Шнур бельевой, полипропиленовый с сердечником D 5 мм, L-20 м, цветной Elfe
Главная
Каталог
Прочий инструмент
Изделия канатно-веревочные
Шнуры
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Бренд
ELFE
Диаметр, мм
5
Длина, м
25
Материал
полипропилен
Разрывная нагрузка, кгс
95
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Шахматный облив», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Шахматный облив», 10 класс Россия
Мешок для строительного мусора, усиленный, 95 х 55 см Россия
Мешок для строительного мусора, усиленный, 95 х 55 см Россия
Лестница, 2 х 6 ступеней, алюминиевая, двухсекционная, Россия, Сибртех
Лестница, 2 х 6 ступеней, алюминиевая, двухсекционная, Россия, Сибртех
Посадочные таблички 14 х 1. 5 см, 25 шт, упаковка Сибртех
Посадочные таблички 14 х 1.5 см, 25 шт, упаковка Сибртех
Подушка под колени и для сидения, 410 х 160 х 20 мм Palisad
Подушка под колени и для сидения, 410 х 160 х 20 мм Palisad
Похожие товары
Шнур бельевой, армированный с полимерным покрытием, ШХА, особопрочный D 2 мм, L-20 м Elfe
Шнур бельевой, армированный с полимерным покрытием, ШХА, особопрочный D 2 мм, L-20 м Elfe
Шнур вязаный полипропиленовый с серд.»Радуга», 4 мм, L 20 м, Россия Сибртех
Шнур вязаный полипропиленовый с серд. «Радуга», 4 мм, L 20 м, Россия Сибртех
Шнур вязаный полипропиленовый с серд.»Радуга», 8 мм, L 20 м, Россия Сибртех
Шнур вязаный полипропиленовый с серд.»Радуга», 8 мм, L 20 м, Россия Сибртех
Шнур бельевой, полипропиленовый с сердечником D 5 мм, L-15 м, белый Elfe
Шнур бельевой, полипропиленовый с сердечником D 5 мм, L-15 м, белый Elfe
Шнур бельевой, армированный с полимерным покрытием, ШХА, особопрочный D 3 мм, L-10 м Elfe
Шнур бельевой, армированный с полимерным покрытием, ШХА, особопрочный D 3 мм, L-10 м Elfe
Шнур бельевой полипропиленовый с сердечником D-3 мм L-10 м, белый ELFE 93704
Характеристики
Сертификат
Сертификат ТС ELFE 93704
Штрих-Код
4606800059277
Основные характеристики
Высота в упаковке
50мм
Длина в упаковке
220мм
Сертификат Вид сертификата
Отказное письмо
Сертификат Конечная дата
17. 04.2017
Сертификат Начальная дата
03.11.2016
Сертификат Номер сертификата
119
Сертификат Орган сертификации
Технолаб
Сертификат Производитель
ООО «Тексимпорт»
Ширина в упаковке
40мм
Длина
10м
Материал
полипропилен
Разрывная нагрузка
50 кгс
Диаметр
3 мм
Плетеный полипропиленовый шнур 6 мм 22 ярда 20,12 метра
Нажмите, чтобы увеличить
1482 продажи |
4,5 из 5 звезд
€12,64
Загрузка
Мало на складе
Включены местные налоги (где применимо) плюс стоимость доставки
Количество
12
Исследуйте другие похожие поисковые запросы
Внесен в список 8 января 2023 г.
3 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не принадлежности для рукоделия
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Черный плетеный полипропиленовый шнур 3,5 мм шириной 1/8 дюйма продается за
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
65 728 продаж |
5 из 5 звезд
0,71 €
Загрузка
С учетом НДС (где применимо) плюс стоимость доставки
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Исследуйте другие похожие поисковые запросы
Внесен в список 30 октября 2022 г.
4 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не принадлежности для рукоделия
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Из чего состоит и как работает 3D-принтер для персонального использования
Хотите собрать своими руками 3D-принтер из отдельных комплектующих? Это не так сложно, как кажется на первый взгляд. Практически все персональные 3D-принтеры используют один и тот же подход к 3D-печати, различаясь в деталях. Их конструкция выглядит предельно просто: 4 или 5 шаговых моторов, экструдер с нагревателем и датчиком температуры, платформа с подогревом, три концевых датчика на нулевой отметке осей. Более сложные принтеры могут иметь второй экструдер с нагревателем и датчиком температуры, вентилятор для охлаждения головки, концевые датчики на максимальных отметках осей.
Подключить исполнительные механизмы и датчики напрямую к компьютеру невозможно, поэтому используется промежуточное звено – управляющий контроллер, для которого необходимо из математической 3D-модели подготовить специальный G-код – несложный набор команд, с помощью которых определяется последовательность действий принтера. Определенные типы контроллеров имеют собственный картридер со слотом под SD-карту памяти, непосредственно с которой и могут считываться G-коды. В этом случае компьютер не требуется, а для управления 3D-принтером хватает нескольких кнопок и LCD-дисплея. Управляющие контроллеры чаще всего создаются под среду разработки Arduino IDE.
Перемещение печатающей головки (экструдера) происходит в трех плоскостях – по осям X, Y и Z, для чего используются шаговые двигатели с обычной точностью 1,8° на шаг. Вспомогательными элементами являются ремни ГРМ и ролики по осям Х и Y. Зачастую применяются металлические стержни с резьбой или особые винты для точного позиционирования по оси Z. Управляемый контроллером 3D-принтер перемещает печатающую головку, выдавливающий расплавленный пластик, тем самым наплавляя модель слой за слоем.
Шаговые двигатели NEMA 17
NEMA 17 — это условное обозначение типоразмера стандартного посадочного места для различных шаговых двигателей, которое имеет размеры 1. 7×1.7 дюйма (43.2×43.2 мм). Меньший типоразмер обозначается как NEMA 14 (1.4×1.4 дюйма или 35.6×35.6 мм).
Шаговые двигатели могут иметь три режима работы: полношаговый, полушаговый и микрошаговый. Во время полношагового режима шаговый двигатель проворачивает свою ось на 360 градусов, совершая 200 шагов, во время полушагового — 400, а в микрошаговом режиме каждый шаг делится еще на 4, 8 или 16 частей. Управление двигателем в микрошаговом режиме настолько сложное, что для него используются специальные контроллеры шаговых двигателей. Шаговые двигатели бывают рассчитаны на 4, 8 и 12 В.
Экструдер
Функцию равномерного распределения по рабочей поверхности пластика и других материалов выполняет экструдер, который плавит и подает через сопло термопластик (ABS или PLA) на поверхность стола. Являясь самой сложной частью 3D-принтера, экструдер состоит из привода подачи пластика и термоголовки.
Привод экструдера с помощью редукторного механизма выталкивает нить пластика диаметром 1,75 или 3 мм. В большинстве современных приводов используется шаговый двигатель для лучшего контроля подачи нити к термоголовке. Нить подается в алюминиевую термоголовку со встроенным нагревателем, где разогревается до температуры 170-260 °С, в зависимости от типа пластика, и переходя в полужидкое состояние, выдавливается из печатающей головки, диаметр отверстия которой обычно располагается в диапазоне от 0,35 до 0,5 мм.
Поверхность для печати
Рабочая поверхность, на которой формируются 3D-детали, называется столом или платформой. Её размеры варьируются в зависимости от модели принтера и обычно располагаются в диапазоне от 150 до 200 мм2. Большинство производителей 3D-принтеров предлагают подогреваемую платформу уже в комплекте, либо как дополнительную опцию. Всегда есть возможность самому сделать подогреваемую платформу из подручного материала. Задача платформы – не допустить разрывов или трещин модели, а также обеспечить надежное сцепление между первыми слоями печатаемой детали и рабочей поверхностью.
Верхняя часть платформы изготавливается из стекла или алюминия для лучшего распределения тепла по всей площади и обеспечения гладкой и ровной поверхности. Стекло дает более ровную поверхность, в то время как алюминий лучше распределяет тепло в случае подогрева. Чтобы предотвратить отрыв модели во время печати, поверхность платформы часто покрывается какой-либо липкой массой или пленкой. Такие материалы часто состоят из каптона или полиамидной ленты, в зависимости от типа пластика.
Линейный двигатель
Используемый привод (линейный мотор) во многом определяет точность и скорость печати, а также периодичность обслуживания 3D-принтера. Обычно используются гладкие, высокоточные металлические стержни для каждой оси, а также пластиковые или бронзовые шарикоподшипники для перемещения по каждому стержню. Линейные шарикоподшипники обеспечивают более долговечную и качественную работу, однако они более шумные, чем бронзовые, которые, в свою очередь, сложнее откалибровать на момент сборки.
Концевые датчики
Диапазон движения линейных приводов обычно ограничивается механическими или оптическими фиксаторами – простейшими концевыми датчиками (EndStop), которые сигнализируют о приближении головки принтера к краю рабочей поверхности, чтобы предотвратить выход ее за рамки платформы. Фиксаторы также используются для определения начала координат (0,0,0) по всем трем осям.
Строго говоря, наличие фиксаторов не является обязательным в работе 3D-принтеров, но их наличие позволяет калибровать принтер перед началом печати, что делает печать более точной и аккуратной. Концевые датчики бывают двух видов: нажимные и оптические. Оптические являются более точными, но для упрощения (например, по X-Y осям) можно воспользоваться и нажимными.
Рама принтера
То, что соединяет все описанные выше элементы в единое целое, называется рамой. Форма рамы, и особенно материал, из которого она изготовлена, довольно сильно влияют на точность и качество печати. Конструкция рамы, основанная на принципе слотов, когда пластиковые или даже фанерные листы, нарезанные лазером, соединяются гребнями в пазы, а потом скручиваются болтами и гайками, сильно упрощает сборку 3D-принтера и является более точной для калибровки, однако не способствует подавлению шумов, а крепежные элементы со временем приходится подкручивать. Если же рама содержит металлические стержни с резьбой, то аппарат получается более тихим, однако усложняется процесс сборки и калибровки.
Если вы всё же предпочтете приобрести уже готовый 3D-принтер, то обратите внимание на модели, популярные в данный момент на рынке:
3D Printing Pen
3D принтер 3Dаджет
MBot Cube Plywood DH [Double Head]
MBot Cube II DH [Double Head]
3D Printer [DRT]
Reprap 3D printer [HB-001]
Кроме того, посетив наши магазины в Москве и Санкт-Петербурге, вы сможете даже потрогать некоторые из них своими руками.
Производители: Mbot 3d
Опубликовано: 07.06.2014
SLA Технология. Как работает 3D печать SLA.
Всем привет, с Вами 3DTool!
Сегодня мы рассмотрим основные принципы технологии SLA. Прочитав эту статью, вы поймете основные моменты процесса печати по данной технологии, преимущества и недостатки этого способа 3D печати.
На нашем сайте, вы можете ознакомиться со списком 3D-принтеров работающих по технологии SLA, по этой ссылке: Каталог 3D принтеров печатающих по технологии SLA/DLP
Технология 3D печати SLA
Стереолитография (SLA) — это процесс аддитивного производства, результат в котором достигается по средствам полимеризации смолы. В SLA печати, объект создается путем селективного отверждения полимерной смолы, слой за слоем, с использованием ультрафиолетового (УФ) лазерного луча. Материалы, используемые в SLA печати, представляют собой светочувствительные термореактивные полимеры, которые выпускаются в жидкой форме.
SLA известен как первая технология 3D-печати: ее изобретатель запатентовал эту технологию еще в 1986 году. Если требуется напечатать детали с очень высокой точностью или гладкой поверхностью, на помощь приходит SLA. В данном случае это наиболее экономически выгодная и эффективная технология 3D-печати. Наилучших результатов можно достичь, только в том случае, если оператор оборудования на котором происходит процесс печати, хорошо знаком с технологией и некоторыми нюансами. То есть имеет необходимую квалификацию.
У SLA много общих характеристик с Direct Light Processing (DLP), еще одной технологией фотополимеризации. Для простоты обе технологии могут рассматриваться как равные.
Процесс печати по технологии SLA
Вот как работает процесс:
1) 2) 3)
1) В резервуаре с жидким фотополимером размещается платформа, на одном уровне высоты от поверхности смолы.
2) Затем УФ-лазер по заранее установленному алгоритму селективно отверждает необходимые участки фотополимерной смолы.
Лазерный луч фокусируется на заданном пути с помощью набора зеркал, называемых гальвосами. Затем происходит засветка всей площади поперечного сечения модели. Поэтому полученная деталь получается полностью цельная.
3) Когда один слой закончен, платформа перемещается на безопасное расстояние, и лапка-перемешиватель внутри ванны перемешивает смолу.
Так и повторяется этот процесс до тех пор, пока деталь не будет напечатана. После печати деталь находится в не совсем отвержденном состоянии и требует дальнейшей постобработки под УФ лампой. По окончании УФ засветки деталь приобретает очень высокие механические и термические свойства.
Жидкая смола затвердевает с помощью процесса, называемого фотополимеризацией: во время затвердевания углеродные цепи мономера, из которых состоит жидкая смола, активируются под воздействием ультрафиолетового лазера и становятся твердыми, создавая прочные неразрывные связи друг с другом.
Процесс фотополимеризации необратим, и не существует способа перевести полученные детали обратно в жидкое состояние. При нагревании они будут гореть, а не плавиться. Это потому, что материалы, которые производятся по технологии SLA, сделаны из термореактивных полимеров, в отличие от термопластов, которые использует FDM.
Схема работы SLA принтера
Характеристики SLA принтера
В системах SLA большинство параметров печати устанавливаются производителем и не могут быть изменены. Единственными входными данными являются высота слоя и ориентация детали (последнее, определяет местоположение поддержек).
Высота типичного слоя в SLA печати находится в диапазоне от 25 до 100 микрон.
Чем меньше будет высота слоя, тем более точно будет отпечатана сложная геометрия модели, но вместе с этим увеличится время печати и вероятность неудачи. Высота слоя в 100 микрон подходит для большинства распространенных геометрий и является золотой серединой.
Еще один важный параметр для оператора — размер платформы. Он зависит от типа принтера SLA. Существует два основных типа: ориентация сверху вниз и ориентация снизу вверх.
В первом случае лазер стоит над баком, а деталь лицевой стороной вверх. Платформа стоит в самом верху чана со смолой и движется вниз после спекания каждого слоя.
Схема SLAпринтера с ориентацией сверху вниз
При схеме «снизу вверх» на SLA принтерах, источник света размещается под резервуаром со смолой (см. рисунок выше), и деталь строится вверх ногами.
Резервуар имеет прозрачное дно с силиконовым покрытием, которое пропускает луч света, но препятствует прилипанию отвержденной смолы. После каждого слоя отвержденная смола отделяется от дна резервуара, когда платформа движется вверх. Это называется этапом спекания.
Схема SLAпринтера с ориентацией снизу вверх
Ориентация «снизу вверх» в основном используется в настольных принтерах, таких как Formlabs. Ориентация «сверху вниз» применяется в промышленных SLA принтерах.
Принтеры SLA «снизу вверх» проще в изготовлении и эксплуатации, но размер возможной печати будет меньше, так как силы, приложенные к детали на этапе спекания, могут привести к сбою печати.
Принтеры же с ориентацией «сверху вниз» могут печатать детали очень больших размеров, без большой потери в точности. Широкие возможности таких систем естественно обходятся дороже.
Далее приведены основные характеристики и различия двух ориентаций:
«Сверху вниз»
Плюсы:
Более низкая стоимость
Широкая доступность на рынке
Минусы:
Малый размер платформы
Меньший ассортимент материалов
Требует дополнительной пост-обработки из-за обширного
использования поддержек
Популярные производители:
FORMLABS
Размер области печати: До 145 х 145 х 175 мм
Типичная высота слоя и точность печати:От 25 до 100 мкм и ± 0,5% (нижний предел: ± 0,010 — 0,250 мм) соответственно
«Снизу вверх»
Плюсы:
Очень большой размер платформы
Более быстрое время печати
Минусы:
Высокая стоимость
Требуется квалифицированный специалист-оператор
Смена материала предполагает опорожнение всего бака
Популярные производители:
PRISMLAB
Размер области печати: До 1500 х 750 х 500 мм
Типичная высота слоя и точность печати:От 25 до 150 мкм и ± 0,15% (нижний предел ± 0,010 — 0,030 мм) соответственно
Поддержки во время 3Dпечати
Поддержки всегда требуются в SLA печати. Несущие конструкции печатаются из того же материала, что и деталь, и после печати должны быть удалены вручную.
Ориентация детали определяет местоположение и объем поддержек. Рекомендуется, чтобы деталь была ориентирована так, чтобы поверхности, от которых требуется максимальное качество, не соприкасались с поддержками.
В разных видах SLA-принтеров поддержки используется по-разному:
В принтерах типа «сверху вниз» требования к поддержкам аналогичны требованиям FDM . Они необходимы для точной печати свесов и мостов (критический угол свеса обычно составляет 30 градусов).
Деталь может быть ориентирована в любом положении, и обычно печатается плашмя, чтобы минимизировать количество поддержек и общее количество слоев.
В принтерах типа «снизу вверх» все сложнее. Выступы и мосты так же необходимо поддерживать, но минимизация площади поперечного сечения каждого слоя является наиболее важным критерием.
Силы, приложенные к детали на этапе спекания, могут привести к ее отрыву от платформы. Эти силы пропорциональны площади поперечного сечения каждого слоя.
По этой причине детали должны быть ориентированы под углом, и минимизация поддержек тут — не является первостепенной задачей.
Слева — деталь, ориентированная на SLA принтере «сверху вниз» (минимизация поддержки).
Справа — деталь, ориентированная на SLA принтере «снизу вверх» (минимизация площади поперечного сечения).
Удаление поддержек детали напечатанной по технологии SLA
Скручивание
Одной из самых больших проблем, связанных с точностью деталей, изготовленных с помощью SLA, является скручивание. Эта проблема напоминает деформацию в FDM, при усадке материалов.
Во время затвердевания, смола немного сжимается при воздействии источника света принтера. Когда усадка значительна, между новым слоем и ранее затвердевшим материалом возникают большие внутренние напряжения, что приводит к скручиванию детали.
Адгезия(спекание) между слоями
SLA печатные детали имеют изотропные механические свойства. Это связано с тем, что одного прохода УФ-луча, недостаточно для полного затвердевания жидкой смолы.
Дальнейшие проходы помогают ранее затвердевшим слоям сплавляться друг с другом. По факту в SLA печати, затвердение продолжается даже после завершения процесса печати.
Для достижения наилучших механических свойств детали напечатанные по этой технологии должны подвергаться последующему отверждению путем помещения их в камеру под интенсивным ультрафиолетовым излучением (а иногда и при повышенных температурах).
Это значительно повышает твердость и термостойкость детали SLA, но не делает её более прочной. Скорее наоборот.
Например.
Тестовые образцы, напечатанные стандартной прозрачной смолой на настольном принтере SLA, имеют после затвердевания почти в 2 раза большую прочность на разрыв (65 МПа по сравнению с 38 МПа).
Могут работать под нагрузкой при более высоких температурах (58 градусов Цельсия, по сравнению с 42 градусами), но их удлинение при разрыве меньше в два раза (6,2% по сравнению с 12%).
Если оставить деталь на солнце, то из этого не выйдет ничего хорошего.
Длительное воздействие ультрафиолета оказывает вредное воздействие на физические свойства и внешний вид. Деталь может скручиваться, стать очень хрупкой и изменить цвет.
По этой причине перед использованием детали, рекомендуется нанести спрей прозрачной акриловой краски, устойчивой к УФ излучению.
Материалы для SLA печати
Материалы для SLA печати выпускаются в форме жидкой смолы. Цена за литр смолы сильно варьируется — от 50 долларов за стандартный материал до 400 долларов за специальные материалы, такие как литьевая или зубная смола.
Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, которые дают дизайнеру более строгий контроль над механическими свойствами печатной части.
Материалы SLA (термореактивные материалы) являются более хрупкими, чем материалы, изготовленные с использованием FDM или SLS (термопластов), и по этой причине детали SLA обычно не используются для функциональных прототипов, которые будут подвергаться значительной нагрузке. Однако новые достижения в разработке материалов могут изменить это в ближайшем будущем.
В следующей таблице приведены преимущества и недостатки наиболее часто используемых смол:
Материал
Характеристики
Стандартная смола
· + Гладкая поверхность
· — Относительно хрупкая деталь
Прозрачная смола
· + Прозрачный материал
· — Требует последующей обработки для Презентабельного вида
Литьевая смола
· + Используется для создания шаблонов пресс форм
· + Низкий процент золы после выгорания
Жесткая или прочная смола
· + ABS-подобные или PP-подобные механические свойства
· — Низкое тепловое сопротивление
Высокотемпературная смола
· + Высокая термостойкость
· + Используется для литья форм под давлением
· — Высокая цена
Стоматологическая смола
· + Биосовместимая
· + Высокая стойкость к истиранию
· — Высокая цена
Резино-подобная смола
· + Резино-подобный материал
· — Низкая точность при печати
Пост-обработка SLA 3D печати
Детали напечатанные по SLA технологии, могут быть обработаны качественно, с использованием различных методов, таких как шлифовка и полировка, окрашивание и обработка минеральным маслом. Широко развёрнутые статьи о постобработке можно найти в интернете.
Прозрачная полимерная крышка корпуса для электроники с различными вариантами отделки. Слева направо: удаление основной опоры, мокрое шлифование, УФ облучение, акрил и полировка
Преимущества и недостатки SLA
Плюсы:
SLA 3D принтеры могут производить детали с очень высокой точностью размеров и со сложной геометрией.
Детали будут иметь очень гладкую поверхность, что делает их идеальными, например для визуальных прототипов.
Доступны специальные материалы, такие как прозрачные, эластичные и литьевые смолы.
Минусы:
Детали, напечатанные по технологии SLA, как правило, хрупкие и не подходят для функциональных прототипов.
Механические свойства и внешний вид этих деталей, со временем ухудшаются. На них пагубно влияет воздействие солнечного света.
Поддержки и пост-обработка при печати требуются всегда.
До 145 х 145 х 175 мм — для настольных принтеров До 1500 х 750 х 500 мм — для промышленных
Общая толщина слоя
25 — 100 мкм
Поддержки
Требуются всегда
(необходимы для изготовления точной детали)
Итог
SLA печать лучше всего подходит для производства визуальных прототипов с очень гладкой поверхностью и очень мелкими деталями.
Настольный SLA 3Dпринтер идеально подходит для изготовления небольших, размером примерно с кулак взрослого человека деталей, отлитых под давлением. При этом такой принтер можно приобрести по доступной цене.
Промышленные SLA 3D принтеры могут производить очень большие детали (размером до 1500 x 750 x 500 мм)
Что ж, а на этом у нас все! Спасибо что были с нами, до новых встреч. Дальше будет интереснее!
Приобрести указанные в статье 3D-принтеры, расходный материал к ним, задать свой вопрос, или отследить заказ, вы можете
org/Person»> Криса Вудфорда. Последнее обновление: 24 апреля 2021 г.
Даже лучшие художники изо всех сил стараются показать нам, что представляют собой объекты реального мира. выглядеть во всей своей трехмерной (3D) красе. Большую часть времени это не имеет значения — просмотр фотографии или эскиза дает нам достаточно хорошая идея. Но если вы занимаетесь разработкой новых продукты, и вам нужно показать их клиентам или покупателям, ничто не сравнится с прототипом: моделью, которую можно потрогать, подержать и Чувствовать. Единственная проблема в том, что на изготовление моделей вручную уходит много времени. машины, которые могут делать «быстрые прототипы», стоят целое состояние (до полмиллиона долларов). Ура, тогда на 3D-принтеры , которые немного работают как струйные принтеры, и создавать 3D-модели слой за слоем до 10 раз скорость и пятая стоимость. Как именно они работают? Давайте принимать поближе!
Фото: 3D-печать в действии: это печатающая головка 3D-принтера Invent, медленно, слой за слоем, выстраивая объект, распыляя расплавленный голубой пластик из точно движущегося сопла. Фото капрала. Джастин Апдеграф, любезно предоставленный Корпусом морской пехоты США.
Содержание
От прототипов ручной работы до быстрого прототипирования
Как работает 3D-принтер?
В: Какие «чернила» используются в 3D-принтере? О: АБС-пластик!
Преимущества и недостатки
приложений
Медицина
Аэрокосмическая промышленность и оборона
Визуализация
Индивидуальные продукты
Будущее 3D-печати
Узнать больше
От прототипов ручной работы к быстрому прототипированию
Фото: Качественный быстрый прототип космического самолета, изготовленный из воска из чертежа САПР НАСА. Фото предоставлено Исследовательским центром НАСА в Лэнгли (NASA-LaRC).
Прежде чем появились такие вещи, как автоматизированное проектирование (САПР) и лазеры, модели и прототипы были кропотливо вырезаны из дерева или склеенные из маленьких кусочков картона или пластика. Они могли взять дней или даже недель, чтобы сделать и обычно стоит целое состояние. Получающий внесение изменений или изменений было трудным и трудоемким, особенно если использовалась сторонняя модельная компания, и которые могут помешать дизайнерам вносить улучшения или принимать комментарии в последнюю минуту на борту: «Слишком поздно!»
С появлением более совершенных технологий, идея под названием для быстрого прототипирования (RP) возникла в 1980-х годах. как решение этой проблемы: это означает разработку моделей и прототипы более автоматизированными методами, обычно в течение нескольких часов или дней. чем недели, на которые раньше уходило традиционное прототипирование. 3D печать является логическим продолжением этой идеи, в которой дизайнеры продукта делают свои собственные быстрые прототипы, в часы, используя сложные машины аналогично струйным принтерам.
Как работает 3D-принтер?
Работа: Один из первых в мире трехмерных FDM-принтеров, разработан С. Скоттом Крампом в 1980-х годах. В этом дизайне напечатана модель (розовая, 40). на базовой пластине (темно-синий, 10), которая перемещается в горизонтальном (X–Y) направлении, а печать головка и сопло (2 и 4, оранжевые) перемещаются в вертикальном (Z) направлении. Сырье для печати поступает из пластикового стержня (желтый, 46), расплавляемого печатающей головкой. Процесс нагрева тщательно регулируется термопара (электрический датчик тепла), подключенная к регулятору температуры (фиолетовый, 86). Стержень выдавливается сжатым воздухом из большого бака и компрессор справа (зеленый, 60/62). С тех пор все немного изменилось, но основной принцип (создание объекта путем плавления и осаждения пластика под трехмерным контролем) остается прежним. Произведение из патента США 5 121 329.: Устройство и метод создания трехмерных объектов С. Скоттом Крампом, Stratasys Ltd, 9 июня 1992 г., любезно предоставлено Управлением по патентам и товарным знакам США.
Представьте, что вы строите обычный деревянный прототип автомобиля. Вы бы начните с блока твердого дерева и вырежьте внутрь, как скульптор, постепенно раскрывая предмет, «спрятанный» внутри. Или если вы хотели сделать архитектурную модель дома, вы бы построили это как настоящий, сборный дом, наверное, путем вырезания миниатюры копии стен из картона и склеивание их между собой. Теперь лазер может легко вырезать дерево по форме, и это не выходит за рамки сферы возможностей научить робота склеивать картон вместе, но 3D-принтеры не работают ни одним из этих способов!
Типичный 3D-принтер очень похож на струйный принтер, управляемый с компьютера. Он строит 3D-модель по одному слою за раз, начиная с снизу вверх, многократно печатая одну и ту же область методом, известным как моделирование осадконакопления методом плавления (FDM) . Работая полностью автоматически, принтер создает модель в течение нескольких часов, поворачивая 3D-CAD. разбивка на множество двумерных, поперечных слои — эффективно разделяйте 2D-отпечатки, которые расположены один поверх другого. другой, но без бумаги между ними. Вместо того, чтобы использовать чернила, которые никогда не накопится слишком много объем, принтер наносит слои расплавленного пластика или порошка и соединяет их вместе (и с существующей структурой) с помощью клея или ультрафиолетового излучения.
В: Какие «чернила» используются в 3D-принтере? О: Пластик!
В то время как струйный принтер распыляет жидкие чернила, а лазерный принтер использует твердый порошок, 3D-принтер не использует ни то, ни другое: вы не можете построить 3D-модель, накапливая цветную воду или черную пыль! То, что вы можете моделировать, это пластик. 3D-принтер по сути работает путем выдавливания расплавленного пластика через крошечное сопло, которое перемещается точно под компьютером. контроль. Он печатает один слой, ждет, пока он высохнет, а затем печатает следующий слой поверх. В зависимости от качества принтера вы получаете либо потрясающе выглядящую 3D-модель, либо множество 2D-линий пластика, грубо наложенных друг на друга — как глазурь для торта с плохим контуром! Очевидно, что пластик, из которого печатаются модели, имеет огромное значение.
Фото: 3D-принтер Lulzbot. Вы можете увидеть маленькую катушку из необработанного красного пластика. («нить»), которая подается в печатающую головку сверху. Фото Стефана Белчера предоставлено ВМС США.
Когда мы говорим о пластике, мы обычно имеем в виду «пластик»: если вы прилежный переработчик, вы знаете, что существует много типов пластика, каждый из которых отличается как химически (по своему молекулярному составу), так и физически (по своему молекулярному составу). как они ведут себя по отношению к теплу, свету и так далее). Неудивительно, что 3D-принтеры используют термопласты (пластики, которые плавятся при нагревании и затвердевают при повторном охлаждении), и обычно либо ABS (акрилонитрилбутадиенстирол), PLA (полимолочная кислота), либо PETG (полиэтиленгерефталатгликоль ).
Возможно, наиболее известный как материал, из которого сделаны кубики LEGO®, ABS также широко используется в салонах автомобилей (иногда и в наружных деталях, таких как колпаки), для изготовления внутренностей холодильников и в пластиковых деталях компьютеров (это довольно скорее всего, мышь и клавиатура, которыми вы сейчас пользуетесь, изготовлены из АБС-пластика). Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
PLA проще в использовании, чем ABS, и немного более безвреден для окружающей среды, хотя он мягче и менее долговечен. PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
Вам не обязательно печатать в 3D пластиком: теоретически вы можете печатать объекты, используя любой расплавленный материал, который достаточно быстро затвердевает и затвердевает. В июле 2011 года исследователи из Эксетерский университет Англии представил прототип пищевого принтера, который может печатать 3D-объекты с помощью расплавленного шоколада!
Преимущества и недостатки
Фото: B9Creator™ — типичный недорогой самодельный 3D-принтер. Первоначально он был доступен в виде комплекта по цене 2495 долларов; теперь он поставляется в собранном виде в трех разных версиях по цене от 6000 до 12000 долларов. Фото предоставлено Windell H. Oskay, www.evilmadscientist.com, опубликовано на Flickr в 2012 г. по лицензии Creative Commons.
Производители 3D-принтеров утверждают, что они работают в 10 раз быстрее, чем другими методами и в 5 раз дешевле, поэтому они дают большие преимущества для люди, которым нужны быстрые прототипы в течение нескольких часов, а не дней. Хотя высококлассных 3D-принтеров они по-прежнему дороги (обычно около 25 000–50 000 долларов США), они часть стоимости более сложных машин RP (которые входят в по цене от 100 000 до 500 000 долларов), а машины значительно дешевле. также доступен (вы можете купить комплект для 3D-принтера Tronxy примерно за 100–200 долларов). Они также достаточно малы, безопасны, просты в использовании и надежные (функции, которые сделали их все более популярными в таких местах, как дизайнерские/инженерные школы).
С другой стороны, отделка производимых ими моделей обычно уступает тем, которые производятся на машинах RP более высокого класса. Выбор материалов часто ограничивается одним или двумя, цвета могут быть грубыми, и текстура может не очень хорошо отражать предполагаемую отделку продукта. Как правило, модели, напечатанные на 3D-принтере, может быть лучше для грубых, ранних визуализаций новых продуктов; более сложные машины RP могут использоваться позже в процессе, когда проекты ближе к завершению и такие вещи, как точная поверхность текстура важнее.
Приложения
Для чего можно использовать 3D-принтер? Это немного похоже на вопрос «Как сколько способов вы можете использовать фотокопировальный аппарат?» Теоретически единственным ограничением является ваше воображение. На практике пределом является точность модель, с которой вы печатаете, точность вашего принтера и материалы, которыми вы печатаете. Современная 3D-печать была изобретена около 25 лет назад. но по-настоящему он начал набирать обороты только в последнее десятилетие. Многие из технология все еще относительно новая; даже в этом случае область применения 3D-печати довольно удивительно.
Медицина
Фото: Пластиковые сердца, напечатанные на 3D-принтере, позволяют хирургам проводить операции без риска. Модель доктора Мэтью Брамлета. Фотография, являющаяся общественным достоянием, опубликована на Flickr с разрешения US NIH Image Gallery и 3D Print Exchange.
Жизнь — это путешествие в один конец; подверженные ошибкам, стареющие люди со складками, рушащиеся тела, естественно, видят большие перспективы в технологии, которая возможность создания замещающих частей тела и тканей. Вот почему врачи были одними из первых, кто начал изучать 3D-печать. У нас уже есть видел напечатанные на 3D-принтере уши (от индийской компании Novabeans), руки и ноги (от Limbitless Solutions, Biomechanical Robotics Group и Bespoke) и мышцы (из Корнельского университета). 3D принтеры есть также использовался для производства искусственных тканей (Organovo), клеток (Samsara Sciences) и кожи (в партнерстве косметических гигантские L’Oreal и Organovo). Хотя мы далеки от того, чтобы иметь полные 3D-печатные замещающие органы (такие как сердце и печень), дело быстро движется в этом направлении. Один проект, известный как тело на чипе, находится в ведении Института регенеративной медицины Уэйк Форест в Северной Каролине. печатает миниатюрные человеческие сердца, легкие и кровеносные сосуды, помещает их на микрочип и проверяет с помощью своего рода искусственной крови.
Помимо замены частей тела, 3D-печать все чаще используется для медицинского образования и обучения. В детском саду Никлауса Больница в Майами, Флорида, хирурги практикуют операции на Реплики детских сердец, напечатанные на 3D-принтере. В другом месте то же самое техника используется для репетиций операций на головном мозге.
Авиакосмическая и оборонная промышленность
Проектирование и испытания самолетов — дело сложное и дорогое: Боинг Внутри Dreamliner находится около 2,3 миллиона компонентов! Хотя компьютерные модели могут быть использованы для проверки довольно многих аспектов того, как самолеты поведение, точные прототипы все еще должны быть сделаны для таких вещей, как испытания в аэродинамической трубе. А 3D-печать — это простой и эффективный способ сделай это. В то время как коммерческие самолеты строятся в больших количествах, военные самолеты, скорее всего, будут сильно настроены, а 3D-печать позволяет проектировать, тестировать и производить малосерийные или единичные детали как быстро и рентабельно.
Фото: ВМС США тестируют 3D-принтеры на кораблях с один был установлен на USS Essex в 2014 году. Теоретически бортовой принтер делает корабль более самостоятельным, с меньшей потребностью носить с собой запасные части и материалы, особенно в военное время. Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство. типичные объекты, которые могут быть напечатаны во время миссии в море. Фото Девина Писнера предоставлено ВМС США.
Космические корабли еще сложнее самолетов и имеют дополнительные недостаток в том, что они «изготавливаются» в крошечных количество — иногда только один когда-либо сделан. Вместо того, чтобы идти на все расходы изготовления уникальных инструментов и производственного оборудования, он может сделать многое больше смысла в 3D-печати одноразовых компонентов. Но зачем даже делать космические части на Земле? Доставка сложных и тяжелых конструкций в пространство сложно, дорого и требует много времени; способность к производить вещи на Луне или на других планетах, может оказаться бесценный. Легко представить космонавтов (или даже роботов), использующих 3D. принтеры для производства любых предметов, которые им нужны (включая запасные части), вдали от Земли, всякий раз, когда они им нужны. Но даже обычные космические проекты, созданные на Земле, могут извлечь выгоду из скорость, простота и низкая стоимость 3D-печати. Последний, поддерживающий человека NASA Rover использует детали, напечатанные на 3D-принтере с помощью Stratasys.
Фото: Запчасти и ремонт не проблема. Крупный план 3D-принтера Lulzbot Taz 6, используемого для изготовления запасных частей на борту военного корабля США. Фото Кристофера А. Велоиказа предоставлено ВМС США.
Визуализация
Создание прототипов самолетов или космических ракет является примером гораздо более широкое использование 3D-печати: визуализация того, как новые проекты будут смотреть в трех измерениях. Мы можем использовать такие вещи, как виртуальная реальность для это, конечно, но люди часто предпочитают то, что они могут видеть и трогать. 3D-принтеры все чаще используются для быстрого и точного архитектурное моделирование. Хотя мы не можем (пока) 3D печатать материалы таких как кирпич и бетон, существует широкий спектр пластиков доступны, и их можно покрасить, чтобы они выглядели как реалистичное здание заканчивается. Точно так же 3D-печать сейчас широко используется для прототипирование и тестирование промышленных и потребительских товаров. Так как многие повседневные вещи лепятся из пластика, 3D-печатная модель может выглядеть очень похоже на готовый продукт — идеально подходит для фокус-группы тестирование или исследование рынка.
Индивидуальные продукты
От пластиковых зубных щеток до оберток от конфет — современная жизнь здесь-сегодня, уехало-завтра — удобно, недорого и одноразово. Однако не все ценят готовое массовое производство. именно поэтому так популярны дорогие «дизайнерские лейблы». в будущем, многие из нас смогут пользоваться преимуществами доступные, высоко персонализированные продукты, изготовленные на заказ в соответствии с нашими точными требованиями. Спецификация. Ювелирные изделия и модные аксессуары уже в 3D-печати. Так же, как веб-сайт Etsy создал всемирное сообщество ремесленников, поэтому Zazzy теперь воспроизвел что с использованием технологии 3D-печати. Благодаря простым онлайн-сервисам, таким как Shapeways, каждый может сделать свои собственные безделушки на 3D-принтере, либо для себя, либо для продавать другим людям без затрат и хлопот, связанных с использованием собственного 3D-принтера (даже Staples теперь предлагает услуги 3D-печати в некоторых своих магазинах).
«Индивидуальные продукты» — это не просто вещи, которые мы покупаем и используем: пища, которую мы едим, тоже может попасть в эту категорию. Готовка требует времени, умения и терпения, ведь приготовление аппетитного Еда выходит далеко за рамки смешивания ингредиентов и нагревания их на плите. Поскольку большую часть пищи можно экструдировать (выдавливать через сопла), ее можно (теоретически) также могут быть напечатаны в 3D. Несколько лет назад, Зло Безумный Ученые Лаборатории игриво напечатали странные объекты из сахар. В 2013 году Нью-Йорк Таймс обозреватель А.Дж. Джейкобс поставил перед собой задачу распечатайте всю еду, включая тарелку и столовые приборы. в В процессе он случайно наткнулся на работу Хода Липсона из Корнельского университета, кто верит, что когда-нибудь еда может быть напечатана на 3D-принтере лично, чтобы соответствовать точные потребности вашего тела в питании. Что плавно переносит нас в будущее…
Фото: Теоретически вы можете делать 3D-принтеры из любого исходного материала, который вы можете использовать. ваш принтер. Вот несколько фантастических 3D-объектов, напечатанных сахарным песком. «CandyFab 4000» (взломанный старый плоттер HP) всегда интересным народом в Evil Mad Scientist Laboratories. Фото предоставлено Уинделлом Х. Оскеем, www.evilmadscientist.com, опубликовано на Flickr в 2007 г. по лицензии Creative Commons.
Будущее 3D-печати
Многие люди считают, что 3D-печать станет не просто приливной волной дерзких пластиковых уловок, но революция в обрабатывающей промышленности и мировая экономика, которой она управляет. Хотя 3D-печать будет безусловно, позволяют нам делать наши собственные вещи, есть ограничение того, что вы можете сделать самостоятельно с дешевым принтером и трубка из пластика. Реальные экономические выгоды, скорее всего, появятся, когда 3D-печать повсеместно применяется крупными компаниями в качестве основного опора обрабатывающей промышленности. Во-первых, это позволит производители предлагают гораздо больше возможностей для настройки существующих продуктов, поэтому доступность готового массового производства будет в сочетании с привлекательностью уникального, сделанного на заказ ремесленного ремесла. Во-вторых, 3D-печать — это, по сути, роботизированная технология, поэтому она снизить себестоимость производства до такой степени, что однажды опять же, быть рентабельным для производства товаров в Северной Америке и Европа, которую в настоящее время дешево собирают (плохо оплачиваемые люди) в таких местах, как Китай и Индия. Наконец, 3D-печать повысит производительность (поскольку для изготовления одних и тех же вещей потребуется меньше людей), снижение себестоимости продукции в целом, что должно привести к снижению цен и больший спрос — и это всегда хорошо, для потребителей, для производителей и экономики.
Фото: два вида печатающей головки (иногда называемой «инструментальной головкой») 3D-принтера. Фото Эшли Маклафлин любезно предоставлено Корпус морской пехоты США.
Как работают 3D-принтеры?
Криса Вудфорда. Последнее обновление: 24 апреля 2021 г.
Даже лучшие художники изо всех сил стараются показать нам, что представляют собой объекты реального мира. выглядеть во всей своей трехмерной (3D) красе. Большую часть времени это не имеет значения — просмотр фотографии или эскиза дает нам достаточно хорошая идея. Но если вы занимаетесь разработкой новых продукты, и вам нужно показать их клиентам или покупателям, ничто не сравнится с прототипом: моделью, которую можно потрогать, подержать и Чувствовать. Единственная проблема в том, что на изготовление моделей вручную уходит много времени. машины, которые могут делать «быстрые прототипы», стоят целое состояние (до полмиллиона долларов). Ура, тогда на 3D-принтеры , которые немного работают как струйные принтеры, и создавать 3D-модели слой за слоем до 10 раз скорость и пятая стоимость. Как именно они работают? Давайте принимать поближе!
Фото: 3D-печать в действии: это печатающая головка 3D-принтера Invent, медленно, слой за слоем, выстраивая объект, распыляя расплавленный голубой пластик из точно движущегося сопла. Фото капрала. Джастин Апдеграф, любезно предоставленный Корпусом морской пехоты США.
Содержание
От прототипов ручной работы до быстрого прототипирования
Как работает 3D-принтер?
В: Какие «чернила» используются в 3D-принтере? О: АБС-пластик!
Преимущества и недостатки
приложений
Медицина
Аэрокосмическая промышленность и оборона
Визуализация
Индивидуальные продукты
Будущее 3D-печати
Узнать больше
От прототипов ручной работы к быстрому прототипированию
Фото: Качественный быстрый прототип космического самолета, изготовленный из воска из чертежа САПР НАСА. Фото предоставлено Исследовательским центром НАСА в Лэнгли (NASA-LaRC).
Прежде чем появились такие вещи, как автоматизированное проектирование (САПР) и лазеры, модели и прототипы были кропотливо вырезаны из дерева или склеенные из маленьких кусочков картона или пластика. Они могли взять дней или даже недель, чтобы сделать и обычно стоит целое состояние. Получающий внесение изменений или изменений было трудным и трудоемким, особенно если использовалась сторонняя модельная компания, и которые могут помешать дизайнерам вносить улучшения или принимать комментарии в последнюю минуту на борту: «Слишком поздно!»
С появлением более совершенных технологий, идея под названием для быстрого прототипирования (RP) возникла в 1980-х годах. как решение этой проблемы: это означает разработку моделей и прототипы более автоматизированными методами, обычно в течение нескольких часов или дней. чем недели, на которые раньше уходило традиционное прототипирование. 3D печать является логическим продолжением этой идеи, в которой дизайнеры продукта делают свои собственные быстрые прототипы, в часы, используя сложные машины аналогично струйным принтерам.
Как работает 3D-принтер?
Работа: Один из первых в мире трехмерных FDM-принтеров, разработан С. Скоттом Крампом в 1980-х годах. В этом дизайне напечатана модель (розовая, 40). на базовой пластине (темно-синий, 10), которая перемещается в горизонтальном (X–Y) направлении, а печать головка и сопло (2 и 4, оранжевые) перемещаются в вертикальном (Z) направлении. Сырье для печати поступает из пластикового стержня (желтый, 46), расплавляемого печатающей головкой. Процесс нагрева тщательно регулируется термопара (электрический датчик тепла), подключенная к регулятору температуры (фиолетовый, 86). Стержень выдавливается сжатым воздухом из большого бака и компрессор справа (зеленый, 60/62). С тех пор все немного изменилось, но основной принцип (создание объекта путем плавления и осаждения пластика под трехмерным контролем) остается прежним. Произведение из патента США 5 121 329.: Устройство и метод создания трехмерных объектов С. Скоттом Крампом, Stratasys Ltd, 9 июня 1992 г., любезно предоставлено Управлением по патентам и товарным знакам США.
Представьте, что вы строите обычный деревянный прототип автомобиля. Вы бы начните с блока твердого дерева и вырежьте внутрь, как скульптор, постепенно раскрывая предмет, «спрятанный» внутри. Или если вы хотели сделать архитектурную модель дома, вы бы построили это как настоящий, сборный дом, наверное, путем вырезания миниатюры копии стен из картона и склеивание их между собой. Теперь лазер может легко вырезать дерево по форме, и это не выходит за рамки сферы возможностей научить робота склеивать картон вместе, но 3D-принтеры не работают ни одним из этих способов!
Типичный 3D-принтер очень похож на струйный принтер, управляемый с компьютера. Он строит 3D-модель по одному слою за раз, начиная с снизу вверх, многократно печатая одну и ту же область методом, известным как моделирование осадконакопления методом плавления (FDM) . Работая полностью автоматически, принтер создает модель в течение нескольких часов, поворачивая 3D-CAD. разбивка на множество двумерных, поперечных слои — эффективно разделяйте 2D-отпечатки, которые расположены один поверх другого. другой, но без бумаги между ними. Вместо того, чтобы использовать чернила, которые никогда не накопится слишком много объем, принтер наносит слои расплавленного пластика или порошка и соединяет их вместе (и с существующей структурой) с помощью клея или ультрафиолетового излучения.
В: Какие «чернила» используются в 3D-принтере? О: Пластик!
В то время как струйный принтер распыляет жидкие чернила, а лазерный принтер использует твердый порошок, 3D-принтер не использует ни то, ни другое: вы не можете построить 3D-модель, накапливая цветную воду или черную пыль! То, что вы можете моделировать, это пластик. 3D-принтер по сути работает путем выдавливания расплавленного пластика через крошечное сопло, которое перемещается точно под компьютером. контроль. Он печатает один слой, ждет, пока он высохнет, а затем печатает следующий слой поверх. В зависимости от качества принтера вы получаете либо потрясающе выглядящую 3D-модель, либо множество 2D-линий пластика, грубо наложенных друг на друга — как глазурь для торта с плохим контуром! Очевидно, что пластик, из которого печатаются модели, имеет огромное значение.
Фото: 3D-принтер Lulzbot. Вы можете увидеть маленькую катушку из необработанного красного пластика. («нить»), которая подается в печатающую головку сверху. Фото Стефана Белчера предоставлено ВМС США.
Когда мы говорим о пластике, мы обычно имеем в виду «пластик»: если вы прилежный переработчик, вы знаете, что существует много типов пластика, каждый из которых отличается как химически (по своему молекулярному составу), так и физически (по своему молекулярному составу). как они ведут себя по отношению к теплу, свету и так далее). Неудивительно, что 3D-принтеры используют термопласты (пластики, которые плавятся при нагревании и затвердевают при повторном охлаждении), и обычно либо ABS (акрилонитрилбутадиенстирол), PLA (полимолочная кислота), либо PETG (полиэтиленгерефталатгликоль ).
Возможно, наиболее известный как материал, из которого сделаны кубики LEGO®, ABS также широко используется в салонах автомобилей (иногда и в наружных деталях, таких как колпаки), для изготовления внутренностей холодильников и в пластиковых деталях компьютеров (это довольно скорее всего, мышь и клавиатура, которыми вы сейчас пользуетесь, изготовлены из АБС-пластика). Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
PLA проще в использовании, чем ABS, и немного более безвреден для окружающей среды, хотя он мягче и менее долговечен. PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
Вам не обязательно печатать в 3D пластиком: теоретически вы можете печатать объекты, используя любой расплавленный материал, который достаточно быстро затвердевает и затвердевает. В июле 2011 года исследователи из Эксетерский университет Англии представил прототип пищевого принтера, который может печатать 3D-объекты с помощью расплавленного шоколада!
Преимущества и недостатки
Фото: B9Creator™ — типичный недорогой самодельный 3D-принтер. Первоначально он был доступен в виде комплекта по цене 2495 долларов; теперь он поставляется в собранном виде в трех разных версиях по цене от 6000 до 12000 долларов. Фото предоставлено Windell H. Oskay, www.evilmadscientist.com, опубликовано на Flickr в 2012 г. по лицензии Creative Commons.
Производители 3D-принтеров утверждают, что они работают в 10 раз быстрее, чем другими методами и в 5 раз дешевле, поэтому они дают большие преимущества для люди, которым нужны быстрые прототипы в течение нескольких часов, а не дней. Хотя высококлассных 3D-принтеров они по-прежнему дороги (обычно около 25 000–50 000 долларов США), они часть стоимости более сложных машин RP (которые входят в по цене от 100 000 до 500 000 долларов), а машины значительно дешевле. также доступен (вы можете купить комплект для 3D-принтера Tronxy примерно за 100–200 долларов). Они также достаточно малы, безопасны, просты в использовании и надежные (функции, которые сделали их все более популярными в таких местах, как дизайнерские/инженерные школы).
С другой стороны, отделка производимых ими моделей обычно уступает тем, которые производятся на машинах RP более высокого класса. Выбор материалов часто ограничивается одним или двумя, цвета могут быть грубыми, и текстура может не очень хорошо отражать предполагаемую отделку продукта. Как правило, модели, напечатанные на 3D-принтере, может быть лучше для грубых, ранних визуализаций новых продуктов; более сложные машины RP могут использоваться позже в процессе, когда проекты ближе к завершению и такие вещи, как точная поверхность текстура важнее.
Приложения
Для чего можно использовать 3D-принтер? Это немного похоже на вопрос «Как сколько способов вы можете использовать фотокопировальный аппарат?» Теоретически единственным ограничением является ваше воображение. На практике пределом является точность модель, с которой вы печатаете, точность вашего принтера и материалы, которыми вы печатаете. Современная 3D-печать была изобретена около 25 лет назад. но по-настоящему он начал набирать обороты только в последнее десятилетие. Многие из технология все еще относительно новая; даже в этом случае область применения 3D-печати довольно удивительно.
Медицина
Фото: Пластиковые сердца, напечатанные на 3D-принтере, позволяют хирургам проводить операции без риска. Модель доктора Мэтью Брамлета. Фотография, являющаяся общественным достоянием, опубликована на Flickr с разрешения US NIH Image Gallery и 3D Print Exchange.
Жизнь — это путешествие в один конец; подверженные ошибкам, стареющие люди со складками, рушащиеся тела, естественно, видят большие перспективы в технологии, которая возможность создания замещающих частей тела и тканей. Вот почему врачи были одними из первых, кто начал изучать 3D-печать. У нас уже есть видел напечатанные на 3D-принтере уши (от индийской компании Novabeans), руки и ноги (от Limbitless Solutions, Biomechanical Robotics Group и Bespoke) и мышцы (из Корнельского университета). 3D принтеры есть также использовался для производства искусственных тканей (Organovo), клеток (Samsara Sciences) и кожи (в партнерстве косметических гигантские L’Oreal и Organovo). Хотя мы далеки от того, чтобы иметь полные 3D-печатные замещающие органы (такие как сердце и печень), дело быстро движется в этом направлении. Один проект, известный как тело на чипе, находится в ведении Института регенеративной медицины Уэйк Форест в Северной Каролине. печатает миниатюрные человеческие сердца, легкие и кровеносные сосуды, помещает их на микрочип и проверяет с помощью своего рода искусственной крови.
Помимо замены частей тела, 3D-печать все чаще используется для медицинского образования и обучения. В детском саду Никлауса Больница в Майами, Флорида, хирурги практикуют операции на Реплики детских сердец, напечатанные на 3D-принтере. В другом месте то же самое техника используется для репетиций операций на головном мозге.
Авиакосмическая и оборонная промышленность
Проектирование и испытания самолетов — дело сложное и дорогое: Боинг Внутри Dreamliner находится около 2,3 миллиона компонентов! Хотя компьютерные модели могут быть использованы для проверки довольно многих аспектов того, как самолеты поведение, точные прототипы все еще должны быть сделаны для таких вещей, как испытания в аэродинамической трубе. А 3D-печать — это простой и эффективный способ сделай это. В то время как коммерческие самолеты строятся в больших количествах, военные самолеты, скорее всего, будут сильно настроены, а 3D-печать позволяет проектировать, тестировать и производить малосерийные или единичные детали как быстро и рентабельно.
Фото: ВМС США тестируют 3D-принтеры на кораблях с один был установлен на USS Essex в 2014 году. Теоретически бортовой принтер делает корабль более самостоятельным, с меньшей потребностью носить с собой запасные части и материалы, особенно в военное время. Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство. типичные объекты, которые могут быть напечатаны во время миссии в море. Фото Девина Писнера предоставлено ВМС США.
Космические корабли еще сложнее самолетов и имеют дополнительные недостаток в том, что они «изготавливаются» в крошечных количество — иногда только один когда-либо сделан. Вместо того, чтобы идти на все расходы изготовления уникальных инструментов и производственного оборудования, он может сделать многое больше смысла в 3D-печати одноразовых компонентов. Но зачем даже делать космические части на Земле? Доставка сложных и тяжелых конструкций в пространство сложно, дорого и требует много времени; способность к производить вещи на Луне или на других планетах, может оказаться бесценный. Легко представить космонавтов (или даже роботов), использующих 3D. принтеры для производства любых предметов, которые им нужны (включая запасные части), вдали от Земли, всякий раз, когда они им нужны. Но даже обычные космические проекты, созданные на Земле, могут извлечь выгоду из скорость, простота и низкая стоимость 3D-печати. Последний, поддерживающий человека NASA Rover использует детали, напечатанные на 3D-принтере с помощью Stratasys.
Фото: Запчасти и ремонт не проблема. Крупный план 3D-принтера Lulzbot Taz 6, используемого для изготовления запасных частей на борту военного корабля США. Фото Кристофера А. Велоиказа предоставлено ВМС США.
Визуализация
Создание прототипов самолетов или космических ракет является примером гораздо более широкое использование 3D-печати: визуализация того, как новые проекты будут смотреть в трех измерениях. Мы можем использовать такие вещи, как виртуальная реальность для это, конечно, но люди часто предпочитают то, что они могут видеть и трогать. 3D-принтеры все чаще используются для быстрого и точного архитектурное моделирование. Хотя мы не можем (пока) 3D печатать материалы таких как кирпич и бетон, существует широкий спектр пластиков доступны, и их можно покрасить, чтобы они выглядели как реалистичное здание заканчивается. Точно так же 3D-печать сейчас широко используется для прототипирование и тестирование промышленных и потребительских товаров. Так как многие повседневные вещи лепятся из пластика, 3D-печатная модель может выглядеть очень похоже на готовый продукт — идеально подходит для фокус-группы тестирование или исследование рынка.
Индивидуальные продукты
От пластиковых зубных щеток до оберток от конфет — современная жизнь здесь-сегодня, уехало-завтра — удобно, недорого и одноразово. Однако не все ценят готовое массовое производство. именно поэтому так популярны дорогие «дизайнерские лейблы». в будущем, многие из нас смогут пользоваться преимуществами доступные, высоко персонализированные продукты, изготовленные на заказ в соответствии с нашими точными требованиями. Спецификация. Ювелирные изделия и модные аксессуары уже в 3D-печати. Так же, как веб-сайт Etsy создал всемирное сообщество ремесленников, поэтому Zazzy теперь воспроизвел что с использованием технологии 3D-печати. Благодаря простым онлайн-сервисам, таким как Shapeways, каждый может сделать свои собственные безделушки на 3D-принтере, либо для себя, либо для продавать другим людям без затрат и хлопот, связанных с использованием собственного 3D-принтера (даже Staples теперь предлагает услуги 3D-печати в некоторых своих магазинах).
«Индивидуальные продукты» — это не просто вещи, которые мы покупаем и используем: пища, которую мы едим, тоже может попасть в эту категорию. Готовка требует времени, умения и терпения, ведь приготовление аппетитного Еда выходит далеко за рамки смешивания ингредиентов и нагревания их на плите. Поскольку большую часть пищи можно экструдировать (выдавливать через сопла), ее можно (теоретически) также могут быть напечатаны в 3D. Несколько лет назад, Зло Безумный Ученые Лаборатории игриво напечатали странные объекты из сахар. В 2013 году Нью-Йорк Таймс обозреватель А.Дж. Джейкобс поставил перед собой задачу распечатайте всю еду, включая тарелку и столовые приборы. в В процессе он случайно наткнулся на работу Хода Липсона из Корнельского университета, кто верит, что когда-нибудь еда может быть напечатана на 3D-принтере лично, чтобы соответствовать точные потребности вашего тела в питании. Что плавно переносит нас в будущее…
Фото: Теоретически вы можете делать 3D-принтеры из любого исходного материала, который вы можете использовать. ваш принтер. Вот несколько фантастических 3D-объектов, напечатанных сахарным песком. «CandyFab 4000» (взломанный старый плоттер HP) всегда интересным народом в Evil Mad Scientist Laboratories. Фото предоставлено Уинделлом Х. Оскеем, www.evilmadscientist.com, опубликовано на Flickr в 2007 г. по лицензии Creative Commons.
Будущее 3D-печати
Многие люди считают, что 3D-печать станет не просто приливной волной дерзких пластиковых уловок, но революция в обрабатывающей промышленности и мировая экономика, которой она управляет. Хотя 3D-печать будет безусловно, позволяют нам делать наши собственные вещи, есть ограничение того, что вы можете сделать самостоятельно с дешевым принтером и трубка из пластика. Реальные экономические выгоды, скорее всего, появятся, когда 3D-печать повсеместно применяется крупными компаниями в качестве основного опора обрабатывающей промышленности. Во-первых, это позволит производители предлагают гораздо больше возможностей для настройки существующих продуктов, поэтому доступность готового массового производства будет в сочетании с привлекательностью уникального, сделанного на заказ ремесленного ремесла.
Заводы и другие промышленные предприятия, работающие в Костроме. Найденных предприятий: 98.
ППО Орбита
OOO «ППО «Орбита» Компания Orby – один из крупнейших российских производителей одежды для подростков и детей: школьная форма, детские джемперы и кардиганы, детские рубашки, детские брюки, детские куртки.
Кострома (Костромская область)
Костромская область, Кострома, ул. Северной Правды, 41/21
СМЦ Кострома
Свою историю мы ведем от основанной в 1929 году небольшой мастерской, сегодня же мы входим в основную группу российских предприятий по выпуску металлической тары.
Кострома (Костромская область)
Костромская область, Кострома, ул. Петра Щербины, 7а
Волга-Страп
За 2005-2007 год Группа компаний SPECTA спроектировала, отстроила и ввела в эксплуатацию собственное производство в городе Кострома – завод «ВолгаСтрап». Это первое отечественное предприятие по производству высокопрочной стальной ленты с покрытием.
Кострома (Костромская область)
Костромская область, Кострома, ул. Зеленая, 10
Электромеханический завод Пегас (ЭМЗ Пегас)
ЗАО «Пегас» организовано в 1992 году в результате конверсии Костромского электромеханического завода. Первоначально завод «Пегас» проектировался для производства накопителей на жестких магнитных дисках к ПЭВМ. С1995 года завод приступил к разработке и производству автомобильных комплектующих с использованием электроники и прецизионных узлов.
Кострома (Костромская область)
Костромская область, Кострома, ул. Петра Щербины, 23
Костромской завод автокомпонентов (Мотордеталь-Кострома)
«Мотордеталь» — единственный специализированный завод по производству всех деталей цилиндропоршневой группы (поршень, гильза, поршневые кольца и поршневой палец) в России и странах СНГ.
Кострома (Костромская область)
Костромская область, Кострома, ул. Московская, д. 105
Костромской фанерный комбинат (СВЕЗА Кострома)
Комбинат «Свеза» — это крупнейший производитель фанеры.
Кострома (Костромская область)
Костромская область, Кострома, ул. Комсомольская, 2
Костромской судомеханический завод
АО «КСМЗ» изготовитель водного транспорта, обладающий производством полного цикла.
Кострома (Костромская область)
Кострома, ул. Береговая, 45
Костромской завод полимерного машиностроения имени Л.Б.Красина
ООО «ПОЛИМЕРМАШ» город Кострома до 2020 ООО “Завод им. Красина” производит червячные машины, Экструдеры, Вулканизационные пресса. Большой опыт в производстве резино-перерабатывающего оборудования. С 1930 г.
Кострома (Костромская область)
Кострома, пр-кт Текстильщиков, 73
Костромской силикатный завод
На сегодняшний день предприятие специализируется на производстве целого ряда строительных материалов: силикатный кирпич, блоки из ячеистого бетона атоклавного твердения, элементы мощения, сухие строительные смеси.
Кострома (Костромская область)
Кострома, ул. Ярославская, 43
Калориферный завод
ПАО «Калориферный завод»- машиностроительное предприятие по производству теплообменного оборудования для различных отраслей экономики, изготавливает широкую гамму теплообменного оборудования для нагрева, испарения, конденсации, охлаждения жидкости, пара, газа и их смесей для нефтегазовой и энергетических отраслей, в том числе и оборудования для атомных станций.
Кострома (Костромская область)
Костромская область, Кострома, ул. Красная Байдарка, д. 2
заводы, фабрики, фермы, новые бренды, крупные компании, контакты, ищем дилеров.
Предприятия-изготовители, заводы и фабрики Костромы. Рейтинг компаний, фильтр по отраслям, контакты.
Костромской текстиль
«Костромской текстиль» работает с 2014 года. Изначально компания занималась изготовлением текстиля под индивидуальные…
BLESK (Блеск), ювелирное производство
Ювелирное производство BLESK (Блеск) изготавливает и поставляет оптом ювелирные украшения с 2012 года.
Наше предприятие…
«КОДЕКО»
Компания «КОДЕКО» производит аксессуары для дома и интерьера, стеллажи, системы хранения, настенные/настольные полки,…
Ювелирный завод «Nordica»
Ювелирная компания NORDICA технологичное, ювелирное производство с 10 летним стажем работы.
Компания имеет…
ОдеждаСпец
ОдеждаСпец — это молодая, динамично развивающаяся компания. Была основана в 2015 году со швейного цеха. Сейчас мы работаем как…
Производитель насосов «Кристалл»
Производитель насосов «Кристалл» размещается в Костроме. Специализация компании — производство насосного…
«Серебряный полоз» — производство сувениров из латуни
Наш ассортимент включает в себя сотни различных наименований…
Костромской Ювелирный Завод «ТОПАЗ»
Костромской Ювелирный Завод «ТОПАЗ» специализируется на производстве ювелирных изделий с 1992 года. Завод является…
ООО «Мастер Бриллиант»
ООО «Мастер Бриллиант» начал свою активную производственную деятельность в 2004 году.
К этому моменту уже был…
Костромская ювелирная фабрика «Алькор»
Костромская Ювелирная фабрика «Алькор» расположена в г. Кострома. Профиль компании – ювелирные изделия. В…
Костромская мебельная фабрика «Ваш День»
Костромская мебельная фабрика «Ваш День», Кострома. Костромская мебельная фабрика «Ваш День» работает в отрасли …
ООО «РусБрус»
Компания «РусБрус» начала свою деятельность 7 лет назад с создания деревообрабатывающего производства.
В настоящее…
Компания «Костромской завод пластмасс»
Компания «Костромской завод пластмасс» — мы изготавливаем пластиковую продукцию, предназначенную для садоводства. …
«Костромская Слобода»
Всем доброго дня! «Костромская слобода» — производитель хлеба и кондитерских изделий из г.
Кострома.
Мы…
Костромской Ювелирный Завод
Костромской Ювелирный Завод основан в 1939-м г. в Костроме. Специализируется на выпуске ювелирных изделий….
Караваевская ювелирная фабрика
Караваевская ювелирная фабрика работала еще в 19 веке, но в годы революции она была разрушена. В 1996 году российский…
Logoshop
ПВХ этикетки, нашивки, эмблемы и лейблы для одежды, обуви, сумок.
«Logoshop» — это молодой бренд, динамично…
ООО «Судиславль-Торф»
ООО «Судиславль-Торф» — российский производитель гуминовых препаратов из активированного низинного торфа….
Молодежный модный бренд «IDI ALEN»
Молодежный модный бренд
Собственное производство с 2014 года, все модели проверены в рознице
Возможно создание и отшив. ..
ООО «Райс-C»
ООО «Райс-C», Кострома. Компания «Райс» производит современную женскую одежду из трикотажа с 2001 года.
Накопленный…
Семейное хозяйство Куропаткиных
Теплично-производственный комплекс «Семейное хозяйство Куропаткиных» производит соления по старинным семейным…
Концерн «Медведь»
Концерн «Медведь» является современным производителем полного спектра вентиляционно-отопительного, энергосберегающего и…
Котельный завод «Тепловъ»
Котельный завод «Тепловъ» функционирует в г.Кострома. Мы производим качественную котельную продукцию. Ассортиментная…
ALSWA
Alswa – российское предприятие по производству кожаных сумок высокого качества под собственной торговой маркой с 2004 года….
Машиностроительное предприятие «Цвет»
ОАО «Цвет» — современное машиностроительное предприятие, входит в перечень системообразующих организаций. ..
Diford (Дифорд)
ООО «Торговый дом ДИФОРД» основано в 2008 г. и занимается разработкой и серийным производством межкомнатных…
Производитель оборудования «ХИМСТРОЙПРОЕКТ»
ООО «ПО ХИМСТРОЙПРОЕКТ» — российский производитель и поставщик теплообменного оборудования. Производство…
Производитель полуфабрикатов ТМ «Класс!ные»
Производитель полуфабрикатов ТМ «Класс!ные» располагается в Костроме. Специализация компании — производство…
SLAVIC HAIR Company
SLAVIC HAIR Company — Российская компания специализирующаяся на производстве и продаже волос для наращивания и необходимых…
Компания «Сладкий рай»
Компания «Сладкий рай», г. Кострома
Функционируем с 2006 года.
Фирма выпускает и реализует продукцию кондитерского…
Кондитерская фабрика «Меренга»
Кондитерская фабрика «Меренга», г. Кострома
Предлагаем партнерам 69 летний опыт работы.
Фирма выпускает и реализует…
Мебельная компания Marka
Мы создали свое мебельное производство в 2000 году в Костроме с открытия небольшого цеха по производству мягкой и корпусной…
Ювелирный завод «ТИТУЛ»
Ювелирный завод «ТИТУЛ» — российский производитель и поставщик ювелирных украшений. Производство базируется в…
Ювелирная компания «Ку-энд-Ку» KU&KU
Ювелирная компания KU&KU («Ку-энд-Ку») расположена в Костроме. Специализация – сувенирная продукция,…
Ювелирное производство «Diamond-Аrt»
Ювелирная компания «Diamond-Art» образована в 2007-м году в Костроме. Специализация предприятия – украшения из…
Мастерская «ГАЛЕРЕЯ МЕБЕЛИ»
Мастерская «ГАЛЕРЕЯ МЕБЕЛИ» расположена в Костроме. Профильный род деятельности – изготовление мебели. Компания…
Компания «Русская провинция»
Компания «Русская провинция» — российский производитель замороженных полуфабрикатов. Мы производим 159 миллионов…
Компания «Фортуна»
Компания «Фортуна» — российский производитель сухариков.
Фабрика оснащена современным оборудованием, но большая…
ООО «ФЭСТ-3»
Компания «ФЭСТ-3» — производитель трикотажной одежды для женщин. Компания работает в городе Костроме с 1998 года….
Швейная фабрика «Орбита»
Свою историю компания «Orby» начинает с 1972 года, как швейная фабрика «Орбита». В 2002 году фирма начала…
Производитель дымоходов «ИП Вилков Ф. Н.»
Компания «ИП Вилков Ф. Н.» специализируется на производстве и продаже оптом дымоходов. Производство базируется в г….
Компания «Санрайс»
Компания «Санрайс» — российский производитель женской одежды. Производство находится в г Костроме. В ассортиментном…
Компания «Красная мельница»
Производственная компания «Красная Мельница» производит и реализует оптом изделия женского и мужского трикотажа из…
Вектор Тяги
Вектор Тяги — завод по производству дымоходов из нержавеющей стали, газоходов и систем вентиляции. Предприятие производит свою…
Компания «ЮвелирТехАрт»
Компания «ЮвелирТехАрт» располагается в посёлке Красное-на-Волге, Костромская область. Компания специализируется на…
ООО «КС-РУСЬ-КОСТРОМА»
ООО « КС-РУСЬ-КОСТРОМА »
Уже более 20 лет является производителем и ведущим оператором торгового оборудования в…
Царь Берендей
— Наша компания сотрудничает в плане поставок экологически чистых, натуральных продуктов компании «Царь…
ИП Чехронов Ю. С.
— полное название компании; — Индивидуальный предприниматель Чехронов Юрий Срегеевич
— история предприятия; —…
Ожидайте, идёт загрузка…
субъектов Российской Федерации | Совет Федерации Федерального Собрания Российской Федерации
Флаги и гербы регионов
Профиль
Образован 13 июля 1944
Столица Кострома
Костромская область входит в состав Центрального федерального округа
Район 60,200 кв. Км
Население 620,700 (2021)
Этнические группы
(2010 Национальная перепись, %)
Российский — 96,6
. Другие — 3,4
Административные
).
Муниципальные районы – 23
Муниципальные образования – 6
Сельские города – 12
Сельские округа – 116
География и климат
Костромская область находится в центре европейской части России в пределах Восточно-Европейской равнины. Конфигурация местность: холмистая равнина. Костромская котловина расположена в западной части области, и Галичско-Чухломской возвышенности, которая достигает 292м, есть в его центральной части. Унжинская низменность тянется вдоль низовья реки Унжи. Цепь холмов называется Северным хребтом, расположен на юго-востоке.
Область граничит с Ивановской, Ярославская, Вологодская, Кировская и Нижегородская области.
Основные реки — Волга и ее притоки, такие как Кострома и Ветлуга, среди прочих. Есть около 50 озер. Крупнейшие озера и водохранилища Галичское озеро, Чухломское озеро и Горьковское водохранилище.
Климат умеренно-континентальный. январь средние температуры -9,0°С; Средняя температура июля 15,5°C. В среднем осадков в январе 54 мм; в июле − 147 мм. Вегетационный период составляет от 110 до 140 дней.
Правительство
Законодательная филиал представлен Костромским областным Дума, которая является постоянным, высшим и единственным органом власти в области.
В Костромской областной Думе 35 депутатов избирается на пять лет, 25 из них баллотируются в одномандатных округах и остальные 10 в едином избирательном округе, где определяются победители пропорционально количеству голосов, отданных за списки депутатов, выдвинутых избирательными объединениями.
Избрана действующая Костромская областная Дума в сентябре 2020 года. Срок его действия истекает в сентябре 2025 года.
Исполнительный орган — Правительство Костромской области Регион возглавляет Губернатор и органы исполнительной власти.
Губернатор Костромской области является высшим должностным лицом области, избираемым на пять лет гражданами Российской Федерации, постоянно проживают в регионе. Семестр срок полномочий действующего лица истекает в сентябре 2025 года.
Правительство Костромской области является высший постоянно действующий орган исполнительной власти, возглавляющий систему органов государственной власти региона.
Экономика и природные ресурсы
На долю промышленного производства приходится около 30% ВВП Костромской области.
Регион промышленный и сельскохозяйственный центр, который производит больше электроэнергии, чем регион нуждается. Традиционными отраслями промышленности являются лесное хозяйство, электроэнергетика. генерация, машиностроение, судостроение, ювелирные изделия и текстиль.
Излишки произведенной электроэнергии в регионе означает, что можно найти энергоемкие производство там. Надежное обеспечение энергией обеспечено на Костромской ГЭС, одной из крупнейших в России крупнейшие и самые экономичные электростанции.
Производство ювелирных изделий и текстиля являются традиционными отраслями для Костромской области. Регион отвечает за 40% всей ювелирной продукции в России. Большой производителей, таких как Красносельский Ювелирпом и Костромской Ювелирный завод известен. Более трети общероссийского производства льна продукция производится в Костромской области. Регион является домом нескольким крупным компаниям, таким как Новая Костромская льняная Мануфактура, Костромская мануфактура, выпускающая хлопок, и Московская Шерстяная фабрика.
В регионе самые большие запасы древесины в европейской части России. В региональном экспорте преобладает продукция лесной промышленности. Власти стремятся создать лесопромышленные кластеры с акцент на комплексном и безотходном производственном цикле.
Машиностроение и судостроение играют ключевую роль в региональной экономике и отличились общенациональный. Широкая диверсификация — отличительная черта этих отрасли.
Сельское хозяйство – важная отрасль для региональной экономики, на долю которой приходится около 9% регионального ВВП. Основное внимание уделяется растениеводству, молочной мясное скотоводство. Климат благоприятен для выращивания трава, которая обеспечивает животноводство достаточным количеством корма.
Культура и туризм
Костромская область занимает видное место в туристическом туре «Золотое кольцо России». Регион 11 музеев и 16 филиалов музеев, 5 театров и концертных залов, более 400 дворцов культуры и др. культурные центры.
Это прекрасный край озер и леса с древней историей, сохранившие свои многочисленные достопримечательности, вековые традиции, память о выдающихся событиях прошлого и людей, почтивших страну своим трудом и мужество на полях сражений Великой Отечественной Война. Регион известен в России и за рубежом как земля сыра, льна и драгоценностей, а ее древняя Говорят, что в столице родился Дед Мороз (отец Рождество) внучка, Снегурочка.
Это было здесь, у стен Ипатьевского монастыря, что основатель из династии Романовых Михаил Романов был провозглашен царем, возвестив конец Смутного времени, когда страна вступила в новую эру. Это было в этом регионе что русский патриот Иван Сусанин совершил свой беспримерный подвиг, когда намеренно увел польских интервентов в глубь лесных болот, где они заблудились и погибли. Созвездие выдающихся люди, которыми гордилась Россия, родились в регионе, в том числе Маршал Советского Союза Александр Василевский, исследователь Дальнего Востока, адмирал Невельской, основатель первого в России театра Федор Волков, педагог издатель Иван Сытин и драматург Виктор Розов. Красивый древние монастыри привлекают все больше и больше туристов.
Костромская область богата природными ресурсами место, куда можно пойти, расслабиться и испытать здоровый среда. Торфяные грязи региона, минеральные источники, чистый воздух и натуральные продукты питания очень популярны у россиян. Санаторий Иван Сусанин, Санаторий Павел Бородин, санаторий «Щёлыково», санаторий «Волга Лунёво», а санатории «Колос» и «Волга» достигли общероссийского уровня слава.
Крупнейшие промышленные предприятия Костромской области
ОАО «Завод сварочных материалов»
(Судиславль Костромская область)
Предприятие производит электроды общего назначения диаметром 1,6; 2; 2,5; 3; 3,25; 4; 5 мм для сварки высоколегированных сталей.
Вся продукция завода имеет гигиенические сертификаты Минздрава и сертификаты соответствия ГОСТ.
Сырье поставляется компанией «Ротекс» (г. Челябинск РФ).
Также с 2010 года завод производит омедненную проволоку, которая используется для электродуговой сварки малоуглеродистых и низколегированных сталей в среде защитных газов. Для производства омедненной проволоки было закуплено специальное оборудование из Италии.
ООО «Концерн Медведь» Производственный участок № 7»
«Концерн «Медведь» — современное предприятие, основанное в 1994 году. В 1997 году завод выпускал образцы радиаторов, позже было начато производство вентиляторов.
В настоящее время «Концерн «Медведь» является производителем вентиляционно-отопительного, энергосберегающего и теплообменного оборудования. Ассортимент представлен почти двумя тысячами артикулов. Основные виды продукции: тепловые экраны, радиаторы, воздухонагреватели, воздушные отопительные агрегаты, пластинчатые теплообменники, вентиляторы, терморегуляторы и др.
Предприятие имеет собственный инструментальный цех, электромеханический участок, собственную инженерную базу, использующую средства автоматизированного проектирования и позволяющую активно работать над модернизацией и диверсификацией производства. Производство сертифицировано по стандарту ISO 9001.
Компания осуществляет экспорт во многие регионы России (Свердловск, Новосибирск), а также в Республику Беларусь, Украину, Казахстан, Узбекистан, страны Балтии, Иран, Монголию, Болгарию.
ОАО «Автокрановый завод»
(Галич Костромская область)
Предприятие основано в 1945 году как мотомеханический завод. В настоящее время завод занимает второе место среди России и стран СНГ по производству автокранов, обеспечивая около 20% общероссийского объема.
Структура компании позволяет производить широкий модельный ряд кранов грузоподъемностью от 25 до 80 тонн. Сейчас 45 моделей, 6 моделей в разработке.
В 2011 году производство новых моделей автокранов: КС-55729-3В (г/п 32 т), КС-65721-6 (г/п 60 т), КС-65713-7 (г/п 50 т).
В настоящее время предприятие осваивает выпуск автокранов следующих моделей: КС-65721 (г/п 60 т), КС-74713 (г/п 80 т), КС-74713-1 (г/п 80 т) , КС-74713-6 (г/п 80 т), КС-64721-2 (г/п 60 т), а также прототип автокрана г/п 100 т.
В настоящее время сеть сервисных и дилерских центров организована в Москве, Санкт-Петербурге, Ставрополе, на Дальнем Востоке, Урале, в Татарстане и Казахстане. Предприятие регулярно участвует в межрегиональных и международных выставках строительной техники.
ООО «Стромнефтемаш»
ООО «Стромнефтемаш» основано в 2008 году на базе костромского завода «Строммашина». Учредителем компании является ООО «TROJIANIS INVESTMENTS LIMITED» (Республика Кипр).
Завод производит оборудование для дробильно-размольного и нефтегазового комплекса. Большую долю продукции составляет литейное производство – запасные части к мельницам, дробилкам, погрузочному оборудованию. Вся продукция имеет необходимые сертификаты.
Предприятие имеет собственное подготовительное, механообрабатывающее, экспериментальное, металлургическое производства. Также осуществляет ряд дополнительных услуг, таких как проектирование технологических линий, получение разрешений и согласований, изготовление оборудования, поставка и сервисное обслуживание.
Потребители компании: «Газпром бурение», «Роснефть», «Сургутнефтегаз», «Газпром», «Бургаз», «Татнефть», «ТНК», компании из Азербайджана, Украины, Узбекистана.
ЗАО «Электромеханический завод «Пегас»
Образовано в 1992 году в результате конверсии Костромского электромеханического завода. Изначально проект «Пегас» был создан для производства накопителей на жестких магнитных дисках, которое полностью прекратилось в 1993 году из-за устаревших технологий.
Предприятие с 1995 года специализируется на микропроцессорной системе управления элементами двигателей автомобилей «ВАЗ». В настоящее время компания активно расширяет ассортимент продукции для таких моделей, как «Лада Калина», «Лада Приора», «Шевроле Нива».
На предприятии внедрена система менеджмента качества, сертифицированная немецкой компанией «TÜV SÜD Management Service GmbH» по стандартам ISO 9001 и ISO/ТС 16949-2002.
Производственно-технологический комплекс предприятия включает более 500 единиц оборудования, собственные конструкторские, технологические, инжиниринговые, коммерческие службы и службы управления качеством.
На предприятии имеются следующие производства: инструментальное, заготовительное, штамповочное, гальваническое, механообрабатывающее, литье цветных металлов, производство пластмасс под давлением, производство полимерных покрытий, сборочное производство.
ЗАО « Костромской завод автокомпонентов »
Предприятие основано в 2004 году на базе ОАО «Костромской завод «Мотордеталь», основанного в 1967 году. Завод» производит детали двигателей для дизельных и карбюраторных автомобилей.
Ассортимент деталей цилиндро-поршневой группы и фильтров включает всю российскую технику с двигателями ВАЗ, ЗМЗ, ЮМЗ, ЗИЛ, ВМТЗ, ММЗ, КАМАЗ, СМД, АМЗ, а также Mercedes, MAN, Volvo, Iveko, Perkins , Рено и т. д.
Продукция компании поставляется во все регионы России через сеть региональных представителей. Продукция экспортируется в 26 зарубежных стран. Основные потребители: «КАМАЗ», «Ярославский моторостроительный завод», «Минский моторостроительный завод», «Ульяновский моторостроительный завод», «Алтайский моторостроительный завод», Концерн Колбеншмидт, Burkert Fahrzeugteile GmbH, MS Motor Service International GmbH (Германия). ), DMI (Великобритания), ERS Engineering Corp. (США), GEA Grasso (Нидерланды), MOTOR’S, CCC Srl. (Италия), Perkins Engines Company Ltd. (Великобритания), H. CEGIELSKI (Польша), Anglo Belgium Corporation (Бельгия), Bergmann Automotive GmbH (Германия), MTU Friedrichshafen GmbH (Германия) и др.
В 2011 году компания подписала контракт с немецким концерном «Kolbenschmidt», что позволит использовать новые технологии крупнейшего производителя двигателей внутреннего сгорания.
Новый плавильный участок и участок термической обработки планируется использовать для производства поршней для новых двигателей Renault, согласно договору с «Renault-Nissan».
ОАО « Костромской судостроительный и судоремонтный завод »
Основана в 1930 как «Костромской судостроительный завод». В 2001 году «Костромской судостроительный завод» был преобразован в ОАО «Костромской судостроительно-судоремонтный завод».
Завод расположен в месте слияния рек Костромы и Волги. Выгодное географическое положение дает большие возможности для стоянки судов, а также для проведения ремонтных работ.
ОАО «Костромской судостроительно-судоремонтный завод» ориентирован на производство нефтеналивных и сухогрузных судов.
Имеется линия первичной обработки металла и подачи газа для нагревательной камеры. Кроме того, имеется станок для плазменной резки металла.
Все суда соответствуют международным конвенциям с правом захода в порт.
Подписан контракт на строительство двух танкеров грузоподъемностью 5400 тонн. Заказчик ООО «Транспетрочарт».
ЗАО «Космоэлектро»
ЗАО «Космоэлектро» создано в 2002 году на базе бывшего Минрадиопрома, имевшего большой опыт в производстве радио- и электротехнического оборудования.
ЗАО «Космоэлектро» — одно из ведущих предприятий Центральной России по производству высококачественного электрощитового оборудования для промышленного и гражданского строительства. Компания постоянно диверсифицирует производство.
Предприятие имеет все необходимое оборудование для проектирования и изготовления собственных стандартных и нестандартных металлоконструкций, что позволяет выполнять заказы на любом нестандартном оборудовании.
Продукция предприятия пользуется большим спросом в Центральной России, Москве и Московской области.
ОАО «ФАНПЛИТ»
Предприятие производит фанеру, клееную фанеру, ДСП, ламинированные плиты. Костромской фанерный завод был основан в 1913. В 1954 году Костромская мебельная фабрика «Костромамебель» была присоединена к ОАО «Фанплит», а фанерный завод получил название «Фанерный завод».
В 2001 году был открыт новый цех клееных плит. Также в 2001 году началось строительство цеха по производству крупноформатной фанеры.
В настоящее время предприятие производит мебельные материалы, пользующиеся большим спросом в зарубежных странах.
В настоящее время предприятие входит в группу деревообрабатывающих компаний СВЕЗА.
Группа компаний «Свеза» создана в 1997 году. Более 70% продукции компании экспортируется в страны Западной Европы и Северной Америки.
На производстве установлено современное оборудование таких известных фирм, как «Raute» (Финляндия), «Cooper», «Mayer» (Германия), «Kremona» (Италия).
Предприятие уделяет особое внимание охране окружающей среды, безопасности и здоровью работников.
ООО «Кроностар»
ООО «Кроностар» — крупнейший инвестиционный проект в деревообрабатывающей отрасли России. На сегодняшний день ООО «Кроностар» является крупнейшим производителем ДСП и ДВП в России.
Завод производит:
плиты древесно-стружечные;
древесноволокнистые плиты;
ЛДСП;
плиты ламинированные;
ламинированные полы, стеновые панели.
Завод «Кроностар» спроектирован на основе многолетнего мирового опыта «Swiss Krono Group» в области новых деревообрабатывающих технологий, оборудования и ресурсов.
Предприятие активно участвует в российских и международных выставках, таких как «MosBuild», выставка в комплексе «Экспоцентр» (Москва), международные выставки «Мебель» (Казахстан), «DOMOTEX HANNOVER» (Германия) и другие.
LLC « BKLM-Activ »
( Large Kostroma Linen Textile Mill )
LLC «BKLM-Activ» is one of the oldest textile enterprises в России.
В настоящее время фабрика является одним из ведущих текстильных комбинатов не только Костромской области, но и всей России. Предприятие производит льняные ткани: ткани для постельного и столового белья, ткани для одежды и сумок, широкий ассортимент швейных изделий.
На предприятии имеется более 1500 единиц технологического оборудования. ООО «БКЛМ-Актив» является одним из первых предприятий, получивших в 2006 году сертификат системы менеджмента качества по стандарту ISO 9000. Основными рынками сбыта являются Россия и страны Европы, такие как Бельгия, Германия и Франция.
Совместное предприятие « Кохлома »
Костромская хлопкопрядильная фабрика основана в 1853 году. Завод производит хлопчатобумажную пряжу высоких сортов, в том числе пряжу высшего сорта. Текущая мощность составляет около 800 тонн хлопчатобумажной пряжи в месяц роторным способом.
Сырье (хлопок) поставляется из стран СНГ (Узбекистан, Кыргызстан, Туркменистан, Казахстан, Таджикистан) и США.
Готовая продукция предприятия поставляется текстильным предприятиям России, стран СНГ (Республика Беларусь), Германии, Латвии, Сербии.
Фабрика успешно реализовала два инвестиционных проекта общей стоимостью 545 миллионов рублей. Создано 320 рабочих мест.
Завод оснащен современным оборудованием: MASCHINENFABRIK RIETER (Германия), Schlafhorst & Truetzsоhler (Швейцария). Хлопчатобумажная пряжа проходит испытания на лабораторном оборудовании «Uster Technologies» (Швейцария).
ООО « О рбита »
ООО «Орбита» введено в эксплуатацию в 1972 году. дизайнерской одежды для детей.
Компания начала развитие розничной сети в 2006 году, когда начала использовать систему «Total-look» для создания своих коллекций.
Сегодня ООО «Орбита» стабильно удерживает рынки сбыта и использует собственное сырье. Ассортимент верхней одежды для детей постоянно обновляется в соответствии со сменой сезонов.
Продукция пользуется большим спросом в России и зарубежных странах, имеет множество наград и дипломов межрегиональных и международных выставок.
Предприятие открыло магазины во многих регионах России (Кострома, Ярославль, Иваново, Москва и др.) и странах СНГ – всего около 90 магазинов.
ОАО « К расносельский Ювелирпром » (Ювелирный завод)
ОАО «Красносельский Ювелирпром» основано в 1992 году на базе одноименного производственного объединения на месте старинного ювелирного дела, возникшего в 17 веке.
Сегодня ОАО «Красносельский Ювелирпром» — одно из крупнейших ювелирных предприятий России с 90-летней историей, на котором работает много потомственных мастеров.
Компании удалось сохранить и развить традиции ювелирного мастерства.
Мастера-ювелиры создают высококачественные изделия из золота, серебра и цветных металлов, различные украшения, сувениры из драгоценных и цветных металлов, посуду в технике скани.
Продукция предприятия занимает основную долю в общем объеме ювелирных изделий области. Кроме того, компания является одним из лидеров России по производству ювелирных изделий из серебра.
ОАО «Красносельский Ювелирпром» играет важную социально-экономическую роль, обеспечивая большое количество рабочих мест и перечисляя в бюджет большой объем налоговых платежей.
Предприятие активно участвует в межрегиональных и международных ювелирных выставках в Москве, Санкт-Петербурге, Швейцарии, Франции, США, Германии, ОАЭ и других странах.
ГОСТ 8820-69 Канавки для выхода шлифовального круга. Форма и размеры
ГОСТ 8820-69*
Группа Г02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАНАВКИ ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО КРУГА
Форма и размеры
Grinding stone exit grooves. Shape and sizes
Дата введения 1971-07-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 8 декабря 1969 г. N 1327 срок введения установлен с 01.07.71
ВЗАМЕН ГОСТ 8820-58
* ПЕРЕИЗДАНИЕ (июль 1989 г.) с Изменением N 1, утвержденным в июне 1980 г. (ИУС 9-80).
1a. Настоящий стандарт распространяется на детали со шлифованными поверхностями, в конструкции которых предусмотрены канавки для выхода шлифовального круга.
(Введен дополнительно, Изм. N 1).
1. Форма и размеры канавок при шлифовании по цилиндру и торцу должны соответствовать указанным на черт.1-6 и в табл.1 и 1а (для исполнения 4).
А. Шлифование по цилиндру
а) Наружное шлифование
Исполнение 1
Исполнение 2
Черт.1
б) Внутреннее шлифование
Черт.2
Б. Шлифование по торцу
а) Наружное шлифование
Черт.3
б) Внутреннее шлифование
Черт.4
В. Шлифование по цилиндру и торцу
а) Наружное шлифование
Исполнение 1
Исполнение 2
Исполнение 3
Исполнение 4
Черт. 5
б) Внутреннее шлифование
Черт.6
Таблица 1
мм
для исполнения
Наружное шлифование
Внутреннее шлифование
1; 2
3
1
—
-0,3
+0,3
0,2
0,3
0,2
10
1,6
—
0,5
0,3
2
—
-0,5
+0,5
0,3
3
1,5
1
0,5
>10-50
5
2,25
-1
+1
0,5
1,6
>50-100
8
2,8
2
1
>100
10
5,0
3
Примечания:
1. При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера.
2. При ширине канавки 2 мм допускается применять закругления с обеих сторон, равные .
3. Допускается применять другие размеры канавок, исходя из прочностных или конструктивных особенностей изделия.
Таблица 1а
мм
1,1
-0,2
0,1
0,5
0,8
0,2
2,2
-0,4
0,2
1,0
1,5
0,4
4,3
-0,6
0,3
1,5
3,3
0,6
6,4
-0,8
0,4
2,3
5,0
1,0
(Измененная редакция, Изм. N 1).
2. Форма и размеры канавок при плоском шлифовании должны соответствовать черт.7 и табл.2.
Исполнение 1
Исполнение 2
Черт.7
Таблица 2
мм
2
1,6
0,5
3
2,0
1,0
5
3,0
1,6
3. Предельные отклонения размеров и шероховатость поверхности канавок назначаются, исходя из конструктивных требований к изготавливаемым деталям.
4. (Исключен, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1990
8.4. Канавки для выхода шлифовального круга
43
Шлифование позволяет получить точные поверхности деталей. Кромки шлифовального круга всегда немного скруглены, поэтому канавку для выхода шлифовального круга делают в том месте детали, в котором нежелательно наличие уступа, оставшегося от кромки шлифовального круга (рис. 8.18).
По наружному цилиндру
По наружному торцу
Шлифовальный круг
Скругление кромки
Скругление кромки
шлифовального круга
шлифовального круга
Рис. 8.18
Канавку на чертеже изображают упрощенно, а чертеж дополняют выносным элементом, показывающим профиль канавки (рис. 8.19). Виды и форму канавок устанавливает ГОСТ 8820-69. Определяющим размером для канавок на поверхностях вращения является диаметр поверхности d. Размеры канавки в размерные цепи деталей не включают (рис. 8.19).
Форма и размеры канавок для выхода шлифовального круга для круглого наружного (рис. 8.19) и внутреннего (рис. 8.20) шлифования по цилиндру, наружного (рис. 8.21) и внутреннего (рис. 8.22) шлифования по торцу, а также смешанного шлифования по наружному цилиндру и торцу (рис. 8.23) приведены на указанных рисунках и в табл. 8.12. Знаком “ “ на рис. 8.19-8.23 отмечены поверхности, подлежащие шлифованию.
Исполнение 1
Исполнение 2
À
À(увеличениямасштаб )
À(увеличениямасштаб )
R1
45
R
R
Рис. 8.19
44
b
R1
h
R
45
R
R1
R1
h
R
Рис. 8.20
Рис. 8.21
Рис. 8.22
Исполнение 1
Исполнение 2
h h
R
R1 45
b
b
Рис. 8.23
Таблица 8.12
Размеры канавок для выхода шлифовального круга при круглом шлифовании по ГОСТ 8820-69, мм
Наружное
Внутреннее
d
шлифование шлифование
h
R
R1
b
d1
d2
d — 0,3
d + 0,3
0,2
0,3
0,2
1
d
10
0,5
0,3
1,6
2
d — 0,5
d + 0,5
0,3
10
d
50
1,0
0,5
3
50
d
100
0,5
1,6
5
d
d — 1,0
d + 1,0
2,0
1,0
8
100
3,0
10
Рис. 8.25
45
При плоском шлифовании (рис. 8.24) сечение канавки определяется размерами b1 , h2 и радиусами скругления R2 , значения которых в мм приведены в табл. 8.13.
R2
Таблица 8.13
Размеры канавок при плоском
шлифовании, мм
b1
b1
h2
R2
R2
2,0
1,6
0,5
3,0
2,0
1,0
b1
5,0
2,0
1,6
Рис. 8.24
Для обеспечения герметичности в подвижных и неподвижных соединениях деталей, предотвращения утечки рабочей среды (жидкости или газа), защиты перемещающихся друг относительно друга поверхностей от пыли и грязи служат уплотнения различных видов.
Уплотнение зазоров между сопряженными цилиндрическими поверхностями выполняют при помощи радиальных уплотнений. Простейший вариант радиального уплотнения — кольца, закладываемые в кольцевые проточки, выполненные в одной из сопрягаемых
деталей (рис. 8.25). При этом заложенные
в проточки кольца должны несколько выступать из проточек, чтобы деформируемое в процессе сборки кольцо за счет сил упругости прижималось к охватываю-
щей цилиндрической поверхности. Кольца могут изготавливаться из различных материалов (тех-
нический войлок, фетр, техническая резина, полимеры и др.) и иметь различную форму поперечного сечения (круглую, прямоугольную, квадратную и т. д.).
Широкое распространение получили так называемые сальниковые уплотнительные кольца прямоугольного сечения, изготавли-
46
ваемые из технического войлока или фетра, устанавливаемые в трапецеидальные проточки корпусов, крышек или втулок и используемые для уплотнения места выхода из них вращающегося вала (рис. 8.26).
Проточка Кольцо уплотнительное
Рис. 8.26
Форма и размеры канавок сальниковых
уплотнений с кольцами из фетра и войлока, а также форма и размеры этих колец приведены на рис. 8.27 и в табл. 8.14. Определяющим
размером при выборе диаметра d отверстия под вал, наружного диаметра D канавки и её ширины b, а также внутреннего d1 и наружного D1 диаметров кольца и его ширины b2 служит диаметр dâ вала. При этом параметры d, d1 и D1 определяются по зависимос-
тям (мм): d=dâ+1,0; dâ= d1 -1,0; D1 =D-1,0, а параметры D, b и b2 — по табл. 8.14. l
À(…)
15
b2
À
b
b1
Размер для справок
Рис. 8.27
ГОСТ 26250-84 / Ауремо
ГОСТ ИСО 13680-2016 ГОСТ 34004-2016 ГОСТ Р 57385-2017 ГОСТ 19277-2016 ГОСТ Р 54864-2016 ГОСТ Р ИСО 13679-2016 ГОСТ Р 56594-2015 ГОСТ 32931-2015 ГОСТ Р 51906-2015 ГОСТ 32678-2014 ГОСТ 33228-2015 ГОСТ 32528-2013 ГОСТ Р 56349-2015 ГОСТ Р 56329-2014 ГОСТ Р 56175-2014 ГОСТ Р 56030-2014 ГОСТ Р 55942-2014 ГОСТ Р 54918-2012 ГОСТ Р ИСО 21809-2-2013 ГОСТ 31448-2012 ГОСТ Р 55436-2013 ГОСТ Р 54929-2012 ГОСТ Р 54864-2011 ГОСТ Р 54159-2010 ГОСТ Р 54157-2010 ГОСТ Р ИСО 2531-2008 ГОСТ Р 53365-2009ГОСТ Р 53384-2009 ГОСТ Р 53383-2009 ГОСТ Р ИСО 3183-1-2007 ГОСТ Р ИСО 3183-3-2007 ГОСТ Р ИСО 3183-2-2007 ГОСТ 6238-77 ГОСТ 11017-80 ГОСТ 12132-66 ГОСТ 8646-68 ГОСТ 8645-68 ГОСТ 8733-74 ГОСТ 8965-75 ГОСТ 10707-80 ГОСТ 632-80 ГОСТ 8644-68 ГОСТ 8966-75 ГОСТ 9567-75 ГОСТ 8967-75 ГОСТ 8968-75 ГОСТ 8969-75 ГОСТ 21945-76 ГОСТ 10706-76 ГОСТ 24950-81 ГОСТ 9941-81 ГОСТ 631-75 ГОСТ 550-75 ГОСТ 21729-76 ГОСТ 800-78 ГОСТ 14162-79 ГОСТ 8696-74 ГОСТ 11249-80 ГОСТ 10498-82 ГОСТ 26250-84 ГОСТ 20295-85 ГОСТ 13663-86 ГОСТ 7909-56 ГОСТ 8638-57 ГОСТ 8642-68 ГОСТ 8731-74 ГОСТ 5654-76 ГОСТ 633-80 ГОСТ 24030-80 ГОСТ 5005-82 ГОСТ 8467-83 ГОСТ 1060-83 ГОСТ 22897-86 ГОСТ Р 50278-92 ГОСТ 30564-98 ГОСТ 22786-77 ГОСТ 11068-81 ГОСТ 10705-80 ГОСТ Р 52568-2006 ГОСТ 8639-82 ГОСТ 30563-98 ГОСТ 3262-75 ГОСТ 8732-78 ГОСТ 8734-75 ГОСТ 9940-81 ГОСТ 10704-91
гост-26250-84. pdf (349,82 КиБ)
ГОСТ 26250-84
ГОСТ 26250-84
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ БУРИЛОВЫЕ ДЛЯ ОБОЛОЧЕК СО СЪЕМНЫМ КОЛОННОПРИЕМНИКОМ
Технические условия
Трубы бурильные для скважинного инструмента со съемными керноподъемниками. Технические условия
ИСС 23.040.10 ОКП 13 4400
Дата введения 1986−07−01
Постановление Госстандарта СССР от 03.08.84 N 2748 Дата введения установлена 3 01.07.090 Действ. принято Протоколом № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ИЗДАНИЕ (апрель 2010 г.) с изменением № 1, утвержденным в августе 1988 г. (ИУС 12-88)
Настоящий стандарт распространяется на трубы стальные бесшовные бурильные гладкие, предназначенные для бурения разведочных скважин на твердые полезные ископаемые оболочки со съемным керном ресивер и резьба труб.
(Измененная редакция, Ред. № 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Труба изготавливается по размерам и массе, указанным на черт.1 и в табл.1.
Черт.1
________________ * Размеры для справки.
Damn.1
Таблица 1
Размеры, мм
Состояние. — диаметр метр трубы
Внутренний диаметр трубы
Толщина стенки
Длина трубы
Длина общая (расток — ки) под резьбу
Диаметр конических канавок в плоскости торца
Диаметр конического отверстия в плоскости торца
Длина паза (расточка)
Теоретическая раз — масса Кай 1 м трубы, кг
Номин.
Пред. выключенный.
Номин.
Пред. выключенный.
Номин.
Пред. выключенный.
Номин.
Пред. выключенный.
Номин.
Пред. выключенный.
Номин.
Пред. выключенный.
43
33,4
+0,2 -0,4
4,8
+0,4 -0,2
1500 3000
+50 -100
32
36,60
-0,10
По 39.15
+0,10
4,5
±0,5
Из 4,52
55
45,4
+0,2 -0,4
4,8
+0,4 -0,2
1500 3000 4500
+50 -100
42
48,20
-0,10
51,35
+0,12
4,5
±0,6
5,94
70
60,4
+0,2 -0,4
4,8
+0,4 -0,2
1500 3000 4500
+50 -100
42
63,20
-0,12
66,35
+0,12
4,5
±0,6
Из 7,72
Примечания:
1. По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
2. Допускается партия до 3% труб длиной 2250 и 4000 мм с предельными отклонениями мм.
1.2. Для овальных и разношовных труб следует принимать размеры труб по предельным отклонениям по внутреннему диаметру и толщине стенки.
1.3. Допуск прямой трубы на любом отрезке длиной 1 м составляет 0,3 мм.
(Измененная редакция, Ред. № 1).
Для труб диаметром 55 или 70 мм в партии допускается не более 10% труб с допуском прямолинейности 0,5 мм на 1 м длины.
1.4. Размеры резьбы (внешней и внутренней) приведены в черт.2 и 3 и в табл.2.
Прокл.2
________________ * Размеры для справки.
Черт.2
Черт.3
________________ * Размеры для справки.
Черт.3
Таблица 2
Размеры, мм
Наименование размер
Норма для труб наружного диаметра
43
55
70
Номин.
Пред. офф.
Номин.
Пред. офф.
Номин.
Пред. офф.
Наружный диаметр наружной резьбы в основной плоскости
38 862
—
Пятьдесят одна тысяча сорок три
—
66 043
—
Внутренний диаметр наружной резьбы в основной плоскости
37 362
—
49 243
—
64 243
—
Наружный диаметр внутренней резьбы в основной плоскости
38 862
—
51 043
—
66 043
—
Внутренний диаметр внутренней резьбы в основной плоскости
37 462
—
49 343
—
64 343
—
Наружный диаметр наружной резьбы в плоскости конца
38,1
—
50,0
—
65,0
—
Внутренний диаметр внутренней резьбы в плоскости торца
37 637
—
49 550
—
64 550
—
Диаметр делительной окружности внутреннего выступа
34
—
46,0
—
61,0
—
Расстояние между упорными поверхностями конической резьбы (наружная и внутренняя)
31 233
±0,05
40 972
±0,05
40 972
±0,05
Длина резьбы с полным профилем, не менее
28,0
—
38,0
—
38,0
—
Расстояние от внутреннего угла наружного жесткого выступа до основной плоскости наружной резьбы
Семь тысяч шестьсот четыре
—
8 626
—
8 626
—
Расстояние от торца трубы до основной плоскости внутренней резьбы
5 604
—
6 626
—
6 626
—
Шаг резьбы R
6,0
±0,03
8,0
±0,03
8,0
±0,03
Высота спирали наружной резьбы
0,75
±0,03
0,90
±0,03
0,90
±0,03
Высота круглой внутренней резьбы
0,70
±0,03
0,85
±0,03
0,85
±0,03
Ширина верхнего профиля, наружная резьба
2 698
—
3 618
—
3 618
—
Ширина канавки наружной резьбы
2,9
+0,10
3,9
+0,12
3,9
+0,12
Расстояние от вершины угла профиля наружной резьбы в сторону большего диаметра конуса резьбы до биссектрисы уголка профиля
1 344
—
1 802
—
1 802
—
Ширина верхнего профиля внутренней резьбы
2 725
—
3 645
—
3 645
—
Ширина траншеи внутренней резьбы
2,9
+0,10
3,9
+0,12
3,9
+0,12
Расстояние от вершины угла профиля внутренней резьбы в сторону большего диаметра конуса резьбы до биссектрисы уголка профиля
1 368
—
1 830
—
1 830
—
Примечание. Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых сторон профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы закругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.
(Измененная редакция, Ред. № 1).
1.5. Допуск совмещения поверхности резьбы по наружному диаметру и наружной поверхности трубы в плоскости упорного выступа (для наружной резьбы) или в плоскости упорного конца (для внутренней резьбы) в выражении:
0,4 мм — для труб диаметром 43 и 55 мм;
0,6 мм — для труб диаметром 70 мм.
1.6. Допуск на биение поверхности упорного конца в направлении, перпендикулярном поверхности боковой стенки, относительно наружной поверхности резьбы — 0,03 мм.
1.7. Допуски угла конусности АТД (СТ СЭВ 178-75) на наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы должны соответствовать указанным в табл. 3.
Таблица 3
мм
Наружный диаметр трубы
ATD
для внешней резьбы
для внутренней резьбы
43
+0,08
-0,08
55 и 70
+0,12
-0,12
1.8. Трубы производятся с правой резьбой.
Пример обозначения трубы бурильной номинальным наружным диаметром 55 мм длиной 4500 мм
Труба бурильная 55х4500 ГОСТ 26250-84
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Труба изготовлена в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Трубы из стали группы прочности Е в нормативной документации. Массовая доля серы и фосфора в стали не должна превышать 0,045% каждого.
2.3. Трубы должны быть термически обработаны. Механические свойства стали должны соответствовать указанным в табл.4.
Таблица 4
Наименование параметра
Норма, не менее
Временное сопротивление, МПа (кгс/мм)
735 (75)
Предел текучести, МПа (кгс/мм)
539 (55)
Удлинение, %
12
2.4. На поверхности трубы не допускаются трещины, заусенцы, ракушечники, расслоения и закаты.
Допускаются отдельные вмятины, риски и другие дефекты, обусловленные способом изготовления, следы дефектов зачистки, если они не принимают толщину стенки за минимальный размер, и слой окислов, не затрудняющий осмотр.
2.5. Поверхность резьбы, упорного буртика и торца должны быть гладкими, без вмятин, царапин и других дефектов. На поверхности отверстия внутренней канавки и наружной резьбы допускаются следы резьбонарезного инструмента.
2.6. Параметр шероховатости по ГОСТ 2789-73 не должен превышать:
20 мкм для поверхности упорной и торцов уступов,
40 мкм — для поверхности резьбы и остальных механически обработанных поверхностей.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут по сторонам. Партия должна состоять из труб одинакового диаметра и сопровождаться одним документом о качестве по ГОСТ 10692-80 с добавлением: содержание серы и фосфора в стали документ принимают на себя как изготовитель металла.
Количество трубок в партии — не более 300.
3.2. Контрольная поверхность, геометрические размеры труб и правильность выполнения резьбы подчинены каждой трубе.
3.3. Для контроля качества из партии взяты:
одна труба — для контроля механических свойств металла;
5% — для контроля биения поверхности резьбы относительно наружной поверхности трубы;
2% — для контроля биений стойкости и параметра конусности торцов и шероховатости поверхностей;
две трубы — для контроля шага и высоты резьбы.
При разногласиях в оценке содержания серы и фосфора в стали на пробу берется одна труба.
3.4. При неудовлетворительных результатах испытаний хотя бы по одному из показателей (кроме биения поверхности резьбы относительно наружного диаметра трубы) проводятся повторные испытания на удвоенном количестве труб, отобранных из одной партии. Результаты повторных тестов распространяются на всю партию.
При неудовлетворительных результатах контроля биения поверхности резьбы относительно наружного диаметра трубы контролю подлежит каждая труба партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Из каждой выбранной трубы вырезают по одному образцу для каждого испытания.
4.2. Содержание серы и фосфора в стали определяют по ГОСТ и ГОСТ 12347-77 12345-2001 или другими методами, обеспечивающими требуемую точность.
Пробы отбирают по ГОСТ 7565-81.
4.3. Испытание на растяжение проводят на продольных коротких образцах по ГОСТ 10006-80. Скорость подвижного захвата:
вверх до предела текучести не более 10 мм/мин,
до предела текучести не более 40 мм/мин.
Допускается контроль механических свойств неразрушающими и статистическими методами в нормативной документации.
Различия в оценке результатов испытаний, проводимых по ГОСТ 10006-80.
4.4. Осмотр поверхности осуществляется визуально. Проверка глубины допустимых дефектов осуществляется допуском или другими способами.
4.5. Отклонение от прямолинейности труб длиной 1 м испытательной линейкой длиной 1 м по ГОСТ 8026-92 и комплектом щупов для НД.
4.6. Контролируют внутренний диаметр расходомеров-пробок 14810-69 по ГОСТ, ГОСТ и ГОСТ 14812-69 21401-75.
Контроль толщины стенки трубы проводят микрометром по ГОСТ 6507-90.
Контроль длины провести рулеткой длиной 10 м по ГОСТ 7502-98.
4.7. Шаг и высота контрольной резьбы в универсальном микроскопе в нормативной документации.
4.8. Контроль диаметров резьбы и расстояния между упорными поверхностями производится калибрами НД.
При свинчивании резьбовых рабочих калибров с резьбовой трубой, а также при их надевании или введении в рабочую резьбу калибров гладкий конец трубы должен располагаться между измерительными поверхностями калибра или совпадать с одной из них.
4.9. Контроль биения поверхности резьбы относительно наружной поверхности трубы должен производиться следующим образом: труба свинчивается специальной оправкой, резьба которой выполнена соосной с цилиндрическим хвостовиком. На цилиндрический хвостовик оправки следует насадить втулку с кронштейном для крепления индикатора часового типа по ГОСТ 577-68.
Вращая трубу и удерживая втулку индикатором, измерить радиальное биение наружной поверхности трубы относительно поверхности резьбы в плоскости упорного выступа или упорного наружного конца внутренней резьбы (черт.4 и 5 ).
Черт.4
1 — труба; 2 — оправка
Черт.4
Черт.5
1 — труба; 2 — оправка
Дамн.5
Допускается применение других методов контроля, обеспечивающих выполнение требований настоящего стандарта.
4.10. Биение упорного торца контрольной поверхности осуществляется стрелочным индикатором по ГОСТ 577-68 на снятие трубы со станка или вращением трубы в специальном приспособлении (станке), центрирование трубы осуществляется относительно внешний диаметр резьбы.
Допускается использование других методов контроля, обеспечивающих выполнение требований настоящего стандарта.
4.11. Отклонение конусности по наружному диаметру наружной резьбы и внутреннему диаметру внутренней резьбы измеряют гладкими калибрами (кольцами и пробками) для НД и набором щупов для НД.
4.12. Проверка шероховатости поверхности согласно нормативной документации.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение должны соответствовать ГОСТ 1069.2−80 с дополнениями.
5.1.1. На каждую трубу на расстоянии 50-100 мм от конца наносят клеймо с указанием: товарного знака изготовителя, размера, условного наружного диаметра и клейма ОТК.
5.1.2. Консервации подлежит резьба и обработанные поверхности труб. Вариант защиты ВВ 4 по ГОСТ 9.014-78.
5.1.3. Упаковка труб осуществляется в пакеты с использованием шестигранных колпачков, защищающих концы пакетов, и специальных штифтов, пропущенных через центральную трубку пакета (рис. 6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5.
Damn.6
— диаметр упаковки; — ширина пакета; — длина трубы в упаковке
5. 1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 шт. по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от торца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более.
Резьбовые трубки должны быть защищены предохранительными заглушками и колпачками (кольцами).
5.1.5. Пакеты, набитые шестигранными крышками, и пакеты, набитые проволокой (лентой), выровнены в поперечном направлении не менее чем на два оборота.
Ghost – Impera (2022, Vinyl)
More images
A1
Imperium
A2
Kaisarion
A3
Spillways
A4
Call Me Little Sunshine
A5
Hunter’s Moon
A6
Watcher In The Sky
B1
Dominion
B2
Twenties
B3
Тьма в сердце моей любви
B4
Griftwood
5 6 B0066 Bite Of Passage
B6
Respite On The Spitalfields
Record Company – Universal International Music B. V.
Продвижение [Товары] – глобальные услуги по мерчендайзингу*
Обложка на одном конверте, включая 28-страничную книгу с иллюстрациями, текстами песен и титрами.
Каталожный номер LVR02408 напечатан на рекламной наклейке, этикетках, задней обложке и корешке обложки. Каталожный номер 00888072407237 напечатан на этикетках и задней обложке.
[Информация о выходе:] Вариант 2, сторона B, две вертикальные линии перечеркнуты крестом.
[Буклет внутри:] Записано по телефону […] Стокгольм, Швеция Апрель 2020 г. — июль 2021 г. […] Mixed at […] East Stroudsburg, Pennsylvania June — August 2021. […] Mastered at […] Nashville, Tennessee August 2021.
Impera (LP, Album, Limited Edition, Cyan [Transparent])
Loma Vista, Loma Vista, Spinefarm Records
LVR02523, LVR02519, 00888072420731
Worldwide
2022
Приклель
Призрак (32)
Meliora
Призрак (32)
Infestissamam
Призрака B. C.0003
The Book Of Souls
Iron Maiden
Untitled
Rammstein
Senjutsu
Iron Maiden
Popestar
Ghost (32)
Seventh Son Of A Seventh Son
Iron Maiden
Zeit
Rammstein
Powerslave
Iron Maiden
554
After reading all the comments, I had really low expectations for этот релиз/прессование… сейчас я его прослушал и не могу подтвердить ни одну из упомянутых проблем. Винил чистый и имеет очень низкий уровень шума, никаких щелчков/хлопков (я его еще даже не чистил). Звук хороший… ничего особенного, но все равно хороший. Другое сведение, чем в цифровом релизе… немного больше в вашем лице, что мне нравится. Он также поставляется с хорошим толстым буклетом, а внутренняя обложка для LP — хорошая, с бумажным и пластиковым вкладышем.. В двух словах: стоит 25 евро, которые я потратил.
Очень плохое качество звука в этом издании. Я думал, что мой усилитель испортился. Без преувеличения.
Несмотря на то, что его дважды мыли, это по-прежнему одна из самых шумных пластинок, которые у меня есть. Позор, потому что в остальном это звучит великолепно, но треск действительно убивает более тихие части.
мой экземпляр немного покороблен и первые песни каждой стороны играют с «стуком» в музыке… в одном месте небольшая волна, очень плохо видно… пришлось требовать. В любом случае, мастеринг потрясающий, а винил звучит просто прелесть! Стерлинг!!! Это проблема прессинговой компании.
Никаких проблем с моим прессованием. Отличное производство и отличный звук записи.
При первом прослушивании я заметил некоторые трещины и небольшое искажение внутренней канавки. После очистки его чистящей жидкостью все трещины и искажения исчезли, а звук открылся. Микс отличается от цифрового релиза, вокал гораздо слышнее и впереди. В целом звук мягче и теплее, чем цифровой. Упаковка — качественная работа. Насчет поверхностного шума не знаю, я его не слышал. Слушал на Ортофон ОМ10.
К сожалению, обычное количество шума от прессования шпиндельной фермы. Полностью портит LP. В последнее время у меня было много проблем с их печатью
Отредактировано 9 месяцев назад
Я вернул свой первый экземпляр, как другие говорили, что он довольно шумный, а также у меня были некоторые пропуски сначала на «Позови меня маленьким солнышком», которые исчезли после стирки. Сторона 2 была еще более шумной, поэтому я отправил ее обратно, но почти уверен, что у второй копии тоже будут проблемы. GZ снова облажался.
Поурочные разработки: «Технология обработки древесины» | План-конспект урока по технологии (5 класс) по теме:
Ю.С.Раужин, учитель технологии
Саранская СОШ №11
Технология обработки древесины в 5 классе
Обработка древесины
Цель: Научить учащихся приемам разметки деталей из древесины. Изучить с учащимися инструменты для строгания; научить приемам строгания.
Основная задача дать школьникам необходимые знания и сформировать умения и навыки по изготовлению деталей (изделий) призматической формы с отверстиями, выступами и фасками. Требуется подробно ознакомить школьников со строеним древесины, видами пиломатериалов, технологией изготовления древесностружечных плит, с такими ручными инструментами, как рейсмус, рубанок, шерхебель и др., станками для механической обработки древесины на промышленных предприятиях. Очень важный элемент теоретической части программы — формирование первоначальных знаний о чертежах, эскизах, способах получения проекций (видов) деталей призматической формы, разметки заготовок по чертежам.
На изложение теоретических сведений должно отводиться не более 20-25 % учебного времени, а остальное — на практические работы, в процессе которых школьники приобретают навыки пиления, осваивают новые операции — строгание, сверление, контроль обрабатываемой поверхности линейкой и угольником, крепление деталей шурупами, отделку изделий.
Последовательность излагаемых ниже некоторых поурочных разработок по данному разделу в основном соответствует примерному тематическому планированию.
Пиление древесины
Цель: Ознакомить учащихся с приемами пиления древесины ножовкой и правилами безопасности труда. Сформировать первоначальные умения и навыки пиления древесины по разметке ножовкой с применением простейших приспособлений.
Оборудование: ножовки разных видов, таблицы «Приемы пиления» и «Техника безопасности при пилении древесины», заготовки для пиления.
Содержание этого занятия посвящено практической работе. Необходимые технические сведения сообщаются непосредственно перед выполнением той или иной операции во время вводного инструктажа.
Первый урок начинаем с демонстрации образца изделия — ящичка. По заранее подготовленному чертежу повторяем материал предыдущего урока. Объясняем, что припуск при пилении не должен быть больше 3-5 мм, в противном случае потребуется либо дополнительное время на доводку заготовки, либо она пойдет в брак. Подчеркиваем необходимость экономного расходования древесины, бережного отношения к лесным запасам страны.
Опираясь на таблицу «Приемы пиления», напоминаем, что это разрезание древесины вдоль и поперек волокон. Поэтому используются ножовки для поперечного, продольного и смешанного пиления. Их отличия в наклоне (форме) зубьев. Показываем эти инструменты. Для того чтобы ножовка не застревала в заготовке во время пиления, зубья пилыимеют развод. Независимо от формы зубьев фанеру и тонкие заготовки пилят мелкозубной ножовкой, а толстые — крупнозубой. При пилении заготовка должна крепиться в зажиме верстака как можно ниже, запил производится с помощью приспособления или брусочка. По мере образования пропила заготовку поднимают. Окончательное распиливание делаетсяс противоположной стороны, для чего заготовку надо перевернуть.
Заканчивается вводная часть урока повторением правил техники безопасности.
В ходе практической работы следим за правильностью выполнения учениками приемов, проводим индивидуальные и фронтальные консультации. Типичные ошибки учеников: высоко закрепленная в зажиме заготовка, работа в излишне быстром темпе, пиление лишь серединой ножовки, отсутствие контроля за линией пропила с противоположной стороны.
Во время одной из фронтальной пауз, которые мы проводим для того, чтобы школьник смогли немного отдохнуть от непривычной для многих работы, сообщаем что за изготовление ящичка будет выставлено три оценки за качество пиления, сборки стенок ящичка и изделия в целом. Будет учитываться также порядок на рабочем месте, соблюдение правил безопасности труда. Необходимо подробно объяснить критерии каждой оценки, объяснить за что она снижена.
Если класс справился с заданием задолго до звонка, то на этом же занятии после небольшой вводной беседы можно провести пробное строгание.
Разметка и строгание древесины
Цель: научить учащихся приемам разметки деталей из дерева и приемам строгания.
Оборудование: таблицы «Рубанок и его наладка», «Техника безопасности при строгании древесины», термины для планшета «Говори и пиши правильно»: рубанок, щерхебель, рейсмус.
Основная задача раздела «Обработка древесины» в 5 классе — сформировать у школьников приемы и навыки обработки заготовок строганием.
После записи учащимися темы занятия, кратко повторяем материал предыдущего, а также названия элементов заготовки, приемы контроля поверхности линейкой и угольником.
В начале объяснения новой темы сообщаем, что на этом занятии учащимся предстоит освоить новую операцию обработки древесины — строгание. Разъясняем, что производится она с целью придать заготовке необходимую форму, чистоту поверхности при заданных размерах. Показываем используемые для этого инструменты, называем их основные части.
Затем мы даем учащимся некоторое время рассмотреть имеющиеся на рабочих местах рубанок и шерхебель с деревянной и металлическими колодками, обращаем внимание на их сходство и отличительные особенности, назначение. Разъясняем и показываем приемы работы каждым из них: вначале шерхебелем — для чернового строгания и снятия толстого слоя древесины, потом рубанком — для чистовой обработки до заданного размера. Используя таблицу и сами инструменты, показываем последовательность их сборки, разборки и наладки, установки вылета резца в зависимости от поверхности заготовки. Правильность наладки проверяется пробным (легким) строганием.
Для прочного формирования порядка обработки заготовки (из древесины или металла) правильнее пользоваться инструкционными (технологическими) картами. Пользуясь инструкционной картой, учащиеся приступают к самостоятельной работе, а учитель проводит фронтальный и индивидуальный инструктаж. Очень важно как можно раньше увидеть ошибки школьников, устранить их с тем, чтобы они не перешли в привычку, неправильный навык. Типичные ошибки первого урока по строганию неправильная хватка реймуса, рубанка, несоблюдение заданной последовательности обработки, попытки строгать без разметки (измеряя линейкой зажатую в зажиме, а следовательно, слегка приподнятую в середине заготовку), нарушения порядка на рабочем месте (появилось много инструментов), слабый самоконтроль.
После изготовления первой заготовки выставляют отличившимся оценки.
Сверление отверстий и сборка деталей на шурупах
Цель: Изучить с учащимися инструменты для сверления; научить приемам сверления.
Оборудование: набор с различными по форме шурупами, образцы соединений на шурупах, коловороты и дрели.
Во вводной беседе выясняем у учащихся, как и чем можно просверлить отверстия в древесине. Обобщаем их разрозненные знания, рассказываем, что круглые отверстия сверлят в древесине сверлами. Демонстрируем их образцы и приемы закрепления в патроне коловорота, дрели, сверлильного станка. Объясняем, что центры сверления отверстий накалываются шилом. Во избежание раскалывания заготовки, получения рваных краев и порчи верстака (при ручно сверлении) деталь распологается на деревянной подкладке. В конце сверления подача инструмента ослабляется. Тонкие детали сверлятся в пакетах по несколько штук в каждом. Глубина сверления несквозных отверстий отмечается на сверле мелом или полоской изоляционной ленты. Особенно подробно (в медленном рабочем ритме) показываем приемы сверления коловоротом и дрелью.
Обучение начинаем со сверлильного станка: вертикальность сверла строго зафиксирована значительно выше качество работы, поскольку вращается оно с большей скоростью, проще формируются навыки ослабления нажима сверления в конце операции.
Ознакомление с видами шурупов и приемами закрепления ими деталей, достоинствами и недостатками такой сборки изделия проводим по стенду и образцам (наборы различного вида шурупов имеются на каждом рабочем месте). Объясняем что шурупами соединяются, как правило, детали из твердых пород дерева. После разметки мест ввинчивания шурупов шилом (для мягких пород) или сверлом накалывают (просверливают) предварительно отверстия. При этом диаметр сверла должен составлять не более 0,75 диаметра шурупа, а длина последнего — в 2,5 — 3 раза превышать толщину детали. Для шурупов с потайной и полупотайной головками делают зенкование. Для облегчения ввинчивания шурупа его полезную часть смазывают мылом или техническим вазелином. В ходе последующей практической работы школьники фронтально проверяют разметку деталей и пропил к большому отверстию в хвостовике. По мере завершения этих операций они сверлят под контролем учителя на станке вначале отверстие малого, а затем большого диаметра. Соблюдая требования технологии, учащиеся дважды в течение занятия работают на станке. Затем коловоротом делают зенкование под шурупы с потайной головкой и собирают изделие.
Снова о «прифуговке» | OTT Russland
В наше время в российской мебельной отрасли уже почти не осталось тех, кто не знает, что из себя представляет агрегат предварительного фрезерования кромок деталей (прифуговки) и где он находится в кромкооблицовочном станке. Однако что дает потребителю его применение понимают по-прежнему немногие. Возможно поэтому мы снова и снова слышим пожелания дать предложение на станок без прифуговки. А среди тех, кто уже купил станок с этим устройством есть такие, кто просто отключают предварительные фрезы. Поэтому считаю необходимым еще раз поговорить о том, что такое прифуговка и что она дает.
Что такое прифуговка ?
Агрегат предварительного фрезерования кромок деталей перед их облицовыванием часто коротко называют агрегатом прифуговки или просто «прифуговкой». Происхождение слова немецкое — Fügeaggregat. Задача данной операции заключается в удалении слоя материала с кромки детали для формирования прямолинейной и ровной поверхности, на которую приклеивается кромочный материал.
Для исключения повреждений уже облицованных перпендикулярных кромок (рис.1) агрегат прифуговки оснащается двумя фрезами, вращающимися в противоположных направлениях. Начинает обработку фреза со встречным вращением, «поджимая» материал в начале заготовки. На выходе работает попутная фреза, предотвращающая отрыв кромочного материала в конце детали.
Конструкция прифуговочных фрез учитывает то, что обрабатываемые плиты имеют облицованные пласти. Для того, чтобы избежать сколов, усилия резания должны быть направлены внутрь детали. Это обеспечивается расположением резцов под небольшим углом к вертикали. Причем наклон верхних и нижних резцов имеет разное направление — рисунок режущих элементов напоминает букву V.
Для обеспечения максимальной стойкости инструмента применяются, как правило, алмазные фрезы. Хотя следует помнить, что при обработке натуральной древесины ( столярного щита, дверных полотен и т.п.) должны применяться головки с резцами из специальной стали — алмаз в этом случае не подходит.
Прифуговка и/или качественный раскрой?
Многие мебельщики считают, что прифуговка выполняет только одну функцию – исправление дефектов раскроя плитных материалов. Из этого некоторые делают вывод, что достаточно улучшить качество раскроя и потребность в прифуговке отпадет. Но это далеко не так.
С одной стороны, предварительное фрезерование способно устранить не все проблемы, связанные с раскроем, и улучшать качество пиления необходимо в любом случае. А с другой стороны, прифуговка позволяет решать гораздо более широкий спектр задач. Но обо все по порядку.
К дефектам, возникающим при пилении, относятся: сколы на пластях, так называемая «ступенька» от подрезной пилы, неперпендикулярность сторон заготовки, неперпендикулярность кромки от отношению к пласти, непрямолинейность кромок ( вследствие «бананового реза» или внутренних напряжений в материале).
Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами, с небольшим наклоном кромки к пласти. Но с остальными проблемами сложнее. Отсутствие прямого угла между смежными кромками прифуговка исправить не может. Деталь с выпуклыми дугообразными кромками не возможно правильно сбазировать по направляющей линейке, а значит и качественно обработать. При вогнутых кромках корректное базирование возможно только, если их длина меньше длины направляющей линейки.
Кстати, даже при самом качественном раскрое «ступенька» от подрезной пилы все равно остается. Она может быть минимальной, едва различимой, но полностью исключить ее не удастся. В этом, собственно, суть применения подрезной пилы – ширина ее пропила должна быть обязательно больше, чем пропил главной пилы. А это значит, что после облицовывания кромок клеевой шов на нижней пласти ( где оставила след подрезка) – будет более заметен. И устранить эту разницу может только прифуговка.
Проблемы возникают не только после раскроя
Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелирования и загрузки в станок. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. А именно с таким материалом работают 90 % российских мебельных фабрик. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование.
Даже во время незначительной паузы между операциями раскроя и облицовывания кромок на заготовки оседает пыль, что приводит к ухудшению качества приклеивания кромочного материала. Кроме того, пыль с деталей попадает на клеевой валец и способствует образованию нагара. Предварительное фрезерование деталей позволяет «зачистить» кромки за пару секунд до нанесения на них клея, что решает эту проблему.
Каждый, кто имел дело с кромкооблицовочными станками, сталкивался с ситуацией, когда тщательно настроенный станок через некоторое время начинает вести себя странно: пилы, фрезы и цикли то «зарезают», то оставляют припуск. Подстройка улучшает ситуацию на короткое время, но потом картина повторяется.
Начальство обвиняет наладчиков и операторов в неспособности настроить станок, рабочие ругают сам станок за то, что он «не держит» настройки. Не будем вступаться за все модели станков – среди них есть действительно те, которые работают нестабильно, но вполне возможно загадочное поведение оборудования объясняется другими причинами.
Если говорить о продольных гранях деталей, то нестабильный результат их обработки фрезами и циклями может быть связан с тем, что после раскроя пилами возникает еле заметное утолщение края плиты на X= 0,05…0,07 мм (на рис. 2 – показано утрировано). В кромкооблицовочных станках предусмотрено средство борьбы с разнотолщинностью плит – это вертикальное копирование. Но в данном случае оно бессильно, так как копировальный диск катится по детали на некотором удалении от ее кромки и поэтому не способен «засечь» указанный дефект. В результате идеально настроенные фрезы и цикли частично «зарезают» пласти детали.
Если бы величина утолщения кромки была бы стабильна, то ее легко можно было бы компенсировать настройкой станка. Но проблема в том, что это значение варьируется от детали к детали в зависимости от свойств исходного материала. Именно это и приводит к тому, что результаты обработки «плавают».
Избавиться от этого явления позволяет как раз предварительное фрезерование кромок деталей. Дефектный слой, возникший после пиления, удаляется, в результате чего работа фрезерных и циклевальных агрегатов стабилизируется.
Похожие проблемы встречаются и при операции торцевания свесов по длине. Но причины здесь несколько иные. В кромкооблицовочных станках прижим кромочного материала к плите осуществляется роликами, усилие прижима которых для надежного приклеивания должно быть достаточно высоким. При заходе ролика на деталь (рис.3 а) передний край кромки деформируется ( вдавливается внутрь детали – показано утрированно на рис.3 б). Аналогичная деформация происходит и при сходе ролика с задней части заготовки. Особенно это заметно при облицовывании относительно мягкой плиты тонким кромочным материалом.
Этот дефект сказывается после разворота детали на 90 градусов для обработки третьей и четвертой стороны (рис. 4). Правильно отрегулированная пила срезает кромочный материал строго по линии перпендикулярной кромки, к которой прижимается копир. Но из-за того, что край этой кромки вдавлен внутрь детали остается небольшой свес. Создается впечатление, что пила настроена неправильно, и рабочий подстраивает пилу, чтобы она срезала больше. Но на более плотном материале заготовки деформация от прижимных роликов может оказаться меньше и тогда пила будет срезать слишком много. И снова делается ложный вывод, что станок не держит настройки.
Радикально устраняет такие проблемы только прифуговка. Она удаляет деформированный слой детали и правильная геометрия обработки восстанавливается.
Важна правильная эксплуатация
Некоторые мебельщики отвергают прифуговку уже после приобретения станка, оснащенного соответствующим агрегатом. Часто причиной этого являются ошибки в эксплуатации.
Первый вопрос, касающийся предварительного фрезерования : «Какой припуск снимать?». Самое распространенное заблуждение – приравнять припуск толщине кромочного материала. Кромка 0,4 мм – прифуговка 0,4 мм. Так, мол, технологам считать легче: если на производстве несколько станков и только часть из них с прифуговкой, то связываться с раздельным учетом припусков мало кому хочется. Самое удивительное, что такую рекомендацию дают иногда продавцы станков.
Однако, во-первых, при малой величине съема материала нет гарантии, что длинные слегка выгнутые детали будут обработаны полностью по всей длине. А, следовательно, могут остаться участки со сколами или ступенькой от подрезки. Во-вторых, для нормальной работы алмазных фрез требуется больший припуск, обеспечивающий нормальный процесс резания.
Производители станков рекомендуют снимать фрезой слой не менее 1 мм. Если же припуск слишком мал, вместо резания возникает процесс скобления с повышенным трением и как следствие — ускоренное затупление фрез. А алмазные фрезы и их заточка достаточно дороги.
На простых кромкооблицовочных станках фреза со встречным вращением обрабатывает только небольшой участок кромки фиксированной длины, а остаток дистанции – фреза с попутным вращением, в результате чего происходит их неравномерный износ и потребность в заточке или замене происходит в разное время. В более продвинутых станках, таких, например как ОТТ, с помощью программного управления реализовано два рабочих режима, отличающихся длиной пути фрезерования первым и вторым инструментом. Чередование режимов позволяет потребителю обеспечить равномерный износ фрез и в результате экономить на стоимости инструмента.
Кроме того, износ лезвий прифуговочных фрез происходит не одинаково по толщине заготовки. Он выше в зоне резания облицовочного слоя плит. Поэтому прежде, чем отдать инструмент в заточку, можно в небольшом диапазоне сместить фрезы по вертикали и еще поработать. Узнав о таком способе экономии, некоторые мебельщики смещают фрезы до такой степени, что верхняя наклонная режущая кромка начинает работать по всей высоте детали, что приводит к повреждениям нижней пласти.
Некоторые «умельцы» иногда пытаются продлить жизнь инструменту, меняя местами левые и правые фрезы, при этом переворачивая их. Таким образом установленные фрезы работать будут, но только короткий резец, оказавшись сверху уже не может обеспечить правильную работу во всем диапазоне толщин плит.
Таким образом, если применять агрегат прифуговки в строгом соответствии с рекомендациями производителей станков и инструментов, то можно не только компенсировать дефекты раскроя, хранения и перемещения деталей, но и стабилизировать работу других агрегатов, что помогает улучшить работу кромкооблицовочных станков в целом.
Как использовать припуски на швы
К
Дебби Колгроув
Дебби Колгроув
Дебби Колгроув — отмеченная наградами швея и портной, которая делится своими знаниями с начинающими швеями о том, как работать с выкройками и тканями. Она имеет более чем 40-летний опыт работы и пишет книги уже два десятилетия.
Узнайте больше о The Spruce Crafts’ Редакционный процесс
Обновлено 09.12.19
Джули К / Двадцать 20
Припуск на шов относится к площади между строчкой и необработанным краем ткани. Припуск на шов является важной частью шва и обычно не виден внутри изделия. Некоторые припуски на шов, например, в плоском фальцованном шве, видны и видна часть шва. Понимание анатомии шва поможет вам понять, как работают части шва.
Общие припуски на швы
Наиболее распространенные припуски на швы составляют 1/4, 1/2 и 5/8 дюйма. Всегда проверяйте направления выкройки и используйте припуски на швы, указанные в направлениях.
Шов соединяет один или несколько кусков ткани. Все слои ткани, соединенные швом, должны иметь одинаковые припуски на швы. Убедитесь, что необработанные края выровнены равномерно, чтобы создать одинаковые припуски на швы на всех соединяемых деталях.
Шовная направитель на вашей швейной машине поможет точно определить припуски на швы. Узнайте, как установить направляющую припуска на шов на швейной машине, чтобы обеспечить точный припуск на шов. При ручном шитье держите под рукой измеритель для шитья, чтобы проверить точность припусков на швы.
Точные припуски на швы
Выполнение точных припусков на швы является важным ключом к тому, чтобы детали вашей выкройки подходили друг к другу. Когда припуски на швы неточны, вы меняете предполагаемый результат выкройки.
Пример того, почему припуски на швы должны быть точными, может быть, если вы используете коммерческую выкройку и вам нужно, чтобы пояс подходил к юбке или брюкам с четырьмя швами. Если выкройка требует 5/8-дюймового шва, а вы используете 1/4-дюймовые швы на основной части юбки или брюк, пояс не будет достаточно длинным, чтобы надеть юбку или брюки, потому что вы добавили 3/8. дюйма на каждый кусок ткани на каждом шве. Таким образом, четыре шва, добавляющие 3/8 дюйма на припуски на швы, добавят 3 дюйма к корпусу юбки или брюк. (Это число получается из 3/8 дюйма, умноженного на восемь, что соответствует четырем швам, состоящим из восьми кусков ткани, равно 3 дюймам.)
Как висит одежда
Припуск на шов также влияет на то, как одежда будет висеть, поэтому изменение припуска на шов может изменить то, как будет висеть готовая одежда.
Измененный припуск на шов также может повлиять на то, как карманы, вставленные в шов, будут совмещаться друг с другом. Точность важна на всех уровнях и начинается с базовых припусков на швы.
Изменения, чтобы добавить или вычесть из выкройки, должны быть сделаны до того, как выкройка будет вырезана, чтобы сохранить первоначальный дизайн и обеспечить правильную посадку одежды.
Отделка швов
Отделка шва является важной частью припуска на шов. Отделка шва предотвратит изнашивание припуска на шов и его исчезновение при стирке. Выбор отделки шва должен быть сделан до того, как вы начнете шить шов и создадите припуск на шов.
Большинство выкроек одежды предписывают вам разутюжить шов. Это включает в себя заутюживание припуска на шов, когда ткани прижимаются друг к другу, а шов открыт. Пресс-инструменты являются важной частью ваших швейных инструментов, так как прессование имеет огромное значение для конечного продукта. Разглаживание каждого шва по мере его шитья, а затем его расправление или отведение в сторону помогает придать изделию профессиональный законченный вид.
Припуски на швы в шитье: Руководство для начинающих по припускам ткани
Что такое припуски на швы?
Припуск на шов – это расстояние от необработанного края ткани до линии шва (или линии шва). Припуск на шов позволяет сформировать все швы, предоставляя лишнюю ткань для эффективного сшивания шва. Хотя вы не можете видеть это на лицевой стороне одежды, припуски на швы присутствуют вдоль большинства краев частей ткани, из которых состоит предмет одежды. Начинающему шитью крайне важно научиться распознавать припуски на швы на выкройке, как переносить метки припусков на швы на ткань (при необходимости) и как правильно использовать припуски на швы.
Как определяется длина припуска на шов?
Длина припуска на шов в основном зависит от двух вещей: Тип ткани и техника отделки шва, используемая для данного проекта. Прежде чем мы углубимся в то, какие ткани работают с какими припусками на швы, важно отметить, что наиболее распространенные припуски на швы (используемые для большинства обычных швов) составляют либо 5/8 дюйма, либо 1/2 дюйма. Если вы используете коммерческие выкройки, купленные в магазине, вы обнаружите, что большинство швов имеют припуск на шов 5/8 дюйма. Если вы делаете свои собственные выкройки, рекомендуется работать с припуском на шов 1/2 дюйма из-за тот факт, что с ним легче работать и измерять.
В то время как 5/8″ и 1/2″ являются наиболее часто используемыми длинами, припуски на швы могут варьироваться в зависимости от веса и структуры переплетения ткани. Для тонких и легких тканей лучше всего подходят более короткие припуски на швы, не превышающие 1/2 дюйма. Ткани с более толстым и рыхлым переплетением должны иметь больший припуск на швы, чтобы обеспечить более прочную отделку, которую легче шить. Вы обнаружите, что шитье толстых, громоздких тканей с коротким припуском на шов обеспечивает меньшую устойчивость во время машинной строчки.Кроме того, излишек короткой ткани не дает достаточно места для надлежащей чистовой отделки шва, не позволяя шву лежать ровно после завершения.
При этом, если предмет одежды, который вы шьете, требует толстой, тяжелой ткани, убедитесь, что вы добавили больший припуск вдоль основных структурных швов (от 3/4 дюйма до 1 дюйма). Если припуск на шов слишком длинный, вы всегда можете обрезать лишнее после того, как шов будет сшит. И наоборот, вы не можете добавить дополнительные припуски на швы после того, как куски ткани вырезаны, а шов зашит.
В случае тканей средней плотности традиционные припуски на швы 5/8″ и 1/2″ должны работать лучше всего для большинства основных швов.
Длина припуска на шов также определяется методом чистовой отделки, используемым для конкретного шва. Из-за того, что большинство краев ткани осыпаются после раскроя, края припусков на швы должны быть чистыми, чтобы предотвратить дальнейшее изнашивание, тем самым сохраняя длительный срок службы и качество одежды. Несмотря на то, что припуски на швы обычно находятся внутри изделия, всегда следует выполнять чистовую отделку его необработанных краев, чтобы максимизировать долговечность при длительном ношении и уходе.
Когда проектируется предмет одежды и составляются выкройки, все методы отделки припусков на швы должны быть определены до добавления припусков вдоль каждого края деталей выкройки. Если требуется особая отделка шва, то к каждой соответствующей детали выкройки следует добавить правильный припуск на шов, чтобы сохранить эту особую отделку шва.
Хотя методы отделки швов часто выбираются в зависимости от стиля и веса ткани, они также могут относиться к эстетике дизайна или стандартам долговечности. Оба аспекта следует учитывать при выборе правильной длины припуска на шов. Например, для французского шва или шва внахлест может потребоваться больший припуск на шов, чем для основного шва, обработанного обметочной или зигзагообразной строчкой.
Чтобы ознакомиться с пошаговым руководством по выполнению основных приемов чистовой отделки швов, ознакомьтесь с этим руководством: Как обработать необработанные края швов: 4 способа.
Определение припуска на шов на выкройке:
Возможность мгновенного определения положения и длины припуска на шов на выкройке является важным этапом в процессе шитья/кроя. Обозначения припусков на швы сильно различаются в разных стилях. Некоторые коммерческие выкройки не включают предварительно отмеченные линии шва, в то время как другие делают это. Для начинающих шитьей очень полезно иметь физические линии шва, отмеченные вдоль края каждой детали выкройки.
Взгляните на изображение ниже: Самый внешний край выкройки представляет собой край ткани, а внутренняя линия, отмеченная на заданном расстоянии в, изображает линию шва или ( линия строчки). Это расстояние определяет припуск на шов.
Сама линия шва может быть сплошной или точечной в зависимости от выкройки. Как упоминалось выше, некоторые коммерческие выкройки на самом деле не изображают линию шва непосредственно на бумажных выкройках. Для этих выкроек длина припуска на шов для каждого края предоставляется в виде заданного размера, а физическая линия шва (линия стежка) подразумевается.
Обычный способ отметить припуск на шов на выкройке без использования физической линии — это добавить насечки вдоль каждого угла частей выкройки. Эти насечки обозначают расположение каждой линии шва (линии стежка) и переносятся на ткань после того, как детали выкройки будут вырезаны.
Когда кусочки ткани соединяются вместе для сшивания, расположение насечек припуска на шов внахлест совмещено с иглой швейной машины. Естественно, тогда край ткани выравнивается по соответствующей направляющей припуска на шов на швейной машине , и вам не нужно запоминать точный размер припуска на шов.
Этот метод используют более опытные портнихи. Мы настоятельно рекомендуем, если вы работаете с выкройкой как таковой, используйте линейку, чтобы физически провести линию шва (линию стежка) вдоль каждого края. Это будет невероятно полезно в процессе согласования каждого шва и шитья частей ткани соответствующим образом. Вы обнаружите, что после того, как ваши детали выкройки будут вырезаны, вы часто будете обращаться к выкройкам для получения информации о шитье. По этой причине настоятельно рекомендуется иметь подробные маркировки на выкройках, даже если вам придется добавлять их самостоятельно.
Хотя большинство кромок рисунков включают припуски на швы, существуют некоторые распространенные исключения. Существует два типа краев, для которых не требуются припуски на швы: обрезанные края сгибов и края ткани, которые либо оставлены необработанными, либо не требуют припусков на швы для чистой отделки (например, связанные края). Со временем вы сможете распознать эти края на выкройке по тому факту, что линия шва (линия стежка) отсутствует. Кроме того, вдоль этих конкретных краев может быть указана дополнительная информация. В случае разреза по краю сгиба, когда край выравнивается со складкой ткани во время раскроя, вы часто можете встретить обозначение «Разрезать по сгибу» или символы, обозначающие разрез по краю сгиба (показаны ниже).
Маркировка/перенос припусков на швы на ткани:
После того, как вы определили припуски на швы на своих выкройках, важно научиться переносить метки припусков на швы с выкройки на ткань. Это чрезвычайно важно для новичков в шитье из-за того, что кусочки ткани могут немного запутаться, чтобы выровнять их друг с другом, когда обозначения выкройки отсутствуют.
После того, как выкройки будут вырезаны, полезно начертить фактические линии швов на кусках ткани, особенно если у вас очень мало опыта в шитье. Вы можете сделать это, используя кальку и кальку, или начертить линии шва, отмерив от края ткани до соответствующей длины припуска на шов, используя портновский мел или карандаш для разметки ткани.
Как только вы привыкнете к процессу шитья и идее припусков на швы, вам больше не придется переносить линии швов. Однако в самом начале наличие физической линии стежка на ткани, которой вы можете следовать, облегчит шитье шва, обеспечивая гладкую прямую линию.
Другим вариантом разметки припусков на швы на деталях ткани является использование метода надсечки углов, кратко описанного выше. Обрежьте припуски на швы вдоль каждого угла выкройки и совместите эти надрезы с иглой швейной машины. Это естественным образом выровняет продольный край ткани с соответствующей направляющей припусков на швы на вашей швейной машине. Следуйте этой инструкции по припускам на швы, чтобы сшить остальную часть шва. Надрезы также помогут правильно совместить края ткани, гарантируя, что каждый кусок ткани, образующий шов, будет иметь одинаковый припуск на шов.
В конце концов, когда вы привыкнете к концепции припусков на швы и почувствуете себя комфортно при шитье на швейной машине, вам не обязательно будет переносить метки припусков на швы на куски ткани. Вы можете просто свериться со своими выкройками (или просто запомнить припуски на швы по каждому краю) и использовать направляющие линии припусков на швы, чтобы сшить все швы.
Использование припуска на шов для выполнения шва:
Как упоминалось выше, шов не может существовать без припуска в той или иной форме . Каждый кусок ткани, из которого состоит предмет одежды, имеет припуски на швы по краям (если они не обрезаны по сгибу или не оставлены необработанными). При выполнении шва в качестве ориентира используется припуск на шов, гарантирующий, что одежда будет правильно сидеть и иметь правильные размеры на всем протяжении.
Выполнение шва с припуском 1/4 дюйма. Край ткани выровнен по направляющей линии 1/4.
Выполнение шва с припуском 3/4 дюйма. Край ткани выровнен по направляющей линии 3/4. Припуск на шов всех частей ткани, образующих шов, должен иметь одинаковую длину припуска на шов. Например, при шитье бокового шва с припуском на шов 5/8″, каждый отдельный кусок ткани, образующий шов, должен иметь припуск на шов 5/8″. вдоль края. Вы не можете пришить припуск 5/8 дюйма к краю, который имеет припуск 1 дюйм, например. Если по какой-либо причине вы окажетесь в ситуации, когда припуски на шов на двух соответствующих краях не совпадают , обрежьте больший припуск на шов, чтобы он соответствовал более короткому, прежде чем приступить к закреплению булавками и, наконец, сшиванию шва.
Чтобы успешно выполнить шов, равномерно соблюдайте припуски на швы, совместив края ткани с соответствующей направляющей на швейной машине. Во время шитья следите за краем ткани, чтобы он всегда оставался на одной линии с направляющей машины.
Если вы на самом деле перенесли линию шва на ткань (используя портновский мел или кальку), прошейте прямо по отмеченной линии, но обязательно следите за машинной направляющей припусков. Это гарантирует, что шов будет выполнен ровно, а также даст некоторую практику в использовании направляющей припусков на швы на вашей швейной машине.
Разметка припусков на швы.
Помимо обеспечения средств для выполнения шва, припуски на швы также используются для различных методов маркировки, которые помогают в процессе шитья. Начнем с того, что припуски на швы почти всегда приложены к изнанке одежды, что означает, что они могут служить платформой для обозначения шитья, которые не должны быть видны на лицевой стороне одежды.
Выемки – одно из таких важных обозначений, значительно облегчающих процесс шитья. Надрезы помечаются с помощью обрезанных зажимов или клиньев, которые применяются в пределах края припуска на шов для облегчения совмещения швов. Они не видны на лицевой стороне изделия и используются только в процессе совмещения правильных краев ткани друг с другом. Выемки также используются для различения передней и задней частей.
Вы можете узнать больше о насечках для выравнивания швов в этом уроке: Что такое насечки и как они используются в шитье: все, что вам нужно знать начинающему шитью.
Другой тип насечки представлен в виде зажимов и клиньев, используемых для снятия натяжения. Припуски на швы в основном обрезаются группами треугольных клиньев вдоль криволинейных или угловых швов, которые требуют снятия натяжения и гибкости. Снятие натяжения в шве возможно благодаря универсальности припусков на швы. Это позволяет применять зажимы для снятия натяжения, которые скрыты на изнаночной стороне одежды, без ущерба для ее эстетики или функциональности.
Очистите края припусков необработанного шва.
Чистый припуск на отделочный шов Необработанные края являются необходимой частью для завершения изделия. Необработанные края большинства тканей, особенно тканых материалов, будут изнашиваться, если их не обработать. Если вы не совсем уверены в том, что означает осыпание, это происходит, когда нити, образующие переплетение ткани, развязываются и падают вдоль обрезанных краев.
Хотя у вас может возникнуть соблазн оставить припуски на швы незавершенными, очень важно, чтобы необработанные края ткани были каким-то образом усилены, чтобы предотвратить изнашивание во время постоянной носки и ухода. Помимо сдерживания износа, чистые методы отделки также повышают стабильность и долговечность шва.
Подобно длине припуска на шов, методы чистовой отделки выбираются в зависимости от типа ткани и дизайна одежды. Наиболее распространенная техника чистовой отделки — обметка или зигзаг (на домашней швейной машине). Это популярный метод из-за того, что он работает почти со всеми ткаными и трикотажными тканями, а также является самым простым и дешевым в исполнении. Для специальных методов чистовой отделки длина припуска на шов должна быть выбрана соответствующим образом (в дополнение к типу ткани и дизайну одежды).
При выполнении обычного шва у вас будет две части припуска на шов (по одной на каждую часть шва). По мере того, как вы будете больше практиковаться, вы узнаете, что чистый припуск на отделочный шов тесно связан с вопросом, в котором шов будет окончательно проглажен. Припуск на шов играет важную роль в ровности шва и сохранении гладкой структуры. Выбор правильной отделки припуска на шов должен быть тщательно продуман, чтобы сохранить профессиональную отделку шва.
Пошаговое руководство по выполнению некоторых базовых припусков на швы можно найти в этом блоге: Как обработать необработанные края: 4 способа.
Как заутюжить припуски на швы: два основных метода.
Чтобы шов был ровным и получил гладкую профессиональную отделку, его следует прогладить в процессе сборки. Здесь также важно отметить, что одно из самых основных правил в пошиве одежды: гладить каждый шов по ходу дела, а не только после того, как одежда будет готова.
В зависимости от направления глажки припуски на швы фактически облегчают процесс глажки, делая шов более гладким. Как новичок, вы должны ознакомиться с тем, в каком направлении следует заутюживать припуски на швы, так как это часто возникает в начале работы.
Вот некоторые основы глажения и рекомендации по разутюживанию припусков на швы:
— Припуски на швы можно гладить открытыми, при этом края каждого припуска должны быть направлены друг от друга. В этом случае каждая кромка чистится отдельно . Если вы используете обметочную, зигзагообразную или переплетенную отделку, гораздо проще очистить отделку каждого края по отдельности перед сшиванием шва, чем пытаться отделывать каждую отдельную кромку после того, как шов сшит.
— При глажке с открытыми краями припусков гладить с изнаночной стороны изделия, сначала непосредственно над краями припусков, а затем гладить шов с правой стороны. Это обеспечит гладкую и ровную поверхность.
— Когда все кромки с припусками аккуратно обработаны вместе, шов сначала прошивается, после чего применяется отделка припусков на швы. В этом случае припуск на шов заутюживается, ориентируясь на одну сторону. В отличие от открытого припуска на шов, этот тип припуска на шов намного легче гладить на лицевой стороне шва, а не на изнаночной стороне.
— При чистовой отделке припуски на вертикальные боковые швы обычно заутюживаются по направлению к спине. — Излишек вытачки и припуск горизонтального шва следует заутюжить по направлению к линии талии, если не указано иное .
Припуск на подгиб:
Подгиб – это самый нижний край изделия, обозначающий его длину. Как и линия шва, кромка представляет собой обработанный край подола одежды. Припуск на подгибку обеспечивает излишек ткани, необходимый для получения аккуратного подола. Другими словами, припуск на подгибку — это расстояние от необработанного края ткани до подола.
Хотя припуск на подгибку является своего рода самостоятельной единицей, он имеет очень схожие характеристики с припуском на шов, поэтому мы кратко познакомим вас с ним. Точно так же, как необработанные края ткани припусков на швы должны быть чистыми, необработанные края подола одежды должны быть чистыми, чтобы предотвратить изнашивание и повысить долговечность. В то время как припуск на шов означает, что вы работаете с двумя отдельными краями ткани, припуск на подгибку обычно представляет собой один край ткани.
Припуск на подгибку обычно немного длиннее обычного припуска на шов из-за того, что его часто подгибают дважды, чтобы закрыть необработанный край ткани. Как и в случае с припусками на швы, длину припуска на подгиб следует выбирать в зависимости от модели изделия и типа ткани. Чем толще ткань, тем длиннее должен быть припуск на подгибку. Это гарантирует наличие достаточного количества лишней ткани для выполнения соответствующих методов отделки подгибки.
Сервисная мастерская «КИТ»-Ремонт 3D принтеров в Москве
Сервисный центр «Синк-Сервис» производит качественный ремонт, обслуживание и профилактику настольных 3D принтеров в Москве. Звоните по телефону +7(495)888-16-30.
3D принтер это устройство для изготовления объемных объектов путем послойного нанесения либо полимеризации печатающего материала. Сама концепция такого метода построения моделей появилась ещё в 80-е года прошлого века. Тогда был придуман метод называемый лазерным селективным спеканием (SLS — Selective Laser Sintering). При таком способе создания объект из электронного вида переходил в реальный путем послойного засвечивания лазером светочувствительного фотополимера. Тогда 3D печать была доступна только крупным компаниям и являлась процессом исключительно производственным.
В сегодняшний век технологий, 3D печать становится всё более и более доступной. Стало это возможно благодаря изобретению метода нанесения слоев расплавленым пластиком. Такой метод называется термопластической экструзией. Вероятно в ближайшем будущем экструзионный 3D принтер будет использоваться на равне с «2D» принтером. Уже сейчас данное устройство всё чаще можно увидеть в домах и офисах. Если Ваше «чудо техники» вышло из строя и требуется в короткие сроки произвести ремонт, немедля обращайтесь в наш технический центр.
Если Вы нашли нашу страницу в интеренете и сейчас читаете её это может значить то что ваш 3D принтер не работает либо работает но не так как надо и Вы ищете информацию о устранении неполадки. Не стоит пробовать чинить аппарат самому. Хотя на первый взгляд и кажется что устройство имеет простой принцип работы и проблем возникнуть не должно, смеем Вас заверить что это не так и как у любого другого оборудования у него есть свои секреты в работе.
Так какие же неполадки могут возникнуть у 3D принетра.
Типичные неисправности 3D принтеров:
Не нагревается экструдер (хотэнд) 3D принтера
Объект сдвигается при печати
Отсутсвует нагрев кровати 3D принтера
Не подается пластик/филамент в экструдер
Не передвигается блок печати или отсутствует перемещение по осям XY
Не перемещается стол/кровать или отутсвует движение по оси Z
Потеря точности печати/3D принтер смещает слои
Забивается экструдер
3D принтер не определяется компьтером/ не подключается
другие типичные неисправности 3D принтеров
Любую из данных неисправностей могут устранить инженеры нашего технического центра. Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера.
Ориентировочные цены на ремонт 3D принтеров
Наименование услуги
Стоимость
Ремонт/замена экструдера 3D принтера
От 2800р.
Ремонт цепей питания двигателей/концевиков/нагревателей 3D принтера
От 3800р.
Ремонт/замена платы управления 3D принтера
От 2400р.
Прошивка/настройка прошивки 3D принтера
От 2300р.
Ремонт механики 3D принтера
От 3800р.
Техническое обслуживание 3D принтера
От 2900р.
Более подробную информация о ремонте 3D принтеров Вы можете узнать у наших менеджеров по телефону: +7(495)888-16-30.
Наверх
Ремонт и техническое обслуживание 3d принтеров
Компания 3D племя имеет собственный сервисный центр, выполняющий полный спектр работ по диагностике и ремонту 3D принтеров и 3D ручек практически всей номенклатуры представленное на сайте.
Мы являемся официальным авторизованным сервисным центром 3D продукции:
PP3DP,
TierTime (UP! 3D printer),
Sharebot,
Picaso.
По вашему запросу в пределах Москвы может быть осуществлен выезд сервисного инженера по конкретному адресу для выявления и устранения неисправностей и ремонта 3D принтеров, если таковое будет возможно без специализированного оборудования.
Также, возможна дистанционная помощь, если вы находитесь в другом регионе. Для этого необходимо отправить заявку на почту [email protected]
Перечень 3D оборудования, по которому осуществляется так же и гарантийное обслуживание:
PP3DP,
TierTime (UP! 3D printer),
Sharebot.
Для того, чтобы вызвать нашего специалиста или задать вопросы касательно работы сервисного центра — позвоните по телефону +7 (495) 108-11-65 или свяжитесь с нами по электронной почте [email protected]
Настройка и обучение:
Настройку и обучение можно заказать как во время оформления заказа (по телефону или в поле «Комментарий» на странице оформлении заказа), так и отдельно написав нам на почту. Далее менеджер магазина свяжется с вами для уточнения удобного времени прибытия специалиста. Обратите внимание, что специалист по настройке и обучению приезжает отдельно от доставки курьером. Также возможно обучение в он-лайн режиме.
В настройку и обучение входит:
Подключение принтера к компьютеру.
Установка и настройка программы.
Калибровка платформы и экструдера.
Настройка параметров печати и запуск пробной печати.
Инструктаж базовым основам 3D печати на принтере
Отдел рекламаций
В случае возникновения спорных ситуаций или при наличии у вас претензий относительно качества товара, сервисного обслуживания и иных вопросов, вы всегда сможете обратиться к сотрудникам отдела продаж по электронной почте [email protected]
Адреса сервисных центров наших партнеров в твоем городе, в которые ты смело можешь обращаться касательно ремонта и обслуживания UP! 3D printer
№
Сервисный центр
Город
Почтовй индекс
Адрес СЦ
Код города
Телефон
1
ООО «Сонико-Н»
Новосибирск
630112
630112, г. Новосибирск, ул. Красина, д. 51
383
279-40-90, 279-02-64
2
ООО «Спец-Мастер»
Самара
443020
443020 г.Самара ул,Ленинградская 100/Ленинская 56
846
990-37-51, 240-98-17
3
Сервисный центр «Галактика-НН» ООО «Системные решения»
Нижний Новгород
603009
603009, г.Н.Новгород, ул.Невская,23
831
243-06-06, 411-94-94
4
ООО «ДОН-ТВ Сервис»
Красноярск
660075
660075, г. Красноярск, ул. Железнодорожников, д. 11
391
221-94-82, 221-46-51
5
ООО «Инновация»
Челябинск
454092
454092 г. Челябинск ул.Энтузиастов 15Д
351
265-88-62, 261-56-02
6
ЗАО «Корус Сервис»
Екатеринбург
г. Екатеринбург, ул.Луначарского, 81, 2 эт.
343
350-13-21, 350-88-25
7
ООО «АСТРО»
Уфа
450005
450005 г. Уфа, ул. Революционная 97
347
257-01-46
8
сервис-центр «Электроальянс» ИП Высоцкий В.А.
Красноярск
660020
660020, Красноярск, улица Спандаряна, 7
391
228-11-292, 293-54-33, 294-52-82
9
ООО«Джи-Эс-Ти»
Самара
443099
443099, г.Самара, ул.Чапаевская, д.112А
846
340-09-42
10
ООО «Ремтроника»
Санкт-Петербург
197198
Съезжинская ул., д.10
812
909-09-15
11
РТВ-Сервис
Пермь
614036
ул. Мира, 55
342
220-08-48, 226-97-78
12
ИП Роганин С.А. «Сервис высоких технологий»
Волгоград
400001
ул. Калинина 23
8442
515-320; 43-56-96
13
ООО «НТ-Сервис»
Омск
644024
644024, г. Омск, ул. Декабристов, д. 45
3812
55-99-96
14
ООО «Сервисный центр «Контакт»
Пермь
614000
614000 г. Пермь, ул. Екатерининская д. 96
342
219-60-70
15
Сервисный Центр «Реал» ООО «Дельфин»
Новосибирск
630063
ул. Нижегородская, 270/4
383
363-31-43
16
СЦ «china-repair» (ООО «Мобилон»)
Воронеж
394088
394088, г. Воронеж ул.Владимира Невского д.13
473
264-72-72
17
ООО «Тайле Пермь»
Пермь
614017
ул. Лебедева, дом 25б
342
265-1123
18
СЦ «Phoenix»
Ростов-на-Дону
344082
пр. Буденновский, д. 37
863
260-84-22
19
ООО «Эльбит Сервис»
Екатеринбург
620142
ул. Чапаева д. 23 оф. 7
343
2-700-600
20
ООО «Элнет»
Казань
420102
ул. Серова, д. 51/11, помещение 2
843
240-64-94
21
СЦ Беркут (ИП Осипов Р.Е.)
Воронеж
394006
ул. Ворошилова д.2
4732
701-670
22
ООО «ПКФ Юг-Сервис»
Краснодар
350038
ул. Березанская, 88
861
255-22-07, 274-53-78, 274-53-46
23
Сервисный Центр «Jet-Сервис»
Тула
300001
пр-т Ленина, 97
4872
33-54-88
24
Ваш СЦ
Челябинск
454080
ул. С. Кривой, 46
351
239-50-27; 223-22-77
Служба 3D-печати рядом с вами
1898 Служба 3D-печати в настоящее время готова принять ваш заказ и доставить нестандартные детали по номеру во все места . Через нашу платформу вы можете заказать 3D-печатные прототипы, запасные части и многие другие индивидуальные проекты без каких-либо требований к минимальному размеру или количеству. Если у вас есть представление о том, какая технология, материал или область применения подходят для вашего заказа, используйте фильтры, чтобы сузить поиск. Вы также можете изучить портфолио поставщиков с печатными примерами и оценками клиентов, чтобы получить полное представление об их опыте работы с различными типами деталей.
Загрузить файлы для мгновенного сравнения предложений от местных служб 3D-печати
Загрузить файлы
или свяжитесь с нами напрямую, чтобы получить оптовую скидку.
Если вы хотите заказать 3D-печать и доставку во все регионы, вы обратились по адресу. Все компании, которые обеспечивают прототипирование и печать рядом с вами, перечислены выше.
Сколько стоит 3D-печать моих деталей?
Чтобы мгновенно узнать цену, выберите поставщика и нажмите кнопку «Мгновенный заказ». Из файла 3D-модели, такого как STL, PLY, OBJ или 3MF, мы можем автоматически рассчитать цену. Если вы не уверены, какого поставщика выбрать, вы можете «Получить мгновенную смету» в самом низу страницы со списком всех доступных бюро 3D-печати.
Что делать, если у меня нет 3D-файла?
3D-печать начинается с модели, поэтому необходимо иметь файл. К счастью, многие компании, занимающиеся аддитивным производством, могут помочь вам спроектировать детали. Для более сложных задач моделирования рассмотрите возможность найма профессионального 3D-дизайнера.
Как выбрать поставщика?
Treatstock стремится к прозрачному рабочему процессу между компаниями, занимающимися 3D-печатью, и клиентами для получения отличных результатов. Чтобы убедиться, что у вас есть вся информация, необходимая для выбора партнера-производителя, мы включили список машин поставщика и рейтинги клиентов для каждого поставщика услуг. Полный список их возможностей также включен на их бизнес-страницу.
Как это работает?
Загрузить 3D-файл в мгновенный заказ;
Выберите спецификации и заполните детали доставки;
Завершить процесс заказа;
Следите за ходом ваших покупок;
Заказывайте детали с доставкой прямо к вашей двери.
Наша служба поддержки всегда готова помочь. Чтобы узнать больше о технологиях 3D-печати, посетите наше руководство по производству. А справочники по материалам помогут вам узнать больше обо всех доступных производственных средах.
Места печати
New York
Chicago
Houston
Phoenix
Philadelphia
Los Angeles
San Diego
Las Vegas
Orlando
Seattle
Austin
MIAMI BEACH
Product Application
Prototype
Прототип HD
Ювелирные изделия
Стоматология
Многоцветный
Металл
Миниатюры
Материалы
PLA
ABS
Nylon
Wood PLA
ASA
Resin
Rubber-like (TPU)
PA12 Nylon
PETG
Technology
FDM (Fused Deposition Modeling)
DMLS (прямое лазерное спекание металлов)
SLS (селективное лазерное спекание)
PolyJet и PolyJetMatrix
SLA (стереолитография)
CJP (печать ColorJet)
DLP (цифровая обработка света)
DUP (Прямая УФ-печать на ЖК-дисплее)
Наш сайт использует файлы cookie. Продолжая использовать наш сайт, вы соглашаетесь с нашей Политикой конфиденциальности
Google
Facebook
или
Забыли пароль?
Запомнить меня
Используя этот Сервис, вы соглашаетесь с нашими Условиями и тем, что вы ознакомились с нашей Политикой конфиденциальности, включая использование нами файлов cookie.
Апис Кор | Строительство с роботизированной точностью — Apis Cor
Стань владельцем и развивайся вместе с нами! Нажмите, чтобы узнать больше
Строительство с роботизированной точностью
Инвестируйте в Apis Cor
Scroll
обзор
Apis Cor — строительная компания, занимающаяся разработкой передовых робототехнических технологий для борьбы с жилищным кризисом.
Мы не только построили самое большое 3D-печатное здание в мире, но и напечатали коммерческое здание в Бока-Чика, штат Техас, и получили высшие награды в конкурсе NASA Space Habitat Challenge. Теперь мы готовы предоставить автоматизированное строительство каждому строителю в Америке.
Всего проектов
Строительство домов
Квалифицированные рабочие
Получение наград
НАШЕ ПУТЕШЕСТВИЕ
Наше путешествие пролегает от легендарной башни в пустыне до самого большого в мире напечатанного на 3D-принтере мегаполиса. Путешествие Apis Cor продолжается, когда мы достигаем звезд и формируем процветающее будущее, где жилье доступно каждому.
FIRST
Маленький, но мощный, самый узнаваемый в мире дом, напечатанный на 3D-принтере.
Узнать больше:
САМОЕ БОЛЬШОЕ В МИРЕ
Самое большое на сегодняшний день напечатанное на 3D-принтере здание на Земле — это двухэтажное административное здание высотой 32 фута и площадью 6900 кв. футов.
Подробнее:
ПЕРВОЕ КОММЕРЧЕСКОЕ ОБЪЕКТ
Первое в Америке здание, напечатанное на 3D-принтере, расположенное в Бока-Чика, штат Техас. сопоставимы со стенами из бетонных блоков, спроектированы и испытаны Apis Cor
ЗА ПРЕДЕЛАМИ ЗЕМЛИ
Финалисты 3D-печатной программы Habitat Challenge НАСА по усовершенствованию строительных технологий, необходимых для создания устойчивого жилья на Земле и за ее пределами
Подробнее:
О НАС
Мы разрабатываем технологии для роботизированного строительства малоэтажных зданий. Используя точность с помощью 3D-печати бетона, мы можем строить прочные бетонные дома в течение 2-3 месяцев и в течение недели в будущем, что позволит строителям увеличить объемы строительства при одновременном снижении затрат. В настоящее время на рынке мы уже развернули нашу технологию в Дубае, Бока-Чика, штат Техас, и Миссури, и на подходе другие места.
Apis Cor — американская строительная компания со штаб-квартирой в Мельбурне, Флорида, которая разрабатывает запатентованные роботизированные технологии и материалы для развития строительной отрасли. Apis Cor поддерживается Alchemist Accelerator, ведущим ускорителем для корпоративных стартапов, и At One Ventures, венчурной и частной инвестиционной фирмой, поддерживающей ранние, глубокие технологические предприятия, которые поощряют и поддерживают мир, в котором человечество является чистым позитивом для природы и что сосредоточиться на уменьшении своего следа на планете. Мы гордимся тем, что являемся резидентами Autodesk Technology Centers Outsight Network.
Наша миссия
— переосмыслить и улучшить процесс строительства, чтобы сделать жилье доступным и доступным. Мы считаем, что жилье нужно строить лучше и быстрее. Вот почему мы используем автоматизацию для расширения строительной отрасли, используя технологии роботизированного строительства для повышения производительности для достижения этой цели. В целом, мы считаем, что снабжаем строителей необходимыми инструментами и технологиями, чтобы произвести революцию в жилищном строительстве.
Инвестируйте в будущее строительства
Миру необходимо построить более двух миллиардов новых домов в течение следующих 80 лет, и мы думаем, что у нас есть технологии и возможности для этого.
Труборез для стальных труб это инструмент, который не заменим для работ, связанных с коммуникационной, строительно-монтажной и ремонтной сферой производственной деятельности. Он отлично справляется с поставленной задачей для раскроя трубного стального материала на детали, соответственного размера.
Краткое содержимое статьи:
Классификация труборезов по виду привода
Виды
Сфера применения
Инструкция по использованию
Фото труборезов для стальных труб
Классификация труборезов по виду привода
Если изначально посмотреть на фото трубореза, то можно увидеть, что модели инструмента имеют отличия между собой. Так по виду привода можно выделить следующую классификацию:
Ручной труборез наиболее простое приспособление, которое не требуют специальных навыков в работе с ним. Для получения результата достаточно закрепить его в нужном месте обработки, сделать оборотов и получить желаемый результат. Однако от вас понадобятся физическое усилие, а также для крупных работ он не подойдет.
Электрические приспособлены для активной эксплуатации, они более прочные и износостойкие агрегаты. Могут справиться с большим объемом предстоящих работ. Дополнительно осуществляют обработку торцевых частей изделия.
Труборезы пневматические это инструмент для профессионалов своего дела. Мастер с помощью приспособления делает срез максимально точно и без зазубрин и других дефектов. В быту они не пригодятся, а вот для работ промышленного масштаба не заменимы.
Гидравлические приспособления работают исключительно от электросети. Они гораздо мощнее, чем ручные, но обладают меньшей прочностью и надежностью, чем электрические инструменты.
Виды
Также учитывая особенность режущих элементов, выделяют следующие виды инструмента:
Труборез резцовый способен выполнить производственную задачу по резьбе диаметром трубы, достигающей 100 миллиметров.
Цепной труборез в основе конструкции лежат поворотные механизмы и цепь, с их помощью производится разрезание чугунных труб, а также бетонных и керамических элементов строительной деятельности.
Следующий вид это роликовый труборез. Отличительная черта инструмента заключается в наличие режущих роликов в количестве от одного до трех.
Телескопический агрегат обладает комплектацией, которая вызволяет оказывать максимальное давление на материал, подготовленный для резки.
Инструмент с храповым механизмом оснащен простейшим устройством, состоящим из двух рукояток и лезвия. Он предназначен для работы с материалом не большой толщины.
Сфера применения
В зависимости от вида инструмента можно применять устройство в любой сфере производственной и строительной деятельности, где необходимо разрезать трубу из таких материалов, как сталь, чугун, пластик и многих других видов изделия.
В основном каждая модель инструмента способна справиться с поставленной задачей с одним из материалов, но некоторые комбинированные модели способны разрезать как керамическую, так и медную трубу.
Также современные модели универсальны и по отношению к осуществлению разреза не только под стандартным прямым углом, но и под любым нужным в диапазоне от 45 до 90 градусов.
Инструкция по использованию
Рассмотрим инструкцию, как пользоваться труборезом пошагово.
1 шаг. Подготовить поверхность, для этого нужна ровная, чистая, предотвращающая всякие вибрации плоскость, аккуратно уложите трубу.
2 шаг. Далее необходимо наметить место отпила на подготовленной заготовке с помощью маркера. Зафиксируйте пробор на заготовке с помощью зажимов или цепи.
3 шаг. Для того чтобы снизить температуру металла во время работы нужно смочить маслом зону распиливания.
5 шаг. Начинайте вращать инструмент, при этом выравнивайте режущие ролики с местом реза.
6 шаг. Во время углубления трубореза в материал подтягивайте ручку, совершая маятниковые движения.
7 шаг. Если требуется дополнительное усилие для вращения трубореза необходимо немного ослабить винт подачи.
8 шаг. Не торопясь продолжайте работу до полного разреза заготовки. Если ножи обладают необходимой прочностью, а также хорошо заточены, то место отсечения получится гладким и не потребует последующей обработки.
Фото труборезов для стальных труб
Также рекомендуем просмотреть:
Как выбрать набор гаечных ключей
Как пользоваться стуслом
Набор головок с трещоткой
Как сделать трубогиб своими руками
Обзор современных трубных ключей
Шарнирный вороток
Как сделать кувалду своими руками
Виды плашек для нарезания резьбы
Пистолет для забивания гвоздей
Как выбрать стамеску
Какой выбрать напильник
Как выбрать ножовку по металлу
Как выбрать ножовку по дереву
Шестигранные ключи
Как выбрать хорошие кусачки
Виды отверток и их назначение
Сантехнический трос для прочистки канализации
Виды молотков
Какой колун лучше выбрать
Как выбрать хороший ручной рубанок
Отличия между плоскогубцами и пассатижами
Инструкция как сделать топор своими руками
Метчики для нарезания резьбы
Современные бокорезы
Как выбрать хорошие круглогубцы
Инструкция как выбрать и применять порошковый огнетушитель
Как выбрать разводной ключ
Помогите сайту, поделитесь в соцсетях 😉
Ручной труборез Rothenberger SUPER
Ручной труборез Rothenberger SUPER для резки стальных труб размером 10-60 мм. Дополнительно возможна резка чугунных труб за счет функции замены режущего диска. Режущий диск трубореза изготовлен из закаленной высоколегированной стали.
Артикул
Наименование
∅, дюйм
∅, мм
Вес,гр.
Цена, руб
70040
Ручной труборез Ротенбергер СУПЕР 1.1/4”
1/8”– 1.1/4”
10 – 42
1040
7749.90
070046D
Запасной режущий диск (3 шт.)
—
—
20
3041.50
70048
Запасная ось
—
—
5
по запросу
70045
Ручной труборез Ротенбергер СУПЕР 2”
1/8“ – 2“
10 – 60
2,155
10341.10
070051D
Запасной режущий диск (3 шт. )
—
—
20
3618.20
70054
Специальный режущий диск для чугуна
—
—
20
по запросу
70053
Запасная ось
—
—
5
829.50
Ручной труборез INOX TUBE CUTTER 30 PRO от 3 184 р. Для труб из нержавеющей стали ∅ 3-30 мм
Позволяет проводить работы вплотную к отбортовке
Труборез INOX TUBE CUTTER от 5 364 р. Для труб из нержавеющей стали ∅ 6 -54 мм
Оснащен 12 шарикоподшипниками
Ручной труборез INOX SUPER от 5 633 р. Для труб из нержавеющей стали ∅ 10- 60 мм
Долгий срок службы
Ручной труборез ENORM 4″ от 22 499 р. Для стальных труб ∅ 60-115 мм
Исключает образование грата
Сабельная пила ROTIGER VARIO Electronic Для резки труб ∅ до 152 мм
С защитой от перегрева
Инструмент ROCUT Для труб ∅32 — 160 мм
Может торцевать трубы и удалять грат
Электрический труборез PIPECUT 170 / 170 E Для резки труб ∅ 15 — 170 мм
Минимальное искрообразование
Труборез МИНИКАТ 2000 от 2 109 р. Для медных труб ∅ до 22 мм
Самая популярная модель
Как правильно выбрать труборезы
Сантехнические проекты своими руками можно сделать намного проще, если использовать правильный труборез. Так же, как существует множество различных типов труб, существует также несколько типов специализированных труборезов, а также режущие инструменты общего назначения, которые можно использовать для резки водопроводных труб вместе с другими типами материалов.
Знание некоторых типов резаков, представленных на рынке, может помочь вам выбрать правильный для вашего проекта. У вас будет несколько специальных резаков на выбор, предназначенных для резки конкретных материалов, а также несколько универсальных режущих инструментов, которые можно приспособить для резки водопроводных труб.
01 07
Резаки для медных труб
Ель / Кевин Норрис
Резаки для медных труб представляют собой специализированные инструменты для резки труб, которые бывают разных форм и размеров, от маленьких кусачек до довольно больших инструментов, предназначенных для больших труб. Все типы работают по существу одинаково: инструмент захватывает трубу между роликами и острым отрезным кругом, и по мере вращения инструмента вокруг трубы он делает постепенно углубляющийся надрез в стенках трубы.
Хотя эти инструменты известны как резаки для медных труб, они могут работать с различными материалами труб:
Жесткая медная водопроводная труба
Гибкая медная трубка
ПВХ-пластик
АБС-пластик
ХПВХ-пластик
EMT (металлическая электрическая трубка)
Использование резака для медных труб на материалах, отличных от меди, приводит к затуплению режущего лезвия, поэтому, если вы делаете это регулярно, ожидайте периодической замены режущего диска.
Большинство людей, выполняющих рутинные сантехнические работы, считают полезным иметь под рукой как минимум два резака для медных труб:
Небольшой резак типа «большой палец», который идеально подходит для работы в труднодоступных местах. Этот тип обычно может резать трубы диаметром до одного дюйма, но требует немного больше усилий.
Стандартные резаки для медных труб
имеют увеличенный корпус и рукоятку, что облегчает вращение инструмента вокруг трубы. Многие стандартные резаки имеют встроенные инструменты для развертывания, предназначенные для сглаживания краев трубы перед пайкой или подгонкой.
Также доступны автоматические резаки
. Они также хорошо работают в тесных помещениях. Они затягиваются автоматически при каждом обороте резака вокруг трубы — ручная затяжка не требуется.
Обязательно купите резак для медных труб, соответствующий размеру трубы, с которой вы обычно работаете.
02 из 07
Резак для труб из ПВХ
Ель / Кевин Норрис
Резаки с храповым механизмом для ПВХ – это замечательные инструменты для работы с трубами из ПВХ. Работая чем-то вроде секаторов для кустарников с храповым механизмом, каждый раз, когда вы сжимаете руку, резак закрывается с храповым механизмом, отрезая небольшое количество материала трубы, пока вы не прорежете трубу.
Резаки для ПВХ предназначены для резки труб различного размера до двух дюймов в диаметре. Наиболее распространенные размеры подходят для труб диаметром до 1 1/4 дюйма и стоят от 10 долларов, поэтому они очень доступны по цене. Если у вас есть приличная сила рук, вы можете легко крутить резак, пока он не прорежет трубу из ПВХ. Эти резаки также отлично подходят для резки CPVC и PEX.
Труборезы из ПВХ не рекомендуются для труб из АБС-пластика, которые слишком хрупкие, чтобы их можно было эффективно разрезать труборезом из ПВХ. ABS обычно режется ножовкой или другими универсальными пилами, такими как торцовочная пила.
03 из 07
Пила из АБС-пластика
Ель / Кевин Норрис
Большинство людей режут трубы из АБС-пластика грубой пилой. Существуют специальные пилы для резки ABS, но вы можете использовать любую пилу, даже ножовку. Грубая пила также хороша для резки ПВХ. Как на трубах из АБС-пластика, так и на трубах из ПВХ вам нужно будет очистить внутреннюю и внешнюю часть трубы после резки, потому что использование пилы оставляет большие заусенцы на пластиковом материале трубы, которые могут помешать склеиванию растворителем.
04 07
Ножницы для стальных труб
Ель / Кевин Норрис
Существуют специальные труборезы для резки железных или стальных труб, которые очень трудно разрезать любым другим способом. Железные труборезы каждый раз делают хороший прямой разрез. Они работают точно так же, как более крупные медные резаки , но имеют более толстый и прочный отрезной круг для работы с более толстыми и твердыми стенками стальной или железной трубы. Поворачивайте рукоятку, чтобы зажимать туже каждый оборот или два, пока труборез не перережет трубу. Этот тип резака требует много места для поворота, поэтому в ограниченном пространстве вам, возможно, придется использовать сабельную пилу, оснащенную лезвием для резки металла.
05 из 07
Чугунные фрезы
Ель / Кевин Норрис
Эти большие цепные резаки режут чугунные, глиняные и бетонные трубы. Существуют как храповые, так и ножничные версии этого инструмента. Кусачки с защелкой работают с цепью, оснащенной рядом острых режущих дисков. После того, как цепь инструмента намотана на трубу и затянута, она в конечном итоге разрезает трубу так чисто, как если бы она была разрезана пилой.
Резак с защелкой требует некоторой практики, чтобы научиться устанавливать цепь, и им очень тяжело маневрировать. Это также очень дорогой инструмент, которым хотят владеть немногие домовладельцы. При необходимости лучше всего арендовать этот инструмент в домашнем центре или центре проката инструментов. Чтобы быть в безопасности, полезно несколько раз потренироваться на запасной трубе, прежде чем резать трубу в ограниченном пространстве.
06 из 07
Фрезы для ХПВХ и PEX
Ель / Кевин Норрис
Резак для мягких трубок представляет собой инструмент, похожий на ножницы, который работает почти так же, как и резак для труб из ПВХ, но вместо храпового действия инструмент просто разрезает мягкую трубку одним нажатием на ручку. Просто покачивайте лезвием вперед и назад, чтобы оно начало двигаться в трубе, а затем сожмите ручку, чтобы прорезать ее до конца.
Этот тип резака отлично работает, но длительное использование может утомить ваши руки. Резаки с трещоткой из ПВХ также отлично подходят для резки этого типа труб, как и большинство пил, поэтому не стесняйтесь использовать все, что есть в вашем наборе инструментов для сантехники.
07 07
Универсальные пилы
Ель / Кевин Норрис
Если вы нечасто занимаетесь ремонтом сантехники или если у вас есть уникальная ситуация, когда имеющиеся у вас специальные резаки не совсем соответствуют требованиям, для резки сантехнических труб может подойти любое количество пил общего назначения.
Ножовка по металлу : Используется практически для любого типа сантехнических труб.
Электролобзик : Электролобзик, оснащенный правильным лезвием, может разрезать практически любую водопроводную трубу диаметром до 1 1/2 дюйма. Диск по дереву легко режет пластиковую трубу; используйте лезвия для резки металла (и низкую скорость вращения пилы) при резке меди или других металлов.
Сабельная пила : Эта пила еще более универсальна, чем лобзик, поскольку ее можно использовать для труб большего диаметра. Используйте лезвия для резки дерева для пластиковых труб и лезвия для резки металла для металлических труб.
Мощная торцовочная пила : Этот инструмент может быть полезен для обрезки идеально квадратных концов при работе с пластиковыми трубами любого типа. Универсальные лезвия для резки дерева отлично подходят для пластика, но лезвие довольно быстро затупится. Для металла есть специальные лезвия для резки металла, которые вы можете использовать с торцовочной пилой. Не пытайтесь резать металл лезвиями для резки дерева.
Ручная пила для поперечной резки : Обычная столярная пила отлично подходит для резки жесткой пластиковой трубы, но ее нельзя использовать для резки металла.
Имейте в виду, что ручные пилы не режут так чисто, как многие труборезы. Если вы режете трубу ножовкой или аналогичной многофункциональной пилой, будьте готовы подпилить или очистить трубу, чтобы удалить все заусенцы, оставленные пилой.
Четырехколесные труборезы — MCC Professional Tools — MCC International
Обратите внимание, что PCFB-25 НЕ оборудован подшипником для режущего диска.
Особенности
Высококачественный режущий диск
Наиболее важной частью трубореза являются режущие ролики. Многолетний опыт в производстве режущих инструментов позволил нам найти лучшую конструкцию режущей кромки и уникальную термообработку, которая позволяет резцу служить дольше, чем когда-либо.
Поворот только на 130 градусов
По сравнению с обычными труборезами с одним режущим роликом, для выполнения резки требуется поворачивать труборез вокруг трубы, этот резак значительно прост в использовании. Это может быть идеальная маневренность для резки трубы в траншее или у стены, где нет свободного пространства для поворота резака, или трубы над головой, где трудно повернуть вокруг трубы.
Легкая резка благодаря установленному подшипнику
Мы установили высококачественный шарикоподшипник в режущий диск. Это значительно снижает усилие резания. Нержавеющая труба для тяжелых условий эксплуатации? Никаких проблем! Возьмите четырехколесный труборез MCC, упростите себе работу и сделайте ее правильно.
Схема управления шаговым двигателем и принцип работы
ШАГОВЫЕ ДВИГАТЕЛИ — ПРИНЦИП РАБОТЫ
Шаговые двигатели — это устройства, задача которых преобразование электрических импульсов в поворот вала двигателя на определённый угол, для совершения механической работы, приводящей в движение различные механизмы.
Принцип работы шаговых двигателей
Принцип работы шаговых двигателей можно изложить кратко. ШД, как и все типы двигателей, состоят из статора (состоящего из катушек (обмоток)) и ротора, на котором установлены постоянные магниты.
На картинке изображены 4 обмотки, расположенные на статоре под углом в 90 градусов относительно друг друга. Тип обмотки зависит от конкретного типа подключения шагового двигателя (как подключить шаговый двигатель).На примере выше обмотки двигателя не соединены, значит двигатель с такой схемой имеет шаг поворота в 90 градусов. Обмотки задействуются поочередно по часовой стрелке, а направление вращения вала двигателя обусловлено порядком задействования обмоток. Вал двигателя вращается на 90 градусов каждый раз, когда через очередную катушку протекает ток.
Шаговые двигатели — применение
Область применения шаговых двигателей довольно широка, они используются в промышленности, в принтерах, автоматических инструментах, приводах дисководов, автомобильных приборных панелях и других приложениях, требующих высокой точности позиционирования.
Принято различать шаговые двигатели и серводвигатели. Принцип их действия во многом похож, и многие контроллеры могут работать с обоими типами. Серводвигатели требуют наличия в системе управления датчика обратной связи по скорости и/или положению, в качестве которого обычно используется энкодер. Шаговые двигатели преимущественно используются в системах без обратных связей, требующих небольших ускорений при движении. В то время как синхронные сервомоторы обычно используются в скоростных высокодинамичных системах.
Шаговые двигатели (ШД) делятся на две разновидности: двигатели с постоянными магнитами (униполярные и биполярные) и двигатели с переменным магнитным сопротивлением (гибридные двигатели). С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
Биполярные шаговые двигатели с постоянными магнитами и гибридные двигатели сконструированы более просто, чем униполярные двигатели, обмотки в них не имеют центрального отвода (см. рис. 2).
Шаговые двигатели имеют широкий диапазон угловых разрешений. Более грубые моторы обычно вращаются на 90° за шаг, в то время как прецизионные двигатели могут иметь разрешение 1,8° или 0,72° на шаг. Если контроллер позволяет, то возможно использование полушагового режима или режима с более мелким дроблением шага (микрошаговый режим), при этом на обмотки подаются дробные значения напряжений, зачастую формируемые при помощи ШИМ-модуляции.
Для правильного управления биполярным шаговым двигателем необходима электрическая схема, которая должна выполнять функции старта, стопа, реверса и изменения скорости. Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
Каждая серия содержит высокопроизводительные компоненты, отвечающие все возрастающим требованиям к характеристикам современных электронных применений.
Управление биполярным шаговым двигателем требует наличия мостовой схемы. Эта схема позволит независимо менять полярность напряжения на каждой обмотке.
На рисунке 3 показана последовательность управления для режима с единичным шагом.
На рисунке 4 показана последовательность для полушагового управления.
Максимальная скорость движения определяется физическими возможностями шагового двигателя. При этом скорость регулируется путем изменения размера шага. Более крупные шаги соответствуют большей скорости движения.
В системах управления электроприводами для отработки заданного угла или перемещения используют датчики обратной связи по углу или положению вала двигателя.
Если в качестве исполнительного двигателя использовать синхронный шаговый двигатель, то можно обойтись без датчика обратной связи (Дт) и упростить систему управления двигателем (СУ), так как отпадает необходимость использования в ней цифро-аналоговых (ЦАП) и аналого-цифровых (АЦП) преобразователей.
Мощность шаговых двигателей лежит в диапазоне от единиц ватт до одного киловатта.
Шаговые двигатели различаются по конструктивным группам: активного типа (с постоянными магнитами), реактивного типа и индукторные.
Шаговые синхронные двигатели активного типа
Принцип действия шагового двигателя активного типа рассмотрим на примере двухфазного двигателя.
Различают два вида коммутации обмотки шагового двигателя: симметричная и несимметричная.
При симметричной системе коммутации на всех четырех тактах возбуждается одинаковое число обмоток управления.
При несимметричной системе коммутации четным и нечетным тактам соответствует различное число возбужденных обмоток управления.
Ротор у шагового двигателя активного типа представляет собой постоянный магнит, при числе пар полюсов больше 1, выполненный в виде «звездочки».
Число тактов KT системы управления называют количеством состояний коммутатора на периоде его работы T. Как видно из рисунков для симметричной системы управления KT=4, а для несимметричной KT=8.
В общем случае число тактов KT зависит от числа обмоток управления (фаз статора) mу и может быть посчитано по формуле:
KT = mуn1n2,
где: n1=1 — при симметричной системе коммутации;
n1=2 — при несимметричной системе коммутации;
n2=1 — при однополярной коммутации;
n2=2 — при двуполярной коммутации.
При однополярной коммутации ток в обмотках управления протекает в одном направлении, а при двуполярной — в обеих. Синхронизирующий (электромагнитный) момент машины является результатом взаимодействия потока ротора с дискретно вращающимся магнитным полем статора. Под действием этого момента ротор стремится занять такое положение в пространстве машины, при котором оси потоков ротора и статора совпадают. Мы рассмотрели шаговые синхронные машины с одной парой полюсов (р=1). Реальные шаговые микродвигатели являются многополюсными (р>1). Для примера приведем двуполюсный трехфазный шаговый двигатель.
Двигатель с р парами полюсов имеет зубчатый ротор в виде звездочки с равномерно расположенными вдоль окружности 2р постоянными магнитами. Для многополюсной машины величина углового шага ротора равна:
αш=360/Ктр
Чем меньше шаг машины, тем точнее (по абсолютной величине) будет отрабатываться угол. Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
Реактивные шаговые двигатели
У активных шаговых двигателей есть один существенный недостаток: у них крупный шаг, который может достигать десятков градусов.
Реактивные шаговые двигатели позволяют редуцировать частоту вращения ротора. В результате можно получить шаговые двигатели с угловым шагом, составляющим доли градуса.
Отличительной особенностью реактивного редукторного двигателя является расположение зубцов на полюсах статора.
При большом числе зубцов ротора Zр его угол поворота значительно меньше угла поворота поля статора.
Величина углового шага редукторного реактивного шагового двигателя определится выражением:
αш=360/КтZр
В выражении для KT величину n2 следует брать равной 1, т. к. изменение направления поля не влияет на положение ротора.
Электромагнитный синхронизирующий момент реактивного двигателя обусловлен, как и в случае обычного синхронного двигателя, разной величиной магнитных сопротивлений по продольной и поперечной осям двигателя.
Основным недостатком шагового реактивного двигателя является отсутствие синхронизирующего момента при обесточенных обмотках статора.
Повышение степени редукции шаговых двигателей, как активного типа, так и реактивного, можно достичь применением двух, трех и многопакетных конструкций. Зубцы статора каждого пакета сдвинуты относительно друг друга на часть зубцового деления. Если число пакетов два, то этот сдвиг равен 1/2 зубцового деления, если три, то — 1/3, и т.д. В то же время роторы-звездочки каждого из пакетов не имеют пространственного сдвига, т.е. оси их полюсов полностью совпадают. Такая конструкция сложнее в изготовлении и дороже однопакетной, и, кроме того, требует сложного коммутатора.
Индукторные (гибридные) шаговые двигатели. Стремление совместить преимущества активного шагового двигателя (большой удельный синхронизирующий момент на единицу объема, наличие фиксирующего момента) и реактивного шагового двигателя (малая величина шага) привело к созданию гибридных индукторных шаговых двигателей.
В настоящее время имеется большое число различных конструкций индукторных двигателей, различающихся числом фаз, размещением обмоток, способом фиксации ротора при обесточенном статоре и т.д. Во всех конструкциях индукторных шаговых двигателей вращающий момент создается за счет взаимодействия магнитного поля, создаваемого обмотками статора и постоянного магнита в зубчатой структуре воздушного зазора. При этом синхронизирующий момент шагового индукторного двигателя по природе является реактивным и создается намагничивающей силой обмоток статора, а постоянный магнит, расположенный либо на статоре, либо на роторе, создает фиксирующий момент, удерживающий ротор двигателя в заданном положении при отсутствии тока в обмотках статора.
По сравнению с шаговым двигателем реактивного типа у индукторного шагового двигателя при одинаковой величине шага больше синхронизирующий момент, лучшие энергетические и динамические характеристики
Линейные шаговые синхронные двигатели
При автоматизации производственных процессов весьма часто необходимо перемещать объекты в плоскости (например, в графопостроителях современных ЭВМ и т.д.). В этом случае приходится применять преобразователь вращательного движения в поступательное с помощью кинематического механизма.
Линейные шаговые двигатели преобразуют импульсную команду непосредственно в линейное перемещение. Это позволяет упростить кинематическую схему различных электроприводов.
Статор линейного шагового двигателя представляет собой плиту из магнитомягкого материала. Подмагничивание магнитопроводов производится постоянным магнитом.
Зубцовые деления статора и подвижной части двигателя равны. Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
Принцип действия линейного шагового двигателя не отличается от принципа действия индукторного шагового двигателя. Разница лишь в том, что при взаимодействии потока обмоток управления с переменной составляющей потока подмагничивания создается не момент, а сила FС, которая перемещает подвижную часть таким образом, чтобы против зубцов данного магнитопровода находились зубцы статора, т.е. на четверть зубцового деления t/4.
ΔXш=tz/Кt
где Kt — число тактов схемы управления.
Для перемещения объекта в плоскости по двум координатам применяются двухкоординатные линейные шаговые двигатели.
В линейных шаговых двигателях применяют магнито-воздушную подвеску. Ротор притягивается к статору силами магнитного притяжения полюсов ротора. Через специальные форсунки под ротор нагнетается сжатый воздух, что создает силу отталкивания ротора от статора. Таким образом, между статором и ротором создается воздушная подушка, и ротор подвешивается над статором с минимальным воздушным зазором. При этом обеспечивается минимальное сопротивление движению ротора и высокая точность позиционирования.
Важными характеристиками шагового двигателя являются: шаг, предельная механическая характеристика и приемистость.
Режим отработки единичных шагов соответствует частоте импульсов управления, подаваемых на обмотки шагового двигателя, при котором шаговый двигатель отрабатывает до прихода следующего импульса заданный угол вращения. Это значит, что в начале каждого шага угловая скорость вращения двигателя равна 0.
При этом возможны колебания углового вала двигателя относительно установившегося значения. Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.
В процессе пуска ротор может отставать от потока статора на шаг и более; в результате может быть расхождение между числом шагов ротора и потока статора.
Предельная механическая характеристика — это зависимость максимального синхронизирующего момента от частоты управляющих импульсов.
Приемистость — это наибольшая частота управляющих импульсов, при которой не происходит потери или добавления шага при их отработке. Она является основным показателем переходного режима шагового двигателя. Приемистость растет с увеличением синхронизирующего момента, а также с уменьшением шага, момента инерции вращающихся (или линейно перемещаемых) частей и статического момента сопротивления.
Приемистость падает с увеличением нагрузки.
DARXTON
УПРАВЛЕНИЕ ШАГОВЫМИ ДВИГАТЕЛЯМИ
Двигатели постоянного тока нашли множество применений, но непрерывное и плавное вращение ротора не всегда требуется. Естественная особенность двигателя BLDC, заключающаяся в том, что для его вращения необходимо постоянно переключать напряжения между обмотками, способствовала развитию шаговых двигателей. Их ротор может вращаться с определенными приращениями и оставаться стабильным в этих состояниях даже если управление прерывается. Возобновление подачи напряжения на катушки вызывает продолжение вращения.
Шаговые двигатели не имеют коммутаторов и щеток. Это синхронные двигатели постоянного тока с электронно-коммутируемым магнитным полем, вызывающим вращение якоря (его магнитов). Можно считать, что шаговые двигатели управляются цифровыми импульсами, и в шаговом двигателе полный угол поворота ротора разделен на дискретное количество шагов. Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
Конструкция шагового двигателя
Теория работы шаговых двигателей. В отличие от двигателей постоянного или переменного тока, для шаговых двигателей требуется последовательное питание, то есть они должны получать фиксированную последовательность импульсов для отдельных катушек. Также бывают биполярные и униполярные двигатели. Униполярный шаговый двигатель отличается от биполярного тем, что имеет дополнительный отвод обмотки, который разделяет обмотку на две части. Обычно биполярный шаговый двигатель имеет 4 или 8 контактов, а униполярный – 5 или 6 контактов.
Схема униполярных и биполярных шаговых двигателей
Вначале рассмотрим униполярный шаговый двигатель, ввиду простоты управления. В таком моторе ток в обмотке всегда течет в одном направлении. Это упрощает метод управления, в отличие от биполярного, где управление должно обеспечивать изменение полярности катушек шагового двигателя путем изменения направления тока через обмотку на противоположное.
Двух переключателей достаточно, чтобы построить простейший драйвер шагового двигателя, как показано на рисунке. Здесь используем 6-проводный униполярный двигатель. Также можно сказать, что двигатель в этом случае управляется однополярно, за счет использования средней обмотки катушки и постоянного напряжения питания на нее.
Переключая данные переключатели в последовательности S1, S2, S1, S2, S1, S2… заметим, что двигатель вращается. Рисунок выше иллюстрирует важный принцип управления: обе обмотки не могут питаться от одной пары одновременно. Каждое изменение переключателя поворачивает ротор на один шаг. Чем быстрее начнем переключать переключатели в последовательности S1, S2, S1, S2…, тем быстрее начнет вращаться ротор.
Подключение переключателей к катушкам шагового двигателя
Скорость шагового двигателя зависит не от величины напряжения, а от скорости подключения питания к отдельным обмоткам. Чтобы добиться полного вращения ротора с 200-шаговым двигателем, надо изменить положение каждого переключателя 100 раз, то есть выполнить до 200 последовательностей для двух переключателей. Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.
В нашем случае последовательность переключений также определяет направление вращения шагового двигателя. Когда меняем последовательность включения переключателей, то меняем и направление вращения, например S2, S1, S2, S1, S2, S1… влево, S1, S2, S1, S2, S1, S2… вправо. В этом примере есть двухпозиционные переключатели, которые всегда обеспечивают питание двух из четырех обмоток шагового двигателя в данный момент. Но использование трехпозиционных переключателей дает гораздо больше возможностей.
Опять же, обе обмотки никогда не питаются от одной пары, что является обязательным принципом управления шаговым двигателем. Благодаря трехпозиционным переключателям можно реализовать, например, полушаговое управление, благодаря разнообразию переключений. Одновременно могут быть под напряжением две, одна или ни одной из обмоток.
На практике вместо переключателей используются биполярные транзисторы, чаще можно встретить драйверы на основе полевых МОП-транзисторов, благодаря возможности пропускания большего тока, а также возможности их перегрузки. Транзистор здесь действует как переключатель, он либо закрыт, либо полностью открыт.
Упрощенная схема управления униполярным шаговым двигателем
Чтобы управлять таким мотором, надо обеспечить соответствующую последовательность импульсов. Например, только одна из четырех обмоток шагового двигателя находится под напряжением одновременно (это своего рода волновое управление). На каждый цикл двигателя подается питание на одну из четырех катушек униполярного шагового двигателя. Вращение его будет выглядеть так:
Вращение униполярного шагового двигателя в последовательных тактах цикла управления волной
Управляющая последовательность A +, B +, A-, B- повторяется каждые четыре импульса тактового генератора. Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.
Последовательность импульсов A +, B +, A -, B – вращает двигатель в одном направлении. Смена полюсов статора (N, S) заключается в питании соответствующей катушки (A + или A -).
Самый простой способ изменить направление – поменять местами одну пару проводов катушки (поменять местами, например, B + с B – и B – с B +), затем дадим последовательность A +, B -, A -, B + импульсы, он вращает двигатель в противоположном направлении. Так управление направлением реализовано в некоторых контроллерах шаговых двигателей. Самый простой способ изменить последовательность импульсов – использовать, например, реле.
Форма волны (однофазная) импульсная последовательность драйвера
Упрощенная схема однофазного (волнового) регулятора с изменением направления вращения
Несомненное преимущество униполярных шаговых двигателей – простота управления. Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
Двухфазное управление шаговым мотором
Гораздо лучшей альтернативой однофазному управлению будет двухфазное, при котором работают две из четырех обмоток шагового двигателя. В таком управлении используем 1/2 всех обмоток. Тогда мотор станет более эффективен.
Вращение двигателя при двухфазном полноступенчатом управлении
Две катушки шагового двигателя всегда находятся под напряжением. Опять же, мы никогда не питаем две катушки из одной пары одновременно. С каждым импульсом от генератора переключается только одна катушка из отдельных пар (последовательно). В первом цикле катушки A и B находятся под напряжением, во втором катушка A все еще находится под напряжением, в то время как катушка B переключается на B +, в третьем цикле катушка B + находится под напряжением из второго цикла, и катушка A переключается на A + и так далее.
Формы сигналов A + и B + сдвинуты друг к другу (две из четырех обмоток всегда работают в заданном цикле), а сигналы A + и B- инвертируются с сигналами A + и B +. Такие формы сигналов (смещенные относительно друг друга) легко генерируются, например, благодаря интегральной микросхеме 4013, которая имеет два D-триггера. Также можно использовать микроконтроллер. Изменение направления вращения в таком контроллере, как и при однофазном (волновом) управлении, может быть реализовано путем изменения направления проводов одной пары концов катушки (изменение с A + на A – и A – на A +). Чаще всего изменение скорости основано на изменении логики последовательности управляющих импульсов. Мы можем сделать это, например, используя логические элементы XOR, которые будут отрицать сигналы (инвертировать их).
Упрощенная схема двухфазного контроллера с изменением направления вращения, D-триггерами для создания смещенных сигналов и логическими вентилями XOR
Оба типа управления представленные выше: однофазный (волновой) и двухфазный (инвертированные сигналы, управляющие транзисторами), в просторечии, являются униполярными типами управления, потому что используем униполярные шаговые двигатели с дополнительными ответвлениями обмотки. Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична.
Также стоит упомянуть моторы VR (реактивного сопротивления). Двигатели VR обычно имеют три обмотки. Чтобы управлять таким двигателем, нам нужно подавать отдельные обмотки одну за другой в последовательности A, B, C, A, B, C… это заставит двигатель вращаться в одном направлении, в то время как последовательность питания обмотки A, C, B, A, C, B… заставит его вращаться в противоположном направлении. Самый простой способ изменить направление – поменять местами концы двух обмоток шагового двигателя VR, и проще всего это сделать с помощью реле.
Упрощенная схема драйвера резистивного шагового двигателя
Последовательность импульсов управления шаговым двигателем
Последовательность импульсов драйвера реактивного шагового двигателя очень похожа на волновое управление.
Биполярное управление обеспечивает более эффективное использование шагового двигателя, при котором всегда работает вся обмотка шагового двигателя, что дает гораздо лучшую производительность на низких и средних скоростях. А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.
Биполярный драйвер требует более сложного управления из-за того, что нужно управлять каждым из восьми транзисторов индивидуально. Взамен получаем все возможности шагового двигателя, хотя реализация такого типа управления не самая простая.
Принцип работы такого моста основан на том, что если верхний транзистор проводит в одной ветви, а нижний транзистор в другой, и наоборот, то через катушку шагового двигателя будет протекать ток. Если два верхних или два нижних транзистора проводят одновременно в двух ветвях одного моста, то ток через катушку не будет протекать. Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.
Также в биполярных контроллерах имеем дело с однофазным (волновым) и двухфазным управлением. Оба элемента управления являются полношаговыми. При однофазном управлении, как и в униполярных шаговых двигателях, в следующем цикле запитывается только одна катушка,
Вращение биполярного шагового двигателя в последовательных тактах однофазного (волнового) цикла управления
Вращение биполярного шагового двигателя в последовательных тактах двухфазного цикла управления
Упрощенная схема драйвера для биполярных двигателей с транзисторными Н-мостами
Последовательность импульсов для питания катушек идентична униполярному двигателю, но в этом случае нет четырех сигналов на транзисторы, только восемь сигналов на восемь транзисторов. Каждым из них нужно управлять индивидуально, переключая соответствующие транзисторы в нужный момент. Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.
Включаем транзисторы «крестом» в катушке A и B. Напряжение питания катушки задается как в униполярном управлении, в то время как «массовый» транзистор подключается крест-накрест к присоединенному верхнему силовому транзистору. Можем если надо изменить скорость, изменив управление двумя концами одной катушки, что приведет к другой последовательности импульсов. Самый простой способ – использовать реле, как при униполярном управлении, также можно реверсировать сигналы, управляющие транзисторами.
Ход управления катушками в биполярном шаговом двигателе волнового управления
Чтобы понять идею, можно сказать что на схеме показано питание проводов биполярного шагового двигателя, т.е. высокое состояние означает напряжение на конкретном проводе (A +, B +, A -, B -), а низкое состояние – появление заземления на отдельных проводах в заданном цикле. Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.
Фактически, форма сигналов управления транзисторами в H-мосте будет выглядеть как на схеме ниже. Это биполярное однофазное (волновое) управление.
Ход транзисторной последовательности управления в биполярном волновом контроллере
Идея управления катушками двухфазного биполярного двигателя аналогична управлению двухфазным униполярным шаговым мотором. Здесь также нужно управлять каждым транзистором отдельно, как в случае управления биполярной волной. Можем изменить скорость на реле, как при управлении волнами, или использовать логические вентили, меняющие сигналы.
Ход управления катушками в биполярном двигателе двухфазного управления
Эта схема, что касается управления биполярной волной, показывает соответствующий источник питания проводов биполярного шагового двигателя. Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
Последовательность импульсов управления транзистором будет выглядеть примерно так:
Последовательность управления транзистором в двухфазном биполярном контроллере
Как правило, биполярные шаговые двигатели требуют сложной схемы управления. Эта проблема была решена с появлением специализированных интегральных схем (A3977, A4988, L297), которые используются для генерации соответствующей последовательности импульсов для управления транзисторами в H-мосте.
Также можем использовать логические элементы или D-триггеры для генерации этой последовательности, но чаще существуют драйверы, построенные на микроконтроллерах или специализированных интегральных схемах.
Самым большим преимуществом управления биполярным шаговым двигателем является хорошо используемый крутящий момент, благодаря тому что вся обмотка находится в текущем состоянии после получения импульса (в течение одного цикла).
Двигатели PM (с постоянным магнитом) и HB (гибридные), несмотря на их различную конструкцию, управляются одинаково. Каждый двигатель с 4 контактами может управляться только биполярно, в то время как униполярный шаговый двигатель с 6 контактами может работать как биполярный, так и униполярный.
Двигатели с 8 выводами дают гораздо больше возможностей, они могут работать как однополярные, так и биполярные. Кроме того, шаговый двигатель можно подключить последовательно, где нужно подавать на него более высокое напряжение, но в то же время он будет потреблять меньше тока, что приведет к снижению мощности на более высоких скоростях.
Также можем подключить его параллельно и запитать от более низкого напряжения, но с более высоким током. Это даст меньше потерь мощности на более высоких скоростях. На низких скоростях, как при последовательном, так и при параллельном подключении, двигатель будет иметь одинаковый крутящий момент (мощность).
Схема последовательного и параллельного подключения 8-проводного шагового двигателя
Идея последовательного и параллельного подключения также может быть использована с 6-проводным униполярным двигателем.
Схема последовательного и параллельного подключения 6-проводного шагового двигателя
Следует отметить, что при управлении шаговым двигателем мы переключаем обмотки, имеющие некоторую индуктивность. Когда ток прерывается в индуктивности, генерируется напряжение самоиндукции, которое может быть большим и повредить транзистор. Чтобы исключить это явление, необходимо правильно обеспечить протекание тока в катушке даже после выключения транзистора. Наиболее распространены быстродействующие диоды, которые срезают всплески, возникающие при открытии транзистора. Также можете найти драйверы с конденсаторами вместо диодов.
Схема подключения диодов к униполярному драйверу на биполярных транзисторах
Верхние диоды на схеме отсекают положительные импульсы, образовавшиеся в результате отключения тока от катушек шагового двигателя. С другой стороны, нижние диоды тоже нужны, потому что две обмотки одной пары образуют автотрансформатор. Когда в одной катушке есть положительное перенапряжение, отсекаемое верхним диодом, в другой катушке той же пары происходит отсечение отрицательного перенапряжения нижним диодом.
Иная ситуация с использованием MOSFET-транзисторов, потому что транзистор уже имеет в своей структуре переход сток-исток, который в данном случае действует как диод. При использовании небольших двигателей верхние диоды можно не устанавливать. Положительная энергия вывода не очень велика и может быть поглощена транзистором, который кратковременно работает в разрешенном режиме лавинного пробоя и действует как стабилитрон.
Схема униполярного шагового двигателя с MOSFET транзисторами
Также используем тот же принцип для биполярного управления. При использовании MOSFET-транзисторов можем использовать встроенные «диоды» в транзисторе.
Схема использования диодов в биполярных драйверах
Схема биполярного шагового двигателя с MOSFET транзисторами
Ещё стоит упомянуть инерцию обмоток, ограничивающую скорость нарастания тока. Каждая из катушек шагового двигателя имеет определенную индуктивность L и сопротивление R. После подачи напряжения на катушку ток I определяется напряжением питания катушки (VCC) и ее сопротивлением, то есть I = VCC / R. Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.
На низких частотах (скоростях) это значения не имеет, а на более высоких частотах ток не успеет увеличиться до нужного значения. Следовательно, двигатель будет значительно терять крутящий момент при увеличении оборотов, из-за того что ток не успевает увеличиться до номинального тока мотора.
Лучшее решение этой проблемы – подать на двигатель напряжение, намного превышающее номинальное напряжение его работы. Из-за более высокого напряжения ток нарастает быстрее. Правда для этого требуется специальная схема, ограничивающая ток протекающий по обмоткам.
Среди других решений – использование резистора, который выбирается так, чтобы ток в установившемся режиме был равен номинальному току двигателя. Недостатком такой системы являются большие потери мощности на резисторе.
Схема использования резистора для ограничения тока в обмотках шагового двигателя
Иное решение – заменить резисторы на источник тока, который будет поддерживать заданное значение. Сначала на катушку подается высокое напряжение, которое ускоряет нарастание тока, затем источник будет поддерживать заданное значение тока катушки. Правда потери мощности по-прежнему являются большим недостатком, на этот раз на транзисторах, из-за высокого напряжения питания.
Схема использования источника тока для ограничения тока в обмотках шагового двигателя
Другой способ – работать от двух источников питания. В первые моменты импульса катушка питается от более высокого напряжения, которое ускоряет рост тока, затем она переключается на второй источник с номинальным напряжением питания шагового двигателя.
Недостатком такого решения является необходимость использования двух источников, что связано с дополнительными преобразователями. На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.
Упрощенная схема использования двух источников питания для регулирования тока в обмотках шагового двигателя
Самый эффективный метод – чопперский. Он заключается в подаче на катушку двигателя не одиночных импульсов, а серии импульсов по форме напоминающих сигнал ШИМ. В первый момент импульса от генератора прикладывается более высокое напряжение, которое ускоряет нарастание тока, позже оно ограничивается циклической работой транзистора.
Фрагмент схемы биполярного контроллера с технологией чоппера
Форма сигнала прерывателя для управления транзистором
Напоминаем, что в первые моменты управляющего импульса продлеваем включение транзистора, что позволяет быстрее увеличить ток, благодаря гораздо более высокому напряжению VCC, чем номинальное напряжение мотора. В следующие моменты импульса значительно сокращаем время транзистора, он работает циклически и тем самым ограничивает напряжение до номинального рабочего напряжения шагового двигателя. Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
Схема использования компаратора в биполярном контроллере
Эта схема очень эффективна и позволяет регулировать ток катушки независимо от напряжения питания, изменяя напряжение Vs.
Напряжение питания катушки VCC намного выше, чем рабочее напряжение обмотки, а это означает что после включения транзистора ток достигает своего рабочего значения намного быстрее, за гораздо более короткое время чем постоянная времени L / R. После достижения порогового значения (установленного Vs) компаратор сравнивает падение напряжения на управляющем резисторе Rs с напряжением Vs. Если ток двигателя и, следовательно, падение напряжения на Rs увеличиваются выше напряжения Vs, компаратор запускает моностабильный триггер, который излучает один импульс и на короткое время отключает напряжение питания катушки, что снижает ток, а затем цикл повторяется с начала.
В результате компаратор и триггер циклически открывают и закрывают транзистор, что предотвращает повышение напряжения катушки до напряжения питания VCC. За счет циклической работы транзистора ограничивается напряжение питания катушки шагового двигателя. Тогда течение имеет пилообразную волну. Ниже представлена диаграмма тока в обмотке прерывателя.
График импульсов тока в обмотке
Этот управляющий сигнал с прерывистой катушкой позволяет увеличить крутящий момент шагового двигателя, особенно при более высоких скоростях вращения. Конечно потребуется еще более интеллектуальная система управления (эта проблема была решена с появлением встроенных драйверов шаговых двигателей и микроконтроллеров), но она позволяет ускорить процесс увеличения тока благодаря подаче гораздо более высокого напряжения на более высокие частоты от генератора, без значительных потерь энергии или использования двух разных источников питания. Тут понадобится только один блок питания с относительно высоким напряжением.
Очень хорошая альтернатива, особенно в тех случаях когда драйвер не нуждается в специальных функциях, – использовать готовые интегральные микросхемы драйверов шаговых двигателей. Многие производители предлагают широкий спектр специализированных чипов, разработанных специально для управления шаговыми двигателями.
Обмотки шаговых двигателей чаще всего управляются формой сигнала ШИМ через H-мосты, по одному на обмотку. Угол поворота пропорционален количеству импульсов, а скорость вращения – их частоте. При работе с полными ступенями довольно много шума и вибрации. К сожалению, также могут быть случаи пропуска ступеней («выход») и, как следствие, потеря контроля над положением ротора. Эта проблема решается за счет использования микрошагов, таким образом питая обмотки так, что ротор проходит через промежуточные положения за один полный шаг.
Если для быстрой остановки двигателя требуется еще несколько шагов, важно правильно определить состояние перехода и остановки. В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.
Это возможно на основании наблюдения увеличения BENF и соответствующего увеличения частоты импульсов, питающих двигатель. Вышеописанный алгоритм реализован в интегрированном однокристальном контроллере AMIS-30624. Он настроен для работы с различными типами шаговых двигателей, диапазонами позиционирования и такими параметрами, как скорость, ускорение и замедление.
Схема контроллера AMIS-30624
Он имеет встроенный бессенсорный детектор потери шага, который предотвращает потерю шагов позиционером и быстро останавливает двигатель при его остановке. Это обеспечивает тихую, но точную калибровку во время эталонного прогона и позволяет работать с полузамкнутым контуром. AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.
Форум
Как управлять шаговыми двигателями для точных движений роботов
Во многих технологиях, которые движут современным миром, шаговые двигатели активно работают. Эти относительно простые, но высокоэффективные двигатели являются отличным выбором для многих различных применений, включая производственные приложения, в которых используются роботизированные компоненты.
Шаговые двигатели, однако, требуют систем управления, которые могут обеспечить степень точного оперативного управления, которая создает точные и точные движения роботов. И когда инженер проектирует эти системы управления, ему необходимо уделять особое внимание конструкции контроллера и электрической коробки, используемой для его размещения.
В сегодняшнем выпуске блога Polycase TechTalk мы углубимся в основы шагового двигателя и его применения. Затем мы поговорим о том, как управлять шаговыми двигателями для инженеров-механиков и электриков, проектирующих и определяющих системы управления двигателями.
Частично разобранный шаговый двигатель. Обратите внимание на магнитные катушки, окружающие зубчатый ротор.
Что такое шаговый двигатель?
Шаговый двигатель — это распространенный тип бесщеточного двигателя с питанием от постоянного тока. Чтобы понять, как работают шаговые двигатели и почему мы их используем, вы должны сначала понять несколько вещей о том, как работают электрические двигатели.
Основное назначение электродвигателя — преобразование электрической энергии в механическую. Для этого в электродвигателе используются различные типы магнитов, которые взаимодействуют друг с другом и заставляют физические компоненты двигателя двигаться. Движение компонентов вращает вал двигателя, который передает механическую энергию от двигателя для питания других частей системы.
Существует два широко используемых типа электродвигателей: коллекторные и бесщеточные. В каждом из них используется свой метод преобразования электрической энергии в механическую:
Коллекторный двигатель использует электрические контакты, называемые щетками, которые передают ток на якорь, намотанный металлическими катушками. Два постоянных магнита статора, один положительный и один отрицательный, окружают якорь и заставляют якорь, находящийся под напряжением, вращаться. Когда якорь вращается, его кинетическая энергия вращает вал двигателя.
В бесщеточном двигателе используется несколько электромагнитов статора, расположенных по кольцу вокруг намагниченного ротора. Электромагниты можно активировать и деактивировать последовательно, чтобы управлять вращением ротора и точно совмещать его с каждым магнитом. Здесь вращение ротора создает кинетическую энергию, вращающую вал двигателя.
Коллекторные двигатели все еще используются в различных устройствах, например, в бытовой технике. Однако бесщеточные двигатели вытеснили щеточные во многих других областях, в том числе во многих цифровых технологиях, которые управляют нашим миром.
Таким образом, важно понимать, как управлять шаговыми двигателями и как создавать системы управления, которые управляют ими безопасно и эффективно. Прежде чем мы углубимся в то, как они работают, давайте лучше поймем, как используются шаговые двигатели, рассмотрев преимущества, которые могут предложить шаговые двигатели, и приложения, в которых они обычно используются.
Пример базовой конструкции шагового двигателя. Каждая из катушек активируется последовательно, чтобы обеспечить постоянное и предсказуемое движение ротора.
Преимущества шаговых двигателей
Итак, почему шаговые двигатели часто выбирают для робототехники? Вот некоторые из основных преимуществ шаговых двигателей, благодаря которым они идеально подходят для робототехники:
Чрезвычайно точное управление движением и позиционированием двигателя
Намного меньше требований к техническому обслуживанию, чем у коллекторных двигателей
Высокоэффективная и надежная работа при номинальных скоростях и нагрузках
Значительно меньшая занимаемая площадь, чем у большинства коллекторных двигателей
Генерирует гораздо меньше тепла и электрического шума, чем коллекторные двигатели питают только одну сторону кольца катушки статора за раз, а также относительно недороги, что делает их популярными как среди любителей электроники, так и среди профессионалов. Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.
Шаговый двигатель подходит не для всех задач. Если в вашем проекте требуется постоянное вращение двигателя на очень высоких скоростях (обычно более 2000 об/мин), многочисленные полюса в шаговом приводе могут вызвать такие условия, как потери на вихревые токи, которые снижают эффективность двигателя. Кроме того, износ ротора на таких высоких скоростях может сократить срок его службы.
Закажите корпус ЧПУ для вашего проекта обработки с ЧПУ
Робототехника для шаговых двигателей
Шаговые двигатели используются в самых разных областях, особенно в робототехнике. Поскольку шаговые двигатели обеспечивают точное позиционирование и надежные повторяющиеся движения, они идеально подходят для приложений, требующих длинных последовательностей быстрых и точных движений. Распространенные применения шаговых двигателей в робототехнике включают:
CNC-обработка
3D- и 2D-печать
Текстильное производство
Медицинские устройства визуализации
Системы хранения данных на жестких дисках
Каждое из этих приложений требует точного контроля над роторами, лазерами, печатающими головками, стилусами и другими автоматизированными роботизированными компонентами. Шаговые двигатели обеспечивают точное управление и надежность, необходимые инженерам при проектировании робототехнических систем. Однако для того, чтобы шаговые двигатели реализовали свой потенциал в этих приложениях, важно иметь четкое представление о том, как управлять шаговыми двигателями с использованием различных доступных методов управления напряжением.
Основы управления шаговым двигателем
По сути, основным методом управления шаговым двигателем является включение и выключение катушек, окружающих шестерню, в правильной последовательности. Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.
Изменения в подаче тока на шаговый двигатель могут привести к чрезвычайно тонким и точным различиям в позиционировании. Точность шагового двигателя зависит от количества его шагов, то есть от количества различных позиций, которые он занимает в течение полного цикла вращения. Шаговый двигатель с большим количеством шагов будет в большей степени способен создавать более точные различия в позиционировании. Уровень точности, которого может достичь шаговый двигатель, известен как разрешение двигателя.
Основные режимы управления шаговым двигателем:
Волновой привод/Однофазный: последовательно активируется одна катушка. Это самый простой режим работы шагового двигателя, дающий самое низкое разрешение.
Полный шаг: Две катушки последовательно активируются одновременно, поэтому полярные положения ротора фактически находятся между каждой катушкой. Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешение двигателя, поскольку число шагов остается прежним.
Полушаг: Активируется одна катушка, а затем одновременно активируются две катушки на следующем этапе. Таким образом, ротор перемещается на полшага за раз от положения прямого выравнивания, когда активна одна катушка, до положения раздельного выравнивания, когда активны две катушки. Этот режим фактически добавляет дополнительные шаги к вращению двигателя, поэтому он существенно увеличивает разрешение.
Микрошаг: Катушки активируются серией синусоидальных импульсов, которые перемещают ротор очень маленькими шагами. Этот метод дает самое высокое разрешение из всех перечисленных здесь, благодаря его способности подразделять полный цикл ротора на 256 шагов. Микрошаг также перемещает ротор очень плавно и последовательно, что помогает снизить вибрацию, шум и износ компонентов двигателя. Благодаря этим преимуществам микрошаговый режим является наиболее распространенным режимом активации шаговых двигателей в современных приложениях.
Также можно увеличить разрешение шагового двигателя, увеличив количество катушек и полюсов. Большинство шаговых двигателей, используемых профессиональными инженерами, имеют большое количество катушек, которые обеспечивают около 200 шагов до микрошага. В совокупности эти параметры дают инженерам, использующим шаговые двигатели, множество различных возможностей для повышения точности разрешающей способности двигателя.
Каждый шаговый двигатель управляется через схему драйвера, которая передает ток на катушки, чтобы активировать их. Поскольку весь механизм, управляющий шаговым двигателем, начинается с контроллера двигателя, очень важно, чтобы элементы управления шаговым двигателем были разработаны тщательно и в соответствии с передовыми методами. В следующих разделах мы кратко рассмотрим основы, которые вам необходимо знать при разработке схемы драйвера шагового двигателя.
Основы выбора привода шагового двигателя
Схема привода шагового двигателя обычно подключается к микроконтроллеру, который обеспечивает оператору двигателя контроль над импульсами напряжения, посылаемыми на катушки. Для схем шагового привода доступно множество различных вариантов, в том числе некоторые модели, предназначенные для готового использования в качестве контроллера шагового двигателя. Другие используют программируемые микроконтроллеры, такие как Arduino Uno, которые можно запрограммировать с помощью библиотеки управления шаговыми двигателями с открытым исходным кодом.
При выборе схемы драйвера шагового двигателя начните с четырех основных факторов:
Напряжение: Драйвер должен быть рассчитан на самые разные уровни напряжения, так как вам, вероятно, придется протестировать различные напряжения, чтобы найти наилучший вариант. Ваш шаговый двигатель.
Ток: Драйвер должен быть рассчитан как минимум в 1,4 раза от максимального номинального тока шагового двигателя.
Микрошаг: Драйвер должен иметь несколько вариантов разрешения шага, чтобы вы могли экспериментировать с различными настройками микрошага.
Максимальный импульс шага: Драйвер должен быть рассчитан на достаточное количество импульсов шага для вращения ротора со скоростью, требуемой вашим приложением.
Другие факторы при выборе шагового привода
Несмотря на относительно простую конструкцию шаговых двигателей, определение правильного шагового двигателя и разработка соответствующей системы управления могут быть сложной задачей. На четыре фактора, которые мы только что обсудили, может влиять множество других факторов, заслуживающих внимания.
При проектировании системы, включающей шаговый двигатель, обязательно учитывайте следующее:
Если в вашем приложении требуются определенные скорости вращения и крутящий момент, подбор правильного двигателя и привода может оказаться сложной задачей, даже если вышеуказанные условия соблюдены. обдуманный. Как правило, наиболее точным методом согласования двигателя и привода является использование инженерного программного обеспечения с соответствующими кривыми скорость-момент. Начните с привода с требуемыми характеристиками напряжения и тока, а затем сопоставьте его с двигателем, используя кривую скорость-момент.
Несоответствие крутящего момента является распространенной проблемой в конструкции привода шагового двигателя, которая может вызвать остановку (из-за недостаточного крутящего момента) или вибрацию и шум (из-за чрезмерного крутящего момента). Чтобы получить правильный крутящий момент, начните с расчета крутящего момента нагрузки для желаемой задачи, которую должен выполнить двигатель. После того, как вы определили требуемый крутящий момент нагрузки, используйте методы согласования нагрузки и крутящего момента двигателя, чтобы убедиться, что крутящий момент вашего двигателя находится в оптимальном диапазоне.
Помните, что шаговому двигателю требуется полный ток для создания удерживающего момента, а это означает, что шаговый двигатель может сильно нагреться, если он удерживается в одном положении в течение длительного времени. Обязательно учитывайте это при проектировании систем охлаждения.
Биполярные шаговые двигатели требуют несколько более сложных схем управления, чем униполярные шаговые двигатели, потому что они должны одновременно передавать отрицательный ток на противоположную катушку. Если вы используете биполярный шаговый двигатель, убедитесь, что ваш привод рассчитан на управление биполярными двигателями.
Блок управления шаговым двигателем должен быть защищен электрическими шкафами, чтобы защитить его от опасностей окружающей среды. В зависимости от условий эксплуатации двигателя проводка его распределительной коробки может загрязняться пылью и мусором или повреждаться брызгами воды (среди многих других возможных опасностей).
Корпуса Polycase для блоков управления шаговыми двигателями
Электрические шкафы Polycase — отличный выбор для инженеров, разрабатывающих блоки управления шаговыми двигателями. Инженеры выбирают корпуса Polycase, когда им нужна производительность с рейтингом UL, элегантный дизайн и материалы высочайшего качества для корпусов шаговых двигателей. Кроме того, мы предлагаем варианты индивидуальной настройки корпуса, которые позволяют невероятно быстро и легко модифицировать корпус с помощью специальных вырезов корпуса с ЧПУ и цифровой печати.
Ниже приведены некоторые из наиболее популярных электрических шкафов для наших промышленных клиентов, которые используют их для защиты оборудования, такого как блоки управления шаговыми двигателями:
Серия ZH: Прочные навесные поликарбонатные шкафы, подходящие для использования внутри и вне помещений.
Серия SA: Корпуса для наружного применения из нержавеющей стали с характеристиками, соответствующими их элегантному внешнему виду.
Серия EX: Корпуса из экструдированного алюминия с красивой отделкой и встроенными направляющими для удобного монтажа на печатной плате.
Прочный и доступный корпус из поликарбоната
Полностью собранный шаговый двигатель, включая металлический корпус.
Вам нужен идеальный электрический шкаф для размещения шагового двигателя и/или блока управления двигателем? Наши специалисты по электромонтажным шкафам всегда рады помочь вам выбрать модель, соответствующую вашим потребностям. Позвоните в Polycase по телефону 1-800-248-1233, чтобы поговорить со специалистом по корпусам, или свяжитесь с нами через Интернет в любое время.
Бесплатная доставка для онлайн-заказов. Принять условия.
Шаговые двигатели
Шаговые двигатели позволяют с легкостью выполнять точное позиционирование. Они используются в различных типах оборудования для точного регулирования угла поворота и скорости с помощью импульсных сигналов. Шаговые двигатели с компактным корпусом генерируют высокий крутящий момент и идеально подходят для быстрого ускорения и отклика. Шаговые двигатели также удерживают свое положение при остановке благодаря своей механической конструкции. Решения для шаговых двигателей состоят из драйвера (принимает импульсные сигналы и преобразует их в движение двигателя) и шагового двигателя.
Компания Oriental Motor предлагает множество решений для самых разных областей применения:
Опции с редуктором, энкодером и электромагнитным тормозом
Драйверы шаговых двигателей с входом переменного или постоянного тока
Размеры корпуса от 0,79 дюйма (20 мм) до 3,54 дюйма (90 мм)
Подробнее. ..
Шаговые двигатели (только двигатель)
Драйверы шаговых двигателей
Шаговые двигатели с регулированием скорости
Контроллеры
Шаговые двигатели (только двигатель)
Компания Oriental Motor предлагает широкий ассортимент шаговых двигателей, в том числе; Шаговые двигатели AlphaStep с обратной связью, 2-фазные шаговые двигатели и 5-фазные шаговые двигатели доступны с размерами корпуса от 0,79 дюйма (20 мм) до 3,54 дюйма (90 мм). Предлагаются пять шаговых двигателей с редуктором, варианты энкодера и тормоза, а также различные обмотки двигателя.
Шаговые двигатели 0,79–3,54 дюйма (20–90 мм) NEMA 8–NEMA 34 типоразмера корпуса
Доступны беззазорные, малозазорные и прямозубые шестерни
Шаговые двигатели AlphaStep с замкнутым контуром, 2-фазные шаговые двигатели и 5-фазные шаговые двигатели
Опции энкодера и электромагнитного тормоза
αSTEP Шаговые двигатели с замкнутым контуром
Двухфазные шаговые двигатели
5-фазные шаговые двигатели
Драйверы шаговых двигателей
Драйверы шаговых двигателей преобразуют импульсные сигналы от контроллера в движение двигателя для достижения точного позиционирования.
Вход переменного или постоянного тока
Шаговые двигатели с замкнутым контуром AlphaStep, драйверы 2-фазных или 5-фазных шаговых двигателей
Импульсный вход, встроенный контроллер или EtherNet/IP™, EtherCAT, PROFINET Совместимые версии
Плата или коробка Тип
αSTEP Драйверы с обратной связью
2-фазные драйверы
5-фазные драйверы
EtherNet/IP™ является товарным знаком ODVA
Шаговые двигатели и драйверы для управления скоростью
Система управления скоростью SC серии CVK предлагает простую конфигурацию, состоящую из шагового двигателя, драйвера и программируемого контроллера. Рабочая скорость, время разгона и торможения, рабочий ток могут быть установлены с помощью переключателей драйвера, а простое переключение входа FWD (RVS) в положение ON или OFF обеспечивает простоту управления.
Генератор импульсов не требуется
Возможны 2 настройки скорости
Компактный шаговый двигатель с высоким крутящим моментом
Контроллеры/сетевые шлюзы
Контроллеры и сетевые шлюзы для использования с системами управления движением.
Контроллеры для использования с драйверами импульсного входа
Сетевые преобразователи/шлюзы
(связь RS-485)
EtherCat
CC-Link
МЕХАТРОЛИНК
Контроллеры
Сетевые шлюзы
Шаговые двигатели и драйверы
Шаговый двигатель используется для достижения точного позиционирования с помощью цифрового управления. Двигатель работает за счет точной синхронизации с импульсным сигналом, поступающим от контроллера к драйверу. Шаговые двигатели с их способностью создавать высокий крутящий момент на низкой скорости при минимальных вибрациях идеально подходят для приложений, требующих быстрого позиционирования на небольшом расстоянии.
Точное позиционирование с точным шагом
Шаговый двигатель вращается с фиксированным углом шага, как секундная стрелка часов. Этот угол называется «базовым углом шага». Oriental Motor предлагает шаговые двигатели с базовым углом шага 0,36°, 0,72°, 0,9° и 1,8°. 5-фазные шаговые двигатели имеют угол шага 0,36° и 0,72°, а 2-фазные шаговые двигатели имеют угол шага 0,9° и 1,8°.
Использование технологии гибридных шаговых двигателей
Гибридный шаговый двигатель представляет собой комбинацию двигателей с переменным магнитным сопротивлением и двигателей с постоянными магнитами. Ротор гибридного шагового двигателя намагничивается в осевом направлении, как шаговый двигатель с постоянными магнитами, а статор питается электромагнитным полем, как шаговый двигатель с переменным сопротивлением. И статор, и ротор многозубчатые.
Гибридный шаговый двигатель имеет аксиально намагниченный ротор, что означает, что один конец намагничен как северный полюс, а другой конец как южный полюс. Зубчатые чашки ротора размещены на каждом конце магнита, и чашки смещены на половину шага зубьев.
Простое управление с помощью импульсных сигналов
Ниже показана конфигурация системы для высокоточного позиционирования. Угол поворота и скорость шагового двигателя можно точно контролировать с помощью импульсных сигналов от контроллера.
Что такое импульсный сигнал?
Импульсный сигнал — это электрический сигнал, уровень напряжения которого постоянно меняется между ON и OFF. Каждый цикл ВКЛ/ВЫКЛ считается как один импульс. Команда с одним импульсом заставляет выходной вал двигателя провернуться на один шаг. Уровни сигналов, соответствующие состояниям ВКЛ и ВЫКЛ напряжения, обозначены как «H» и «L» соответственно.
Количество оборотов пропорционально количеству импульсов
Количество оборотов шагового двигателя пропорционально количеству импульсных сигналов (число импульсов), подаваемых драйверу. Соотношение вращения шагового двигателя (угол поворота выходного вала двигателя) и числа импульсов выражается следующим образом:
Скорость пропорциональна скорости импульса
Скорость шагового двигателя пропорциональна скорости импульсных сигналов (частоте импульсов), подаваемых на драйвер. Соотношение частоты импульсов [Гц] и скорости двигателя [об/мин] выражается следующим образом:
Создание высокого крутящего момента в компактном корпусе
Шаговые двигатели генерируют высокий крутящий момент в компактном корпусе. Эти особенности обеспечивают превосходное ускорение и реакцию, что, в свою очередь, делает эти двигатели подходящими для приложений с высокими требованиями к крутящему моменту, когда двигатель должен часто запускаться и останавливаться. Чтобы удовлетворить потребность в большем крутящем моменте на низкой скорости, Oriental Motor также предлагает мотор-редукторы, сочетающие компактную конструкцию и высокий крутящий момент.
Двигатель удерживает себя в остановленном положении
Шаговые двигатели продолжают генерировать удерживающий момент даже в состоянии покоя. Это означает, что двигатель можно удерживать в остановленном положении без использования механического тормоза.
После отключения питания крутящий момент самоудержания двигателя теряется, и двигатель больше не может удерживаться в остановленном положении при вертикальных операциях или при приложении внешней силы. В лифтах и подобных устройствах используйте тормоз электромагнитного типа.
Шаговые двигатели и драйверы с замкнутым контуром — AlphaStep
AlphaStep состоит из шагового двигателя и драйверов, разработанных для максимального использования возможностей шагового двигателя. Эти продукты обычно работают синхронно с импульсными командами, но когда происходит внезапное ускорение или изменение нагрузки, уникальный режим управления поддерживает операцию позиционирования. Модели AlphaStep также могут выдавать сигналы завершения позиционирования и аварийные сигналы, что повышает надежность оборудования, с которым они работают.
Узнайте больше о наших продуктах AlphaStep
Типы операционных систем
Каждый шаговый двигатель и драйвер сочетают в себе шаговый двигатель, выбранный из различных типов, со специальным драйвером. Доступны драйверы, работающие в режиме импульсного ввода и в режиме встроенного контроллера. Вы можете выбрать желаемую комбинацию в соответствии с требуемой операционной системой.
Драйвер импульсного входа
Двигатель может управляться с помощью генератора импульсов, предоставленного пользователем. Рабочие данные вводятся в генератор импульсов заранее. Затем пользователь выбирает рабочие данные на главном программируемом контроллере, затем вводит рабочую команду.
Драйвер встроенного контроллера
Встроенная функция генерации импульсов позволяет управлять двигателем через непосредственно подключенный персональный компьютер или программируемый контроллер. Так как не требуется отдельного генератора импульсов, драйверы этого типа экономят место и упрощают проводку.
Разница между входными характеристиками переменного и постоянного тока
Шаговый двигатель приводится в действие напряжением постоянного тока, подаваемым через драйвер. В двигателях и драйверах Oriental Motor с входным напряжением 24 В постоянного тока на двигатель подается 24 В постоянного тока. В двигателях и приводных системах на 100–115 В переменного тока вход выпрямляется до постоянного тока, а затем на двигатель подается примерно 140 В постоянного тока (некоторые продукты являются исключением из этого правила).
Разработка чертежей и 3D моделей на заказ в Компас 3D и AutoCad. Опыт в инжиниринге… · 13 нояб 2020 · pavelsamuta.business.site
Отвечает
Павел Самута
Для осуществления процесса резания необходимо, чтобы заготовка и режущий инструмент перемещались друг относительно друга.
В металлорежущих станках различают два вида основных движений: главное движение, определяющее скорость отделения стружки, и движения подачи, обеспечивающее непрерывное врезание режущей кромки инструмента в новые слои металла.
При обработке на токарном станке главное движение (вращательное) совершает заготовка, а движение подачи (поступательное) — резец. В результате этих движений резец снимает с обрабатываемой детали припуск на обработку и придает ей необходимую форму и размеры, а также требующуюся чистоту обработанной поверхности.
В зависимости от направления, по которому перемещается резец при точении относительно оси центров станка, различают:
продольную подачу — вдоль оси центров;
поперечную подачу — перпендикулярно к оси центров;
наклонную подачу — под углом к оси центров (при обтачивании конической поверхности).
Разработка чертежей и 3D моделей на заказ в Компас 3D и AutoCad. Опыт ≧ 12 лет
Перейти на pavel-samuta.livejournal.com
1 эксперт согласен
Комментировать ответ…Комментировать…
Детали и Технологии
161
Изготовление любых деталей и конструкций по чертежам или образцу. Партии от 1-й детали… · 13 нояб 2020 · detali-tech.ru
Отвечает
Андрей Перминов
При точении различают: — продольную подачу, направленную вдоль оси заготовки; — поперечную подачу, направленную перпендикулярно оси заготовки; — наклонную подачу под углом к оси заготовки (при обработке конической поверхности). Подача относится к основному движению при обработки заготовки резанием. Всего их два: главное (собственно само движение резания) и движение… Читать далее
Комментировать ответ…Комментировать…
sozercatel65
5
Инженер электронщик · 2 янв 2021
Кроме перечисленного, подачи еще подразделяются на рабочую и ускоренную. Рабочая подача, это движение инструмента в процессе собственно обработки детали (изменения ее формы), а ускоренная — «холостое» движение инструмента, то есть без изменения формы детали, как правило, с повышенной скоростью. Отсюда и название.
Комментировать ответ…Комментировать…
Ассоциация Ками
4
«КАМИ» — поставщик промышленного оборудования для обработки металла, дерева, камня… · 13 нояб 2020 · stanki.ru
Отвечает
Алексиев Иван
Движение подачи при точении может быть направлено вдоль любой из координатных осей, а также может являться суммой движений по осям. Подача вдоль оси вращения (Х) называют продольной подачей, вдоль осей Y и Z – поперечной. При движении подачи инструмент может двигаться или по радиусу обработанной поверхности или по касательной к ней. Тогда говорят о радиальной и тангенциа… Читать далее
Комментировать ответ…Комментировать…
Вы знаете ответ на этот вопрос?
Поделитесь своим опытом и знаниями
Войти и ответить на вопрос
2 ответа скрыто(Почему?)
Error
Sorry, the requested file could not be found
More information about this error
Jump to. ..
Jump to…Новостной форумИнформация по порядку изучения дисциплины, прохождению аттестации (ликвидации задолженности)Взаимозаменяемость гладких цилиндрических сопряжений [Электронный ресурс]{ : учебно-методическое пособие (методические указания к курсовой работе). Омск : СибАДИ, 2021. Взаимозаменяемость, допуски и посадки — лабораторный практикум сост. М.С. Корытов, В.В. Акимов, И.М. Князев, А.Ф. Мишуров. — 2-е изд., стер. — Электрон, дан. — Омск СибАДИ, 2021Материаловедение. Технология конструкционных материалов [Электронный ресурс]{ : методические указания по выполнению контрольной работы и задания. Омск : СибАДИ, 2018. — 47 с.Материаловедение технология конструкционных материалов — лабораторный практикум сост. М.С. Корытов, В.В. Акимов, И.М. Князев, В.В. Евстифеев, А.Ф. Мишуров. — Электрон, дан. Омск СибАДИ 2021Композиционные материалы в машиностроении: Методические указания к лабораторной работе для студентов очной и заочной форм обучения / Сост. В.В. Евстифеев, В.И. Матюхин, В.В.Акимов – Омск: СибАДИ, 2012. – 16 с.Основы автоматизированного проектирования [Электронный ресурс] : лабораторный практикум / сост.: М. С. Корытов, Ю. И. Привалова. — 2-е изд., доп. — Электрон. дан. — Омск : СибАДИ, 2019. — 103 с. Производственное оборудование. Станки, инструменты [Электронный ресурс]{ : лабораторный практикум. Омск : СибАДИ, 2019. — 52 с.Разработка технологий производства деталей машин [Электронный ресурс]{ : методические указания к курсовой работе. Омск : СибАДИ, 2018. — 47 с.Системы автоматизированного проектирования автомобилей [Электронный ресурс] : методические указания к курсовой работе. Омск : СибАДИ, 2021.Станки и инструменты [Электронный ресурс] : учебно-методическое пособие для выполнения курсового проекта. Омск, СибАДИ, 2021 г.Справочник сварщика. Под ред. В. В. Степанова. Изд. 3-е М., «Машиностроение», 1974, 520 с.Технология и оборудование сварки [Электронный ресурс] : лабораторный практикум. Омск : СибАДИ, 2019. — 53 с.Физико-химические процессы при обработке металлов : лабораторный практикум : / СибАДИ Омск : СибАДИ, 2014. — 51 с.Электроматериалы: Учебное пособие / А.А. Руппель, В.П. Расщупкин, М.С. Корытов, Ю.К. Корзунин. – Омск: Изд-во СибАДИ, 2009. – 134 с.Энциклопедия машиностроения. Том I — Материалы (свойства, химсостав, обоснование марки стали при выполнении курсовой работы)Электротехнические материалы, пластмассы, резины, композиты: Учебное пособие / В.В. Евстифеев, М.С. Корытов. – Омск: Изд-во СибАДИ, 2009. – 36 с.Методы автоматизированного моделирования и проектирования Технология автомобиле- и тракторостроенияТехнология восстановления деталейДневник по практикеПример дневникаПроизводственная практика (эксплуатационная, 2 курс) — отчетПроизводственная практика (эксплуатационная, 2 курс) — компетенцииВопросы для сдачи экзамена по курсу «Материаловедение. ТКМ»Вопросы для сдачи экзамена по курсу «Станки, инструмент»Вопросы для сдачи зачета по курсу «Производственное оборудование и инструменты»Вопросы для сдачи экзамена (зачета) по курсу «Материаловедение»Вопросы для сдачи зачета по курсу «Материаловедение и технология конструкционных материалов. «Вопросы для сдачи зачета по курсу «Технология и оборудование сварки»Перечень вопросов для экзамена по курсу «Взаимозаменяемость, допуски и посадки»Вопросы для сдачи зачета по курсу «Высокотехнологичные процессы производства деталей автомобилей»График текущих очных консультаций и сдачи задолженностей (осенний семестр 2022-2023 уч. г.)График экзаменов, зачетов и приема задолженностей (декабрь 2022, январь 2023 г.)
Skip Statistics
6 типов токарных станков с ЧПУ
Токарный станок с ЧПУ представляет собой уникальную производственную технологию, позволяющую механическим цехам точно и точно создавать токарные детали. Этот станок сочетает в себе автоматизированный характер технологии числового программного управления (ЧПУ) с различными токарными инструментами для создания высокоточных деталей (в основном цилиндрических форм).
Однако, учитывая широкий выбор инструментов для токарных станков с ЧПУ, выбор идеального инструмента для вашего токарного проекта может оказаться сложной задачей. Например, токарный станок, способный расточить деталь, может не подходить для нарезания резьбы или торцовки. Кроме того, у вас есть несколько инженерных материалов на выбор, когда речь идет о инструментах для токарных станков с ЧПУ.
Здесь мы обсуждаем различные инструменты для токарных станков с ЧПУ и их пригодность для различных проектов токарных станков с ЧПУ. Если вы хотите выбрать идеальный токарный станок с ЧПУ и правильно выполнить свой проект, эта статья для вас.
Содержание
Типы инструментов для токарных станков с ЧПУ
Тип 1: токарный инструмент
Машинисты используют токарный инструмент для уменьшения диаметра цилиндрической заготовки. Он движется линейно, поскольку заготовка вращается вокруг фиксированной точки, удаляя материал с внешнего диаметра заготовки.
Рисунок 1: Токарные инструменты
Токарные инструменты бывают двух типов — черновые и чистовые.
Инструменты для чернового точения позволяют быстро и эффективно снимать большие порции материала. Это возможно благодаря небольшому заднему углу и способности выдерживать высокое давление резания.
Токарные резцы , напротив, имеют больший задний угол и удаляют меньшие части заготовки, что делает их идеальными для чистовых операций.
Тип 2: Расточный инструмент
Токарный станок Расточный инструмент (или расточная оправка) расширяет уже просверленные (или отлитые) отверстия. В отличие от сверл и разверток, токарные расточные оправки обычно имеют единственную точку контакта с заготовкой, что позволяет точно и точно увеличивать отверстия.
Рис. 2: Расточный инструмент
Однако расточная оправка склонна к вибрации или вибрацииㅡ, что приводит к образованию волн на обрабатываемой поверхности и плохому качеству поверхности во время операций растачивания. Этого можно избежать, используя расточные оправки большого диаметра или увеличив давление резания на инструменте.
Уменьшение скорости резания на токарном станке и увеличение скорости подачи может помочь вам достичь более высокого давления резания и свести к минимуму вибрацию или вибрацию. ( Связанная статья: Скорость подачи и скорость резания: поймите разницу)
Тип 3: Торцевой инструмент
Торцовочный инструмент имеет боковые режущие кромки и идеально подходит для резки плоской поверхности, перпендикулярной вращению заготовки. ось. Он устанавливается на держатель инструмента токарного станка и подается перпендикулярно оси вращения вашей заготовки для создания нужной детали.
Рис. 3: Торцовочный инструмент
Тип 4: Инструмент для снятия фаски
Инструмент для снятия фаски используется для снятия фаски с конца заготовки (или детали). Этот инструмент имеет наклонную режущую поверхность, что помогает устранить острые кромки деталей. Это идеальный инструмент, если вы хотите сделать детали более прочными и привлекательными с эстетической точки зрения.
Рисунок 4: Инструмент для снятия фаски
Тип 5: Инструмент для накатки
Инструмент для накатки используется для изготовления деталей с накаткой ㅡ, что означает, что они создают узор из прямых, угловых или пересекающихся линий на цилиндрической заготовке. Инструмент оснащен держателем и зубчатыми стальными колесами (или накатками), которые вдавливают желаемый рисунок в поверхности.
Рис. 5: Накатной инструмент
Накатные инструменты идеально подходят, если вы хотите улучшить эстетику своей детали, добавив привлекательные выступы или узоры. Вы также можете использовать накатные инструменты для создания элементов (или деталей), требующих захвата, таких как ручные инструменты, круглые гайки и головки винтов.
Тип 6: Отрезной инструмент
Отрезные инструменты , используемые на токарных станках с ЧПУ, имеют лезвиеобразную режущую кромку, которая погружается непосредственно в заготовку, отрезая материал на определенной длине. Вы должны использовать инструменты для разделения, чтобы отрезать (или удалить) готовый конец вашей детали от заготовки, зажатой в патроне токарного станка с ЧПУ.
Рисунок 6: Отрезной инструмент
Хотя эти шесть режущих инструментов для токарных станков могут выполнять широкий спектр операций резания, их успех в конкретной операции также зависит от материала, из которого они изготовлены.
Классификация режущих инструментов токарных станков в зависимости от их материала
Инструменты из быстрорежущей стали
Инструменты из быстрорежущей стали обычно обладают уникальным сочетанием твердости, износостойкости, ударной вязкости и высокой термостойкости. Как следует из названия, инструмент из быстрорежущей стали может выполнять операции резания на чрезвычайно высоких скоростях, что делает его идеальным для черновой обработки в мелкосерийном производстве.
Твердосплавные инструменты
Твердосплавные инструменты обеспечивают исключительную износостойкость и термостойкость, сравнимые с инструментами из быстрорежущей стали. Однако твердосплавные инструменты обычно имеют более длительный срок службы и обеспечивают более высокие скорости резания, чем обычные инструменты из быстрорежущей стали. Они идеально подходят для резки самых разных материалов, включая жаростойкую сталь, чугун, нержавеющую сталь, графит, стекло и пластик.
Алмазный инструмент
Алмаз — один из самых твердых природных материалов на земле. В результате можно ожидать, что алмазные инструменты хорошо себя зарекомендовали в суровых условиях обработки. Например, алмазные инструменты идеально подходят для обработки тугоплавких и труднообрабатываемых металлов, таких как кремний-алюминиевые сплавы и графит.
Ваш проект по обработке с ЧПУ: Gensun может помочь
Теперь, когда вы знаете кое-что о различных типах режущих инструментов для токарных станков, вы согласитесь, что успех вашего проекта по токарному станку с ЧПУ зависит от вашего выбора режущих инструментов для токарных станков. Поэтому вы хотите работать с механическим цехом с высококвалифицированными инженерами и машинистами, способными понять вашу конструкцию и выбрать идеальные инструменты и параметры обработки.
Gensun Precision Machining — ведущий поставщик услуг по обработке с ЧПУ в Азии. У нас есть не только команда высококвалифицированных инженеров и механиков, но мы также используем самое современное оборудование, чтобы продукты наших клиентов были сделаны правильно. Узнайте больше о наших услугах по обработке с ЧПУ.
Как уменьшить или устранить вибрацию при обработке
Во время обработки вы можете испытывать нежелательную вибрацию, когда режущий инструмент входит в зацепление с заготовкой, называемую «вибрацией». Вибрация при механической обработке может быть вредной и отрицательно сказаться как на производительности, так и на сроке службы ваших инструментов и оборудования. Устранение вибраций может создавать более качественные детали, обеспечивать большую постоянство срока службы инструмента и даже может исключать бракованные детали.
Что такое болтовня в обработке?
В процессе резки происходит динамическое взаимодействие между режущим инструментом, заготовкой и станком. Вибрация — это гармонический дисбаланс между режущим инструментом и заготовкой, означающий, что компоненты буквально отскакивают друг от друга. Силы резания, оказываемые инструментом на установленную деталь, приведут к резонансу, который в конечном итоге перерастет в самоиндуцированные вибрации. Вибрация может создавать громкие шумы и даже может создавать визуальную «волнистость» на обрабатываемой поверхности детали. Это результат неровной поверхности от обработки инструментом с различными режущими нагрузками на один оборот. Два других типа вибраций, возникающих во время обработки, — это «свободные вибрации» (вызванные ударными силами, такими как внезапное изменение направления движения рабочего стола во время ускоренного перемещения) и «вынужденные вибрации» (которые возникают в результате вибрационного движения при прерывистом резании многозубой фрезы). фрезы или вращение детали, установленной не по центру на токарном станке).
Каковы последствия вибрации при механической обработке?
На заготовке неблагоприятно скажется на качестве обработки поверхности и геометрических допусках деталей. В некоторых случаях это может вызвать возможную деформацию геометрической формы.
Иногда к конструкциям крепления, таким как приспособления, могут предъявляться дополнительные требования, поскольку необходимо обеспечить дополнительную степень жесткости, чтобы противостоять дополнительным силам, вызванным вибрацией.
Это может привести к чрезмерному или неравномерному износу режущих инструментов, что может привести к преждевременным поломкам и, таким образом, поставить под угрозу безопасность процесса. В дальнейшем такие поломки могут поставить под угрозу будущие возможности восстановления или пригодность оставшихся режущих кромок , что приведет к более высокой стоимости расходных материалов.
Постоянные вибрации могут привести к повреждению динамически движущихся частей станка, включая шестерни, подшипники, направляющие и шпиндельный узел, что приведет к их повышенному износу. Вибрация может в конечном итоге повлиять на долгосрочную геометрическую точность и / или точность позиционирования станка, что приведет к дополнительным затратам на ремонт.
Операторы чаще всего реагируют на вибрацию, снижая скорость, подачу, глубину резания или перепрограммируя траекторию движения инструмента. Это влияет на оптимальную скорость съема металла, приводит к снижению производительности и снижает общую эффективность. В таких случаях, как высокоскоростная обработка, это ограничивает наиболее полное использование возможностей станка и режущего инструмента.
Различные элементы процесса резания, такие как режущий инструмент, оправка, заготовка и станок, имеют различную степень жесткости, которая влияет на характеристики демпфирования, проявляющиеся во время процесса резания. Когда такая конструкция подвергается чрезмерным силам резания, это приводит к динамической нестабильности процесса резания. Например, слишком тонкий инструмент или заготовка иначе реагируют на тот же набор условий резания, чем их относительно массивный аналог. Хотя устранить вибрацию при обработке не всегда возможно, существуют способы минимизировать ее, обращаясь к каждому элементу.
Зажим
Зажимные приспособления, зажимные приспособления и т. д. требуют внимания, чтобы предотвратить вибрацию. Их конструкция должна обеспечивать общую структурную жесткость заготовки, охватывающую критические области, и в то же время поддерживать более слабые элементы, такие как тонкие поперечные сечения или тонкие днища. Компоновка и конструкция приспособления должны учитывать направление возможных сил резания, чтобы обеспечить адекватное демпфирование, а также жесткость. Зажим должен быть достаточно прочным, чтобы предотвратить микродвижения, возникающие из-за чрезмерных сил резания. Как только вы определитесь с траекторией движения инструмента, закрепите заготовку как можно прочнее. Это может быть так же просто, как использование высококачественных фрезерных тисков, таких как Kurt DX6, оснащенных губками тисков, или захват заготовки зубчатыми зубьями вместо использования гладких губок или обработки ласточкиного хвоста в заготовке для дополнительной силы захвата.
Режущие инструменты
Режущие инструменты оказывают большое влияние на болтовню и во многих случаях действуют как первичная триггерная точка. Как упоминалось ранее, режущие инструменты – это также одна из первых вещей, которые изменяются, когда начинаются вибрации, обычно за счет снижения скорости и подачи или прямой замены инструмента. Таким образом, выбору правильного инструмента для данного приложения никогда нельзя уделять достаточно внимания. При выборе режущих инструментов следует учитывать следующее:
Когда лучше использовать цельную твердосплавную концевую фрезу, чем инструмент со сменными пластинами
Использование зубчатой кромки (кулака) в сравнении с режущим инструментом с прямой кромкой
Для твердосплавного инструмента с неравномерно расположенными канавками и переменными витками
Использование укороченного инструмента по сравнению с инструментом с большей глубиной резания
Для инструмента со сменными пластинами следует выбрать пластину с меньшим радиусом при вершине, более острой режущей геометрией, более положительным передним углом, более тонким PVD-покрытием и даже более острыми пластинами без покрытия или сочетанием этих характеристик инструмента
Выбор инструмента с углом в плане ближе к 90° или углом в плане ближе к 0°
При стационарном применении проверка настройки инструмента на неправильную высоту центра или отсутствие жесткого зажима внутри блока инструментов также помогает устранить вибрацию
Фрезерование предполагает одновременный контакт нескольких зубьев с заготовкой во время резания, при этом каждая передняя часть постоянно изменяет нагрузку на стружку. Выбор правильного шага фрезы на основе таких факторов, как материал и конструкция заготовки, жесткость крепления и т. д., гарантирует, что в приложении задействовано нужное количество зубьев. Неправильное число может привести к гармоническому дисбалансу. Простые решения, такие как уменьшение радиальной глубины, использование зубчатой или более грубой режущей геометрии или просто выбор инструмента с более короткими режущими канавками, дают немедленные результаты без вибрации. Для сборок с большим вылетом инструмента рекомендуется фрезерование с большой подачей и наименьшим углом в плане, так как это снижает радиальные отклоняющие силы.
Держатель инструмента
Державки, будь то стационарные или вращающиеся, являются важным связующим звеном между режущим инструментом, заготовкой и станком. Выбор держателя с максимально коротким вылетом и максимально возможным диаметром является проверенным решением для минимизации вибраций; даже нестандартная (т. е. коническая) конструкция инструмента также работает как вариант, если настройка позволяет его использовать. Для инструментов токарного станка большинство проблем с жесткостью возникают из-за внутренних расточных приложений. Материалы держателя инструмента влияют на статическую жесткость и демпфирование во время резания. Стальные стержни лучше всего подходят для соотношения длины к диаметру до 3:1 или максимально до 4:1. Когда длина вылета превышает это значение, использование материалов высокой плотности, таких как тяжелые металлические или твердосплавные расточные оправки, дает хорошие результаты.
Другим важным аспектом, который следует учитывать во время фрезерных работ, является биение или общее указанное показание (TIR). При высокоскоростной обработке (HSM) критически важна высочайшая точность биения, она оказывает большое влияние на толщину стружки и распределение нагрузки на каждый режущий зуб. Высокое биение может увеличить нагрузку на один зуб по сравнению с остальными, увеличить вибрации и в труднообрабатываемых материалах, сократить срок службы инструмента. Держатели концевых фрез являются самыми простыми в использовании и имеют один из лучших способов предотвращения «вытягивания» концевой фрезы, но держатели концевых фрез, как правило, имеют наибольшее биение, что может сделать их менее производительными в операциях высокоскоростного фрезерования. Цанговые держатели ER, наряду с высококачественными цангами ER, могут быть точным способом удержания инструмента концентрически, но во время операций высокоскоростного фрезерования инструмент может «вытягиваться». Термоусадочные системы и механически фиксируемые системы патронов для фрезерных станков могут помочь решить эту проблему. Термоусадочные системы очень точны, но требуют дорогостоящего оборудования для нагрева инструмента, и каждый инструмент ограничен одним размером хвостовика. Держатель механической фрезерной машины использует комбинацию цанг и механических подшипников для надежного удержания инструмента, а также может удерживать биение ≤ 0,0002 дюйма, значительно превышающее 10 000 об/мин.
Как правило, во время высокоскоростных фрезерных операций многие операторы хотят, чтобы их биение на хвостовике инструмента не превышало 0,0003 дюйма. С такими небольшими числами вы хотите убедиться, что ваш шпиндель, цанги и держатели чистые, чтобы между режущим инструментом + держателем + станком было минимальное взаимодействие. Для более длинных соединений между наконечником инструмента и поверхностью шпинделя старайтесь использовать как можно меньше, особенно в случае модульных сборок инструментов. Для высокопроизводительных операций обработки, требующих большей глубины резания и подачи, надежно закрепленные жесткие инструменты работают лучше всего с наименьшим количеством вибрации. Когда приложения подвержены экстремальным радиальным силам, держатели инструментов, предлагающие конусность, а также торцевые контакты, особенно находчивы.
Стратегии фрезерования, которые сделают вашу мельницу еще более увлекательной Стратегии обработки, такие как трохоидальное и отрывное фрезерование, основанные на принципах утончения стружки, часто помогают уменьшить отклонение инструмента и повысить производительность. В большинстве случаев выбор метода попутного фрезерования также помогает уменьшить вибрацию. Фрезерование углов или дуг кармана с помощью инструмента меньшего диаметра и программирования его на требуемый радиус вытягивания, тем самым контролируя дугу зацепления за один или несколько проходов, помогает уменьшить вибрацию.
С другой стороны, иногда слишком малая толщина стружки приводит к тому, что режущая кромка трется о поверхность детали, а не режет ее, вызывая вибрации и возможное деформационное упрочнение пораженной области. Увеличение подачи на зуб в зависимости от режущей кромки помогает избежать таких ситуаций. Общее правило обработки заключается в том, чтобы поддерживать постоянную нагрузку на стружку или постоянно вовлекать режущие кромки в процесс резания, чтобы свести к минимуму толчки при входе/выходе. Для достижения этого весьма удобны подходящие методы ввода, такие как врезание под углом, винтовая интерполяция, тангенциальный или радиальный ввод с уменьшенной скоростью подачи. Лучше всего избегать размещения фрезы в центре выреза во время фрезерования, а вместо этого следует располагать ее не по центру, сохраняя максимальное зацепление фрезы до 60%-70% диаметра, когда это возможно. Детали с тонкими поперечными сечениями требуют особой осторожности при выборе порядка операций и программировании их траекторий, чтобы избежать преждевременного удаления слишком большого количества материала.
Резюме
Вкратце, вибрация при обработке приводит к существенному снижению производительности и может в равной степени влиять на качество заготовки, производительность и срок службы режущего инструмента и станка. Ключ к смягчению и подавлению – сделать так, чтобы все динамические элементы соответствовали требованиям приложения. Повышение жесткости и уменьшение отклонения режущего инструмента, заготовки и/или станка помогают справляться с вибрациями. Режущий инструмент играет важную роль благодаря своему набору функций и их правильному применению, чтобы эффективно с ним справляться. Использование комплексного подхода при планировании процессов, учитывающего все элементы и присущие им характеристики, возможности и ограничения, поможет преодолеть эту проблему.
Хотите узнать больше?
Мы верим, что правильный инструмент решает все™, и мы стремимся делиться своим опытом и знаниями, чтобы каждый раз вы могли выбирать правильный инструмент для своего приложения.
Как правильно написать Геннадьевич или Геннадиевич? Vovet.ru
Русский язык грамотность правописание
Только в сентябре: получи кредитку по акции с бонусом 2000р. и годом без % Получить карту
Не знаю, как правильно грамотно написать Геннадьевич или Геннадиевич (Валерьевна или Валериевна и Снежанна или Снежана)? Буду очень признательна за Вашу помощь в решении этой проблемы. Хочется писать на русском языке грамотно.
Похвалить 4
Пожаловаться
4 ответа
Правописание имен собственных в русском языке — трудный момент, довольно часто обучаемые допускают ошибки. Это касается не только отчеств, но и имен. И связано это не с тем, что всех одолела глобальная безграмотность: сказывается отсутствие единого правила, имена, фамилии и отчества конкретного человека выглядят так, как их когда-то написали (предки, бюрократы и прочие лица).
Грамотность на «5»
Сначала стоит отмести сомнения по поводу удвоенной согласной в представленном отчестве. Сокращенный вариант имени Геннадий — Гена, пишется с одной -Н-, именно поэтому при написании полного имени многие допускают ошибку, употребляя слово с одной -Н-. Отчество пишется всегда с -НН-.
Геннадьевич или Геннадиевич? — допустимы оба варианта написания. Написав разделительный мягкий знак в середине слова или соединительную букву -И-, вы не допустите ошибки.
Важность разницы ощущается, если вы собираетесь написать официальное или личное письмо, в котором необходимо обратиться к человеку с подобным отчеством. Если речь идет о фирме, лучше позвонить секретарю заранее и уточнить необходимую вам информацию.
Важно: узнать, какой именно вариант отчества имеет та или иная персона, можно только заглянув в ее паспорт.
Правописание: женский род
Описанное выше правило распространяется и на отчества женского рода, то есть допустимы варианты написания: Геннадиевна и Геннадьевна.
Похвалить 3
Пожаловаться
Как писать по правилам: Геннадиевич или Геннадьевич?
Чтобы узнать, как пишется отчество, нужно сначала проанализировать исходное имя. В нашем случае это Геннадий. Что можно о нем сказать?
это имя заканчивается на -ий;
оно не относится к исключениям при образовании отчеств, как имя Юрий;
при переходе в форму отчества окончание -ий сокращается.
Главный вопрос в том, на что заменяется окончание -ий при сокращении. Согласно правилам русского языка, вместо -ий можно поставить мягкий знак и окончание -евич или это окончание без мягкого знака. Выходит, что оба варианта написания корректны!
Когда писать Геннадиевич, а когда Геннадьевич?
Зависит оттого, где вы используете это отчество. Если вы пишете рассказ или диктант, то смело можете писать Геннадьевич или Геннадиевич — это не будет ошибкой.
Другое дело, если вы заполняете анкету, документ или справку. В таком случае разнобой в формах написания отчества недопустим. Если это ваше отчество, используйте тот вариант, который указан в паспорте. Если вы пишите про другого человека, то согласуйте вариант написания отчества с ним или везде указывайте что-либо одно.
Для развития также прочтите другие вопросы:
Как правильно: брелоки или брелки?
Как правильно писать: борются или борятся?
Похвалить 1
Пожаловаться
В русском языке есть отчества с которыми возникают трудности при написании. К таким относится отчество Геннадьевич/Геннадиевич.
Как правильно Геннадьевич или Геннадиевич?
С точки зрения орфографии правильным будет оба варианта написания данного отчества: Геннадьевич или Геннадиевич, и женская версия отчества: Геннадьевна или Геннадиевна.
Но при этом, если посмотреть на статистику, то отчества с мягким знаком встречаются чаще, но это нам не говорит, что второй вариант написания неправильный.
Было проведено исследование среди аббитурентов МГУ и СПБГУ с спорными в правописании отчествами. Результат был следующий (источник:1000names.ru1000names.ru):
На Vovet есть также похожие вопросы:
Как правильно написать Валерьевна или Валериевна?
Как правильно написать Анастасие или Анастасии?
Как правильно написать Олеся или Алеся?
Похвалить 0
Пожаловаться
Знание русского языка в современном мире ценится, поэтому знать свой родной язык очень престижно. Грамотно писать — наука, поэтому нам необходимо знать некоторые моменты в написании трудных слов. Частенько у нас возникают проблемы в написании отчеств. Узнаем правильный ответ!
Итак, теперь давайте перейдем к сути вопроса и узнаем, какие есть нюансы в написании и что еще необходимо запомнить. Здесь есть несколько сложных случаев, которые нужно запомнить для правильного написания слова:
Геннадий и отчество от этого имени всегда пишется с двумя «Н». Но сокращенный вариант слова пишется с одной Н — Гена.
Оба варианта правильные и их можно использовать для написания в документах, паспортах и т.д. Также правильны оба варианты, если рассматривать женский род — Геннадьевна или Геннадиевна. Здесь просто меняются окончания у слов.
Теперь вы узнали, как необходимо правильно писать данные слова, в нашем случае, оба варианта подходят для написания.
Для расширения кругозора, узнайте еще несколько ответов на вопросы с темой о русском языке:
Как правильно написать шоферы или шофера?
Как правильно написать взимается или взымается.
Похвалить 0
Пожаловаться
Дать ответ и заработать:
Cимволов:
Американские студенты разучились писать печатную «g»
Психологи обнаружили, что многие американские студенты, с детства говорящие на английском языке, не могут правильно воспроизвести на письме самую распространенную печатную версию буквы «g». Наиболее вероятная причина этого явления — отличие рукописного и печатного символа и отсутствие необходимой моторной памяти, пишут ученые в Journal of Experimental Psychology: Human Perception and Performance.
Часто для записи одной буквы в некоторых алфавитах существует несколько способов начертания — символов, представляющих собой аллографические формы одной и той же графемы. Например, типичным примером аллографии в латинском алфавите служит начертание строчной буквы «g», для которого в современных печатных шрифтах есть две основных формы: первая — с хвостиком петелькой, и вторая — незамкнутым хвостиком. Доминирующим аллографом «g» в современных печатных шрифтах стала первая форма записи, однако к рукописной «g» значительно ближе второй способ начертания из-за того, что его намного легче воспроизвести единственным движением руки.
Буква «g» — далеко не единственный из часто встречающихся аллографов в латинском алфавите. Несколькими символами обозначаются и других строчные буквы, например «а». Тем не менее, в современных шрифтах начертания этих букв не слишком сложны и легко воспроизводятся при письме, чего не скажешь о самом распространенном печатном аллографе буквы «g».
Американские психологи из Университета Джона Хопкинса под руководством Гали Элленблум (Gali Ellenblum) решили проверить, насколько точно современные американские студенты могут воспроизвести на письме «g» с замкнутым хвостиком петелькой. Для этого они провели эксперимент среди студентов своего университета, для которых английский язык был родным.
В эксперименте приняли участие 38 студентов возрастом от 18 до 21 года. Перед экспериментом каждому из студентов напоминали, что для многих строчных букв в латинском алфавите есть несколько печатных способов начертания (без учета курсива), после чего проводили трехстадийный опрос. Сначала их попросили перечислить те буквы, для которых характерно наличие двух вариантов начертания. Если среди перечисленных букв не оказывалось «a» и «g», то о возможном наличии двух форм этих букв (в списке из других букв) спрашивалось напрямую и, если студент отвечал утвердительно, то его просили написать по две формы каждой из этих букв. Тем студентам, которые не признали наличие двух возможных форм буквы «g», просто сообщали об этом и просили написать оба возможных символа.
Из 38 студентов только 20 сами вспомнили (на первой или второй стадии опроса) о существовании двух аллографов «g», и всего лишь один смог правильно изобразить этот символ. Такой результат ученые связывают с тем, что более популярное печатное начертание буквы «g» никогда не используется на письме, поэтому у студентов просто нет моторной памяти для правильного написания.
Чтобы проверить это предположение, ученые провели еще один эксперимент, не ограничиваясь при этом только студентами. В этом эксперименте приняли участие 44 участника возрастом от 18 до 53 лет, которым демонстрировались четыре версии печатных версий «g» с хвостиком петелькой и печатной формы «a» с хвостиком сверху, и предлагалось выбрать из них правильный. Если с буквой «a» ни у одного из участников проблем не возникло, то правильную версию «g» выбрали лишь около четверти участников, а более половины — выбрали другой, неправильный вариант, но больше похожий на рукописную «g».
По словам психологов, буква «g» оказывается уникальной: ее чтение не вызывает никаких сложностей, однако правильно изобразить ее печатную форму письменно (и даже узнать среди похожих вариантов) практически никому не удается. Объясняют этот факт ученые отличием между используемым рукописным вариантом буквы и более распространенным ее печатным аллографом. Другой возможной причиной ошибок при написании авторы исследования считают тот факт, что буква «g» в нужной форме даже при чтении встречается реже многих других букв, тем более, что используется этот вариант записи далеко не во всех шрифтах.
По словам ученых, полученные ими результаты могут оказаться важными как для практических, так и фундаментальных исследований, посвященных изучению механизмов запоминания информации или взаимосвязи между чтением и письмом.
Часто начертания латинских букв в современных печатных шрифтах, даже если имеют общую аллографическую форму, могут довольно сильно отличаться друг от друга. Для того, чтобы разрабатывать новые варианты начертания хорошо знакомых символов ученые предлагают использовать в том числе и нейросети, которые могут изменять существующие шрифты и создавать новые.
Александр Дубов
Нашли опечатку? Выделите фрагмент и нажмите Ctrl+Enter.
Вероятно, вы неправильно пишете букву «г» уже много лет
На первый взгляд, в букве «г» нет ничего особенно необычного — вы читали ее миллионы раз и без проблем написали бы ее по памяти, верно? Есть два стандартных способа написания строчной буквы «g», и, как показало недавнее исследование, вряд ли кто-то может найти одну версию в линейке, не говоря уже о том, чтобы записать ее.
Большинство из нас, вероятно, привыкли писать версию с открытым хвостом (ниже), но есть также вариант с зацикленным хвостом, который чаще встречается в печатном и цифровом тексте. И это тот, который Университет Джона Хопкинса обнаружил (в своем исследовании с гениальным названием , Дьявол в хвосте), что только один из 38 человек может рисовать. Остальным 37 было бы неплохо ознакомиться с нашими учебниками по типографике.
Два gs (Изображение предоставлено GearedBull в Википедии)
Участники не намного лучше справились с определением правильного «g» в приведенном ниже списке — только семеро справились. Это неудивительно, учитывая, что только двое из 38 указали это как букву с несколькими строчными буквами в начале теста. Бедная, неправильно понятая строчная буква «г».
(Изображение предоставлено Университетом Джона Хопкинса)
Всегда забавно видеть, как люди пытаются нарисовать что-то по памяти (например, эти попытки запоминания логотипа), поэтому вот некоторые из неправильных букв «g» из исследования для вашего удовольствия. (ниже). Тем не менее, есть достойное оправдание неточности. «Мы изучаем форму большинства букв отчасти потому, что нам приходится писать их в школе», — объясняет в своем исследовании ученый-когнитивист Майкл Макклоски. «Петля ‘g’ — это то, чему нас никогда не учили писать, поэтому мы, возможно, не выучим и ее форму».
Мы здесь не для того, чтобы судить (Изображение предоставлено Университетом Джона Хопкинса)
Таким образом, исследование не только предлагает интересное и увлекательное представление о наших почерковых привычках, но и способствует нашему пониманию того, как запоминаются формы букв, и важность письма, а также чтения. Тот факт, что мы видим что-то каждый день, не означает, что мы уделяем этому слишком пристальное внимание — о чем свидетельствуют эти веселые автомобильные логотипы, взятые из памяти. И если вы хотите более подробно изучить различные буквы «g», у нас есть для вас множество бесплатных шрифтов.
Статьи по теме:
Kellogg обновляет дизайн талисмана Fruit Loops Тукан Сэм – и люди НЕ довольны
Sun-Maid пытается поднять свой профиль с помощью тонкой настройки логотипа
Спасибо, что прочитали 5 статей в этом месяце* Присоединяйтесь сейчас, чтобы получить неограниченный доступ
Наслаждайтесь первым месяцем всего за 1 фунт стерлингов / 1 доллар США / 1 евро
У вас уже есть учетная запись? Войдите здесь
* Читайте 5 бесплатных статей в месяц без подписки
Присоединяйтесь сейчас, чтобы получить неограниченный доступ
Попробуйте первый месяц всего за 1 фунт стерлингов / 1 доллар США / 1 евро
У вас уже есть аккаунт? Войдите здесь
Подпишитесь ниже, чтобы получать последние новости от Creative Bloq, а также эксклюзивные специальные предложения прямо на ваш почтовый ящик!
Свяжитесь со мной, чтобы сообщить о новостях и предложениях от других брендов Future. Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Дэниел Пайпер — старший редактор новостей Creative Bloq. Как авторитетный представитель Apple, он занимается всем, что связано с Mac, iPhone, iPad и прочими вещами. Он также рассказывает о мире дизайна, брендинга и технологий. Дэниел присоединился к Future в 2020 году (по меньшей мере, насыщенный событиями год) после работы в области копирайтинга и цифрового маркетинга с такими брендами, как ITV, NBC, Channel 4 и другими. Вне будущего Дэниел является мировым чемпионом поэтического слэма и выступал на фестивалях, включая Latitude, Bestival и других. Он является автором Произвольное и ненужное: Избранные произведения Дэниела Пайпера (Выбрано Дэниелом Пайпером).
Как писать курсивом g и курсивом q? | Языковой урок
Этот языковой урок предназначен для детей в возрасте от 6 до 12 лет, чтобы научить их писать буквы английского алфавита g и q курсивом.
Практика письма помогает укрепить мышцы пальцев и развить мелкую моторику. Это также помогает ребенку развивать зрительно-моторную координацию.
В нашем блоге «Важность обучения скорописи для детей в эпоху планшетов» мы уже обсуждали скоропись, ее преимущества и то, как она представлена в учебной программе Монтессори. В этом видеоуроке мы узнаем о том, как буквы г и ц знакомят ребенка в Монтессори.
Написание строчных букв английского алфавита курсивом осуществляется путем формирования цикла. Поэтому учимся писать скоропись по семейству петель.
Правила скорописи
Прежде чем вы начнете писать курсивом, рекомендуется сначала убедиться, что вы установили некоторые правила для достижения наилучшего письма. Вот их краткий обзор.
Высота всех одинаковых букв должна оставаться одинаковой.
Правильно сформируйте штрихи и узоры.
Нисходящие штрихи всех букв должны быть параллельны
Придерживайтесь линии и зон каждой буквы.
Расстояние между штрихами, петлями, соединителями и далее по алфавиту должно быть правильным.
Сядьте в правильную осанку с прямой спиной
Правильно сфокусируйтесь на письменных штрихах.
Используйте более мягкие карандаши или фломастеры.
Овладейте трехпальцевым захватом карандаша/ручки
Как написать букву G и букву Q курсивом?
Начало написания g и q курсивом можно упростить для детей, обведя их буквами наждачной бумаги, а затем написав их на бумаге. Вышеупомянутый видеоурок демонстрирует написание курсивных букв g и q, которые представлены в семействе волнистых букв. Буквы g и q являются буквами нижней или нижней зоны, что означает, что они находятся между заголовком и нижней строкой.
Чтобы написать курсивом g: Начните с базовой линии. Сделайте изгиб по направлению к верхней линии. Теперь вернитесь с кривой вниз до базовой линии. Теперь снова перейдите к заголовку. Падает вниз к нижней линии и делает петлю назад вокруг левой, делая наклонный гребок назад к базовой линии. Возьмите его немного выше базовой линии. Достигнув базовой линии, оставьте штрих с соединителем вправо, чтобы закончить букву или соединить другие курсивные буквы.
Писать курсивом q: Начните с базовой линии. Сделайте изгиб по направлению к заголовку. Теперь вернитесь с кривой вниз до базовой линии. Теперь снова перейдите к верхней строке. Падает вниз к нижней линии наклонным мазком и снова возвращается к базовой линии с правой стороны, образуя угловую кривую. Возьмите его немного выше базовой линии. Оставьте штрих с соединителем, чтобы закончить букву или присоединиться к другим курсивным буквам.
Этот урок письма курсивом g и курсивом q помогает улучшить навыки чтения и письма ребенка.
Посмотрите видео, чтобы узнать больше о том, как писать курсивные буквы g и курсивные q с помощью цикла.
 5 см, 25 шт, упаковка Сибртех
5 см, 25 шт, упаковка Сибртех «Радуга», 4 мм, L 20 м, Россия Сибртех
«Радуга», 4 мм, L 20 м, Россия Сибртех 04.2017
04.2017


 7×1.7 дюйма (43.2×43.2 мм). Меньший типоразмер обозначается как NEMA 14 (1.4×1.4 дюйма или 35.6×35.6 мм).
7×1.7 дюйма (43.2×43.2 мм). Меньший типоразмер обозначается как NEMA 14 (1.4×1.4 дюйма или 35.6×35.6 мм).
 Задача платформы – не допустить разрывов или трещин модели, а также обеспечить надежное сцепление между первыми слоями печатаемой детали и рабочей поверхностью.
Задача платформы – не допустить разрывов или трещин модели, а также обеспечить надежное сцепление между первыми слоями печатаемой детали и рабочей поверхностью. Линейные шарикоподшипники обеспечивают более долговечную и качественную работу, однако они более шумные, чем бронзовые, которые, в свою очередь, сложнее откалибровать на момент сборки.
Линейные шарикоподшипники обеспечивают более долговечную и качественную работу, однако они более шумные, чем бронзовые, которые, в свою очередь, сложнее откалибровать на момент сборки.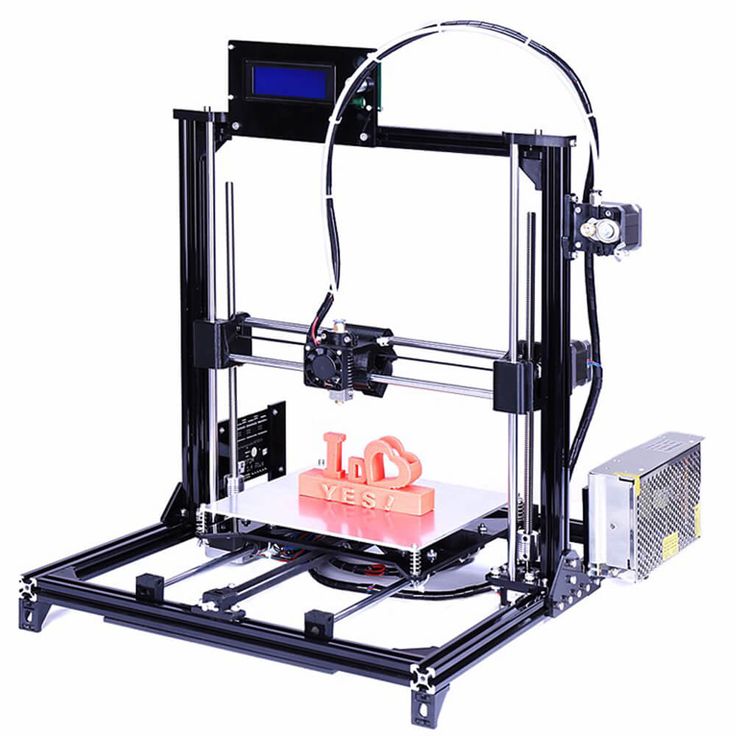
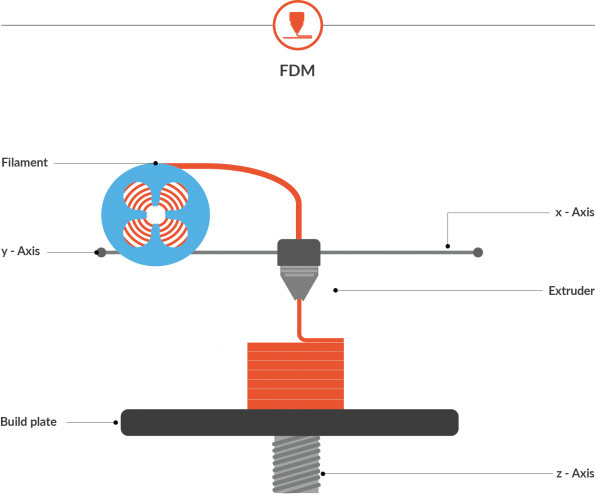
 Материалы, используемые в SLA печати, представляют собой светочувствительные термореактивные полимеры, которые выпускаются в жидкой форме.
Материалы, используемые в SLA печати, представляют собой светочувствительные термореактивные полимеры, которые выпускаются в жидкой форме.
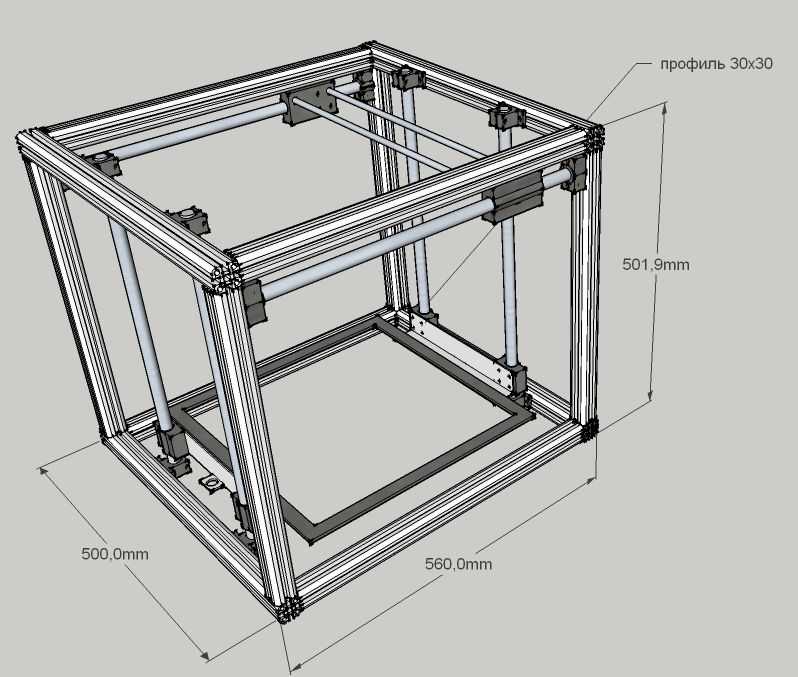
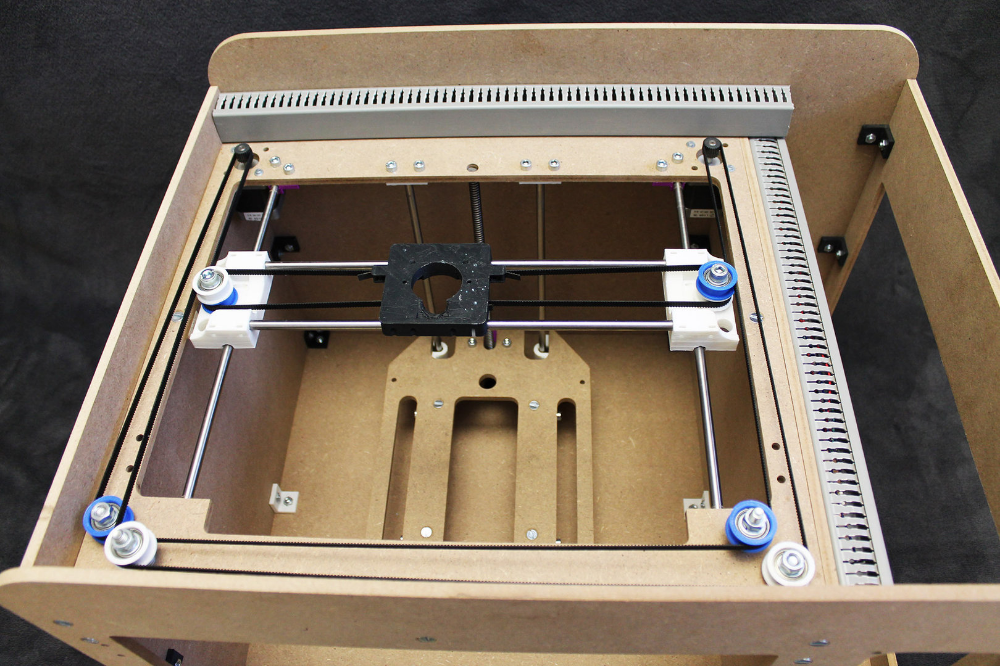 Высота слоя в 100 микрон подходит для большинства распространенных геометрий и является золотой серединой.
Высота слоя в 100 микрон подходит для большинства распространенных геометрий и является золотой серединой.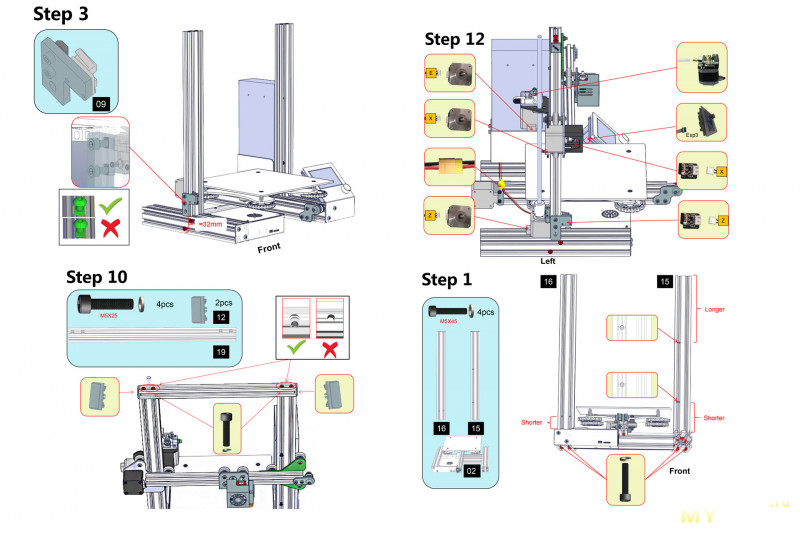 Это называется этапом спекания.
Это называется этапом спекания.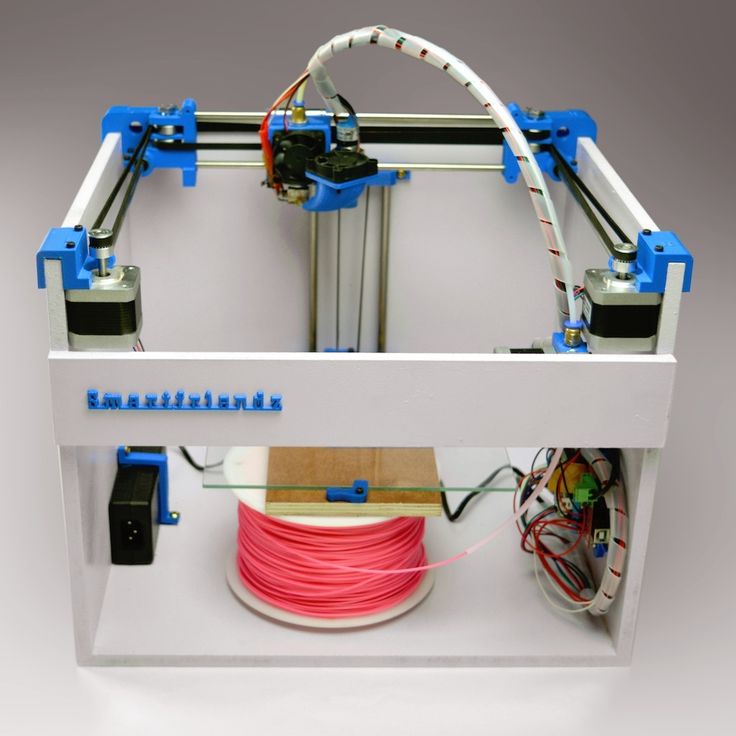 Несущие конструкции печатаются из того же материала, что и деталь, и после печати должны быть удалены вручную.
Несущие конструкции печатаются из того же материала, что и деталь, и после печати должны быть удалены вручную. 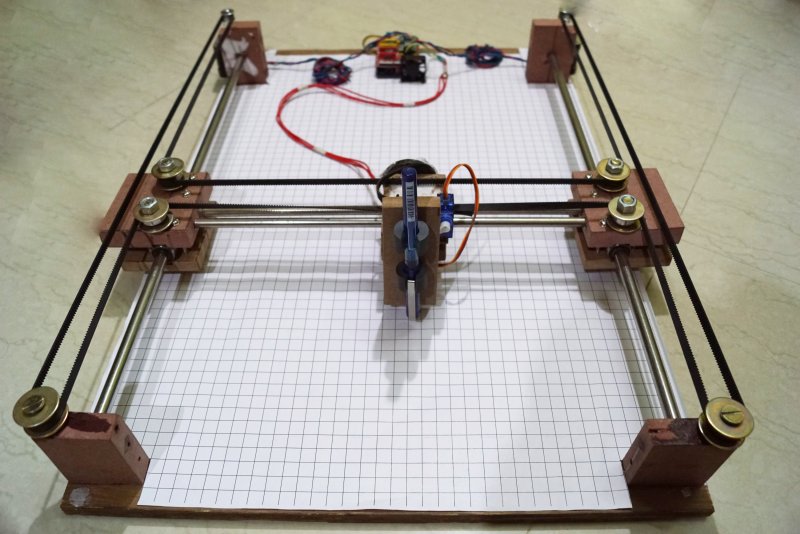 Эти силы пропорциональны площади поперечного сечения каждого слоя.
Эти силы пропорциональны площади поперечного сечения каждого слоя. 
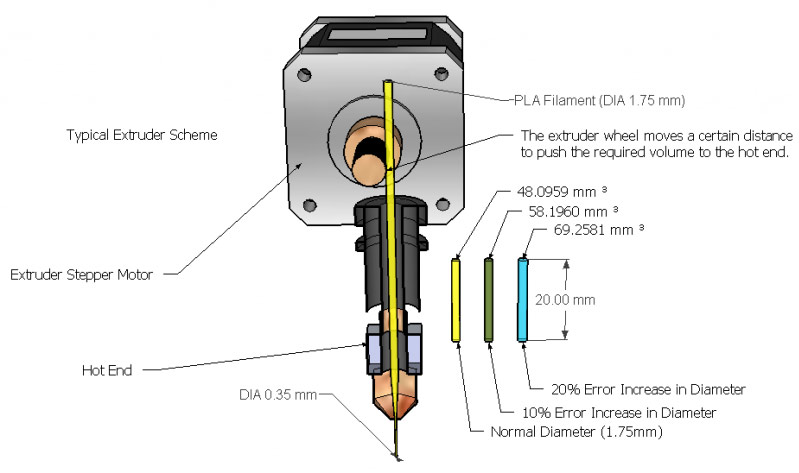
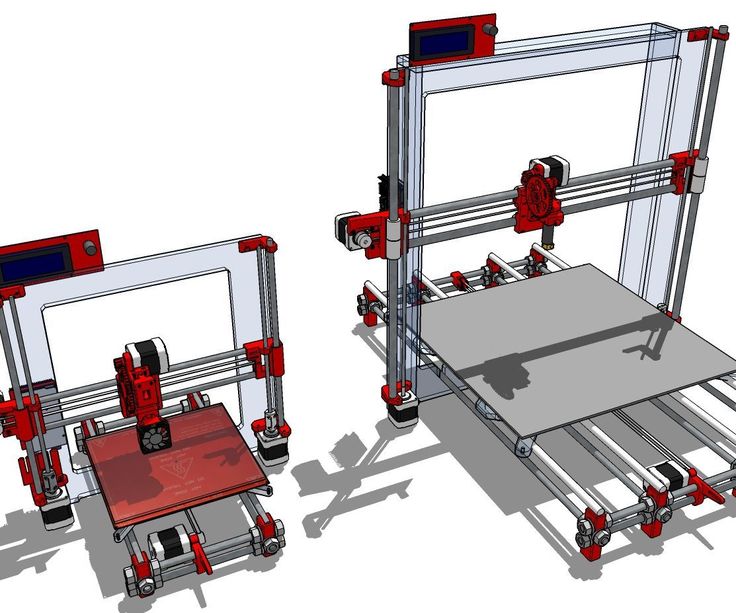
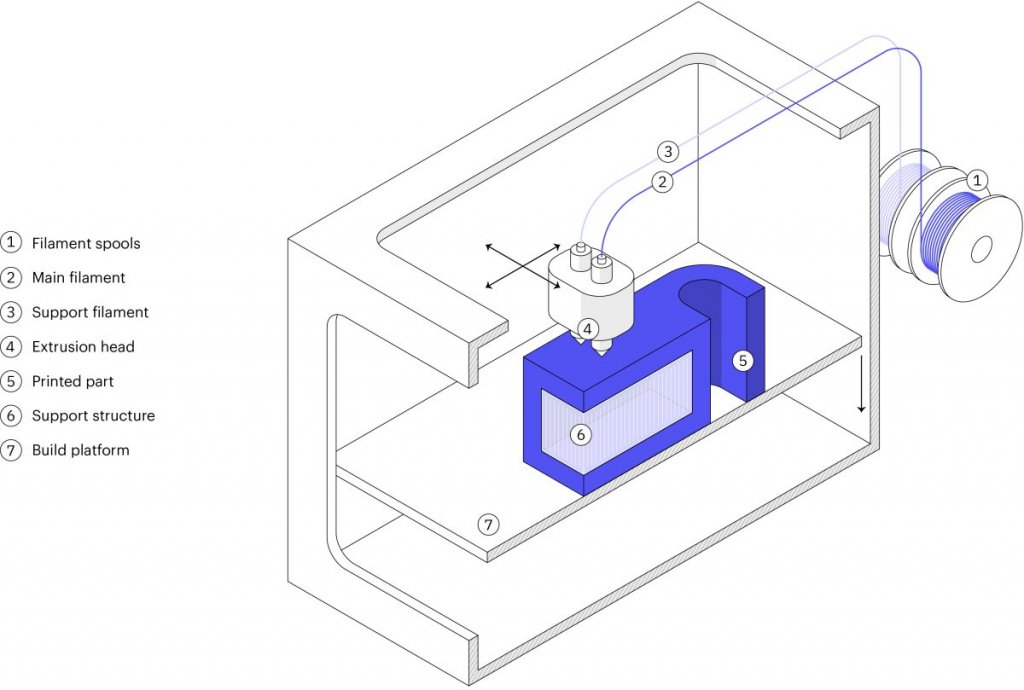 Широко развёрнутые статьи о постобработке можно найти в интернете.
Широко развёрнутые статьи о постобработке можно найти в интернете.  На них пагубно влияет воздействие солнечного света.
На них пагубно влияет воздействие солнечного света.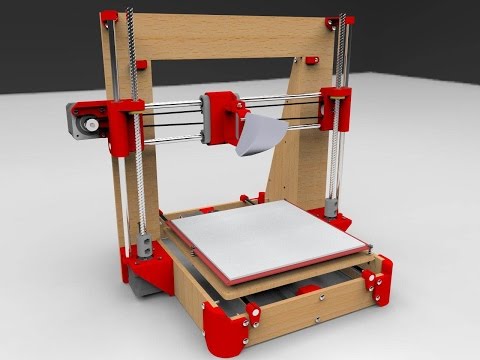
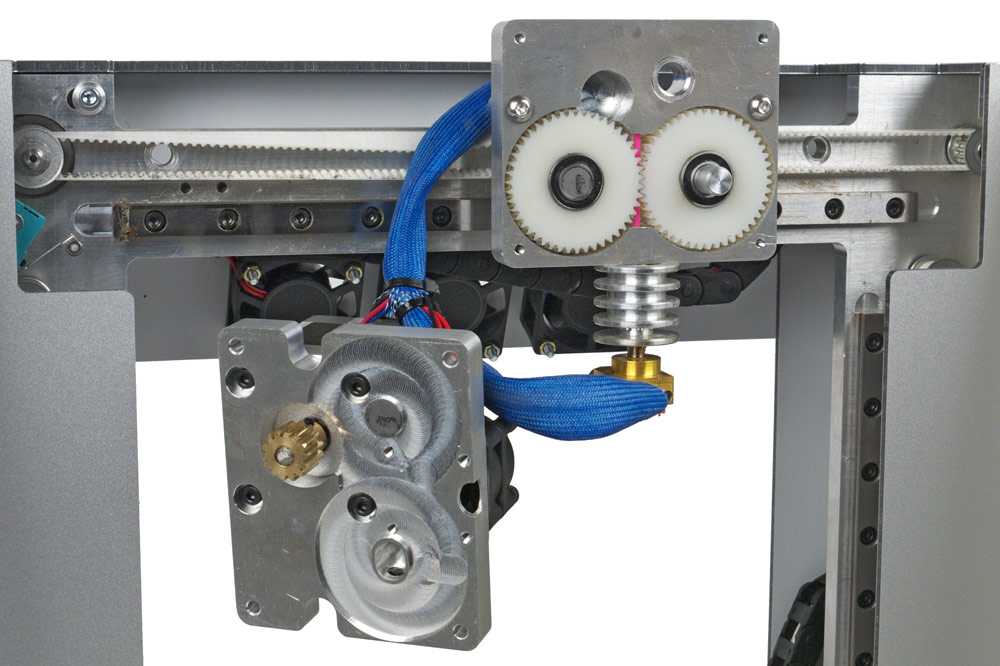 org/Person»> Криса Вудфорда. Последнее обновление: 24 апреля 2021 г.
org/Person»> Криса Вудфорда. Последнее обновление: 24 апреля 2021 г.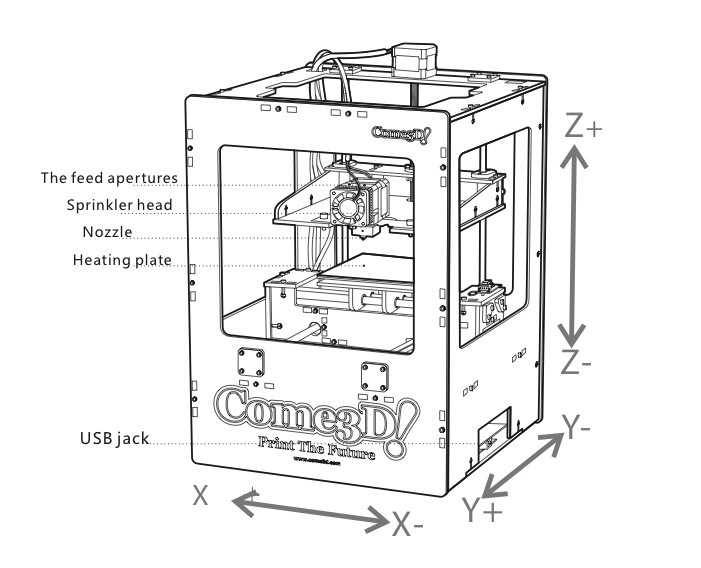
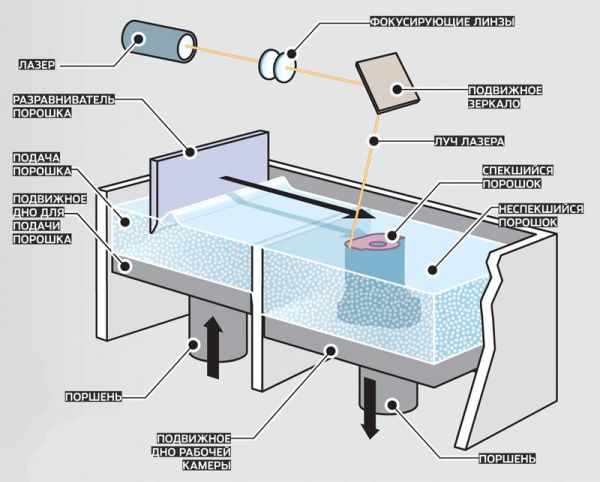 Они могли взять
Они могли взять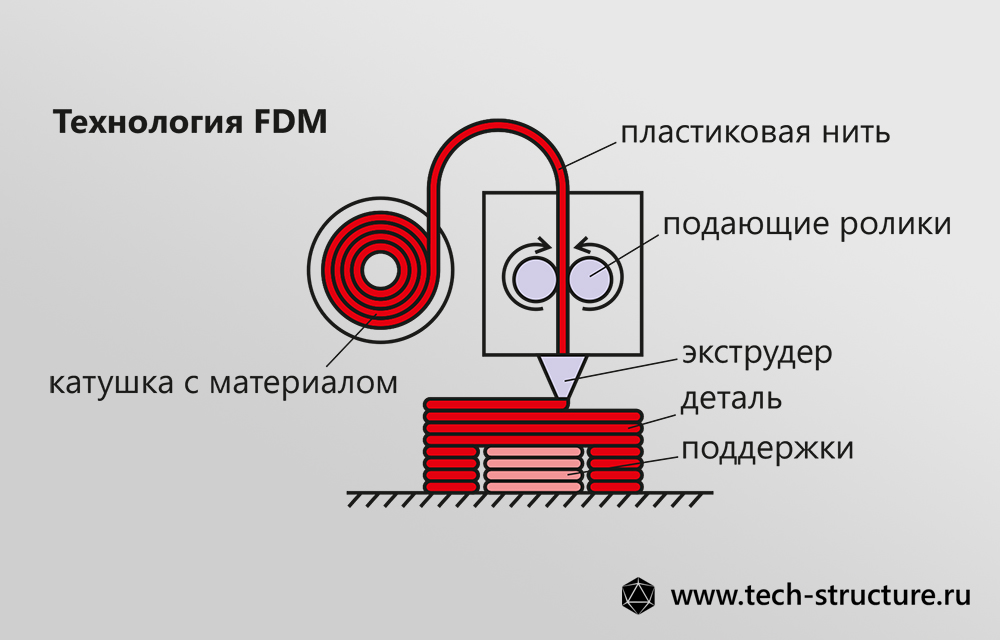 Скоттом Крампом в 1980-х годах. В этом дизайне напечатана модель (розовая, 40).
Скоттом Крампом в 1980-х годах. В этом дизайне напечатана модель (розовая, 40).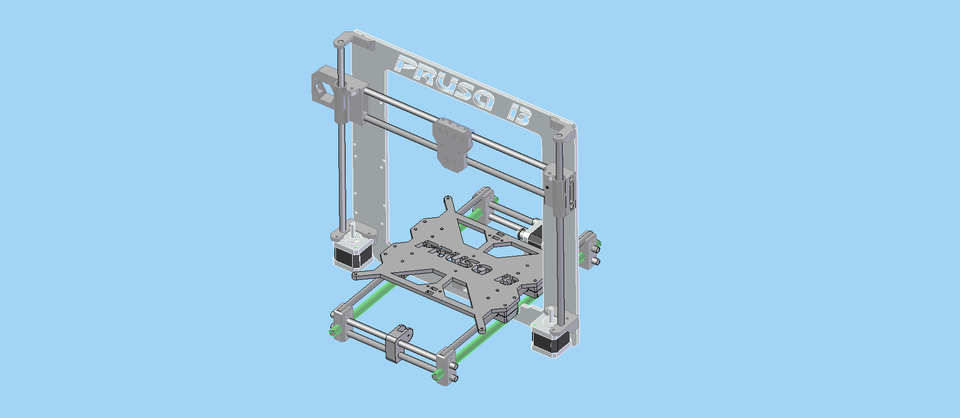 Вы бы
Вы бы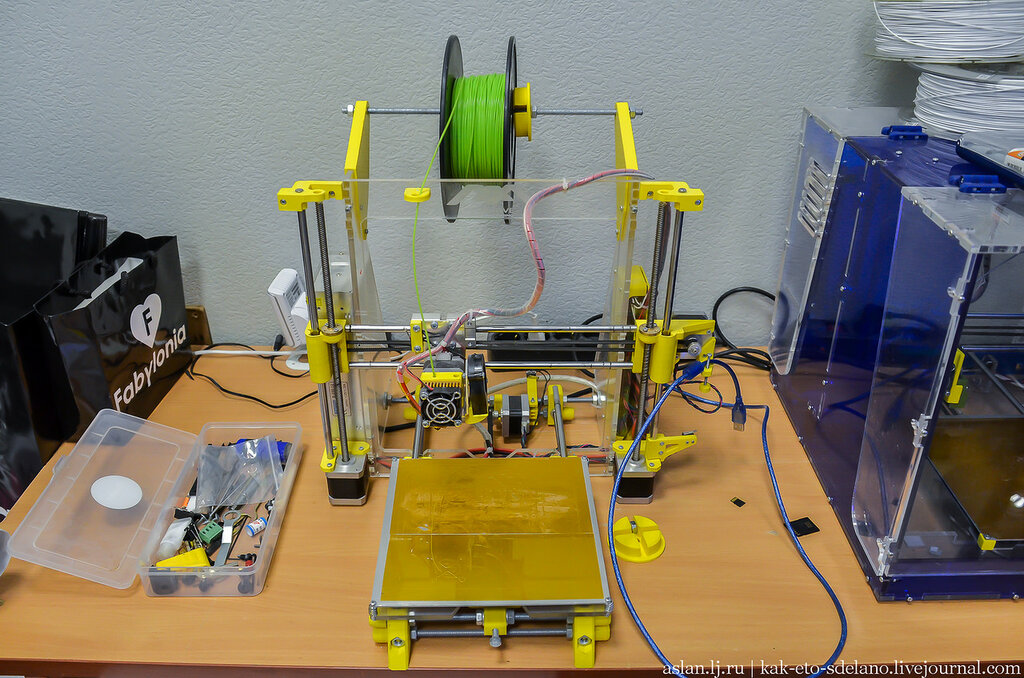
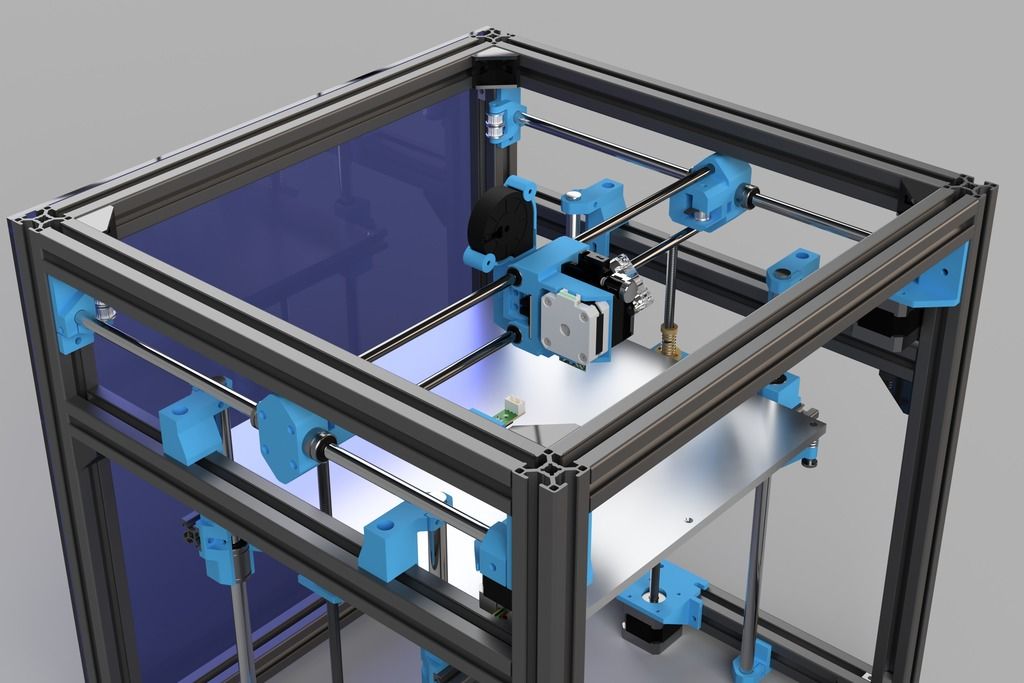
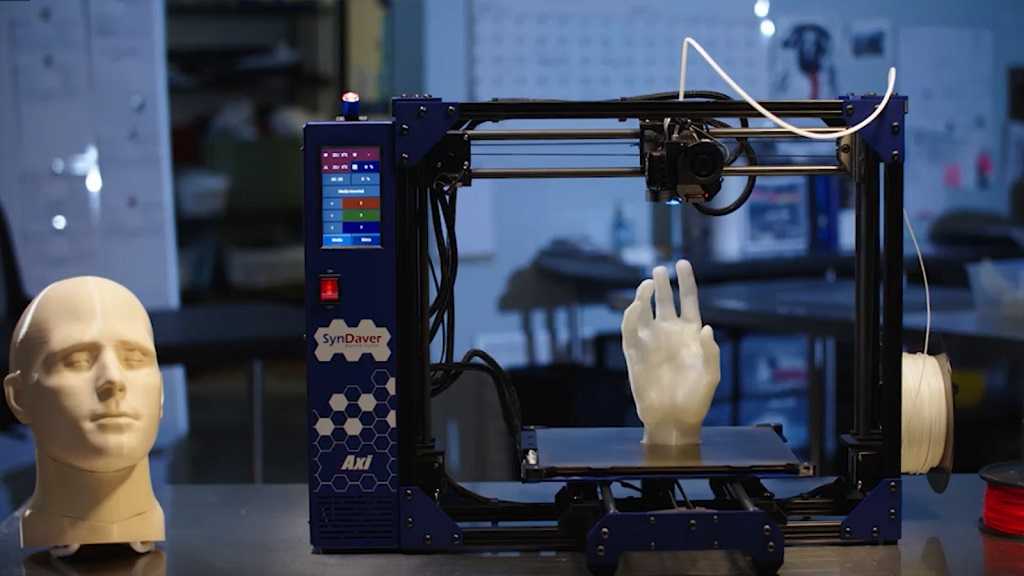 Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).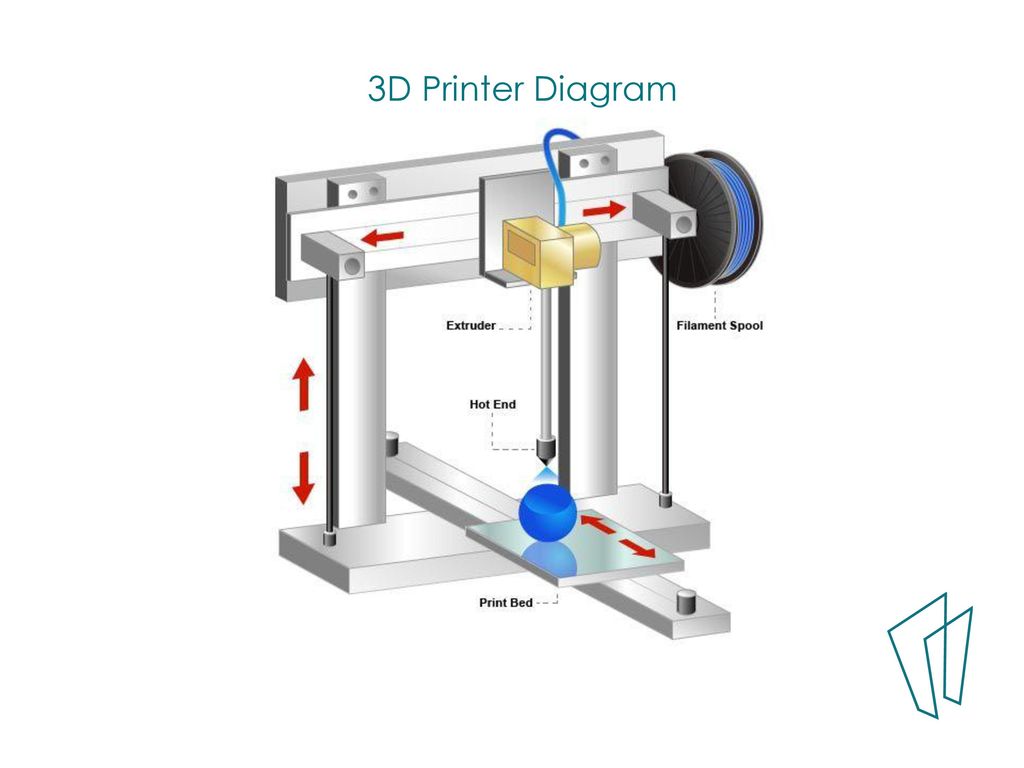 PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается. Хотя
Хотя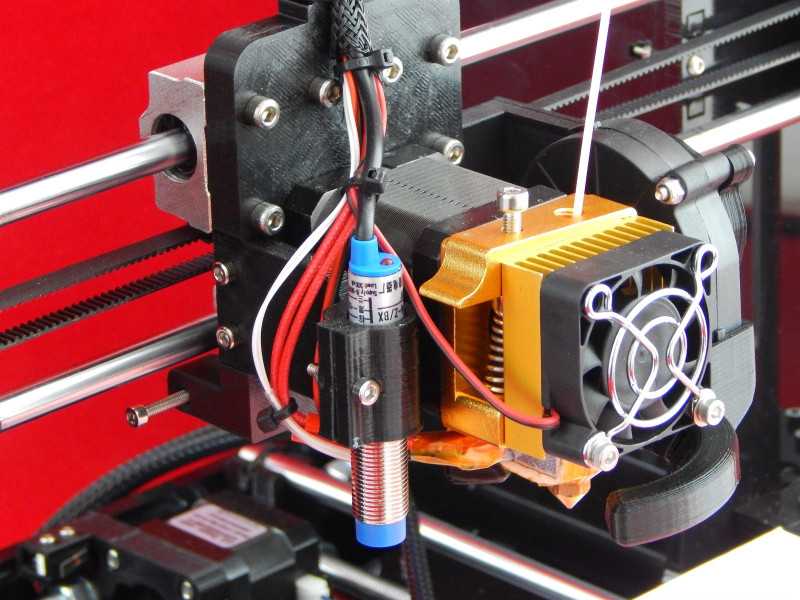
 Вот почему
Вот почему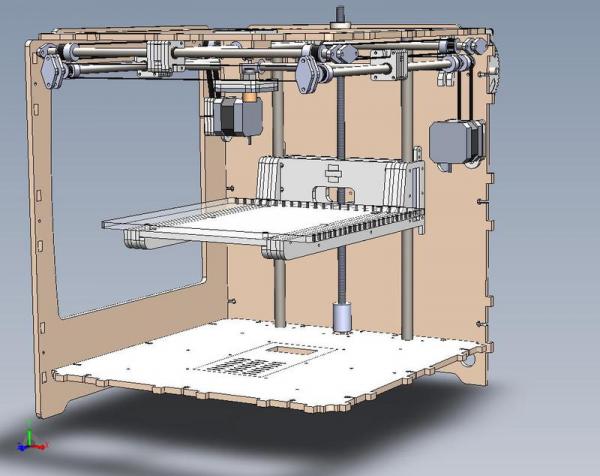 В другом месте то же самое
В другом месте то же самое Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство.
Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство. Последний, поддерживающий человека
Последний, поддерживающий человека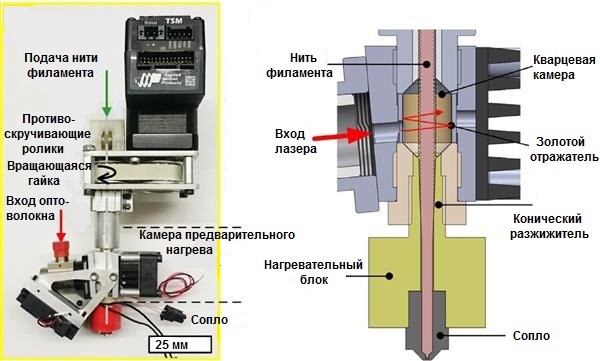 Так как многие
Так как многие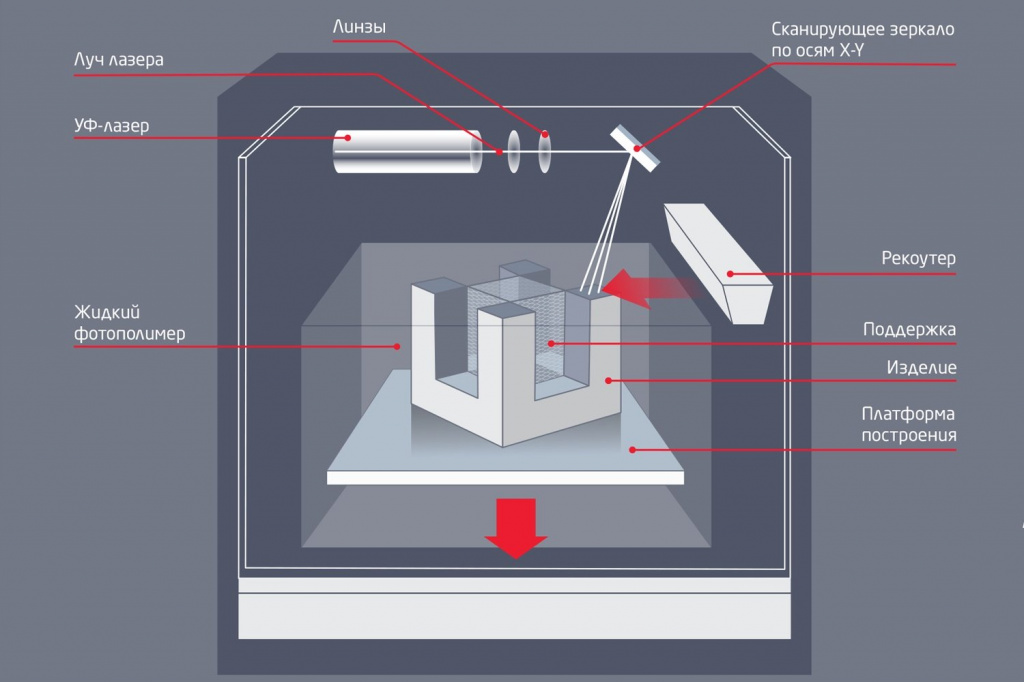
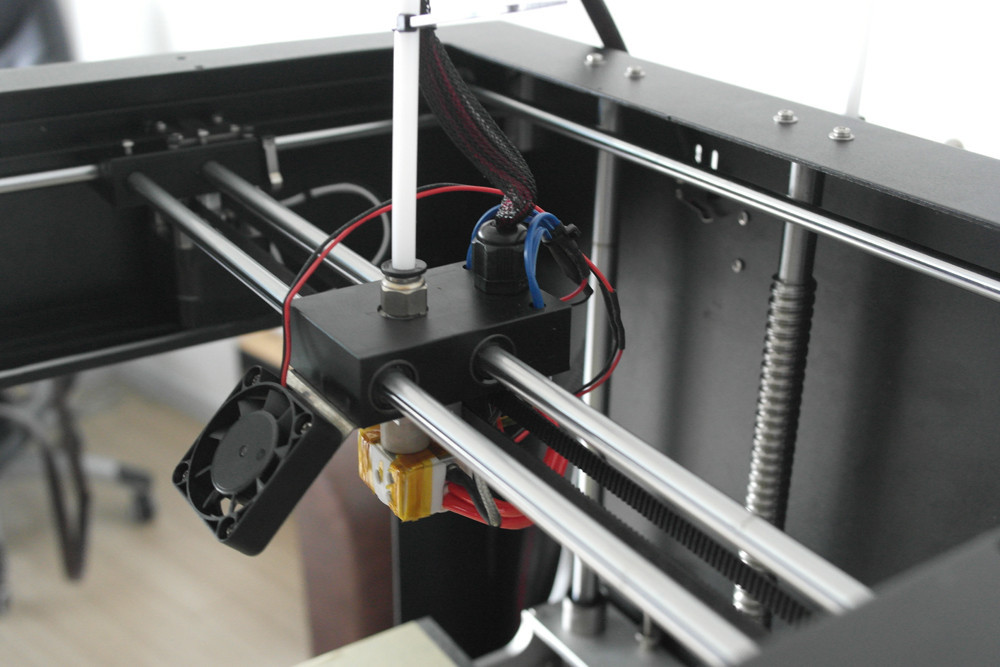
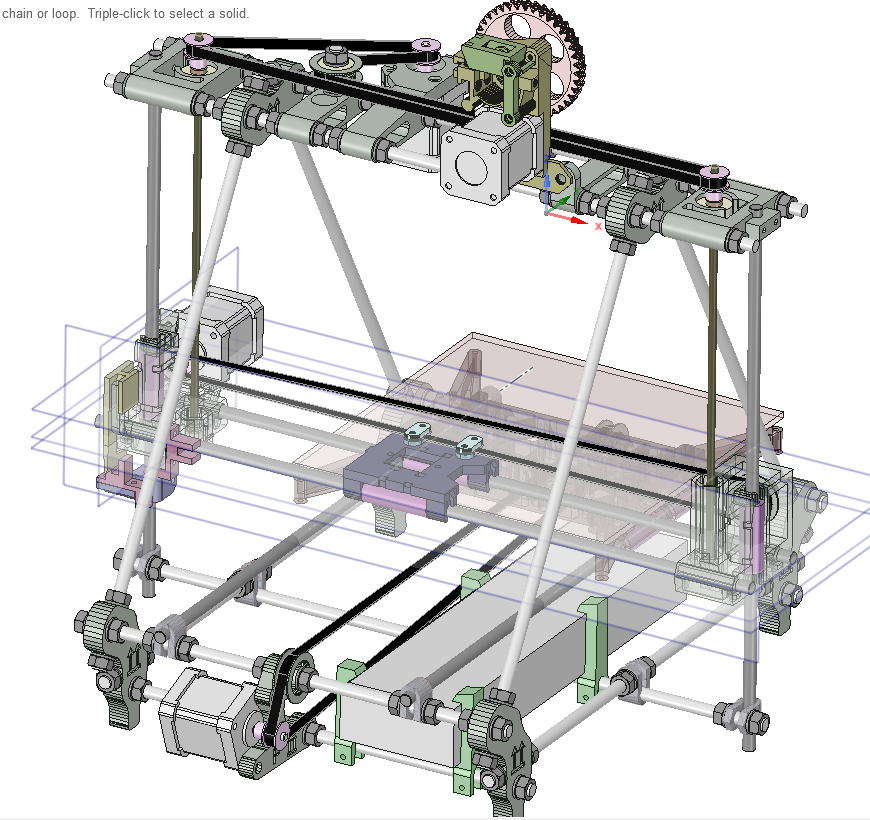
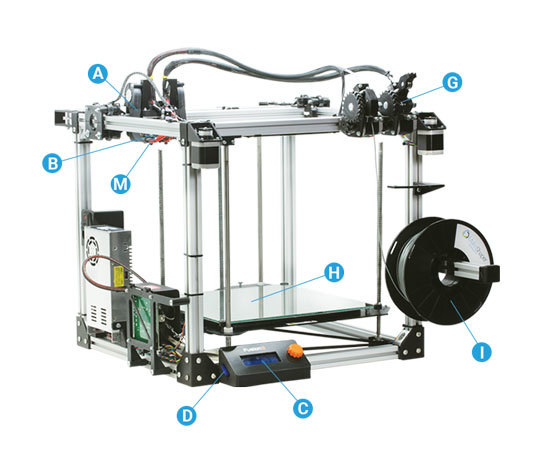
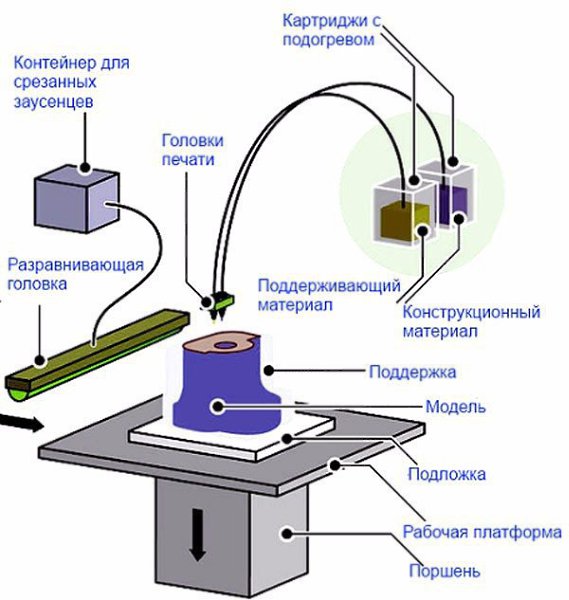
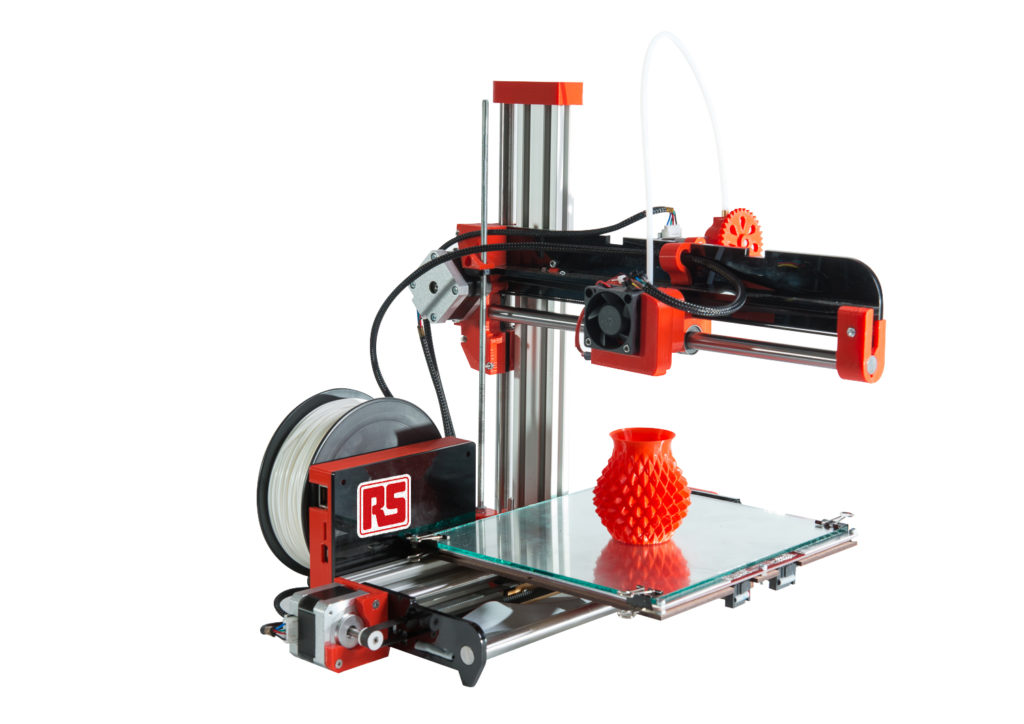 Получающий
Получающий
 Или если
Или если
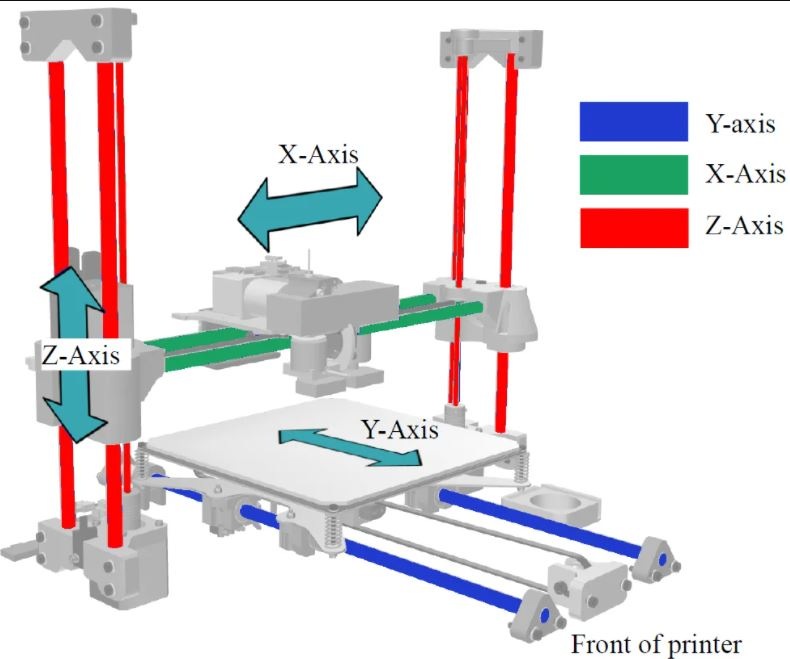 Фото Стефана Белчера предоставлено
Фото Стефана Белчера предоставлено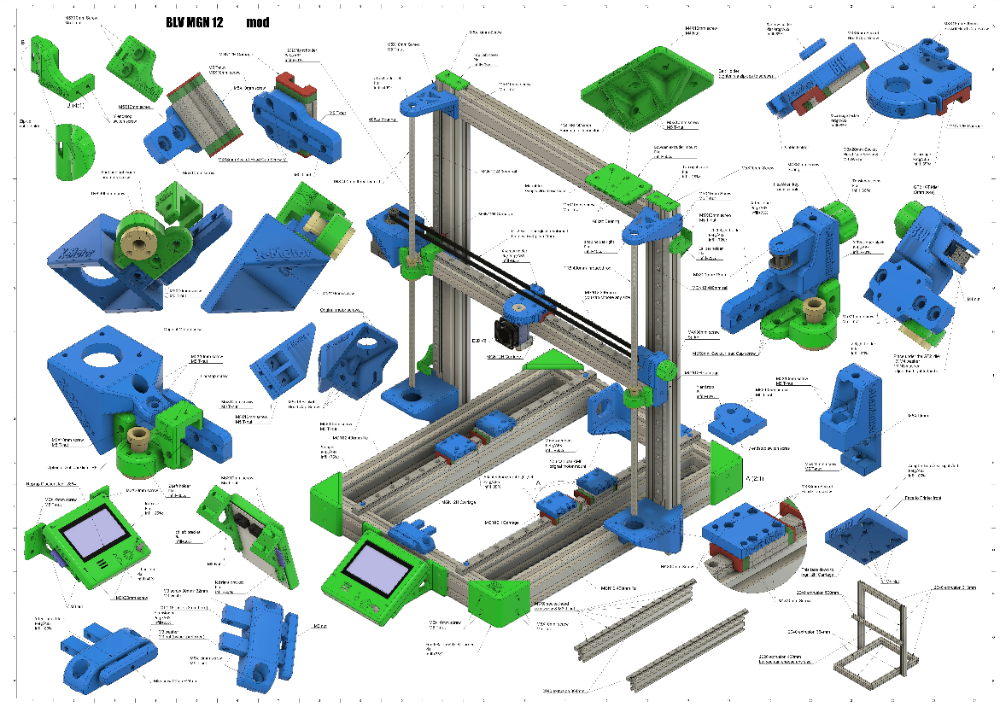 Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце. После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн). PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается. Хотя
Хотя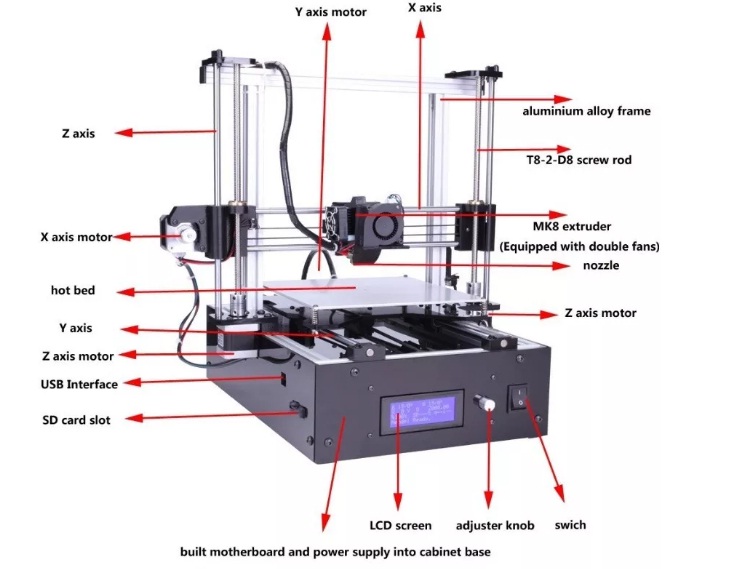
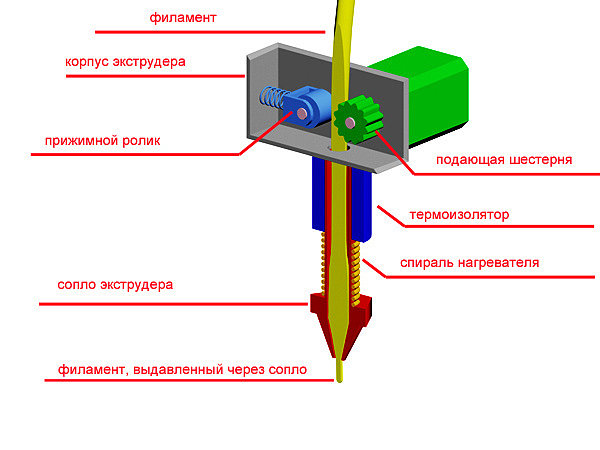 Вот почему
Вот почему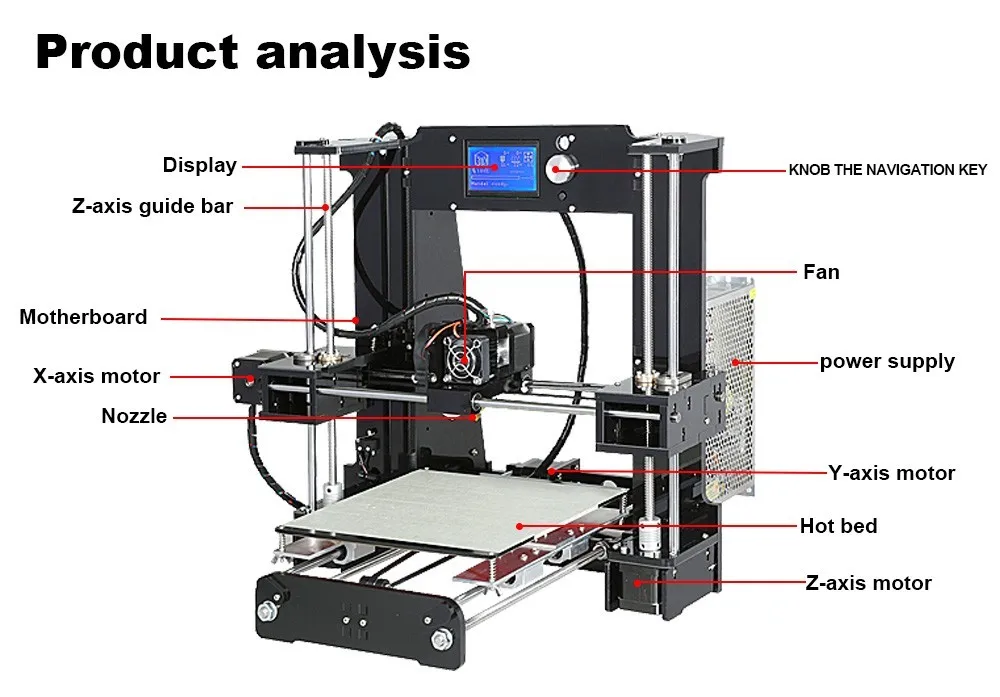 В другом месте то же самое
В другом месте то же самое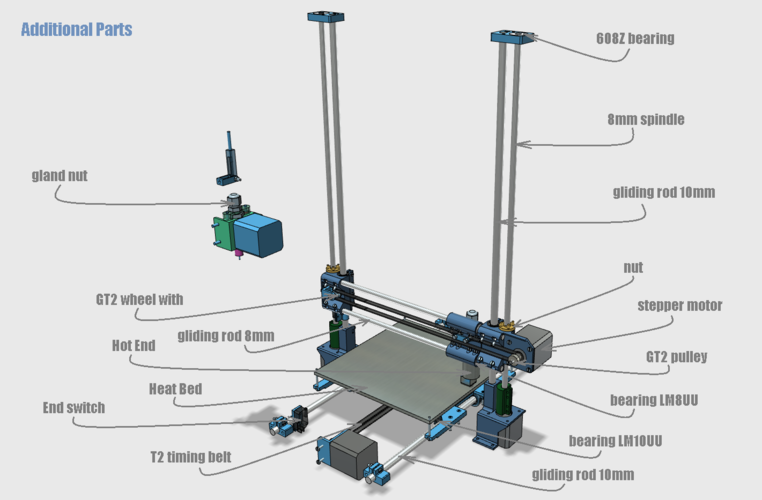 Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство.
Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство. Последний, поддерживающий человека
Последний, поддерживающий человека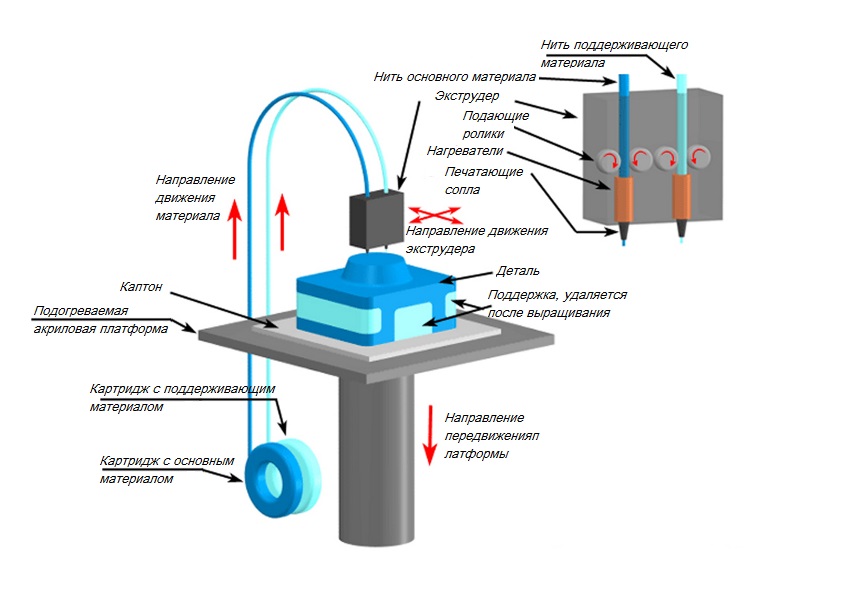 Так как многие
Так как многие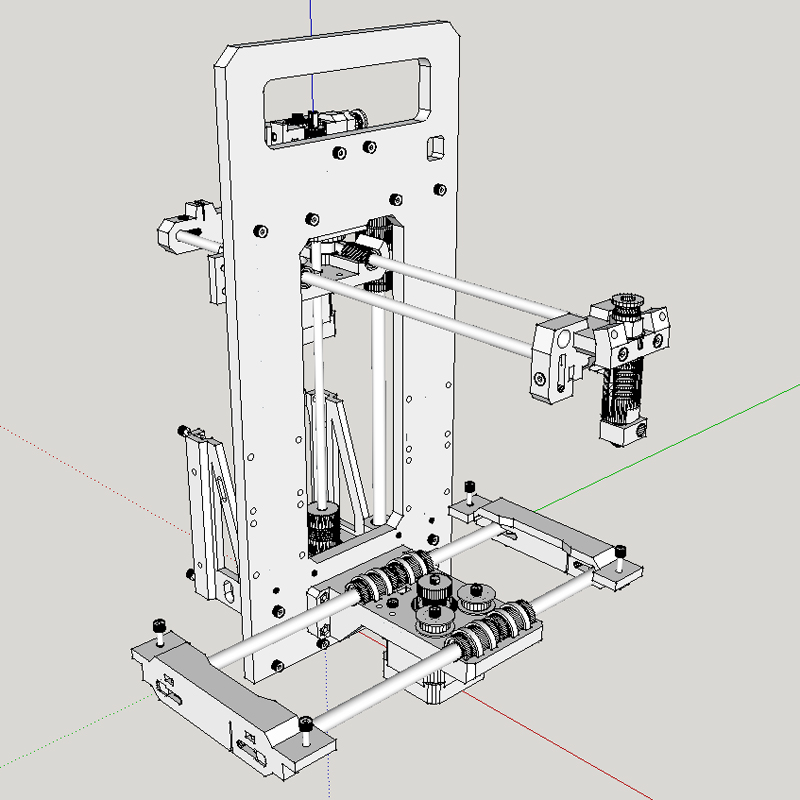
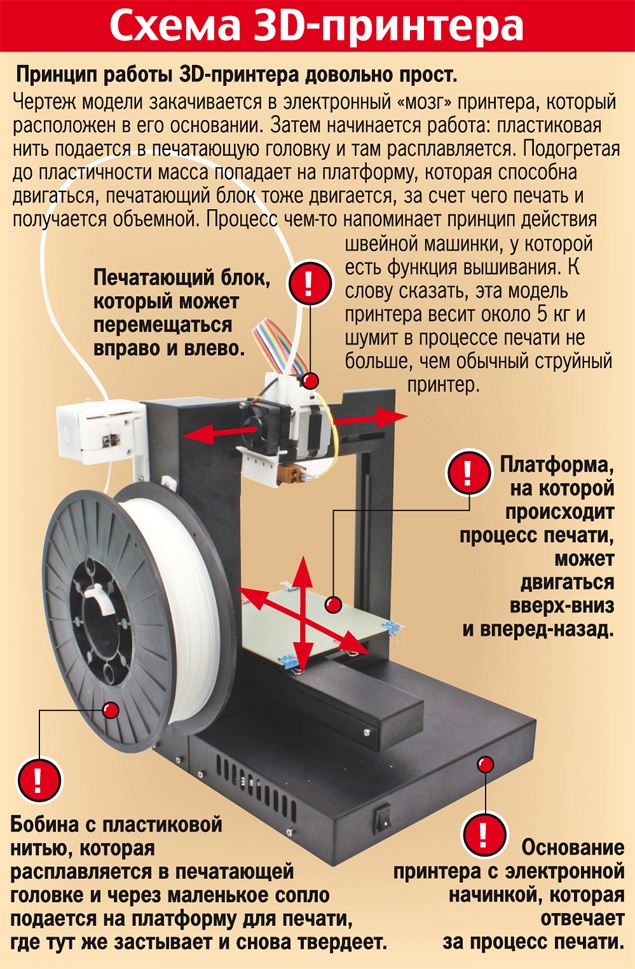






 …
… ..
.. Кострома
Кострома
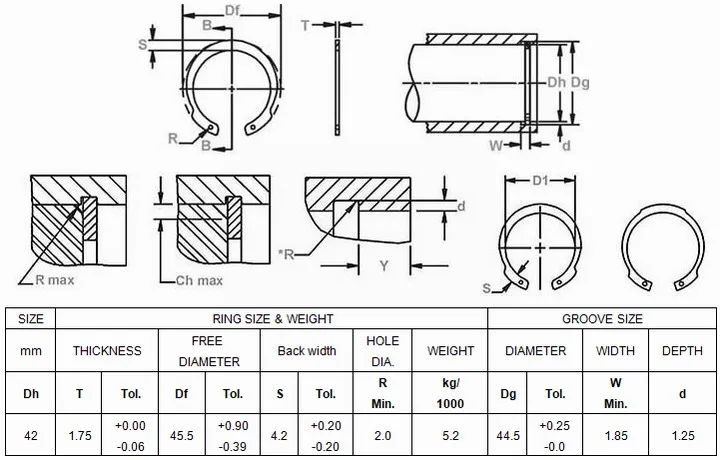 5
5 При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера.
При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера.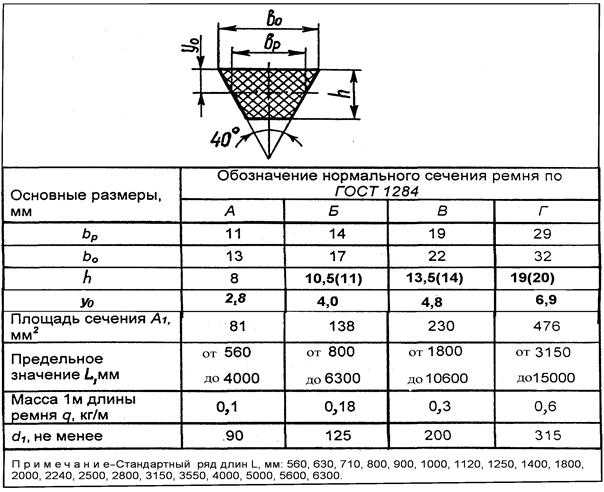 N 1).
N 1).
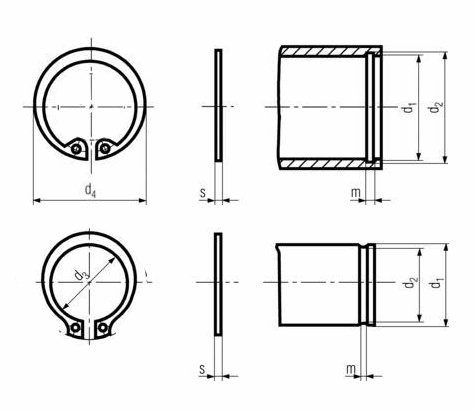 Определяющим размером для канавок на поверхностях вращения является диаметр поверхности d. Размеры канавки в размерные цепи деталей не включают (рис. 8.19).
Определяющим размером для канавок на поверхностях вращения является диаметр поверхности d. Размеры канавки в размерные цепи деталей не включают (рис. 8.19). 8.19
8.19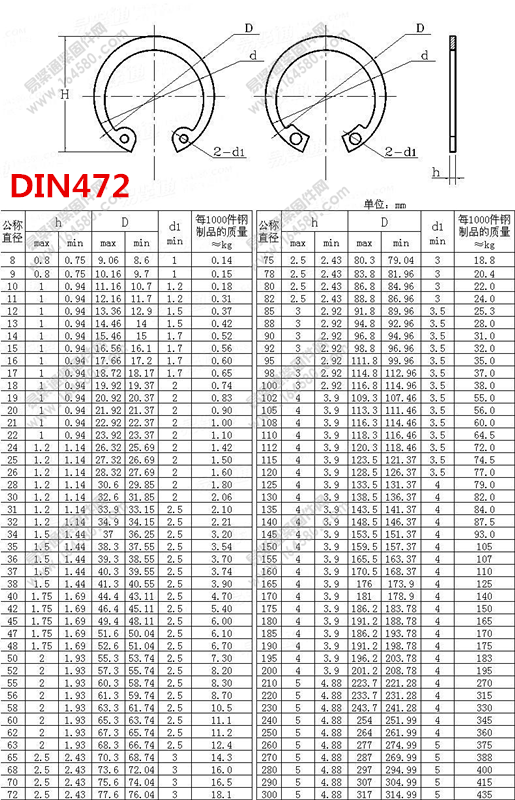 8.23
8.23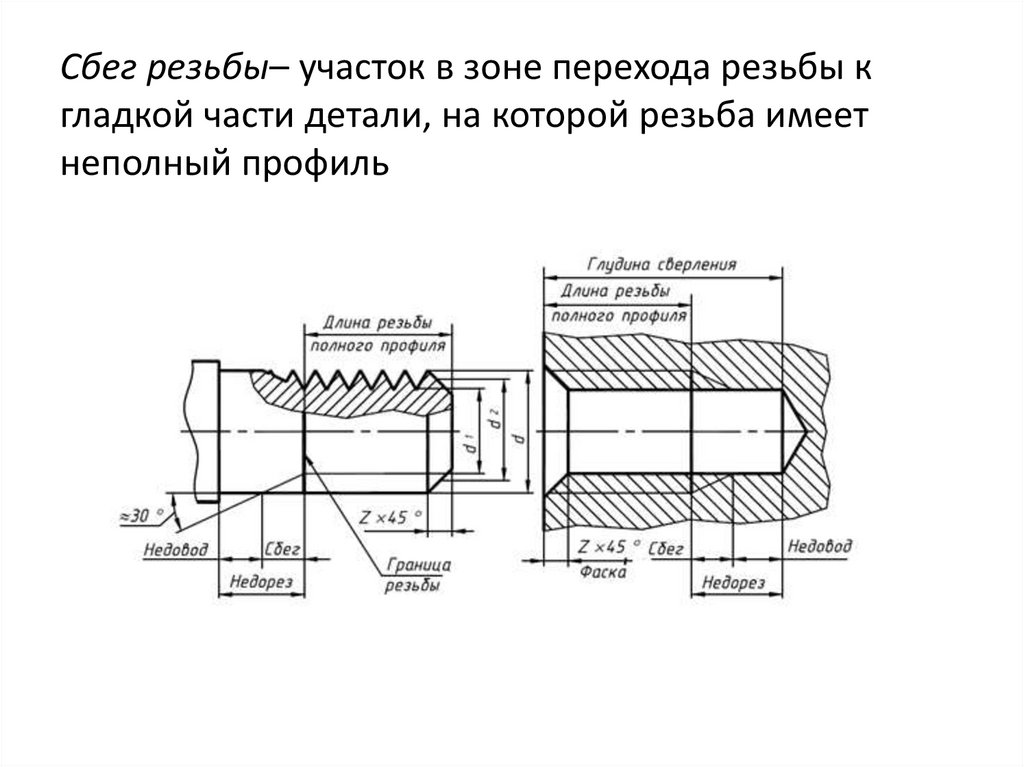 8.25
8.25 8.24
8.24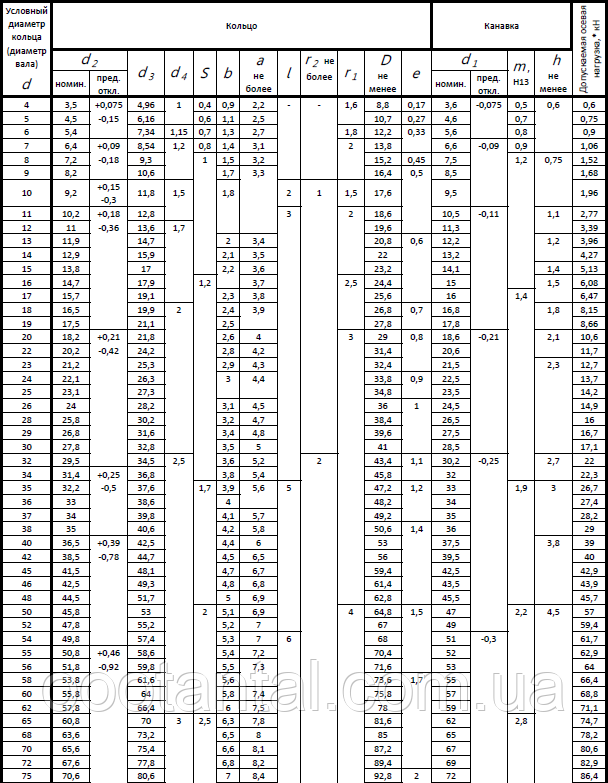 д.).
д.). 8.27
8.27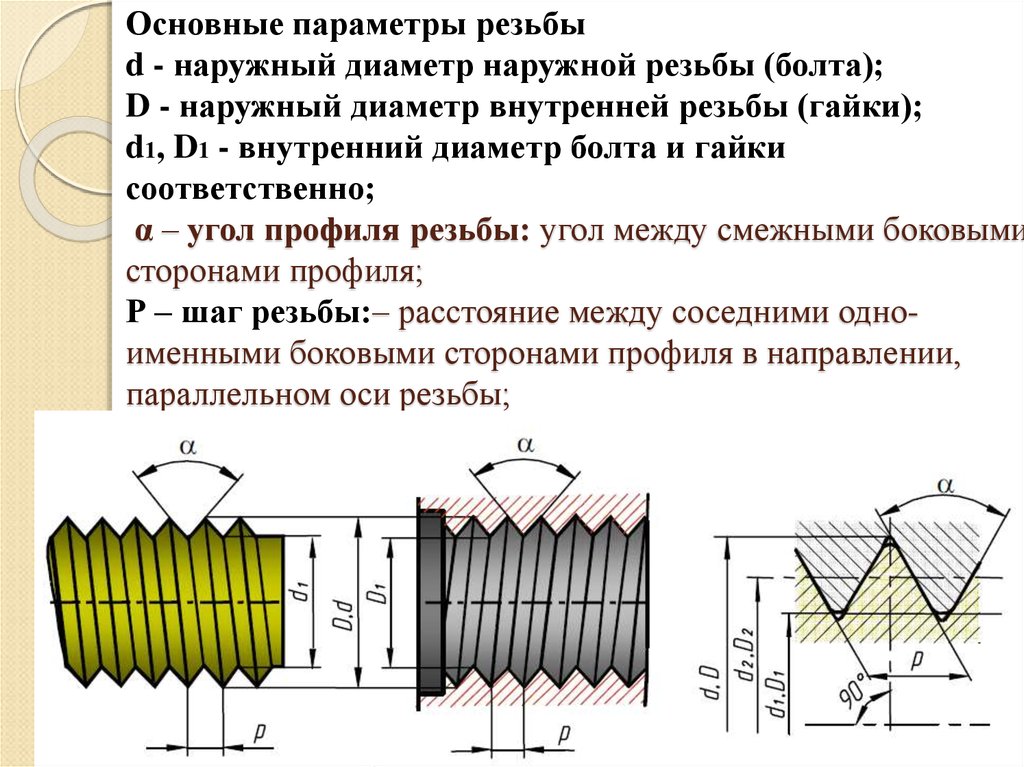 pdf
pdf 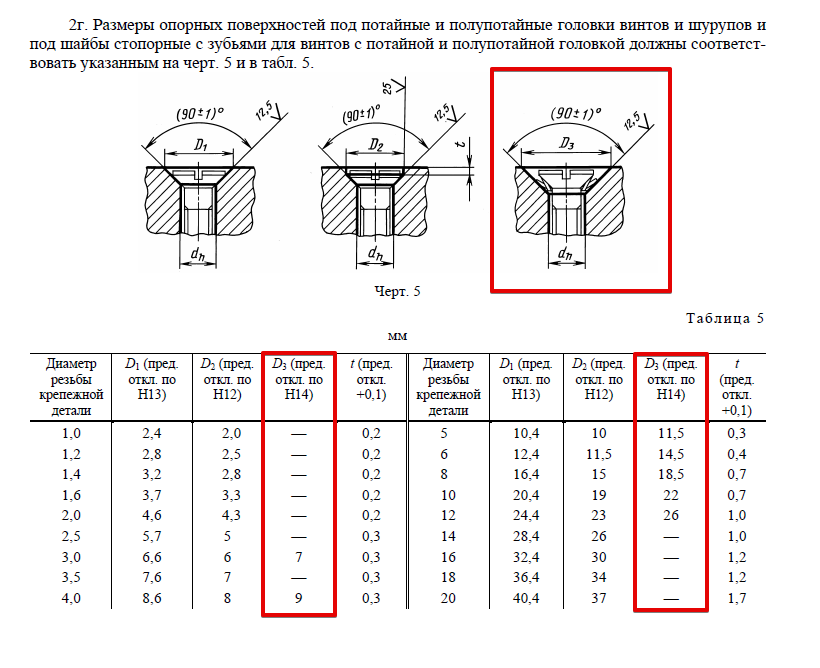
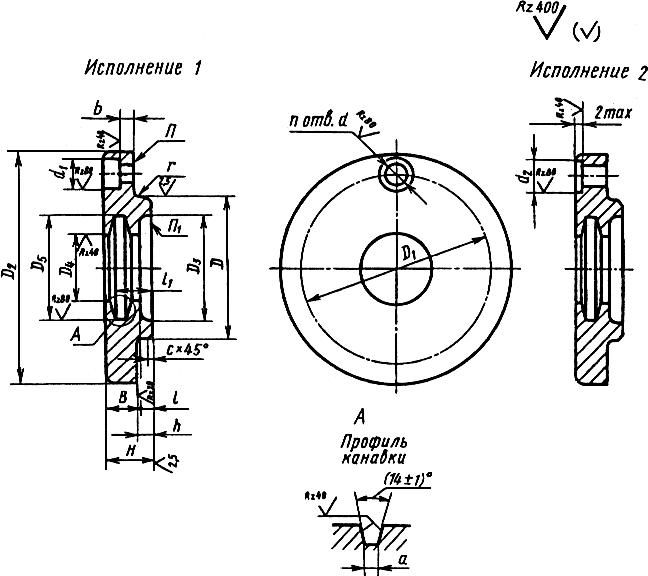 выключенный.
выключенный. По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
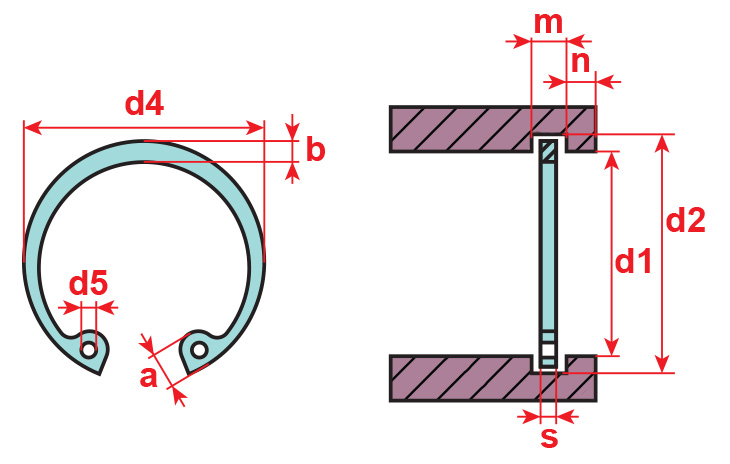 Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых сторон профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы закругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.
Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых сторон профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы закругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.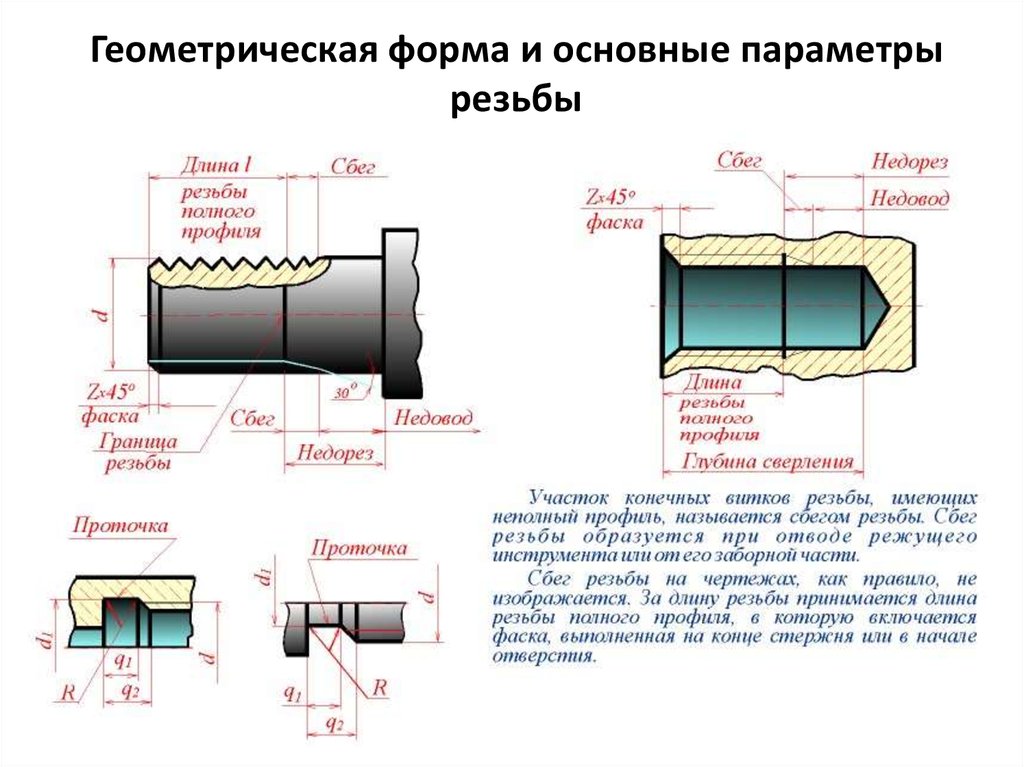 3.
3. Механические свойства стали должны соответствовать указанным в табл.4.
Механические свойства стали должны соответствовать указанным в табл.4.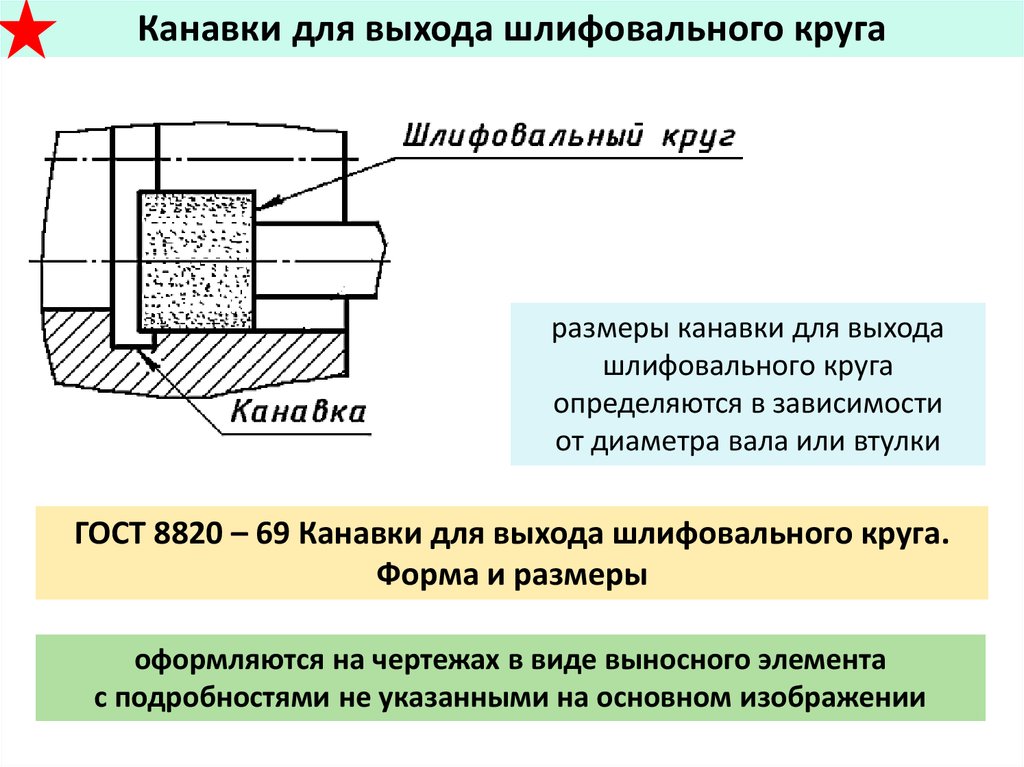
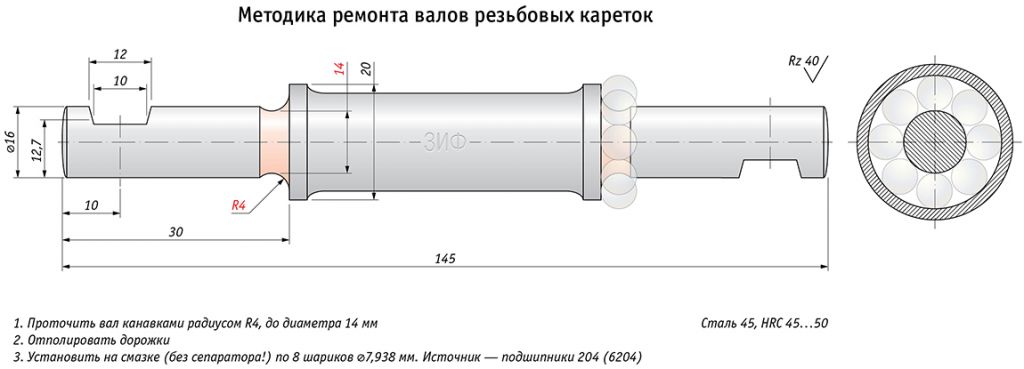

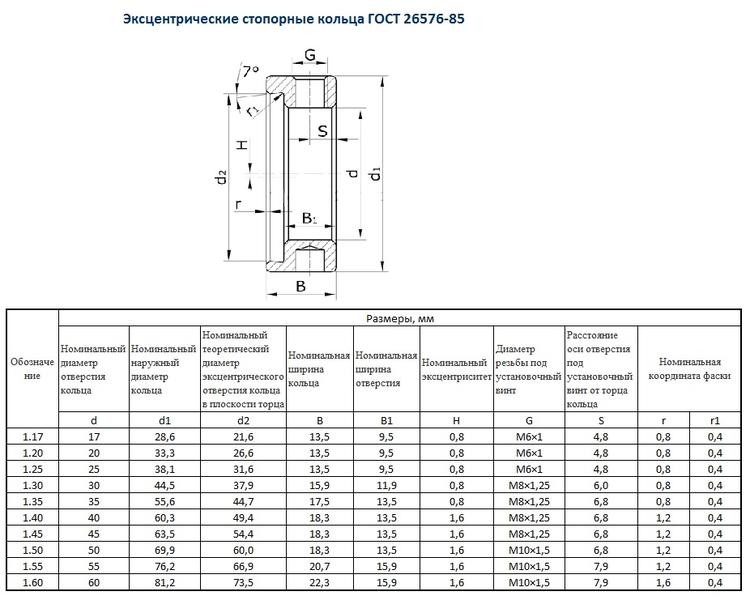
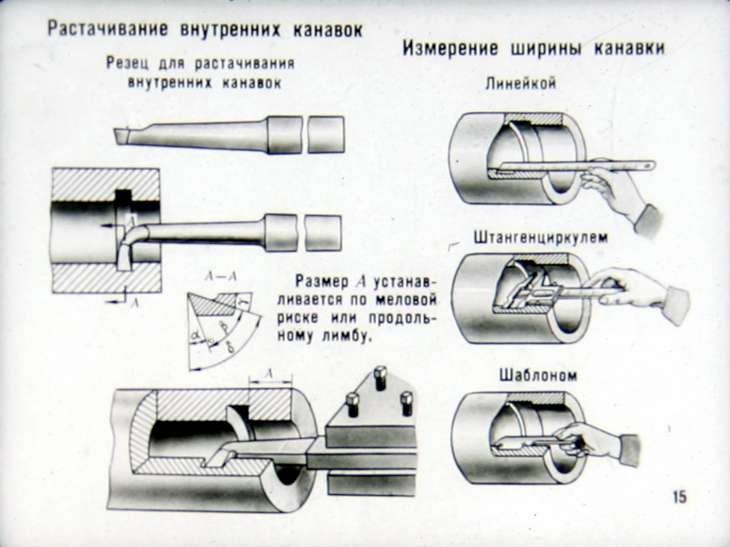 6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5.
6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5. 1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 шт. по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от торца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более.
1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 шт. по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от торца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более. V.
V.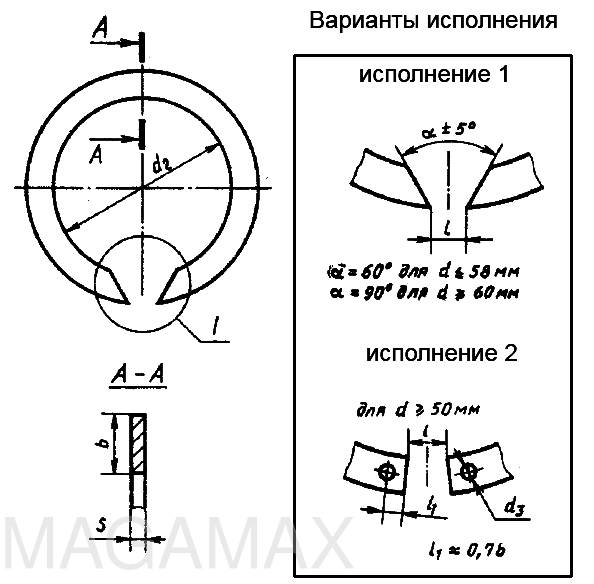 S.E. Группа*
S.E. Группа*
 B, 00602438813254-B JN-H STERLING
B, 00602438813254-B JN-H STERLING
 Окончательное распиливание делаетсяс противоположной стороны, для чего заготовку надо перевернуть.
Окончательное распиливание делаетсяс противоположной стороны, для чего заготовку надо перевернуть.
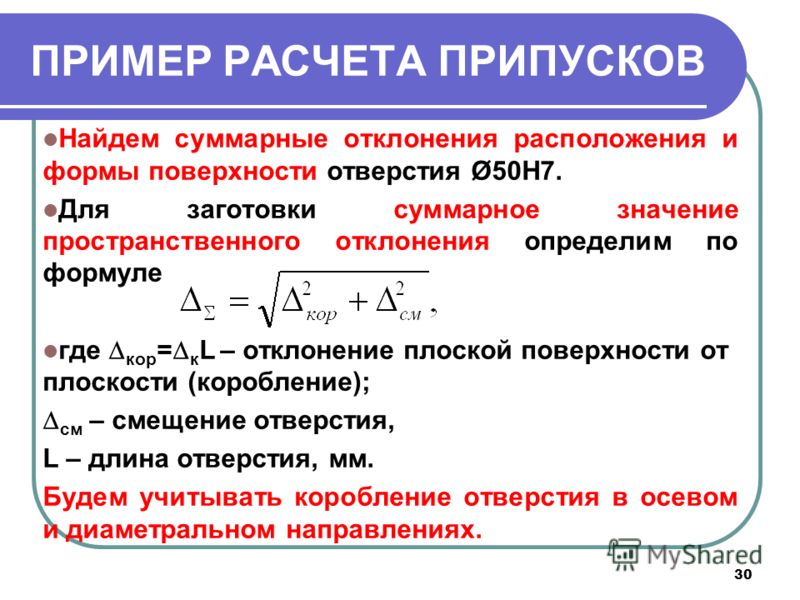 Разъясняем и показываем приемы работы каждым из них: вначале шерхебелем — для чернового строгания и снятия толстого слоя древесины, потом рубанком — для чистовой обработки до заданного размера. Используя таблицу и сами инструменты, показываем последовательность их сборки, разборки и наладки, установки вылета резца в зависимости от поверхности заготовки. Правильность наладки проверяется пробным (легким) строганием.
Разъясняем и показываем приемы работы каждым из них: вначале шерхебелем — для чернового строгания и снятия толстого слоя древесины, потом рубанком — для чистовой обработки до заданного размера. Используя таблицу и сами инструменты, показываем последовательность их сборки, разборки и наладки, установки вылета резца в зависимости от поверхности заготовки. Правильность наладки проверяется пробным (легким) строганием.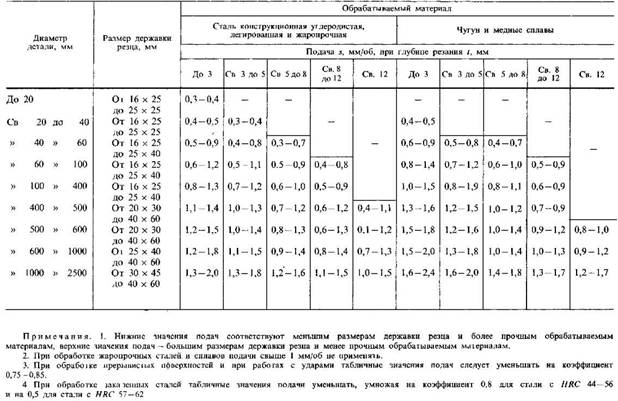
 Особенно подробно (в медленном рабочем ритме) показываем приемы сверления коловоротом и дрелью.
Особенно подробно (в медленном рабочем ритме) показываем приемы сверления коловоротом и дрелью. В ходе последующей практической работы школьники фронтально проверяют разметку деталей и пропил к большому отверстию в хвостовике. По мере завершения этих операций они сверлят под контролем учителя на станке вначале отверстие малого, а затем большого диаметра. Соблюдая требования технологии, учащиеся дважды в течение занятия работают на станке. Затем коловоротом делают зенкование под шурупы с потайной головкой и собирают изделие.
В ходе последующей практической работы школьники фронтально проверяют разметку деталей и пропил к большому отверстию в хвостовике. По мере завершения этих операций они сверлят под контролем учителя на станке вначале отверстие малого, а затем большого диаметра. Соблюдая требования технологии, учащиеся дважды в течение занятия работают на станке. Затем коловоротом делают зенкование под шурупы с потайной головкой и собирают изделие.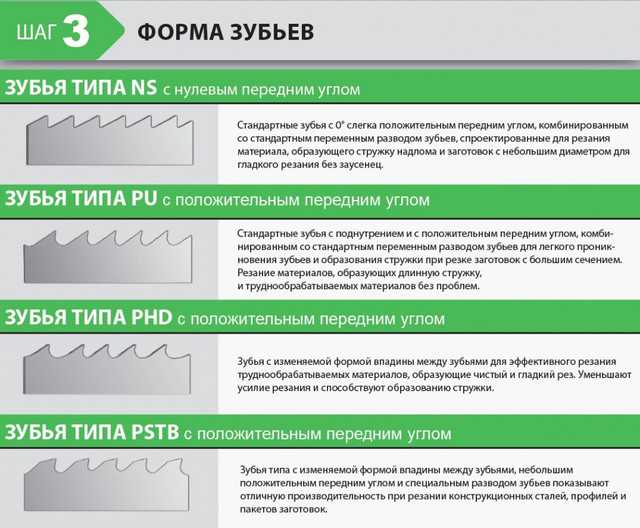 Поэтому считаю необходимым еще раз поговорить о том, что такое прифуговка и что она дает.
Поэтому считаю необходимым еще раз поговорить о том, что такое прифуговка и что она дает.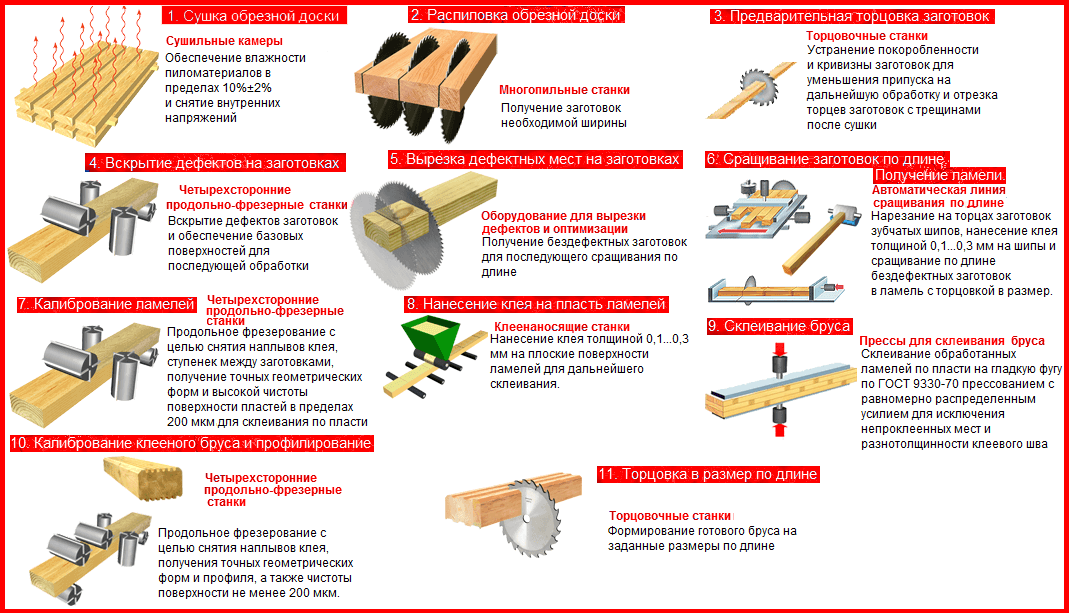 Это обеспечивается расположением резцов под небольшим углом к вертикали. Причем наклон верхних и нижних резцов имеет разное направление — рисунок режущих элементов напоминает букву V.
Это обеспечивается расположением резцов под небольшим углом к вертикали. Причем наклон верхних и нижних резцов имеет разное направление — рисунок режущих элементов напоминает букву V.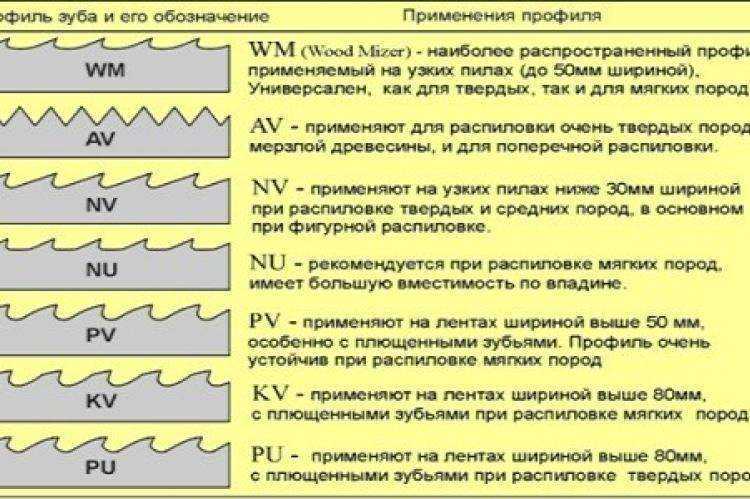 Но обо все по порядку.
Но обо все по порядку. В этом, собственно, суть применения подрезной пилы – ширина ее пропила должна быть обязательно больше, чем пропил главной пилы. А это значит, что после облицовывания кромок клеевой шов на нижней пласти ( где оставила след подрезка) – будет более заметен. И устранить эту разницу может только прифуговка.
В этом, собственно, суть применения подрезной пилы – ширина ее пропила должна быть обязательно больше, чем пропил главной пилы. А это значит, что после облицовывания кромок клеевой шов на нижней пласти ( где оставила след подрезка) – будет более заметен. И устранить эту разницу может только прифуговка. 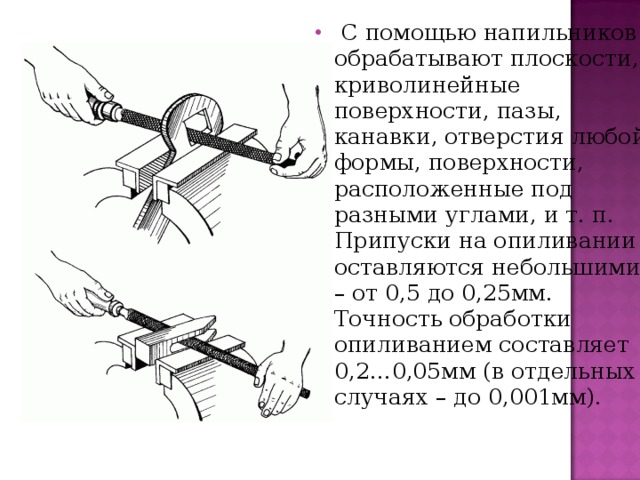 Кроме того, пыль с деталей попадает на клеевой валец и способствует образованию нагара. Предварительное фрезерование деталей позволяет «зачистить» кромки за пару секунд до нанесения на них клея, что решает эту проблему.
Кроме того, пыль с деталей попадает на клеевой валец и способствует образованию нагара. Предварительное фрезерование деталей позволяет «зачистить» кромки за пару секунд до нанесения на них клея, что решает эту проблему. 2 – показано утрировано). В кромкооблицовочных станках предусмотрено средство борьбы с разнотолщинностью плит – это вертикальное копирование. Но в данном случае оно бессильно, так как копировальный диск катится по детали на некотором удалении от ее кромки и поэтому не способен «засечь» указанный дефект. В результате идеально настроенные фрезы и цикли частично «зарезают» пласти детали.
2 – показано утрировано). В кромкооблицовочных станках предусмотрено средство борьбы с разнотолщинностью плит – это вертикальное копирование. Но в данном случае оно бессильно, так как копировальный диск катится по детали на некотором удалении от ее кромки и поэтому не способен «засечь» указанный дефект. В результате идеально настроенные фрезы и цикли частично «зарезают» пласти детали.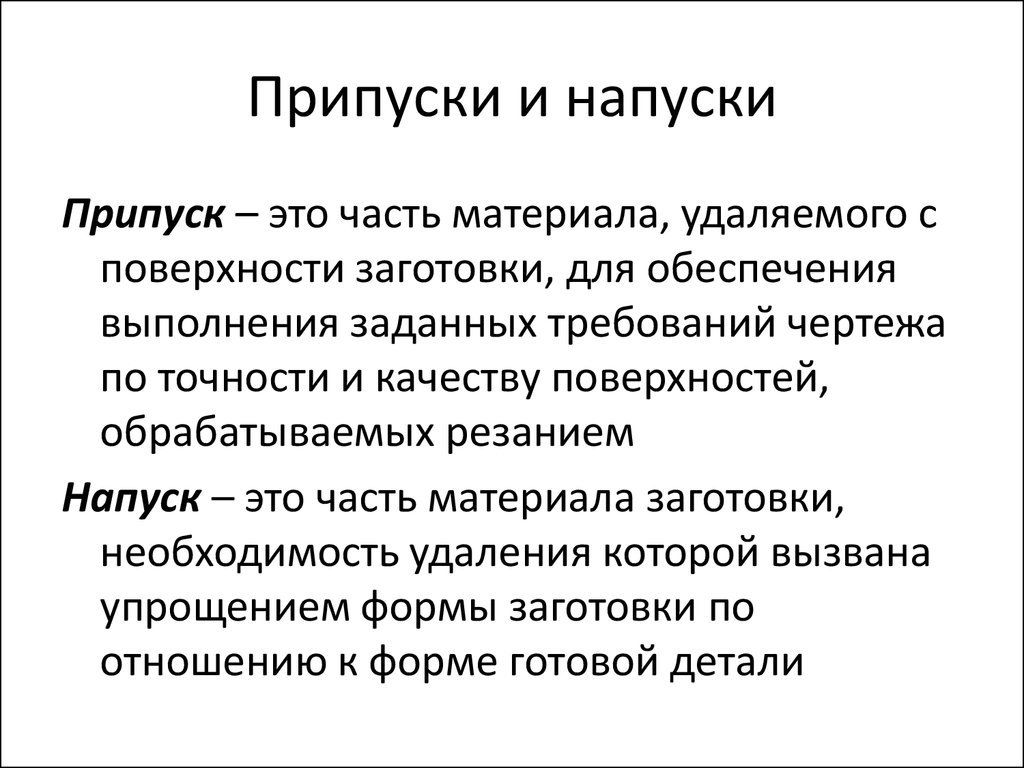 Но причины здесь несколько иные. В кромкооблицовочных станках прижим кромочного материала к плите осуществляется роликами, усилие прижима которых для надежного приклеивания должно быть достаточно высоким. При заходе ролика на деталь (рис.3 а) передний край кромки деформируется ( вдавливается внутрь детали – показано утрированно на рис.3 б). Аналогичная деформация происходит и при сходе ролика с задней части заготовки. Особенно это заметно при облицовывании относительно мягкой плиты тонким кромочным материалом.
Но причины здесь несколько иные. В кромкооблицовочных станках прижим кромочного материала к плите осуществляется роликами, усилие прижима которых для надежного приклеивания должно быть достаточно высоким. При заходе ролика на деталь (рис.3 а) передний край кромки деформируется ( вдавливается внутрь детали – показано утрированно на рис.3 б). Аналогичная деформация происходит и при сходе ролика с задней части заготовки. Особенно это заметно при облицовывании относительно мягкой плиты тонким кромочным материалом.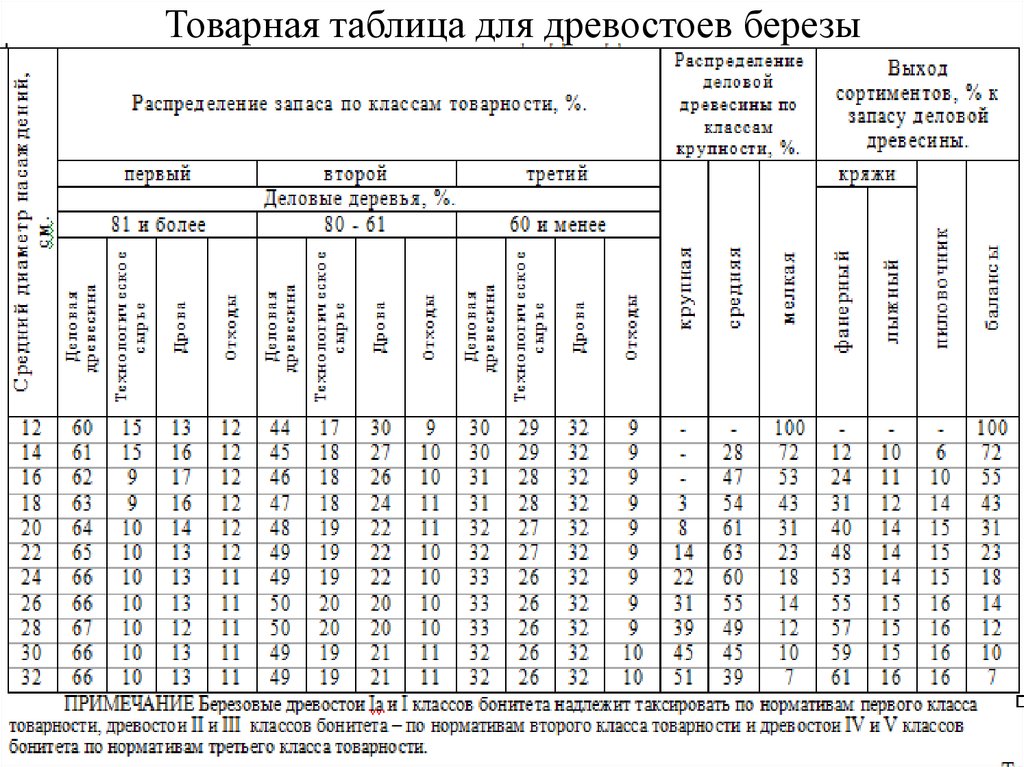 И снова делается ложный вывод, что станок не держит настройки.
И снова делается ложный вывод, что станок не держит настройки.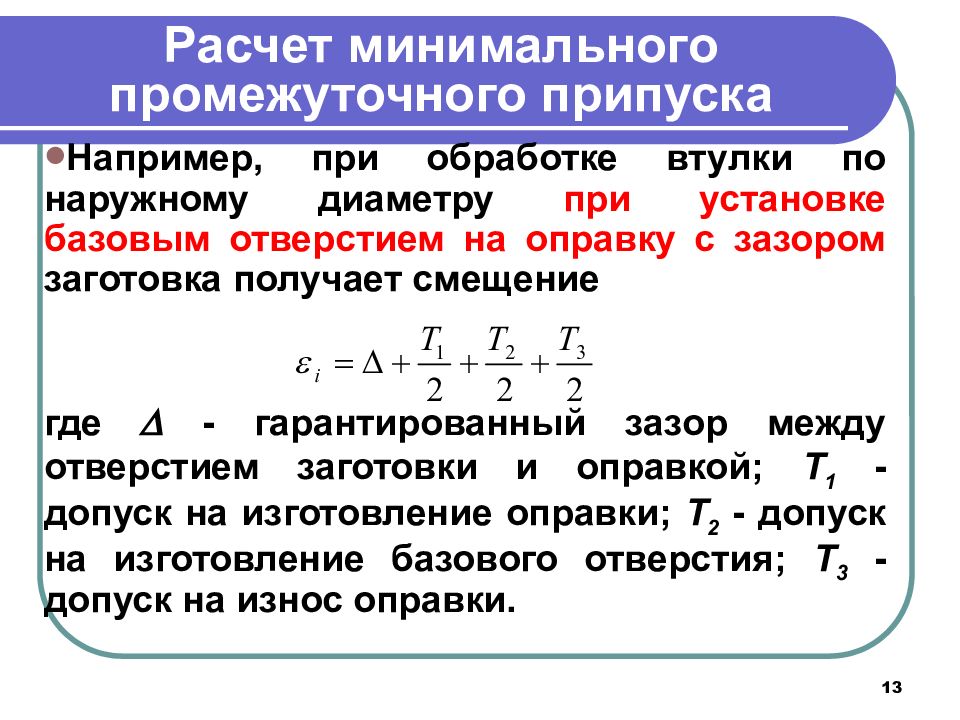 А, следовательно, могут остаться участки со сколами или ступенькой от подрезки. Во-вторых, для нормальной работы алмазных фрез требуется больший припуск, обеспечивающий нормальный процесс резания.
А, следовательно, могут остаться участки со сколами или ступенькой от подрезки. Во-вторых, для нормальной работы алмазных фрез требуется больший припуск, обеспечивающий нормальный процесс резания.

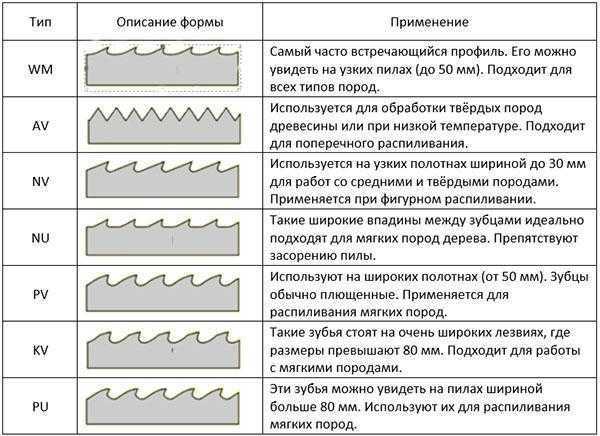
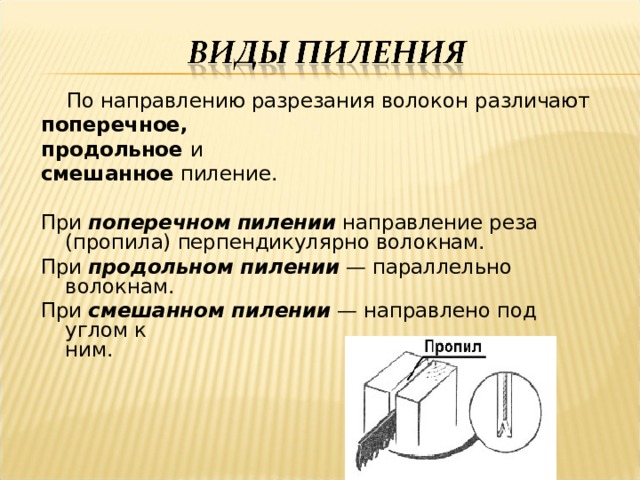 дюйма на каждый кусок ткани на каждом шве. Таким образом, четыре шва, добавляющие 3/8 дюйма на припуски на швы, добавят 3 дюйма к корпусу юбки или брюк. (Это число получается из 3/8 дюйма, умноженного на восемь, что соответствует четырем швам, состоящим из восьми кусков ткани, равно 3 дюймам.)
дюйма на каждый кусок ткани на каждом шве. Таким образом, четыре шва, добавляющие 3/8 дюйма на припуски на швы, добавят 3 дюйма к корпусу юбки или брюк. (Это число получается из 3/8 дюйма, умноженного на восемь, что соответствует четырем швам, состоящим из восьми кусков ткани, равно 3 дюймам.)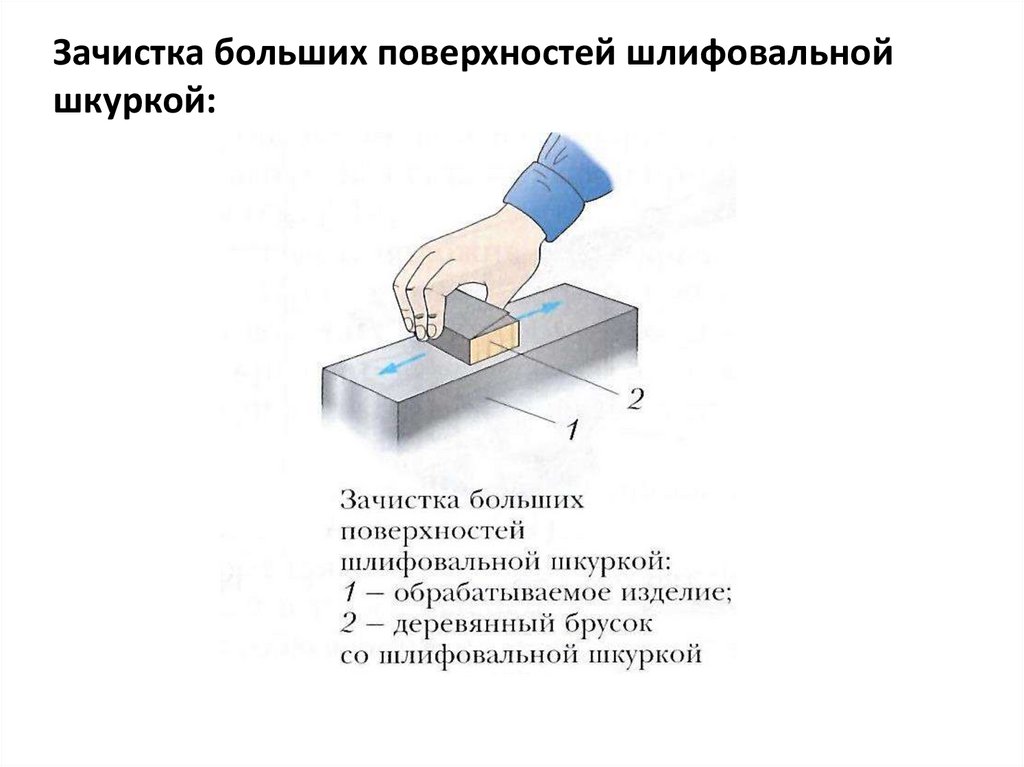 Выбор отделки шва должен быть сделан до того, как вы начнете шить шов и создадите припуск на шов.
Выбор отделки шва должен быть сделан до того, как вы начнете шить шов и создадите припуск на шов.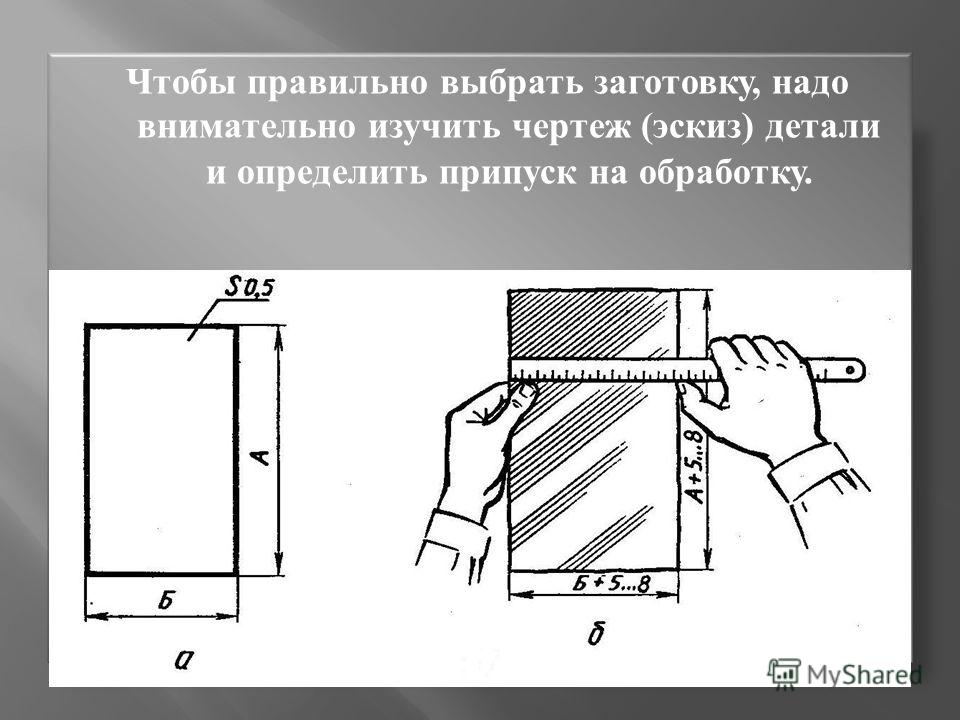 Начинающему шитью крайне важно научиться распознавать припуски на швы на выкройке, как переносить метки припусков на швы на ткань (при необходимости) и как правильно использовать припуски на швы.
Начинающему шитью крайне важно научиться распознавать припуски на швы на выкройке, как переносить метки припусков на швы на ткань (при необходимости) и как правильно использовать припуски на швы. Для тонких и легких тканей лучше всего подходят более короткие припуски на швы, не превышающие 1/2 дюйма. Ткани с более толстым и рыхлым переплетением должны иметь больший припуск на швы, чтобы обеспечить более прочную отделку, которую легче шить. Вы обнаружите, что шитье толстых, громоздких тканей с коротким припуском на шов обеспечивает меньшую устойчивость во время машинной строчки.Кроме того, излишек короткой ткани не дает достаточно места для надлежащей чистовой отделки шва, не позволяя шву лежать ровно после завершения.
Для тонких и легких тканей лучше всего подходят более короткие припуски на швы, не превышающие 1/2 дюйма. Ткани с более толстым и рыхлым переплетением должны иметь больший припуск на швы, чтобы обеспечить более прочную отделку, которую легче шить. Вы обнаружите, что шитье толстых, громоздких тканей с коротким припуском на шов обеспечивает меньшую устойчивость во время машинной строчки.Кроме того, излишек короткой ткани не дает достаточно места для надлежащей чистовой отделки шва, не позволяя шву лежать ровно после завершения.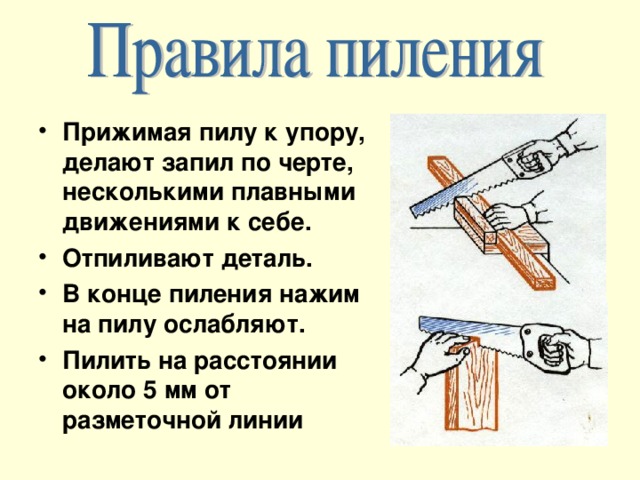
 Оба аспекта следует учитывать при выборе правильной длины припуска на шов. Например, для французского шва или шва внахлест может потребоваться больший припуск на шов, чем для основного шва, обработанного обметочной или зигзагообразной строчкой.
Оба аспекта следует учитывать при выборе правильной длины припуска на шов. Например, для французского шва или шва внахлест может потребоваться больший припуск на шов, чем для основного шва, обработанного обметочной или зигзагообразной строчкой.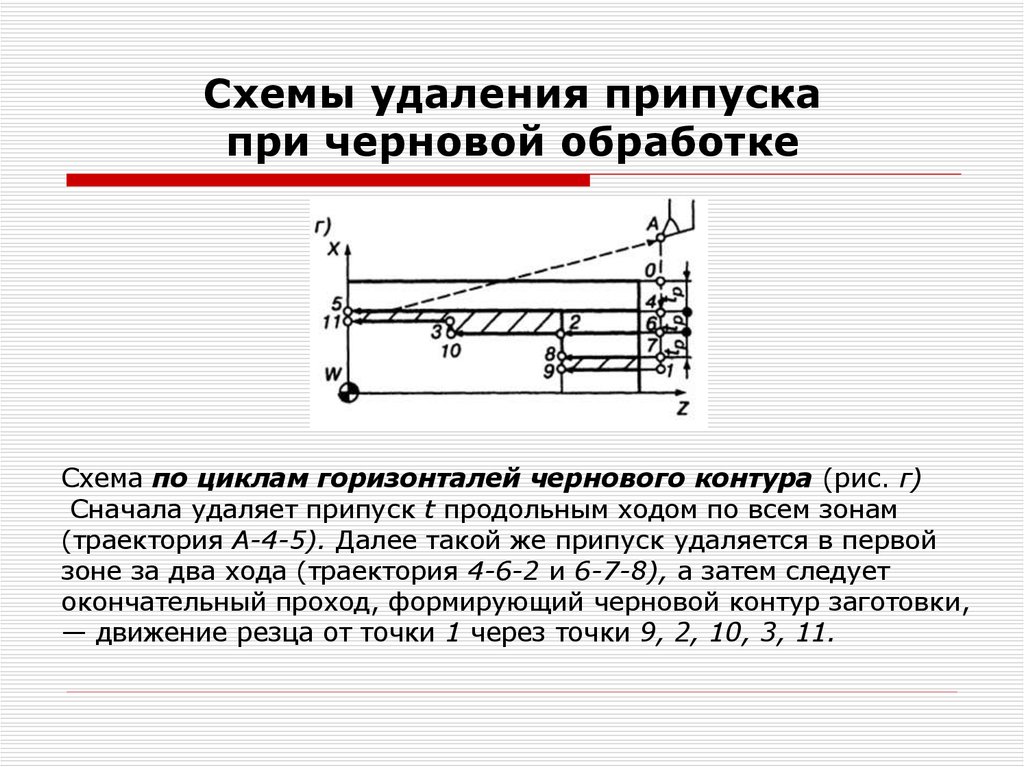 Это расстояние определяет припуск на шов.
Это расстояние определяет припуск на шов. 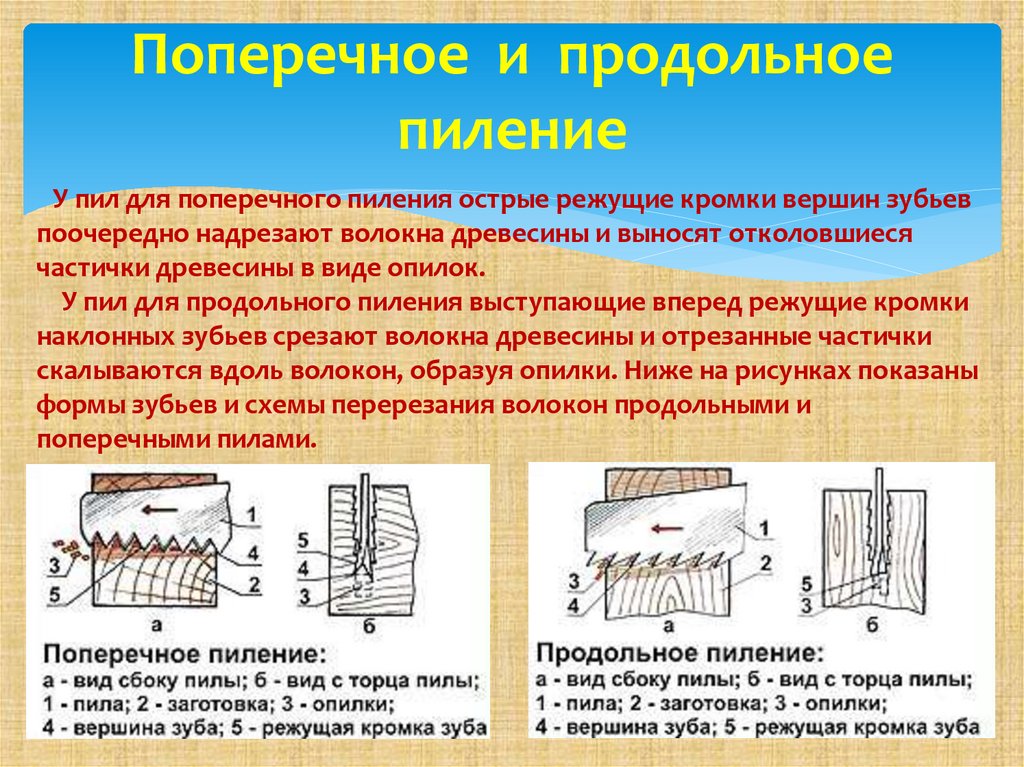
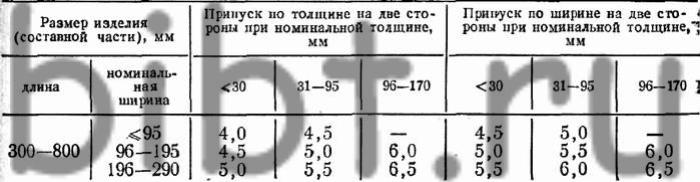 Кроме того, вдоль этих конкретных краев может быть указана дополнительная информация. В случае разреза по краю сгиба, когда край выравнивается со складкой ткани во время раскроя, вы часто можете встретить обозначение «Разрезать по сгибу» или символы, обозначающие разрез по краю сгиба (показаны ниже).
Кроме того, вдоль этих конкретных краев может быть указана дополнительная информация. В случае разреза по краю сгиба, когда край выравнивается со складкой ткани во время раскроя, вы часто можете встретить обозначение «Разрезать по сгибу» или символы, обозначающие разрез по краю сгиба (показаны ниже).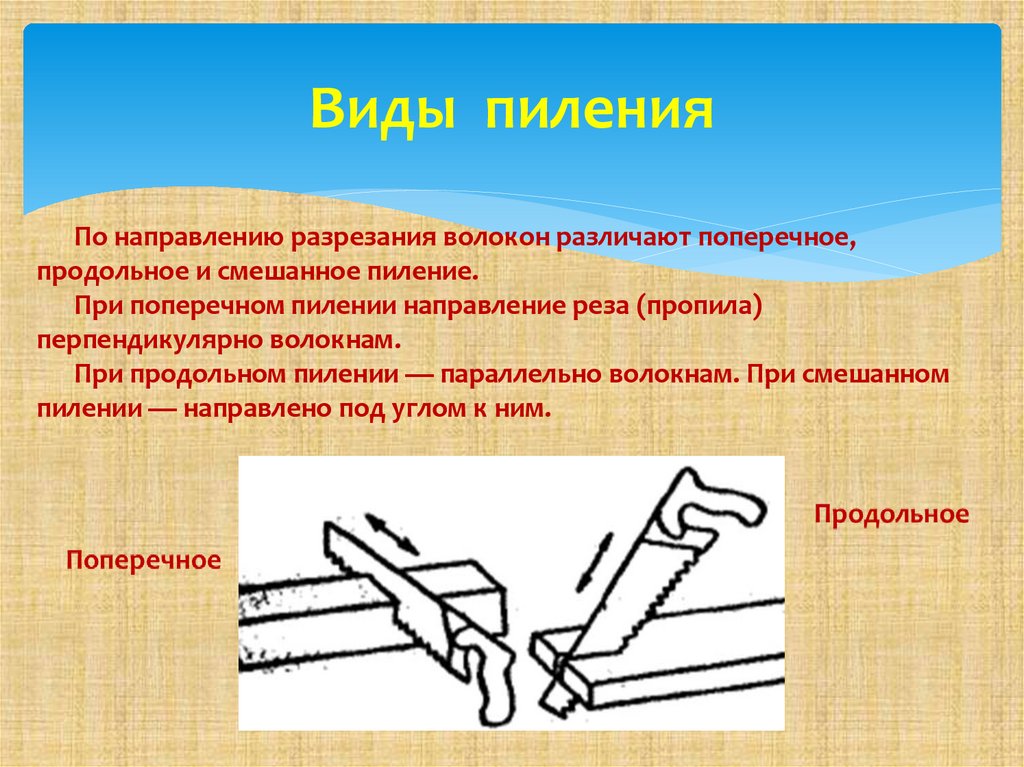
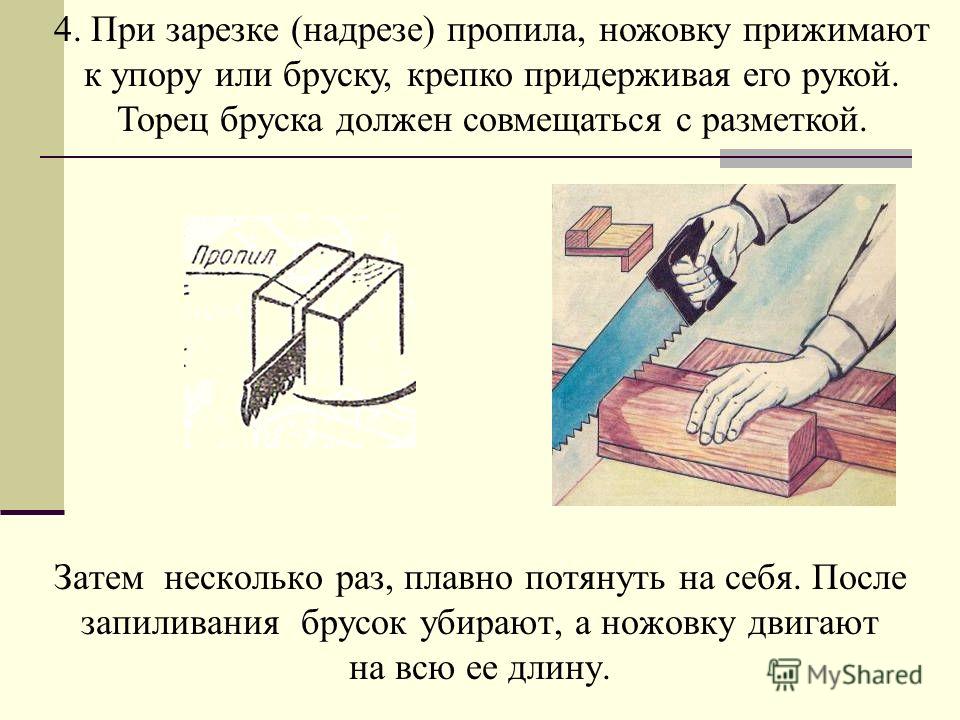 Вы можете просто свериться со своими выкройками (или просто запомнить припуски на швы по каждому краю) и использовать направляющие линии припусков на швы, чтобы сшить все швы.
Вы можете просто свериться со своими выкройками (или просто запомнить припуски на швы по каждому краю) и использовать направляющие линии припусков на швы, чтобы сшить все швы.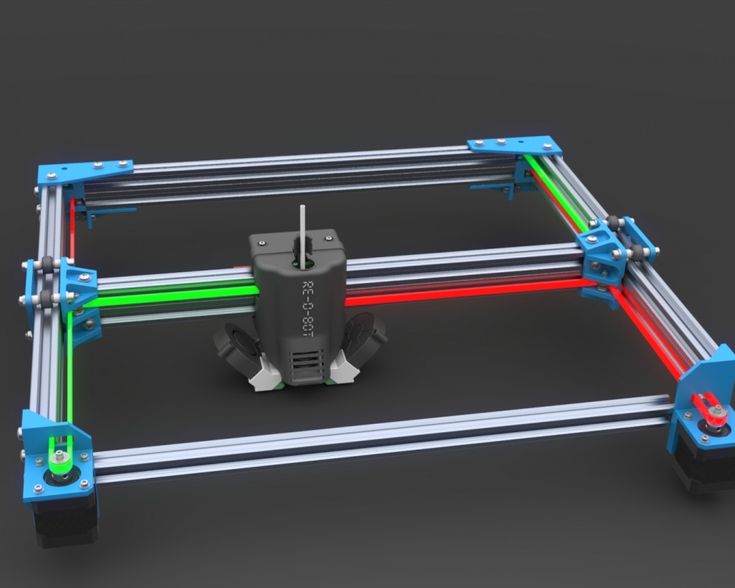 Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера.
Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера. 
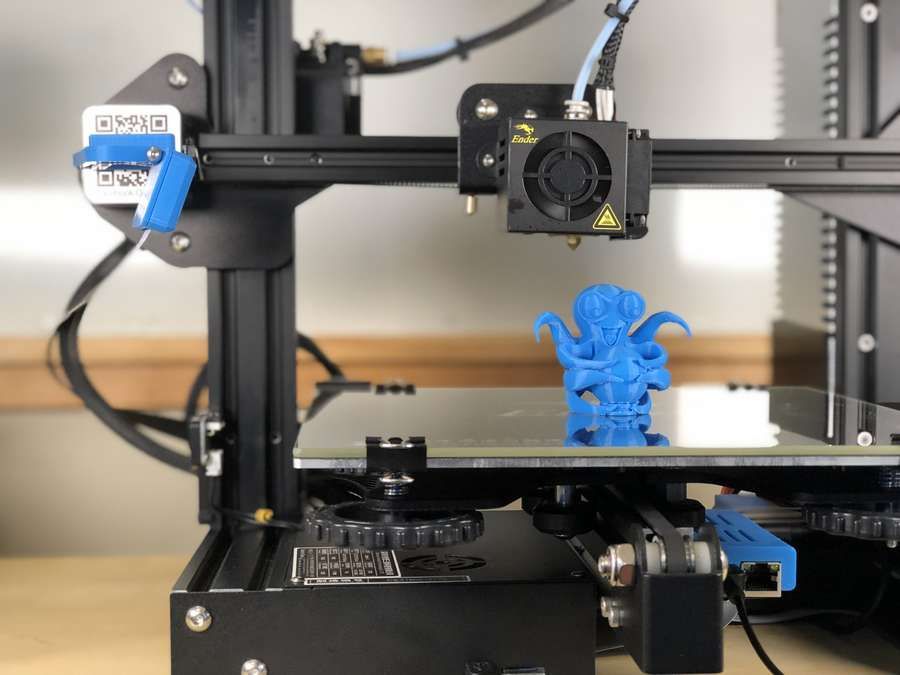 Далее менеджер магазина свяжется с вами для уточнения удобного времени прибытия специалиста. Обратите внимание, что специалист по настройке и обучению приезжает отдельно от доставки курьером. Также возможно обучение в он-лайн режиме.
Далее менеджер магазина свяжется с вами для уточнения удобного времени прибытия специалиста. Обратите внимание, что специалист по настройке и обучению приезжает отдельно от доставки курьером. Также возможно обучение в он-лайн режиме.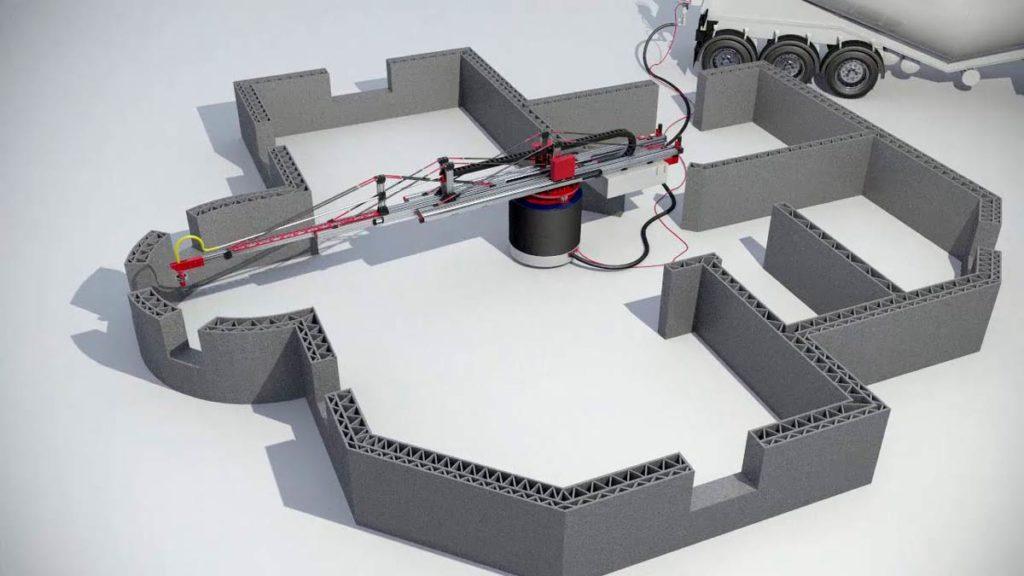 Новосибирск, ул. Красина, д. 51
Новосибирск, ул. Красина, д. 51 Екатеринбург, ул.Луначарского, 81, 2 эт.
Екатеринбург, ул.Луначарского, 81, 2 эт.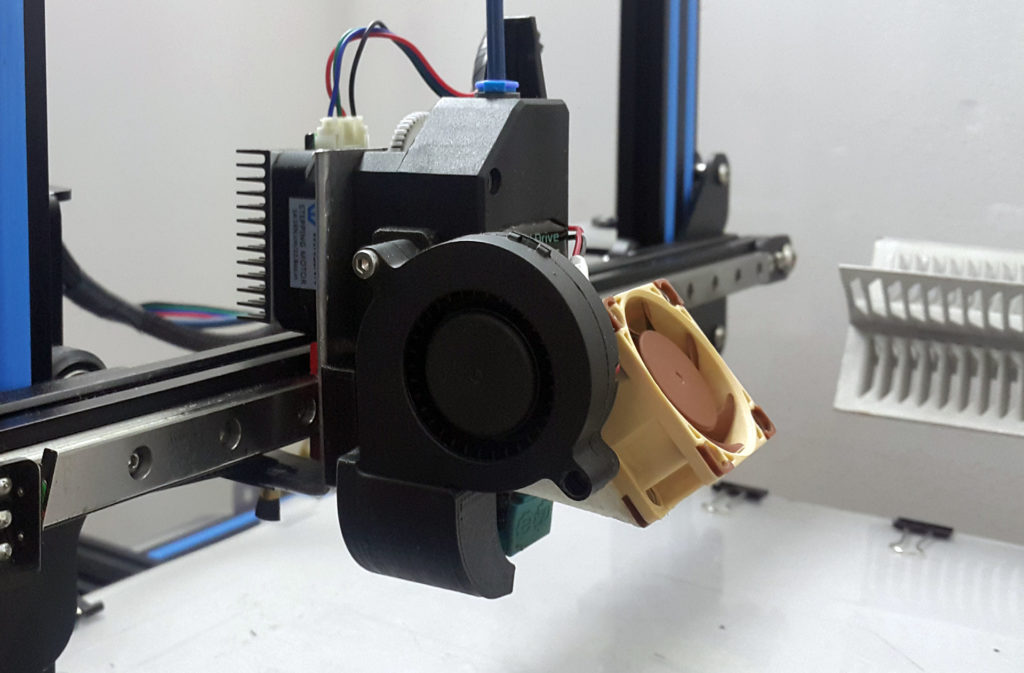 Мира, 55
Мира, 55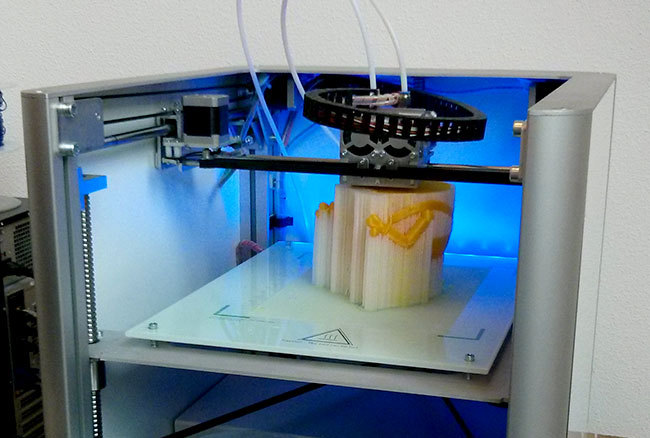 Воронеж ул.Владимира Невского д.13
Воронеж ул.Владимира Невского д.13 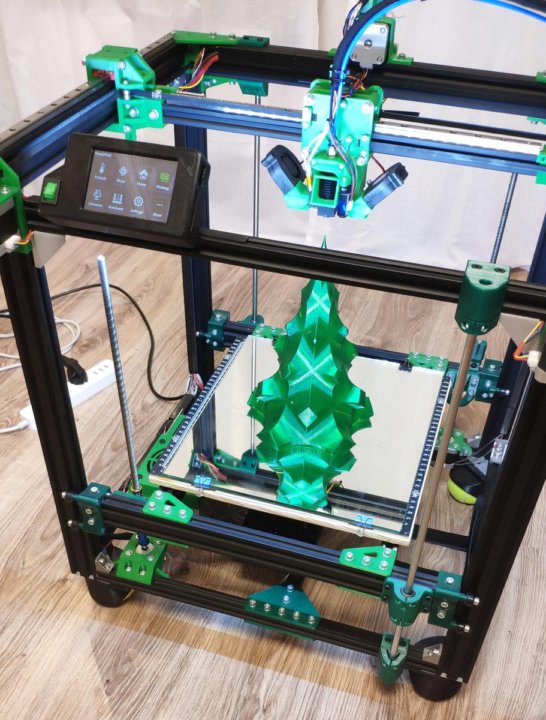 Березанская, 88
Березанская, 88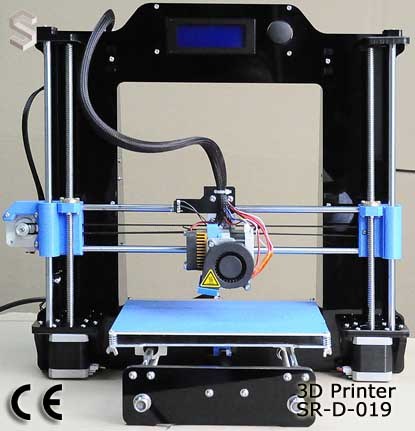 Вы также можете изучить портфолио поставщиков с печатными примерами и оценками клиентов, чтобы получить полное представление об их опыте работы с различными типами деталей.
Вы также можете изучить портфолио поставщиков с печатными примерами и оценками клиентов, чтобы получить полное представление об их опыте работы с различными типами деталей.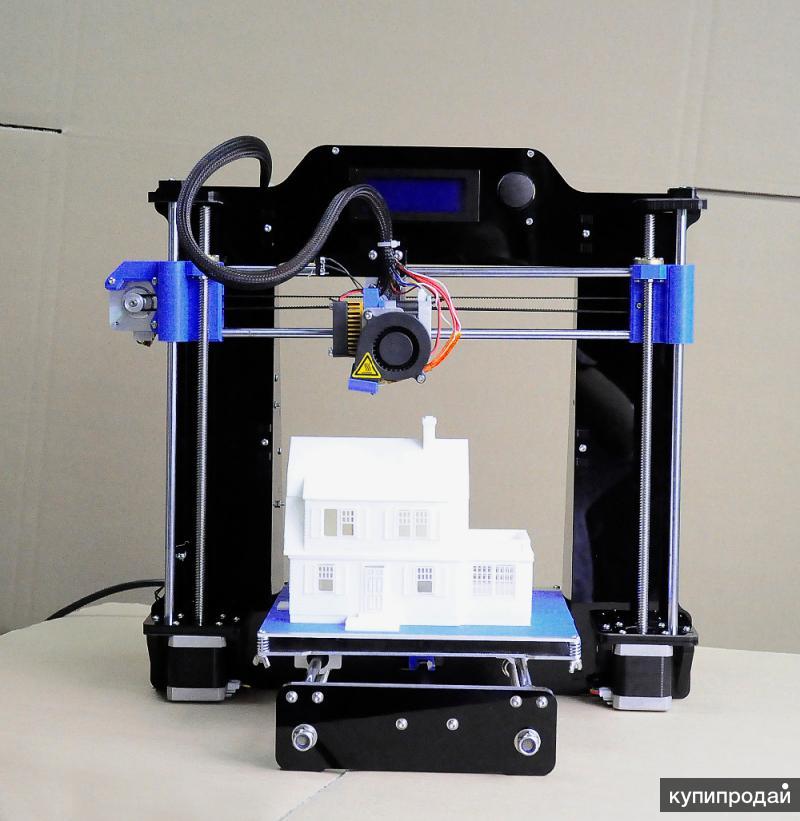 1²LaserForm™ Ti гр. 5²LaserForm™ Ti гр. 23²Liqcreate Clear ImpactLiqcreate Composite-XLiqcreate Flexible-XLiqcreate Strong-XLiqcreate Tough-XMagnetic Iron PLAСтареющая стальМраморный PETGМраморный PLAMatte Fibre HTPLAMatte PLANанокерамическая смолаNonOilenNylonNylon-CFNylon 6/69Нейлон GF30OnyxOnyx ESDOnyx FROnyx FR-APA-12 со стеклянными шарикамиPA-CFPA11 Нейлон PA12 Нейлон PA 2200PA Литой нейлонPC-ABSPC-ABS с углеродным волокномPC-ASAPC-CFPC-PBTPCTGPEEKPEEK-CFPEI-CFPEKKPET-CFPETG PETG (переработанный)PETG-CFPETG MattePETT (T-glass )PLAPLA+PLA++PLA-CFPLA-RecycledPLA/PHAPLA 3D870 (APLA)PLA FlexPLA NX-2PLATECPOM (Delrin)PP-CFPPSF/PPSU (термостойкий и химически стойкий)PRO HSPRO HTPSUPVAPVDF (поливинилиденфторид)PaperPolyCastPolyMax PLAPolySmooth™ (PVB)ПолиамидПоликарбонат ( PC)PolyphenyleneSulfidePolypropele-GF-30PolypropylenePrecise PLAPrintaMent PURE (matt)Raptor PLAResinRigid 10K ResinRigid 4000 ResinRigid Polyurethane (RPU)Rigid opaque ResinRigurRiziumSTRubber-like (TPU)Rubber-like ResinSBSST-130Silicon NitrideSilicone ResinSilicoreSomos 201Somos EvoLVe 128Somos NeXtSomos WaterShed XC 11122Stainless Steel 17-4 PHStainless Сталь 316LНержавеющая сталь 420 Бронза InfusedСтандартная акриловая смолаСталь PETGКаменьFil PLAСильная смолаTPCTPE SEBS 95ATPU 60DTPU 70DTPU 95ATPU Shore 45-56 ATPU Shore 79ATPU powderTR250 ResinTango (Rubber-like material)Titanium (Ti6Al4V)Titanium Ti64Tough3000Tough PLATough ResinTranslucent RigidTricalcium PhosphateTungsten Fill PLAULTEM(PEI) 1010 CGULTEM(PEI) 9085 CGUV Color Сhanging PLAUltem (PEI) 1010Ultem (PEI ) 9085Urethane Methacrylate (UMA)VeroVisiJet CE-BKVisiJet CE ElastomericVisiJet CR-CLVisiJet CR-WTVisiJet FTX CastVisiJet FTX resinVisiJet M2 ElastomericVisiJet M2 RigidVisiJet M3VisiJet M3 DentcastVisiJet M5VisiJet SL ClearVisiJet SL e-StoneVisiJet® EX200VisiJet® HR200VisiJet® SR200Visijet CE-NTVisijet CF-BKWaterClear ResinWax- как ResinWax Filament (MoldLay)Wood PLAZ-ABSZ-ASA ProZ-ESDZ-GLASSZ-HIPSZ-PCABSZ-PETGZ-PLAZ-PLA ProZ-ULTRATZirconia 3YZirconia 8YZortrax Basic ResinZortrax Resin PRObronzeFill — PLA/PHA + тонкая бронза Fabb-XT (Amphora AM1800) CopperFill — PLA/PHA + мелкая медь CorkFill — PLA/PHA + тонкое пробковое волокноcoPLAiglidur I180nGen-CFnGen Amphora AM3300 (PET-G)nGen FLEXwoodFill — PLA/PHA + древесина сосны zp130 Порошок
1²LaserForm™ Ti гр. 5²LaserForm™ Ti гр. 23²Liqcreate Clear ImpactLiqcreate Composite-XLiqcreate Flexible-XLiqcreate Strong-XLiqcreate Tough-XMagnetic Iron PLAСтареющая стальМраморный PETGМраморный PLAMatte Fibre HTPLAMatte PLANанокерамическая смолаNonOilenNylonNylon-CFNylon 6/69Нейлон GF30OnyxOnyx ESDOnyx FROnyx FR-APA-12 со стеклянными шарикамиPA-CFPA11 Нейлон PA12 Нейлон PA 2200PA Литой нейлонPC-ABSPC-ABS с углеродным волокномPC-ASAPC-CFPC-PBTPCTGPEEKPEEK-CFPEI-CFPEKKPET-CFPETG PETG (переработанный)PETG-CFPETG MattePETT (T-glass )PLAPLA+PLA++PLA-CFPLA-RecycledPLA/PHAPLA 3D870 (APLA)PLA FlexPLA NX-2PLATECPOM (Delrin)PP-CFPPSF/PPSU (термостойкий и химически стойкий)PRO HSPRO HTPSUPVAPVDF (поливинилиденфторид)PaperPolyCastPolyMax PLAPolySmooth™ (PVB)ПолиамидПоликарбонат ( PC)PolyphenyleneSulfidePolypropele-GF-30PolypropylenePrecise PLAPrintaMent PURE (matt)Raptor PLAResinRigid 10K ResinRigid 4000 ResinRigid Polyurethane (RPU)Rigid opaque ResinRigurRiziumSTRubber-like (TPU)Rubber-like ResinSBSST-130Silicon NitrideSilicone ResinSilicoreSomos 201Somos EvoLVe 128Somos NeXtSomos WaterShed XC 11122Stainless Steel 17-4 PHStainless Сталь 316LНержавеющая сталь 420 Бронза InfusedСтандартная акриловая смолаСталь PETGКаменьFil PLAСильная смолаTPCTPE SEBS 95ATPU 60DTPU 70DTPU 95ATPU Shore 45-56 ATPU Shore 79ATPU powderTR250 ResinTango (Rubber-like material)Titanium (Ti6Al4V)Titanium Ti64Tough3000Tough PLATough ResinTranslucent RigidTricalcium PhosphateTungsten Fill PLAULTEM(PEI) 1010 CGULTEM(PEI) 9085 CGUV Color Сhanging PLAUltem (PEI) 1010Ultem (PEI ) 9085Urethane Methacrylate (UMA)VeroVisiJet CE-BKVisiJet CE ElastomericVisiJet CR-CLVisiJet CR-WTVisiJet FTX CastVisiJet FTX resinVisiJet M2 ElastomericVisiJet M2 RigidVisiJet M3VisiJet M3 DentcastVisiJet M5VisiJet SL ClearVisiJet SL e-StoneVisiJet® EX200VisiJet® HR200VisiJet® SR200Visijet CE-NTVisijet CF-BKWaterClear ResinWax- как ResinWax Filament (MoldLay)Wood PLAZ-ABSZ-ASA ProZ-ESDZ-GLASSZ-HIPSZ-PCABSZ-PETGZ-PLAZ-PLA ProZ-ULTRATZirconia 3YZirconia 8YZortrax Basic ResinZortrax Resin PRObronzeFill — PLA/PHA + тонкая бронза Fabb-XT (Amphora AM1800) CopperFill — PLA/PHA + мелкая медь CorkFill — PLA/PHA + тонкое пробковое волокноcoPLAiglidur I180nGen-CFnGen Amphora AM3300 (PET-G)nGen FLEXwoodFill — PLA/PHA + древесина сосны zp130 Порошок Чтобы убедиться, что у вас есть вся информация, необходимая для выбора партнера-производителя, мы включили список машин поставщика и рейтинги клиентов для каждого поставщика услуг. Полный список их возможностей также включен на их бизнес-страницу.
Чтобы убедиться, что у вас есть вся информация, необходимая для выбора партнера-производителя, мы включили список машин поставщика и рейтинги клиентов для каждого поставщика услуг. Полный список их возможностей также включен на их бизнес-страницу. Продолжая использовать наш сайт, вы соглашаетесь с нашей Политикой конфиденциальности
Продолжая использовать наш сайт, вы соглашаетесь с нашей Политикой конфиденциальности Теперь мы готовы предоставить автоматизированное строительство каждому строителю в Америке.
Теперь мы готовы предоставить автоматизированное строительство каждому строителю в Америке.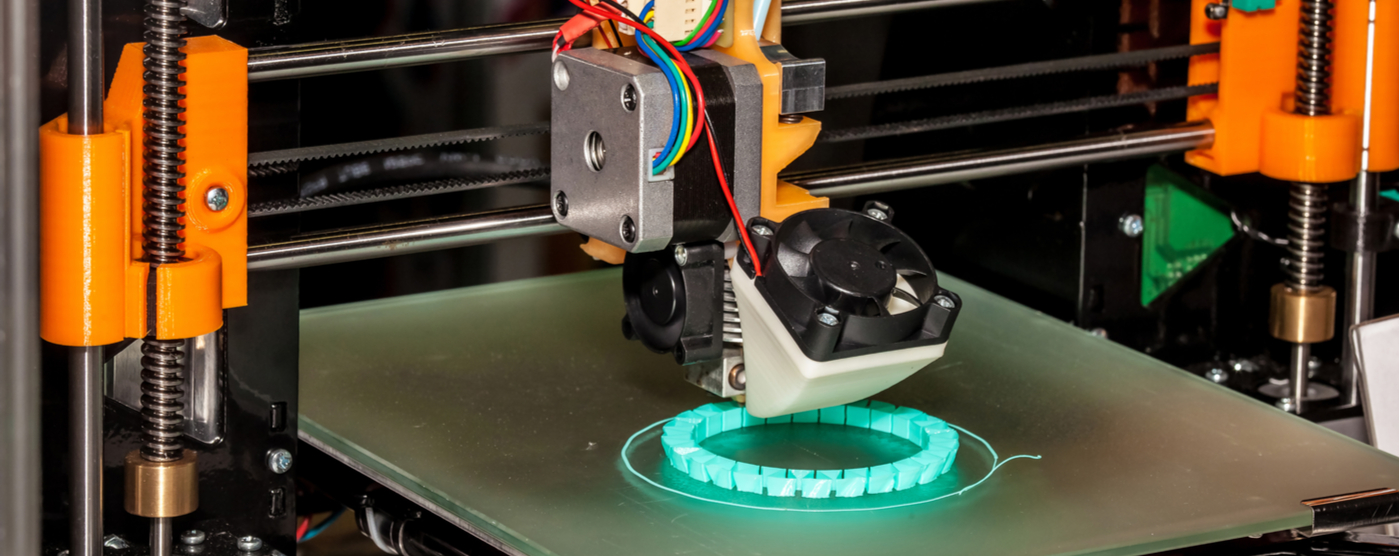 сопоставимы со стенами из бетонных блоков, спроектированы и испытаны Apis Cor
сопоставимы со стенами из бетонных блоков, спроектированы и испытаны Apis Cor Apis Cor поддерживается Alchemist Accelerator, ведущим ускорителем для корпоративных стартапов, и At One Ventures, венчурной и частной инвестиционной фирмой, поддерживающей ранние, глубокие технологические предприятия, которые поощряют и поддерживают мир, в котором человечество является чистым позитивом для природы и что сосредоточиться на уменьшении своего следа на планете. Мы гордимся тем, что являемся резидентами Autodesk Technology Centers Outsight Network.
Apis Cor поддерживается Alchemist Accelerator, ведущим ускорителем для корпоративных стартапов, и At One Ventures, венчурной и частной инвестиционной фирмой, поддерживающей ранние, глубокие технологические предприятия, которые поощряют и поддерживают мир, в котором человечество является чистым позитивом для природы и что сосредоточиться на уменьшении своего следа на планете. Мы гордимся тем, что являемся резидентами Autodesk Technology Centers Outsight Network.



 Дополнительно возможна резка чугунных труб за счет функции замены режущего диска. Режущий диск трубореза изготовлен из закаленной высоколегированной стали.
Дополнительно возможна резка чугунных труб за счет функции замены режущего диска. Режущий диск трубореза изготовлен из закаленной высоколегированной стали.  )
)

 Все типы работают по существу одинаково: инструмент захватывает трубу между роликами и острым отрезным кругом, и по мере вращения инструмента вокруг трубы он делает постепенно углубляющийся надрез в стенках трубы.
Все типы работают по существу одинаково: инструмент захватывает трубу между роликами и острым отрезным кругом, и по мере вращения инструмента вокруг трубы он делает постепенно углубляющийся надрез в стенках трубы. Этот тип обычно может резать трубы диаметром до одного дюйма, но требует немного больше усилий.
Этот тип обычно может резать трубы диаметром до одного дюйма, но требует немного больше усилий.

 После того, как цепь инструмента намотана на трубу и затянута, она в конечном итоге разрезает трубу так чисто, как если бы она была разрезана пилой.
После того, как цепь инструмента намотана на трубу и затянута, она в конечном итоге разрезает трубу так чисто, как если бы она была разрезана пилой.

 Если вы режете трубу ножовкой или аналогичной многофункциональной пилой, будьте готовы подпилить или очистить трубу, чтобы удалить все заусенцы, оставленные пилой.
Если вы режете трубу ножовкой или аналогичной многофункциональной пилой, будьте готовы подпилить или очистить трубу, чтобы удалить все заусенцы, оставленные пилой.

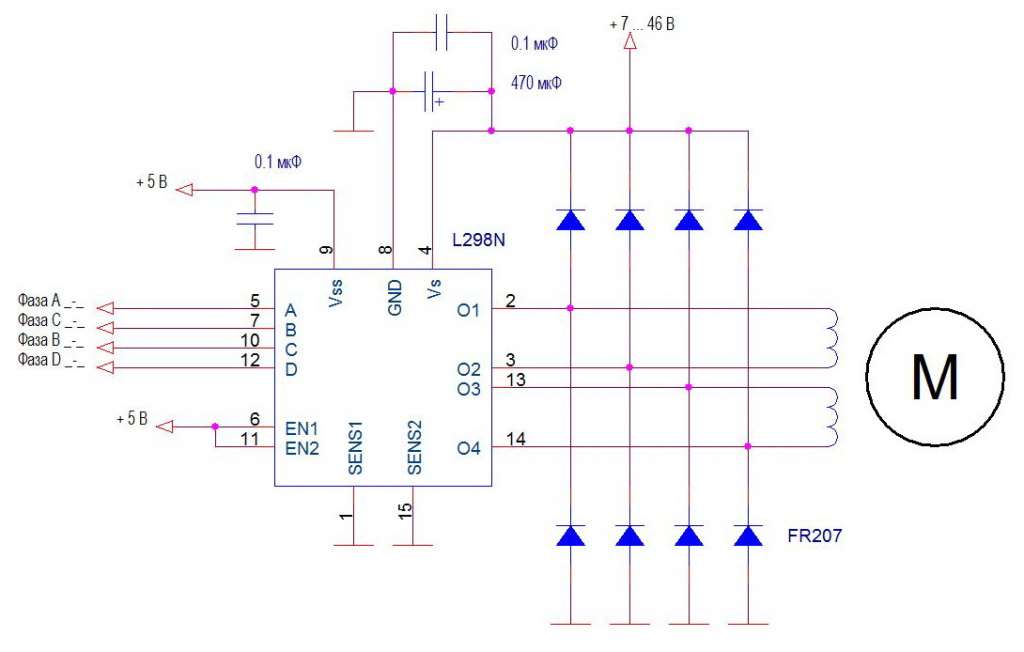 С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
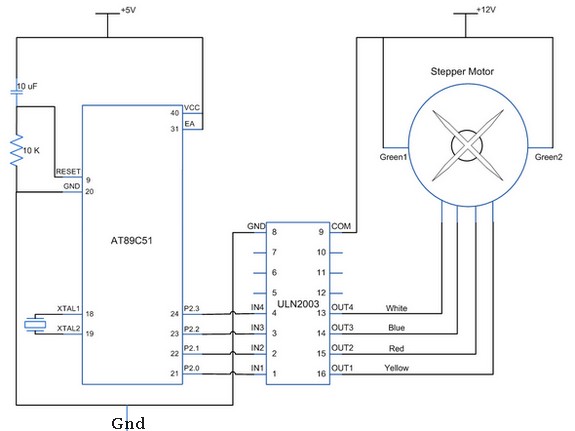 Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
 Более крупные шаги соответствуют большей скорости движения.
Более крупные шаги соответствуют большей скорости движения.
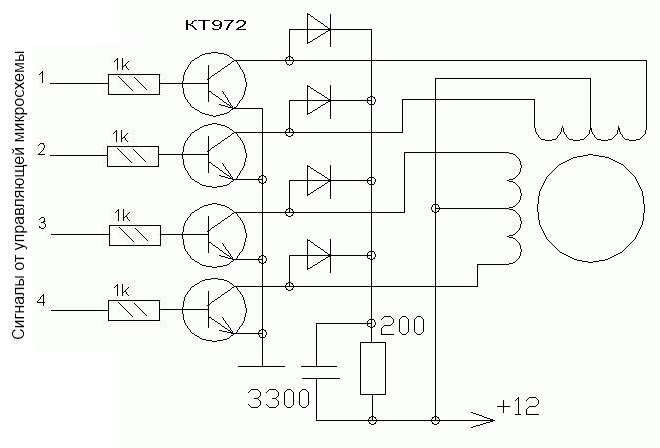
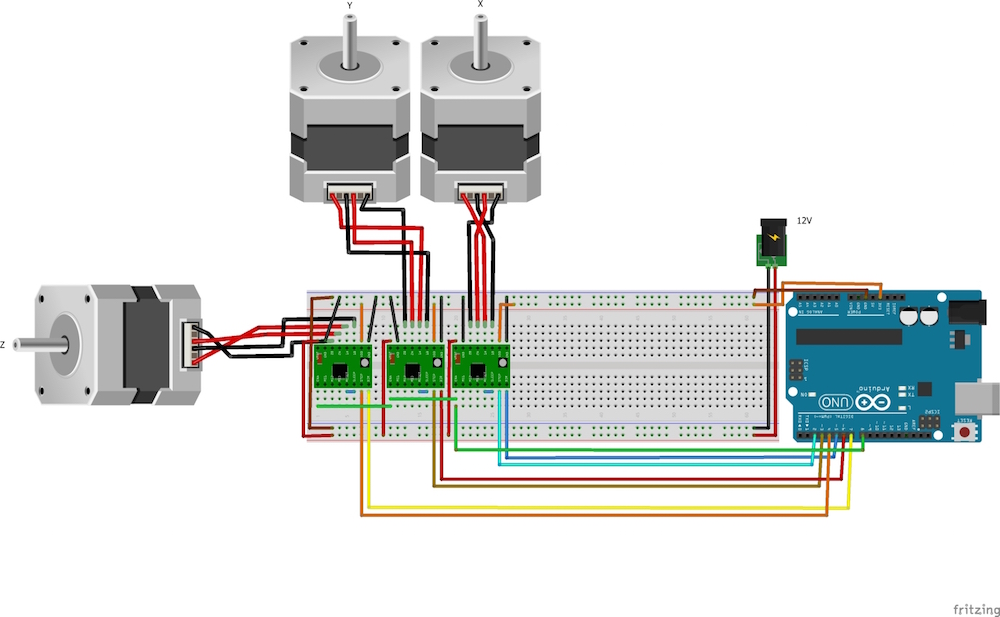
 Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
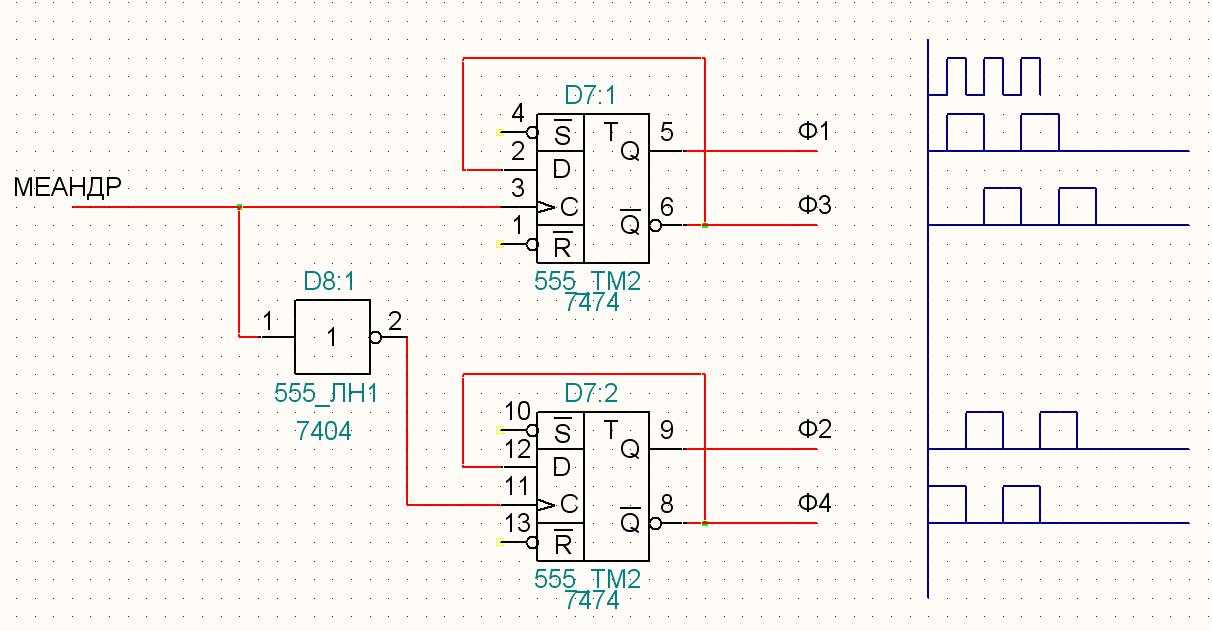 к. изменение направления поля не влияет на положение ротора.
к. изменение направления поля не влияет на положение ротора.
 Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
 Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.
Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.

 Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
 Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.
Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности. Одновременно могут быть под напряжением две, одна или ни одной из обмоток.
Одновременно могут быть под напряжением две, одна или ни одной из обмоток. Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.
Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.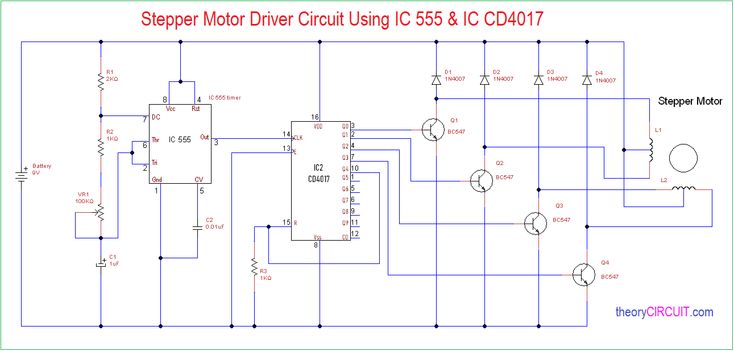 Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
 Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична.
Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична. А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.
А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.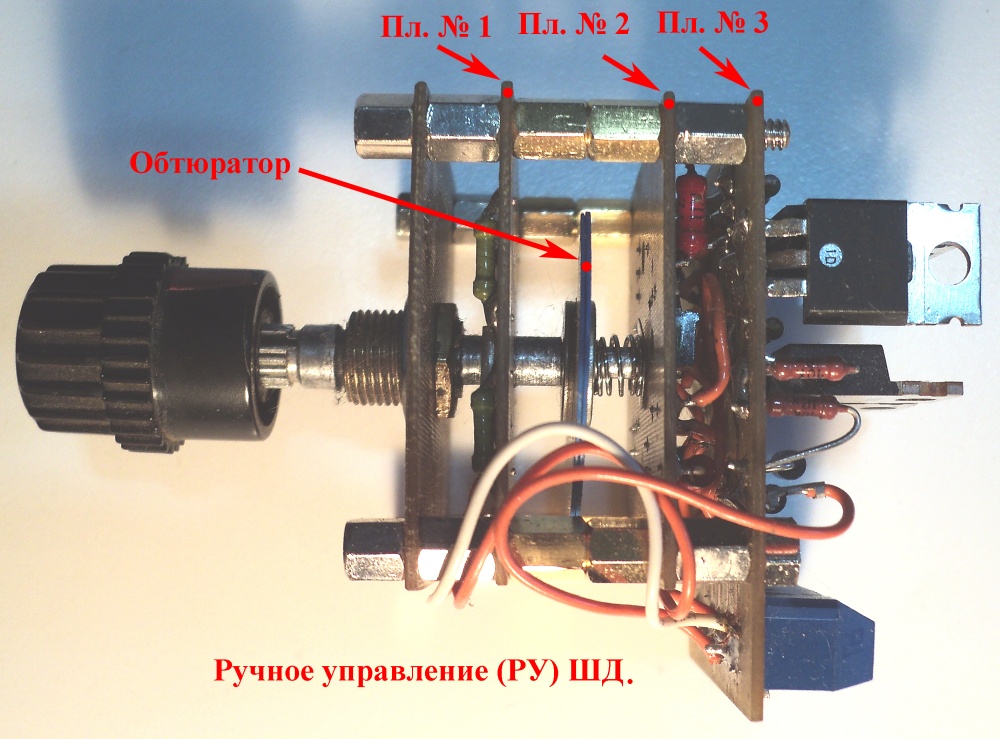 Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.
Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки. Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.
Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.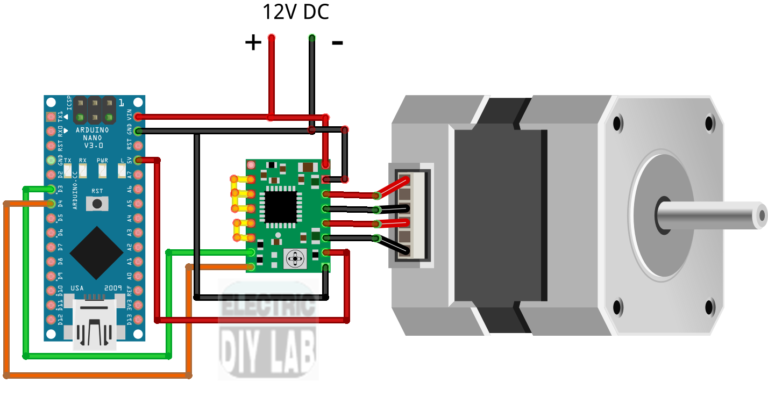 Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.
Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.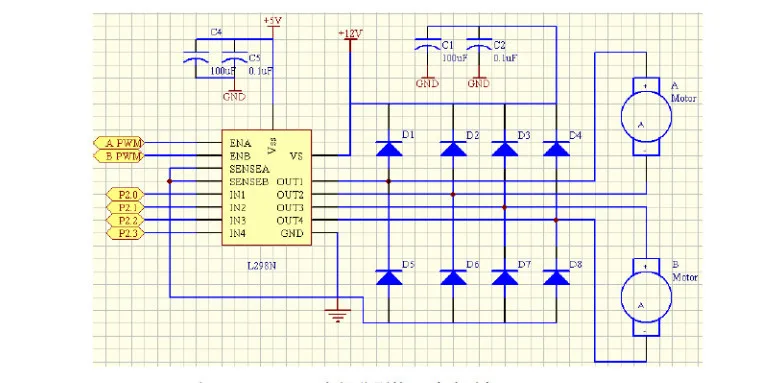 Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.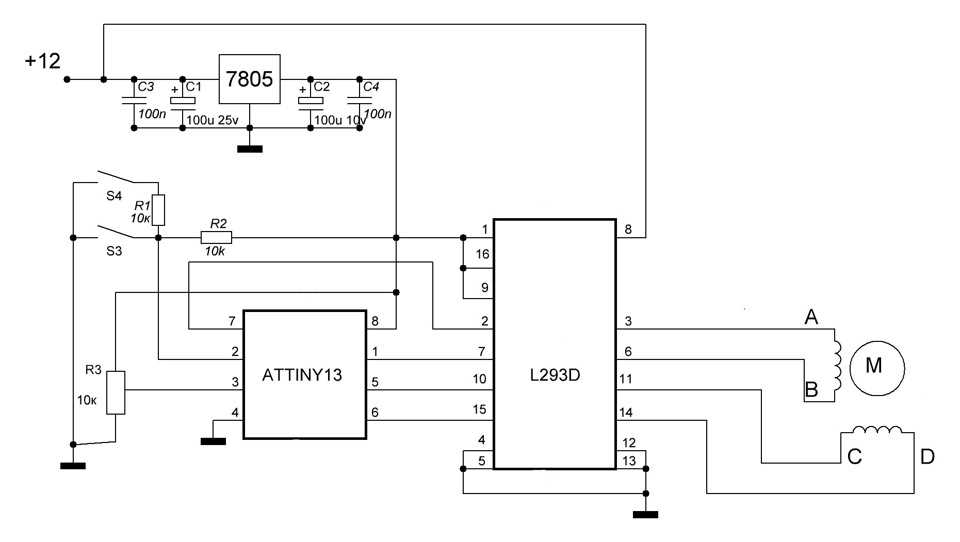
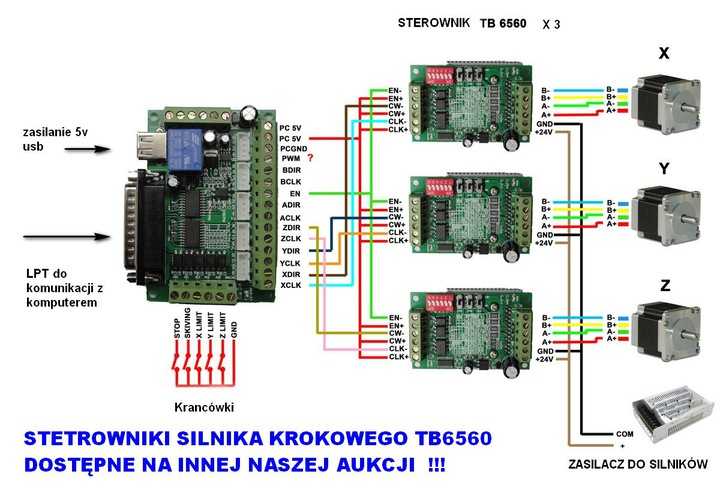
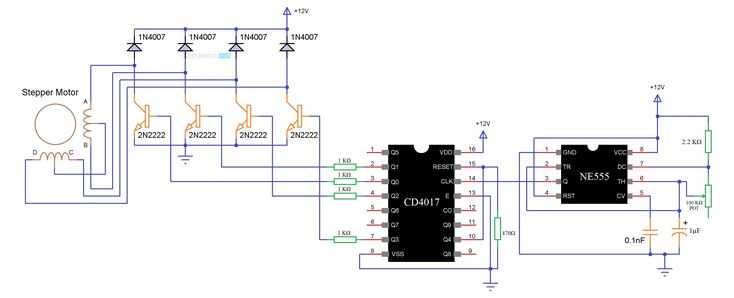
 Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.
Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.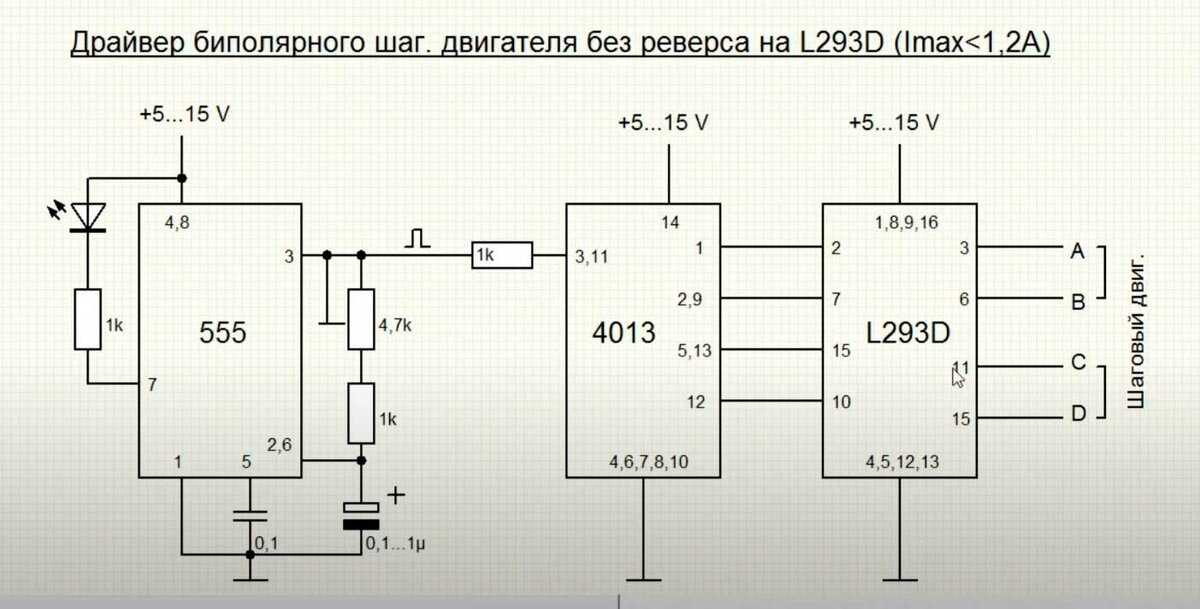 Недостатком такой системы являются большие потери мощности на резисторе.
Недостатком такой системы являются большие потери мощности на резисторе.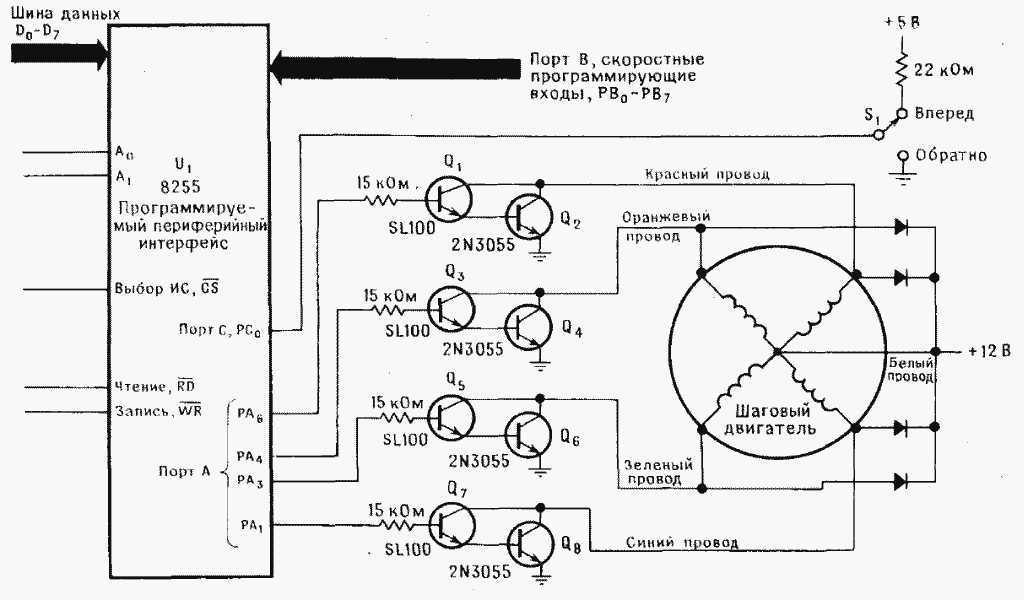 На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.
На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения. Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.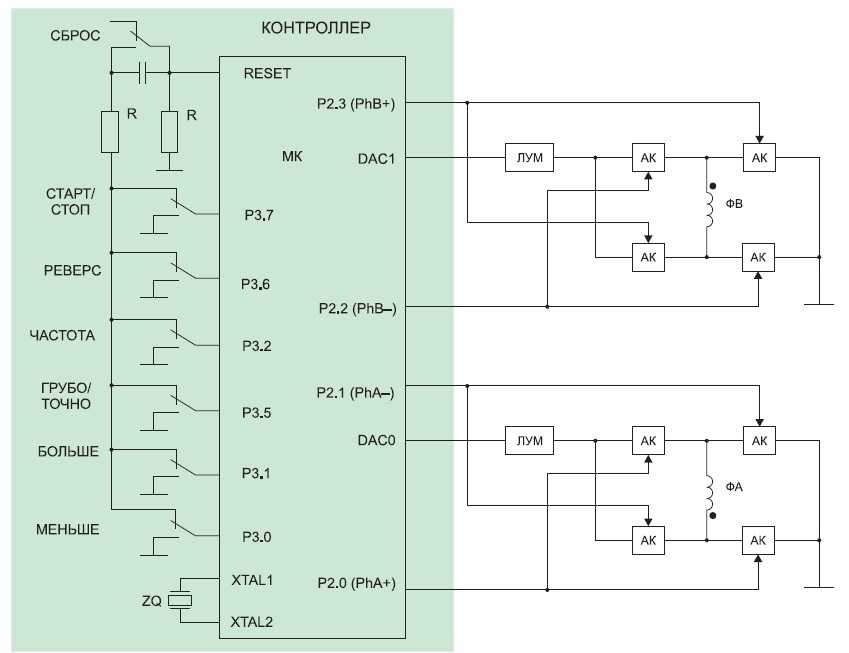

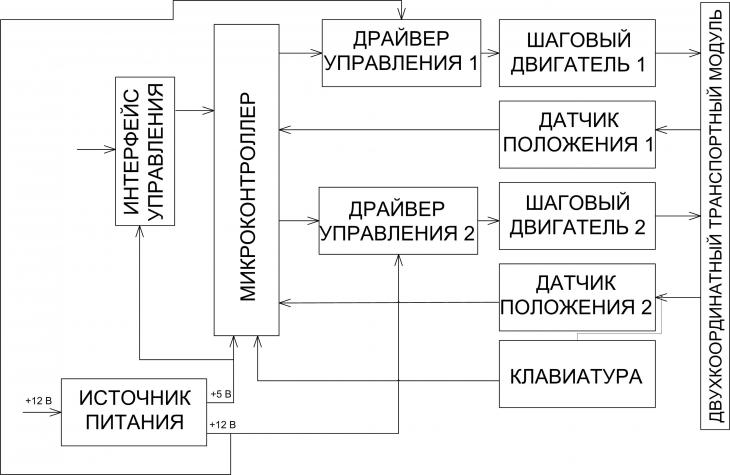 В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.
В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.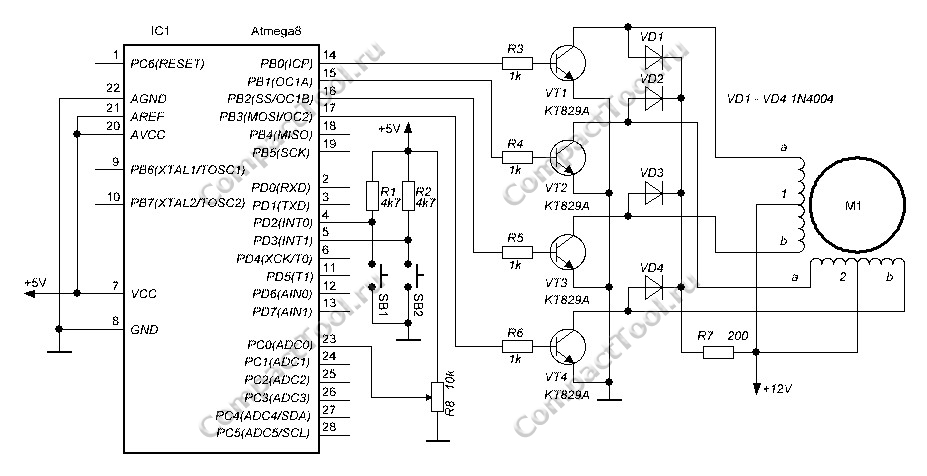 AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.
AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.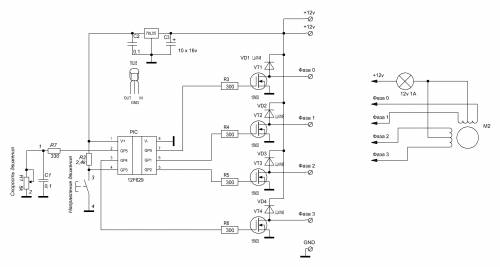 Затем мы поговорим о том, как управлять шаговыми двигателями для инженеров-механиков и электриков, проектирующих и определяющих системы управления двигателями.
Затем мы поговорим о том, как управлять шаговыми двигателями для инженеров-механиков и электриков, проектирующих и определяющих системы управления двигателями.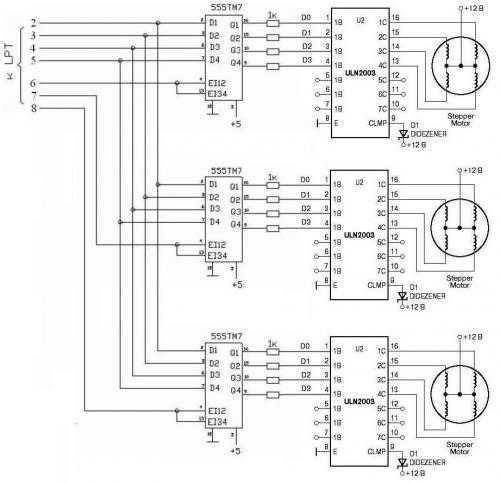
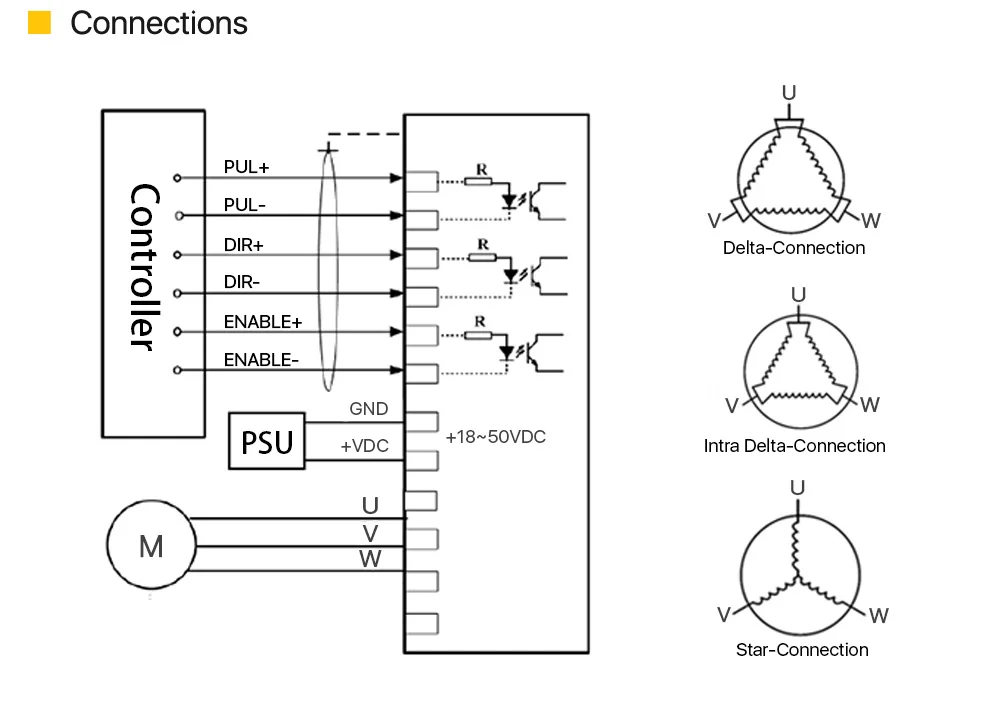 Однако бесщеточные двигатели вытеснили щеточные во многих других областях, в том числе во многих цифровых технологиях, которые управляют нашим миром.
Однако бесщеточные двигатели вытеснили щеточные во многих других областях, в том числе во многих цифровых технологиях, которые управляют нашим миром. Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.
Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.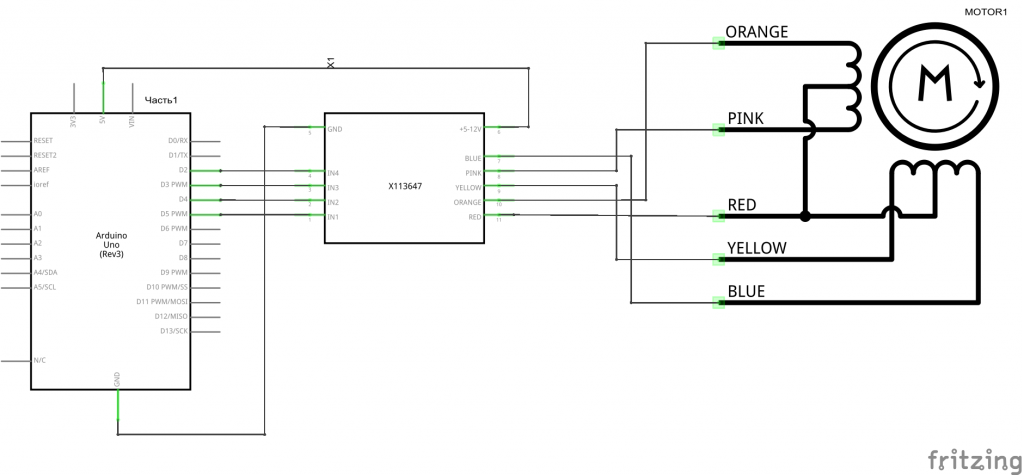 Распространенные применения шаговых двигателей в робототехнике включают:
Распространенные применения шаговых двигателей в робототехнике включают: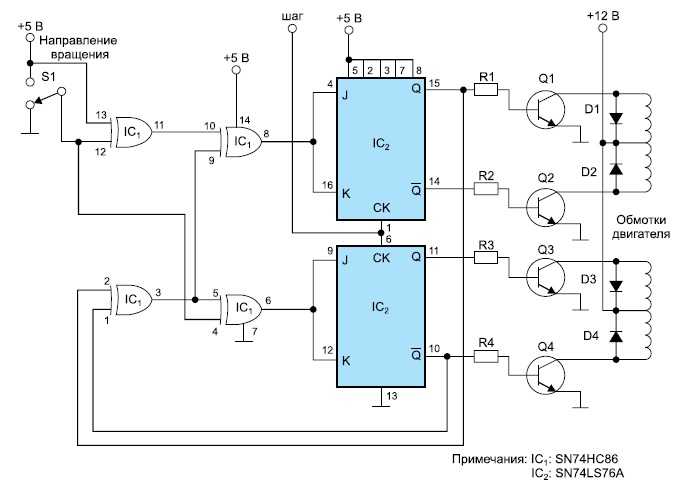 Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.
Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений. Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешение двигателя, поскольку число шагов остается прежним.
Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешение двигателя, поскольку число шагов остается прежним.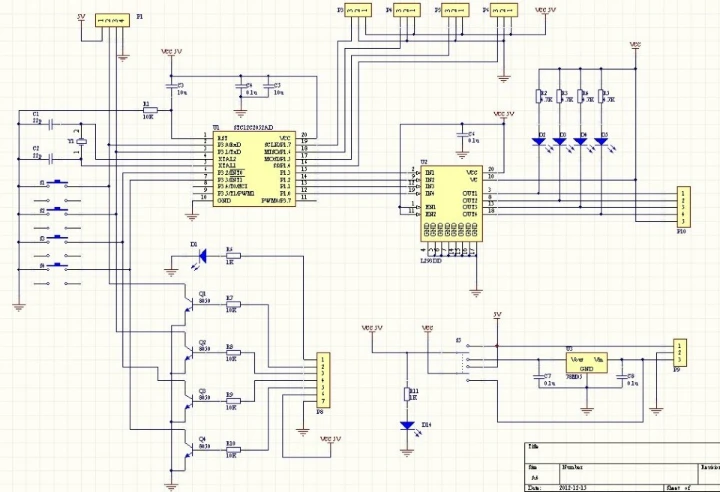
 Для схем шагового привода доступно множество различных вариантов, в том числе некоторые модели, предназначенные для готового использования в качестве контроллера шагового двигателя. Другие используют программируемые микроконтроллеры, такие как Arduino Uno, которые можно запрограммировать с помощью библиотеки управления шаговыми двигателями с открытым исходным кодом.
Для схем шагового привода доступно множество различных вариантов, в том числе некоторые модели, предназначенные для готового использования в качестве контроллера шагового двигателя. Другие используют программируемые микроконтроллеры, такие как Arduino Uno, которые можно запрограммировать с помощью библиотеки управления шаговыми двигателями с открытым исходным кодом.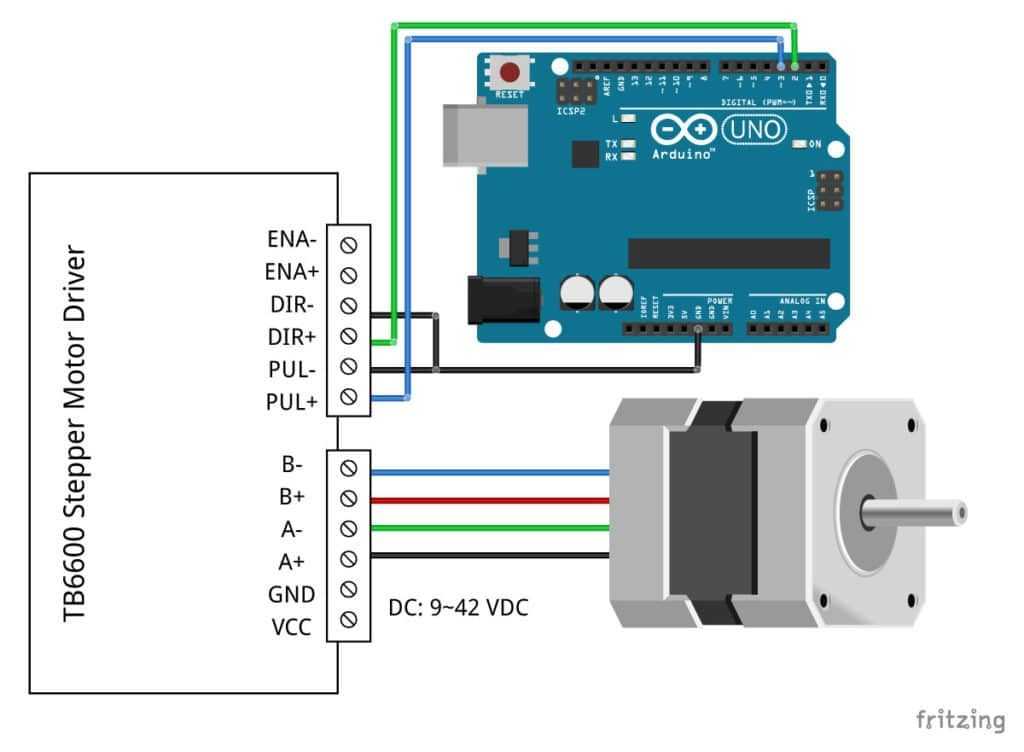
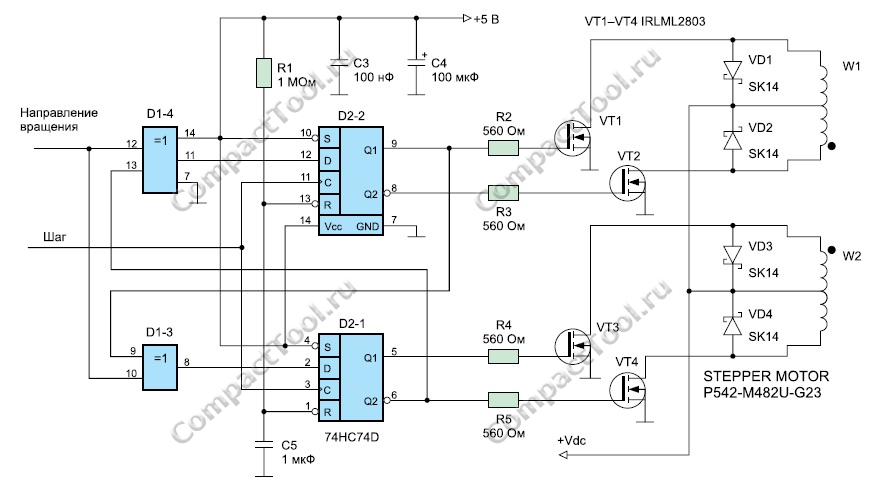
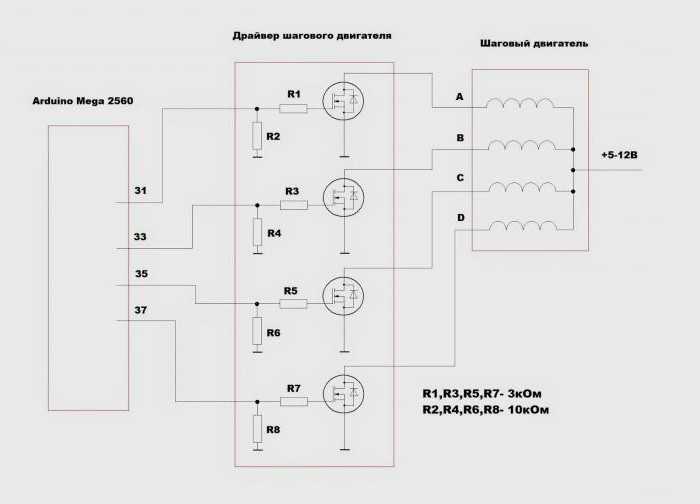 Если вы используете биполярный шаговый двигатель, убедитесь, что ваш привод рассчитан на управление биполярными двигателями.
Если вы используете биполярный шаговый двигатель, убедитесь, что ваш привод рассчитан на управление биполярными двигателями.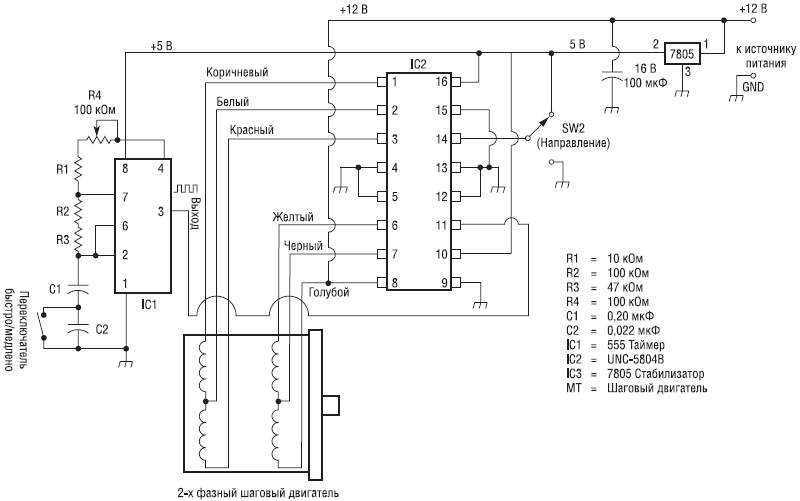
 Позвоните в Polycase по телефону 1-800-248-1233, чтобы поговорить со специалистом по корпусам, или свяжитесь с нами через Интернет в любое время.
Позвоните в Polycase по телефону 1-800-248-1233, чтобы поговорить со специалистом по корпусам, или свяжитесь с нами через Интернет в любое время.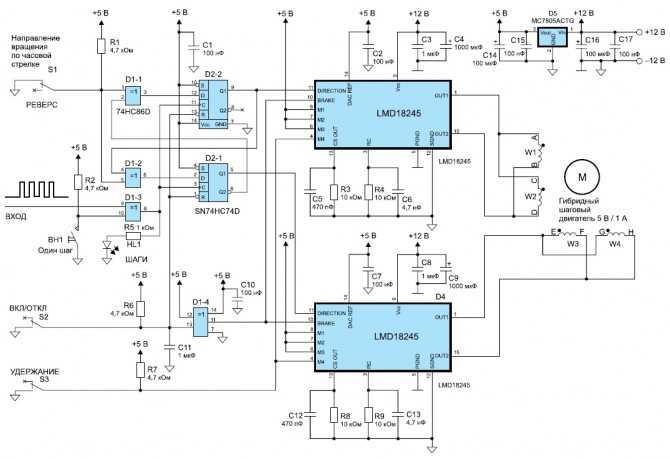 Принять условия.
Принять условия. ..
..
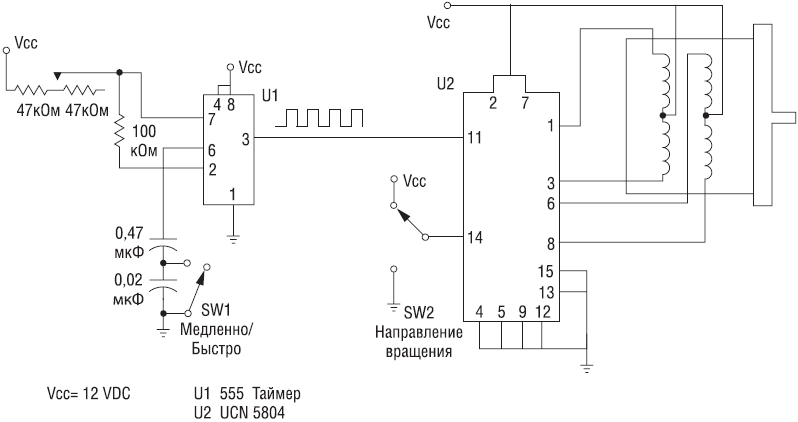

 Зубчатые чашки ротора размещены на каждом конце магнита, и чашки смещены на половину шага зубьев.
Зубчатые чашки ротора размещены на каждом конце магнита, и чашки смещены на половину шага зубьев.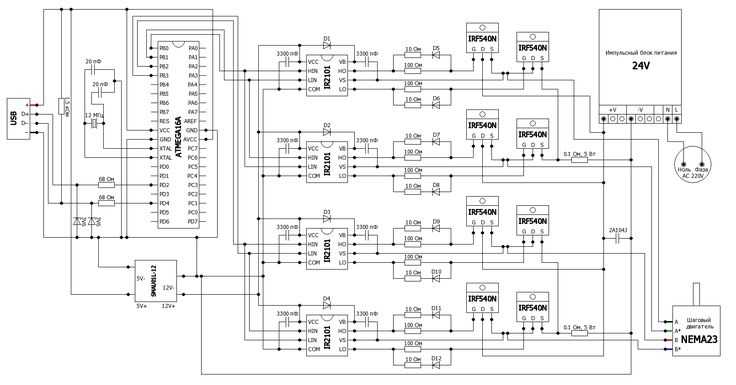 Соотношение частоты импульсов [Гц] и скорости двигателя [об/мин] выражается следующим образом:
Соотношение частоты импульсов [Гц] и скорости двигателя [об/мин] выражается следующим образом: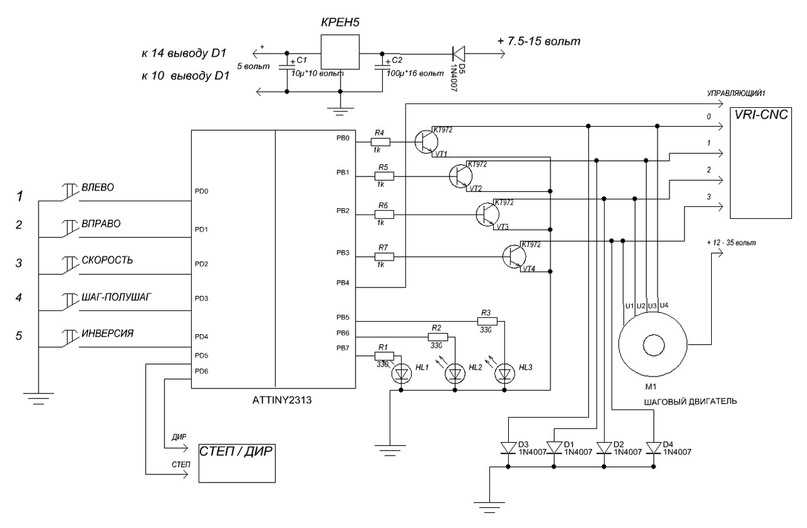 В лифтах и подобных устройствах используйте тормоз электромагнитного типа.
В лифтах и подобных устройствах используйте тормоз электромагнитного типа.
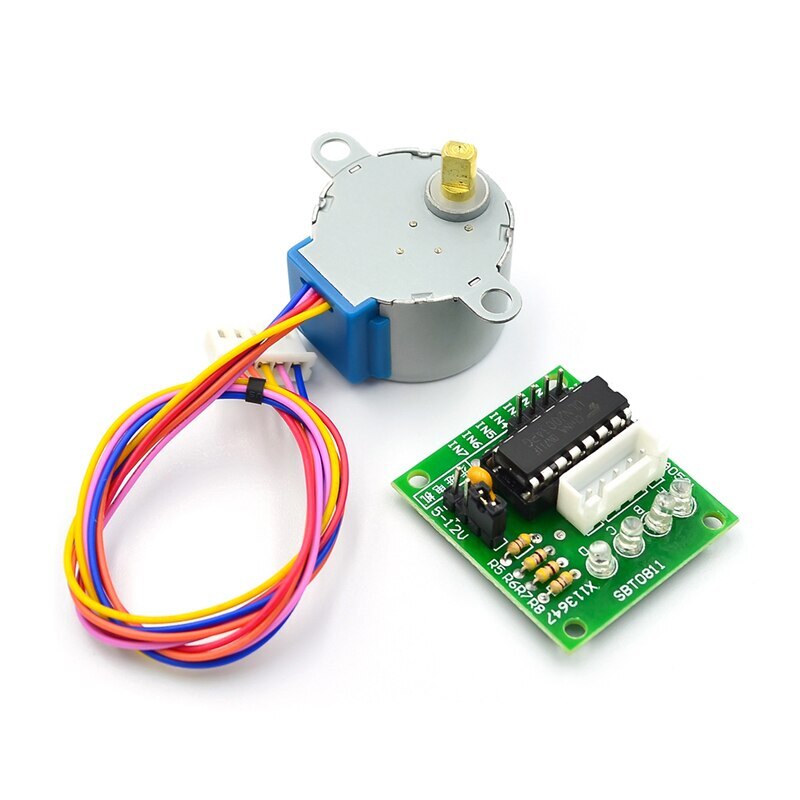
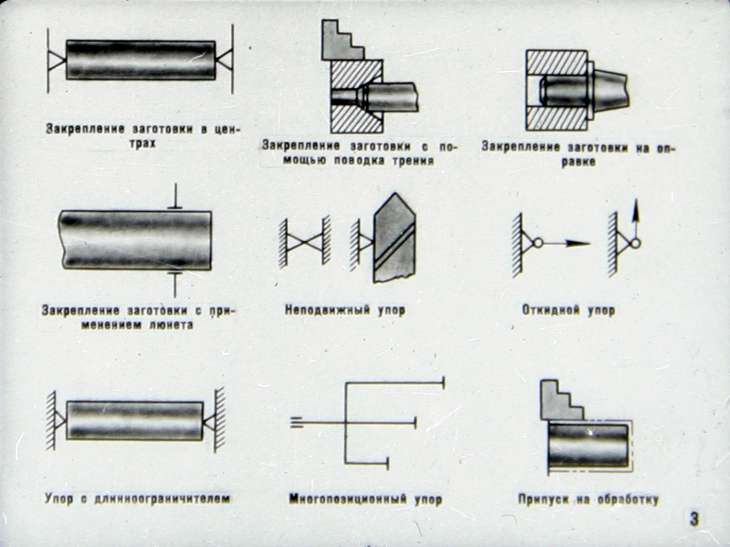 Партии от 1-й детали… · 13 нояб 2020 · detali-tech.ru
Партии от 1-й детали… · 13 нояб 2020 · detali-tech.ru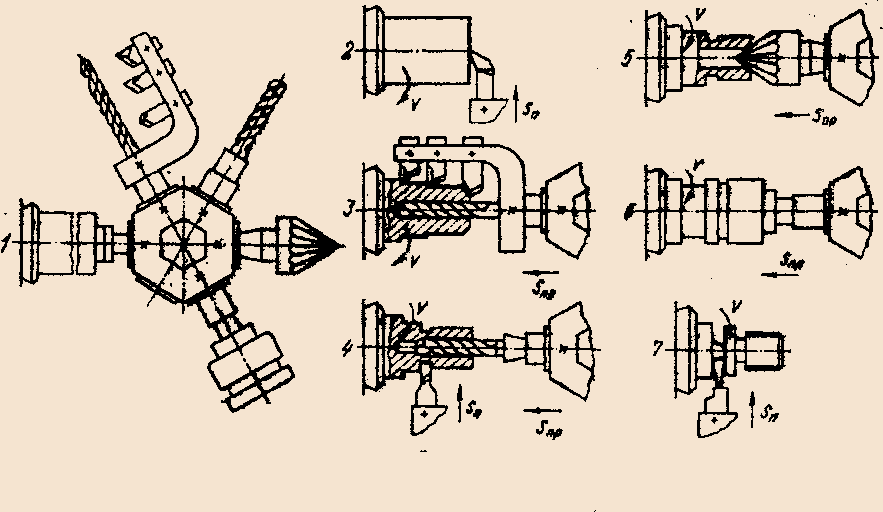 Отсюда и название.
Отсюда и название.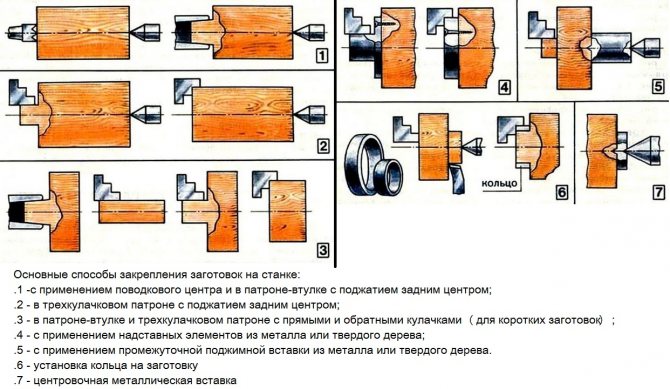 ..
..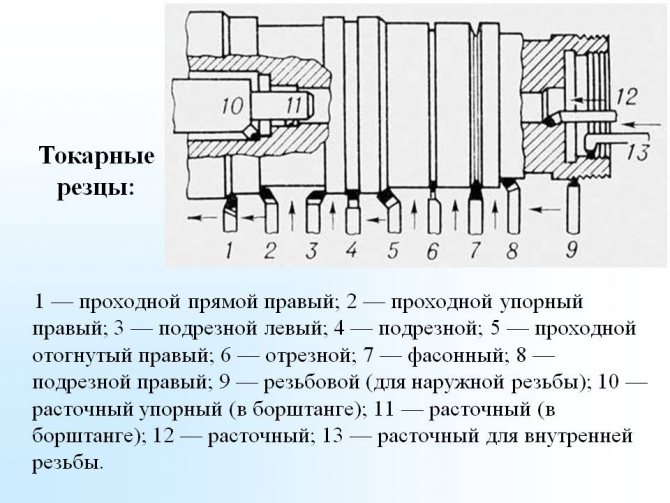 Евстифеев, В.И. Матюхин, В.В.Акимов – Омск: СибАДИ, 2012. – 16 с.Основы автоматизированного проектирования [Электронный ресурс] : лабораторный практикум / сост.: М. С. Корытов, Ю. И. Привалова. — 2-е изд., доп. — Электрон. дан. — Омск : СибАДИ, 2019. — 103 с. Производственное оборудование. Станки, инструменты [Электронный ресурс]{ : лабораторный практикум. Омск : СибАДИ, 2019. — 52 с.Разработка технологий производства деталей машин [Электронный ресурс]{ : методические указания к курсовой работе. Омск : СибАДИ, 2018. — 47 с.Системы автоматизированного проектирования автомобилей [Электронный ресурс] : методические указания к курсовой работе. Омск : СибАДИ, 2021.Станки и инструменты [Электронный ресурс] : учебно-методическое пособие для выполнения курсового проекта. Омск, СибАДИ, 2021 г.Справочник сварщика. Под ред. В. В. Степанова. Изд. 3-е М., «Машиностроение», 1974, 520 с.Технология и оборудование сварки [Электронный ресурс] : лабораторный практикум. Омск : СибАДИ, 2019. — 53 с.Физико-химические процессы при обработке металлов : лабораторный практикум : / СибАДИ Омск : СибАДИ, 2014.
Евстифеев, В.И. Матюхин, В.В.Акимов – Омск: СибАДИ, 2012. – 16 с.Основы автоматизированного проектирования [Электронный ресурс] : лабораторный практикум / сост.: М. С. Корытов, Ю. И. Привалова. — 2-е изд., доп. — Электрон. дан. — Омск : СибАДИ, 2019. — 103 с. Производственное оборудование. Станки, инструменты [Электронный ресурс]{ : лабораторный практикум. Омск : СибАДИ, 2019. — 52 с.Разработка технологий производства деталей машин [Электронный ресурс]{ : методические указания к курсовой работе. Омск : СибАДИ, 2018. — 47 с.Системы автоматизированного проектирования автомобилей [Электронный ресурс] : методические указания к курсовой работе. Омск : СибАДИ, 2021.Станки и инструменты [Электронный ресурс] : учебно-методическое пособие для выполнения курсового проекта. Омск, СибАДИ, 2021 г.Справочник сварщика. Под ред. В. В. Степанова. Изд. 3-е М., «Машиностроение», 1974, 520 с.Технология и оборудование сварки [Электронный ресурс] : лабораторный практикум. Омск : СибАДИ, 2019. — 53 с.Физико-химические процессы при обработке металлов : лабораторный практикум : / СибАДИ Омск : СибАДИ, 2014. — 51 с.Электроматериалы: Учебное пособие / А.А. Руппель, В.П. Расщупкин, М.С. Корытов, Ю.К. Корзунин. – Омск: Изд-во СибАДИ, 2009. – 134 с.Энциклопедия машиностроения. Том I — Материалы (свойства, химсостав, обоснование марки стали при выполнении курсовой работы)Электротехнические материалы, пластмассы, резины, композиты: Учебное пособие / В.В. Евстифеев, М.С. Корытов. – Омск: Изд-во СибАДИ, 2009. – 36 с.Методы автоматизированного моделирования и проектирования Технология автомобиле- и тракторостроенияТехнология восстановления деталейДневник по практикеПример дневникаПроизводственная практика (эксплуатационная, 2 курс) — отчетПроизводственная практика (эксплуатационная, 2 курс) — компетенцииВопросы для сдачи экзамена по курсу «Материаловедение. ТКМ»Вопросы для сдачи экзамена по курсу «Станки, инструмент»Вопросы для сдачи зачета по курсу «Производственное оборудование и инструменты»Вопросы для сдачи экзамена (зачета) по курсу «Материаловедение»Вопросы для сдачи зачета по курсу «Материаловедение и технология конструкционных материалов.
— 51 с.Электроматериалы: Учебное пособие / А.А. Руппель, В.П. Расщупкин, М.С. Корытов, Ю.К. Корзунин. – Омск: Изд-во СибАДИ, 2009. – 134 с.Энциклопедия машиностроения. Том I — Материалы (свойства, химсостав, обоснование марки стали при выполнении курсовой работы)Электротехнические материалы, пластмассы, резины, композиты: Учебное пособие / В.В. Евстифеев, М.С. Корытов. – Омск: Изд-во СибАДИ, 2009. – 36 с.Методы автоматизированного моделирования и проектирования Технология автомобиле- и тракторостроенияТехнология восстановления деталейДневник по практикеПример дневникаПроизводственная практика (эксплуатационная, 2 курс) — отчетПроизводственная практика (эксплуатационная, 2 курс) — компетенцииВопросы для сдачи экзамена по курсу «Материаловедение. ТКМ»Вопросы для сдачи экзамена по курсу «Станки, инструмент»Вопросы для сдачи зачета по курсу «Производственное оборудование и инструменты»Вопросы для сдачи экзамена (зачета) по курсу «Материаловедение»Вопросы для сдачи зачета по курсу «Материаловедение и технология конструкционных материалов. «Вопросы для сдачи зачета по курсу «Технология и оборудование сварки»Перечень вопросов для экзамена по курсу «Взаимозаменяемость, допуски и посадки»Вопросы для сдачи зачета по курсу «Высокотехнологичные процессы производства деталей автомобилей»График текущих очных консультаций и сдачи задолженностей (осенний семестр 2022-2023 уч. г.)График экзаменов, зачетов и приема задолженностей (декабрь 2022, январь 2023 г.)
«Вопросы для сдачи зачета по курсу «Технология и оборудование сварки»Перечень вопросов для экзамена по курсу «Взаимозаменяемость, допуски и посадки»Вопросы для сдачи зачета по курсу «Высокотехнологичные процессы производства деталей автомобилей»График текущих очных консультаций и сдачи задолженностей (осенний семестр 2022-2023 уч. г.)График экзаменов, зачетов и приема задолженностей (декабрь 2022, январь 2023 г.) Например, токарный станок, способный расточить деталь, может не подходить для нарезания резьбы или торцовки. Кроме того, у вас есть несколько инженерных материалов на выбор, когда речь идет о инструментах для токарных станков с ЧПУ.
Например, токарный станок, способный расточить деталь, может не подходить для нарезания резьбы или торцовки. Кроме того, у вас есть несколько инженерных материалов на выбор, когда речь идет о инструментах для токарных станков с ЧПУ.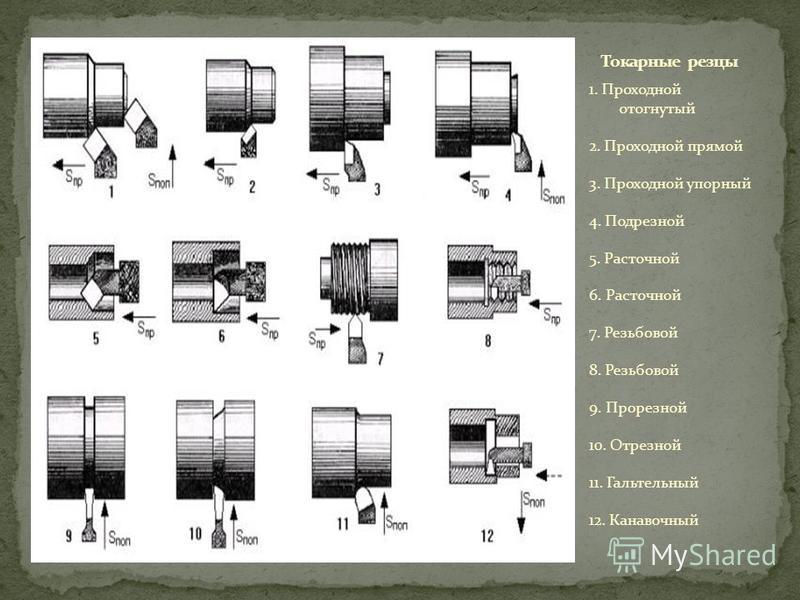 Это возможно благодаря небольшому заднему углу и способности выдерживать высокое давление резания.
Это возможно благодаря небольшому заднему углу и способности выдерживать высокое давление резания. ( Связанная статья: Скорость подачи и скорость резания: поймите разницу)
( Связанная статья: Скорость подачи и скорость резания: поймите разницу) Инструмент оснащен держателем и зубчатыми стальными колесами (или накатками), которые вдавливают желаемый рисунок в поверхности.
Инструмент оснащен держателем и зубчатыми стальными колесами (или накатками), которые вдавливают желаемый рисунок в поверхности.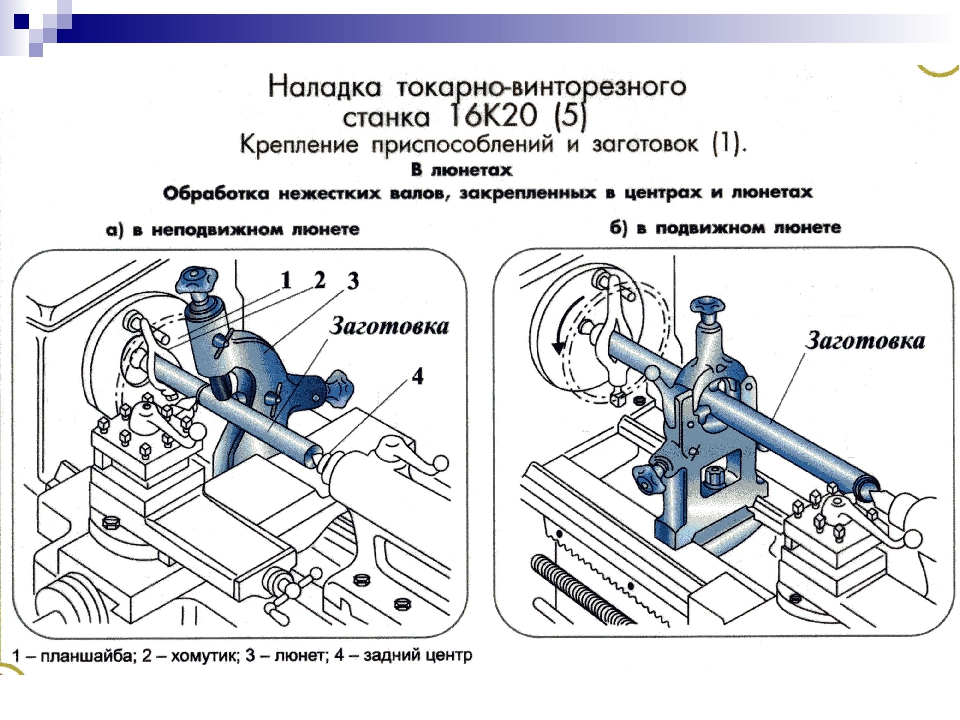
 В результате можно ожидать, что алмазные инструменты хорошо себя зарекомендовали в суровых условиях обработки. Например, алмазные инструменты идеально подходят для обработки тугоплавких и труднообрабатываемых металлов, таких как кремний-алюминиевые сплавы и графит.
В результате можно ожидать, что алмазные инструменты хорошо себя зарекомендовали в суровых условиях обработки. Например, алмазные инструменты идеально подходят для обработки тугоплавких и труднообрабатываемых металлов, таких как кремний-алюминиевые сплавы и графит.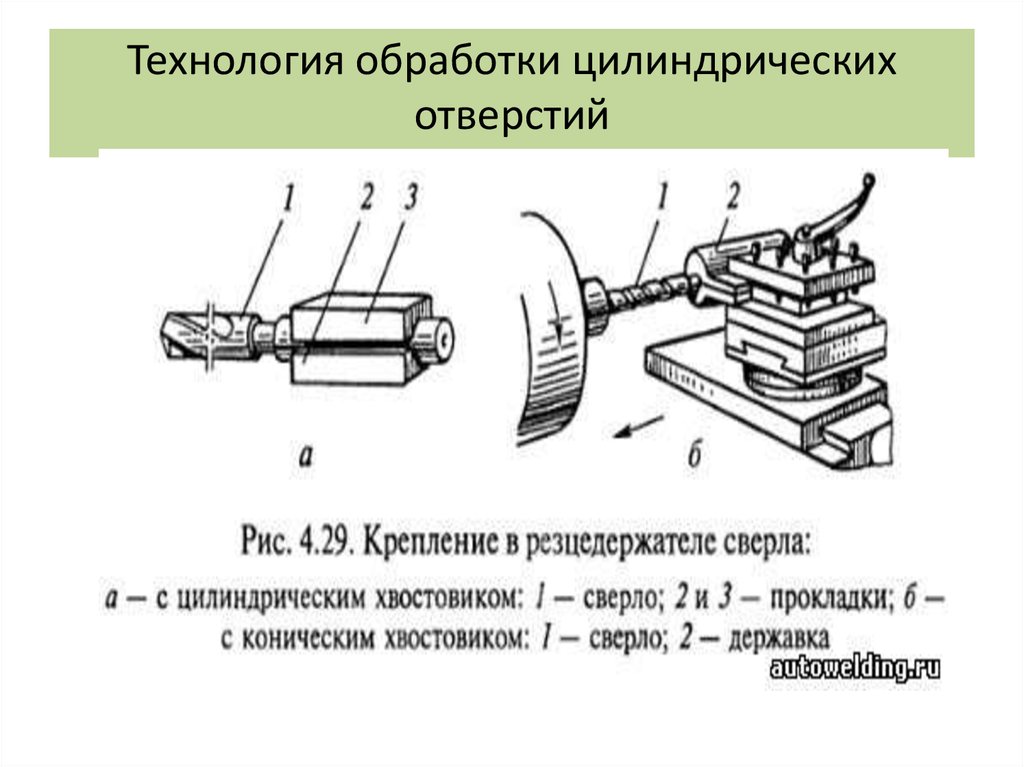 Узнайте больше о наших услугах по обработке с ЧПУ.
Узнайте больше о наших услугах по обработке с ЧПУ.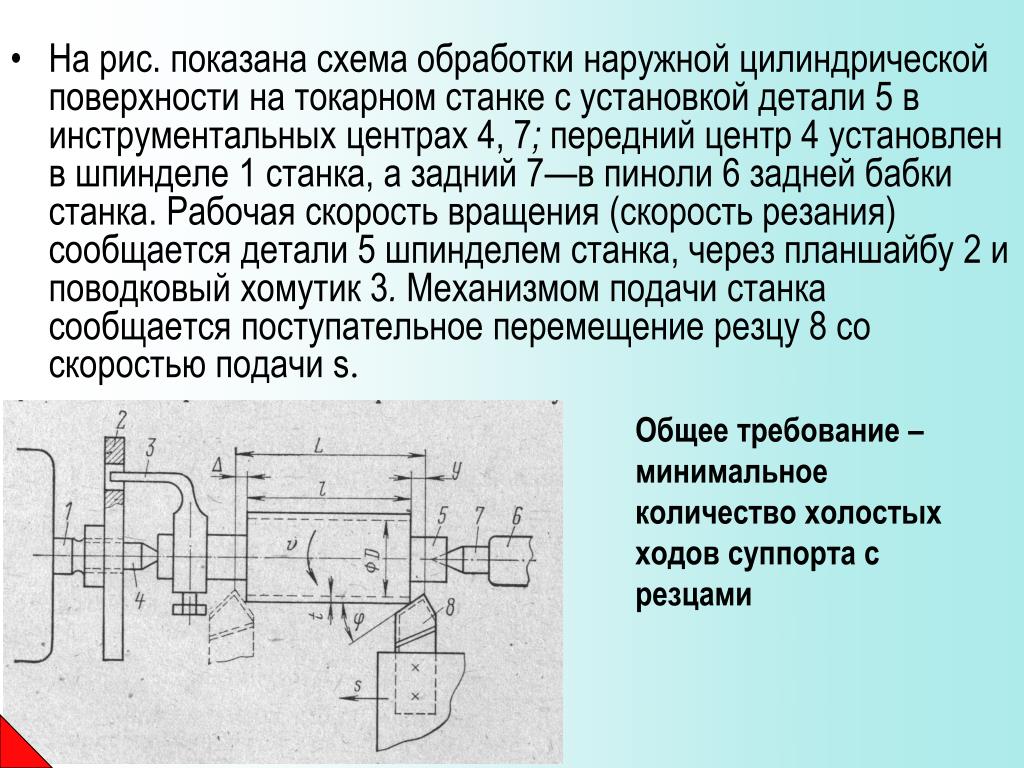
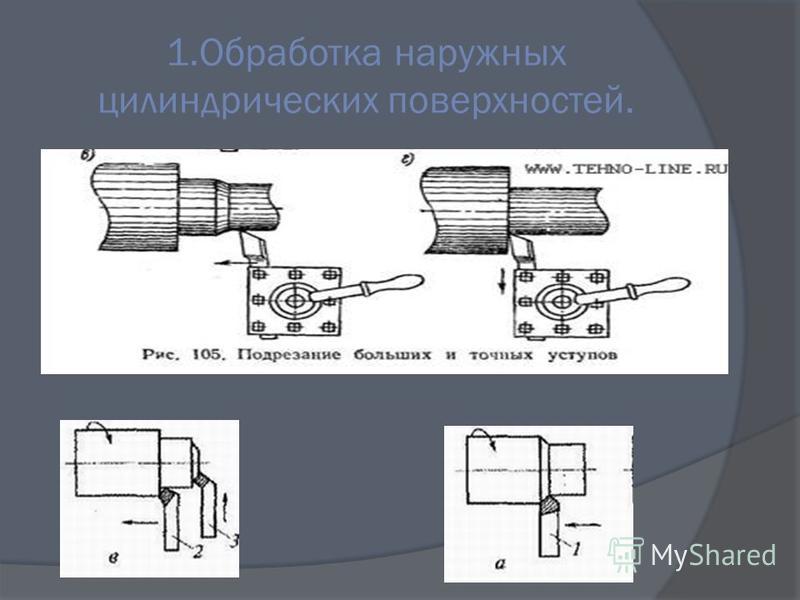 Вибрация может в конечном итоге повлиять на долгосрочную геометрическую точность и / или точность позиционирования станка, что приведет к дополнительным затратам на ремонт.
Вибрация может в конечном итоге повлиять на долгосрочную геометрическую точность и / или точность позиционирования станка, что приведет к дополнительным затратам на ремонт. Например, слишком тонкий инструмент или заготовка иначе реагируют на тот же набор условий резания, чем их относительно массивный аналог. Хотя устранить вибрацию при обработке не всегда возможно, существуют способы минимизировать ее, обращаясь к каждому элементу.
Например, слишком тонкий инструмент или заготовка иначе реагируют на тот же набор условий резания, чем их относительно массивный аналог. Хотя устранить вибрацию при обработке не всегда возможно, существуют способы минимизировать ее, обращаясь к каждому элементу.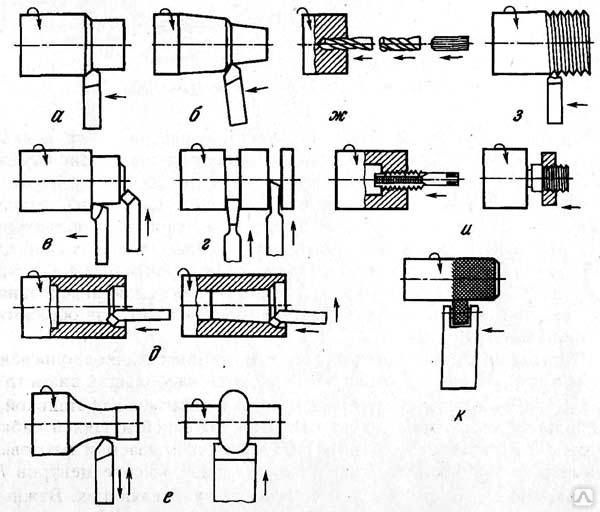
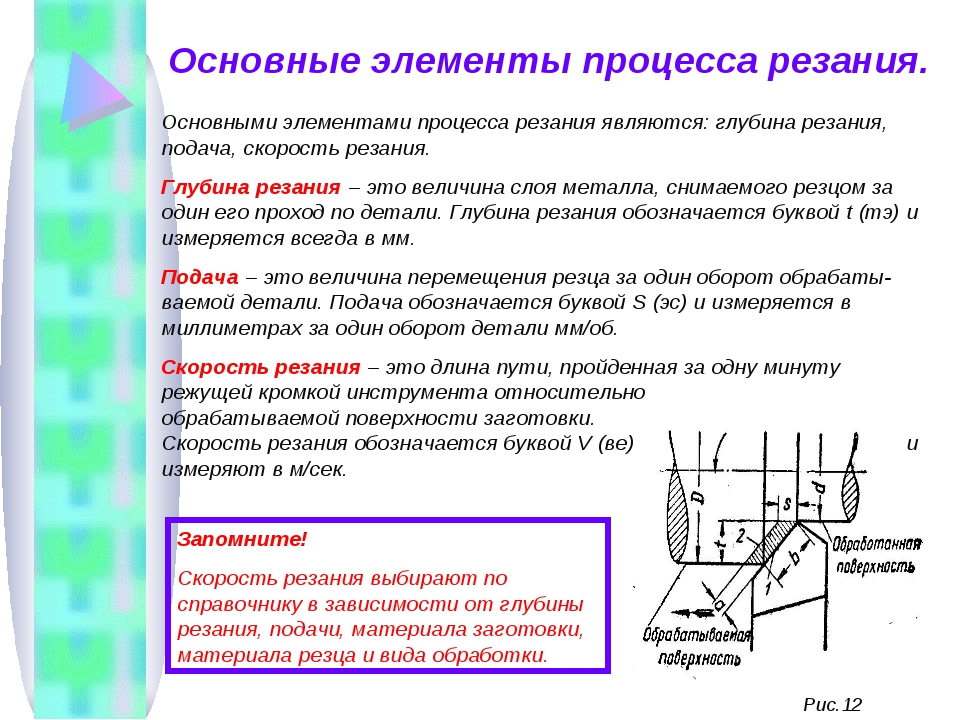 Выбор правильного шага фрезы на основе таких факторов, как материал и конструкция заготовки, жесткость крепления и т. д., гарантирует, что в приложении задействовано нужное количество зубьев. Неправильное число может привести к гармоническому дисбалансу. Простые решения, такие как уменьшение радиальной глубины, использование зубчатой или более грубой режущей геометрии или просто выбор инструмента с более короткими режущими канавками, дают немедленные результаты без вибрации. Для сборок с большим вылетом инструмента рекомендуется фрезерование с большой подачей и наименьшим углом в плане, так как это снижает радиальные отклоняющие силы.
Выбор правильного шага фрезы на основе таких факторов, как материал и конструкция заготовки, жесткость крепления и т. д., гарантирует, что в приложении задействовано нужное количество зубьев. Неправильное число может привести к гармоническому дисбалансу. Простые решения, такие как уменьшение радиальной глубины, использование зубчатой или более грубой режущей геометрии или просто выбор инструмента с более короткими режущими канавками, дают немедленные результаты без вибрации. Для сборок с большим вылетом инструмента рекомендуется фрезерование с большой подачей и наименьшим углом в плане, так как это снижает радиальные отклоняющие силы. Для инструментов токарного станка большинство проблем с жесткостью возникают из-за внутренних расточных приложений. Материалы держателя инструмента влияют на статическую жесткость и демпфирование во время резания. Стальные стержни лучше всего подходят для соотношения длины к диаметру до 3:1 или максимально до 4:1. Когда длина вылета превышает это значение, использование материалов высокой плотности, таких как тяжелые металлические или твердосплавные расточные оправки, дает хорошие результаты.
Для инструментов токарного станка большинство проблем с жесткостью возникают из-за внутренних расточных приложений. Материалы держателя инструмента влияют на статическую жесткость и демпфирование во время резания. Стальные стержни лучше всего подходят для соотношения длины к диаметру до 3:1 или максимально до 4:1. Когда длина вылета превышает это значение, использование материалов высокой плотности, таких как тяжелые металлические или твердосплавные расточные оправки, дает хорошие результаты. Цанговые держатели ER, наряду с высококачественными цангами ER, могут быть точным способом удержания инструмента концентрически, но во время операций высокоскоростного фрезерования инструмент может «вытягиваться». Термоусадочные системы и механически фиксируемые системы патронов для фрезерных станков могут помочь решить эту проблему. Термоусадочные системы очень точны, но требуют дорогостоящего оборудования для нагрева инструмента, и каждый инструмент ограничен одним размером хвостовика. Держатель механической фрезерной машины использует комбинацию цанг и механических подшипников для надежного удержания инструмента, а также может удерживать биение ≤ 0,0002 дюйма, значительно превышающее 10 000 об/мин.
Цанговые держатели ER, наряду с высококачественными цангами ER, могут быть точным способом удержания инструмента концентрически, но во время операций высокоскоростного фрезерования инструмент может «вытягиваться». Термоусадочные системы и механически фиксируемые системы патронов для фрезерных станков могут помочь решить эту проблему. Термоусадочные системы очень точны, но требуют дорогостоящего оборудования для нагрева инструмента, и каждый инструмент ограничен одним размером хвостовика. Держатель механической фрезерной машины использует комбинацию цанг и механических подшипников для надежного удержания инструмента, а также может удерживать биение ≤ 0,0002 дюйма, значительно превышающее 10 000 об/мин. Для более длинных соединений между наконечником инструмента и поверхностью шпинделя старайтесь использовать как можно меньше, особенно в случае модульных сборок инструментов. Для высокопроизводительных операций обработки, требующих большей глубины резания и подачи, надежно закрепленные жесткие инструменты работают лучше всего с наименьшим количеством вибрации. Когда приложения подвержены экстремальным радиальным силам, держатели инструментов, предлагающие конусность, а также торцевые контакты, особенно находчивы.
Для более длинных соединений между наконечником инструмента и поверхностью шпинделя старайтесь использовать как можно меньше, особенно в случае модульных сборок инструментов. Для высокопроизводительных операций обработки, требующих большей глубины резания и подачи, надежно закрепленные жесткие инструменты работают лучше всего с наименьшим количеством вибрации. Когда приложения подвержены экстремальным радиальным силам, держатели инструментов, предлагающие конусность, а также торцевые контакты, особенно находчивы.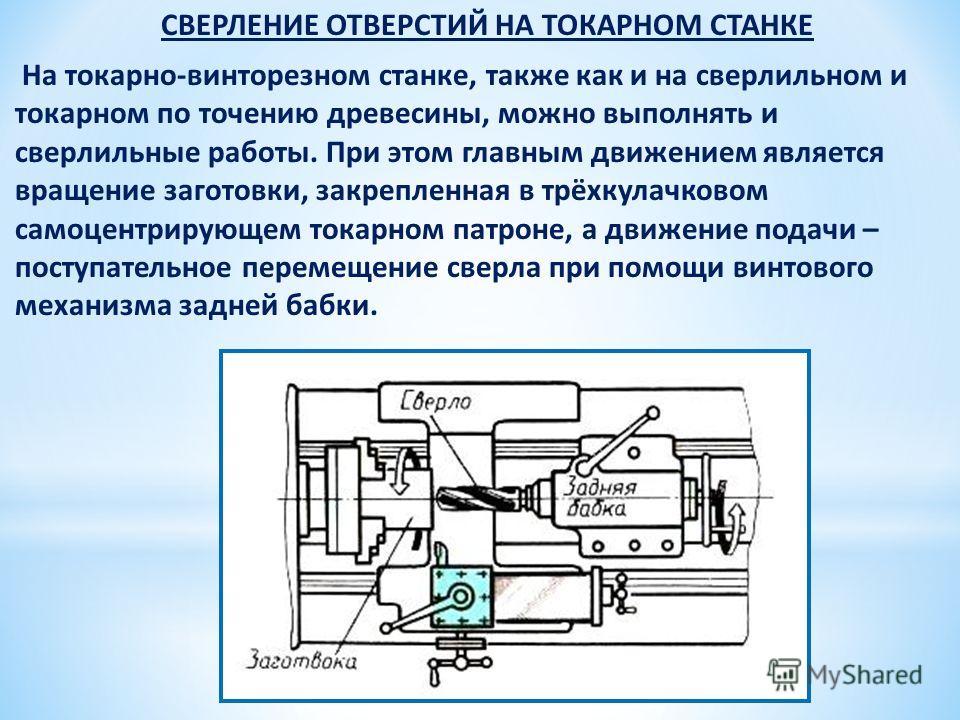 С другой стороны, иногда слишком малая толщина стружки приводит к тому, что режущая кромка трется о поверхность детали, а не режет ее, вызывая вибрации и возможное деформационное упрочнение пораженной области. Увеличение подачи на зуб в зависимости от режущей кромки помогает избежать таких ситуаций. Общее правило обработки заключается в том, чтобы поддерживать постоянную нагрузку на стружку или постоянно вовлекать режущие кромки в процесс резания, чтобы свести к минимуму толчки при входе/выходе. Для достижения этого весьма удобны подходящие методы ввода, такие как врезание под углом, винтовая интерполяция, тангенциальный или радиальный ввод с уменьшенной скоростью подачи. Лучше всего избегать размещения фрезы в центре выреза во время фрезерования, а вместо этого следует располагать ее не по центру, сохраняя максимальное зацепление фрезы до 60%-70% диаметра, когда это возможно. Детали с тонкими поперечными сечениями требуют особой осторожности при выборе порядка операций и программировании их траекторий, чтобы избежать преждевременного удаления слишком большого количества материала.
С другой стороны, иногда слишком малая толщина стружки приводит к тому, что режущая кромка трется о поверхность детали, а не режет ее, вызывая вибрации и возможное деформационное упрочнение пораженной области. Увеличение подачи на зуб в зависимости от режущей кромки помогает избежать таких ситуаций. Общее правило обработки заключается в том, чтобы поддерживать постоянную нагрузку на стружку или постоянно вовлекать режущие кромки в процесс резания, чтобы свести к минимуму толчки при входе/выходе. Для достижения этого весьма удобны подходящие методы ввода, такие как врезание под углом, винтовая интерполяция, тангенциальный или радиальный ввод с уменьшенной скоростью подачи. Лучше всего избегать размещения фрезы в центре выреза во время фрезерования, а вместо этого следует располагать ее не по центру, сохраняя максимальное зацепление фрезы до 60%-70% диаметра, когда это возможно. Детали с тонкими поперечными сечениями требуют особой осторожности при выборе порядка операций и программировании их траекторий, чтобы избежать преждевременного удаления слишком большого количества материала.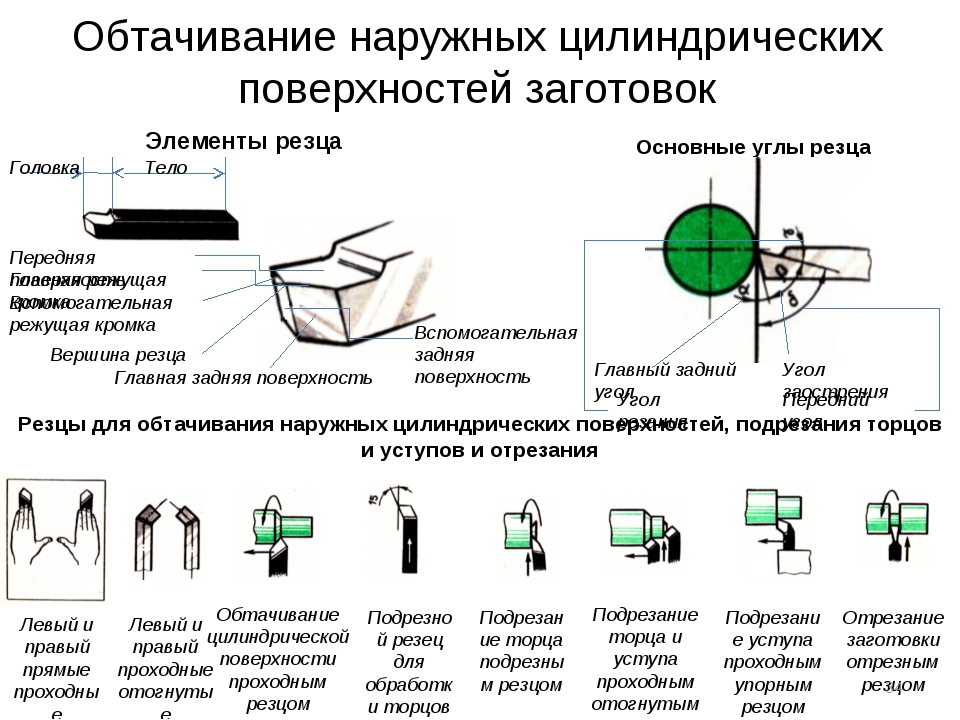



 Здесь есть несколько сложных случаев, которые нужно запомнить для правильного написания слова:
Здесь есть несколько сложных случаев, которые нужно запомнить для правильного написания слова: Наиболее вероятная причина этого явления — отличие рукописного и печатного символа и отсутствие необходимой моторной памяти, пишут ученые в Journal of Experimental Psychology: Human Perception and Performance.
Наиболее вероятная причина этого явления — отличие рукописного и печатного символа и отсутствие необходимой моторной памяти, пишут ученые в Journal of Experimental Psychology: Human Perception and Performance. Тем не менее, в современных шрифтах начертания этих букв не слишком сложны и легко воспроизводятся при письме, чего не скажешь о самом распространенном печатном аллографе буквы «g».
Тем не менее, в современных шрифтах начертания этих букв не слишком сложны и легко воспроизводятся при письме, чего не скажешь о самом распространенном печатном аллографе буквы «g». Тем студентам, которые не признали наличие двух возможных форм буквы «g», просто сообщали об этом и просили написать оба возможных символа.
Тем студентам, которые не признали наличие двух возможных форм буквы «g», просто сообщали об этом и просили написать оба возможных символа.
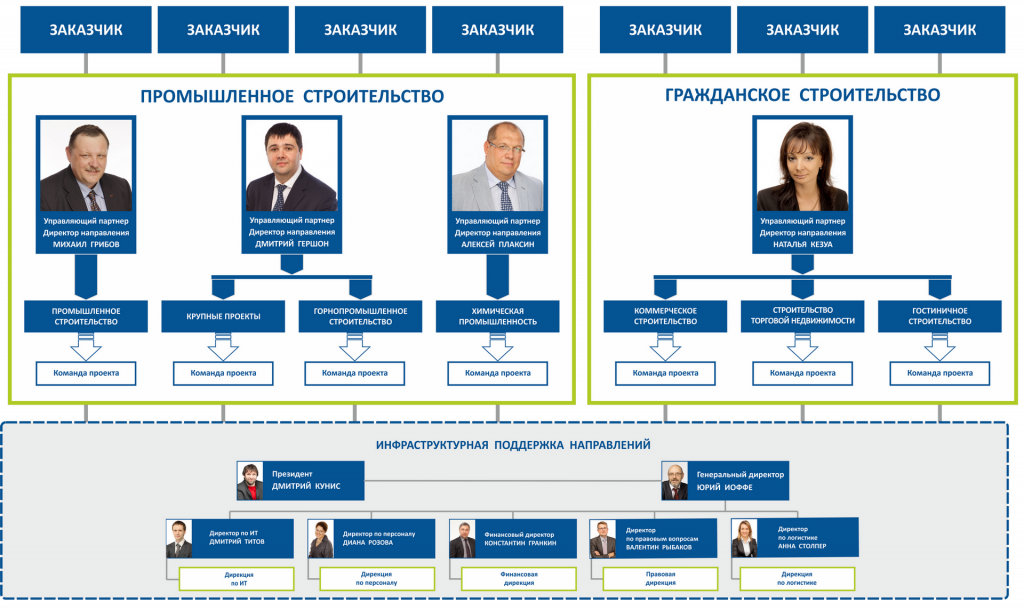
 И это тот, который Университет Джона Хопкинса обнаружил (в своем исследовании с гениальным названием , Дьявол в хвосте), что только один из 38 человек может рисовать. Остальным 37 было бы неплохо ознакомиться с нашими учебниками по типографике.
И это тот, который Университет Джона Хопкинса обнаружил (в своем исследовании с гениальным названием , Дьявол в хвосте), что только один из 38 человек может рисовать. Остальным 37 было бы неплохо ознакомиться с нашими учебниками по типографике. «Петля ‘g’ — это то, чему нас никогда не учили писать, поэтому мы, возможно, не выучим и ее форму».
«Петля ‘g’ — это то, чему нас никогда не учили писать, поэтому мы, возможно, не выучим и ее форму». Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
 Теперь вернитесь с кривой вниз до базовой линии. Теперь снова перейдите к заголовку. Падает вниз к нижней линии и делает петлю назад вокруг левой, делая наклонный гребок назад к базовой линии. Возьмите его немного выше базовой линии. Достигнув базовой линии, оставьте штрих с соединителем вправо, чтобы закончить букву или соединить другие курсивные буквы.
Теперь вернитесь с кривой вниз до базовой линии. Теперь снова перейдите к заголовку. Падает вниз к нижней линии и делает петлю назад вокруг левой, делая наклонный гребок назад к базовой линии. Возьмите его немного выше базовой линии. Достигнув базовой линии, оставьте штрих с соединителем вправо, чтобы закончить букву или соединить другие курсивные буквы.