Группы шлифовальных станков: классификация, назначение купить в Москве
Содержание
Шлифовальные станки | Машиностроение
Общие сведения о шлифовальных станках
Шлифовальные станки (ШС) работают абразивным инструментом. В парке МРС они составляют до 20%, а в массовом производстве доля ШС достигает 60%.
С помощью ШС выполняются высокопроизводительные операции по обдирке отливок, отрезке, шлифованию из целого прутка высоколегированного материала, спиральных и шпоночных канавок, специальных и сложных профилей и т.д.
Кинематический процесс шлифования на всех типах ШС осуществляется путем вращения шлифовального круга и вращения или перемещения обрабатываемой заготовки относительно рабочей поверхности круга (периферии или торца). Относительное перемещение заготовки проводиться по прямолинейной или дуговой траектории.
Основные кинематические цепи станков:
- — вращение шлифовального круга от индивидуального привода,
- — продольное перемещение стола от гидравлики,
- — вращение обрабатываемой заготовки или стола от индивидуального привода,
- — поперечная подача шлифовального круга или заготовки – электромеханическая или гидравлическая,
- — подача круга на глубину – электромеханическая или гидравлическая,
- — правка круга – ручная, гидравлическая, электромеханическая.

Особенности шлифовальных станков для скоростного и обдирочного шлифования
При проектировании станков, работающих по технологии высокоскоростного шлифования (ВСШ) предусматривается использование:
— шлифовальных кругов стандартных типов (из корунда или карбида кремния на керамической или полимерной связке), окружные скорости которых составляют 60-120 м/с,
— шлифовальных кругов эльборовых на сверхтвердой смазке, окружные скорости которых составляют до 150 м/с,
— стальных кругов с покрытием из эльбора на гальванической связке, окружные скорости которых составляют до 250 м/с.
Эффективность ВСШ и, особенно, обдирочного шлифования (процессов с очень высокой тепловой напряженностью) в значительной степени зависят от отвода тепла из зоны обработки.
ШС оснащаются устройствами для динамической балансировки кругов и текущего контроля их вибрационных характеристик.
По мере износа шлифовальных кругов в процессе работы снижаются их окружные скорости и прочность.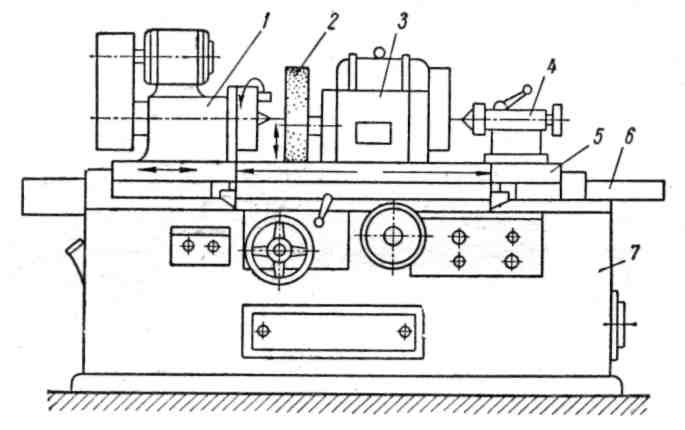 Поэтому допускается износ кругов не более 20% диаметра.
Поэтому допускается износ кругов не более 20% диаметра.
В связи с высокой вероятностью разрыва кругов при работе, в станках предусматривают надежную защиту зоны обработки и блокировку открывания защитного кожуха.
Для обеспечения высокой точности обработки ШС оснащаются приборами активного контроля размера и системы адаптивного управления (в большинстве случаев – по мощности главного привода).
При работе с повышенными режимами шлифования для лучшего отвода шлама необходима подача увеличенного количества СОЖ в зону резания под давлением 0,5-1 Мпа.
По сравнению с традиционными ШС, станки для ВСШ имеют ряд особенностей. Так, у них увеличена мощность привода вращения круга, обеспечивающая большие скорости съема металла, увеличена скорость врезания (подача на глубину) для получения больших скоростей съема металла, увеличена частота вращения (или продольного перемещения для плоскошлифовального станка) детали для обеспечения оптимального отношения скорости круга к скорости детали (стола):
Круглошлифовальные станки
Круглошлифовальные станки (КШС) предназначены для обдирочной и чистовой обработки наружных поверхностей. В станках используются шлифовальные и алмазные круги, которые обеспечивают высокую точность размеров и геометрической формы и малую шероховатость поверхностей детали.
В станках используются шлифовальные и алмазные круги, которые обеспечивают высокую точность размеров и геометрической формы и малую шероховатость поверхностей детали.
В зависимости от основных перемещений заготовки относительно круга различают шлифование: осциллирующее (проходное), врезное и комбинированное. При осциллирующем шлифовании круг изнашивается более равномерно и не оказывает заметного влияния на прямолинейность образующей. Достигается наилучший параметр шероховатости, минимальное тепловыделение. При врезном шлифовании изнашивание круга непосредственно влияет на форму образующей. Врезное шлифование применяют для обработки поверхностей, ограниченных буртами, ступенчатых и фасонных форм, также при необходимости одновременно шлифовать шейку и торец. При комбинированном шлифовании цилиндрическая часть шлифуется осциллирующим методом, а торцовая поверхность – врезным.
Рис. 4.35. Основные схемы шлифовальных станков: 1 – передняя стойка; 2 – задняя стойка; 3 и 5 – столы; 4 – позиционир осевого положения круга
Метод шлифования, способ базирования и назначение станка определяют его компоновку. Основные компоновочные схемы приведены на рис. 4.35, на котором дуговыми стрелками отмечены узлы, которыми проводится регулировка и настройка углового положения, прямолинейными отрезками – линейного положения детали относительно круга.
Основные компоновочные схемы приведены на рис. 4.35, на котором дуговыми стрелками отмечены узлы, которыми проводится регулировка и настройка углового положения, прямолинейными отрезками – линейного положения детали относительно круга.
Компоновки станков, в которых относительное перемещение вдоль оси заготовки и подача осуществляется кругом, применяются достаточно редко для обработки заготовок большого диаметра и массы.
Станок может дополнительно комплектоваться для внутреннего шлифования.
Внутришлифовальные станки
Внутришлифовальные станки (ВШС) предназначены для круглого внутреннего шлифования сквозных и глухих отверстий с образующей прямолинейной и конической формы. На этих станках можно также проводить подшлифовку торцов.
На рис. 4.36 приведены схемы внутреннего шлифования, на которых указаны необходимые движения.
Рис. 4.36. Схемы внутреннего шлифования
Наиболее распространенными являются схемы обработки, когда деталь вращается вокруг оси обрабатываемой поверхности, поперечная подача осуществляется перемещением либо шлифовального круга, либо детали.
При шлифовании открытых (сквозных) отверстий с прямолинейной образующей применяется относительное прямолинейное перемещение вдоль оси круга — осцилляции Ds1. Для закрытых и профильных поверхностей шлифование является методом врезания (без движения Ds2).
Качество обрабатываемых деталей определяется опорами шпинделя изделия и шлифовального круга.
Плоскошлифовальные станки
Различают две основные группы плоскошлифовальных станков (ПШС): шлифование периферией круга (станки с горизонтальным расположением шпинделя) и шлифование торцом круга (станки с вертикальным расположением шпинделя).
По степени автоматизации эти станки подразделяются на универсальные, полуавтоматические и автоматические.
Метод шлифования периферией круга обеспечивает высокую точность обработки, но малопроизводителен. Метод шлифования торцом круга высокопроизводителен вследствие большой дуги контакта круга с деталью. Однако благодаря большим нагрузкам в зоне резания происходит нагрев детали, снижающей точность обработки.
Станки бесцентрового шлифования
Использование при обработке в качестве базовой шлифуемую поверхность позволяет резко увеличить жесткость системы инструмент-деталь и повысить производительность и точность обработки. Для ряда деталей это единственный способ обеспечения требуемой точности.
Бесцентровое шлифование используется как черновой способ обработки валов и прутков, так и в качестве отделочной операции для прецизионных деталей из различных материалов с точностями менее 1 мкм в диапазоне диаметров 0,5-320 мм и более и длиной до нескольких метров. В практике встречается несколько схем обработки деталей методом бесцентрового шлифования.
Рис. 4.37. Схемы бесцентрового шлифования: 1 – шлифовальный круг; 2 — заготовка; 3 – ведущий круг; 4 – поддерживающий нож
Для примера на рис. 4.37 показаны две схемы шлифования для наружной и внутренней обработки деталей.
При наружном шлифовании заготовка 2 размещается между шлифовальным кругом 1 и ведущим кругом 3, опираясь на поддерживающий нож 4.
Круги вращаются в одном направлении:
Скорость резания:
При внутреннем шлифовании заготовка 2 типа колес базируется на роликах 1 и 4. Вращение заготовки осуществляется за счет прижима роликов к ведущему кругу 3.
Шлифовальные станки: классификация, назначение, ЧПУ
Существует огромное количество технологических процессов, выполнение которых позволяет получить деталь с необходимыми размерами, формой и качеством поверхности.
На протяжении многих лет заводы по обработке металла использовали специальные устройства, которые называют станками. Существует несколько технологических процессов, среди которых отметим обработку шлифованием. Шлифованием можно изменить механическим воздействием качество поверхности, а также ее форму. За многие годы развития сферы обработки металла появилось довольно много разновидностей оборудования, каждый из них имеет особую схему работы, что отражается на чертеже.
Предназначение оборудования
Шлифовальный станок – устройство, которое используется для обработки различных изделий из металла, древесины, пластика и другого материала. Несколько десятилетий назад оборудование создавали для обработки с малой точностью, технически конструкция не позволяла доводить размеры деталей до высокой точности, но все же характеристики, которыми обладает шлифовальный станок, давали возможно проводит финишную отделку.
Несколько десятилетий назад оборудование создавали для обработки с малой точностью, технически конструкция не позволяла доводить размеры деталей до высокой точности, но все же характеристики, которыми обладает шлифовальный станок, давали возможно проводит финишную отделку.
Использовать шлифовальный станок можно для решения следующих технологических задач:
- Изменения формы поверхности цилиндрической, квадратной и иной заготовки. Шлифовальное оборудование в зависимости от абразивного материала может использоваться для обработки различного металла, можно провести снятие относительно небольшого слоя материала.
- Изменения шероховатости поверхности – основное предназначение, для которого создавался шлифовальный станок. Устройство может снимать десятки миллиметров металла или другого материала.
- В некоторых случаях шлифовальный станок используется для проведения заточки. Это связано с тем, что устройство используется для снятия металла, если правильно расположить режущую кромку, то есть возможность провести заточку.

Достигнуть результата при использовании ручных инструментов, как если использовать шлифовальное оборудование, практически невозможно. Производительность также очень велика, существует как домашний, так и промышленный вариант исполнения. Эксплуатация устройства требует технического обслуживания, что также следует учитывать.
Классификация
Как ранее было отмечено, существует довольно много чертежей и схем, по которым производят шлифовальный станок. Это связано с тем, что форма и размеры деталей определяют то, как будет проводиться обработка, и какой вид будет иметь шпиндель, станина шлифовальное оборудование. По типу установки можно провести следующую классификацию:
- Настольный. Современные чертежи и схемы настольных станков определяют то, что они могут использоваться в быту.
 При этом техническое обслуживание не принесет много проблем, электропотребление незначительно, управление не составляет особого труда. Однако настольный вариант исполнения имеет меньшую производительность, а также функциональность.
При этом техническое обслуживание не принесет много проблем, электропотребление незначительно, управление не составляет особого труда. Однако настольный вариант исполнения имеет меньшую производительность, а также функциональность. - Современный промышленный вариант исполнения имеет высокую производительность, схема и чертежи модели определяют то, что модели имеют компактные габаритные размеры. Технически они совершеннее тех моделей, которые производились на заводах в прошлом тысячелетии.
- Шлифовальный станок, произведенный на заводах Советского Союза, также еще часто встречается в цехах. Их чертежи и схемы изучаются в учебных заведениях при получении соответствующей квалификации. Однако техническое обслуживание подобного оборудования значительно усложняется, так как необходимых инструментов и деталей уже не производят.
По предназначению можно выделить следующие группы:
- Круглошлифовальные – наиболее распространенные модели, которые используются для обработки цилиндрических и конических деталей.
 Подобные станки разделяются на несколько групп по классу точности. Производятся они с середины 90-х годов. Некоторые модели производились для заготовок с высоким диаметральным и линейным размером.
Подобные станки разделяются на несколько групп по классу точности. Производятся они с середины 90-х годов. Некоторые модели производились для заготовок с высоким диаметральным и линейным размером. - Внутришлифовальные модели получили меньшее распространение, но все часто используются на металлообрабатывающих заводах. Внутришлифовальные станки могут быть бытового и промышленного предназначения, их производительность зависит от оснастки и степени автоматизации процесса обработки. Использовать внутришлифовальные модели для изменения цилиндрических внутренних поверхностей, отверстий различной формы. Оснастка в значительной степени может изменить технические характеристики внутришлифовального станка.
- Плоскошлифовальная группа имеет схему, которая позволяет проводить работу по доведения шероховатости и размеров плоских и сопряженных поверхностей до нужных значений. Шпиндель в этом случае расположен так, что шлифовальный станок может применяться для осуществления работы, связанной с плоской поверхностью.
- Бесцентрошлифовальная группа крупносерийном производстве. Схема и чертеж, которые характерны подобной группе, обуславливают упрощение процесса обслуживания, а также технические характеристики позволяют автоматизировать процесс, повысить производительность.
- Хонингование – процесс доведения размеров поверхности до высокой точности, когда отклонение составляет всего несколько долей миллиметра. Схема расположения всех элементов конструкции, которой обладает шлифовальный станок этой группы, позволяет проводить обработку как цилиндрических, так и плоских поверхностей. При помощи ручных инструментов достигнуть подобного результата невозможно, управление позволяет изменять характеристики обработки в зависимости от поставленной задачи.
При этом круглошлифовальные варианты исполнения можно разделить на следующие группы:
- универсальные станки – могут использоваться для шлифования различных цилиндрических и конических заготовок, характеристики моделей позволяют значительно расширить область применения.
 Управление универсальным станком может проводиться механически или при помощи автоматизированной системой ЧПУ;
Управление универсальным станком может проводиться механически или при помощи автоматизированной системой ЧПУ; - простые модели – шлифовальное оборудование, которое применяется для определенной группы заготовок. Схема и характеристики простых моделей определяет то, что только отдельные группы деталей можно обработать при их использовании. В последнее время станки, относящиеся к этой группе, практически не производятся. Это связано с тем, что их покупка зачастую не обоснована. Часто их производят под заказ при организации массового производства.
Учитывая столь большое распространение круглошлифовальных станков, проведем рассмотрение особенностей конструкции. Управление поворотным рабочим столом, а также характеристика, позволяющая проводить поворот детали, определяет универсальность модели. Схема конструкции имеет шпиндель, который может поворачиваться вокруг вертикальной оси. Некоторые модели имеют дополнительные шпиндельные бабки, которые позволяют изменять степень шероховатости отверстий различной формы.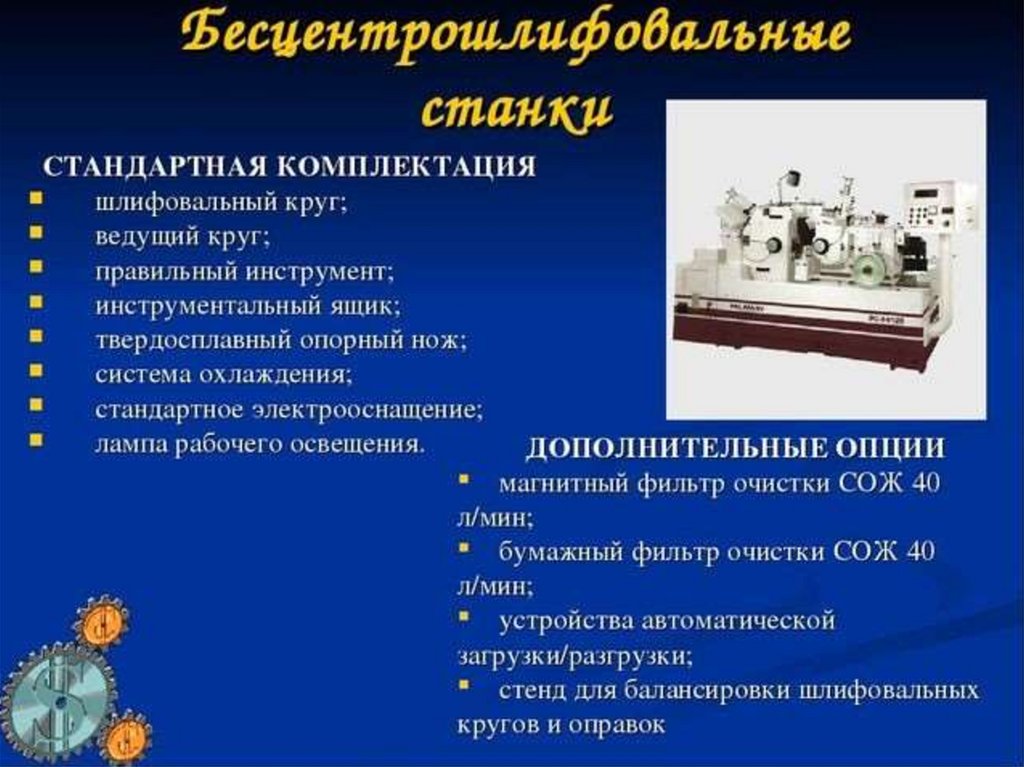
Числовое программное управление
ЧПУ на протяжении многих лет разрабатывалось для того, чтобы повысить производительность и упростить задачу, повысить точность получаемых размеров. Чертежи многих деталей имеют размеры с минимальными допусками, использовать ручной инструмент для решения подобной задачи нельзя. Поэтому если чертежи имеют подобные допуски, следует использовать механизированный метод обработки.
Многие проблемы не позволяли использовать числовое программное управление при создании шлифовального станка. Примером можно назвать систему смазки, а также позиционирование шпинделя. Управление при помощи ЧПУ определяет высокоточное позиционирование шпинделя, автоматизацию системы смазки. Несмотря на огромное количество достоинств системы ЧПУ довольно сложно найти конструкцию с подобной технологией автоматизации.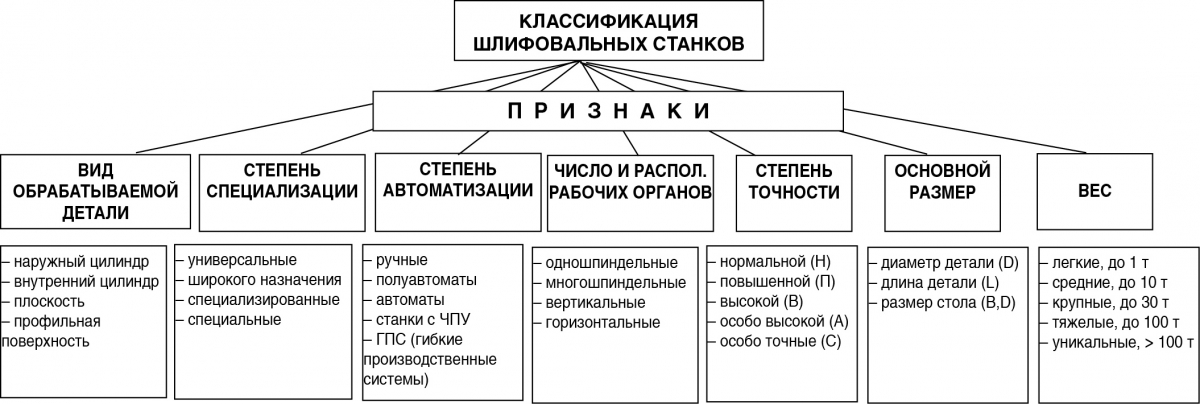 Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве. ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков. Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости.
Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве. ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков. Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости.
Существует довольно много разновидностей системы ЧПУ, которые разделяются по типу используемой программы для описания траектории движения абразивного круга, описания скорости вращения шпинделя и величины подачи.
Охлаждение
Если смазка позволяет продлить срок службы конструкции, то охлаждение – значительно увеличивает срок эксплуатации абразивного материала. Чертежи создаются с учетом того, что во время соприкосновения с абразивным материалом поверхность не будет нагреваться, как и абразивный материал. Для этого шпиндель может иметь систему подачи охлаждающей жидкости. Бытовые модели имеют ванну с водой, которая также будет охлаждать зону обработки.
Обслуживание системы охлаждения заключается в необходимости постоянного пополнения резервуара с охлаждающей жидкостью.
В заключение отметим, что существует довольно много современных моделей, которые имеют высокую производительность, простоту в использовании, а также многофункциональность. Многие из них подходят для бытового и промышленного использования.
Профильное шлифование | ОБЪЕДИНЕННАЯ ШЛИФОВКА
Профильное шлифование
Высокоточные профилированные компоненты преобладают в таких отраслях, как автомобилестроение, аэрокосмическая промышленность, станкостроение и производство штампов/пресс-форм. Независимо от того, производите ли вы пресс-формы, рулевые рейки или любые другие детали, для которых требуется профильное шлифование, вам нужна выдающаяся эффективность и невероятная точность, чтобы победить в конкурентной борьбе, и именно поэтому производители выбирают UNITED GRINDING.
Независимо от того, производите ли вы пресс-формы, рулевые рейки или любые другие детали, для которых требуется профильное шлифование, вам нужна выдающаяся эффективность и невероятная точность, чтобы победить в конкурентной борьбе, и именно поэтому производители выбирают UNITED GRINDING.
Профильно-шлифовальные станки MÄGERLE
МФУ 51
В базовой версии этот прочный шлифовальный центр поставляется со встроенным устройством смены инструмента портальной конструкции на 68 позиций.
МФУ 30
Компактный 5-осевой шлифовальный центр идеально подходит для шлифования сложных геометрических форм, особенно направляющих и рабочих лопаток, а также теплозащитных экранов авиационных турбин.
МФУ 50
MÄGERLE MFP 50 сочетает в себе гибкость и производительность в компактном корпусе. Будучи 5- или 6-осевой системой, этот шлифовально-обрабатывающий центр CD демонстрирует свои лучшие качества при работе со сложными заготовками.
МФУ 100
Шлифовальный центр характеризуется высокой скоростью работы, быстрой сменой инструмента и расширяемым устройством смены инструмента.
МФУ
Серия MFP компании Mägerle полностью соответствует требованиям, предъявляемым к плоскошлифовальным и профильным шлифовальным станкам. Эти станки специализируются на глубинном шлифовании, а также на операциях профильного и плоского шлифования маятниковым методом.
МГК ФТ
Шлифовальный центр MGC со стационарным столом предназначен для высокоточной обработки крупногабаритных и тяжелых заготовок.
МГЦ РХ
Благодаря диаметру стола до 2,5 метров и максимальной грузоподъемности 12 тонн шлифовальный центр с вращающимся столом MGC не имеет себе равных во всем мире. Известные компании в области производства силовых турбин полагаются на эту мощную концепцию.
МГК РВ
Универсальность при высочайшем уровне качества продукции является выдающейся силой этого вертикально-шлифовального станка.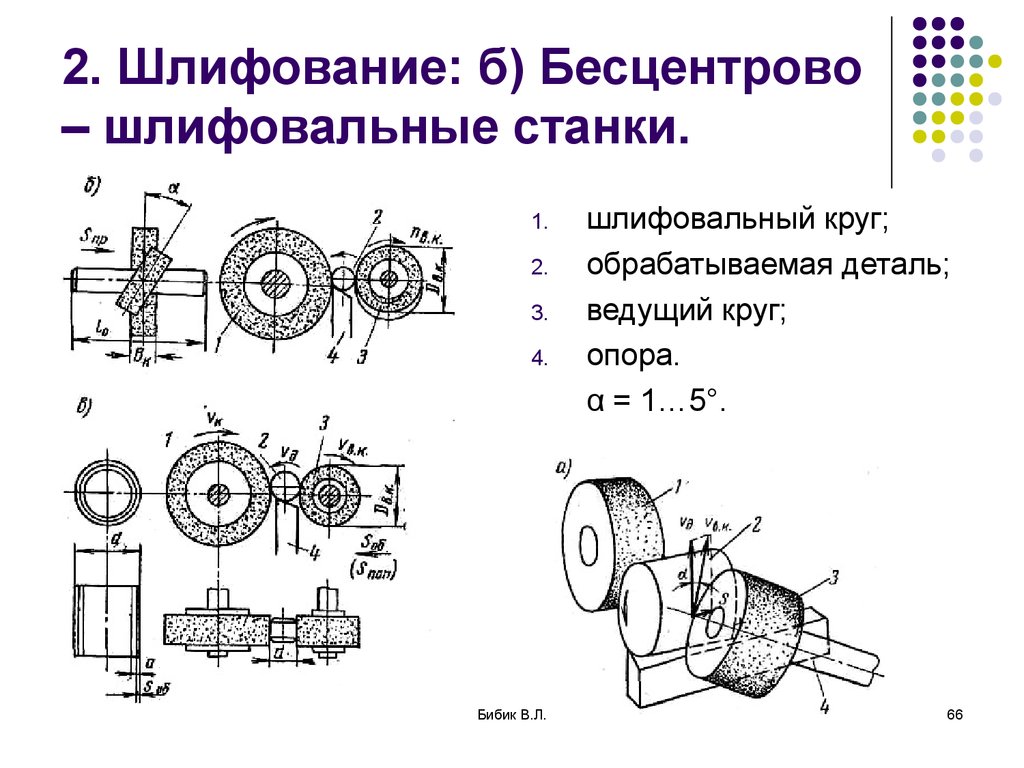
МГК Специальный
Стандартизированная модульная концепция MÄGERLE может свободно конфигурироваться для предоставления индивидуальных решений.
Профильно-шлифовальные станки BLOHM
ПРОФИМАТ РТ
Вы ищете шлифовальное решение для крупносерийного или серийного производства? Тогда PROFIMAT RT может стать для вас подходящей машиной.
ПРОФИМАТ МТ
В тех случаях, когда производственный процесс требует высокой скорости съема материала, правильным выбором будет гибкий и мощный PROFIMAT MT.
ПРОФИМАТ МС
Будь то прецизионное, профильное, внутреннее или внешнее круглое шлифование — PROFIMAT MC является высокоэффективным шлифовальным центром для любого применения. Этот чрезвычайно компактный станок с подвижной колонной предлагает все, что требуется современным производственным решениям, при ширине станка всего 2000 мм.
ПЛАНОМАТ HP
PLANOMAT HP сочетает воспроизводимую точность и высокую скорость с высокой гибкостью – идеальное сочетание для эффективного профильного шлифования.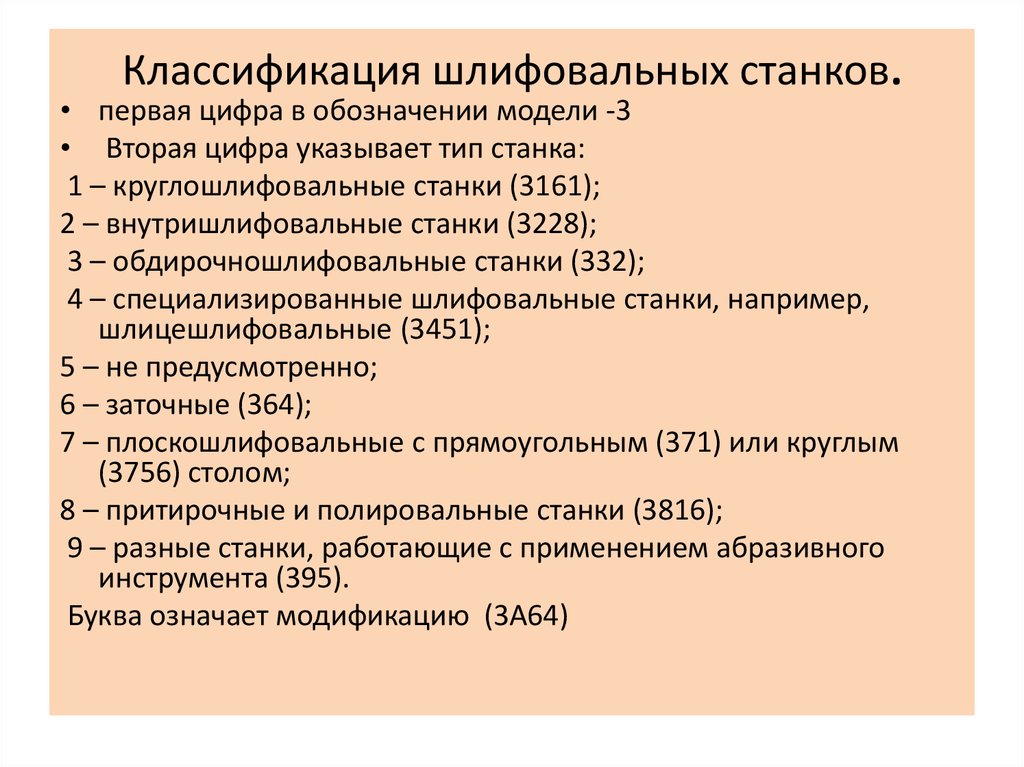
Всего комментариев: 0