G коды для чпу фрезерные расшифровка: Подробное описание G и M кодов для программирования чпу CNC станков. Примеры готовых G кодов для фрезерного оборудования.
Содержание
рабочие смещения для приспособлений ЧПУ станка
Вспомните схему преобразования координат, который используется для преобразования координат в g-коде в фактические координаты, к которым машина должна двигаться, на третьем этапе расположены коды G54, G52 и G92 отвечающие за рабочие смещения:
Последовательность настройки координат G-кода
Эта глава, посвященная программированию G-кода, посвящена G52, G54, G92 и связанным с ними командам смещения работы и приспособления. После предыдущих шагов в последовательности настройки, наши координаты были преобразованы в соответствующие единицы (дюймовые или метрические), преобразованных в абсолютных координатах (через G90 / G91), и теперь мы готовы привести эти координаты к фактическому месту работы.
Зачем смещать координаты относительно рабочего места?
Зачем нам нужно смещать координаты относительно рабочего места? Думайте о рабочих сдвигах как о закладках. Они определяют интересующие места в рабочей среде вашего станка (диапазон положений, в которые он может перемещаться). Например, предположим, что у нас есть четверо тисков на столе, способные удерживать четыре детали для обработки. Это может ускорить производство, так как мы можем вставить четыре детали в тиски, нажать кнопку «Пуск» и не беспокоиться, пока машина не обработает их. Это требует гораздо меньше усилий, чем замена любой готовой детали.
Например, предположим, что у нас есть четверо тисков на столе, способные удерживать четыре детали для обработки. Это может ускорить производство, так как мы можем вставить четыре детали в тиски, нажать кнопку «Пуск» и не беспокоиться, пока машина не обработает их. Это требует гораздо меньше усилий, чем замена любой готовой детали.
Как могла бы выглядеть программа для такой установки из четырех деталей?
Что ж, в идеале мы не хотим изменять программу обработки детали для обработки координат каждой позиции детали. Мы хотели бы написать программу относительно нулевой части, а затем позволить какой-нибудь другой функции волшебным образом изменять координаты, когда мы работаем над каждой частью. В конце концов, они просто сдвинуты относительно друг друга, но в остальном программы обработки деталей будут идентичными.
Специализированное приспособление может быть настроено для ряда позиций деталей, и может быть предусмотрено, что для каждой позиции назначено рабочее смещение, чтобы упростить программирование g-кода для приспособления. Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Иногда есть рабочие смещения, связанные с некоторыми особенностями станка. Возможно, вы установили датчик инструмента в определенном месте на столе и используете рабочее смещение, чтобы отслеживать это местоположение.
Чтобы справиться с подобными ситуациями, были созданы замещения работы.
Как определяются рабочие смещения в G-коде?
Базовые рабочие смещения очень просто указать: просто введите одно из G54, G55, G56, G57, G58 или G59. Большинство машин запускается с выбранным G54. Рекомендуется помещать G54 в строку безопасности в верхней части всех ваших программ с g-кодом, чтобы убедиться, что вы знаете, какое рабочее смещение используется, если у вас нет причин не делать этого.
G54 G-Code
Когда вы выполняете g-код рабочего смещения, смещение XYZ будет добавлено ко всем вашим координатам, начиная с этой точки. Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вы можете задать смещение нулевой точки вручную в зависимости от того, в какие тиски вы вставляете заготовку, но более продуктивно сделать это прямо в g-коде. Общая схема выглядит так:
G54 (Код детали в первых тисках) G55 (Код детали во вторых тисках) G56 (Код для части в третьих тисках) G57 (Код для детали в четвертых тисках)
На данный момент вы, вероятно, просто скопируете и вставите копии кода. Предполагая, что ваш элемент управления поддерживает их, как только вы научитесь использовать подпрограммы, вы можете сохранить одну копию кода детали и вызывать ее как подпрограмму из каждого блока рабочего смещения. В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями:
В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями:
G54 (Вызов подпрограммы детали) M98 P2000 G55 (Вызов подпрограммы детали) M98 P2000 G56 (Вызов подпрограммы детали) M98 P2000 G57 (Вызов подпрограммы детали) M98 P2000 M30 (Остановить программу) O2000 (Часть подпрограммы) (g-код для изготовления детали) M99 (Вернуться в основную программу)
Как видите, подпрограммы могут упростить и упростить создание множества одинаковых деталей.
Увеличение количества рабочих смещений
С G54 до G59 у вас есть 6 рабочих смещений. Это очень полезно, но что, если вам нужно сделать еще больше деталей. На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
За прошедшие годы производители контроллеров ЧПУ придумали несколько способов расширить синтаксис, чтобы обеспечить гораздо больше рабочих смещений. Один из распространенных подходов — использовать «G54.1 Pxxx», где «xxx» — это число. Типичные диапазоны для числа — 1..48 или 1..300. Вы нужно найти подробности в руководстве по программированию вашего станка. Чтобы использовать рабочее смещение # 45, просто введите следующий g-код:
G54.1 P45 (использовать рабочее смещение # 45)
Некоторые элементы управления позволяют опускать «.1», поэтому вы можете написать «G54 P45».
Используя этот новый синтаксис, вы получаете 6 исходных рабочих смещений плюс еще многие другие.
Дополнительные смещения для станков Haas
Haas позволяет G110..G129 ссылаться на смещения так же, как G54.1 Px.
G92: Программируемое временное смещение работы
Предположим, вам нужно программируемое временное смещение нулевой точки. Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
G92 X10Y10Z0
Теперь координаты угла тисков — X0Y0Z0. Вы только что установили собственное смещение нулевой точки с помощью G92.
Давайте рассмотрим другой пример, где может оказаться полезным G92 или один из других способов программирования смещения нулевой точки. Предположим, у вас есть крепежная пластина, на которой есть сетка из деталей. Вы заранее знаете, что частей 4 по горизонтали и 2 по вертикали, значит, будет 8 частей. Пластина сделана так, чтобы расстояние по осям X и Y между каждой частью было постоянным (конечно, в пределах допусков). Таким образом, части могут находиться на расстоянии 5 дюймов по оси X и 5 дюймов по оси Y.
Поскольку G92 является смещением от текущей позиции инструмента, мы перемещаем инструмент в нулевую точку первой детали в начале программы G-кода. Затем мы можем использовать G92 для добавления смещений относительно этой позиции, 5 дюймов по X и 5 дюймов по Y для каждой части, когда мы будем проходить через них. Довольно удобно, а?
Обратите внимание, что G92 доступен на фрезерных и некоторых токарных станках, но большинство токарных станков используют G50 для этой функции.
G52: смещение смещений
Учитывая количество функций, связанных со смещениями на станках с ЧПУ, должно быть очевидно, насколько они удобны. Настолько, что есть много разных способов добиться схожих результатов. Предположим, вы настроили рабочие смещения для каждой детали на столе. Теперь предположим, что каждая деталь имеет некоторые идентичные элементы, расположенные в разных точках детали. Вы можете использовать еще больше рабочих смещений для идентификации этих идентичных элементов, чтобы вы могли использовать один и тот же g-код для их обработки, или вы можете использовать G52 для создания временного смещения на смещении.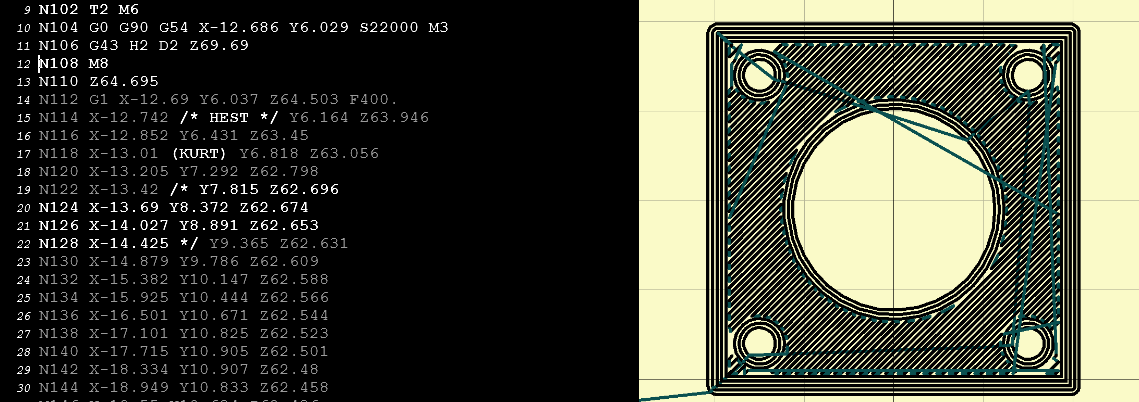 Это может выглядеть так:
Это может выглядеть так:
G54 (Выберите смещение нулевой точки для детали) G52 X10Y10 (Выберите смещение от нуля детали для первого элемента. Теперь этот элемент находится в нуле детали после G52.) (Особенность машины) G52 X20 (выберите другое смещение от нуля детали для второго идентичного элемента) … G52 X0Y0 (отключите смещение G52, чтобы все вернулось к «нормальному»)
Готов поспорить, вы сразу увидите, где G52 пригодится, верно?
G10 для установки рабочего смещения в G-коде
G10 — это удобный g-код, который позволяет вам программировать рабочие смещения стиля G54 из вашего g-кода. Типичный синтаксис:
G10 L2 Poo Xxx Yyy Zzz
Где «oo» — это номер рабочего смещения, «xx» — смещение по X, «yy» — смещение по Y, а «zz» — смещение по Z.
Для получения полной информации о том, как использовать G10, см. Специальную главу нашего курса G-Code.
Если у вас есть более старый элемент управления, у которого не так много рабочих смещений, вы можете использовать G10 для повторного использования доступных рабочих смещений с другими координатами.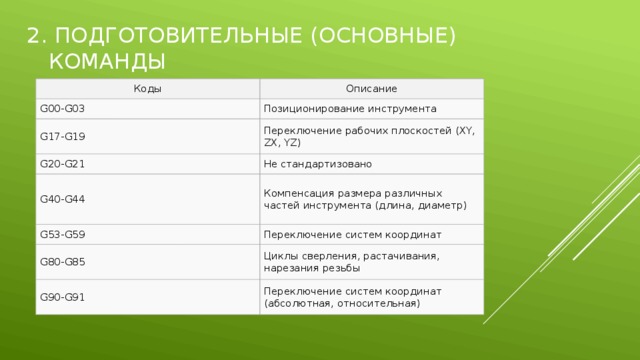
Рабочие смещения и макропеременные
На станках, допускающих параметризованное программирование, обычно есть макропеременные, соответствующие каждой координате каждого рабочего смещения. Например, на Fanuc для G54 используются следующие переменные:
# 5221 G54 Смещение по оси X
# 5222 G54 Смещение по оси Y
# 5223 G54 Смещение по оси Z
# 5224 G54 Смещение четвертой оси
Вы можете получить доступ к этим переменным, чтобы увидеть их значения или изменить их.
Полностью прекратить использование рабочих смещений с помощью G53.
Чтобы прекратить использование рабочих смещений, используйте G53. Это заставляет станок использовать нулевые координаты станка без какого-либо смещения в качестве нуля детали. Обычно это не делается, но возможно.
Альтернатива рабочего смещения: относительные координаты
Другой способ избежать использования рабочего смещения — использовать относительные координаты.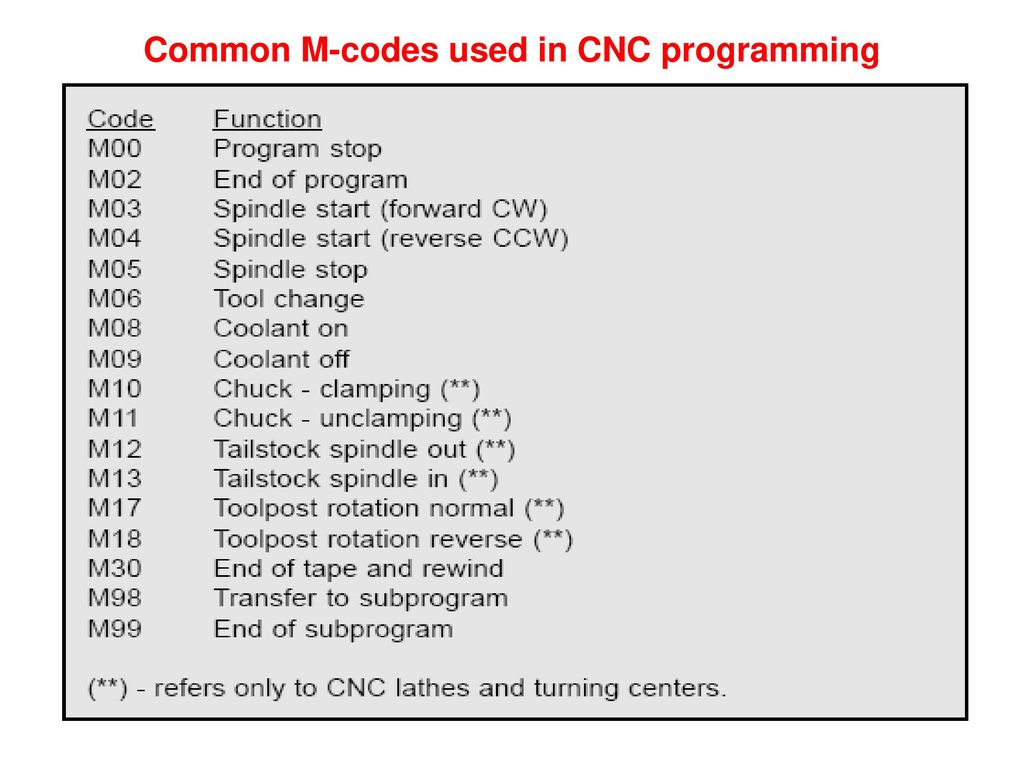 Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.
Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.
Заключение
Теперь вы знаете, как использовать рабочие смещения, которые упрощают настройку для изготовления нескольких деталей или быстрого размещения нескольких приспособлений на ваших станках.
G коды для ЧПУ — Программирование станков с ЧПУ
| Код G | Группа | Функция |
| G00* | 01 | Позиционирование (ускоренный ход) |
| G01 | 01 | Линейная интерполяция (подача на врезание) |
| G02 | 01 | Круговая интерполяция против часовой стрелки |
| G03 | 01 | Круговая интерполяция по часовой стрелке |
| G04 | 00 | Выдержка (пауза) |
| G10 | 00 | Ввод данных программы |
| G11 | 00 | Ввод данных программы- конец режима |
| G18* | 16 | Выбор плоскости ZpXp |
| G20 | 01 | Черновой цикл за один проход |
| G21 | 01 | Цикл нарезания резьбы за один проход |
| G22* | 09 | Запомненный предел перемещения оси активизирован |
| G24 | 01 | Цикл подрезания торца за один проход |
| G28 | 00 | Возврат к референтной точке |
| G30 | 00 | Возврат к базовым 2-й, 3-й и 4-й точке |
| G33 | 01 | Нарезание резьбы |
| G34 | 01 | Нарезание резьбы с переменным шагом |
| G40* | 07 | Окончание компенсация радиуса инструмента |
| G41 | 07 | Компенсация радиуса инструмента справа |
| G42 | 07 | Компенсация радиуса инструмента слева |
| G52 | 00 | Создание локальной системы координат |
| G53 | 00 | Создание локальной системы координат |
| G53 | 00 | Создание станочной системы координат |
| G54* | 14 | Выбор системы координат детали 1 |
| G55 | 14 | Выбор системы координат детали 2 |
| G56 | 14 | Выбор системы координат детали 3 |
| G57 | 14 | Выбор системы координат детали 4 |
| G58 | 14 | Выбор системы координат детали 5 |
| G59 | 14 | Выбор системы координат детали 6 |
| G65 | 00 | Макровызов |
| G66 | 12 | Модальный макровызов |
| G67* | 12 | Окончание модального макровызова |
| G70 | 06 | Ввод размеров в дюймах |
| G71 | 06 | Ввод размеров в мм |
| G72 | 00 | Цикл чистовой обработки |
| G73 | 00 | Цикл черновой обработки с несколькими проходами |
| G74 | 00 | Цикл подрезки торца с несколькими проходами |
| G75 | 00 | Цикл повторения профиля с несколькими проходами |
| G76 | 00 | Цикл сверления с с удалением стружки в конце |
| G77 | 00 | Цикл сверления наружного/внутреннего диаметра |
| G78 | 00 | Цикл для многозаходной резьбы |
| G80* | 10 | Отмена цикла сверления |
| G83 | 10 | Цикл радиального сверления |
| G84 | 10 | Цикл осевого нарезания резьбы |
| G86 | 10 | Цикл радиального сверления |
| G90* | 03 | Программирование в абсолютных величинах |
| G91 | 03 | Программирование в приращениях |
| G92 | 00 | Установка координатной системы или макс, скорости вращения шпинделя |
| G94 | 05 | Подача в мм/мин |
| G95* | 05 | Подача в мм/оборот |
| G96 | 02 | Включение постоянной скорости резания |
| G97* | 02 | Выключение постоянной скорости резания |
| G98 | 11 | Возврат к начальной плоскости цикла сверления |
| G99 | 11 | Возврат к плоскости точки R цикла сверления |
| G112 | 21 | Режим интерполяции в полярных коодинатах |
| G113 | 21 | Аннулирование режима интерполяции в полярных коодинатах |
| G112 | 21 | Режим интерполяции в полярных коодинатах |
| G113 | 21 | Аннулирование режима интерполяции в полярных коодинатах |
Функции G — это подготовительные функции, которые отражают вид перемещения станка, режим интерполяции и тип размеров.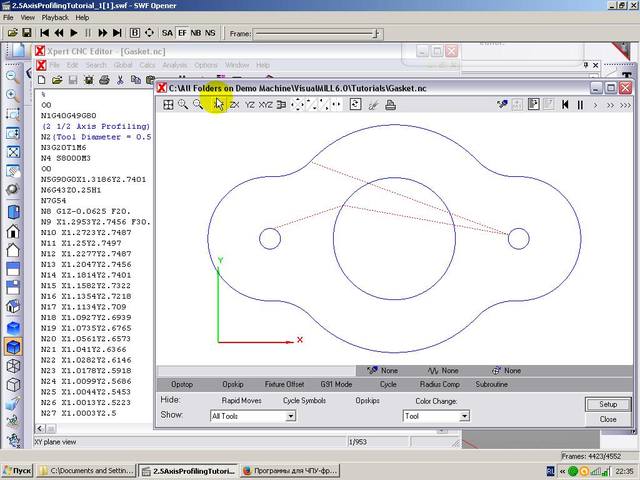 Существует два типа функций G:
Существует два типа функций G:
Не модальные функции G группы 00, которые активны только в каждом кадре;
Модальные функции G (другие, чем те, которые относятся к труппе 00), действие которых продолжается до тех пор, пока они заменятся другими функциями той же группы.
Функции G, отмеченные звездочкой (*) являются активными при включении станка или после сброса числового управления (RESET).
Если какая-либо функция G запрограммирована, но она не входит в приведенный перечень или если она не соответствует ни одной из деблокированных опций, тогда будет индицироваться аварийное сообщение номер 010.
Многие функции G можно программировать в одном и том же кадре, однако, они не должны принадлежать к одной и той же группе. Если функции G одной и той же группы имеются в одном кадре, тог-да будет отрабатываться только последняя.
G00 — Позиционирование на ускоренном ходу. Инструмент перемещается взапрограммированную координату,заданную либо в абсолютных величинах, либо в приращениях.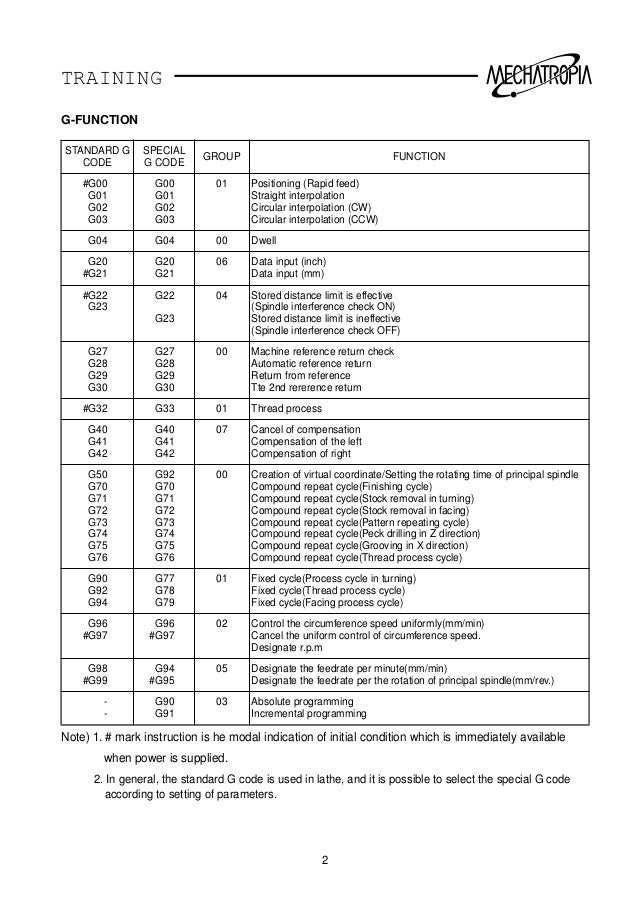 Вид перемещения инструмента может определяться параметром станка.
Вид перемещения инструмента может определяться параметром станка.
нелинейное перемещение происходит отдельно по каждой оси X и Z, траектория движения инструмента не прямая.
линейное траектория инструмента — это линейная интерполяция как при С01.
Позиционирование происходит на подаче, которая требует минимального времени перемещения, но при этом не превышает величины ускоренного хода каждой оси.
G01 — линейная интерполяция (рабочая подача ). Данная функция управляет линейным перемещением инструментов. Она может задаваться как в абсолютных величинах, так и в приращениях.
Скорость подачи задаётся функцией F…
G02 — круговая или винтовая интерполяция против часовой стрелки.
G03 — круговая или винтовая интерполяция по часовой стрелке.
Направления перемещения, которое вызывается данными функциями в плоскости ZX. Некоторые коды могут отличатся у разных производителей систем ЧПУ, но это редкость.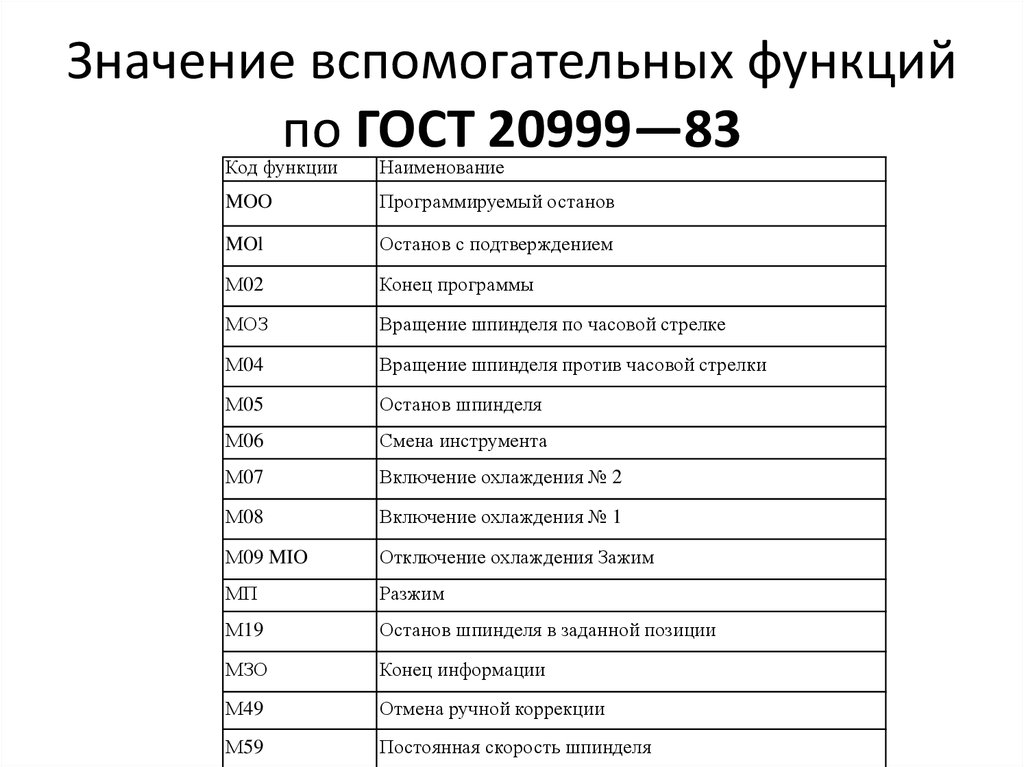
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Написать инженеру
Поделиться:
Новости
Форматно-раскроечный станок WoodTec PS 45S PRO
Подробнее
Форматно-раскроечный станок WoodTec K 45САР
Подробнее
Статьи
Всё о лазерных станках ЧПУ
Всё о фрезерных станках ЧПУ
Лазерная обработка
Фрезерная обработка
Системы станка ЧПУ
Ремонт лазерных станков
Программирование станков с ЧПУ
NC Studio
Оборудование компании
Изделия на ЧПУ станках
Санитарные нормы на производстве
Различия между G-кодом и М-кодом
Программирование с числовым программным управлением (ЧПУ) сегодня является основой производства. Современные станки с ЧПУ работают по программам, поэтому операторы должны знать, какие типы кода находятся в их распоряжении, и как их использовать.
Для обработки с ЧПУ программисты используют коды G и M, в зависимости от того, что они хотят, чтобы машина делала.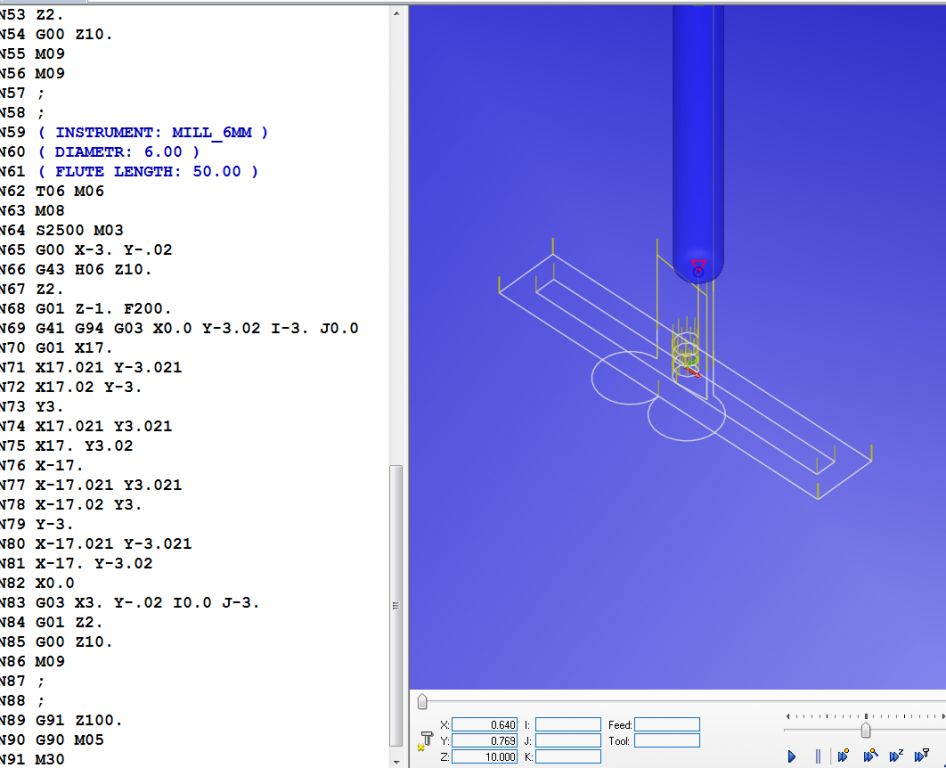
Хотя наиболее распространенным языком программирования, используемым программным обеспечением ЧПУ, является G-код, M-код также имеет определенные приложения. Когда дело доходит до G-кода по сравнению с M-кодом, один не обязательно лучше другого. Вместо этого оба типа необходимы, чтобы система выполняла желаемые операции.
Роль машинного программирования в производстве ЧПУ
Буква C в программировании ЧПУ относится к компьютеру, управляющему системой.
Как и любой компьютер, он работает на основе определенного языка, который система понимает для выполнения определенных задач. Это требование к рабочему языку — это то, где инструкции входят в программирование ЧПУ. Операторы могут выбрать ввод программ вручную или использовать программное обеспечение CAM.
Независимо от метода ввода информации, коды должны быть совершенными.
До появления компьютеров поддержка правильных программ для нескольких видов обработки была затруднена из-за бумажного формата программы ЧПУ.
На заре механической обработки устройства имели числовое управление, ЧПУ. Для этого требуются карты или ленты с кодами, созданными путем пробивки отверстий в определенном порядке. До того, как компьютеры стали обычным явлением, механические мастерские регулярно использовали перфоленту для управления своими устройствами. Однако физический носитель может получить серьезные повреждения в активных магазинах.
Жировые пятна, разрывы и потери регулярно происходили с этими перфорированными бумагами. Поврежденная бумага может привести к тому, что станки с ЧПУ будут считывать неправильные коды, что приведет к серьезным проблемам.
Когда компьютеры стали использоваться для управления станками с ЧПУ, оператор вводил коды вручную в компьютер вместо того, чтобы подавать перфоленту в систему.
С ЧПУ, числовым программным управлением, программированием эти станки могли производить гораздо более сложные детали из-за использования на них более сложного оборудования.
Это достижение, однако, создало проблему для машинистов.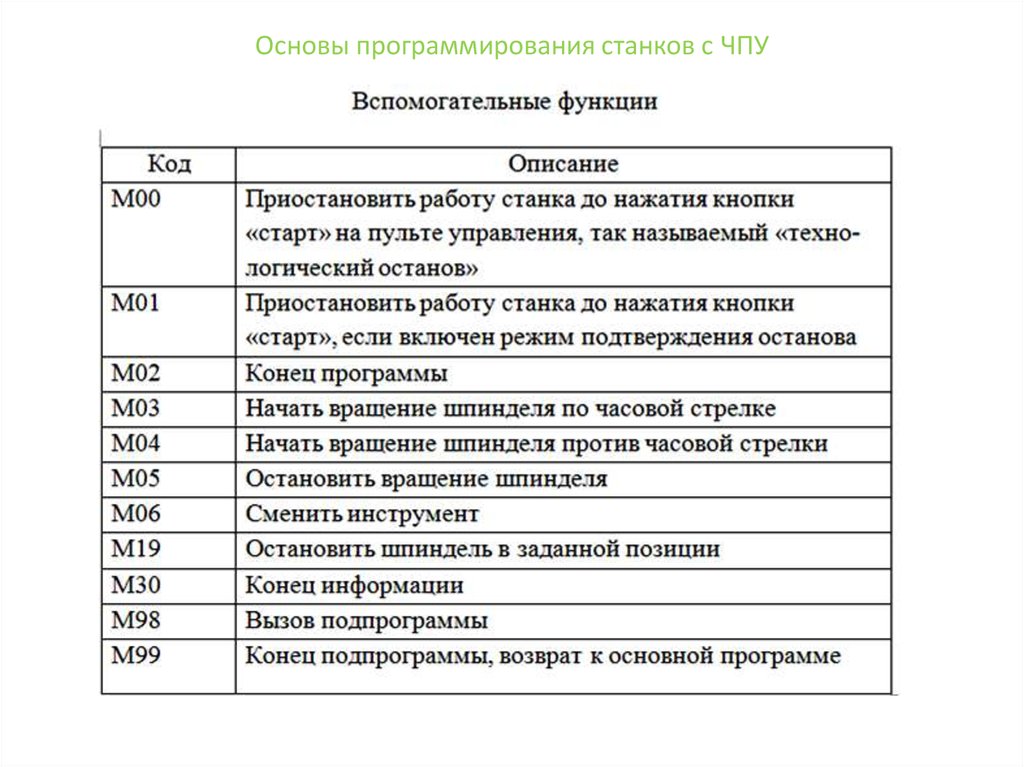 С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.
С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.
Чтобы ускорить процесс, компании начали использовать программное обеспечение CAM или CAD.
CAM, автоматизированное производство, или CAD, автоматизированное проектирование, представляет собой программное обеспечение, которое автоматизирует процесс генерации кода. Машинист говорит программе, что делать, и программа создает коды, которые машина может понять.
Независимо от того, введены ли они в систему вручную или сгенерированы программным обеспечением, программы для обработки с ЧПУ включают G-коды и M-коды. Оба имеют разные функции, и ни один из них не может работать независимо от другого.
Понимание их различий является основой для программирования ЧПУ.
Узнайте о наших услугах по обработке с ЧПУ
Что такое коды G и M в программировании ЧПУ?
При обработке с ЧПУ G-коды и M-коды играют важную роль и функции:
Что такое G-код?
G-код в программировании ЧПУ управляет движениями станка, определяя, как и куда станок должен двигаться для изготовления детали.
Что такое М-код?
М-код в программировании ЧПУ управляет различными функциями станка, включая запуск и останов определенных действий или программ.
Эти два кода используются вместе для производства деталей и компонентов, что делает их незаменимыми в производственном и промышленном секторах.
G-код ЧПУ
Исходным программным языком, используемым станками с ЧПУ, был G-код.
G означает геометрию, и это буквенно-цифровой формат, который система использует, чтобы сообщить частям, что делать. Он указывает, с чего начать, как двигаться и когда остановиться. Для машинистов проблема с использованием G-кодов заключается в том, что разные машины используют вариации стандартного набора буквенно-цифровых чисел. Таким образом, система, сообщающая одному устройству о действии, может указывать на другое действие на другом оборудовании.
Различия G-кода между машинами заключаются в количестве нулей между буквой и цифрой или наличии пробелов между командами.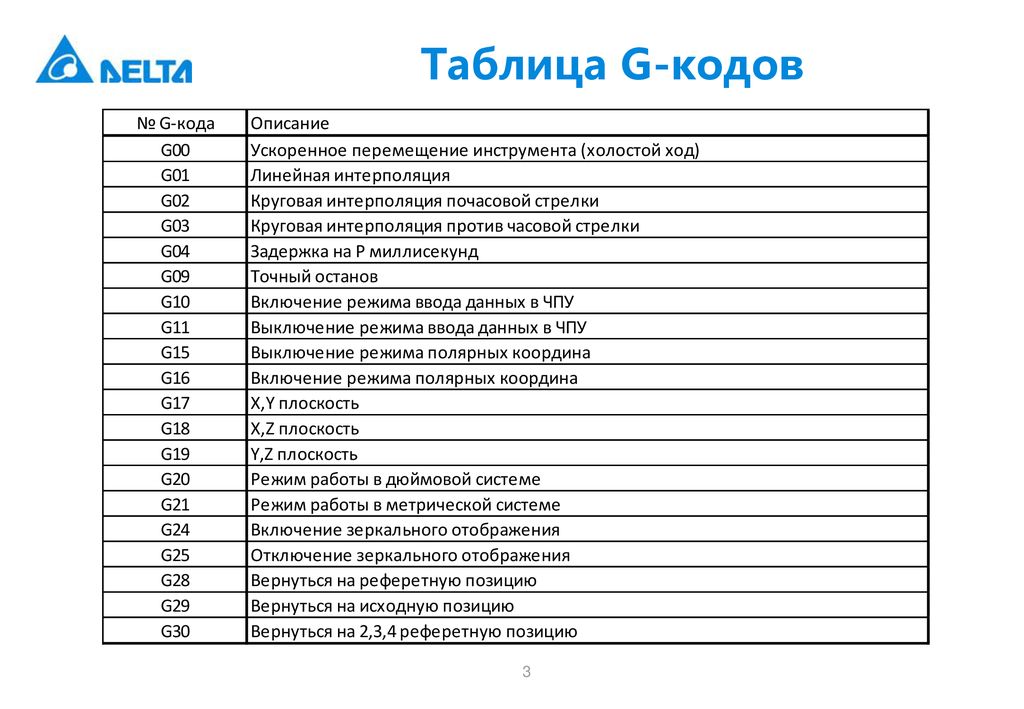
Например, одно устройство может использовать общий G1, а другое — G01. Некоторым машинам требуются десятичные точки между частями информации, в то время как другие позволяют оператору их опускать. Поскольку эти различия в программном диалекте очень важны для выполнения правильной программы, операторы должны всегда знать язык используемой ими машины.
Функции обработки с ЧПУ G-код
Как отмечалось ранее, G-коды указывают станку, как и куда двигаться.
Различные буквы обозначают, как машина движется, а цифры задают параметры. Хотя система называется G-кодом, G — не единственная используемая буква. Другие буквы имеют разные функции в программе, которые, как правило, одинаковы, независимо от диалекта машины.
Например, функции следующих букв в коде G включают:
- N: Значение N указывает номер строки.
- G: Число G указывает, когда инструмент должен двигаться и останавливаться.
- X, Y, Z: Эти значения указывают положение инструмента в трех измерениях — X по горизонтали, Y по вертикали и Z по глубине.

- F: F относится к тому, насколько быстро машина подает деталь.
- S: S сообщает станку, как быстро перемещать шпиндель.
- Т: Т указывает машине, какой инструмент использовать.
- M: Значения M задают различные функции или функции машины, сообщая устройству, как действовать, указывая направления включения и выключения.
- I и J: Эти значения указывают инкрементный центр любых дуг, которые делает машина.
- R: R дает радиус дуг, сделанных машиной.
- A: Значения A направляют инструмент вокруг оси x.
- B: Число с буквой B показывает значение вращения вокруг оси Y.
- C: Вспомогательная ось, которая вращается вокруг оси Z, получает свое позиционное значение из значения C.
- D: Это число показывает, насколько система смещает диаметр инструмента.
- L: L дает системе значение, указывающее повторяющиеся операции и количество циклов, которые они должны выполнять.
- P: Программа переходит во времени или задерживает время с помощью команды P.
Другие буквенно-цифровые обозначения зависят от возможностей машины.
Для устройств с четырьмя или пятью осями G-код может включать дополнительные направления координат.
За каждым G-кодом стоят инструкции, говорящие машине, как создавать вариации ее основных функций. Как правило, станки с ЧПУ имеют три операции, и системы показывают, как адаптировать эти задачи для создания готового продукта.
Эти три операции включают следующее:
- Двигайтесь по прямой как можно быстрее.
- Двигаться по прямой линии с заданной скоростью.
- Двигаться по кругу с заданной скоростью.
На основе этих трех движений программа может указать машине, когда останавливаться, изменять скорость, создавать круговые пропилы и другие направления. С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.
С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.
Одна часть выбора значений для программы требует знания реакции машины на программу.
Как правило, указания программы говорят обрабатывающему оборудованию, чтобы оно начало что-то делать. Устройство будет продолжать делать это до тех пор, пока не получит указание остановиться. Машинисты должны знать, когда вводить компьютерные инструкции для остановки и запуска.
Тем не менее, механикам может не понадобиться вводить каждую строку необходимой информации.
Существуют также некоторые сочетания клавиш, например, постоянные циклы.
В дополнение к индивидуальным действиям операторы могут использовать постоянные циклы. Эти циклы имеют одну буквенно-цифровую комбинацию, которая диктует ряд шагов. Например, один код цикла может заменить четыре строки программы для обозначения сверления или растачивания. Эти стандартные циклы помогают программистам, когда им нужно записать действия, которые должна выполнять машина.
Понимание функций G-кода облегчает чтение инструкций по эксплуатации, когда вы видите их примеры. Даже если вы не владеете программированием станков с ЧПУ, вы все равно можете осознать важность буквенно-цифровой системы и сложность программы, необходимой для создания обработанного продукта.
Примеры кода G для обработки с ЧПУ
Хотя коды раньше зависели от станка, некоторые основные комбинации букв и цифр создают общие направления. Каждая группа команд должна иметь только один G-код, чтобы устройство не запуталось. Если оператору потребуется другой G-код, ему потребуется еще один блок данных, как в следующем примере:
- G0: Перейти как можно быстрее к указанной координате.
- G1: двигаться по прямой.
- G2: создание дуги по часовой стрелке.
- G3: сделайте дугу против часовой стрелки.
Хотя когда-то машинисты должны были запоминать эти команды во время учебы, сегодня многие этого не делают, потому что используемые ими команды зависят от типа машины. Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.
Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.
В то время как G-коды дают машине инструкции о том, куда двигаться, M-значения направляют устройство на выполнение разных задач.
Самые важные G-коды
Все G-коды удобны в использовании и обладают жизненно важными функциями. Некоторые из наиболее часто используемых G-кодов:
G00: Быстрое позиционирование
Команда позиционирования G00 быстро перемещает машину из ее текущего положения в заданные координаты команды. Все оси двигаются одновременно, поэтому они одновременно завершают действие. Движение к новой точке происходит по прямой.
G01: Линейная интерполяция
Команда G01 перемещает станок по прямой линии с заданной скоростью подачи, которую можно установить с помощью функции F. У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
G02: круговая интерполяция по часовой стрелке
Команда G02 перемещает станок по часовой стрелке. Чтобы он работал правильно, вы должны определить центр вращения, который аналогичен радиусу окружности с центром и начальной точкой дуги. Вы также должны определить параметры конечной точки. Начальная точка — это просто конечная точка предыдущей команды, поэтому ее легко определить.
G03: круговая интерполяция против часовой стрелки
Команда G03 также перемещает станок по кругу, но вместо этого против часовой стрелки. Эта команда аналогична G02.
Как читать G-коды
При просмотре файла G-кода разбейте его длинное и сложное содержимое на декартовы координаты и маркеры. Попробуйте найти коды, с которыми вы наиболее знакомы, и используйте ключ, чтобы напомнить себе коды, которые вы забыли.
Каждая строка чисел имеет свой порядок, и G-коды имеют тщательно продуманную структуру для правильного выполнения своих функций.
М-код ЧПУ
М-код — это язык управления станком, управляющий всей программой, часто называемый G-кодом. В то время как G-команды описывают положения, M-код управляет действиями машины. Хотя M представляет различные коды, некоторые называют его машинным кодом, поскольку он управляет определенными операциями оборудования.
Коды G и M используются для программирования станков с ЧПУ.
Без М-кодов вы можете направлять инструменты в определенное место и приказывать им двигаться по линии или дуге, но вы не добьетесь успеха, давая более прямые команды, такие как остановка программ, смена инструментов, заливка системы охлаждающей жидкостью или другие действия, выходящие за рамки трех основных движений, контролируемых G-кодами. Вот почему вы можете думать о М-кодах как управляющих операциями без резки.
Функции обработки с ЧПУ М-код
М-коды дают машинным инструкциям, когда включать или выключать операции, не связанные с резкой. Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в M-коде.
Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в M-коде.
Как и в случае с G-кодами, диалект, используемый для M-кодов, зависит от машины. При настройке программ M-коды должны иметь по одному на каждый блок информации. Эти команды дают машине функции включения и выключения, поэтому наличие нескольких команд в одной группе или блоке может вызвать проблемы с программой.
Использование М-команд позволяет машинисту указать устройству сменить инструмент, включить шпиндель, отправить охлаждающую жидкость в систему или открыть двери. Существуют десятки M-операций, и операторы учатся программировать, чтобы быстро выполнять нужные действия.
Как и G-коды, M-коды зависят от машины.
Для некоторых машин требуется ноль между буквой М и числом, а для других это требование отсутствует. Опять же, знание конкретных требований, подробно изложенных в инструкциях по кодированию машины, поможет оператору понять, какие буквенно-цифровые программы использовать.
Примеры М-кода для обработки с ЧПУ
М-команды имеют общие значения, которые включают следующее:
- M00: Остановить любую программу, работающую в данный момент — оси, залив СОЖ или шпиндель.
- M01: Эта команда указывает на необязательную остановку программы.
- M02: Конец текущей программы.
- M03: Начните перемещать шпиндель по часовой стрелке.
- M04: Начать вращение шпинделя против часовой стрелки или в обратном направлении.
- M05: Остановите перемещение шпинделя.
- M06: Загрузить другой инструмент. Обычно эта команда поставляется со значением T. Например, вы можете увидеть «T1 M06».
- M08: Начать заливку охлаждающей жидкости в систему.
- M09: Перекрыть подачу охлаждающей жидкости.
Эти примеры являются лишь некоторыми из значений M, которые вы можете увидеть в программе для запуска станка с ЧПУ.
Наиболее важные М-коды
Некоторые из наиболее часто используемых М-кодов:
M00: Остановка программы
Команда M00 завершает текущую программу, позволяя вам переключать оборудование или запускать задачи по устранению неполадок.
M02: Конец программы
Команда M02 полностью завершает программу. Завершение текущей программы вашей машины — это первый шаг к началу другой.
M03: Пуск шпинделя
Команда M03 перемещает шпиндель вперед по часовой стрелке. Эта команда может показаться похожей на функцию команды G02, но коды G перемещают только машину.
M04: Пуск шпинделя
Команда M04 перемещает шпиндель в направлении, обратном команде M03, заставляя его вращаться против часовой стрелки. Это необходимый маневр во многих автоматизированных производственных задачах.
M05: Останов шпинделя
Команда M05 останавливает шпиндель, чтобы вы могли проверить текущее состояние вашей работы.
M06: Смена инструмента
Команда M06 позволяет переключать инструменты без повреждения оборудования.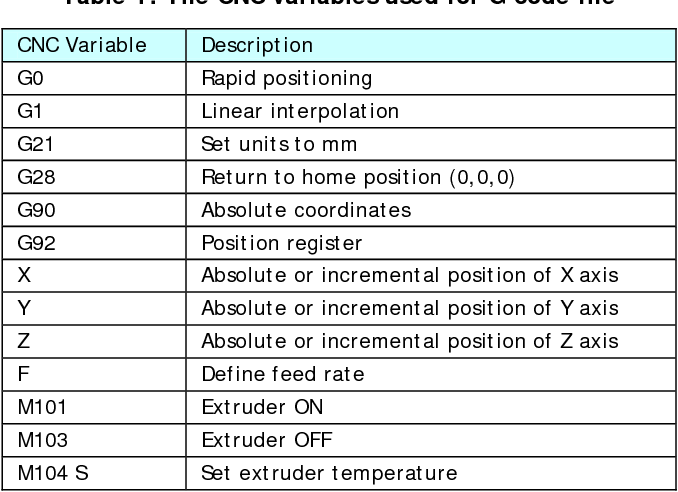
Как читать М-коды
М-коды или другие коды часто дополняются кодами из других категорий, чтобы активировать идеальные настройки машины. Из-за этого строки с M-кодами выглядят сложными, хотя они структурированы в определенном порядке для обеспечения бесперебойной работы процессов. Код S может установить скорость вращения шпинделя, например, при его перемещении с помощью кода M. M-коды часто используются с G-кодами для эффективного управления машиной.
Основное различие между G-кодом и М-кодом
Коды G и M имеют особое, но разное применение для управления станками с ЧПУ.
Некоторые называют программу ЧПУ кодом G, хотя цифры, сопровождающие G, управляют только движением и функциями системы. Значение M является частью программы, которая сообщает машине, как выполнять операции вне движений.
Глядя на то, как эти два типа команд работают с машиной, думайте о G как о резке, а M как о различных операциях.
В то время как оба управляют оборудованием, они регулируют различные движения.
G-команды сообщают инструменту, где и как резать. Операции М направляют станок на смену инструментов, перемещение шпинделя или выполнение других операций, не связанных с резанием, внутри оборудования. Если вы хотите упростить процесс, вы можете рассмотреть программное обеспечение CAD или CAM, но это не всегда идеальное решение.
Даже если у вас есть программа CAD или CAM для изменения указаний, которые вы даете буквенно-цифровой программе, вы все равно должны быть знакомы с программированием ЧПУ, чтобы вносить изменения или поправки в программное обеспечение на основе требуемых данных станка. Программное обеспечение будет делать только то, что ему говорит оператор, и если вы не понимаете программу, которую оно генерирует, вы можете заставить машину выполнять неправильную функцию, что приведет к напрасной трате времени и материалов.
Для некоторых компаний наличие профессионального поставщика станков с ЧПУ, таких как American Micro Industries Inc., облегчает задачу создания программ на станках с ЧПУ.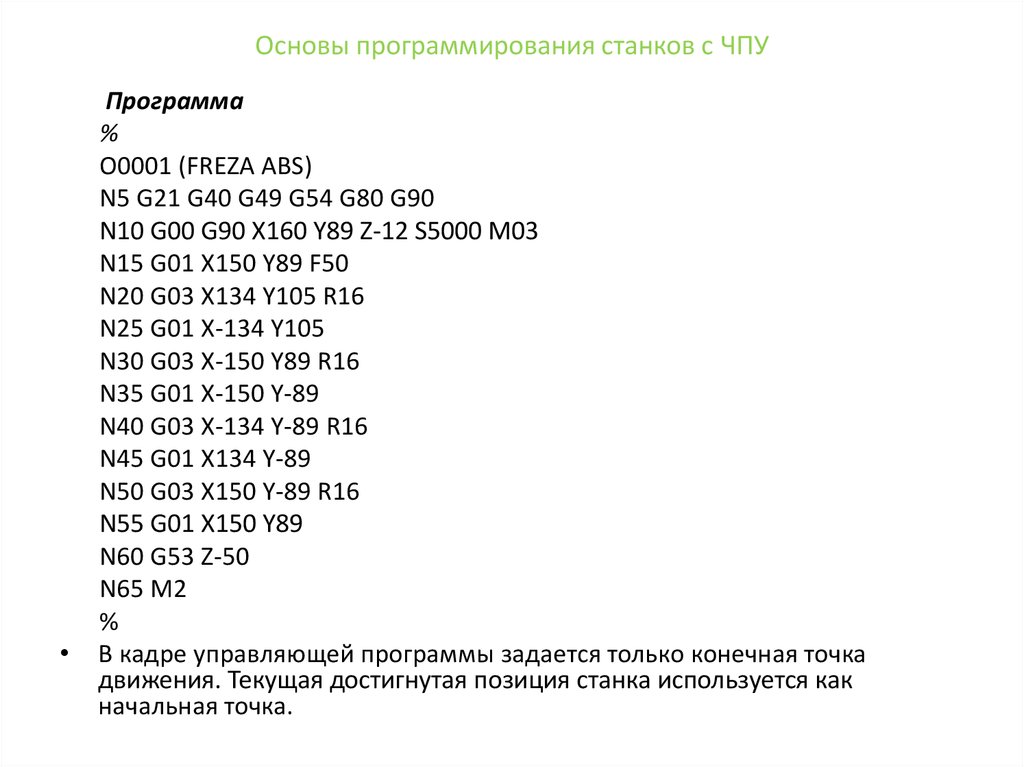
Позвольте нам заняться кодированием для ваших потребностей в обработке с ЧПУ
Вам не нужно знать программирование кода ЧПУ, чтобы быстро выполнить свой проект по обработке.
В компании American Micro Industries Inc. есть все необходимое оборудование, материалы и специалисты для быстрого выполнения вашего проекта механической обработки. Не беспокойтесь о размере вашей работы. Наши специалисты могут запрограммировать задачи для небольших заказов прототипов или крупных оптовых заказов. Кроме того, наше предприятие может обрабатывать даже большие объемы заказов на механическую обработку.
Если вы хотите узнать больше о том, как мы выполняем ваши проекты по механической обработке, свяжитесь с нами через Интернет, чтобы получить предложение.
Понимание кодов G и M для обработки на станках с ЧПУ
Обработка на станках с ЧПУ — это один из основных производственных процессов, при котором производятся сложные и сложные изделия, которые находят применение в различных отраслях промышленности.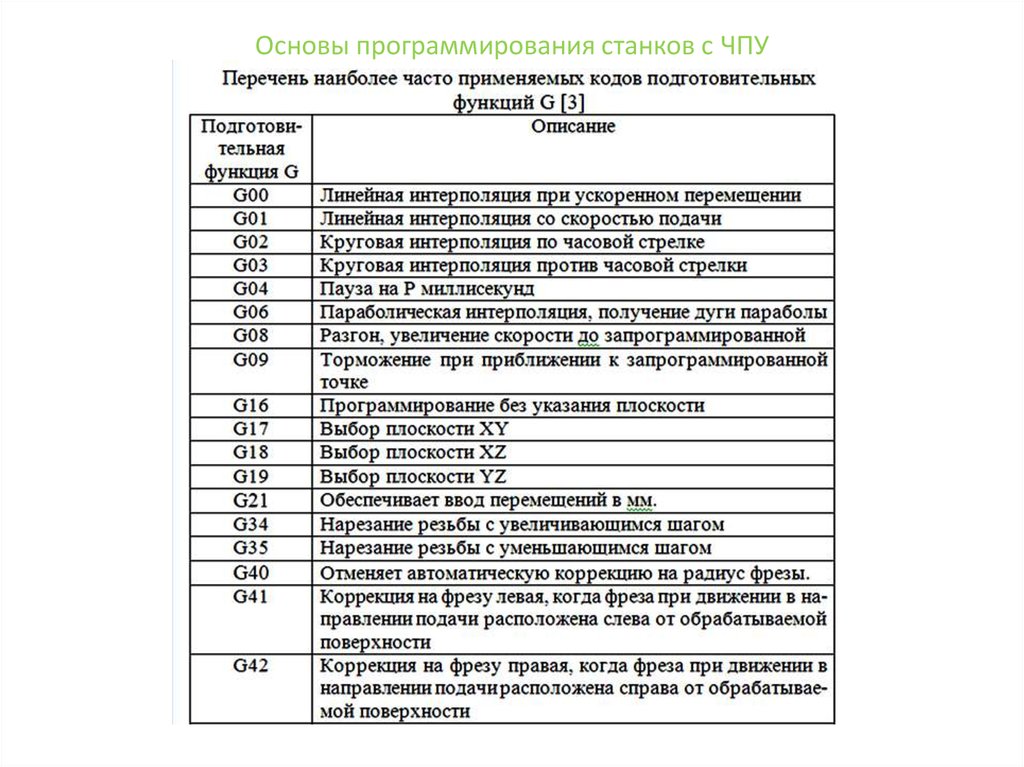 Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Несмотря на то, что коды ЧПУ используются вместе в большинстве механических мастерских, они сильно отличаются друг от друга. Каковы различия? Как эти коды управляют функциями станков с ЧПУ? Чтобы узнать ответы на эти и другие вопросы, дочитайте эту статью до конца.
Что такое код G и код M?
Как упоминалось ранее, коды G и M необходимы для обработки с ЧПУ. Однако какова точная функция программы двух букв ЧПУ? Как они управляют станками с ЧПУ? Этот раздел ответит на эти вопросы, а также выделит различия между обоими кодами.
Что такое G-код?
Код G (также RS-274D) — самый популярный язык программирования ЧПУ. Большинство команд G-кода имеют буквенно-цифровой формат и начинаются с G, что означает геометрию. G-код отвечает за движения станков с ЧПУ, сообщая машине, с чего начать, как двигаться и когда остановиться при изготовлении детали.
Однако программирование G-кода может быть довольно сложным для машинистов, поскольку разные машины считывают G-коды в разных форматах. Отличие большинства машин заключается в наличии или отсутствии пробелов между командами и в количестве нулей между буквой и цифрой в командах. Например, одна машина может использовать G3, а другая — G03. Машинисты всегда должны быть знакомы с типом машины, которую они используют. В противном случае ошибки в команде могут привести к серьезным проблемам в производстве деталей.
Хотя буква G является наиболее распространенной буквой в G-кодах при программировании ЧПУ, это не единственная используемая буква. Другие буквы также имеют тенденцию представлять разные команды. Примеры некоторых букв в G-коде:
A: Он направляет инструмент вокруг оси X.
R: Указывает радиус дуг, которые делает машина.
X, Y, Z: Эти три значения указывают положение инструментов в трех измерениях – X и Y представляют горизонтальный и вертикальный размеры соответственно, а Z представляет глубину.
I и J: Оба значения обозначают инкрементный центр любой дуги, которую делает машина.
N: N указывает номер строки.
В коде также используются другие буквы, которые зависят от возможностей машины.
Что такое M-код?
Как и код G, код М также начинается с буквы «М». Код М представляет собой набор вспомогательных команд, управляющих всеми негеометрическими действиями станка. Машинисты называют этот код разными кодами, поскольку он управляет действиями, не связанными с резанием, такими как остановка программ, заливка станка охлаждающей жидкостью и его отключение после падения температуры.
При настройке программы букв ЧПУ с использованием кодов G и M код M должен иметь только одну команду на блок информации. Это потому, что они в основном включают и выключают машину. Следовательно, их многократное использование в одном блоке может вызвать проблемы с программой.
Как и G-коды, M-коды различаются для разных машин. Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Различия
Хотя операторы одновременно используют коды G и M в любом процессе обработки с ЧПУ, они различаются. Вот несколько примеров того, чем отличаются оба кода ЧПУ:
- Команды кода G, как правило, различаются на большинстве станков с ЧПУ, в то время как коды M похожи на большинстве станков с ЧПУ.
- G-коды управляют движением и функциями машины, а M-коды управляют операциями вне движений.
- G-код активирует станок с ЧПУ, а M-код активирует программируемый логический контроллер станка.
Как программирование ЧПУ управляет станками с ЧПУ?
До появления компьютеров машинисты использовали карты или ленты для управления движениями машин. Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Когда машинисты начали использовать компьютеры для станков с числовым программным управлением, они все еще сталкивались с некоторыми проблемами. Это было связано с тем, что им приходилось вводить коды вручную. Это, конечно, было бы очень утомительно, когда они делали довольно сложные детали, требующие большого количества инструкций.
Однако с гораздо более продвинутыми компьютерами и программным обеспечением машинисты могут просто указывать программе, что делать. Затем программное обеспечение будет генерировать G-коды и M-коды, которые понимает машина. Благодаря программному обеспечению CAD и CAM генерация кода для функций машины стала очень простой.
Для запуска процесса программисту необходимо компьютерное программное обеспечение высокого уровня. Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Это краткое изложение процесса, посредством которого программирование ЧПУ управляет работой станков с ЧПУ. Хотя описанный выше процесс кажется упрощенным, на создание кодов для сложной детали могут уйти недели.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Список команд кодов G и M
В этом разделе приведены различные примеры основных кодов G и M и их значение. Часть этих кодов означает одно и то же в кодах G и M, хотя другие единицы могут различаться. Примеры этих кодов включают:
Список G-кодов – G-коды для токарных станков с ЧПУ
G00: Быстрое позиционное перемещение
G01: Линейное интерполяционное перемещение или линейное перемещение, фаска и скругление углов – Модальный режим
G02: Циркуляционная интерполяция по часовой стрелке – модальная
G03: Циркуляционная интерполяция против часовой стрелки – модальная
G04: Задержка (P) P=секунды. Миллисекунды
Миллисекунды
G05: точное управление движением шпинделя (приводной инструмент) – опционально
G09: точный останов
G10: настройка программируемого смещения
M-коды для токарных станков с ЧПУ
M09: опционально Останов программы – модальный
M02: Конец программы – модальный
M03: Вращение шпинделя вперед (S) – Модальный режим
M04: Шпиндель в режиме реверса (S) – Модальный режим
M05: Останов шпинделя – Модальный режим
M08: Подача СОЖ включена – Модальный режим
M09: СОЖ выключен – Модальный режим
M1 : Chuck Clamp — Modal
G Список кода для CNC Milling
G00: Rapid Motion
G01: Линейное движение интерполяции
G02: CW Interpolation Motion
G03: CCW INTERPOLATION MOVITE
9000 2 G03. G03 9000. G03 9000. G03 9000. G03 9000 2
: DWELATION G03 9000 2
: DWELATION G03 9000 2
: DWELATION
: DWel : Точная остановка
G10: Programmable Offset Setting
G12: CW Circular Pock Milling (Yasnac)
G13: CCW Circular Pock Milling (Yasnac)
G17: XY Plane Selection
M Codes for CNC Milling
M00: Program Стоп
M01: Дополнительная остановка программы
M02: Конец программы (настройка 39)
M03: Шпиндель включен, по часовой стрелке (S) (настройка 144)
M04: Шпиндель включен, против часовой стрелки (S) (настройка 144)
M05: Остановка шпинделя
M06: Смена инструмента (T) (настройка 42, 87, 155)
M08: подача СОЖ вкл. (настройка 32)
(настройка 32)
M09: подача СОЖ выкл.
M10: торможение 4-й оси вкл. Станки являются одним из наиболее важных процессов обработки с ЧПУ. Однако эти машины не могут функционировать без кодов G и M, которые указывают им, что делать. Понимание того, как генерировать эти коды, жизненно важно для процесса обработки с ЧПУ и успешного производства деталей. Освоение этих кодов даст вам преимущество в карьере программиста ЧПУ.
RapidDirect CNC Machining Services
Нужна компания для реализации вашего проекта CNC-обработки? Не смотрите дальше, потому что RapidDirect обладает всеми техническими знаниями, которые вам когда-либо понадобятся. Обладая более чем двадцатилетним производственным опытом, мы располагаем опытным персоналом во всех областях производственного процесса.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
RapidDirect понимает, что вам нужен отличный сервис по обработке с ЧПУ, и вы не хотите тратить много на его получение; поэтому мы предлагаем именно это.
Всего комментариев: 0