Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
46 990 руб
Предложить свою цену
Характеристики и описание: Культиватор Caiman Neo 50S C3 (3000363002)
Современный бензиновый культиватор Neo 50S C3 предназначен для автоматизации работ по уходу за землей. Большое число дополнительных модулей делает его универсальным садовым инструментов. Культиватор будет полезен в любом частном хозяйстве. Данную модель отличают следующие основные достоинства:
Бензиновый четырехтактный двигатель Subaru-Robin EP16 OHC имеет объем 169 куб.см. Система воздушного охлаждения не позволяет двигателю перегреваться. Двигатель легко заводится даже после продолжительного простоя в работе и при низких температурах.
Крутящий момент на вал рабочего инструмента передается при помощи ременного сцепления. Инновационная трансмиссия 2+1 NEO делает движение культиватора плавным и легким.
Культиватор Кайман имеет две передние и одну заднюю скорости. Задняя передача позволит Вам без труда вытащить культиватор из земли при заглублении фрез глубоко в грунт.
Фрезы культиватора выполнены из высокопрочного метала, не повреждаются и не гнуться во время эксплуатации. Фрезы специальной формы имеют диаметр 32 см. Они легко входят в любой, даже самый жесткий грунт.
За один проход Caiman Neo 50S C3 может обрабатывать полосу шириной до 90 см. Ограничители по бокам фрез позволяют не повреждать клумбы, кусты и т.д. во время выполнения работ.
Вместительный топливный бак объемом 3,4 литра позволяет оператору долго работать между заправками. Верхнее расположение бака облегчает процесс заправки, а широкое горлышко делает заправку более аккуратной.
Для удобства транспортировки культиватора, на передней панели предусмотрено откидное колесо.
Все элементы управления режимом работы культиватора расположены на рукоятках. Резиновые ручки не позволяют рукам проскальзывать во время выполнения работ.
Широкие защитные крылья защищают оператора и окружающую территорию от разбрызгиваемой грязи.
Гарантия и сервис: Культиватор Caiman Neo 50S C3
Отзывы о товаре: Культиватор Caiman Neo 50S C3 (3000363002)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Культиватор Caiman Neo 50S C3
Рекомендуем посмотреть
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Культиватор Pubert ARO 60B C3
59 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Культиватор Husqvarna TF 545P
109 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Культиватор Honda F220K1
125 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Культиватор Honda FF300K1
269 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Культиватор Honda FJ500
159 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Культиватор бензиновый Caiman NEO 50S C3 (Subaru EP 16 OHC + Вал отбора мощности + Реверс + 3 скорости) / 3000363002
Описание
Торговая марка CAIMAN на российском рынке представлена множеством моделей садовой техники премиум-класса от ведущих производителей Японии, Франции, Италии, имеющих многолетний опыт работы и активно использующих последние научно-технические достижения и новые технологии. Поэтому приобретая машину торговой марки CAIMAN, Вы получаете не только продукт высокого качества изготовления, но и обладающий передовыми техническими характеристиками.
Культиватор серии NEO – это воплощение передовых технологий, надежности и в то же время функциональности. Широкий выбор навесного оборудования приближает машину к мотоблокам, поскольку она может работать как с задними, так и активными навесными приспособлениями, использующими ременной привод (при установке на культиватор опционального шкива отбора мощности).
Четырехтактный двигатель Subaru EP16 OHC (Япония)
Мощный, экологичный и долговечный мотор, обладающий высокой производительностью. Цепной привод газораспределительного механизма не только вдвое надежнее ременного, но и позволяет увеличить мощность, снизить уровень выбросов, позволяя полнее сжигать топливо и извлекать больший КПД с каждого «кубика» объема.
Инновационная трансмиссия 2+1
Две передние передачи (пониженная, для работы с тяжелыми навесными приспособлениями, такими, как плуг или окучник, и повышенная – для фрез, транспортировки) и одна задняя (реверс на удобной скорости 0,7 м/с – это минимальное значение среди аналогов).
Профессиональный редуктор Fast Gear II
Этот узел имеет разборную обслуживаемую конструкцию с деталями корпуса, соединяемых болтами. Он обладает чрезвычайно малой шириной и при этом высочайшей эффективностью, почти 90%.
Запатентованный механизм включения сцепления
Исключает проскальзывание ремня, что позволяет продлить срок службы привода. Для Вашего удобства рычаг сцепления удерживается абсолютно без усилий, буквально одним пальцем, а не всей ладонью.
Саблевидные фрезы Razor Blade
Эффективность такой формы лезвий проверена временем. Особая геометрия позволяет ножам входить в почву, не создавая при этом сильной вибрации. Они изготовлены из высококачественной стали, обладающей повышенной прочностью благодаря закалке. Фрезы быстросъемные, благодаря этому Вы можете регулировать ширину обработки: 30, 60 или 90 см.
Эллиптическая регулируемая рукоятка
Эргономика таких рукояток позволяет снижать усилие оператора при работе на тяжелых почвах. Положение рукоятки можно регулировать как по вертикали, в соответствии с Вашим ростом, так и по горизонтали – благодаря этому можно работать вплотную к кустарникам или другим объектам, сдвинув рукоятку в сторону от объекта.
Двусторонний сошник
Дает возможность регулировать рабочую глубину. Прямой конец предназначен для работы на твердых почвах, а загнутый облегчает перемещение по вязкому грунту.
Мотокультиваторы Кайман. Обзор модельного ряда. Особенности эксплуатации и обслуживания
Мотокультиваторы Кайман
Мотоблоки и мотокультиваторы Кайман производятся всемирно известной французской компанией Pubert, история которой насчитывает почти два столетия. Ассортимент продукции достаточно обширен – газонокосилки, измельчители, культиваторы, опрыскиватели, снегоуборщики, тракторы, одним словом – многочисленная бытовая и сельскохозяйственная техника. Владелец торговой марки Caiman — итальянский концерн BCS SpA FERRARI 9.0005 .
Производственные мощности Pubert частично расположены в Италии и провинциях Франции. Непродолжительный период в 2008-2013 годах некоторые виды сельскохозяйственной техники производились в Китае. Известные бренды Husqvarna, Solo, Honda, Staub, часть продукции также производится на заводах Pubert.
Особенности и преимущества мотокультиваторов Кайман
Модельный ряд представлен различными модификациями с бензиновыми и электрическими двигателями.
Возможность работы мотокультиваторов Кайман на повышенных и пониженных передачах + передача заднего хода приближает агрегаты по функциональности и маневренности к полноценным мотоблокам.
Благодаря установке экологически чистых двигателей Honda и Subaru значительно повышена надежность техники, снижено количество вредных выбросов в атмосферу.
Благодаря уникальной системе The Right Balance для операторов созданы комфортные условия работы: отсутствие разрушительных вибраций, минимальная нагрузка на позвоночник.
Высокая производительность благодаря сверхнадежным шестерням Fast Gear.
Мотокультиваторы Кайман способны работать на территории со сложным рельефом, при любых температурных условиях.
Цена оборудования колеблется в пределах 29,0 — 50,0 тыс. руб., а стоимость самого дорогого Caiman Roto 60S составляет 84 тыс. руб.
Модельный ряд мотокультиваторов Кайман
Культиваторы в СНГ появились в начале 30-х годов и быстро завоевали популярность. В тесном сотрудничестве с гигантами японского машиностроения Subaru и Honda разработан ряд высокотехнологичного оборудования безупречного качества. В настоящее время семейство мотоблоков и культиваторов Кайман насчитывает более 20 многофункциональных моделей.
Культиваторы Caiman относятся к группе профессиональных и полупрофессиональных агрегатов. Наиболее предпочтительно использовать сельхозтехнику на участках до 30 соток. По отзывам владельцев техники, мотокультиваторы Кайман по реальным возможностям и функциональности близки к мотоблокам, их ресурс на несколько порядков выше, чем у культиваторов многих других марок.
Электрокультиватор Caiman Turbo 1000
Мощность компактного электроагрегата 1кВт, имеется 1 передняя и 1 задняя передача. Почвенные фрезы регулируемые и могут обеспечить ширину вспашки 24/30/47 см при глубине 25 см. Вес сельхозмашины 32 кг. Зарядки аккумулятора хватает на 30-60 минут работы. Станок легко настраивается под рост оператора. Турбо-режим предназначен для рыхления плотной тяжелой почвы.
Бензиновые культиваторы Caiman
Культиватор Caiman Supertiller MB 25H
Очень легкая модель 12 кг с мощностью 1 л.с. является обновленной версией мини-культиватора. Агрегат отличается от аналогов сниженным уровнем шума при работе, меньшим в 2 раза расходом топлива.
Благодаря компактным размерам и небольшой рабочей ширине 28 см очень удобен для обработки и рыхления небольших междурядий, клумб, а также при работе в теплицах. Рекомендуется использовать на небольших земельных участках от 3-4 соток. В линейке Caiman есть чуть более мощный культиватор Caiman Supertiller MB 33S с двигателем Subaru мощностью 1,6 л.с.
Технические характеристики
Тип культиватора
Для обрабатываемой почвы
Мощность двигателя
1,1 л.с.
9 0058
Объем
25 см3
Модель двигателя
Honda GX25
двигатель тип
бензиновый 4-тактный
объем картера
0,08 л
объем топливного бака
0,58 л
Стартер
Ручной
Количество скоростных режимов
1 вперед
Тип привода
Червячный
Устройство сцепления
Муфта
Задний ход
№
Ширина покрытия
28 см.
Глубина охвата
22 см.
Вес без упаковки
12 кг.
Мотокультиватор Сайман Мокко 40 С2
Данный агрегат оснащен эко-мотором Green Engine 4 л.с. Новинка 2018 года, самая компактная сельскохозяйственная машина весом всего 39 кг с реверсом.
Мотокультиватор Сaiman Mokko 40 С2
Благодаря усовершенствованной конструкции цепного редуктора производительность увеличилась в 2 раза, что позволяет эффективно работать на 8 сотках. Уровень выхлопных газов машины соответствует европейским и японским стандартам.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Привод (редуктор)
Цепь
Применение
универсальный
Емкость топливного бака (л)
1,6
Модель двигателя
Caiman Green Engine 100 SS
Двигатель
Кайман
Максимальный крутящий момент
5,0 Нм при 2800 об/мин
Количество передач
1 вперед / 1 назад
Ширина обработки (см)
55
Глубина обработки (см)
285
Сцепление тип
тип ремня
ВОМ
№
тип двигателя
Бензиновый 4-тактный
Рекомендуемая площадь скашивания, м²
800
Масса, кг)
39
Торговая марка
Кайман
Гарантия
Уникальный Кайман Гарантия 5 лет
Глубина обработки, см
285
Реверс
90 059 Есть
Рычажный
Складной
Мотокультиватор Кайман Нано 40K
Само название этого легкого мотокультиватора премиум-класса Кайман говорит об использовании в его конструкции новейших технологий.
Культиватор Кайман НАНО 40К
Высокоскоростной цепной редуктор, мощный инновационный мотор Kawasaki, регулируемые вращатели 20/30/46 см, высокая маневренность благодаря малому весу 26 кг. — эти технические параметры выгодно выделяют агрегат в семействе Cayman. Отлично подходит для обработки небольших земельных участков до 6 соток.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Производитель:
Кайман (Кайман)
Тип устройства:
Культиватор
900 63
Производитель двигателя:
Kawasaki (Япония)
Модель двигателя:
Kawasaki FG100
Тип двигателя:
Бензин
Объем двигателя (см3):
99
Объем топливного бака (л. ):
1.6
Объем моторного масла в картере:
0,41 л.
Количество скоростей:
1 вперед
Тип редуктора:
Цепь
Сцепление:
Ремень
Трансмиссия:
Механическая (трос)
Ширина обработки:
46 см.
Глубина вспашки:
22 см.
Вес, кг.):
26
Происхождение марки:
Франция
Страна сборки:
9005 9 Франция
Гарантийный срок:
3+1 год
Наличие
да
Максимальная мощность (кВА):
2,5
Номинальная мощность (кВА):
1,5
Пневматические колеса:
№
Силовой отбор -Фоф -система для вложений
NO
Caiman Series Cultivators
Существует несколько моделей из этой серии на рынке: Terro 50S C2, Eco Max 50S C2 , NEO 50S C3. Агрегаты имеют схожие технические характеристики: мощность японского двигателя Subaru 5 л.с., ширина вспашки 30/60/9.0 см на глубину 32 см.
Отличия в том, что мотокультиватор Кайман Нео 50S С3 имеет шкив отбора мощности на валу двигателя, две передние скорости, возможность обработки земельных участков от 20 соток. Eco Max 50S C2 оснащен экономичным двигателем с низким уровнем выбросов и легким запуском.
Мотокультиватор Кайман Терро 50S С2
Мотокультиватор Кайман Терро 50S С2
Цепной редуктор, задний ход, захват вспашки 90 см, простота обслуживания, доступное агрегатирование с многочисленным навесным оборудованием, есть 1 передняя и 1 задняя скорость — эти характеристики делают мотокультиватор Кайман очень привлекательным для владельцев небольших земельных участков в 10-12 соток.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Производитель:
Caiman (Кайман)
Тип устройства:
Культиватор
9006 3
Производитель двигателя:
Subaru-Robin (Япония)
Модель двигателя:
Subaru EP 16OHC
Тип двигателя:
Бензин
Объем двигателя (см3):
169
9 0059 Объем топливного бака (л.):
3. 4
Объем моторного масла в картере:
0,6 л.
Количество скоростей:
1 вперед / 1 назад
Тип редуктора:
Цепь
Сцепление:
Ремень
Трансмиссия:
Механическая (трос)
Ширина обработки:
30-60-90 см.
Глубина вспашки:
32 см.
Вес, кг.):
54
Происхождение марки:
Франция
Страна сборки:
Франция
9006 3
Гарантийный срок:
3+1 год
Наличие
да
Максимальная мощность (кВА):
6
Номинальная мощность (кВА):
5
Pneu колеса matic:
№
Система отбора мощности для навесного оборудования
№
Мотокультиватор Кайман Нео 50S С3
Мотокультиватор Кайман Нео 50S С3
Этот культиватор по праву называют машиной нового поколения. Благодаря инновационной трансмиссии Neo, обеспечивающей 2 передачи вперед и 1 назад, агрегат может работать на целине, на участках со сложным рельефом, агрегатируется с большим количеством навесного оборудования.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ВОМ
Шкив на валу двигателя
Рычаг
Регулируемый, складной
Масса, кг
55
Производитель
Кайман
Глубина вспашки, мм
320
Площадь обработки, м²
2000
Ширина вспашки, см
90
Максимальный крутящий момент
8,1 Нм при 2500 об/мин
Марка двигателя
Subaru
Модель двигателя
EP 16OHC
Объем топливного бака, л
9 0059 3.4
Тип двигателя
Бензиновый 4-тактный
Применение
Профессионал
Тип А
Для целины
Редуктор
Цепь
Реверс
Есть
Сцепление
Тип ремня
Количество скоростей
2 вперед / 1 назад
Кайман 6 культиваторы серии 0
В эту группу входят различные модели мощностью 6 л. с.: Terro 60H C2, Neo 60H C3, Roto 60S, Кайман ЭЛИТ 60S D2. Маркировка в названии культиватора Caiman H означает двигатель Honda, S – Subaru. Культиватор Caiman Roto — самый тяжелый в группе, способный обрабатывать участки площадью 25 соток. Модель Neo имеет удлиненную коробку передач 2/1.
Мотокультиватор Кайман Терро 60Н С2
Мотокультиватор Кайман Терро 60Н С2
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Площадь обработки, м²
1500
Ширина вспашки, см
90
Вспашка глубина, мм
320
Тип редуктора
Цепь
Применение
Профессионал
А тип
Для целины
Модель двигателя
GX160
Тип двигателя
Бензиновый 4-тактный
Марка двигателя
Honda
Максимальный крутящий момент
10,3 Нм при 2500 об/мин
Топливо объем бака, л
3,1
Объем цилиндра, см³
163
Масса, кг
53
Производитель
Кайман
ВОМ
№
Рычаг
Регулируемый, складной
Задний ход
Есть
Сцепление
Тип ремня
Количество скоростей
1 вперед / 1 назад
Мотокультиватор Кайман Нео 60Н С3
Мотокультиватор Кайман Нео 60Н С3
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Площадь обработки, м ²
2000
Ширина вспашки, см
90
Глубина вспашки, мм
320
90 059 Тип редуктора
Цепь
Применение
Профессиональный
Тип A
Для целина
Модель двигателя
GX160
тип двигателя
Бензиновый 4-тактный
Марка двигателя 9 0060
Honda
Максимальный крутящий момент
10,3 Нм при 2500 об/мин
Объем топливного бака, л
3,1
Объем цилиндра, см³
163
Масса, кг
55
Производитель
Caiman
ВОМ
Шкив на валу двигателя
Рычаг
Регулируемый, складной
Реверс
Есть
Сцепление
Тип ремня
Количество скоростей
2 вперед / 1 назад
90 046 Мотокультиватор Caiman Roto 60S
Мотокультиватор Caiman Roto 60S
Уникальная машина Roto 60S 6 л. с. – это достаточно тяжелый агрегат массой 73 кг. Выдающимися преимуществами этой модели являются ее особенности: удлиненная трансмиссия Rotomatic с 3 передачами вперед и 1 назад, дифференциал, складные ручки, легкий запуск, передний бампер.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Площадь обработки, м²
2500
Ширина вспашки, см
48
9 0063
Глубина вспашки, мм
200
Тип редуктора
Усиленная/двойная цепь
Application
Professional
Тип A
Для целины
Модель двигателя
EP 1 7OHC
Тип двигателя
Бензиновый 4-тактный
Марка двигателя
Subaru
Максимальный крутящий момент
11,3 Нм при 2500 об/мин
Объем топливного бака, л
3,4
Масса, кг. всегда
Регулируемый, складной
Задний ход
Есть
Сцепление
Тип ремня
Количество скоростей
1 вперед / 1 назад
Мотокультиватор Caiman ELITE 60S D2
Мотокультиватор Caiman ELITE 60S D2
Полупрофессиональная модель мощностью 6 л.с. и массой 57 кг предназначена для интенсивной обработки земельных участков до 25 соток, включая целину и пар. Коробка передач имеет 1 скорость вперед и 1 назад, ширина захвата при культивации регулируется — 30/56/82 см. Это единственный мотокультиватор Кайман с пневматическим приводом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ВОМ
№
Вес
57 кг
Глубина вспашки
32 см
Количество скоростей
1 вперед / 1 назад
Максимальный крутящий момент
11,3 Нм при 2500 об/мин
Модель двигателя
Subaru-Robin EP17OHC
Объем двигателя
169 см³
Емкость топливного бака
3,4 л
Площадь обработки
1500 м²
Пневматические колеса:
№
90 063
Application
Professional
Производитель
Caiman
Реверс
Есть
Родина марки культиватора:
Франция
Рычаг
Регулируемый, складной
Страна сборки культиватора:
Франция
Сцепление
Ремень
Тип двигателя
9005 9 Бензин
Тип двигателя
Бензин
Тип изделия
Культиватор
Культиватор тип
Для целины
Редуктор
Цепь
Топливо
Бензин АИ92
Функциональность
Культиватор для целины
Количество скоростей
1 вперед / 1 назад
Ширина обработки 900 60
30-56-82 см
Мотокультиватор Сайман Трио 70С3
последняя разработка, хит 2018 года. Этот усовершенствованный агрегат по габаритам и массе относится к средней группе культиваторов, а по своим возможностям вплотную приблизился к универсальным мотоблокам: высокая мощность 7 л.с. в сочетании с экономичным расходом топлива, сниженным уровнем шума, надежным и технологичным двигателем Green Engine 212CC.
Мотокультиватор Сaiman Trio 70С3
Благодаря инновационной трансмиссии Trio с двумя интеллектуальными передними передачами и ходом заднего хода всего 0,7 м/с, культиватор Кайман эффективно работает на сложных почвах, тяжелой переувлажненной почве, на пересеченной местности и на склонах.
Интеллектуальная система трансмиссии «Трио» позволяет рационально регулировать скорость в зависимости от вида выполняемых работ: на высоких скоростях 140-160 об/мин машина работает с мотокультиваторами, на низких скоростях 60-80 об/мин – с дополнительными навесными устройствами, такими как как плуг, окучник.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Площадь обработки, м²
2000
Ширина вспашки, см
90
9 0063
Глубина вспашки, мм
320
Тип редуктора
Цепь
Application
Professional
Модель двигателя
212 SS
Тип двигателя
Бензиновый 4-тактный
900 63
Марка двигателя
Caiman Green Engine
Масса, кг
64
Производитель
Caiman
ВОМ
Нет
Рычаг
Регулируемый, складной
Задний ход
Есть
Сцепление
Тип ремня
Количество скоростей
2 интеллектуальных вперед / 1 назад
Навесное оборудование
Культиваторы Кайман, несмотря на свои скромные габариты и достаточно легкий вес, рационально агрегатируются и эффективно работают с различным навесным оборудованием, таким как:
Плуг — вспашка для размягчения почвы перед посевом.
Прополка — используется для прополки между рядами сорняков.
Окучник — не только окучивает посадки, но и может нарезать борозды для посадки культур и рассады.
Сошник — регулирует глубину погружения в землю дополнительных орудий.
Адаптер с сиденьем — облегчает работу с культиватором.
Грунты и утяжелители — из-за небольшого веса мотокультиваторов Caiman иногда требуется дополнительное утяжеление для оптимальной обработки сложных почв.
Лопата-отвал — поможет сбросить снег, очистить территорию от мусора.
Прицеп — перевозит различные грузы.
Продемонстрируем работу культиваторов Кайман с навесным оборудованием на видео:
Особенности эксплуатации и обслуживания
Отсутствие китайских деталей и узлов значительно повышает надежность культиваторов Кайман. Удачная компоновка конструкции обеспечивает добротность техники, стабильность работы двигателя, по сравнению с культиваторами других марок в том же ценовом сегменте.
Культиваторы Кайман потребляют обычный чистый бензин без присадок не ниже АИ-92. Агрегаты очень чувствительны к загрязнению деталей и узлов, поэтому владельцам следует строго соблюдать рекомендации производителя по техническому обслуживанию, своевременно менять расходные материалы:
Соблюдайте график профилактического обслуживания.
Рассмотрим марки масел в зависимости от сезона и температурного режима эксплуатации.
Моторное масло следует менять каждые 50 часов, а трансмиссионное масло — каждые 100 часов.
Инструкция по эксплуатации культиватора Кайман 50S C2
Инструкция по эксплуатации культиватора Кайман ELITE 60S D2
Кусачки Razor Blade
Профессиональное снаряжение Fast Gear I
Регулируемая ручка
Шаг назад Реверсивный редуктор
Первый пуск, обкатка
Правильно проведенная обкатка во много раз продлевает срок службы оборудования, и, наоборот, пренебрежение этой процедурой приводит к непредвиденным поломкам и неисправностям. Обкатку проводят в щадящем режиме на 2/3 от максимальной мощности в течение 8-9 часов. В этот период проверяется работоспособность всех систем, правильность настроек, установка навесного оборудования. Через 5 часов проводится первая замена масла, рекомендуется SAE 30.
Консервация на зиму
Чистую машину хранить в сухом проветриваемом помещении с плотно закрытым баком.
Возможные неисправности, ремонт
Проблемы с системой зажигания. В таких случаях рекомендуется проверить работу систем и отдельных элементов:
уровень масла в двигателе и работу датчика уровня масла
состояние свечи — на сухость и засорение
функцию кнопки остановки двигателя
сетка топливного крана
искрение.
Если предпринятые действия не привели к положительному результату, необходимо снять карбюратор, разобрать его, продуть воздушные и топливные каналы.
Видео обзор
Обзор культиватора Кайман
Реверсивный культиватор Кайман Eco MAX 50 SC2
Культиватор Кайман элит 60S
Отзыв владельца
9 0005 Андрей:
«Купил французский культиватор Caiman 50s 2 года назад. Такое ощущение, что технология идеальна. Все продумано до мелочей – вплоть до каждого винтика. К производителю претензий не имею. Сборка, функциональность, качество узлов и механизмов соответствует цене. Работать на таком оборудовании одно удовольствие».
ThinkCentre neo 50s Gen 3 — CTO EPEAT Gold
Обзор продукта:
Тип продукта:
Рабочий стол
Зарегистрирован в:
США
Производитель:
Леново
Уровень EPEAT:
Золото
Дата регистрации:
06.01.2022
Статус продукта:
Активный
Номер детали производителя:
11СВ
Все уникальные идентификаторы продукта, существующие для этого продукта, не могут быть перечислены здесь. Если уникальный идентификатор продукта, который вы ищете, отсутствует в списке, свяжитесь с EPEAT по адресу EPEAT@GEC. org.
Подробная информация об оценке уровня EPEAT
Чтобы продукт был включен в реестр EPEAT, он должен как минимум соответствовать применимым «требуемым» критериям. чтобы увидеть список обязательных критериев для данной категории товаров.
Этот продукт соответствует требованиям.
Наряду с обязательными критериями продукты также могут соответствовать необязательным критериям и набирать дополнительные баллы. Для продукта не требуется набирать дополнительные баллы.
Продукция, отвечающая всем требуемым критериям и достигающая менее 50 % дополнительных баллов оцениваются по шкале EPEAT Bronze
Продукты, соответствующие всем требуемым критериям и набравшие 50–74 % дополнительных баллов оцениваются по шкале EPEAT Silver 90 007
Продукты, которые соответствовать всем необходимым критериям и набрать 75 — 100% дополнительных баллов оцениваются в EPEAT Gold
Дополнительные критерии для этой категории продуктов и дополнительные баллы, полученные этим продуктом, перечислены ниже.
Дополнительные критерии
Баллы
4.1 Управление психоактивными веществами
11 / 16
(4.1.2.1) Ограничения использования кадмия
1
(4.1.4.1) Ограничение использования бериллия
1
(4.1.5.2) Дальнейшее снижение содержания брома и хлора в пластиковых материалах
(4.1.6.1) Предотвращение или исключение веществ из Приложения XIV REACH ЕС (список разрешений)
1
(4.1.6.2) Сокращение содержания веществ в перечне веществ-кандидатов SVHC
согласно REACH ЕС.
(4.1.8.1) Химическая оценка и выбор
(4.1.9.1) IEC 62474 подлежащие декларированию вещества
1
(4.1.9.2) Запрос инвентаризации веществ
1
(4.1.9.3) Инвентаризация веществ
2
(4.1.10.1) Сокращение выбросов фторсодержащих газов при производстве плоскопанельных дисплеев
2
(4. 1.10.2) Сокращение выбросов парниковых газов при производстве полупроводников
2
4.2 Выбор материалов
2 / 3
(4.2.1.2) Более высокое содержание переработанного пластика, полученного с помощью ИТЭ, или биоматериалов
2
(4.2.1.3) Вторичный переработанный пластик, полученный с помощью ИТЭ
4.4 Долговечность продукта/продление срока службы
2 / 2
(4.4.2.2) Общедоступная служебная информация
1
(4.4.2.5) Возможность модернизации и ремонта продукта
1
4.5 Энергосбережение
3 / 4
(4.5.1.3) Энергоэффективность внутренних источников питания
2
(4.5.1.5) Энергопотребление продукта ниже максимального предела энергии ENERGY STAR
Заклепочник двуручный, для заклепок 3.2-4.0-4.8-6-6,4 мм Matrix Professional
Главная
Каталог
Крепежный инструмент
Заклепочники
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Длина, мм
500
Бренд
MATRIX
Размер заклепок, мм
3,2 — 6,4
Тип заклепок
заклепки
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
403001
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Заклепки, 4. 0 х 10 мм, 50 шт. Matrix
Заклепки, 4.0 х 10 мм, 50 шт. Matrix
Заклепочник литой 270 мм, заклепки 2.4-4.8 мм Барс
Заклепочник литой 270 мм, заклепки 2.4-4.8 мм Барс
Степлер мебельный регулируемый, тип скобы 53, 4-14 мм Matrix
Степлер мебельный регулируемый, тип скобы 53, 4-14 мм Matrix
Заклепки 4.0 х 10 мм RAL 8017, темно-коричневый, 50 шт Matrix
Заклепки 4.0 х 10 мм RAL 8017, темно-коричневый, 50 шт Matrix
Куртка XL Gross
Куртка XL Gross
Похожие товары
Заклепочник литой, поворотный, 290 мм, 0-360 град, заклепки 2. 4-3.2-4.0-4.8 мм, Pro Matrix
Заклепочник литой, поворотный, 290 мм, 0-360 град, заклепки 2.4-3.2-4.0-4.8 мм, Pro Matrix
Заклепочник двуручный усиленный ЗУБР «Т-64», 390мм, для заклёпок d=2,4-6,4 мм
Преимущества
Двухрычажная конструкция многократно уменьшает прилагаемое усилие и снижает утомляемость при длительной работе.
Губки заклепочника из закаленной стали 40X. Поверхностный слой губок обладает повышенной прочностью, твердостью и износостойкостью.
Литой усиленный корпус повышает надежность и долговечность инструмента
Контейнер для отработанных стержней заклепок повышает комфорт при работе
Описание
Надежный инструмент для установки вытяжных заклепок. Двухрычажная конструкциия значительно облегчает работу.
Применение
Применяется для установки нержавеющих, стальных и алюминиевых вытяжных заклепок.
Способ применения:
1. Просверлите отверстие
2. Установите заклепку в заклепочник, а затем в отверстие
3. Сжимайте и разжимайте рукоятки заклепочника до момента откусывания хвостовика заклепки
4. Заклепка установлена
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
6 700 ₽
В наличии
Купить в 1 клик
4 650 ₽
В наличии
Купить в 1 клик
12 410 ₽
В наличии
Купить в 1 клик
7 820 ₽
Нет в наличии
Нет в наличии
Распродажа
67 819 ₽
32 720 ₽
В наличии
Купить в 1 клик
23 452 ₽
11 490 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
8 890 ₽
В наличии
Купить в 1 клик
19 511 ₽
10 150 ₽
В наличии
Купить в 1 клик
17 722 ₽
9 250 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 150 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 450 ₽
В наличии
Купить в 1 клик
7 284 ₽
2 990 ₽
В наличии
Купить в 1 клик
1849P | Интенсивный заклепочник 6,4 мм
1216,00 € вкл.
НДС
Купить
Описание
Специальные данные
Стандарты/директивы
Документация и изображения
60.4 заклепка 60.4
Intensivetive
ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ Его комбинированный пневматический/гидравлический цилиндр и подруливающее устройство обеспечивают тяговое усилие 1250 кг, что позволяет использовать стальные заклепки диаметром 6,4 мм. ПРАКТИЧЕСКАЯ Его тонкий нос позволяет выполнять работы в труднодоступных местах. Интенсивный заклепочник. Алюминиевый корпус. Пошаговая работа. Его размер и очень легкий вес обеспечивают превосходную маневренность. Поставляется с наконечниками для заклепок 3,2 — 4 — 4,8 — 6 — 6,4 и комплектом запасных губок.
Описание
Специальные данные
Стандарты/директивы
Документация и изображения
Обозначение
INTENSIVE RIVETER 6,4 ММ
Номер в продаже
1849P
9 мм (L)
5
275
Вес (г)
2000
l (мм)
80
h (мм)
165
Нет 50
1250 кг
C мм
C мм
50
C мин. мм
21
C мин. мм
1/4″
Гарантия
3
Цена без НДС
3,2 — 6,4
2
2
2
Применена гарантия
М1 | Гарантия на оборудование и машины SAM: Гарантия на ограниченный период, распространяющаяся на технические инструменты, устройства и машины, используемые в нормальных условиях. Длина указывается числом после буквы M: от 1 до 5 лет
Подробнее
Описание
Специальные данные
Изображения и директивы
Описание
Специальные данные
Стандарты/директивы
Документация и изображения
Изображения
8
1 HD-фото №1
Пистолет для гравитационного окрашивания hvlp 1,4 мм
1866P
Заклепочник для заклепок 6,4 мм (все.
..
1847
Композитный духовой пистолет
1883
Заклепочник 2,4-6,4 мм коробка
1846-90
Пистолет для чистки Hgv со спиральным…
1889P
Заклепка 2,4–6,4 мм
1846P
Карманный обдув с профилем Orion
1879 900 05
Промышленный обдувочный пистолет
1888
Экструзионный пистолет 300/400/600 мл
1891
Высечный инструмент
1816
Набор линейных ножей с…
SI-AEB405
Прямое зубило
1817
Фотографии и тексты, не являющиеся обязательными для исполнения
Европейская компания
во Франции, Испании, Нидерландах
Консультация профессионала
с собственным отделом обслуживания клиентов
+33 (0)4 77 92 13 00
Du lundi au vendre ди де 8h à 18 часов
3000 дистрибьюторов
в Европе доверяют нам
YATO YT-36060 Заклепочный пистолет с ленивым языком 2,4-6,4 мм Среднемощный заклепочный пистолет с медленным ударом Цена в Индии
Получить уведомление, когда этот товар снова появится на складе .
Товары для дома
Инструменты и измерительное оборудование
Электроинструменты
Заклепочные пистолеты
Заклепочные пистолеты YATO
YATO YT-36060 Заклепочник с ленивым языком 2,4–6,4 мм 9 Заклепочный пистолет средней мощности 9 05 9 05 0005
Жидкий двухкомпонентный пенополиуретан для заливки
Жидкий двухкомпонентный пенополиуретан для заливки | Купить
Цена
Показать новые
Показать хиты
Тэги по наначению:
Теги по жидкому пластику
Холодный пластик двухкомпонентный Пластик для заливки Двухкомпонентный пластик Полиуретановый пластик Пластик для творчества Пластик для мебели Жидкий ПУ пластик
ГлавнаяКаталогМатериалы для литья и изделий
Двухкомпонентный пенополиуретан
Особенности:
Закрытые поры, что дает возможность использовать ППУ для отливки декоративных изделий
Прочность и легкость отвержденного материала
Области применения:
Декоративные изделия в любых областях, от строительных работ до изготовления сувениров, муляжей и др.
Легкий и прочный наполнитель с положительной плавучестью
Изготовление жестких кожухов для оболочковых силиконовых и полиуретановых форм
Элементы ландшафтного дизайна
Дизайн интерьера
Заполнение пустот
Основное отличие пенополиуретанов различных марок — прочность, время жизни и окончательная плотность отвержденного продукта.
Заливочный пенополиуретан FOAM-IT! 10, 0,86 кг
Жидкий двухкомпонентный ППУ FOAM-IT! 5, 0,86 кг
Пенополиуретан для заливки FOAM-IT! 3, 6,81 кг
Двухкомпонентные жидкие пенополиуретаны холодного отверждения для свободного литья в силиконовые формы и заполнения полостей. Вспениваются в процессе полимеризации, процесс достаточно растянут по времени и является вполне контролируемым. Время и коэффициент увеличения объема определяются характеристиками конкретной марки. Жидкий пенополиуретан обладает различной степенью расширения от 3 до 16 и более, соответственно меняется плотность отливки. Может использоваться для изготовления разнообразного декора, технических изделий, не несущих механических нагрузок, требующих облегчения конструкции и визуального объма. Хорошо зарекомендовали себя в качестве материала для жестких кожухов оболочковых силиконовых форм.
При работе с ППУ следует учитывать ряд моментов
Неотвержденные компоненты боятся влаги. в т.ч. влажного воздуха
При литье используйте разделительные смазки
Агрессивно воздействуют на резиновые формы
Конфигурация формы должна соотносится с коэффициентом расширения
Окраска по поверхности потребует ее дополнительной подготовки
Хотите получить подробную консультацию?
Оставьте заявку или напишите в любой удобный мессенджер и мы свяжемся с вами очень скоро!
Тем, кто выбирает изолирующий материал для утепления домов, который не станет убежищем для грызунов и рассадником для насекомых, рекомендуем пенополиуретан. По внешним характеристикам это пена полимерного происхождения, которая крепко и плотно крепится на любых поверхностях и моментально затвердевает. Это один из наиболее практичных, прочных и долговечных современных утеплителей.
Определение пенополиуретана (ППУ)
Пена синтетического происхождения ячеистой структуры. По составу это пластмасса, наполненная инертным газом.
Главные достоинства вещества, которые не поддаются сомнению:
долговечность;
простота применения;
нейтральная теплопроводность;
высокий показатель адгезии к любым поверхностям.
Помимо прокладочных функций, материал обладает укрепляющими каркас сооружений возможностями. Для газонаполненного пенополиуретана не существует ограничений по конфигурации поверхностей.
Состав и свойства ячеистого пенополиуретана (ППУ)
Вещество получается вследствие смешивания двух жидких химических ингредиентов:
полиизоцианата;
полиола.
После охлаждения во взбитом веществе содержится до 90 % инертного газа. Полученная пена становится пригодной для теплоизоляции помещений. Структура конечного продукта из жидкого состояния превращается в плотную массу. Специфика применения материала может регулироваться количественными пропорциями основных и дополнительных ингредиентов.
По аналогичному принципу создаётся эластичный лёгкий мягкий поролон, используемый в качестве наполнителя в мебельном производстве. Марки материала определяются параметрами плотности и жёсткости.
Марка
Показатель жесткости
Допустимая нагрузка кг/см²
ST
стандарт
60-101
HL
жёсткий
80-121
HS
мягкий
60-121
TL
повышенная жёсткость
60-101
HR
высокоэластичный
100-121
CMHR
пожаробезопасный, высокоэластичный
100-121
Жёсткость пенополиуретана обеспечивает добавление антипиреновой примеси. Такой материал обладает повышенной плотностью в пределах 30-85 кг на см ³. Несмотря на потерю эластичности, вещество обладает рядом других полезных качеств:
высокий уровень шумопоглощения и термоизоляции;
стойкость к влиянию влаги, что позволяет использовать материал для гидрозащиты фундаментов.
Для строительного применения ППУ изготавливают из следующих компонентов:
изоцианат;
разновидности полиола.
Материалы обладают высокой скоростью преобразования из жидкости в застывшую пену, плотностью и стойкостью к возгоранию. Это подтверждается гостом 307302.
Разновидности
Вид материала в большей степени зависит от технологии изготовления, которая применяется конкретным производителем. По этому принципу предлагается пенополиуретан в разном товарном состоянии:
Жидкий. Реализовывается расфасованным в ёмкостях, из которых можно осуществлять напыление;
Жёсткий. В виде листов, панелей, скорлупы;
Мягкий. Поролоновые маты, рулоны.
Толщина изделия, изоляционные и защитные свойства зависят от целей применения. Материал может приготавливаться непосредственно на месте укладки. Если меняются пропорции компонентов, меняются функциональные особенности пенополиуретана.
Поролон
Материал с показателем плотности в пределах 5-35 кг на м ³ применяется в качестве различных прокладок в мебельном и швейном производстве. Также из поролона изготавливают предметы бытового применения.
Жёсткий ППУ
Основное назначение – использование в строительных целях. Готовый пенополиуретан не боится влияния нефтепродуктов, прямого попадания воды. Но материал не должен контактировать с органическими растворителями, минеральными кислотами.
Пенополиуретан представлен более чем тридцатью разновидностями с разными значениями плотности и функциональными особенностями. Применяется для шумопоглощения и теплоизоляции. Благодаря стойкости к влаге, незаменим при оборудовании холодильных камер.
Жидкий ППУ
Используется для напыления на вертикальные и горизонтальные поверхности в качестве термоизоляции. Материал не создаёт чрезмерных нагрузок на несущие конструкции. Пенополиуретан, благодаря высокой адгезии, может распыляться под любым углом. Он быстро затвердевает и расширяется, моментально заполняя пустоты любых размеров.
Пена экономно расходуется и позволяет обрабатывать за короткое время большие площади. В конечном итоге обработанные поверхности закрыты монолитным слоем долговечного неразрушаемого от механического и климатического воздействия материала.
Технические характеристики и свойства ППУ
По критерию теплоизоляции пенящееся вещество признано лучшим среди множества аналогичных материалов. Плотность, адгезия пенополиуретана повышают возможности и простоту применения. Структуру и свойства материала можно выбирать на усмотрение пользователя, выбирая пропорции компонентов в зависимости от конкретных условий эксплуатации.
По критерию паронепроницаемости пенополиуретан тоже на высоте. Закрытая ячеистая структура не пропускает влагу. Минеральная вата по этому показателю уступает в 50 раз. Обработанные пеной стены и потолки помещений защищены от вредных влияний влаги.
Единственный недостаток пены – при прямом контакте с водой происходит реакция гидратации.
Сравнение пенополиуретана с минеральной ватой
Минеральная вата является ближайшим аналогом пенополиуретана. Кроме низкой стоимости, других преимуществ у материала нет. В момент сжатия показатель прочности пены находится на уровне 0,3. По минеральной вате такой параметр качества даже не предусмотрен.
Максимальное насыщение пенополиуретана водой не превышает показатель в 10 %, тогда как минвата даже в сухом состоянии показывает четырёхпроцентную насыщенность влагой. Такой влагонасыщенный материал не способен противостоять набуханию при контакте с влагой. В жилых домах использование минваты не рекомендуется.
Относительно сроков эксплуатации, то расчётный период использования пенополиуретана достигает 40 лет, тогда как остальные утеплительные материалы могут прослужить не более 10-ти. Слежавшаяся минеральная вата превращается в бесполезную вредную прокладку.
ППУ не является источником испарений формальдегида и фенолов. Под воздействием агрессивного влияния внешней среды материал показывает высокий порог стойкости и не является средой обитания для насекомых и грызунов. Пена не распространяет в воздухе аллергенных микроволокон и озонразрушающих газов, как это происходит с минеральной ватой.
Характеристики пенополиуретана
Свойство
Показатель
Комментарий
Плотность
45-60 кг на м. куб.
Аналогичный показатель лёгкости у минваты – 150-250 кг на м. куб.
Усадка
—
Не наблюдается
Противодействие сжатию
0,46 мм/м
Аналогичный показатель даёт пенобетон
Теплопроводность
0,021 Вт/м*К
Минимальный среди аналогов параметр
Морозостойкость
До 1000 циклов
Высокий показатель
Водопоглощение
2 %
Один из лучших показателей. Для сравнения, у пенобетона 20 %.
Паропроницаемость
0,001
Практически нулевая, у минваты показатель достигает отметки 0,29
Огнеупорность
3Г
Пена не поддерживает горения
Стоимость
300-1800
Зависит от размеров и т.д.
Звукоизоляция
Высокая
Нет аналогов
Токсичность
Нет
Материал пригоден для использования в пищевом холодильном оборудовании
Прогнозируемый эксплуатационный период
До 50 лет
Один из наиболее долговечных утеплительных материалов
Пенополиуретан, в зависимости от технических параметров и эксплуатационных свойств по показателю огнестойкости, разделяют на группы:
«С» — самозатухающий;
«ТС» — трудносгораемый;
«ТВ» — трудновоспламенимый.
Для повышения огнестойкости, в пену добавляются особые ингредиенты. Такую задачу следует поручать опытным специалистам.
Положительные характеристики
Материал обладает следующими достоинствами:
Лёгкий вес. Удобен для обработки крыш, чердаков. Не создаёт дополнительной весовой нагрузки на основания;
Самокрепящийся материал, при использовании которого не требуются специальные фиксаторы;
Отсутствуют «мостики холода», что создаёт плотную бесшовную изоляцию;
Быстрая обработка поверхностей без предварительной подготовки;
Нет температурных ограничений по работе с пеной;
Материал не боится сезонных температурных колебаний, перепадов влажности;
Не вступает в реакцию с солевыми растворами, кислотами, щелочами;
Высокая адгезивная цепкость.
Пена в жидком состоянии отлично заполняет пустоты, проникает в недоступные простеночные пространства без необходимости вскрытия.
Недостатки пенополиуретана:
Материал не должен находиться длительное время под прямым воздействием ультрафиолетового излучения. Чтобы защитить утеплитель, необходимо позаботиться о накрытии;
Обрабатываемые поверхности должны быть сухими и тёплыми, очищенными от мусора;
Пенополиуретан не поддерживает горения, но при высоких температурных воздействиях способен тлеть.
Санитарные особенности пенополиуретана
Пена после застывания не оказывает вредного влияния на здоровье людей. Но во время обработки материалом рабочие должны придерживаться требований норм безопасности:
Смешивать компоненты необходимо в маске, респираторе, защитном костюме;
Использовать только проверенные и сертифицированные компоненты;
Использовать исправное распылительное оборудование.
Область применения
Основное направление – строительное. Пена поможет быстро и эффективно заделать щели в помещениях любого типа. Лёгкость материала не создаёт дополнительных нагрузок на деревянные конструкции. Благодаря объёмности и лёгкости, пена широко применяется в автомобильном, космическом, корабельном строительстве.
Способы монтажа
Наиболее распространённый способ нанесения пенополиуретана на поверхности – путём распыления. Материал равномерно наносится на стены, потолки, экономно расходуется. Удобно обрабатывает поверхности со сложной геометрией, выступами, отверстиями и углублениями.
Чтобы распыление было успешным, необходимо придерживаться следующих правил:
обрабатывать сухие поверхности;
работать в безветренных условиях;
обрабатываемая поверхность должна быть не холоднее + 10 ° С;
температура рабочей смеси — +18-25 ° С;
каждый слой должен быть толщиной 3-5 см;
для утолщения покрытия требуется подождать высыхания предыдущей обработки. ;
Во время работы помещение должно проветриваться. Начинать нанесение пены рекомендуется со сложных участков.
Полезные рекомендации:
Пену необходимо наносить несколькими слоями до достижения необходимой толщины. Это повысит утеплительный эффект, повысит адгезию и долговечность покрытия. Обязательное условие повторных обработок – полное высыхание предварительно нанесённого слоя пены. Если на стенах есть трещины, пенополиуретан обеспечит и усилит их целостность. Повторные напыления проводятся не только с целью утолщения покрытия, но и для выравнивания в сложных местах;
Прежде чем покупать материал, необходимо проконсультироваться со специалистом, чтобы выбранная марка ППУ обладала достаточной непроницательностью;
Правильно нанесённое покрытие прослужит длительный период, выполняя ожидаемые функции.
Пенополиуретан используется не только внутри помещений. Влагостойкими марками пены обрабатывают наружные стены, фундаменты, магистральные трубы для сохранения тепла. Пена используется для утепления мансард и лоджий. Благодаря тому, что материал доступный и просто применяется, сфера практических возможностей неограниченная.
Компоненты формовки из полиуретана, выбор материалов
Пенополиуретан должен обладать жесткостью или гибкостью в зависимости от того, для чего он предназначен. Универсальность этого материала позволяет ему приспосабливаться к потребностям промышленности во всех секторах и присутствовать в повседневной жизни, обеспечивая комфорт и защиту.
Жесткие и гибкие компоненты пенополиуретана
Этот материал с высокими изоляционными свойствами получается из смеси двух компонентов, полиола и изоцианата, в жидком состоянии. Когда они вступают в реакцию, они образуют жесткий пенополиуретан с твердой и очень прочной структурой. Тепло, выделяющееся в результате реакции, можно использовать для испарения набухающего агента, поэтому полученный материал имеет гораздо больший объем, чем исходные продукты.
Жесткая пена может наноситься распылением на месте или методом литья на месте . Напыляемый полиуретан и нагнетаемый полиуретан — это типы полиуретана, используемые в строительстве и промышленности в самых различных областях.
Гибкие пенополиуретаны представляют собой эластичные структуры с открытыми ячейками. Они выделяются своей амортизирующей способностью и универсальностью, поскольку в зависимости от добавляемых добавок и используемой производственной системы могут быть достигнуты различные характеристики.
Литье из пенополиуретана
Литье из полиуретана очень экономично при больших объемах производства. Изготавливается форма, в которую заливаются жесткие или эластичные компоненты пенополиуретана. В результате реакции материал увеличивается в размерах до тех пор, пока вакуум в форме не будет завершен. Когда пена затвердеет и отвердеет, ее отделяют от формы, и процесс начинается снова.
Литье под давлением аналогично, хотя материал впрыскивается в форму под высоким давлением.
Какую пену выбрать для каждого применения?
Выбор наиболее подходящего полиуретана для каждой цели имеет основополагающее значение для получения требуемых результатов. Таким образом, напыляемый жесткий пенополиуретан является наиболее эффективным изолятором . Благодаря своей твердости он может выдерживать резку и механическую обработку. Гибкие пенопласты больше подходят для формования.
Жесткая пена обеспечивает высокий уровень тепло- и звукоизоляции при минимальной толщине. Жесткий пенополиуретан представлен в виде листов, блоков и формованных изделий, которые подбираются в соответствии со спецификациями клиента по форме, текстуре, цвету и т. д. Его можно использовать в изоляционных целях (строительство, промышленное охлаждение, трубы, резервуары, нагреватели, д.), конструкционная пена, имитация дерева, декоративные панели, упаковка, флористическая пена и др., а также в моделях и прототипах.
С другой стороны, гибкая пена из-за ее комфорта и жесткости полезна для мебели (диваны, матрасы, кресла для кинотеатров), чтобы быть гипоаллергенной и предлагать различные варианты отделки и дизайна. Фактически, полиуретановая система Syntheflex 9676L-TX-48 является наиболее подходящей для мебельной промышленности, поскольку она позволяет производить гибкие детали из пенопласта холодного формования с формованной плотностью от 50 до 60 г/л.
Формованная гибкая пена | Технология Covestro
Технологии
Гибкие пенополиуретаны (ПУ) можно производить в форме для создания высококачественных пенопластов со сложной геометрией для производства мебели, автомобилей и других применений. Мы предлагаем как полиолы, так и изоцианаты, а также ряд ключевых добавок для производства гибких формованных пенопластов.
Связаться с экспертом
Популярные бренды
Acclaim®
Высокоэффективный полиэфирполиол с низким содержанием моноола для клеев, покрытий и специальных применений
Аркол®
Семейство полиэфирполиолов для различных применений уретана
Десмодур®
Полиизоцианаты для широкого спектра пенополиуретанов, покрытий и клеев
Десмофен®
Широкий ассортимент полиолов для высокоэффективных полиуретановых применений
Гиперлайт®
Полиэфирные и полимерные полиолы для широкого спектра пенополиуретанов
Мондур®
Полиизоцианаты для широкого спектра пенополиуретанов, покрытий и клеев
Мультранол®
Полиэфирные и полиэфирполиолы для широкого спектра применений ПУ
Софтцел®
Полиэфирполиол для вязкоупругой пены
Ультрасел®
Полиэфирполиолы для высококачественной мягкой мебели и матрасов.
Формованный эластичный пенополиуретан получают путем заливки жидкой реакционной смеси в форму, которая определяет форму вспененного изделия. Для гибкого формованного пенопласта вода является наиболее часто используемым химическим вспенивающим агентом. Вспенивание в форме является классическим примером периодического производства пенополиуретанов. Благодаря широкому выбору сырья и других параметров, многочисленные свойства пены могут быть настроены в соответствии с конкретными требованиями к пене, включая плотность пены, твердость и демпфирующие свойства. Мы предлагаем широкий выбор сырья для производства формованных гибких пенопластов.
Наши полиолы включают такие бренды, как Desmophen®, Arcol®, Acclaim®, Hyperlite®, Multranol®, Softcel® и Ultracel®. Наши изоцианаты предлагаются под торговыми марками Desmodur® и Mondur®. Для производства мебели мы поставляем полностью готовые полиуретановые системы под торговой маркой Bayfit®, а для автомобильной промышленности наши системы Bayfit® SA обладают звукопоглощающими свойствами.
Прочие технологии пенообразования
Технологии
Прерывистая жесткая пена
Прерывистый жесткий пенополиуретан (ПУ) изготавливается путем взаимодействия двух жидких компонентов – изоцианата и полиола.
Технологии
Реакционная пена для литья под давлением
Реакционное литье под давлением или RIM — это процесс формования пластмасс, в котором используются формы для формирования пены или твердых деталей.
Технологии
Пенопласт
Технология напыления полиуретана является основой для напыления пенополиуретана (SPF), напыляемых композитных систем и напыляемых эластомеров.
Технологии
Непрерывный жесткий пенопласт
Жесткая пена производится путем объединения двух основных компонентов – полиола Baymer® и изоцианата Desmodur®.
Цилиндрический редуктор В 400 – трехступенчатый крановый редуктор, применяется при повторно-кратковременных режимах работы. Предназначен для работы в вертикальном либо наклоном положении в приводах кран-балок и не больших кранов.
«Системы качества» известны в Украине своим подходом к надежности и контролю качества. Предлагаем добротный редуктор В-400 с передаточными числами 18; 20; 28; 40; 50. Валы цилиндрические, любой вариант сборки.
Технические характеристики
Основные технические характеристики редуктора В-400, заявленные в паспорте, сведены в таблице. Диапазон передаточных чисел, предельный крутящий момент на выходе, нагрузка на тихоходном валу, вес и прочее. Характеристики других моделей, можно найти в разделе крановые редукторы каталог.
Типоразмер редуктора
Номинальное передаточное число
Номинальный крутящий момент на тихоходном валу, Нм
Допускаемый крутящий момент на тихоходном валу, Нм
Объем масла, л
Вес, кг
КПД
В-400
18;20;28;40;50
420
585…1850
0,7
104
0,97
Особенности эксплуатации
Технические характеристики редуктора цилиндрического В-400 определяют допустимые режимы эксплуатации:
Работа с остановками и переменными нагрузками;
Возможно реверсивное включение;
Максимальная скорость на входе – 1000 об/мин;
Концентрация пыли до 10 мг/м³.
Характеристики зацепления зубчатых передач
В данной таблице указаны все номинальные и фактические передаточные числа с характеристиками зацепления зубчатых передач: количество зубьев, ширина колес, модуль, межосевое расстояние. С помощью таблицы можно определить типоразмер, передаточное число, параметры зацепления зубчатых передач, что необходимо при самостоятельном ремонте или заказе зубчатых колес и вал-шестерней.
Передаточное число
1 ступень
2 ступень
3 ступень
фактическое
номинальное
Awб
B1
z1
z2
m
Awп
B2
z3
z4
m
Awт
B3
z5
z6
m
17,4
18
90
30
18
42
3
140
40
17
53
4
170
50
20
48
5
20,59
20
16
44
26,4
28
14
56
38,1
40
14
46
12
58
52,8
50
11
59
17
51
Где, Аwб, Аwп и Аwт – межосевое расстояние, мм
B – ширина колеса, мм
m – модуль зубьев, мм
z – количество зубьев
Режимы работы
В таблице указаны режимы работы редуктора В-400 с подводимой к входному валу мощностью электродвигателя с различной частотой вращения . Данная таблица будет необходима при монтаже и компоновке редуктора с электродвигателем.
Передаточное число
Номинальное
18
20
28
40
50
Частота вращения быстроходного вала об/мин
Рабочий режим, %
Мощность подводимая к входному валу, кВт
600
ПВ=60
4,15
3,95
2,9
2
1,65
ПВ=40
4,45
4,1
3,15
2,15
1,75
ПВ=25
5,95
4,15
4,05
3,25
2,65
ПВ=15
15,5
13,7
10,75
7,6
6
750
ПВ=60
4,45
4,25
3,5
2,3
1,95
ПВ=40
4,75
4,6
3,7
2,5
2,10
ПВ=25
6,15
5,95
4,8
3,4
2,85
ПВ=15
18,5
15,7
12,5
8,5
7,2
1000
ПВ=60
5,6
4,95
4,15
2,75
2,55
ПВ=40
6,25
5,55
4,6
3,1
2,7
ПВ=25
7,5
7
6
3,95
3,5
ПВ=15
21
18,1
16,5
11,5
9,15
Марка подшипников
Перечислены марки подшипников в комплектации устанавливаемые на быстроходный, тихоходный, промежуточный валы. Данная таблица будет необходима при замене вышедших из строя подшипников.
Выходной вал
Количество
1 промежуточный вал
Количество
2 промежуточный вал
Количество
Входной вал
Количество
6218
2
6207
2
6209
2
6207
2
Размеры и чертежи редуктора В-400
Чертеж с габаритными и присоединительными размерами согласно технического паспорта приведен для простоты подбора и подготовки к монтажу редуктора В-400.
Размеры и чертеж цилиндрических валов В400
Цилиндрический входной и выходной вал редуктора В400 зачастую используется при присоединении к исполнительному механизму с помощью муфт типа МЗ, МУВП и тд. Диаметр, вынос и прочие размеры указаны на чертеже
Вал
l
d
b
t
Входной
53
34
10
37
Выходной
50
85
25
90
Варианты сборки редуктора В-400
Варианты сборки редуктора В-400 – это схема компоновки и расположения основных элементов редуктора. Соединение с электродвигателем с помощью зубчатых муфт МЗП или МЗ.
При этом некоторые варианты сборки являются крайне дефицитными и изготавливаются только под заказ.
Расшифровка маркировки
Для оформления правильного запроса, приводим расшифровку маркировки. Условное обозначение полного названия модели содержит информацию о передаточном числе, варианте сборки, межосевом расстоянии и климатическом исполнении.
Цена
Цена редуктора В-400 по Украине варьируется в зависимости от новизны и качества. Надежный В-400 с заводской подготовкой и рабочей гарантией может достигать по цене 16000 грн. Цена бу – 8000. Но с ними осторожней.
Кроме того, на цену влияет вариант сборки и передаточное число. Дефицитные модели будут стоить дороже. На редуктор В-400 цену Вам подскажут наши специалисты.
Редуктор В400 работает с подъемными механизмами и высоким крутящим моментом. Некачественный В-400 может стать причиной простоя предприятия и даже травматизма. Покупая у «Систем Качества», вы исключите вероятность неприятных сюрпризов. Европейские стандарты технического контроля дают «Системам» абсолютную статистику безотказности промышленного оборудования.
Редукторы В-400 – характеристики, чертежи и цены трехступенчатых крановых редукторов
Редукторы
Крановые редукторы
В
Редуктор В-400
Испытания перед отправкой
Купить с доставкой по Украине
Код Товара:
В-400
Тип:
Крановый
Расположение:
Харьков, Украина
Габариты (ДхШхВ):
640×350×270 мм
Вес:
104 кг
Гарантия:
12 месяцев
Наличие:
В наличии
Цена: от 8000 грн.
Точные цены и помощь у консультанта
Кол-во
шт
0 отзывов
Описание
Отзывов (0)
Вопрос-ответ
В-400 – это трехступенчатый крановый редуктор, предназначенный для увеличения крутящего момента и уменьшения частоты вращения в вертикальном или наклонном положении. Нашел широкое применение в работе с крановыми тележками и кранами, а также для общепромышленного назначения.
Далее в обзоре — информация с общими характеристиками В-400, советы экспертов СЛЭМЗ по подбору и покупке.
Содержание:
Технические характеристики
Покупка и советы эксперта
Обзор цен
Чертежи и габаритно-присоединительные размеры
Характеристики зацепления зубчатых передач
Варианты сборки и передаточные числа
Обьем масла и марки подшипников
Технические характеристики
Наименование технических характеристик
Типоразмер редуктора
В-400-18
В-400-20
В-400-28
В-400-40
В-400-50
Передаточные числа
18
20
28
40
50
Допускаемая радиальная консольная нагрузка, Н
быстроходный вал
585
тихоходный вал
1850
Номинальный крутящий момент, Н. м
420
Допускаемый коэффициент номинального крутящего момента и радиальной нагрузки в режиме S3 (ПВ=16, 25, 40, 63%)
1
КПД
0,98
Масса
104
Режим работы
Повторно-кратковременный S3
При работе в реверсивном режиме, т.е. при периодическом изменении направлений нагрузки номинальные крутящие моменты на выходном валу, указанные в таблице, должны быть снижены на 30%.
Эксплуатационные характеристики
Редуктор В-400 обладают повышенной надежностью в работе, высоким КПД до 98%, просты в обслуживании. Работают с постоянной и переменной нагрузками, в непрерывном и повторно-кратковременном режимах, нагрузка одного направления и реверсивная. Вращение валов в любую сторону. Используется в неагрессивной и невзрывоопасной среде. Частота вращения входного вала не превышает 1000 об/мин. Рассчитаны на работу при запыленности воздуха не более 10 мг/м³.
Скорость вращения входного вала, об/мин
Режим работы
ПВ. %
Передаточные числа
18
20
28
40
50
600
15
15,5
13,7
10,75
7,6
6
25
5,95
4,15
4,05
3,25
2,65
40
4,45
4,1
3,15
2,15
1,75
60
4,15
3,95
2,9
2
1,65
750
15
18,5
15,7
12,5
8,5
7,2
25
6,15
5,95
4,8
3,4
2,85
40
4,75
4,6
3,7
2,5
2,1
60
4,45
4,25
3,5
2,3
1,95
1000
15
21
18,1
16,5
11,5
9,15
25
7,5
7
6
3,95
3,5
40
6,25
5,55
4,6
3,1
2,7
60
5,6
4,95
4,15
2,75
2,55
Подготовка к эксплуатации редуктора В-400:
Заполнить редуктор маслом
Очистить посадочные и установочные поверхности от консервации с помощью ветоши,увлажненной бензином, керосином и другим растворителем.
Редуктор установить на жесткую опору в горизонтальном положении. Надежно закрепить болтами класса прочности материала не ниже 5.8 по ГОСТ 1739.4-87. Предусмотреть свободный доступ к масломерной игле, пробкам и крышкам.
Провернуть редуктор вхолостую. Проверить затяжку болтовых соединений,при необходимости подтянуть до упора с примерным усилием для резьбы.
Залить в редуктор масло через отверстие, закрытое пробкой или смотровой крышкой до верхней риски масломерной иглы или до уровня контрольной пробки. При необходимости подвести к редуктору систему струйной проточной смазки.
Сделать пробное включение двигателя без нагрузки на выходном валу редуктора и убедиться в нормальной работе.
Помощь в покупке редукторов В-400
На базе Слобожанского завода Вы всегда сможете не только купить надежный В-400 по здоровой цене, но и произвести капитальный заводской ремонт, заказать тихоходный вал или зубчатую пару. Больше подробностей о ценах и характеристиках цилиндрических одноступенчатых редукторов по телефону.
Совет эксперта СЛЭМЗ
Ключевые проблемы при покупке В-400 – покупка низкокачественных БУ редукторов и безосновательная переплата. Причины — устоявшиеся стереотипы и ухищрения недобросовестных продавцов. Четыре правила покупки качественных В-400 по оптимальной цене:
Не все новые цилиндрические редукторы изготавливаются качественно и в соответствии с ГОСТ, а цена всегда высокая.
Обязательно рассматривайте варианты складского хранения, но только от экспертных поставщиков — при грамотной расконсервации и испытаниях, редуктор не уступит в надежности новому.
Уровень поставщика можно оценить по его возможности изготавливать вал-шестерни самостоятельно.
БУ – это лотерея, почти всегда слизанные шестерни и износ деталей на 60-70%.
Более подробную консультацию Вы получите по телефону от экспертов «СЛЭМЗ»
Цены
Рассматривайте цену в контексте соотношения с качеством. Самые дешевые в Украине В-400 это редукторы БУ, с ценами от 6000 грн. Надежный неликвид с заводской подготовкой и гарантией — от 14800 грн. При этом, дефицитные компоновки и передатки могут увеличить стоимость до 40%.
Цена нового редуктора В-400 украинского или российского производств от 16000 грн. Оптимальное решение под ваш техпроцесс помогут найти консультанты «СЛЭМЗ». Для получения счета-фактуры или актуальных прайсов — звоните нам или отправляйте письменный запрос.
Справочные и эксплуатационные параметры
В разделе собрана паспортная техническая информация с габаритами, диаметрами валов, характеристиками зацепления, вариантами сборки. Эксплуатационные особенности – какие марки подшипников и какое масло заливать в редуктор В-400.
Чертеж и габариты В-400
Типы и диаметры валов
Редукторы В-400 имеют идентичные крепежные и присоединительные размеры. Незначительные отличия могут коснуться только внешнего вида корпуса. Конические тихоходные и быстроходные валы упрощают посадку шкивов ременной передачи. Цилиндрические валы — нестандартное исполнение для В-400 изготавливаемое под заказ.
Характеристики зацепления зубчатых передач
В таблице указаны все номинальные и фактические передаточные числа с параметрами зацепления зубчатых передач редуктора В-400: количество зубьев, ширина колес, модуль, межосевое расстояние. С помощью таблицы можно определить типоразмер, передаточное число, характеристики зацепления зубчатых передач.
Характеристика зацепления
Значение для каждой передатки редукторов В-400
Передаточное число
фактическое
17,4
20,59
26,4
38,1
52,8
номинальное
18
20
28
40
50
1 ступень
Aw
90
B
30
z1
18
16
44
z2
42
44
46
m
3,0
Варианты сборки
Условное обозначение при заказе
В расшифровке маркировки содержится информация о передаточном числе, варианте сборки, межосевом расстоянии, исполнение тихоходного вала и климатическом исполнении.
Обслуживание
В данном разделе вы найдете сведения, которые будут полезны при проведении технического обслуживания.
Размеры подшипников В-400
Объем и марка заливаемого масла
Выходной вал
6218
Количество заливаемого масла
0,7
Количество
2
Марка масла
летнее
ИРП-150 ИТП-200 ТАП-15В
зимнее
ТСп-10
Входной вал
6207
Периодичность заливки масла
Через 90 дней
Количество
2
Оформление заказа и гарантия
Обратившись в ООО СЛЭМЗ, Вы купите новые редукторы В-400 по цене производителя либо надежные испытанные неликвиды складского хранения с гарантией 12 месяцев. Оплата с НДС и без, возможность вернуть товар в течении 14 дней, компетентный сервисный центр для постгарантийного обслуживания и доставка по Украине за 1-2 дня.
в400, в 400, в-400
Похожие товары
ВЕНТС Редуктор 400/200 | официальный сайт ВЕНТС
Описание
Характеристики
Скачано
Размеры
Описание
Описание
Переходник.
Характеристики
Характеристики
Параметр
Переходник 400/200
Единица измерения
Толщина стали
0,7
мм
Диаметр соединения
400, 200
мм
Архив файлов
Загрузки
Выберите тип документа
Наименование
Скачать
Описание товара «Редуктор» 06-2014 (pdf 83. 84Kb)
Скачать изображение товара в высоком качестве «Редуктор» (psd 2.26Mb)
Скачать изображение «Редуктор» для Вашего сайта (png 519.09K3)
Размеры
Характеристики
Параметр
Значение
Единица измерения
д1
400
мм
д2
200
мм
л1
60
мм
л2
50
мм
Л
310
мм
C5 Прямой переходник 400-200 ч 80 ZS — 5280241
Продукты
Сертификаты
КОД 5280241
Прямой редуктор 400-200
СКАЧАТЬ САПР
2D3D
Скачать
Скачать PDF
Таблица характеристик
Загрузка
Технические чертежи
5280241. pdf
Сертификаты
Dich. Серия CE C5.pdf
Зарегистрируйтесь, чтобы войти (Вход)
Имя
Фамилия
Электронная почта
Номер телефона
Компания
Номер НДС
Категория — Выберите категорию —Агентство по продажамКонсультантДистрибьютор/Оптовый торговец электроприборамиОрганизация — АссоциацияEPCГрупповая закупочная организация (GPO)Установщик/подрядчик по электротехнике или механикеБанкOEM Производитель оригинального оборудованияПроизводитель товаровПроизводитель панелейРедакторИТ-дилерКонструкторское бюро — СпецификаторТранспорт — ИнфраструктураПоставщик услугСистемный интеграторДругое
Укажите категорию
Роль — Выбрать роль —АгентУправляющий директор/генеральный директор Главный исполнительный директорРегиональный менеджер/Директор по продажамЗакупщикКатегорийный менеджерКонсультантУправление продажамиОбщий менеджмент/Исполнительный менеджментМенеджер по закупкамУправление технической поддержкой/Менеджер технической поддержкиМаркетинг и коммуникацииМенеджер проектаРедакторУправляющий филиаломВладелец цепочки поставок/логистикиТехнический офисДругое
Указать роль
Страна
Местонахождение
Пароль
Повторить пароль
Настоящим я даю согласие на обработку моих персональных данных в соответствии с Регламентом ЕС №.
Виброплита бензиновая Champion PC9045F — от официального дилера ЧЕМПИОН в Москве
Виброплита бензиновая Champion PC9045F — это мощный инструмент для уплотнения щебня, грунта и песка. Агрегат прекрасно подойдет для работы на строительных площадках, а также для строительства автодороги, трамвайных или железнодорожных путей, спортивных площадок, дорожек и тротуаров.
Особенности модели:
Небольшой вес
Простота в обслуживании
Мощный двигатель
Легкий запуск
Ручной стартер
Защитная рама
Съемная рабочая рукоять
Закругленная форма оснвоания плиты
Простое техническое обслуживание
Подробнее про виброплиту Champion PC9045F
Агрегат подходит для ремонта и обслуживания мостовых, тротуаров и парковок, а также для уплотнения тонких и средних слоев сыпучих грунтов. Открытое основание размером 50 см на 45 см обеспечивает самоочищение. Форма основания представляет собой прямоугольник с закругленными краями, что позволяет работать вблизи углов.
4-тактным двигатель мощностью 6,5 л.с. достаточно мало шумный, позволяет развивать производительность до 660 м²/ч и гарантирует глубину уплотнения до 30 см. Для удобства работы виброплита оснащена съемной рукоятью.
Виброплита Champion – это инструмент повышенной опасности, обязательно перед началом работы следует внимательно ознакомиться с прилагаемой инструкцией и строго ей следовать.
Комплектация:
виброплита — 1 шт.
руководство по эксплуатации — 1 шт.
коробка — 1 шт.
Наш магазин CHAMPION — официальный дилер в России. У нас вы найдете актуальную технику, которую можно купить по низкой цене и заказать быструю доставку по Москве и МО.
Все виброплиты CHAMPION
Гарантия:
1 год
Страна производства:
Китай
Виброплиты
Назначение:
для уплотнения средних слоев сыпучих грунтов, для уплотнения тонких слоев сыпучих грунтов, для ремонта и обслуживания мостовых, для парковок, для тротуаров
Размер плиты, см:
50 см х 45 см
Тип уплотняемого грунта:
песок, гравий, смешанный грунт, брусчатка
Двигатель:
4-х тактный бензиновый
Запуск двигателя:
ручной стартер
Мощность, кВт:
4. 8 кВт
Мощность, л.с.:
6.5 л.с.
Глубина уплотнения, см:
30 см
Центробежная сила, кН:
15 кН
Объем двигателя, см3:
196 см³
Объем топливного бака, л:
3.6 л
Расход топлива, г/кВт•ч:
395 г/кВт•ч
Объем картера, л:
0.6 л
Бак для воды:
нет
Объем масла вибратора, л:
0.35 л
Габариты
Вес:
89.3
Габариты и вес упаковки
Вес:
89. 50 кг
Длина:
67.00 см
Ширина:
47.00 см
Высота:
59.00 см
Руководство по эксплуатации. Виброплита бензиновая Champion PC9045F
Виброплита бензиноваяChampion PC9045F – механическое вибрационное устройство начального уровня, предназначенное для уплотнения щебня, грунта и песка. Это устройство пользуется спросом, прежде всего на строительных площадках, где имеются строгие требования в маневренности техники, ее мобильности, а также простоте техобслуживания. Агрегат отлично подойдет для таких мест, где осуществляется строительство автодороги, трамвайных или железнодорожных путей, спортивных площадок, дорожек и тротуаров. Представленная модель прекрасно справляется с уплотнением сыпучих материалов в процессе проведения работ по благоустройству территории, устройству дорожного покрытия или его ремонта.
Главным компонентом данного оборудования является бензиновый мощный двигатель, установленный на опорной плите. Эксцентрик является источником вибрации. Корпус эксцентрика надежно зафиксирован на основании техники, а вращение на него передает двигатель при помощи клиноременной передачи. Частота вращения эксцентрика составляет 4200, что способствует отличному усилию на уплотняемую поверхность. Стоит отметить, что двигатель очень прост в обслуживании и экономичен. Объем топливного бака составляет 3,6 литров, благодаря чему можно довольно долго эксплуатировать виброплиту и не отвлекаться на дозаправку.
На первый взгляд виброплита бензиноваяChampion PC9045F может показаться довольно сложным устройством, но это вовсе не так. Работать ей довольно просто. Более того, этот агрегат зарекомендовал себя как чрезвычайно надежный, удобный и безопасный инструмент, который обеспечивает исключительно комфортную работу. Виброплита отличается своей мобильностью, она совершенно не нуждается во внешнем источнике питания, что будет незаменимым свойством для многих строительных объектов. Размеры устройства составляют 50х45 сантиметров. Такие скромные габариты позволяют провести работы в труднодоступных местах, например, около столбов, бордюров, в траншеях и прочих местах, где объемная дорожная техника будет бесполезна.
Тип двигателя
бензиновый, 4-тактный
Мощность двигателя, (кВт/л.с)
4,8/6,5
Вес, (кг)
87
Производительность, ( м2/час)
416
Регулятор производительности
нет
Размер плиты, длина/ширина, (см)
50/45
Глубина уплотнения, (см)
30
Вынуждающая сила, (кН)
15
Реверс
нет
Объем двигателя, (см3)
196
Объем топливного бака, (л)
3,6
Объем картера, (л)
0,6
Система запуска
ручной стартер
Объем бака для воды, (л)
нет
Расход воды, (л/мин)
нет
Объем масла вибратора, (л)
0,3
Накладка резиновая
да
Тележка транспортировочная
да
Дополнительная информация
Бренды
Champion
Мощность двигателя (л. с.)
6,5
Объем двигателя (см3)
200
Вес (кг)
87
Ёмкость топливного бака (л)
3,6
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические вакансии, школьные вакансии | ШколаВесна
Выберите местоположение… Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс. ..Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
Расширенный поиск
Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
Карьера Инструменты управления документами.
Централизованная агрегация поиска работы.
Оповещения по электронной почте.
Комплексные приложения.
Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Рейс SU 1232 Москва – Уфа авиакомпании Аэрофлот – Яндекс Путешествия
Рейс SU 1232 Москва – Уфа авиакомпании Аэрофлот – Яндекс Путешествия
Москва — Уфа
15 апреля1 пассажир, эконом
Москва
MOW
Уфа
UFA
Туда
15 апр
Обратно
Обратно
Нет данных для аэропорта прилёта
Москва
Шереметьево SVO
Уфа
Уфа UFA
Вылет
Прилет
14:38
18:35
14:252 ч 10 мин18:35
Терминал
B
Терминал
—
Данные обновлены 1 мин назад
На основе данных табло аэропортов. Представленные данные носят справочный характер, пожалуйста, уточняйте их на официальном сайте перевозчика. Яндекс не несет ответственности за актуальность и достоверность представленной информации.
Тарифы
Эконом ПРОМО ЛАЙТ
Возврат: запрещён
Обмен: за доплату
1 место, 10 кг, 55x40x25
Эконом ПРОМО
Возврат: запрещён
Обмен: за доплату
1 место, 23 кг, 203
1 место, 10 кг, 55x40x25
Эконом СМАРТ ЛАЙТ
Возврат: запрещён
Обмен: за доплату
Эконом ЛАЙТ
Возврат: запрещён
Обмен: за доплату
1 место, 10 кг, 55x40x25
Эконом БЮДЖЕТ
Возврат: запрещён
Обмен: за доплату
1 место, 23 кг, 203
1 место, 10 кг, 55x40x25
Эконом СМАРТ ОПТИМУМ
Возврат: за доплату
Обмен: за доплату
1 место, 23 кг, 203
Эконом ОПТИМУМ
Возврат: за доплату
Обмен: за доплату
1 место, 23 кг, 203
1 место, 10 кг, 55x40x25
Эконом СМАРТ МАКСИМУМ
Возврат: разрешен
Обмен: разрешен
1 место, 23 кг
Эконом МАКСИМУМ
Возврат: разрешен
Обмен: разрешен
2 места, 23 кг, 203
1 место, 10 кг, 55x40x25
Эконом СПЕЦИАЛЬНЫЙ
Возврат: за доплату
Обмен: за доплату
1 место, 23 кг, 203
1 место, 10 кг, 55x40x25
КОМФОРТ БАЗОВЫЙ
Возврат: запрещён
Обмен: за доплату
1 место, 23 кг
1 место, 10 кг, 55x40x25
Комфорт ОПТИМУМ
Возврат: за доплату
Обмен: за доплату
2 места, 23 кг
1 место, 10 кг, 55x40x25
Комфорт МАКСИМУМ
Возврат: разрешен
Обмен: разрешен
2 места, 23 кг
1 место, 10 кг, 55x40x25
Бизнес БАЗОВЫЙ
Возврат: запрещён
Обмен: за доплату
1 место, 32 кг
1 место, 15 кг, 55x40x25
Бизнес Оптимум
Возврат: за доплату
Обмен: за доплату
2 места, 32 кг
1 место, 15 кг, 55x40x25
Бизнес МАКСИМУМ
Возврат: разрешен
Обмен: разрешен
2 места, 32 кг
1 место, 15 кг, 55x40x25
В классах «Эконом» и «Комфорт» можно провезти не более 10 кг ручной клади. В классе «Бизнес» — до 15 кг. Дополнительно в салон разрешается взять сумку или рюкзак с вещами весом не больше 5 кг и размером 80 см по трём измерениям, один пакет из Duty Free не больше 115 см, верхнюю одежду, костюм в специальном чехле, букет, питание для ребёнка во время полёта, устройство для переноса ребёнка, складное кресло-коляску, костыли, трости, необходимые лекарства и диетическое питание. Условия провоза багажа уточняйте у оператора, например, в тарифе «Лайт» за багаж придётся платить.
Статистика полетов
По расписанию95%
Задерживается на 15–30 мин.1%
Бывает отменён4%
Тип самолета
Airbus A321
Полезные ссылки
Официальный сайт авиакомпанииПравила провоза багажаОнлайн-регистрация
Информация о рейсе SU 1232 Москва – Уфа
Самолёт вылетает из Москвы, аэропорт Шереметьево, терминал B и прибывает в Уфу, аэропорт Уфа. Время в пути по расписанию, без задержек — 2 часа 10 минут. Рейс выполняет авиакомпания Аэрофлот. Посмотрите расписание на другие дни — ближайшие даты указаны над статусом рейса. На этой же странице написано время вылета и прибытия самолёта. Ближе к вылету появляются номера стойки регистрации, выхода на посадку и ленты для получения багажа в городе прибытия, если аэропорт или партнёр предоставил нам эти данные. Информация на Яндекс Путешествиях обновляется онлайн.
Яндекс Путешествия для партнеровПрограмма для веб-мастеров и блогеровО СервисеСлужба поддержкиПользовательское соглашениеПравила программы лояльности Яндекс Плюс
Наши проекты:Яндекс АрендаАвто.руЯндекс НедвижимостьЯндекс Услуги
Проект компании
Аэрофлот | Пройти онлайн-регистрацию на рейс
Онлайн-регистрация на рейсы компании Аэрофлот начинается за 24 часа и
заканчивается за 45 минут до вылета.
Вы можете оставить заявку на предварительную онлайн-регистрацию нашему сервису в любое удобное для вас время, в том числе до начала онлайн-регистрации у перевозчика.
Мы дождёмся начала онлайн-регистрации вашего рейса, сразу же забронируем вам место в самолете с учетом ваших пожеланий и пришлем посадочный талон на вашу электронную почту.
Также вы можете самостоятельно дождаться начала онлайн-регистрации и пройти регистрацию на официальном сайте перевозчика.
ВНИМАНИЕ: Онлайн-регистрация на рейсы Аэрофлот недоступна при вылете из следующих аэропортов: CAI, CAN, CMB, DEL, DWC, DXB, GOI, HRG, IKA, MLE, PEK, SEZ, SSH, YKS.
Обращаем ваше внимание, что онлайн-регистрация невозможна, если вы:
перевозите животных, в том числе собаку-проводника, собаку-помощника, собаку эмоциональной поддержки, служебную собаку;
перевозите оружие или боеприпасы;
требуется услуга сопровождения ребёнка без родителей.
После регистрации вы можете сдать багаж в аэропорту не позднее времени окончания регистрации на рейс на специальных стойках приема багажа Drop-off,
а в случае отсутствия стоек Drop-off — на обычной стойке регистрации.
Обратите внимание на правила провоза багажа. В случае если ваш багаж по весу или габаритам превышает нормы бесплатного провоза багажа, вам будет необходимо
заплатить за сверхнормативный багаж.
Обратите внимание на Требования к опасным грузам, перевозимым пассажирами.
Об авиакомпании Аэрофлот
Официальный сайт — https://www.aeroflot.ru/
IATA и ICAO коды авиакомпании Аэрофлот SU и AFL.
COVID-19
С информацией об изменениях, связанных c COVID-19, Вы можете ознакомиться
здесь.
Статус рейса SU1232 / Аэрофлот AFL1232 / SU 1232 Flight Tracker
Статус рейса SU1232
15.04.2023
СВО
УФА Поделиться Продолжительность Шереметьево, Москва Уфа 3:43. Расстояние 900:30 Аэропорт Шереметьево, Москва до Аэропорта Уфа 1176 км / 730 миль. Больше рейсов SU на Flight Tracker Аэрофлота.
Москва — Шереметьево вылет
Уфа прилет
Терминал B Выход 115
Терминал 1 Выход —
Российская Федерация
Российская Федерация
Местное время 18:39 (МСК)
Местное время 20:39 (+05)
Отправление по расписанию
14:25
13:25 твоё время
Запланированное прибытие
18:35
15:35 твоё время
Пересмотрено Отправление
14:38
13:38 твоё время
Отредактированное поступление
18:21
15:21 ваше время
Национальный рейс Аэрофлота SU1232 / AFL1232 вылетает из Шереметьево, Москва [SVO], Российская Федерация и летит в Уфу [UFA], Российская Федерация.
Расчетная продолжительность полета 3:43 часа, расстояние 1176 километров.
Вылет сегодня 15.04.2023 в 14:38 МСК в Шереметьево из Терминала В Выход 115.
Запланированное прибытие SU1232 / AFL1232 сегодня 15.04.2023 в 18:21 +05 в аэропорту Уфы у выхода Терминала 1 —.
Дата
Полет
с
до
Отъезд
Состояние прибытия
04-2023
100
04-2023
100
04-2023
100
04-2023
100
04-2023
7
СУ1232
Шереметьево, Москва
Уфа
14:38
18:21 прибыл
14.04.2023
СУ1232
Шереметьево, Москва
Уфа
14:42
18:21 прибыл
13.04.2023
СУ1232
Шереметьево, Москва
Уфа
14:30
18:04 прибыл
04-12-2023
СУ1232
Шереметьево, Москва
Уфа
14:38
18:15 прибыл
11. 04.2023
СУ1232
Шереметьево, Москва
Уфа
14:37
18:18 прибыл
04-10-2023
СУ1232
Шереметьево, Москва
Уфа
14:51
18:38 прибыл + 3 мин
09.04.2023
СУ1232
Шереметьево, Москва
Уфа
14:33
18:18 прибыл
08.04.2023
СУ1232
Шереметьево, Москва
Уфа
14:33
18:15 прибыл
07.04.2023
СУ1232
Шереметьево, Москва
Уфа
14:32
18:14 прибыл
06.04.2023
СУ1232
Шереметьево, Москва
Уфа
14:29
18:13 прибыл
05.04.2023
СУ1232
Шереметьево, Москва
Уфа
14:25
18:35 неизвестно
04-04-2023
СУ1232
Шереметьево, Москва
Уфа
14:30
18:10 прибыл
03. 04.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:18 прибыл
04-02-2023
СУ1232
Шереметьево, Москва
Уфа
14:34
18:14 прибыл
01.04.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:16 прибыл
30-03-2023
СУ1232
Шереметьево, Москва
Уфа
14:36
18:20 прибыл
29.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:25
18:35 неизвестно
28.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:32
18:12 прибыл
27.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:25
18:35 неизвестно
26. 03.2023
СУ1232
Шереметьево, Москва
Уфа
14:17
18:02 прибыл
25-03-2023
СУ1232
Шереметьево, Москва
Уфа
14:56
18:36 прибыл
24.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:54
18:36 прибыл
23-03-2023
СУ1232
Шереметьево, Москва
Уфа
14:43
18:31 прибыл
22.03.2023
СУ1232
Шереметьево, Москва
Уфа
15:25
19:05 прибыл + 25 мин
21.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:52
18:28 прибыл
20.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:46
18:26 прибыл
19. 03.2023
СУ1232
Шереметьево, Москва
Уфа
14:48
18:27 прибыл
18.03.2023
SU1232
Шереметьево, Москва
Уфа
14:38
18:17 прибыл
17.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 прибыл
16.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 неизвестно
15-03-2023
СУ1232
Шереметьево, Москва
Уфа
14:50
18:32 прибыл
14.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 неизвестно
13.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:55
18:34 прибыл
03-12-2023
СУ1232
Шереметьево, Москва
Уфа
14:45
18:32 прибыл
03-11-2023
СУ1232
Шереметьево, Москва
Уфа
15:02
18:37 прибыл
03-10-2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 неизвестно
09. 03.2023
СУ1232
Шереметьево, Москва
Уфа
14:48
18:24 прибыл
08.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 неизвестно
07.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 прибыл
06.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 неизвестно
05.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:37
18:20 прибыл
04.03.2023
СУ1232
Шереметьево, Москва
Уфа
14:44
18:24 прибыл
03-03-2023
СУ1232
Шереметьево, Москва
Уфа
15:03
18:42 прибыл + 2 мин
03-02-2023
СУ1232
Шереметьево, Москва
Уфа
14:41
18:21 прибыл
01. 03.2023
СУ1232
Шереметьево, Москва
Уфа
14:42
18:28 прибыл
28.02.2023
СУ1232
Шереметьево, Москва
Уфа
14:59
18:38 прибыл
27.02.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 неизвестно
26.02.2023
СУ1232
Шереметьево, Москва
Уфа
14:41
18:17 прибыл
25-02-2023
СУ1232
Шереметьево, Москва
Уфа
14:47
18:27 прибыл
24.02.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 неизвестно
22.02.2023
СУ1232
Шереметьево, Москва
Уфа
14:35
18:40 неизвестно
Какое сейчас время отправления и прибытия Аэрофлота SU1232?
Сколько времени занимает рейс SU1232 из Шереметьево Москва в Уфу?
Средняя продолжительность полета из Шереметьево, Москва в Уфу: 1 час 52 минуты . Дальность полета составляет 1176 км/730 миль.
Какова средняя задержка рейса SU1232?
Средняя задержка рейса SU1232 составляет 10 минут , а показатель своевременности составляет 94%.
Авиакомпания SU1232?
Авиакомпания SU1232 — Аэрофлот. Посмотреть статус рейса Аэрофлот
Статус рейса Аэрофлот SU1232 сегодня
Рейс SU1232 из Москвы в Уфу, Россия
Международный рейс Аэрофлот SU1232 из Москва (SVO) Россия в Уфа 900:30 (УФА) Россия, оператор Аэрофлот. Время вылета из международного аэропорта Шереметьево: 14:25 15 апреля 2023 года Европа/Москва и время прибытия в международный аэропорт Уфа: 18:35 15 апреля 2023 года Азия/Екатеринбург. Продолжительность полета 2 часа 10 минут .
SU1232 — AFL1232 Аэрофлот (SU)
SVO Москва Россия
Уфа Уфа Россия
Прибыл вовремя
Отправление Международный аэропорт Шереметьево
IATA: SVOICAO: UUEE
По расписанию
14:25 15 апреля 2023
Факт 14:38 15 апреля 2023
Б 115
Прибытие Международный аэропорт Уфа
IATA: UFAICAO: UWUU
По расписанию
18:35 15 апреля 2023
Фактический 18:21 15 апреля 2023
1 —
SU1232 Деталь
Тип: международный рейс
Продолжительность полета: 2 часа 10 минут
Дальность полета: 1181 км / 734 мили
Авиакомпания
Аэрофлот
ИАТА: SU
ИКАО: AFL
Дни работы: понедельник, вторник, среда, четверг, пятница, суббота, воскресенье
Пассажирские услуги
Тип услуги: Обычный пассажир
Мест: 158
Грузоподъемность: 0 тонн
Пассажирские классы: Эконом, Бизнес-класс, Шаттл
Более детально
Самолет: Airbus A321 (акулы)
Позывной: F-UWGG6
Часовой пояс отправления: Европа/Москва
Часовой пояс прибытия: Азия/Екатеринбург
Текущее время в Москве: суббота 2023-04-15 18:39
Текущее время в Уфе: суббота 2023-04-15 20:39
Рейсы Аэрофлота Москва-Уфа
Аэрофлот рейсы Уфа-Москва
Ответы на часто задаваемые вопросы
Сколько лететь из Москвы в Уфу?
В среднем беспосадочный перелет занимает 2 часа 10 минут , расстояние полета 1181 км (734 мили) .
Аккумуляторный ударный гайковёрт Bosch GDS 18V-1050 H (0.601.9J8.500)
Без АКБ в комплекте!
Артикул:06019J8500
Бренд:Bosch
К сравнению
В избранное
Написать отзыв
Производитель:Bosch
Бесщеточный двигатель
Бесщеточный двигатель – современная технология двигателя, в
конструкции которой нет скользящих контактов. Такой двигатель компактнее, надежнее,
имеет большее КПД, а отсутствие
коллекторно-щеточного узла упрощает обслуживание
инструмента. Единственный минус (на данный момент) – инструмент с бесщеточным
двигателем дороже
Да
Max крутящий момент, Нм
Некоторые цифры для ориентира: момент затяжки колесных болтов автомобиля может составлять 110Нм для FORD Fiesta\Focus\Fusion , или 180Нм для VW Touareg
1050
Тип патрона:наруж. квадрат 3/4″
Все характеристики
* по б/н расчету юрлицам: 20 652Р
19 483 ₽
Нет в наличии
Москва и область: (выбрать другой город тут)
Характеристики
Отзывы
Вопрос-Ответ 0
Оснастка и аксессуары
Производитель
Bosch
Бесщеточный двигатель
Бесщеточный двигатель – современная технология двигателя, в
конструкции которой нет скользящих контактов. Такой двигатель компактнее, надежнее,
имеет большее КПД, а отсутствие
коллекторно-щеточного узла упрощает обслуживание
инструмента. Единственный минус (на данный момент) – инструмент с бесщеточным
двигателем дороже
Да
Max крутящий момент, Нм
Некоторые цифры для ориентира: момент затяжки колесных болтов автомобиля может составлять 110Нм для FORD Fiesta\Focus\Fusion , или 180Нм для VW Touareg
1050
Тип патрона
наруж. квадрат 3/4″
Обороты
800/1200/1750
Подсветка раб зоны
Встроенный в инструмент светодиод, освещающий зону работы инструмента.
Практично при работе в условиях слабого освещения, помогает лучше видеть
разметку
Да
Аккумуляторные
Да
Особенности
BITURBO
Свойства аккумуляторов
Напряжение аккумулятора, В
18
Без аккумулятора в комплекте
Будьте внимательны! Значительная часть аккумуляторной техники поставляется без аккумуляторов и зарядного устройства в комплекте. Вы можете приобрести их отдельно, но чаще такие инструменты приобретают те, у кого уже есть подходящие по параметрам и бренду аккумуляторы
Да
Линейка (тип) АКБ
Как правило, к аккумуляторному инструменту подходят батареи того же производителя, с тем же рабочим напряжением. Но у некоторых производителей существует несколько НЕ взаимозаменяемых линеек АКБ. Например, Makita BL-series и G-series
Bosch Pro 18V
Комплектация
Комплектация
Зажим для крепления к лестнице (1600 A02 3G7)
Картонная коробка
В кейсе (боксе)
Да — товар упакован в пластиковый (реже металлический или тканевый) кейс или чемодан. Нет — товар поставляется в картонной коробке
Нет
Вес и упаковка
2.9 кг
Вес товара в упаковке
4.6 кг
Размер упаковки
28.7 × 26.6 × 9.7 см
общий рейтинг
Бесщеточный аккумуляторный ударный гайковёрт Bosch GDS 18V-1050 H Professional 06019J8502
Электроинструмент
Гайковерты
ХарактеристикиОписаниеГарантияЗапасные части
Тип питания: аккумуляторный
Тип двигателя: бесщеточный
Напряжение аккумулятора: 18 В
Размер патрона: 3/4 дюйм
Тип аккумулятора: Li-lon
Характеристики
Тип питания: аккумуляторный
Тип двигателя: бесщеточный
Напряжение аккумулятора: 18 В
Размер патрона: 3/4 дюйм
Тип аккумулятора: Li-lon
Наличие удара: да
Емкость аккумулятора: 8 А*ч
Количество аккумуляторов в комплекте: 2
Наличие реверса: да
Устройство аккумулятора: слайдер
Наличие подсветки: да
Габариты без упаковки (ДxШxВ): 240х86х222 мм
Вес нетто: 4. 2 кг
Размер крепежа: M10-M24
Мин. количество оборотов: 800 об/мин
Макс. количество оборотов: 1750 об/мин
Макс. частота ударов: 2600 уд/мин
Количество скоростей: 3
Макс. крутящий момент: 1050 Нм
Бренд: Bosch
Скачать инструкцию
Бесщеточный аккумуляторный ударный гайковёрт Bosch GDS 18V-1050 H Professional 06019J8502 — профессиональный инструмент для откручивания и закручивания шурупов, винтов, гаек. В комплект входит два литий-ионных аккумулятора. Бесщеточный двигатель обеспечивает высокую производительность. Благодаря регулируемой скорости вращения легко подобрать оптимальный режим в зависимости от задачи. Сквозное отверстие четырехгранного хвостовика дает возможность крепко удерживать головку для предотвращения выпадения.
Преимущества:
Подсветка рабочей зоны
Выбор оптимальной скорости из трёх уровней для решения любых задач
Впечатляющая мощность аккумуляторного инструмента благодаря технологии двигателя BITURBO
Прямая обратная связь с инструментом и настройка благодаря интегрированному пользовательскому интерфейсу и функциям соединения
Наилучшие результаты работы благодаря предварительно выбранной скорости
Литий-ионная технология без эффекта памяти и саморазряда
Комплектация:
Гайковерт
2 аккумулятора ProCORE18V 8. 0A*h
Быстрозарядное устройство GAL 1880 CV
1/1 вкладыш для кейса L-BOXX под инструмент и зарядное устройство
Зажим для крепления к лестнице
Кейс L-BOXX
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Bosch GDS 18V-1050 H 18V Biturbo Impact Body с L-BOXX
БЕСПЛАТНАЯ БИАЗНАЯ ДОСТАВКА Более 99 фунтов стерлингов*
Следующий рабочий день доставка Заказ на 3 часа дня. Временной интервал через текстовое оповещение
Доставка 6 дней в неделю Понедельник — суббота
БЕСПЛАТНАЯ доставка
в материковую часть Великобритании при оплате 99 фунтов стерлингов (до 30 кг).
Вы можете проверить почтовый индекс доставки на первом этапе оформления заказа.
Дополнительная плата применяется к заказам, которые включают в себя «крупногабаритный предмет» / общий вес которых превышает 30 кг. «Громоздкий предмет» будет выделен на странице описания товара. Дополнительная плата также применяется к заказам, которые доставляются на оффшорный почтовый индекс Великобритании. Эта надбавка предоставляется со скидкой, если вы тратите более 99 фунтов стерлингов.
Заказ до 15:00 для доставки на следующий рабочий день
Наши рабочие дни с понедельника по пятницу.
Только для товаров в наличии (на странице описания товара будет отображаться либо «на следующий день», либо «отправка в течение 3-4 дней»). Закажите до 14:00 товары, за которые на кассе взимается дополнительная плата за доставку (например, тяжелые генераторы и настольные пилы), а также все, что включает газовые канистры (например, гвозди Paslode). Пожалуйста, разрешите дополнительный день для почтовых индексов Шотландского нагорья. Грузовые предметы не могут быть доставлены за границу.
Доставка небольших посылок дешевле — 2,9 фунта стерлингов9
Доставка без отслеживания 7-10 рабочих дней (мелкие посылки ).
Теперь мы можем обеспечить недорогую доставку некоторых небольших посылок весом до 2 кг для заказов менее 99 фунтов стерлингов. Эта услуга предоставляется Королевской почтой (в настоящее время доставка осуществляется в течение 7-10 рабочих дней, если товар есть на складе). Он применим к некоторым аксессуарам от Bosch, Festool, DeWalt, Trend, Fein и Makita. Некоторые компактные инструменты только с корпусом 18 В также подходят. Эта служба не принимает какие-либо горючие предметы, такие как канистры, картриджи или литиевые батареи.
— Наши поставки очень легко отследить , кроме того, у вас будет удобное окно доставки в течение 1 часа, чтобы вы знали, когда ожидать свои товары. Вы получите номер для отслеживания вместе с электронным письмом «Заказ отправлен».
— Ваш счет-фактура всегда находится в ящике с вашими товарами.
— Ваши товары всегда надежно упакованы при отправке с нашего склада. Мы стремимся к тому, чтобы ваши товары доходили до вас в наилучшем состоянии.
— Наш основной курьер DPD . Мы используем DPD для подавляющего большинства наших поставок. APC и TNT занимаются для нас другими видами доставки. В плохих погодных условиях наши курьеры могут столкнуться с независящими от нас задержками, однако мы будем всячески помогать вам отслеживать ход доставки.
— Возможна доставка на строительные/рабочие площадки , но вы делаете это на свой страх и риск. Наша служба может доставить по адресу, но мы не можем гарантировать доставку конкретному человеку или месту по адресу. Для наилучшего результата, пожалуйста, предоставьте подробные инструкции для курьера и контактный номер, который мы можем передать курьеру.
— Доставка в «безопасное место» недоступна с нашей службой, кто-то должен присутствовать, чтобы получить вашу доставку. Мы делаем это для того, чтобы наши курьеры доставили нужному человеку по нужному адресу, чтобы ваши товары не были потеряны или украдены. Тем более, что большинство заказов имеют высокую стоимость.
Стандартная доставка по Великобритании (товары весом менее 30 кг)
Материковая часть Великобритании
Стандарт для Великобритании — на следующий день — заказы на сумму более 99 фунтов стерлингов
БЕСПЛАТНО
Стандарт для Великобритании — на следующий день — заказы на сумму менее 99 фунтов стерлингов
6,99 фунтов стерлингов
Стандарт Великобритании — на следующий день до полудня — заказы на сумму более 99 фунтов стерлингов
8,99 фунтов стерлингов
Стандарт Великобритании — на следующий день до полудня — заказы на сумму менее 99 фунтов стерлингов
15,99 фунтов стерлингов
Шотландское Высокогорье
Шотландское нагорье — 1-2 дня — заказы свыше 9 фунтов стерлингов9
БЕСПЛАТНО
Шотландское нагорье — 1-2 дня — заказы на сумму менее 99 фунтов стерлингов
6,99 фунтов стерлингов
Материковая часть Великобритании — Суббота Премиум
Субботняя премия для Великобритании — заказы на сумму более 99 фунтов стерлингов
24 фунта стерлингов
Субботняя премиальная Великобритания — заказы на сумму менее 99 фунтов стерлингов
30,99 фунтов стерлингов
Оффшор Великобритании
Северная Ирландия, Шотландские острова и другие острова Великобритании
Оффшор Великобритании — 1-2 рабочих дня — заказы на сумму более 99 фунтов стерлингов
7,00 фунтов стерлингов
Оффшор в Великобритании — 1-2 рабочих дня — заказы на сумму менее 99 фунтов стерлингов
13,99 фунтов стерлингов
Нормандские острова
Нормандские острова
Нормандские острова — 2 рабочих дня — заказы свыше 9 фунтов стерлингов9
15 фунтов стерлингов
Нормандские острова — 2 рабочих дня — заказы на сумму менее 99 фунтов стерлингов
21,99 фунтов стерлингов
Заказ включает гвозди/газ Paslode:
Нормандские острова — 3–5 рабочих дней — заказы на сумму более 99 фунтов стерлингов
Недоступно
Нормандские острова — 3–5 рабочих дней — заказы на сумму менее 99 фунтов стерлингов
Недоступно
Доставка грузов по Великобритании (товары весом более 30 кг)
Материковая часть Великобритании
Доставка по Великобритании — 1-2 рабочих дня
25 фунтов стерлингов
Шотландское нагорье и оффшор Великобритании
Грузовые перевозки в Хайленд — 2/3 дня
100 фунтов стерлингов
Морские перевозки
Недоступно
Поднимать что-либо весом более 30 кг небезопасно, поэтому для перевозки этих грузов требуется поддон.
Хотите ускорить доставку?
Великобритания — на следующий рабочий день до полудня (*1pm для некоторых удаленных почтовых индексов) для товаров в наличии и только в будние дни. Заказы, размещенные после 15:00 в четверг, принимаются в понедельник утром. Заказы, размещенные после 15:00 в пятницу, принимаются во вторник утром.
Великобритания — суббота Премиум для товаров, имеющихся на складе, заказанных с 15:00 четверга до 15:00 пятницы с получением в субботу. Нет доставки по воскресеньям.
Нажмите и заберите — Магазин в Глазго
Зарезервируйте свои товары, заказав их на нашем веб-сайте с помощью нашей опции «щелкни и забери» (товар должен быть в наличии для получения)
Пожалуйста, подождите, пока мы не свяжемся с вами, чтобы мы могли обеспечить социальное дистанцирование (коллекция обычно готова через 1 час после размещения заказа)
Хотите забрать в Глазго? Забронируйте онлайн и заберите в удобное для вас время:
1. Добавьте любые товары, которые есть в наличии, в корзину на нашем веб-сайте
2. Выберите «Коллекция — Магазин в Глазго» на кассе
3. Введите свое имя, номер телефона, адрес электронной почты и адрес для выставления счетов
4. Забрать и оплатить в магазине (в течение 2 рабочих дней)
Доставка только в Европу — Ирландия
В настоящее время недоступен.
Возможна доставка в Ирландию. В настоящее время мы не можем отправить товары весом более 30 кг. Вы должны разместить свой заказ с включенным НДС. Затем мы возместим НДС после подтверждения вашего номера плательщика НДС. Отправьте свой номер плательщика НДС на номер [email protected] сразу после размещения заказа.
Ирландская Республика
2-дневная доставка
12 фунтов стерлингов
Все наши расходы по доставке соответствуют расходам курьера. Мы всегда стремимся улучшить их.
Bosch GDS 18V-1050 H Бесщеточный аккумуляторный ударный гайковерт 3/4″, 1050 Нм, 18 В – ToolsSavvy.ph
Bosch Professional 1 год гарантии на детали и обслуживание *Начинается 31 января 2023 г. Блок A, 20 D.Tuazon Corner Luskot St. Brgy. Don Manuel 0927-078-4408
DREMEL 6 МЕСЯЦЕР ДЛЯ ИСПОЛЬЗОВАНИЯ И СЛУЖБА Принесите на любой Bosch Service Centre
96666666666666666666666666666666. Манила Телефон: (02) 243-1159 до 6
Dewalt Professional Ограниченная гарантия на 3 года (Ограниченная — должны быть соблюдены особые условия) Блок 2 А, второй этаж, здание VSK Corporate Circle, № 2, Acacia Lane, Corner Shaw Boulevard, Mandaluyong, 1552 Metro Manila Телефон: (02 ) 533 9786
Hitachi Professional 6-месячная ограниченная гарантия на детали и обслуживание (ограниченная — необходимо соблюдать особые условия) 22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila(02) 355-77077
02
Milwaukee Professional 6 месяцев гарантию запчасти и обслуживания 22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila (02) 355-777
Kresstrowerkgeuge 9000 6-й месяцы. Quezon Rd East Grace Park, между 7-й и 8-й улицами, Caloocan City, Metro Manila Телефон: (02) 281-0460
Инструменты MPT 6 месяцев ограниченной гарантии на запчасти и обслуживание 357 Rose St. Brgy. 161, Репаро Баэса, город Калукан 0917-8842017
DCA Professional 6 месяцев гарантии на детали | Пожизненная гарантия обслуживания 8 Don Manuel Street, Kaingin Rd. Balintawak, QC Мобильный телефон: 0955-4010048
Ken Professional Ограниченная гарантия на запчасти и обслуживание в течение 6 месяцев (ограниченная — необходимо соблюдать особые условия) 22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila (02) -7777D
Dartek Гарантия на обслуживание 1 год Улица Дона Мануэля, 8, Kaingin Rd. Cellphone: 0955-4010048Z
Zekoki 3 Months Service Warranty 22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila(02) 355-7777J
JC Kawasaki Lifetime Service Warranty Bring Вашему авторизованному дилеру для обращения за гарантией и ремонтом
Hoyoma Пожизненная гарантия обслуживания Принесите своему официальному дилеру для обращения за гарантией и ремонтом
Mailtank 6 месяцев гарантии на обслуживание Обратитесь к официальному дилеру для получения гарантии и ремонта
Total Tools 1 год гарантии на обслуживание ул. Томас Мапуа, 543 Cruz, Manila Стационарный телефон: 02-242134 Мобильный телефон: +639178175157I
Ingco Tools 6 месяцев ограниченной гарантии Del
6 Monte Сиенна, Кесон-Сити, Метро Манила Mobile: 0919-078-0019 0927-414-553 стационарная линия: 7717-4059 / 8556-9129
Hokage 6 месяцев. Ремонт
Hitronic Гарантия на обслуживание 6 месяцев Обратитесь к официальному дилеру для подачи заявки на гарантию и ремонта0386 Сварка — 3 -месячная гарантия на обслуживание Генератор — 1 месяц гарантия обслуживания Промышленность — 3 -месячная гарантия на обслуживание
как не заразиться коронавирусом через упаковки продуктов
Эксперты рассказали, передается ли вирус через упаковки товаров и как правильно дезинфицировать продукты
Фото: «Петербургский дневник»
О том, что во время эпидемии коронавируса необходимо как можно чаще мыть руки, носить маски в общественных местах и соблюдать безопасную дистанцию, медики уже давно объяснили. И большинство людей соблюдают данные рекомендации. Но как быть с продуктами? Нужно ли их дезинфицировать? «ПД» спросил об этом у экспертов.
Можно ли подхватить коронавирус через упаковки продуктов?
Врач общей практики, заведующая медицинским центром Елена Кудряшова подчеркнула: самое основное, что необходимо делать в период повышенного риска заболеваемости, да и не только в это время, но и просто в обычной жизни, – это соблюдать личную гигиену.
«Теоретически вероятность принести вирус на упаковке товара из магазина возможна, так как, по некоторым данным, он может сохраняться на поверхности до трех дней, – пояснила врач. – Поэтому желательно промыть упаковку под проточной водой, с мылом. Или, например, обработать упаковку спиртосодержащим антисептиком – и тот и другой способ эффективны. Таким образом, вероятность заразиться вирусом значительно снизится».
Как рассказал заведующий ЛОР-отделением «СМ-Клиники» Владислав Зайченко, инфекция COVID-19 передается, когда капельки выделений дыхательных путей больного человека, насыщенные вирусом, попадают в окружающую среду.
«Эти капельки оседают на различных поверхностях, где могут сохранять заразность в течение многих дней, – сообщил эксперт. – Поэтому походы в магазин явно несут риск заражения: вы контактируете с людьми, трогаете продукты и товары, которые до вас трогали другие покупатели».
Доставка же еды и продуктов, по мнению Владислава Зайченко, является значительно более безопасной альтернативой походам в магазин, так как соблюдаются правила самоизоляции и социального дистанцирования. Однако упаковки товаров от этого чище не становятся.
Управление по контролю за продуктами питания и лекарствами США советует, чтобы обезопасить себя, мыть руки каждый раз после прикосновения к упаковке продуктов: после вскрытия, после извлечения продуктов из упаковки, а также перед тем, как готовить пищу и перед едой. Однако гораздо проще и надежнее сразу продезинфицировать все продукты.
Владислав Зайченко отметил: «Надо помнить, что ни по данным вспышек коронавирусов SARS в 2003 году и MERS 2012 года, ни по доступным данным из Китая нет информации о том, что можно заразиться через упаковку продуктов из магазина или товары, доставляемые на дом».
Но, как говорится, предупрежден – значит вооружен. Поэтому медики советуют не лениться и лишний раз обезопасить себя и членов своей семьи.
Как обезопасить себя?
Владислав Зайченко советует соблюдать несколько простых правил, которые позволят уменьшить риск передачи вируса:
1) До и после посещения магазина мойте руки с мылом под проточной водой не менее 20 секунд и потом обрабатывайте их спиртосодержащим антисептиком;
2) Любые поверхности в общественных местах могут быть заражены, поэтому не трогайте лицо руками после того, как прикасались к корзинам для покупок, тележкам, упаковкам товаров;
4) После доставки товаров из магазина либо дайте им «отстояться» на протяжении не менее 72 часов до того, как их использовать, либо лучше обработайте пластиковую или стеклянную упаковку раствором хлорсодержащего чистящего средства;
5) Неупакованные продукты, которые могли трогать другие люди, хорошенько вымойте под проточной водой и дайте им высохнуть после этого;
6) Когда вы заказываете доставку товаров на дом, используйте услугу «бесконтактной доставки» или попросите курьера оставить товар у двери и отойти на несколько шагов назад, пока вы все проверяете.
Британцы в панике опустошили полки супермаркетов
Общество
11343
Поделиться
На выходных британские супермаркеты столкнулись с наплывом покупателей, оставивших пустыми магазинные полки. Каждый шестой британец заявляет, что «не может купить основные продукты питания», а каждый третий уже сейчас начинает закупаться рождественские запасы перед зимним дефицитом. На фотографиях в СМИ видны пустые отделы некоторых супермаркетов по всей Великобритании, в которых уже нет мяса, фруктов и замороженных продуктов.
Утром в субботу полки магазинов в Великобритании остались пустыми, а миллионы покупателей заявляют, что они не могли покупать основные продукты питания в течение последних двух недель, поскольку кризис цепочки поставок в Великобритании продолжается.
Как пишет Daily Mail, на фотографиях видны опустошенные полки в отделах супермаркетах, где были раскуплены мясные продукты, фрукты и замороженная продукция, а в преддверии праздников были замечены клиенты, толкающие тележки с накупленными в запас рулонами туалетной бумаги и бутылками с водой.
Новые данные Управления национальной статистики (ONS) показывают, что примерно каждый шестой британец не смог купить основные продукты питания за последние две недели, что стало последним признаком панических покупок в Великобритании.
Опрос 1000 потребителей, проведенный The Grocer, показал, что две трети покупателей обеспокоены и «очень обеспокоены» потенциальной нехваткой еды и напитков в преддверии Рождества.
Чтобы гарантировать, что обед будет готов к 25 декабря, сотни тысяч покупателей уже забронировали себе доставку товаров на Рождество, и каждый третий покупатель уже сейчас начинает запасаться продуктами.
Высшие государственные деятели Соединенного Королевства заявили, что они рассматривают вопрос о том, чтобы привлечь солдат для вождения грузовиков на Рождество, чтобы предотвратить нехватку продовольствия, в то время как Британия страдает от ряда кризисов с вызывающими хаос резкими скачками цен на бензин и нехваткой грузовиков.
На фоне опасений по поводу нехватки продовольствия в ближайшие месяцы и панических покупок, ведущих к пустым полкам в супермаркетах, каждый шестой взрослый не может покупать основные продукты питания за последние две недели. По данным Управления национальной статистики, около 17% взрослых заявили, что не смогли приобрести такие товары из-за их отсутствия. Почти четверть взрослых сказали то же самое в отношении несущественных продуктов питания. Статистическое ведомство пришло к таким выводам, проанализировав ответы 3326 взрослых в период с 22 сентября по 3 октября в рамках опроса «Мнения и образ жизни». При этом в целом 57 процентов людей сказали, что все, что им нужно, все еще можно купить.
Каждый седьмой житель Великобритании не мог купить топливо, поскольку опасения по поводу нехватки бензина и трудности с наймом водителей грузовых автомобилей привели к тому, что водители часами стояли в очереди за топливом, а заправочные станции вынуждены закрываться из-за нехватки запасов.
Шесть из 10 человек заявили, что их опыт совершения покупок отличался от обычного, в то время как 43 процента заявили, что разнообразие товаров было меньше, а 14 процентам пришлось обегать большее количество магазинов, чтобы найти то, что им нужно.
Пятая часть британцев сказала, что необходимых им предметов нет в наличии, но они могут найти замену, а еще пятая часть заявили, что не могут найти замену.
На фоне опасений, что ситуация с пустыми полками в супермаркетах продолжится и будет ухудшаться по мере приближения Рождества, сотни тысяч запаниковавших покупателей уже забронировали места для доставки на праздничный сезон.
Супермаркеты увеличивают заказы на индейку и другие предметы первой необходимости, чтобы справиться с более ранним, чем обычно, ажиотажем.
Ритейлеры предупреждают о пустых полках и задержках с подарками из-за пробелов в глобальной цепочке поставок и отсутствия водителей грузовых автомобилей на фоне опасений по поводу «зимы недовольства», охватившей Великобританию.
По словам экономистов, за последний месяц каждое десятое предприятие повысило цены из-за роста инфляции, которая еще не достигла пика.
Аналитик NielsenIQ Майк Уоткинс рассказал The Grocer: «Покупатели, как правило, откладывают большую часть своих рождественских продуктовых покупок до конца ноября, но очевидно, что в этом году мы видим, что спрос с конца ноября переносится на октябрь из-за опасений, о которых потребители читали и слышали, и индейки являются тут отличным примером».
Подписаться
Авторы:
org/Person»>
Андрей Яшлавский
Великобритания
Что еще почитать
Что почитать:Ещё материалы
В регионах
Севастополь снова атаковали дроны утром 24 апреля
38700
Крым
фото: МК в Крыму
В США представили снаряд, который поможет Украине бить по Крыму
34422
Крым
фото: МК в Крыму
Подоляк заявил, что Украина может уничтожить Крым и Донбасс
33799
Крым
crimea. mk.ru
Благоприятны лишь 7 городов: кому в Псковской области жить хорошо, рассказал Минстрой
Фото
23234
Псков
Светлана Пикалёва
В мае в Крым приедут народные дипломаты из Германии
20146
Крым
фото: МК в Крыму
В Севастополе очередная атака дронов: работает ПВО
Фото
12496
Крым
фото: crimea. mk.ru
В регионах:Ещё материалы
Blog — Shelving Depot
Советы по поддержанию прибыльного винного магазина
Разместил(а): neptuneweb
Без комментариев
Стратегии дизайна магазина
Открытие магазина – сложная задача. Чтобы построить и управлять прибыльным винным магазином, владельцы бизнеса должны знать о многих вещах. В магазинах шаговой доступности усилилась конкуренция. В этой статье из журнала NACS Magazine подчеркивается, что спиртные напитки в магазинах шаговой доступности …
Подробнее
Описание нескольких вариантов стеллажей гондолы
Разместил(а): neptuneweb
Без комментариев
Стеллаж гондолы
Если вы опытный ветеринар или новичок в мире розничной торговли, вы слышали термин «полочные стеллажи». Конечно, как поставщик оборудования для магазинов, мы не говорим о гондолах, плавающих по прекрасному городу …
Подробнее
Идеи для зоомагазинов, которые увеличивают доход
Разместил(а): neptuneweb
Без комментариев
Стратегии дизайна магазина
Это прекрасное время, чтобы принять участие в индустрии домашних животных, если вы в настоящее время являетесь владельцем домашнего животного или планируете открыть магазин. Отчет Американской ассоциации товаров для домашних животных о состоянии отрасли показывает, что продажи зоомагазинов в 2020 году превысили 100 …
Подробнее
5 простых способов, которыми местные розничные торговцы могут продавать покупателям
Разместил(а): neptuneweb
Без комментариев
Малый бизнес
Многим ритейлерам сложно понять, как наладить связь со своими покупателями. Местный маркетинг не должен быть сложным, и вам не обязательно искать идеальную формулу для продвижения в вашем сообществе. Хорошие новости: сегодняшние покупатели …
Подробнее
Дизайн мини-маркета в 2022 году: что изменится?
Разместил(а): neptuneweb
Без комментариев
Стратегии дизайна магазина
Знаете ли вы, что во время COVID-19пандемия, начавшаяся в марте 2020 года, согласно недавнему исследованию, средний объем покупок в магазинах шаговой доступности увеличился почти на 10%? За последние десять лет традиционные магазины шаговой доступности сильно изменились. Ушли …
Подробнее
Торговые стеллажи и стеллажи
Дом
Розничные витрины и магазинное оборудование
Стеллажи и полки
Магазин для модульной системы стеллажей
Решетка
Панели и гондолы
Сеточная стена
Настенный и отдельно стоящий
Накладка
Панели и гондолы
Стандарты
Каналы с прорезями и кронштейны
Выбор по материалу или стилю
Металл и проволока
Дерево
Этажерки
Бар и сервировочные тележки
Гондолы
Цифровые стеллажи
Художественные витрины
Столешница
Настенное крепление
Результаты фильтрации
Стеллажи для розничной торговли для продажи в различных дизайнах, материалах и отделках
Вы занимаетесь продажей товаров клиентам? Высоки шансы, что вы используете какую-либо форму стеллажей для витрин и стеллажей , чтобы выставлять свои товары перед платящими покупателями. Будь то модульная система стеллажей или ряд независимых блоков, объединенных в единое целое, эти витрины являются неотъемлемой частью стратегии продаж любого магазина. Торговые стеллажи и стеллажи доступны во многих натуральных стилях, включая массивную древесину и большие панели с отделкой из искусственного дерева или экологически чистый тополь. С другой стороны, стальные гондолы и модели с проволочным каркасом предлагают интуитивно понятный и функциональный дизайн в простом черном или белом цвете. То, что делает хорошую розничную полку, будет варьироваться в зависимости от ваших потребностей и типа бизнеса, которым вы управляете, и есть из чего выбирать, поэтому давайте рассмотрим, что отличает каждый стиль или систему от других.
В каких видах витрин для магазинов используются модульные компоненты?
Стеллажи и стеллажи для розничной торговли со стандартными аксессуарами бывают реечного, решетчатого и гондольного типа. Каждая линия имеет простую и гибкую систему выкладки, которая позволяет настраивать расположение одежды или других товаров. Системы Slatwall имеют горизонтальные каналы, приспособления для сетчатых стен имеют квадратную сетку, а металлические гондолы для магазинов имеют вертикальные каналы для настройки высоты розничных полок с каждой стороны панели.
Каждая линия имеет свой особый набор аксессуаров, предназначенных для подключения к сеткам или каналам и повышения функциональности и персонализации презентации вашего магазина. Полки — наиболее популярное решение для розничной торговли, так как они могут поддерживать большинство типов товаров в коробках. Тем не менее, есть много других способов демонстрации продуктов, в том числе подвесные крючки для блистерной упаковки, вешалки-водопады для одежды, а также корзины и лотки для хранения оптовых товаров.
Несмотря на то, что все три модульные системы могут выдерживать большой вес, серия гондольных стеллажей является лидером, когда речь идет о выкладке в тяжелых условиях. Вот почему их обычно выбирают для использования в проходах супермаркетов или для тяжелых товаров.
Существуют ли другие немодульные варианты для торговых стеллажей?
Наши светильники для магазинов с проволочным каркасом доступны в напольных и настольных моделях. Большинство из них поставляются с фиксированными полками, но есть и такие, которые имеют регулируемое размещение полок, что идеально подходит для настройки стеллажа, когда предлагаются товары разного размера. Крепления на проволочном каркасе с роликами обеспечивают легкость перемещения для пополнения запасов.
Деревянные стеллажные витрины имеют конструкцию из фанеры или цельного дерева в широком ассортименте стеллажей или объемных ящиков. По своей природе деревянные витрины имеют деревенский вид, который добавляет тепла в интерьер магазина, что делает их отличным выбором для сувенирных магазинов и загородных магазинов.
Наши настенные стеллажи представлены в форме геометрических шестиугольников с тремя различными вариантами отделки. Установите многоугольники по отдельности или объедините их в настенные группы для уникальной и приятной презентации, которая выделит ваш мерчандайзинг.
Светильники Etagere
произошли от французского слова «полка». Эти модели с открытой полкой позволяют покупателям просматривать товары и обращаться с ними. Более стильные, чем книжные полки, но более доступные, чем закрытые стеклянные витрины, эти привлекательные витрины в магазине еще больше дополняют общую презентацию внутри вашего заведения. Мало того, что ваши продукты доступны для просмотра покупателями, они отображаются в приятных макетах, которые просто приветствуют и соблазняют зрителя.
Цифровые торговые стеллажи и стеллажные дисплеи интегрируют цифровые экраны в традиционные витрины для продвижения сезонных распродаж и новых товаров с мультимедийным контентом в точке покупки. Включение цифровых экранов в эти витринные светильники позволяет небольшим бутикам и индивидуальным предпринимателям использовать мощные технологии по доступным начальным ценам. Интегрированные цифровые вывески также помогают вашему бизнесу сэкономить время и затраты на печать рекламы.
Результаты фильтрации
Специальные предложения
213 В наличии
171 Отправка в тот же день Заказ до 15:00 по восточному времени
25 В продаже!
21 Бестселлеры
4 новые продукты
Выберите тип продукта, чтобы включить все фильтры.
Atex-shop.ru не работает. Текущие проблемы и неисправности
Вы столкнулись с проблемой, пытаясь открыть сайт atex-shop.ru? Узнайте, может быть, проблемы с вашей стороны или же сайт упал. Проверьте состояние atex-shop.ru – может сайт упал, или же проблема у вас!
Проверка состояния atex-shop.ru
Click here to visit atex-shop.ru
atex-shop.ru Состояние на Сегодня
atex-shop.ru Статус Отключений по Всему Миру
Пошаговая Инструкция если atex-shop.ru упал
Q: Что делать если atex-shop.ru упал?
Если atex-shop.ru на самом деле не «упал» но не доступен на вашей системе, попробуйте альтернативу этому сайту.
Однако во многих случаях, проблема объясняется неправильным DNS. В этом случае, просто используйте этот IP (178.250.159.118), введите его в адресную строку вашего браузера и нажмите ввод. Если это сработает, то будьте уверены – проблема в DNS. Исправить его можно здесь.
Q: Что если atex-shop.ru на самом деле упал?
Если atex-shop. ru на самом деле упал, вы можете:
Попробовать альтернативную ссылку, к примеру m.atex-shop.ru, имя сайта с «www» и без.
Подождать – большинство зависаний и других неполадок не длятся долго.
Оставить запрос на форуме, блоге, странице фейсбука – обычно менеджеры выкладывают информацию о планируемых работах на сайте, так что всегда полезно взглянуть.
Попробовать альтернативу – Нажмите, чтобы посмотреть, если таковая есть. В большинстве случаев вы ее легко можете найти!
Поиск Сайтов Похожих на atex-shop.ru
Разочарованы потому, что atex-shop.ru упал/не открывается? Ни каких проблем. Можете найти здесь похожий сайт. Уже нашли? Пожалуйста, подскажите нам.
Попросить Помощи Администратора atex-shop.ru
Всегда можно узнать причину у администратора atex-shop.ru. Просто воспользуйтесь любыми из кнопок и скопируйте URL и вставьте на страницу в Facebook, Twitter или на форуме как ссылку, когда обращаетесь за помощью.
Скопировать ссылку:
Советы по Устранению Неполадок
Попробуйте это, если atex-shop.ru упал (но не на самом деле) или не открывается только у вас:
Шаг 1Очистить кэш нажав CTRL + F5. Если это не помогло, перейдите к Шагу 2. Шаг 2Попробуйте перезапустить ваш модем. Также, перезагрузите систему. Если проблема осталась, переходите к Шагу 3. Шаг 3если проблема осталась; ваш антивирус может блокировать сайт. Отключите антивирусные программы (если такие есть) и отключите файервол. Шаг 4если проблема до сих пор не решена, значит ваш DNS может быть неверным. DNS это инструмент, который переводит веб адрес (как например issitedownrightnow.com) в машинный адрес, называемый IP (к примеру 50.116.7.135).
Чтобы убедиться, что это ошибка DNS, используйте этот IP (178.250.159.118) и поместить его в адресной строке браузера и нажмите ввод. Если нет вопрос загрузки atex-shop.ru, это подтверждает DNS неисправен. Исправить это здесь!
atex-shop.ru ru has been rated 3 out of 5 based on 1 vote(s) and 0 users reviewed this website.
Расскажите о своей проблеме
Статус atex-shop.ru
Упавшие сайты
Sites Facing Disruption
Последние проверенные сайты
Искробезопасные кейсы Atex Zone 1
Работа в опасных зонах сложна, но вы можете поставить под угрозу любой риск с помощью правильного оборудования. Мы живем в условиях постоянного развития технологий в промышленной сфере, поэтому ваш телефон стал важным инструментом в рабочей среде. Однако, чтобы принести свое устройство в опасную зону, вы должны проявлять особую осторожность. Самое популярное и практичное решение — оснастить телефон защитным чехлом. В этом посте вы поймете требования безопасности для переноски вашего устройства во время тяжелой работы.
Требования безопасности
Характеристики опасных зон, такие как присутствие газа, пыли или экстремальные температуры, подразделяются на различные рейтинги. Какой классификации органов безопасности вы должны придерживаться, зависит от вашего местоположения. Например, Европейский союз обычно следует стандарту ATEX с маркировкой CE или североамериканской Intertek, CSA, UL или сопоставимой национально признанной испытательной лаборатории.
Хотя существует множество рейтингов ATEX, наиболее популярными являются ATEX Zone 2 (самый низкий риск), ATEX Zone 1 и ATEX Zone 0 (самый высокий риск). Поскольку это наиболее типично для промышленного применения, продукты для зон 2 и 1 составляют большую часть запасов в искробезопасном магазине. Поэтому в этом посте мы сосредоточимся только на продуктах Зоны 1.
Зона 1 – это определенное место, в котором иногда образуется взрывоопасная атмосфера, состоящая из воздуха и горючих веществ в виде газа, пара или тумана, если это происходит часто. Как правило, газы с большей вероятностью присутствуют в определенных технологических зонах.
Искробезопасные чехлы для зоны 1
Чехол Xciel для iPad Mini 5 ATEX, зона 1: Благодаря этому продукту можно использовать iPad Mini 5 в регионе ATEX, зона 1. В опасных ситуациях для Зоны 1 защитите iPad mini 5 от воды, пыли и вибрации. Хорошая защита экрана и прочная задняя крышка. Точные вырезы для шнуров, в том числе для зарядных устройств и наушников.
Чехол для iPad Mini 4 Xciel ATEX, зона 1: Вы можете использовать этот предмет для транспортировки iPad Mini 4 в зоны 1 с газом и нефтью. Зона 1 по ATEX в Европе. Для остального мира используйте IECEx. Как в помещении, так и на улице конструкция корпуса iPad mini 4 устойчива к ударам, вибрациям, пыли и воде. Кроме того, вы можете безопасно подключаться к сети Wi-Fi или LTE (сотовой) с помощью чехлов для iPad mini 4.
Искробезопасный корпус Atexxo для iPhone 11, зона 1: Дизайн чехла Atexxo для iPhone 11 предназначен для использования в опасной среде Зоны 1. Таблетки подходят для использования во взрывоопасных зонах по газу/пару 1, поскольку они были переоборудованы и сертифицированы ATEX и IECEx. У Atexxo iPhone 11 утонченный дизайн. Он предлагает прочный корпус, способный выдерживать самые суровые условия, встречающиеся в отрасли взрывоопасных зон, сохраняя при этом все аспекты оригинального продукта.
Atexxo Искробезопасный iPad Mini 5 Зона 1: В опасных зонах Зоны 1 можно использовать чехол Atexxo для iPad Mini 5. Таблетки подходят для использования во взрывоопасных зонах по газу/пару 1, поскольку они были переоборудованы и сертифицированы ATEX и IECEx. Atexxo iPad Mini5 отличается утонченным дизайном. Он предлагает прочный корпус, способный выдерживать самые суровые условия эксплуатации в опасных зонах, сохраняя при этом все аспекты оригинального продукта.
Заключение
Искробезопасное оборудование работает очень хорошо благодаря техническим достижениям и высококачественным компонентам. Использование этой стратегии не составит труда, потому что ваши инвестиции будут иметь гарантированный доход. Искробезопасный магазин предлагает лучшие искробезопасные кейсы для зоны 1, сертифицированные ATEX. Наша цель — предоставить вам лучшие решения по искробезопасности. Поэтому, пожалуйста, просмотрите наш каталог, чтобы найти то, что вам нужно. Мы сотрудничаем с компаниями, которые уважают превосходство и инновации оборудования ИС. Следовательно, вы можете положиться на наших опытных и знающих консультантов, которые предоставят вам всю необходимую информацию для выбора идеального продукта. Мы будем рады помочь вам!
ОпубликованоYolanda Fernandes Опубликовано вБаза знаний по искробезопасностиТеги: ATEX, Сертифицировано ATEX, Atexxo, Дело, Маркировка CE, CSA, самые суровые условия, Опасные зоны, опасные ситуации, IECEx, промышленное применение, промышленная сфера, промышленность, Intertek, Искробезопасные кейсы, искробезопасное оборудование, iPad, iPad Mini 4, iPad Mini 5, iPhone 11, защитный чехол, безопасное оборудование, Safe Store, требование безопасности, решения по обеспечению безопасности, UL, зона 1
Steute ATEX электромагнитная блокировка безопасности EX STM 295
Электромагнитная блокировка безопасности Steute ATEX EX STM 295 — machinesafety-shop.com
Все товары добавлены в вашу корзину.
Назад к обзоруНазад
Срок поставки По запросу
Увеличить изображение
Увеличить изображение
Увеличить изображение
9 0051 Увеличить изображение
Увеличить изображение
Увеличить изображение
Увеличить изображение
Увеличить изображение
Изображение 1 / 8
Описание
Технические характеристики
Соленоидный защитный блокировочный выключатель с приводом Ex для использования в системах защиты машин.
Сертификат ATEX / IECEx для использования во взрывоопасных зонах 1 и 2 по газу и в зонах по взрывоопасности пыли 21 и 22.
Для контроля положения раздвижных, распашных и съемных защитных дверей.
Подходит для применений, где требуется блокировка двери (например, при движении вперед).
Полностью герметичен по стандарту IP64.
Корпус, усиленный термопластом.
В сочетании с монитором защитного ограждения для защиты до уровня безопасности PLe по EN ISO 13849-1 или до SIL 3 по EN 62061.
Доступны различные приводы (STM-295-B1, STM-295-B5 и STM 295-B6).
Тип
№ материала
Старый номер материала
Ex STM 295 1Ö1S/1Ö1S-R-FE
1186394
95353308
Ex STM 295 1Ö1/1Ö1S-A
1184799
95353305
СТМ 295-Б1
1183481
04. 95.1233
СТМ 295-В5
1183470
04.95.1234
СТМ 295-В6
1435030
—
Тип:
Соленоид блокировки безопасности Ex
Серия:
Стеуте Экстрим
Маркировка CE:
Директива 94/9/EC по взрывозащите (ATEX 95)
UL:
UL 508 Промышленное контрольное оборудование
Рабочее напряжение:
24 В постоянного тока
Напряжение соленоида:
24 В постоянного тока
Варианты контактов:
1 Н/О / 1 Н/З + 1 Н/О / 1 Н/З
Корпус:
Армированный стекловолокном, ударопрочный термопласт, самозатухающий UL 94-В0
Цвет:
Черный
Индикатор состояния:
Да (2)
Рабочая температура:
от -20°C до +55°C
Степень защиты IP:
IP64 (МЭК/EN 60529)
MTTFd:
—
B10d:
1 000 000
Взрывозащищенный:
II 2G Ex demb IIC T4 Gb, II 2D Ex tD A21 IP64 T100 °C
Соединение:
Самостоятельный монтаж
Эксплуатация:
Питание для блокировки или Питание для разблокировки
SLM (Selective Laser Melting) — инновационная технология производства сложных изделий посредством лазерного плавления металлического порошка по математическим CAD‑моделям
Общие сведения
Принцип работы
Преимущества
Материалы
Примеры печати
Выбор 3D‑принтера
Общие сведения
Принцип работы
Преимущества
Материалы
Примеры печати
Выбор 3D‑принтера
Общие сведения
Технология SLM — это метод аддитивного производства, который использует лазеры для создания трехмерных физических объектов: как точные металлические детали для работы в составе узлов и агрегатов, так и неразборные конструкции, меняющие геометрию в процессе эксплуатации. Данный процесс успешно заменяет традиционные методы производства, так как физико-механические свойства изделий, построенных по технологии SLM, зачастую превосходят свойства изделий, изготовленных по традиционным технологиям.
Установки SLM помогают решать сложные производственные задачи промышленных предприятий, работающих в авиакосмической, энергетической, машиностроительной и приборостроительной отраслях. Установки также применяются в университетах, конструкторских бюро, используются при проведении научно-исследовательских и экспериментальных работ.
Официальным термином для описания технологии является «лазерное спекание», хотя он несколько не соответствует действительности, так как материалы (порошки) подвергаются не спеканию, а плавлению до образования гомогенной (густой, пастообразной) массы.
Общие сведения
Технология SLM — это метод аддитивного производства, который использует лазеры для создания трехмерных физических объектов: как точные металлические детали для работы в составе узлов и агрегатов, так и неразборные конструкции, меняющие геометрию в процессе эксплуатации. Данный процесс успешно заменяет традиционные методы производства, так как физико-механические свойства изделий, построенных по технологии SLM, зачастую превосходят свойства изделий, изготовленных по традиционным технологиям.
Установки SLM помогают решать сложные производственные задачи промышленных предприятий, работающих в авиакосмической, энергетической, машиностроительной и приборостроительной отраслях. Установки также применяются в университетах, конструкторских бюро, используются при проведении научно-исследовательских и экспериментальных работ.
Официальным термином для описания технологии является «лазерное спекание», хотя он несколько не соответствует действительности, так как материалы (порошки) подвергаются не спеканию, а плавлению до образования гомогенной (густой, пастообразной) массы.
Принцип работы
Процесс печати начинается с разделения цифровой 3D-модели изделия на слои толщиной от 20 до 100 мкм с целью создания 2D-изображения каждого слоя изделия. Отраслевым стандартным форматом является STL- файл. Этот файл поступает в специальное машинное ПО, где происходит анализ информации и ее соизмерение с техническими возможностями машины.
На основе полученных данных запускается производственный цикл построения, состоящий из множества циклов построения отдельных слоев изделия.
Цикл построения слоя состоит из типовых операций:
нанесение слоя порошка заданной толщины (20-100 мкм) на плиту построения, закрепленную на подогреваемой платформе построения;
сканирование лучом лазера сечения слоя изделия;
опускание платформы вглубь колодца построения на величину, соответствующую толщине слоя построения.
Принцип работы
Процесс печати начинается с разделения цифровой 3D-модели изделия на слои толщиной от 20 до 100 мкм с целью создания 2D-изображения каждого слоя изделия. Отраслевым стандартным форматом является STL- файл. Этот файл поступает в специальное машинное ПО, где происходит анализ информации и ее соизмерение с техническими возможностями машины.
На основе полученных данных запускается производственный цикл построения, состоящий из множества циклов построения отдельных слоев изделия.
Цикл построения слоя состоит из типовых операций:
нанесение слоя порошка заданной толщины (20-100 мкм) на плиту построения, закрепленную на подогреваемой платформе построения;
сканирование лучом лазера сечения слоя изделия;
опускание платформы вглубь колодца построения на величину, соответствующую толщине слоя построения.
Процесс построения изделий происходит в камере SLM машины, заполненной инертным газом аргон или азот (в зависимости от типа порошка, из которого происходит построение), при ламинарном его течении. Основной расход инертного газа происходит в начале работы, при продувке камеры построения, когда из нее полностью удаляется воздух (допустимое содержание кислорода менее 0,15%).
После построения изделие вместе с плитой извлекается из камеры SLM машины, после чего изделие отделяется от плиты механическим способом. От построенного изделия удаляются поддержки, производится финишная обработка построенного изделия.
Практически полное отсутствие кислорода позволяет избегать оксидации расходного материала, что делает возможной печать такими материалами, как титан.
Процесс построения изделий происходит в камере SLM машины, заполненной инертным газом аргон или азот (в зависимости от типа порошка, из которого происходит построение), при ламинарном его течении. Основной расход инертного газа происходит в начале работы, при продувке камеры построения, когда из нее полностью удаляется воздух (допустимое содержание кислорода менее 0,15%).
После построения изделие вместе с плитой извлекается из камеры SLM машины, после чего изделие отделяется от плиты механическим способом. От построенного изделия удаляются поддержки, производится финишная обработка построенного изделия.
Практически полное отсутствие кислорода позволяет избегать оксидации расходного материала, что делает возможной печать такими материалами, как титан.
Преимущества технологии
Решение сложных технологических задач
Производство изделий со сложной геометрией, с внутренними полостями и каналами конформного охлаждения.
Сокращение цикла НИОКР
Возможность построения сложных изделий без изготовления дорогостоящей оснастки
Уменьшение массы изделий
Построение изделий с внутренними полостями.
Экономия материала при производстве
Построение происходит с помощью послойного добавления в «тело» изделия необходимого количества материала. 97-99% незадействованного при построении порошка после просеивания пригодно к повторному использованию. 3-9% материала, задействованного на построение поддержек, утилизируется вместе с некондиционным несплавленным порошком, не прошедшим операцию просеивания.
Сокращение затрат на производство сложных изделий, т.к. нет необходимости в изготовлении дорогостоящей оснастки.
Преимущества технологии
Решение сложных технологических задач
Производство изделий со сложной геометрией, с внутренними полостями и каналами конформного охлаждения.
Сокращение цикла НИОКР
Возможность построения сложных изделий без изготовления дорогостоящей оснастки
Уменьшение массы изделий
Построение изделий с внутренними полостями.
Экономия материала при производстве
Построение происходит с помощью послойного добавления в «тело» изделия необходимого количества материала. 97-99% незадействованного при построении порошка после просеивания пригодно к повторному использованию. 3-9% материала, задействованного на построение поддержек, утилизируется вместе с некондиционным несплавленным порошком, не прошедшим операцию просеивания.
Сокращение затрат на производство сложных изделий, т.к. нет необходимости в изготовлении дорогостоящей оснастки.
Материалы
Cталь
Нержавеющая, инструментальная; высокая прочность и стойкость к коррозии
Титан
Сплавы с высокой прочностью при низкой плотности, коррозийная стойкость
Алюминий
Легкие, пластичные, мягкие сплавы
Никель
Сплав с высокой механической прочностью при высоких температурах
Образцы изделий, созданных по технологии SLM, вы можете увидеть в демозале компании Globatek
Примеры изделий, созданных по технологии SLM
Прототип музыкального динамика
Прототип ручки для штурвала самолета
Кронштейн с бионическим дизайном
Прототип музыкального динамика
Прототип ручки для штурвала самолета
Кронштейн с бионическим дизайном
3D-машины, использующие технологию SLM
3DLAM Mid
3DLAM Maxi
Farsoon FS273M
Farsoon FS621M
3DLAM Mid
3DLAM Maxi
Farsoon FS273M
Farsoon FS621M
Промышленные 3D принтеры для печати металлом SLM
Технические параметры промышленных 3D принтеров SLM
Параметр/модель
SLM-100
SLM-150
SLM-280
Размер камеры построения мм
X100
Y100
Z100
X 150
Y 150
Z 200
X 250
Y 250
Z 300
Порошковый материал для печати
Нержавеющая сталь, кобальт-хромовые сплавы, титан, инструментальная сталь, медные сплавы, алюминий, некоторые редкие металлы и т. п.
Мощность лазера Вт
(Опционально Вт )
100
(200)
200
(500)
200
(500)
Тип лазера
Оптоволоконный лазер непрерывного действия
Прецизионная оптика
Объектив с плоской фокусировкой
и высокоскоростной сканер
Толщина слоя печати мкм
10-40
20-60
20-80
Ширина слоя печати мкм
40-60
60-100
80-200
Скорость сканирования м/с
≤10
≤7
≤7
Скорость печати детали см3/ч
≤15
≤30
≤35
Расход инертного газа при печати л/мин
15
20
25
Плотность деталей
98-100%
Точность печати мм
0. 05-0.1
0.05-0.1
0.05-0.2
Шероховатость поверхности мкм
6-15
Толщина самой тонкой стенки мм
0,15
0,2
0,25
Формат файлов
stl
Интерфейс подключения
USB 2.0
Температура
15-35°С
Влажность
<85%
Напряжение питания
АС220В ± 10%, 50 Гц, одна фаза с заземлением
Потребляемый ток А
20
25
32
Потребляемая мощность кВт
4
5
6
Вес принтера кг
850
1500
2000
Габариты принтера мм
X1600
Y1100
Z2100
X2000
Y1250
Z2100
X2100
Y1300
Z2250
Фотографии
Каталог
Скачать >>> Посмотреть >>>
Видео
Сопутствующие товары
3D принтер SLA-600
Промышленные стереолитографические 3D принтеры SLA по фотополимерной смоле
Промышленные 3D принтеры для печати металлом по технологии электроннолучевой плавки EBM
Оборудование для производства металлических порошков для 3D принтеров с помощью индукционной вакуумной плавки и газовой атомизации
Промышленные 3D принтеры для печати металлом LMD
Промышленные 3D принтеры для печати песком в полимерной оболочке для литьевых форм и полистирола
Промышленные 3D принтеры для печати порошком нейлона (полиамида) и полипропилена
Промышленные 3D принтеры для печати керамикой
Вспомогательное оборудование для аддитивного 3D производства и прототипирования
Этот 3D-принтер Anker поразил меня тем, насколько быстро и легко им пользоваться.
Из-за крутой кривой обучения и множества факторов, в том числе трехмерных нитей, слайсеров и постоянно меняющейся среды, в которой обитает принтер, путь к производству первоклассных функциональных отпечатков может быть похож на поездку на американских горках, полную разочарования. .
Но не бойтесь, друзья-любители 3D-печати! Есть несколько вещей, которые вы можете сделать, чтобы сгладить кривую обучения, но все начинается с покупки качественного принтера.
Кроме того: этот инструмент за 8 долларов значительно улучшил результаты моей 3D-печати
Я потратил много часов на несколько различных 3D-принтеров, и хотя все они в конечном итоге смогли получить хорошие отпечатки, это заняло много времени. времени, экспериментов и возни. Настолько, что я мог видеть, что они утомительны до такой степени, что могут обескуражить новичка.
Проблема заключается в том, чтобы найти тот волшебный принтер, который удовлетворит потребности начинающих, но в то же время предложит достаточно шика, чтобы удовлетворить их внутренние потребности в 3D-печати по мере того, как они становятся более опытными.
Последние несколько недель я использовал 3D-принтер AnkerMate M5 и должен сказать, что был поражен тем, насколько он хорош.
ZDNET РЕКОМЕНДУЕТ
3D-принтер AnkerMate M5
3D-принтер, который быстро и легко настраивается, очень надежен и оснащен профессиональными функциями, которые сохранят актуальность на долгие годы.
Посмотреть на Amazon
Технические характеристики 3D-принтера AnkerMate M5
Максимальный размер печати : 235 × 235 × 250 мм³ 9 : 0,1 мм / 212°F )
Конструкция : Литая под давлением конструкция из алюминиевого сплава
Время сборки : 15 минут
3D-принтер AnkerMate M5, 3D-печать!
Adrian Kingsley-Hughes/ZDNET
Сразу после распаковки M5 удобен в использовании.
Требуется небольшая сборка (прикрепление опоры печатающей головки к станине и несколько кабельных разъемов), но все необходимые инструменты входят в комплект, а инструкции просты в использовании. Если вы привыкли собирать такие вещи, как мебель в разобранном виде, вы сделаете это менее чем за 15 минут (у меня это заняло менее 5 минут).
Также: Почему каждому энтузиасту 3D-печати нужен этот вакуумный упаковщик за 20 долларов (и как его использовать)
Качество сборки M5 просто безупречно. Он прочный, но стильный. Все, от компонентов до инструментов, высокого качества и хорошо представлено.
AnkerMate предоставляет все необходимые инструменты
Adrian Kingsley-Hughes/ZDNET
4,3-дюймовый сенсорный экран с чувствительным интерфейсом, удобным расположением и простой навигацией.
Сенсорное управление делает M5 действительно простым в использовании 3D-принтером.
Adrian Kingsley-Hughes/ZDNET
Вы также получаете запасную печатающую головку, несколько сопел и две очень прочные двухсторонние платформы для печати.
Также есть запасная печатающая головка и сопла для 3D-принтера M5.
Adrian Kingsley-Hughes/ZDNET
После сборки я включил машину, подключил ее к Wi-Fi, обновил прошивку, загрузил нить и начал печатать менее чем за 30 минут.
Предыдущие 3D-принтеры У меня было все необходимое ручное выравнивание платформы (процесс калибровки сопла для печати расстояния до платформы принтера), поэтому то, что принтер делал это сам, было приятным изменением.
Также: Как создать индивидуальную метку AirTag (которую Apple не хочет, чтобы у вас была)
качество, точность и скорость. Анкер утверждает, что M5 в пять раз быстрее, чем большинство других 3D-принтеров на рынке, и я в это верю. Печать, которая может занять весь день и ночь на других принтерах, займет несколько часов на этом.
На создание этой мыльницы, напечатанной на 3D-принтере, на M5 ушло всего 3 часа, а у конкурентов — 12 часов.
Adrian Kingsley-Hughes/ZDNET
Беспокоитесь о том, что ваш принтер может испортить работу, пока вы его не смотрите? M5 имеет встроенную функцию обнаружения ошибок AI, которая отслеживает такие проблемы, как отделение отпечатка от станины, замятие экструдера и выход нити в виде спагетти (это случилось со мной однажды, когда я забыл использовать правильная нить).
Встроенная камера следит за печатью.
Adrian Kingsley-Hughes/ZDNET
Вы также можете следить за печатью с помощью приложения AnkerMate на своем смартфоне, так что вы можете не только убедиться, что все идет хорошо, но и когда все будет готово!
Удаленное наблюдение за печатью M5 с помощью приложения AnkerMate!
Adrian Kingsley-Hughes/ZDNET
Единственным аксессуаром, который я купил для этого принтера, был корпус 3D-принтера, который по сути представляет собой огнеупорную и пыленепроницаемую палатку для принтера. Я купил это, чтобы у меня не было соблазна складывать вещи вокруг и поверх моего принтера. Это сработало, и вместо этого я сложил вещи поверх ограждения.
Мой принтер находится в огнеупорном и грязеотталкивающем корпусе.
Адриан Кингсли-Хьюз/ZDNET
Корпус изолирован и помогает поддерживать постоянную температуру и влажность во время печати, что, в свою очередь, приводит к более качественным отпечаткам.
Также: В этой умной разбрызгивающей системе используется искусственный интеллект и технология струйной печати для сокращения расхода воды. испускаемый в процессе печати.
Очередная печать началась!
Адриан Кингсли-Хьюз/ZDNET
Стоимость AnkerMate M5 составляет 799 долларов США, и он находится между бюджетными принтерами, такими как Creality Ender 3 или Anycubic Kobra Neo, и более дорогими устройствами, такими как FLSUN V400 и Snapmaker 2.0. Но для меня принтер Anker предлагает лучшее из обоих миров; это принтер, который быстро и легко настраивается, очень надежен и оснащен профессиональными функциями, которые сохранят его актуальность на долгие годы.
См. также
Почему 3D-печать жизненно важна для успеха производства в США | FT фильм
Вы можете включить субтитры (титры) в видеоплеере
Ваш 3D-принтер делает слой за слоем, круг за кругом, обходя, строя структуру.
Таким образом, вместо того, чтобы что-то вырезать, вы на самом деле что-то добавляете.
Я не думаю, что Микеланджело мог понять 3D-принтер.
Если вы хотите иметь инновации в Соединенных Штатах, вам необходимо иметь производство в Соединенных Штатах.
Цифровое производство ускоряет внедрение инноваций. Нет вопросов.
Прямо сейчас нам нужно создавать больше машин, потому что спрос безумный.
Мы должны вернуться к своим корням. А наши корни – это наши производители и исполнители.
Это простой логический процесс. Но он представляет собой революцию, выходящую за рамки самых смелых мечтаний человека 18 века.
Производство в Америке раньше было громким, грязным и грязным бизнесом. Но это не фабрика твоего дедушки. Мы собираемся взглянуть на аддитивное производство, то, что раньше называлось 3D-печатью, и посмотреть, что это будет означать для американской экономики, для рабочей силы и для того, как будут выглядеть цепочки поставок в будущем.
По прогнозам, рынок 3D-печати утроится и достигнет 44,5 млрд долларов в период с 2022 по 2026 год. Я считаю, что по мере того, как экономика становится менее глобальной и несколько более локальной, подобные технологии изменят наши представления о производстве.
Думаю, мы вот-вот вступим в новый золотой век технологических инвестиций и инноваций. И это потому, что традиционные отрасли, такие как производство, транспорт, логистика, здравоохранение, созрели для технологических инноваций.
10, 9, 8, 7.
Добавка уже используется во всех отраслях промышленности, от искусства до автомобилестроения и аэрокосмической промышленности.
Подъем.
В конце концов, зачем вам сложные цепочки поставок, если вы можете производить компоненты на месте, быстро и надежно создавая точные детали слой за слоем?
Мы начинаем наше путешествие в Xometry, базирующейся за пределами Вашингтона, округ Колумбия.
Это отличный пример того, как технологии могут изменить традиционное производство.
Меня всегда поражало, сколько машин и как мало людей на современных фабриках.
У нас есть все эти производители 3D-печати на нашем рынке.
Да.
И они работают 24 часа в сутки буквально, потому что эти машины в значительной степени автоматизированы.
Предприниматель Рэнди Альтшулер увидел возможность использовать «длинный хвост Интернета», чтобы связать покупателей со всевозможными производителями способом, которого раньше не было.
И есть всевозможные возможности для людей продавать свои товары через Интернет. В производстве этого не было. Даже во времена бума, когда, казалось бы, производство стремительно растет, у нас здесь, в Соединенных Штатах, всегда есть 20-процентный избыток производственных мощностей. Таким образом, мы можем использовать эту способность в любой момент времени.
Идея заключалась в том, чтобы использовать платформу Xometry для оптимизации доступа, цен и времени выполнения заказов для клиентов, а также дать производителям возможность заполнить избыточные мощности.
Существуют сотни тысяч мелких производителей. Здесь, в Соединенных Штатах, их более 600 000 человек. И 75 процентов из них имеют менее 20 сотрудников.
И это местные производители поп-музыки, которые исторически полностью зависели от своих местных покупателей. У них ограниченный бюджет на продажи и маркетинг. Может у них есть сайт, а может и нет вообще.
Xometry — это, прежде всего, рынок онлайн-производства, а 3D-печать по-прежнему составляет лишь небольшую часть этого рынка. Но у них есть свои аддитивные мощности. В этой машине они изготавливают деталь из поликарбоната на заказ для крупной автомобильной компании. Вот здесь маска Дарта Вейдера.
Расскажите немного о том, что происходит в одной из машин?
В 3D-печати вы на самом деле добавляете материал, чтобы что-то произвести. Так что отходов минимум. И это позволяет вам достичь геометрии, которая невозможна в традиционном производстве.
Итак, в этом случае у вас есть сопло, которое выдавливает два разных вида пластика для производства этой детали. Итак, клиент создал файл 3D CAD, в основном электронную схему того, что он хочет, со всеми деталями, и программное обеспечение взаимодействует с машиной, чтобы дать инструкции для сопла для экструзии пластика таким образом, чтобы произвести эту деталь. .
Вы не можете себе представить, чтобы это вырезали на традиционном станке.
Да. Очень отличается от старомодного производства, о котором вы обычно думаете.
Есть еще кое-что о локализованном производстве и, в частности, о 3D-печати. Это ловко. Детали могут быть изготовлены быстро, а конструкции могут быть быстро изменены. На самом деле, одна и та же машина может изготавливать самые разные детали.
Итак, это то, что вы обычно считаете настольным 3D-принтером. Так что это то, что я могу иметь в своем собственном магазине в моем доме, чтобы сделать некоторые детали. В данном случае мы печатаем PLA — низкотемпературный материал, который действительно используется для быстрого прототипирования. А платформа Xometry — это недорогой и быстрый способ привести себя в форму.
Вы помните, как вы перешли от пленочной камеры к цифровой? Теперь я могу с низкой стоимостью и высокой скоростью повторять свой дизайн до того, как он станет продуктом, и устранять некоторые недочеты на самом раннем этапе, точно так же, как вы могли бы с цифровой камерой, выбирая правильный снимок и двигаясь вперед. И это позволяет мне на самом деле не только быстрее разрабатывать свой продукт, но и разрабатывать его лучше.
Мне любопытно, как это может ускорить производственный цикл. И позволяет ли это вам внедрять инновации быстрее?
Абсолютно. И мы наблюдаем это день за днем. А я в этой индустрии около 15 лет. 3D-печать была просто тем, что вы делали. Это было как-то дорого. И теперь это часть каждого производства. Каждый разрабатываемый продукт, если его нет в этой вещи, он, вероятно, где-то используется при ее создании.
Таким образом, вы можете увеличить разнообразие, и больше людей смогут это сделать, сократить цепочку поставок и быстро двигаться, быстро ошибаться и внедрять инновации?
Абсолютно, да. Это потрясающий инструмент.
Производство сложных деталей по запросу, на месте, сокращение сложных международных цепочек поставок. Так в чем подвох? Почему 3D-печать еще не стала более популярной?
Ну, проблема в том, что есть действительно большие проблемы. Есть стоимость оборудования, есть проблема интеграции существующих производственных систем с этими новыми технологиями, надежностью, а также тем, как вы развиваете квалифицированную рабочую силу.
В прошлом реальность не соответствовала шумихе. В какой-то момент мы все думали, что будем делать детали дома. Но этого не произошло.
Но индустрия 3D-печати растет примерно на 20% в год. И хотя это лишь небольшая часть всего производства в США, я считаю, что это означает огромные возможности. А еще есть большие награды. Covid и война в Украине подчеркивают необходимость устойчивых, а не только эффективных цепочек поставок, в то время как война чипов с Китаем сделала акцент на безопасности цепочек поставок.
Технология 3D-печати невероятна. Это может сократить количество деталей и время выполнения заказов на целых 90 процентов, сократить расходы на материалы на 90 процентов и сократить потребление энергии наполовину. Все это помогает снизить стоимость производства товаров здесь, в Америке.
Все вокруг нас, кроме еды, которую мы выращиваем и производим сами. Каждый произведенный предмет имеет невероятную историю. Поэтому мне нравится предлагать своим студентам думать о путешествии каждого произведенного объекта и использовать его как средство для понимания основ производства и значения производства для нашего общества.
Я хотел посетить Массачусетский технологический институт в Бостоне. Потому что именно здесь действительно началась история аддитивного производства. Технология была разработана здесь, взращена на гранты Управления военно-морских исследований и Национального научного фонда, а затем адаптирована частным сектором. Это своего рода тройная игра между правительством, академическими кругами и промышленностью, которая действительно считается золотым стандартом для государственно-частного партнерства.
Производство уже не то, что раньше в США. Мы потеряли миллионы рабочих мест. И мы потеряли полные цепочки поставок.
Если вы разберете любой передовой технический продукт и посмотрите на используемые сложные производственные процессы, от полупроводников до обработки поверхности, вы увидите, как процессы и инновации продукта идут рука об руку. И делая это в основном в оффшорной зоне, мы, на первый взгляд, не принимаем плохое решение. Но мы теряем связь между этими двумя. И чем больше мы разделяем инновацию процесса и продукта, тем труднее США как стране или отдельным компаниям оставаться на шаг впереди. Так что сейчас мы находимся в критическом моменте времени, когда нам нужно перестроить передовые цепочки поставок, а также спроектировать, где Соединенные Штаты могут быть действительно сильными в глобальной производственной экономике.
Профессор Харт показывает мне два исследовательских принтера Массачусетского технологического института, которые используются для разработки новых процессов 3D-печати металлом.
Таким образом, этот принтер предназначен для сочетания лазерной сварки в порошковом слое со струйной печатью, поэтому мы можем печатать компоненты с различным составом в разных местах компонента. Он финансируется Министерством энергетики за….
Ух ты.
…что позволяет использовать лопатки турбин нового поколения для более эффективного преобразования энергии.
Ха.
Но это скорее масштаб прототипирования. Потому что здесь нас больше интересует изучение основ на небольших кусочках материала, чем создание даже готовых 3D-деталей. Но это предназначено для того, чтобы сделать часть об этом большой.
Вы говорили, что одна из ключевых вещей — контроль ошибок, контроль проблем в каждом аспекте детали. Будет ли 3D в какой-то момент принципиально лучше, чем традиционное производство?
3D-печать будет иметь замкнутый цикл. Таким образом, мы сможем смоделировать процесс и измерить его на месте, чтобы знать, какое качество будет, когда мы вытащим деталь из принтера. И это позволит нам разрабатывать процессы 3D-печати в различных конфигурациях 3D-принтеров и материалов, чтобы иметь разные уровни качества для разных отраслей и приложений.
Профессор Харт вместе с одним из своих студентов Массачусетского технологического института основал VulcanForms. Они производят высококачественные металлические компоненты для авиационной, оборонной и медицинской промышленности. Их машины используют лазеры для плавления и сплавления металлических порошков.
Большинство компаний производят и продают 3D-принтеры и рискуют тем, кто хочет внедрить эту технологию. Это было успешно. Но для того, чтобы довести добавку до реальных масштабов производства, мы чувствовали, что нам необходимо создать не только технологию, но и построить вертикально интегрированную производственную компанию. Таким образом, VulcanForms — это цифровая производственная компания, которая использует добавки и другие цифровые технологии, чтобы связать воедино полную цепочку создания стоимости.
Это одна из самых мощных в мире лазерных систем непрерывного действия мощностью 100 000 Вт, производящая промышленные компоненты.
Здесь сырье формируется, собирается и, наконец, превращается в готовую продукцию.
В этом помещении, как и на старом заводе Генри Форда в Ривер-Руж, материалы идут в одном направлении, а готовая продукция выходит в другом. Но в этом случае требуются дни, если не часы, чтобы произвести эти продукты. И это потому, что материалы укладываются слой за слоем с использованием передовых технологий.
От 85 до 90 процентов авиационного двигателя можно изготовить как единую деталь, тогда как раньше он мог состоять из десятков или даже сотен различных частей.
Благодаря тому, как мы настраиваем нашу цепочку поставок, у вас есть что-то, что значительно эффективнее и в то же время более устойчиво.
Ключевой целью здесь является возможность надежного производства прецизионных деталей в больших масштабах, таких как компоненты системы охлаждения процессора.
Так что вы не можете себе представить, чтобы вырезать что-то подобное из куска материала. Это был бы совершенно другой процесс.
Мартин вырос в промышленной Рурской долине Германии, где школьные экскурсии посещали литейные и кузнечные цеха, связывая промышленность с процветанием. Но в последнее время производственные предприятия в США не всегда считались хорошей инвестицией. Настройка VulcanForms сопряжена со многими проблемами.
Что касается добавок, мы чувствовали, да, технология еще не достигла того уровня, когда мы могли бы просто закупить оборудование и беспрепятственно интегрировать его. Там нам нужно было внедрять инновации. Нам нужно было придумать другую архитектуру, которая позволит нам надежно создавать компоненты в любом масштабе.
И потом, конечно, проблемы, связанные с этим, разнообразны. Во-первых, найти инвестора. Я буквально усыпил двух из пяти инвесторов на собрании, на котором я представлял нашу серию семян. Это не шутка.
Кстати, один из них хотел инвестировать. Это лучшая часть этого, один из двух, которые заснули. Мы не брали их деньги.
Поиск решений проблемы изменения климата станет еще одним двигателем инноваций.
Нам нужно обезуглероживать. А для этого потребуется рост обрабатывающей промышленности и новых производственных технологий, которые позволят использовать низкоуглеродные технологии будущего. Таким образом, нам необходимо разработать и масштабировать множество основных производственных технологий, чтобы потом можно было внедрить низкоуглеродные технологии. Я ношу обувь производства Adidas с межподошвой, напечатанной на 3D-принтере. Вы можете увидеть решетчатую структуру, которая, конечно же, создана с помощью 3D-печати.
Это напечатанная на 3D-принтере вертлужная чаша, которая является компонентом тазобедренного имплантата. И это 3D-печать из-за этой пористой структуры, 3D-пористой структуры, которая, как клинически доказано, обеспечивает более быстрое заживление из-за интеграции с клетками кости. Таких имплантатов у людей уже многомиллионное количество.
Добавка не сделает все в будущем. Это не сделает близко ко всему. Но это затронет жизненный цикл почти каждого продукта, который спроектирован и изготовлен. Это может быть прототипирование, оснастка, запасные части или серийное производство хотя бы некоторых его компонентов. Но именно рост количества материалов, аппаратного обеспечения, программного обеспечения и готовность промышленности продвигать приложения, приложения, создающие ценность, позволяют отрасли расти.
Я собираюсь вернуться в Массачусетский технологический институт, чтобы более подробно изучить взаимосвязь между производственными рабочими местами и инновациями. Но я также хотел увидеть аддитивное производство в другом масштабе, не с пластиком или металлом, а с бетоном и со строительством целого дома.
Как и этот на Лонг-Айленде, штат Нью-Йорк, это дом площадью 1500 кв. футов с потолками высотой 8 футов, на строительство которого ушло всего 80 часов печати за несколько недель. Строительство обошлось в 20 000 долларов. Обычные методы стоили бы 150 000 долларов.
Так какое время ожидания для такого дома, скажите вы?
Прямо сейчас нам нужно создавать больше машин и продавать больше машин, чтобы больше строителей могли нам помочь. Потому что спрос сумасшедший. Мы получаем сотни писем в день от людей, которые просят распечатать свой следующий дом на 3D-принтере.
По сути, это обычный дом, который можно купить где угодно на Лонг-Айленде.
Кристен Генри — технический директор SQ4D. Она говорит, что их 3D-печатные дома могут помочь решить три проблемы здесь, на Лонг-Айленде: во-первых, нехватку доступного жилья, во-вторых, нехватку строителей и, в-третьих, проблемы с цепочкой поставок.
3D-печать, которую мы действительно хотим использовать в качестве инструмента, помогающего строителям упростить, ускорить и создать лучший продукт. Прямо сейчас на Лонг-Айленде действительно не хватает людей в строительной отрасли, чтобы не отставать от спроса на жилье, поэтому мы наблюдаем нехватку доступного жилья и недостаточное новое строительство.
На самом деле от двух до четырех человек достаточно, чтобы напечатать дом на 3D-принтере. Это по сравнению с традиционным строительством, где иногда у вас может быть 20-30 человек на стройплощадке, которые занимаются разными делами. Нам нужен человек, который будет управлять самим принтером, и кто-то, кто будет управлять миксом.
Что действительно хорошо в бетоне, так это то, что он доступен практически везде. Вы можете пойти в местный магазин товаров для дома и купить цемент, песок и воду. И тогда вы готовы построить свой дом. И в результате не так много проблем с цепочкой поставок, а общая стоимость снижается.
3D-принтер действительно выполняет здесь большую часть работы, и это действительно интересно. Мы создали то, что способно надежно напечатать дом в 3D в любое время дня и ночи, независимо от погоды.
Вау. Это потрясающе. Я понимаю, что вы говорите о разных текстурах. Так что это традиционно, то, что вы найдете в любом доме. Вот так материал выглядит в разложенном виде.
Да.
SQ4D пока построил только три дома. Одной из проблем является проверка технологии местными строительными отделами. Но есть несколько других компаний в США и по всему миру, которые также пытаются расширить масштабы 3D-печати жилья.
И бизнес-план SQ4D действительно направлен на распространение технологии, изготовление и продажу самих принтеров строительным фирмам. Кристен говорит, что печатное оборудование стоит около $1 млн. Но как на самом деле работает эта технология?
Вы печатаете слой. И затем, как только этот слой достаточно затвердеет и все еще будет затвердевать, вы можете уложить следующий слой и продолжить работу, чтобы все слои затвердели вместе, чтобы создать структуру, оставаясь при этом достаточно прочным, чтобы выдержать вес последующих слоев. В SQ4D мы печатаем на 3D-принтере фундаменты, фундаментные стены, плиты, внутренние и внешние стены.
Если я решу жить в таком доме, могу ли я выбрать размер окон? Сколько свободы у меня есть, чтобы что-то выглядело так, как я хочу?
Весь мир в твоих руках. Во что бы то ни стало, вам нужно окно шириной 20 футов. Это может показаться неразумным. Но вы определенно можете сделать что-то в этом направлении.
Это похоже на Play-Doh, который можно сжать…
Да.
…и лежали друг на друге. Это тоже круто. Мне вообще нравится неравномерность местами. Я нахожу это очаровательным.
Добавляет характер.
Да. Но вы можете сделать его гладким, если хотите.
Можно сделать гладко. Вы бы просто лепниной прямо над ним.
Я так понимаю, с деревом изогнуться очень сложно, да?
Очень сложно, да.
И дорого.
Ага.
Это займет больше времени. Это обычай.
Много дополнительного времени. Это обычай. Вы действительно не увидите изогнутых стен в традиционных домах. Но есть много разных возможностей для создания архитектурно уникальных функций. И по мере того, как эта отрасль действительно набирает обороты, архитекторы смогут по-настоящему погрузиться в специфические методы и функции 3D-печати, которые иначе были бы недостижимы.
Большинство домов в США сделаны из дерева. А Кристен, выпускница Йельского университета с опытом работы в области машиностроения, говорит, что бетонные 3D-дома также более устойчивы к изменению климата, а также к огню, ветру, воде и вредителям.
Во многих районах страны теперь постоянно приходится беспокоиться о стихийных бедствиях. Вы можете въехать на грузовике в стену здания, и это нанесет гораздо больший ущерб грузовику. Так что дома действительно строятся на века.
Боже, я хочу купить этот дом.
Да.
Аддитивное производство меняет ситуацию не только в промышленности. The Factory NYC — это студия, изготавливающая на заказ скульптуры для эмпирического маркетинга, розничных выставок, реквизита и произведений искусства. 3D-печать составляет лишь около 15% их бизнеса. Но скульпторы Пол Аутлоу и Луи Хиннен говорят, что это уже произвело революцию в их работе.
3D-печать стала для нас революционным способом создания трехмерных объектов. Редуктивные методы были просто кропотливо медленными. Вы должны начать с этого гигантского объемного блока. Вы всегда просто вырезаете весь этот материал, пока не найдете внутри скульптуру, которую пытаетесь раскопать.
3D-печать, можно обойтись без пены. Всю художественную работу мы делаем на компьютере. Можем скачать модели. Мы можем создавать модели. Мы можем скачать и изменить модели. Так что возможностей намного, намного, намного больше.
Возможности вроде создания статуи Иисуса с лицом актера Ника Кейджа.
Прелесть 3D-печати в том, что все делается на компьютере. Чтобы мы могли делать любые манипуляции, которые захотим, и показывать визуализацию клиенту, и быть типа, это именно то, что вы получите.
Компьютерные модели легко модифицируются. Вы даже можете распечатать 3D-сканы реальных людей.
Она не сотрудничала во время сканирования. Так что нам удалось получить только кричащего ребенка. Но это моя дочь, Элвис Аутлоу.
Эта Венера Милосская является более традиционным примером.
Мы смогли загрузить модель онлайн и изменить модель, и сделать это в течение 15, 20 часов. Так что теперь мы можем сделать что-то вроде этой Венеры Милосской за неделю или две за 8-10 тысяч долларов, тогда как раньше нам приходилось вырезать ее неделями или месяцами. И тогда это будет стоить запредельно. Это может быть 50 или 60 000 долларов.
На фабрике имеется 10 различных видов печатных машин стоимостью от 800 до 350 000 долларов. Но поскольку технологии меняются так быстро, меняются и цены. Машина, которая три года назад стоила 8000 долларов, сегодня может стоить ближе к 800 долларам. Венера Милосская была напечатана на их флагманском принтере Massivit 1800, который может создавать модели высотой шесть футов. Прямо сейчас он печатает гигантский гаечный ключ.
Если бы у Микеланджело был 3D-принтер, что бы это было?
Я не думаю, что Микеланджело мог понять 3D-принтер. Верно? Я имею в виду такой же гений, как и он. Я имею в виду, я думаю, что вычитающий мозг и аддитивный мозг — это очень разные способы думать о производстве произведений искусства или, возможно, о производстве чего-либо.
Будущее вашего бизнеса за 3D?
3D будет играть огромную роль в том, что мы делаем, да. В настоящее время технология не может выполнить все, что мы производим, но она, безусловно, помогает во многих различных областях. Это действительно открывает двери к тому, что мы можем предложить нашим клиентам.
Мы можем взяться за проекты, которые мы не могли выполнить раньше, в сроки, которые мы не могли выполнить раньше, и с бюджетами, которые мы не могли уложиться.
А у меня две спаржи.
Идеально подходят для боя на мечах.
Точно знаю.
Очень вдохновляет то, что художники, подобные этим, находят способ реализовать свою страсть и превратить ее в такой процветающий бизнес. И это возвращает нас в Массачусетский технологический институт. Потому что аддитивное производство связано с инновациями, как с точки зрения искусства, так и с точки зрения производства. А производство — это рабочие места и заработная плата.
Исходя из моего собственного исследования этих производственных компаний в Соединенных Штатах, я бы сказал, что мы все еще далеки от того дня, когда 3D-печать или роботы станут важными факторами. На самом деле, меня действительно интересует, как мы можем внедрить больше этой новой технологии на эти заводы. И потому что я считаю, что если мы не внедрим новые технологии на заводах, мы не сможем улучшить качество рабочих мест.
Профессор института Сюзанна Бергер много лет занимается исследованиями глобализации и производства, посещая заводы в США, Азии и Европе. Она говорит, что, поскольку США потеряли рабочие места в обрабатывающей промышленности, снижение производственных затрат было рациональным решением. Но была загвоздка.
Людям, по крайней мере в США, все еще нравится что-то мастерить. И им нравится делать вещи, в которых задействованы их руки, их мозги. Это действительно не проблема. Проблемой была заработная плата и некоторая разумная гарантия занятости.
Я вижу в этом ловушку низкой технологии, низкой квалификации и низкой заработной платы, в которой американское производство застряло на 30 лет. И настоящий вопрос заключается в том, какое производство у нас будет в США, а не в том, будет ли оно у нас или нет. Мы будем. Но как это будет?
Я уверен, что в будущем в США будет больше производства, чем сейчас. И мы лучше поймем важность производства для нашей экономики и как найти компромисс между материальными и нематериальными финансовыми затратами. А новые технологии позволят нам производить более эффективно, а также кодировать и передавать знания, необходимые для производства.
Частично это было вызвано давлением финансовых рынков на производителей, чтобы они избавились от всего, что не было основным. Рабочие не были ключевыми. Заводы не были основными. Все, что можно было отправить в Китай. И те компании, которые избавились от большинства рабочих, которые избавились от большей части заводских площадей, были теми, кто добился лучших результатов на Уолл-стрит.
И я думаю, что сегодня мы наблюдаем совсем другую картину. Мы действительно видим, что производство, прежде всего, необходимо для инноваций. Если вы хотите иметь инновации в Соединенных Штатах, вам необходимо иметь производство в Соединенных Штатах.
Без сомнения, цифровое производство ускоряет инновации. Это много модных словечек. Но возможность быстрее запускать новые материалы в производство, возможность цифровой квалификации производственного процесса и, возможно, готовой детали означает, что организации могут думать о гораздо более быстром и ресурсоэффективном цикле разработки продукта.
Внедрение технологии, новой технологии может стать прорывом. Потому что это потребует новых навыков. И это на самом деле сделает растения более продуктивными. А это будет означать, что компании смогут платить работникам более высокую заработную плату.
Не все будет напечатано в 3D. И не все производство станет более локальным. Даже сделать iPhone в США было бы сложно. В отличие от Китая, США не будут размещать 300 000 рабочих на одной производственной площадке.
Но мое знакомство с аддитивным производством заставило меня с оптимизмом смотреть не только на то, что происходит в США в сфере производства, но и на то, что может стать локальным во многих странах.
Знания должны создаваться путем фактического прямого контакта с создателями в нашей системе, а не просто вытекать из набора теорий об экономике, из которых мы выводим теоремы.
А с некоторыми технологиями, такими как аддитивные, можно добиться беспрецедентной гибкости. Таким образом, одни и те же машины можно настроить для печати медицинских имплантатов, компонентов ракетных двигателей или полупроводниковых охлаждающих устройств. И именно это сочетание производительности и гибкости действительно отличает нас и позволяет нам переосмыслить то, как мы инвестируем в производственную инфраструктуру не только для определенных отраслей, но и для всей экосистемы.
Когда производится физический товар, и вы можете видеть, для чего он используется, это бодрит. Нам нужно больше этого. Я хочу, чтобы мои дети праздновали это. Я хочу, чтобы они были производителями. Я предпочитаю быть производителями, а не инвестиционными банкирами. И мы должны вернуться к своим корням. И наши корни — это фермеры, производители и исполнители.
Мы видели, как эти высокотехнологичные производственные технологии можно использовать в промышленных масштабах для изготовления деталей и продуктов, которые вы больше не можете получить в ограниченных цепочках поставок, и как их можно использовать в меньших масштабах для изготовления вещей невероятной красоты и художественную ценность дешевле и доступнее, чем когда-либо прежде.
Надеюсь, вы увидели в этом фильме, как связаны производство и инновации и как новые технологии трансформируют цепочки поставок. В прошлых выпусках мы рассмотрели, почему дешевое не всегда дешевое, как аутсорсинг повлиял на рабочие места в США и почему сохранение некоторого производства дома важно для занятости в США и для общества.


 Большое число дополнительных модулей делает его универсальным садовым инструментов. Культиватор будет полезен в любом частном хозяйстве. Данную модель отличают следующие основные достоинства:
Большое число дополнительных модулей делает его универсальным садовым инструментов. Культиватор будет полезен в любом частном хозяйстве. Данную модель отличают следующие основные достоинства:


 Цепной привод газораспределительного механизма не только вдвое надежнее ременного, но и позволяет увеличить мощность, снизить уровень выбросов, позволяя полнее сжигать топливо и извлекать больший КПД с каждого «кубика» объема.
Цепной привод газораспределительного механизма не только вдвое надежнее ременного, но и позволяет увеличить мощность, снизить уровень выбросов, позволяя полнее сжигать топливо и извлекать больший КПД с каждого «кубика» объема.


 В тесном сотрудничестве с гигантами японского машиностроения Subaru и Honda разработан ряд высокотехнологичного оборудования безупречного качества. В настоящее время семейство мотоблоков и культиваторов Кайман насчитывает более 20 многофункциональных моделей.
В тесном сотрудничестве с гигантами японского машиностроения Subaru и Honda разработан ряд высокотехнологичного оборудования безупречного качества. В настоящее время семейство мотоблоков и культиваторов Кайман насчитывает более 20 многофункциональных моделей. Турбо-режим предназначен для рыхления плотной тяжелой почвы.
Турбо-режим предназначен для рыхления плотной тяжелой почвы.

 Eco Max 50S C2 оснащен экономичным двигателем с низким уровнем выбросов и легким запуском.
Eco Max 50S C2 оснащен экономичным двигателем с низким уровнем выбросов и легким запуском. 4
4 Благодаря инновационной трансмиссии Neo, обеспечивающей 2 передачи вперед и 1 назад, агрегат может работать на целине, на участках со сложным рельефом, агрегатируется с большим количеством навесного оборудования.
Благодаря инновационной трансмиссии Neo, обеспечивающей 2 передачи вперед и 1 назад, агрегат может работать на целине, на участках со сложным рельефом, агрегатируется с большим количеством навесного оборудования. с.: Terro 60H C2, Neo 60H C3, Roto 60S, Кайман ЭЛИТ 60S D2. Маркировка в названии культиватора Caiman H означает двигатель Honda, S – Subaru. Культиватор Caiman Roto — самый тяжелый в группе, способный обрабатывать участки площадью 25 соток. Модель Neo имеет удлиненную коробку передач 2/1.
с.: Terro 60H C2, Neo 60H C3, Roto 60S, Кайман ЭЛИТ 60S D2. Маркировка в названии культиватора Caiman H означает двигатель Honda, S – Subaru. Культиватор Caiman Roto — самый тяжелый в группе, способный обрабатывать участки площадью 25 соток. Модель Neo имеет удлиненную коробку передач 2/1. с. – это достаточно тяжелый агрегат массой 73 кг. Выдающимися преимуществами этой модели являются ее особенности: удлиненная трансмиссия Rotomatic с 3 передачами вперед и 1 назад, дифференциал, складные ручки, легкий запуск, передний бампер.
с. – это достаточно тяжелый агрегат массой 73 кг. Выдающимися преимуществами этой модели являются ее особенности: удлиненная трансмиссия Rotomatic с 3 передачами вперед и 1 назад, дифференциал, складные ручки, легкий запуск, передний бампер. всегда
всегда Этот усовершенствованный агрегат по габаритам и массе относится к средней группе культиваторов, а по своим возможностям вплотную приблизился к универсальным мотоблокам: высокая мощность 7 л.с. в сочетании с экономичным расходом топлива, сниженным уровнем шума, надежным и технологичным двигателем Green Engine 212CC.
Этот усовершенствованный агрегат по габаритам и массе относится к средней группе культиваторов, а по своим возможностям вплотную приблизился к универсальным мотоблокам: высокая мощность 7 л.с. в сочетании с экономичным расходом топлива, сниженным уровнем шума, надежным и технологичным двигателем Green Engine 212CC.

 Обкатку проводят в щадящем режиме на 2/3 от максимальной мощности в течение 8-9 часов. В этот период проверяется работоспособность всех систем, правильность настроек, установка навесного оборудования. Через 5 часов проводится первая замена масла, рекомендуется SAE 30.
Обкатку проводят в щадящем режиме на 2/3 от максимальной мощности в течение 8-9 часов. В этот период проверяется работоспособность всех систем, правильность настроек, установка навесного оборудования. Через 5 часов проводится первая замена масла, рекомендуется SAE 30. Такое ощущение, что технология идеальна. Все продумано до мелочей – вплоть до каждого винтика. К производителю претензий не имею. Сборка, функциональность, качество узлов и механизмов соответствует цене. Работать на таком оборудовании одно удовольствие».
Такое ощущение, что технология идеальна. Все продумано до мелочей – вплоть до каждого винтика. К производителю претензий не имею. Сборка, функциональность, качество узлов и механизмов соответствует цене. Работать на таком оборудовании одно удовольствие».  org.
org. 
 1.10.2) Сокращение выбросов парниковых газов при производстве полупроводников
1.10.2) Сокращение выбросов парниковых газов при производстве полупроводников 7.4.1) Предложение варианта упаковки навалом
7.4.1) Предложение варианта упаковки навалом 3.2) Система энергоменеджмента/улучшение энергоэффективности для поставщиков
3.2) Система энергоменеджмента/улучшение энергоэффективности для поставщиков
 4-3.2-4.0-4.8 мм, Pro Matrix
4-3.2-4.0-4.8 мм, Pro Matrix
 НДС
НДС мм
мм ..
..
 , 4, 8, 6,0, 6,4мм
, 4, 8, 6,0, 6,4мм

 По внешним характеристикам это пена полимерного происхождения, которая крепко и плотно крепится на любых поверхностях и моментально затвердевает. Это один из наиболее практичных, прочных и долговечных современных утеплителей.
По внешним характеристикам это пена полимерного происхождения, которая крепко и плотно крепится на любых поверхностях и моментально затвердевает. Это один из наиболее практичных, прочных и долговечных современных утеплителей.
 Такой материал обладает повышенной плотностью в пределах 30-85 кг на см ³. Несмотря на потерю эластичности, вещество обладает рядом других полезных качеств:
Такой материал обладает повышенной плотностью в пределах 30-85 кг на см ³. Несмотря на потерю эластичности, вещество обладает рядом других полезных качеств: Поролоновые маты, рулоны.
Поролоновые маты, рулоны.
 Закрытая ячеистая структура не пропускает влагу. Минеральная вата по этому показателю уступает в 50 раз. Обработанные пеной стены и потолки помещений защищены от вредных влияний влаги.
Закрытая ячеистая структура не пропускает влагу. Минеральная вата по этому показателю уступает в 50 раз. Обработанные пеной стены и потолки помещений защищены от вредных влияний влаги. Слежавшаяся минеральная вата превращается в бесполезную вредную прокладку.
Слежавшаяся минеральная вата превращается в бесполезную вредную прокладку. Для сравнения, у пенобетона 20 %.
Для сравнения, у пенобетона 20 %.

 Лёгкость материала не создаёт дополнительных нагрузок на деревянные конструкции. Благодаря объёмности и лёгкости, пена широко применяется в автомобильном, космическом, корабельном строительстве.
Лёгкость материала не создаёт дополнительных нагрузок на деревянные конструкции. Благодаря объёмности и лёгкости, пена широко применяется в автомобильном, космическом, корабельном строительстве. Начинать нанесение пены рекомендуется со сложных участков.
Начинать нанесение пены рекомендуется со сложных участков. Благодаря тому, что материал доступный и просто применяется, сфера практических возможностей неограниченная.
Благодаря тому, что материал доступный и просто применяется, сфера практических возможностей неограниченная. Напыляемый полиуретан и нагнетаемый полиуретан — это типы полиуретана, используемые в строительстве и промышленности в самых различных областях.
Напыляемый полиуретан и нагнетаемый полиуретан — это типы полиуретана, используемые в строительстве и промышленности в самых различных областях.
 Фактически, полиуретановая система Syntheflex 9676L-TX-48 является наиболее подходящей для мебельной промышленности, поскольку она позволяет производить гибкие детали из пенопласта холодного формования с формованной плотностью от 50 до 60 г/л.
Фактически, полиуретановая система Syntheflex 9676L-TX-48 является наиболее подходящей для мебельной промышленности, поскольку она позволяет производить гибкие детали из пенопласта холодного формования с формованной плотностью от 50 до 60 г/л.


 Данная таблица будет необходима при монтаже и компоновке редуктора с электродвигателем.
Данная таблица будет необходима при монтаже и компоновке редуктора с электродвигателем. Данная таблица будет необходима при замене вышедших из строя подшипников.
Данная таблица будет необходима при замене вышедших из строя подшипников. Соединение с электродвигателем с помощью зубчатых муфт МЗП или МЗ.
Соединение с электродвигателем с помощью зубчатых муфт МЗП или МЗ. Покупая у «Систем Качества», вы исключите вероятность неприятных сюрпризов. Европейские стандарты технического контроля дают «Системам» абсолютную статистику безотказности промышленного оборудования.
Покупая у «Систем Качества», вы исключите вероятность неприятных сюрпризов. Европейские стандарты технического контроля дают «Системам» абсолютную статистику безотказности промышленного оборудования.
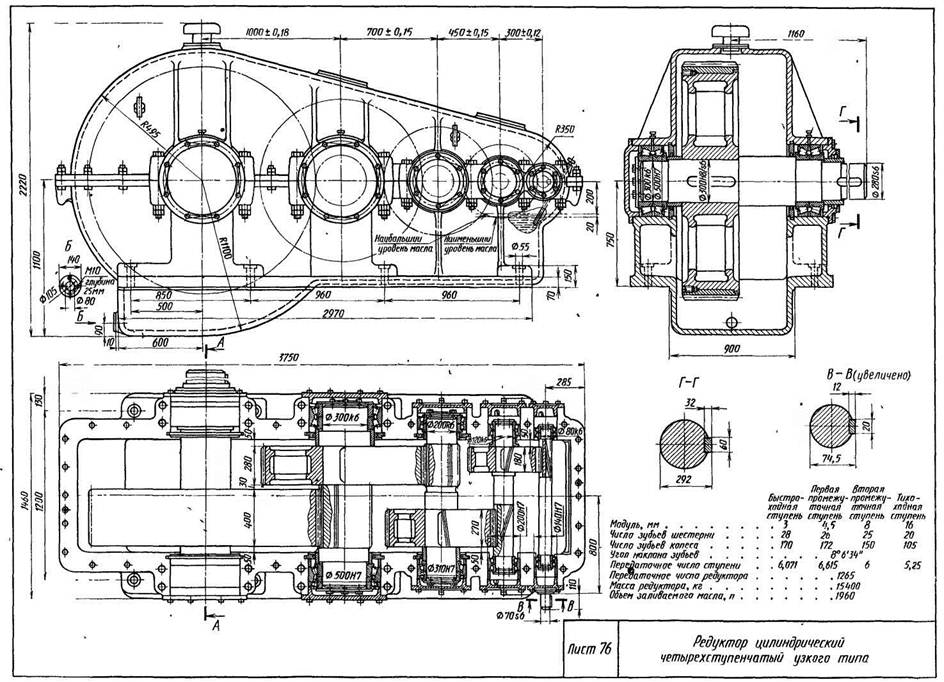 м
м Работают с постоянной и переменной нагрузками, в непрерывном и повторно-кратковременном режимах, нагрузка одного направления и реверсивная. Вращение валов в любую сторону. Используется в неагрессивной и невзрывоопасной среде. Частота вращения входного вала не превышает 1000 об/мин. Рассчитаны на работу при запыленности воздуха не более 10 мг/м³.
Работают с постоянной и переменной нагрузками, в непрерывном и повторно-кратковременном режимах, нагрузка одного направления и реверсивная. Вращение валов в любую сторону. Используется в неагрессивной и невзрывоопасной среде. Частота вращения входного вала не превышает 1000 об/мин. Рассчитаны на работу при запыленности воздуха не более 10 мг/м³.

 Самые дешевые в Украине В-400 это редукторы БУ, с ценами от 6000 грн. Надежный неликвид с заводской подготовкой и гарантией — от 14800 грн. При этом, дефицитные компоновки и передатки могут увеличить стоимость до 40%.
Самые дешевые в Украине В-400 это редукторы БУ, с ценами от 6000 грн. Надежный неликвид с заводской подготовкой и гарантией — от 14800 грн. При этом, дефицитные компоновки и передатки могут увеличить стоимость до 40%. Цилиндрические валы — нестандартное исполнение для В-400 изготавливаемое под заказ.
Цилиндрические валы — нестандартное исполнение для В-400 изготавливаемое под заказ.
 Оплата с НДС и без, возможность вернуть товар в течении 14 дней, компетентный сервисный центр для постгарантийного обслуживания и доставка по Украине за 1-2 дня.
Оплата с НДС и без, возможность вернуть товар в течении 14 дней, компетентный сервисный центр для постгарантийного обслуживания и доставка по Украине за 1-2 дня. 84Kb)
84Kb) pdf
pdf
 8 кВт
8 кВт 50 кг
50 кг
 Размеры устройства составляют 50х45 сантиметров. Такие скромные габариты позволяют провести работы в труднодоступных местах, например, около столбов, бордюров, в траншеях и прочих местах, где объемная дорожная техника будет бесполезна.
Размеры устройства составляют 50х45 сантиметров. Такие скромные габариты позволяют провести работы в труднодоступных местах, например, около столбов, бордюров, в траншеях и прочих местах, где объемная дорожная техника будет бесполезна. с.)
с.) ..Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
..Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
 В классе «Бизнес» — до 15 кг. Дополнительно в салон разрешается взять сумку или рюкзак с вещами весом не больше 5 кг и размером 80 см по трём измерениям, один пакет из Duty Free не больше 115 см, верхнюю одежду, костюм в специальном чехле, букет, питание для ребёнка во время полёта, устройство для переноса ребёнка, складное кресло-коляску, костыли, трости, необходимые лекарства и диетическое питание. Условия провоза багажа уточняйте у оператора, например, в тарифе «Лайт» за багаж придётся платить.
В классе «Бизнес» — до 15 кг. Дополнительно в салон разрешается взять сумку или рюкзак с вещами весом не больше 5 кг и размером 80 см по трём измерениям, один пакет из Duty Free не больше 115 см, верхнюю одежду, костюм в специальном чехле, букет, питание для ребёнка во время полёта, устройство для переноса ребёнка, складное кресло-коляску, костыли, трости, необходимые лекарства и диетическое питание. Условия провоза багажа уточняйте у оператора, например, в тарифе «Лайт» за багаж придётся платить. На этой же странице написано время вылета и прибытия самолёта. Ближе к вылету появляются номера стойки регистрации, выхода на посадку и ленты для получения багажа в городе прибытия, если аэропорт или партнёр предоставил нам эти данные. Информация на Яндекс Путешествиях обновляется онлайн.
На этой же странице написано время вылета и прибытия самолёта. Ближе к вылету появляются номера стойки регистрации, выхода на посадку и ленты для получения багажа в городе прибытия, если аэропорт или партнёр предоставил нам эти данные. Информация на Яндекс Путешествиях обновляется онлайн.

 04.2023
04.2023 04.2023
04.2023 03.2023
03.2023 03.2023
03.2023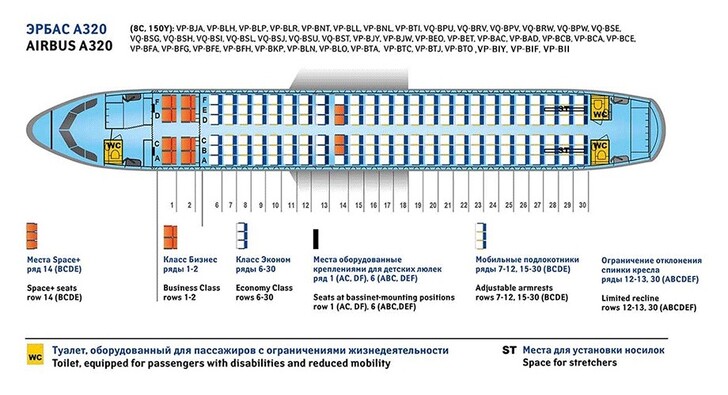 03.2023
03.2023

 Вы можете приобрести их отдельно, но чаще такие инструменты приобретают те, у кого уже есть подходящие по параметрам и бренду аккумуляторы
Вы можете приобрести их отдельно, но чаще такие инструменты приобретают те, у кого уже есть подходящие по параметрам и бренду аккумуляторы 2 кг
2 кг 0A*h
0A*h Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.

 Грузовые предметы не могут быть доставлены за границу.
Грузовые предметы не могут быть доставлены за границу. Вы получите номер для отслеживания вместе с электронным письмом «Заказ отправлен».
Вы получите номер для отслеживания вместе с электронным письмом «Заказ отправлен».

 Добавьте любые товары, которые есть в наличии, в корзину на нашем веб-сайте
Добавьте любые товары, которые есть в наличии, в корзину на нашем веб-сайте Мы всегда стремимся улучшить их.
Мы всегда стремимся улучшить их. Quezon Rd East Grace Park, между 7-й и 8-й улицами, Caloocan City, Metro Manila Телефон: (02) 281-0460
Quezon Rd East Grace Park, между 7-й и 8-й улицами, Caloocan City, Metro Manila Телефон: (02) 281-0460 Томас Мапуа, 543 Cruz, Manila
Томас Мапуа, 543 Cruz, Manila 
 Однако гораздо проще и надежнее сразу продезинфицировать все продукты.
Однако гораздо проще и надежнее сразу продезинфицировать все продукты.
 На фотографиях в СМИ видны пустые отделы некоторых супермаркетов по всей Великобритании, в которых уже нет мяса, фруктов и замороженных продуктов.
На фотографиях в СМИ видны пустые отделы некоторых супермаркетов по всей Великобритании, в которых уже нет мяса, фруктов и замороженных продуктов.
 При этом в целом 57 процентов людей сказали, что все, что им нужно, все еще можно купить.
При этом в целом 57 процентов людей сказали, что все, что им нужно, все еще можно купить.
 org/Person»>
org/Person»> mk.ru
mk.ru mk.ru
mk.ru Отчет Американской ассоциации товаров для домашних животных о состоянии отрасли показывает, что продажи зоомагазинов в 2020 году превысили 100 …
Отчет Американской ассоциации товаров для домашних животных о состоянии отрасли показывает, что продажи зоомагазинов в 2020 году превысили 100 … Будь то модульная система стеллажей или ряд независимых блоков, объединенных в единое целое, эти витрины являются неотъемлемой частью стратегии продаж любого магазина. Торговые стеллажи и стеллажи доступны во многих натуральных стилях, включая массивную древесину и большие панели с отделкой из искусственного дерева или экологически чистый тополь. С другой стороны, стальные гондолы и модели с проволочным каркасом предлагают интуитивно понятный и функциональный дизайн в простом черном или белом цвете. То, что делает хорошую розничную полку, будет варьироваться в зависимости от ваших потребностей и типа бизнеса, которым вы управляете, и есть из чего выбирать, поэтому давайте рассмотрим, что отличает каждый стиль или систему от других.
Будь то модульная система стеллажей или ряд независимых блоков, объединенных в единое целое, эти витрины являются неотъемлемой частью стратегии продаж любого магазина. Торговые стеллажи и стеллажи доступны во многих натуральных стилях, включая массивную древесину и большие панели с отделкой из искусственного дерева или экологически чистый тополь. С другой стороны, стальные гондолы и модели с проволочным каркасом предлагают интуитивно понятный и функциональный дизайн в простом черном или белом цвете. То, что делает хорошую розничную полку, будет варьироваться в зависимости от ваших потребностей и типа бизнеса, которым вы управляете, и есть из чего выбирать, поэтому давайте рассмотрим, что отличает каждый стиль или систему от других. Системы Slatwall имеют горизонтальные каналы, приспособления для сетчатых стен имеют квадратную сетку, а металлические гондолы для магазинов имеют вертикальные каналы для настройки высоты розничных полок с каждой стороны панели.
Системы Slatwall имеют горизонтальные каналы, приспособления для сетчатых стен имеют квадратную сетку, а металлические гондолы для магазинов имеют вертикальные каналы для настройки высоты розничных полок с каждой стороны панели.
 Установите многоугольники по отдельности или объедините их в настенные группы для уникальной и приятной презентации, которая выделит ваш мерчандайзинг.
Установите многоугольники по отдельности или объедините их в настенные группы для уникальной и приятной презентации, которая выделит ваш мерчандайзинг. Интегрированные цифровые вывески также помогают вашему бизнесу сэкономить время и затраты на печать рекламы.
Интегрированные цифровые вывески также помогают вашему бизнесу сэкономить время и затраты на печать рекламы.
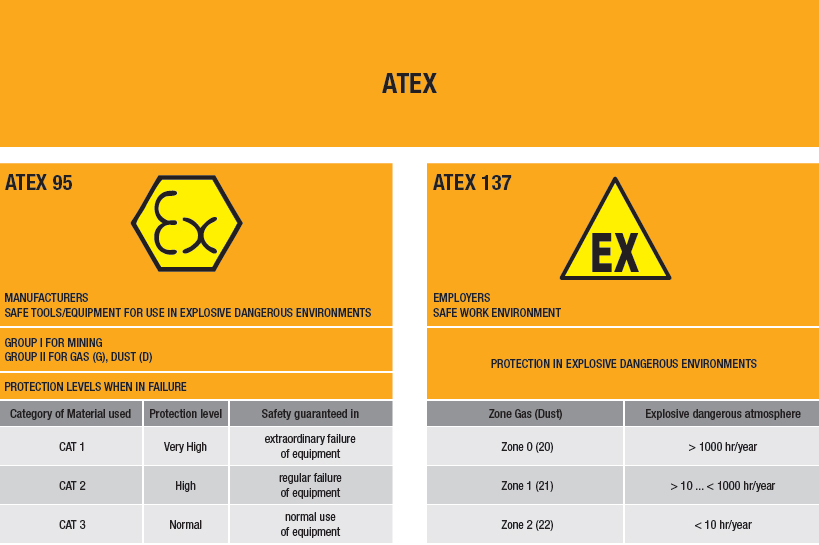
 ru:*
ru:* В опасных ситуациях для Зоны 1 защитите iPad mini 5 от воды, пыли и вибрации. Хорошая защита экрана и прочная задняя крышка. Точные вырезы для шнуров, в том числе для зарядных устройств и наушников.
В опасных ситуациях для Зоны 1 защитите iPad mini 5 от воды, пыли и вибрации. Хорошая защита экрана и прочная задняя крышка. Точные вырезы для шнуров, в том числе для зарядных устройств и наушников.
 Следовательно, вы можете положиться на наших опытных и знающих консультантов, которые предоставят вам всю необходимую информацию для выбора идеального продукта. Мы будем рады помочь вам!
Следовательно, вы можете положиться на наших опытных и знающих консультантов, которые предоставят вам всю необходимую информацию для выбора идеального продукта. Мы будем рады помочь вам!
 95.1233
95.1233



 97-99% незадействованного при построении порошка после просеивания пригодно к повторному использованию. 3-9% материала, задействованного на построение поддержек, утилизируется вместе с некондиционным несплавленным порошком, не прошедшим операцию просеивания.
97-99% незадействованного при построении порошка после просеивания пригодно к повторному использованию. 3-9% материала, задействованного на построение поддержек, утилизируется вместе с некондиционным несплавленным порошком, не прошедшим операцию просеивания. 97-99% незадействованного при построении порошка после просеивания пригодно к повторному использованию. 3-9% материала, задействованного на построение поддержек, утилизируется вместе с некондиционным несплавленным порошком, не прошедшим операцию просеивания.
97-99% незадействованного при построении порошка после просеивания пригодно к повторному использованию. 3-9% материала, задействованного на построение поддержек, утилизируется вместе с некондиционным несплавленным порошком, не прошедшим операцию просеивания. п.
п.
 05-0.1
05-0.1
 Из-за крутой кривой обучения и множества факторов, в том числе трехмерных нитей, слайсеров и постоянно меняющейся среды, в которой обитает принтер, путь к производству первоклассных функциональных отпечатков может быть похож на поездку на американских горках, полную разочарования. .
Из-за крутой кривой обучения и множества факторов, в том числе трехмерных нитей, слайсеров и постоянно меняющейся среды, в которой обитает принтер, путь к производству первоклассных функциональных отпечатков может быть похож на поездку на американских горках, полную разочарования. .



 испускаемый в процессе печати.
испускаемый в процессе печати.


 У них ограниченный бюджет на продажи и маркетинг. Может у них есть сайт, а может и нет вообще.
У них ограниченный бюджет на продажи и маркетинг. Может у них есть сайт, а может и нет вообще. .
. И это позволяет мне на самом деле не только быстрее разрабатывать свой продукт, но и разрабатывать его лучше.
И это позволяет мне на самом деле не только быстрее разрабатывать свой продукт, но и разрабатывать его лучше. Есть стоимость оборудования, есть проблема интеграции существующих производственных систем с этими новыми технологиями, надежностью, а также тем, как вы развиваете квалифицированную рабочую силу.
Есть стоимость оборудования, есть проблема интеграции существующих производственных систем с этими новыми технологиями, надежностью, а также тем, как вы развиваете квалифицированную рабочую силу.
 И делая это в основном в оффшорной зоне, мы, на первый взгляд, не принимаем плохое решение. Но мы теряем связь между этими двумя. И чем больше мы разделяем инновацию процесса и продукта, тем труднее США как стране или отдельным компаниям оставаться на шаг впереди. Так что сейчас мы находимся в критическом моменте времени, когда нам нужно перестроить передовые цепочки поставок, а также спроектировать, где Соединенные Штаты могут быть действительно сильными в глобальной производственной экономике.
И делая это в основном в оффшорной зоне, мы, на первый взгляд, не принимаем плохое решение. Но мы теряем связь между этими двумя. И чем больше мы разделяем инновацию процесса и продукта, тем труднее США как стране или отдельным компаниям оставаться на шаг впереди. Так что сейчас мы находимся в критическом моменте времени, когда нам нужно перестроить передовые цепочки поставок, а также спроектировать, где Соединенные Штаты могут быть действительно сильными в глобальной производственной экономике.
 Их машины используют лазеры для плавления и сплавления металлических порошков.
Их машины используют лазеры для плавления и сплавления металлических порошков. И это потому, что материалы укладываются слой за слоем с использованием передовых технологий.
И это потому, что материалы укладываются слой за слоем с использованием передовых технологий.
 Я ношу обувь производства Adidas с межподошвой, напечатанной на 3D-принтере. Вы можете увидеть решетчатую структуру, которая, конечно же, создана с помощью 3D-печати.
Я ношу обувь производства Adidas с межподошвой, напечатанной на 3D-принтере. Вы можете увидеть решетчатую структуру, которая, конечно же, создана с помощью 3D-печати. Но я также хотел увидеть аддитивное производство в другом масштабе, не с пластиком или металлом, а с бетоном и со строительством целого дома.
Но я также хотел увидеть аддитивное производство в другом масштабе, не с пластиком или металлом, а с бетоном и со строительством целого дома.

 В SQ4D мы печатаем на 3D-принтере фундаменты, фундаментные стены, плиты, внутренние и внешние стены.
В SQ4D мы печатаем на 3D-принтере фундаменты, фундаментные стены, плиты, внутренние и внешние стены. Но есть много разных возможностей для создания архитектурно уникальных функций. И по мере того, как эта отрасль действительно набирает обороты, архитекторы смогут по-настоящему погрузиться в специфические методы и функции 3D-печати, которые иначе были бы недостижимы.
Но есть много разных возможностей для создания архитектурно уникальных функций. И по мере того, как эта отрасль действительно набирает обороты, архитекторы смогут по-настоящему погрузиться в специфические методы и функции 3D-печати, которые иначе были бы недостижимы. 3D-печать составляет лишь около 15% их бизнеса. Но скульпторы Пол Аутлоу и Луи Хиннен говорят, что это уже произвело революцию в их работе.
3D-печать составляет лишь около 15% их бизнеса. Но скульпторы Пол Аутлоу и Луи Хиннен говорят, что это уже произвело революцию в их работе. Вы даже можете распечатать 3D-сканы реальных людей.
Вы даже можете распечатать 3D-сканы реальных людей.
 И это возвращает нас в Массачусетский технологический институт. Потому что аддитивное производство связано с инновациями, как с точки зрения искусства, так и с точки зрения производства. А производство — это рабочие места и заработная плата.
И это возвращает нас в Массачусетский технологический институт. Потому что аддитивное производство связано с инновациями, как с точки зрения искусства, так и с точки зрения производства. А производство — это рабочие места и заработная плата. И им нравится делать вещи, в которых задействованы их руки, их мозги. Это действительно не проблема. Проблемой была заработная плата и некоторая разумная гарантия занятости.
И им нравится делать вещи, в которых задействованы их руки, их мозги. Это действительно не проблема. Проблемой была заработная плата и некоторая разумная гарантия занятости. Все, что можно было отправить в Китай. И те компании, которые избавились от большинства рабочих, которые избавились от большей части заводских площадей, были теми, кто добился лучших результатов на Уолл-стрит.
Все, что можно было отправить в Китай. И те компании, которые избавились от большинства рабочих, которые избавились от большей части заводских площадей, были теми, кто добился лучших результатов на Уолл-стрит.

