На приведенном выше рисунке изображена схема «Иллюстрация 1» из деталировки ударной дрели BOSCH (Бош) PSB 650 RE (Type 3603A28000). Для просмотра информации об интересующей запчасти для BOSCH PSB 650 RE (Type 3603A28000) нажмите мышью на нужный номер, выделенный цветом.
Иллюстрация 1
Иллюстрация 2
PSB 650 RE 3603A28000
PSB 650 RE 3603A28000
Поиск запчастей
Все METABO BOSCH SKIL DREMEL STIHL VIKING MAKITA AEG DEWALT MILWAUKEE BLACK&DECKER STANLEY GREENWORKS WACKER NEUSON MESSER HONDA CEDIMA TYROLIT WEKA GESIPA KORNOR RYOBI
Список запчастей
Корпус
1
код 2609003128
В корзину
статор
2
код 2609003024
В корзину
Ротор
3
код 2609003185
В корзину
ВЕНТИЛЯТОР
3/1/9
код 2609003274
В корзину
ВЫКЛЮЧАТЕЛЬ
4
код 1607200503
В корзину
СЕТЕВОЙ КАБЕЛЬ
5
код 2609004003
В корзину
Этикетка фирмы
9
код 2609004110
В корзину
Этикетка фирмы
9
код 2609003864
В корзину
Этикетка фирмы
9
код 2609003259
В корзину
Этикетка фирмы
9
код 161111C047
В корзину
Этикетка фирмы
9
код 2609004111
В корзину
ПОМЕХОПОДАВЛЯЮЩИЙ ФИЛЬTР
12
код 1600A0093Z
В корзину
Щёточный держатель
16
код 2609003181
В корзину
болт
19
код 2603490022
В корзину
Кнопка реверса
31
код 2609003170
В корзину
ОПОРНЫЙ ЛИСТ
33
код 2609003579
В корзину
Подшипниковый мост
34
код 2609003168
В корзину
ПОДШИПНИК МЕТАЛЛОКЕРАМИК
38
код 2609003165
В корзину
ПАТРОН БЫСТРОЗАЖИМНОЙ
39
код 2609003164
В корзину
Пружина сжатия
41
код 2604616006
В корзину
ЗАПОРНЫЙ КЛАПАН
42
код 2609003177
В корзину
КНОПКА
43
код 2609003173
В корзину
ПЛОСКАЯ ПРУЖИНА
44
код 2609003176
В корзину
Кнопка реверса
45
код 2609003180
В корзину
ДОПОЛНИТЕЛЬНАЯ РУКОЯТКА
654
код 2602025125
В корзину
УПОР ГЛУБИНЫ
655
код 2609005615
В корзину
ФИЛЬТР
656/9
код 2609002929
В корзину
ЗАМОК
656/14
код 2609003805
В корзину
ЕМКОСТЬ ДЛЯ ПЫЛИ
656/810
код 2609004108
В корзину
ФРИКЦИОННОЕ КОЛЬЦО
656/812
код 2600206003
В корзину
Этикетка типа
808
код 160111A2HB
В корзину
КОМПЛЕКТ УГОЛЬНЫХ ЩЕТОК
810
код 2609004163
В корзину
ШПИНДЕЛЬ
836
код 2609003645
В корзину
КРЕПЕЖНЫЙ КОМПЛЕКТ
890
код 2607001305
В корзину
Обзор перфоратора Bosch PSB 650 RE — Мастер газонокосилки
Автор: lawnmowerwizardin Перфораторы
Глядя на отзывы о Bosch PSB 650 RE в Интернете, самый первый из них, который мы рассмотрели, в значительной степени резюмировал его в двух словах: это делает то, что они говорят, что делает на жестянке, с максимальной мощностью и минимальным шумом. Если вы ищете надежную и мощную перфораторную дрель, Bosch PSB 650 RE должен стать вашим первым портом захода. Благодаря высокому уровню производительности он идеально подходит для выполнения самых сложных задач по бурению.
Благодаря 650-ваттному двигателю эта дрель значительно мощнее большинства других дрелей. Здесь используются два механизма: ударное сверление, подходящее для кирпичной кладки, и вращательное сверление, подходящее для дерева, металла, стали, более мягкого камня и штукатурки. Селектор в верхней части этой дрели позволяет вам легко выбрать механизм, подходящий для материала и поверхности, с которой вы работаете. В обоих режимах он также работает в прямом и обратном направлении. Нужно просто настроить режим в соответствии с направлением, в котором вы хотите вести бурение.
Еще одна действительно замечательная особенность – оптимизированное отверстие для удаления пыли, которое обеспечивает сверление без пыли. Взгляните сюда, чтобы узнать, может ли это вас заинтересовать.
Дрель также дает вам возможность предварительно установить скорость. Таким образом, вы сможете работать со скоростью, которая подходит для работы и которая вам удобна.
Автоматический патрон (нажатие и блокировка) упрощает замену заготовок, таких как сверла, по сравнению с более ранними конструкциями патронов, для которых требовалось использование ключа. Блокировка шпинделя осуществляется простым нажатием кнопки.
Ограничитель глубины позволяет выбрать размер, соответствующий вашим требованиям к сверлению. Мягкая рукоятка дрели обеспечивает лучший захват и контроль над инструментом, поэтому вы можете быть уверены в своей безопасности при работе.
Удобство использования этой дрели, безусловно, было продумано до мелочей!
Преимущества Bosch PSB 650
Это надежный (прочная конструкция) и компактный (небольшой размер и детали расположены близко друг к другу) инструмент
Высокая универсальность, может использоваться для различных задач сверления
При необходимости сверление без пыли, что позволяет быстро удалить каменную пыль и другие отходы
Имеет 4-метровый кабель и подвеску на рукаве, что обеспечивает лучшее хранение и удобство доступа при необходимости
Безопасность и комфорт пользователя чрезвычайно высоки хорошо адресовано
Любые Минусы?
Дороже других эквивалентных моделей из-за улучшенных характеристик
Несмотря на то, что это один из лучших доступных патронов, бесключевой патрон не лишен недостатков по сравнению с версиями с ключом
Некоторые пользователи заявляли о таких проблемах, как патрон с маленькими кулачками, которые не могут удерживать сверла диаметром менее 2 мм. Если вам нужно просверлить очень маленькие отверстия, вам может подойти более легкая дрель, такая как дрель для хобби Dremel.
Заключение
Несмотря на то, что дрель Bosch PSB 650 RE дорогая, стоит инвестировать, учитывая ее замечательные характеристики. Если вы ищете универсальную и мощную дрель, то обратите внимание на эту. Его производительность является образцовой для всех типов бурения, профессионального или любого другого.
>>> Нажмите здесь, чтобы получить цены и обзоры на Amazon <<<
РЕЗЮМЕ
Рецензент
Wizard Tawn Boshing
Дата обзора
Проверенный пункт
47 47 47 47 47 47 47 47 47 47 47 47 47 47 47 47 4
Recent Posts
ссылка на обзор новой серии Bosch Universal Rotak
Обзор новой серии Bosch Universal Rotak
Среди многих преимуществ, которые долгое время ассоциировались с электрическими газонокосилками, сравнительно тихая работа всегда была в верхней части списка причин делая выбор электронов над. ..
Продолжить чтение
ссылка на «Хороши ли бензиновые стриммеры Ryobi?»
Хороши ли бензиновые стриммеры Ryobi?
В последнее время я испытываю смешанные чувства к бензиновым инструментам. Ясно, что они несовместимы с нашими стремлениями к экологически чистому будущему, так же как автомобили и самолеты, но они сохраняются…
Продолжить чтение
Bosch PSB 650 RE / 0603386680 / EU 230 Volt Spare Parts
HeeksCNC имеет полностью открытый исходный код. Вы можете изменить его в соответствии с вашими потребностями. Код ЧПУ можно настроить, отредактировав файлы, написанные на популярном «Python», понятном и мощном языке программирования.
Функциональность:
Импорт твердотельных моделей из файлов STEP и IGES.
Импорт чертежей DXF; линии, дуги, эллипсы, сплайны и полилинии поддерживаются.
Некоторые ограниченные функции 2D-рисования
Создавайте новые тела-примитивы или создавайте тела путем вытягивания эскиза или создания тела по сечениям между эскизами.
Изменяйте твердые тела с помощью смешивания или логических операций.
Сохраните IGES, STEP и STL.
Создание операций сверления, профиля, кармана
Постпроцесс в g-code
G-код — это фон для отображения красных и зеленых линий в графическом окне.
Настроить постпроцессор для любой машины с редактируемыми файлами скриптов (подробности см. в справке )
Твердое моделирование удаления материала
Начало работы в HeeksCNC. Импорт геометрии
Выберите Файл->Импорт из меню
Затем вы увидите диалоговое окно открытия файла. Нажмите на файл, который хотите открыть. В этом примере я открываю файл с именем «shape.dxf», который я создал с помощью программного обеспечения QCAD. Затем нажмите кнопку «Открыть»
Диалоговое окно открытия файлаВ окне «Объекты» появится объект «Эскиз»
Подготовка геометрии в HeeksCNC
Эскиз содержит всю геометрию в одном эскизе.
Чтобы разделить геометрию на отдельные профили, щелкните правой кнопкой мыши эскиз в графическом окне и выберите «Разделить эскиз» в подконтекстном меню эскиза.
Разделение геометрии на отдельные профилиПрофили будут сделаны в виде отдельных эскизов, готовых к использованию для операций с профилями и карманами.
Для операций сверления необходимо добавить объекты Point.
Для этого лучше всего выбрать «Центр» на панели инструментов привязки.Затем выберите «Начать рисование точек» на панели инструментов. Нажать на круги по отдельности, чтобы добавить точки в центральные точкиЭти точки появятся в окне Объекты и могут быть использованы в операциях сверления.
Инструменты
Новые инструменты могут быть добавлены в программу из менюили из панели инструментовили щелкнув правой кнопкой мыши объект «Инструменты» в окне «Объекты»Затем вы увидите диалоговое окно нового инструмента.Вы можете отредактировать параметры и нажать OK
После этого этот инструмент будет доступен для использования с операциями механической обработки.
Если вы хотите, чтобы инструменты в вашем списке инструментов были доступны для новых файлов, вы можете сохранить список инструментов как список инструментов по умолчанию.
Щелкните правой кнопкой мыши «Инструменты» в окне «Объекты» и выберите «Сохранить по умолчанию».
Когда вы в следующий раз сделаете «Новый» файл или «Откроете» файл DXF или STEP, эти инструменты снова появятся в вашем списке инструментов.
Операции профилирования в HeeksCNC
Операция профиля может быть добавлена из менюили выбрав эскиз в графическом окне, щелкнув правой кнопкой мыши в любом месте и выбрав «Новая операция профиля»Затем вы увидите диалоговое окно «Профиль».
Если при создании операции был выбран эскиз, то он уже будет выбран в диалоге, в раскрывающемся списке эскизов.
Если нет, вы должны выбрать свой эскиз, щелкнув в поле «Эскизы» на стрелке вниз или нажав кнопку «Выбрать» и щелкнув свой эскиз в графическом окне.
Вы также должны выбрать нужный инструмент в поле «Инструмент».
Для меня был выбран инструмент 3 мм по умолчанию.
В этом примере я меняю «инструмент сбоку» с «снаружи» на «внутри».
Проверьте правильность скорости подачи и скорости шпинделя.
Также установите правильное значение глубины.
Щелчок в поле изменит изображение, чтобы показать вам значение параметра.
Например, на этой картинке я нажал на «окончательную глубину».
Вот мои параметры.Нажмите кнопку «ОК», чтобы подтвердить параметры.Операция профиля будет добавлена в объект «Операции» в окне «Объекты».Когда вы отправляете процесс , вы увидите траекторию, созданную этой операцией.
Обработка карманов
Карманную операцию можно добавить из меню «Обработка», панели инструментов или или выбрав эскиз, щелкнув правой кнопкой мыши в любом месте графического окна и выбрав «Новая карманная операция…» .
Появится диалоговое окно Карман.
Если при создании операции был выбран эскиз, то он уже будет выбран в диалоге, в раскрывающемся списке эскизов.
Если нет, вы должны выбрать свой эскиз, щелкнув в поле «Эскизы» на стрелке вниз или нажав кнопку «Выбрать» и щелкнув свой эскиз в графическом окне.
Вы также должны выбрать нужный инструмент в поле «Инструмент».
Для меня был выбран инструмент 3мм по умолчанию.
Проверьте правильность скорости подачи и скорости шпинделя.
Также установите правильное значение глубины.
Щелчок в поле изменит изображение, чтобы показать вам значение параметра.
Например, на этом изображении я нажал «режим вырезания», и изображение показывает мне значение моего выбора «обычный».
Траектория созданная этой операцией
Карманная операция имеет только один связанный с ней эскиз.
Если в вашем кармане есть острова, то объедините эскизы в один эскиз и используйте его.
Вы можете комбинировать эскизы, выбрав несколько эскизов, затем щелкнув правой кнопкой мыши и выбрав «Объединить эскизы».
Это создаст новый эскиз, поэтому вам нужно будет повторно выбрать эскиз из любых существующих карманных операций, если вы хотите использовать новый эскиз.
Объединить эскизы
Операции сверления в HeeksCNC
Операции сверления HeeksCNC
Если перед созданием операции сверления были выбраны какие-либо точки, то вы увидите их идентификационные номера в поле «точки».
Но вы можете повторно выбрать точки в любое время, введя идентификационные номера, разделенные пробелами, если вы их знаете, или выбрать точки в графическом окне, нажав кнопку «Выбрать».
Установите все параметры на те, которые вы хотите.
Нажмите «ОК», чтобы добавить операцию.
Операция сверления появится в окне Objects .
Когда вы выполняете «Постобработку», вы увидите траекторию, созданную для этой операции.
Постобработка сверления HeeksCNC
Шаблоны в HeeksCNC
Шаблон определяет, как обработка может повторяться в нескольких позициях.
Создайте новый шаблон из меню «Обработка»->»Добавить другую операцию»->»Шаблон…»
или щелкнув правой кнопкой мыши объект Patterns в окне Objects и выбрав «New Pattern…»
Создание шаблона
Изображение меняется по мере ввода значений, чтобы представить форму сетки позиций.
Ярко-зеленая форма представляет непреобразованное положение.
Чтобы применить шаблон к операции обработки, вы можете выбрать его в диалоговом окне операции.
Например, вот карманная операция, и я меняю раскрывающийся список «Шаблон», чтобы выбрать «Шаблон 1».
Шаблон обработки кармана
Теперь, когда «Постобработка» завершена. Операция кармана будет повторяться в каждой позиции шаблона.
Применение шаблона к нескольким операциям в HeeksCNC
Чтобы применить шаблон к нескольким операциям, выберите все операции в окне «Объекты» и отредактируйте свойство шаблона в окне свойств.
Ввод идентификационного номера шаблона, в данном случае 1.
Поверхности HeeksCNC
Любая операция обработки может быть применена к трехмерной поверхности.
Например, вот стандартная карманная операция, траектория которой применяется к сфере.
Cтандартная карманная операция, траектория которой применяется к сфере
Это делается путем создания объекта поверхности, который ссылается на твердые объекты, а затем выбора поверхности из операции обработки.
Объект Surface можно выбрать в меню
Выбор поверхности в менюДиалоговое окно поверхности HeeksCNC
По умолчанию будут выбраны все тела на чертеже. Если вы хотите выбрать только некоторые из ваших твердых тел, нажмите кнопку «Выбрать» и выберите нужные твердые тела.
Если вы больше не хотите видеть твердые тела, вы можете выбрать их, а затем снять флажок «видимый» в окне «Свойства».
Нажмите «ОК», чтобы подтвердить свой выбор и создать операцию на поверхности.
Теперь отредактируйте операцию, которую вы хотите прикрепить к поверхности, и выберите новую поверхность из раскрывающегося списка «поверхность».
Выбор поверхности HeeksCNC
Когда вы выполните «Постобработку», вы увидите, что траектория кармана была прикреплена к сфере.
Она использует форму инструмента, чтобы правильно опустить инструмент на поверхность; инструмент со сферическим концом дает другую траекторию по сравнению с фрезой с плоским концом.
Постобработка HeeksCNC
Преобразование операций из программы в g-код для вашего фрезерного станка известно как «постобработка».
Файл gcode будет либо в том же файле, что и ваш файл .heeks (в какой-то системной временной папке, если вы еще не сохранили свой файл) или в конкретной папке, в зависимости от ваших настроек в программе.
Копия текста, записанного в ваш файл g-кода, появится в окне вывода.
HeeksCNC — Загрузить
1.746.000 признал программы — 5.228.000 известных версий
— Новости программного обеспечения
Домой
Обновление
org/ListItem»>
Разное
HeeksCNC
Heeks Software
–
Shareware
HeeksCNC is a CAM (Computer Aided Manufacturing) add-on module for HeeksCAD. The user can add machining operations. These can then be output to NC code. The NC code is then shown as red and green lines on the screen. The NC code is generated using Python script, so it can be configured for different machines. HeeksCNC uses pycam for the «Zig Zag» operation, libarea for the «Pocket» operation, and libactp for the «Adaptive Roughing» operation.
HeeksCNC это программное обеспечение Shareware в категории (2), разработанная Heeks Software.
Последняя версия HeeksCNC в настоящее время неизвестна. Первоначально он был добавлен в нашу базу данных на 16.05.2009.
HeeksCNC работает на следующих операционных системах: Windows.
HeeksCNC не был оценен нашими пользователями еще.
Написать обзор для HeeksCNC!
Последние обновления
12.11.2022
ZKTeco 4. 8.8.157
12.11.2022
Webcam and Screen Recorder 8.1.684
12.11.2022
GoodSync 12.1.0
12.11.2022
SmartFTP 10. 0.3030.0
12.11.2022
Fake Webcam 7.4.314
Последние новости
31.10.2022
Updates for Chromium-based browsers available based on Chromium 107
27. 10.2022
Chrome update 107.0.5304.87 for Windows and others
Adobe Patch Day October 2022 delivers important updates
Похожие поиски
» heekscnc pour windows
» heeks cnc on windows xp
» heekscnc download
» n heecedx
» heeks cnc exe
» installazione heekscnc
» heeks module zigzag
» heekscnc отзывы
» heeks cnc kostenlos
» free heekscnc
Популярные загрузки
UpdateStar Premium Edition
Google Chrome
Microsoft Visual C++ 2015 Redistributable Package
Microsoft Visual C++ 2010 Redistributable
Microsoft Edge
Microsoft OneDrive
Никогда не пропустите обновления для HeeksCNC снова UpdateStar
Текущие новости
Люди
Аудио и мультимедиа
Бизнес
Сообщения
Desktop
Развитие
Образование
Игры и развлечения
Графика Применения
Главная и Хобби
Интернет
Безопасность
Серверы
Системные утилиты
Веб-программирование
Разное
HeeksCNC – Веселье с горячими, острыми, едкими предметами
Sliptonic 1 Комментарий
HeeksCNC может быть привередлив к профилям. Часто я обнаруживал, что скетч, который должен быть легко профилирован, вообще не генерирует gcode. Когда я смотрю в консоль, я нахожу такую ошибку: Файл «/usr/lib/heekscnc/kurve_funcs.py», строка 247, в профиле поднять исключение, «не удалось сместить kurve» + str(offset_curve) Исключение: не удалось не компенсируется…
Подробнее
Sliptonic 3 комментариев
Мои интересы в области ЧПУ и механической обработки развивались очень органично в течение многих лет. У меня нет формального образования ни в инженерии, ни в производстве — мои интересы возникли по необходимости. Учиться таким образом здорово, если у вас есть время и терпение. Однако иногда это просто раздражает. Вы оказываетесь…
Подробнее
Sliptonic 1 Комментарий
Когда я впервые начал использовать HeeksCNC, я был в полном замешательстве. Это казалось слишком сложным. Когда я, наконец, понял это, я понял, какая это замечательная модель. Я по-прежнему не претендую на звание эксперта, но, с моей точки зрения, он отвечает трем действительно важным целям. Один из них скомпрометирован во всех других решениях, которые я пробовал…
Подробнее
Слиптоник 2 комментария
В HeeksCNC «Постобработка» — это действие, которое превращает файл вашего проекта со всеми операциями и геометрией в g-код, который может выполнять ваш станок с ЧПУ. Машины в реальном мире сильно различаются. Они используют разные контроллеры, имеют разные возможности и настраиваются для разных целей. Одной из самых мощных функций HeeksCNC является…
Подробнее
Sliptonic 2 комментария
Примечание. Следующая статья появилась в Digital Machinist Volume 5 No. 3 Fall 2010. С тех пор HeeksCAD продолжает развиваться. Текущий пользовательский интерфейс может значительно отличаться от изображений ниже. Никаких секретов: приложение CAM с открытым исходным кодом раскрывает все. В первой сцене фильма 1981 года «В поисках утраченного ковчега» исследователи натыкаются на…
Подробнее
Sliptonic Оставить комментарий
Вот моя первая попытка использовать HeeksCNC для генерации g-кода для моего makerbot. Я хотел напечатать деталь с экраном. Это должно быть довольно простой частью, но поскольку skeinforge хочет нарезать . stl, оказывается, что кодирование вручную проще. Введите HeeksCNC. Я использовал операцию кармана с пользовательским…
Подробнее
Sliptonic Оставить комментарий
Когда я делал награды «Стрела света», на резку каждой из них на фрезерном станке с ЧПУ уходило около 45 минут. Это было нормально. поскольку это был разовый (на самом деле девять) проект. С тех пор у меня было еще несколько запросов на них, поэтому я изучаю, смогу ли я получить машинное время и достаточно низкую стоимость…
Подробнее
Sliptonic 4 комментариев
Стрела Света — высший ранг, полученный в программе BSA Cub Scout Program. Его обычно зарабатывают мальчики в 5-м классе. В нашей стае в этом году награду получили 9 мальчиков. Большинство из них пошли дальше и перешли в отряд, чтобы стать бойскаутами. Традиционно награждать «карьерой…
Подробнее
Sliptonic Оставить комментарий
Последняя операция ЧПУ, которую нам нужно сделать, это сверление. Стрелы будут установлены в большом кармане и приклеены к двум стойкам. Стойки будут вклеены в отверстия, просверленные в пластине. Я нарисовал два круга в HeeksCNC, чтобы показать, где я хочу просверлить отверстия. Затем я выбрал…
Подробнее
Sliptonic Оставить комментарий
Чтобы повесить таблички, я вырежу на обратной стороне замочную скважину. Делается это с помощью канцелярского ножа. Процесс резки работает следующим образом: резак совершает быстрое движение, позиционируя себя над местом отверстия. Он погружается в материал на нужную глубину. Он движется вперед к вершине…
Подробнее
PPA для ежедневной сборки программного обеспечения, связанного с heekscnc: neomilium
3D строительные принтеры АМТ / Строительные 3D принтеры от производителя АМТ
«АМТ» — эксперт в строительном принтинге Производитель строительных принтеров №1
Строительная 3D печать позволяет строить быстрее, дешевле, качественнее, экологичнее.
Экономия на материалах
Снижение себестоимости
Обслуживающий персонал
Экономия времени
Мы производим профессиональное оборудование для работы в реальных условиях.
Строительные принтеры «AMT»
«АМТ» — первая компания, наладившая серийное производство строительных 3D принтеров.
С 2015 года реализовано более 220 единиц строительных принтеров.
На нашем оборудовании напечатаны такие знаковые сооружения как:
Первый в Европе жилой 3D дом (Ярославль, Россия. 1 этаж высотой 3 м., площадь 298,5 кв.м.)
Первое офисное 3D здание в Европе (Копенгаген, Дания. 1 этаж высотой 5 м., площадь 50 кв.м.)
Первый в мире 3D фонтан (Палех, Россия. Диаметр 26 м., глубина 2,2 м.)
Один из домов посёлка под г. Ярославль (Ярославль, Россия. 1 этаж, площадь застройки 64 кв.м)
«Летний Павильон» — здание сложной архитектурной формы, служащее летней кухней (Ярославль, Россия, 1 этаж, площадь 23 кв.м)
В В 2021 году было запущено массовое строительство жилых домов при помощи строительных 3D принтеров нашего производства
Мы предлагаем готовое решение
Выбирая нас, вы выбираете решения от эксперта и лидера рынка:
Строительные принтеры для печати малоэтажных зданий в 1-2 этажа
Строительные принтеры для печати многоэтажных зданий (высотой до 80 м)
Строительные принтеры для печати малых архитектурных форм, уличной мебели, изделий для благоустройства и ландшафтного дизайна, архитектурного декора
Гарантийное и постгарантийное обслуживание
Обучение персонала, шеф-монтаж оборудования
Консалтинг и техническая поддержка в реализации проектов
Наши преимущества
Профессиональное оборудование, рассчитанное на высокую нагрузку
Реально работающее оборудование, изготовленное в заводских условиях. Не прототип в единственном экземпляре, собранный в гараже
Наши принтеры не требуют применения специальных смесей. Можно использовать любые виды бетона и местные материалы
Используем только надежных поставщиков и комплектующие высокого качества. Принтеры сертифицированы в России и Евросоюзе
Обучение, гарантия, техническая поддержка
Новости / Статьи
3D-печать жилых домов: как побороть стереотипы
https://dzen.ru/a/ZC0akio_ilLwmtJL
Подробнее
В России печатают целые посёлки
Применение 3д принтеров в строительстве становится привычным. Этот год не стал исключением, даже наоборот, именно в этом году аддитивная технология сделала ещё один шаг в своём развитии — на фундаменте не только печатают отдельные дома, но и застраивают целые площадки. Случилось то, что давно ждали — массовое строительство с применением 3д печати.
Подробнее
Компания «АМТ» презентует первый в мире объект сложной архитектурной формы, напечатанный на строительном 3D-принтере!
Компания «АМТ», резидент фонда «Сколково» 19 октября 2021 года в городе Ярославль презентовала павильон сложной архитектурной формы.
Ранее печать на принтерах таких сложных по форме объектов в мире не производилась.
Подробнее
Заказать строительный 3D-принтер АМТ-СПЕЦАВИА S-500 с доставкой и установкой в Москве
Под заказ
Добавить в сравнение
Товар добавлен в сравнение
Перейти
по запросу
Официальный дистрибьютор
Мы работаем напрямую с производителями.
Любая форма оплаты
Возможность увидеть 3D принтер в действии в нашем демо-зале.
Собственный гарантийный сервис
Гарантийное и постгарантийное сервисное обслуживание оборудования, купленного у нас.
Постоянная скидка 10% на расходники
При покупке 3D принтера у нас, вы получаете скидку 10% на все расходные материалы.
3D-принтер S-500 от компании АМТ является самым большим строительным принтером в мире. Представляет собой портальный СОР-принтер большого формата для постройки многоэтажных зданий на фундаменте высотой до 80 м и общей площадью до 340 кв.м.
Особенности 3D-принтера S-300:
Высокая производительность, составляющая до 2,5 куб.м. /час
Большая рабочая зона — 11000 х 29000 х 14000 мм
Простое обслуживание и управление
Рабочий ресурс составляет до 60 тыс. часов.
Высококачественные комплектующие для профессионального использования полной загрузки
В комплекте идут вертикальные электроподъемники высотой 14 метров, подходящие для построения 5-х этажных зданий. Рабочее поле может быть увеличено до 80 метров по высоте.
Вертикальные подъемники крепятся к фасаду с интервалами до 7 метров и устанавливаются на основание, состоящее из опор, оборудованных винтами для поддержания устойчивости всей конструкции.
Стандартное рабочее поле принтера 11 х 29 х 14 м. По пожеланию заказчика рабочее поле принтера может быть увеличено.
Станция приготовления и подачи бетона, разработанная специально для этой модели принтера, входит в базовую комплектацию. Станция согласована с печатающей головкой по производительности и скорости экструзии.
Стандартная комплектация COP-принтера S-500 является достаточной для работы и включает в себя мойку высокого давления, станцию подачи смеси. Также в комплект поставки входит компьютер управления с предустановленным лицензионным ПО. Дополнительно принтер укомплектовывается комплектом ЗИП. Все без исключения принтеры проходят контрольную сборку и тестирование на предприятии-изготовителе. Оборудование поставляется заказчику в отлаженном состоянии, проверенным на работоспособность. Специалисты компании «АМТ» научат моделированию, приготовлению рабочих смесей и управлению принтером.
Принтер S-500 оснащен печатающей головкой нового поколения для быстрой печати и печатает товарными и конструкционными бетонами на основе цемента серии 400-500 с фракцией нерудных материалов до 6 мм. Можно использовать для 3D печати геополимерный бетон. В инструкции по эксплуатации есть базовые технологические регламенты на бетоны разных марок.
Дополнительно: конструкция принтера позволяет проводить фасадные работы. Суппортные балки оборудованы платформами. При выключенном принтере не каждой платформе могут работать 2 человека. Платформы оборудованы розетками 220 В 6А. Максимальная нагрузка инструмента на фасад — 1000Н.
Оборудование сертифицировано на территории Таможенного Союза и в Евросоюзе (CE)
Мощность подъемников (суммарная)
12 кВт
Скорость вертикального перемещения
12 м/с
Максимальная вертикальная статическая нагрузка на портальную балку
3700 кг
Максимальное количество человек на одной платформе суппортной балки
2
Максимальное усилие, приложенное инструментами к фасаду при его обработке с платформ принтера
1000 Н
Максимальная скорость ветра во время монтажа и демонтажа
11 м/с
Максимальная скорость ветра при простое
20 м/с
Максимальная скорость ветра при работе принтера
11 м/с
Максимальное удаление от фасада
1,8 м
Максимальная длинна суппортной балки
30 м
Максимальная высота от последнего крепления
3 м
Максимальное расстояние между анкерными креплениями подъемников
7 м
Максимальная высота с подъемниками
90 м
Максимальная высота свободностоящего подъемника
7 м
Принтер
Ноутбук
Лицензионное ПО
Шкаф управления
Электроподъемники
Паспорт
Руководство по эксплуатации на русском языке
Транспортная упаковка
Мойка высокого давления
Станция автоматизированного приготовления и подачи смеси
Дополнительные сопла 3 шт.
Масштабы доставки
Доставка во все регионы России и страны Таможенного союза.
Бесплатная доставка
При покупке 3D-принтера (кроме наборов для сборки) Вы получаете бесплатную доставку.
Наличный расчет
В нашем магазине вы можете оплатить заказ наличными средствами.
Оплата онлайн на сайте
Вы можете оплачивать заказы банковской картой на сайте нашего интернет-магазина.
Первый в Европе сборный дом, напечатанный на 3D-принтере, завершен АМТ-СПЕЦАВИА
0Акций
Дом, напечатанный на 3D-принтере, который считается первым обитаемым домом в континентальной Европе, построили в Ярославле в России и ждут постоянного проживания. Производитель «АМТ-СПЕЦАВИА» также утверждает, что его площадь составляет 298,5 квадратных метра, что это самое большое по площади здание, построенное с использованием технологии аддитивного производства.
3D-печать дома была завершена в декабре 2015 года. Добавление крыши, окон, сантехники и электропроводки вручную было завершено в октябре 2017 года.
Печать строительных блоков
СПЕЦАВИА, российский OEM-производитель, специализирующийся на широкоформатных 3D-принтерах, объединился с сервисным бюро АМТ, чтобы вывести в Европу функциональные 3D-печатные корпуса. Первоначально структура была смоделирована в 3D, а затем нарезана с помощью программного обеспечения AMT.
СПЕЦАВИА затем на собственном принтере С-6044 изготовила детали для основной «коробки» дома из песчано-бетонной смеси М-300. Слои, созданные в процессе 3D-печати, имеют ширину от 30 до 50 мм и высоту по оси Z 10 мм. Стены были напечатаны на 3D-принтере с максимальной скоростью 15 метров в секунду.
Широкоформатный «портальный принтер» S-6044 поддерживается порталами и может печатать бетонную смесь в 3D в любом месте на площади 3,5 x 3,6 x 1 метр. Это позволило напечатать решетчатую структуру коробки дома в секциях до того, как эти секции были собраны поверх фундамента дома.
Решетчатый процесс 3D-печати S6044. GIF через R Haria.
Два года строительства
Крыша, внутренняя отделка и инженерные работы завершены спустя почти два года, и теперь дом готов для проживания местной семьи. АМТ-СПЕЦАВИА также подчеркнула, что для получения разрешения на строительство и внесения в реестр необходимо следовать законной процедуре, той же процедуре, которая будет применяться для любого дома традиционной постройки.
Александр Маслов, генеральный директор группы компаний «АМТ», подчеркнул, что «для нас было важно создать прецедент, показать на практике, что технология 3D-строительства работает». Он заявил, что еще в 2015 году 3D-печать зданий «была чем-то вроде области фантастики. Мы поставили задачу воплотить это в жизнь».
АМТ-СПЕЦАВИА 3D печатный дом во многом является «первым». Выставочные дома из бетона, напечатанные на 3D-принтере, российской компании ApisCor пока не подходят для постоянного проживания. Французский проект Yhnova по 3D-печати социального жилья и датский 3D Printhuset офис-квартира (сам напечатанный на принтере СПЕЦАВИА) должны быть изготовлены на принтере на месте, но они далеки от завершения. Китайская компания Winsun, которая в 2015 году напечатала многоквартирный дом на 3D-принтере, также использовала сборные конструкции.
Конечно, любое обсуждение 3D-печати зданий было бы неполным без упоминания Bherokh Khoshnevis и Contour Crafting. Хошневис был одним из первых, кто начал работать над 3D-печатью здания и подал первые патенты в 1996 году. Его компания недавно получила инвестиции и планирует поставить 3D-принтеры в 2018 году.
Маслов с частью дома, напечатанной на 3D-принтере. Фото через СПЕЦАВИА.
Не без ограничений
Тем не менее, несмотря на прорывные усилия АМТ-СПЕЦАВИА, их достижения имеют некоторые ограничения. Во-первых, для 3D-печатных элементов дома по-прежнему требовалась ручная сборка, поскольку они не печатались на месте, что фактически делало процесс похожим на сборку.
Во-вторых, АМТ-СПЕЦАВИА не смогла разработать метод 3D-печати дополнительных этажей или крыши. Наконец, казалось бы, не было предусмотрено подключение водопровода и электрики во время печати.
В предварительно записанном обращении на Codex 2017 Никита Чен-Юн Тай из ApisCor объяснил ограничения, с которыми его компания и другие компании столкнулись при 3D-печати крыш, полов и других горизонтальных конструкций. Для печати горизонтальных форм на месте потребуются обширные структурные опоры. С бетонной конструкцией удаление их после печати было бы трудным и опасным. Заблаговременная 3D-печать крыши повлечет за собой еще большие затраты на ее размещение поверх конструкции с помощью крана.
Маслов признал, что с 2015 года «скорость печати увеличилась, а качество улучшилось», но тем не менее «наша первая модель оказалась надежной и эффективной». Технология 3D-печати претерпела значительные изменения с тех пор, как компания «АМТ-СПЕЦАВИА» начала свою деятельность в 2015 году, и будет продолжать развиваться, что может привести к решению этих горизонтальных проблем.
Предварительное изготовление элементов дома с помощью 3D-печати. Фото через СПЕЦАВИА.
Чтобы узнать больше о строительных проектах, напечатанных на 3D-принтере, подпишитесь на нашу бесплатную рассылку новостей об индустрии 3D-печати, подпишитесь на нас в Twitter и нажмите «Нравится» на Facebook.
На изображении показан готовый напечатанный на 3D-принтере дом. Фото через банкомат.
Теги Александр Маслов АМТ-СПЕЦАВИА apiscor M-300 Никита Чен-Юн Тай S-6044 СПЕЦАВИА
Рушаб Хариа
Рушаб Хариа — писатель в 3D Printing Industry. Родом из Южного Лондона, он имеет степень в области классики. Его интересы включают 3D-печать в искусстве, промышленном дизайне и образовании.
Share This
Подробнее по этой теме Новости 3D-печати Sliced, Trumpf, Norsk Titanium, Konami и NuVasive
Еще по теме Новости 3D-печати Sliced, Carbon, Arcam, MIT и Shining 3D
Российская компания «Спецавиа» продемонстрирует технологии 3D-печатного домостроения на выставке 3D Print Expo в Москве — 3DPrint.com
Уникальная презентация на выставке 3D Print Expo продемонстрирует новые инновационные методы строительства зданий и 3D-принтеры от российской компании «Спецавиа». «Спецавиа» заявляет, что система может быть установлена на строительных площадках и способна печатать дома как единое целое или производить серию небольших отдельных частей, которые можно соединить для формирования окончательной конструкции.
Обладая впечатляющей областью печати до 12 кубических метров, компания заявляет, что самое большое из их устройств идеально подходит для использования малыми и средними строительными предприятиями. На сегодняшний день система используется для создания небольших объектов для использования в приложениях ландшафтного дизайна, печати отдельных строительных блоков и создания элементов общего дизайна для беседок, лоджий, дач или гаражей.
Спецавиа говорит, что их 3D-принтеры, такие как S-1160, работают с широким спектром строительных материалов, от традиционных цементных продуктов до огнеупорных каолиновых смесей, которые можно использовать для создания объектов, чувствительных к теплу, таких как приготовление пищи, камин, барбекю, мангал и внешние элементы печи.
«Спецавиа» в основном занимается такими проектами, как реконструкция аэропортов в Российской Федерации, и они специализируются на строительстве (CMP) систем, посадке, навигации и связи. Собрали и установили башни высотой до 100 метров. В 2014 году компания начала производство станков плазменной резки с ЧПУ, и производство этих станков с ЧПУ привело к созданию машин для 3D-печати для строительной отрасли.
Компания заявляет, что, хотя отсутствие определенной законодательной базы и технические трудности по-прежнему сдерживают полное внедрение 3D-печати в строительстве, существует множество случаев, когда технология оправдана, экономически эффективна и обеспечивает интересные Результаты. «Спецавиа» заявляет, что их машина С-6043 способна печатать элементы зданий размером до 5 х 3,2 метра и высотой до 2,8 метра. Принтер можно использовать при температуре окружающей среды от +5 до +30 градусов Цельсия.
Одним из ключей к системе является разработка материалов, отвечающих потребностям самого процесса. Бетоноподобные изделия из базальтового волокна, стали или полипропилена вместе с добавлением в бетон других волокон можно использовать для достижения различных эффектов.
Такие составы могут обеспечить армирование бетона, повысить жесткость и прочность конструкции, снизить вес и даже снизить затраты на создание армирующих конструкций. Они говорят, что устойчивость продуктов к изгибу при длительном воздействии высоких температур, повышенная пластичность суспензий, необходимых для подачи смеси через печатающую головку принтера, и сокращение времени смешивания материалов сделали процесс более эффективным.
S-6043 способен создавать слой толщиной 10 мм и шириной 30 мм, а готовая к печати бетонная смесь годна до часа.
Модель S-1160, самая большая в линейке, имеет «рабочее поле» огромных размеров 10 х 7 метров, и Спецавиа заявляет, что принтер позволяет строителям печатать конструкции высотой до 5,5 метров и за один прогон, и принтер может напечатать дом площадью более 120 квадратных метров за один раз. Компания также смогла интегрировать другие компоненты, такие как арматура, трубы и изоляция, в свои печатные конструкции, намекая на то, где они могут в конечном итоге использовать эту технологию.
Принтеры будут демонстрироваться на крупнейшей выставке передовых технологий 3D-печати и сканирования в странах СНГ и Восточной Европы 3D Print Expo.
M42 «Duster» — американская зенитная самоходная установка периода 1950-х годов, создана на базе шасси лёгкого танка M41A1, и предназначена для замены уже устаревшей на момент 1951 года установки M19, созданной на базе танка M24 Chaffee. В игре же M42 «Дастер» появился в обновлении 1.47 «Крупный Калибр».
Преимуществом данной ЗСУ будет подвижность благодаря унаследованию базы лёгкого танка M41A1, и спаренные 40-мм пушки Bofors, которые очень хорошо себя зарекомендовали ещё на ЗСУ M19. Совокупность ключевых характеристик дают возможность вести противодействие не только воздушным целям, но и с легкостью уничтожать легкобронированных противников благодаря наличию ленты с бронебойными снарядами.
Исторически, M42 активно применялся американскими войсками во время войны Вьетнаме для поддержки наземных сил, сопровождения конвоя, охраны на пропускных пунктах, а также ливанскими войсками в ходе гражданской войны в Ливане во время городских боев.
Основные характеристики
Бронезащита и живучесть
Бронезащита корпуса M42 досталась от лёгкого танка M41A1, а бронезащита зенитной установки аналогична той, что установлена на M19, поэтому всё, начиная с крупнокалиберных пулемётов, будет представлять опасность для M42. Живучесть M42 заключается в подвижности и умении избегать вражеского огня, особенно во время атаки вражеской авиации.
Подвижность
Благодаря тому что на M42 используется база от M41A1, машина обладает хорошими показателями удельной мощности, высокой скорости, достигающей 72 км/ч, и отзывчивым управлением. Подвижность данной ЗСУ позволяет во время отсутствия вражеской авиации осуществлять фланговые обходы для поиска и поражения лёгкобронированных целей, а после чего быстро вернутся в тыл к союзникам.
Модификации и экономика
Вооружение
Основное орудие
Основным и единственным вооружением M42 «Дастер» являются спаренные 40-мм пушки Bofors M2, которые также использовались на M19. Сами пушки представляют собой модификацию шведского орудия Bofors L60, которое считалось одним из лучших зенитных орудий того времени. Благодаря установке двух 40-мм орудий, M42 может вести огонь с большей плотностью, что повышает шансы поразить быстролетящую цель даже при не самой высокой скорострельности орудий. А вот в случае стрельбы по наземным целям, скорострельности орудий будет более чем достаточно, чтобы накрыть плотным огнём легкобронированную или среднебронированную цель.
В игре для этого вооружения доступно 3 ленты с разными наборами боеприпасов:
Стандарт
Mk.II
M81A1
БТ-ОФЗТ*
ОФЗТ*
БТ
Наиболее комфортной и универсальной является Стандартная лента, в которой чередуются бронебойные и осколочно-фугасные снаряды. Она в равной степени подходит и для борьбы с авиацией, и для уничтожения танков противника. Но для большей эффективности можно загружать частично Мk.II, частично М81А1 и выбирать одну из них в зависимости от боевой ситуации — борьбы с авиацией или наземной техникой соответственно.
Все снаряды в лентах являются трассирующими, что облегчает пристрелку и корректировку упреждения во время стрельбы по противнику.
Применение в бою
В бою тактика применения будет заключаться в стрельбе из-за укрытий по воздушным целям которые либо пролетели мимо, либо которые идут на боевой заход по союзной технике, а в случае обнаружения нашего местоположения авиацией, благодаря хорошей подвижности вовремя менять позицию и искать новое укрытие. Идеальными условиями для М42 станут такие карты как Италия, переправа через Рейн, Берлин, Швеция, где можно одновременно находиться как можно ближе к союзной бронетехнике, так и иметь укрытия в случае атаки врагом с воздуха.
В случае отсутствия вражеской авиации, можно осуществить поддержку союзной техники обходя противников с фланга или же прикрывая фланги союзников. Преимуществом М42 в боевых стычках с вражеской бронетехникой будет высокая скорострельность, что позволит первым открыть огонь и поразить противника. Также хорошая подвижность M42 позволяет осуществлять захваты точек на которых отсутствует противник или же добираться на точку быстрее противника.
Достоинства и недостатки
В целом, как и упоминалось, М42 довольно хорошая зенитная установка, которая может поражать вражескую авиацию с одного-двух попаданий фугасным боеприпасом, а также осуществлять поддержку или прикрытия тыла для союзной бронетехники.
Достоинства:
Хорошая универсальность для применения в бою
Хороший урон по авиации фугасных боеприпасов
Подвижность на уровне легкого танка
Высокая скорость поворота башни
Недостатки:
Отсутствие подкалиберных снарядов
Малые углы склонения орудия вниз
Открытая компоновка установки делает уязвимыми для мелкокалиберного вооружения
Низкая скорострельность, для ведения огня по авиации
Наличие механики разрушения корпуса
Историческая справка
M42 создавалась как высокомобильная скорострельная зенитная артиллерийская система, предназначенная для защиты наземных сил от воздушных атак с малых высот. Предшественником M42 был M19 Gun Motor Carriage, который был произведен в 1944 году. M19 был основан на шасси легкого танка M24 Chaffee и был оснащен двумя 40-мм шведскими зенитными орудиями Bofors, установленными в башне с открытым верхом. Хотя установок M19 и было построено всего лишь около 285, она успела продемонстрировать свою эффективность как в качестве зенитного орудия, так и в качестве средства поддержки наземных сил.
С началом Корейской войны появилась потребность в самоходных зенитных орудиях, особенно таких, которые могли бы использоваться и как наземное средство поддержки для штурмовой пехоты. Соответственно, в 1951 году армия приступила к разработке модернизации системы M19, результатом которой и стал M42. Серийное производство M42 началось в начале 1952 года. Армия США начала принимать первые поставки M42 уже в октябре 1952 года.
С 1953 года до конца Корейской войны M42 служил в зенитных батальонах бронетанковых дивизий. В 1956 году была разработана вторая его модель, M42A1. Модель A1 получила новый двигатель AOSI-895-5 с системой впрыска топлива, такой же, как на модернизированных вариантах легких танков Walker Bulldog, M41A2 и M41A3. Более совершенная силовая установка увеличила запас хода M42 примерно до 120 миль (190 км).
Производство M42A1 было остановлено в декабре 1959 года, но система продолжала использоваться в армии США до начала 1960-х годов, после чего была передана силам Национальной гвардии. Армейские исследования показали, что пушки больше не могут обеспечивать эффективную защиту от вражеских самолетов и поэтому будут заменены ракетными комплексами. Но с началом войны во Вьетнаме армия начала отзывать M42A1 из Национальной гвардии и объединять их в дивизионы противовоздушной артиллерии (ADA). Уже в конце 1966 года первые M42A1 начали прибывать во Вьетнам. Всего во Вьетнам были переброшены три батальона ADA, оснащенных M42A1. Каждый батальон насчитывал более тысячи человек и состоял из штабной батареи и четырех огневых батарей. Каждая батарея состояла из двух взводов, по четыре орудия в каждом взводе. Каждый батальон был дополнительно усилен прикрепленной батареей пулеметов M55 .50 калибра и батареей артиллерийских прожекторов.
Хотя на момент 1966 года M42 был системой четырнадцатилетней давности, которая почти не участвовала в боевых действиях, именно во время войны во Вьетнаме M42 получил настоящее боевое крещение, и получил прозвище «Дастер» из-за больших облаков пыли, которые они создавали, мчась по грунтовым дорогам Вьетнама. Военно-воздушные силы Северного Вьетнама были относительно небольшими и предназначенные исключительно для операций воздух-воздух в собственном воздушном пространстве, и как итог не представляли угрозы для наземных сил США. Это дало Duster возможность выполнять роль поддержки наземных сил.
«Дастеры» обычно развертывались парами. Их огромная огневая мощь вызвала хаос и ужас во Вьетконге. Вьетконг назвал их «огненными драконами», потому что их большой поток огня при стрельбе и трассирующие боеприпасы создавали впечатление дыхания дракона.
Из-за того, что густые джунгли вызывали серьезный износ бензинового двигателя Duster (который подвергался возгоранию при перегреве), трансмиссии и подвески, не было возможности в полной мере использовать его хороший показатель проходимости. Кроме того, у 40-мм боеприпасов с точечным подрывом был очень чувствительный взрыватель, который мог взводится при попадании в густую листву джунглей. В результате «Дастер» использовался в основном для точечной охраны, сопровождения конвоев и защиты подконтрольного периметра. Другие задачи включали в себя контр-минометный огонь, контр-ракетный огонь и поддержку пехоты. M42 также курсировал в водах дельты Меконга на борту десантных кораблей M8, оказывая огневую поддержку мобильным речным силам 9-й пехотной дивизии.
Наличие «Дастера» на месте давало ощущение безопасности сопровождающим наземным войскам и гарантировало превосходную огневую поддержку в случае нападения. При сопровождении конвоя скорость, огневая мощь и броневая защита «Дастера» служили значительным сдерживающим фактором для вражеских засад. Обладая высокой скорострельностью и пятидесятиметровым радиусом разрыва осколочно-фугасных снарядов, «Дастеры» идеально подходили для отражения атак.
В 1971 году армия США начала вывод своих подразделений ADA из Вьетнама. К середине 1972 года Дастеры, которым на тот момент было уже двадцать лет, были полностью списаны.
Медиа
Обзор от CrewGTW
Ссылки
страница на Википедии
Американские ЗСУ
На базе M3 Half-Track
M13 MGMC · M16 MGMC · M15 CGMC
На базе M24
M19A1
Послевоенные
M42 · M163 · M247 · LAV-AD · XM975 · ADATS
VUVB-S-M42-AZD-Q4-1T1L 537610 FESTO Распределитель – buy in Moscow at the price of ₽ in online store bb-engineering.ru
CODE: FST-537610
The photo may be different from the actual product
Contact us for a price
Availability: On backorder
Best prices & delivery timeWe provide the best prices and terms due to direct deliveries from manufacturers
Professional technical supportProfessional engineers will provide you with high quality technical support on any issue
Response within 24 hoursWe value our customers’ time, so we process requests within 24 hours
Customized approachNo two tasks and situations are the same, so we have an individual approach to each request
All about product
Description
Features
Documentation
Description VUVB-S-M42-AZD-Q4-1T1L 537610
Valve function: 4/2, моностабильный • Напряжение катушки: 24 V DC • Тип управления: Электрический • Стандартный номинальный расход: 200l/min • Питание пилотного каскада: Внешнее • Электрическое подключение: Через плиту • Pneumatic connection: 4 мм (нар. диам. трубки) • Класс защиты: IP65 • Material housing: Полиамид усиленный (PA6)
Features VUVB-S-M42-AZD-Q4-1T1L 537610
Valve function
4/2, моностабильный
Напряжение катушки
24 V DC
Type of actuation
Электрический
Standard nominal flow rate
200 l/min
Type of piloting
Переключение клапана происходит за счет перемещения внутри него запорного элемента, например, поршня, мембраны, золотника или картриджа.
В распределителях прямого действия это перемещение возникает в связи со смещение исполнительного элемента – рукоятки, педали, тублера, рычага, в случае клапана с механическим или ручным управлением, а также за счет перемещения сердечника под воздействием магнитного поля катушки, если это клапан с электромагнитным управлением. С одной стороны, это позволяет использовать клапан в широком диапазоне давлений, и даже с вакуумом, так как переключение не зависит от наличия или отсутствия в клапане давления. С другой стороны, пропорционально увеличению размера клапана растет также и требуемое для его переключения усилие. В случае клапанов прямого действия с электромагнитным управлением это означает увеличение размера и мощность катушки, что приводит к повышенному потреблению электроэнергии и излишнему нагреву.
3/2 распределитель прямого действия с электромагнитным управлением.
Распределители непрямого действия имеют в своей конструкции пилотный каскад усиления, который для простоты чаще называют просто пилотом. Задача исполнительного элемента в данном случае состоит не в смещении самого запорного элемента основного клапана, а, фактически, в открытии небольшого воздушного канала. Смещение самого запорного элемента происходит за счет давления, попадающего к нему через этот открывающийся канал.
Фактически, пилот является миниатюрным клапаном-посредником, переключающимся от незначительного усилия исполнительного элемента, и далее направляющим поток рабочей среды на переключение основного клапана. Это позволяет управлять клапанами больших размеров относительно маломощными катушками и небольшими механическими органами управления.
Обратной стороной медали является повышенные требования к рабочим давлениям клапана. Усилие, создаваемое давлением рабочей среды, должно быть достаточным для переключения, при этом само давление не должно быть слишким высоким, иначе пилот может разрушиться. В связи с этим, диапазон давлений клапанов с пилотным управлением ниже, чем у клапанов прямого действия.
3/2 распределитель с электромагнитным управлением и пилотным каскадом.
С пилотным управлением
Pilot air supply
Внешнее
Type of reset
Воздушная пружина
Electrical connection
Через плиту
Pneumatic connection
4 мм (нар. диам. трубки)
Pneumatic connection, port 1
Плита/Фланец
Pneumatic connection, port 2
4 мм (нар. диам. трубки)
Pneumatic connection, port 3
Плита/Фланец
Пневматическое подключение, канал 4
4 мм (нар. диам. трубки)
Монтаж
на коллекторной плите
со сквозным отверстием
Assembly position
Operating medium
Сжатый воздух в соответствии с ISO 8573-1:2010 [7:4:4]
Note on operating and pilot medium
Современное пневматическое оборудование, как правило, уже содержит в себе консистентную смазку, которой хватает на весь срок службы. Это позволяет работать на очищенном сжатом воздухе, без использования маслораспылителей в пневмосистеме.
При подаче в такое оборудования воздуха с дополнительной смазкой (следует использовать специальное масло для пневматических систем) консистентная смазка вымывается, вследствие чего останавливать подачу масла нельзя.
Маслораспыление необходимо в случае работы пневмоприводов на высоких (1 м/с и более) скоростях, при высокой цикличности (так как при нагреве свойства консистентной смазки меняются), а также при работе пневмоинструмента.
Возможна работа со смазкой (впоследствии требуется постоянная смазка)
Operating pressure
-0.9 ÷ 8 bar
Pilot pressure
Диапазон давления, подводимого к каналу питания пилота и необходимого для нормальной работы распределителя.
Эта страница об американской ЗСУ M42 . Для других версий см. M42 (Семейство). Чтобы узнать о других значениях, см. M42 (значения).
Содержимое
1 Описание
2 Общая информация
2.1 Живучесть и броня
2.2 Мобильность
2.3 Модификации и экономичность
3 Вооружения
3.1 Основное вооружение
3.1.1 Боеприпасы
3.1.2 Боеприпасы
4 Использование в боях
4. 1 Плюсы и минусы
5 История
5.1 Развитие
5.2 Боевое применение
6 Медиа
7 См. также
8 Внешние ссылки
Описание
Спаренная 40-мм самоходная артиллерийская установка M42 Duster — американская самоходная зенитная артиллерийская установка III ранга. с боевым рейтингом 5,3 (АБ), 4,3 (РБ) и 4,7 (СБ). Он был представлен в обновлении 1.47 «Большие пушки». Хотя он вооружен той же башней и пушками, что и его предшественник, M19., имеет повышенную подвижность за счет использования шасси легкого танка M41A1 Walker Bulldog.
Американские военные заключили с танковым подразделением корпорации General Motors контракт на разработку и производство M42 Duster в качестве легкой бронированной зенитной артиллерийской платформы. Хотя изначально Duster был разработан для защиты от воздушных атак, к тому времени, когда Duster был готов к массовому развертыванию, военные решили, что Duster не является полезным инструментом против реактивных самолетов, которые начали заполнять небо.
В то время как машины ЗСУ изначально предназначались для противодействия авиации, были разработаны и другие области применения, в которых они применялись против бронетехники. Однако по сравнению с другими современными ЗСУ (ЗСУ-37, Wirbelwind, Multiple Gun Motor Carriage M13 и т. д.) M42 обычно считается наименее эффективной при использовании против машин с бронезащитой. Пробивная способность бронебойных снарядов считается слишком низкой, чтобы пробить броню, даже если она не находится под углом. Однако Duster может быть разрушительным против машин с очень небольшим бронированием или вообще без него, особенно при скорострельности 120 выстрелов в минуту для каждого орудия.
Считаясь легким танком, M42 не имеет достаточной брони, чтобы противостоять многим другим машинам, с которыми он столкнется на поле боя, особенно против танков, которые могут стрелять осколочно-фугасными снарядами. Duster будет лучше противостоять пулемётному огню и, возможно, лёгкому огню автопушек, с которым он может столкнуться, хотя и ненадолго. Из-за легкости M42 лучше всего ставить его там, где есть укрытие, которое поможет защитить Duster. Также важно выставлять транспортное средство только тогда, когда это необходимо, чтобы сделать снимок. В случае обнаружения лучше иметь запасное место, куда можно отступить и перегруппироваться.
Общая информация
Живучесть и броня
Броня может отсутствовать на M42. Построенная на шасси M41 Walker Bulldog, ЗСУ может быть пробита чем угодно в игре, за исключением, конечно, тех нескольких танков, вооруженных только пулеметами. В этом танке скорость — ваша броня. Стационарный Duster — это утилизированный Duster, если только вы не стреляете по самолету, в котором вы должны остановиться за каким-нибудь укрытием.
Тип брони:
Катаная гомогенная броня
Броня
Спереди (угол наклона)
Стороны
Задний
Крыша
Корпус
12,7 мм (33°) Передняя гласиса 25,7 мм (39°) Нижняя гласиса
12,7 мм
12,7 мм Верх 19 мм Низ
12,7 мм
Башня
12,7 мм
8 мм
8 мм
Н/Д
Примечания:
Подвеска колес и гусениц толщиной 15 мм.
Мобильность
Игровой режим
Максимальная скорость (км/ч)
Вес (тонн)
Мощность двигателя (л.с.)
Удельная мощность (л.с./т)
Вперед
Реверс
На складе
Модернизированный
На складе
Модернизированный
Аркада
79
21
22,5
710
954
31,56
42,4
Реалистичный
73
19
442
500
19,64
22.22
Этот танк может развивать скорость около 72 км/ч вперед и -20 км/ч назад. В любом случае, это быстро. Построен с нейтральным рулевым управлением и легче, чем M41A1. У него не должно возникнуть проблем с выходом из ситуации в крайнем случае.
Модификации и экономика
Вооружение
Основное вооружение
Основная статья : Двойная автоматическая пушка М2 (40 мм) . У них приличная скорострельность, и вам редко придется останавливаться и ждать перезарядки — скорее, вам придется ждать, пока остынет ствол орудия. Против самолетов эти орудия смертельны. Одного-двух выстрелов будет более чем достаточно, чтобы сбить врага. Они также довольно смертоносны против легкобронированной техники, такой как вражеские ЗСУ или легких танков, таких как Spähpanzer Ru 251 или M41 Walker Bulldog, и вы также можете пробить борт Пантеры. Однако они требуют прямых попаданий. Против советских тяжелых или британских средних танков вам, скорее всего, придется столкнуться, однако эти орудия вам ничем не помогут. У вас редко будет возможность использовать «Бофорс» на другом танке, так как у них просто не хватает для этого пробития — 72 мм на 4-м ранге далеко не уедешь. Если вы можете заставить пушки попадать, у вас не должно возникнуть проблем со сбиванием самолетов с неба.
Двойная 40-мм автоматическая пушка M2 (x2)
Скорость вращения башни (°/с)
Скорость перезарядки (секунды)
Режим
Емкость (ремень)
Скорострельность
Вертикальный
Горизонтальный
Стабилизатор
Склад
Модернизированный
Полный
Эксперт
Эйс
Склад
Полный
Эксперт
Эйс
Аркада
480 (8)
120
-3°/+85°
±180°
н/д
35,22
48,75
59,20
65,47
69,65
0,65
0,58
0,53
0,50
Реалистичный
23,80
28. 00
34,00
37,60
40.00
Боеприпасы
По умолчанию: AP-T · FI-T* — отлично работают, попадание в самолет означает мгновенную разборку для него и все еще может повредить наземную технику, особенно если она находится боком в борт вражеского танка.
Mk.II: FI-T* — Плохие новости для самолетов, которые следует использовать для работы ПВО.
M81A1: AP-T — Это самые плохие ремни против самолетов. Тем не менее, они могут повредить наземную технику, особенно если выстрелить в борт вражеского танка. Если вы планируете пробивать танки, заряжайте его и фланг, так как боковые выстрелы почти необходимы.
Статистика проникновения
Боеприпасы
Тип боевой части
Проникновение при угле атаки 0° (мм)
10 м
100 м
500 м
1000 м
1500 м
2000 м
Марк II
ФИ-Т*
3
3
3
3
3
3
М81А1
АП-Т
72
69
58
46
37
29
Детали корпуса
Боеприпасы
Тип боевой части
Скорость (м/с)
Масса снаряда (кг)
Предохранитель задержки (м)
Предохранитель чувствительности (мм)
Масса взрывчатого вещества (тротиловый эквивалент) (г)
Рикошет
0%
50%
100%
Марк II
ФИ-Т*
874
0,83
0
0,1
63
79°
80°
81°
М81А1
АП-Т
875
0,88
—
—
—
47°
60°
65°
Боеукладки
Боеукладки M42
Полный патронов
1-я стойка пустая
2-я стойка пустая
3-й штатив пустой
4-я стойка пустая
Визуальное несоответствие
60
50 (+10)
38 (+22)
14 (+46)
2 (+58)
Да
Использование в боях
У этого танка нет брони, но много скорости и пушек, которые ничего не делают против чего-либо с настоящей броней. Воздержитесь от нападения на врагов, которые могут принять от вас удар, хотя вы можете бродить по полю боя со своей безумной скоростью и выступать в роли разведчика. Вы по-прежнему можете стрелять во врагов, чтобы отметить их на мини-карте, чтобы все игроки могли их видеть, хотя это также разоблачит вас. Однако вы можете остаться со своими товарищами по команде и сбивать самолеты, которые будут их беспокоить. Они знают об опасности орудий Bofors, но для некоторых пилотов это риск, на который они готовы пойти. Хороший способ заманить самолеты к себе — сделать вид, что вы их не видите, выстрелить в какую-нибудь отдаленную (наземную) цель, на что самолет заметит, что вы «отвлеклись», и когда они начнут пикировать, чтобы атаковать вас, быстро перенацелить пушки и огонь.
Плюсы и минусы
Плюсы:
40-мм пушки уничтожают самолеты
ББ-снаряды
, способные пробить примерно 60 мм, могут использоваться против бортовой брони большинства средних танков, например, Т-34-85, Chi-Ri II, Panther A/D
.
Несинхронизированная стрельба помогает повысить общую скорострельность
В отличие от ремней по умолчанию, другие варианты ремней изготовлены из оболочки одного типа, на которую можно положиться
.
Относительно быстрая машина с хорошей подвижностью за счет легкого танка М41А1
Высокая скорость поворота башни помогает отслеживать самолеты
Улучшенная мобильность, защита и боезапас по сравнению с M19
Минусы:
Несмотря на 40-мм пушки и несинхронную стрельбу, общая скорострельность все же ниже, чем у современников
40-мм бронебойные снаряды не являются лучшими снарядами для использования в целом из-за относительно низкой бронепробиваемости; не может пробивать тяжелые танки с круговой защитой, такие как ИС-2 или Тигр h2/E
Относительно плохие углы склонения, чуть хуже, чем у М19, а значит М42 приходится выставлять себя для стрельбы по холмам
Открытая башня позволяет воздушным атакам и пулеметам уничтожить незащищенный экипаж
Очень тонкая броня корпуса, может быть пробита калибром 0,50 калибра, установленным на M4
Небрежное вождение может повредить автомобиль
Боеприпасы могут быть израсходованы довольно быстро из-за стрельбы из двух орудий, продолжительный бой может привести к тому, что укладка боеприпасов пуста
Легко уничтожается боезапасом из-за разбросанных по всей башне стеллажей, воздушные автопушки могут взорвать его при попадании
Плохая мобильность на складе
История
Развитие
В конце Второй мировой войны и войны в Корее армия США использовала Twin Gun Motor Carriage M19 в качестве основного зенитного орудия бронетанковых войск. Однако во время войны в Корее армия США решает постепенно отказаться от своих M24 Chaffees и его вариантов, включая M19, чтобы внедрить более новые конструкции, созданные в тот период. Одной из таких новых разработок стала разработка легкого танка M41 Walker Bulldog. 40-мм вооружение на М19был сочтен достаточно эффективным, чтобы продолжать использование после M19, поэтому башня M19 со спаренными 40-мм пушками была снята с шасси и модифицирована, чтобы соответствовать шасси легкого танка M41, у которого было большее кольцо башни, чем у M24 Chaffee. . Эта установка зенитного вооружения легкого танка M41 получила обозначение M42 . Производство машины началось в начале 1952 года на танковом заводе General Motors в Кливленде и поступило на вооружение в 1953 году, заменив многие другие самоходные зенитные машины, находившиеся на вооружении армии. Производство продолжалось с 1952 по декабрь 1959 г., закончив общим количеством 3700 ед. Во время производства M42 был модернизирован в 1956 году с новым двигателем и другими модернизациями, общими с легким танком M41, этот модернизированный вариант был M42A1 .
Боевое применение
M42 хранился на вооружении США после войны в Корее, однако где-то между тем и 1960-ми годами армия США пришла к выводу, что обычные зенитные орудия не могут противостоять новой эпохе самолетов самолетов. Таким образом, М42 должны были списать в 1919 г.63 и заменена зенитной ракетой HAWK. Хотя даже после выхода на пенсию подразделения, дислоцированные в зоне Панамского канала, сохранили свои M42 до 1970-х годов.
Затем, в 1960-х годах, когда назревала война во Вьетнаме, в стране размещалось больше американских солдат. Опыты с ракетой показали, что ракетный комплекс HAWK, предназначенный для поражения новых реактивных самолетов, плохо показал себя в маловысотной обороне. Чтобы обеспечить жесткий контроль над воздушным пространством, армия начала перевыпуск M42 в армию в артиллерийских дивизионах ПВО, в состав которых входят четыре батареи M42 и одна штабная батарея. Эти М42 начинают поступать осенью 1966 в трех батальонах: 1/44, 5/2 и 4/60 батальоны. Хотя, несмотря на их роль, со стороны северных вьетнамцев на юг не представлялось серьезной воздушной угрозы, поэтому M42 были переведены на наземную поддержку по традиции, разделяемой их прошлыми предшественниками. M42 в этой роли использовались для обеспечения безопасности на местах, сопровождения конвоев или защиты периметра; именно в этих ролях M42 получил свое прозвище «Дастер» за его смертоносность и эффективность в роли наземной поддержки против пехоты.
После Вьетнама батальоны, оснащенные M42 Duster, были выведены из эксплуатации в конце декабря 1971 года. Эти Dusters, все еще находившиеся во Вьетнаме, были переданы силам АРВН. Учебные тряпки в Форт-Блисс были возвращены Национальной гвардии, которой они изначально были выданы, и несколько подразделений Национальной гвардии были размещены с M42, пока он не был официально выведен из эксплуатации в 1988 году, причем последним подразделением, выведенным на пенсию, был 2-й батальон 263-й артиллерии ПВО. .
Архив внутриигрового описания
Самоходная 40-мм зенитная установка M42 производства General Motors (GM). Он был создан на базе легкого танка М41 и предназначался для замены самоходной зенитной установки М19. Для этой установки также использовалось неофициальное название «Дастер». Всего с 1951 по 1959 год было выпущено 3700 М42.
Медиа
Скины
Скины и камуфляжи для M42 с сайта live.warthunder.com.
См. также
Другие автомобили аналогичной конфигурации и предназначения
M19
Оствинд II
Фонгхонг Т-34 / Фонгхонг Т-34 (СССР)
Внешние ссылки
[Разработка] Ла-5ФН и М42 Дастер
США зенитные машины
Полугусеничные производные M3
M13 MGMC · M15 CGMC · M16 MGMC
производная М24
М19А1
Производная M41
М42
Радар ЗСУ
М163 · М247
Ракетная ЗСУ
LAV-AD · XM975
Селектор тиглей — REX® M42
Селектор тиглей — REX® M42
REX ® M42 Быстрорежущая сталь (AISI M42)
REX M42 — это суперкобальтовая быстрорежущая сталь, которая может подвергаться термообработке до твердости HRC 68. Это делает REX M42 превосходным инструментом для режущих инструментов специального назначения, требования к которым выходят за рамки возможностей быстрорежущих сталей общего назначения.
Типичная химия
Углерод
1,08%
Марганец
0,30%
Хром
3,75%
Ванадий
1,15%
Кремний
0,30%
Вольфрам
1,60%
Молибден
9,50%
Кобальт
8,00%
Сера
0,03% макс.
Типичные области применения
Броши
Зубчатые втулки
Сверла
Фрезы
Концевые фрезы
Развертки
Инструменты для форм
Формирователи
Твердость после отжига: BHN 235/255.
Обрабатываемость в отожженном состоянии составляет примерно 35% инструментальной стали W1 (1%C).
Термическая обработка
Критическая температура: 1560F(850C)
Ковка: 2025-2075F(1105-1135C) Не ковать ниже 9100F30С). Медленно круто.
Отжиг: 1600F(870C), выдержка 2 часа, медленное охлаждение 30F(15C)/час макс. до 1000F (540C), затем воздух или печь охлаждаются. Твердость BHN 235/255.
Снятие напряжения (после механической обработки): 1100-1300F (595-740C), выдержка 2 часа, затем охлаждение на воздухе или в печи.
Выпрямление: Лучше всего делать в тепле 400-800F (200-430C)
Закалка: (соль, вакуум или атмосфера).
Предварительный нагрев: 1500-1550F (820-845C), выравнивание. Второй этап предварительного нагрева на 18:50-19.00F(1010-1040C) рекомендуется для закалки в вакууме или атмосфере.
Высокая температура: 2075-2175F(1135-1190C). Стандартная рекомендация для достижения HRC 66/68 — использовать 2150-2175F (1175-1190C).
Закалка: Закалка солью, маслом или атмосферой до 1000-1100F (540-595C), выравнивание, затем охлаждение на воздухе до температуры ниже 125F (50C) или нагрев руками. Скорость закалки в вакууме или атмосфере в диапазоне 1850-1300F (1010-705C) имеет решающее значение для достижения оптимальной реакции на термообработку.
Температура: 1000F (540C) минимум рекомендуется. Требуется трехкратная закалка.
Снятие напряжения (закаленные детали): Отпуск 30F (15C) ниже исходной температуры отпуска или минимум 1000F (540C).
Прочность Снижение температуры закалки (недозакалка) уменьшает размер зерна и повышает ударную вязкость.
Закалка Температура
Закалка Температура
Твердость HRc
Шарпи C-образный вырез Значение воздействия
Перелом изгиба Прочность
°F
°С
°F
°С
фут-фунт
(Дж)
(фунтов на кв. дюйм)
(МПа)
2175
1190
1025
550
68
5
7
372
2565
2100
1150
1025
550
66
7
10
446
3075
Данные по закалке
Закалка
РЕАКЦИЯ НА ТЕРМООБРАБОТКУ ±1 HRC (ПРИМЕЧАНИЕ A)
Температура
2050F
2075F
2100F
2125F
2150F
2175F
°С
°F
(1120С)
(1135С)
(1150С)
(1165С)
(1175С)
(1190С)
Как указано
66
66
66
66
65
63,5
540
1000
64,5
65
66
67
67,5
68
ОПТИМАЛЬНО ДЛЯ МАКСИМАЛЬНОЙ ПРОЧНОСТИ И ЭФФЕКТИВНОГО СНЯТИЯ НАПРЯЖЕНИЙ.
550
1025
63
64
65,5
66,5
67
67,5
565
1050
60
62
63,5
64,5
65
66
595
1100
54
57
59
60
61
63
620
1150
50
53
55
56
57
59
ПРИМЕЧАНИЕ А:
РЕЗУЛЬТАТЫ МОГУТ ОТЛИЧАТЬСЯ ОТ МЕТОДА ЗАКАЛИВАНИЯ И РАЗМЕРА СЕКЦИИ. МАКСИМАЛЬНЫЙ ОТКЛИК ДАЕТ ТУШЕНИЕ С СОЛЬЮ ИЛИ МАСЛОМ. ВАКУУМНОЕ ИЛИ АТМОСФЕРНОЕ ОХЛАЖДЕНИЕ МОЖЕТ ПРИВЕСТИ К СНИЖЕНИЮ ДО 1-2 HRC.
МИНИМАЛЬНОЕ ВРЕМЯ НА ТЕМПЕРАТУРА АСТ (МИН)
10
10
5
5
3
3
МИНИМАЛЬНЫЙ НОМЕР ВРЕМЕНИ (2 ЧАСА)
3
3
3
3
3
3
Изменение размера при отверждении
Закалка
Темп.
Закалка
Темп .
HRc
Продольный
Изменение размера %
°F
°С
°F
°С
2175
1190
1025
550
67
+.25
Обработка поверхности REX M42 может подвергаться азотированию, закалке паром или покрытию нитридом титана по желанию.
Четырехтактный двигатель Honda GCV135 для садовой техники.
Главная
Каталог
Обслуживание
Инструкции
Статьи
Где купить
Описание
Размеры двигателя
Размеры вала
Модификации и цены
Двигатели модели GCV135, работающие под наклоном, могут применяться вместо двухтактных двигателей и обеспечивают высокую экологичность. На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху). Модель GCV 135 правильный выбор для тех, кто заботится об окружающей среде. В целом, двигатели серии GCV идеально подходят для садовой техники.
Где применяется: Pressure washers, Lawn mowers, Agricultural equipment, Forestry equipment
ДВИГАТЕЛЬ HONDA GCV-135: ОСНОВНЫЕ ПАРАМЕТРЫ
Модель двигателя
GCV135
Фирма производитель
Honda
Тип двигателя
4-тактный, OHV
Объём двигателя
135 см. куб.
Мощность двигателя
3,4 кВт (4.5 л.с.) / 3.600 об/мин
Полезная мощность
2.6 кВт (3.5 л.с.) / 3.600 об/мин
Мощность на валу
1.7 кВт (2.3 л.с.) / 3.000 об/мин
Крутящий момент max.
9,7 Нм / 0.99 кг/м / 2.500 об/мин
Диаметр x Ход поршня
64 x 42 мм
Система зажигания
транзисторная
Расход топлива
313 г/кВт. ч — 230 г/л.с.ч
0.95 л при 3.000 об/мин
Ёмкость топливного бака
0.77 л
Объём масла в картере, л
0.55 л
Фильтрующий элемент
бумажный
Запуск
ручной
Базовый вес
9. 6 кг
Базовые габариты
350 x 331 x 353 мм
Размер вала
в зависимости от модификации
Топливо
бензин от АИ92
Масло (рекомендованное)
10W30, 10W40
ОСОБЕННОСТИ ДВИГАТЕЛЯ HONDA GCV135
4-тактный бензиновый двигатель с распределительным валом в головке блока цилиндра (ОНС), вертикальным валом, алюминиевым цилиндром и воздушным охлаждением.
Инновационные технологии: цилиндр и камера сгорания являются единой деталью, зубчатый ремень привода ГРМ находится в картере двигателя.
Бесшумность: меньше механических деталей, вызывающих шум.
Легкий вес: благодаря высококачественным материалам уменьшен вес двигателей.
Ремень привода ГРМ не требует обслуживания в течение всего срока службы двигателя.
Экономичность: самый низкий расход топлива из всех двигателей данной категории.
Легкий запуск: уникальная технология компании Honda.
Мощность: наибольшая мощность по отношению к объему цилиндра.
Экологическая безопасность.
График двигателя Honda GCV135
Четырехтактный двигатель Honda GCV160 для садовой техники.
Главная
Каталог
Обслуживание
Инструкции
Статьи
Где купить
Описание
Размеры двигателя
Размеры вала
Модификации и цены
Четырехтактный бензиновый двигатель Honda GCV-160 с распределительным валом в головке блока цилиндра (ОНС), вертикальным валом, алюминиевым цилиндром и воздушным охлаждением. Модель Honda GCV160 позволяет применять на газонокосилках систему «электронного пуска». Вам не надо думать о настройке положения воздушной заслонки при запуске двигателя, а также не надо ждать, пока двигатель прогреется. Данная система гарантирует простоту и надежность пуска, сравнимую с пуском современного автомобиля. Отличный двигатель для установки на многофункциональном оборудовании.
Где применяется: Pressure washers, Lawn mowers, Agricultural equipment, Forestry equipment
Внешний вид Honda GCV 160
Особенности Honda GCV-160 (Eng)
ДВИГАТЕЛЬ HONDA GCV-160: ОСНОВНЫЕ ПАРАМЕТРЫ
Модель двигателя
GCV160
Фирма производитель
Honda
Тип двигателя
4-тактный, OHV
Объём двигателя
160 см. куб.
Мощность двигателя
4,1 кВт (5.5 л.с.) / 3.600 об/мин
Полезная мощность
3.3 кВт (4.4 л.с.) / 3.600 об/мин
Мощность на валу
2.1 кВт (2.8 л.с.) / 3.000 об/мин
Крутящий момент max.
11,4 Нм / 1.16 кг/м / 2.500 об/мин
Диаметр x Ход поршня
64 x 50 мм
Система зажигания
транзисторная
Расход топлива
313 г/кВт. ч — 230 г/л.с.ч
1.1 л при 3.000 об/мин
Ёмкость топливного бака
0.91 л
Объём масла в картере, л
0.55 л
Фильтрующий элемент
бумажный
Запуск
ручной или электрический
Базовый вес
9. 8 кг
Базовые габариты
366 x 331 x 360 мм
Размер вала
в зависимости от модификации
Топливо
бензин от АИ92
Масло (рекомендованное)
10W30, 10W40
ОСОБЕННОСТИ ДВИГАТЕЛЯ HONDA GCV160
Инновационные технологии: цилиндр и камера сгорания являются единой деталью, зубчатый ремень привода ГРМ находится в картере двигателя.
Бесшумность: меньше механических деталей, вызывающих шум.
Легкий вес: благодаря высококачественным материалам уменьшен вес двигателей.
Ремень привода ГРМ не требует обслуживания в течение всего срока службы двигателя.
Экономичность: самый низкий расход топлива из всех двигателей данной категории.
Легкий запуск: уникальная технология компании Honda.
Мощность: наибольшая мощность по отношению к объему цилиндра.
Экологическая безопасность.
График зависимости мощности от оборотов Honda GCV160
Двигатели модели GCV160, работающие под наклоном, могут применяться вместо 2-тактных двигателей и обеспечивают высокую экологичность. На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху).
СИСТЕМА ЗАПУСКА COMFORT
. На двигателях типа GCV160 устанавливается система запуска Comfort, которая автоматически устанавливает воздушную заслонку так, чтобы обеспечить оптимальный запуск и функционирование в любых условиях работы. Данная система в сочетании с фиксированными оборотами двигателя, обеспечивает простоту и надежность запуска. Чтобы начать работу, нет необходимости ждать, пока двигатель прогреется.
Клапан воздушной заслонки автоматически открывается (и закрывается) с помощью устройства THERMO WAX ASSY
, которое устанавливается на впускном коллекторе.
двигателей Хонда | 4-тактный двигатель GCV160
GCV160/190
Тихая, легкая, надежная мощность
Двигатели Honda GCV представляют собой бесшумную, но при этом мощную и легкую комбинацию для различных областей применения с высокими требованиями. Эти двигатели идеально подходят для бытовых газонокосилок и моек высокого давления.
Общие приложения
Мойки высокого давления
Газонокосилки
Сельскохозяйственное оборудование
Лесозаготовительное оборудование
Особенности
Экономичный расход топлива, высокая производительность
Компактная камера сгорания, конструкция с верхним расположением распредвала и моноблочная конструкция снижают расход топлива. Учить больше
Мощный крутящий момент в широком диапазоне оборотов помогает уменьшить падение частоты вращения двигателя при резком увеличении нагрузки.
Компактный и легкий
Самые легкие двигатели в своем классе
Первый в мире внутренний ремень привода ГРМ общего назначения Учить больше
Верхний кулачок из прочной смолы для долговечности и бесшумности
Моноблочная конструкция
Тихая, плавная работа
Внутренний ремень ГРМ обеспечивает тихую работу
Шум клапанного механизма и шестерни сведен к минимуму
Точно спроектированные и обработанные компоненты снижают вибрацию
Проверенная надежность
Система Dua-Lube обеспечивает превосходную смазку двигателя.
Простая конструкция снижает многие потенциальные потребности в техническом обслуживании
Высококачественные материалы, посадка и отделка
Одноэлементный воздушный фильтр
Простота в использовании и обслуживании
Доступна система автоматической дроссельной заслонки Учить больше
Доступен автоматический дроссель
Легкий доступ для слива и заливки масла
Легкодоступная свеча зажигания
Проверенная на весь срок службы конструкция зубчатого ремня Учить больше
Легкий запуск
Горизонтальное поперечное впускное отверстие для плавного потока топлива
Автоматическая механическая декомпрессия Учить больше
Электронное зажигание
Соответствует требованиям по выбросам
Катализатор не нужен
Встроенный угольный баллончик в газовой крышке
Доступные Варианты
Муфта ножевого тормоза Honda в сборе доступна для газонокосилок
Доступны различные элементы управления для различных применений (мойка высокого давления, газонокосилка, дровокол и т. д.)
Доступна версия с электрическим запуском
ХАРАКТЕРИСТИКИ
GCV160
GCV190
Тип двигателя
4-тактный с воздушным охлаждением OHC
4-тактный с воздушным охлаждением OHC
Диаметр x Ход
2,5″ x 2,0″ (64 мм x 50 мм)
2,7″ x 2,0″ (69 мм x 50 мм)
Рабочий объем
9,8 куб. дюймов (160 см3)
11,4 куб. дюймов (187 см3)
Полезная выходная мощность*
4,4 л.с. (3,3 кВт) при 3600 об/мин
5,1 л.с. (3,8 кВт) при 3600 об/мин
Полезный крутящий момент
6,9 фунт-фут (9,4 Нм) при 2500 об/мин
8,3 фунт-фут (11,3 Нм) при 2500 об/мин
Вращение карданного вала
Против часовой стрелки (со стороны карданного вала)
Против часовой стрелки (со стороны карданного вала)
Степень сжатия
8,5:1
8,5:1
Карбюратор
Дроссельная заслонка горизонтального типа
Дроссельная заслонка горизонтального типа
Система зажигания
Транзисторное магнето
Транзисторное магнето
Система запуска
Отдача/электрическая
Отдача/электрическая
Воздухоочиститель
Сухой (бумажный фильтр)
Сухой (бумажный фильтр)
Система регулятора
Центробежный механический
Центробежный механический
Емкость топливного бака
0,98 кварты США (0,93 литра)
0,98 кварты США (0,93 литра)
Топливо
Неэтилированный бензин с октановым числом 86 или выше
Неэтилированный бензин с октановым числом 86 или выше
Емкость для масла
0,58 кварты США (0,55 л)
0,58 кварты США (0,55 л)
Система смазки
Всплеск
Всплеск
Сухой вес
22,0 фунта (10,0 кг)
27,6 фунтов (12,5 кг)
ПРЕДУПРЕЖДЕНИЕ: Информация о законопроекте 65 штата Калифорния
РАЗМЕРЫ
GCV160
GCV190
Длина (мин)
14,4 дюйма (367 мм)
14,4 дюйма (367 мм)
Ширина (мин)
13,0″ (331 мм)
13,0″ (331 мм)
Высота (мин. )
13,7 дюйма (347 мм)
13,8 дюйма (349 мм)
ВОМ
GCV160
GCV190
N1
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
А2
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
С3
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
N5
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
N7
Прямой вал
Посмотреть детали
Прямой вал
Посмотреть детали
Кривые производительности
Стандарт SAE J1349 измеряет чистую мощность в лошадиных силах при установленном заводском глушителе и воздушном фильтре. Чистая мощность в лошадиных силах более тесно связана с мощностью, которую оператор будет испытывать при использовании двигателя Honda. продукта. Номинальная мощность двигателей, указанная в этом документе, измеряет полезную выходную мощность при 3600 об/мин (7000 об/мин для моделей GXH50, GXV50, GX25 и GX35) и полезный крутящий момент при 2500 об/мин, проверенный на серийном двигателе. масса серийные двигатели могут отличаться от этого значения. Фактическая выходная мощность двигателя, установленного на конечной машине, будет варьироваться в зависимости от множества факторов, включая рабочую скорость двигателя в процессе эксплуатации, условия окружающей среды.
условия, техническое обслуживание и другие переменные.
Руководства по эксплуатации
GCV160
Общее применение
Английский
GJAE с 1000001 по 9999999
GJAEA от 1000001 до 9999999
GJAPA от 1533530 до 9999999
GJARA от 1000001 до 1533529
GJARA от 1533530 до 9999999
GJATA от 1000001 до 1309284
GJATA от 1309285 до 9999999
GCV190
Общее применение
Английский
GJAAA от 1000001 до 1074127
GJAAA от 1074128 до 8452386
GJAAA от 8452387 до 9999999
Поддержка
РЕКОМЕНДАЦИИ ПО ТОПЛИВУ
ПОИСК И ЗАКАЗ ЗАПЧАСТЕЙ
ИНФОРМАЦИЯ О ГАРАНТИИ
СОВЕТЫ ПО УСТРАНЕНИЮ НЕИСПРАВНОСТЕЙ
СОВЕТЫ ПО ХРАНЕНИЮ И ТРАНСПОРТИРОВКЕ
РУКОВОДСТВА ДЛЯ МАГАЗИНА
Четырехтактный мини-серия
Инновационная конструкция 4-тактных двигателей Honda Mini позволяет использовать их и хранится в любом положении для удобства использования на 360°. Вертикально, боком, даже вверх ногами — Mini 4-Strokes по-прежнему будет отлично работать.
Эксклюзивная система смазки Honda с поворотным отражателем удерживает масло в полном тумане. состоянии и циркулирует в нем, используя колебания давления, вызванные движением поршень.
Встроенные каналы эффективно возвращают циркулирующее масло в масляный резервуар из каждую часть двигателя. Отверстие для возврата масла, расположенное в центре Резервуар предотвращает случайное попадание масла в камеру сгорания.
Малые модели двигателей
Детали
Почему Honda?
двигателей Хонда | GCV160 4-тактный двигатель
GX 25/35
OHC, двигатель 25/35,8 куб. см
Горизонтальный и вертикальный вал
Коммерческое использование
Узнать больше
GX 50
OHC, двигатель 47,9 куб.см
Горизонтальный и вертикальный вал
Коммерческое использование
Узнать больше
GXH 50
OHV, двигатель 49,4 см3
Горизонтальный вал
Коммерческое использование
Узнать больше
GXV 50
OHV, двигатель 49,4 см3
Вертикальный вал
Коммерческое использование
Узнать больше
GX 100
OHC, двигатель 98,5 см3
Горизонтальный вал
Коммерческое использование
Узнать больше
GXE 2.
0H
Литий-ионный аккумулятор
Бесщеточный двигатель постоянного тока класса 2 кВт
3600 об/мин
Встроенный двигатель, тип
Узнать больше
GXE 2.0S
Литий-ионный аккумулятор
Бесщеточный двигатель постоянного тока класса 2 кВт
3000/3300/3600 об/мин
Отдельный двигатель Тип
Узнать больше
GX 120/160/200
OHV, двигатель 122/163/196 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
ГСР 120
OHC, двигатель 121 см3
Горизонтальный вал
Предназначен для коммерческих трамбовок
Узнать больше
ГК 160/190
OHC, двигатель 160 куб. см
Горизонтальный вал
Жилое использование
Узнать больше
ГТС 160/190
OHC, двигатель 160 куб.см
Вертикальный вал
Жилое использование
Узнать больше
GXV 160
OHV, двигатель 163 куб.см
Вертикальный вал
Коммерческое использование
Узнать больше
ГТС 170
OHV, двигатель 166 куб. см
Вертикальный вал
Жилое использование
Узнать больше
ГС 190
OHC, двигатель 187 куб.см
Горизонтальный вал
Легкое коммерческое и жилое использование
Узнать больше
ГСВ 190
OHC, двигатель 187 куб.см
Вертикальный вал
Легкое коммерческое и жилое использование
Узнать больше
ГТС 200
OHV, двигатель 201 куб. см
Вертикальный вал
Жилое использование
Узнать больше
GX 240/270
OHV, двигатель 270 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
iGX 270/390
OHV, двигатель 270/389 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
GX 340/390
OHV, двигатель 389 куб. см
Горизонтальный вал
Коммерческое использование
Узнать больше
GXV 390
OHV, двигатель 389 куб.см
Вертикальный вал
Узнать больше
GX 630/690
OHV V-Twin, двигатель 688 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
GXV 630/690
OHV V-Twin, двигатель 688 куб.см
Вертикальный вал
Коммерческое использование
Узнать больше
iGX 700
OHV V-Twin, двигатель 688 куб. см
Горизонтальный вал
Коммерческое использование
Узнать больше
iGXV 700
OHV V-Twin, двигатель 688 куб.см
Вертикальный вал
Коммерческое использование
Узнать больше
iGX 800
OHV V-Twin, двигатель 779 куб.см
Горизонтальный вал
Коммерческое использование
Узнать больше
iGXV 800
OHV V-твин, 779кубический двигатель
Вертикальный вал
Коммерческое использование
Узнать больше
Четырехтактный мини-серия
Инновационная конструкция 4-тактных двигателей Honda Mini позволяет использовать их и хранится в любом положении для удобства использования на 360°.
Что такое SLS 3D печать. Как работает SLS 3D принтер. Обзор аддитивных технологий.
Что такое SLS?
Всем привет, Друзья! С Вами 3DTool!
В этой статье, мы подробно расскажем об одной из самых перспективных технологий 3D-печати. Селективном лазерном спекании.
Селективное лазерное спекание (SLS) — это процесс аддитивного производства, относящийся к широкому семейству методов синтеза на подложке. В SLS лазер выборочно спекает частицы полимерного порошка, сплавляя их друг с другом и тем самым создавая слой за слоем. В качестве материала построения используются гранулированные термопластичные полимеры. Варианты подобных устройств можно рассмотреть в нашем каталоге. Например, 3d-принтер Sintratec.
Данная технология используется, как для создания прототипов функциональных изделий из полимеров, так и для интеграции в небольшие производственные циклы, поскольку предлагает полную свободу проектирования, высокую точность и производит детали с хорошими и стабильными механическими свойствами, в отличие от FDM или SLA.
Естественно, как и в любом другом случае, возможности технологии могут быть использованы в полной мере, только если принимать во внимание ее ключевые преимущества и недостатки, поэтому давайте подробно разберем ее особенности и принцип функционирования.
Процесс печати методом SLS
Как работает SLS?
Процесс изготовления методом SLS работает следующим образом:
I. Камера с порошком, как и вся область печати нагревается чуть ниже температуры плавления полимера, после чего выравнивающее лезвие распределяет тонкий слой порошка по рабочей платформе.
II. СО2-лазер сканирует контур следующего слоя и выборочно спекает (сплавляет) частицы порошка полимера. Поперечное сечение компонента сканируется (спекается) полностью, поэтому деталь получается монолитной.
III. Когда слой завершен, рабочая платформа движется вниз, и лезвие вновь покрывает порошком поверхность.
Процесс повторяется до тех пор, пока вся деталь не будет готова.
После печати деталь полностью герметизируется в не спечённом порошке, поэтому перед тем, как её доставать, камера и порошок должны остыть. Остывание может занимать значительное количество времени, вплоть до 12 часов. Затем получившаяся деталь очищается от остатков порошка сжатым воздухом. Не спечённый порошок собирается для дальнейшего повторного использования.
Схема SLS 3D-принтера.
Характеристики SLS-печати
Параметры принтера
В SLS практически все параметры печати устанавливаются производителем принтера. Высота слоя поумолчанию составляет 100-120 мкм. Например, упомянутый нами выше 3D-принтер Sintratec позволяет печатать куда более тонким слоем, заявленная производителем толщина слоя варьируется от 50 до 150 микрон.
Основным преимуществом метода SLS является то, что деталь не нуждается в поддержках. В данном случае не спечённый порошок играет роль необходимой поддержки. По этой причине методом SLS можно печатать геометрии любой формы, невозможные при печати любым другим методом аддитивного или субстрактивного производства.
При печати данным методом очень важно по возможности использовать максимальный объем области печати, особенно при мелкосерийном производстве. Независимо от количества деталей в области печати, при одинаковой общей высоте, печать займет одинаковое время. Это связано с тем, что именно этап повторного покрытия определяет общее время печати (само лазерное сканирование и спекание происходит очень быстро), и принтеру приходится циклически проходить одинаковое количество слоев. Так же, нужно учитывать время на перезаправку бункера порошком, ведь в камеру его высыпается одинаковое количество, независимо от размера печатаемой детали.
Спекаемость слоёв
При использовании метода SLS прочность спекания слоёв между собой превосходна. Это означает, что напечатанные на SLS-принтере детали обладают почти изотропными механическими свойствами.
Для примера, механические свойства образцов, отпечатанных на SLS с использованием стандартного полиамидного порошка (PA12 или Nylon12), наиболее часто используемого материала в SLS-печати, представлены в таблице в сравнении со свойствами цельного нейлона:
Отпечатанные на SLS детали имеют превосходные прочность на растяжение и модуль упругости, сравнимые с цельным материалом, но являются более хрупкими (их удлинение при разрыве намного ниже). Это связано с внутренней пористостью получившийся детали.
!Типичная деталь, отпечатанная методом SLS, имеет пористость около 30%!
Пористость придает деталям, напечатанным на SLS, характерную зернистую поверхность. Также данный показатель пористости означает, что детали могут легко впитывать воду, и их легко красить. В тоже время, такие детали требуют специальной пост-обработки, если они будут использоваться во влажной среде.
Усадка и деформация
SLS-детали подвержены усадке и деформации: при остывании вновь спеченного слоя его размеры уменьшаются и в нем накапливается внутреннее напряжение, из-за чего нижележащий слой вытягивается вверх.
Усадка от 3 до 3,5% является типичной для SLS-печати, и операторы принтера должны принимать её во внимание во время подготовки модели.
Большие плоские поверхности наиболее склонны к деформации. Эта проблема может быть немного нивелирована путем вертикальной ориентации детали на печатной платформе. Но всё же, лучший способ уменьшить деформацию — это свести к минимуму толщину плоских участков детали, и добавить вырезы в модель, там, где это позволяет конструкция. Данные действия также уменьшат общую стоимость детали, так как будет использовано меньше материала.
Готовая sls-деталь с внедренными закладными элементами.
Чрезмерное спекание
Чрезмерное спекание происходит, когда избыточное тепло вокруг контура детали плавит не спечённый порошок вокруг. Это чревато потерей детализации на небольших объектах, таких как прорези и отверстия.
Чрезмерное спекание зависит как от размера элемента, так и от толщины стенки. Например, прорезь шириной 0,5 мм или отверстие диаметром 1 мм будет успешно напечатано на стенке толщиной 2 мм, но не пропечатается, если толщина стенки будет 4 мм или больше. Как правило, прорези шириной от 0,8 мм и отверстия диаметром от 2 мм можно спокойно печатать в SLS, не опасаясь чрезмерного спекания.
Удаление порошка
Поскольку при печати методом SLS не требуются поддержки, детали с полыми секциямипечатаются быстро и точно.
Полые секции в данном случае уменьшают вес и стоимость детали, так как в конечном итоге используется меньше материала. Но в детали потребуется сделать выпускные отверстия, для удаления не спечённого порошка из внутренних полостей. Обобщенная рекомендация в данном случае – добавьте в вашу деталь как минимум 2 выпускных отверстия диаметром не менее 5 мм.
Если же требуется высокая жесткость, детали нужно печатать сплошными. Альтернатива здесь может состоять в том, чтобы сделать полую конструкцию, без выходных отверстий. Таким образом, порошок будет плотно утрамбован в детали, увеличивая его массу и обеспечивая некоторую дополнительную поддержку при увеличении механических нагрузок, не влияя на время печати. Так же, вместо одной цельной внутренней полости можно добавить сотовую структуру (аналогично узорам заполнения, используемым в FDM), чтобы дополнительно увеличить жесткость модели. Компоновка детали таким способом также поможет уменьшить деформацию.
Удаление порошка из SLS-детали
Общие материалы SLS
Наиболее широко используемым материалом для SLS является полиамид 12 (PA 12), также известный как нейлон 12. На данный момент материалов с различными свойствами для SLS 3D-печати с каждым днем становится все больше, например эластичные полимеры представлены TPE порошком и его аналогами. Другие технические термопласты, такие как PA11 и PEEK, так же доступны, но не так широко используются.
В качестве примера, вы можете ознакомиться со списком используемых материалов в нашем каталоге: Sls порошоков Sintratec.
Порошок полиамида может быть дополнен различными добавками (такими как углеродные волокна, стекловолокно или алюминий) для улучшения механических и термических свойств печатаемой детали. Материалы, дополненные добавками, обычно более хрупкие и имеют более высокую анизотропность.
Пост-обработка
SLS производит детали с порошкообразной, зернистой поверхностью, которая легко окрашивается. Внешний вид напечатанных деталей SLS может быть улучшен до очень высокого стандарта с использованием различных методов последующей обработки, таких как: полировка, классическая окраска, окраска распылением и лакировка. Их функциональность также может быть улучшена путем нанесения водонепроницаемого покрытия или металлического покрытия.
Преимущества и ограничения SLS
Обобщая вышесказанное, ключевые преимущества и недостатки технологии приведены ниже:
Детали SLS обладают хорошими, изотропными механическими свойствами, что делает их идеальным вариантом для функциональных деталей и прототипов.
SLS не требует поддержки, поэтому детали со сложной геометрией легко напечатать.
Производственные возможности SLS превосходны для мелкого и среднего серийного производства.
В настоящее время широко доступны только промышленные системы SLS, поэтому время выполнения заказа больше, чем у других технологий 3D-печати, таких как FDM и S LA.
Детали SLS имеют зернистую поверхность и внутреннюю пористость, которые могут потребовать последующей обработки, если требуется гладкая поверхность или водонепроницаемость.
SLS не может точно печатать большие плоские поверхности и маленькие отверстия, так как они подвержены деформации и перекосу.
Основные характеристики SLS технологии приведены в таблице ниже:
А на этом у нас Все! Надеемся, статья была для Вас полезна.
Приобрести SLS 3d-принтеры, расходные материалы к ним, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами:
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
INSTAGRAM
ВКонтакте
Facebook
Полный обзор технологии селективного лазерного спекания в 3D-печати / Хабр
В обзоре расскажем о SLS-3D-печати: технологии, сырье, сфере применения. Селективное лазерное спекание — разновидность аддитивного производства, на базе которой создают прототипы и рабочие детали, отличающиеся высокой прочностью и износостойкостью.
В чем суть метода SLS-3D-печати?
Селективное лазерное спекание — это способ производства, при котором лазерный луч спекает порошковые полимеры в прочное изделие.
SLS-печать пользуется популярностью уже много лет, так как имеет много преимуществ:
Последние годы SLS-3D-печать вышла за рамки высокотехнологичных областей и стала более доступной.
Знакомьтесь, инновационный 3D-принтер Fuse 1 на базе метода селективного лазерного спекания.
Принцип технологии
Схематическое изображение метода SLS.
1 этап. Печать модели. Порошок наносят на рабочую поверхность тонким слоем, где он нагревается до заданной температуры. Затем лазерный луч нагревает материал до состояния плавления или немного меньше, после чего порошок начинает затвердевать. Незадействованные частицы выполняют функцию поддержек модели. По завершении цикла рабочая платформа опускается в камеру на глубину слоя — 0,05-0,2 мм и процесс повторяется до полной готовности изделия.
2 этап. Напечатанные модели должны некоторое время оставаться в камере для остывания. В противном случае, возможна потеря некоторых механических характеристик и даже изменение формы изделия.
3 этап. Завершающий процесс — постобработка. Объекты очищают от остатка порошка, затем подвергают струйной или галтовочной обработке. Порошок подходит для переработки и дальнейшего использования.
Для того, чтобы сгладить небольшую зернистость, модели рекомендуют подвергать струйной или галтовочной обработке. Деталь изготовлена на Fuse 1.
Так как при SLS-печати не требуется создания поддержек (их функцию выполняет неспекшийся материал), технология становится отличным инструментом для изготовления деталей сложной геометрической формы.
Еще одно преимущество лазерного селективного спекания — прочность изделий, не уступающих по этому параметру деталям, отлитым под давлением.
Сравнение технологий 3D-печати.
Как возникло селективное лазерное спекание
Технология появилась в восьмидесятые годы прошлого столетия в Америке. Авторами были доктора Техасского университета Карл Деккард и Джо Биман. С момента изобретения метода постепенно расширялся спектр рабочих материалов. Сейчас при помощи SLS-3D-печати создают пластмассовые, керамические, металлические, стеклянные изделия с разных набором механических характеристик.
Метод имеет две разновидности:
На базе пластмассового порошка — SLS — селективное лазерное спекание.
На базе металлического порошка — DMLS — прямое лазерное спекание металлов.
Еще несколько лет назад такая печать была доступна только для узкого круга предприятий. Однако сегодня, благодаря современным разработкам, SLS-производство становится не менее доступным, чем привычные аддитивные методы, например FDM и SLA.
Отличия SLS-3D-принтеров
Все 3D-принтеры, использующие SLS-метод, работают по принципу, описанному выше. Они различаются размером рабочей камеры, типом и мощностью лазера, некоторыми конструктивными особенностями.
Промышленные модели
Как мы уже писали выше, многие годы селективное лазерное спекание было рабочей технологий производственных гигант.
Помимо высокой стоимости, устройства имеют ряд требований для организации рабочего процесса.
Чтобы не допустить окисления и разрушения материала лазером, требуется инертная среда, соответственно специальное оборудование.
Также необходимо электроснабжение промышленной мощности, системы вентиляции, кондиционирования, отопления и площадь для размещения оборудования минимум десять квадратных метров.
Если добавить ко всем вышеперечисленным требованиям цену промышленных машин, начинающуюся от $ 100 000, становится понятным, почему оборудование было доступно узкому кругу компаний.
Революционный Fuse 1
В последние годы производители начали предлагать более бюджетные SLS-3D-принтеры. Однако они были несовершенными: страдало качество изделий, не было готовых решений для простой постобработки.
Formlabs удалось разработать и выпустить инновационный продукт — модель Fuse 1. Принтер небольшого размера, значительно дешевле предыдущих промышленных машин, печатает модели высокого качества.
Для Fuse 1 не нужно обеспечивать специальные условия эксплуатации и выделять отдельную площадь.
В модели задействован 1 лазер, материал нагревается быстрее, поэтому не требуется подача газа в камеру и профессиональная вентиляция.
Принтер может получать питание от стандартной электросети за счет меньшей потребности в электроэнергии по сравнению с промышленными образцами предыдущего поколения.
Разработчики создали уникальную технологию Surface Armor, которая сейчас находится в процессе получения патента. Ее преимущество в создании полуспекшейся оболочки, задача которой поддерживать равномерный подогрев зоны вокруг печатающихся объектов для формирования высококачественной поверхности и лучших механических свойств.
Рабочий объем Fuse 1 немного уступает традиционным SLS-принтерам, но устройство выигрывает в цене, компактности и простоте использования.
Сравнение 3D-принтеров с технологией SLS
Материалы для SLS-3D-печати
Нейлон — наиболее востребованный материал. Его популярность связана со свойствами термопластика. Детали, изготовленные из нейлона, обладают следующими характеристиками:
Благодаря этому набору свойств из нейлонового порошка печатают прототипы и рабочие изделия.
Нейлон — универсальный материал, его используют во многих отраслях (в том числе в сфере здравоохранения)
Nylon 12 Powder — подходит для печати стандартных объектов без специфических характеристик.
Из Nylon 11 Powder изготавливают изделий с повышенным коэффициентом пластичности и износостойкости.
Свойства нейлона в 3D-печати
Nylon 11 и 12 — однокомпонентные материалы. Для изготовления ряда моделей используют порошки, состоящие из 2 компонентов. Для придания изделиям специфических характеристик, например повышенной гибкости, прочности и других созданы нейлоновые материалы с добавлением углерода, стекла, алюминида.
Этапы SLS-3D-печати
1. Проектирование и подготовка файла
Для создания проекта можно использовать любую САПР, файл полученный при сканировании. Все ПО, на базе которых работают SLS-3D-принтеры, дают возможность нарезать модель на слои, оценить время печати, расположить объекты в заданном порядке, настроить параметры печати. После подготовки программное обеспечение передает команды печатающему устройству через кабель или по беспроводному соединению.
ПО для Fuse 1 — PreForm — находится в свободном доступе.
2. Подготовка принтера
Подготовительные работы зависят от модели принтера. Машины предыдущего поколения требуют специальной подготовки для работы и ТО.
Производители Fuse 1 существенно упростили печать на базе SLS-технологии.
3. Печать
После подготовительных работ можно начинать процесс. Сложность задачи определяет время печати: от пары часов до нескольких суток.
После окончания печати модели нужно оставить в камере для остывания, чтобы избежать потери формы и зафиксировать механические характеристики. Для следующего рабочего цикла можно использовать сменную камеру построения.
За печатью Fuse 1 можно наблюдать на сенсорном экране или на компьютере при помощи ПО PreForm.
4. Восстановление и постобработка
Финальные процессы занимают немного времени, так как SLS-технология не предполагает использования поддержек, а значит и временных затрат на их удаление.
Остывшие модели извлекают из камеры, очищают от остаточного порошка.
Затем порошок просеивают и перерабатывают для дальнейшего использования. Свойства материала немного снижаются, поэтому для следующих циклов печати применяют смесь нового и старого порошка.
Вторичное использование сырья — важное преимущество метода SLS.
Как правило для хранения, восстановления и смешивания порошка используют различные устройства. Formlabs предлагает универсальное оборудование — Fuse Sift для решения всех вышеперечисленных задач.
5. Дополнительная постобработка
Очищенные модели можно сразу использовать. Но для разных проектов может потребоваться дополнительная обработка изделий. Например, для удаления зернистости с поверхности производитель рекомендуют галтовочную или струйную обработку.
При необходимости изменить другие параметры, например цвет, водонепроницаемость, электропроводность, изделия можно покрывать различными составами.
Основные преимущества метода:
Удобство проектирования
3D-печать на базе SLS не нуждается в формировании поддержек, в отличие от ряда других способов печати, как например FDM, SLA.
Поэтому SLS-принтеры позволяют изготавливать детали сложной конфигурации, с выступающими элементами, внутренними отверстиями и другими особенностями.
Шина для руки со сложным плетением.
Особенностью SLS-печати стала возможность создания как прототипов, так и рабочих изделий. Раньше при проектировании инженеры исходили из того, что конечные изделия будут изготавливать традиционными методами. Сейчас селективное лазерное спекание расширяет возможности производства. Модели, которые невозможно создать при помощи привычных технологий, можно печатать на SLS-3D-принтерах.
Высокая производительность и эффективность
Лазеры значительно мощнее и точнее, чем рабочие элементы устройств в принтерах другого типа, например FDM. SLS- самый быстрый метод аддитивного производства прототипов и функциональных изделий. Он позволяет печать несколько изделий за один цикл. ПО помогает расположить на платформе модели максимально близко.
Модели в камере построения можно располагать с минимальным зазором.
Надежные материалы для функциональных моделей
Нейлон и его композиты доказывали свою высокую эффективность на протяжении многих лет. Спеченный нейлоновый порошок превращается в изделия с почти 100% плотностью. А механические свойства напечатанных моделей не уступают свойствам изделий, созданных по технологии литья под давлением.
Напечатанный из Nylon 12 Powder шуруповерт.
3D-печатные изделия из нейлона более долговечны, чем пластмассовые, вылитые под давлением или изготовленные по других технологиям 3D-печати.
Низкая себестоимость моделей
В себестоимость входят затраты на оборудование, сырье и оплату труда.
Затраты на оборудование. Чем больше продукции напечатает устройство за весь срок эксплуатации, тем меньше затрат ложится на каждую единицу. А значит, чем выше производительность, тем ниже стоимость владения устройством в пересчете на единицу продукции.
Среди всех существующих 3D-принтеров SLS-принтеры самые быстрые и высокопроизводительные. Высокую скорость обеспечивают несколько особенностей машин:
быстрая работа лазеров;
возможность компактного размещения в рабочей области нескольких моделей;
сокращенный срок постобработки за счет отсутствия поддержек.
Сырье. Если другие технологии, как правило, используют специализированное сырье, SLS-печать базируется преимущественно на нейлоне, одном из самых бюджетных материалов для трехмерной печати. Если принять во внимание возможность переработки использованного порошка, становится понятным, почему нейлон один из самых экономичных видов сырья.
Трудозатраты. Ручной труд сведен к минимуму за счет простой постобработки. Поэтому в сравнении с другими технологиями, SLS экономит затраты на оплату труда.
Покупка SLS-3D-принтера обойдется дороже, чем приобретение других машин.Однако, инвестиции возвращаются быстрее, чем при покупки более дешевых устройств за счет существенного снижения себестоимости выпускаемой продукции.
Если в бизнесе потребность в трехмерной печати возникает редко, зачастую привлекают аутсорсинговые компании, но это влечет за собой увеличение финансовых и временных затрат.
Уменьшение сроков проектирования
Важное преимущество технологии — в использовании одного и того же оборудования для создания прототипов и функциональных деталей. В процессе разработки прототипы деталей можно тестировать и быстро корректировать, сокращая период создания готового продукта.
SLS-технология позволяет изготавливать прочные и надежные прототипы и конечные изделия.
Благодаря долгому сроку службы изделий из нейлона и невысокой себестоимости печати, селективное лазерное спекание подходит для производства объектов сложной формы, небольших партий товара. Метод часто становится экономически более выгодным, чем традиционные способы производства (например, литье под давлением).
Применение 3D-печати по технологии SLS
Метод помогает сократить сроки проектирования, выхода на рынок нового товара или создания партий по индивидуальном заказу. Область применения технологии постоянно расширяется. На сегодняшний день она отлично зарекомендовала себя в медицине, на производстве и в проектировании.
Проектирование
Облегчает процесс создания новых продуктов: от первого прототипа до готового функционального изделия. Преимущества: сокращение сроков проектирования, возможность тестирования прототипов в рабочих условиях.
Производство
Позволяет быстро вносить изменения в существующие товары, исходя из потребностей рынка. Преимущества:
Универсальность: от простейших крепежных элементов — до деталей автомобилей.
Массовое и мелкосерийное изготовление продуктов с индивидуальными характеристиками.
Надежность и прочность готовой продукции.
Медицина
Возможность самостоятельно изготавливать изделия медицинского назначения по индивидуальному заказу. Преимущества:
Компания Formlabs открыла широкие возможности для проектирования и производства продукции компаниям небольшого масштаба.Fuse 1 позволяет создавать изделия из высококачественного сырья по самой выгодной себестоимости.
Руководство по селективному лазерному спеканию (SLS) 3D-печати
Селективное лазерное спекание (SLS) 3D-печать пользуется доверием инженеров и производителей в различных отраслях благодаря ее способности производить прочные и функциональные детали.
В этом обширном руководстве мы расскажем о процессе селективного лазерного спекания, различных системах и материалах, доступных на рынке, рабочем процессе использования SLS-принтеров, различных приложениях и о том, когда следует рассмотреть возможность использования SLS 3D-печати вместо других аддитивных и традиционные методы изготовления.
Белая книга
Ищете 3D-принтер для создания прочных функциональных деталей? Загрузите нашу белую книгу, чтобы узнать, как работает SLS-печать и почему это популярный процесс 3D-печати для функционального прототипирования и конечного производства.
Загрузить информационный документ
Селективное лазерное спекание — это технология аддитивного производства (АП), в которой используется мощный лазер для спекания мелких частиц полимерного порошка в твердую структуру на основе трехмерной модели.
3D-печать SLS десятилетиями была популярным выбором среди инженеров и производителей. Низкая стоимость детали, высокая производительность и проверенные материалы делают эту технологию идеальной для целого ряда приложений, от быстрого прототипирования до мелкосерийного, мостового или индивидуального производства.
Последние достижения в области машин, материалов и программного обеспечения сделали SLS-печать доступной для более широкого круга предприятий, что позволяет все большему количеству компаний использовать эти инструменты, которые ранее были ограничены несколькими высокотехнологичными отраслями.
Представляем 3D-принтеры Formlabs Fuse Series SLS, благодаря которым высокопроизводительная SLS-3D-печать наконец стала доступна.
Веб-семинар
Посмотрите нашу демонстрацию продукта, чтобы узнать о 3D-печати Fuse 1+ 30 Вт и SLS с участием экспертов Formlabs.
Посмотреть вебинар
Схема процесса селективного лазерного спекания. SLS 3D-печать использует мощный лазер для спекания мелких частиц полимерного порошка в твердую структуру на основе 3D-модели.
Печать: Порошок распределяется тонким слоем поверх платформы внутри рабочей камеры. Принтер предварительно нагревает порошок до температуры несколько ниже точки плавления исходного материала, что облегчает лазеру повышение температуры определенных областей порошкового слоя по мере того, как он отслеживает модель для затвердевания детали. Лазер сканирует поперечное сечение 3D-модели, нагревая порошок чуть ниже или прямо на точке плавления материала. Это механически сплавляет частицы вместе, чтобы создать одну твердую часть. Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях. Затем платформа опускается на один слой в камеру сборки, обычно на глубину от 50 до 200 микрон, и процесс повторяется для каждого слоя, пока детали не будут готовы.
Охлаждение: После печати рабочая камера должна немного остыть внутри корпуса принтера, а затем снаружи принтера, чтобы обеспечить оптимальные механические свойства и избежать деформации деталей.
Постобработка: Готовые детали необходимо извлечь из камеры сборки, разделить и очистить от излишков порошка. Порошок может быть переработан, а напечатанные детали могут быть дополнительно обработаны с помощью пескоструйной обработки или галтовки.
Подробный рабочий процесс см. в разделе «Рабочий процесс 3D-печати SLS» ниже.
Детали SLS имеют слегка зернистую поверхность, но практически не имеют видимых линий слоев. Для получения более гладкой поверхности рекомендуется пескоструйная обработка или переворачивание материалов SLS. Этот образец детали был напечатан на настольном промышленном SLS-принтере Formlabs Fuse 1+ мощностью 30 Вт.
Поскольку нерасплавленный порошок поддерживает деталь во время печати, нет необходимости в специальных поддерживающих конструкциях. Это делает SLS идеальным для сложной геометрии, включая внутренние элементы, поднутрения, тонкие стенки и отрицательные элементы.
Детали, изготовленные с помощью 3D-печати SLS, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы бесплатно отправим в ваш офис образец детали SLS, напечатанной на предохранителе 1+ 30 Вт.
Запросить бесплатный образец Деталь
FDM, SLA и SLS: сравните 3D-печать методом селективного лазерного спекания (SLS) с двумя другими распространенными процессами 3D-печати для производства пластиковых деталей: моделирование методом наплавления (FDM) и стереолитография (SLA).
Селективное лазерное спекание было одной из первых технологий аддитивного производства, разработанной в середине 1980-х годов доктором Карлом Декардом и доктором Джо Биманом из Техасского университета в Остине. С тех пор их метод был адаптирован для работы с рядом материалов, включая пластики, металлы, стекло, керамику и различные порошки композитных материалов. Сегодня эти технологии в совокупности классифицируются как сплавление в порошковом слое — аддитивные производственные процессы, в которых тепловая энергия избирательно сплавляет области порошкового слоя.
Двумя наиболее распространенными сегодня системами 3D-печати с порошковым покрытием являются системы на основе пластика, обычно называемые SLS, и на основе металлов, известные как прямое лазерное спекание металлов (DMLS) или селективное лазерное плавление (SLM). До недавнего времени как пластиковые, так и металлические системы плавки в порошковом слое были непомерно дорогими и сложными, что ограничивало их использование небольшим количеством дорогостоящих или нестандартных деталей, таких как аэрокосмические компоненты или медицинские устройства.
Инновации в этой области в последнее время резко возросли, и SLS на основе пластика теперь готова последовать за другими технологиями 3D-печати, такими как стереолитография (SLA) и моделирование методом наплавления (FDM), чтобы получить широкое распространение благодаря доступным компактным системам.
Все 3D-принтеры селективного лазерного спекания построены на основе процесса, описанного в предыдущем разделе. Основными отличиями являются тип лазера, размер объема сборки и сложность системы. В разных машинах используются разные решения для контроля температуры, дозирования порошка и нанесения слоев.
Селективное лазерное спекание требует высокого уровня точности и строгого контроля на протяжении всего процесса печати. Температура порошка вместе с (незавершенными) деталями должна поддерживаться в пределах 2 °C в течение трех стадий предварительного нагрева, спекания и хранения перед удалением, чтобы свести к минимуму деформацию, напряжения и деформацию, вызванную теплом.
Селективное лазерное спекание десятилетиями было одной из самых популярных технологий 3D-печати для профессионалов, но его сложность, требования и высокая цена ограничивали его использование бюро обслуживания и крупными предприятиями.
Для этих машин требуется специальное оборудование HVAC и промышленная мощность, и даже самые маленькие промышленные машины занимают не менее 10 м² монтажной площади. Их установка занимает несколько дней с установкой на месте и обучением. Сложный рабочий процесс и крутая кривая обучения также означают, что для эксплуатации и обслуживания этих систем требуется штатный квалифицированный технический специалист.
При стартовой цене около 200 000 долларов США, которая намного превышает стоимость готовых решений, традиционные промышленные SLS были недоступны для многих предприятий.
Как и в случае с другими технологиями 3D-печати, такими как FDM или SLA, недорогие компактные системы SLS недавно начали появляться на рынке, но первоначально эти решения имели значительные недостатки, в том числе более низкое качество деталей и сложные ручные операции. рабочие процессы из-за отсутствия решений для постобработки, что ограничивало их использование в промышленных и производственных условиях.
Formlabs Fuse 1 восполнил этот пробел и создал собственную категорию первого настольного промышленного SLS 3D-принтера, который предлагает высокое качество, компактность и полный, упрощенный рабочий процесс за долю стоимости традиционных промышленных SLS-систем. Теперь Fuse 1+ 30 Вт следующего поколения расширяет эту категорию за счет более мощного лазера, улучшенных функций обработки порошка и новых возможностей материалов для изготовления деталей промышленного качества и высокой производительности.
Fuse 1+ 30 Вт не требует специальной инфраструктуры и может легко вписаться в ваше рабочее пространство.
В 3D-принтерах серии Fuse SLS используется один лазер и камера печати меньшего размера, которая требует меньшего нагрева. Более низкое энергопотребление означает, что они могут работать от стандартной сети переменного тока, не требуя специальной инфраструктуры. Дополнительная функция азота для принтера Fuse 1+ 30 Вт создает среду инертного газа, сохраняя качество неспеченного порошка для более низкой частоты обновления (больше переработанного порошка, чем нового порошка в последовательных сборках), сводя к минимуму отходы и обеспечивая лучшее качество поверхности. на спеченных деталях.
Принтеры серии Fuse также оснащены запатентованным решением под названием Surface Armor — полусинтетической оболочкой, которая равномерно нагревает область вокруг деталей во время печати, обеспечивая отличное качество поверхности, стабильные механические свойства, высокую надежность и лучшую частоту обновления. .
Чтобы предложить компактную замкнутую экосистему и сквозную обработку порошка, принтеры серии Fuse также поставляются с устройством Fuse Sift, которое сочетает в себе отдельно стоящее устройство для извлечения деталей, извлечения порошка, его хранения и смешивания.
В целом настольная промышленная 3D-печать SLS с помощью принтеров серии Fuse предлагает немного меньший объем сборки по сравнению с традиционными системами SLS начального уровня в обмен на значительно меньшую занимаемую площадь, упрощенный рабочий процесс и более низкую стоимость.
Серия предохранителей: Benchtop Industrial SLS 3D -принтеры
Традиционные промышленные SLS 3D -принтеры
Цена
, начинающийся с 18500 долларов США для FIRE 1, 28 000,000 $
.0112
$ 200 000- 500 000 долл. США+
Печать объем
До 165 x 165 x 300 мм
До 550 x 550 x 750 мм
Pros
Детали высокого качества Высокая пропускная способность Несколько вариантов материала Упрощенный рабочий процесс Маленький след Низкие эксплуатационные расходы
Большой объем сборки Детали высокого качества Высокая пропускная способность Несколько вариантов материалов
Минусы
Меньший объем сборки
Дорогостоящее оборудование Большой след Требования к объекту Высокий уровень обслуживания Требуется выделенный оператор
Сравнение основано на настольной промышленной системе SLS Formlabs Fuse Series и традиционных промышленных системах SLS от EOS и 3D Systems.
Прототип дрели, напечатанный на Fuse 1+ 30 Вт (слева) и на принтере EOS (справа), с сопоставимым качеством, но с совершенно разной ценой.
Информационный документ
В этом техническом документе мы оцениваем преимущества использования 3D-принтеров SLS собственными силами по сравнению с аутсорсингом деталей SLS в сервисном бюро.
Загрузить информационный документ
Наиболее распространенным материалом для селективного лазерного спекания является нейлон, высокоэффективный конструкционный термопласт как для функционального прототипирования, так и для конечного производства. Нейлон идеально подходит для сложных узлов и прочных деталей с высокой устойчивостью к воздействию окружающей среды.
Нейлоновые детали, напечатанные на 3D-принтере SLS, прочные, жесткие, прочные и долговечные. Конечные детали ударопрочны и могут выдерживать многократный износ. Нейлон устойчив к ультрафиолетовому излучению, свету, теплу, влаге, растворителям, температуре и воде. Нейлоновые детали, напечатанные на 3D-принтере, также могут быть биосовместимыми и не сенсибилизирующими, что означает, что они готовы к ношению и безопасны для использования во многих контекстах.
Нейлон идеально подходит для целого ряда функциональных применений, от разработки потребительских товаров до здравоохранения.
Нейлон представляет собой синтетический термопластичный полимер, относящийся к семейству полиамидов. Он доступен в нескольких вариантах, каждый из которых предназначен для различных приложений. Порошок Nylon 12 и порошок Nylon 11 представляют собой однокомпонентные порошки, в то время как порошок Nylon 12 GF представляет собой стеклонаполненный композит, а порошок Nylon 11 CF представляет собой композит, армированный углеродным волокном. Эти композитные материалы разработаны для оптимизации деталей с целью повышения их прочности, жесткости или гибкости. С этими двухкомпонентными порошками спекается только компонент с более низкой температурой стеклования, связывая оба компонента.
Высокопроизводительное прототипирование
Мелкосерийное производство
Постоянные приспособления, приспособления и оснастка
Общие детали SLS
Ударопрочные прототипы, шаблоны и приспособления
Тонкостенные воздуховоды и кожухи
Защелки, зажимы и петли
Ортопедия и протезирование*
Прочные приспособления и приспособления и запасные части
Детали, подвергающиеся длительной нагрузке
Резьба и муфты
Детали, подвергающиеся воздействию высоких температур
Сменные и запасные альтернативы металлическим деталям
Инструменты, приспособления, приспособления
Ударопрочное оборудование
Функциональные композитные прототипы
* Свойства материала могут различаться в зависимости от конструкции детали и методов производства. Производитель несет ответственность за проверку пригодности напечатанных деталей для предполагаемого использования.
Materials
Nylon 12 Powder
Nylon 11 Powder
Nylon 12 GF Powder
Nylon 11 CF Powder
Ultimate Tensile Strength X (MPa)
50
49
38
69
Ultimate Tensile Strength Y (MPa)
N/A
N/A
N/A
52
Ultimate Tensile Strength Z (MPa)
N/A
N/A
N/A
38
Модуль растяжения x (MPA)
1850
1600
1100
2
11111111111111111111111111111111111111111111111111111111111111111111111111111111111111 собой. Y (%)
11
40
4
9 / 15
Elongation at Break, Z (%)
6
N/A
3
5
Notched Izod (Дж/м)
32
71
36
74
SLS 3D-печать ускоряет внедрение инноваций и поддерживает предприятия в самых разных отраслях, включая машиностроение, производство и здравоохранение.
Возьмите под свой контроль весь процесс разработки продукта, от итерации вашего первого концептуального проекта до производства готовых к использованию продуктов:
Быстрое прототипирование
Макеты продуктов для обратной связи с клиентами
Функциональное прототипирование
Строгие функциональные испытания продуктов (например, воздуховодов, кронштейнов)
Владейте своей цепочкой поставок и быстро реагируйте на изменяющиеся потребности:
Производство деталей для конечного использования
Мелкосерийное производство, изготовление зазоров и мостов
Долговечные и прочные вспомогательные средства, приспособления и приспособления (например, зажимы и зажимы) и инструменты
Изготовленные на заказ автомобильные или мотоциклетные детали, морское оборудование, военное «пополнение запасов по требованию»
Производство готовых к использованию медицинских изделий для конкретных пациентов собственными силами:
Создание прототипов медицинских устройств
Протезы и ортопедические изделия (т. е. замена конечностей + скобы)
Хирургические модели + инструменты
Части конечного использования (порошок Nylon 12 биосовместим + совместим со стерилизацией*)
* Свойства материала могут различаться в зависимости от конструкции детали и методов производства. Производитель несет ответственность за проверку пригодности напечатанных деталей для предполагаемого использования.
Информационный документ
В этом техническом документе представлена динамика затрат для реальных вариантов использования и представлены рекомендации по использованию SLS 3D-печати, литья под давлением или того и другого.
Загрузить информационный документ
Веб-семинар
На этом веб-семинаре вы узнаете, как доступные 3D-принтеры SLS промышленного качества делают аддитивное производство жизнеспособным выбором для конечного производства и массовой настройки.
Посмотреть вебинар сейчас
Посмотрите это видео, чтобы увидеть пошаговый процесс использования 3D-принтера Fuse 1 для селективного лазерного спекания (SLS) и станции извлечения порошка Fuse Sift.
Используйте любое программное обеспечение САПР или данные 3D-сканирования для создания модели и экспортируйте ее в формат файла для 3D-печати (STL или OBJ). Каждый SLS-принтер включает в себя программное обеспечение для указания параметров печати, ориентации и размещения моделей, оценки времени печати и разделения цифровой модели на слои для печати. После завершения настройки программа подготовки к печати отправляет инструкции на принтер по беспроводному или кабельному соединению.
В принтерах серии Fuse используется программное обеспечение для подготовки к печати PreForm (бесплатно для загрузки), которое позволяет беспрепятственно дублировать и упорядочивать несколько деталей в трехмерной сетке, чтобы использовать максимально возможное пространство сборки для одной печати. PreForm автоматически предлагает оптимальную ориентацию и упаковку деталей с возможностью ручного уточнения по мере необходимости.
Рабочий процесс подготовки принтера зависит от системы. Большинство традиционных систем SLS требуют тщательного обучения, инструментов и физических усилий для подготовки и обслуживания.
Принтеры серии Fuse переосмысливают рабочий процесс SLS для простоты и эффективности с модульными компонентами, обеспечивающими непрерывную печать и сквозную обработку порошка.
В принтеры серии Fuse можно легко загружать порошок с помощью порошкового картриджа.
В принтерах серии Fuse используется съемная рабочая камера, поэтому вы можете запустить еще одну печать, пока предыдущая еще остывает.
После завершения всех предпечатных проверок машина готова к печати. 3D-печать SLS может занять от нескольких часов до нескольких дней в зависимости от размера и сложности деталей, а также их плотности.
После завершения печати рабочая камера должна немного остыть в корпусе принтера, прежде чем переходить к следующему шагу. После этого рабочую камеру можно снять и вставить новую, чтобы выполнить еще одну печать. Камера сборки должна остыть перед последующей обработкой, чтобы обеспечить оптимальные механические свойства и избежать деформации деталей. Это может занять до половины времени печати.
В принтерах серии Fuse сенсорный экран отображает прямую трансляцию печатной платформы во время печати, чтобы вы могли наблюдать, как формируется каждый новый слой. Этот вид камеры также доступен с вашего компьютера в PreForm, так что вы можете контролировать свою печать, не покидая своего рабочего места.
Постобработка деталей SLS требует минимального времени и труда по сравнению с другими процессами 3D-печати. Он легко масштабируется и дает стабильные результаты для партий деталей благодаря отсутствию вспомогательных структур.
После завершения печати извлеките готовые детали из рабочей камеры, разделите их и очистите от лишнего порошка. Этот процесс обычно выполняется вручную на станции очистки с использованием сжатого воздуха или струйного аппарата.
Излишки порошка, оставшиеся после восстановления деталей, фильтруются для удаления более крупных частиц и могут быть переработаны. Нерасплавленный порошок немного портится при воздействии высоких температур, поэтому его следует обновлять новым материалом для последующих заданий печати. Возможность повторного использования материала для последующих работ делает SLS одним из наименее расточительных методов производства.
Общей темой в индустрии SLS является предложение отдельных устройств для регенерации, хранения и смешивания порошка. В рабочем процессе серии Fuse одно устройство, Fuse Sift, занимается извлечением деталей и неспеченного порошка, а также хранением, дозированием и смешиванием потоков.
Для принтеров серии Fuse программа Fuse Sift завершает рабочий процесс печати SLS. Он предлагает безопасную и эффективную систему для извлечения отпечатков и переработки порошка.
Fuse Sift может автоматически дозировать и смешивать использованный и новый порошок, чтобы вы могли сократить количество отходов и контролировать подачу порошка.
3D-печатные детали SLS готовы к использованию после просеивания. Однако есть несколько других этапов постобработки, которые вы можете рассмотреть для деталей, полученных методом селективного лазерного спекания.
По умолчанию 3D-отпечатки SLS имеют зернистую поверхность. Formlabs рекомендует пескоструйную обработку или галтовку деталей SLS для получения более гладкой поверхности. Детали могут быть окрашены распылением, покрыты лаком, гальваническим покрытием и покрытием для получения различных цветов, отделки и свойств, например водонепроницаемости (покрытие) и проводимости (гальваническое покрытие). Детали Formlabs SLS темного цвета, поэтому они не идеальны для окрашивания.
Деталь SLS с гидрографией от Partial Hand Solutions.
Детали SLS могут быть покрыты гальваническим покрытием для придания им металлического блеска.
Инженеры и производители выбирают селективное лазерное спекание за его свободу проектирования, высокую производительность и пропускную способность, низкую стоимость детали и проверенные материалы для конечного использования.
Большинство процессов аддитивного производства, таких как стереолитография (SLA) и моделирование методом наплавления (FDM), требуют специальных опорных конструкций для изготовления конструкций с выступающими элементами.
Селективное лазерное спекание не требует опорных конструкций, поскольку неспеченный порошок окружает детали во время печати. SLS-печать может создавать ранее невозможные сложные геометрические формы, такие как блокирующие или движущиеся детали, детали с внутренними компонентами или каналами и другие очень сложные конструкции.
Наручная шина имеет сложный рисунок для уменьшения веса.
Инженеры обычно проектируют детали с учетом возможностей конечного производственного процесса, также известного как проектирование для производства (DFM). Когда аддитивное производство используется только для прототипирования, оно ограничивается деталями и конструкциями, которые в конечном итоге могут быть воспроизведены с помощью обычных производственных инструментов во время производства.
По мере того, как селективное лазерное спекание становится жизнеспособным методом быстрого производства для все большего числа конечных применений, оно открывает новые возможности для проектирования и инженерии. 3D-принтеры SLS могут создавать изделия сложной геометрии, которые невозможно или слишком дорого изготовить с помощью традиционных процессов. SLS также позволяет разработчикам объединять сложные сборки, для которых обычно требуется несколько деталей, в одну деталь. Это помогает устранить слабые соединения и сократить время сборки.
Селективное лазерное спекание может полностью раскрыть потенциал генеративного проектирования, позволяя создавать легкие конструкции со сложными решетчатыми структурами, которые невозможно изготовить традиционными методами.
SLS-печать — это самая быстрая технология аддитивного производства для функциональных, прочных прототипов и деталей для конечного использования. Лазеры, которые плавят порошок, имеют гораздо более высокую скорость сканирования и являются более точными, чем методы напыления слоев, используемые в других процессах, таких как промышленный FDM.
Во время печати можно плотно расположить несколько деталей, чтобы максимизировать доступное пространство для сборки в каждой машине. Операторы используют программное обеспечение для оптимизации каждой сборки для достижения максимальной производительности, оставляя лишь минимальный зазор между деталями.
SLS позволяет операторам заполнять рабочую камеру таким количеством деталей, которое может поместиться, и печатать их без поддержки, чтобы сэкономить время на постобработке.
Ключом к функциональности и универсальности 3D-печати SLS являются материалы. Нейлон и его композиты являются проверенными высококачественными термопластами. Нейлоновые детали, спеченные лазером, имеют плотность, близкую к 100%, и механические свойства, сравнимые с деталями, созданными с помощью традиционных методов производства, таких как литье под давлением.
Сверло в сборе, напечатанное порошком Nylon 12. Нейлоновые детали могут быть легко обработаны для получения гладкой поверхности профессионального качества.
Нейлон SLS является прекрасной заменой обычному пластику, полученному литьем под давлением. Он предлагает превосходную защелкивающуюся посадку и механические соединения по сравнению с любой другой технологией аддитивного производства. Он идеально подходит для функциональных применений, требующих долговечности пластиковых деталей, в то время как детали, изготовленные другими методами аддитивного производства, со временем разрушаются и становятся хрупкими.
Расчет стоимости детали обычно требует учета владения оборудованием, затрат на материалы и оплату труда:
Владение оборудованием: Чем больше деталей машина может произвести за свой срок службы, тем ниже затраты на каждую отдельную деталь. Следовательно, более высокая производительность приводит к снижению затрат на владение оборудованием в расчете на единицу продукции. Учитывая высокую скорость лазерного сканирования, размещение деталей для максимального увеличения производительности сборки и простую постобработку, 3D-печать SLS обеспечивает высочайшую производительность и пропускную способность среди всех методов производства пластиковых добавок.
Материал: В то время как в большинстве технологий 3D-печати используются запатентованные материалы, нейлон — это распространенный термопластик, производимый в больших количествах для промышленных целей, что делает его одним из наименее дорогих сырьевых материалов для аддитивного производства. Поскольку 3D-печать SLS не требует опорных конструкций и позволяет печатать из переработанного порошка, в процессе образуется минимум отходов.
Труд: Ахиллесова пята многих решений для 3D-печати — это труд. Большинство процессов имеют сложные рабочие процессы, которые трудно автоматизировать, что может существенно повлиять на стоимость одной детали. Простой рабочий процесс постобработки SLS-печати означает, что требуется меньше труда, а процесс легко масштабировать.
3D-принтер SLS представляет собой значительные первоначальные инвестиции, но часто он может окупить первоначальные инвестиции даже быстрее, чем машины меньшего размера. Настольный SLS значительно снижает этот барьер для входа, а также номинальную стоимость для большинства приложений.
Аутсорсинг производства сервисным бюро рекомендуется, когда вашему бизнесу требуется 3D-печать лишь изредка, но это также связано с более высокими затратами и длительными сроками выполнения. Одним из самых больших преимуществ 3D-печати является ее скорость по сравнению с традиционными методами производства, которая быстро уменьшается, когда доставка детали, переданной на аутсорсинг, занимает неделю или даже несколько недель.
Cost
Lead Time
Service Bureau
$118.33
7-10 days
Fuse 1+ 30W
$9.02
13 hours
Interactive
Попробуйте наш интерактивный инструмент ROI, чтобы узнать, сколько времени и денег вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Рассчитайте свою экономию
Избирательное лазерное спекание позволяет инженерам создавать прототипы деталей на ранних этапах цикла проектирования, а затем использовать ту же машину и материал для производства конечных деталей. SLS 3D-печать не требует таких же дорогих и трудоемких инструментов, как традиционное производство, поэтому прототипы деталей и сборок можно тестировать и легко модифицировать в течение нескольких дней. Это резко сокращает время разработки продукта.
SLS 3D идеально подходит для создания прочных функциональных прототипов, готовых к тщательному функциональному тестированию или отправке клиентам в качестве запасных частей или продуктов, готовых к использованию.
Учитывая низкую стоимость детали и прочные материалы, 3D-печать SLS представляет собой экономичный способ производства сложных, нестандартных деталей или серии небольших компонентов для конечной продукции. Во многих случаях лазерное спекание является экономически эффективной альтернативой литью под давлением для изготовления ограниченных тиражей или изготовления мостов.
До сих пор промышленные 3D-принтеры SLS обходились непомерно дорого для большинства предприятий: стоимость одной машины превышала 200 000 долларов.
С помощью Fuse 1+ 30W Formlabs привносит промышленную мощь селективного лазерного спекания в настольную систему, предлагая высокоэффективные материалы с самой низкой стоимостью в расчете на одну деталь, с компактными размерами и простым рабочим процессом.
Новая волна независимого производства и прототипирования начинается с Fuse 1+ 30W.
See the Fuse 1+ Настольный промышленный 3D-принтер SLS мощностью 30 Вт
Что такое 3D-печать SLS?
Узнайте об основных принципах селективного лазерного спекания, также известного как SLS 3D-печать. Узнайте, как работает 3D-печать SLS, о преимуществах методов SLS для быстрого прототипирования и мелкосерийного производства, а также о различных доступных материалах и вариантах, которые подойдут для вашей детали или проекта.
Селективное лазерное спекание (SLS) — это процесс аддитивного производства, относящийся к семейству порошковых сплавов. В SLS 3D-печати лазер выборочно спекает частицы полимерного порошка, сплавляя их вместе и создавая деталь слой за слоем. Материалы, используемые в SLS, представляют собой термопластичные полимеры в гранулированной форме. А
Сервис SLS 3D печати используется как для прототипирования функциональных полимерных компонентов, так и для мелкосерийного производства. Его универсальность делает SLS отличной альтернативой литью под давлением для мелкосерийного производства.
Как работает 3D-печать SLS?
SLS 3D-печать использует лазер для спекания мелких частиц полимерного порошка. Сканируется все поперечное сечение компонента, поэтому деталь строится сплошной. Процесс работает следующим образом:
Бункер для порошка и зона сборки сначала нагреваются до температуры чуть ниже температуры плавления полимера.
Лезвие для повторного покрытия наносит тонкий слой порошка на строительную платформу.
Затем CO2-лазер сканирует контур следующего слоя и выборочно спекает — сплавляет вместе — частицы полимерного порошка.
Когда слой завершен, рабочая платформа перемещается вниз, и лезвие повторно покрывает поверхность. Затем процесс повторяется до тех пор, пока вся часть не будет завершена.
После печати детали полностью герметизируются неспеченным порошком. Контейнер для порошка должен остыть, прежде чем детали можно будет распаковать, что может занять значительное время, иногда до 12 часов.
Затем детали очищаются сжатым воздухом или другим абразивом, после чего они готовы к использованию или дальнейшей постобработке.
Посмотрите процесс SLS в действии в этом 30-секундном видео.
Можно ли использовать 3D-печать SLS для быстрого прототипирования?
SLS — отличное решение для быстрого прототипирования функциональных полимеров, поскольку оно обеспечивает очень высокую степень свободы проектирования и высокую точность. И в отличие от
FDM или же
SLA-3D-печать технологии, он производит детали с хорошими и стабильными механическими свойствами. Это означает, что его можно использовать для производства деталей, которые очень близки к качеству конечного использования, поэтому вы можете использовать его на протяжении всего производственного процесса, от концепции до пробных моделей.
Можно ли использовать 3D-печать SLS для мелкосерийного производства?
Универсальность SLS-3D-печати делает ее идеальной альтернативой литью под давлением для мелкосерийного производства. SLS можно использовать для изготовления деталей сложной формы и геометрии, а также с широким спектром отделки и сроков изготовления.
Как работает 3D-принтер SLS?
Схема SLS-принтера
Для использования 3D-принтера SLS почти все параметры процесса предварительно устанавливаются производителем машины. Используемая высота слоя по умолчанию составляет 100–120 микрон.
Ключевое преимущество 3D-печати SLS заключается в том, что она не нуждается в опорных конструкциях. Неспекшийся порошок обеспечивает детали всю необходимую поддержку. По этой причине SLS можно использовать для создания геометрии произвольной формы, которую невозможно изготовить каким-либо другим методом.
Использование всего объема сборки очень важно при печати с помощью SLS, особенно при мелкосерийном производстве . Для печати корзины заданной высоты потребуется примерно одинаковое время, независимо от количества содержащихся в ней деталей. Это связано с тем, что лазерное сканирование происходит очень быстро, поэтому на самом деле именно этап повторного покрытия определяет общее время обработки. Машина должна будет пройти одинаковое количество слоев независимо от количества деталей. Упаковка в корзины может повлиять на время выполнения небольших заказов, так как операторы могут ждать, пока корзина не заполнится, прежде чем запускать задание на печать.
Адгезия слоев
Прочность сцепления между слоями при 3D-печати SLS превосходна. Это означает, что печатные детали SLS имеют почти изотропные механические свойства.
Механические свойства образцов SLS, напечатанных с использованием стандартного полиамидного порошка (
ПА 12 или нейлон 12) — наиболее часто используемый материал в SLS — показаны в следующей таблице и сравниваются со свойствами объемного нейлона.
X-Y направление
направление Z
Массовая упаковка PA12
Прочность на растяжение
48 МПа
42 МПа
35–55 МПа
Модуль упругости при растяжении
1650 МПа
1650 МПа
1270–2600 МПа
Удлинение при разрыве
18%
4%
120–300%
Детали из SLS
обладают отличной прочностью на растяжение и модулем упругости, сравнимыми с объемным материалом, но более хрупкими — их удлинение при разрыве намного ниже. Это связано с внутренней пористостью конечной части.
Усадка и коробление
части SLS подвержены усадке и короблению. По мере остывания вновь спеченного слоя его размеры уменьшаются и накапливаются внутренние напряжения, подтягивающие нижележащий слой вверх.
Для SLS типична усадка от 3 до 3,5%, но операторы машин учитывают это на этапе подготовки сборки и соответствующим образом корректируют размер конструкции.
Большие плоские поверхности чаще всего деформируются. Эту проблему можно несколько смягчить, расположив деталь вертикально на платформе сборки, но лучше всего уменьшить ее объем, минимизировав толщину плоских участков и сделав вырезы в конструкции. Эта стратегия также снизит общую стоимость детали, поскольку используется меньше материала.
Oversintering
Oversintering происходит, когда неспеченный порошок сплавляется вокруг элемента под действием теплового излучения. Это может привести к потере детализации мелких элементов, таких как прорези и отверстия. Как правило, щели шириной более 0,8 мм и отверстия диаметром более 2 мм можно печатать SLS, не опасаясь чрезмерного спекания. Прочтите нашу статью о
как проектировать детали для 3D-печати SLS дополнительные советы по DFM.
Удаление порошка
Поскольку SLS не требует вспомогательного материала, детали с полыми секциями можно печатать легко и точно.
Полые профили уменьшают вес и стоимость детали, так как используется меньше материала. Выпускные отверстия необходимы для удаления неспеченного порошка из внутренних частей компонента. Мы рекомендуем добавить в конструкцию как минимум два аварийных отверстия диаметром не менее 5 мм.
Удаление порошка деталей SLS
Если требуется высокая степень жесткости, детали должны быть полностью сплошными. Альтернативой является создание полой конструкции без отверстий для выхода. Таким образом, плотно упакованный порошок будет захватывать деталь, увеличивая ее массу и обеспечивая некоторую дополнительную защиту от механических нагрузок, не влияя на время сборки. Внутренняя сотовая решетчатая структура может быть добавлена к полой внутренней части (аналогично
шаблоны заполнения, используемые в FDM ) для дальнейшего увеличения жесткости компонента. Выемка детали таким образом также может уменьшить деформацию.
Каковы характеристики 3D-печати SLS?
Основные характеристики SLA приведены в таблице ниже:
Селективное лазерное спекание (SLS)
Материалы
Термопласты (обычно нейлон)
Точность размеров
± 0,3% (нижний предел ± 0,3 мм)
Стандартный размер сборки
300 х 300 х 300 мм (до 750 х 550 х 550 мм)
Общая толщина слоя
100–120 мкм
Опора
Не требуется
Какие материалы используются для SLS-печати?
Наиболее широко используемым материалом SLS является полиамид 12 (PA 12), также известный как нейлон 12. Цена за килограмм порошка PA 12 составляет приблизительно 50–60 долларов США. Другие инженерные пластики, такие как PA 11 и PEEK, также доступны, но они не так широко используются.
Полиамидный порошок может быть наполнен различными добавками для улучшения механических и термических свойств изготовленной детали из SLS. Примеры добавок включают углеродные волокна, стекловолокна или алюминий. Материалы, наполненные добавками, обычно более хрупкие и могут иметь сильно анизотропное поведение.
Материал
Характеристики
Полиамид 12 (ПА 12)
+ Хорошие механические свойства + Хорошая химическая стойкость — Матовая, шероховатая поверхность
Полиамид 11 (ПА 11)
+ Полностью изотропное поведение + Высокая эластичность
Нейлон с алюминиевым наполнителем (алюминид)
+ Металлический внешний вид + Высокая жесткость
Стеклонаполненный нейлон (PA-GF)
+ Высокая жесткость + Высокая износостойкость и термостойкость — Анизотропное поведение
Нейлон с наполнителем из углеродного волокна (PA-FR)
+ Превосходная жесткость + Высокое соотношение веса и прочности — Высокая анизотропность
Какие есть варианты постобработки SLS?
При 3D-печати SLS получаются детали с порошкообразной зернистой поверхностью, которые легко окрашиваются. Внешний вид отпечатанных SLS деталей можно улучшить до очень высокого уровня с помощью различных методов постобработки, таких как полировка носителя, окрашивание, окраска распылением и лакирование. Их функциональность также можно повысить, нанеся водонепроницаемое покрытие или металлическое покрытие. Для получения более подробной информации ознакомьтесь с этой обширной статьей о
постобработка деталей SLS.
Каковы преимущества 3D-печати SLS
Детали
SLS обладают хорошими изотропными механическими свойствами, что делает их идеальными для функциональных деталей и прототипов.
SLS не требует поддержки, поэтому можно легко создавать конструкции со сложной геометрией.
Производственные возможности SLS превосходны для мелко- и среднесерийного производства.
Весь оставшийся неспеченный порошок собирается и может быть использован повторно.
Каковы недостатки 3D-печати SLA?
В настоящее время широко доступны только промышленные системы SLS, поэтому время выполнения заказа больше, чем у других
Технологии 3D-печати , такие как FDM и SLA.
Детали
SLS имеют зернистую поверхность и внутреннюю пористость, что может потребовать последующей обработки, если требуется гладкая поверхность или водонепроницаемость.
Большие плоские поверхности и маленькие отверстия не могут быть точно напечатаны с помощью SLS, так как они подвержены деформации и чрезмерному спеканию.
Лучшие практики SLS
Подходит ли 3D-печать SLS для вашей детали или проекта? Вот основные правила:
SLS может производить функциональные детали из широкого спектра инженерных пластиков, чаще всего из нейлона (PA12).
Типичный объем сборки системы SLS составляет 300 x 300 x 300 мм.
Бензиновый двигатель ZONGSHEN ZS GB 225 (s-тип) [1T90QW252] (id 86619642)
Характеристики и описание
Основные
Производитель
Zongshen
Бензиновый двигатель ZONGSHEN ZS GB 225 (s-тип) [1T90QW252]
Производитель: Zongshen
Дополнительные характеристики. Тип двигателя: 4-х тактный; Максимальная мощность: 7,5 л.с.; Расход топлива: 2 л/ч; Рабочий объем: 224 см3; Объем топливного бака: 4,2 л.; Вес : 16,5 кг; Частота вращения вала: 3900 об/мин; Габаритные размеры: 365х320х344 мм; Емкость масляной системы: 0,6 л.; Система пуска: Ручной стартер; Охлаждение двигателя: Воздушное; Диаметр выходного вала: 20 мм; Количество цилиндров: 1; Диаметр цилиндра: 72 мм; Ход поршня: 55 мм; Положение коленчатого вала: Горизонтальное; Моторное масло: 10W30
Был online: 11.11
Продавец Hyperline.kz — Комплексные поставки
6 лет на Satu.kz
Менее 10 заказов
Каталог продавца
Отзывы
Сайт продавца
г. Астана. Продавец Hyperline.kz — Комплексные поставки
Был online: 11.11
Код: 1T90QW252
В наличии
240 800 Тг.
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Двигатели для техники
Iveco Motors
John Deere
Perkins
Mitsubishi
Komatsu
Caterpillar
Zongshen
Cummins
Hyundai
Автодизель
У нас покупают
Охранные системы и сигнализации
Компьютерные аксессуары
Комплектующие для компьютерной техники
Бытовые насосы для водоснабжения, водоотведения
Бытовые насосы
Аксессуары для мобильных телефонов
Аксессуары для фото-, видеокамер
Светильники
Лампочки
Носители информации
Мотоблоки и культиваторы
Электрические розетки
Карты памяти
Тракторы-газонокосилки, райдеры
Аксессуары для телевизоров и проекторов
Домофоны
Кабели для электроники
Игровые приставки и комплектующие
Двигатели и детали двигателя
Двигатели для техники
ТОП теги
Рокера
Клапан 3803528 cummins
Ремень компрессора ямз 238
Дизельный двигатель 16 л
Haima 3 каталог запчастей
Подушки двигателя Марка Nissan
Подушки двигателя Марка Skoda
Бензиновый двигатель ZONGSHEN ZS GB 225 (s-тип) [1T90QW252] и другие товары в категории Двигатели для техники доступны в каталоге интернет-магазина Сату кз в Казахстане по низким ценам. В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь с подробными характеристиками и описанием, а также отзывами о данном товаре, чтобы сделать правильный выбор и заказать товар онлайн. Купите такие товары, как Бензиновый двигатель ZONGSHEN ZS GB 225 (s-тип) [1T90QW252], в интернет-магазине Сату Кз, предварительно уточнив их наличие у продавца. Вы можете получить товар в Казахстане удобным для Вас способом, для этого ознакомьтесь с информацией о доставке и самовывозе при оформлении заказа. Также, satu.kz предоставляет Программу Защиты Покупателей, которая предполагает возможность получить компенсацию в сумме до 50 000 тг для покупателей, заказы которых были оплачены, но не отправлены продавцом.
Насколько вам удобно на satu?
Бензиновый двигатель мощностью 7,5 л.с. с ручным стартом GB225
Перейти к содержанию
270,00 $
В наличии
Этот мощный бензиновый двигатель мощностью 7,5 л. с. заменяет стандартный бензиновый двигатель мощностью 6,5 л.
Двигатели ZS Power производятся на современном заводе Zongshen с использованием систем качества, соответствующих мировым стандартам, и компонентов высшего качества. Мы знаем, что качество и долговечность важны, поэтому все силовые двигатели ZS имеют чугунную гильзу и полностью коммерческую конструкцию. На двигатели ZS Power предоставляется 2-летняя гарантия для полного спокойствия.
Качество и долговечность ничто без поддержки. Мы поставляем запасные части и даем лучшую в отрасли 2-летнюю гарантию на конструкцию, сборку и материалы, чтобы вы могли получить самую лучшую поддержку, когда бы она вам ни понадобилась.
Обладая большей мощностью и крутящим моментом, чем стандартный бензиновый двигатель мощностью 6,5 л.с., наш двигатель GB225 объемом 225 куб. см и мощностью 7,5 л.с. идеально подходит для картинга, тяжелых машин, таких как бетонорезы и мойки высокого давления.
Двигатели GB225 доступны с наиболее распространенными конструкциями карданного вала. Подробную информацию см. в спецификации.
Где купить
В наличии
Количество Бензиновый двигатель мощностью 7,5 л.с. с ручным стартом GB225
Категории: Двигатель с горизонтальным валом, Двигатель с горизонтальным валом ZS Теги: 4-тактный двигатель, Бензиновый двигатель 7,5 л.с., двигатель для продажи, двигатель для картинга, двигатель для продажи, бензиновый двигатель, замена бензинового двигателя, замена бензинового двигателя, маленький двигатель, стационарный двигатель
Характеристики
Скачать спецификацию
Описание
Модель
ГБ225
Диаметр и ход (мм)
72×55
Рабочий объем (см3)
224
Номинальная мощность (л.с.)
7,5
Измеренная мощность ВОМ (кВт)
4,5
Максимальная выходная скорость (об/мин)
3900
Максимальный крутящий момент (Н. М)
12,5
Скорость холостого хода (об/мин)
1440
Система запуска
Отдача
Размер карданного вала
3/4″ ИЛИ 20 мм
Объем моторного масла (л)
0,6
Рекомендуемое масло
SAE 10w-30
Емкость топливного бака (л)
4,2
Расход топлива (Г/кВт/ч)
374 (макс. мощность)
Размеры в упаковке (см) ДхШхВ
37 х 32 х 35
Вес нетто (кг)
15,5
Выбросы
Агентство по охране окружающей среды
Если у вас есть дополнительные вопросы, свяжитесь с нами напрямую.
Нажмите ниже, чтобы загрузить спецификацию
Двигатель GB225 7,5 л.с.1
Поиск продуктов
Ссылка для загрузки страницы
Перейти к началу
Zongshen ZS GB225 (6.
0 л.с.) маленький двигатель: обзор и характеристики
Модель Zongshen GB225 представляет собой одноцилиндровый 4-тактный бензиновый двигатель внутреннего сгорания с воздушным охлаждением объемом 225 куб. см (13,61 куб. дюймов) небольшого размера из серии GB производства Zongshen Power Co. для универсального применения.
Двигатель Zongshen GB225 имеет конструкцию с верхним расположением клапанов (OHV), карбюраторную топливную систему, транзисторную систему зажигания и ручной стартер. Диаметр цилиндра 72,0 мм (2,83 дюйма) и ход поршня 55,0 мм (2,17 дюйма) дают двигателю общий рабочий объем 223 куб.см.
Zongshen ZS GB225 производил 6,0 л.с. (4,4 кВт; 5,9 л.с.) при 3600 об/мин максимальной выходной мощности и 12,9 Нм (1,3 кг·м; 9,5 фут·фунт) максимального крутящего момента.
Общая информация
Технические характеристики двигателя
Модель
ГБ225
Тип
4-тактный, с верхним расположением клапанов, одноцилиндровый
Рабочий объем
223 см 2 , (12,61 куб. дюймов)
Макс. лошадиная сила
6,0 л.с. (4,4 кВт; 5,9 л.с.) при 3600 об/мин
Макс. крутящий момент
12,9 Н·м (1,3 кг·м; 9,5 фут·фунт)
Топливная система
Карбюратор
Система охлаждения
С принудительной подачей воздуха
Система зажигания
Транзисторный
Система смазки
Система брызг
Система запуска
Ручной стартер
Емкость топливного бака
2,6 л (0,69 галлона США, 0,57 британского галлона)
Расход топлива
375 г/кВтч
Вращение карданного вала
Против часовой стрелки (со стороны карданного вала)
Размеры и вес
Цзуншен ЗС GB225
Длина, мм (дюйм)
–
Ширина, мм (дюйм)
–
Высота, мм (дюйм)
–
Сухой вес, кг (фунт)
16,5 кг (36,4 фунта)
Данные технического обслуживания
Двигатель
Максимальная скорость:
3600 об/мин
Скорость холостого хода:
1440±140 об/мин
Масляная система
Тип масла
Масло для 4-тактных двигателей
Рекомендуемое масло
10W-30
Емкость для масла
0,6 л (0,6 галлона США, 0,5 британского галлона)
Система зажигания
Зазор свечи зажигания
0,6–0,8 мм (0,024–0,031 дюйма)
Момент затяжки свечи зажигания
20 Н·м; 2,0 кг·м; 14,7 фут·фунт
ВНИМАНИЕ! Уважаемые посетители, данный сайт не является торговой площадкой, официальным дилером или поставщиком запчастей, поэтому у нас нет ни прайс-листов, ни каталогов запчастей.
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или ваша учетная запись должна быть создана заново. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где отсутствует изображение. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши на странице, затем выберите «Просмотр информации о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра символов PNG и png не совпадают.
404 Ошибки после перехода по ссылкам WordPress
При работе с WordPress часто могут возникать ошибки 404 Page Not Found, когда была активирована новая тема или когда были изменены правила перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1: Исправьте постоянные ссылки
Войдите в WordPress.
В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь. )
Выберите По умолчанию .
Нажмите Сохранить настройки .
Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
Нажмите Сохранить настройки .
Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess
Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
Использовать режим редактирования программы FTP
Используйте SSH и текстовый редактор
Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл . htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
Войдите в cPanel.
В разделе «Файлы» щелкните значок «Диспетчер файлов ».
Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
Убедитесь, что установлен флажок Показать скрытые файлы (точечные файлы) «.
Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Для редактирования файла .htaccess
Щелкните правой кнопкой мыши файл . htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
Может появиться диалоговое окно с вопросом о кодировании. Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
При необходимости отредактируйте файл.
Нажмите Сохранить изменения в правом верхнем углу, когда закончите. Изменения будут сохранены.
Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.
Штангенциркуль с автоблокировкой 0-150 x 0,05 мм (Эконом)
правда
ложь
Продукты
Измерительные инструменты
Суппорты
добавить в корзину
Запросить цену
Штангенциркуль Solid TECH с замком для большого пальца, который можно использовать для большинства измерительных задач, например, для использования в школе или для тяжелых рабочих задач.
Драйвер для HP LaserJet Pro M1212nf + инструкция как установить на компьютер
HP LaserJet Pro M1212nf
Windows XP/Vista/7/8/8.1/10 — рекомендуем полный пакет
Размер: 212 MB
Разрядность: 32/64
Ссылка: HP LaserJet Pro M1212nf-Win-XP-10
Windows XP/Vista/7/8/8.1 — базовый пакет
Размер: 9 MB (x32) и 10 MB (x64)
Разрядность: 32/64
x32: HP LaserJet Pro M1212nf-Win
x64: HP LaserJet Pro M1212nf-Win
Как узнать разрядность системы.
Скачать драйвер HP LaserJet Pro M1212nf можно с нашего сайта. Это лицензионное программное обеспечение от разработчика, необходимое для правильного подключения и настройки печатного оборудования. Софт бесплатный, дистрибутив содержит подробную анимированную инструкцию с пошаговыми действиями для подготовки принтера к работе.
В приветственном окне руководства по установке ПО, выберите серию печатного оборудования. После этого нажмите кнопку «Установка с USB».
Запустите инструкцию, которая анимированными картинками показывает этапы подготовки МФП к работе. Для этого нажмите «Начать установку».
Расположите устройство с таким расчётом, чтобы защитить его от негативного воздействия влажной среды и прямого попадания ультрафиолетовых лучей.
Удалите транспортировочные элементы: ленты и пластиковые фиксаторы. Их точное местоположение отмечено на рисунке.
Откройте дверцу отсека для картриджа. Удалите поролоновую вставку и пластиковый фиксатор.
Подготовьте картридж к работе. Для этого осторожно покачайте его из стороны в сторону, чтобы обеспечить равномерное распределение тонера. Аккуратно снимите защитную наклейку.
Установите картридж на предназначенное ему место, закройте крышку отсека.
Подготовьте лоток для бумаги.
Отрегулируйте положение направляющих ползунков, загрузите листы. Обратите внимание, чтобы страницы не заминались, отсутствовали скрепки и посторонние элементы.
Подключите шнур электропитания. Если предполагается регистрация оборудования, спишите серийные номера с наклеек на задней панели.
Включите принтер, нажав кнопку питания.
Сдвиньте управляющую панель в удобное для себя положение, чтобы обеспечить комфортный угол обзора и командный ввод.
Настройте язык интерфейса «Мастера настройки», используя для этого кнопки со стрелочками. После этого нажмите ОК.
Если оборудование будет работать в режиме факса, подключите телефонный кабель.
Перейдите к системным настройкам драйвера и установке ПО на компьютере.
Нажмите кнопку «Установка ПО принтера», чтобы перейти к интерфейсу программы-инсталлятора.
Выберите пункт «Простая установка», рекомендованный разработчиком. Это предустановленная конфигурация драйвера, без вывода запросов об отдельных параметрах. Нажмите «Далее».
Выберите нужную серию МФП в списке, нажмите «Далее» для продолжения.
Укажите программе способ соединения принтера с компьютером. Для этой модели отметьте пункт «Настройка на печать с помощью устройства USB». Подтвердите выбор кнопкой «Далее».
Подключите USB-кабель и дождитесь завершения процесса инсталляции. Когда установка завершится, программа закроется автоматически.
Печать из windows, Открытие драйвера принтера в windows, Получение справки по параметрам печати в windows
02:59
Настройка принтера HP LaserJet в беспроводной сети в Windows
16:53
HP LaserJet M1212nf Multi-Function Printer
41:37
Инструкция как разобрать HP LJ M1212nf MFP Замена термопленки и резинового вала
21:26
VideoTutorial Instalacion Impresora Hp LaserJet 1212
Replacing a Print Cartridge | HP LaserJet Pro M1212nf | HP
Изменение числа печатных копий в windows
Изображение
Текст
Содержание
Печать из Windows
Открытие драйвера принтера в Windows
1.
В меню Файл программного обеспечения выберите
Печать.
2.
Выберите устройство, а затем нажмите кнопку Свойства
или Настройки.
Получение справки по параметрам печати в Windows
1.
Нажмите кнопку Справка, чтобы открыть интерактивную
справку.
Изменение числа печатных копий в Windows
1.
В меню Файл программного обеспечения щелкните Печать.
2.
Выберите продукт, а затем нажмите кнопку Свойства или Настройки.
RUWW
Печать из Windows
57
Печать цветного текста как черного в windows, Использование готовых наборов заданий печати
Страница 72
Изображение
Текст
3.
Перейдите на вкладку Дополнительно.
4.
В области Копии с помощью клавиш со стрелками измените количество копий.
Чтобы сортировать несколько печатаемых копий, установите флажок Сортировка.
Печать цветного текста как черного в Windows
1.
В меню Файл программного обеспечения щелкните Печать.
2.
Выберите устройство, а затем нажмите кнопку Свойства или Настройки.
3.
Перейдите на вкладку Дополнительно.
4.
Установите флажок Печатать весь текст черным цветом. Нажмите кнопку OK.
Сохранение нестандартных параметров печати для повторного
использования в Windows
Использование готовых наборов заданий печати
1.
В меню Файл программного обеспечения щелкните
Печать.
58
Глава 7 Функции печати
RUWW
Выберите устройство, а затем нажмите кнопку Свойства или Н…
Страница 73
Изображение
Текст
2.
Выберите устройство, а затем нажмите кнопку Свойства
или Настройки.
3.
Выберите один из готовых наборов в раскрывающемся
списке«Быстрые установки» заданий печати и нажмите
кнопку OK, чтобы распечатать задание с использованием
предварительно заданных параметров.
ПРИМЕЧАНИЕ.
Раскрывающийся список «Быстрые
установки» заданий печати появляется на всех вкладках,
кроме вкладки Службы.
Создание специальных готовых наборов заданий печати
1.
В меню Файл программного обеспечения щелкните
Печать.
RUWW
Печать из Windows
59
Выберите устройство, а затем нажмите кнопку Свойства или Н…
Страница 74
Изображение
Текст
2.
Выберите устройство, а затем нажмите кнопку Свойства
или Настройки.
3.
Выберите параметры печати для нового готового набора.
4.
Введите имя для нового готового набора и нажмите
кнопку Сохранить.
60
Глава 7 Функции печати
RUWW
Улучшение качества печати из windows, Выбрать формат бумаги, Выбрать нестандартный формат бумаги
Выберите тип бумаги, Выбор разрешения печати
Изображение
Текст
Улучшение качества печати из Windows
Выбрать формат бумаги.
1.
В меню Файл программного обеспечения щелкните Печать.
2.
Выберите устройство, а затем нажмите кнопку Свойства или Настройки.
3.
Перейдите на вкладку Бумага/качество.
4.
Выберите формат в раскрывающемся списке (Формат).
Выбрать нестандартный формат бумаги.
1.
В меню Файл программного обеспечения щелкните Печать.
2.
Выберите устройство, а затем нажмите кнопку Свойства или Настройки.
3.
Перейдите на вкладку Бумага/качество.
4.
Нажмите кнопку Нестандартный. При этом откроется диалоговое окно Специальный формат
бумаги.
5.
Введите наименование специального формата, укажите размеры и нажмите кнопку Сохранить.
6.
Нажмите кнопку Закрыть, затем OK.
Выберите тип бумаги.
1.
В меню Файл программного обеспечения щелкните Печать.
2.
Выберите устройство, а затем нажмите кнопку Свойства или Настройки.
3.
Перейдите на вкладку Бумага/качество.
4.
Выберите тип в раскрывающемся списке Тип.
Выбор разрешения печати
1.
В меню Файл программного обеспечения щелкните Печать.
2.
Выберите устройство, а затем нажмите кнопку Свойства или Настройки.
3.
Перейдите на вкладку Бумага/качество.
4.
В области Качество печати выберите нужный параметр в раскрывающемся списке. Обратитесь к
электронной справке драйвера для получения информации о доступных параметрах.
ПРИМЕЧАНИЕ.
Чтобы использовать разрешение чернового качества печати, установите флажок
EconoMode в области Качество печати.
RUWW
Печать из Windows
61
Печать на бланках или фирменных бланках в windows
Страница 76
Изображение
Текст
Печать на бланках или фирменных бланках в Windows
1.
В меню Файл программного обеспечения щелкните
Печать.
2.
Выберите устройство, а затем нажмите кнопку Свойства
или Настройки.
62
Глава 7 Функции печати
RUWW
Перейдите на вкладку Бумага…
Страница 77
Изображение
Текст
3.
Перейдите на вкладку Бумага/качество.
4.
В раскрывающемся списке Тип выберите тип
используемой бумаги, затем нажмите кнопку OK.
Печать на специальной бумаге, этикетках или прозрачных пленках из
Windows
1.
В меню Файл программного обеспечения щелкните
Печать.
RUWW
Печать из Windows
63
Выберите устройство, а затем нажмите кнопку Свойства или Н…
Страница 78
Изображение
Текст
2.
Выберите устройство, а затем нажмите кнопку Свойства
или Настройки.
3.
Перейдите на вкладку Бумага/качество.
4.
В раскрывающемся списке Тип выберите тип
используемой бумаги, затем нажмите кнопку OK.
64
Глава 7 Функции печати
RUWW
Печать первой или последней страницы на другой бумаге в Wind…
Страница 79
Изображение
Текст
Печать первой или последней страницы на другой бумаге в Windows
1.
В меню Файл программного обеспечения щелкните
Печать.
2.
Выберите устройство, а затем нажмите кнопку Свойства
или Настройки.
RUWW
Печать из Windows
65
Масштабирование документа под формат страницы
Страница 80
Изображение
Текст
3.
Перейдите на вкладку Бумага/качество.
4.
Установите флажок Другая бумага/обложки и выберите
необходимые параметры передней обложки, других
страниц и задней обложки.
Масштабирование документа под формат страницы
1.
В меню Файл программного обеспечения выберите
Печать.
66
Глава 7 Функции печати
RUWW
Выделить → Я нашёл инструкцию для своего МФУ здесь! #manualza
Кликнуть →
Драйвер МФУ HP LaserJet Pro M1212nf
Эта модель входит в серию МФУ HP LaserJet Pro M1130, M1210 и HP HotSpot LaserJet Pro M1218nfs. Номер модели принтера — CE841A. Принтер имеет уникальный дизайн, который подходит как для частного, так и для коммерческого использования. Функции включают печать, сканирование, копирование и отправку или получение факсимильных сообщений.
Драйвер для Windows
Поддерживаемые ОС: Windows 10 32-разрядная, Windows 10 64-разрядная, Windows 8.1 32-разрядная, Windows 8.1 64-разрядная, Windows 8 32-разрядная, Windows 8 64-разрядная -разрядная, Windows 7 32-разрядная, Windows 7 64-разрядная, Windows Vista 32-разрядная, Windows Vista 64-разрядная, Windows XP 32-разрядная, Windows XP 64-разрядная
Имя файла
Размер
Скачать
Полнофункциональные драйверы и программное обеспечение для windows.exe
234,64 МБ
Базовый драйвер на основе хоста для Windows XP Vista 7 и 8 32-бит. exe
9,51 МБ
Базовый драйвер на базе хоста для Windows XP Vista 7 и 8 64 бит.exe
10,60 МБ
Обновление драйвера XPS для Windows XP Vista и 7 32-битный.exe
4,26 МБ
Обновление драйвера XPS для Windows XP Vista и 7 64-бит. exe
5,14 МБ
Драйвер для Mac OS
Поддерживаемая OS: MacOS Big Sur 11.x, Mac OS Catalina 10.15.x, Macos Mojave 10.14.x, Macos High Sierra 10.13.x, Macos Sierra. 10.12.x, Mac OS X El Capitan 10.11.x, Mac OS X Yosemite 10.10.x, Mac OS X Mavericks 10.9.x, Mac OS X Mountain Lion 10.8.x, Mac OS X Lion 10.7.x, Mac OS X Snow Leopard 10.6.x, Mac OS X Leopard 10.5.x
Имя файла
Размер
Скачать
HP Easy Start для Mac OS X 11. x.zip
9,06 МБ
Драйвер принтера для Mac OS X 10.9–10.15.dmg
572,53 МБ
Драйвер принтера для Mac OS X 10.7 и 10.8.dmg
547,28 МБ
Полнофункциональные драйверы и программное обеспечение для Mac OS X 10.5–10.7.dmg
66,29 МБ
https://www.youtube.com/watch?v=_RNFpjlv00U Тонер-картридж HP LaserJet Pro M1212nf MFP.
Черный картридж с тонером HP85A LaserJet (~1600 страниц)
Технические характеристики
Совместимые картриджи включают HP 85A в Америке, HP LaserJet CE285A для Европы, Ближнего Востока, Африки и Азиатско-Тихоокеанского региона. Другими словами, тип и модель патронов. Дополнительную необходимую информацию о картриджах и других расходных материалах, которая может понадобиться пользователям, можно получить в магазинах HP и у местных розничных продавцов.
Драйвер МФУ HP LaserJet Pro M1212nf Поддерживаемые версии операционной системы Windows включают Windows XP, Windows Vista, Windows 7, Windows 8 и Windows 10. Минимальные системные требования для Windows XP включают процессор Intel Pentium 233 МГц и 128 МБ ОЗУ. Также должно быть свободное место на жестком диске 150 МБ.
Но для Windows Vista, Windows 7, 8 и 10 процессор должен быть не менее 1 ГГц (32-разрядный или 64-разрядный). Перед установкой программного обеспечения также имеется 2 ГБ свободного места на жестком диске. Браузеры включают Internet Explorer, Google Chrome и Mozilla Firefox.
Для систем Apple совместимые версии операционной системы включают Mac OS X v10.4, v10.5, v10.6 и выше. Минимальные системные требования включают процессор PowerPC и Intel Core и 256 МБ оперативной памяти. Перед установкой на жестком диске должно быть 150 МБ свободного места.
Варианты подключения включают высокоскоростной порт USB 2.0, факс RJ-11, телефонный линейный выход RJ-11 и сетевые порты RJ-45. Физические размеры включают 12,0 дюймов, глубину 10,4 и ширину 17,1. Другой весит 18,3 фунта.
Связанный принтер: Драйвер МФУ HP LaserJet Pro M1536dnf
Емкость входного лотка составляет около 150 листов обычной бумаги, а выходного лотка — до 100 листов. Другие типы носителей, совместимые с этим принтером, включают конверты, прозрачные пленки, фотобумагу, каталожные карточки. Загрузите драйвер многофункционального принтера HP LaserJet Pro M1212nf с веб-сайта HP
.
4,6/5
(12 отзывов)
Опубликовано в л.с.
Загрузка драйвера HP LaserJet M1212nf
Загрузка драйвера и программного обеспечения HP LaserJet M1212nf
для Windows 11, 10, 8, 8.1, 7, Vista, XP, Server, Linux, Ubuntu и MAC OS.
HP LaserJet M1212nf MFP — многофункциональный принтер, который может печатать, копировать, отправлять по факсу и сканировать документы. Он разработан специально для пользователей дома или в небольшом офисе, которым требуется экономичная полнофункциональная система для выполнения повседневных офисных задач. Этот принтер производит высококачественные отпечатки с высокой скоростью. Чтобы использовать его на своем компьютере, вам необходимо установить его с помощью соответствующего драйвера. Я поделюсь с вами ссылкой для скачивания драйвера. Пожалуйста, смотрите раздел загрузки ниже для получения дополнительной информации.
Описание драйвера
Ссылки для скачивания
Полнофункциональный драйвер для
Windows 11 Windows 10 Windows 8, 8.1 Windows 7 Windows Vista
4 Windows XP 4
Скачать (241 МБ) (32 бит / 64 бит)
Полнофункциональный драйвер для
Server 2000 Server 2003 Server 2008 Server 2012 Server 2016 Сервер 2019 Сервер 2022
Скачать (241 МБ) (32 бит / 64 бит)
Базовый драйвер для
Windows (все версии)
Загрузить 32-битную версию (драйвер HB) Загрузить 64-битную версию (драйвер HB)
Загрузить 32-разрядную версию (драйвер XPS) Загрузить 64-разрядную версию (драйвер XPS)
Полнофункциональный драйвер для
Mac OS от 10. 0 до 10.15
Скачать (547,28 МБ)
Полнофункциональный драйвер для
Mac OS 11.x Big Sur Mac OS 12.x Monterey
Скачать (557,40 МБ)
Полнофункциональный драйвер для
Linux Ubuntu
Скачать (25,9 МБ) (32 бит / 64 бит)
ИЛИ
Загрузите драйверы непосредственно с официального веб-сайта HP Laserjet M1212nf.
Принтер, также известный как:
Цветной принтер HP LaserJet M1212nf
Многофункциональный принтер HP LaserJet M1212nf
Драйвер HP M1212nf
Как установить
Способ 1: Установка принтера HP LaserJet M1212nf с помощью CD/DVD (автоматический мастер)
Способ 1 Требования:
На вашем компьютере должен быть установлен один привод CD/DVD .
Требуется компакт-диск с программным обеспечением/драйвером для HP LaserJet M1212nf , , который поставляется вместе с принтером.
Требуется USB-кабель , , который подключит принтер к компьютеру. Пришло вместе с принтером.
Следуйте инструкциям по установке принтера HP LaserJet M1212nf с дисководом CD/DVD.
Включите свой компьютер, на котором необходимо установить принтер HP LaserJet M1212nf.
Включите также принтер HP LaserJet M1212nf.
Не отключайте USB-кабель принтера HP LaserJet M1212nf (не подключайте его, пока не появится запрос).
Вставьте компакт-диск HP LaserJet M1212nf в привод CD/DVD на компьютере, запустите мастер установки компакт-диска и следуйте его инструкциям, чтобы установить его.
Теперь подключите принтер HP LaserJet M1212nf USB-кабель к компьютеру, когда мастер установки спросит (Примечание: не подключайте, пока не спросит) . Мастер будет анализировать при подключении. Как только принтер будет распознан, он автоматически перейдет к дальнейшим шагам. Примечание: Подождите, пока принтер не закончит обнаружение.
Следуйте инструкциям мастера, чтобы завершить его.
После завершения у вас будет установлен и готов к использованию принтер HP LaserJet M1212nf.
Способ 2: установка принтера HP LaserJet M1212nf с помощью CD/DVD (автоматический мастер)
Способ 2 Требования:
Требуется файл установки программного обеспечения/драйвера для HP LaserJet M1212nf . Вы можете скачать его по ссылкам выше, в зависимости от вашей операционной системы.
Требуется USB-кабель , , который подключит принтер к компьютеру. Пришло вместе с принтером.
Следуйте инструкциям по установке принтера HP LaserJet M1212nf с установочным файлом.
Включите ваш компьютер, на котором необходимо установить принтер HP LaserJet M1212nf.
Включите также принтер HP LaserJet M1212nf.
Не отключайте USB-кабель принтера HP LaserJet M1212nf (не подключайте его, пока не появится запрос).
Загрузите установочный файл драйвера HP LaserJet M1212nf по приведенной выше ссылке, затем запустите этот загруженный файл и следуйте инструкциям по его установке.
Сейчас подключите принтер HP LaserJet M1212nf USB-кабель к компьютеру, когда мастер установки спросит (Примечание: не подключайте, пока не спросит) . Мастер будет анализировать при подключении. Как только принтер будет распознан, он автоматически перейдет к дальнейшим шагам. Примечание: Подождите, пока принтер не закончит обнаружение.
Следуйте инструкциям мастера, чтобы завершить его.
По завершении вы получите установленный и готовый к использованию принтер HP LaserJet M1212nf .
Способ 3. Установите принтер HP LaserJet M1212nf вручную с помощью встроенной функции Windows «Добавить принтер».
Вы можете скачать его по ссылкам выше, в зависимости от вашей операционной системы.
Требуется USB-кабель , , который подключит принтер к компьютеру. Пришло вместе с принтером.
Выполните шаги по установке принтера HP LaserJet M1212nf вручную.
Включите свой компьютер, на котором необходимо установить принтер HP LaserJet M1212nf.
Включите также принтер HP LaserJet M1212nf.
Подключите принтер HP LaserJet M1212nf USB-кабелем от принтера к компьютеру.
Извлечь Установочный файл HP LaserJet M1212nf и его извлеченное расположение (по умолчанию — папка TEMP)
Нажмите кнопку Пуск -> затем нажмите Панель управления -> затем нажмите Просмотр устройств и принтеров (для пользователей Windows 7, Vista). Примечание. Для пользователей XP щелкните Факсы и принтеры.
Нажмите Добавить принтер .
Если он запрашивает местоположение драйвера, укажите путь, по которому был извлечен установочный файл.
Следуйте инструкциям мастера, чтобы завершить его.
По завершении вы получите установленный и готовый к использованию принтер HP LaserJet M1212nf.
Этот принтер HP LaserJet M1212nf печатает до 19 (стр/мин) черно-белых 7 страниц в минуту с разрешением до 600 x 600 точек на дюйм при черно-белой печати. Этот принтер выдает первую черную печать всего за 8,5 с, а месячный рабочий цикл составляет до 8000 страниц. Вы можете легко совместно использовать сеть печати с их встроенной функцией Ethernet .
Порт USB также доступен на этом Многофункциональный принтер HP LaserJet M1212nf . С помощью этого USB-порта вы можете легко подключить этот принтер к другим портативным устройствам, таким как камеры, телефоны и т. д. Драйвер и пакеты программного обеспечения для этого принтера доступны для Microsoft , Windows XP, Vista, 7, 8, 10, 11 и Windows 2003 32. -бит 64-бит.
На этой странице приведены полные инструкции по установке последних загрузок драйвера HP LaserJet M1212nf с использованием файла онлайн-установки.
Как устранить проблемы с драйверами принтера HP LaserJet M1212nf?
Если у вас возникла проблема с драйвером HP LaserJet M1212nf, вы не сможете печатать на принтере HP LaserJet 1212, поскольку Windows использует драйверы устройств для запуска любого устройства. У нас есть правильный способ решить проблему с драйвером принтера LaserJet M1212nf. Обновите последнюю и наиболее совместимую версию драйверов HP 1212nf. Вот драйверы, доступные для принтера HP LaserJet M1212nf.
Производитель: л.с.
Номер модели: HP LaserJet M1212nf
Операционная система: Windows XP, Vista, 7, 8, Windows 10, 11, сервер, Mac и Linux
Тип драйвера: Пакет драйверов и программного обеспечения
Тип соединения: Прямое
Порт USB: Да
Функция сканирования: Да
Беспроводное подключение (Wi-Fi): №
Драйвер с номером модели вашего принтера здесь не указан? Попробуйте DriverFix, чтобы бесплатно загрузить и обновить драйвер вручную.
Ручная дрель Fein KBH 25 для сверления корончатыми сверлами
Наша компания заботится о том, чтобы товар был доставлен адресату в целости и в строго установленные строки. Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков.
Производитель: Fein (Германия)
Ручная дрель Fein KBH 25 для сверления корончатыми сверлами, мощностью 680 Вт, представляет собой устройство корончатого сверления отверстий по металлу, диаметром до 54 мм. Нарезает резьбу по стали до М12, сверлит отверстия по стали, диаметром 14-25 мм, по алюминию, диаметром 14-30 мм.
Технические характеристики
Особенности
Комплектация
Мощность, Вт
1200
Эффективная мощность, Вт
680
Скорость вращения под нагрузкой, об/мин
0-520
Диаметр сверления стали корончатым сверлом, мм
14-25
Диаметр сверления алюминия корончатым сверлом, мм
14-30
Макс. глубина сверления корончатого сверла, мм
20
Диаметр сверления стали коронками, мм
14-54
Макс. глубина сверления коронками, мм
4
Резьба по стали до
M 12
Угловой просвет, мм
27
Зажим для корончатого сверла
QuickIN Plus
Кабель с штекером, м
4
Вес, кг
3,3
Удобная и ускоренная до пяти раз работа благодаря новой технике сверления и специально разработанной геометрии режущей кромки корончатого сверла.
Ручное сверление отверстий диаметром до 25 мм в стали толщиной до 20 мм с помощью корончатых сверл с твердосплавными напайками.
Ручное сверление отверстий диаметром до 54 мм в металлических листах толщиной до 4 мм с помощью коронок с твердосплавными напайками.
Устойчивый к перекосу корпус двигателя цилиндрической конструкции.
Высокостойкие корончатые сверла с твердосплавными напайками.
Тахоэлектроника для регулирования скорости вращения.
Бесступенчатая электронная регулировка числа оборотов.
Электронная защита от перегрузки.
Реверс вращения.
Блокировка самопуска.
Подкупающая долговечность.
Широкий ассортимент принадлежностей.
Технические характеристики:
Номинальная потребляемая мощность — 1 200 Вт
Эффективная мощность — 680 Вт
Скорость вращения под нагрузкой — 0-520 об/мин
Диаметр сверления стали корончатым сверлом — 14-25 мм
Диаметр сверления алюминия корончатым сверлом — 14-30 мм
Макс. глубина сверления корончатого сверла — 20 мм
Диаметр сверления стали коронками — 14-54 мм
Макс. глубина сверления коронками — 4 мм
Резьба по стали до — M 12
Угловой просвет — 27 мм
Зажим для корончатого сверла — QuickIN Plus
Кабель с штекером — 4 м
Вес согласно EPTA — 3,3 кг
В комплектацию входят:
1 KBH 25
1 центрирующее сверло
1 добавочная рукоятка
1 баллон спрея для сверления
1 пластиковый кейс
1 быстрозажимной патрон 3-16 мм «Roehm»
Подписывайтесь на наш официальный телеграм — канал https://t. me/korabel_news
И не забывайте про телеграм — канал всех КОРАБЕЛОВъ https://t.me/Vika_korabel_ru
— Не понравилось0+ Понравилось
Поделиться новостью
Подписка Корабел.ру экономит ваше время Подпишитесь на ежедневную рассылку новостей и будьте в курсе всего самого важного и интересного!
Комментарии 0.
Предыдущая новость
Ручная электрическая бурильная установка Fein KBH 25
– Необходимые инструменты и абразивы
ОПИСАНИЕ
Было $875,00
Ручная электрическая система кольцевого бурения Fein KBH 25
Модель № 72710161090
Ручное сверление отверстий в стали диаметром до 3 дюймов/4 дюйма толщина с использованием твердосплавных коронок.
Ручное сверление отверстий диаметром до 2-1/8 в листовом металле толщиной до 5/32 твердосплавными кольцевыми пилами.
Корпус двигателя бочкообразной формы без кручения.
Твердосплавные коронки с оптимизированным сроком службы.
Мощный мотор.
Моментная фрикционная муфта.
Электронный тахогенератор с регулируемой скоростью.
Бесступенчатая электронная регулировка скорости.
Электронная защита от перегрузки.
Реверсивный.
Блокировка самозапуска.
13-дюймовый шнур.
Включает: Пилотную насадку, боковую рукоятку, спрей для резки, пластиковый кейс для инструментов
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Цвет:
Синий, Фиолетовый, Белый
Размер:
20, 24
Материал:
100% полиэстер
ОТЗЫВЫ
ДОПОЛНИТЕЛЬНЫЕ ТОВАРЫ
$8.91$9.38
com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940707515″ data-price=»891″ data-buttonname=» ADD TO CART» data-compprice=»938″> 12510-5
12510-100
12514-5
png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940805819″ data-price=»16923″ data-buttonname=» ADD TO CART» data-compprice=»17814″> 12514-100
12614-5
12614-100
12518-5
shopify.com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940936891″ data-price=»16923″ data-buttonname=» ADD TO CART» data-compprice=»17814″> 12518-100
12618-5
12618-100
com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669941067963″ data-price=»891″ data-buttonname=» ADD TO CART» data-compprice=»938″> 12524-5
12524-100
12624-5
png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669941166267″ data-price=»18542″ data-buttonname=» ADD TO CART» data-compprice=»19518″> 12624-100
12532-5
12532-100
198,00 $
28,00 $ 36,00 $
78,80 $ 82,95 $
62,52 $ 65,81 $
1 057,72 долл. США 1 113,39 долл. США
12,64 $ 13,31 $
35,83 $ 37,72
Ручная система колонкового бурения Fein KBH-25
(пока отзывов нет)
Написать обзор
Fein
Ручная система колонкового бурения Fein KBH-25
Цена:
Сейчас:
$774,00
Артикул:
ФИНКБХ 25
СКП:
4014586876382
Наведите курсор на изображение, чтобы увеличить
Обзор продукта
Отзывы (0)
Ручная система колонкового бурения Fein KBH-25 для быстрой и гибкой работы. Удобный и до 5 раз более быстрый способ работы благодаря новой технологии сверления и специально разработанной геометрии режущей кромки корончатого сверла. Ручное сверление твердосплавными коронками с диаметром сверления до 25 мм в стали толщиной до 20 мм. Ручное сверление твердосплавными кольцевыми пилами с диаметром сверления до 54 мм в металлических листах толщиной до 4 мм. Корпус двигателя бочкообразного типа без перекосов.
Fein KBh35 Характеристики:
Удобная работа, которая выполняется до 5 раз быстрее благодаря новой технологии сверления и специально разработанной геометрии резания коронки.
Ручное сверление отверстий диаметром до 1 дюйма в стали толщиной до 3/4 с использованием твердосплавных коронок.
Ручное сверление отверстий диаметром до 2-1/8 дюйма в листовом металле толщиной до 5/32 дюйма твердосплавными кольцевыми пилами.
Корпус двигателя бочкообразной формы без кручения.
Твердосплавные коронки с оптимизированным сроком службы.
 869″ data-top=»87.953″ data-circle=»16″ data-id=»313655″>
869″ data-top=»87.953″ data-circle=»16″ data-id=»313655″>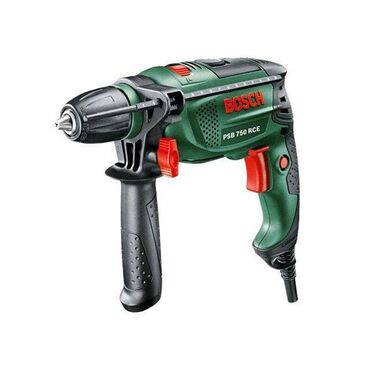 052″ data-top=»44.249″ data-circle=»16″ data-id=»459111″>
052″ data-top=»44.249″ data-circle=»16″ data-id=»459111″> Для просмотра информации об интересующей запчасти для BOSCH PSB 650 RE (Type 3603A28000) нажмите мышью на нужный номер, выделенный цветом.
Для просмотра информации об интересующей запчасти для BOSCH PSB 650 RE (Type 3603A28000) нажмите мышью на нужный номер, выделенный цветом. Если вы ищете надежную и мощную перфораторную дрель, Bosch PSB 650 RE должен стать вашим первым портом захода. Благодаря высокому уровню производительности он идеально подходит для выполнения самых сложных задач по бурению.
Если вы ищете надежную и мощную перфораторную дрель, Bosch PSB 650 RE должен стать вашим первым портом захода. Благодаря высокому уровню производительности он идеально подходит для выполнения самых сложных задач по бурению.
 Если вам нужно просверлить очень маленькие отверстия, вам может подойти более легкая дрель, такая как дрель для хобби Dremel.
Если вам нужно просверлить очень маленькие отверстия, вам может подойти более легкая дрель, такая как дрель для хобби Dremel. ..
.. А4
А4 A65
A65 А32
А32 А86
А86 А117
А117 А89
А89 А138
А138 9×19-C-H
9×19-C-H
 в справке )
в справке ) Нажать на круги по отдельности, чтобы добавить точки в центральные точкиЭти точки появятся в окне Объекты и могут быть использованы в операциях сверления.
Нажать на круги по отдельности, чтобы добавить точки в центральные точкиЭти точки появятся в окне Объекты и могут быть использованы в операциях сверления.




 org/ListItem»>
org/ListItem»>
 The NC code is generated using Python script, so it can be configured for different machines. HeeksCNC uses pycam for the «Zig Zag» operation, libarea for the «Pocket» operation, and libactp for the «Adaptive Roughing» operation.
The NC code is generated using Python script, so it can be configured for different machines. HeeksCNC uses pycam for the «Zig Zag» operation, libarea for the «Pocket» operation, and libactp for the «Adaptive Roughing» operation. 8.8.157
8.8.157
 0.3030.0
0.3030.0
 10.2022
10.2022 10.2022
10.2022 Вы оказываетесь…
Вы оказываетесь… Одной из самых мощных функций HeeksCNC является…
Одной из самых мощных функций HeeksCNC является… stl, оказывается, что кодирование вручную проще. Введите HeeksCNC. Я использовал операцию кармана с пользовательским…
stl, оказывается, что кодирование вручную проще. Введите HeeksCNC. Я использовал операцию кармана с пользовательским… Его обычно зарабатывают мальчики в 5-м классе. В нашей стае в этом году награду получили 9 мальчиков. Большинство из них пошли дальше и перешли в отряд, чтобы стать бойскаутами. Традиционно награждать «карьерой…
Его обычно зарабатывают мальчики в 5-м классе. В нашей стае в этом году награду получили 9 мальчиков. Большинство из них пошли дальше и перешли в отряд, чтобы стать бойскаутами. Традиционно награждать «карьерой… Делается это с помощью канцелярского ножа. Процесс резки работает следующим образом: резак совершает быстрое движение, позиционируя себя над местом отверстия. Он погружается в материал на нужную глубину. Он движется вперед к вершине…
Делается это с помощью канцелярского ножа. Процесс резки работает следующим образом: резак совершает быстрое движение, позиционируя себя над местом отверстия. Он погружается в материал на нужную глубину. Он движется вперед к вершине… 5.0.1475+git55af767+202006251546~убунту19.10.1
5.0.1475+git55af767+202006251546~убунту19.10.1 1.0.1449+git028ca9a+201703281343~убунту16.10.1
1.0.1449+git028ca9a+201703281343~убунту16.10.1 0.1-1-1+git202006141004~ubuntu20.04.1
0.1-1-1+git202006141004~ubuntu20.04.1 0.0.1153+gitad15af5+201804260101~ubuntu17.10.1
0.0.1153+gitad15af5+201804260101~ubuntu17.10.1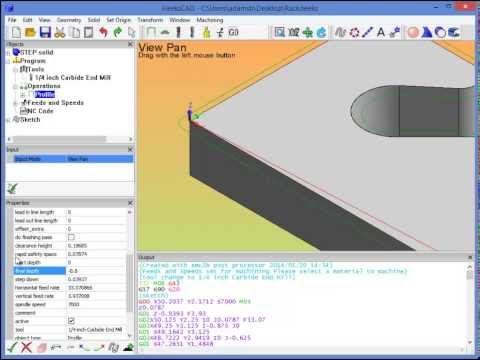 0.20160313.122+git2752cd9+202006140950~убунту20.10.1
0.20160313.122+git2752cd9+202006140950~убунту20.10.1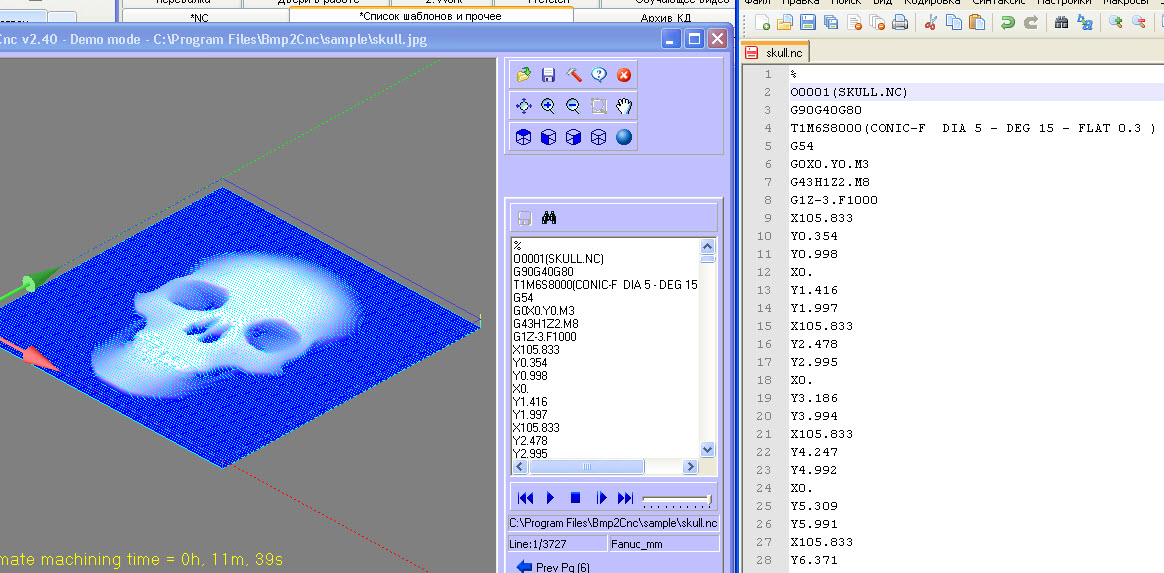 0.20160313.122+git2752cd9+201910311732~ubuntu12.04.1
0.20160313.122+git2752cd9+201910311732~ubuntu12.04.1 0.20160313.120+gitf1986ac+201603142132~убунту15.10.1
0.20160313.120+gitf1986ac+201603142132~убунту15.10.1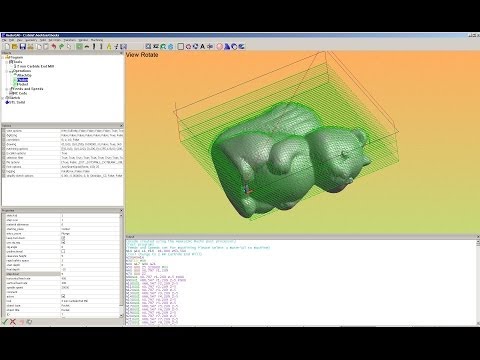 10-2-1+git202007201542~ubuntu19.10.1
10-2-1+git202007201542~ubuntu19.10.1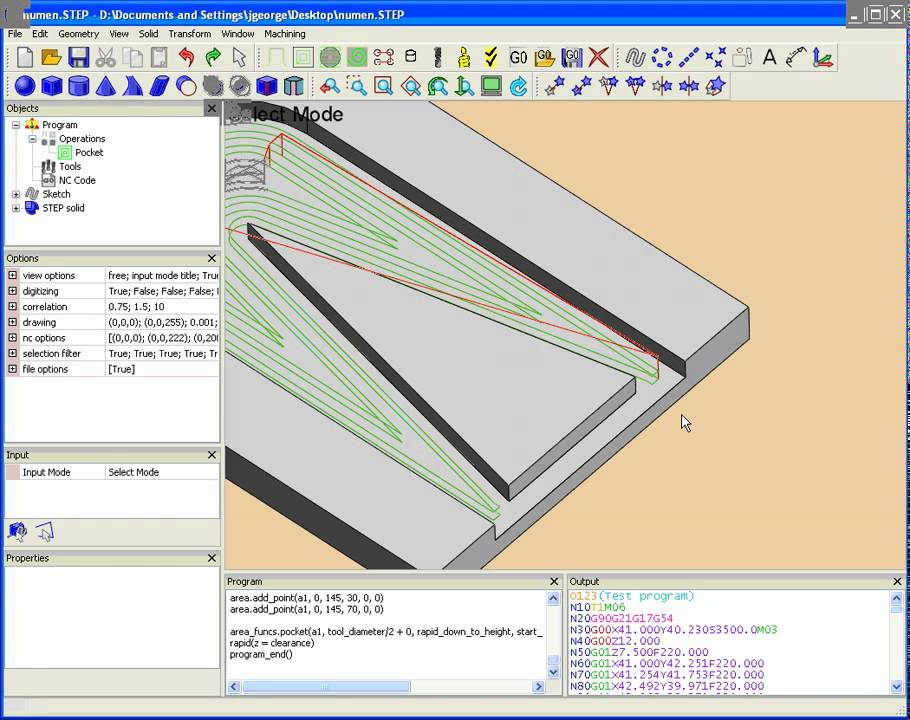 10+git201711172316~ubuntu17.04.1
10+git201711172316~ubuntu17.04.1 Не прототип в единственном экземпляре, собранный в гараже
Не прототип в единственном экземпляре, собранный в гараже
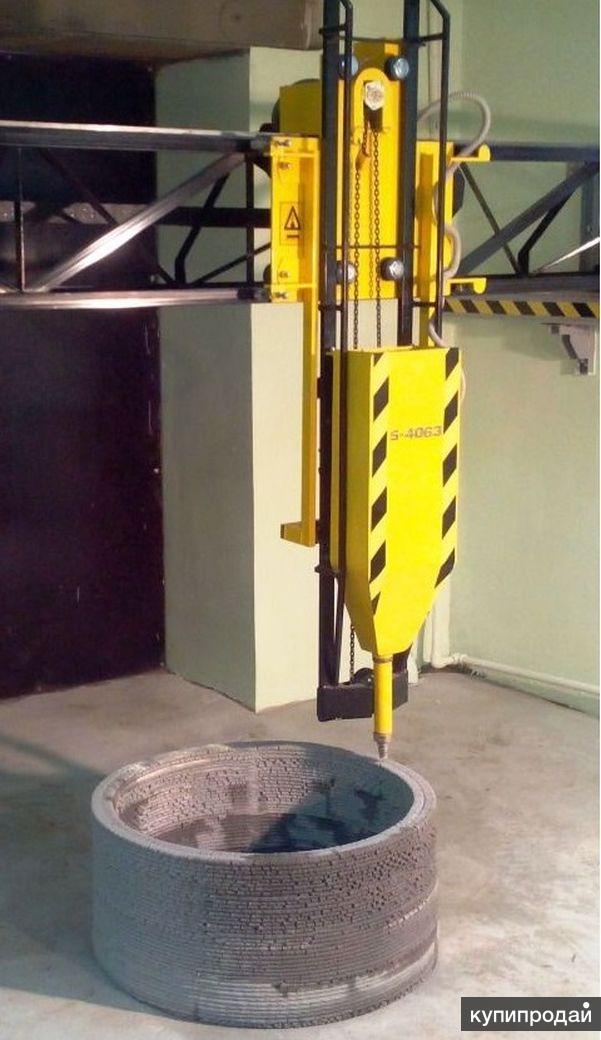
 часов.
часов.  Также в комплект поставки входит компьютер управления с предустановленным лицензионным ПО. Дополнительно принтер укомплектовывается комплектом ЗИП. Все без исключения принтеры проходят контрольную сборку и тестирование на предприятии-изготовителе. Оборудование поставляется заказчику в отлаженном состоянии, проверенным на работоспособность. Специалисты компании «АМТ» научат моделированию, приготовлению рабочих смесей и управлению принтером.
Также в комплект поставки входит компьютер управления с предустановленным лицензионным ПО. Дополнительно принтер укомплектовывается комплектом ЗИП. Все без исключения принтеры проходят контрольную сборку и тестирование на предприятии-изготовителе. Оборудование поставляется заказчику в отлаженном состоянии, проверенным на работоспособность. Специалисты компании «АМТ» научат моделированию, приготовлению рабочих смесей и управлению принтером. Платформы оборудованы розетками 220 В 6А. Максимальная нагрузка инструмента на фасад — 1000Н.
Платформы оборудованы розетками 220 В 6А. Максимальная нагрузка инструмента на фасад — 1000Н.


 Китайская компания Winsun, которая в 2015 году напечатала многоквартирный дом на 3D-принтере, также использовала сборные конструкции.
Китайская компания Winsun, которая в 2015 году напечатала многоквартирный дом на 3D-принтере, также использовала сборные конструкции.

 В 2014 году компания начала производство станков плазменной резки с ЧПУ, и производство этих станков с ЧПУ привело к созданию машин для 3D-печати для строительной отрасли.
В 2014 году компания начала производство станков плазменной резки с ЧПУ, и производство этих станков с ЧПУ привело к созданию машин для 3D-печати для строительной отрасли. Они говорят, что устойчивость продуктов к изгибу при длительном воздействии высоких температур, повышенная пластичность суспензий, необходимых для подачи смеси через печатающую головку принтера, и сокращение времени смешивания материалов сделали процесс более эффективным.
Они говорят, что устойчивость продуктов к изгибу при длительном воздействии высоких температур, повышенная пластичность суспензий, необходимых для подачи смеси через печатающую головку принтера, и сокращение времени смешивания материалов сделали процесс более эффективным.

 Она в равной степени подходит и для борьбы с авиацией, и для уничтожения танков противника. Но для большей эффективности можно загружать частично Мk.II, частично М81А1 и выбирать одну из них в зависимости от боевой ситуации — борьбы с авиацией или наземной техникой соответственно.
Она в равной степени подходит и для борьбы с авиацией, и для уничтожения танков противника. Но для большей эффективности можно загружать частично Мk.II, частично М81А1 и выбирать одну из них в зависимости от боевой ситуации — борьбы с авиацией или наземной техникой соответственно. Преимуществом М42 в боевых стычках с вражеской бронетехникой будет высокая скорострельность, что позволит первым открыть огонь и поразить противника. Также хорошая подвижность M42 позволяет осуществлять захваты точек на которых отсутствует противник или же добираться на точку быстрее противника.
Преимуществом М42 в боевых стычках с вражеской бронетехникой будет высокая скорострельность, что позволит первым открыть огонь и поразить противника. Также хорошая подвижность M42 позволяет осуществлять захваты точек на которых отсутствует противник или же добираться на точку быстрее противника. Предшественником M42 был M19 Gun Motor Carriage, который был произведен в 1944 году. M19 был основан на шасси легкого танка M24 Chaffee и был оснащен двумя 40-мм шведскими зенитными орудиями Bofors, установленными в башне с открытым верхом. Хотя установок M19 и было построено всего лишь около 285, она успела продемонстрировать свою эффективность как в качестве зенитного орудия, так и в качестве средства поддержки наземных сил.
Предшественником M42 был M19 Gun Motor Carriage, который был произведен в 1944 году. M19 был основан на шасси легкого танка M24 Chaffee и был оснащен двумя 40-мм шведскими зенитными орудиями Bofors, установленными в башне с открытым верхом. Хотя установок M19 и было построено всего лишь около 285, она успела продемонстрировать свою эффективность как в качестве зенитного орудия, так и в качестве средства поддержки наземных сил. Модель A1 получила новый двигатель AOSI-895-5 с системой впрыска топлива, такой же, как на модернизированных вариантах легких танков Walker Bulldog, M41A2 и M41A3. Более совершенная силовая установка увеличила запас хода M42 примерно до 120 миль (190 км).
Модель A1 получила новый двигатель AOSI-895-5 с системой впрыска топлива, такой же, как на модернизированных вариантах легких танков Walker Bulldog, M41A2 и M41A3. Более совершенная силовая установка увеличила запас хода M42 примерно до 120 миль (190 км). Каждый батальон был дополнительно усилен прикрепленной батареей пулеметов M55 .50 калибра и батареей артиллерийских прожекторов.
Каждый батальон был дополнительно усилен прикрепленной батареей пулеметов M55 .50 калибра и батареей артиллерийских прожекторов. Кроме того, у 40-мм боеприпасов с точечным подрывом был очень чувствительный взрыватель, который мог взводится при попадании в густую листву джунглей. В результате «Дастер» использовался в основном для точечной охраны, сопровождения конвоев и защиты подконтрольного периметра. Другие задачи включали в себя контр-минометный огонь, контр-ракетный огонь и поддержку пехоты. M42 также курсировал в водах дельты Меконга на борту десантных кораблей M8, оказывая огневую поддержку мобильным речным силам 9-й пехотной дивизии.
Кроме того, у 40-мм боеприпасов с точечным подрывом был очень чувствительный взрыватель, который мог взводится при попадании в густую листву джунглей. В результате «Дастер» использовался в основном для точечной охраны, сопровождения конвоев и защиты подконтрольного периметра. Другие задачи включали в себя контр-минометный огонь, контр-ракетный огонь и поддержку пехоты. M42 также курсировал в водах дельты Меконга на борту десантных кораблей M8, оказывая огневую поддержку мобильным речным силам 9-й пехотной дивизии. К середине 1972 года Дастеры, которым на тот момент было уже двадцать лет, были полностью списаны.
К середине 1972 года Дастеры, которым на тот момент было уже двадцать лет, были полностью списаны. диам. трубки) • Класс защиты: IP65 • Material housing: Полиамид усиленный (PA6)
диам. трубки) • Класс защиты: IP65 • Material housing: Полиамид усиленный (PA6) С другой стороны, пропорционально увеличению размера клапана растет также и требуемое для его переключения усилие. В случае клапанов прямого действия с электромагнитным управлением это означает увеличение размера и мощность катушки, что приводит к повышенному потреблению электроэнергии и излишнему нагреву.
С другой стороны, пропорционально увеличению размера клапана растет также и требуемое для его переключения усилие. В случае клапанов прямого действия с электромагнитным управлением это означает увеличение размера и мощность катушки, что приводит к повышенному потреблению электроэнергии и излишнему нагреву. Это позволяет управлять клапанами больших размеров относительно маломощными катушками и небольшими механическими органами управления.
Это позволяет управлять клапанами больших размеров относительно маломощными катушками и небольшими механическими органами управления. диам. трубки)
диам. трубки)
 9:00-18:00
9:00-18:00 1 Плюсы и минусы
1 Плюсы и минусы
 Из-за легкости M42 лучше всего ставить его там, где есть укрытие, которое поможет защитить Duster. Также важно выставлять транспортное средство только тогда, когда это необходимо, чтобы сделать снимок. В случае обнаружения лучше иметь запасное место, куда можно отступить и перегруппироваться.
Из-за легкости M42 лучше всего ставить его там, где есть укрытие, которое поможет защитить Duster. Также важно выставлять транспортное средство только тогда, когда это необходимо, чтобы сделать снимок. В случае обнаружения лучше иметь запасное место, куда можно отступить и перегруппироваться.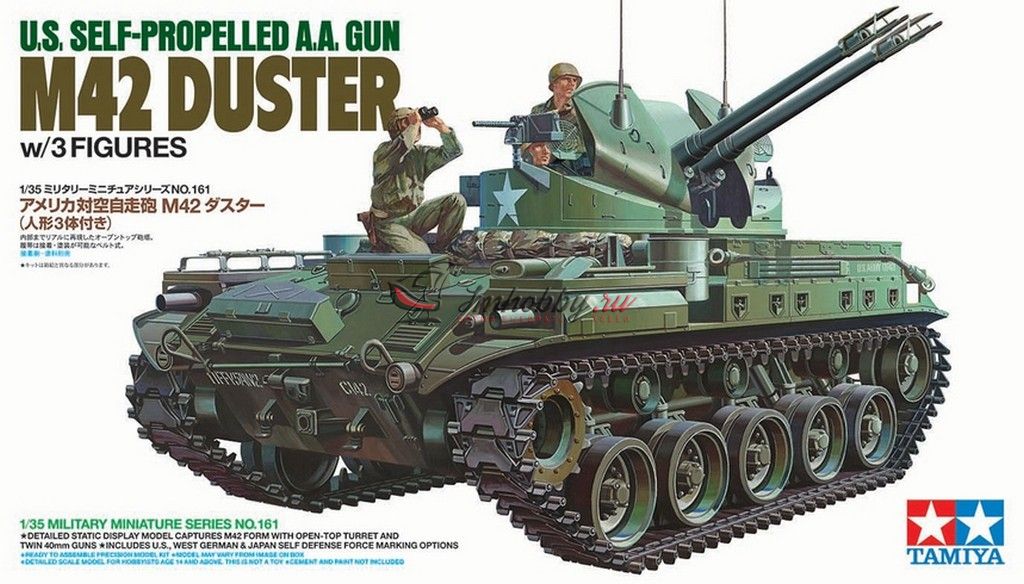
 У них приличная скорострельность, и вам редко придется останавливаться и ждать перезарядки — скорее, вам придется ждать, пока остынет ствол орудия. Против самолетов эти орудия смертельны. Одного-двух выстрелов будет более чем достаточно, чтобы сбить врага. Они также довольно смертоносны против легкобронированной техники, такой как вражеские ЗСУ или легких танков, таких как Spähpanzer Ru 251 или M41 Walker Bulldog, и вы также можете пробить борт Пантеры. Однако они требуют прямых попаданий. Против советских тяжелых или британских средних танков вам, скорее всего, придется столкнуться, однако эти орудия вам ничем не помогут. У вас редко будет возможность использовать «Бофорс» на другом танке, так как у них просто не хватает для этого пробития — 72 мм на 4-м ранге далеко не уедешь. Если вы можете заставить пушки попадать, у вас не должно возникнуть проблем со сбиванием самолетов с неба.
У них приличная скорострельность, и вам редко придется останавливаться и ждать перезарядки — скорее, вам придется ждать, пока остынет ствол орудия. Против самолетов эти орудия смертельны. Одного-двух выстрелов будет более чем достаточно, чтобы сбить врага. Они также довольно смертоносны против легкобронированной техники, такой как вражеские ЗСУ или легких танков, таких как Spähpanzer Ru 251 или M41 Walker Bulldog, и вы также можете пробить борт Пантеры. Однако они требуют прямых попаданий. Против советских тяжелых или британских средних танков вам, скорее всего, придется столкнуться, однако эти орудия вам ничем не помогут. У вас редко будет возможность использовать «Бофорс» на другом танке, так как у них просто не хватает для этого пробития — 72 мм на 4-м ранге далеко не уедешь. Если вы можете заставить пушки попадать, у вас не должно возникнуть проблем со сбиванием самолетов с неба. 00
00 Воздержитесь от нападения на врагов, которые могут принять от вас удар, хотя вы можете бродить по полю боя со своей безумной скоростью и выступать в роли разведчика. Вы по-прежнему можете стрелять во врагов, чтобы отметить их на мини-карте, чтобы все игроки могли их видеть, хотя это также разоблачит вас. Однако вы можете остаться со своими товарищами по команде и сбивать самолеты, которые будут их беспокоить. Они знают об опасности орудий Bofors, но для некоторых пилотов это риск, на который они готовы пойти. Хороший способ заманить самолеты к себе — сделать вид, что вы их не видите, выстрелить в какую-нибудь отдаленную (наземную) цель, на что самолет заметит, что вы «отвлеклись», и когда они начнут пикировать, чтобы атаковать вас, быстро перенацелить пушки и огонь.
Воздержитесь от нападения на врагов, которые могут принять от вас удар, хотя вы можете бродить по полю боя со своей безумной скоростью и выступать в роли разведчика. Вы по-прежнему можете стрелять во врагов, чтобы отметить их на мини-карте, чтобы все игроки могли их видеть, хотя это также разоблачит вас. Однако вы можете остаться со своими товарищами по команде и сбивать самолеты, которые будут их беспокоить. Они знают об опасности орудий Bofors, но для некоторых пилотов это риск, на который они готовы пойти. Хороший способ заманить самолеты к себе — сделать вид, что вы их не видите, выстрелить в какую-нибудь отдаленную (наземную) цель, на что самолет заметит, что вы «отвлеклись», и когда они начнут пикировать, чтобы атаковать вас, быстро перенацелить пушки и огонь.
 Однако во время войны в Корее армия США решает постепенно отказаться от своих M24 Chaffees и его вариантов, включая M19, чтобы внедрить более новые конструкции, созданные в тот период. Одной из таких новых разработок стала разработка легкого танка M41 Walker Bulldog. 40-мм вооружение на М19был сочтен достаточно эффективным, чтобы продолжать использование после M19, поэтому башня M19 со спаренными 40-мм пушками была снята с шасси и модифицирована, чтобы соответствовать шасси легкого танка M41, у которого было большее кольцо башни, чем у M24 Chaffee. . Эта установка зенитного вооружения легкого танка M41 получила обозначение M42 . Производство машины началось в начале 1952 года на танковом заводе General Motors в Кливленде и поступило на вооружение в 1953 году, заменив многие другие самоходные зенитные машины, находившиеся на вооружении армии. Производство продолжалось с 1952 по декабрь 1959 г., закончив общим количеством 3700 ед. Во время производства M42 был модернизирован в 1956 году с новым двигателем и другими модернизациями, общими с легким танком M41, этот модернизированный вариант был M42A1 .
Однако во время войны в Корее армия США решает постепенно отказаться от своих M24 Chaffees и его вариантов, включая M19, чтобы внедрить более новые конструкции, созданные в тот период. Одной из таких новых разработок стала разработка легкого танка M41 Walker Bulldog. 40-мм вооружение на М19был сочтен достаточно эффективным, чтобы продолжать использование после M19, поэтому башня M19 со спаренными 40-мм пушками была снята с шасси и модифицирована, чтобы соответствовать шасси легкого танка M41, у которого было большее кольцо башни, чем у M24 Chaffee. . Эта установка зенитного вооружения легкого танка M41 получила обозначение M42 . Производство машины началось в начале 1952 года на танковом заводе General Motors в Кливленде и поступило на вооружение в 1953 году, заменив многие другие самоходные зенитные машины, находившиеся на вооружении армии. Производство продолжалось с 1952 по декабрь 1959 г., закончив общим количеством 3700 ед. Во время производства M42 был модернизирован в 1956 году с новым двигателем и другими модернизациями, общими с легким танком M41, этот модернизированный вариант был M42A1 .
 Хотя, несмотря на их роль, со стороны северных вьетнамцев на юг не представлялось серьезной воздушной угрозы, поэтому M42 были переведены на наземную поддержку по традиции, разделяемой их прошлыми предшественниками. M42 в этой роли использовались для обеспечения безопасности на местах, сопровождения конвоев или защиты периметра; именно в этих ролях M42 получил свое прозвище «Дастер» за его смертоносность и эффективность в роли наземной поддержки против пехоты.
Хотя, несмотря на их роль, со стороны северных вьетнамцев на юг не представлялось серьезной воздушной угрозы, поэтому M42 были переведены на наземную поддержку по традиции, разделяемой их прошлыми предшественниками. M42 в этой роли использовались для обеспечения безопасности на местах, сопровождения конвоев или защиты периметра; именно в этих ролях M42 получил свое прозвище «Дастер» за его смертоносность и эффективность в роли наземной поддержки против пехоты. Он был создан на базе легкого танка М41 и предназначался для замены самоходной зенитной установки М19. Для этой установки также использовалось неофициальное название «Дастер». Всего с 1951 по 1959 год было выпущено 3700 М42.
Он был создан на базе легкого танка М41 и предназначался для замены самоходной зенитной установки М19. Для этой установки также использовалось неофициальное название «Дастер». Всего с 1951 по 1959 год было выпущено 3700 М42. Это делает REX M42 превосходным инструментом для режущих инструментов специального назначения, требования к которым выходят за рамки возможностей быстрорежущих сталей общего назначения.
Это делает REX M42 превосходным инструментом для режущих инструментов специального назначения, требования к которым выходят за рамки возможностей быстрорежущих сталей общего назначения.
 Стандартная рекомендация для достижения HRC 66/68 — использовать 2150-2175F (1175-1190C).
Стандартная рекомендация для достижения HRC 66/68 — использовать 2150-2175F (1175-1190C).
 дюйм)
дюйм) 
 МАКСИМАЛЬНЫЙ ОТКЛИК ДАЕТ ТУШЕНИЕ С СОЛЬЮ ИЛИ МАСЛОМ. ВАКУУМНОЕ ИЛИ АТМОСФЕРНОЕ ОХЛАЖДЕНИЕ МОЖЕТ ПРИВЕСТИ К СНИЖЕНИЮ ДО 1-2 HRC.
МАКСИМАЛЬНЫЙ ОТКЛИК ДАЕТ ТУШЕНИЕ С СОЛЬЮ ИЛИ МАСЛОМ. ВАКУУМНОЕ ИЛИ АТМОСФЕРНОЕ ОХЛАЖДЕНИЕ МОЖЕТ ПРИВЕСТИ К СНИЖЕНИЮ ДО 1-2 HRC.

 куб.
куб. ч — 230 г/л.с.ч
ч — 230 г/л.с.ч 6 кг
6 кг

 Модель Honda GCV160 позволяет применять на газонокосилках систему «электронного пуска». Вам не надо думать о настройке положения воздушной заслонки при запуске двигателя, а также не надо ждать, пока двигатель прогреется. Данная система гарантирует простоту и надежность пуска, сравнимую с пуском современного автомобиля. Отличный двигатель для установки на многофункциональном оборудовании.
Модель Honda GCV160 позволяет применять на газонокосилках систему «электронного пуска». Вам не надо думать о настройке положения воздушной заслонки при запуске двигателя, а также не надо ждать, пока двигатель прогреется. Данная система гарантирует простоту и надежность пуска, сравнимую с пуском современного автомобиля. Отличный двигатель для установки на многофункциональном оборудовании. куб.
куб. ч — 230 г/л.с.ч
ч — 230 г/л.с.ч 8 кг
8 кг
 На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху).
На двигатели GCV устанавливаются специальная система смазки (ремень привода, обеспечивающий дополнительную смазку маслом) и топливный насос, поэтому двигатели этой серии могут работать под углом 45° (при этом головка цилиндра находится сверху). Эти двигатели идеально подходят для бытовых газонокосилок и моек высокого давления.
Эти двигатели идеально подходят для бытовых газонокосилок и моек высокого давления.

 Чистая мощность в лошадиных силах более тесно связана с мощностью, которую оператор будет испытывать при использовании двигателя Honda.
Чистая мощность в лошадиных силах более тесно связана с мощностью, которую оператор будет испытывать при использовании двигателя Honda. Вертикально, боком, даже
Вертикально, боком, даже см
см 0H
0H см
см см
см см
см см
см см
см
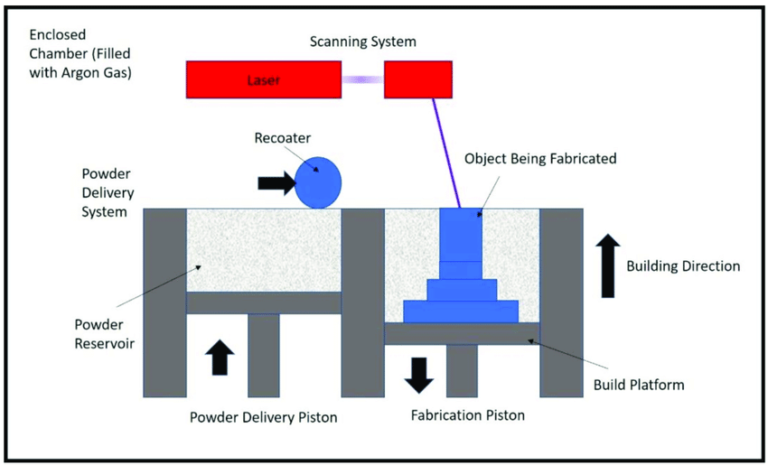
 Это означает, что напечатанные на SLS-принтере детали обладают почти изотропными механическими свойствами.
Это означает, что напечатанные на SLS-принтере детали обладают почти изотропными механическими свойствами.
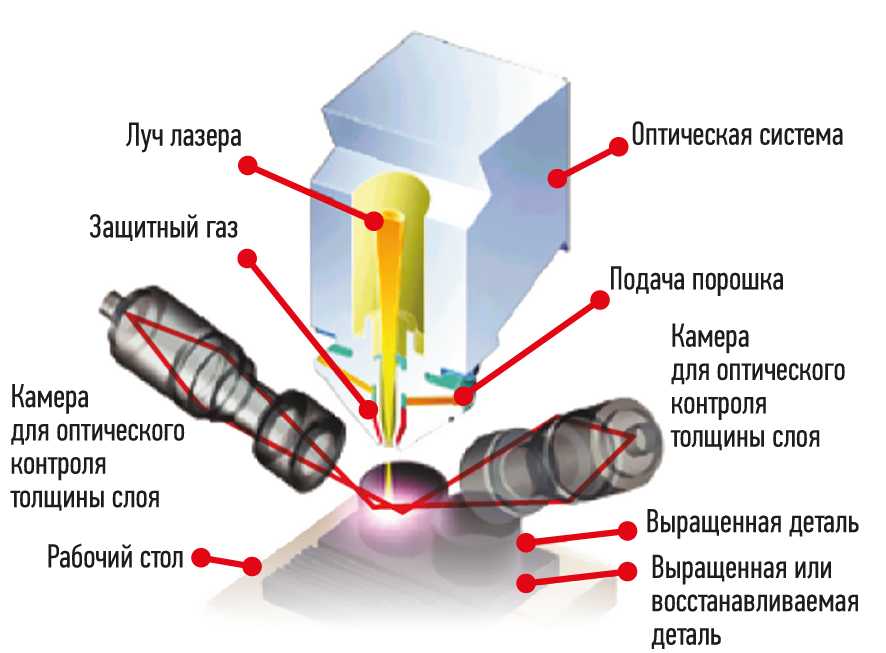 Это чревато потерей детализации на небольших объектах, таких как прорези и отверстия.
Это чревато потерей детализации на небольших объектах, таких как прорези и отверстия.
 Другие технические термопласты, такие как PA11 и PEEK, так же доступны, но не так широко используются.
Другие технические термопласты, такие как PA11 и PEEK, так же доступны, но не так широко используются.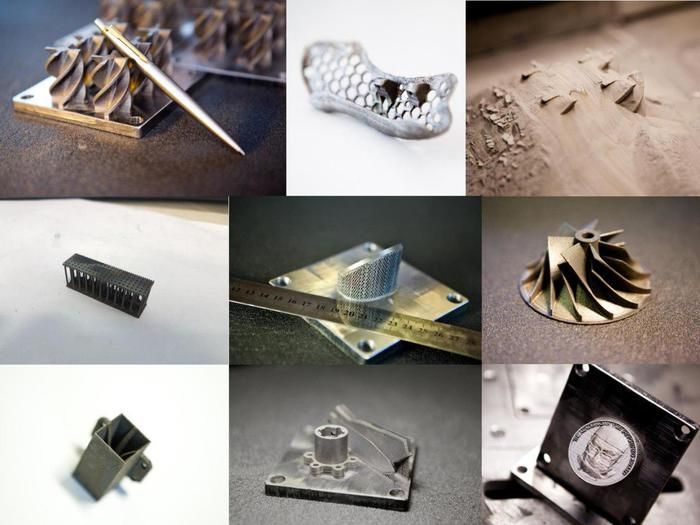

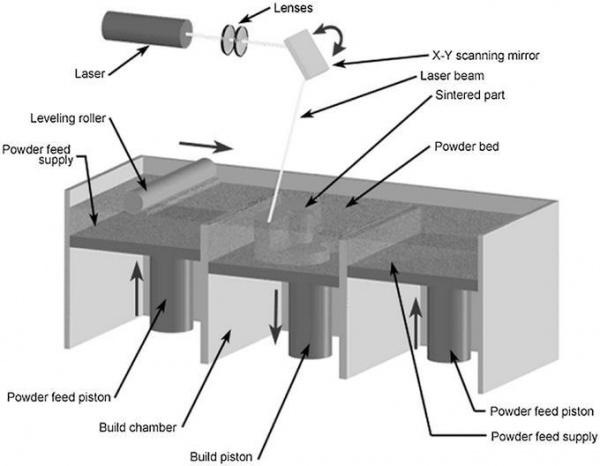

 Сейчас при помощи SLS-3D-печати создают пластмассовые, керамические, металлические, стеклянные изделия с разных набором механических характеристик.
Сейчас при помощи SLS-3D-печати создают пластмассовые, керамические, металлические, стеклянные изделия с разных набором механических характеристик.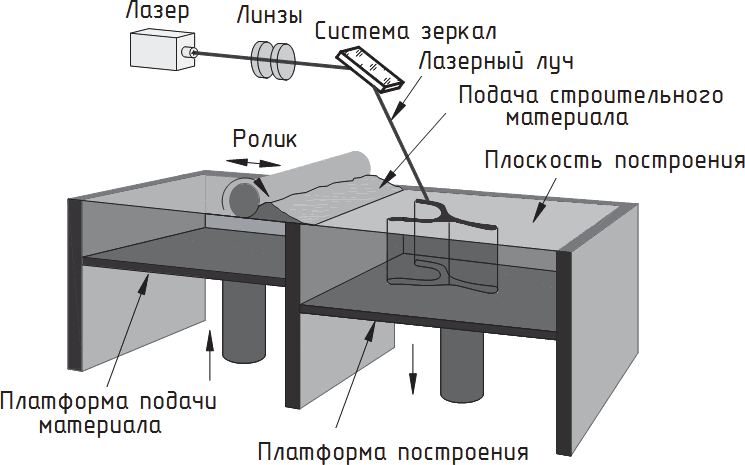

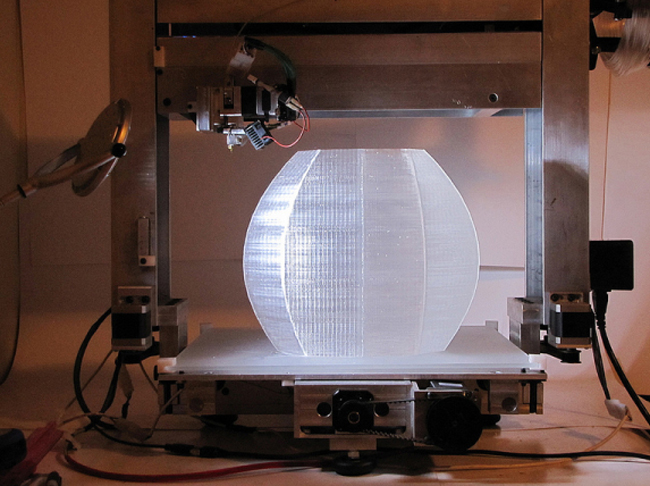


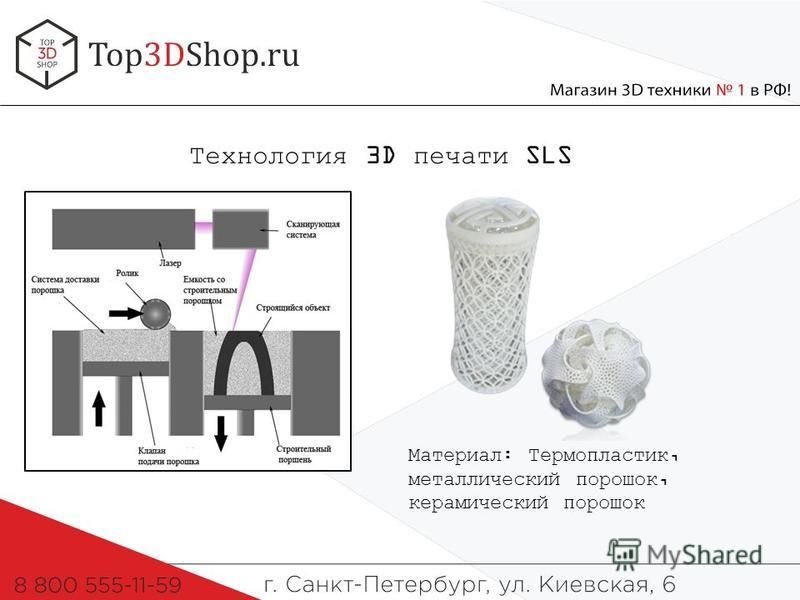
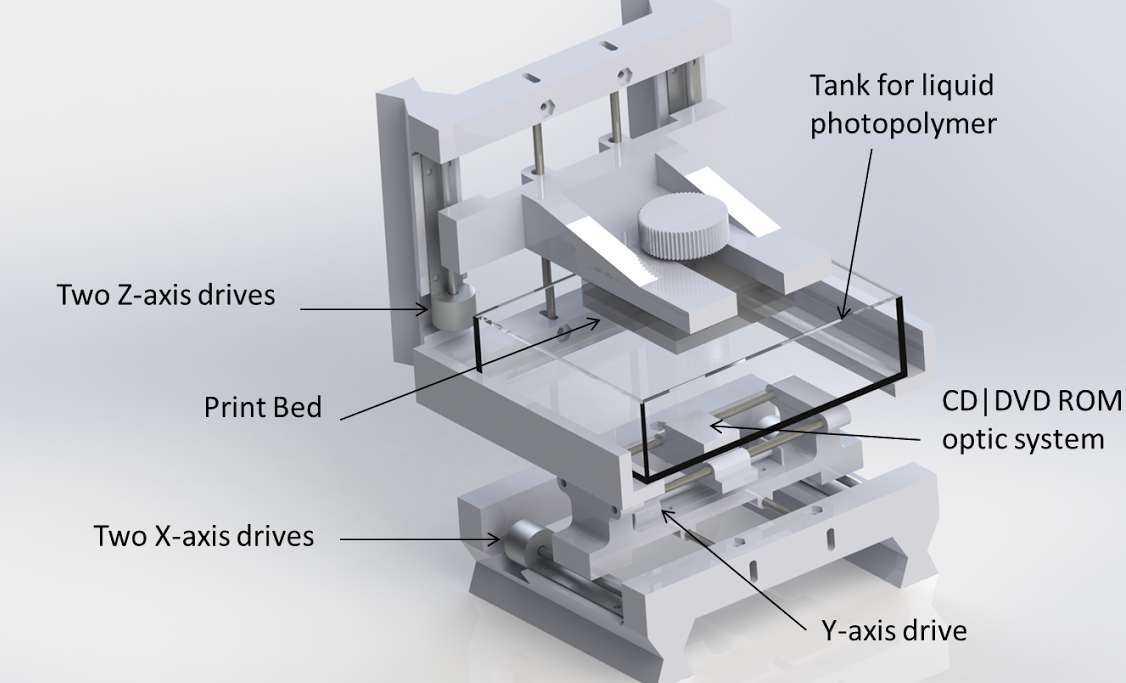 Высокую скорость обеспечивают несколько особенностей машин:
Высокую скорость обеспечивают несколько особенностей машин:
 Область применения технологии постоянно расширяется. На сегодняшний день она отлично зарекомендовала себя в медицине, на производстве и в проектировании.
Область применения технологии постоянно расширяется. На сегодняшний день она отлично зарекомендовала себя в медицине, на производстве и в проектировании. Fuse 1 позволяет создавать изделия из высококачественного сырья по самой выгодной себестоимости.
Fuse 1 позволяет создавать изделия из высококачественного сырья по самой выгодной себестоимости. 
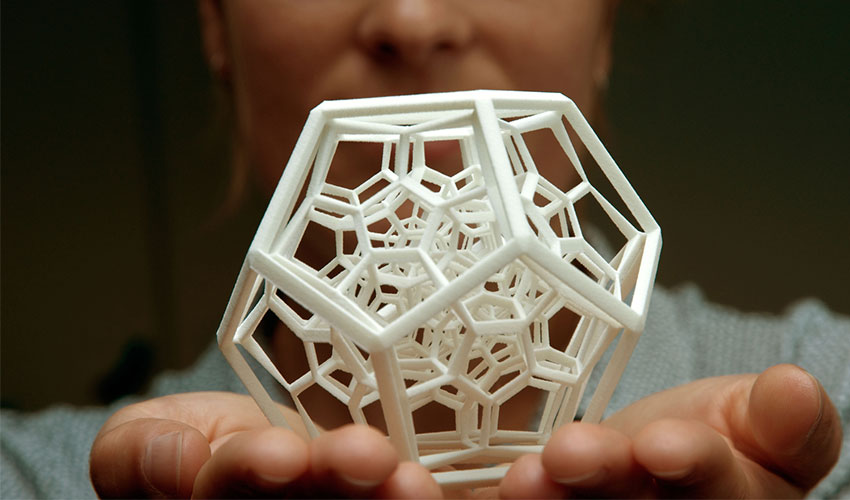
 Затем платформа опускается на один слой в камеру сборки, обычно на глубину от 50 до 200 микрон, и процесс повторяется для каждого слоя, пока детали не будут готовы.
Затем платформа опускается на один слой в камеру сборки, обычно на глубину от 50 до 200 микрон, и процесс повторяется для каждого слоя, пока детали не будут готовы.
 С тех пор их метод был адаптирован для работы с рядом материалов, включая пластики, металлы, стекло, керамику и различные порошки композитных материалов. Сегодня эти технологии в совокупности классифицируются как сплавление в порошковом слое — аддитивные производственные процессы, в которых тепловая энергия избирательно сплавляет области порошкового слоя.
С тех пор их метод был адаптирован для работы с рядом материалов, включая пластики, металлы, стекло, керамику и различные порошки композитных материалов. Сегодня эти технологии в совокупности классифицируются как сплавление в порошковом слое — аддитивные производственные процессы, в которых тепловая энергия избирательно сплавляет области порошкового слоя.
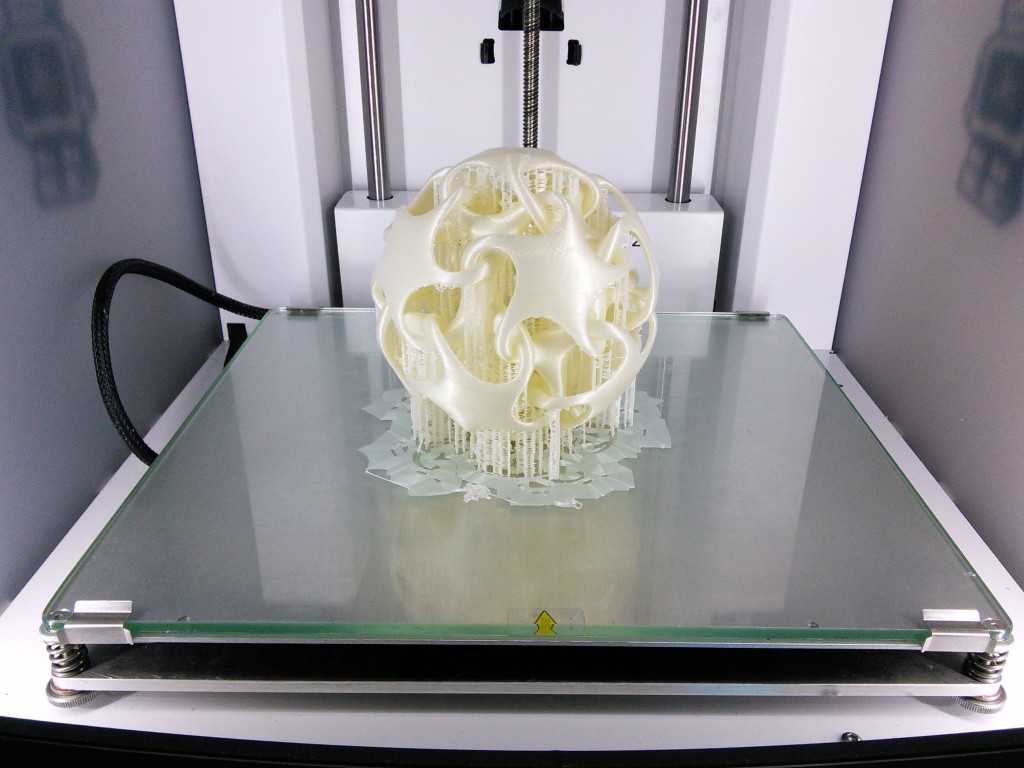 Их установка занимает несколько дней с установкой на месте и обучением. Сложный рабочий процесс и крутая кривая обучения также означают, что для эксплуатации и обслуживания этих систем требуется штатный квалифицированный технический специалист.
Их установка занимает несколько дней с установкой на месте и обучением. Сложный рабочий процесс и крутая кривая обучения также означают, что для эксплуатации и обслуживания этих систем требуется штатный квалифицированный технический специалист. Теперь Fuse 1+ 30 Вт следующего поколения расширяет эту категорию за счет более мощного лазера, улучшенных функций обработки порошка и новых возможностей материалов для изготовления деталей промышленного качества и высокой производительности.
Теперь Fuse 1+ 30 Вт следующего поколения расширяет эту категорию за счет более мощного лазера, улучшенных функций обработки порошка и новых возможностей материалов для изготовления деталей промышленного качества и высокой производительности. .
.
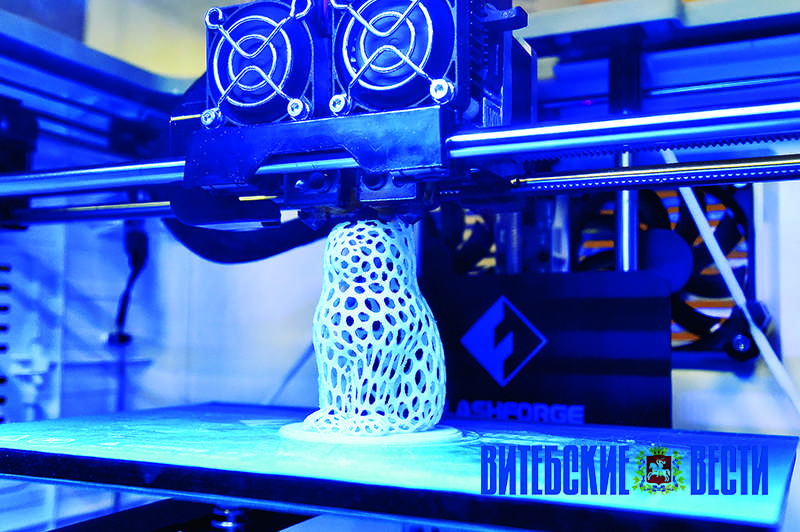 Нейлоновые детали, напечатанные на 3D-принтере, также могут быть биосовместимыми и не сенсибилизирующими, что означает, что они готовы к ношению и безопасны для использования во многих контекстах.
Нейлоновые детали, напечатанные на 3D-принтере, также могут быть биосовместимыми и не сенсибилизирующими, что означает, что они готовы к ношению и безопасны для использования во многих контекстах.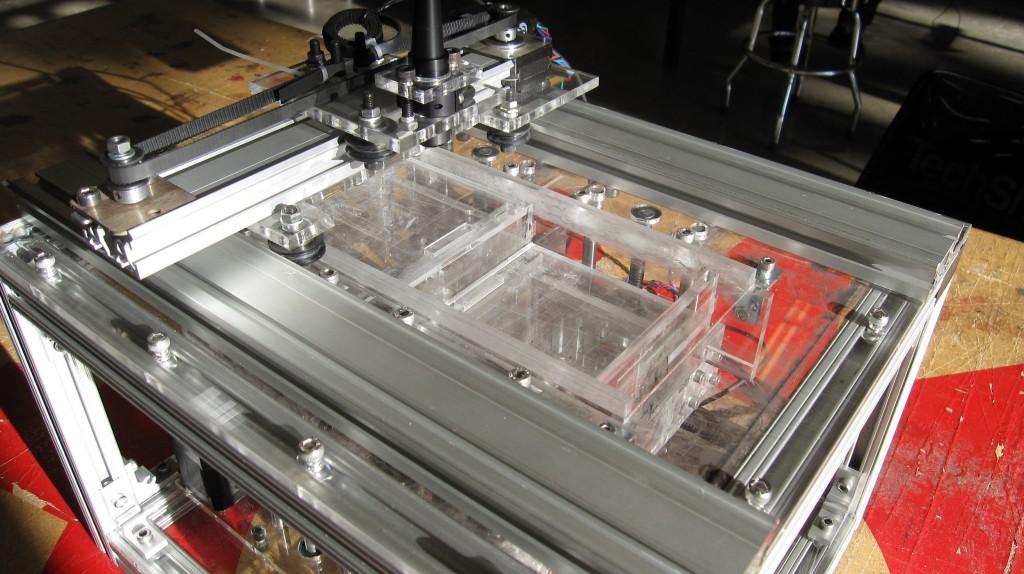


 е. замена конечностей + скобы)
е. замена конечностей + скобы)
 PreForm автоматически предлагает оптимальную ориентацию и упаковку деталей с возможностью ручного уточнения по мере необходимости.
PreForm автоматически предлагает оптимальную ориентацию и упаковку деталей с возможностью ручного уточнения по мере необходимости. После этого рабочую камеру можно снять и вставить новую, чтобы выполнить еще одну печать. Камера сборки должна остыть перед последующей обработкой, чтобы обеспечить оптимальные механические свойства и избежать деформации деталей. Это может занять до половины времени печати.
После этого рабочую камеру можно снять и вставить новую, чтобы выполнить еще одну печать. Камера сборки должна остыть перед последующей обработкой, чтобы обеспечить оптимальные механические свойства и избежать деформации деталей. Это может занять до половины времени печати.


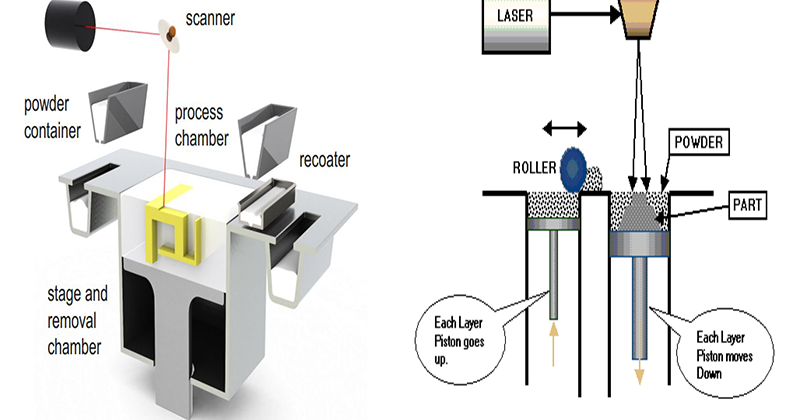
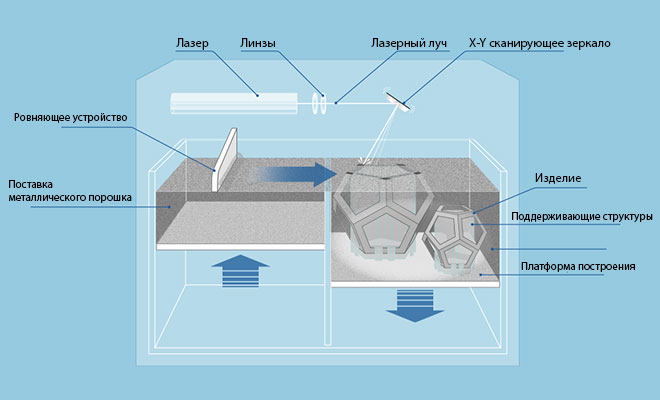
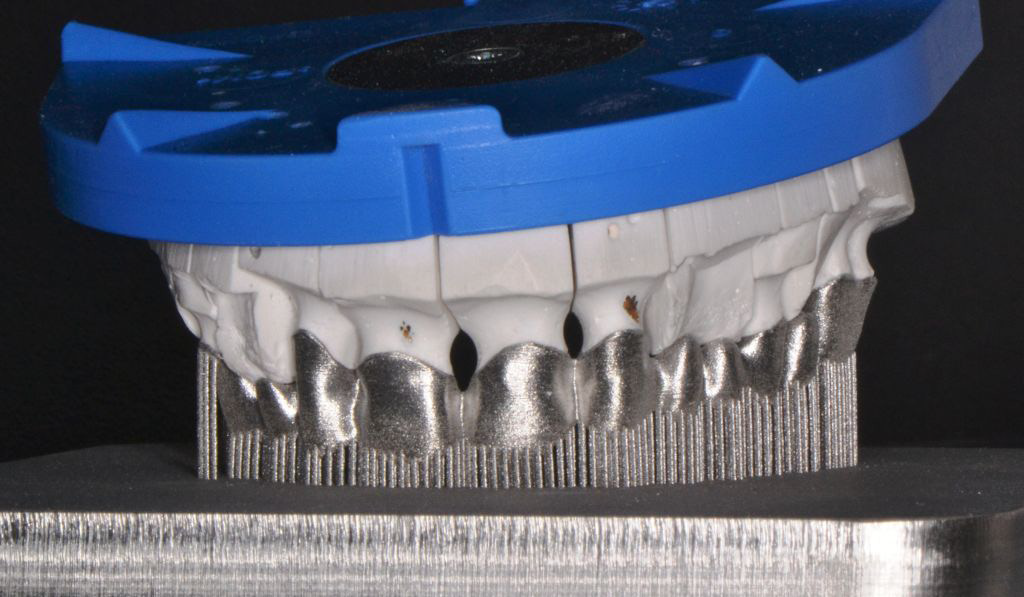

 Настольный SLS значительно снижает этот барьер для входа, а также номинальную стоимость для большинства приложений.
Настольный SLS значительно снижает этот барьер для входа, а также номинальную стоимость для большинства приложений.

 В SLS 3D-печати лазер выборочно спекает частицы полимерного порошка, сплавляя их вместе и создавая деталь слой за слоем. Материалы, используемые в SLS, представляют собой термопластичные полимеры в гранулированной форме. А
В SLS 3D-печати лазер выборочно спекает частицы полимерного порошка, сплавляя их вместе и создавая деталь слой за слоем. Материалы, используемые в SLS, представляют собой термопластичные полимеры в гранулированной форме. А
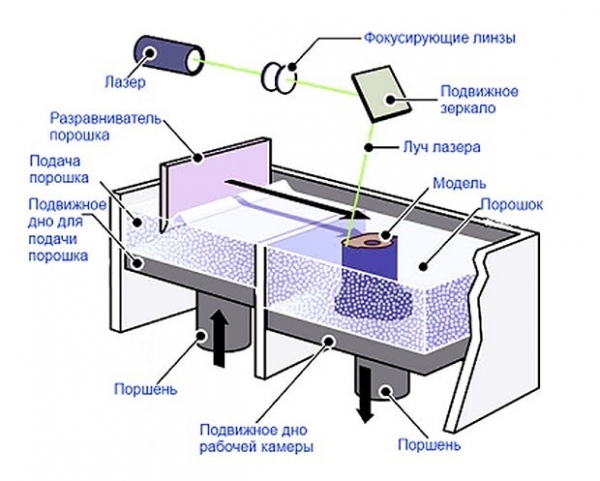 И в отличие от
И в отличие от

 Это связано с внутренней пористостью конечной части.
Это связано с внутренней пористостью конечной части.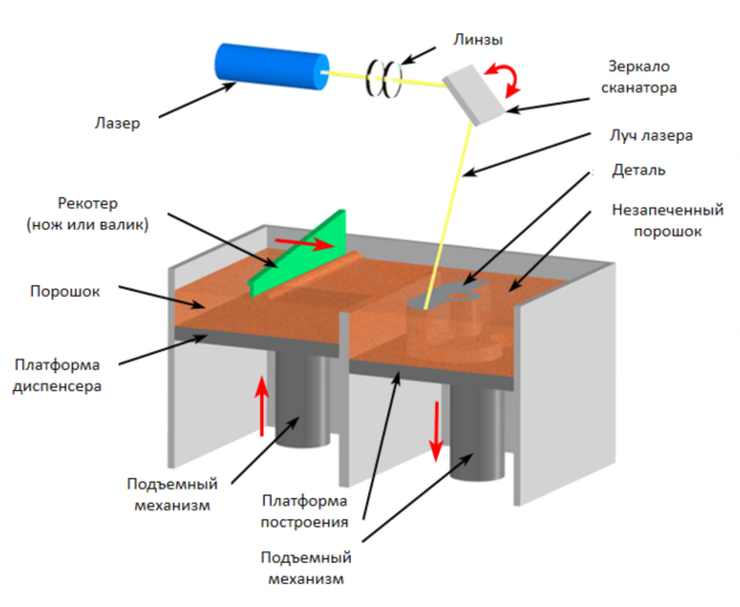 Как правило, щели шириной более 0,8 мм и отверстия диаметром более 2 мм можно печатать SLS, не опасаясь чрезмерного спекания. Прочтите нашу статью о
Как правило, щели шириной более 0,8 мм и отверстия диаметром более 2 мм можно печатать SLS, не опасаясь чрезмерного спекания. Прочтите нашу статью о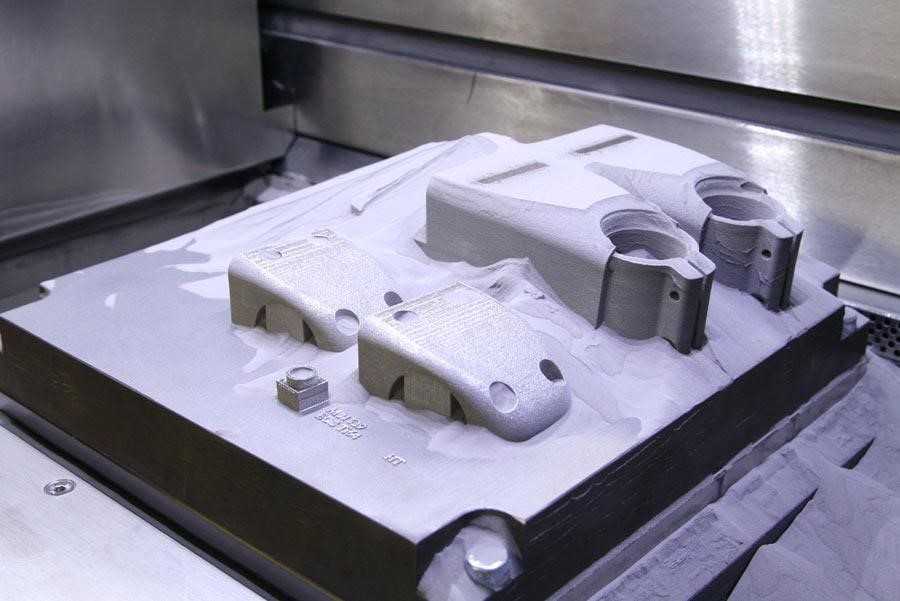 Внутренняя сотовая решетчатая структура может быть добавлена к полой внутренней части (аналогично
Внутренняя сотовая решетчатая структура может быть добавлена к полой внутренней части (аналогично Цена за килограмм порошка PA 12 составляет приблизительно 50–60 долларов США. Другие инженерные пластики, такие как PA 11 и PEEK, также доступны, но они не так широко используются.
Цена за килограмм порошка PA 12 составляет приблизительно 50–60 долларов США. Другие инженерные пластики, такие как PA 11 и PEEK, также доступны, но они не так широко используются. Внешний вид отпечатанных SLS деталей можно улучшить до очень высокого уровня с помощью различных методов постобработки, таких как полировка носителя, окрашивание, окраска распылением и лакирование. Их функциональность также можно повысить, нанеся водонепроницаемое покрытие или металлическое покрытие. Для получения более подробной информации ознакомьтесь с этой обширной статьей о
Внешний вид отпечатанных SLS деталей можно улучшить до очень высокого уровня с помощью различных методов постобработки, таких как полировка носителя, окрашивание, окраска распылением и лакирование. Их функциональность также можно повысить, нанеся водонепроницаемое покрытие или металлическое покрытие. Для получения более подробной информации ознакомьтесь с этой обширной статьей о

 В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь
В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь с. заменяет стандартный бензиновый двигатель мощностью 6,5 л.
с. заменяет стандартный бензиновый двигатель мощностью 6,5 л. Подробную информацию см. в спецификации.
Подробную информацию см. в спецификации. М)
М) 0 л.с.) маленький двигатель: обзор и характеристики
0 л.с.) маленький двигатель: обзор и характеристики дюймов)
дюймов)
 сталь, металлический корпус
сталь, металлический корпус Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
 )
)
 htaccess для большинства людей — через диспетчер файлов в cPanel.
htaccess для большинства людей — через диспетчер файлов в cPanel. htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.










 Номер модели принтера — CE841A. Принтер имеет уникальный дизайн, который подходит как для частного, так и для коммерческого использования. Функции включают печать, сканирование, копирование и отправку или получение факсимильных сообщений.
Номер модели принтера — CE841A. Принтер имеет уникальный дизайн, который подходит как для частного, так и для коммерческого использования. Функции включают печать, сканирование, копирование и отправку или получение факсимильных сообщений. exe
exe x.zip
x.zip Минимальные системные требования для Windows XP включают процессор Intel Pentium 233 МГц и 128 МБ ОЗУ. Также должно быть свободное место на жестком диске 150 МБ.
Минимальные системные требования для Windows XP включают процессор Intel Pentium 233 МГц и 128 МБ ОЗУ. Также должно быть свободное место на жестком диске 150 МБ. Другие типы носителей, совместимые с этим принтером, включают конверты, прозрачные пленки, фотобумагу, каталожные карточки. Загрузите драйвер многофункционального принтера HP LaserJet Pro M1212nf с веб-сайта HP
Другие типы носителей, совместимые с этим принтером, включают конверты, прозрачные пленки, фотобумагу, каталожные карточки. Загрузите драйвер многофункционального принтера HP LaserJet Pro M1212nf с веб-сайта HP Я поделюсь с вами ссылкой для скачивания драйвера. Пожалуйста, смотрите раздел загрузки ниже для получения дополнительной информации.
Я поделюсь с вами ссылкой для скачивания драйвера. Пожалуйста, смотрите раздел загрузки ниже для получения дополнительной информации. 0 до 10.15
0 до 10.15 
 Мастер будет анализировать при подключении. Как только принтер будет распознан, он автоматически перейдет к дальнейшим шагам. Примечание: Подождите, пока принтер не закончит обнаружение.
Мастер будет анализировать при подключении. Как только принтер будет распознан, он автоматически перейдет к дальнейшим шагам. Примечание: Подождите, пока принтер не закончит обнаружение.


 д. Драйвер и пакеты программного обеспечения для этого принтера доступны для Microsoft , Windows XP, Vista, 7, 8, 10, 11 и Windows 2003 32. -бит 64-бит.
д. Драйвер и пакеты программного обеспечения для этого принтера доступны для Microsoft , Windows XP, Vista, 7, 8, 10, 11 и Windows 2003 32. -бит 64-бит. 

 00
00 сверла: 32 мм
сверла: 32 мм

 me/korabel_news
me/korabel_news
 com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940707515″ data-price=»891″ data-buttonname=» ADD TO CART» data-compprice=»938″> 12510-5
com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940707515″ data-price=»891″ data-buttonname=» ADD TO CART» data-compprice=»938″> 12510-5 png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940805819″ data-price=»16923″ data-buttonname=» ADD TO CART» data-compprice=»17814″> 12514-100
png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940805819″ data-price=»16923″ data-buttonname=» ADD TO CART» data-compprice=»17814″> 12514-100 shopify.com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940936891″ data-price=»16923″ data-buttonname=» ADD TO CART» data-compprice=»17814″> 12518-100
shopify.com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669940936891″ data-price=»16923″ data-buttonname=» ADD TO CART» data-compprice=»17814″> 12518-100 com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669941067963″ data-price=»891″ data-buttonname=» ADD TO CART» data-compprice=»938″> 12524-5
com/s/files/1/0573/6146/5531/products/air_blades_standard_600x.png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669941067963″ data-price=»891″ data-buttonname=» ADD TO CART» data-compprice=»938″> 12524-5 png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669941166267″ data-price=»18542″ data-buttonname=» ADD TO CART» data-compprice=»19518″> 12624-100
png?v=1631591591″ data-pr_id=»41669940707515″ data-var_id=»41669941166267″ data-price=»18542″ data-buttonname=» ADD TO CART» data-compprice=»19518″> 12624-100 США 1 113,39 долл. США
США 1 113,39 долл. США Удобный и до 5 раз более быстрый способ работы благодаря новой технологии сверления и специально разработанной геометрии режущей кромки корончатого сверла. Ручное сверление твердосплавными коронками с диаметром сверления до 25 мм в стали толщиной до 20 мм. Ручное сверление твердосплавными кольцевыми пилами с диаметром сверления до 54 мм в металлических листах толщиной до 4 мм. Корпус двигателя бочкообразного типа без перекосов.
Удобный и до 5 раз более быстрый способ работы благодаря новой технологии сверления и специально разработанной геометрии режущей кромки корончатого сверла. Ручное сверление твердосплавными коронками с диаметром сверления до 25 мм в стали толщиной до 20 мм. Ручное сверление твердосплавными кольцевыми пилами с диаметром сверления до 54 мм в металлических листах толщиной до 4 мм. Корпус двигателя бочкообразного типа без перекосов.