деформация
—
+
Технические характеристики
Плотность
1,05 г/см3
1,25 г/см3
Предел прочности на разрыв
30 МПа (2400 МПа (23°C)
40 МПа
Ударная прочность
130 (при 23°C), 100 (при −30°C) КДж/м2
—
Модуль упругости при растяжении
1627 МПа
—
Модуль упругости при растяжении при 23 °С
1700 — 2930 МПа
—
Модуль упругости при изгибе
1834 МПа
—
Коэффициент удлиннения
6%
30%
Электрическая прочность
12-15 МВ/м
—
Влагопоглощение
0,2-0,4 %
—
Температура размягчения
~ 100°C
~ 50°C
Температура плавления
~ 220°C
~ 180°C
Температура самовоспламенения
~ 395°С
—
Оптимальные температуры 3D печати PLA, PETG, Nylon и TPU пластиками
3DPrintStory
  
Процесс 3D печати
  
Оптимальные температуры 3D печати PLA, PETG, Nylon и TPU пластиками
Несмотря на то, что почти все материалы для 3D печати являются термопластиками, у каждого из них свои требования к температуре. Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
Химический состав термопласта напрямую влияет на его температуру стеклования — температуру, при которой материал превращается из хрупкой нити в эластичное вещество, которое можно экструдировать. Именно эту температуру и надо выдерживать для качественной 3D печати. И так как каждый материал имеет разную температуру стеклования, каждый пластик надо использовать для 3D печати при разной температуре экструдера.
Кроме определенной температуры экструзии для некоторых материалов требуется определенная температура нагретого слоя. Когда некоторые волокна остывают, они сжимаются и деформируются. Подогреваемый слой позволяет этим пластмассам охлаждаться медленнее при экструзии, так что изгибы сводятся к минимуму.
Подогреваемый слой также обеспечивает дополнительную адгезию, гарантируя, что первый слой хорошо приклеивается, и деталь не отделяется от основания во время 3D печати.
Так что температура 3D печати — это очень важный параметр, который отличается в зависимости от материала, который используется.
Рекомендуемая температура 3D печати PLA пластиком
PLA является сегодня самым популярным пластиком популярной. Одна из причин — нетребовательность к условиям 3D печати.
PLA лучше всего печатает при температуре около 210° C, хотя он очень универсален и может работать при температуре от 180 до 230° C. Причем для печати не требуется стол с подогревом, но если в вашем 3D принтере она есть, установите температуру стола где-то между 20 и 60° C.
При печати PLA пластиком убедитесь, что охлаждающие вентиляторы включены. PLA дает наилучшие результаты при правильном охлаждении.
В целом, PLA очень прост в использовании и не требует особых танцев с бубном, чтобы добиться успеха.
Рекомендуемая температура 3D печати ABS пластиком
До недавнего времени наиболее широко используемым материалом для 3D печати был именно ABS. Затем в битве за лидерство ABS уступил PLA. Основная причина — большие сложности во время 3D печати.
Для успешной печати ABS требуется немного более высокая температура. Рекомендуемая температура сопла от 210 до 250° C. Необходим стол с подогревом с установленной температурой от 80 до 110° C.
В дополнение к этому, ABS желательно печатать на закрытом 3D-принтере, чтобы пластик медленнее остывал. Это связано с тем, что при охлаждении ABS сжимается, а если модель остывает слишком быстро, она деформируется. По этой же причине при печати ABS необходимо выключать охлаждающие вентиляторы.
Рекомендуемая температура 3D печати PETG пластиком
PETG — относительный новичок на рынке материалов для 3D печати, сочетающий в себе многие аспекты PLA и ABS.
Он требует очень высоких температур сопла — от 220 до 250° C. Однако, в отличие от ABS, PETG не требует стола с подогревом.
PETG лучше всего печатает с синей малярной лентой на столе. Без него стол следует нагреть до 50–75° C, чтобы экструдированный материал хорошо схватился со столом на первом слое. А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.
Хотя PETG не так прост в использовании, как PLA, он гораздо менее требователен, чем ABS, и на сегодняшний день выходит в топ по популярности.
Рекомендуемая температура 3D печати Nylon пластиком
Nylon — еще один популярный и интересный материал, хотя работать с ним сложнее.
Он требует более высоких температура, чем любые другие материалы из текущего списка: рекомендуется от 240 до 260° C. Необходимая температура стола — от 70 до 100° C. При этом слой клея-карандаша очень важен, поскольку Nylon страдает проблемами качества адгезии первого слоя.
Не следует печатать нейлоном с охлаждающими вентиляторами, так ка возникнут проблемы с адгезией слоев.
Этот материал также очень гигроскопичен, то есть он очень активно впитывает влагу из воздуха. Это значительно снижает качество 3D печати, поэтому перед печатью нейлон необходимо просушить или использовать качественный термобокс.
Поначалу использование нейлона может вызвать проблемы, но после того, как вы научитесь правильно печатать этим материалом, он закроет многие ваши вопросы и нужды.
Рекомендуемая температура 3D печати TPU пластиком
Гибкие материалы, известные как TPU — необычный и порой очень полезный материал, но с ним работать очень сложно.
TPU используют при таких же температурах, что и PLA. Лучше всего работают при температуре от 210 до 230° C с температурой стола от 30 до 60° C.
Поскольку этот материал очень гибкий, он может сгибаться и растягиваться по пути от шестерни экструдера к самому соплу. Поэтому важно, чтобы материал выдавливался медленно и без ретракта.
Если эти проблемы становятся заметными, небольшое увеличение температуры экструдера может помочь уменьшить любую деформацию материала, которая может вызвать ее изгиб.
Максимальная температура непрерывной эксплуатации — свойства пластика
UHMWPE — полиэтилен сверхвысокой молекулярной массы
110,0
130,0
XLPE — сшитый полиэтилен
67,0
82,0
ABS Melting Point, Properties, Applications, Advantages & Disadvantages
Quick Navigation
ABS Melting Point, Properties, Applications, Advantages & Disadvantages
Material
АБС (акрилонитрил-бутадиен-стирол)
Структура
Аморфный
Прочность на растяжение
6030 фунтов на квадратный дюйм Выход
Непрозрачность
от прозрачного до непрозрачного
Удельный вес
04-1.07"}»> 1.04-1.07
Точка плавления
200°C (392°F)
Усадка
от 0,4 до 0,8 %
Рабочая температура
175,5°C (348°F)
Температура прогиба
от 161 до 198°C (от 323 до 390°F)
Приложения
АБС-пластик имеет множество применений в автомобилестроении, электротехнике, электронике и бытовой технике:
Автомобильная промышленность – Чехлы на руль, дверные ручки, приборные панели, ремни безопасности, накладки на стойки, компоненты приборной панели
Электроника и электротехника – Электрические шкафы, компьютерные клавиатуры
Бытовая техника – Кухонные комбайны, бритвы, панели управления бытовой техникой, тостеры, пылесосы, холодильники
Преимущества
Ниже приведены некоторые из наиболее заметных преимуществ АБС:
Отличная стойкость к разбавленным кислотам и щелочам,
Низкая температура плавления облегчает обработку при литье под давлением и 3D-печати ,
Биосовместимый и перерабатываемый материал,
Высокая прочность на растяжение, исключительная коррозионная стойкость и устойчивость к ударам,
Нетоксичен и безвреден для человека
Недостатки
Here are they as follows:- Poor weathering resistance, Poor resistance for solvents like ketones, esters, and aromatic, Stress cracks are evident in the presence of some greases, Weak solvent and fatigue resistance, Ordinary grades are burnt eaily and won’t extinguish on thier own."}»>
Несмотря на то, что плюсы перевешивают минусы, все же стоит на это взглянуть. К ним относятся:
Плохая устойчивость к атмосферным воздействиям,
Плохая стойкость к растворителям, таким как кетоны, сложные эфиры и ароматические соединения,
Трещины от напряжения очевидны в присутствии некоторых смазок,
Слабое сопротивление растворителям и сопротивление усталости,
Обычные сорта легко горят и не гаснут сами по себе.
Дополнительная информация о материале ABS
ABS — это ударопрочный термопласт с аморфной структурой, непрозрачный по своей природе, то есть не проявляющий свойств твердой кристаллической структуры. ABS состоит из трех мономеров: акрилонитрила, бутадиена и стирола.
Акрилонитрил: Создан из пропилена и аммиака. Мономеру приписывают высокую термостойкость и химическую стойкость полимера.
Бутадиен: Выпускается при производстве этилена и установках парового крекинга. Мономер получает признание за прочность и ударную вязкость АБС.
Стирол: Высвобождается при модификации этилбензола. Мономер отвечает за жесткость и технологичность АБС.
АБС стал основным термопластичным материалом еще в 1950-х годах, когда была сделана небольшая модификация путем добавления бутадиена, третьего мономера. Добавление бутадиена привело к высокой ударной вязкости и легкой технологичности.
Как изготавливается АБС?
Наиболее популярными методами производства АБС являются Эмульсия и Методы непрерывной массы .
АБС-пластик естественно доступен в непрозрачном цвете слоновой кости и легко окрашивается различными пигментами в зависимости от области применения.
Одним из основных недостатков материала ABS является то, что на него легко воздействуют полярные растворители; однако его плавная технологичность облегчает работу производителя; ABS легко обрабатывается на стандартном оборудовании.
Что касается процесса производства АБС, то эмульсионный метод является наиболее распространенным и в редких случаях методом непрерывной массы.
Интересное чтение – температура плавления ПВХ, свойства, применение, преимущества и недостатки
Методы обработки ABS
Литье под давлением
В литье под давлением бывают ситуации, когда определить, нужна ли сушка или нет, сложно. В случае использования вентилируемого цилиндра сушка становится обязательной.
В случаях, когда требуется сушка, обычно достаточно 4 часов при 80°C.
Признаки влаги видны в виде полос, разводов или пузырьков. Если наблюдается какой-либо из этих факторов, рекомендуется предварительная сушка формы .
Температура формы – 40-70°C
Температура расплава – 210-270°C
Скорость впрыска – от умеренной до высокой
Давление впрыска материала: 50 – 100 МПа
Экструзия:
Предварительная сушка: 3 часа при 70-80°C
Температура экструзии: от 200 до 240°C
Конструкция винта: рекомендуется соотношение L/D 25-30
Рекомендуем прочитать
10 лучших ударопрочных пластиков
Что такое LDPE? | полиэтилен низкой плотности | Полное руководство
Температура плавления HDPE | Повторитель HDPE | свойства полиэтилена высокой плотности | Преимущества и недостатки HDPE
Точка плавления полипропилена | Температура плавления полипропилена, его свойства, преимущества и недостатки
Когда был изобретен пластик? | История пластмасс
Заключительные мысли
Это был мой взгляд на температуру плавления АБС, свойства, применение, преимущества и недостатки.
Технологии 3d моделирования и соответственно программы для 3d моделирования сегодня весьма востребованы и пользуются огромным спросом.
В первую очередь это связано с огромными возможностями трехмерного моделирования, а также с их доступностью по цене.
3D моделирование: возможности и применение
3д моделирование – современная технология построения объемной модели объекта в трехмерном пространстве на базе профессиональных графических программных продуктов.
Передовые технологии трехмерного моделирования и профессиональные программы для 3d моделирования дают неограниченные возможности создания 3д-моделей объектов разных габаритов и уровней сложности, а также изготавливать и тестировать прототипы изделий.
Применение 3D моделирования:
изготовление прототипа изделия;
разработка объемной анимации;
подготовка презентации нового продукта;
тестирование функциональности и дизайна нового изделия;
создание наружной рекламы и рекламных макетов;
дизайн упаковки товаров, печатной продукции и POS-материалов;
3D макетирование в архитектуре и дизайне;
проектирование пресс-форм для литья;
компьютерные игры, кинематограф и др.
3d моделирование программы (бесплатные программы для 3D моделирования)
Наиболее известными и профессиональными программными продуктами для построения и редактирования трехмерных моделей являются:
Blender;
Sweet Home 3D;
SketchUp Make;
Sculptris;
LEGO Digital Designer.
При помощи данных программ можно создать практически любую по уровню сложность 3д-модель объекта, кроме того, каждая из них содержит узкоспециализированные инструменты трехмерного моделирования. Рассмотрим каждую из них более детально.
Blender
Программа для 3D моделирования Blender является бесплатным пакетом для работы с трехмерной графикой. Программа содержит в себе инструменты анимации, моделирования, рендеринга, а также средства для постобработки видео и разработки компьютерных игр.
Функции программы Blender позволяют работать с ней и профессионалам и любителям, здесь есть все основные средства и инструменты, наборы текстур, обработчики событий и модели профессионального 3д-редактора. Кроме того, есть возможность реализовать дополнительные возможности программы при подключении специальных плагинов.
Возможности программы Blender:
поддержка различного рода геометрических примитивов;
содержит встроенные механизмы и инструменты рендеринга и слияния с внешним рендером YafRay;
включает средства создания анимации – по ключевым кадрам, нелинейной, скелетной, инструменты динамики мягких и твердых тел, сеточная деформация и др.
дает возможность осуществления нелинейного редактирования и создания комбинированного видео;
>содержит средство Python, позволяющее разрабатывать логическую систему компьютерных игр, автоматизирует задачи.
Sweet Home 3D
Еще одна бесплатная программа для моделирования, чаще всего применяемая при работе с дизайном интерьеров. Sweet Home 3D позволяет достаточно просто создать план для отдельной комнаты или же всего дома, расставить мебель, окна, двери, лестницы и др. на усмотрение дизайнера. В программе имеет специальный каталог с образцами мебели, для большего удобства пользователя он упорядочен по категориям. Новые модели мебели вы сможете бесплатно скачать с сайта разработчика.
Особенности Sweet Home 3D:
удобный и простой интерфейс;
наличие образцов мебели, собранных в одном каталоге;
возможность импортирования из программы отдельных 3д-объектов или плана дома;
возможности редактирования текстур, их импорта и форматирования фурнитуры мебели;
многоязычный интерфейс и поддержка множества полезных плагинов.
SketchUp Make
Удобная программа для построения 3д-объектов и их редактирования. Данная программа для моделирования практически не имеет окон для предварительных настроек и это одно из главных ее преимуществ. Благодаря встроенного в программный пакет плагину Google Earth готовые 3d-объекты можно разместить на картографическом сервисе Google.
SketchUp Make – программа оптимальная для начинающих 3д-моделлеров и дизайнеров, по сравнению со сложными и перегруженными аналогами.
Главные характеристики SketchUp Make:
простой и удобный интерфейс;
наличие элементарных инструментов редактирования понятных каждому – ластик, карандаш, линейка, транспортир и прочее, только в трехмерном пространстве;
возможности экспорта/импорта элементов как растровой двухмерной графики, так и треъмерной графики – psd, png, jpg, bmp, 3ds, ddf, dwg;
наличие пополняемой библиотеки стилей, компонентов и материалов, возможность применения различных плагинов;
функции установки теней;
возможность загрузки готовых скриптов;
слияние с программой Google Earth.
Sculptris
Программа для 3d моделирования, основным преимуществом которой является постепенное, быстрое и легкое освоение мастерства создания трехмерных моделей. Простота интерфейса и возможности работы с программой даже новичку.
Содержит инструменты для вытягивания, выдавливания, сглаживания разрабатываемой модели. Наличие большого числа средств для редактирования и систем настроек позволяют создавать в Sculptris модели различной сложности.
Основные возможности программы:
хранение модели в формате OBJ, что создает возможность работы с этой моделью в другом 3д-редакторе;
настройка рабочих «кистей» — регулировка размера, силы нажатия и прочее;
наличие скульптурных кистей, предназначенных для вдавливания, вытягивания, разглаживания и скручивания и др.
содержит систему масок, защищающих область модели;
симулирует большое число различных материалов, применяемых при создании 3д-моделей;
дает возможности «раскрасить» модель.
LEGO Digital Designer (LDD)
Конструктор, предназначенный для построения 3д-моделей LEGO. Имеет огромных выбор разного рода деталей, цвет которых можно видоизменять в процессе работы. Простотой в управлении и имеет удобный интерфейс.
Дает возможности приближения и удаления рабочей области LDD, свободно перемещаться и поворачиваться под любым углом. Включает режим просмотра готовой модели, где можно изменить ее фон.
Главные свойства LEGO Digital Designer:
широкий ассортимент LEGO-элементов, более 700 разновидностей;
хранение готовых моделей;
возможность выгрузки готовой модели на официальный сайт программы;
неограниченное количество деталей.
Заказать профессиональные услуги 3д моделирования и печать готовой модели на 3d принтере вы можете у компании КЛОНА по доступным ценам.
Топ-10 лучших бесплатных программ моделирования для 3D-печати
Трехмерные модели с успехом применяются не только для пополнения коллекций, но и для работы архитекторов и дизайнеров. Для таких задач необходимы специальные программы, рассчитанные на создание 3D моделей. Среди них можно найти как сложные программы, так и более легкие. На такие программы, как правило, имеются мастер-классы и обучающие видео, которые помогут разобраться в принципах работы той или иной программы.
Полезно также почитать: ТОП-10 бесплатных программ для дизайна интерьера
Содержание
1 Особенности ПО для подготовки к 3D-печати
2 Топ-10 лучших бесплатных программ моделирования для 3D-печати
2.1 DesignSpark Mechanical
2.2 SketchUp
2.3 Sculptris
2.4 TinkerCAD
2.5 3D Slash
2.6 Cura
2.7 FreeCAD
2.8 123D Catch
2.9 3DTin
2.10 OpenSCAD
3 Полезное видео
Особенности ПО для подготовки к 3D-печати
Для подготовки к 3D-печати программное обеспечение должно иметь связь с принтером. Помимо этого, могут понадобиться несколько пакетов для создания качественной модели.
Программные обеспечения обычно включают в себя несколько функций:
само создание 3D-графики — сцены и объекты;
рендеринг для проекции;
обработка и коррекция рендера;
подача изображения на принтер;
возможность анимации модели;
совместимость с другими ПО для коррекции.
Существуют несколько способов моделирования:
полигональный — для создания архитектурных зданий, мебели и неорганических предметов;
скульптинг — предназначен для создания фигур людей, животных, ювелирных украшений. С помощью скульптинга и текстуринга создаются реалистичные модели персонажей для компьютерных игр и коллекционирования;
процедурный — направлен на создание сложных технических объектов, машин, деталей для профессионального оборудования.
Важно! Несмотря на многообразие уроков на платформе YOUTUBE, следует внимательно подходить к выбору обучающего материала.
Топ-10 лучших бесплатных программ моделирования для 3D-печати
Из всего многообразия для 3D-печати стоит выделить несколько программ, которые помогут создать качественную модель совершенно бесплатно. Дополнительные плагины к каждой из программ можно найти как на официальных сайтах, так и у разработчиков-фрилансеров.
DesignSpark Mechanical
Программа ориентирована на создание механики, чертежей электрических схем и печатных плат. Также подходит для архитектурного дизайна и инжиниринга.
Плюсы программного обеспечения:
бесплатное;
подходит для сложных конструкций;
имеет официальные обучающие видео от производителя;
бесплатная библиотека готовых моделей;
выгрузка файлов в формат STL.
Минусы:
для новичков потребуется много времени на освоение программы;
прямое моделирование — не позволяет вернуться на несколько шагов назад и отредактировать модель;
мало базовых инструментов для моделирования;
не имеет функций текста.
Важно! Следует помнить, что программа не сохраняет прошлые шаги моделирования.
Полезно также почитать: Все о программе 3Ds Max
SketchUp
Данная программа широко известна в кругу архитекторов, но также в ней создавались трехмерные модели Земли. Программа более простая в использовании и подходит для примитивных моделей в личное пользование. Имеет два пакета лицензий для профессионального пользования и личного, стоимость профессионального пакета не превышает 2000$ и предполагает комфортное использование для профессионалов.
Плюсы:
наличие бесплатного пакета для некоммерческих целей;
простой интерфейс;
не требует больших требований к оборудованию;
имеет каталог бесплатных моделей.
Минусы:
выгрузка файлов в STL и OBJ требует наличие специального плагина;
не позволяет открывать модели в более ранних версиях программы;
иногда пользователи отмечают некорректную работу программного обеспечения в бесплатном доступе;
не имеет окно под Linux версии операционной системы.
Внимание! На официальном сайте предоставлены несколько лицензий для пользования за дополнительную плату.
Sculptris
Продукт компании Pixologic, что выпускает ПО для органического моделирования и скульптинга. Поскольку аналог ПО довольно дорогой, Sculptris становится неплохим заменителем. С его помощью моделируются персонажи, животные и даже модели роботов.
Плюсы:
полностью бесплатно;
проста в использовании;
имеет несколько кистей для проработки поверхностей;
поддержка выгрузки файлов OBJ;
подходит для скульптурирования лиц и проработки кожных покровов.
Минусы:
сильно уступает в инструментарии;
отсутствие профессионального рендера;
для моделирования потребуется графический планшет, пользоваться мышкой не удобно;
не подходит для сложных технических объектов.
Внимание! Для текстурирования модели лучше использовать дополнительное ПО.
TinkerCAD
В отличие от прочих программ, данный редактор используется в онлайн режиме. Позволяет создавать для Minecraft, мелкую архитектуру и конструкторов лего для детей. Имеет функционал для создания электрических схем и кодов.
Плюсы:
не требует скачивания ПО;
полностью бесплатный;
на официальном сайте находятся бесплатные видео-уроки;
есть поддержка 3D-принтера;
выгрузка в формате STL;
не требует специального обучения для работы в программе;
подходит для подростков.
Минусы:
отсутствие русского языка в ПО;
не подходит для создания сложных моделей;
нет позволяет работать в оффлайн режиме;
нет четких версий продукта, обновление происходит довольно часто.
Справка. При изучении программы ребенком требуется помощь взрослых.
3D Slash
Простой редактор для создания несложных объектов архитектурной направленности. Позволяет создавать интерьерные сцены для показательных демонстраций, при помощи готовых загруженных моделей или создания новых. Принцип работы похож на сборку конструктора лего, что подходит для начинающего уровня пользования.
Плюсы:
простой интерфейс;
моделирование по референсам;
наличие палитры для покраски;
наложение текста или иных несложных текстур;
поддержка стандартных форматов для выгрузки файлов.
Минусы:
отсутствие русского языка интерфейса;
не подходит для сложных задач и скульптинга.
Cura
Доступная программа-слайсер для 3D-печати, позволяющая создать качественную модель путем фрагментированного моделирования. Направлена непосредственно на работу с 3D-принтером, преобразовывая объект в G-code, который понимает принтер. Программа не создаст с нуля трехмерное изображение, но позволит переформатировать готовую модель для принтера.
Плюсы:
подготавливает модель для печати разделяя на качественные слои;
вручную позволяет изменять настройки;
позволяет расширять себя при помощи плагинов;
простой интерфейс.
Минусы:
не подходит для моделирования с нуля;
английский язык интерфейса;
может быть сложна для новичка.
FreeCAD
Бесплатный редактор, доступный для создания готовых проектов инжиниринга или архитектуры. Позволяет разрабатывать мелкие детали для сборки проекта. Направлен исключительно на техническую сторону. Благодаря расширенному функционалу, с помощью редактора создаются сложные технические и архитектурные модели.
Плюсы:
позволяет расширять возможности при помощи дополнительных плагинов;
параметрический дизайн позволяет корректировать предыдущие шаги моделирования;
доступен для моделирования сложных поверхностей из сплайнов;
нет высоких требований к оборудованию.
Минусы:
нет большого каталога моделей;
невысокая скорость работы;
ошибки работы программы;
отсутствие обучающей документации на русском языке.
Важно! Программа больше рассчитана на профессионалов.
123D Catch
Приложение от компании Autodesk, позволяющее делать трехмерное сканирование почти любых объектов. Для его использования нужны только фотографии объекта со всех сторон, чем больше, тем лучше. Все остальное делает программа. Приложение настолько простое, что может справиться даже ребенок.
Плюсы:
доступно не только на платформах MAC и PC, но и на Android и iOS;
простое в использовании;
не требует дополнительного оборудования;
позволяет обмениваться моделями через Twitter, Facebook или электронную почту.
Минусы:
нет высокой детализации моделей;
ограниченный функционал.
3DTin
Редактор предназначен для моделирования геометрических объектов, которые могут быть использованы в создании конструкторов или трехмерных презентаций. Поскольку редактор онлайновый, это облегчает работу для операционной системы. Принцип работы схож с редактором 3D Slash.
Плюсы:
прост в использовании, подходит для детей;
существуют видео-ролики в общей доступности;
выгрузка файлов в формате STL;
позволяет добавлять в общую библиотеку свои модели.
Минусы:
малый функционал;
не позволяет создавать сложные модели для печати;
невозможность работы в оффлайн режиме.
OpenSCAD
Интересная программа, рассчитана на программистов. Предполагает моделирование при помощи ввода программного кода. Позволяет создавать обширные геометрические фигуры и несложные объекты.
Плюсы:
идеальна для программистов;
объемный набор функций;
открытый исходный код;
возможность редактировать прошлые шаги моделирования;
наличие сторонних библиотек моделей;
высокая скорость работы.
Минусы:
не подходит для деталей с высокой проработкой поверхностей;
необходимость понимания работы с кодом;
не подходит для новичков.
Трехмерное моделирование набирает популярность среди профессионалов и любителей, каждое программное обеспечение подходит для разнообразных целей. С помощью обучающих видео работа с трехмерными объектами легко становится новым увлечением или же профессиональной деятельностью. Соблюдая все этапы моделирования, пользователь имеет возможность разрабатывать интересные проекты, которые станут коллекционными изделиями или дизайнерскими ювелирными украшениями.
Полезное видео
В этом видео рассказывается о других программах моделирования для 3D-печати:
10 бесплатных программ для 3D-моделирования
Опубликовано 21 июля 2020 г. автором Aysha M.
В наши дни, если вы хотите начать работу с 3D-моделированием, не нужно вкладывать много денег в программное обеспечение! На рынке существуют бесплатные решения, с помощью которых можно начать моделирование объектов или персонализировать модели, загруженные из Интернета. В рабочем процессе 3D-печати моделирование является важным шагом для получения успешного задания на печать, и это может напугать тех, у кого нет большого опыта. Однако, хотя многие могут подумать, что бесплатное программное обеспечение для моделирования предназначено только для начинающих, это далеко не так. В следующем списке мы представляем вам 10 бесплатных программ для 3D-моделирования, предназначенных для разных уровней опыта в моделировании (перечислены в алфавитном порядке).
3D Builder
3D Builder — это бесплатное приложение для 3D-моделирования, которое позволяет просматривать, создавать и персонализировать 3D-объекты. Разработан корпорацией Microsoft, он доступен только для Windows. Отличительной особенностью 3D Builder является то, что он подходит для любого пользователя с опытом или без опыта в 3D-моделировании. Это программное обеспечение позволяет вам создавать свои объекты, комбинируя простые формы, или начать с 3D-файла, который вы загружаете онлайн и можете настроить в соответствии с вашими потребностями. Дополнительные функции включают просмотр и восстановление, а также простые в использовании инструменты персонализации. 3D Builder также идеально подходит для 3D-печати, поскольку поддерживает наиболее важные форматы файлов для 3D-печати: STL, OBJ, 3MF и т. д.
Бесплатное программное обеспечение для 3D-моделирования Blender
Созданное в 1995 году, Blender представляет собой комплексное программное обеспечение для 3D-моделирования, очень популярное в мире анимации и видео благодаря множеству предлагаемых функций. Он не только бесплатный, но и с открытым исходным кодом, а это значит, что он постоянно совершенствуется. Одним из наиболее привлекательных преимуществ Blender является то, что он поддерживает весь конвейер 3D, включая моделирование, анимацию, симуляцию, рендеринг, отслеживание движения и т. д. Это программное обеспечение САПР является кроссплатформенным и работает на компьютерах Linux, Windows и Macintosh. Основанное на полигональном моделировании, оно не обязательно является наиболее широко используемым решением в секторе аддитивного производства, но оно позволяет экспортировать 3D-модели в форматах, адаптированных к данной технологии.
BlocksCAD
Программа BlocksCAD является одной из самых простых в использовании бесплатных программ для 3D-моделирования. Платформа, предназначенная для образовательного сектора, во многом напоминает систему LEGO, поскольку основана на построении различных блоков для получения более сложных конечных частей. Онлайн-программа состоит из добавления и вычитания геометрических фигур на плане с 3 основными осями (x, y, z). Для этого цифры, действия и параметры необходимо разместить в левой части экрана, чтобы потом они отображались на плане в правой части. Одним из его преимуществ является то, что он совместим с программным обеспечением OpenSCAD, программой с открытым исходным кодом, более продвинутой, чем эта, поэтому созданные фигуры могут быть перенесены в другую программу, как только пользователь приобретет больше опыта. Без сомнения, BlocksCAD — идеальное решение для начала работы с программным обеспечением для 3D-моделирования, и оно бесплатное!
FreeCAD
FreeCAD, разработанный Юргеном Ригелем, Вернером Майером и Йориком ван Хавром, является одним из самых известных программ для 3D-моделирования благодаря расширенным функциональным возможностям, открытому исходному коду и бесплатности. Программа совместима с Windows, Linux и Mac и поддерживает большое количество форматов, таких как STEP, IGES, STL, SVG, DEX, OBJ, IFC и DAE. Для создания 3D-моделей вы должны начать с 2D-эскиза, который затем примет форму трехмерной идеи. Интерфейс прост в использовании и позволяет определять различные ориентации линий, например углы, а затем изменять их размер. 3D-модели также могут быть разработаны с помощью процесса, называемого «заполнение». В настоящее время сообщество FreeCAD насчитывает более 25 000 участников, что делает его одним из самых популярных вариантов среди программ для 3D-моделирования.
Бесплатное программное обеспечение для 3D-моделирования LeoCAD
Идеально подходит для всех поклонников Lego. LeoCAD был разработан для любого пользователя, который хочет начать создавать модели, не тратя слишком много времени на изучение 3D-моделирования. Процесс моделирования основан на элементах, подобных Lego, которые вы можете добавлять для создания 3D-моделей. В то же время это бесплатное программное обеспечение для 3D-моделирования подходит для более опытных пользователей, которые хотят создавать продвинутые модели, поскольку оно предлагает более сложные функции, чем кажется на первый взгляд. Более того, LeoCAD имеет открытый исходный код и доступен для Windows, Linux, macOS. Вы можете начать моделирование с нуля, но платформа также предоставляет более 10 000 различных деталей, которые вы можете загрузить непосредственно из библиотеки деталей LDraw.
Meshmixer, программное обеспечение для 3D-моделирования от Autodesk
Meshmixer — это бесплатное программное обеспечение САПР, входящее в семейство программного обеспечения Autodesk. Это не очень типичная САПР, поскольку она не позволяет создавать свои продукты с нуля. Вместо этого это программное обеспечение поможет вам с анимацией, моделированием, застежкой-молнией, заполнением отверстий, выемкой, трехмерной штамповкой поверхности и автоматическим ремонтом уже существующих моделей, которые вы модифицируете, чтобы создать свои собственные. Одним из его самых больших преимуществ является то, что вы можете изменять 3D-модель, не слишком беспокоясь о ее 3D-топологии — поскольку функциональность микширования сетки довольно мощная, она позволяет легко прикреплять одну модель к другой, программное обеспечение позаботится обо всех нюансы модификации сетки.
OpenSCAD
Другое бесплатное программное обеспечение для моделирования называется OpenSCAD. Это программное обеспечение САПР с открытым исходным кодом, которое создает 3D-модели из сценариев. Простые геометрические элементы можно изменять для создания сложных 3D-моделей. Для этого пользователю достаточно лишь ознакомиться с языком программирования. Ознакомившись с ним, вы сможете создавать очень сложные модели и полностью контролировать свои проекты. Если моделирование с помощью OpenSCAD кажется вам слишком сложным, вы можете сначала использовать бесплатное программное обеспечение BlocksCAD и, таким образом, ознакомиться с типом моделирования.
SketchUp Free
Программное обеспечение для 3D-моделирования SketchUp Free, также известное под своим прежним названием Sketch Up Maker, было выпущено в 2000 году. Оно совершенно бесплатно и благодаря простоте использования подходит даже для начинающих. При необходимости программное обеспечение также предлагает возможность доступа к библиотеке готовых бесплатных 3D-моделей. Кроме того, вы также можете создать свою собственную модель. Это программное обеспечение для моделирования поверхности позволяет использовать различные инструменты рисования, измерения и перемещения. Экспорт позволяет сохранять созданные модели в виде файлов STL или в облаке Trimble Connect. Если вы хотите работать с расширениями, вам необходимо использовать платное программное обеспечение SketchUp Pro.
TinkerCAD
Разработанный гигантом Autodesk, Tinkercad представляет собой онлайн-решение для моделирования, в основном предназначенное для начинающих, учителей и детей. Он основан на конструктивной геометрии твердых тел, что означает, что пользователь будет моделировать свой объект, комбинируя твердые формы, такие как кубы, цилиндры и т. д. Полученные 3D-модели будут более или менее сложными, как конструкция LEGO. Их можно экспортировать в три разных формата: STL, OBJ и SVG, что позволяет печатать ваши любимые дизайны. Это бесплатное программное обеспечение для моделирования также предоставляет библиотеку файлов, которые пользователи могут изменять, чтобы легко получить желаемую форму.
Vectary Программное обеспечение для 3D-моделирования
Vectary — это решение для моделирования, разработанное двумя 3D-дизайнерами. Это онлайн-платформа, которая включает в себя 100% бесплатную версию и другие платные решения, предлагающие больше возможностей. Бесплатная версия доступна прямо из вашего браузера и позволяет вам одновременно моделировать до трех 3D-проектов из твердых форм (кубов, цилиндров, капсул, сфер и т. д.). Когда модель будет готова, вы можете экспортировать ее в формате . Формат STL для печати в 3D. Vectary также включает в себя множество учебных пособий, которые помогут вам улучшить свои навыки моделирования, и библиотеку моделей.
Что вы думаете об этих бесплатных программах для 3D-моделирования? Дайте нам знать в комментариях ниже или на наших страницах Facebook и Twitter. Не забудьте подписаться на нашу бесплатную еженедельную рассылку новостей, где все последние новости в области 3D-печати будут доставляться прямо на ваш почтовый ящик!
Лучшее бесплатное программное обеспечение САПР | Полное руководство 2022
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Почему вам нужно использовать программное обеспечение 3D CAD?
Как выбрать лучшее бесплатное программное обеспечение САПР?
Лучшее бесплатное программное обеспечение САПР для начинающих
Лучшее бесплатное программное обеспечение САПР для опытных пользователей
Введение
Зачем вам нужно использовать программное обеспечение 3D CAD?
Эти программы могут стать большим преимуществом для вашей компании, поскольку они действительно открывают новые возможности. Это может улучшить вашу работу и быть полезным независимо от того, в какой сфере вы работаете. Благодаря программному обеспечению САПР вы можете работать на своем дизайн продукта , выполнить моделирования и получить впечатляюще точную 3D-визуализацию . Приложения САПР практически безграничны.
Вы можете использовать эти программы для получения потрясающих 3D-моделей для 3D-печати и создания прототипа или создания вашего проекта.
Как выбрать лучшее бесплатное программное обеспечение САПР?
На рынке доступно множество программ САПР, и вы можете немного растеряться. Чтобы сделать лучший выбор, вам придется задать себе хорошие вопросы.
Каков ваш уровень знаний?
Вы можете найти программы для любого уровня опыта. Вы новичок, средний или продвинутый пользователь? Некоторое программное обеспечение может быть действительно сложным в использовании, с большим количеством различных функций и сложным интерфейсом. Даже если речь идет о бесплатном программном обеспечении САПР, вы можете найти действительно сложные и технические программы. Ваш уровень знаний будет первым критерием, который вам необходимо учитывать при выборе 3D-программы!
В этом сообщении блога мы собираемся сделать подборку программного обеспечения для 3D, классифицированного по уровню опыта, необходимого для его использования: для начинающих или для опытных пользователей!
Отметьте все необходимые функции
Если есть программное обеспечение для всех уровней опыта, есть также программное обеспечение для всех различных отраслей . От медицинского сектора до архитектуры и моды — теперь вы можете найти специальное программное обеспечение для всех секторов. Действительно, в каждом из этих секторов есть определенные программы. В большинстве случаев программное обеспечение, предназначенное для определенного сектора, не является бесплатным. Тем не менее, вы сможете найти бесплатное программное обеспечение для 3D-моделирования со всеми специфическими функциями, необходимыми для вашего 3D-проекта.
Действительно, можно учитывать множество других параметров: Вам нужно программное обеспечение для параметрического или прямого моделирования ? Средство параметрического моделирования позволяет пользователям легко изменять дизайн и перемещаться по истории модели.
Вы предпочитаете использовать облачное программное обеспечение ? Облачное хранилище может быть идеальным выбором, если вам нужно улучшить управление данными и избежать работы со сложными пакетами САПР. У вас будет много критериев, которые следует учитывать при выборе программ САПР.
Мы собираемся помочь вам с выбором, мы выбрали лучшие бесплатные программы САПР, реально доступные на рынке.
Лучшее бесплатное программное обеспечение САПР для начинающих
Вы никогда раньше не использовали технологию САПР и хотите начать с простой программы? Вот бесплатное программное обеспечение САПР для начинающих и для детей.
3D Builder
Это приложение для 3D-моделирования интегрировано в Windows. Благодаря упрощенному интерфейсу 3D Builder может использовать каждый. Доступна библиотека, где можно выбирать среди уже сделанных проектов. Эта программа действительно проста в использовании и не предлагает много опций, но все же позволяет вам работать с файлами STL, OBJ или 3MF. Тем не менее, если вы ищете программу для начала работы с 3D-моделированием и 3D-печатью, вам обязательно нужно ее попробовать.
3D Slash
3D Slash идеально подходит, если у вас действительно нет опыта работы с 3D, но это также идеальное программное обеспечение для детей. Некоторые функции специально разработаны для школ, что делает это программное обеспечение полезным для образовательных целей.
Действительно, это хорошее введение в 3D-моделирование. Поскольку эта программа действительно работает как строительная игра, она доставляет удовольствие и позволяет легко начать работу с САПР. Программное обеспечение 3D Slash предлагает доступ к основным функциям интуитивно понятным способом. Это программное обеспечение позволяет запускать файл STL или OBJ, легко лепить формы и управлять вашей 3D-моделью.
Эта программа даже включает вид VR!
3D-Crafter
3D-Crafter — это бесплатное программное обеспечение для проектирования, разработанное Amabilis Software. Это интуитивно понятная программа САПР благодаря принципу перетаскивания. Это позволит вам создавать рисунки и анимировать 3D-объекты. Даже если это бесплатное и простое в использовании программное обеспечение, 3D-Crafter действительно позволяет создавать сложные 3D-модели, но если вы хотите, вы можете пойти дальше с профессиональной версией для разработки игр и реалистичного рендеринга, но эта расширенная версия не бесплатно!
Тем не менее, эта бесплатная версия 3D-Crafter может помочь вам сделать первые шаги в 3D-моделировании благодаря интуитивно понятному интерфейсу.
Leopoly
Эта программа Leopoly CAD интересна, но для этой программы доступны разные версии, но бизнес-решения не бесплатны. Однако, если вы хотите начать работу с бесплатной версией этого программного обеспечения для браузера, это возможно.
Вы сможете создать свой 3D-проект с нуля, импортировать 3D-модель или проверить, найдете ли вы то, что хотите в их библиотеке, и настроить его. Leopoly — это простая платформа для создания 3D, которая также включает в себя несколько замечательных функций виртуальной реальности, которые в будущем могут быть еще более развиты.
ScultGL
Программное обеспечение для 3D-скульптинга может быстро стать очень дорогим и немного сложным в использовании, если вы к нему не привыкли. Будем надеяться, что есть некоторые исключения, и SculptGL — одно из них! Это решение на основе браузера, позволяющее вам начать со всеми стандартными инструментами 3D-скульптуры, такими как кисть, надувание, сглаживание и т. д. Существует также возможность начать работу с текстурами и рисованием с помощью этой программы 3D-скульптуры.
SculptGL также позволяет работать над скульптингом с несколькими разрешениями, динамической топологией и повторным созданием сетки вокселей с помощью отличных алгоритмов.
Хотите использовать Sculpt GL для подготовки проекта 3D-печати? Ознакомьтесь с нашим руководством по SculptGL. Не стесняйтесь загружать свои 3D-файлы в наш онлайн-сервис 3D-печати, как только ваша 3D-модель будет готова!
LibreCAD
Вы ищете бесплатное программное обеспечение САПР для разработки 2D-проектов? LibreCAD создан для вас. Это программа с открытым исходным кодом, доступная для Mac Windows и Linux. Начать работу с LibreCAD очень просто, так как не требуются подписки, лицензионные платежи или ежегодные платежи.
Это решение для 2D CAD разработано специальным сообществом, и вы тоже можете стать его частью! Это 2D-программное обеспечение можно использовать для создания сложных чертежей, 2D-чертежей или 2D-проектов для целей лазерной резки.
QCAD
Вот еще одна программа 2D CAD! Если вам нужно создавать 2D-чертежи, QCAD может стать для вас идеальным выбором! Это программное обеспечение, очень похожее на AutoCAD, отлично подходит для начинающих, которым необходимо работать над проектами 2D CAD.
Как вы можете видеть на следующем рисунке, это программное обеспечение можно использовать для механических приложений, но его также можно использовать для архитектурных проектов для разработки чертежей!
Источник
K-3D
K-3D — это мощное и гибкое программное обеспечение для 3D-моделирования и анимации с открытым исходным кодом. Это бесплатное программное обеспечение САПР отлично подходит для начинающих, включая продвинутую систему отмены/повторения, которая гарантирует, что вы вернетесь назад.
Это программа, ориентированная на художников, с довольно простым для понимания параметрическим рабочим процессом. Он также имеет отличные функции визуализации, которые могут быть полезны, например, если вы работаете в архитектуре.
LeoCAD
LeoCAD — это простое в использовании программное обеспечение, которое может быть очень полезным в образовательных целях. Эта программа позволяет создавать виртуальные конструкции с использованием кубиков LEGO, что является идеальным способом для детей начать работу с 3D-моделированием. Он хорошо подходит для больших моделей с большим количеством деталей, как вы можете видеть на следующем рисунке.
Эта программа хороша для новичков, нуждающихся в ознакомлении с 3D-моделированием, но она также позволит вам использовать расширенные функции. Это программное обеспечение с открытым исходным кодом, каждый может внести свой вклад и добавить новые функции.
Источник
Wings 3D
Wings 3D — интересное программное обеспечение для 3D-моделирования с открытым исходным кодом, оно идеально подойдет людям без опыта. Действительно, интерфейс действительно доступен для новичков, но также позволяет использовать широкий спектр продвинутых инструментов. Он имеет несколько мощных инструментов 3D-моделирования, настраиваемый пользовательский интерфейс и встроенную функцию автоматического отображения UV для добавления текстуры к вашей модели!
Этот продвинутый модуль моделирования подразделений является мощным, но также простым в использовании.
TinkerCAD
TinkerCAD – это браузерная программа. Его не нужно загружать, вы можете легко получить к нему доступ и начать свой проект 3D-дизайна и 3D-моделирования. TinkerCAD — отличное введение в 3D-программное обеспечение, идеально подходящее для обучения. Без какого-либо опыта 3D-моделирования эта программа позволит вам воплотить свои идеи в жизнь.
Это приложение работает, размещая блоки один за другим, чтобы создать нужный объект. Он имеет удобный интерфейс, позволяющий легко использовать различные 3D-инструменты и создавать собственные 3D-проекты.
Ознакомьтесь с нашим руководством, чтобы узнать, как использовать TinkerCAD.
BlocksCAD
Эта программа создана специально для обучения. Это блочный интерфейс, созданный для помощи учащимся всех возрастов. Это побудит детей изучать математику благодаря забавной системе.
Это облачное программное обеспечение работает как OpenSCAD, но намного проще в использовании. Это отличный способ начать с вычислительного мышления и концепции кодирования.
Источник
Antimony
Antimony — это программа для параметрической 3D-графики. Рабочий процесс довольно интуитивно понятен, что делает его более подходящим для начинающих, чем сложное параметрическое программное обеспечение, такое как OpenSCAD. Даже если это программное обеспечение не нужно для действительно опытных пользователей, вы уже должны немного знать о 3D-моделировании, чтобы использовать эту программу.
При использовании этой 3D-программы вам нужно будет соединить узлы, чтобы создать форму и определить ваши преобразования. Antimony позволяет создавать действительно сложные 3D-модели.
Meshmixer
Meshmixer кажется действительно полезным 3D-программным обеспечением для 3D-печати или даже для разработки новых дизайнов ваших продуктов. Он имеет множество 3D-инструментов, таких как инструменты 3D-скульптуры, функции повторного создания или сглаживания сетки.
Вам все равно придется тренироваться, чтобы максимально эффективно использовать это программное обеспечение для 3D-моделирования. Если вам нужна небольшая помощь в подготовке 3D-файла к 3D-печати с помощью этой программы, ознакомьтесь с нашим руководством, посвященным Meshmixer 9.0005
Источник
Smoothie 3D
Smoothie 3D позволяет легко создавать 3D-модели, используя примитивные формы. Но одной из самых интересных особенностей этого инструмента моделирования является возможность получить 3D-модель из ваших 2D-изображений… Действительно, вы можете использовать его, чтобы превратить свое изображение в 3D-модель, и 3D-печатать его с помощью нашего сервиса 3D-печати один раз. ваш файл STL готов.
Лучшее бесплатное программное обеспечение САПР для опытных пользователей
Теперь мы сосредоточимся на программном обеспечении для опытных пользователей. Это не означает, что все эти программы сложны в использовании, но вам нужен предыдущий опыт 3D-моделирования, чтобы начать использовать их правильно.
OpenSCAD
Эта программа для 3D-моделирования поначалу может немного впечатлить. OpenSCAD отличается тем, что не сосредотачивается исключительно на художественном аспекте. Это идеальный выбор для сложных проектов. Благодаря использованию конструктивной твердотельной геометрии (CSG) и экструзии 2D-контуров это программное обеспечение интуитивно понятно. Он отлично подходит для простых форм, которые уже параметрически определены.
Это явно не интерактивный моделлер, а скорее 3D-компилятор, полностью основанный на языке описания. OpenSCAD не для всех, но настоящие программисты его оценят.
Если вы хотите использовать это бесплатное программное обеспечение для своего проекта 3D-печати, обязательно ознакомьтесь с нашим руководством по OpenSCAD.
Блендер
Blender — известная программа для автоматизированного проектирования, очень мощная программа прямого моделирования на основе сетки, а не параметрическая. Blender даже используется профессионалами для разработки видеоигр или анимации. Он очень похож на такое программное обеспечение, как Mudbox или ZBrush, и не очень подходит для начинающих.
Эта программа отлично подходит для художественного использования, с отличными программными инструментами, такими как скульптура, рендеринг и быстрое моделирование. Это идеальное программное обеспечение, если вам нужно создавать 3D-модели для 3D-печати, поскольку оно также включает функции САПР для восстановления ваших сеток. Это позволяет избежать неприятных сюрпризов, когда детали выходят из 3D-принтеров.
FreeCAD
FreeCAD — это доступная и гибкая программа для параметрического 3D-моделирования с открытым исходным кодом. Эта программа читает и записывает файлы многих форматов, что делает ее удобной программой для интеграции вашего рабочего процесса. FreeCAD имеет несколько отличных инструментов моделирования, таких как анализ конечных элементов, или хороший модуль моделирования роботов.
FreeCAD поможет вам создать лучшие 3D-проекты, начиная от дизайна продукта и заканчивая машиностроением. Он действительно может подойти всем пользователям САПР и постоянно совершенствуется целым сообществом пользователей.
Источник
SolveSpace
SolveSpace – это средство параметрического 3D-моделирования, разработанное Джонатаном Вестьюсом. Это программа 2D и 3D CAD, идеально подходящая для создания некоторых 2D-моделей благодаря отличным инструментам черчения или для разработки хороших конструкций механизмов. Его инструменты САПР включают кривые Безье и поверхности NURBS. SolveSpace доступен для Windows, Mac OS и Linux.
Магазин электронных машин
Это программное обеспечение для проектирования в основном предназначено для профессионального использования, поэтому, если вы ищете отличную программу САПР для изготовления своей детали с использованием технологии 3D-печати, eMachine Shop может стать для вас идеальным решением! Эта программа проанализирует ваш дизайн и покажет, есть ли в нем непрактичные формы.
Скульптор
Вы ищете бесплатное программное обеспечение для 3D-моделирования? Sculptris может быть хорошим выбором, если вам нужна программа для цифровой скульптуры. Функции Sculptris просты в освоении, поэтому начать работу с этим программным обеспечением для дизайна несложно.
Он очень похож на ZBrush, за исключением того, что он бесплатный. Вы создаете уровни детализации шаг за шагом благодаря полным инструментам скульптинга. В нем есть все программные инструменты, необходимые для работы над графическим дизайном.
Мешлаб
Meshlab – это действительно полное программное обеспечение для исправления и редактирования сетки с множеством замечательных функций, таких как сетки и обработка облака точек. Meshlab позволяет работать с большими файлами, что отлично подходит для данных 3D-сканирования.
Эта программа предлагает решения для восстановления формы объекта, работы с цветовым отображением и текстурированием, а также для очистки 3D-моделей. Топологические ошибки можно легко удалить, что может быть полезно, например, если вы хотите создать модель для 3D-печати. Если вам нужна дополнительная помощь, вы можете прочитать статью в нашем блоге о том, как исправить 3D-файлы с помощью Meshlab!
ХиксCAD
HeeksCAD — программа для трехмерного твердотельного моделирования. Это решение можно использовать для создания геометрических объектов с использованием 2D-фигур. Его свойства очень похожи на CATIA или Solidworks, что делает его удобным для проектов в области машиностроения.
Это бесплатная программа, но действительно полная, даже если это не профессиональное программное обеспечение. Например, для студентов это может быть очень полезно.
Источник
Искусство иллюзий
Art of Illusion в основном используется в сообществе RepRap. Это программное обеспечение для 3D-моделирования и рендеринга действительно хорошо подходит для анимации. Он также включает в себя отличные характеристики поверхности подразделения. Это программное обеспечение для проектирования проще в использовании, чем некоторые другие подобные программы, такие как, например, Blender.
Источник
Проектный прицел
Эта бесплатная программа 2D CAD разработана компанией Dassault Systèmes, которая также разрабатывает SolidWords. Draftsight создан специально для инженеров, архитекторов и дизайнеров. Вы можете полностью использовать его бесплатную версию, но если вы хотите пойти дальше, вы можете приобрести версию программного обеспечения для бизнеса.
Эта бесплатная версия позволяет создавать технические 2D-чертежи, сравнивать проекты и т. д. Это программа для опытных пользователей САПР. Он доступен для Windows Mac и Linux.
SketchUp Бесплатно
Sketchup — это хорошо известное программное обеспечение профессионального уровня, обладающее множеством функций и несколькими передовыми инструментами, особенно используемое для архитектуры, дизайна интерьера или инженерных проектов. Библиотека с открытым исходным кодом с большой коллекцией 3D-моделей, которые вы можете использовать и повторно использовать в своих проектах. Эта программа 3D-моделирования бесплатна для личного использования или для студентов! Имейте в виду, что бесплатная версия Sketchup — это веб-платформа.
Нанокад
Еще одна бесплатная альтернатива AutoCAD для опытных пользователей. Это бесплатное программное обеспечение для черчения, предоставляющее высокопроизводительные и передовые инструменты САПР. Он имеет мощный редактор таблиц, предлагающий множество новых возможностей. Эта программа 2D CAD доступна только для Windows. Если вам нужны еще более продвинутые функции, вы можете скачать NanoCAD pro или NanoCAD plus, но эта бесплатная версия уже является хорошей и полноценной программой.
Посмотрите следующее видео, чтобы увидеть полную презентацию этого удивительного профессионального программного обеспечения САПР.
Фьюжн 360
Это программное обеспечение Autodesk бесплатно для некоммерческого использования. С бесплатной лицензией Fusion 360 для любителей вы можете получить доступ к большинству функций, предлагаемых этой передовой программой САПР. Эта программа САПР в основном используется для машиностроения и проектирования изделий. Вы можете использовать Fusion 360 для прямого моделирования, параметрического моделирования и многого другого. Fusion 360 проста в использовании, а в меню действительно легко ориентироваться, что делает ее доступной для новичков
Solid Edge является основным конкурентом Solidworks, известным как комплексное и передовое программное обеспечение для 3D. Да, Solid Edge — платная программа, но мы представляем вам Community Edition — бесплатную версию этой известной программы.
Более адаптирован для опытных пользователей САПР, даже в этой бесплатной версии. Синхронная технология позволяет легко переключаться между прямым и параметрическим моделированием. Отличные функции моделирования, которые определенно помогут вам сэкономить время, проводя испытания на прочность и моделируя свойства материалов.
Эта бесплатная версия Solid Edge — настоящая программа для 3D-печати. Действительно, вы найдете множество функций для 3D-печати, позволяющих создавать сложные 3D-модели в хорошем формате STL.
Оншейп
Onshape — бесплатная веб-программа для любителей. Профессиональная версия не бесплатна, вы можете получить доступ к этой бесплатной версии для некоммерческого использования. Это программное обеспечение известно своими инструментами для совместной работы в реальном времени и расширенными функциями. Поскольку программное обеспечение изначально предназначено для профессионалов, пользовательский интерфейс довольно сложен для понимания. Но не волнуйтесь, Onshape предлагает вам интерактивное руководство, которое знакомит вас с основами и основными инструментами.
Мы надеемся, что эта небольшая бесплатная подборка САПР помогла вам сделать свой выбор и вдохнуть жизнь во все ваши проекты 3D-печати. Это программное обеспечение, которое вы можете загрузить бесплатно, но на рынке доступны другие профессиональные программы с бесплатными пробными версиями, такие как OnShape, SelfCAD и многие другие. Если вы студент, также имейте в виду, что многие программы САПР могут быть для вас бесплатными, например, Fusion 360.
Ваша 3D-модель готова? Вы можете распечатать его с помощью нашего онлайн-сервиса 3D-печати. Вам просто нужно загрузить свои 3D-файлы, и вы получите свои детали через несколько дней. В Sculpteo мы предлагаем вам широкий спектр технологий 3D-печати, 3D-принтеров и материалов для 3D-печати, чтобы вы могли максимально использовать технологии аддитивного производства.
Какое бесплатное программное обеспечение САПР проще всего изучить?
Какое лучшее бесплатное программное обеспечение САПР?
FreeCAD полностью бесплатен?
Похожие темы
Наверх
Получайте последние новости о 3D-печати прямо на свой почтовый ящик
Подпишитесь на нашу еженедельную рассылку, чтобы узнавать о новейших технологиях 3D-печати, приложениях, материалах и программном обеспечении.
Мы расскажем, почему мы отказались от лазера и остановили свой выбор на ЧПУ выжигателе с нихромовой нитью.
После долгих экспериментов и пилотных станков, мы столкнулись со следующими нюансами при работе с лазерными ЧПУ станками для выжигания и ЧПУ выжигателями с нихромовой нитью.
Лазерный ЧПУ выжигатель:
Преимущества
1. Более высокая точность границ. Это связано с тем, что лазерный ЧПУ станок рисует по дереву точками. Это его важная особенность, из которой вытекают и свои недостатки. Писать офисные таблички, бейджики, рисовать векторные объекты, тексты и изображения с очень четкими границами, нарисованные линиями лучше лазерным ЧПУ.
нихром и лазер
2. Выжигает не только по дереву. Выжигает также по деревянным поверхностям и коже, но еще может вырезать пленку типа ORACAL. Те лазеры, которые могут вырезать пластик, дерево, пенопласт – это более мощные и дорогие соответсвенно
Вырезание букв на пленке Oracal
3. Низкие требования к температуре помещения.
Недостатки лазерного ЧПУ выжигателя:
1. Нанесение изображения точками. Самый главный недостаток – лазерным ЧПУ выжигателем сложно сделать полутона для изображения. То есть, точка черная либо есть, либо ее нет. Любой художник знает, что эффект объема изображения достигается тенями на поверхности лица. Тени создают объектам объем, делают его “живым”. Во многом, восприятие и узнавание лиц мозгом человека устроено так, что узнавание человека происходит во многом из-за теней, показывающих объем . В случае с лазерным ЧПУ тень можно получить только уменьшением густоты расположения черных точек.
выжигание лазером mavi.su
2. Низкая скорость выжигания. Изображение выжигается со скоростью 10 точек в секунду. Так, картину размером 20*20 см мы выжигали 10 часов. При этом, не скажу, что изображение было сильно темным. Говорить о каком-то серийном выполнении заказов тут уже не приходится – либо придется ставить несколько ЧПУ, либо довольствоваться небольшим количеством заказов.
Выжигание портретов лазером. Скрин-шот с экрана. Выжигание лазером формата А4 занимает порядка 9 часов
3. Рисование пикселями. По ходу работы выявились еще несколько неприятных особенностей Лазерного ЧПУ: при редактировании изображения и увеличении фотографии ЧПУ рисует на дереве “пикселями”. То есть, изображения перестает быть равномерным, и скорее напоминает мозаику, выполненную из квадратиков.
При небольшом увеличении изображение может “пикселить”
4. Яркое свечение от лазера как при сварке. Сразу вспомнил старого знакомого, который работает с профессиональным полиграфическим оборудованием (станок изготавливает лазером матрицы для офсетной печати) – у того зрение то ли “минус 6”, то ли “минус 7”. Способ защититься от яркого света на самом деле есть – это специализированные очки. Но их не всегда удается подобрать правильно – каждому лазеру с разной длиной волны лазера соответствуют разные очки, защищающие именно от этого диапазона светового излучения. Если у вас есть дети и вы хотите поставить лазер дома, то это, на наш субъективный взгляд, просто немыслимо!
Яркое свечение от лазера может сильно посадить зрение
5. Не всякое дерево подходит. Те, кто выжигают на дереве, знают, что по дереву перед выжиганием можно пройтись содовым раствором. Но при работе лазер просто сжигает остатки соды на поверхности. Чтобы этого не происходило, приходится очень тщательно промывать заготовку.
Не всякая фанера подойдет для лазерного ЧПУ
ЧПУ выжигатель с нихромовой нитью
Преимущества:
1. “Живые изображения” – с тенями, полутенями и оттенками. По эстетике изображения и складывается впечатление о работе. Полутона рисуются за счет простого физического эффекта – изменения скорости коретки ЧПУ, а значит и временем контакта жала с поверхностью. В тех местах, где необходимо нарисовать светлый тон проволочное жало (перо) проезжает быстро. Там, где нужны темные элементы ЧПУ выжигатель задерживает коретку с жалом.
Высокая детализация – видна радужка глаз на малом размере
Нихромовое жало дает плавные оттенки, делая портреты “живыми”, а не “цифровыми”
2. Регулировка насыщенности изображения происходит можно прямо на самом ЧПУ регулятором температуры жала – так можно получить изображения разной интенсивности.
регулировка температуры жала на ЧПУ
3. Изображения можно наносить на деревянную поверхность и кожу.
Выжигание на фанере нихромом
Выжигание на коже нихромом
4 . Скорость выжигания портрета размером (А4 21*30 см) выжигается в пределах 2-3х часов – что существенно быстрее, чем на лазерном ЧПУ. За день можно вместо одного портрета успеть сделать 3-4 штуки. Несомненно преимущество при выжигании больших форматов (А3, А2 и панно).
время на выжигание А4 занимает 2,5-3 часа
Недостатки станка с нихромовым жалом:
1. Нужно поддерживать примерно постоянную температуру в помещение. И конечно нельзя допускать сквозняков. Движение воздуха при сквозняке остужает нихромовое жало. Поскольку ЧПУ работает с постоянной скоростью, на изображении из-за остывания жала при ветре появляются светлые полосы. На самом деле этот недостаток я бы отнес к условным, поскольку он решается закрытием окна. Что касается запаха при выжигании, то он очень незначителен – не больше, чем от потухшей спички. Ну а проветрить помещение можно по завершению работы.
При выжигании не должно быть сквозняков
2. Необходимость менять нихромовую нить через каждые 6-8 портретов. Этот недостаток скорее имеет отношение ко времени смены нити, чем к расходам. Стоимость 1 жала, сделанного из нихромовой нити составит 2-3 рубля. Время на смену – минут 5 с учетом изготовления формы жала пасатижами из нихромовой проволоки.
Нихромовую нить необходимо менять через каждые 6-8 портретов
Заключение
В общем, в результате долгих экспериментов и выявления подводных камней мы пришли к выводу, что они оба варианта интересны, но лазерный выжигатель по дереву совершенно не подходит для нашей основной задачи – выжиганию картин и портретов. Если лазером хорошо получаются текстовые фрагменты (для изготовления табличек), узоры или контурные рисунки, то по части портретов лазер однозначно проигрывает нихромовому ЧПУ. А с учетом его стоимости, такие недостатки как точечный рисунок без оттенков и время выжигания просто сводит на нет его преимущества. Поэтому мы остановились на станке ЧПУ с нихромовой нитью. Конечно, нихром – не идеальный вариант, но при работе достаточно не допустить сквозняков и периодически менять жало, и Вы получите портрет, который невооруженным взглядом новичок не отличит от работы художника.
нихромовый или лазерный станок выбрать?
Содержание:
Что такое ЧПУ-выжигатель
Принцип работы выжигателя по дереву с ЧПУ
Как выбрать станок для выжигания по дереву
Выжигаем портреты в домашних условиях
Обслуживание лазера и жала
Что такое ЧПУ-выжигатель
ЧПУ-выжигатель — станок для выжигания, который имеет числовое программное управление. С использованием ЧПУ-выжигателя и компьютера, возможно выжигать на дереве изображения разной степени сложности, размеров и форм. С его помощью появляется возможность создания картин на дереве, коже, фанере и других материалах без участия человека.
Принцип работы выжигателя по дереву с ЧПУ
Выжигатель с числовым программным управлением имеет в основе своей работы принцип использования высоких температур. С их использованием происходит процесс прожигания материала – холста, с помощью которого воспроизводится изображение на дереве.
Точка прожига находится в процессе постоянного передвижения по материалу. Темп перемещения задается в зависимости от желаемой глубины прожигания. Глубина прожигания находится в прямой зависимости от насыщенности рисунка – чем глубже прожигание, тем темнее будет изображение. При легком касании малое время – наоборот, получается светлый оттенок рисунка.
Ручной выжигатель позволяет мастеру по дереву проявить свою фантазию и своими руками управлять процессом выжигания. Устройство с ЧПУ имеет полностью автоматическое управление.
Для создания работы требуется оцифровать желаемое изображение и завести его в управляющую программу (или УП). Затем загруженное изображение переносится на материал, процесс перемещения головки выжигателя и темп его перемещения обеспечивается характеристиками программы.
Различают две разновидности ЧПУ-выжигателей, в зависимости от рабочей головки: лазерные и нихромовые.
Лазерные работают бесконтактно, процесс прожига происходит точками. Глубина рисунка и его насыщенность в различных областях будет обеспечиваться посредством изменения густоты (концентрации) количества точек на одной области.
Нихромовые станки с ЧПУ работают в плотном контакте с поверхностью материала, на которое переносится изображение. Процесс выжигания происходит благодаря нихромовому жалу (или проволоке), которое расположено на головке. Нихромовое жало разогревается, достигая необходимой температуры. При плавном перемещении происходит формирование сплошной полосы.
Как выбрать станок для выжигания по дереву
ЧПУ выжигатель по дереву нихромовый
Работа нихромового выжигателя с ЧПУ обеспечивается посредством нихромового жала. Как следствие, выжигание по дереву возможно, только имея ровную поверхность для нанесения изображения. Выпуклая форма материалов делает использование нихромового станка невозможным.
Также поверхность должна иметь прямоугольную или квадратную форму. На поверхность круглой формы нанесение изображения становится невозможным из-за очищения жала (оно не будет происходить).
Нихромовый аппарат изначально создавался для выжигания пейзажей, натюрмортов, портретов людей и животных и прочих растровых изображений. Как следствие, еще одной особенностью нихромового станка можно указать невозможность выжигания надписей маленьких размеров. Возможно написать фразу «С юбилеем!» или ей подобную, но вот с печатью визитки нихромовый станок уже не справится.
Лазерный выжигатель по дереву
Разница в методе прижигания лазером в том, что лазерный выжигатель имеет бесконтактный метод работы. Как следствие – неровности поверхности, толщина материала и форма не имеют никакого значения для лазера.
Лазерный станок имеет в своем арсенале больше материалов для выжигания. С его помощью возможно переносить изображения не только на дерево, но и на кожу. Рекомендуется использование лазерного выжигателя с ЧПУ для процесса скрапбукинга.
Лазерный станок поможет быстро справится с задачей нанесения векторного изображения на большое количество материалов. Одним из самых распространенных способов применения лазера является печать гравировки на чехлы для телефонов.
Лазерный ЧПУ-выжигатель быстро и легко справляется с задачей нанесения текстов маленьких размеров, типа того, что используется для визиток.
Лазерный выжигатель будет менее успешен в работе над портретами и пейзажами. Принцип работы посредством точечного прожигания лишает лазер возможности создания полутеней. Без этой возможности портрет становится нечетким, теряет эффектность и больше будет похож на плохую распечатку в бульварной газете.
Программы нихромового и лазерного станков имеют примерно одинаковую сложность.
Выжигаем портреты в домашних условиях
Обработка фото для выжигания на чпу
Рекомендуется использовать PhotoShop, а не упрощенные программы редактирования, обыкновенно встроенными в платформы устройства. Дело в том, что для подготовки портрета, который будет переносится на дерево, первооочередной задачей является повышение контрастности. То есть, нужно осветлить кожу, а черты лица – акцентировать. Встроенные редакторы работают над изображением в целом и не дают возможность получения контраста.
Портрет лучше перевести в формат черно-белого изображения – выжигание дает результат в черно-коричневых оттенках, и черно-белое изображение поможет увидеть итоговый результат.
Дальнейшие работы рекомендуется проводить с черно-белым изображением. Для начала, высветляем белые области и затемняем серые (тон лица делаем светлее, черты лица – темнее).
Затем добавляем элементы локального акцентирования с помощью инструмента «Кисть». Тут главное расставить акценты и высветлить область вокруг глаз.
Кстати, мы подобрали для вас более 170 различных рисунков для выжигания
Выбор и подготовка деревянной основы
Толщину фанерных листов для выжигания используют от 4 до 6 мм.
Материал рекомендуется тщательно зашкурить перед процессом переноса изображения. Для этого используют шлифовальную машинку или наждачную бумагу, с зернистостью 180-220.
После проведения шлифовки необходимо тщательно убрать всю пыль с помощью влажной тряпки. Любые частички, которые могут остаться на поверхности, в процессе прожигания могут сгореть и оставить на портрете ненужные черные точки.
Также рекомендуется протереть поверхность содовым раствором, чтобы избавиться от переизбытка смол. Раствор делается так: 1 ст.ложка соды на 1 стакан воды.
Настройка и отладка ЧПУ-выжигателя
Фанеру важно плотно закрепить на станке и прищемить прищепкой – нельзя допустить ее перемещения.
Выставляется начальная координата (х=0, у=0). Иначе программа может предложить начать с конца предыдущей работы.
Для нихромового устройства правильность выставленной нулевой координаты влияет на качество рисунка. Помимо переноса изображения, возвращение каретки на исходную точку очищает жало от нагара.
Процесс выжигания
В начале работы выжигатель расположен в верхнем левом углу фанерки. Нажимая «Старт», каретка резко перемещается по оси Х в правый верхний угол. Далее происходит резкий разворот и начинается прожигание. Далее происходит возвращение в исходную точку, в результате которого происходит очищение головки рабочего органа. Затем происходит перемещение по оси У на стандартный шаг (длиной 0,35 мм) и запускается повторение цикла.
Финишная обработка картины
Законченную работу обрабатывают лаком, воском или маслом.
Лак. Покрывает всю поверхность и надежно защищает от влаги. Долго высыхает и измененяет цвет покрытия со временем на более желтый. Также лак имеет специфический запах.
Масло. Подходит для обработки вещей, которые контактируют с пищей. Не имеет запаха, но – может поменять со временем тон дерева.
Воск. Время высыхания – не более 30 минут. Сохраняет цветовые качества картины и не видоизменяется со временем.
Обслуживание лазера и жала
Нихромовое жало требует замены нихромовой нити ориентировочно каждые 7 портретов. Обычно в наборе к станку идет запас, позволяющий воспроизвести около 150 портретов.
Линзу лазера желательно протирать от нагара нетканым безворсовым материалом после каждой картины. Тогда качество работы будет неизменным долгое время.
Керамика — Нихромовая сетка Газовые горелки.
Тони Бёрд
Старший член
#1
Привет,
В другой теме я начал старый проект по созданию модели 0-го калибра трамвайного двигателя 18-дюймового калибра, в котором используется вертикальный котел. Я собираюсь приступить к проектированию котла, который будет обогреваться газом. . Несколько месяцев назад, когда я искал что-то, с чем можно было бы поиграть, и спроектировал и изготовил несколько керамических горелок, я подумал, как будет работать нихромовая сетка вместо керамики? Итак, две существующие горелки заменили керамические элементы на нихромовую сетку.Результаты:
Попробую сконструировать и изготовить горелку специально для нихрома. Должна быть возможность сделать его намного ниже, чем керамический, поэтому в вертикальном котле можно получить большую емкость воды. Не уверен, насколько велика может быть разница в тепловыделении, и в любом случае у меня нет возможности ее измерить.
С Новым годом.
Будьте в безопасности. Тони.
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Дизайн однотрубного мгновенного котла
Производитель игрушек
Котлы
Ответы
9
просмотров
628
Игрушечник
‘Элли’ Второй выпуск паровозика.
Тони Бёрд
Фото и видео
Ответы
0
просмотров
610
Тони Бёрд
Несколько вопросов от новичка
46международный
Общее обсуждение двигателя
Ответы
3
просмотров
710
AndrewW
Комплектация котла и горелки.
Тони Бёрд
Котлы
Ответы
1
просмотров
983
рклопп
Мой первый котел
Руди
Котлы
234
Ответы
68
просмотров
15К
Ричард Хед
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
Как сделать собственные наконечники для пирографии
Поэкспериментируйте с нихромовой проволокой, чтобы создать свои собственные наконечники для хвойных пород дерева, тонкой работы, тяжелой работы, декоративных узоров или надписей.
Вы можете приобрести специальную проволоку (сплав никеля и хрома под названием нихром) различной толщины и сделать свои точки. Используйте только нихромовую проволоку, иначе вы повредите машину. Вам понадобятся кусачки, тонкие острогубцы и, возможно, небольшой молоток и наковальня. Наковальню можно импровизировать, используя головку топора или большую головку молота, закрепленную в тисках. Набор надфилей пригодится для придания формы точкам. Проволока доступна в небольших барабанах, и каждый барабан может дать 200 или более точек. 26 С.В.Г. (Стандартный калибр проволоки) является лучшим и 23 S.W.G. это самый толстый провод, который мы обычно поставляем. Обратите внимание, что чем меньше S.W.G. номер — тем толще провод.
Изготовление петель
Чтобы сделать стандартную точку, отрежьте 30 мм (1¼ дюйма) от 26 S.W.G. проволоки и согните ее в пальцах в форме буквы U. Закрепите его в клеммах так, чтобы его можно было надежно зафиксировать винтовыми зажимами, и осторожно затяните, чтобы не деформировать опоры клемм. Затем сожмите конец петли плоскогубцами так, чтобы проволока соприкасалась на конце примерно на 3 мм (1/8 дюйма). Это сконцентрирует тепло в конце. Стандартные точки петли могут быть изготовлены из 26, 25 или 24 SWG. Более толстая проволока не рекомендуется и может привести к перегрузке машины.
Наконечники для хвойных пород
Смолистую и неравномерную текстуру древесины хвойных пород (сосна) трудно прожечь равномерно, поскольку обычное острие склонно впиваться в мягкие части. Точка с большой площадью контакта минимизирует эту трудность. Острие ложки может дать хорошие результаты. Наконечник быстро слипается пригоревшей смолой, и кусок грубой проволочной ваты или тонкая проволочная щетка будут полезны для очистки от нагара.
Баллы за тонкую работу
Стандартная петля подпилена или стачена до острия иглы. С помощью этих наконечников можно нанести очень тонкие линии на твердой древесине, такой как самшит. Забейте конец молотком, затем обрежьте и напилите или отшлифуйте до острого края. Поскольку наконечник будет очень слабым, делайте это, когда он установлен в станке, и будьте осторожны, чтобы не сломать его при смене наконечника.
Наконечники для тонких линий и растушевки
Равномерно прожечь прямые линии трудно, поскольку острие имеет тенденцию впиваться в мягкие части волокон. Если острие, сделанное из более толстой проволоки, такой как 23 S.W.G., расплющить на кончике и заточить до профиля лезвия лезвия, линии можно начертить гораздо более ровно. Эта точка также полезна для оперения резных фигурок птиц, затенения и может создавать интересные текстуры.
Очки для тяжелой работы
Больше тепла в острие выделяется, если очень длинная петля сгибается сама на себя. Их можно сделать из проволоки 23 SWG (минимальная длина 40 мм). Их лучше всего формировать с помощью маленьких плоскогубцев, пока они раскалены (чтобы их было легче сгибать). Хорошей идеей будет очень компактно сжать острие, пока оно раскалено, с помощью плоскогубцев. Можно было бы подумать, что ток будет закорочен в месте соприкосновения петель и это вполне может случиться с только что сделанной точкой, но через короткое время образуется налет из оксида, который изолирует провод, и тогда точка заметно посветлеет.
В качестве альтернативы сверхмощной точке можно намотать проволоку на прочную иглу, удерживаемую в тисках, чтобы получилась компактная катушка. Катушки должны быть закрыты плоскогубцами (пока горячие), чтобы дать максимальный нагрев. Эти точки способны быстро сжигать надписи, используемые на табличках с именами домов и подобных работах. Они производят текстурный эффект (много параллельных линий), и это полезно для создания эффекта оперения на приманке. Витки можно подпилить гладкими, чтобы избавиться от фактурного эффекта. При условии, что удаление металла не слишком ослабляет острие и не прорезает его, острие можно подпиливать и резать сколько угодно для получения особых форм и эффектов. Утончение конца любой точки концентрирует тепло в этой области и делает точку более эффективной. Он также будет потреблять меньше тока от силового агрегата и ручка будет охлаждаться.
Поскольку процесс складывания или намотки дает большее электрическое сопротивление, для этих точек можно использовать более толстую проволоку, не перегружая машину.
Наконечники для затенения
Для эффективного затенения требуется большая площадь контакта с древесиной. Острие ложки можно использовать как стандартное острие или его можно выковать на наковальне из твердого металла, например, на головке молотка, удерживаемой в тисках.
Конусная 60° фреза Makita с подшипником и двумя лезвиями, позволяет срезать край под углом 60 градусов. Диаметр 23 мм, хвостовик 6 мм.
Технические характеристики
Основные Подробные
Диаметр хвостовика, мм
6
Длина, мм
32
Диаметр, мм
23
Длина режущей части, мм
11
Количество режущих кромок, шт.
2
Угол, град.
60
Вид фрезы
кромочная / конусная
Диаметр подшипника, мм
7″>12.7
Комплектация
Фреза — 1 шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Бензопила цепная Makita DCS 9010-60 – наиболее мощный инструмент, представленный в данном модельном ряду. Она оснащена надежным двухтактным двигателем внутреннего сгорания объемом 90 см3 (4.85 кВт/6.7 л.с.) и большой пильной шиной (60 см). Фильтр имеет дополнительную защиту от опилок. Инерционный тормоз цепи и ряд других защитных приспособлений обеспечивают безопасную работу. Подача смазки на цепь автоматизирована.
Технические характеристики
Основные Подробные
Вес, кг
9.5
Мощность, кВт
4.8
Тип двигателя
бензиновый
Шаг цепи, дюйм
325″>0.325
Длина шины, см
60
Ширина паза шины, мм
1.5
Количество звеньев
84
Антивибрационная система
есть
Объем топливного бака, л
0″>1.0
Объем масляного бачка, л
0.4
Объем двигателя, куб.см
90.0
Инерционный тормоз цепи
есть
Автоматическая смазка цепи
есть
Тактность двигателя
2-х тактный
Мощность (л. с.)
6.5
Комплектация
Защитный чехол
шина
цепь
комбинированный ключ
Параметры упакованного товара
Вес брутто, кг: 13.0
Единица товара: шт.
Длина, мм: 550
Ширина, мм: 330
Высота, мм: 280
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Германия — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Комплект торцовочной пилы MAKITA: полотно диаметром 10 дюймов, скользящее, от 60° влево до 60° вправо, от 48° влево до 48° вправо, 36 В пост.
тока — 453G28|XSL06PT
МАКИТА
Вещь # 453G28
производитель Модель #
XSL06PT
UNSPSC #
27112709
№ страницы каталога
687
687
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти аккумуляторные торцовочные пилы питаются от аккумуляторов Makita совместимой серии и соответствующего напряжения. Аккумуляторы также могут питать другие инструменты Makita. Торцовочные пилы делают прямые и угловые пропилы в древесине и пластике.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
МАКИТА
Вещь # 453G28
производитель Модель #
XSL06PT
UNSPSC #
27112709
№ страницы каталога
687
687
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти аккумуляторные торцовочные пилы питаются от аккумуляторов Makita совместимой серии и соответствующего напряжения. Аккумуляторы также могут питать другие инструменты Makita. Торцовочные пилы делают прямые и угловые пропилы в древесине и пластике.
Makita E-01644 Набор ударных бит Impact XPS из 60 предметов
ХАРАКТЕРИСТИКИ: • Срок службы бит до 90 раз дольше, чем у стандартных ударных бит • Наконечники с прецизионной механической обработкой, импульсные торсионные кольца, оптимизированная зона кручения и уникальная сталь обеспечивают улучшенную общую производительность и срок службы бит • Наконечники с прецизионной механической обработкой обеспечивают превосходную посадку с полным контактом для повышения удерживающей силы и увеличения срока службы • Кольца Pulse Torsion помогают рассеивать энергию удара через зону кручения и за пределы наконечника долота • Оптимизированная геометрия зоны кручения обеспечивает идеальную передачу энергии удара для увеличения срока службы долота • Уникальный состав стали, искусно спроектированный для увеличения срока службы по сравнению с S2 и сплавы S6 • Уникальный процесс термообработки для повышения прочности • Матовая никелированная поверхность для лучшей в своем классе коррозионной стойкости • 12-сторонняя муфта для использования с втулкой Impact XPS™ Mag Boost для дополнительной удерживающей способности • Разработана, чтобы выдерживать экстремальную силу ударные отвертки с высоким крутящим моментом и служат дольше, чем стандартные ударные насадки • Для использования с ударными отвертками с высоким крутящим моментом и отвертками-сверлами • Mag Boost превращает любую силовую насадку в магнитную крепеж шестигранник • Вставной держатель насадок состоит из двух частей, что позволяет полностью активировать торсионную технологию. • Переходник для торцевых головок имеет скошенные края квадратного приводного конца, что упрощает установку торцевых головок. (1) держатель вставных бит 2–3/8″, (1) Mag Boost, (45) вставных бит 1″, (10) силовых бит 2″, (1) переходник для торцевых головок 1/4″
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: • Вес брутто: 1,98 фунта • Кол-во в упаковке: 0 • Код UPC: 088381-555296
Makita® Impact XPS™ — это новая инновация в креплении с помощью вставных бит и крепежных аксессуаров, созданная для требований профессиональных подрядчиков. Биты ImpactXPS Power предназначены исключительно для использования с ударными винтовертами с высоким крутящим моментом и рассчитаны на то, чтобы служить в 90 раз дольше, чем стандартные биты. Высокопрочная сталь обеспечивает более длительный срок службы биты, а точно подобранный наконечник спроектирован таким образом, чтобы предотвратить выпадение и зачистку. Торсионная часть биты изгибается под нагрузкой, чтобы снять давление с наконечника биты, что увеличивает срок службы.
Четырехтактный двигатель Honda GCV160 для садовой техники.
Главная
Каталог
Обслуживание
Инструкции
Статьи
Где купить
Описание
Размеры двигателя
Размеры вала
Модификации и цены
Четырехтактный бензиновый двигатель Honda GCV-160 с распределительным валом в головке блока цилиндра (ОНС), вертикальным валом, алюминиевым цилиндром и воздушным охлаждением. Модель Honda GCV160 позволяет применять на газонокосилках систему «электронного пуска». Вам не надо думать о настройке положения воздушной заслонки при запуске двигателя, а также не надо ждать, пока двигатель прогреется. Данная система гарантирует простоту и надежность пуска, сравнимую с пуском современного автомобиля. Отличный двигатель для установки на многофункциональном оборудовании.
Где применяется: Pressure washers, Lawn mowers, Agricultural equipment, Forestry equipment
Внешний вид Honda GCV 160
Особенности Honda GCV-160 (Eng)
ДВИГАТЕЛЬ HONDA GCV-160: ОСНОВНЫЕ ПАРАМЕТРЫ
Модель двигателя
GCV160
Фирма производитель
Honda
Тип двигателя
4-тактный, OHV
Объём двигателя
160 см. куб.
Мощность двигателя
4,1 кВт (5.5 л.с.) / 3.600 об/мин
Полезная мощность
3.3 кВт (4.4 л.с.) / 3.600 об/мин
Мощность на валу
2.1 кВт (2.8 л.с.) / 3.000 об/мин
Крутящий момент max.
11,4 Нм / 1.16 кг/м / 2.500 об/мин
Диаметр x Ход поршня
64 x 50 мм
Система зажигания
транзисторная
Расход топлива
313 г/кВт. ч — 230 г/л.с.ч
1.1 л при 3.000 об/мин
Ёмкость топливного бака
0.91 л
Объём масла в картере, л
0.55 л
Фильтрующий элемент
бумажный
Запуск
ручной или электрический
Базовый вес
9. 8 кг
Базовые габариты
366 x 331 x 360 мм
Размер вала
в зависимости от модификации
Топливо
бензин от АИ92
Масло (рекомендованное)
10W30, 10W40
ОСОБЕННОСТИ ДВИГАТЕЛЯ HONDA GCV160
Инновационные технологии: цилиндр и камера сгорания являются единой деталью, зубчатый ремень привода ГРМ находится в картере двигателя.
Бесшумность: меньше механических деталей, вызывающих шум.
Легкий вес: благодаря высококачественным материалам уменьшен вес двигателей.
Ремень привода ГРМ не требует обслуживания в течение всего срока службы двигателя.
Экономичность: самый низкий расход топлива из всех двигателей данной категории.
Легкий запуск: уникальная технология компании Honda.
Мощность: наибольшая мощность по отношению к объему цилиндра.
Экологическая безопасность.
График зависимости мощности от оборотов Honda GCV160
Двигатели модели GCV160, работающие под наклоном, могут применяться вместо 2-тактных двигателей и обеспечивают высокую экологичность. На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху).
СИСТЕМА ЗАПУСКА COMFORT
. На двигателях типа GCV160 устанавливается система запуска Comfort, которая автоматически устанавливает воздушную заслонку так, чтобы обеспечить оптимальный запуск и функционирование в любых условиях работы. Данная система в сочетании с фиксированными оборотами двигателя, обеспечивает простоту и надежность запуска. Чтобы начать работу, нет необходимости ждать, пока двигатель прогреется.
Клапан воздушной заслонки автоматически открывается (и закрывается) с помощью устройства THERMO WAX ASSY
, которое устанавливается на впускном коллекторе.
Четырехтактный двигатель Honda GCV135 для садовой техники.
Главная
Каталог
Обслуживание
Инструкции
Статьи
Где купить
Описание
Размеры двигателя
Размеры вала
Модификации и цены
Двигатели модели GCV135, работающие под наклоном, могут применяться вместо двухтактных двигателей и обеспечивают высокую экологичность. На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху). Модель GCV 135 правильный выбор для тех, кто заботится об окружающей среде. В целом, двигатели серии GCV идеально подходят для садовой техники.
Где применяется: Pressure washers, Lawn mowers, Agricultural equipment, Forestry equipment
ДВИГАТЕЛЬ HONDA GCV-135: ОСНОВНЫЕ ПАРАМЕТРЫ
Модель двигателя
GCV135
Фирма производитель
Honda
Тип двигателя
4-тактный, OHV
Объём двигателя
135 см. куб.
Мощность двигателя
3,4 кВт (4.5 л.с.) / 3.600 об/мин
Полезная мощность
2.6 кВт (3.5 л.с.) / 3.600 об/мин
Мощность на валу
1.7 кВт (2.3 л.с.) / 3.000 об/мин
Крутящий момент max.
9,7 Нм / 0.99 кг/м / 2.500 об/мин
Диаметр x Ход поршня
64 x 42 мм
Система зажигания
транзисторная
Расход топлива
313 г/кВт. ч — 230 г/л.с.ч
0.95 л при 3.000 об/мин
Ёмкость топливного бака
0.77 л
Объём масла в картере, л
0.55 л
Фильтрующий элемент
бумажный
Запуск
ручной
Базовый вес
9. 6 кг
Базовые габариты
350 x 331 x 353 мм
Размер вала
в зависимости от модификации
Топливо
бензин от АИ92
Масло (рекомендованное)
10W30, 10W40
ОСОБЕННОСТИ ДВИГАТЕЛЯ HONDA GCV135
4-тактный бензиновый двигатель с распределительным валом в головке блока цилиндра (ОНС), вертикальным валом, алюминиевым цилиндром и воздушным охлаждением.
Инновационные технологии: цилиндр и камера сгорания являются единой деталью, зубчатый ремень привода ГРМ находится в картере двигателя.
Бесшумность: меньше механических деталей, вызывающих шум.
Легкий вес: благодаря высококачественным материалам уменьшен вес двигателей.
Ремень привода ГРМ не требует обслуживания в течение всего срока службы двигателя.
Экономичность: самый низкий расход топлива из всех двигателей данной категории.
Легкий запуск: уникальная технология компании Honda.
Мощность: наибольшая мощность по отношению к объему цилиндра.
Экологическая безопасность.
График двигателя Honda GCV135
двигателей Хонда | 4-тактный двигатель GCV160
GCV160/190
Тихая, легкая, надежная мощность
Двигатели Honda GCV представляют собой бесшумную, но при этом мощную и легкую комбинацию для различных областей применения с высокими требованиями. Эти двигатели идеально подходят для бытовых газонокосилок и моек высокого давления.
Общие приложения
Мойки высокого давления
Газонокосилки
Сельскохозяйственное оборудование
Лесозаготовительное оборудование
Характеристики
Экономичный расход топлива, высокая производительность
Компактная камера сгорания, конструкция с верхним расположением распредвала и моноблочная конструкция снижают расход топлива. Узнать больше
Мощный крутящий момент в широком диапазоне оборотов помогает уменьшить падение частоты вращения двигателя при резком увеличении нагрузки.
Компактный и легкий
Самые легкие двигатели в своем классе
Первый в мире внутренний ремень привода ГРМ общего назначения Узнать больше
Верхний кулачок из прочной смолы для долговечности и бесшумности
Моноблочная конструкция
Тихая, плавная работа
Внутренний ремень ГРМ обеспечивает тихую работу
Шум клапанного механизма и шестерни сведен к минимуму
Точно спроектированные и обработанные компоненты снижают вибрацию
Проверенная надежность
Система Dua-Lube обеспечивает превосходную смазку двигателя.
Простая конструкция снижает многие потенциальные потребности в техническом обслуживании
Высококачественные материалы, посадка и отделка
Одноэлементный воздушный фильтр
Простота в использовании и обслуживании
Доступна система автоматической дроссельной заслонки Узнать больше
Доступен автоматический дроссель
Легкий доступ для слива и заливки масла
Легкодоступная свеча зажигания
Проверенная на весь срок службы конструкция зубчатого ремня Узнать больше
Легкий запуск
Горизонтальное поперечное впускное отверстие для плавного потока топлива
Автоматическая механическая декомпрессия Узнать больше
Электронное зажигание
Соответствует требованиям по выбросам
Катализатор не нужен
Встроенный угольный баллончик в газовой крышке
Доступные Варианты
Муфта ножевого тормоза Honda в сборе доступна для газонокосилок
Доступны различные элементы управления для различных применений (мойка высокого давления, газонокосилка, дровокол и т. д.)
Доступна версия с электрическим запуском
ХАРАКТЕРИСТИКИ
GCV160
GCV190
Тип двигателя
4-тактный с воздушным охлаждением OHC
4-тактный с воздушным охлаждением OHC
Диаметр x Ход
2,5″ x 2,0″ (64 мм x 50 мм)
2,7″ x 2,0″ (69 мм x 50 мм)
Рабочий объем
9,8 куб. дюймов (160 см3)
11,4 куб. дюймов (187 см3)
Полезная выходная мощность*
4,4 л.с. (3,3 кВт) при 3600 об/мин
5,1 л.с. (3,8 кВт) при 3600 об/мин
Полезный крутящий момент
6,9 фунт-фут (9,4 Нм) при 2500 об/мин
8,3 фунт-фут (11,3 Нм) при 2500 об/мин
Вращение карданного вала
Против часовой стрелки (со стороны карданного вала)
Против часовой стрелки (со стороны карданного вала)
Степень сжатия
8,5:1
8,5:1
Карбюратор
Дроссельная заслонка горизонтального типа
Дроссельная заслонка горизонтального типа
Система зажигания
Транзисторное магнето
Транзисторное магнето
Система запуска
Отдача/электрическая
Отдача/электрическая
Воздухоочиститель
Сухой (бумажный фильтр)
Сухой (бумажный фильтр)
Система регулятора
Центробежный механический
Центробежный механический
Емкость топливного бака
0,98 кварты США (0,93 литра)
0,98 кварты США (0,93 литра)
Топливо
Неэтилированный бензин с октановым числом 86 или выше
Неэтилированный бензин с октановым числом 86 или выше
Емкость для масла
0,58 кварты США (0,55 л)
0,58 кварты США (0,55 л)
Система смазки
Всплеск
Всплеск
Сухой вес
22,0 фунта (10,0 кг)
27,6 фунтов (12,5 кг)
ПРЕДУПРЕЖДЕНИЕ: Информация о законопроекте 65 штата Калифорния
РАЗМЕРЫ
GCV160
GCV190
Длина (мин)
14,4 дюйма (367 мм)
14,4 дюйма (367 мм)
Ширина (мин)
13,0″ (331 мм)
13,0″ (331 мм)
Высота (мин. )
13,7 дюйма (347 мм)
13,8 дюйма (349 мм)
ВОМ
GCV160
GCV190
N1
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
А2
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
С3
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
N5
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
N7
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
Кривые производительности
Стандарт SAE J1349 измеряет чистую мощность в лошадиных силах при установленном заводском глушителе и воздушном фильтре. Чистая мощность в лошадиных силах более тесно связана с мощностью, которую оператор будет испытывать при использовании двигателя Honda. продукта. Номинальная мощность двигателей, указанная в этом документе, измеряет полезную выходную мощность при 3600 об/мин (7000 об/мин для моделей GXH50, GXV50, GX25 и GX35) и полезный крутящий момент при 2500 об/мин, проверенный на серийном двигателе. масса серийные двигатели могут отличаться от этого значения. Фактическая выходная мощность двигателя, установленного на конечной машине, будет варьироваться в зависимости от множества факторов, включая рабочую скорость двигателя в процессе эксплуатации, условия окружающей среды.
условия, техническое обслуживание и другие переменные.
Руководства по эксплуатации
GCV160
Общее применение
Английский
GJAE с 1000001 по 9999999
GJAEA от 1000001 до 9999999
GJAPA от 1533530 до 9999999
GJARA от 1000001 до 1533529
GJARA от 1533530 до 9999999
GJATA от 1000001 до 1309284
GJATA от 1309285 до 9999999
GCV190
Общее применение
Английский
GJAAA от 1000001 до 1074127
GJAAA от 1074128 до 8452386
GJAAA от 8452387 до 9999999
Поддержка
РЕКОМЕНДАЦИИ ПО ТОПЛИВУ
ПОИСК И ЗАКАЗ ЗАПЧАСТЕЙ
ИНФОРМАЦИЯ О ГАРАНТИИ
СОВЕТЫ ПО УСТРАНЕНИЮ НЕИСПРАВНОСТЕЙ
СОВЕТЫ ПО ХРАНЕНИЮ И ТРАНСПОРТИРОВКЕ
РУКОВОДСТВА ДЛЯ МАГАЗИНА
Четырехтактный мини-серия
Инновационная конструкция 4-тактных двигателей Honda Mini позволяет использовать их и хранится в любом положении для удобства использования на 360°. Вертикально, боком, даже вверх ногами — Mini 4-Strokes по-прежнему будет отлично работать.
Эксклюзивная система смазки Honda с поворотным отражателем удерживает масло в полном тумане. состоянии и циркулирует в нем, используя колебания давления, вызванные движением поршень.
Встроенные каналы эффективно возвращают циркулирующее масло в масляный резервуар из каждую часть двигателя. Отверстие для возврата масла, расположенное в центре Резервуар предотвращает случайное попадание масла в камеру сгорания.
Малые модели двигателей
Запчасти
Почему Хонда
Поддержка и обслуживание
OEM-поддержка
Компания
двигателей Хонда | GCV160 4-тактный двигатель
GX 25/35
OHC, двигатель 25/35,8 куб. см
Горизонтальный и вертикальный вал
Коммерческое использование
Узнать больше
GX 50
OHC, двигатель 47,9 куб.см
Горизонтальный и вертикальный вал
Коммерческое использование
Узнать больше
GXH 50
OHV, двигатель 49,4 см3
Горизонтальный вал
Коммерческое использование
Узнать больше
GXV 50
OHV, двигатель 49,4 см3
Вертикальный вал
Коммерческое использование
Узнать больше
GX 100
OHC, двигатель 98,5 см3
Горизонтальный вал
Коммерческое использование
Узнать больше
GXE 2.
0H
Литий-ионный аккумулятор
Бесщеточный двигатель постоянного тока класса 2 кВт
3600 об/мин
Встроенный двигатель, тип
Узнать больше
GXE 2.0S
Литий-ионный аккумулятор
Бесщеточный двигатель постоянного тока класса 2 кВт
3000/3300/3600 об/мин
Отдельный двигатель Тип
Узнать больше
GX 120/160/200
OHV, двигатель 122/163/196 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
ГСР 120
OHC, двигатель 121 см3
Горизонтальный вал
Предназначен для коммерческих трамбовок
Узнать больше
ГК 160/190
OHC, двигатель 160 куб. см
Горизонтальный вал
Жилое использование
Узнать больше
ГТС 160/190
OHC, двигатель 160 куб.см
Вертикальный вал
Жилое использование
Узнать больше
GXV 160
OHV, двигатель 163 куб.см
Вертикальный вал
Коммерческое использование
Узнать больше
ГТС 170
OHV, двигатель 166 куб. см
Вертикальный вал
Жилое использование
Узнать больше
ГС 190
OHC, двигатель 187 куб.см
Горизонтальный вал
Легкое коммерческое и жилое использование
Узнать больше
ГСВ 190
OHC, двигатель 187 куб.см
Вертикальный вал
Легкое коммерческое и жилое использование
Узнать больше
ГТС 200
OHV, двигатель 201 куб. см
Вертикальный вал
Жилое использование
Узнать больше
GX 240/270
OHV, двигатель 270 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
iGX 270/390
OHV, двигатель 270/389 куб. см
Горизонтальный вал
Коммерческое использование
Узнать больше
GX 340/390
OHV, двигатель 389 куб. см
Горизонтальный вал
Коммерческое использование
Узнать больше
GXV 390
OHV, двигатель 389 куб.см
Вертикальный вал
Узнать больше
ГХ 630/690
OHV V-Twin, двигатель 688 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
GXV 630/690
OHV V-Twin, двигатель 688 куб.см
Вертикальный вал
Коммерческое использование
Узнать больше
iGX 700
OHV V-Twin, двигатель 688 куб. см
Горизонтальный вал
Коммерческое использование
Узнать больше
iGXV 700
OHV V-Twin, двигатель 688 куб.см
Вертикальный вал
Коммерческое использование
Узнать больше
iGX 800
OHV V-Twin, двигатель 779 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
iGXV 800
OHV V-Twin, двигатель 779 куб. см
Вертикальный вал
Коммерческое использование
Узнать больше
Мини 4-х тактный Серия
Инновационная конструкция 4-тактных двигателей Honda Mini позволяет использовать их и хранится в любом положении для удобства использования на 360°. Вертикально, боком, даже вверх ногами — Mini 4-Strokes по-прежнему будет отлично работать.
Эксклюзивная система смазки Honda с поворотным отражателем удерживает масло в полном тумане. состоянии и циркулирует в нем, используя колебания давления, вызванные движением поршень.
Встроенные каналы эффективно возвращают циркулирующее масло в масляный резервуар из каждую часть двигателя. Отверстие для возврата масла, расположенное в центре Резервуар предотвращает случайное попадание масла в камеру сгорания.
официальный сайт эксклюзивного дистрибьютора медицинской техники OMRON и CS Medica в России
Тонометры OMRON
Подробнее
Your browser doesn’t support HTML5 video tag.
Your browser doesn’t support HTML5 video tag.
Электрические зубные щетки
Ирригаторы
Пульсоксиметры
Вибромассажеры
Термометры CS Medica KIDS
Ингаляторы
Увлажнители воздуха CS Medica KIDS
Электронные назальные аспираторы CS Medica KIDS
Подогреватели детского питания CS Medica KIDS
Стерилизаторы детских бутылочек CS Medica KIDS
Прорезыватели CS Medica KIDS
Механические тонометры
Стетофонендоскопы
Кислородные концентраторы
Молокоотсосы CS Medica KIDS
Тонометры
Небулайзеры
Термометры
Жироанализаторы и весы
Шагомеры и мониторы активности
Миостимуляторы (Электромассажеры)
43
тыс аптечных предприятий наши клиенты
84
офиса по всей России
OMRON лидер в России**
БЕСПЛАТНОЕ ПОЖИЗНЕННОЕ сервисное обслуживание***
CS Medica
OMRON
Группа Компаний «СиЭс Медика»*
Мы знаем, что своевременный контроль состояния здоровья и профилактика заболеваний в домашних условиях повышают качество жизни и продлевают ее.
Линейка CS Medica дополняет продукцию OMRON и вместе они создают оптимальный комплект приборов для самоконтроля за здоровьем, а также профилактики и ведения здорового образа жизни.
Новое направление – KIDS – это полезные приборы в помощь маме.
Вместе с нашими помощниками он научится чистить зубки, правильно питаться, сладко спать при правильной температуре и уровне влажности в комнате, наши приборы быстро определят температуру и помогут носику дышать, а когда придет пора брекетов – с CS Medica KIDS подросток отлично будет ухаживать за полостью рта.
Подробнее
Более 80 лет безупречного качества:
OMRON Healthcare – мировой лидер в производстве медицинской техники для профилактики, контроля и лечения заболеваний в домашних условиях. Приборы OMRON помогают миллионам людей бороться с артериальной гипертонией, бронхиальной астмой и ожирением. Продукция OMRON представлена в 110 странах мира.
Корпорация OMRON гарантирует 100% контроль качества и надежность своей продукции. Мы постоянно проводим акции бесплатного измерения артериального давления для всех желающих.
Мы слушаем и слышим наших пользователей, постоянно находимся в поиске новых идей и инноваций.
Подробнее
Пресс-центр
Пресс-релизы
Новости
С Днем народного единства!
От всей души желаем вам быть терпеливыми
и добрыми друг к другу, любить свою Родину и трудиться ради ее развития и процветания.
Милый снаружи и мощный внутри: новый компрессорный
небулайзер OMRON Neko Kat
Встречайте милого кота Нэко, который поможет
ребятам избавиться от неприятного кашля, а . ..
Поздравляем с Днем сердца!
Всемирный день сердца, который отмечается
29 сентября, призван подчеркнуть важность профилактики сердечно-сосудистых заболеваний и привлечь внимание…
Все пресс-релизы
Обучение студентов и абитуриентов колледжа
«Новые знания»
Группа Компаний «СиЭс Медика» начала сотрудничать
с московским фармацевтическим колледжем «Новые знания». В рамках зан…
Энерготочка в честь Дня борьбы с инсультом
Компания «СиЭс Медика Сибирь» совместно
с волонтерами-медиками приняла участие в мероприятии, посвященном Всемирному д…
Тонометры OMRON для фонда «В.Н.У.К.»
1 октября во всем мире отмечался Международный
день пожилых людей, учрежденный как дань внимания и уважения старшему п. ..
Все новости
Your browser doesn’t support HTML5 video tag.
СиЭс Медика Поволжье — официальный дилер медицинской техники OMRON и CS Medica в Нижнем Новгороде и Нижегородской области
Популярные категории
Весь каталог
Тонометры OMRON
Небулайзеры OMRON
Термометры OMRON
Электрические зубные щетки CS Medica
Ирригаторы CS Medica
Хит
Советуем
Новинка
Акция
Советуем
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Советуем
Новинка
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Блог
Все записи
Что использовать для ингаляций?
4 Июня 2021
Бренд OMRON – победитель премии «Марка №1 в России»
А вы уже успели познакомиться с нашими новыми электрическими звуковыми щетками CS Medica CS-234 и CS-235?
У нас сертифицированный товар Гарантия в 100% случаев
Большой ассортимент
Большой ассортимент товаров Более 300 наименований
Распределительная сеть
OMRON Healthcare Europe B. V. — подразделение здравоохранения для Европы, России, Ближнего Востока и Африки, предоставляющее услуги клиентам в более чем 74 странах через мощную дистрибьюторскую сеть.
Адрес: 0709 Музейная улица, Бадаро; Stephan Building 1-й этаж, Бейрут, Тел.: +961 1 387 815 Факс: +961 1 387 818 Электронная почта: [email protected] Веб-сайт: https://www.upo.com.lb
ЛИВИЯ: ALHADAF Pharmaceuticals, Medical Equipment & Sundries
Адрес: улица Обаида Эбн Эльхарет № 10.34.418 Off Ali Ebn Abi Taleb Street – район Бен Ашур, Триполи (7), Тел.: +218 21 361 9323 Факс: +218 21 361 1358 Электронная почта: info@ alhadafgroup.com Веб-сайт: http://www.alhadafgroup.com
Адрес: Аптечный рынок на площади Альтарир, улица Саиф, Сана, Тел.: +967 777 116 180 Электронная почта: [email protected]
Функции JavaScript в вашем браузере отключены. Пожалуйста, включите JavaScript для полной функциональности этого сайта.
Мониторы артериального давления OMRON | Товары для здоровья и хорошего самочувствия
СПАСИБО ЗА ПОСЕЩЕНИЕ OMRON
подписчиков могут воспользоваться эксклюзивной скидкой.
Получите скидку 10% на наши текущие распродажные цены при оформлении заказа. Это экономия до 30% от розничной цены.
—— ВАША СКИДКА ПРИМЕНЕНА К КОРЗИНЕ —-
Акция действует до 31.05.2019 и не распространяется на HeartGuide, Complete, Avail, Alivecor и продукты по подписке. Действительно только на OmronHealthcare.com и не распространяется на предыдущие покупки, доставка или налог.
Логотип HeartGuide
Первый в мире носимый тонометр в инновационной форме наручных часов:
— Монитор высокого кровяного давления
— Трек Фитнес
— Мониторинг режимов сна
Купить сейчас
Рекомендуемые товары
Обещание OMRON
Мы с вами на каждом этапе пути к лучшему здоровью. Мы производим передовые продукты, на которые вы можете положиться, чтобы вы могли сосредоточиться на главном: на своем здоровье.
Точность, которой можно доверять
Качественная продукция на века
Ресурсы и поддержка на каждом этапе
Мобильные возможности
Устройства OMRON Healthcare синхронизируются с вашим смартфоном или планшетом, предоставляя вам актуальные показания и общую картину вашего здоровья и истории болезни.
Учить больше
Измеряйте артериальное давление в любое время и в любом месте* с помощью первого носимого тонометра в виде цифровых наручных часов. Отслеживайте кровяное давление, активность и сон, узнавая, как ваше поведение влияет на здоровье вашего сердца.
* Подробную информацию см. в руководстве по эксплуатации.
Подробнее
РАСШИРЕННАЯ ГАРАНТИЯ НА 1 ГОД
Приобретите BPM, фитнес-устройство или устройство TENS на сайте OmronHealthcare.com и зарегистрируйте устройство, чтобы получить дополнительную ограниченную гарантию сроком на 1 год.
30-ДНЕВНАЯ ГАРАНТИЯ ВОЗВРАТА ДЕНЕГ
Интернет-магазин OMRON Healthcare принимает возврат в течение 30 дней с даты первоначальной отправки. Все возвращаемые товары должны быть в оригинальной упаковке и включать все упаковочные материалы.
БЕСПЛАТНАЯ ЭКОНОМНАЯ ДОСТАВКА ВСЕХ ЗАКАЗОВ
Получите бесплатную экономичную доставку всех заказов, размещенных на OmronHealthcare.com.
Это карусель с горками. Используйте кнопки «Далее» и «Назад» для навигации или перейдите к слайду с помощью точек слайда.
Два года я боялся манжет для измерения кровяного давления, и эти часы помогли мне преодолеть это! Это первый прибор для измерения артериального давления, которым я успешно пользуюсь без приступов паники. Удивительно, если у вас также гипертония белого халата и вы хотите показать своему врачу реальные показания артериального давления. До этого я использовал недействительное приложение, которое не мог защитить в кабинете врача. Хорошо стоит $.
— Сара
Модель: BP8000-M
Из-за высокого кровяного давления и болезни сердца в июле я решил приобрести монитор, который мог бы регистрировать как симптомы, так и показания артериального давления. Используя приложение OMRON Connect на моем мобильном телефоне, я могу просматривать свою историю и легко делиться этой информацией со своим кардиологом. Использование монитора и приложения простое и понятное.
— Марио А.
Модель: BP7900
Я использую свой в течение нескольких лет после того, как мой кардиолог попросил меня вести учет моего кровяного давления дома. Поскольку я пытался вести запись вручную и не смог, я заглянул в устройство Bluetooth и с радостью могу сказать, что оно работает безупречно. Я могу легко показать врачу записи прямо на моем iPhone.
— Дедушка Эд
Модель: BP7450
ИДУТ
ПРЕДСТАВЬТЕ себе более ЗДОРОВЫЙ МИР
Мы верим, что следующее поколение будет определяться не возрастом, а миром без сердечных приступов и инсультов. Это мировоззренческое мышление, которое мы называем Going for Zero™. Мы вносим свой вклад с помощью технологий, поддерживающих личную физическую форму, здоровье сердца, здоровые легкие и избавление от боли. Вы воплощаете это обязательство в жизнь, понимая и делясь здоровьем сердца на каждом этапе.
ПРИСОЕДИНЯЙТЕСЬ К НАМ
Лучшее здоровье начинается здесь
Являясь мировым лидером в области инноваций в области артериального давления, компания OMRON стремится предоставлять эффективные и точные продукты, которые соответствуют стандартам клинических исследований и постоянно рекомендуются врачами и фармацевтами как торговая марка № 1 для домашнего мониторинга артериального давления.
 В модели установлен надежный бесщеточный двигатель развивающий крутящий момент до 50 Нм и позволяющий закручивать толстый крепеж до 10 мм диаметром без предварительного сверления. Дрель-шуруповерт GSR 18V-50 в комплектации 0.601.9H5.020 поставляется с двумя Li-Ion аккумуляторами емкостью 2 Ач., быстрым зарядным устройством в удобном пластиковом кейсе L-CASE для хранения и переноски.
В модели установлен надежный бесщеточный двигатель развивающий крутящий момент до 50 Нм и позволяющий закручивать толстый крепеж до 10 мм диаметром без предварительного сверления. Дрель-шуруповерт GSR 18V-50 в комплектации 0.601.9H5.020 поставляется с двумя Li-Ion аккумуляторами емкостью 2 Ач., быстрым зарядным устройством в удобном пластиковом кейсе L-CASE для хранения и переноски. /мин)
/мин) )
)
 вращ. момент, Нм
вращ. момент, Нм Подходит как для заворачивания крепежа, так и сверления отверстий в мягких материалах. Поставляется в кейсе, что решает вопрос хранения и транспортировки.
Подходит как для заворачивания крепежа, так и сверления отверстий в мягких материалах. Поставляется в кейсе, что решает вопрос хранения и транспортировки. Будьте внимательны при покупке!
Будьте внимательны при покупке!
 Binondo, ManilaТелефон: (02) 243-1159 до 6
Binondo, ManilaТелефон: (02) 243-1159 до 6 Brgy. 161, Reparo Baesa, город Калукан
Brgy. 161, Reparo Baesa, город Калукан  , Sta. Cruz, Manila
, Sta. Cruz, Manila  Corner Madrid, Binondo, ManilaТелефон: (02) 8242-4491 / (02) 8353-8158
Corner Madrid, Binondo, ManilaТелефон: (02) 8242-4491 / (02) 8353-8158 Сервисная гарантия
Сервисная гарантия  impact rate"}»> Макс. скорость удара
impact rate"}»> Макс. скорость удара drilling diameter in wood"}»> Макс. диаметр сверления в дереве
drilling diameter in wood"}»> Макс. диаметр сверления в дереве drilling diameter in wood"}»> Макс. диаметр сверления в дереве
drilling diameter in wood"}»> Макс. диаметр сверления в дереве w3.org/1999/xhtml» cellspacing=»0″ cellpadding=»0″ dir=»ltr» border=»1″>
w3.org/1999/xhtml» cellspacing=»0″ cellpadding=»0″ dir=»ltr» border=»1″>

 А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
 Изготовлен на Formlabs Form 3L
Изготовлен на Formlabs Form 3L
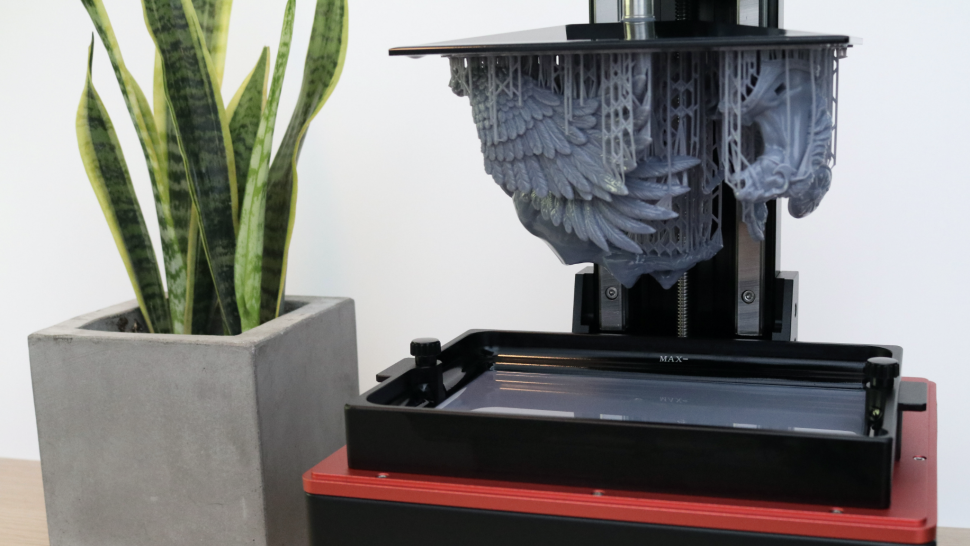
 Это очень много.
Это очень много.
 Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
 1155 мм
1155 мм
 Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
 3″ 2K HD
3″ 2K HD
 Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
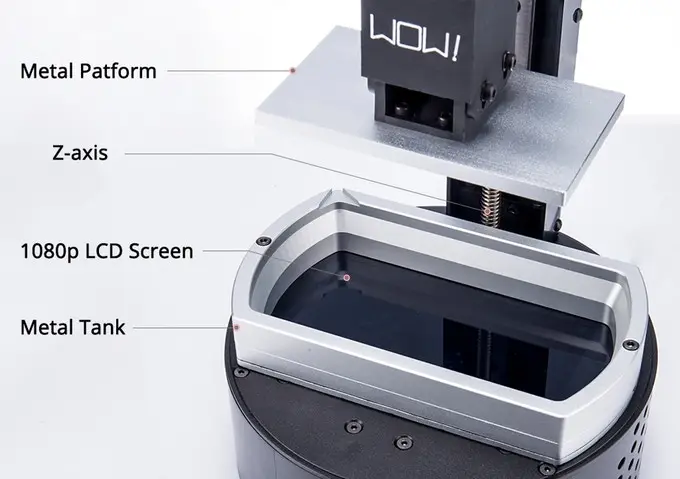
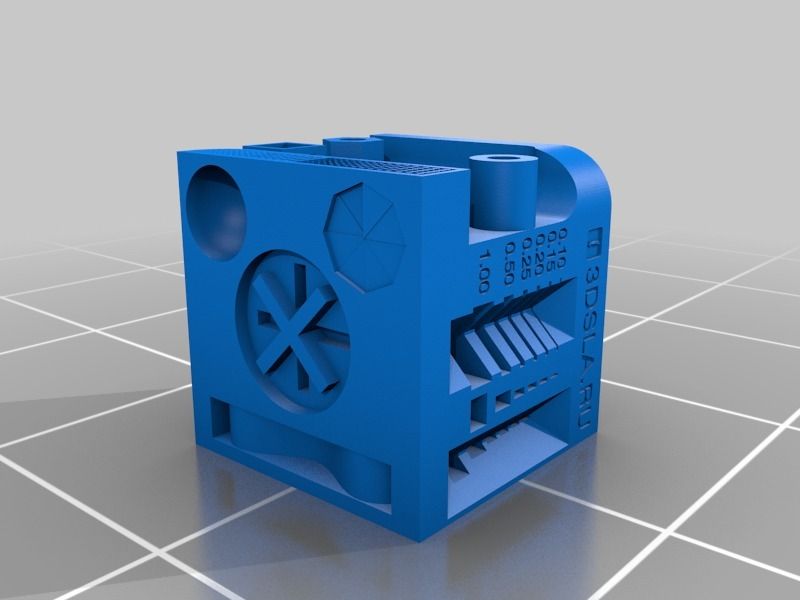 После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
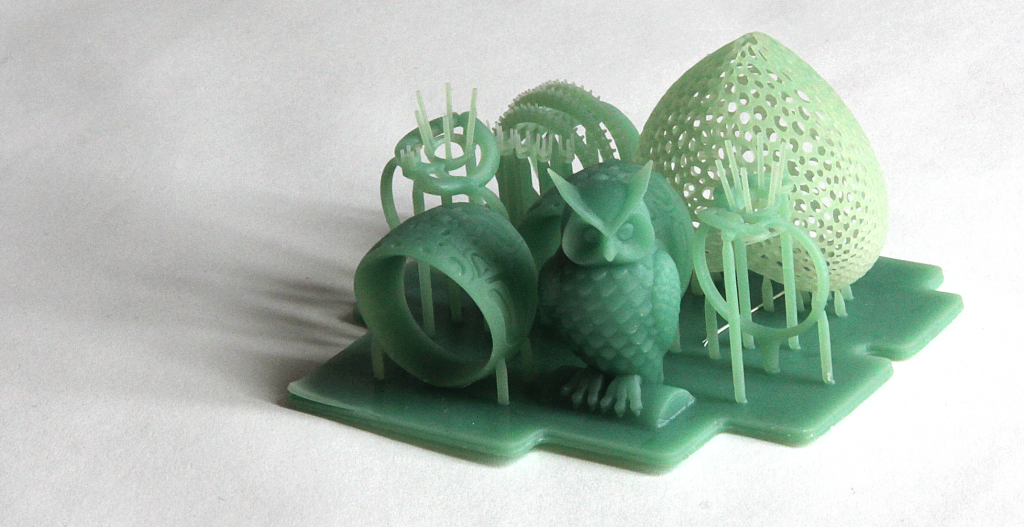
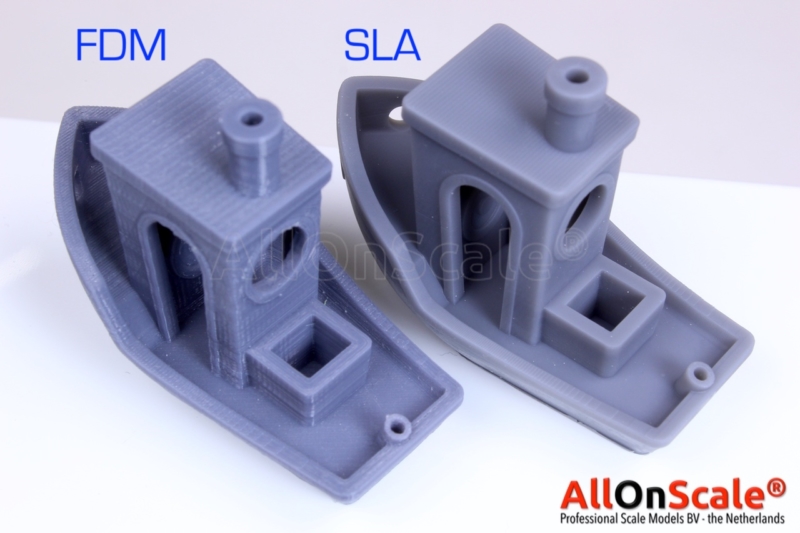
 д.
д.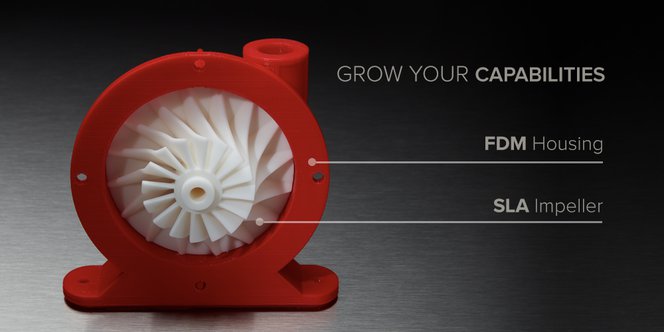
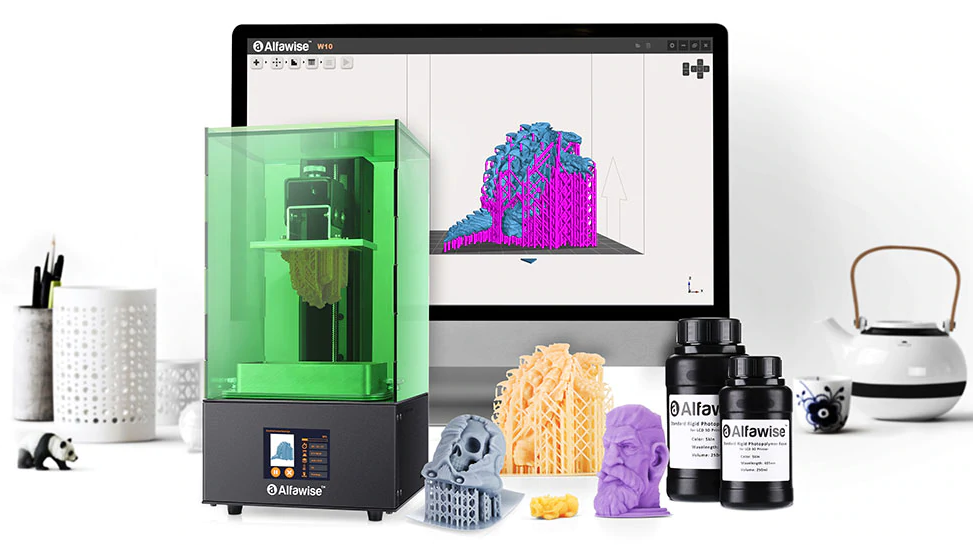



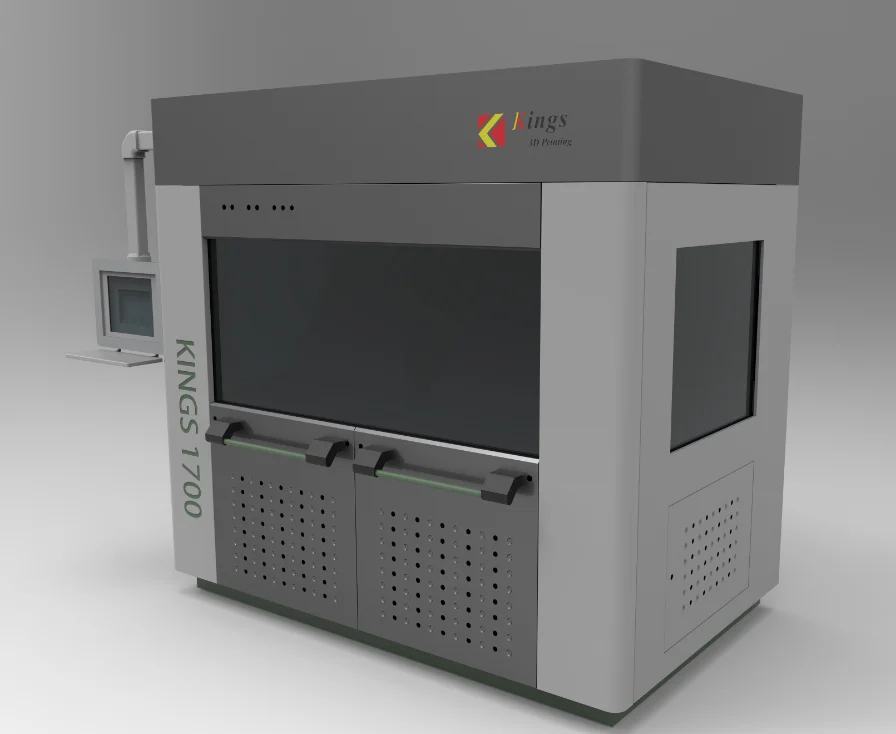 д.
д.  В стереолитографических 3D-принтерах для всех частей модели используется один источник света, что обеспечивает однородность, но их все равно нужно тщательно калибровать, чтобы избежать искажений.
В стереолитографических 3D-принтерах для всех частей модели используется один источник света, что обеспечивает однородность, но их все равно нужно тщательно калибровать, чтобы избежать искажений. Если переместить проектор ближе к оптическому стеклу, пиксели станут меньше, а разрешающая способность увеличится, но рабочая область будет ограничена.
Если переместить проектор ближе к оптическому стеклу, пиксели станут меньше, а разрешающая способность увеличится, но рабочая область будет ограничена.  Это позволяет печатать крупные 3D-модели с высокой разрешающей способностью или большие партии мелких моделей с высокой степенью детализации для увеличения производительности принтера.
Это позволяет печатать крупные 3D-модели с высокой разрешающей способностью или большие партии мелких моделей с высокой степенью детализации для увеличения производительности принтера. Когда мы говорим о различиях, то в большинстве случаев они видны только на очень мелких деталях и моделях с высокой степенью детализации.
Когда мы говорим о различиях, то в большинстве случаев они видны только на очень мелких деталях и моделях с высокой степенью детализации.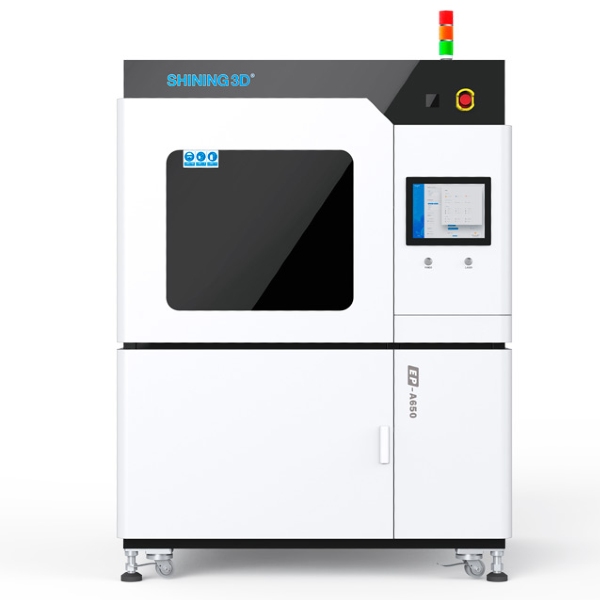 Для удаления видимых вокселей и линий слоев требуется пост-обработка, например шлифование.
Для удаления видимых вокселей и линий слоев требуется пост-обработка, например шлифование.
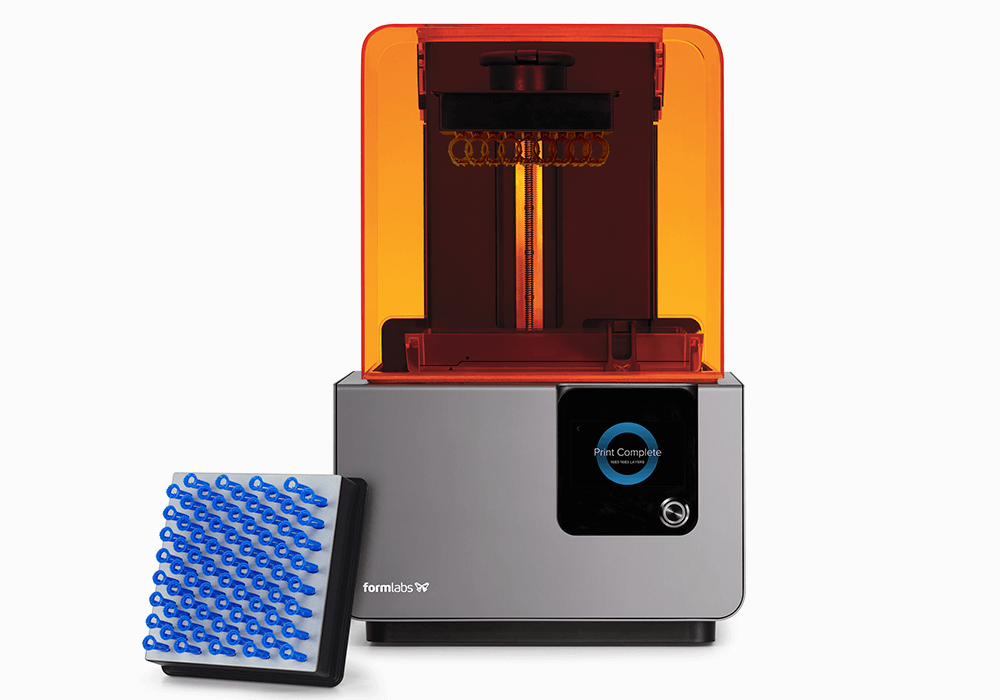
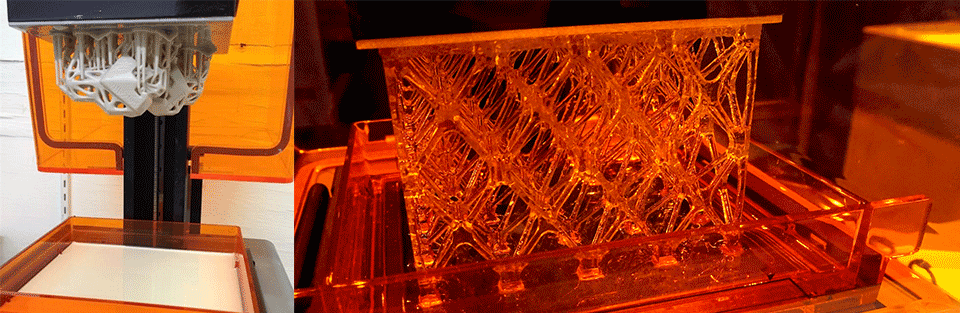
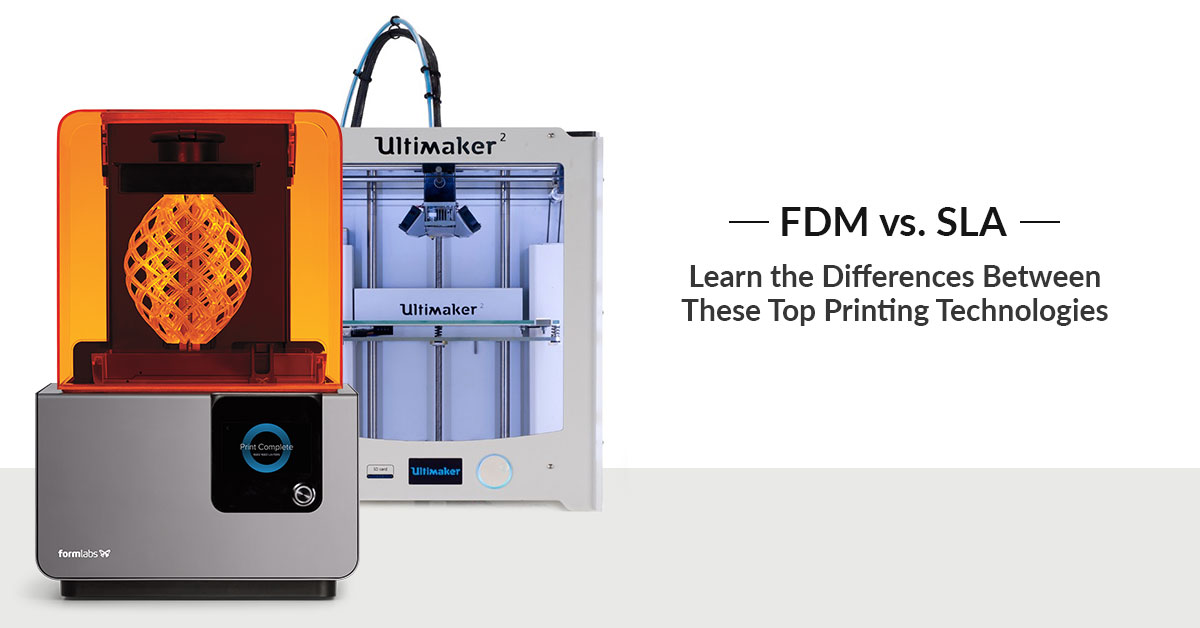 Разные программные инструменты имеют различные функции, например, PreForm позволяет настраивать процесс печати «в один клик», действенные инструменты оптимизации плотности и размера поддерживающих структур, регулируемую толщину слоя, а также функции для экономии материалов и времени. К счастью, программное обеспечение можно загрузить и протестировать еще до покупки 3D-принтера.
Разные программные инструменты имеют различные функции, например, PreForm позволяет настраивать процесс печати «в один клик», действенные инструменты оптимизации плотности и размера поддерживающих структур, регулируемую толщину слоя, а также функции для экономии материалов и времени. К счастью, программное обеспечение можно загрузить и протестировать еще до покупки 3D-принтера.
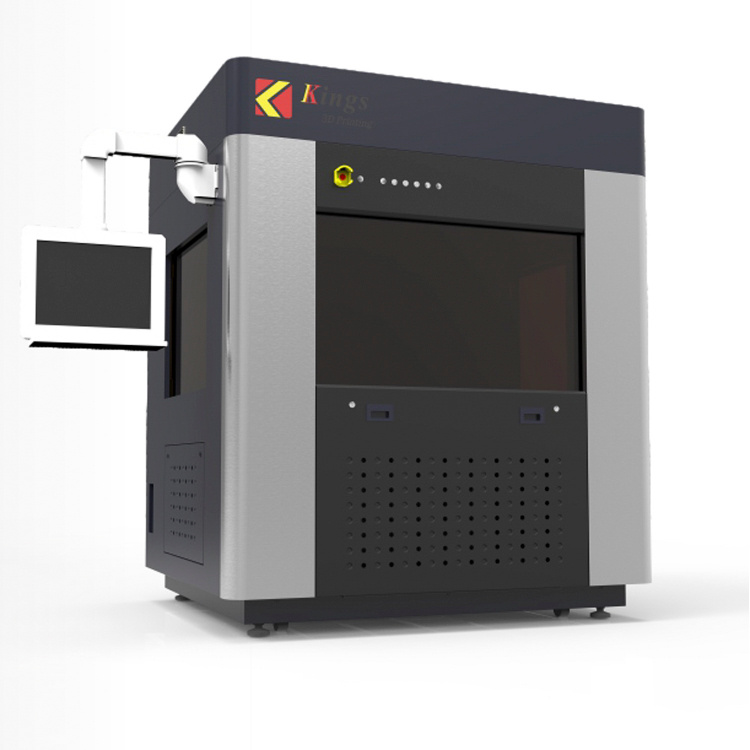
 Знакомство с нюансами каждого из них помогает прояснить, чего вы можете ожидать от окончательных отпечатков, чтобы в конечном итоге решить, какая технология подходит для вашего конкретного приложения.
Знакомство с нюансами каждого из них помогает прояснить, чего вы можете ожидать от окончательных отпечатков, чтобы в конечном итоге решить, какая технология подходит для вашего конкретного приложения. Хотя эти две технологии очень похожи в принципе, они могут давать значительно различающиеся результаты.
Хотя эти две технологии очень похожи в принципе, они могут давать значительно различающиеся результаты. Лазер указывает на два зеркальных гальванометра, которые направляют свет в правильные координаты на серии зеркал, фокусируя свет вверх через дно резервуара и отверждая слой смолы.
Лазер указывает на два зеркальных гальванометра, которые направляют свет в правильные координаты на серии зеркал, фокусируя свет вверх через дно резервуара и отверждая слой смолы.

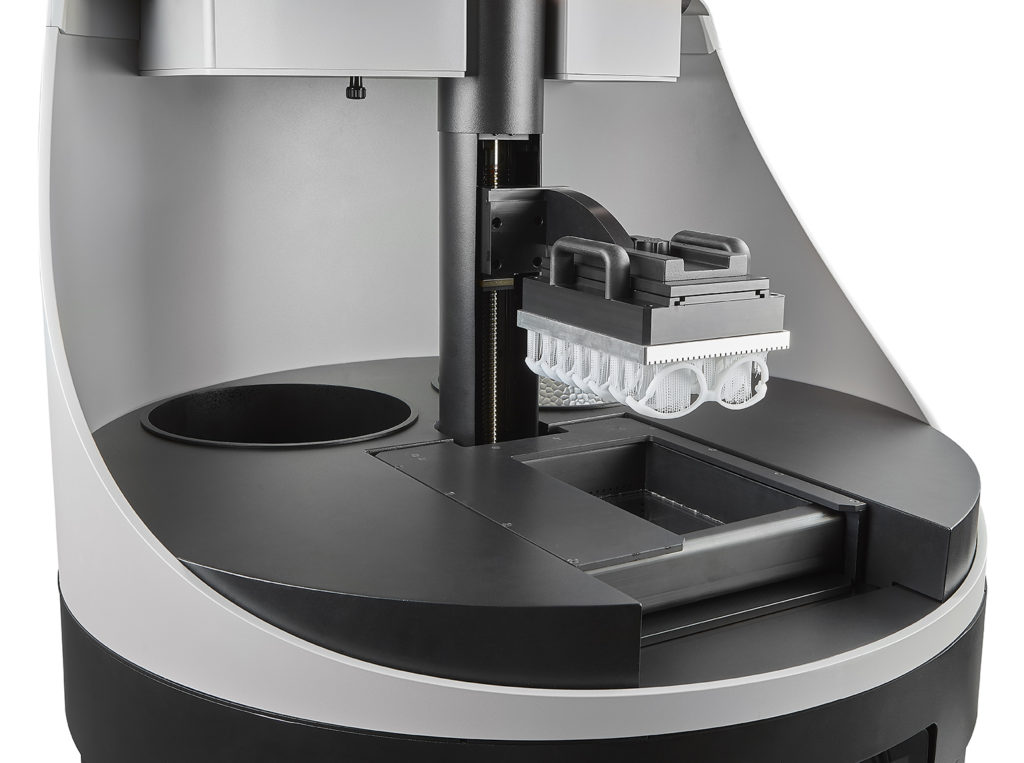
 Например, 3D-принтер Form 3 LFS оснащен лазером с размером пятна 85 микрон, но из-за процесса непрерывного линейного сканирования лазер может перемещаться с меньшим шагом, и принтер может стабильно печатать детали с разрешением XY 25 микрон.
Например, 3D-принтер Form 3 LFS оснащен лазером с размером пятна 85 микрон, но из-за процесса непрерывного линейного сканирования лазер может перемещаться с меньшим шагом, и принтер может стабильно печатать детали с разрешением XY 25 микрон.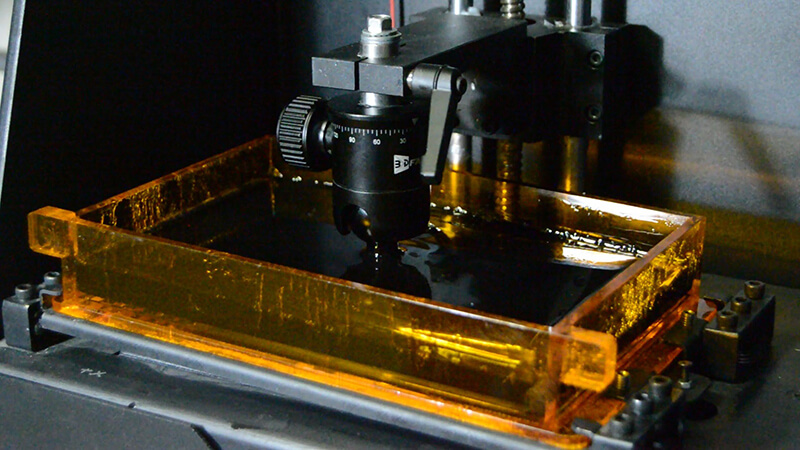 Различия в точности и прецизионности часто лучше объясняются различиями между машинами разных производителей, чем различиями между самими технологиями.
Различия в точности и прецизионности часто лучше объясняются различиями между машинами разных производителей, чем различиями между самими технологиями. 3D-принтеры SLA используют один и тот же источник света для каждой части отпечатка, что означает, что он однороден по определению, но им по-прежнему требуется обширная калибровка для учета искажений.
3D-принтеры SLA используют один и тот же источник света для каждой части отпечатка, что означает, что он однороден по определению, но им по-прежнему требуется обширная калибровка для учета искажений. Если приблизить проектор к оптическому окну, пиксели уменьшатся, что увеличит разрешение, но ограничит доступную площадь построения.
Если приблизить проектор к оптическому окну, пиксели уменьшатся, что увеличит разрешение, но ограничит доступную площадь построения.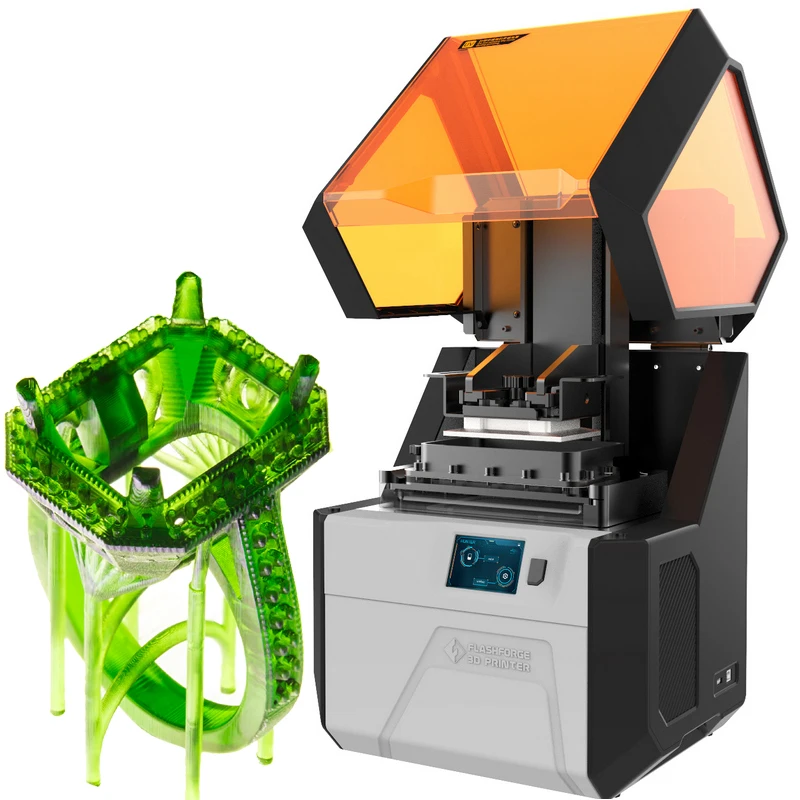 Это позволяет печатать на 3D-принтере большие детали с высоким разрешением или большую партию детализированных мелких деталей, чтобы увеличить производительность на той же машине.
Это позволяет печатать на 3D-принтере большие детали с высоким разрешением или большую партию детализированных мелких деталей, чтобы увеличить производительность на той же машине.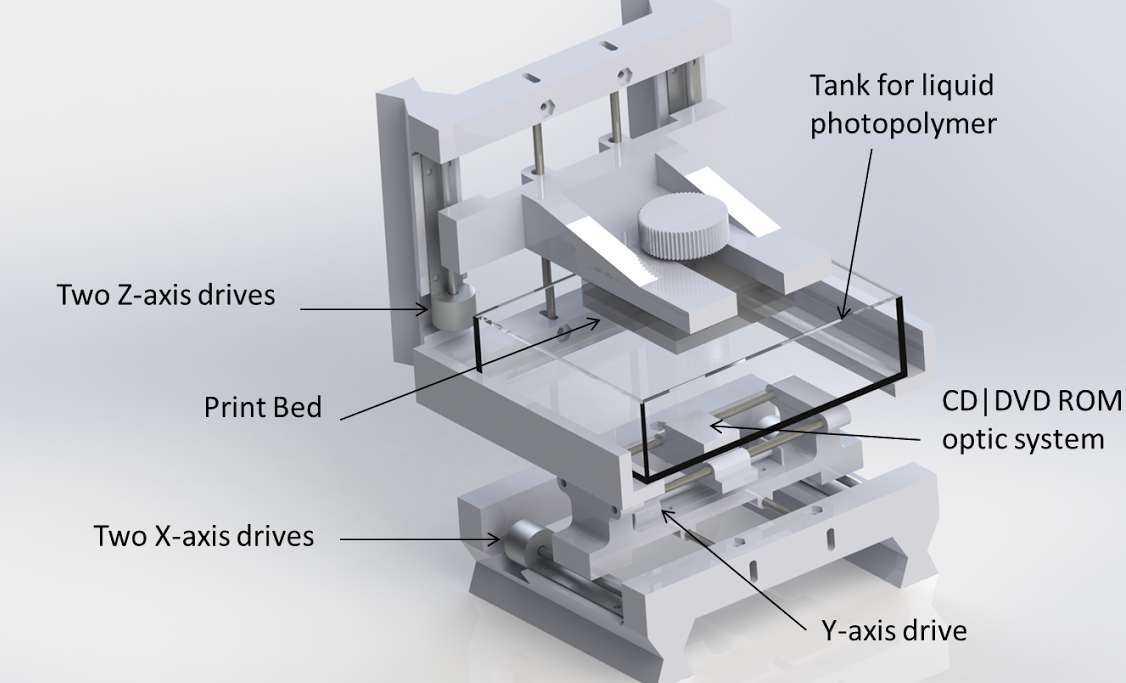

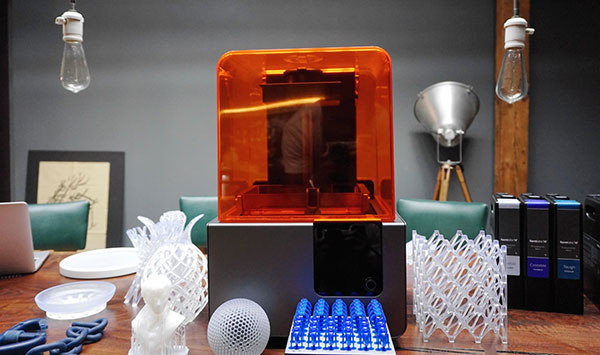 Платформа.
Платформа. От высокой скорости начала печати до минимального времени удаления подложки, промывки и отверждения — Draft Resin имеет оптимизированный рабочий процесс, позволяющий действительно максимизировать эффективность.
От высокой скорости начала печати до минимального времени удаления подложки, промывки и отверждения — Draft Resin имеет оптимизированный рабочий процесс, позволяющий действительно максимизировать эффективность.
 К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера.
К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера. Для 3D-принтеров SLA Formlabs предлагает решения для автоматизации этих шагов, экономящие время и силы.
Для 3D-принтеров SLA Formlabs предлагает решения для автоматизации этих шагов, экономящие время и силы.
 В этом введении в SLA мы рассмотрим основные принципы процесса, чтобы определить, подходит ли он для вашего приложения.
В этом введении в SLA мы рассмотрим основные принципы процесса, чтобы определить, подходит ли он для вашего приложения.

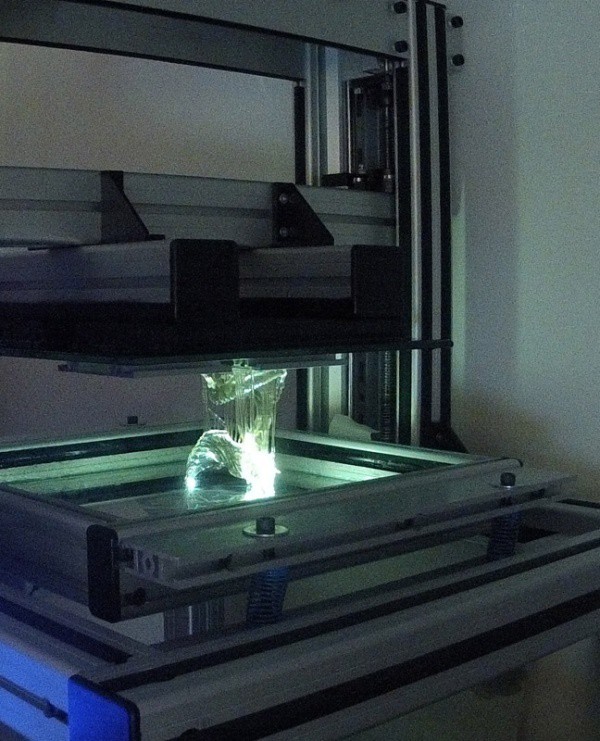 Если требуются очень высокие механические и термические свойства, требуется дополнительная обработка в ультрафиолетовом свете.
Если требуются очень высокие механические и термические свойства, требуется дополнительная обработка в ультрафиолетовом свете.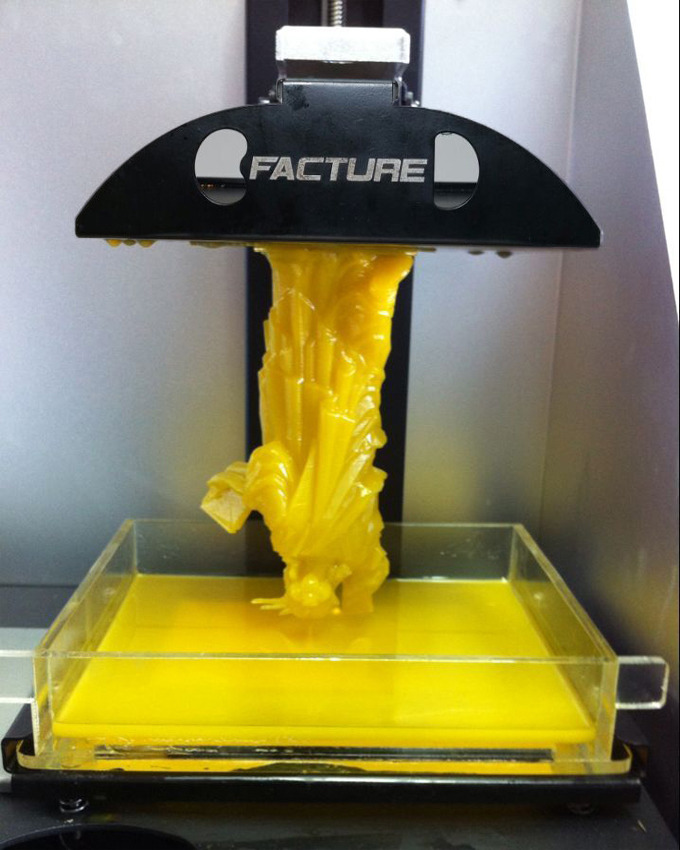 Высота слоя 100 микрон подходит для большинства распространенных применений.
Высота слоя 100 микрон подходит для большинства распространенных применений. Это называется этапом пилинга.
Это называется этапом пилинга.
 Выступы и мосты по-прежнему должны поддерживаться, но минимизация площади поперечного сечения каждого слоя является наиболее важным критерием: силы, прикладываемые к детали на этапе очистки, могут привести к ее отделению от платформы сборки. Эти силы пропорциональны площади поперечного сечения каждого слоя. По этой причине детали ориентированы под углом, и уменьшение поддержки не является первостепенной задачей.
Выступы и мосты по-прежнему должны поддерживаться, но минимизация площади поперечного сечения каждого слоя является наиболее важным критерием: силы, прикладываемые к детали на этапе очистки, могут привести к ее отделению от платформы сборки. Эти силы пропорциональны площади поперечного сечения каждого слоя. По этой причине детали ориентированы под углом, и уменьшение поддержки не является первостепенной задачей.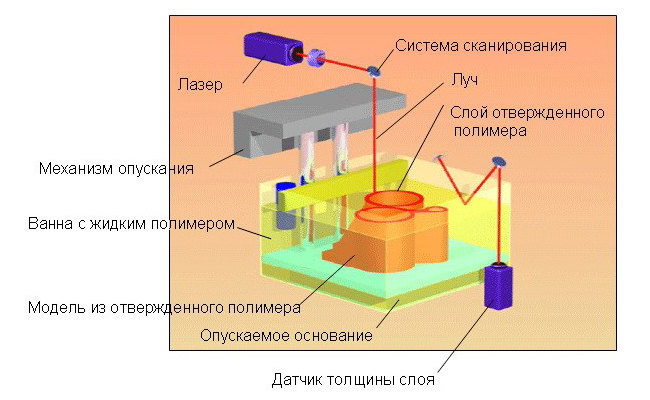 Керлинг похож на
Керлинг похож на Более поздние лазерные проходы помогают ранее затвердевшим слоям сплавиться друг с другом в очень высокой степени. Фактически отверждение продолжается даже после завершения процесса печати.
Более поздние лазерные проходы помогают ранее затвердевшим слоям сплавиться друг с другом в очень высокой степени. Фактически отверждение продолжается даже после завершения процесса печати.
 Таким образом, цена смолы сильно варьируется: от примерно 50 долларов за литр для стандартного материала до 400 долларов за литр для специальных материалов, таких как литейная или стоматологическая смола. Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, что дает разработчику более строгий контроль над механическими свойствами печатаемой детали.
Таким образом, цена смолы сильно варьируется: от примерно 50 долларов за литр для стандартного материала до 400 долларов за литр для специальных материалов, таких как литейная или стоматологическая смола. Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, что дает разработчику более строгий контроль над механическими свойствами печатаемой детали. Чтобы узнать больше, прочитайте нашу обширную статью о
Чтобы узнать больше, прочитайте нашу обширную статью о В то время как настольные принтеры могут использовать гибкую смолу, промышленные машины предлагают широкий спектр гибких смол, каждая из которых имеет различные механические свойства.
В то время как настольные принтеры могут использовать гибкую смолу, промышленные машины предлагают широкий спектр гибких смол, каждая из которых имеет различные механические свойства.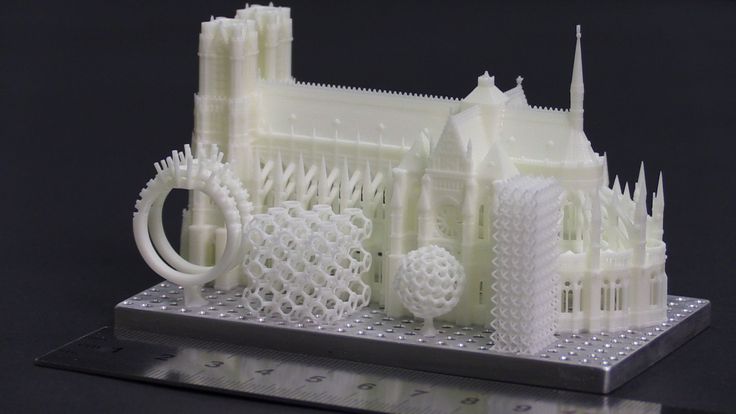


 Я рад, что я это сделал, я очень рад, что эта работа окончена, и я абсолютно уверен, что второй раз я за подобное не возьмусь. Говорить о новом альбоме пока преждевременно. Мне нужно на некоторое время взять передышку, а уже потом думать, на что будет похож новый альбом.
Я рад, что я это сделал, я очень рад, что эта работа окончена, и я абсолютно уверен, что второй раз я за подобное не возьмусь. Говорить о новом альбоме пока преждевременно. Мне нужно на некоторое время взять передышку, а уже потом думать, на что будет похож новый альбом. Я последовал его совету, начал разогреваться перед концертами и понял, насколько он был прав. Я сам стал другим. Потому что тогда я прошел через настоящий кошмар. На протяжении девяти недель я не мог говорить и мне приходилось писать все на бумаге. Девять недель тревоги и страха, что не смогу вернуться к пению… Они показались мне девятью годами. Девять недель молчания и невероятного желания попробовать что-то спеть, хотя бы для того, чтобы понять — смогу ли? Есть ли голос? Но доктор приказал мне сопротивляться этому искушению, объяснив, что если я помешаю процессу заживления, то о выздоровлении можно будет забыть навсегда. Я сделал то, что он сказал, и все закончилось хорошо.
Я последовал его совету, начал разогреваться перед концертами и понял, насколько он был прав. Я сам стал другим. Потому что тогда я прошел через настоящий кошмар. На протяжении девяти недель я не мог говорить и мне приходилось писать все на бумаге. Девять недель тревоги и страха, что не смогу вернуться к пению… Они показались мне девятью годами. Девять недель молчания и невероятного желания попробовать что-то спеть, хотя бы для того, чтобы понять — смогу ли? Есть ли голос? Но доктор приказал мне сопротивляться этому искушению, объяснив, что если я помешаю процессу заживления, то о выздоровлении можно будет забыть навсегда. Я сделал то, что он сказал, и все закончилось хорошо. Меня часто спрашивают молодые исполнители — как добиться успеха? Я без понятия. Я больше не понимаю, как этого добиться. Модель, по которой мы работали годами… Если лейблы решали сделать что-то и запускали свою машину, это было что-то невероятное. Они делали всего пару звонков, и в Токио, Сиднее, Нью-Йорке, Лондоне сразу же начиналась работа над одним проектом в одно время. И когда это все начинало работать, как я уже сказал, это было просто невероятно. Сейчас, в отсутствие этой махины, у тебя может быть просто великолепная музыка, которую люди никогда не услышат. Просто потому, что нет больше этой глобальной системы доставки. И это очень печально. Да, в сущности, мы были их рабами. И они вытягивали из музыкантов все соки. Но вместе с тем они создавали систему, которая давала миру новую музыку. И это то, чего сейчас очень не хватает.
Меня часто спрашивают молодые исполнители — как добиться успеха? Я без понятия. Я больше не понимаю, как этого добиться. Модель, по которой мы работали годами… Если лейблы решали сделать что-то и запускали свою машину, это было что-то невероятное. Они делали всего пару звонков, и в Токио, Сиднее, Нью-Йорке, Лондоне сразу же начиналась работа над одним проектом в одно время. И когда это все начинало работать, как я уже сказал, это было просто невероятно. Сейчас, в отсутствие этой махины, у тебя может быть просто великолепная музыка, которую люди никогда не услышат. Просто потому, что нет больше этой глобальной системы доставки. И это очень печально. Да, в сущности, мы были их рабами. И они вытягивали из музыкантов все соки. Но вместе с тем они создавали систему, которая давала миру новую музыку. И это то, чего сейчас очень не хватает. A.S.P. Блэки Лоулессом
A.S.P. Блэки Лоулессом Никаких потаённых смыслов в этом не было.
Никаких потаённых смыслов в этом не было. Я могу сегодня слушать Beatles, записанных в 60-х, и для меня они так же круты, как и раньше. Так что важнее уметь писать песни, нежели их записывать.
Я могу сегодня слушать Beatles, записанных в 60-х, и для меня они так же круты, как и раньше. Так что важнее уметь писать песни, нежели их записывать. Ярче некуда.
Ярче некуда. Когда журналист пришёл в студию, то он сказал, что у нас такая напряженная атмосфера, что её можно резать ножом. И это ещё до того, как он послушал сам альбом. А альбом ему показался звучащим так, как и то, что происходило в комнате. Но я был в процессе работы так долго, что уже перестал что-либо ощущать. Так что вы сделали интересное замечание, не могу с вами не согласиться. Всё-таки сама история достаточно трагична — его смерть весьма метафорична. Это взгляд на музыкальную индустрию и олицетворение гитары, которая так его радовала, с тем, что принесло ему погибель. Это шекспировские мотивы уже, откровенно говоря! И счастливый конец здесь просто-напросто невозможен. Я всегда говорил, что не я сочинил эту историю, она происходила до меня и происходит по сей день. Вы сами видите это в новостях.
Когда журналист пришёл в студию, то он сказал, что у нас такая напряженная атмосфера, что её можно резать ножом. И это ещё до того, как он послушал сам альбом. А альбом ему показался звучащим так, как и то, что происходило в комнате. Но я был в процессе работы так долго, что уже перестал что-либо ощущать. Так что вы сделали интересное замечание, не могу с вами не согласиться. Всё-таки сама история достаточно трагична — его смерть весьма метафорична. Это взгляд на музыкальную индустрию и олицетворение гитары, которая так его радовала, с тем, что принесло ему погибель. Это шекспировские мотивы уже, откровенно говоря! И счастливый конец здесь просто-напросто невозможен. Я всегда говорил, что не я сочинил эту историю, она происходила до меня и происходит по сей день. Вы сами видите это в новостях.
 ru
ru кора или трещины в коре. Дуан ходил от дерева к дереву, сдирая кору и ища яйца. Не просто яйца, а яйца, которые почернели, это признак того, что их посетила оса.
кора или трещины в коре. Дуан ходил от дерева к дереву, сдирая кору и ища яйца. Не просто яйца, а яйца, которые почернели, это признак того, что их посетила оса. Отличить одно от другого — сложная задача, которая не всегда безошибочна, если проводить ее на насекомых размером с комара. Настоящие доказательства были получены при анализе генома обоих, который показал, что они различаются на молекулярном уровне. Кроме того, исследования показали, что эти два вида резко различаются по своей стратегии диапаузы, покоя для лета и зимовки.
Отличить одно от другого — сложная задача, которая не всегда безошибочна, если проводить ее на насекомых размером с комара. Настоящие доказательства были получены при анализе генома обоих, который показал, что они различаются на молекулярном уровне. Кроме того, исследования показали, что эти два вида резко различаются по своей стратегии диапаузы, покоя для лета и зимовки. primorskyensis представляет собой оружие с большей огневой мощью против EAB, чем его родственник, особенно в районах с прохладным климатом. Наблюдения показывают, что его жизненный цикл в прохладном климате может быть более синхронизирован с циклом EAB, чем у O. Agrili . Короче говоря, почти полное поколение из личинок O. primorskyensis зимует, а затем в июле появляется во взрослом состоянии, готовое паразитировать на EAB, когда он откладывает основную часть яиц, в течение периода всего от 10 до 120 дней. самое большее. Таким образом, в прохладных условиях он может уничтожить значительную часть сезонной продукции EAB.
primorskyensis представляет собой оружие с большей огневой мощью против EAB, чем его родственник, особенно в районах с прохладным климатом. Наблюдения показывают, что его жизненный цикл в прохладном климате может быть более синхронизирован с циклом EAB, чем у O. Agrili . Короче говоря, почти полное поколение из личинок O. primorskyensis зимует, а затем в июле появляется во взрослом состоянии, готовое паразитировать на EAB, когда он откладывает основную часть яиц, в течение периода всего от 10 до 120 дней. самое большее. Таким образом, в прохладных условиях он может уничтожить значительную часть сезонной продукции EAB. O. primorskyensis , который в настоящее время находится на карантине, проходит оценку для возможного использования в полевых условиях. Если он одобрен для использования, он может стать отличным дополнением к O. agrili , что дает специалистам по борьбе с вредителями двустволку, с помощью которой можно нацеливаться на EAB. Понимание разветвлений нескольких крошечных деталей в биологии и поверхностных генетических различий между двумя видами, которые почти идентичны морфологически, может иметь огромное практическое значение в усилиях по спасению ясеней.
O. primorskyensis , который в настоящее время находится на карантине, проходит оценку для возможного использования в полевых условиях. Если он одобрен для использования, он может стать отличным дополнением к O. agrili , что дает специалистам по борьбе с вредителями двустволку, с помощью которой можно нацеливаться на EAB. Понимание разветвлений нескольких крошечных деталей в биологии и поверхностных генетических различий между двумя видами, которые почти идентичны морфологически, может иметь огромное практическое значение в усилиях по спасению ясеней. ). Его задания привели его в кругосветное путешествие. Он специализируется на природе, науке, вопросах сохранения и правоохранительных органов. Бывший куратор Нью-Йоркского зоологического общества, а ныне — Общества охраны дикой природы, он, возможно, единственный человек, когда-либо укушенный коатимунди на 57-й улице Манхэттена.
). Его задания привели его в кругосветное путешествие. Он специализируется на природе, науке, вопросах сохранения и правоохранительных органов. Бывший куратор Нью-Йоркского зоологического общества, а ныне — Общества охраны дикой природы, он, возможно, единственный человек, когда-либо укушенный коатимунди на 57-й улице Манхэттена. 
 «Это дает нам указание на то, что если мы все сделаем правильно, если мы сможем поддерживать оптимальную популяцию ясеневых мотыльков, — говорит он, — мы сможем позволить ясеням восстановиться».
«Это дает нам указание на то, что если мы все сделаем правильно, если мы сможем поддерживать оптимальную популяцию ясеневых мотыльков, — говорит он, — мы сможем позволить ясеням восстановиться». Вероятно, это связано с тем, что на востоке растут более взрослые деревья, а двухмиллиметровая трубка для откладывания яиц крошечной осы (примерно такая же тонкая, как две стопки кредитных карт) просто недостаточно велика, чтобы пролезть сквозь кору.
Вероятно, это связано с тем, что на востоке растут более взрослые деревья, а двухмиллиметровая трубка для откладывания яиц крошечной осы (примерно такая же тонкая, как две стопки кредитных карт) просто недостаточно велика, чтобы пролезть сквозь кору.

 Нажать на круги по отдельности, чтобы добавить точки в центральные точкиЭти точки появятся в окне Объекты и могут быть использованы в операциях сверления.
Нажать на круги по отдельности, чтобы добавить точки в центральные точкиЭти точки появятся в окне Объекты и могут быть использованы в операциях сверления.




 org/ListItem»>
org/ListItem»>
 The NC code is generated using Python script, so it can be configured for different machines. HeeksCNC uses pycam for the «Zig Zag» operation, libarea for the «Pocket» operation, and libactp for the «Adaptive Roughing» operation.
The NC code is generated using Python script, so it can be configured for different machines. HeeksCNC uses pycam for the «Zig Zag» operation, libarea for the «Pocket» operation, and libactp for the «Adaptive Roughing» operation. 3.5
3.5
 4
4
 04.2023
04.2023 03.2023
03.2023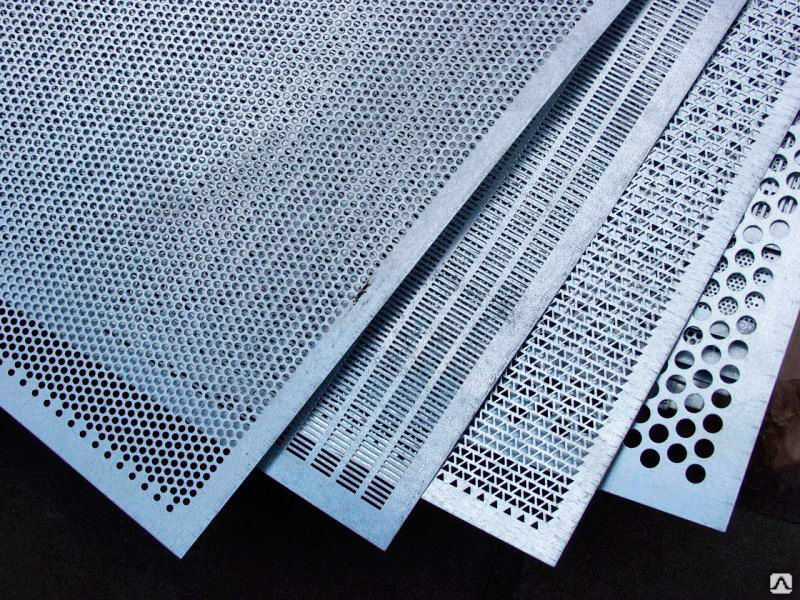 org/BreadcrumbList»>
org/BreadcrumbList»>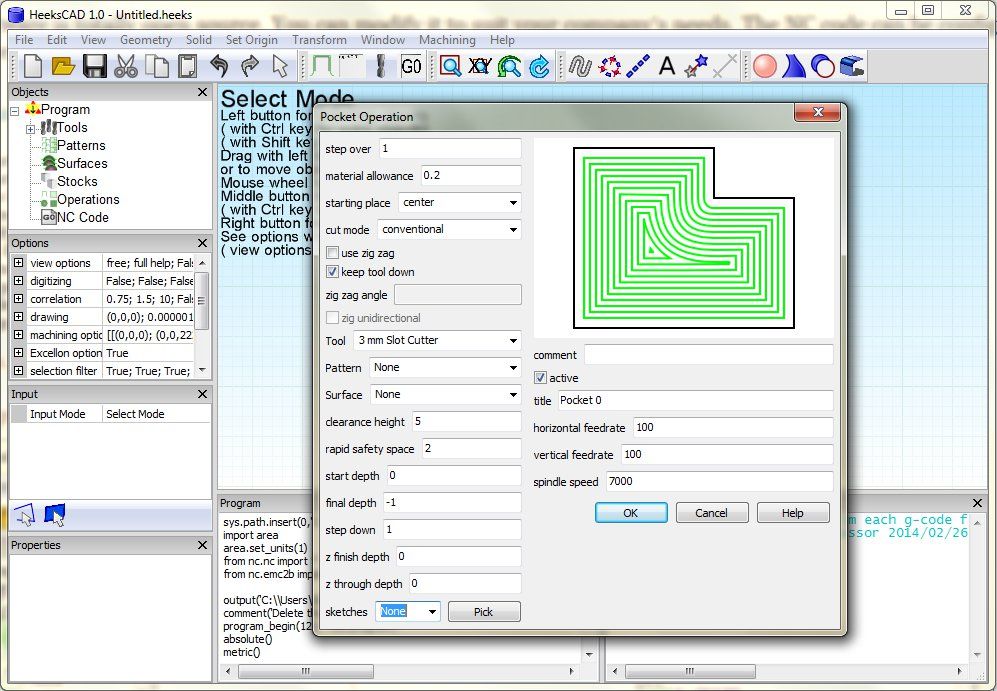 Пользователь может добавлять операции обработки. Затем их можно вывести в код ЧПУ. Затем код ЧПУ отображается в виде красных и зеленых линий на экране. Код ЧПУ генерируется с использованием скрипта Python, поэтому его можно настроить для разных машин. HeeksCNC использует pycam для операции «Zig Zag», libarea для операции «Pocket» и libactp для операции «Adaptive Roughing».
Пользователь может добавлять операции обработки. Затем их можно вывести в код ЧПУ. Затем код ЧПУ отображается в виде красных и зеленых линий на экране. Код ЧПУ генерируется с использованием скрипта Python, поэтому его можно настроить для разных машин. HeeksCNC использует pycam для операции «Zig Zag», libarea для операции «Pocket» и libactp для операции «Adaptive Roughing». 04.2023
04.2023 04.2023
04.2023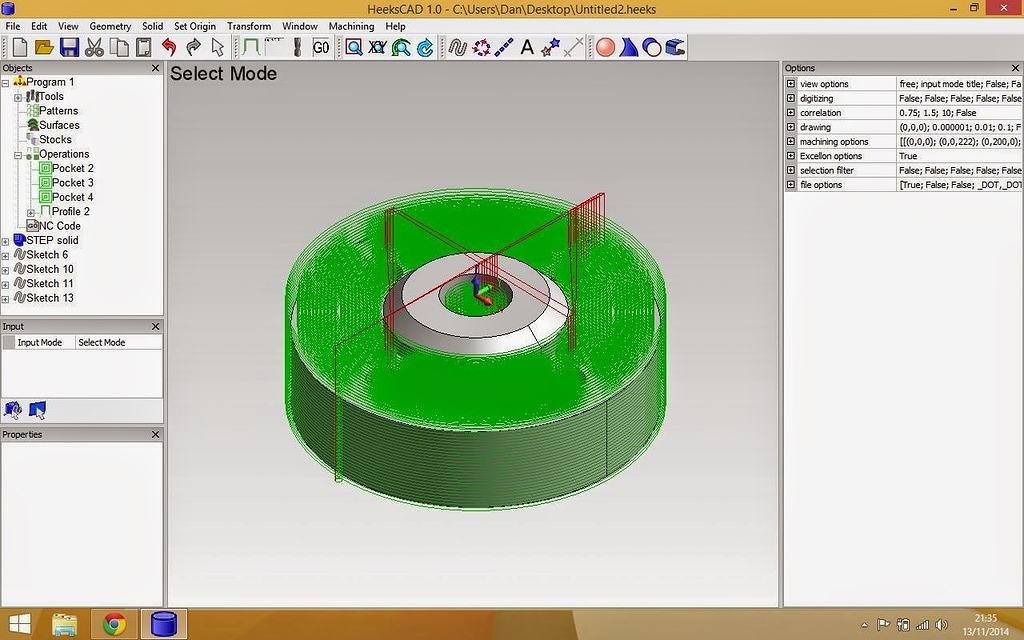
 03.2023
03.2023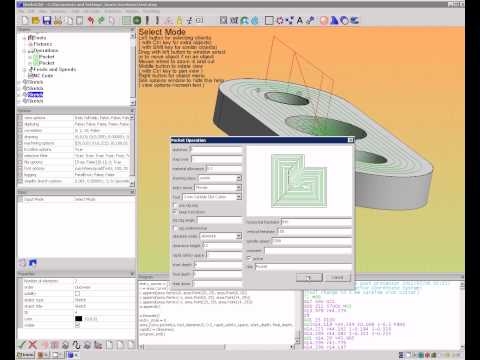
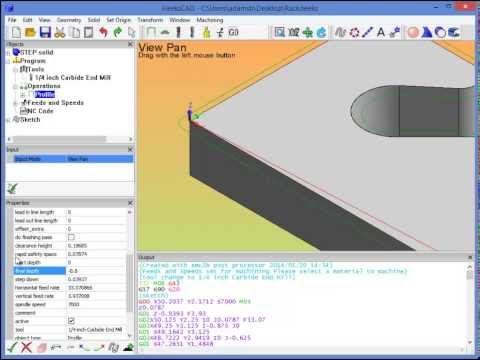 Он выполняет сложную математическую работу. Другой написан на питоне и предоставляет интерфейс. Я буду называть вторую библиотеку «_funcs». Его имя следует за партнерским модулем C++. Например, библиотека областей выполняет карманные операции. area_funcs.py предоставляет интерфейсные функции для вызова модуля области.
Он выполняет сложную математическую работу. Другой написан на питоне и предоставляет интерфейс. Я буду называть вторую библиотеку «_funcs». Его имя следует за партнерским модулем C++. Например, библиотека областей выполняет карманные операции. area_funcs.py предоставляет интерфейсные функции для вызова модуля области.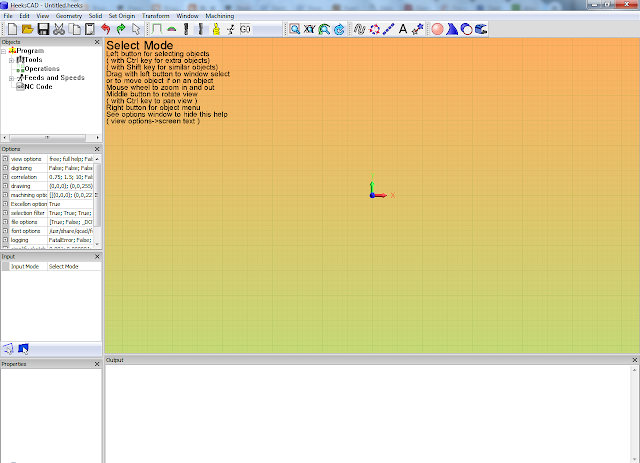 py или mach4.py и mach4_read.py. Первый пишет g-код, а файл _read.py выполняет бэкплот. Эти файлы всегда идут парами и наследуют свою функциональность от своих более общих предков iso.py и nc.py.
py или mach4.py и mach4_read.py. Первый пишет g-код, а файл _read.py выполняет бэкплот. Эти файлы всегда идут парами и наследуют свою функциональность от своих более общих предков iso.py и nc.py.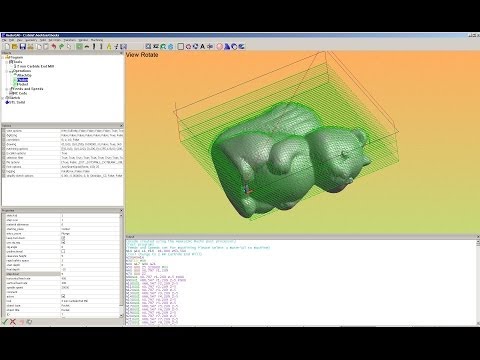 heeks, вы должны найти его в том же каталоге с последующим именем (например, «myprojectname.tap»). Этот шаг также можно выполнить изолированно, щелкнув меню или кнопку «запустить скрипт Python». Одной из полезных функций является то, что вы можете вручную отредактировать скрипт Python и запустить его, чтобы внести небольшие изменения в его работу.
heeks, вы должны найти его в том же каталоге с последующим именем (например, «myprojectname.tap»). Этот шаг также можно выполнить изолированно, щелкнув меню или кнопку «запустить скрипт Python». Одной из полезных функций является то, что вы можете вручную отредактировать скрипт Python и запустить его, чтобы внести небольшие изменения в его работу.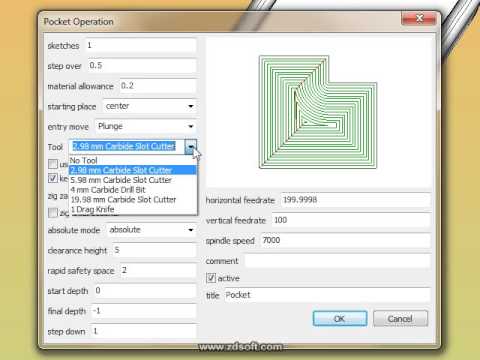 h) начинает создавать post.py. Он записывает некоторые предварительные строки и комментарии и импортирует различные объекты, которые ему понадобятся.
h) начинает создавать post.py. Он записывает некоторые предварительные строки и комментарии и импортирует различные объекты, которые ему понадобятся. py:
py: tap и закрывает его. Теперь мы закончили этап 2. Вы можете открыть файл .tap в контроллере вашего станка и запустить его для изготовления детали. Ну, вы могли бы, если бы были уверены, что это правильно. Но так как вы этого не видите, нам лучше сначала представить это на заднем плане.
tap и закрывает его. Теперь мы закончили этап 2. Вы можете открыть файл .tap в контроллере вашего станка и запустить его для изготовления детали. Ну, вы могли бы, если бы были уверены, что это правильно. Но так как вы этого не видите, нам лучше сначала представить это на заднем плане. py.
py. Теперь у меня есть собственный постпроцессор, который делает то же самое, что и emc2b. Время подправить.
Теперь у меня есть собственный постпроцессор, который делает то же самое, что и emc2b. Время подправить.
 Широко применяется для точного литья деталей сложной формы.
Широко применяется для точного литья деталей сложной формы.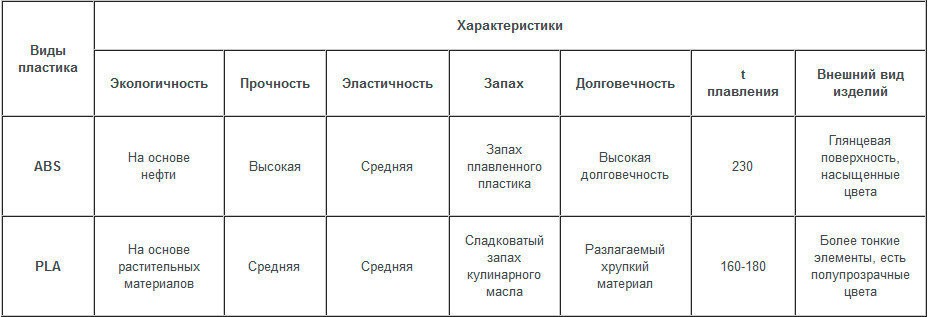 Является хорошим диэлектриком.
Является хорошим диэлектриком.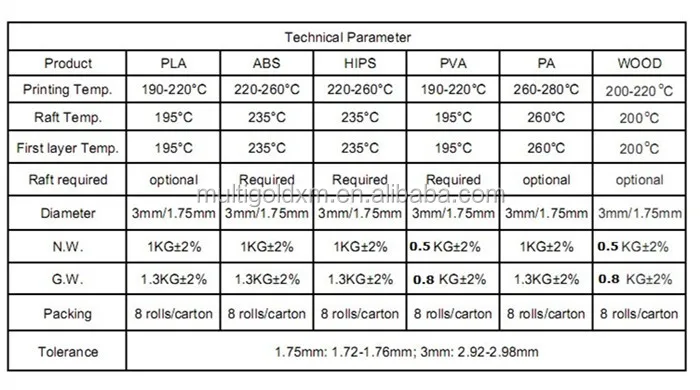
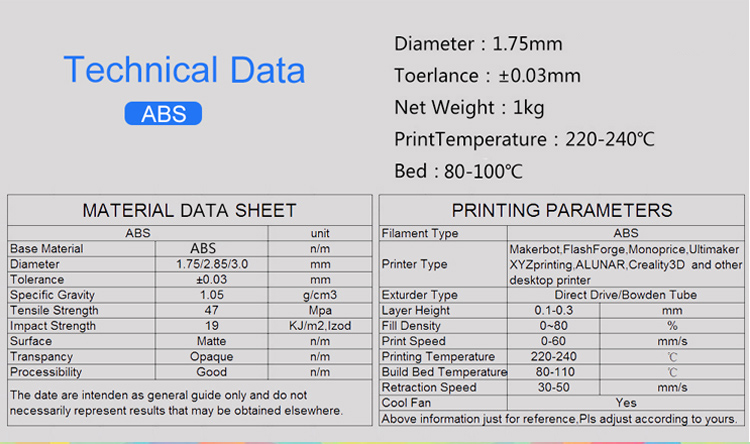
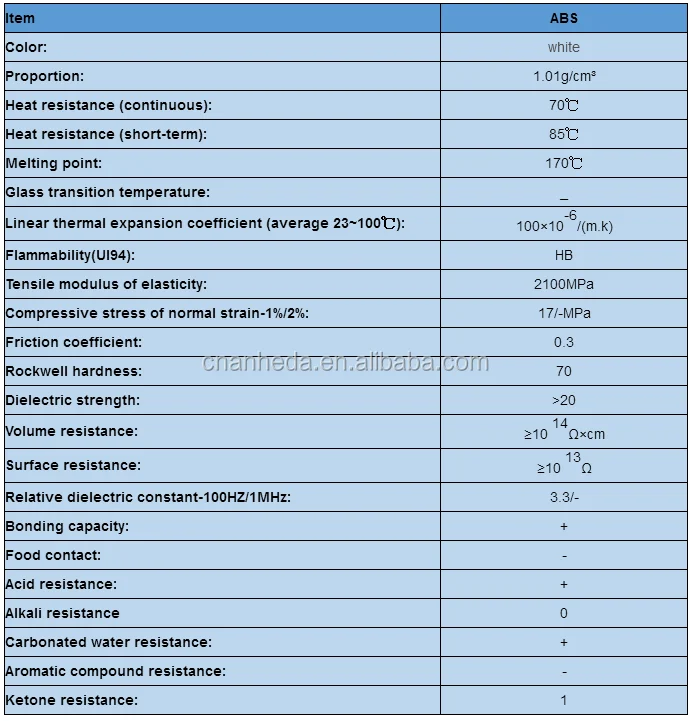 д. По лёгкости 3D печати это второй материал, после PLA пластика, но нужно быть внимательным при печати больших объектов, поскольку по мере остывание модели возможны деформации. После печати на 3D принтере модели из ABS пластика, её можно легко отшлифовать и покрасить аэрозольной или акриловой краской. ABS пластик изготавливается из ископаемого топлива и не подвержен биологическому разложению.
д. По лёгкости 3D печати это второй материал, после PLA пластика, но нужно быть внимательным при печати больших объектов, поскольку по мере остывание модели возможны деформации. После печати на 3D принтере модели из ABS пластика, её можно легко отшлифовать и покрасить аэрозольной или акриловой краской. ABS пластик изготавливается из ископаемого топлива и не подвержен биологическому разложению.

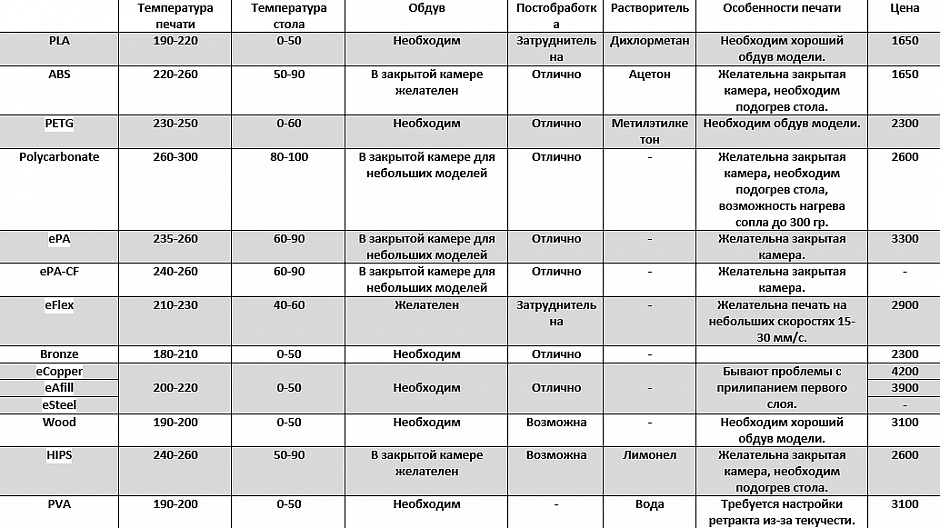
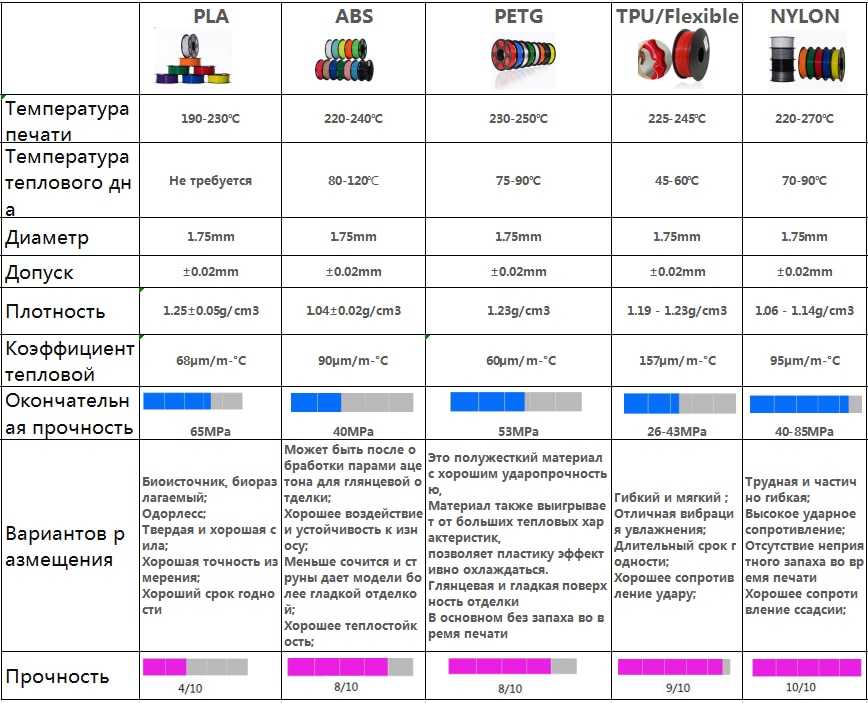 Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
 Затем в битве за лидерство ABS уступил PLA. Основная причина — большие сложности во время 3D печати.
Затем в битве за лидерство ABS уступил PLA. Основная причина — большие сложности во время 3D печати. А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.
А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.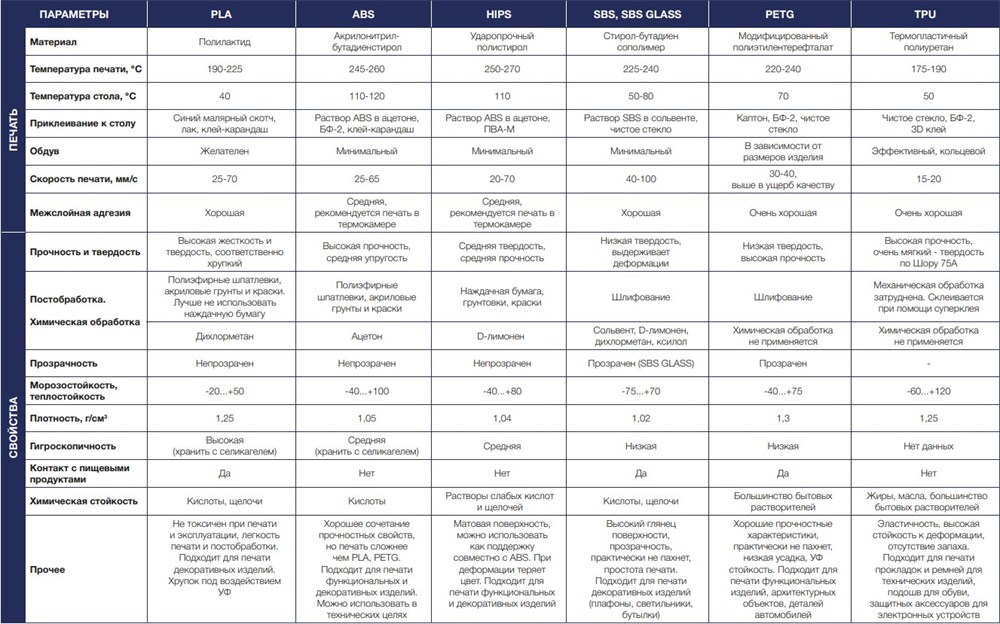
 04-1.07"}»> 1.04-1.07
04-1.07"}»> 1.04-1.07 Here are they as follows:- Poor weathering resistance, Poor resistance for solvents like ketones, esters, and aromatic, Stress cracks are evident in the presence of some greases, Weak solvent and fatigue resistance, Ordinary grades are burnt eaily and won’t extinguish on thier own."}»>
Here are they as follows:- Poor weathering resistance, Poor resistance for solvents like ketones, esters, and aromatic, Stress cracks are evident in the presence of some greases, Weak solvent and fatigue resistance, Ordinary grades are burnt eaily and won’t extinguish on thier own."}»>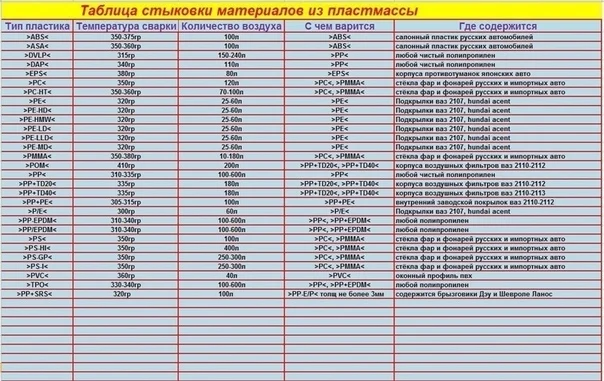 ABS состоит из трех мономеров: акрилонитрила, бутадиена и стирола.
ABS состоит из трех мономеров: акрилонитрила, бутадиена и стирола.

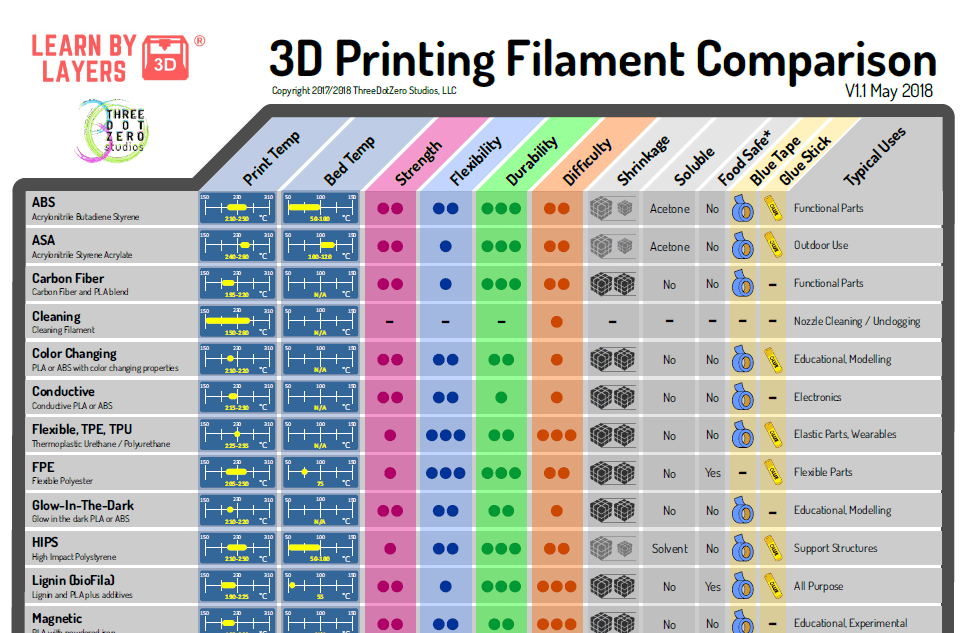
 Кроме того, есть возможность реализовать дополнительные возможности программы при подключении специальных плагинов.
Кроме того, есть возможность реализовать дополнительные возможности программы при подключении специальных плагинов.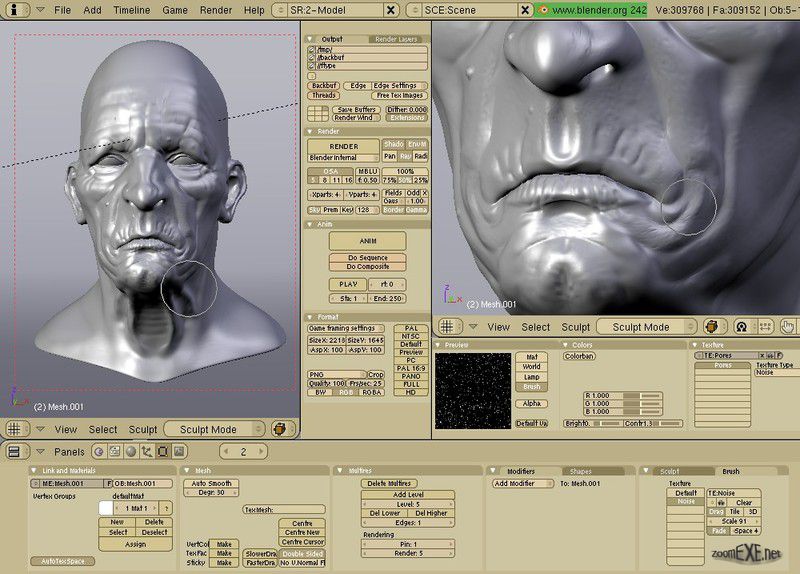 на усмотрение дизайнера. В программе имеет специальный каталог с образцами мебели, для большего удобства пользователя он упорядочен по категориям. Новые модели мебели вы сможете бесплатно скачать с сайта разработчика.
на усмотрение дизайнера. В программе имеет специальный каталог с образцами мебели, для большего удобства пользователя он упорядочен по категориям. Новые модели мебели вы сможете бесплатно скачать с сайта разработчика.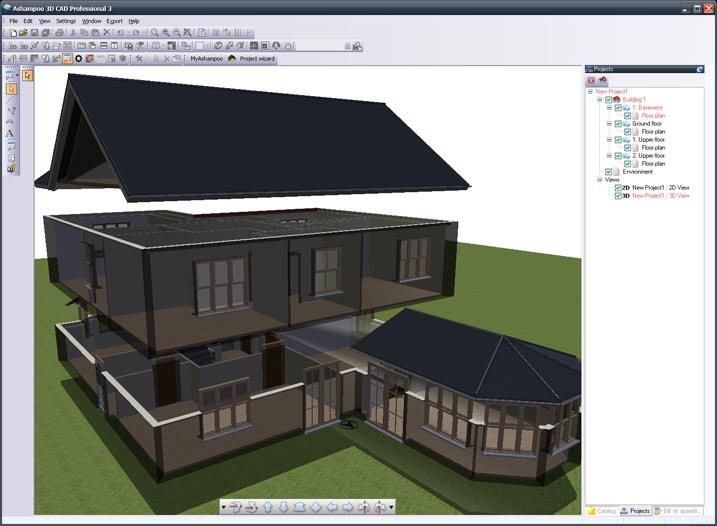
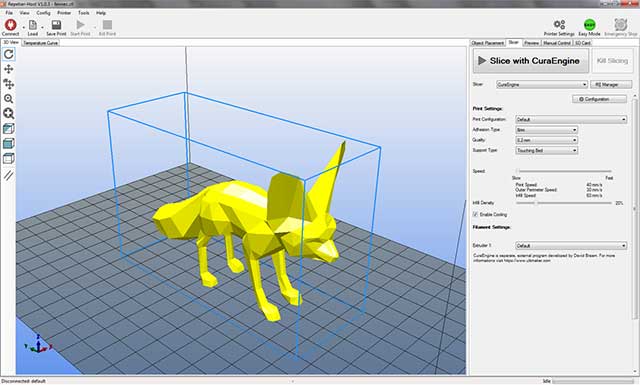 Наличие большого числа средств для редактирования и систем настроек позволяют создавать в Sculptris модели различной сложности.
Наличие большого числа средств для редактирования и систем настроек позволяют создавать в Sculptris модели различной сложности.


 Программа более простая в использовании и подходит для примитивных моделей в личное пользование. Имеет два пакета лицензий для профессионального пользования и личного, стоимость профессионального пакета не превышает 2000$ и предполагает комфортное использование для профессионалов.
Программа более простая в использовании и подходит для примитивных моделей в личное пользование. Имеет два пакета лицензий для профессионального пользования и личного, стоимость профессионального пакета не превышает 2000$ и предполагает комфортное использование для профессионалов. Поскольку аналог ПО довольно дорогой, Sculptris становится неплохим заменителем. С его помощью моделируются персонажи, животные и даже модели роботов.
Поскольку аналог ПО довольно дорогой, Sculptris становится неплохим заменителем. С его помощью моделируются персонажи, животные и даже модели роботов.
 Для его использования нужны только фотографии объекта со всех сторон, чем больше, тем лучше. Все остальное делает программа. Приложение настолько простое, что может справиться даже ребенок.
Для его использования нужны только фотографии объекта со всех сторон, чем больше, тем лучше. Все остальное делает программа. Приложение настолько простое, что может справиться даже ребенок.
 С помощью обучающих видео работа с трехмерными объектами легко становится новым увлечением или же профессиональной деятельностью. Соблюдая все этапы моделирования, пользователь имеет возможность разрабатывать интересные проекты, которые станут коллекционными изделиями или дизайнерскими ювелирными украшениями.
С помощью обучающих видео работа с трехмерными объектами легко становится новым увлечением или же профессиональной деятельностью. Соблюдая все этапы моделирования, пользователь имеет возможность разрабатывать интересные проекты, которые станут коллекционными изделиями или дизайнерскими ювелирными украшениями. Однако, хотя многие могут подумать, что бесплатное программное обеспечение для моделирования предназначено только для начинающих, это далеко не так. В следующем списке мы представляем вам 10 бесплатных программ для 3D-моделирования, предназначенных для разных уровней опыта в моделировании (перечислены в алфавитном порядке).
Однако, хотя многие могут подумать, что бесплатное программное обеспечение для моделирования предназначено только для начинающих, это далеко не так. В следующем списке мы представляем вам 10 бесплатных программ для 3D-моделирования, предназначенных для разных уровней опыта в моделировании (перечислены в алфавитном порядке). 3D Builder также идеально подходит для 3D-печати, поскольку поддерживает наиболее важные форматы файлов для 3D-печати: STL, OBJ, 3MF и т. д.
3D Builder также идеально подходит для 3D-печати, поскольку поддерживает наиболее важные форматы файлов для 3D-печати: STL, OBJ, 3MF и т. д.
 Программа совместима с Windows, Linux и Mac и поддерживает большое количество форматов, таких как STEP, IGES, STL, SVG, DEX, OBJ, IFC и DAE. Для создания 3D-моделей вы должны начать с 2D-эскиза, который затем примет форму трехмерной идеи. Интерфейс прост в использовании и позволяет определять различные ориентации линий, например углы, а затем изменять их размер. 3D-модели также могут быть разработаны с помощью процесса, называемого «заполнение». В настоящее время сообщество FreeCAD насчитывает более 25 000 участников, что делает его одним из самых популярных вариантов среди программ для 3D-моделирования.
Программа совместима с Windows, Linux и Mac и поддерживает большое количество форматов, таких как STEP, IGES, STL, SVG, DEX, OBJ, IFC и DAE. Для создания 3D-моделей вы должны начать с 2D-эскиза, который затем примет форму трехмерной идеи. Интерфейс прост в использовании и позволяет определять различные ориентации линий, например углы, а затем изменять их размер. 3D-модели также могут быть разработаны с помощью процесса, называемого «заполнение». В настоящее время сообщество FreeCAD насчитывает более 25 000 участников, что делает его одним из самых популярных вариантов среди программ для 3D-моделирования. В то же время это бесплатное программное обеспечение для 3D-моделирования подходит для более опытных пользователей, которые хотят создавать продвинутые модели, поскольку оно предлагает более сложные функции, чем кажется на первый взгляд. Более того, LeoCAD имеет открытый исходный код и доступен для Windows, Linux, macOS. Вы можете начать моделирование с нуля, но платформа также предоставляет более 10 000 различных деталей, которые вы можете загрузить непосредственно из библиотеки деталей LDraw.
В то же время это бесплатное программное обеспечение для 3D-моделирования подходит для более опытных пользователей, которые хотят создавать продвинутые модели, поскольку оно предлагает более сложные функции, чем кажется на первый взгляд. Более того, LeoCAD имеет открытый исходный код и доступен для Windows, Linux, macOS. Вы можете начать моделирование с нуля, но платформа также предоставляет более 10 000 различных деталей, которые вы можете загрузить непосредственно из библиотеки деталей LDraw. Одним из его самых больших преимуществ является то, что вы можете изменять 3D-модель, не слишком беспокоясь о ее 3D-топологии — поскольку функциональность микширования сетки довольно мощная, она позволяет легко прикреплять одну модель к другой, программное обеспечение позаботится обо всех нюансы модификации сетки.
Одним из его самых больших преимуществ является то, что вы можете изменять 3D-модель, не слишком беспокоясь о ее 3D-топологии — поскольку функциональность микширования сетки довольно мощная, она позволяет легко прикреплять одну модель к другой, программное обеспечение позаботится обо всех нюансы модификации сетки. Оно совершенно бесплатно и благодаря простоте использования подходит даже для начинающих. При необходимости программное обеспечение также предлагает возможность доступа к библиотеке готовых бесплатных 3D-моделей. Кроме того, вы также можете создать свою собственную модель. Это программное обеспечение для моделирования поверхности позволяет использовать различные инструменты рисования, измерения и перемещения. Экспорт позволяет сохранять созданные модели в виде файлов STL или в облаке Trimble Connect. Если вы хотите работать с расширениями, вам необходимо использовать платное программное обеспечение SketchUp Pro.
Оно совершенно бесплатно и благодаря простоте использования подходит даже для начинающих. При необходимости программное обеспечение также предлагает возможность доступа к библиотеке готовых бесплатных 3D-моделей. Кроме того, вы также можете создать свою собственную модель. Это программное обеспечение для моделирования поверхности позволяет использовать различные инструменты рисования, измерения и перемещения. Экспорт позволяет сохранять созданные модели в виде файлов STL или в облаке Trimble Connect. Если вы хотите работать с расширениями, вам необходимо использовать платное программное обеспечение SketchUp Pro. Их можно экспортировать в три разных формата: STL, OBJ и SVG, что позволяет печатать ваши любимые дизайны. Это бесплатное программное обеспечение для моделирования также предоставляет библиотеку файлов, которые пользователи могут изменять, чтобы легко получить желаемую форму.
Их можно экспортировать в три разных формата: STL, OBJ и SVG, что позволяет печатать ваши любимые дизайны. Это бесплатное программное обеспечение для моделирования также предоставляет библиотеку файлов, которые пользователи могут изменять, чтобы легко получить желаемую форму. Не забудьте подписаться на нашу бесплатную еженедельную рассылку новостей, где все последние новости в области 3D-печати будут доставляться прямо на ваш почтовый ящик!
Не забудьте подписаться на нашу бесплатную еженедельную рассылку новостей, где все последние новости в области 3D-печати будут доставляться прямо на ваш почтовый ящик! Это может улучшить вашу работу и быть полезным независимо от того, в какой сфере вы работаете. Благодаря программному обеспечению САПР вы можете работать на своем дизайн продукта , выполнить моделирования и получить впечатляюще точную 3D-визуализацию . Приложения САПР практически безграничны.
Это может улучшить вашу работу и быть полезным независимо от того, в какой сфере вы работаете. Благодаря программному обеспечению САПР вы можете работать на своем дизайн продукта , выполнить моделирования и получить впечатляюще точную 3D-визуализацию . Приложения САПР практически безграничны. Даже если речь идет о бесплатном программном обеспечении САПР, вы можете найти действительно сложные и технические программы. Ваш уровень знаний будет первым критерием, который вам необходимо учитывать при выборе 3D-программы!
Даже если речь идет о бесплатном программном обеспечении САПР, вы можете найти действительно сложные и технические программы. Ваш уровень знаний будет первым критерием, который вам необходимо учитывать при выборе 3D-программы!
 Благодаря упрощенному интерфейсу 3D Builder может использовать каждый. Доступна библиотека, где можно выбирать среди уже сделанных проектов. Эта программа действительно проста в использовании и не предлагает много опций, но все же позволяет вам работать с файлами STL, OBJ или 3MF. Тем не менее, если вы ищете программу для начала работы с 3D-моделированием и 3D-печатью, вам обязательно нужно ее попробовать.
Благодаря упрощенному интерфейсу 3D Builder может использовать каждый. Доступна библиотека, где можно выбирать среди уже сделанных проектов. Эта программа действительно проста в использовании и не предлагает много опций, но все же позволяет вам работать с файлами STL, OBJ или 3MF. Тем не менее, если вы ищете программу для начала работы с 3D-моделированием и 3D-печатью, вам обязательно нужно ее попробовать.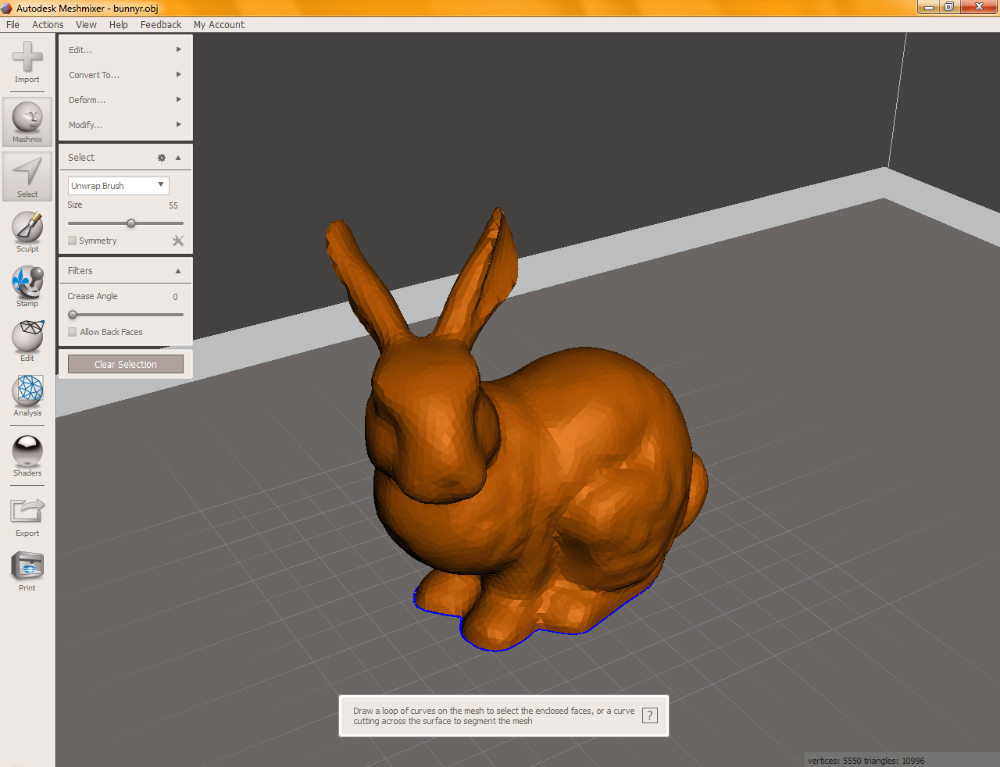 Это программное обеспечение позволяет запускать файл STL или OBJ, легко лепить формы и управлять вашей 3D-моделью.
Это программное обеспечение позволяет запускать файл STL или OBJ, легко лепить формы и управлять вашей 3D-моделью.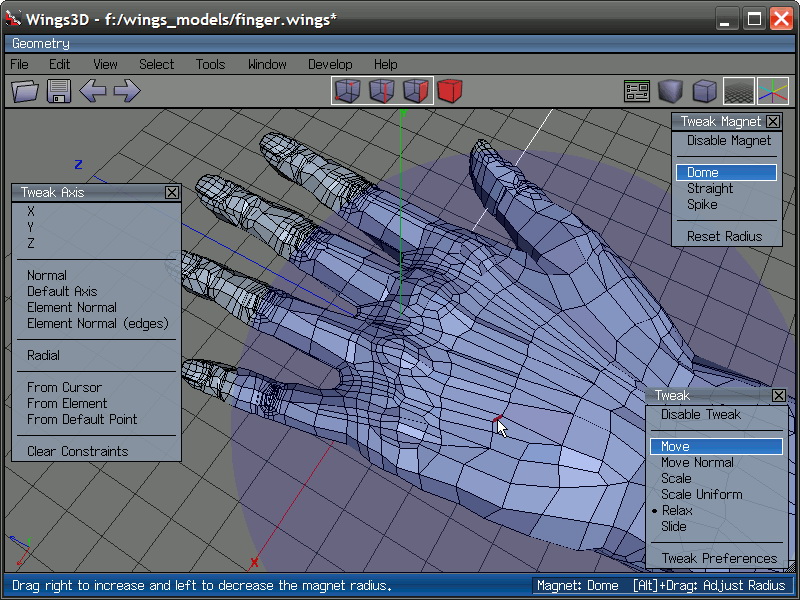 Однако, если вы хотите начать работу с бесплатной версией этого программного обеспечения для браузера, это возможно.
Однако, если вы хотите начать работу с бесплатной версией этого программного обеспечения для браузера, это возможно.

 Он хорошо подходит для больших моделей с большим количеством деталей, как вы можете видеть на следующем рисунке.
Он хорошо подходит для больших моделей с большим количеством деталей, как вы можете видеть на следующем рисунке.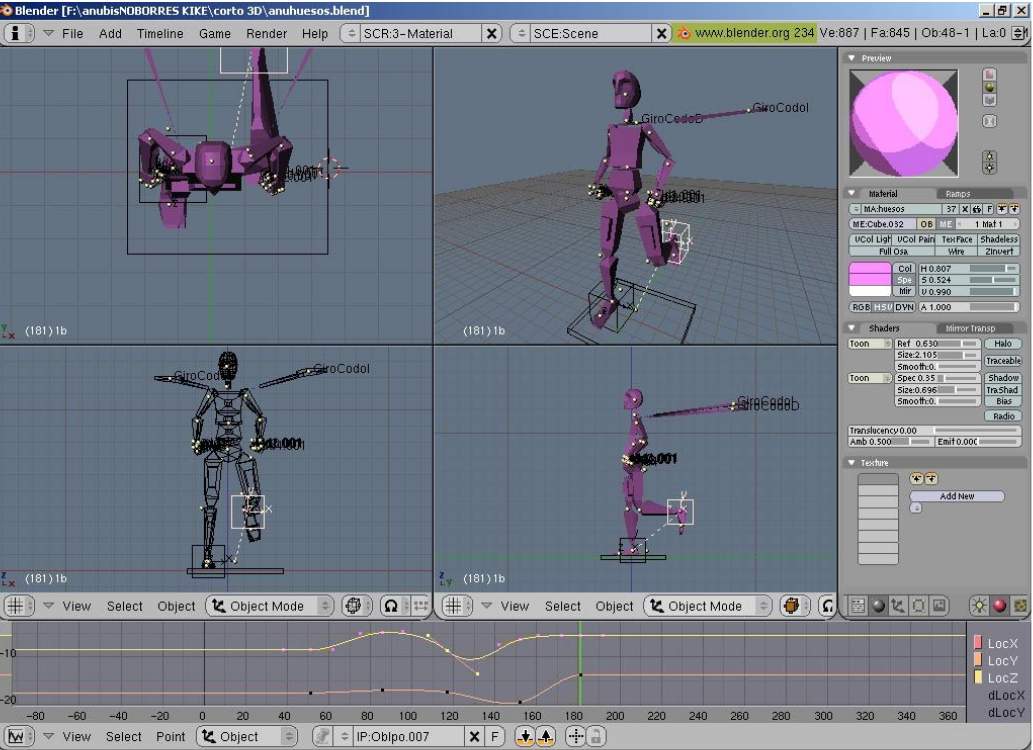
 Это отличный способ начать с вычислительного мышления и концепции кодирования.
Это отличный способ начать с вычислительного мышления и концепции кодирования.
 Blender даже используется профессионалами для разработки видеоигр или анимации. Он очень похож на такое программное обеспечение, как Mudbox или ZBrush, и не очень подходит для начинающих.
Blender даже используется профессионалами для разработки видеоигр или анимации. Он очень похож на такое программное обеспечение, как Mudbox или ZBrush, и не очень подходит для начинающих.
 Топологические ошибки можно легко удалить, что может быть полезно, например, если вы хотите создать модель для 3D-печати. Если вам нужна дополнительная помощь, вы можете прочитать статью в нашем блоге о том, как исправить 3D-файлы с помощью Meshlab!
Топологические ошибки можно легко удалить, что может быть полезно, например, если вы хотите создать модель для 3D-печати. Если вам нужна дополнительная помощь, вы можете прочитать статью в нашем блоге о том, как исправить 3D-файлы с помощью Meshlab! Он также включает в себя отличные характеристики поверхности подразделения. Это программное обеспечение для проектирования проще в использовании, чем некоторые другие подобные программы, такие как, например, Blender.
Он также включает в себя отличные характеристики поверхности подразделения. Это программное обеспечение для проектирования проще в использовании, чем некоторые другие подобные программы, такие как, например, Blender. Библиотека с открытым исходным кодом с большой коллекцией 3D-моделей, которые вы можете использовать и повторно использовать в своих проектах. Эта программа 3D-моделирования бесплатна для личного использования или для студентов! Имейте в виду, что бесплатная версия Sketchup — это веб-платформа.
Библиотека с открытым исходным кодом с большой коллекцией 3D-моделей, которые вы можете использовать и повторно использовать в своих проектах. Эта программа 3D-моделирования бесплатна для личного использования или для студентов! Имейте в виду, что бесплатная версия Sketchup — это веб-платформа. Синхронная технология позволяет легко переключаться между прямым и параметрическим моделированием. Отличные функции моделирования, которые определенно помогут вам сэкономить время, проводя испытания на прочность и моделируя свойства материалов.
Синхронная технология позволяет легко переключаться между прямым и параметрическим моделированием. Отличные функции моделирования, которые определенно помогут вам сэкономить время, проводя испытания на прочность и моделируя свойства материалов.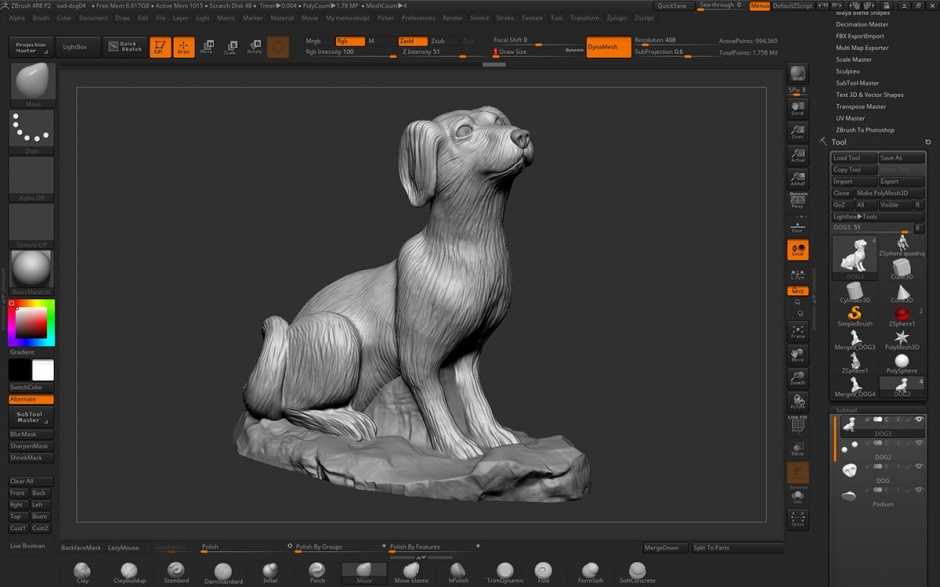
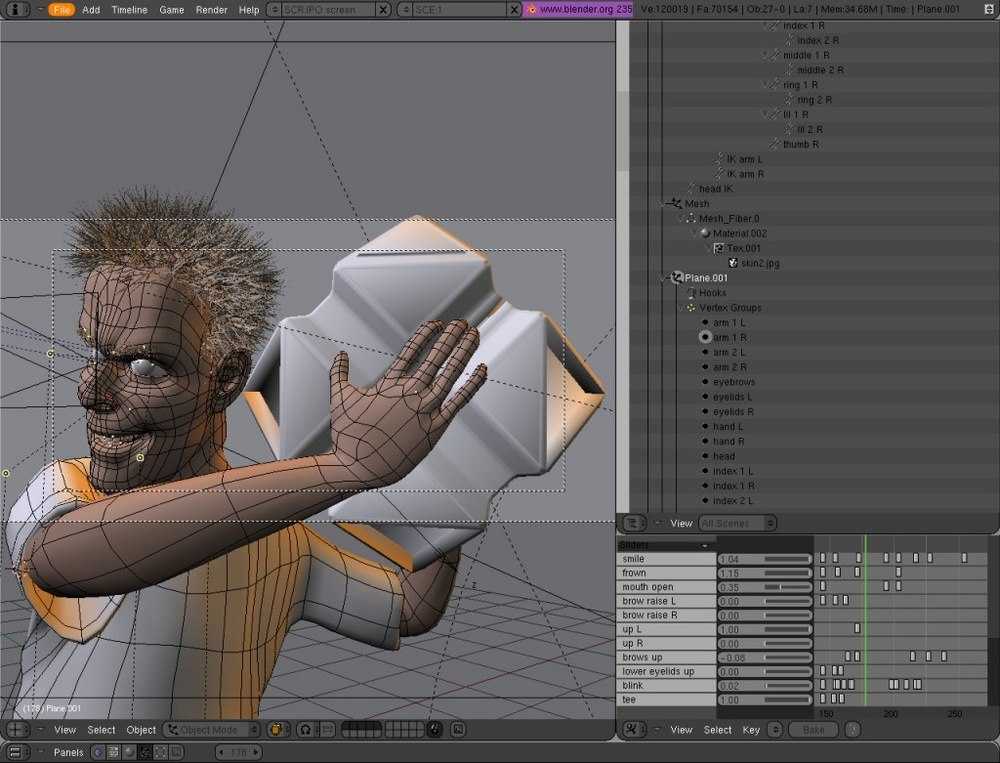
 Низкая скорость выжигания. Изображение выжигается со скоростью 10 точек в секунду. Так, картину размером 20*20 см мы выжигали 10 часов. При этом, не скажу, что изображение было сильно темным. Говорить о каком-то серийном выполнении заказов тут уже не приходится – либо придется ставить несколько ЧПУ, либо довольствоваться небольшим количеством заказов.
Низкая скорость выжигания. Изображение выжигается со скоростью 10 точек в секунду. Так, картину размером 20*20 см мы выжигали 10 часов. При этом, не скажу, что изображение было сильно темным. Говорить о каком-то серийном выполнении заказов тут уже не приходится – либо придется ставить несколько ЧПУ, либо довольствоваться небольшим количеством заказов. Сразу вспомнил старого знакомого, который работает с профессиональным полиграфическим оборудованием (станок изготавливает лазером матрицы для офсетной печати) – у того зрение то ли “минус 6”, то ли “минус 7”. Способ защититься от яркого света на самом деле есть – это специализированные очки. Но их не всегда удается подобрать правильно – каждому лазеру с разной длиной волны лазера соответствуют разные очки, защищающие именно от этого диапазона светового излучения. Если у вас есть дети и вы хотите поставить лазер дома, то это, на наш субъективный взгляд, просто немыслимо!
Сразу вспомнил старого знакомого, который работает с профессиональным полиграфическим оборудованием (станок изготавливает лазером матрицы для офсетной печати) – у того зрение то ли “минус 6”, то ли “минус 7”. Способ защититься от яркого света на самом деле есть – это специализированные очки. Но их не всегда удается подобрать правильно – каждому лазеру с разной длиной волны лазера соответствуют разные очки, защищающие именно от этого диапазона светового излучения. Если у вас есть дети и вы хотите поставить лазер дома, то это, на наш субъективный взгляд, просто немыслимо! “Живые изображения” – с тенями, полутенями и оттенками. По эстетике изображения и складывается впечатление о работе. Полутона рисуются за счет простого физического эффекта – изменения скорости коретки ЧПУ, а значит и временем контакта жала с поверхностью. В тех местах, где необходимо нарисовать светлый тон проволочное жало (перо) проезжает быстро. Там, где нужны темные элементы ЧПУ выжигатель задерживает коретку с жалом.
“Живые изображения” – с тенями, полутенями и оттенками. По эстетике изображения и складывается впечатление о работе. Полутона рисуются за счет простого физического эффекта – изменения скорости коретки ЧПУ, а значит и временем контакта жала с поверхностью. В тех местах, где необходимо нарисовать светлый тон проволочное жало (перо) проезжает быстро. Там, где нужны темные элементы ЧПУ выжигатель задерживает коретку с жалом. Скорость выжигания портрета размером (А4 21*30 см) выжигается в пределах 2-3х часов – что существенно быстрее, чем на лазерном ЧПУ. За день можно вместо одного портрета успеть сделать 3-4 штуки. Несомненно преимущество при выжигании больших форматов (А3, А2 и панно).
Скорость выжигания портрета размером (А4 21*30 см) выжигается в пределах 2-3х часов – что существенно быстрее, чем на лазерном ЧПУ. За день можно вместо одного портрета успеть сделать 3-4 штуки. Несомненно преимущество при выжигании больших форматов (А3, А2 и панно). Необходимость менять нихромовую нить через каждые 6-8 портретов. Этот недостаток скорее имеет отношение ко времени смены нити, чем к расходам. Стоимость 1 жала, сделанного из нихромовой нити составит 2-3 рубля. Время на смену – минут 5 с учетом изготовления формы жала пасатижами из нихромовой проволоки.
Необходимость менять нихромовую нить через каждые 6-8 портретов. Этот недостаток скорее имеет отношение ко времени смены нити, чем к расходам. Стоимость 1 жала, сделанного из нихромовой нити составит 2-3 рубля. Время на смену – минут 5 с учетом изготовления формы жала пасатижами из нихромовой проволоки. Поэтому мы остановились на станке ЧПУ с нихромовой нитью. Конечно, нихром – не идеальный вариант, но при работе достаточно не допустить сквозняков и периодически менять жало, и Вы получите портрет, который невооруженным взглядом новичок не отличит от работы художника.
Поэтому мы остановились на станке ЧПУ с нихромовой нитью. Конечно, нихром – не идеальный вариант, но при работе достаточно не допустить сквозняков и периодически менять жало, и Вы получите портрет, который невооруженным взглядом новичок не отличит от работы художника. С их использованием происходит процесс прожигания материала – холста, с помощью которого воспроизводится изображение на дереве.
С их использованием происходит процесс прожигания материала – холста, с помощью которого воспроизводится изображение на дереве.
 На поверхность круглой формы нанесение изображения становится невозможным из-за очищения жала (оно не будет происходить).
На поверхность круглой формы нанесение изображения становится невозможным из-за очищения жала (оно не будет происходить).
 Дело в том, что для подготовки портрета, который будет переносится на дерево, первооочередной задачей является повышение контрастности. То есть, нужно осветлить кожу, а черты лица – акцентировать. Встроенные редакторы работают над изображением в целом и не дают возможность получения контраста.
Дело в том, что для подготовки портрета, который будет переносится на дерево, первооочередной задачей является повышение контрастности. То есть, нужно осветлить кожу, а черты лица – акцентировать. Встроенные редакторы работают над изображением в целом и не дают возможность получения контраста.


 Набор надфилей пригодится для придания формы точкам. Проволока доступна в небольших барабанах, и каждый барабан может дать 200 или более точек. 26 С.В.Г. (Стандартный калибр проволоки) является лучшим и 23 S.W.G. это самый толстый провод, который мы обычно поставляем. Обратите внимание, что чем меньше S.W.G. номер — тем толще провод.
Набор надфилей пригодится для придания формы точкам. Проволока доступна в небольших барабанах, и каждый барабан может дать 200 или более точек. 26 С.В.Г. (Стандартный калибр проволоки) является лучшим и 23 S.W.G. это самый толстый провод, который мы обычно поставляем. Обратите внимание, что чем меньше S.W.G. номер — тем толще провод. Точка с большой площадью контакта минимизирует эту трудность. Острие ложки может дать хорошие результаты. Наконечник быстро слипается пригоревшей смолой, и кусок грубой проволочной ваты или тонкая проволочная щетка будут полезны для очистки от нагара.
Точка с большой площадью контакта минимизирует эту трудность. Острие ложки может дать хорошие результаты. Наконечник быстро слипается пригоревшей смолой, и кусок грубой проволочной ваты или тонкая проволочная щетка будут полезны для очистки от нагара. Эта точка также полезна для оперения резных фигурок птиц, затенения и может создавать интересные текстуры.
Эта точка также полезна для оперения резных фигурок птиц, затенения и может создавать интересные текстуры. Эти точки способны быстро сжигать надписи, используемые на табличках с именами домов и подобных работах. Они производят текстурный эффект (много параллельных линий), и это полезно для создания эффекта оперения на приманке. Витки можно подпилить гладкими, чтобы избавиться от фактурного эффекта. При условии, что удаление металла не слишком ослабляет острие и не прорезает его, острие можно подпиливать и резать сколько угодно для получения особых форм и эффектов. Утончение конца любой точки концентрирует тепло в этой области и делает точку более эффективной. Он также будет потреблять меньше тока от силового агрегата и ручка будет охлаждаться.
Эти точки способны быстро сжигать надписи, используемые на табличках с именами домов и подобных работах. Они производят текстурный эффект (много параллельных линий), и это полезно для создания эффекта оперения на приманке. Витки можно подпилить гладкими, чтобы избавиться от фактурного эффекта. При условии, что удаление металла не слишком ослабляет острие и не прорезает его, острие можно подпиливать и резать сколько угодно для получения особых форм и эффектов. Утончение конца любой точки концентрирует тепло в этой области и делает точку более эффективной. Он также будет потреблять меньше тока от силового агрегата и ручка будет охлаждаться.
 7″>12.7
7″>12.7 Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
 Подача смазки на цепь автоматизирована.
Подача смазки на цепь автоматизирована. 325″>0.325
325″>0.325 0″>1.0
0″>1.0 с.)
с.) Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 тока — 453G28|XSL06PT
тока — 453G28|XSL06PT



 куб.
куб. ч — 230 г/л.с.ч
ч — 230 г/л.с.ч 8 кг
8 кг
 На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху).
На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху).
 На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху). Модель GCV 135 правильный выбор для тех, кто заботится об окружающей среде. В целом, двигатели серии GCV идеально подходят для садовой техники.
На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху). Модель GCV 135 правильный выбор для тех, кто заботится об окружающей среде. В целом, двигатели серии GCV идеально подходят для садовой техники. куб.
куб. ч — 230 г/л.с.ч
ч — 230 г/л.с.ч 6 кг
6 кг
 Эти двигатели идеально подходят для бытовых газонокосилок и моек высокого давления.
Эти двигатели идеально подходят для бытовых газонокосилок и моек высокого давления.

 д.)
д.) дюймов (160 см3)
дюймов (160 см3) )
) Чистая мощность в лошадиных силах более тесно связана с мощностью, которую оператор будет испытывать при использовании двигателя Honda.
Чистая мощность в лошадиных силах более тесно связана с мощностью, которую оператор будет испытывать при использовании двигателя Honda. Вертикально, боком, даже
Вертикально, боком, даже.png) см
см 0H
0H см
см см
см см
см см
см см
см см
см

 ..
.. ..
.. V. — подразделение здравоохранения для Европы, России, Ближнего Востока и Африки, предоставляющее услуги клиентам в более чем 74 странах через мощную дистрибьюторскую сеть.
V. — подразделение здравоохранения для Европы, России, Ближнего Востока и Африки, предоставляющее услуги клиентам в более чем 74 странах через мощную дистрибьюторскую сеть. com
com  : +49 (0)621 83348-0
: +49 (0)621 83348-0  : +359 52 505963
: +359 52 505963  hr
hr  ee
ee  ernestchemists.com
ernestchemists.com com
com  : +962 6 551 6800
: +962 6 551 6800  Улманя гатве 2, Рига, LV-1004
Улманя гатве 2, Рига, LV-1004  ringitas.lt
ringitas.lt Пастера, 4c, Forest-Side
Пастера, 4c, Forest-Side  В.
В.  pl
pl com
com  mu
mu  : +34 93 451 7878
: +34 93 451 7878  com
com 
 Мы производим передовые продукты, на которые вы можете положиться, чтобы вы могли сосредоточиться на главном: на своем здоровье.
Мы производим передовые продукты, на которые вы можете положиться, чтобы вы могли сосредоточиться на главном: на своем здоровье.
 Удивительно, если у вас также гипертония белого халата и вы хотите показать своему врачу реальные показания артериального давления. До этого я использовал недействительное приложение, которое не мог защитить в кабинете врача. Хорошо стоит $.
Удивительно, если у вас также гипертония белого халата и вы хотите показать своему врачу реальные показания артериального давления. До этого я использовал недействительное приложение, которое не мог защитить в кабинете врача. Хорошо стоит $. Я могу легко показать врачу записи прямо на моем iPhone.
Я могу легко показать врачу записи прямо на моем iPhone.