Покажем товар по видеосвязи, камеру включать не нужно
Штатив CONDTROL h250 – это профессиональный элевационный штатив, с резьбой 5/8” предназначен для установки измерительного инструмента с возможностью проекции точки отвеса. Штатив имеет три секционные ноги. Изготовлен из алюминия.
Комплектация
Штатив -1 шт., сумка-1 шт.
Детали
CONDTROL h250 – это профессиональный элевационный штатив, с резьбой 5/8” предназначен для установки измерительного инструмента с возможностью проекции точки отвеса. Штатив имеет три секционные ноги. Изготовлен из алюминия.
Уровень лазерный Condtrol GFX360-2 (1-5-222) с держателем Krab Condtrol new
Цена за шт
12 990 ₽
За баллы:
3 247,25
В корзину
984180
Доставим
Сегодня
Привезем в строительные центры
Смотреть на карте
Уровень лазерный Condtrol EFX360-2 (1-5-221) с держателем Krab Condtrol new
Цена за шт
10 590 ₽
За баллы:
2 647,25
В корзину
984179
Доставим
Сегодня
Привезем в строительные центры
Смотреть на карте
Уровень лазерный Condtrol Neo G1-360 (1-5-220) с держателем Krab Condtrol new
Цена за шт
7 990 ₽
За баллы:
1 997,25
В корзину
984183
Доставим
Сегодня
Привезем в строительные центры
Смотреть на карте
Уровень лазерный Condtrol OmniLiner 3D Green (1-5-224)
Цена за шт
21 990 ₽
За баллы:
5 497,25
В корзину
984182
Доставим
Сегодня
Привезем в строительные центры
Смотреть на карте
Уровень лазерный Condtrol OmniLiner 3D (1-5-223)
Цена за шт
19 990 ₽
За баллы:
4 997,25
В корзину
Штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м действительны в Санкт-Петербурге.
h250 — штатив 150 см
72,46 € Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Характеристики
Легкий складной штатив для помещений. Встроенная кривошипная рукоятка для регулировки высоты центральной стойки. Съемная головка 3D с резьбой 1/4″ для адаптации резьбы 1/4″ к 5/8″. Полая внутренняя трубка для выступа нижней точки отвеса.
Поставляется с
Вращающейся головкой, чехлом для хранения.
Технические характеристики штатива высотой 250–150 см
Мин. высота
53 см
Макс. высота
150 см
Файл
1/4’’, 5/8’’
Размеры Характеристика
Масса
Арт. Функция
Код EAN Характеристика
Гарантийный элемент
2 года
Сопутствующие товары
Лазерные уровни
QB
Артикул: C12091
Цвет лазера Характеристика: Диапазон: 10 м Точность Характеристика: ± 0,5 мм/м
7 Цена €77,53 Налог исключен
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цветной лазер Характеристика: Дальность: 30 м Дальность действия с приемником Характеристика: 80 м Характеристика точности : ± 0,2 мм/м
Цена €479,40 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные нивелиры
NEO G200
Ref.: C12126
Лазерный цвет Характеристика: Дальность: 30 м Дальность с приемником Характеристика: 60 м Точность 8,07 ± 900
Цена €179,86 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цветной лазер Характеристика: Дальность: 40 м Дальность с приемником Характеристика: 80 м Характеристика точности: ± 0,2 мм/м
Цена €326,52 Налог исключен
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цветной лазер Характеристика: Дальность: 40 м Дальность действия с приемником Характеристика: 80 м Характеристика точности : ± 0,2 мм/м
Цена €577,68 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цвет лазера Характеристика: Диапазон: 40 м Диапазон с приемником Характеристика: 80 м Характеристика точности: ± 0,2 мм/м
Цена €424,80 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цветной лазер Характеристика: Диапазон: 30 м Диапазон с приемником Характеристика: 80 м Характеристика точности: ± 0,2 мм/м
Цена €370,20 Налог исключен
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цветной лазер Характеристика: Дальность: 20 м Дальность действия с приемником Характеристика: 60 м Характеристика точности : ± 0,3 мм/м
Цена €371,29 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные уровни
QB ЗЕЛЕНЫЙ
Артикул: C12304
Лазерный цвет Характеристика: Диапазон: 20 м Точность Характеристика: ± 0,5 мм/м
7 Цена €100,00 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цветной лазер Характеристика: Дальность: 40 м Дальность с приемником Характеристика: 80 м Характеристика точности: ± 0,2 мм/м
Цена €366,46 Налог исключен
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цветной лазер Характеристика: Дальность: 20 м Дальность действия с приемником Характеристика: 60 м Характеристика точности : ± 0,3 мм/м
Цена €303,46 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Цвет лазера Характеристика: Диапазон: 40 м Диапазон с приемником Характеристика: 80 м Характеристика точности: ± 0,2 мм/м
Цена €459,20 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
XP4
Код: C14073
Цвет лазера Характеристика: Диапазон: 0,05-100 м Характеристика точности: ± 1,5 мм
Цена €292,31 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
XP4 PRO
Ref.: C14076
Цвет лазера Характеристика: Дальность: 0,05-150 м Характеристика точности: ± 1,5 мм
Цена €370,19 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
XP3 ЗЕЛЕНЫЙ
Ref.: C14084
Цвет лазера Характеристика: Диапазон: 0,05-120 м Характеристика точности: ± 1,5 мм
Цена €271,90 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
VECTOR 80
Ref.: C14099
Цвет лазера Характеристика: Диапазон: 0,05-80 м Характеристика точности: ± 1,5 мм
Цена €152,25 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
VECTOR 100
Ref.: C14100
Цвет лазера Характеристика: Диапазон: 0,05-100 м Характеристика точности: ± 1,5 мм
Цена €234,78 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
VECTOR 600
Артикул: C14101
Диапазон : 5-600 м Точность : ± 1 м
Цена €260,99 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
VECTOR 1500
Код: C14102
Диапазон: 5-1500 м Характеристика точности: ± 1 м
7 Цена €490,30 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
XP3 PRO
Код: C14103
Цвет лазера Характеристика: Диапазон: 0,05-120 м Характеристика точности: ± 1,5 мм
Цена €217,31 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Лазерные дальномеры
VECTOR 60
Ref.: C14104
Цвет лазера Характеристика: Дальность: 0,05-60 м Характеристика точности: ± 1,5 мм
Цена €129,95 Без налога
Ориентировочные цены до вычета налогов ФРАНЦИЯ, цены свободно устанавливаются дистрибьютором.
Служба поддержки
КОНТАКТЫ
Если у вас есть какие-либо вопросы о вашем заказе, пожалуйста, свяжитесь с нами через нашу контактную форму.
Контактная форма
Поддержка по телефону и консультации по использованию продукции
По вопросам, касающимся использования нашей продукции или услуг по ремонту и запчастям.
Тел. : +33 (0)4 94 44 70 70 с понедельника по четверг с 8:30 до 12:30 и с 13:30 до 17:15 Вендреди: 8:40/13:00 и 14:00-16:00.
СЛУЖБА ПОДДЕРЖКИ
связаться с нами
ПОСЛЕПРОДАЖНОЕ ОБСЛУЖИВАНИЕ
Быстрая и точная калибровка и ремонт
2+1 WAR 0007
Зарегистрировав продукт в течение 30 дней после покупки
Hayward H-Series ED1 h250DS Запчасти для нагревателей для бассейнов — Купить запчасти для подогревателей для бассейнов Hayward h250 онлайн
Hayward HAXPSA1930 Реле давления воды в сборе
Hayward Industries
0002 $56. 43
Hayward HAXGSV0005 , Уайт Роджерс 36х32 Тип 431, 1503072001, Уайт Роджерс 36C68 Тип 817, 1500989701 Газовый клапан 150-400 Нет данных DS
KOSHIN STV-50X Мотопомпа бензиновая для загрязненной воды цены в Екатеринбурге
Бензиновая мотопомпа, для среднезагрязненной воды с песком (SEMI TRASH).
Производительность: 580 л/мин (35 м3/ч)
Высота подъема: 26 м
Двигатель: KOSHIN K180
Фото товара, из наличия на складе в Екатеринбурге, отправка в любой регион РФ.
Доступен вариант мотопомпы STV-50X, на базе двигателя HONDA — STH-50X
Производитель мотопомпы: KOSHIN Ltd
Производитель
Япония
Сборка
Япония (JP)
Исполнение
Открытое, на раме
Место установки
На улице, в помещении
Тип
Бензиновая, портативная
Режим работы
Прерывный
Категория мотопомпы
Semi-Trash (Полу-грязевая)
Насос
Центробежный
Максимальная глубина всасывания, м
8
Максимальная производительность, л/мин
580
Максимальная высота подъема, м
26
Максимальный размер пропускаемых частиц, мм
8
Диаметр впускной/выпускной, мм
50/50
Тип топлива
Бензин А92 / А95
Двигатель
Koshin
Модель двигателя
Koshin K-180 (JP/CN)
Тип двигателя
Четырехтактный
Подача воздуха
Атмосферный
Количество цилиндров, шт
1
Мощность двигателя, кВт
3,5
Рабочий объём двигателя, см3
179
Число оборотов двигателя, об/мин
3600
Регулятор оборотов двигателя
Механический
Расход топлива, при нагрузке 75%
1,1 л/ч
Объем топливного бака, л
3,6
Емкость системы смазки двигателя, л
0,6
Охлаждение
Воздушное
Система запуска
ручная
Габаритные размеры (ДхШхВ), мм
550x400x470
Вес, кг
31
Компания KOSHIN LTD с головным офисом в Киото имеет в своем составе заводы в Японии, США, Таиланде, Китае, выпускающих более 300 000 единиц мотопомп в год, контролирует 35% европейского и 37% североамериканского рынков сбыта, экспортируя свою продукцию в 130 стран мира.
KOSHIN LTD занимает лидирующее положение по ассортименту мотопомп, оснащая выпускаемую продукцию высококачественными насосами собственного производства и двигателями ведущих мировых производителей – HONDA, Robin-Subaru, Mitsubishi.
Стратегия развития компании KOSHIN LTD направлена на удовлетворение всех требований современного рынка мотопомп для различных сфер применения. Благодаря наличию собственного исследовательского центра продукция KOSHIN отвечает всем критериям качества, в первую очередь — надежности, долговечности и безопасности работы. Вся продукция торговой марки KOSHIN производится и тестируется на автоматизированных технологических линиях с использованием новейших технологий и ноу-хау в соответствии с международными стандартами качества.
Основой мотопомпы Koshin (Кошин) являются центробежные самовсасывающие насосы собственного производства, изготовленные по самым современным технологиям из высокопрочного алюминиевого сплава с торцевыми уплотнениями из карбида кремния. А сердцем — экономичные бензиновые и дизельные двигатели лидеров этого рынка, компаний HONDA, Robin-Subaru м Mitsubishi. В последнее время компания стала устанавливать в свои мотопомпы Koshin двигатели собственного изготовления. Конструктивно обе составляющие объединены прочной стальной рамой.
Мотопомпа Кошин — это гарантия долговечности, надёжности и безопасности эксплуатации. Выдающиеся силовые показатели наряду с неприхотливостью и разумной ценой делают их популярными как в быту, так и у профессионалов. Мотопомпа Koshin проста в обслуживании, компактна, устойчива к воздействию коррозии, и, благодаря небольшому весу, достаточно мобильна. Она обладает длительным сроком эксплуатации без заметного снижения своих рабочих параметров.
Мотопомпы Koshin (Кошин) выпускается в разнообразном модельном ряду:
для чистой воды;
для воды и жидкостей различной степени загрязнённости;
пожарные (высоконапорные).
Мотопомпа KOSHIN STH-50X бензиновая для грязной воды в Санкт-Петербурге
Главная \ Мотопомпы \ Бензиновые мотопомпы \ Бензиновые мотопомпы для грязной воды \ Мотопомпа KOSHIN STH-50X бензиновая для грязной воды
Мотопомпа KOSHIN STH-50X
Для грязной воды Вход/Выход — 50/50, мм Высота напора — 29м Производительность — 600л/мин Двигатель — HONDA Топливо — бензин Размеры — 50х39х42, см Вес — 25кг
Мотопомпа KOSHIN STH-50X спроектирована для перекачивания грязной воды, содержание частиц в которой допускается до 15мм. Подобные характеристики позволяют мотопомпе KOSHIN STH-50X быть интересным предложением на рынке мотопомп для грязной и средне-загрязненной воды. Основные применения мотопомпа снискала себе на стройплощадках и сельхозпроизводствах. Качественные материалы изготовления корпуса помпы повышают устойчивость износа насосной части, а применение оригинального мотора HONDA у мотопомпы KOSHIN STH-50X позволяет не сомневаться в надежности изделия в целом. Бензиновая мотопомпа KOSHIN STH-50X — это экономичность, постоянство заявленных характеристик при длительной работе, высокая производительность, низкий уровень шума, компактность и удобство в обслуживании. Приобрести мотопомпу KOSHIN STH-50X — значит выгодно вложить капитал. Цена за надежность совсем невелика.
Купить мотопомпу KOSHIN STH-50X по выгодной цене просто — Вы можете оформить заявку прямо на сайте. Либо, Вы можете отправить нам заявку на наш электронный адрес [email protected]
Подробные технические характеристики
Раскрыть
Модель
KOSHIN STH-50X
Диаметр соединительных патрубков
50 х 50 мм (2”)
Высота напора
29 м
Производительность
600 л/мин, 36 куб.м/час
Высота всасывания
8 м
Торцевое уплотнение
Карбид кремния (SIC)
Двигатель
Honda GX120
Тип
4-тактный бензиновый двигатель с воздушным охлаждением
Объём двигателя
118 см³
Мощность номинальная
2,1 кВт(2,9 л. с.)
Мощность максимальная
2,6 кВт(3,5 л.с.)
Топливо
Автомобильный бензин не ниже АИ-92
Емкость топливного бака
2,0 л
Время непрерывной работы
Примерно 3 часа
Система пуска
Ручной обратный пускатель
Габаритные размеры (Д х Ш х В)
500 х 395 х 415 мм
Масса нетто
25 кг
Стандартные аксессуары
Набор ключей для двигателя (1 набор) , фильтр-сетка (1 шт.), штуцер для шлангов (2 шт.), шланговый хомут (3 шт.)
Прайс-лист (цена): формируется в виде коммерческого предложения на конкретную позицию.
Скидка: осуществить покупку со скидкой вы можете, оформив заказ на сайте.
Выбери правильное подключение
Моторный насос Полумусорный насос Honda STH серии STH-50X
• Механическое уплотнение из карбида кремния (SiC).
В 4-5 раз долговечнее стандартного углеродно-керамического механического уплотнения.
• Отливка из чугуна с шаровидным графитом (FCD 450) для рабочего колеса и корпуса.
В 6,5 раз более устойчив к коррозии, чем стандартный FC или чугун.
• Рабочее колесо легко снимается без специального инструмента.
• Длинный болт в сборе для удобства обслуживания.
Модель
STH-50X
П У М П
Диаметр соединения
50 мм (2″)
Соединительная резьба
Наружная трубная резьба BSP или NPT
Общий напор
29 м (95 футов)
Объем поставки
600 л/мин (158 ам. гал./мин)
Макс. Всасывающий подъемник
8 м (26 футов)
E N G I N E
Тип
Четырехтактный бензиновый двигатель с принудительным воздушным охлаждением
Модель
Хонда GX120
Рабочий объем
122 см3
Номинальная мощность
2,1 кВт (2,9 л. с.) / 3600 об/мин
Макс. Выход
2,4 кВт (3,3 л.с.) / 3600 об/мин
Топливо
Автомобильный неэтилированный бензин
Емкость топливного бака
2,0 л (0,53 долл. США)
Время непрерывной работы
Прибл. 2 часа
Метод запуска
Ручной стартер
Стандартные принадлежности
1 сетчатый фильтр, 2 муфты для шлангов, 3 хомута для шлангов, 1 набор инструментов для двигателя, 1 гаечный ключ
Вес нетто
23 кг (51 фунт)
Вес брутто
25 кг (55,1 фунта)
Размеры Д×Ш×В (мм)
500 × 395 × 415
Упаковочная единица
1
Кривая производительности и общий чертеж
Загрузка документа
Полумусорные насосы | Кошин
Насосы, специально разработанные для использования в условиях мутной или песчаной воды, которые могут повредить центробежные насосы. Полумусорные насосы Koshin идеально подходят для осушения паводков и перекачки воды во многих муниципальных/промышленных применениях.
Посмотреть как Сетка
Список
3 результатов
Показывать
12 24 36
на страницу
Сортировать по
Позиция Лучшие продавцы Тип (детали) Бренды / Лидеры продаж Доход наименование товара Наиболее просматриваемые Установить нисходящее направление
№ STH-100X
Добавить в список желаний
№ STH-80X
Добавить в список желаний
№ STH-50X
Добавить в список желаний
Посмотреть как Сетка
Список
3 результатов
Показывать
12 24 36
на страницу
Сортировать по
Позиция Лучшие продавцы Тип (детали) Бренды / Лидеры продаж Доход наименование товара Наиболее просматриваемые Установить нисходящее направление
* Скидки не суммуруются. Уточняйте наличие! Акционная цена не действует при покупке в рассрочку и по картам рассрочек. Цены в розничных магазинах могут отличаться, уточняйте у консультанта.
Наши товары можно приобрести с отсрочкой платежа:
от 2-х до 8-ми месяцев — по картам расрочки «Халва», «Карта покупок», «СМАРТ карта», «Черепаха», «КартаFUN», «Магнит»
на 3 месяца — в рассрочку (от 200р)
Станок предназначен для обработки древесины с целью придания ей необходимых размеров и форм. На станке можно выполнять фугование поверхностей.
Параллельный упор позволяет осуществлять строгание под углом 90 и 45 градусов во внешнюю и внутреннюю стороны.
Для отвода отходов обработки установлен аспирационный патрубок диаметром 100 мм, к которому можно подключить вытяжную установку.
Рабочий стол и параллельный упор выполнены из чугуна.Для безопасной работы станок оборудован литым защитным кожухом ножевого вала. Также в комплекте есть специальные упоры для подачи заготовки.
Возможна замена ножевого вала на вал Helical или Spiral.
Устройство выполнено на сборной станине.
ПРЕИМУЩЕСТВА BELMASH J150/1170SA
Чугунная конструкция станка
Основные узлы станка, такие как приемный и подающий стол, параллельный упор, изготовлены из чугуна.
Регулировка упора
Параллельный упор имеет угол наклона 90 и 45 градусов во внешнюю и внутреннюю стороны.
Патрубок стружкосборника
На станке предусмотрен патрубок для подключения системы аспирации диаметром 100 мм.
Станок в сборе: стол подачи, стол приема, режущая головка
1
Упор параллельный
1
Защитный кожух ножевого вала
1
Защитное устройство ремня
1
Патрубок для отвода стружки
1
Рукоятка стола подачи
1
Устройство для установки ножей
1
Толкатель
1
Упаковка
1
Руководство по эксплуатации
1
Станок фуговальный BELMASH J150/1170SA, шт
Станок фуговальный BELMASH J150/1170SA, шт
Каталог товаров
Спецпредложения
Маска в подарок
Распродажа
Аккумуляторный инструмент
Измерительный инструмент
Зарядные и пусковые устройства,стабилизаторы
Садовая техника
Электроинструмент
Снегоуборщики
Тепловое оборудование
Электроинструмент
УШМ (болгарки)
Шуруповерты сетевые
Перфораторы
Дрели
Пилы
Лобзики
Точила
Фрезеры
Шлифовальные машины
Отбойные молотки
Рубанки
Резаки
Штроборезы
Полировальные машины
Гайковерты
Граверы
Строительные миксеры
Клеевые пистолеты (термопистолеты)
Краскопульты электрические
Ножницы по металлу
Пароочистители, стеклоочистители
Пылесосы строительные
Степлеры электрические
Термофены (промышленные фены)
Аккумуляторный инструмент
Аккумуляторные шуруповерты
Аккумуляторные гайковерты
Аккумуляторные отвертки
Аккумуляторные рубанки
Аккумуляторные лобзики
Аккумуляторные перфораторы
Аккумуляторные дисковые пилы
Аккумуляторные УШМ (болгарки)
Аккумуляторные сабельные пилы
Аккумуляторные граверы
Аккумуляторные ножницы
Аккумуляторные пилы
Аккумуляторные резаки
Аккумуляторные фонари
Аккумуляторные шлифмашины
Генераторы (электростанции)
Бензиновые
Газовые
Дизельные
Сварочные
Садовая техника и инвентарь
Все для полива
Садовый инвентарь
Бензопилы
Высоторезы
Газонокосилки
Измельчители
Аккумуляторная техника
Навесное оборудование для культиваторов и мотоблоков
Навесное оборудование для тракторов и райдеров
Товары для фермеров
Культиваторы и мотоблоки
Мойки высокого давления
Мотобуры
Навесное оборудование для подметальных машин
Мотопомпы
Насосы и насосные станции
Снегоуборщики
Триммеры бензиновые
Дровоколы
Цепные электрические пилы
Барбекю и грили
Подметальные устройства
Сувенирная продукция, игрушки
Триммеры аккумуляторные
Воздуходувки и садовые пылесосы
Кусторезы
Триммеры электрические
Опрыскиватели
Скарификаторы и аэраторы
Тракторы и райдеры
Ручной инструмент
Заклепочники и заклепки
Крепеж
Электромонтажный инструмент
Ключи головки и воротки
Малярный и штукатурный инструмент
Ножницы
Отвертки
Столярно-слесарный инструмент
Наборы инструмента
Паяльники и паяльная химия
Пистолеты для герметика и монтажной пены
Плиткорезы и стеклорезы ручные
Струбцины и зажимы
Сумки, чехлы, кейсы
Инструмент для снятия изоляции
Инструменты с креплением для страховки от падения с высоты
Инструменты электроизолированные
Мультиинструменты
Специальные клещи
Клещи
Садовый инструмент
Степлеры
Пинцеты
Слесарно-монтажный инструмент
Столярный инструмент
Ударно-рычажный инструмент
Шарнирно-губцевый инструмент
Инструмент для работы с гипроком
Щётки
Измерительный инструмент
Колеса дорожные
Лазерные дальномеры
Линейки
Металлодетекторы
Штативы и рейки
Мультиметры
Толщиномеры
Нивелиры лазерные
Нивелиры оптические
Рулетки и ленты
Угломеры и уклономеры
Угольники
Уровни
Штангенциркули
Щупы и резьбовые шаблоны
Приемники лазерного излучения
Влагомеры
Индикаторы
Манометры
Микрометры
Пирометры
Тестеры
Сварочное оборудование
Дуговая сварка (ММА)
Полуавтоматическая сварка (MIG-MAG)
Аргонно дуговая сварка (TIG)
Маски сварочные
Точечная сварка
Лампы паяльные
Горелки
Трубосварочное оборудование
Газосварочные аппараты
Плазморезы
Строительное оборудование
Бетономешалки
Лестницы и стремянки
Бензорезы
Вибраторы глубинные
Виброплиты
Оборудование для бурения
Стропы
Тепловое оборудование
Радиаторы секционные
Газовое
Дизельное
Инфракрасное
Электрическое
Зарядные и пусковые устройства,стабилизаторы
Станки
Камнеобрабатывающие станки
Металлообрабатывающие станки
Компрессорное оборудование
Компрессоры безмасляные
Компрессоры масляные
Компрессоры автомобильные
Компрессоры аккумуляторные
Компрессоры коаксиальные
Компрессоры ременные
Компрессорные наборы
Пневматический инструмент
Гайковерты
Дрели
Наборы пневмоинструмента
Пистолеты
Степлеры
УШМ (болгарки)
Шлифовальные машины
Шуруповерты
Долото
Заклепочники
Краскораспылители и аэрографы
Оснастка и расходные материалы
Алмазный инструмент
Абразивный инструмент
Режущий инструмент
Для сварки
Масла и смазки
Для измерительной техники
Зачистные насадки для инструмента
Патроны для электроинструмента
Для инструмента
Аккумуляторы и зарядные устройства
Для бензоинструмента
Для садовой техники
Приспособления и принадлежности для станочного оборудования
Принадлежности и оснастка для строительства
Для генераторов и электростанций
Для пуско-зарядных устройств
Удлинители, кабели, фонари
Хозяйственные товары
Запасные части
Автотовары
Инструмент для ремонта автомобиля
Ремни и стяжки
Средства индивидуальной защиты
Подъемное оборудование
Стяжки цепные,талрепы
Блоки монтажные
Захват-клипсы
Лебедки
Тали
Домкраты
Тележки гидравлические
Главная
Станки
Деревообрабатывающие станки
Фуговальные станки
БЕЛМАШ
Станок фуговальный BELMASH J150/1170SA, шт
КОД 000052307V
РЕЙТИНГ
67 990 ₽
Напряжение220 В
Мощность, кВт1. 1
Вес, кг.93
АртикулS020A
БрендБЕЛМАШ
Базовая единицашт
Гарантия12 мес.
Длина ножей, мм 152
Количество строгальных ножей, шт3
Частота вращения на холостом ходу, об./мин4800
Диаметр ножевого вала, мм 65
Максимальная глубина резания за один проход, мм3
Размер подающего стола, мм556
Размер приемного стола, мм565
Максимальная ширина строгания, мм 152
Размеры параллельного упора (ДхВ), мм745×115
Угол наклона параллельного упора-45-0-45°
Наружный диаметр патрубка для отвода стружки, мм98
Максимальная глубина строгания за один проход, мм3
Возможность установки строгального вала helical, spiraда
Материал параллельного упора Чугун
Сертификаты
Отзывы
Оставить отзыв
Ваша оценка:
Опыт использованияНесколько днейМенее месяцаНесколько месяцевБольше года
Наличие в магазинах
Способы получения товара:
Доставка
Забрать из наших магазинов (с проверкой на месте)
Забрать сегодня 0 Заказать в точку самовывоза 11
Елизаровская, 192029, г. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н Пн-Пт: с 10:00 до 20:00, Сб-Вс: с 10:00 до 19:00
Купчино, 192281, г.С-Пб, ул.Малая Балканская, д.26, лит.А, пом.14Н Пн-Пт: с 10:00 до 20:00, Сб-Вс: с 10:00 до 19:00
Ладожская, 195279, г.С-Пб., Ириновский пр-кт, дом №29, корп.1, лит.А, пом.3Н Пн-Пт: с 10:00 до 20:00, Сб: с 10:00 до 19:00, Вс — выходной. С 23.04.23 Пн-Пт: с 10:00 до 20:00, Сб-Вс: с 10:00 до 19:00
Нарвская, 198095, г. С-Пб, ул. Маршала Говорова, д.37, лит.А Пн-Пт: с 09:00 до 20:00, Сб: с 10:00 до 19:00, Вс — выходной
Удельная, 194214, г.С-Пб., Скобелевский проспект, дом 17, Лит.Б, пом.2Н Ежедневно с 10:00 до 20:00
Ленинский проспект, 198216, г.С-Пб., пр.Народного ополчения, д.22 Ежедневно: с 10.00 до 20.00
188307, Лен. обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 Пн-Пт: с 10:00 до 20:00, Cб-Вс: с 10:00 до 19:00
1188541, Лен. обл., г.Сосновый Бор, ул.Красных Фортов, дом №10А, лит.А, пом.1 Пн-Пт: 10:00-20:00 Сб: с 10:00 до 19:00 Вс: с 10:00 до 18:00
Новгородская обл., г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл. , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Для нас качество означает реализацию продукции в соответствии с самыми высокими стандартами, требуемыми международными нормами, предложение услуг и техническую компетентность по всем нашим продуктам. Откройте для себя их в нашем каталоге.
Скачать PDF
Читать онлайн
Италвебер Элеттра
Сертификаты
ИСО 9001:2015
Сертификация IQNet
ИСО 14001:2015
Сертификация IQNet
Сертификат соответствия
Заявление о соответствии, ex-SASO
Омологации
ENEC
Электрический сертификат европейского стандарта.
CSA
Канадская ассоциация стандартов
УР
Признано
Заявление о соответствии CE
АФМ
Однофазные автотрансформаторы
скачать
ПОСЛЕ
Трехфазные автотрансформаторы
скачать
БТТ
Силовые трехфазные трансформаторы
скачать
МУП
Защитные или изолирующие однофазные трансформаторы для питания медицинского учреждения
скачать
МУП
Однофазные защитные и изолирующие трансформаторы
скачать
СВТ
Безопасность и изоляция трехфазных трансформаторов для обеспечение медицинского кабинета
скачать
СВТ
Безопасность и изоляция трехфазных трансформаторов
скачать
КМС
Однофазные трансформаторы управления
скачать
ККТ
Трехфазные трансформаторы управления
скачать
КФ
Трехфазные реакторы
скачать
кубических футов в минуту
Однофазные защитные и изолирующие трансформаторы
скачать
ЦФТ
Изоляция трехфазных трансформаторов
скачать
ДМЭ
MV — LV Трехфазный распределительный трансформатор из литой смолы
скачать
ДМС
Трехфазный силовой трансформатор с литой изоляцией
скачать
ФФМ
Однофазные трансформаторы безопасности и управления
Регистрация, оценка, разрешение и ограничение химических веществ
скачать
RoHS
Директива об ограничении использования опасных веществ
скачать
Направляющие Italweber Elettra
Руководства пользователя
Техническое руководство
Итальвебер Элеттра
Руководство пользователя
Трехфазные трансформаторы
Руководство пользователя
Смола Трансформеры
Руководство пользователя
Стабилизаторы
Специальные предложения Элеттра
Области применения
Централы
Железнодорожный
Добыча
Морской
Возобновляемый
Роллинг
Мы остаемся в вашем распоряжении для любой информации
Связаться с нами
ИТАЛЬВЕБЕР ЭЛЕТТРА OCM0500806890 | Центр промышленной автоматизации РГБ Автоматика
Вероятно, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
+48 717 186 939
[электронная почта защищена]
Все Сервоусилители и инверторы Роботы Двигатели переменного и постоянного тока Энкодеры и измерительные системы Промышленные компьютеры и узлы Системы ПЛК Панели оператора и запасные части Силовые модули и IGBT Вентиляторы и аккумуляторы Контакторы и трансформаторы Станки с ЧПУ Электронные компоненты Промышленные гидравлические и пневматические системы Системы безопасности Подшипники и аксессуары Расходные материалы
ID: ID170257
Наличие: в наличии
Время выполнения: 4-5 рабочих дней
Перевозки:
Введите пункт доставки
Артикул: OCM0500806890NEW
Состояние продукта: новый
Гарантия: 12 МЕСЯЦЕВ
Выделенный курьер: да
Описание продукта
Технические данные
ITALWEBER ELETTRA OCM0500806890
В ассортименте нашего магазина вы найдете не только OCM0500806890 ITALWEBER ELETTRA, но и множество других устройств в области автоматизации и промышленной электроники. Откройте для себя наше предложение модулей расширения, серводвигателей, датчиков, сенсоров и кабелей. Мы реализуем заказы даже за 24 часа, поэтому вы получите свое устройство в кратчайшие сроки. Кроме того, в любой момент вы можете забрать товар прямо с нашего склада во Вроцлаве.
Устройство ITALWEBER ELETTRA OCM0500806890 находится на гарантии.
Если вам нужны другие устройства ITALWEBER ELETTRA, свяжитесь с нами! Поможем выбрать устройство 24/7
RGB Автоматика — это не только широкий ассортимент товаров, это еще и:
Экспресс-доставка купленных устройств!
Мы предлагаем услуги специального курьера, который доставит ваш заказ менее чем за 24 часа!
Длительная гарантия на купленную продукцию!
Мы предоставляем гарантию до 24 месяцев на устройства в нашем предложении!
Связаться можно 24/7!
Мы будем рады ответить на ваши вопросы, проконсультировать вас и выбрать наиболее подходящее решение.
Многофункциональная мотопомпа модели TSS-PGST 80 это универсальное насосное устройство самовсасывающего действия, предназначенное для работы с загрязненной водой при осушении небольших водоемов и емкостей, интенсивной откачке значительных масс воды из канав на приусадебных землях, при ликвидации последствий аварий, тушении локальных пожаров, очистке ям-септиков.
Способность данного аппарата отбирать воду с глубины до 8 метров позволяет использовать его при работе с различными скважинами, колодцами, коллекторами и т.д. С помощью этой мотопомпы поддерживают в рабочем состоянии оросительные системы, в случае половодий она незаменима при быстрой откачке жидкости из погребов и подвалов.
Широко применяется также для заполнения искусственных прудов и плавательных бассейнов. Подходит для водоснабжения небольших зданий.
Особенности конструкции
Бензиновая мотопомпа приводится в действие двигателем внутреннего сгорания. На этой модели применяется 4-тактный одноцилиндровый силовой агрегат с верхним расположением клапанов и горизонтальным валом. Мощности двигателя (13 л.с.) хватает для перекачки воды на значительные расстояния и ее подъем на внушительную высоту, при этом аппарат может перекачивать в жидкости твердые частицы, максимальный размер которых достигает 30 мм.
Благодаря прочным чугунным рабочему колесу и улите, а также наличию торцевых уплотнений из карбида кремния данное изделие обладает высоким рабочим ресурсом.
Корпус мотопомпы смонтирован на усиленной раме, крепление выполнено с использованием антивибрационных подушек, обеспечивающих низкий уровень вибрации и малую шумность изделия во время работы.
Рабочий цикл мотопомпы начинается в момент, когда двигатель приводит в действие либо специальную диафрагму, либо крыльчатку (рабочее колесо) устройства. В результате такого движения возникает определенное разрежение, и под его воздействием жидкость начинает поступать внутрь всасывающего шланг, откуда проталкивается в напорную внешнюю трубку.
Функциональные преимущества:
Указанная модель мотопомпы отличается высокой производительностью, которая складывается из таких параметров, как значительная глубина всасывания и высокое давление подачи воды (последний фактор особенно важен в случае пожара, когда необходимо подавать большие объемы воды к источнику возгорания).
Проста и удобна в эксплуатации и техобслуживании.
Устройство имеет компактные габаритные размеры и небольшой вес, что делает удобной его переноску.
Для облегчения транспортирования помпа оснащена металлической ручкой.
TSS-PGST 80 полностью автономна, не зависит от наличия стационарных источников электроэнергии или газовых магистралей.
Рекомендации по эксплуатации
Перед запуском помпы ее рабочий объем должен быть предварительно заполнен жидкостью.
Включение «всухую» нежелательно из-за особенностей конструкции, так как в этом случае колесо будет прокручиваться вхолостую. Такой режим может провести к опасному перегреву оборудования, в котором прокачиваемая жидкость одновременно выполняет еще и роль охладителя двигателя.
Прокачка горячей воды (при температуре выше +30° С) не допускается.
Во время эксплуатации необходимо следить, чтобы заборный шланг помпы не оказался своим концом близко к поверхности водоема или резервуара с водой. Нарушение этого правила может привести к попаданию воздуха в подающую магистраль, что чревато возникновением гидравлического удара и механического повреждения лопастей рабочего колеса.
Использование армированного всасывающего рукава залог надежности и долговечности функционирования мотопомпы.
Рекомендуется на всасывающем шланге закрепить специальный фильтр для задержки продвижения слишком крупных твердых частиц. Таким образом можно обезопасить рабочее колесо от повреждений.
Хранить аппарат следует в неотапливаемом помещении, с полностью слитой из системы водой для предотвращения замерзания жидкости внутри насоса в зимнее время и порчи механизма.
мотопомпы для грязной воды(грязевые)
Вы здесь:
Главная
мотопомпы
мотопомпы для грязной воды(грязевые)
Сортировка
Цена Цена Наличие Название
Производитель:
Выбрать производителя
aurora
daishin
DDE
FUBAG
HYUNDAI
koshin
lifan
patriot
TOR
vektor
WACKER NEUSON
zongshen
вепрь
тсс
Показано 1 — 24 из 32
15243060150
Товары
Артикул: 29494-
RUB
18051
18YM05YM1 руб
Купить в 1 клик
В наличии
Производство: Китай
Вес, кг: 32
Производительность, л/мин: 600
Производительность, м3/час: 36
Мощность двигателя, л. с.: 6,5
Система запуска: Ручная
Артикул: 29493-00
RUB
19225
19YM22YM5 руб
Купить в 1 клик
В наличии
Производство: Китай
Вес, кг: 36
Производительность, л/мин: 1100
Производительность, м3/час: 66
Мощность двигателя, л. с.: 6,5
Система запуска: Ручная
Артикул: 27839-00
RUB
19890
19YM89YM0 руб
Купить в 1 клик
В наличии
Артикул: 49116-00
RUB
21108
21YM10YM8 руб
Купить в 1 клик
В наличии
Инструкция: Скачать
Гарантийный срок, мес: 12
Вес, кг: 43
Тип двигателя: четырех-тактный
Объём двигателя, куб. см.: 208
Мощность двигателя, л.с.: 7.0 лошадиных сил
Артикул: 94282-00
RUB
21838
21YM83YM8 руб
Купить в 1 клик
В наличии
Тип продукции: бензиновый
Макс. мощность, л.с.: 6,1
Макс. производит., л / мин: 600
Макс. производит., м3/ч: 36
Выстота подачи, м: 30
Макс. размер частиц, мм: 17
Артикул: 93243-00
RUB
25906
25YM90YM6 руб
Купить в 1 клик
В наличии
Скачать инструкцию пользователя HYH 50: Скачать
Модель двигателя: IC210
Мощность, кВт/л. с: 4,2/7,0
Топливный бак, л: 3,6
Объем двигателя, см3: 208
Объем масляного картера, л: 0,6
Артикул: 93242-00
RUB
30408
30YM40YM8 руб
Купить в 1 клик
В наличии
Скачать инструкцию пользователя HYT 80: Скачать
Модель двигателя: IC210
Мощность, кВт/л. с: 4,2/7,0
Топливный бак, л: 3,6
Объем двигателя, см3: 208
Объем масляного картера, л: 0,6
Артикул: 58521-00
RUB
62964
62YM96YM4 руб
Купить в 1 клик
В наличии
Модель: PGST80
Мощность двигателя, кВт/л. с.: 9,6/13
Рабочий объем, см3: 389
Ёмкость масляной системы (л): 1.1
Расход топлива л/час: 1.8
Объём топливного бака (л): 6.5
Артикул: 58522-00
RUB
61005.6
61YM00YM6 руб
Купить в 1 клик
В наличии
Модель: PGST100
Мощность двигателя, кВт/л. с.: 22/30
Рабочий объем, см3: 420
Ёмкость масляной системы (л): 1.1
Расход топлива л/час: 2.7
Объём топливного бака (л): 8.2
Артикул: 49324-00
RUB
85900
85YM90YM0 руб
Купить в 1 клик
В наличии
Инструкция: Скачать
Гарантийный срок, мес: 12
Вес, кг: 60
Тип двигателя: четырех-тактный
Объём двигателя, куб. см.: 270
Мощность двигателя, л.с.: 9
Артикул: 108776-00
RUB
220324
22YM03YM24YM руб
Купить в 1 клик
В наличии
Инструкция по эксплуатации Мотопомпа для вязкой грязи WACKER NEUSON PDI 3A 5000620776: Скачать
Запасные части Мотопомпа для вязкой грязи WACKER NEUSON PDI 3A 5000620776: Скачать
Модель мотопомпы: PDI 3A
Модель двигателя: Honda GX 120
Тип двигателя: Бензиновый, четырехтактный, одноцилиндровый
Номинальная мощность двигателя, кВт: 3 кВт
Артикул: 27840-00
RUB
64990
64YM99YM0 руб
Купить в 1 клик
Доставка на заказ
Артикул: 89526-00
RUB
83824
83YM82YM4 руб
Купить в 1 клик
Доставка на заказ
Manual_PTh2600. pdf: Открыть
Тип двигателя: 4-х тактный OHV-двигатель
Модель двигателя: HONDA GX270
Качество воды: сильнозагрязнённая
Max диам. частиц в перекачиваемой жидкости, мм: 25
Max производительность, л/мин: 1000
Артикул: 114209-00
Подобрать аналог
Недоступен
Тип мотопомпы: для чистой и слабозагрязненной воды
Частота вращения двигателя, об/мин: 3600
Объём топливного бака (л): 3. 5
Габаритные размеры (Д;Ш;В; мм): 560х440х550
Масса, кг: 45
Max диам. частиц в перекачиваемой жидкости, мм: 27
Артикул: 5344-00
Подобрать аналог
Недоступен
Габариты: 620 X 470 X 650 Миллиметров
Вес: 50 Килограмм
класс: для среднезагрязненной воды
тип двигателя: бензин
диаметр всасывающего патрубка, мм: 75
диаметр нагнетательного патрубка, мм: 75
максимальная производительность, л/мин: 1300
производительность, м3/ч: 78
Артикул: 87132-00
Подобрать аналог
Недоступен
Высота подъема, м: 28
произв-сть, куб. м/час: 60
P, кВт: 4,8
бак, л: 3,6
ф отверстий, мм: 80
Бренд: TOR
Артикул: 105133-00
Подобрать аналог
Недоступен
Присоединительные размеры, дюйм: 3
Двигатель, л.с: 6,5
Моторное масло: 10W-SAE (четырехтактное)
Фракция, мм: 0,8
Объем картера, л: 0,6
Максимальная производительность, л/мин: 1300
Артикул: 5339-00
Подобрать аналог
Недоступен
Габариты: 590 X 520 X 720 Миллиметров
Вес: 63 Килограмм
класс: для сильнозагрязненной воды
тип двигателя: бензин
диаметр всасывающего патрубка, мм: 80
диаметр нагнетательного патрубка, мм: 80
максимальная производительность, л/мин: 1340
производительность, м3/ч: 80
Артикул: 114210-00
Подобрать аналог
Недоступен
Max диам. частиц в перекачиваемой жидкости, мм: 27
Мощность двигателя, кВт/л.с.: 6.3/8.5
Частота вращения двигателя, об/мин: 3600
Объём топливного бака (л): 5.5
Габаритные размеры (Д;Ш;В; мм): 650х470х600
Масса, кг: 60
Артикул: 5345-00
Подобрать аналог
Недоступен
Габариты: 620 X 470 X 650 Миллиметров
Вес: 56 Килограмм
класс: для среднезагрязненной воды
тип двигателя: бензин
диаметр всасывающего патрубка, мм: 100
диаметр нагнетательного патрубка, мм: 100
максимальная производительность, л/мин: 2000
производительность, м3/ч: 120
Артикул: 93244-00
Подобрать аналог
Недоступен
Скачать инструкцию пользователя HYH 51: Скачать
Модель двигателя: HYUNDAI 210
Выходная мощность, л. с.: 7
Тип запуска: РУЧНОЙ
Емкость топливного бака, л.: 3.6
Объем двигателя, см3: 212
Артикул: 5341-00
Подобрать аналог
Недоступен
Габариты: 280 X 380 X 490 Миллиметров
Вес: 24 Килограмм
класс: для среднезагрязненной воды
тип двигателя: бензиновый
диаметр всасывающего патрубка, мм: 50
диаметр нагнетательного патрубка, мм: 50
максимальная производительность, л/мин: 700
производительность, м3/ч: 42
Артикул: 25991-00
Подобрать аналог
Недоступен
Мощность, Вт: 3800
Производительность, л/ч: 40000
Глубина всасывания, м: 7
Максимальный размер частицы, мм: 9-13
Высота подъема, м: 30
Объем бака, л: 3. 6
Артикул: 5343-00
Подобрать аналог
Недоступен
Габариты: 450 X 390 X 550 Миллиметров
Вес: 30 Килограмм
класс: для среднезагрязненной воды
тип двигателя: бензин
диаметр всасывающего патрубка, мм: 50
диаметр нагнетательного патрубка, мм: 50
максимальная производительность, л/мин: 600
производительность, м3/ч: 36
Shurflo 9300 Погружной насос для скважин на солнечной энергии
Погружной насос для воды на солнечных батареях Shurflo 9300, 12/24 В, модель № 9325-043-101
Этот легкий погружной насос для воды из скважины можно использовать для домашнего скота, орошения или удаленного дома. с низкими требованиями к воде. Модель 9300 представляет собой насос объемного диафрагменного типа с очень высокой эффективностью, но гораздо меньшим сроком службы, чем у насосов с центробежным или винтовым ротором. Мембрану следует заменять каждые два-четыре года, в зависимости от объема перекачки.
SHURflo 9300 может работать от 12- или 24-вольтовой батареи или, с использованием одного из блоков управления насосом SHURflo, непосредственно от фотоэлектрической батареи. Насос может поднимать 1,3 галлона в минуту на высоту 230 футов и может перекачивать почти 2 галлона в минуту из очень мелких скважин. Его размеры составляют всего 3,75 дюйма в диаметре и 12 дюймов в длину. Производительность на 12-вольтовой батарее будет меньше половины расхода по прилагаемой таблице. 1 год гарантии.
Солнечный контроллер Shurflo 9300 для прямого подключения к солнечной панели
Контроллер Shurflo 902-200 поставляется в наружном корпусе с датчиками уровня воды и проводом датчика.
Он может работать от массива 12В или 24В. Датчики воды подвешиваются в скважине и используются для предотвращения работы всухую в скважинах с очень низким дебитом.
Блок управления 902-100 должен быть установлен в сухом месте и использоваться с массивом 24 В.
Наши готовые комплекты для откачки воды из глубоких колодцев Shurflo
Мы выполнили всю тяжелую работу и предварительно разработали комплекты для откачки воды из глубоких колодцев с помощью Shurflo 9300 и некоторые из наших самых надежных компонентов. Каждый комплект прост в установке для типичного домашнего мастера.
Shurflo Серия 9300 Солнечная насосная система для воды до 120 футов с креплением на столбе
Shurflo Серия 9300 Комплект насосов для солнечной воды Система до 120 футов Без установки на столб
Shurflo Серия 9300 Солнечная насосная система для воды до 230 футов с креплением на столбе
Shurflo Серия 9300 Комплект насосов для солнечной воды Система до 230 футов Без установки на столб
Помните, что когда вы работаете с нами, вы получаете поддержку от человека, который более 20 лет живет вне сети и использует продукты, которые мы продаем. Мы рассчитываем и проектируем системы, которые облегчают вам установку. Если у вас есть вопросы, заполните заявку на перекачку воды или напишите нам.
К настоящему времени нет отзывов, Вы можете стать первым.
Написать отзыв
Предварительно разработанный комплект для перекачки солнечной воды Grundfos SQFlex с насосом 6 кв.
260 футов : 5 галлонов в минуту, 395 футов : 3,5 галлонов в минуту
Этот предварительно разработанный Grundfos комплект для откачки воды включает в себя 3 солнечных модуля мощностью 330 Вт насос и/или контроллеры. От массива солнечных батарей мы пошли бы к Блок объединителя MNPV3 с помощью входящего в комплект удлинительного кабеля MC4 . Комплект насосов для солнечной воды Grundfos включает в себя крепление для солнечной панели на верхней части стойки , специально предназначенное для этих солнечных панелей. Заказчик несет ответственность за покупку стальной трубы сортамента 40, необходимой для крепления. Эта труба обычно доступна на месте у поставщиков ограждений или у поставщиков стали. Входящие в комплект поставки заземляющие наконечники для солнечных панелей и крепления будут подключаться к предоставленному заказчиком многожильному проводу из неизолированной меди 6awg к блоку сумматора, а затем к заземляющему электроду, вбитому рядом с массивом в землю.
В блоке объединителя у нас будет выключатель постоянного тока 15 А , рассчитанный на 150 В постоянного тока для 3 панелей, или выключатель 15 А 300 В постоянного тока для последовательного подключения до 6 панелей для групп из 8 панелей. Мы рекомендуем два автоматических выключателя 300 В постоянного тока в коробка комбайна. В комбайнерной коробке также будет размещен грозовой разрядник.
Грозозащитный разрядник требуется вместе с расширенной гарантией Grundfos , прилагаемой к комплектам насосов Grundfos для солнечной воды. Расширенная гарантия продлевает гарантийный срок до 5 лет. Из коробки сумматора положительный и отрицательный выходы будут поступать на контроллер Grundfos CU200, а затем напрямую на Сам насос Grundfos SQflex 6 SQF 2 . Насос Grundfos SQflex имеет всего три провода. Желтый и зеленый провод — это земля, а два других провода нечувствительны к полярности. Провод подсоединяется к насосу с помощью прилагаемого комплекта для подводного сращивания .
Контроллер Grundfos CU200 представляет собой комбинированный блок управления и контроля для системы насосного комплекта SQFlex. CU200 включает в себя цифровой дисплей, на котором отображается информация о мощности, потребляемой насосом, и при необходимости отображаются коды неисправностей для устранения неполадок в системе. Кроме того, CU 200 позволяет подключить реле уровня, размещенное в резервуаре или резервуаре для воды. А 9Реле давления обратного действия 0003 используется в ситуациях, когда требуется поплавковый клапан, в большинстве случаев это связано с максимальным расстоянием 2000 футов между cu200 и поплавковым выключателем. Мы также обнаружили, что предпочтительнее держать cu200 и насос в пределах 650 футов.
Дополнительный контроллер Grundfos IO101 (не входит в комплект) обеспечивает простое переключение между солнечной батареей и источником переменного тока, например, генератором или электросетью. Версия IO101 для США может потреблять максимум 120 В переменного тока, хотя насос Grundfos SQflex работает до 240 В переменного тока.
10/2 с кабелем погружного насоса не включен, поскольку расположение насоса в большинстве случаев меняется, при расчете расхода и вертикального подъема расчеты основаны на статическом уровне воды, а не на глубине насоса в хорошо. Насосы Grundfos SQFLex имеют максимальный уровень погружения 500 футов от статического уровня воды.
В зависимости от расстояния от ваших солнечных батарей до устья скважины вы можете захотеть проложить подземный питательный кабель (провод UF), чтобы сэкономить деньги, и соединить кабель погружного насоса на устье скважины. Соединение с насосом будет выполнено с помощью комплекта для подводного сращивания.
Существуют также дополнительные элементы для завершения системы, которые обычно доступны на месте и включают:
Медный многожильный провод 6 AWG для заземления солнечных панелей на сумматор, а затем на электрод.
8’ Заземляющий электрод и зажим для провода
Бетон и арматура для монтажного отверстия (мы можем предоставить габаритный чертеж отверстия)
Стальная труба
сч 40 для крепления
Винты для крепления блока сумматора и контроллера к опоре/креплению.
Стяжки для крепления удлинительных кабелей MC4 к монтажной раме.
Электрический кабель для перехода от солнечных панелей к блоку сумматора, а затем к подземному
??’ 10/2 с заземляющим проводом ультрафильтрации от объединительной коробки к устью скважины, вы можете использовать тот же кабель вспомогательного насоса, хотя провод ультрафильтрации дешевле.
Диаметр патрубка к насосу ??», диаметр зависит от модели насоса.
3/8 » Полипропилен Страховочный трос (не требуется при использовании трубы из оцинкованной стали)
Товар:
Солнечный модуль 330 Вт x3
ЗАЗЕМЛЕНИЕ, ПРОУШИНА ДЛЯ УКЛАДКИ, ЛУЖЕННАЯ МЕДЬ, С ВИНТОМ ИЗ НЕРЖАВЕЮЩЕЙ СРЕДЫ, СЕРТИФИКАТ UL, ДЛЯ ПРЯМОЙ ЗАКАПКИ, С ВИНТОМ ДЛЯ РЕЗЬБОФОРМИРОВАНИЯ РЕЗЬБЫ № 10-32 из нержавеющей стали, 10 шт.
Пленочный пол Национальный комфорт Slim Heat ПНК — 220 — 660/0,5 — 3
Код: 468301
3 990 ₽
Нагревательный мат Национальный комфорт 2НК Мастер 150 Вт/1,0 кв.м
Код: 468208
2 490 ₽
Терморегулятор «Теплолюкс» BiZone
Код: 468355
7 459 ₽
Люк под плитку Универсал 30×30
Код: 468576
2 600 ₽
Люк под плитку Союз 30×60
Код: 468586
6 850 ₽
Люк под плитку Гиппократ-П 60×60
Код: 468574
4 550 ₽
Люк под плитку Стил 60×60
Код: 468537
5 750 ₽
Люк под плитку Слава 60×60
Код: 468531
11 900 ₽
Superflex K77 (25 кг)
Код: 155166
Применение: Клеющий материал
в наличии
1 840 ₽
Litoflex K80 Серый (25 кг)
Код: 334774
Применение: Клеющий материал
в наличии
Litoflex K80 Eco (25 кг)
Код: 155162
Применение: Клеющий материал
под заказ
1 050 ₽
Hyperflex K100
Код: 375776
Применение: Клеющий материал
3 390 ₽
Litoflex K81 Белый (25 кг)
Код: 261285
Применение: Клеющий материал
1 090 ₽
Колерованная эпоксидная затирка Диамант Color, 2. 5 кг.
Код: 423665
Применение: Затирочный материал
3 800 ₽
Starlike Evo S.110 Grigio Perla 2.5 кг
Код: 452629
Применение: Затирочный материал
4 190 ₽
Starlike Evo S.100 Bianco Assoluto 2.5 кг
Код: 452611
Применение: Затирочный материал
4 190 ₽
Затирка Fugabella Color Piero Lissoni № 50
Код: 448884
Применение: Затирочный материал
2 900 ₽
Затирка Fugabella Color Piero Lissoni № 01
Код: 455969
Применение: Затирочный материал
2 900 ₽
Зажимы СВП 3д крестики 0.8 мм 100 шт.
Код: 447341
Применение: Инструменты
Клин СВП 3д крестики 50 шт
Код: 453866
Применение: Инструменты
Инструмент для СВП 3д крестики
Код: 447344
Применение: Инструменты
Зажимы СВП 3д крестики 1. 5 мм 100 шт.
Код: 447870
Применение: Инструменты
Зажим СВП TLS — Profi, 100 шт 0.5 мм
Код: 447349
Применение: Инструменты
СВП клин TLS — Profi 100 шт
Код: 447350
Применение: Инструменты
Черные чернила Aurora Black, 45 мл во флаконе
В наличии
Нет в наличии
20,00 $
Стеклянный флакон объемом 45 мл чернил для авторучки Aurora Black.
Состояние
Новый
png?v=10539991922981437711627569766″> Марка
Аврора
Тип
Чернила в бутылках
Цвет
Черный
shopify.com/s/files/1/2603/2528/t/386/assets/spec-list—striped-bg.png?v=10539991922981437711627569766″> Материал бутылки
Стекло
Диаметр отверстия бутылки
19,6 мм (0,77 дюйма)
Быстросохнущий
png?v=10539991922981437711627569766″> №
Флуоресцентный
№
Шиммер
?
Содержат ли чернила блестящие частицы.
№
Морозостойкий
?
Независимо от того, разработаны ли чернила специально для лучшей устойчивости к низким температурам.
№
Объем
45 мл
Железная желчь
?
Чернила из солей железа и дубильных кислот. Хотя эти чернила довольно стойкие и водостойкие, они, как правило, вызывают химическую коррозию металлических частей пера (особенно пера), и их следует использовать с осторожностью или с менее ценными ручками.
Будут ли чернила после высыхания на бумаге сопротивляться смыванию водой.
№
Отзывы
Черные чернила Aurora, флакон 45 мл
Не могу поверить, что нет…
1 февраля 2018 г.
Подтвержденная покупка
Не могу поверить, что отзывов об этих невероятных чернилах так мало. Я пользуюсь Aurora Black (и Blue) почти столько же, сколько увлекаюсь FPs, и, черт возьми, это долго. Самый темный черный цвет, идеальное поведение и разумная цена за мл – что еще? ты можешь хотеть. Когда люди на форумах спрашивают: «Какие черные чернила лучше?», я отвечаю: неизменная Аврора Блэк.
9 человек считают это полезным
gregamckinney
Посмотреть все мои отзывы
Wet, great flow, well…
4 июля 2019 г.
Подтвержденная покупка 9 0003
Мокрая, отлично текучая, хорошо смазанная, плоская черный, быстросохнущий (относительно говоря), неразмазывающиеся чернила, которые не имеют фиолетового, синего, красного или зеленого цвета. полутона — чисто-черный черный, ни теплый черный, ни холодный черный. А гладкий писатель — сделает большинство ручек более гладкими. Смягчает или минимизирует перо царапанье и жесткий запуск. Поток чернил отличный — вряд ли «железнодорожные» персонажи. Если это так, то, скорее всего, виновата ручка. я мне нужны были чернила, которые не высыхали, когда ручка была закрыта колпачком, и чернила, жесткий старт пера, когда перо впервые снято с колпачка. Я не хотел чернил, которые липкая или прилипшая к горлышку бутылки с чернилами.
С этой целью я наполнил свой металлический ткацкий станок Faber-Castell, сверхтонкое перо, ручку Черные чернила Aurora Black и более гладкое письмо, чем та же ручка F-C Loom. с тонким пером и наполнением Monteverde Horizon Blue или Monteverde DC Чернила SuperShow Blue. Он не растекается, не истекает кровью, не маскируется, не перетаскивается и не пропускает мои движения. Бумаги Rhodia или ClaireFontaine.
Легкая очистка. Я хотел чернила на основе красителя, а не на основе пигмента, так что уборка будет легкой, даже тривиальной; чернила, которые были насыщены, но сделали не забивает ручку, чернила, которыми мне не нужно было встряхивать флакон перед заполнением перьевая ручка (я хотел чернила без частиц.) Я не хотел щелочную или кислотные чернила. Я не ищу тени, блеск или мерцание в черной туши. я не нужно видеть свет, отражающийся от засохших чернил; Я хочу, чтобы он поглощал свет; и мне не нужны были чернила, которые высыхали до серо-черного цвета. Я хочу черный, как черный стержня Zebra Sarasa JLV Dry Gel Pen. Я получил это с этими чернилами, так что я в восторге и полностью доволен.
Aurora Black входит в пятерку или шестерку лучших чернил Black, имхо. Если постоянство является требование, вам нужно будет искать в другом месте.
Некоторые пренебрежительно отзываются о чернильнице «Аврора»; Я на самом деле люблю это. Нелегко дать чаевые бутылка закончилась, и если это так, то, скорее всего, вам не следует использовать Перьевая ручка. Подумайте об этом — из чего, скорее всего, будет легче заполнить, вертикальный цилиндр или куб, пирамидальная или круглая бутылка? Нет, если есть вероятность опрокидывания, вероятно, произойдет, когда уровень чернил упадет ниже пера заливное отверстие. Чего никто не понимает, так это того, что этот момент времени, скорее всего, происходят гораздо раньше в кубической, треугольной или круглой бутылке.
Aurora Black поставляется с пластиковым стаканчиком под крышкой бутылки, который, я думаю, очень вдумчивый. Возможно, его придется скрутить, поскольку он нажимается вниз, чтобы вытолкнуть любой захваченный воздух. И простое снятие чашки обязательно напомнит вам закрыть бутылку крышкой. и не оставлять его открытым. Горлышко бутылки имеет ширину около 20 мм, поэтому подходит для большинства перьевых ручек. (Для сравнения, куб Жака Эрбена отверстие для горлышка бутылки составляет 12,5 мм, а прямоугольная и круглая бутылка (бутылки) Monteverde отверстие горлышка составляет 25 мм, а диаметр горлышка бутылки Diamine 80 мл составляет 19 мм.мм.) Аврора, если ты это читаешь — бутылку можно улучшить, имея внутренняя часть бутылки сужается к острию, в форме конуса или круглой воронка, начиная примерно на 1/2 дюйма от дна.
7 человек считают это полезным
wallijonn
Посмотреть все мои отзывы
Мне нравятся эти чернила. Правда…
15 октября 2019 г. 900 03
Проверено Покупка
Мне очень нравятся эти чернила.Настоящий черный, насыщенный, правильная степень влажности для меня, и легко вычищается из пера. Это был бы пятизвездочный обзор, если бы не грязная битва, вызванная очень плохо спроектированным внутренним уплотнением. Другой производителям удается сохранить свои чернила непролитыми и в хорошем состоянии с менее безумные системы. Я наслаждаюсь этой тушью уже 20 лет, но я вот-вот законченный.
3 человека посчитали это полезным. 003
Черные чернила я гонял со всех сторон. Этот разрежь, тот пусть сохнет неделю, а другой дает вам перевод, когда шариковая указка пишет на обороте. Как может ли Аврора быть особенной? Он не останавливает пули, не имеет перьев и даже элемент, указанный на этикетке. Это даже не дорого — подождите, итальянец, не это? Но теперь…
Мой сухой VP Fine оставляет четкую ровную линию. Моя заглушка не голодает. Лами 2000 который выбрасывает любые чернила, кроме IG, оставляет чистую линию, без перьев копировальной бумаги, без кровоточить через. Мой Kaweco умоляет: интернациональные шорты, пожалуйста! А пока я на самом деле опуститься до заполнения картриджей, только для этих чернил.
KITURAMI TURBO-50-SET Горелка дизельная в комплекте
Дизельные горелки Kiturami, они же жидкотопливные, компания производит на собственных производственных мощностях. Конструкция запатентована и является уникальной. Распыление топлива сухого типа, под давлением, с помощью насоса. Горелка хорошо приспосабливается к сгущению топлива и к особенностям изменений в процессе горения, которые возникают при минусовой температуре окружающей среды. Технология турбо-типа, применяемая в дизельных горелках Kiturami, позволяет получить высокий коофициент полезного действия и делает устройство топливно экономичным. Практически полное сгорание топлива обеспечивается технологией вторичного дожига и особой конструкцией жаровой трубы.
Россия, Казахстан, Белоруссия, Узбекистан, Армения, Киргизия, Таджикистан — доставка в любой город и другие страны ЕАЭС и мира.
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ.лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Сообщение отправлено
Пожалуйста, заполните форму правильно.
Отправка…
Капча недействительна.
Повторите попытку позже.
ДВУХКОНТУРНЫЕ КОТЛЫ
Все котлы Kiturami двухконтурные, используемые одновременно для отопления и приготовления горячей воды.
ЗАКРЫТАЯ КАМЕРА СГОРАНИЯ
Котлы имеют закрытую камеру сгорания, являющимся современным и часто просто необходимым условием применения котлов, особенно настенных.
АВТОМАТИЧЕСКИЕ КОТЛЫ
Все котлы Kiturami работают автоматически, поддерживая заданную в помещении температуру воздуха и горячей воды.
Настенные газовые котлы
Twin Alpha, Hi Fin и др.
Напольные газовые котлы
STSG, TGB, KSG и др.
Напольные пеллетные камины
KRPS-20A, KRPS-20B и др.
Котлы электрические настенные
KIB-08DE и др.
Пеллетные котлы
KRP и др.
Комбинированные котлы
KRM, KRH и др.
Твердотопливные котлы
KF и др.
Дизельные котлы
Turbo, STSО, KSO и др.
Насосы
циркуляционные, топливные и др.
Комнатные термостаты
CTR 5000, 5700, 5900, 6070, 1300
Датчики
GB-300, HB-610, WL-100, SD-500
Горелки
13K, 25K, STSG 21, TGB 50 и др.
Клапаны
UP 33-06, KSV-15, H.B.D. и др.
Стабилизаторы напряжения
TSD-500ВА, SLP-М 500VA и др.
Дополнительное оборудование
дымоходы, редукторы и др.
Запасные части
фильтры, трубы, форсунки и др.
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ. лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Gazpromneft Turbo Universal 20W-50 — Масло моторное для дизельных двигателей всесезонное
arrowdropgithub
Gazpromneft Turbo Universal 20W-50 – всесезонное моторное масло разработано для применения в дизельных двигателях с турбонаддувом (или без), соответствующих экологическому классу Евро-0 или Евро-1.
Спецификации
API CD,
ПАО «Автодизель» (ЯМЗ),
ПАО «ТМЗ»
Купить и заменить на СТО GES
Купить у партнеров
Лист технической информации
Скачать
Отправить на почту информационный буклет
Получите полную информацию о продукте, а также перечень близлежащих торговых точек, где можно преобрести выбранный Вами товар и множество другой продукции.
Вход в личный кабинет
Для сохранения продукта войдите в ваш личный кабинет
Информационный буклет продукта Gazpromneft Turbo Universal 20W-50 отправлен Вам на почту.
К разделам каталога
Сохраните информацию о продукте
Отправьте информацию себе на почту
Проверить подлинность
Кто вы?
Сотрудники «Газпромнефть — смазочные материалы» готовы предоставить вам всю необходимую информацию о компании, продукции и сотрудничестве.
Выберите категорию заявителя
Покупатель
Партнёр
Поставщик / подрядчик
Работник общества
Прочие заинтересованные лица
Вперед
Укажите ваш правовой статус
Назад Вперед
Выберете тип обращения
Подбор масла
Отзыв о качестве продукции
Отзыв по вопросам охраны окружающей среды
Отзыв по вопросам промышленной безопасности и охраны труда
Организация экскурсий на завод
Пожелания
Обращение к Техническому специалисту
Претензии / жалобы
Запрос паспорта безопасности для продукции рынков РФ, РК, РБ (русский язык)
Запрос SDS на продукцию, идущую на экспорт (английский язык)
Прочие отзывы
Назад Вперед
Ваше сообщение
Я ознакомлен(-на) с Правилами обработки персональных данных и даю своё согласие на их обработку.
Назад
Спасибо! Ваше сообщение отправлено
Мы стремимся с каждым днем становиться лучше и ценим ту обратную связь, которую получаем от наших потребителей и партнеров. Наши специалисты обязательно свяжутся с вами после рассмотрения вашего обращения.
Закрыть Новое сообщение
1Выберите категорию заявителя
2 Укажите ваш правовой статус
3 Выберете тип обращения
4 Укажите ваши контактные данные
Turbo Power Global Антифриз с увеличенным сроком службы 50/50 Премикс 208 л Бочка
Просто нажмите кнопку Turbo 50 в BIOS, и производительность системы увеличится на 50 % за счет автоматического разгона процессора, памяти, частоты графического процессора и всех соответствующих настроек напряжения!
ОС
Windows ® 7 Ultimate RTM
Модель
H55M Pro
9007 5 Набор микросхем
Intel H55
BIOS
P1.20
ЦП
Core i3 530 2,93 ГГц
ОЗУ
Kingston DDR3-1600 2 ГБ*2
VGA
Intel ® HD Graphics
Жесткий диск
Seagate Barracuda 7200. 12 250 ГБ
Результат теста производительности Turbo 50
Core i3 530
CPU Частота
Память Частота
GPU Частота
3DMARK 06
PCMARK Vantage
Super PI
Turbo 50 Off
2,93 ГГц
1333 МГц
733 МГц
1767
4661
14,485
Turbo 50 Вкл.
4 ГГц
1456 МГц
867 МГц
2665
5453
10,641
Увеличение в процентах
36,66%
9,2 3%
18,28%
50,82%
16,99%
26,54%
В приведенной ниже таблице показано, что при включении режима Turbo 50 на 880G Extreme3 производительность увеличивается до 50%!
Сущность токарной обработки состоит в формировании поверхности детали инструментом с режущей кромкой, при этом, как правило, происходит вращение заготовки и перемещение резца. Процесс точения достаточно разнообразен по форме и материалам обрабатываемых деталей, типам операций, условиям обработки, требованиям, себестоимости и многим другим факторам. С помощью черновых и чистовых операций, выполняемых на токарных станках с ЧПУ, получают детали различной конфигурации с показателем чистоты поверхности Ra до 1,25, а в некоторых случаях и выше. Точность поверхности зависит от жесткости системы станок-инструмент-деталь, от применяемого инструмента и режимов резания: чем тверже режущая кромка инструмента (твердые сплавы, металлокерамика, эльбор, кубический нитрид бора, алмаз и т.д.), выше скорость вращения заготовки, меньше подача и вылет резца, тем лучше показатели чистоты и точности поверхности.
•оформление сложных поверхностей тел вращения, фасонное точение, обтачивание галтелей и скруглений
•нарезание внутренней и наружной резьбы с помощью резцов и инструмента: метчиков, резьбонарезных головок.
Обработка цилиндрических поверхностей
относится к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки.
Точение — это комбинация двух движений — вращения заготовки и перемещения инструмента. В случае обработки цилиндрических поверхностей подача инструмента производится вдоль оси вращающейся заготовки, таким образом производится съем припуска металла, то есть обработка диаметра заготовки. Разновидностью наружного точения являются обработка ступенчатых валов с помощью проходных упорных и подрезных резцов.
На станках с ЧПУ оптимизация процесса точения происходит в направлении повышения скорости и возможности проведения обработки несколькими инструментами за один установ, что позволяет в одном цикле производить как черновую, так и чистовую обработку. Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы.
При токарной обработке цилиндрических поверхностей на станках с ЧПУ высокая точность точения достигается благодаря жесткости системы, современному режущему инструменту и различным системам контроля процесса обработки.
Для обеспечения жесткости системы станок-инструмент-деталь применяют следующие способы крепления заготовки:
1. при обработке в патроне — уменьшение вылета заготовки (современные токарные станки имеют увеличенное отверстие в шпинделе)
2. при обработке длинных и тяжелых деталей — фиксация в центрах передней и задней бабки. В пиноль, как правило, вставляют вращающийся центр и им поджимают заготовку. Поводковая планшайба передает крутящий момент от шпинделя токарного станка изделию.
2.Закрепление деталей со сравнительно небольшой длиной в трех- или четырехкулачковом токарных патронах. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
3.Применяют комбинированное (1 и 2) закрепление обрабатываемых изделий.
4. К технологическим приемам часто относят возможности управления шпинделем станка на околорезонансных частотах (управляемый колебательный разгон-торможении шпинделя).
Эффективное выполнение различных токарных операций требует применения специально разработанного инструмента. Подробно о токарном инструменте рассказано в статье:
К наиболее известным и распространенным системам контроля процесса обработки можно отнести станочные датчики контроля режущей кромки инструмента. Учет времени резания каждым инструментом и автоматическая смена на резервный инструмент.
Обточка конических деталей типа вал
При данном виде обработки токарные станки с ЧПУ имеют бесспорное преимущество. Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования.
Оформление сложных поверхностей тел вращения, фасонное точение
Для получения тел вращения с криволинейной образующей на универсальных станках необходимо применять проходные или фасонные резцы с использованием копира или гидрокопировального суппорта. Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Современные токарные станки с ЧПУ имеют широкие технологические возможности. Фасонные поверхности весьма многообразны, их получение во многих случаях обеспечивается не геометрией инструмента, а формообразующими движениями рабочих органов станка по программе. Применение фасонных инструментов для работы на станках с ЧПУ встречается крайне редко. Получение всего разнообразия форм поверхностей детали может быть достигнуто за счет грамотного проектирования программы обработки. Точность круговой и прямолинейной интерполяции позволяет сделать плавные переходы между кадрами.
Это позволяет обойтись сравнительно узкой номенклатурой инструментов при обработке различных деталей. Программируемой точкой резца служит либо его вершина, либо центр закругления при вершине.
На станках с ЧПУ токарной группы особенно эффективно применение инструментов с многогранными неперетачиваемыми пластинками из твердого сплава и сверх твердых материалов. Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Торцовка заготовок, обработка уступов
Этот вид обработки достижим при закреплении детали в патроне шпинделя станка. Операция производится подрезными или проходными резцами. Лучшую чистоту поверхности дает обработка «от центра к периферии» или при движении к центру заготовки соответственное увеличение скорости вращения шпинделя (постоянство скорости резания).
Вытачивание канавок
Канавки прорезают на цилиндрической, конической и торцевой поверхности детали с помощью канавочных и прорезных резцов за один или несколько проходов (в зависимости от конфигурации и требуемой точности поверхностей). При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами.
Отрезка изделия или заготовки
производится отрезными резцами, при этом инструмент перемещается в поперечном направлении к центру детали. В зависимости от размера детали применяют различные методы фиксации почти отрезанной или отрезанной детали. Поломку инструмента в конце резания предотвращают использованием поддерживающих люнетов и снижением подачи резца (на 45-55%) при приближении к центру детали на половину радиуса заготовки. Малые детали падают в лоток, ловитель детали или фиксируются в приспособлении револьверной головки.
Сверление, зенкерование, развертывание отверстий
Основным способом получения отверстий является сверление. Сверление — это процесс изготовления цилиндрических отверстий посредством металлорежущего инструмента. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
В универсальном станке обрабатывающий инструмент: зенкер, сверло, развертка — закрепляется в коническом отверстии задней бабки напрямую или через зажимной патрон. в станках ЧПУ — в позиции резцедержки с использованием специальных резцовых блоков и оправок.
С развитием инструмента для обработки коротких отверстий последовательность процесса сверления и подготовка к нему претерпевают существенные изменения. Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Для точности токарной обработки необходима правильная и одинаковая заточка режущих кромок сверла, перпендикулярность торца заготовки оси инструмента, отсутствие заусенцев, неровностей поверхности.
С помощью систем контроля и настройки фирмы Renishaw, программное обеспечение в станках с ЧПУ позволяет задать параметры коррекции на длину и диаметр инструмента и выполнять обнаружение поломки в процессе обработки. Подача инструмента в станке происходит механически. Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Растачивание отверстий
Получение точных отверстий, ступенчатых отверстий большого диаметра, а также внутренних канавок возможно с помощью операции растачивания. Изделие зажимается в патрон передней бабки, поддерживается люнетом (в случае значительной длины или массы). При этом доступ к торцу, обрабатываемому расточным резцом, остается свободен. Точность расточки на токарном станке с ЧПУ превышает точность сверления, часто обеспечивается технологией обработки, режущим инструментом, опытом токаря, системами уточненной настройки режущего инструмента и техническим состоянием оборудования.
Нарезание внутренней и наружной резьбы
с помощью резцов и инструмента: плашек, метчиков, резьбонарезных головок
Подробно о способах нарезания и видах получаемой резьбы рассказано в статье l.
Специальные возможности токарных станков
С помощью токарных станков с ЧПУ может проводиться обработка шпоночных пазов, отделка поверхностей (полировка, суперфиниширование), доводка (притирка), обкатывание шариками и роликами, накатывание, алмазное выглаживание т.д.
Станки с ЧПУ характеризуются производственной гибкостью, т. е. способностью быстро переналаживаться на обработку различных деталей. Для этого нужно всего лишь заменить управляющую программу и, при необходимости, оснастку и режущий инструмент. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз. Эти станки обеспечивают более высокую геометрическую точность обработанных деталей, что объясняется уменьшением влияния человеческого фактора, их более высокой статической и динамической жесткостью, а также более высокой точностью позиционирования и повторяемости траектории движения инструмента относительно обрабатываемой заготовки. Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.
Металлорежущее оборудование с числовым программным управлением позволяет обрабатывать такие детали, которые невозможно изготовить на обычном универсальном оборудовании. Это детали со сложными пространственными рабочими полостями, которые должны быть изготовлены не только с высокой точностью геометрической формы и размеров, но и с низкой шероховатостью, например штампы, пресс-формы и др.
Обработка металла на токарном станке: методы и виды оборудования
СОДЕРЖАНИЕ
Суть обработки металла на токарном станке
Виды токарных станков для обработки металла
Типы резцов для обработки металла на токарном станке
Виды токарных работ по металлу
Обработка цилиндрических заготовок из металла на токарном станке
Обработка поверхностей конического типа
Обработка торцов и уступов заготовки
Резка металлических изделий на токарном станке
Обработка отверстий заготовок из металлов на токарном станке
Обработка металла на токарном станке – это основная задача данного типа оборудования, цель которой – получение разнообразных по габаритам и назначению деталей. В зависимости от требований к конечному изделию могут использоваться станки с ручным или числовым управлением.
Не менее важны для процесса резцы, которыми выполняют необходимые процедуры. В нашей статье мы расскажем, какие бывают станки и инструменты для обработки металла, и поговорим о типах и технологии самих работ.
Суть обработки металла на токарном станке
Токарный станок – это инструмент, относящийся к категории металлорежущего оборудования, с помощью которого происходит обработка металлического изделия. Срезка верхнего слоя осуществляется до момента, пока оно не примет заданную форму и не приобретет нужный размер, а поверхность не станет гладкой и ровной.
На токарных станках обтачивают кольца, валы, втулки, гайки, муфты, колеса и другие детали и элементы конструкций.
Чаще всего обработке подлежат цилиндрические изделия или изделия конической формы, а также торцевые и фасонные поверхности, уступы. С помощью токарного станка можно обработать отверстие, проточить канавку, сделать нарезку резьбы, убрать часть заготовки. В процессе работы доступны такие действия, как сверление, растачивание, зенкерование, развертывание, накат.
Обработка металла на токарном станке осуществляется с участием режущих инструментов. Это сверла, резцы, головки для нарезания резьбы, развертки, метчики, плашки, зенкеры и т. д. Главную роль среди них играет резец. Преобразование поверхности детали и придание ей нужной формы происходит в результате контакта резца с заготовкой, вращающейся с определенной скоростью.
Процесс обработки металлической заготовки происходит следующим образом: режущий край клиновидного резца погружается в заготовку на нужную глубину и как бы расклинивает ее. Его передняя поверхность сжимает находящийся на поверхности металлический слой и с усилием преодолевает сцепление его частиц.
В результате происходит их отделение от основной поверхности детали. В ходе снятия припуска с детали образуется металлическая стружка.
Обязательными условиями осуществления технологического процесса является вращение заготовки, закрепленной в специальном патроне. Оно становится возможным благодаря наличию шпинделя или планшайбы. Силу и частоту подачи через ременную передачу и коробку скоростей обеспечивает электродвигатель. В результате деталь приобретает необходимые параметры и форму, а поверхность становится гладкой и ровной.
Токарный станок представляет собой многофункциональное устройство. Благодаря ему можно:
осуществить нарезку резьбы;
удалить лишние элементы заготовки;
проложить канавки по поверхности обрабатываемой детали;
просверлить, расточить, очистить и отшлифовать различные отверстия и т. д.
Профессионально проведенная обработка изделия из металла на токарном станке должна обеспечить его высокое качество на выходе. Соответствие размера и формы заданным стандартам должно быть идеальным, а любые шероховатости полностью отсутствовать.
Проконтролировать результат можно с помощью специальных измерительных инструментов. В условиях масштабного производства параметры серийной продукции измеряются предельными калибрами, а работники небольших мастерских используют для этой цели штангенциркули, микрометры, нутромеры и т. д.
Виды токарных станков для обработки металла
Существует несколько вариантов токарного оборудования, характеризующегося наличием особых функциональных возможностей. Классификация станков происходит в соответствии с их назначением, универсальностью и наличием конструктивных особенностей.
В зависимости от того, какое изделие подлежит обработке и насколько точен должен быть конечный результат, выделяют:
Токарно-винторезное оборудование – это универсальные станки, предназначенные для обработки деталей точением. В ходе обработки происходит одновременное вращение заготовки и продольное движение резца по направлению, параллельному оси.
Токарно-винторезное оборудование применяется для изготовления конусообразных и цилиндрических изделий всевозможных диаметров и нарезки резьбы. Устанавливаются такие станки как в цехах крупных производственных объектов, так и в небольших мастерских. Обрабатывать с их помощью можно детали из цветных и черных металлов.
Токарно-карусельные станки предназначены для работы с крупногабаритными изделиями небольшой длины.
Лоботокарное оборудование – оно предусматривает возможность работы с конусообразными заготовками и цилиндрами, но также позволяет производить обработку изделий из металлов, как на простом токарном станке, установив заготовку в горизонтальном положении.
Токарно-револьверное оборудование – это станки со сменным держателем инструмента, выполнять различные манипуляции на которых можно, автоматически переключаясь на нужный резец.
Этот список можно дополнить перечнем узкоспециализированного оборудования, которое относят к токарным станкам на основании такого признака, как наличие резцов.
Читайте также: «Оборудование для сварочных работ»
Существенно повысить точность соблюдения параметров и качество обработки материалов стало возможно благодаря появлению токарных станков с числовым программным управлением. Применение ЧПУ также оказало позитивное влияние на стоимость проведения работ.
Эффективность нового оборудования была подтверждена:
ростом эффективности труда;
возможностью обработки изделий из металлов и инструментальных сталей при наличии правильной оснастки;
минимизацией участия человека в технологическом процессе за счет автоматизации;
включением в программу числового управления разнообразных вариантов обработки с запланированной скоростью резания и подачи;
повышением уровня безопасности;
увеличением точности выполнения работ и снижением количества бракованных изделий.
Токарное оборудование с ЧПУ активно производится американцами и китайцами. Установить ЧПУ на станок можно только в том случае, если он обладает высокой точностью позиционирования частей.
Типы резцов для обработки металла на токарном станке
В зависимости от того, как расположена режущая кромка и куда направлено движение суппорта, резцы для обработки изделий из металла на токарном станке подразделяются на два типа:
правые резцы;
левые резцы.
Исходя их внешнего вида рабочей части они бывают:
прямые — когда у рабочей часть и корпуса присутствуют общие боковые поверхности;
отогнутые — когда режущая кромка с переменным сечением выходит за плоскость корпуса.
В соответствии с производимыми при внешней обработке детали операциями различают:
проходные резцы;
канавочные резцы;
фасонные резцы;
резьбовые резцы;
расточные резцы.
Читайте также: «Металлические стеллажи для склада»
Если необходимо обработать торцы, используют торцевые и отрезные резцы на суппорт. Чтобы совершить необходимые операции, на задней бабке закрепляют:
сверла;
зенкеры;
метчики;
расточные резцы.
Режущая кромка клина в зависимости от поставленной задачи может располагаться к направлению движения по-разному — перпендикулярно или под определенным углом. Параллельно оси вращения выставляется кромка отрезных инструментов.
Виды токарных работ по металлу
Обработка изделий из металла на токарном станке представляет собой технически сложную процедуру. Точность соблюдения заданных параметров и идеальное состояние поверхности может быть достигнуто благодаря использованию станков с ЧПУ. При этом очень важно обратить внимание на качество резцов и выбранного сверла.
Перечень стандартных видов работ выглядит следующим образом:
обработка поверхности заготовок в форме цилиндров и конусов;
нарезка деталей нужного размера в соответствии с требованиями заказа;
подготовительная и чистовая обработка торцов и уступов;
вытачивание пазов и канавок;
расточка, сверление и развертывание отверстий;
нарезка резьбы во внутренней части изделия и снаружи.
Выбор станка для решения той или иной задачи определяется в соответствии с объемами предстоящих работ и времени, которое отводится на их выполнение. С этой точки зрения беспроигрышным вариантом является станок с числовым программным управлением.
Обработка цилиндрических заготовок из металла на токарном станке
Точные параметры будущей детали задаются на основе вводных данных, указанных в техническом задании. Скорость, с которой лишний металл снимается с заготовки, и толщина слоя, подлежащего удалению, определяются в соответствии с маркой обрабатываемого материала.
Выполняться такие действия могут как на станках с числовым программным управлением, так и с использованием станков с ручным управлением. В процессе обработки металлических заготовок используются резцы упорного и проходного типов. Изготовленные оси, валы, крепежные элементы и другие детали должны идеально соответствовать указанным в заказе параметрам.
Обработка поверхностей конического типа
Данный вид работ относится к сложным и имеет следующую специфику:
обработка конусообразной заготовки из металла на токарном станке осуществляется сразу в двух плоскостях, и добиться качественного результата с использованием стандартного оборудования практически невозможно;
инструмент должен подаваться в поперечном и продольном направлении одновременно;
выполнить работу быстро, качественно и в четком соответствии с техническим заданием возможно, только используя станок с числовым программным управлением.
Обработка торцов и уступов заготовки
Эта несложная операция предполагает использование проходных резцов. Чаще всего для обработки торцов используются станки с ручным управлением.
Для реализации поставленной задачи необходимо выбрать параметры с учетом марки стали и провести обработку детали в соответствии с требованиями технического задания.
Резка металлических изделий на токарном станке
Для проведения этой операции используются специальные отрезные резцы, которые движутся от внешнего края детали по направлению к центру. На последнем этапе обработки важно не допустить ее падения, так как это может нанести вред не только ей самой, но и инструменту, участвующему в процессе обработки. Для этого необходимо предусмотреть вариант поддержки детали.
Читайте также: «Оборудование для СТО»
Фиксация изделий большой длины осуществляется с помощью люнета. Этот инструмент поддерживает деталь и позволяет избежать сколов резца.
Обработка отверстий заготовок из металлов на токарном станке
К данной категории работ можно отнести следующие процессы:
сверление отверстия по центру цилиндрической или конусообразной детали, которая предварительно фиксируется с помощью кулачков патрона. Необходимый режущий инструмент закрепляется в оправе на бабке;
последующая внутренняя и внешняя расточка. Деталь размещается на передней бабке и с помощью специальных резцов с нее постепенно снимается необходимый слой металла;
нарезка внутренней и внешней резьбы, развертывание отверстий, подготовка канавок внутри детали и другие операции по обработке отверстий могут быть качественно выполнены на станке с числовым программным управлением.
Обработка цилиндрических и конусообразных деталей с помощью специальных инструментов может осуществляться и на станках с ручной регулировкой, но использование оборудования с ЧПУ позволяет получить качественный результат в более короткие сроки.
Для того чтобы качественно произвести обработку металла на токарном станке, необходимо овладеть практическими навыками. Отработать их можно с помощью операций, выполненных на разных станках. В качестве опытного материала можете использовать бракованные заготовки.
Читайте также: «Гибочные прессы»
Ваша цель – понять принципы работы оборудования и набить руку. Только так вы сможете научиться точному выполнению поставленных задач и добиться высокой производительности труда.
Обработка металла на токарном станке
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
10 токарных операций, которые необходимо знать — специалисты Swiss-Turning
На токарных станках изготавливаются сложные детали для медицинских, военных, электронных, автомобильных и аэрокосмических приложений. Читайте дальше, чтобы узнать 10 основных операций обработки, выполняемых на токарном станке.
Токарный станок способен выполнять множество операций механической обработки для изготовления деталей с желаемыми характеристиками. Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки.
Изменение концов инструмента и кинематическая связь между инструментом и заготовкой приводят к различным операциям на токарном станке. Наиболее распространенными токарными операциями являются токарная обработка, торцевание, нарезание канавок, отрезка, нарезание резьбы, сверление, расточка, накатка и нарезание резьбы.
Токарная обработка является наиболее распространенной операцией токарной обработки. В процессе токарной обработки режущий инструмент удаляет материал с внешнего диаметра вращающейся заготовки. Основной целью токарной обработки является уменьшение диаметра заготовки до желаемого размера. Существует два вида токарной обработки: черновая и чистовая.
Операция черновой токарной обработки предназначена для обработки детали до заданной толщины путем удаления максимального количества материала в кратчайшие сроки без учета точности и чистоты поверхности. Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Различные сечения точеных деталей могут иметь разные наружные размеры. Переход между поверхностями с двумя разными диаметрами может иметь несколько топологических признаков, а именно ступеньку, конусность, фаску и контур. Для создания этих элементов может потребоваться несколько проходов при малой радиальной глубине резания.
Ступенчатая токарная обработка
Ступенчатая токарная обработка создает две поверхности с резким изменением диаметра между ними. Последняя особенность напоминает ступеньку.
Коническое точение
Коническое точение создает наклонный переход между двумя поверхностями с разными диаметрами из-за углового движения между заготовкой и режущим инструментом.
Токарная обработка фаски
Подобно ступенчатой токарной обработке, токарная обработка фаски создает угловой переход в остальном квадратной кромки между двумя поверхностями с разными диаметрами токарной обработки.
Точение по контуру
При точении по контуру режущий инструмент в осевом направлении следует траектории с заданной геометрией. Для создания желаемых контуров на заготовке необходимо несколько проходов контурного инструмента. Однако инструменты формы могут создавать ту же форму контура за один проход.
Во время обработки длина заготовок немного больше, чем должна быть конечная деталь. Торцевание — это операция обработки торца заготовки, перпендикулярного оси вращения. Во время торцевания инструмент перемещается по радиусу заготовки, чтобы получить нужную длину детали и гладкую поверхность торца за счет удаления тонкого слоя материала.
Нарезание канавок — это токарная операция, при которой на заготовке создается узкий разрез, «канавка». Размер реза зависит от ширины режущего инструмента. Для обработки более широких канавок необходимо несколько проходов инструмента. Существует два типа операций по нарезке канавок: наружная и торцевая. При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
Отрезка — это операция механической обработки, которая приводит к отрезанию детали в конце цикла обработки. В этом процессе используется инструмент определенной формы, который входит в заготовку перпендикулярно оси вращения и выполняет поступательный рез во время вращения заготовки. После того, как край режущего инструмента достигает центра заготовки, заготовка падает. Улавливатель деталей часто используется для захвата снятой детали.
Нарезание резьбы — это токарная операция, при которой инструмент перемещается вдоль боковой поверхности заготовки, нарезая резьбу на наружной поверхности. Резьба представляет собой равномерную винтовую канавку заданной длины и шага. Более глубокие резьбы требуют нескольких проходов инструмента.
Операция накатки создает зазубренные узоры на поверхности детали. Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
Операция сверления удаляет материал изнутри заготовки. В результате сверления получается отверстие диаметром, равным размеру используемого сверла. Сверла обычно располагаются либо на задней бабке, либо на держателе инструмента токарного станка.
Развёртывание — это размерная операция, которая увеличивает отверстие в заготовке. При развертывании развертка входит в заготовку в осевом направлении через конец и расширяет существующее отверстие до диаметра инструмента. Расширение удаляет минимальное количество материала и часто выполняется после сверления, чтобы получить как более точный диаметр, так и более гладкую внутреннюю поверхность.
При растачивании инструмент входит в заготовку в осевом направлении и удаляет материал вдоль внутренней поверхности, чтобы либо создать другую форму, либо увеличить существующее отверстие.
Нарезание резьбы — это процесс, при котором инструмент для нарезания резьбы входит в заготовку в осевом направлении и нарезает резьбу в существующем отверстии. Отверстие соответствует соответствующему размеру биты, которая может вместить нужный инструмент для нарезания резьбы. Нарезание резьбы также используется для нарезания резьбы на гайках.
Токарные станки могут обрабатывать детали сложной формы. Конечные элементы детали получаются за счет использования различных инструментов и изменения кинематической связи между фрезой и заготовкой. В этой статье мы объяснили десять различных операций токарного станка.
Компания Turntech Precision поставляет детали высочайшего качества, изготовленные на токарных станках швейцарского типа с использованием операций токарной обработки, торцевания, нарезания канавок, нарезания резьбы, накатки, растачивания и нарезания резьбы. Мы тесно сотрудничаем с нашими клиентами, чтобы предоставить им наилучшее решение их инженерных проблем в различных отраслях промышленности. Свяжитесь с нами сегодня с вашими запросами.
Что такое процесс производства токарного станка? Понимание методов обработки и компонентов токарных станков
Токарные станки используются для удаления лишнего материала с заготовки, чтобы придать заготовке желаемую форму и размер. Процесс обработки, предназначенный для прецизионной обработки относительно твердых материалов.
Что такое токарный станок? Базовые знания о токарных станках
Токарный станок — древний инструмент. Разработан еще около 1300 г. до н.э., когда было разработано не так много деталей, кроме передней и задней бабки. Но во время промышленной революции токарные станки по металлу превратились в более тяжелые машины с более толстыми и жесткими деталями.
Между 19 и 20 веками электродвигатели были заменены катушками в качестве источника энергии. Затем, в 1950 году, сервомеханизм был применен для управления станками, такими как токарные станки с ЧПУ и станки с прямым ЧПУ. Токарные станки являются наиболее универсальными из всех стандартных станков. Станки с ручным управлением существуют так же, как и станки с ЧПУ, и еще больше операций обработки выполняется с помощью механизмов подачи на токарных станках с ручным управлением.
Токарный станок — это станок, используемый для удаления металла с заготовки для получения желаемой формы и размера. Токарные станки используются для металлообработки, токарной обработки дерева, прядения металлов, термического напыления, обработки стекла и переработки деталей. Различные другие операции, которые можно выполнять с помощью токарного станка, включают шлифовку, резку, накатку, сверление и деформацию, и эти инструменты используются для создания объектов, симметричных относительно оси вращения. Токарный станок — это инструмент, который вращает заготовку вокруг своей оси для выполнения различных операций, таких как резка, шлифовка, накатка, сверление или деформация, торцовка, токарная обработка и использование вращения инструмента, применяемого к заготовке, для создания объектов. которые симметричны относительно оси. Изначально они были предназначены для обработки металлов; однако с появлением пластмасс и других материалов и присущей им универсальности они используются в самых разных областях и для широкого спектра материалов.
Токарный станок — это обрабатывающий инструмент, используемый в основном для придания формы металлу или дереву. Он работает путем вращения заготовки вокруг неподвижного инструмента. Основное применение – удаление ненужных частей материала, оставляя заготовки красивой формы. Функция токарного станка заключается в удалении металла с заготовки в виде стружки путем жесткой установки заготовки на шпиндель станка и вращения ее с нужной скоростью, а режущий инструмент подает заготовку продольно или поперечно для работы до нужной форма и размер.
Правильная ориентация станка:
Передняя бабка должна быть слева, а задняя — справа. На бабке происходит основное действие. Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание шпинделя, так что вы должны увидеть это и здесь. Двигатель расположен с левой стороны нижней части станины возле передней бабки. Обычно это какой-то тип электродвигателя, но токарные станки также могут иметь гидравлические двигатели.
Какие части токарного станка? Узнайте о деталях токарного станка и их функциях
Передняя бабка: Передняя бабка расположена с левой стороны станины, где расположены приводной механизм и электрический механизм токарного станка. Аксессуары, устанавливаемые на шпиндель передней бабки, включают кулачковые патроны, цанговые патроны, планшайбы, магнитные патроны и многое другое. Отдельный редуктор с регулируемой скоростью размещается под передней бабкой, чтобы уменьшить скорость и обеспечить различные скорости подачи для автоматического бокового перемещения нитей и ползуна. Подающий стержень используется для большинства токарных операций, а ходовой винт используется для нарезания резьбы.
Шпиндельная коробка фиксирует заготовку на торце шпинделя с наружной резьбой и внутренним конусом Морзе, который используется для фиксации центра токарного станка. Он вращается с разной скоростью посредством конической или полной зубчатой передачи. Весь шпиндель имеет отверстие для работы с длинными стержнями.
Передняя бабка передает мощность от главного вала на подающий стержень, ходовой винт и механизм нарезания резьбы.
Станина: Станина — это основание станка, отлитое за одно целое из полустали (закаленного чугуна). Кровать состоит из двух тяжелых металлических направляющих, движущихся продольно по рельсам или V-образно и жестко поддерживаемых поперечными петлями.
Кровать обладает достаточной жесткостью и хорошей демпфирующей способностью для поглощения вибрации.
Кровать может предотвратить деформацию, вызванную силой резания.
Станина поддерживает переднюю и заднюю бабки, кронштейн и другие части токарного станка.
Задняя бабка: Задняя бабка расположена с правой стороны над станиной.
Задняя бабка поддерживает длинный конец изделия, чтобы предотвратить и минимизировать провисание.
Задняя бабка имеет инструменты для выполнения различных операций, таких как сверление, развертывание, нарезание резьбы и т. д.
Задняя бабка Небольшой конус для длительной работы за счет смещения задней бабки.
Каретка: По завершении обработки каретка используется для поддержки, направления и подачи инструмента. Установка каретки включает в себя седло, поперечный салазок, составной упор, инструментальную стойку и фартук.
Каретка должна оставаться подвижной и управлять режущим инструментом.
Каретка обеспечивает жесткую поддержку инструмента во время работы.
Каретка передает усилие от подающего стержня на фрезу через механизм дефлектора для продольной поперечной подачи.
Каретка
упрощает операции нарезания резьбы с помощью механизма ходового винта и полугайки.
Используется для продольного сквозного перемещения каретки, поперечного перемещения салазок и углового сквозного перемещения верхнего ползуна.
Седло: Седло изготовлено из Н-образного литья и имеет V-образные направляющие и плоские направляющие для установки на направляющие станины.
Поперечный салазок: Устанавливается в верхней части седла, на верхней части поперечного салазка имеется Т-образный паз.
Составной упор: Поддержка держателей инструментов и режущих инструментов в разных положениях. Его можно повернуть в любое желаемое положение на горизонтальной плоскости. Требуются углы поворота и растачивание коротких конусов.
Стойка для инструментов: Это самая верхняя часть кронштейна, которая используется для удержания различных режущих инструментов или держателей инструментов. Обычно используемые держатели инструментов представляют собой кольцевые и качающиеся стойки для инструментов, стойки для инструментов с квадратной головкой и быстросменные стойки для инструментов.
Фартук: Фартук — корпус механизма подачи. Пристегивается к седлу и похмелья перед кроватью.
Ходовой винт: Ходовой винт также известен как силовой или поступательный винт. Он преобразует вращательное движение в поступательное движение. Ходовые винты используются для нарезания резьбы на токарных станках.
Подающий стержень: Подающий стержень используется для перемещения тележки слева направо и справа налево.
Патрон: Патроны используются для надежного удержания заготовок. Обычные патроны включают 3-кулачковые самоцентрирующиеся патроны и 4-кулачковые независимые патроны.
Главный шпиндель: Шпиндель представляет собой полый цилиндрический вал, через который могут проходить длинные работы. Он разработан таким образом, чтобы шпиндель не отклонялся при создании усилия от режущего инструмента.
Нога: Ноги несут полную нагрузку токарного станка и передают ее на землю. Аутригеры прочно закреплены на полу анкерными болтами, поддерживающими устойчивую опору машины.
Сколько существует типов токарных станков? Характеристики различных типов токарных станков
Центровой или моторный токарный станок: Центральный токарный станок или моторный токарный станок являются наиболее широко используемыми станками и часто присутствуют в каждом магазине. Такие операции, как токарная обработка, торцевание, нарезание канавок, накатка, нарезание резьбы и т. д., выполняются на центральных или моторных токарных станках. Токарный станок имеет все части, такие как станина, седло, передняя бабка, задняя бабка и т. Д. Передняя бабка токарного станка является жесткой, а задняя бабка подвижной, что в дальнейшем используется для поддержки таких операций, как накатка. Механизм подачи позволяет легко подавать инструмент как в продольном, так и в поперечном направлениях. Токарно-центральный станок приводится в движение зубчатым механизмом или шкивным механизмом. Существует три типа приводных механизмов, а именно ременный привод, моторный привод и редукторный тип.
Высокоскоростной токарный станок: Высокоскоростные токарные станки, также известные как токарные станки по дереву, работают на высоких скоростях, в диапазоне от 1200 до 3600 об/мин. Шпиндель передней бабки вращается с очень высокой скоростью. У детали есть передняя и задняя бабки, но нет центра или токарного механизма подачи, а подача осуществляется вручную. Высокоскоростные токарные станки обычно используются для токарной обработки, центрирования, полировки и механической обработки древесины.
Лебедочно-револьверные станки: Лебедочно-револьверные станки используются в серийном производстве и представляют собой усовершенствованную версию токарно-винторезных станков. Если для выполнения своей последовательности операций над заготовкой используются токарные станки с токарным станком и револьверной головкой, на этом станке не выполняется замещающая операция. Станок оснащен шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, подрезка, растачивание, развертывание) выполняются последовательно после поворота револьверной головки после каждой операции без необходимости ручной смены инструмента. В комплект входят три инструментальные колонны, поэтому требуется больше места на полу, чем на других токарных станках. Лебедочные и револьверные станки используются только для крупных работ. Основное преимущество использования лебедки и токарно-револьверного станка заключается в том, что даже менее квалифицированные операторы могут справиться с работой.
Токарный станок для инструментального цеха: Токарный станок для инструментального цеха работает со скоростью до 2500 об/мин. Детали почти идентичны токарному станку, но детали сделаны очень точно и должны быть в правильном порядке, так как этот токарный станок используется для очень ценных работ с очень жесткими допусками. В основном используется для шлифования, инструментальной обработки, масштабирования и механической обработки, где требуется точность.
Настольный токарный станок: Настольный токарный станок устанавливается на столе. Этот тип токарного станка небольшой и используется для очень мелких точных работ. Он имеет все аналогичные части токарного станка двигателя и высокоскоростного токарного станка.
Токарный автомат: Токарный автомат Работа: автоматически. Автоматические токарные станки используются для массового производства. Некоторые механизмы отвечают за автоматизацию этого. Нет необходимости вручную менять инструмент, так как он меняется автоматически. Преимущество заключается в том, что один оператор может управлять более чем 4-5 машинами одновременно. Автоматические токарные станки Токарные станки высокоскоростные и тяжелые.
Токарные станки специального назначения: Специализированные токарные станки выполняют специальные виды операций, которые невозможно выполнить на стандартных станках и других станках. Известен сверхмощным производством одинаковых деталей. Некоторые примеры специальных токарных станков включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многошпиндельные токарные станки, производственные токарные станки, копировальные или следящие токарные станки и т.п.
Колесные токарные станки используются для обработки цапф и рельсовых тяг, а также для точения резьбы на колесах локомотивов.
Токарные станки Т-типа
используются для обработки роторов реактивных двигателей. Ось станины находится под прямым углом к оси основного вала передней бабки, образуя Т-образную форму.
Токарный станок с ЧПУ: Токарный станок с ЧПУ означает компьютерное числовое управление. Он широко используется в качестве токарного станка из-за его быстрой и точной работы и является одним из самых передовых типов доступных токарных станков. Токарные станки с ЧПУ используют компьютерную программу для управления станком. Как только программа запрограммирована на компьютер, она начнет работать с очень высокой скоростью и точностью. Даже заранее запрограммированная машина после установки кода для различных операций может начать работать в следующий раз без изменения кода. После первоначальной настройки с ним могут легко работать полуквалифицированные работники. Подходит для крупносерийного производства, например, лебедок и турелей, но без программируемой системы подачи. Детали, изготовленные на этих токарных станках, отличаются точностью размеров. Преимущества токарной обработки с ЧПУ:
Подходит для массового производства часто меняющихся в работе изделий.
Время установки и обработки может быть сокращено.
Стоимость инструмента ниже благодаря идеальному расчету скорости резания и подачи.
Хороший продукт и высокая надежность.
Можно избежать большого количества подготовительной работы.
Может снизить затраты на осмотр.
Оператору не обязательно обладать передовыми технологиями.
Это позволяет избежать использования специальных форм, приспособлений и т. д., экономя время обработки.
Какие операции выполняет токарный станок?
Центрирование: Когда заготовка должна удерживаться между двумя центрами, операция центрирования используется для создания конического отверстия на поверхности заготовки для опоры подшипника в центре токарного станка.
Облицовка: Операция торцевой поверхности заключается в том, чтобы сделать конец заготовки гладкой поверхностью с определенной длиной рабочей оси или заготовки.
Токарная обработка: Операция удаления лишнего материала с заготовки для получения конической или цилиндрической поверхности. Существует несколько видов токарных работ, в том числе следующие:
Прямой поворот: Прямой поворот выполняется для создания цилиндрической поверхности путем удаления лишнего материала с заготовки.
Уступ: точение уступа имеет разные диаметры для формирования ступеней от одного диаметра к другому.
Черновая токарная обработка: Черновая токарная обработка — это процесс удаления лишнего материала с заготовки в кратчайшие сроки с применением высоких скоростей подачи и большой глубины резания. Глубина резания составляет приблизительно от 2 до 5 мм, а скорость подачи — от 0,3 до 1,5 мм/об.
Чистовое точение: Операции чистового точения требуют высоких скоростей резания, минимальной подачи и небольшой глубины резания для получения гладких поверхностей. Глубина резания составляет примерно от 0,5 до 1 мм, а скорость подачи составляет от 0,1 до 0,3 мм/об.
Коническая токарная обработка: Конус определяется как равномерное уменьшение или увеличение диаметра заготовки в зависимости от ее длины. Операция получения конусной поверхности уменьшающегося диаметра из цилиндрической заготовки называется конусной токарной обработкой.
Снятие фаски: Снятие фаски используется для снятия фаски на конце изделия, чтобы удалить заусенцы, улучшить внешний вид и позволить гайке войти в болт. Конические токарные операции выполняются после нарезания резьбы, накатки и черновой токарной обработки.
Накатка: Накатка — это процесс создания шероховатой поверхности на заготовке для обеспечения эффективного зажима. Инструмент с накаткой надежно крепится к держателю инструмента и прижимается к вращающейся заготовке, оставляя копию инструмента на поверхности заготовки.
Нарезание резьбы: Операция создания винтовой канавки на цилиндрической или конической поверхности путем продольной подачи инструмента при вращении заготовки между двумя центрами.
Сверление: Сверление — это операция, при которой в заготовке просверливаются отверстия. При этой операции заготовка вращается со скоростью вращения на валу токарного станка, а сверло устанавливается на шпиндель задней бабки. А задняя бабка приводится в действие ручной подачей.
Сверление: Можно увеличить диаметр существующего отверстия на работе, повернув его внутрь с помощью какого-либо сельскохозяйственного инструмента, известного как сверлильный инструмент.
конструктивные особенности и классификация — РИНКОМ
Токарные резцы по металлу: конструктивные особенности и классификация — РИНКОМ
Главная
Статьи
Токарные резцы по металлу: конструктивные особенности и классификация
Токарные резцы по металлу: конструктивные особенности и классификация
29 августа 2018
Гирин Кирилл
Токарный резец — это основной инструмент, который применяется для обработки заготовок на токарных станках. Именно он контактирует с деталью и придает ей необходимую форму. В этой статье мы максимально подробно расскажем о конструктивных особенностях и классификации резцов. Изучив информацию, вы сможете на практике без проблем подобрать инструмент для той или иной операции.
Содержание
Конструктивные особенности токарных резцов
Геометрия токарных резцов
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
Классификация по форме головок
Классификация по конструкции
Классификация по направлению резания
Классификация по точности операций
Маркировка токарных резцов, значения цифр и символов
Классификация токарных резцов по назначению
Прямые проходные токарные резцы и их назначение
Отогнутые проходные токарные резцы и их назначение
Проходные упорные токарные резцы и их назначение
Отогнутые подрезные токарные резцы и их назначение
Расточные токарные резцы и их назначение
Отрезные (канавочные) токарные резцы и их назначение
Резьбовые токарные резцы и их назначение
Фасонные токарные резцы и их назначение.
Начнем с конструктивных особенностей резцов.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
Изображение №1: конструкция токарного резца
Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных.
Изогнутые. Державка имеет изогнутую форму.
Отогнутые. Отгиб головки в сторону заметен невооруженным глазом.
Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Изображение №3: классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов.
С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6.
Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.
Изображение №4: классификация токарных резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.
Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Левые. Подаются слева направо. Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Изображение №5: левый (а) и правый (б) резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
Черновые (обдирочные). Предназначены для грубой обработки заготовок.
Получистовые. Точность обработки находится на среднем уровне.
Чистовые. Точность обработки находится на высоком уровне.
Специальные Предназначены выполнения тонких технологических операций.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
Первый — способ крепления режущей пластины.
Второй — ее форма.
Третий — тип резца.
Четвертый — задний угол режущей пластины.
Пятый — направление резания.
Изображение №6: возможные значения параметров 1–5
Шестой — высота державки.
Седьмой — ширина ее хвостовой части.
Восьмой — общая длина резца.
Девятый — размер режущей пластины.
Изображение №7: возможные значения параметров 6–9
Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
Изображение №8: возможные значения параметра 10
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.
Фотография №1: прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
20*20 мм.
25*16 мм.
32*20 мм.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.
Фотография №2: отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
20*20 мм.
25*16 мм.
32*20 мм.
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.
Фотография №3: проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
16*16 мм.
25*16 мм.
32*20 мм.
40*25 мм.
Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.
Фотография №4: отогнутый подрезной резец
Самые распространенные размеры державок:
32*20 мм;
40*25 мм.
25*16 мм;
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.
У инструментов первого типа угол равен 60°.
Фотография №5: расточные резцы для обработки сквозных отверстий
У резцов для обработки глухих отверстий — 95°.
Фотография №6: расточные резцы для обработки глухих отверстий
Самые распространенные размеры державок следующие.
16*12 мм.
16*16 мм.
20*16 мм.
20*20 мм.
25*20 мм.
25*25 мм.
Отрезные (канавочные) токарные резцы и их назначение
Назначение канавочных токарных резцов — проделывание в деталях и заготовках канавок различной глубины. Головки с твердосплавными напайками имеют тонкие ножки.
Фотография №7: отрезные (канавочные) резцы
Чаще всего используют инструменты с державками:
16*10 мм;
20*12 мм;
20*16 мм;
25*16 мм;
25*20 мм;
32*20 мм;
40*25 мм;
40*32 мм;
50*32 мм.
Резьбовые токарные резцы и их назначение
Применяются для нарезания наружных и внутренних резьб. Инструменты первого типа имеют прямую форму. Головки напоминают копья.
Фотография №8: резьбовой резец для нарезания наружной резьбы
Резцы для нарезания внутренних резьб имеют изогнутую форму и похожи на расточные инструменты для обработки глухих отверстий. Но обратите внимание на формы головок. Они разительно отличаются.
Фотография №9: резьбовые резцы для нарезания внутренних резьб
Чаще всего используют инструменты с державками следующих размеров.
12*12 мм.
16*10 мм.
16*16 мм.
20*20 мм.
25*16 мм.
25*25 мм.
32*20 мм.
Фасонные токарные резцы их назначение
Предназначены для обработки различных фасонных поверхностей. Инструменты бывают стержневыми, державочными, призматическими и круглыми.
Изображение №9 виды фасонных резцов
Эти специальные инструменты имеют индивидуальные габариты.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
21 апреля 2023
Виды концевых фрез
4 апреля 2023
Фрезерование концевыми фрезами
27 марта 2023
Режущий инструмент по металлу
31 января 2023
Сварочные швы: классификация, свойства и дефектовка
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
виды, назначение и особенности применения
Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
Технические особенности
Классификация токарных резцов
Прямой и отогнутый проходной инструмент
Упорный, подрезной и отрезной
Сборные конструкции
Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
Рабочий элемент, с помощью которого производится обработка металлической поверхности.
Державка, которая позволяет закреплять приспособление на токарном станке.
Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:
По конструкции все токарные резцы делятся на следующие разновидности:
Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
Гнутые резцы по металлу.
Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.
Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.
Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
Существует два самых распространенных типоразмера державок этого инструмента:
Квадрат — 25×25 мм (предназначены для специальных видов работ).
Прямоугольник — 25×16 мм.
Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
для нарезания внутренней и внешней резьбы;
для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
14 Типы режущих инструментов для токарных станков и их применение [Полное руководство]
Режущие инструменты для токарных станков
14 Типы режущих инструментов для токарных станков и их использование:- При работе на станках различные процессы требуют различных типов режущих инструментов для токарных станков.
В зависимости от использования режущие инструменты токарных станков в основном делятся на два типа –
A) По способу использования инструментов. Б) По способу подачи корма.
А) По Способу Использования Инструментов:
Существует 11 типов инструментов –
1. Инструменты для нарезания резьбы
Инструмент для нарезания резьбы также известен как инструмент для нарезания резьбы из карбида. Эти инструменты используются для резки металла в механических мастерских для различных видов материалов.
Они бывают двух типов –
Инструмент для нарезания наружной резьбы – Инструмент для нарезания внешней резьбы также называется инструментом для нарезания резьбы. Они определяются как инструменты, которые используются для нарезания внешней резьбы на заготовке.
Инструмент для нарезания внутренней резьбы – Инструмент для нарезания внутренней резьбы определяется как инструмент, который используется для нарезания внутренней резьбы в заготовке.
2. Инструменты для снятия фаски
Инструмент для снятия фаски можно определить как инструмент, который используется для создания фаски или борозды на болте. Эти инструменты используются для снятия фаски с угла заготовки. Когда необходимо выполнить большое количество работ по снятию фаски, используется специальный инструмент для снятия фаски с боковой режущей кромкой.
3. Токарные инструменты
Токарный инструмент может быть определен как инструмент, который используется в токарном станке для чистовой обработки или вырезания внешнего диаметра объекта. Это в основном используется для создания цилиндрических деталей.
Обычно существует два типа токарных инструментов –
Черновой токарный инструмент – Черновой токарный инструмент используется для удаления большого количества металла за минимальное время. А угол резания настолько четкий, что может выдержать максимальное давление резания.
Чистовой токарный инструмент – Чистовой токарный инструмент служит для удаления небольшого количества металла. Угол резания также отшлифован для получения очень гладкой и точной поверхности.
4. Инструменты для нарезки канавок
Инструмент для нарезки канавок в основном определяется как инструмент, используемый для создания узкой полости определенной глубины на конусе, цилиндре или поверхности детали. При этом вырезаемый паз по кромкам бывает квадратным, закругленным и т. д.
5. Инструменты для торцовки
Инструменты для торцевания можно определить как инструменты, которые используются для резки плоской поверхности, перпендикулярной оси вращения заготовки. Этот торцовочный инструмент держится на держателе инструмента, закрепленном на каретке станка. Используется для уменьшения длины заготовки за счет обеспечения перпендикулярности оси токарного станка. Режущая кромка инструмента должна быть установлена на одной высоте с центром заготовки.
6. Инструмент для сверления
Инструмент для зенкерования может быть определен как инструмент, который используется для увеличения и позиционирования головки винта или болта с головкой под торцевой ключ. Этот инструмент имеет два радиуса –
Создание предварительно просверленного отверстия
Создание отверстия в заготовке
В этом инструменте режущий угол настолько четкий, что может оставить уступ после скручивания.
7. Инструменты для формовки
Инструменты для формовки могут быть определены как инструменты, которые используются для придания различных форм заготовке. При этом для удержания формовочного инструмента используется специальный тип крышки или держателя. Из этого мы делаем много типов операций, таких как создание внутреннего радиуса, внешнего радиуса и т. д.
8. Расточные инструменты
Увеличение диаметра отверстия называется расточкой. Расточный инструмент почти такой же, как левый наружный токарный инструмент. Сверлильный инструмент подобен бите, которая вставляется в буровую крышку. Стержень изготовлен из мягкой стали с отверстиями для крепления инструмента, который фиксируется с помощью винта с внутренним шестигранником. При этом величина увеличения режущего угла инструмента от центра стержня считается диаметром готового отверстия изделия. Бит вставляется перпендикулярно центральной линии стержня для непрерывного отверстия, проходящего от одного конца к другому концу.
9. Инструмент для развертывания
Инструмент для развертывания определяется как инструмент, который используется для чистовой обработки и определения размера отверстия, которое уже просверлено или расточено.
10. Подрезной инструмент
Подрезной инструмент подобен инструменту для нарезания канавок. При этом подрезной инструмент используется для растачивания больших отверстий на фиксированном расстоянии от конца отверстия. Подрезку в основном выполняют на внутренней торцевой резьбе для обеспечения зазора.
11. Сверлильный инструмент
Сверлильный инструмент также является очень важным инструментом в токарном станке. Сверлильный инструмент в основном используется для выполнения цилиндрических отверстий в данной заготовке. При этом заготовка фиксируется в планшайбе, а сверло удерживается в держателе сверла задней бабки, и отверстие должно быть сделано движением шпинделя задней бабки. Используется для заготовок правильной формы.
B) По методу подачи корма:
Они бывают трех типов –
12. Инструмент с круглым концом
Нарезка с круглым концом может быть определена как инструмент, который используется для операции чистового точения. Режущий инструмент с круглым концом не имеет боковой или задней направляющей, чтобы можно было резать в другом направлении.
13. Правосторонний инструмент
Правосторонний режущий инструмент можно определить как инструмент, который используется для удаления металла при движении справа налево.
14. Левосторонний инструмент
Левосторонний режущий инструмент можно определить как инструмент, который используется для удаления металла при движении слева направо.
Источник изображения :- iscar
Режущие инструменты для токарных станков: графическое руководство
Токарные станки — это универсальные машины, которые можно использовать для выполнения различных операций механической обработки.
Для выполнения операций на токарном станке требуются специальные режущие инструменты, специально разработанные для каждой операции.
Независимо от мощности вашего станка конечные результаты ваших операций обработки зависят от выбора правильного инструмента для операции.
Но что отличает эти инструменты и как выбрать правильный инструмент для вашего приложения?
Каждый инструмент имеет определенную геометрию, что делает его идеальным для конкретной операции обработки.
В этой статье я подробно рассмотрел режущие инструменты для токарных станков и классифицировал их на основе работы, конструкции, материала и направления подачи.
Что в этой статье?
Что такое режущий инструмент для токарных станков?
Различные типы режущих инструментов для токарных станков
Часто задаваемые вопросы (FAQ)
Что такое режущий инструмент для токарных станков?
Как правило, режущие инструменты токарных станков состоят из острой кромки, которая прижимается к поверхности вращающейся заготовки для удаления материала на желаемой глубине. Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент на токарном станке можно перемещать вручную (токарные станки по дереву), с помощью маховиков (токарные станки по металлу) или автоматически с помощью числового программного управления (токарные станки с ЧПУ).
Эти инструменты можно перемещать вокруг системы осей токарного станка, и траектория движения режущего инструмента по поверхности заготовки определяет ее окончательную форму.
В отличие от других операций механической обработки, токарные станки состоят из вращающейся заготовки, установленной на патроне, обычно 3-х или 4-х кулачковом патроне, и стационарного режущего инструмента, известного как режущий инструмент токарного станка.
В результате режущие инструменты, используемые в токарных станках, значительно отличаются от инструментов, используемых в других станках, таких как фрезеры, фрезы, сверла и т. д.
В зависимости от различных факторов, таких как конструкция, инструментальная фиксация и применение, токарные станки можно классифицировать как токарные станки с двигателями, револьверные токарные станки, токарные станки, токарные станки, настольные токарные станки, многошпиндельные токарные станки, оружейные токарные станки и т. д.
Более того, в зависимости от управления движением режущего инструмента токарные станки могут быть как ручными, так и автоматическими станками с ЧПУ.
Однако инструменты, используемые во всех этих токарных станках, имеют схожую номенклатуру и геометрию.
Геометрия одноточечного режущего инструмента
Одноточечный режущий инструмент
Хвостовик
Хвостовик режущего инструмента — это часть, которая зажимается в держателе инструмента/резцедержателе.
Это самая толстая часть режущего инструмента, обычно имеющая прямоугольное поперечное сечение.
Боковая поверхность
Боковая поверхность – это сторона режущего инструмента, которая вместе с торцом образует режущую кромку.
Однолезвийный режущий инструмент обычно состоит из двух боковых сторон: большой и вспомогательной.
Торец
Торец — это поверхность, по которой скользит стружка при выполнении операции резания.
Режущая кромка
Режущая кромка лежит на поверхности режущего инструмента. Это край, который выполняет действие удаления материала, когда инструмент скользит по заготовке.
Как правило, одноточечный режущий инструмент имеет две режущие кромки: боковую режущую кромку и концевую режущую кромку.
В результате режущий инструмент выполняет режущее действие на двух поверхностях, расположенных под прямым углом друг к другу.
Носик
Носик — это угол режущего инструмента, где встречаются две режущие кромки (боковая режущая кромка и концевая режущая кромка).
Слегка изогнутый, чтобы обеспечить большую прочность, увеличить срок службы инструмента и обеспечить более гладкий срез.
Боковой передний угол
Это угол между торцом инструмента и линией, перпендикулярной корпусу инструмента.
Боковой передний угол определяет направление схода стружки, а увеличение бокового переднего угла токарного инструмента уменьшает толщину стружки.
Боковой задний угол
При взгляде спереди боковой задний угол представляет собой угол, образуемый главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента.
Обеспечивает зазор для предотвращения трения основной стороны о заготовку при продольной подаче.
Задний задний угол
Вид сбоку одноточечного режущего инструмента
При взгляде на инструмент сбоку концевой задний угол представляет собой угол, образованный передней кромкой боковой поверхности с линией, перпендикулярной основанию инструмент.
Этот угол обеспечивает зазор для предотвращения истирания второстепенной боковой поверхности заготовки.
Передний угол
Передний угол определяет угол наклона передней поверхности режущего инструмента.
Это угол, образуемый гранью с плоскостью, параллельной основанию, проходящей через вершину грани.
Режущие инструменты с положительным, отрицательным и нулевым передним углом
Как правило, положительный передний угол увеличивает остроту инструмента, но снижает его прочность, и поэтому используется для резки мягких материалов.
В то время как отрицательный передний угол увеличивает прочность и облегчает сход стружки, что делает его идеальным для обработки твердых материалов.
Однако при этом увеличивается сила резания, что делает процесс подверженным вибрациям и сильному выделению тепла из-за трения.
С другой стороны, режущие инструменты с нулевым передним углом обладают нейтральной режущей способностью, имеют простую конструкцию и более просты в изготовлении.
Угол торцевой режущей кромки
Вид сверху на одноточечный режущий инструмент
Это угол, образованный концевой режущей кромкой с линией, идущей перпендикулярно телу и касательной к носу.
Подобно затылочным уголкам, концевая режущая кромка предотвращает контакт инструмента с обрабатываемой поверхностью заготовки.
Угол боковой режущей кромки
Это угол, образованный боковой режущей кромкой с линией, идущей параллельно корпусу режущего инструмента.
Этот угол влияет на силы резания и толщину стружки, повышая производительность инструмента за счет снижения ударной нагрузки.
Радиус вершины
Радиус вершины — это радиус кривизны кончика инструмента.
Улучшает качество поверхности и увеличивает срок службы инструмента, предотвращая внезапную поломку при ударной нагрузке.
Различные типы режущих инструментов для токарных станков
Режущие инструменты для токарных станков можно классифицировать не только в ручном исполнении или на держателе, но и в зависимости от их действия, конструкции, материала и направления подачи.
На основании операции
Токарный инструмент
Токарный инструмент
Токарный инструмент используется для удаления материала по длине заготовки.
Этот инструмент уменьшает диаметр заготовки для получения желаемой формы и размера. Процесс известен как токарная обработка.
Эти инструменты можно разделить на два типа: черновое точение и чистовое точение.
Операции, выполняемые токарным инструментом
Инструменты для чернового точения имеют идеальную геометрию для удаления максимального объема материала с минимальным временем цикла.
В то время как чистовые токарные инструменты имеют сравнительно меньшую режущую кромку и используются для получения гладкой поверхности с точными размерами.
Эти инструменты могут использоваться для выполнения различных операций, таких как ступенчатая токарная обработка, конусная токарная обработка, формовка и т. д. под углом к вертикальной оси.
Как правило, для снятия фаски используется токарный инструмент, режущая кромка которого расположена под углом к поверхности заготовки.
Однако, если угол наклона большой или требуется большое количество снятия фаски, используется специально разработанный инструмент для снятия фаски со скошенной режущей кромкой.
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы используется для нарезания спиральной резьбы на цилиндрической заготовке.
Эти инструменты имеют специальную режущую кромку, заточенную в соответствии с шириной и формой желаемой резьбы.
Как правило, угол наклона резьбонарезного инструмента зависит от угла нарезаемой резьбы. Он составляет около 60° для метрической резьбы и 55° для резьбы B. S.W.
Нарезание резьбы на токарном станке
Аналогичным образом сечение режущей кромки инструмента влияет на шаг резьбы.
Как правило, при проектировании инструмента для нарезания резьбы рекомендуется формировать его таким образом, чтобы его ширина составляла примерно половину значения шага резьбы.
Ширина режущей кромки должна быть равна половине шага резьбы.
Помимо шага и размера, выбор инструмента для нарезания резьбы также зависит от формы резьбы.
Квадратную резьбу можно нарезать с помощью специального инструмента, подходящего для вашего применения.
При настройке инструмента для нарезания квадратной резьбы следует помнить, что передний боковой задний угол инструмента должен быть на 5° больше, чем угол наклона спирали требуемой квадратной резьбы.
Принимая во внимание, что задний угол на заднем конце боковой поверхности должен быть на 5° меньше, чем угол винтовой линии квадратной резьбы.
Поэтому важно выбрать инструмент для нарезания резьбы в зависимости от формы, размера и шага, необходимых для нарезания резьбы.
Инструмент для нарезания внутренней резьбы
Инструмент для нарезания внутренней резьбы подобен расточной штанге с кромкой для нарезания резьбы на конце.
Этот инструмент используется для нарезания внутренней резьбы на таких деталях, как гайки, колпачки и т. д.
Торцовочный инструмент
Торцовочный инструмент
В отличие от других процессов, в которых используются обе режущие кромки инструмента, при торцевании используется только боковая режущая кромка. инструмента для удаления материала.
Облицовка обычно выполняется для удаления тонкого слоя материала и получения гладкой поверхности.
Операция торцевания на токарном станке
Таким образом, торцовочный инструмент аналогичен чистовому токарному инструменту, используемому на торцевой поверхности заготовки.
Инструмент для нарезки канавок
Инструмент для нарезки канавок
Инструмент для нарезки канавок, как следует из названия, используется для создания канавок на цилиндрической поверхности заготовки.
Форма паза определяется формой режущего инструмента. Эти инструменты могут иметь V-образную, квадратную или любую другую форму, необходимую для применения.
Нарезание канавок на токарном станке
Инструмент для нарезки квадратных канавок также можно использовать в качестве отрезного инструмента, когда инструмент постепенно вдавливается в толщину заготовки до тех пор, пока деталь не отрежется и не упадет на станину токарного станка.
Формовочный инструмент
Формовочный инструмент
Формовочный инструмент представляет собой комбинацию токарного инструмента и инструмента для обработки канавок. Эти инструменты используются для изготовления относительно сложных форм за один раз.
Токарный инструмент также можно использовать для выполнения операций формовки, но точно спроектированный формовочный инструмент сокращает время цикла и повышает точность.
Расточной инструмент
Расточный инструмент
Расточный инструмент используется для обработки внутренней поверхности отверстия и увеличения его диаметра.
Как правило, расточный инструмент состоит из расточной оправки с режущим инструментом, установленным на ее конце под прямым углом к длине оправки.
Растачивание на токарном станке
Брусок состоит из пазов для зажима режущего инструмента и затягивания его шестигранным ключом.
Окончательный диаметр отверстия определяется длиной режущего инструмента от центра борштанги.
Расточная оправка может удерживать несколько инструментов разной длины для выполнения отверстий разного диаметра.
В зависимости от типа используемого расточной инструмента он может быть установлен на задней бабке (для длинных заготовок) или на резцедержателе (для очень малой глубины растачивания).
Отрезной инструмент
Отрезной инструмент
Отрезной инструмент аналогичен инструменту для нарезания канавок, но имеет узкую ширину (3 мм — 12 мм), чтобы свести к минимуму удаление материала во время резки заготовки.
Эти инструменты обычно кованые и имеют длину, превышающую радиус заготовки.
Отрезной инструмент — это инструмент для обрезки концов, в котором только одна кромка выполняет действие по удалению материала.
У этих инструментов нет бокового переднего угла, но небольшой задний передний угол облегчает удаление стружки.
Кроме того, отрезные инструменты должны иметь зазоры со всех сторон, чтобы предотвратить легкое удаление материала со сторон режущей кромки.
Инструмент для накатки
Накатка на токарном станке
Накатка — это процесс создания рисунков вмятин на поверхности заготовки для улучшения ее захвата.
Обычно выполняется при завинчивании объектов, которые требуют крепкого захвата для приложения силы во время завинчивания и отвинчивания.
Накатной инструмент состоит из двух или более металлических накатных колес с тиснением на них желаемого рисунка.
Накатной инструмент
Этот инструмент зажимается в стойке инструмента и прижимается к вращающейся заготовке для удаления материала и создания желаемого рисунка по окружности заготовки.
На основе конструкции
Режущие инструменты также можно разделить на категории на основе их конструкции, которая влияет на их способность создавать большую силу резания.
Однокорпусные инструменты
Однокорпусные инструменты
Однокорпусные инструменты являются одним из наиболее часто используемых инструментов в промышленности.
Эти инструменты выкованы из цельного куска металла и отшлифованы, чтобы иметь острую режущую кромку желаемой формы, размера и геометрии.
Благодаря тому, что они выкованы из цельного куска металла, они обеспечивают высокую силу резания без риска поломки.
Как правило, эти инструменты изготавливаются из высокоскоростных инструментов и имеют небольшую длину.
Сварные инструменты
Сварные инструменты изготавливаются путем соединения корпуса/хвостовика и головки/бока инструмента с помощью сварного соединения.
Как правило, этот тип инструмента состоит из боковой поверхности, изготовленной из специального металла, такого как карбид, и корпуса, изготовленного из сравнительно более дешевого металла.
Твердосплавные головки отличаются прочностью и обеспечивают долгий срок службы инструмента при отличном съеме материала.
Однако, по сравнению с цельнометаллическим твердосплавным инструментом, сварной твердосплавный инструмент обеспечивает меньшую силу резания и поэтому идеально подходит для обработки с малой глубиной резания.
Зажимные инструменты
Зажимные инструменты для токарных станков
Зажимные инструменты состоят из длинной рукоятки или стержня с прорезями для зажима режущего инструмента.
Эти инструменты обычно изготавливаются из двух разных материалов и используются для сверления и отрезки, где требуются длинные инструменты.
После того, как режущий инструмент затупится, вы можете заменить режущую головку и повторно использовать рукоятку/планку.
На основе материала
Режущие инструменты также можно классифицировать на основе их материала, и в зависимости от обрабатываемой детали выбор соответствующего материала инструмента может помочь вам достичь оптимальных результатов.
Инструменты из быстрорежущей стали (HSS)
Токарные инструменты из быстрорежущей стали
Инструменты из быстрорежущей стали являются одними из наиболее часто используемых токарных инструментов, которые сравнительно дешевле и дают отличные результаты при черновой обработке.
Эти прочные инструменты могут использоваться для токарной обработки различных металлических заготовок.
Кроме того, эти режущие инструменты можно шлифовать для заточки режущей кромки и повторного использования инструмента для механической обработки.
Твердосплавные инструменты
Токарные инструменты с твердосплавным наконечником
Твердый сплав — это прочный материал, идеально подходящий для обработки твердых металлов, таких как нержавеющая сталь, углеродистая сталь, быстрорежущая сталь, инструментальная сталь, камень и т. д.
Эти инструменты известны своей способностью обеспечивать высокое усилие резания и сохранять остроту в течение долгих часов обработки.
Инструменты с алмазными наконечниками
Инструменты с алмазными наконечниками обладают высокой износостойкостью и теплостойкостью, что делает их идеальными для обработки хрупких и прочных материалов, таких как графит, алюминий, пластмассы и другие цветные металлы.
В отличие от других режущих инструментов, склонных к упрочнению в условиях высоких температур, инструменты с алмазными наконечниками обеспечивают высокую теплопроводность и низкое тепловое расширение.
Это позволяет использовать инструменты с алмазными наконечниками в течение длительного времени без ущерба для остроты инструмента.
Инструменты со специальным покрытием
Инструмент с покрытием из карбида вольфрама с инструментом из чистого металла
Инструменты со специальным покрытием, как следует из названия, обычно представляют собой инструменты из быстрорежущей стали, покрытые специальными материалами, такими как керамика, кубический нитрид бора (CBN), карбид вольфрама, и т. д.
Эти материалы увеличивают срок службы инструмента за счет повышения прочности резания и облегчения удаления стружки.
Кроме того, эти покрытия также могут улучшать термический коэффициент инструмента, что благоприятно для сухой обработки.
На основе направления подачи
Геометрия инструмента играет важную роль в выборе оптимального направления подачи.
Правосторонние инструменты
Правосторонние инструменты
Правосторонние инструменты идеально подходят для операций, в которых направление подачи устанавливается справа налево, т. е. от задней бабки к передней бабке.
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки вправо, что означает, что поверхность инструмента имеет наклон вправо.
Левосторонние инструменты
Левосторонние инструменты
Точно так же левосторонние инструменты используются для операций обработки, где направление подачи устанавливается слева (передняя бабка) вправо (задняя бабка).
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки влево, что означает, что поверхность инструмента имеет наклон влево.
Инструменты с круглым концом
Инструменты с круглым концом
Инструменты с круглым концом имеют особую геометрию без переднего и заднего переднего углов, что позволяет использовать их для операций обработки слева направо или справа налево.
Эти инструменты идеально подходят для чистовых операций, когда требуется гладкая поверхность.
Часто задаваемые вопросы (FAQ)
Можем ли мы использовать токарный инструмент для торцевых операций?
Да, токарный инструмент можно использовать для обработки торца, при условии, что вы наклоните инструмент под соответствующим углом, чтобы поддерживать надлежащий контакт между режущей кромкой инструмента и поверхностью заготовки.
Можно ли использовать сверление на токарном станке?
Да, вы можете выполнять операции сверления на токарном станке, установив сверло на заднюю бабку и подав его к заготовке.
Главная / Каталог товаров / Все для строительства и монтажа / Электроинструмент / Пилы / Пилы торцовочные / Пила торцовочная STANLEY SM18
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0001011957
Производитель
Stanley
Артикул
SM18
Единица продажи
Штука
Мощность, Вт
1
Диаметр диска, мм:
254
Посадочное отверстие, мм:
30
Частота холостого хода, об/мин:
4
Глубина распила угол 45°, мм
47
Глубина распила угол 90°, мм.
92
Max ширина пропила под углом 90°, мм
310
Max ширина пропила под углом 45°, мм
190
Вес, кг
18.6
Напряжение, В
220
Торцовочная пила Stanley SM18-RU позволяет быстро распилить древесину, ламинат и алюминиевый профиль. Модель оснащена двигателем на 1800 Вт, что позволяет выполнять сложные действия. Функция протяжки помогает работать с большими заготовками. Система настройки угла диска экономит время пользователя. Тип двигателя щеточный Мощность, Вт 1800 Диаметр диска, мм 254 Посадочный диаметр диска, мм 30 Max ширина пропила под углом 90°, мм 310 Max ширина пропила под углом 45°, мм 190 Max глубина пропила под углом 90°, мм 92 Max глубина пропила под углом 45°, мм 47 Горизонтальное перемещение есть Регулировка глубины реза да Наличие подсветки да Вес нетто, кг 23,9 Число оборотов, об/мин 4800 Наклон пилы влево/вправо, град 45/45 Система подсветки (XPS) — точное позиционирование линии реза по тени отбрасываемой от диска Механизм протяжки обеспечивает рез широких заготовок Преднастроенные углы торцевания представляет собой установку девяти положений часто используемых углов торцевания
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Близкие по цене похожие товары
Код товара: 0000999073
Пила торцовочная Корвет 4-430
Производитель
Энкор
Артикул
90041
Код товара: 0000998270
Пила торцовочная DeWALT DW714
Производитель
DEWALT
Артикул
DW714
Другие товары раздела пилы торцовочные
Код товара: 0005835
Пила торцовочная эл. «Корвет-2Л»
Производитель
Энкор
Артикул
90021
Код товара: 0005836
Пила торцовочная эл. «Корвет-3Р»
Производитель
Энкор
Артикул
90031
Код товара: 0005866
Пила торцовочная консол.типа МТ230 Maktec
Производитель
Maktec
Артикул
МТ230
Код товара: 0005977
Пила торцовочная комбинированная RTMS1800HG RYOBI
Производитель
Ryobi
Артикул
3002152
Код товара: 0059214
Пила торцовочная MAKITA LS1040 1650Вт
Производитель
Makita
Артикул
117413
Код товара: 0059215
Пила торцовочная эл. «Корвет-4М» 23201
Производитель
Энкор
Артикул
90040
Код товара: 0059220
Пила торцовочная JMS-8L, 1200Вт, диск 210мм, глуб рез 60 мм, дл рез 120мм JET
Производитель
JET
Артикул
JMS-8L
Код товара: 0059221
Пила торцовочная JSMS-8L, 1500Вт, диск 216мм, глуб рез 62 мм, дл рез 305мм JET
Производитель
JET
Артикул
JSMS-8L
Код товара: 0001011972
Пила торцовочная STANLEY SM16-RU
Производитель
Stanley
Артикул
SM16-RU
Предлагаем Вам купить пила торцовочная STANLEY SM18 по выгодной цене 28 295 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить пила торцовочная STANLEY SM18 в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
По электронной почте [email protected]. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail.
Продолжая использовать наш сайт, Вы принимаете пользовательское соглашение на обработку файлов _COOKIE и пользовательских данных в целях повышения качества функционирования сайта, проведения ретаргетинга и статистических маркетинговых исследований. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Пила торцевая по дереву STANLEY SМ18-RU
Покупателям
Каталог
Электроинструмент
Пилы торцовочные
Пила торцевая по дереву STANLEY SМ18-RU
!Внимание! НАЛИЧИЕ ТОВАРА И ЦЕНЫ УТОЧНЯЙТЕ по тел. +7(81153) 3-71-20!
Ключ безопасности газонокосилки GREENWORKS 40В
Артикул:29547
Greenworks
Рейтинг:
350 р.
Подробнее
Stanley SM 1800 Вт (254 мм) 10 дюймов, 4800 об/мин, раздвижная торцовочная пила
Продукт
Описание
Что в коробке
Описание
Выделять
**Характеристики** . Мощный двигатель мощностью 1800 Вт обеспечивает достаточный крутящий момент . Эргономичная горизонтальная рукоятка и триггерный переключатель с замком просты в использовании .LED Shadow Cut Line для 100% точной резки и лучшего освещения .9 Установка угловых упоров Диапазон резки под углом от L47° до R52° Для большей универсальности .Скользящий стержень с антикоррозийным покрытием для долговечности .Двойная коническая головка для большей универсальности .Надежное основание и ограждение обеспечивают стабильную и надежную точность .Повторяющаяся функция резки для запроса одинаковой длины резки
**Технические характеристики** Марка Стэнли Модель SM18 Потребляемая мощность 1800 Вт Скорость без нагрузки 4800 об/мин Максимальный диаметр лезвия 254 мм (10 дюймов) Диаметр отверстия 25,4 мм Скос слева Позиции 47° Положения под углом 52° Скос влево Позиции 45° Скос вправо Позиции 45° Время автоматического торможения отвала < 10,0 с Светодиодная подсветка Да Лезвие Да Режущая способность: — Угол наклона 0°, угол наклона 0°: 92 мм x 285 мм / 80 мм x 310 мм Угол наклона 0,45°, угол наклона 0°: 92 мм х 190 мм / 80 мм х 210 мм Угол наклона 0,0°, угол наклона 45° влево: 47 мм x 285 мм / 45 мм x 310 мм Угол наклона 0,45°, угол наклона 45° влево: 47 мм x 190 мм / 45 мм x 210 мм . 0° под углом, 45° скос вправо: 35 мм x 285 мм / 25 мм x 310 мм Угол наклона 0,45°, угол наклона 45° вправо: 35 мм x 190 мм / 25 мм x 210 мм Диапазон резки под углом: от -45° до 45° Диапазон резки под углом: от -47° до +52° Ограниченная гарантия Stanley 2 года
Stanley SM 1800 Вт (254 мм) 10 дюймов, 4800 об/мин, раздвижная торцовочная пила..
Модель SM18
**Характеристики**
.Мощный двигатель мощностью 1800 Вт обеспечивает достаточный крутящий момент . Эргономичная горизонтальная рукоятка и триггерный переключатель блокировки просты в использовании .LED Shadow Cut Line для 100% точной резки и лучшего освещения .9 Установка угловых упоров Диапазон резки под углом от L47° до R52° Для большей универсальности .Скользящий стержень с антикоррозийным покрытием для долговечности .Двойная коническая головка для большей универсальности .Надежное основание и ограждение обеспечивают стабильную и надежную точность . Повторяющийся элемент резки для запроса одинаковой длины резки
**Технические характеристики**
Марка Стэнли Модель SM18 Потребляемая мощность 1800 Вт Скорость без нагрузки 4800 об/мин Максимальный диаметр лезвия 254 мм (10 дюймов) Диаметр отверстия 25,4 мм Скос слева Позиции 47° Положения под углом 52° Скос влево Позиции 45° Скос вправо Позиции 45° Время автоматического торможения отвала < 10,0 с Светодиодная подсветка Да Лезвие Да Режущая способность: — Угол наклона 0°, угол наклона 0°: 92 мм x 285 мм / 80 мм x 310 мм Угол наклона 0,45°, угол наклона 0°: 92 мм x 190 мм / 80 мм x 210 мм Угол наклона 0,0°, угол наклона 45° влево: 47 мм x 285 мм / 45 мм x 310 мм Угол наклона 0,45°, угол наклона 45° влево: 47 мм x 190 мм / 45 мм x 210 мм .0° под углом, 45° скос вправо: 35 мм x 285 мм / 25 мм x 310 мм Угол наклона 0,45°, угол наклона 45° вправо: 35 мм x 190 мм / 25 мм x 210 мм Диапазон резки под углом: от -45° до 45° Диапазон резки под углом: от -47° до +52° Ограниченная гарантия Stanley 2 года
Спасибо за просмотр наших объявлений. Мы гарантируем лучшее качество и услуги..
Комплектация
Станок для торцовочной пилы Stanley SM 1800 Вт (254 мм), 10 дюймов, 4800 об/мин. Модель SM18
Торцовочная пила
— Купить лучшие торцовочные пилы онлайн по самой низкой цене в Индии
Получите в свои руки торцовочные пилы высшего качества
Вы можете резать под разными углами с помощью торцовочной пилы, специализированного инструмента. Для резки под углом пила имеет полотно, закрепленное на поворотном рычаге, который может поворачиваться влево или вправо. Торцовочную пилу можно использовать для быстрой резки молдингов, рам для картин, дверных рам, оконных наличников и других материалов. С помощью торцовочной пилы, которую вы покупаете, вы можете сделать до четырех различных типов пропилов: косые пропилы, поперечные пропилы, косые пропилы и составные пропилы. Торцовочная пила часто используется для структурного обрамления, но ее также можно использовать для гораздо более мелких задач, таких как изготовление рам для картин и ящиков для цветов. Мы предлагаем высококачественные торцовочные пилы для станков для резки алюминия от самых престижных брендов, таких как Makita, Bosch, Hi-Max, Pro Tools, Dewalt и многих других известных брендов.
Широкий выбор торцовочных пил
Стандартная торцовочная пила: Стандартная торцовочная пила — это быстрый и точный инструмент для резки дерева. Стандартные торцовочные пилы бывают разных размеров и уровней мощности, но в целом это более легкие инструменты, которые быстро режут. Стандартные торцовочные пилы обычно недороги и в первую очередь рекомендуются для поперечных и косых пропилов.
Торцовочная пила: Лезвия торцовочной пилы могут наклоняться в одном направлении для резки под углом и поворачиваться влево и вправо для резки под углом. Сложный косой рез получается, когда пила работает одновременно по обеим ее осям. Рамы для картин, формование короны и другие проекты, требующие угловых разрезов в двух плоскостях, могут выиграть от торцовочных пил. Их преимущество заключается в том, что они позволяют выполнять сложные разрезы за один проход.
Раздвижные торцовочные пилы: Подобно радиально-консольным пилам, раздвижные торцовочные пилы имеют прочную металлическую направляющую, на которой установлено полотно. Благодаря этой конструкции вы можете увеличить режущую способность для работы с более широкими материалами, толкая лезвие вперед, а не вниз. Раздвижные торцовочные пилы тяжелее составных торцовочных пил и могут делать поперечные и косые пропилы.
Торцовочные пилы с подвижным составом: Торцовочные пилы с подвижным составом сочетают в себе преимущества режущей способности торцовочных пил с подвижным соединением и универсальность торцовочных пил. Эта торцовочная пила идеально подходит для вас, если ваши проекты по благоустройству дома требуют различных углов резки и размеров.
Торцовочная пила с двойным составом: Вы получаете торцовочный стол, направляющие и устройство для снятия фаски, которое перемещается в обоих направлениях на торцовочной пиле с двойным составом. Используя левый скос, вы можете сделать противоположный составной срез, не переворачивая материал. Это поможет вам избежать некоторых хлопот и потерянного времени. Эта пила избавит вас от массы хлопот при резке более длинных кусков материала, если вы хотите сделать разрезы короны и цоколя плоскими.
Советы, которые необходимо запомнить перед покупкой торцовочной пилы
Размер полотна: При выборе торцовочной пилы размер полотна является решающим фактором. Наиболее популярными размерами являются торцовочные пилы 8, 10 и 12 дюймов. Помните, что лезвия большего диаметра могут производить более длинные разрезы.
Положительные упоры: Положительные упоры — это установленные на заводе точки, которые позволяют быстро выполнять точные разрезы под определенными углами. Больше положительных остановок сокращает время, необходимое для настройки резов. Для быстрой регулировки некоторые пилы имеют упоры, которые активируются большим пальцем.
Электрический диск: Когда вы отпускаете курок, электрические тормоза поворачивают электричество в двигателе пилы против часовой стрелки. Импульс лезвия резко останавливается путем изменения направления тока. Электрические тормоза могут остановить полотно намного быстрее, чем полотно на пиле без этой функции, всего за две секунды.
Качество: Качество торцовочной пилы может быть решающим фактором, который следует учитывать. Выбор качественного товара всегда лучший вариант. Его производительность и долговечность будут определяться его качеством. Это также определит стоимость. Прочитав характеристики машины и открыв для себя ее возможности, вы сможете убедиться в ее качестве. Осмотрите как конструкцию, так и составные части машины.
Долговечность: Очень важно выбрать торцовочную пилу, которая прослужит долго и будет иметь хорошую репутацию. Прежде чем совершать такую крупную разовую покупку, подумайте и изучите, оправданы ли ваши инвестиции.
Стоимость: Стоимость оборудования также необходимо учитывать. Как правило, стоимость варьируется в зависимости от выбора. На цену торцовочной пилы также влияет бренд. Кроме того, стоимость машины определяется ее типом. Их методы работы и материалы различны.
Торговая марка: Производитель также имеет решающее значение. Целесообразно выбирать товары у надежного поставщика. В этом случае не будет никаких сюрпризов. Известный производитель предлагает сервис и гарантии качества продукции. Однако вы всегда можете провести небольшое исследование и сравнить разные производители.
Взгляните на различные бренды, продающие высококачественные станки для резки металла Торцовочные пилы
Торцовочные пилы Dewalt : В торцовочных пилах Dewalt используются высокоэффективные аккумуляторы, обеспечивающие повышенную мощность и время работы. Некоторые из их пил не только прочны, но и невероятно портативны. Вы можете использовать их где угодно, чтобы сделать нужные разрезы без необходимости возиться со шнуром или искать розетку. Конструкция инструмента позволяет перемещать пилу, а не материал, для более быстрого и точного реза, а высококачественный двигатель обеспечивает более длительное время работы и срок службы инструмента. Лезвие и руководство по эксплуатации входят в комплект поставки торцовочной пилы Dewalt для станка для резки алюминия.
Торцовочные пилы Pro Tools : Торцовочные пилы Pro Tools созданы для удовлетворения высоких требований профессиональных ремонтников и плотников. Торцовочные пилы для резки алюминия сочетают в себе лучшую точность, портативность и производительность. Они повышают производительность и эффективность на рабочем месте. Pro Tools также может похвастаться одними из самых легких пил для простоты использования. Их торцовочные пилы, не переворачивая и не поворачивая заготовку, имеют функцию двойного наклона, предлагая пользователям наиболее эффективный и производительный способ выполнения различных разрезов.
Торцовочные пилы Hi-Max : Торцовочные пилы Hi-Max обеспечивают повышенную мощность, скорость и время работы без каких-либо неудобств для пользователя. Их эффективный двигатель обеспечивает высокую скорость вращения для быстрой и плавной резки и работает с меньшим нагревом и более эффективно, что увеличивает срок службы инструмента. Кроме того, некоторые торцовочные пилы оснащены технологией автоматического изменения скорости, которая оптимизирует производительность, регулируя скорость резки и крутящий момент под нагрузкой.
Торцовочные пилы Makita : У Makita безупречный контроль качества, и они никогда не подводят своих клиентов. Юрий предлагает различные тарифные планы в соответствии с вашими требованиями и финансовым положением. Работают качественно, соблюдая все правила техники безопасности. Портативные, удобные в использовании торцовочные пилы имеют первоклассную поддержку клиентов.
Купить недорогие торцовочные пилы с Moglix
У нас есть некоторые из ведущих брендов торцовочных пил в Индии, чтобы удовлетворить растущие потребности наших клиентов. Это позволяет нам соответствовать высоким стандартам, предъявляемым к нам нашими клиентами. На торцовочные пилы Moglix действует ряд скидок и акций. Благодаря удобной навигации на нашем сайте клиенты могут отфильтровывать товары в зависимости от своих потребностей и ценового диапазона. Это способствует положительному опыту покупок в Интернете с помощью Moglix.
 Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м действительны в Санкт-Петербурге.











 43
43
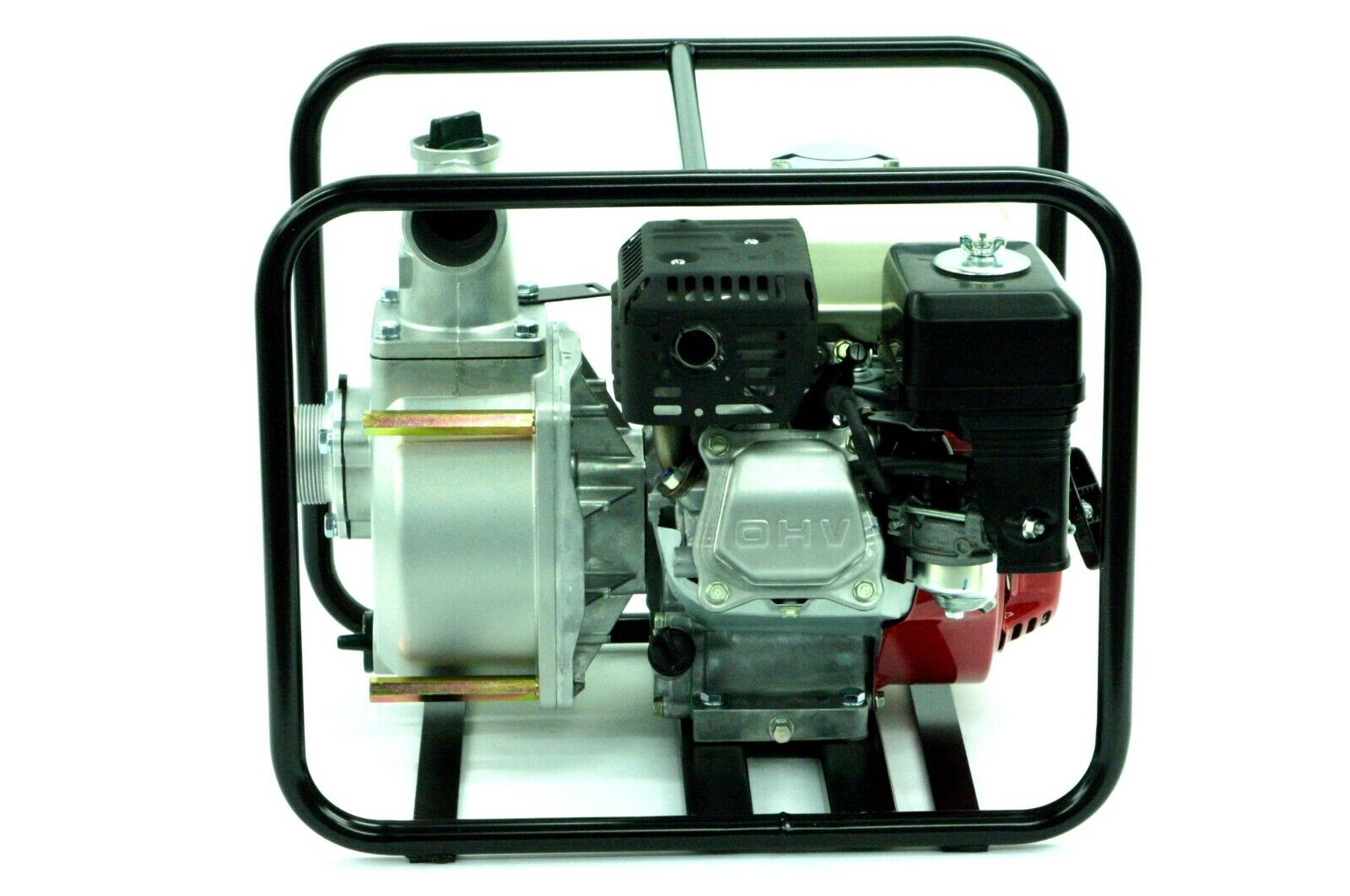 А сердцем — экономичные бензиновые и дизельные двигатели лидеров этого рынка, компаний HONDA, Robin-Subaru м Mitsubishi. В последнее время компания стала устанавливать в свои мотопомпы Koshin двигатели собственного изготовления. Конструктивно обе составляющие объединены прочной стальной рамой.
А сердцем — экономичные бензиновые и дизельные двигатели лидеров этого рынка, компаний HONDA, Robin-Subaru м Mitsubishi. В последнее время компания стала устанавливать в свои мотопомпы Koshin двигатели собственного изготовления. Конструктивно обе составляющие объединены прочной стальной рамой.
 Бензиновая мотопомпа KOSHIN STH-50X — это экономичность, постоянство заявленных характеристик при длительной работе, высокая производительность, низкий уровень шума, компактность и удобство в обслуживании.
Бензиновая мотопомпа KOSHIN STH-50X — это экономичность, постоянство заявленных характеристик при длительной работе, высокая производительность, низкий уровень шума, компактность и удобство в обслуживании. с.)
с.)
 гал./мин)
гал./мин) с.) / 3600 об/мин
с.) / 3600 об/мин Полумусорные насосы Koshin идеально подходят для осушения паводков и перекачки воды во многих муниципальных/промышленных применениях.
Полумусорные насосы Koshin идеально подходят для осушения паводков и перекачки воды во многих муниципальных/промышленных применениях. 

 1
1 С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4
обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
, г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
 ф.м.
ф.м. Откройте для себя наше предложение модулей расширения, серводвигателей, датчиков, сенсоров и кабелей. Мы реализуем заказы даже за 24 часа, поэтому вы получите свое устройство в кратчайшие сроки. Кроме того, в любой момент вы можете забрать товар прямо с нашего склада во Вроцлаве.
Откройте для себя наше предложение модулей расширения, серводвигателей, датчиков, сенсоров и кабелей. Мы реализуем заказы даже за 24 часа, поэтому вы получите свое устройство в кратчайшие сроки. Кроме того, в любой момент вы можете забрать товар прямо с нашего склада во Вроцлаве.



 с.: 6,5
с.: 6,5 с.: 6,5
с.: 6,5 см.: 208
см.: 208 производит., м3/ч: 36
производит., м3/ч: 36 с: 4,2/7,0
с: 4,2/7,0 с: 4,2/7,0
с: 4,2/7,0 с.: 9,6/13
с.: 9,6/13 с.: 22/30
с.: 22/30 см.: 270
см.: 270 pdf: Открыть
pdf: Открыть 5
5 м/час: 60
м/час: 60 частиц в перекачиваемой жидкости, мм: 27
частиц в перекачиваемой жидкости, мм: 27 с.: 7
с.: 7 6
6 с низкими требованиями к воде. Модель 9300 представляет собой насос объемного диафрагменного типа с очень высокой эффективностью, но гораздо меньшим сроком службы, чем у насосов с центробежным или винтовым ротором. Мембрану следует заменять каждые два-четыре года, в зависимости от объема перекачки.
с низкими требованиями к воде. Модель 9300 представляет собой насос объемного диафрагменного типа с очень высокой эффективностью, но гораздо меньшим сроком службы, чем у насосов с центробежным или винтовым ротором. Мембрану следует заменять каждые два-четыре года, в зависимости от объема перекачки. Он может работать от массива 12В или 24В. Датчики воды подвешиваются в скважине и используются для предотвращения работы всухую в скважинах с очень низким дебитом.
Он может работать от массива 12В или 24В. Датчики воды подвешиваются в скважине и используются для предотвращения работы всухую в скважинах с очень низким дебитом. 1
1
 Входящие в комплект поставки заземляющие наконечники для солнечных панелей и крепления будут подключаться к предоставленному заказчиком многожильному проводу из неизолированной меди 6awg к блоку сумматора, а затем к заземляющему электроду, вбитому рядом с массивом в землю.
Входящие в комплект поставки заземляющие наконечники для солнечных панелей и крепления будут подключаться к предоставленному заказчиком многожильному проводу из неизолированной меди 6awg к блоку сумматора, а затем к заземляющему электроду, вбитому рядом с массивом в землю. Насос Grundfos SQflex имеет всего три провода. Желтый и зеленый провод — это земля, а два других провода нечувствительны к полярности. Провод подсоединяется к насосу с помощью прилагаемого комплекта для подводного сращивания .
Насос Grundfos SQflex имеет всего три провода. Желтый и зеленый провод — это земля, а два других провода нечувствительны к полярности. Провод подсоединяется к насосу с помощью прилагаемого комплекта для подводного сращивания .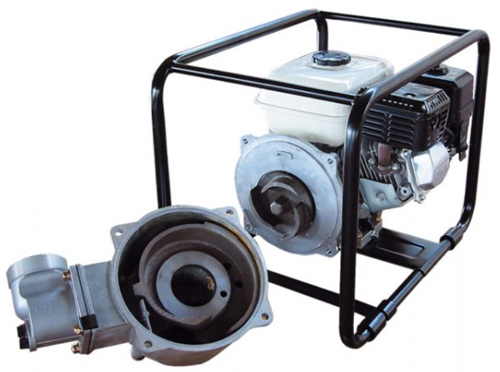
 = 1.00 кв.м.
= 1.00 кв.м. 5 кг.
5 кг. 5 мм 100 шт.
5 мм 100 шт. png?v=10539991922981437711627569766″> Марка
png?v=10539991922981437711627569766″> Марка shopify.com/s/files/1/2603/2528/t/386/assets/spec-list—striped-bg.png?v=10539991922981437711627569766″> Материал бутылки
shopify.com/s/files/1/2603/2528/t/386/assets/spec-list—striped-bg.png?v=10539991922981437711627569766″> Материал бутылки png?v=10539991922981437711627569766″> №
png?v=10539991922981437711627569766″> №
 shopify.com/s/files/1/2603/2528/t/386/assets/spec-list—striped-bg.png?v=10539991922981437711627569766″> №
shopify.com/s/files/1/2603/2528/t/386/assets/spec-list—striped-bg.png?v=10539991922981437711627569766″> № shopify.com/s/files/1/2603/2528/t/386/assets/spec-list—striped-bg.png?v=10539991922981437711627569766″> Ароматизированный
shopify.com/s/files/1/2603/2528/t/386/assets/spec-list—striped-bg.png?v=10539991922981437711627569766″> Ароматизированный
 Я не хотел чернил, которые
Я не хотел чернил, которые Я хочу черный, как черный
Я хочу черный, как черный Возможно, его придется скрутить, поскольку он нажимается вниз, чтобы вытолкнуть любой
Возможно, его придется скрутить, поскольку он нажимается вниз, чтобы вытолкнуть любой Это был бы пятизвездочный обзор, если бы не
Это был бы пятизвездочный обзор, если бы не




 лицо
лицо






 12 250 ГБ
12 250 ГБ 04
04
 Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы.
Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт. Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования.
Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования. Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве. Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.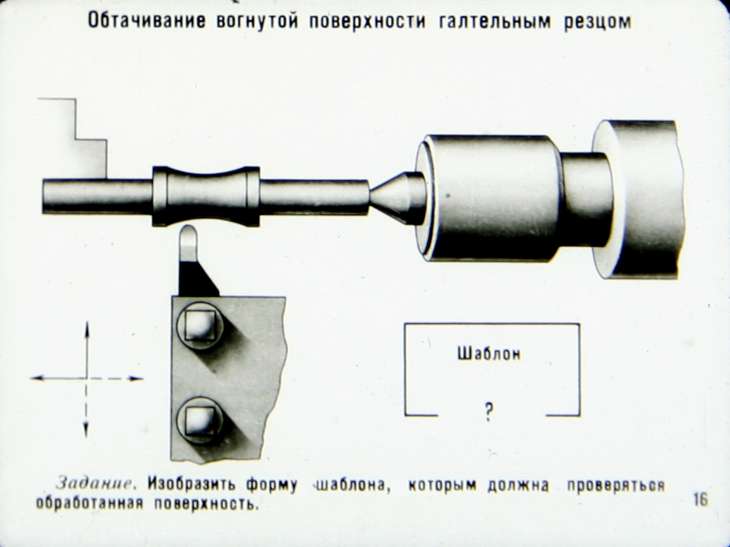 При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами.
При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.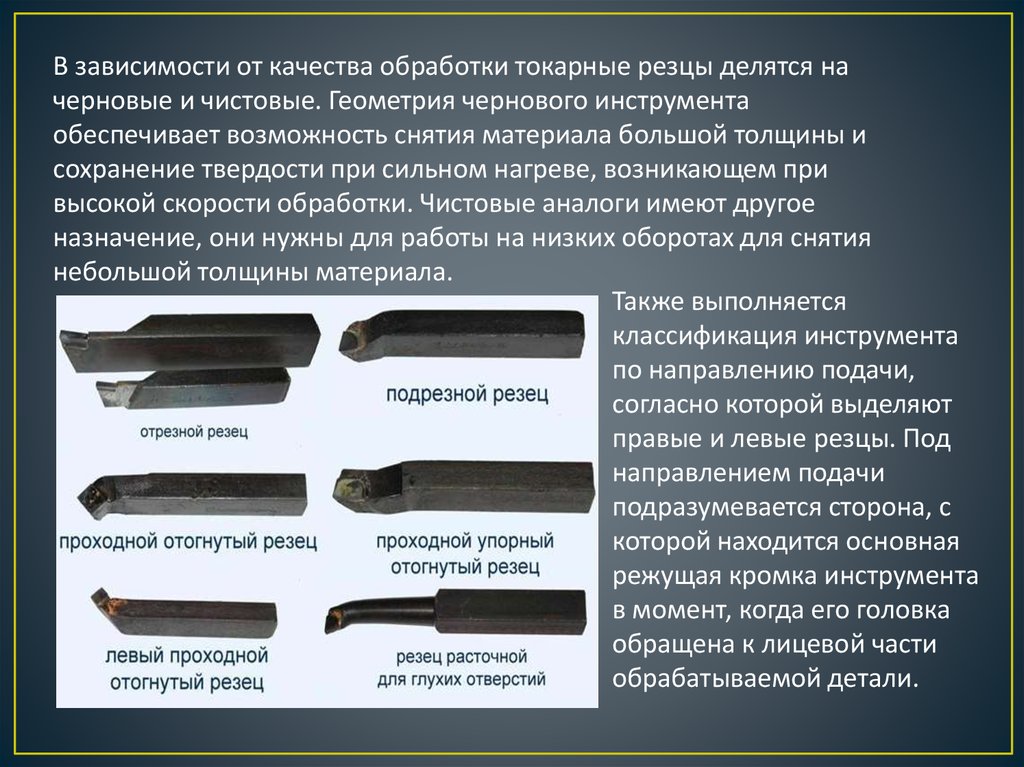 Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам. 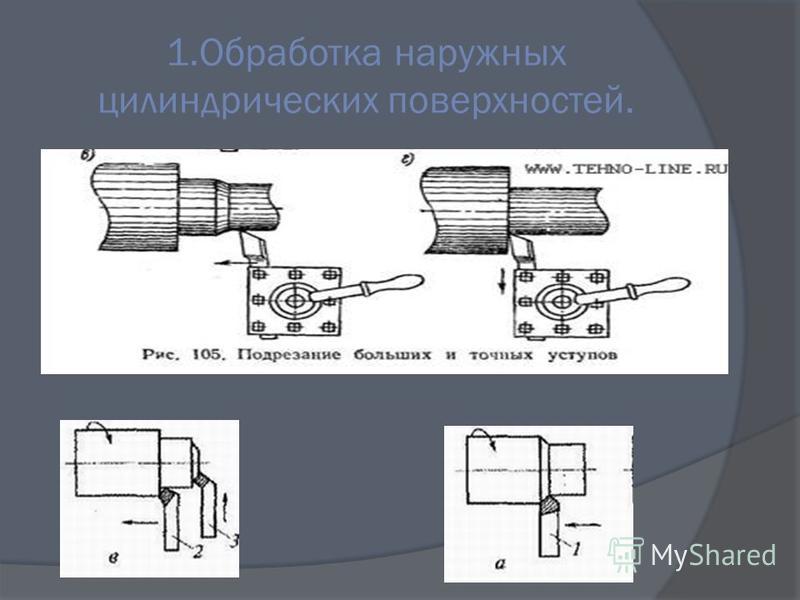 Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
 Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.
Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.  В зависимости от требований к конечному изделию могут использоваться станки с ручным или числовым управлением.
В зависимости от требований к конечному изделию могут использоваться станки с ручным или числовым управлением.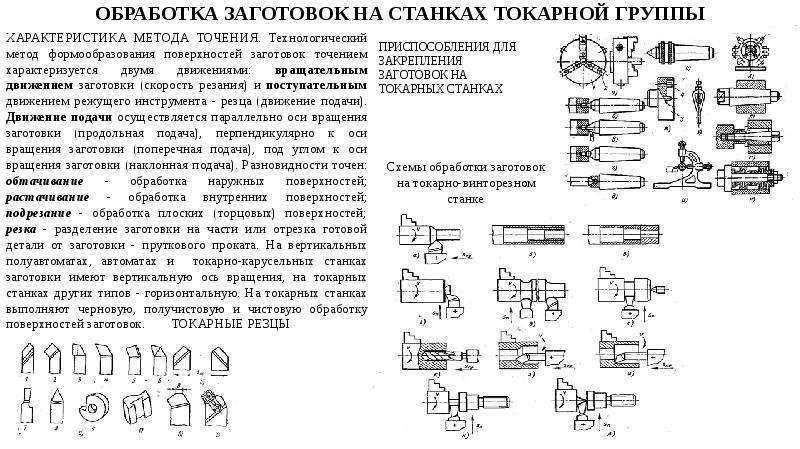 В процессе работы доступны такие действия, как сверление, растачивание, зенкерование, развертывание, накат.
В процессе работы доступны такие действия, как сверление, растачивание, зенкерование, развертывание, накат. Оно становится возможным благодаря наличию шпинделя или планшайбы. Силу и частоту подачи через ременную передачу и коробку скоростей обеспечивает электродвигатель. В результате деталь приобретает необходимые параметры и форму, а поверхность становится гладкой и ровной.
Оно становится возможным благодаря наличию шпинделя или планшайбы. Силу и частоту подачи через ременную передачу и коробку скоростей обеспечивает электродвигатель. В результате деталь приобретает необходимые параметры и форму, а поверхность становится гладкой и ровной.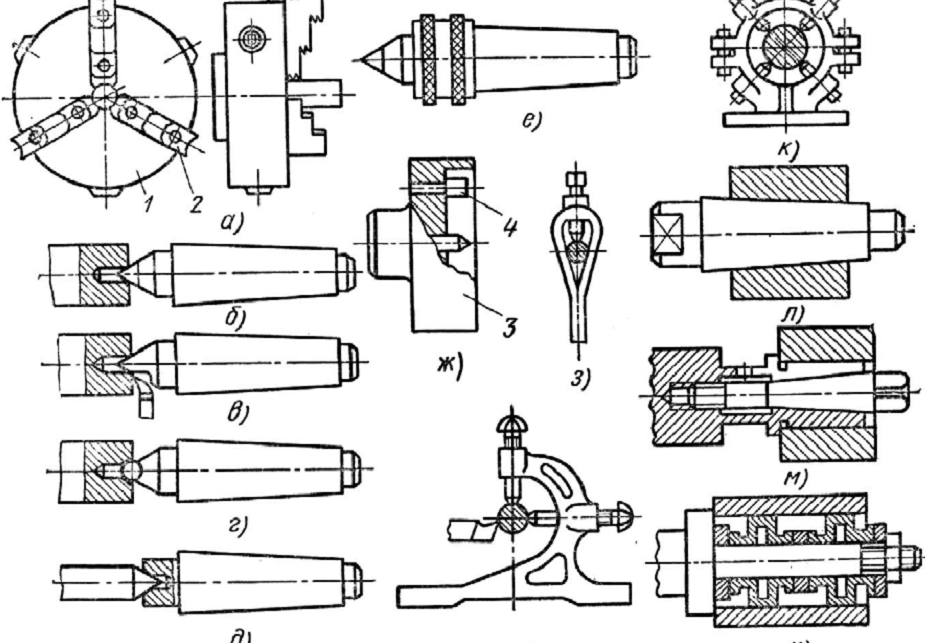 д.
д.
 Применение ЧПУ также оказало позитивное влияние на стоимость проведения работ.
Применение ЧПУ также оказало позитивное влияние на стоимость проведения работ.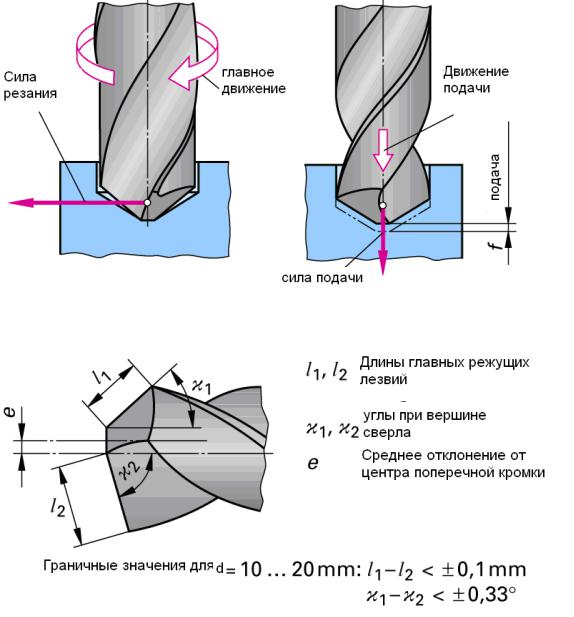
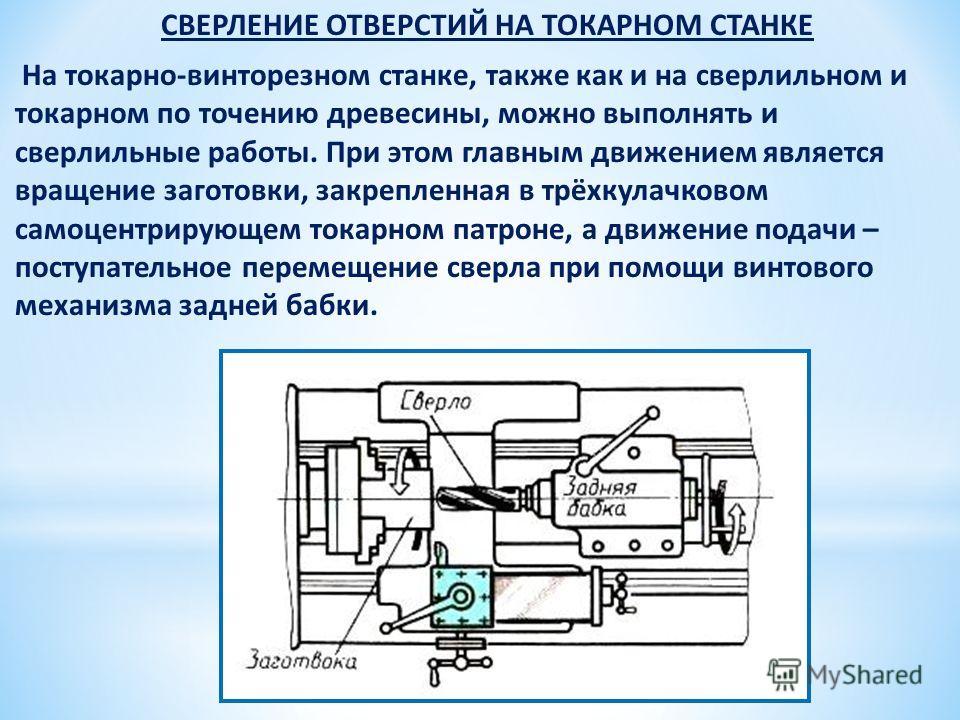 Параллельно оси вращения выставляется кромка отрезных инструментов.
Параллельно оси вращения выставляется кромка отрезных инструментов.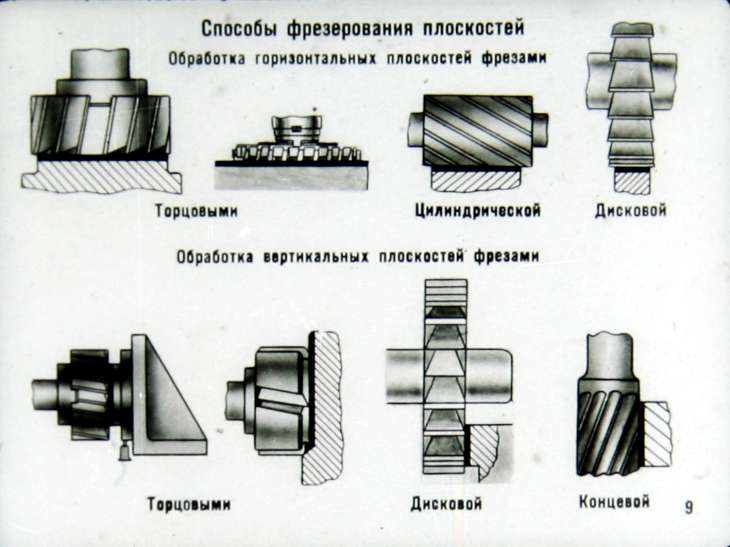 С этой точки зрения беспроигрышным вариантом является станок с числовым программным управлением.
С этой точки зрения беспроигрышным вариантом является станок с числовым программным управлением.

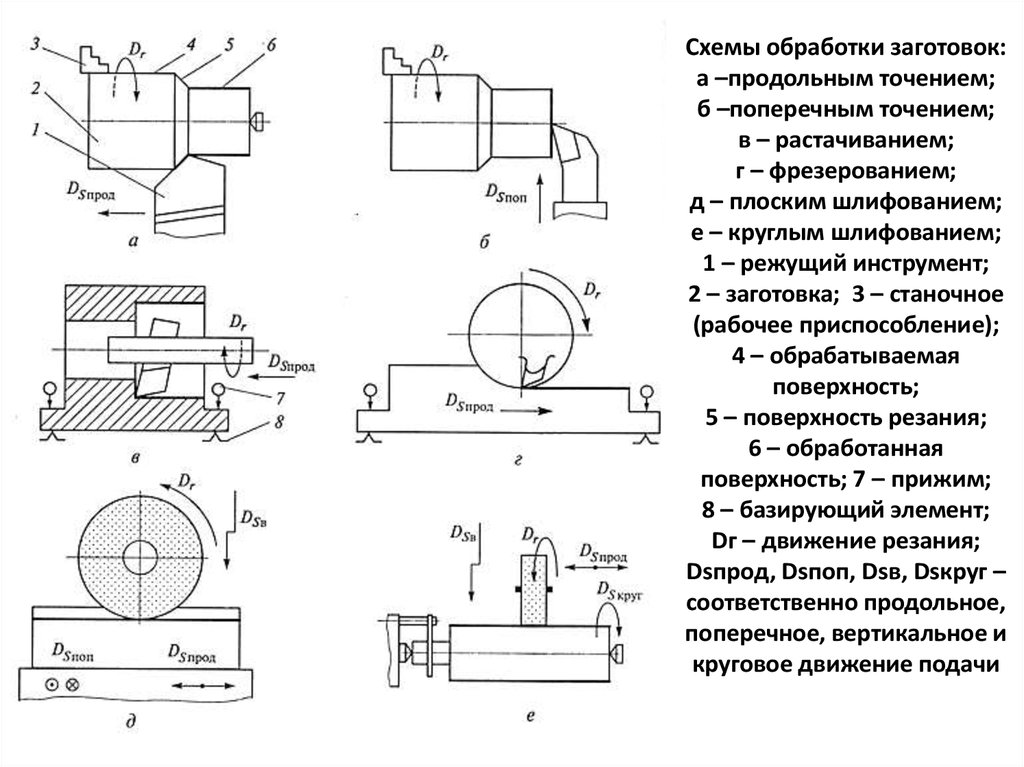
 Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки.
Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки. Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
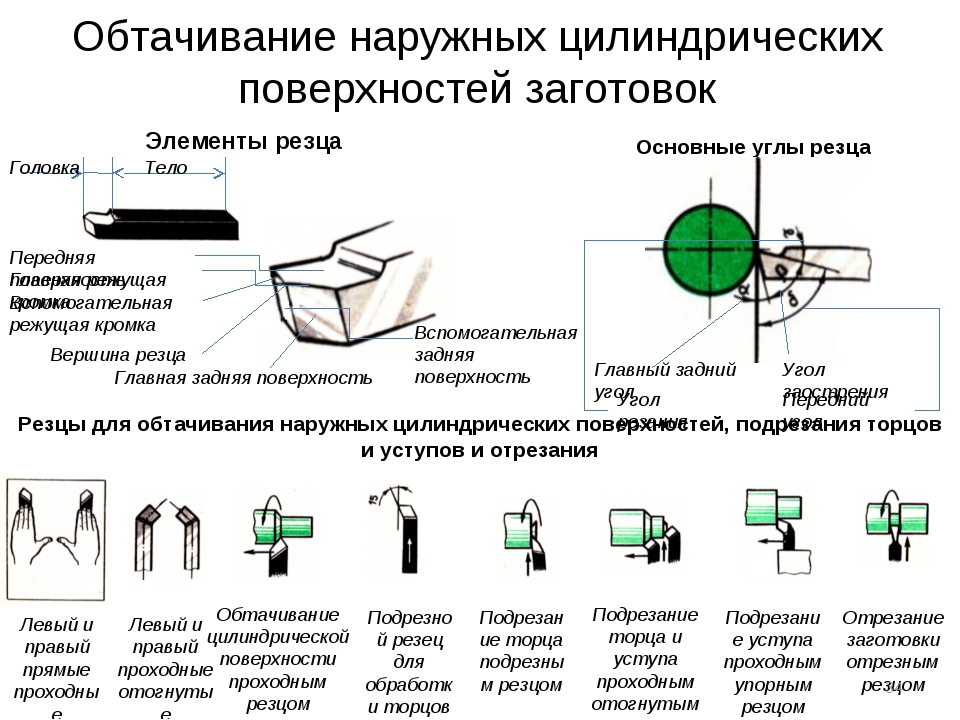 При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.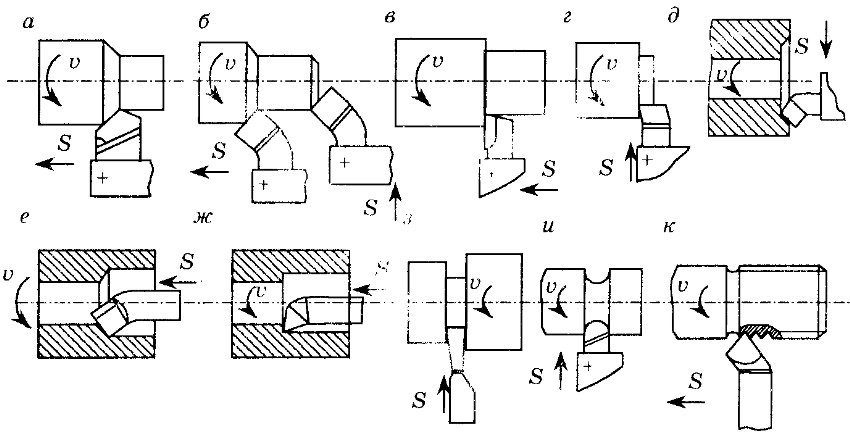 Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
 Мы тесно сотрудничаем с нашими клиентами, чтобы предоставить им наилучшее решение их инженерных проблем в различных отраслях промышленности. Свяжитесь с нами сегодня с вашими запросами.
Мы тесно сотрудничаем с нашими клиентами, чтобы предоставить им наилучшее решение их инженерных проблем в различных отраслях промышленности. Свяжитесь с нами сегодня с вашими запросами.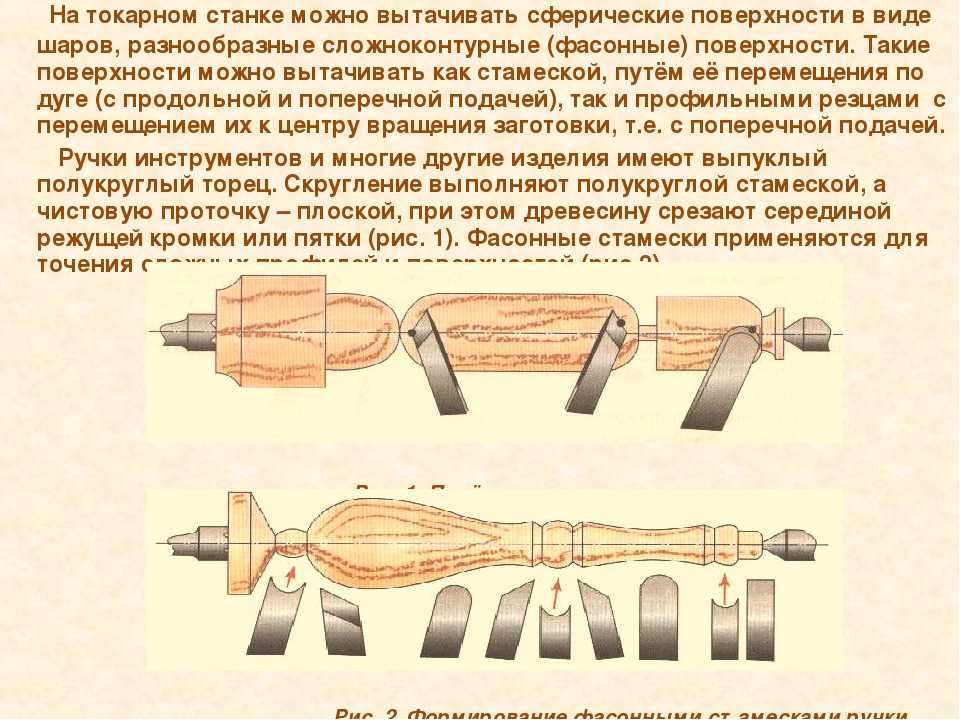 Затем, в 1950 году, сервомеханизм был применен для управления станками, такими как токарные станки с ЧПУ и станки с прямым ЧПУ. Токарные станки являются наиболее универсальными из всех стандартных станков. Станки с ручным управлением существуют так же, как и станки с ЧПУ, и еще больше операций обработки выполняется с помощью механизмов подачи на токарных станках с ручным управлением.
Затем, в 1950 году, сервомеханизм был применен для управления станками, такими как токарные станки с ЧПУ и станки с прямым ЧПУ. Токарные станки являются наиболее универсальными из всех стандартных станков. Станки с ручным управлением существуют так же, как и станки с ЧПУ, и еще больше операций обработки выполняется с помощью механизмов подачи на токарных станках с ручным управлением.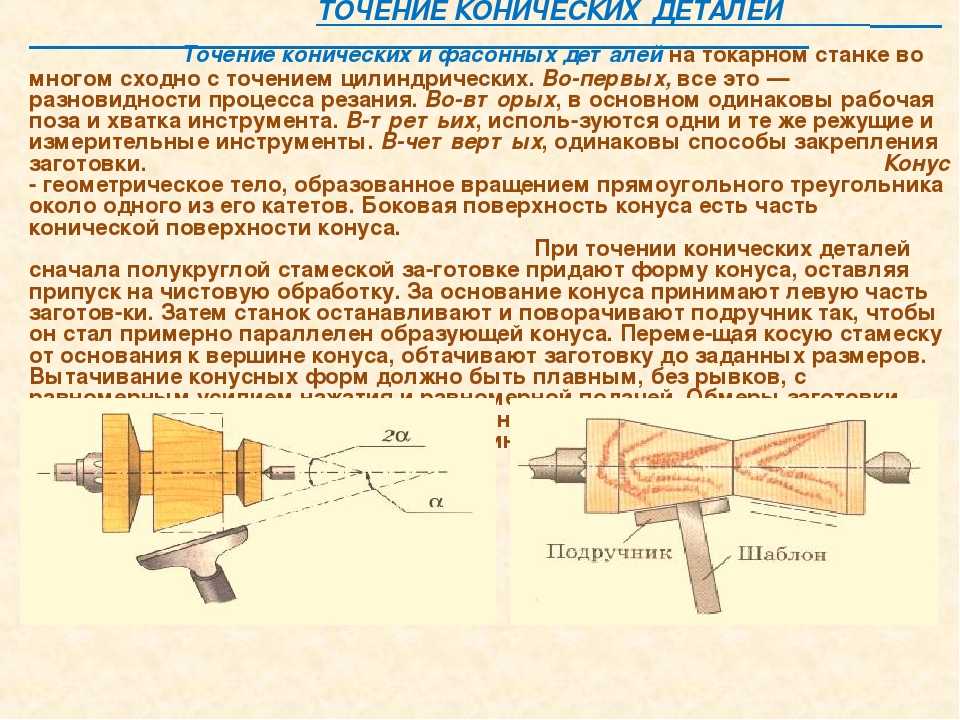 которые симметричны относительно оси. Изначально они были предназначены для обработки металлов; однако с появлением пластмасс и других материалов и присущей им универсальности они используются в самых разных областях и для широкого спектра материалов.
которые симметричны относительно оси. Изначально они были предназначены для обработки металлов; однако с появлением пластмасс и других материалов и присущей им универсальности они используются в самых разных областях и для широкого спектра материалов.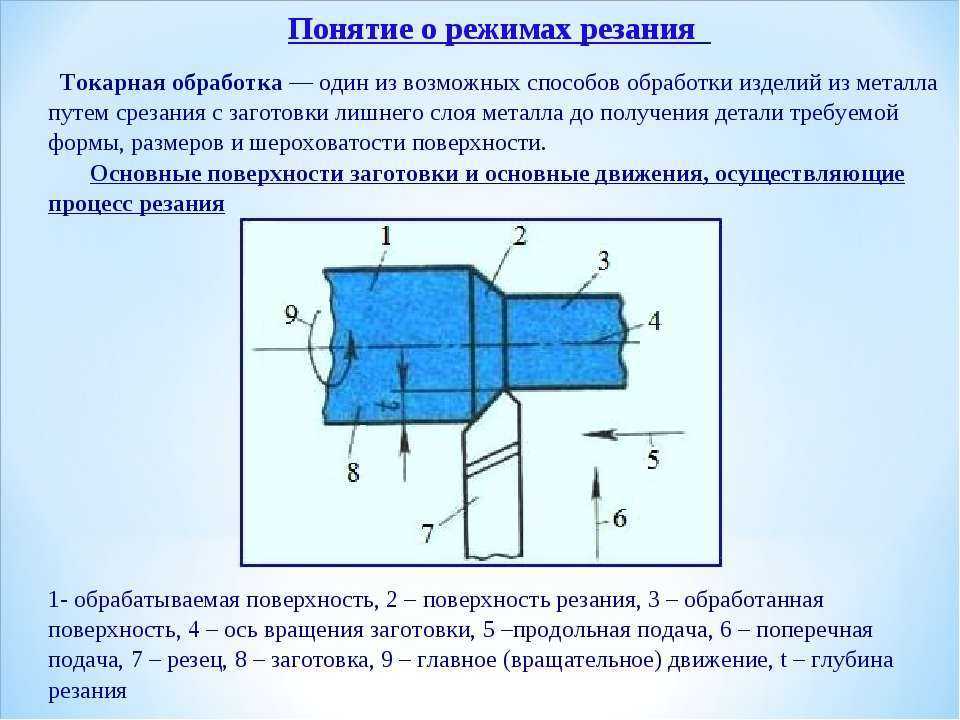 Частью его назначения является удержание шпинделя, так что вы должны увидеть это и здесь. Двигатель расположен с левой стороны нижней части станины возле передней бабки. Обычно это какой-то тип электродвигателя, но токарные станки также могут иметь гидравлические двигатели.
Частью его назначения является удержание шпинделя, так что вы должны увидеть это и здесь. Двигатель расположен с левой стороны нижней части станины возле передней бабки. Обычно это какой-то тип электродвигателя, но токарные станки также могут иметь гидравлические двигатели.

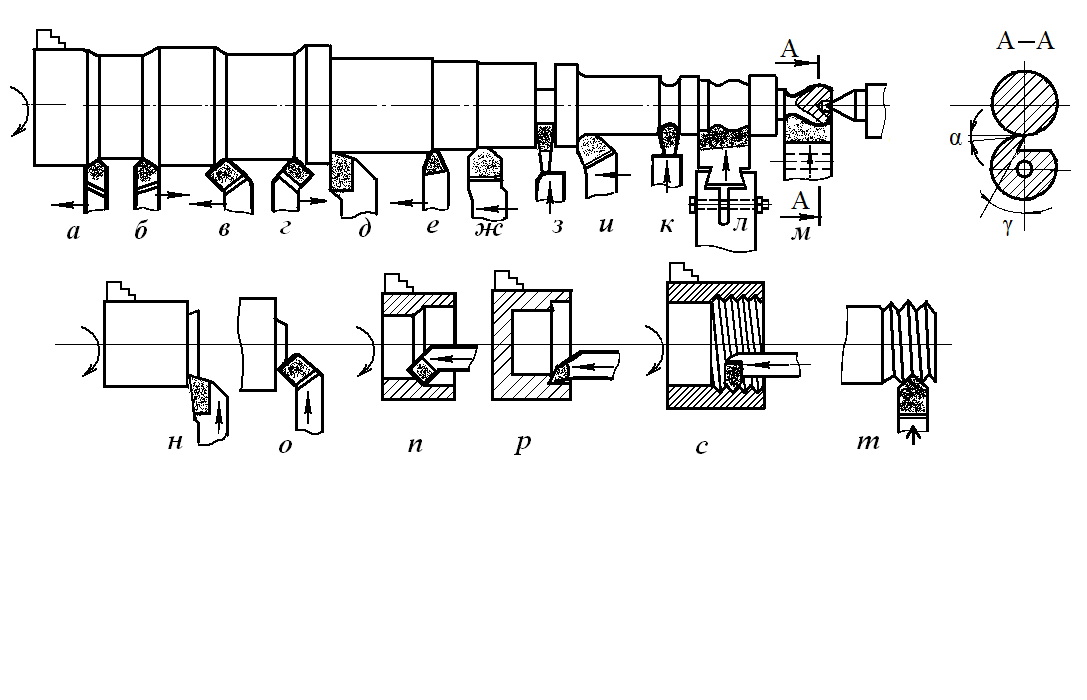 Обычно используемые держатели инструментов представляют собой кольцевые и качающиеся стойки для инструментов, стойки для инструментов с квадратной головкой и быстросменные стойки для инструментов.
Обычно используемые держатели инструментов представляют собой кольцевые и качающиеся стойки для инструментов, стойки для инструментов с квадратной головкой и быстросменные стойки для инструментов. Он разработан таким образом, чтобы шпиндель не отклонялся при создании усилия от режущего инструмента.
Он разработан таким образом, чтобы шпиндель не отклонялся при создании усилия от режущего инструмента.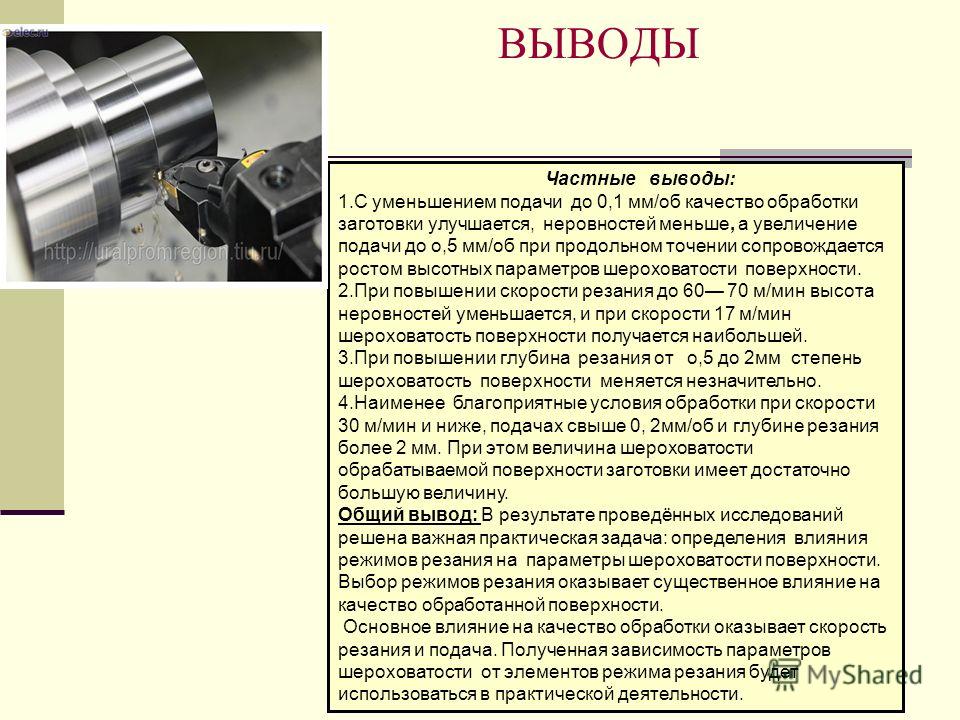 Механизм подачи позволяет легко подавать инструмент как в продольном, так и в поперечном направлениях. Токарно-центральный станок приводится в движение зубчатым механизмом или шкивным механизмом. Существует три типа приводных механизмов, а именно ременный привод, моторный привод и редукторный тип.
Механизм подачи позволяет легко подавать инструмент как в продольном, так и в поперечном направлениях. Токарно-центральный станок приводится в движение зубчатым механизмом или шкивным механизмом. Существует три типа приводных механизмов, а именно ременный привод, моторный привод и редукторный тип. Если для выполнения своей последовательности операций над заготовкой используются токарные станки с токарным станком и револьверной головкой, на этом станке не выполняется замещающая операция. Станок оснащен шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, подрезка, растачивание, развертывание) выполняются последовательно после поворота револьверной головки после каждой операции без необходимости ручной смены инструмента. В комплект входят три инструментальные колонны, поэтому требуется больше места на полу, чем на других токарных станках. Лебедочные и револьверные станки используются только для крупных работ. Основное преимущество использования лебедки и токарно-револьверного станка заключается в том, что даже менее квалифицированные операторы могут справиться с работой.
Если для выполнения своей последовательности операций над заготовкой используются токарные станки с токарным станком и револьверной головкой, на этом станке не выполняется замещающая операция. Станок оснащен шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, подрезка, растачивание, развертывание) выполняются последовательно после поворота револьверной головки после каждой операции без необходимости ручной смены инструмента. В комплект входят три инструментальные колонны, поэтому требуется больше места на полу, чем на других токарных станках. Лебедочные и револьверные станки используются только для крупных работ. Основное преимущество использования лебедки и токарно-револьверного станка заключается в том, что даже менее квалифицированные операторы могут справиться с работой.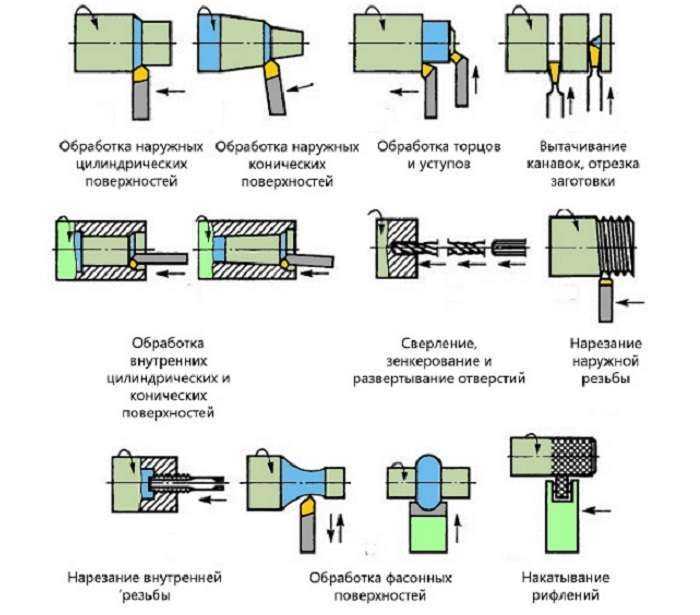 В основном используется для шлифования, инструментальной обработки, масштабирования и механической обработки, где требуется точность.
В основном используется для шлифования, инструментальной обработки, масштабирования и механической обработки, где требуется точность.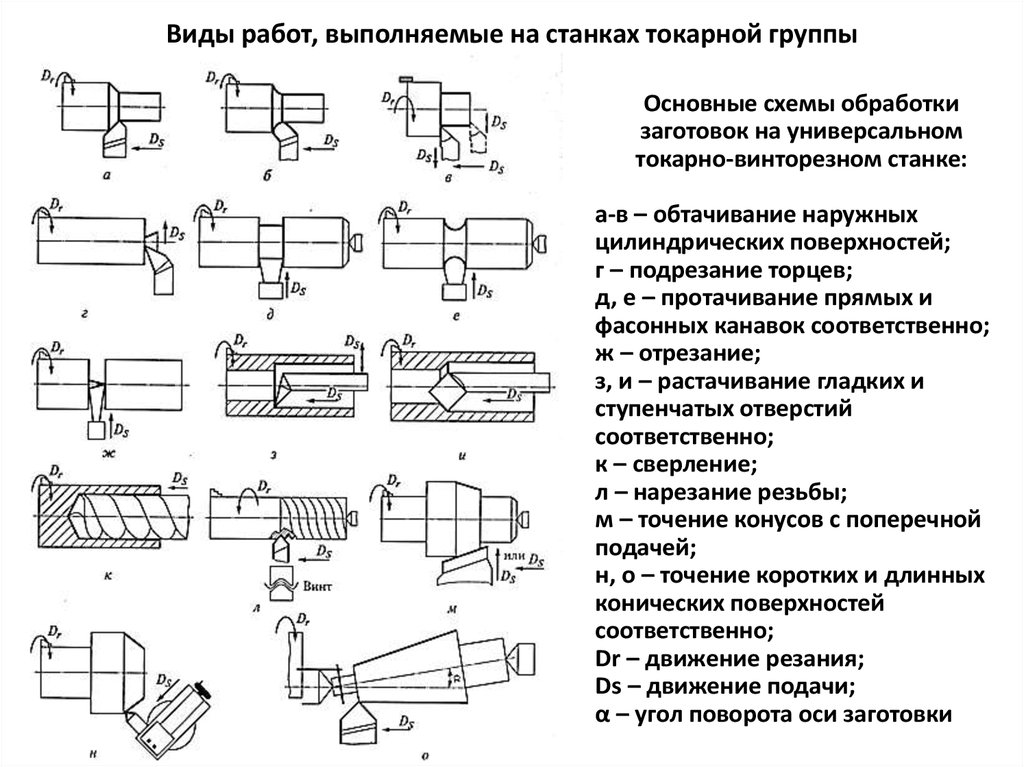 Известен сверхмощным производством одинаковых деталей. Некоторые примеры специальных токарных станков включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многошпиндельные токарные станки, производственные токарные станки, копировальные или следящие токарные станки и т.п.
Известен сверхмощным производством одинаковых деталей. Некоторые примеры специальных токарных станков включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многошпиндельные токарные станки, производственные токарные станки, копировальные или следящие токарные станки и т.п. Как только программа запрограммирована на компьютер, она начнет работать с очень высокой скоростью и точностью. Даже заранее запрограммированная машина после установки кода для различных операций может начать работать в следующий раз без изменения кода. После первоначальной настройки с ним могут легко работать полуквалифицированные работники. Подходит для крупносерийного производства, например, лебедок и турелей, но без программируемой системы подачи. Детали, изготовленные на этих токарных станках, отличаются точностью размеров.
Как только программа запрограммирована на компьютер, она начнет работать с очень высокой скоростью и точностью. Даже заранее запрограммированная машина после установки кода для различных операций может начать работать в следующий раз без изменения кода. После первоначальной настройки с ним могут легко работать полуквалифицированные работники. Подходит для крупносерийного производства, например, лебедок и турелей, но без программируемой системы подачи. Детали, изготовленные на этих токарных станках, отличаются точностью размеров. 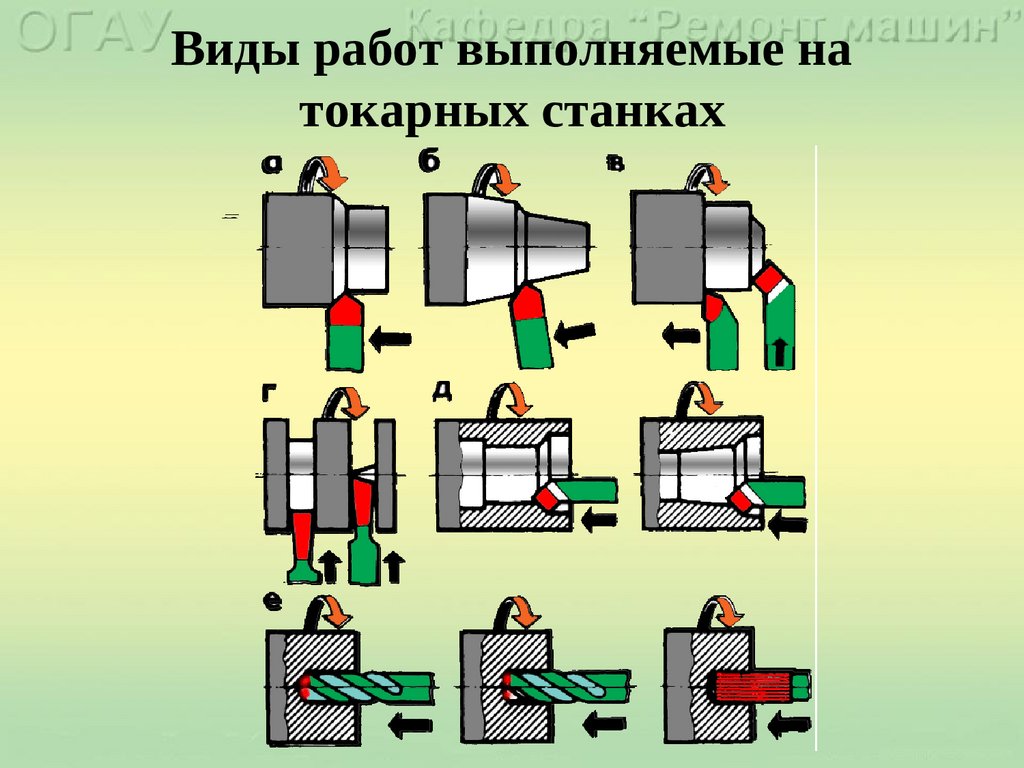
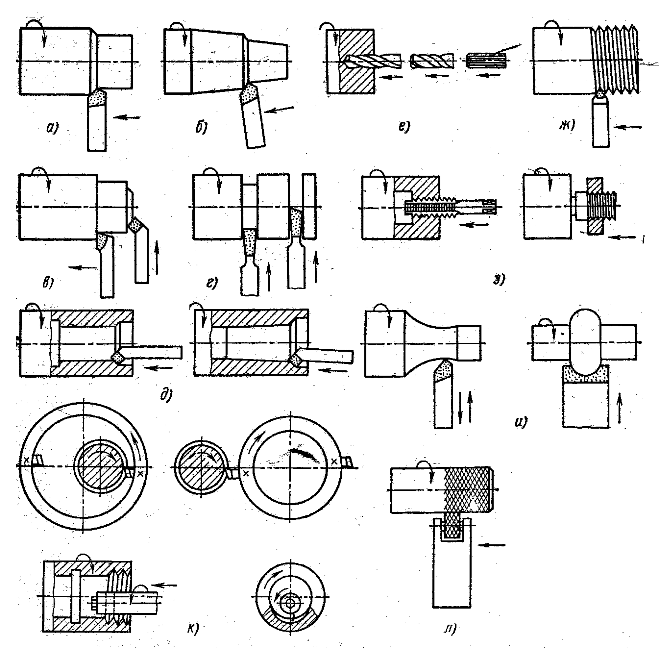
 Конические токарные операции выполняются после нарезания резьбы, накатки и черновой токарной обработки.
Конические токарные операции выполняются после нарезания резьбы, накатки и черновой токарной обработки.

 Формируется между передней поверхностью и плоскостью резания.
Формируется между передней поверхностью и плоскостью резания.
 Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
 Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
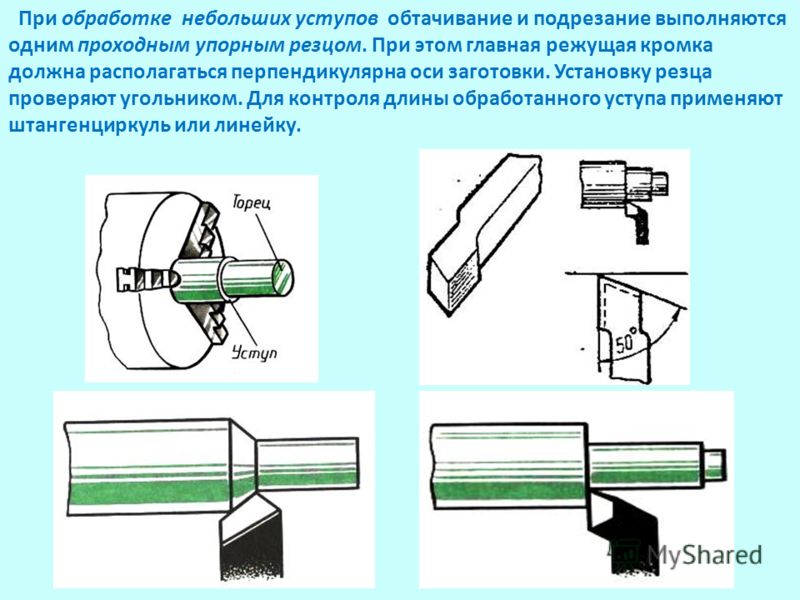





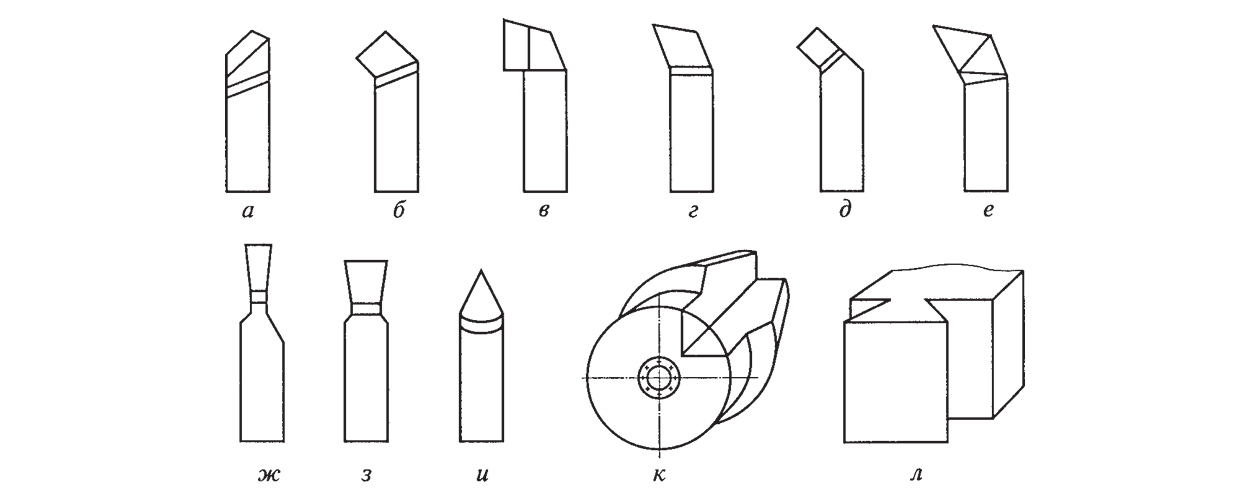
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
 А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.




 Режущая кромка инструмента должна быть установлена на одной высоте с центром заготовки.
Режущая кромка инструмента должна быть установлена на одной высоте с центром заготовки.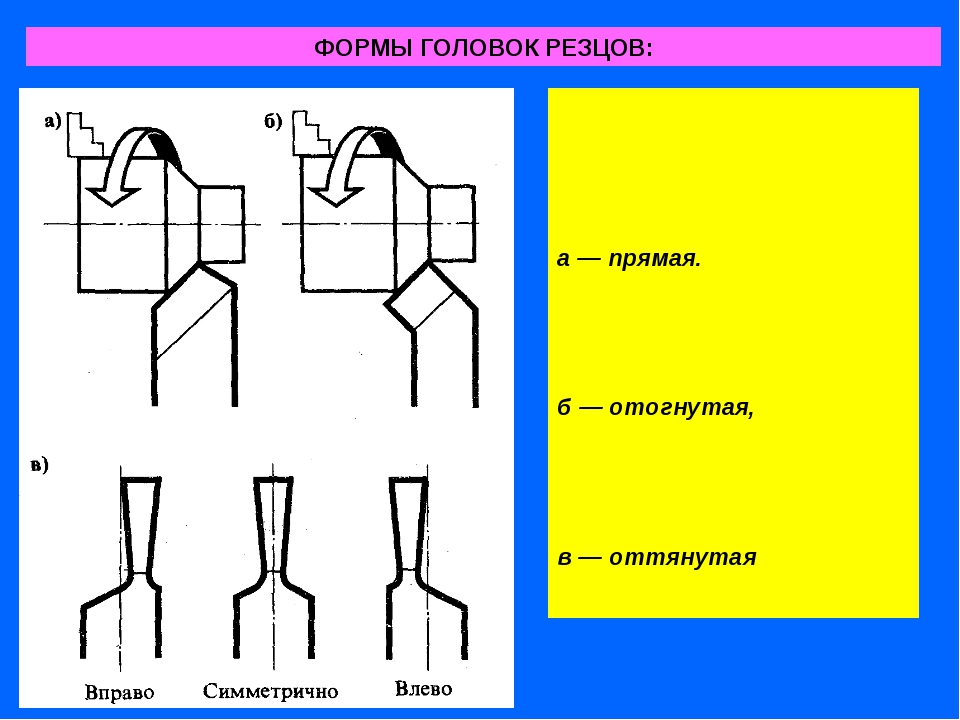 Расточные инструменты
Расточные инструменты  При этом подрезной инструмент используется для растачивания больших отверстий на фиксированном расстоянии от конца отверстия. Подрезку в основном выполняют на внутренней торцевой резьбе для обеспечения зазора.
При этом подрезной инструмент используется для растачивания больших отверстий на фиксированном расстоянии от конца отверстия. Подрезку в основном выполняют на внутренней торцевой резьбе для обеспечения зазора.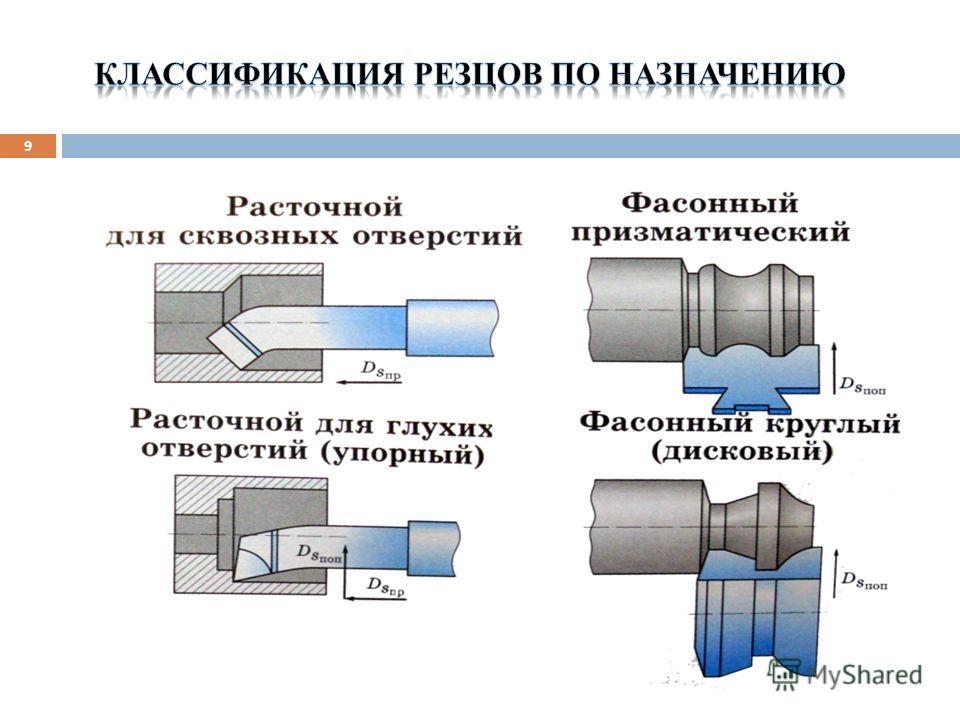






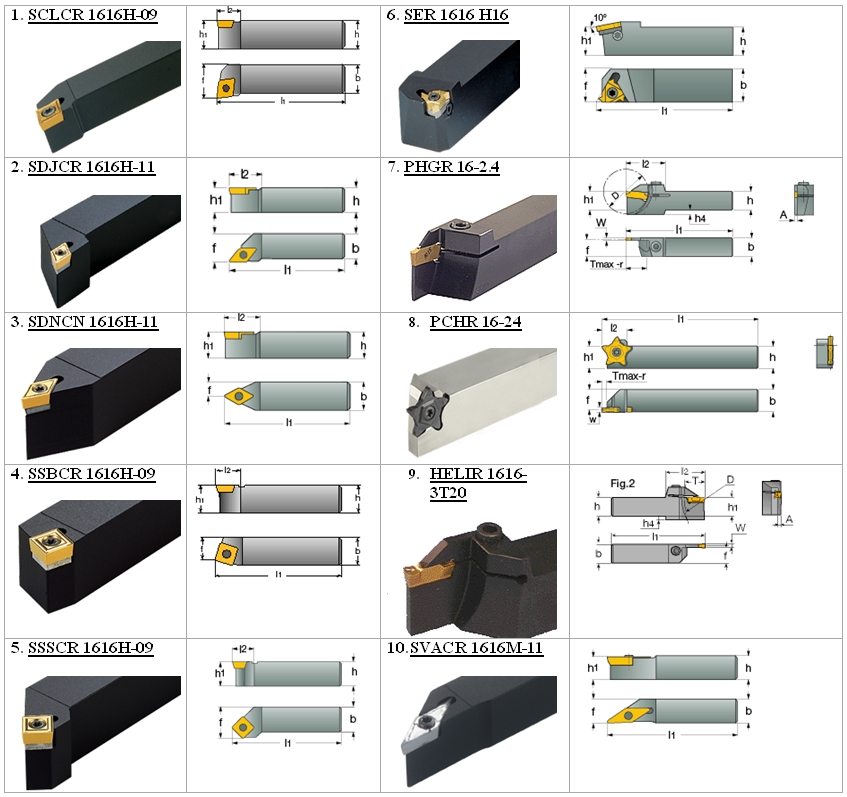
 S.W.
S.W.






 д.
д.

 «Корвет-2Л»
«Корвет-2Л» Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.

 Мощный двигатель мощностью 1800 Вт обеспечивает достаточный крутящий момент
Мощный двигатель мощностью 1800 Вт обеспечивает достаточный крутящий момент  0° под углом, 45° скос вправо: 35 мм x 285 мм / 25 мм x 310 мм
0° под углом, 45° скос вправо: 35 мм x 285 мм / 25 мм x 310 мм  Повторяющийся элемент резки для запроса одинаковой длины резки
Повторяющийся элемент резки для запроса одинаковой длины резки .(Stanley Performance в действии)..
.(Stanley Performance в действии).. С помощью торцовочной пилы, которую вы покупаете, вы можете сделать до четырех различных типов пропилов: косые пропилы, поперечные пропилы, косые пропилы и составные пропилы. Торцовочная пила часто используется для структурного обрамления, но ее также можно использовать для гораздо более мелких задач, таких как изготовление рам для картин и ящиков для цветов. Мы предлагаем высококачественные торцовочные пилы для станков для резки алюминия от самых престижных брендов, таких как Makita, Bosch, Hi-Max, Pro Tools, Dewalt и многих других известных брендов.
С помощью торцовочной пилы, которую вы покупаете, вы можете сделать до четырех различных типов пропилов: косые пропилы, поперечные пропилы, косые пропилы и составные пропилы. Торцовочная пила часто используется для структурного обрамления, но ее также можно использовать для гораздо более мелких задач, таких как изготовление рам для картин и ящиков для цветов. Мы предлагаем высококачественные торцовочные пилы для станков для резки алюминия от самых престижных брендов, таких как Makita, Bosch, Hi-Max, Pro Tools, Dewalt и многих других известных брендов.
 Эта торцовочная пила идеально подходит для вас, если ваши проекты по благоустройству дома требуют различных углов резки и размеров.
Эта торцовочная пила идеально подходит для вас, если ваши проекты по благоустройству дома требуют различных углов резки и размеров.
 Прочитав характеристики машины и открыв для себя ее возможности, вы сможете убедиться в ее качестве. Осмотрите как конструкцию, так и составные части машины.
Прочитав характеристики машины и открыв для себя ее возможности, вы сможете убедиться в ее качестве. Осмотрите как конструкцию, так и составные части машины.
 Торцовочные пилы для резки алюминия сочетают в себе лучшую точность, портативность и производительность. Они повышают производительность и эффективность на рабочем месте. Pro Tools также может похвастаться одними из самых легких пил для простоты использования. Их торцовочные пилы, не переворачивая и не поворачивая заготовку, имеют функцию двойного наклона, предлагая пользователям наиболее эффективный и производительный способ выполнения различных разрезов.
Торцовочные пилы для резки алюминия сочетают в себе лучшую точность, портативность и производительность. Они повышают производительность и эффективность на рабочем месте. Pro Tools также может похвастаться одними из самых легких пил для простоты использования. Их торцовочные пилы, не переворачивая и не поворачивая заготовку, имеют функцию двойного наклона, предлагая пользователям наиболее эффективный и производительный способ выполнения различных разрезов.
