Штревель для фрезерного станка гост: Штревели ISO | Штревель ГОСТ | Зажимной болт для патрона BT | Шпилька для конуса | Штревельный болт DIN | Тянущая гайка
Содержание
Штревели ISO | Штревель ГОСТ | Зажимной болт для патрона BT | Шпилька для конуса | Штревельный болт DIN | Тянущая гайка
Тянущие штанги, штревельные болты
Тянущие штанги (также называемые «retention knobs») – соединение между тягой станка и оправкой.
(!) Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка.
Штревель DIN 69872 (с отверстием)
Для оправок по стандарту DIN 69871.
Даннные штревели используюся для большенства станков европейского производства, отличительной особенностью является фаска 15 градусов на месте захвата штревеля механизмом станка.
|
Штревель DIN69872 с отверстием для подачи СОЖ
|
| Наименование | Код заказа | ISO, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель SK30 DIN69872 | DIN30-A | 30 | M12 | 13 | 13 | 44 | 24 | 20 шт. | Узнать цену |
| Штревель SK40 DIN69872 | DIN40-A* | 40 | M16 | 17 | 19 | 54 | 26 | 196 шт. | Узнать цену |
| Штревель SK50 DIN69872 | DIN50-A* | 50 | M24 | 25 | 28 | 74 | 34 | 34 шт. | Узнать цену |
Штревель ISO 7388/2-A
Для оправок по стандарту DIN 69871.
|
Штревель ISO7388/2-A с отверстием для подачи СОЖ
|
| Наименование | Код заказа | ISO, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель SK30 ISO7388/2-A | ISO30-A | 30 | M12 | 13 | 12 | 44 | 24 | 14 шт.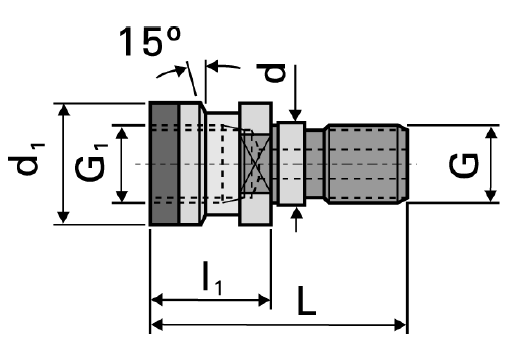 | Узнать цену |
| Штревель SK40 ISO7388/2-A | ISO40-A* | 40 | M16 | 17 | 19 | 54 | 26 | 15 шт. | Узнать цену |
| Штревель SK50 ISO7388/2-A | ISO50-A* | 50 | M24 | 25 | 28 | 74 | 34 | 12 шт. | Узнать цену |
Штревель ISO 7388/2-B
Для оправок по стандарту DIN 69871.
|
Штревель ISO7388/2-B с отверстием для подачи СОЖ
|
|
| Наименование | Код заказа | ISO, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | Склад | |
| Штревель SK40 ISO7388/2-B | ISO40-B | 40 | M16 | 17 | 18,95 | 44,5 | 16,40 | 22 шт. | Узнать цену |
| Штревель SK50 ISO7388/2-B | ISO50-B | 50 | M24 | 25 | 29,10 | 65,5 | 25,55 | 15 шт. | Узнать цену |
Штревель BT тип 1 (45 гр.)
Для оправок по стандарту MAS403 BT.
|
|
(!) Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка. Наши специалисты ответят на все Ваши вопросы и обеспечат выполнение Ваших задач в минимальные сроки.
| Наименование | Код заказа | ISO, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель BT30 45гр. | BT30-45 | 30 | M12 | 12,5 | 11 | 43 | 23 | 173 шт. | Узнать цену |
| Штревель BT40 45гр. | BT40-45* | 40 | M16 | 17,0 | 15 | 60 | 35 | 613 шт. | Узнать цену |
| Штревель BT50 45гр. | BT50-45* | 50 | M24 | 25,0 | 23 | 85 | 45 | 320 шт. | Узнать цену |
Штревель BT тип 2 (60гр.)
Для оправок по стандарту MAS403 BT.
|
|
| Наименование | Код заказа | ISO, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель BT30 60гр. | BT30-60 | 30 | M12 | 12,5 | 11 | 43 | 23 | 21 шт..jpg) | Узнать цену |
| Штревель BT40 60гр | BT40-60* | 40 | M16 | 17,0 | 15 | 60 | 35 | 18 шт. | Узнать цену |
| Штревель BT50 60гр. | BT50-60* | 50 | M24 | 25,0 | 23 | 85 | 45 | 6 шт. | Узнать цену |
Штревель BT тип 3 (90гр.) Mori-Seiki
Для оправок по стандарту MAS403 BT.
|
|
| Наименование | Код заказа | ISO, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель BT40 90гр. | BT40-90* | 40 | M16 | 17,0 | 15 | 60 | 35 | 18 шт.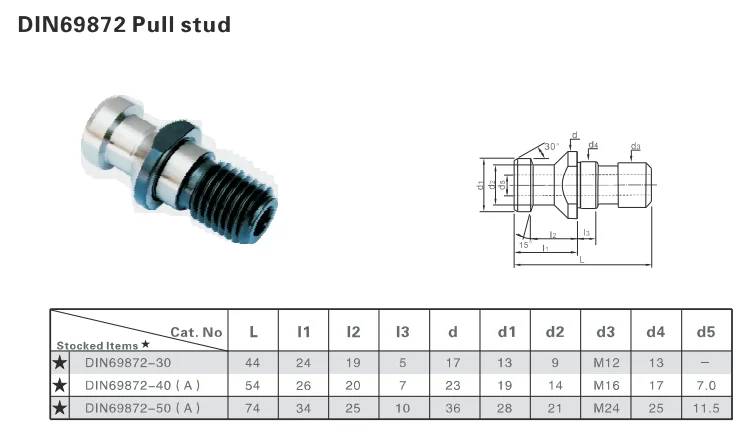 | Узнать цену |
| Штревель BT50 90гр. | BT50-90* | 50 | M24 | 25,0 | 23 | 85 | 45 | 9 шт. | Узнать цену |
Штревель MAS-BT JIS B6339
Для оправок по стандарту MAS403 BT.
По форме схожи с DIN 69872, но «хвост» штревеля длиннее на 3 мм. Используются на некоторых типах азиатских станков.
| Наименование | Код заказа | BT, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель BT40 JIS B6339 | BT40-JIS* | 40 | M16 | 17 | 19 | 54 | 29 | 117,00 шт. | Узнать цену |
Штревель HAAS
Для оправок по стандарту DIN 69871.
Используется на станках HAAS, Micron для оправрк SK40. А также позволяет использовать инструментодержатели по DIN 69871 на азиатстких станках под оправки с конусом BT фаска 45 градусов, но только в режиме ручной смены иструмента. Штревель на 3 мм короче обычного BT40-45, что позволяет закрепить оправку, но «рука» станка не сможет поменять инструмент, что может вызвать неисправность оборудования.
|
|
| Наименование | Код заказа | ISO, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель SK40-HAAS | SK40-H | 40 | M16 | 17,0 | 15 | 57 | 32 | 97 шт. | Узнать цену |
Штревель MAZAK
Для станков компании MAZAK, c отвесттием для подвода СОЖ.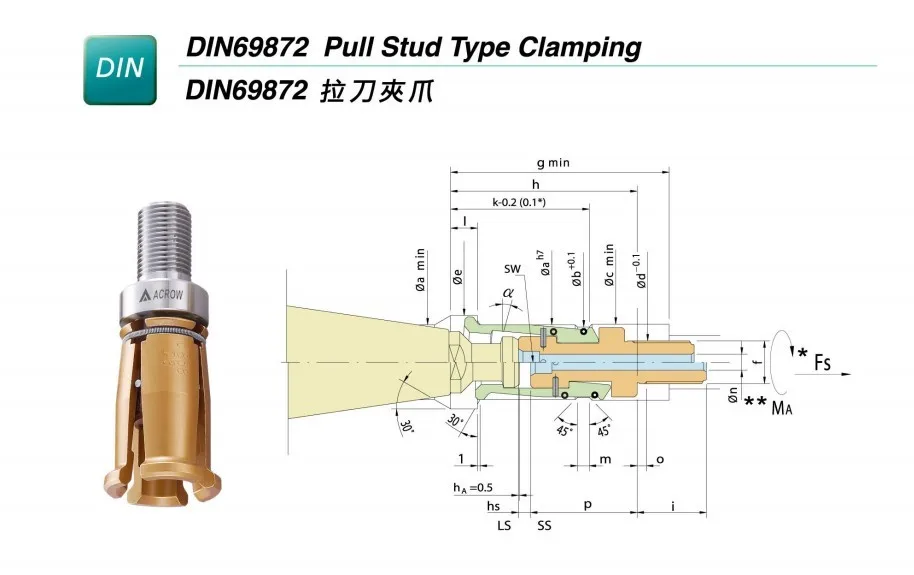
|
Штревель MAZAK с отверстием для подачи СОЖ
|
|
| Наименование | Код заказа | ISO, K | G, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель BT40-MAZAK | BT40-M | 40 | M16 | 17 | 18,8 | 44,11 | 19,11 | 117 шт. | Узнать цену |
| Штревель BT50-MAZAK | BT50-M | 50 | M24 | 25 | 28,95 | 65,2 | 25,2 | 21 шт. | Узнать цену |
Штревель MAHO-OTT
Для оправок по стандарту DIN 69871 и MAS403 BT.
Позволяет использовать оправки 7:24 по DIN 69871 и MAS-BT на универсальных станках DIN2080. Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.
Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.
|
|
| Наименование | Код заказа | ISO, K | G=G1, мм | d, мм | d1, мм | L, мм | l1, мм | В наличии | |
| Штревель SK40 MAHO-OTT | SK40-MO | 40 | M16 | 17 | 25,00 | 53 | 25 | 7 шт. | Узнать цену |
| Штревель BT40 MAHO-OTT | BT40-MO | 40 | M16 | 17 | 25,00 | 56 | 28 | 25 шт. | Узнать цену |
| Штревель SK50 MAHO-OTT | SK50-MO | 50 | M24 | 25 | 39,29 | 68 | 25 | 7 шт. | Узнать цену |
* — Штревели без отверстия, с уплотнительным кольцом, а также штревели с уплотнительным кольцом и отверстием Вы можете заказать по запросу. Наличие товара Вы можете уточнить у наших специалистов.
Техническая информация
Превосходный материал и качество его термообработки для тянущих штанг очень важны, так как усилия приложенные к штревелю могут доходить до 3000 daN на станках с шпинделем SK50. Высокоточная обработка затяжных винтов гарантирует позиционирование и надёжный зажим держателя в шпинделе. Для большинства станков используется стандартная конструкция штанги (DIN, ISO, BT, CAT), но для некоторых требуется специальная конструкция.
Производители станков используют разные типы штревелей. Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка. Мы предлагаем большой выбор центральных болтов, но в связи с их большим разнообразием, конечный пользователь должен сам проверять поставляемые ему штревеля на соответствие типу станка и конуса шпинделя.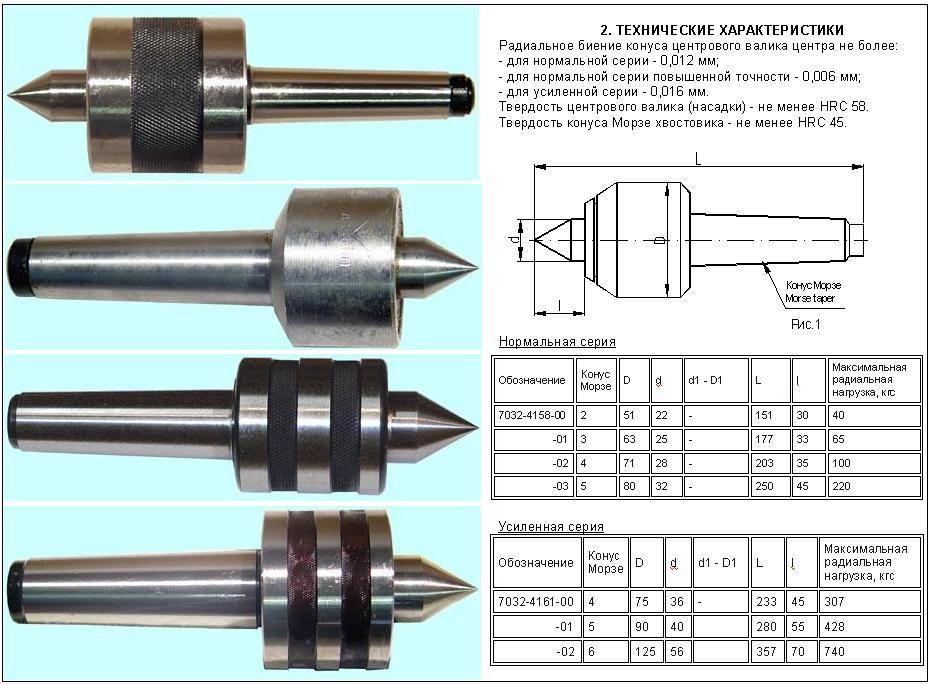
Штревеля изготавливают по следующим стандартам:
- DIN 69872
- ISO 7388/2-A
- ISO 7388/2-B
- MAHO-OTT
- MAS 407 ВТ — для инструмента с хвостовиком по MAS 403 BT
- MAZAK
- MORI SEIKI
- CAT
Возможно купить штревели для таких станков как:
Азиатские производители: Accura Technics, Akira-Seiki, Amada, Aristech, Arrow, Awea, Chmer,Daewoo, Delem, Delta, Dixi Machines, Doosan, Eagle, Ecoca, EMAG, Fadal, Fagor, Fanuc CNC, FUJI, Feeler, Femco, First, Force One, Fryer, Ganro, GE FANUC, GOODWAY, HACO, Hanwa, HARDINGE, HEIDENHAIN, HITACHI, Honor, HWACHEON, Hurco, Huron, HYUNDAI, Index, JOVYATLAS, Kia, Kent, Kitamura, Knuth, LEADWELL, Liechti, Lio Shing, LNS, MAHO, MAHO-DECKEL, MAKELSAN, Mitsubishi, Mitsui Seiki, Miyano, Mori Seiki, M.T., MAS, MICROCUT, NAKAMURA, NAKAMURA TOME, Okuma, Paragon, Puma, Romi, Ryazan, Salvagnini, Samsung, Scharmann, SIEMENS, SIMODRIVE, SIMATIC, Sigma, SNK, SNK Nissin, Star, Star Machine, StarragHechert, Studer, Supertec, Takamaz, Takang, Takisawa, Tanshing, TJR, TOPPER, Tos, Tos Vansdofr, Top Work, Tornos, Tsugami, Twinhorn, Victor, Waterjet, YCM. Европейские производители: Alzmetal, Barrufaldi, Boschert, Balluff, Bridgeropt, Breton, Boehringer, Cincinnati, Cincinnati Milacron, Chevalier, Chiron, Citizen, Cosen, Deckel, Deckel-Maho, Dahlin, DMG-Deckel, DMG-Gildemeister, Duplomatic, EMCO Maier, Euromac, Gidemeister, HERMLE, MAG Cincinnati, Micron, Shaublin, Sauter, Spinner, Traub. Американские производители: AgieCharmilles, Haas, JONES & SHIPMAN
Европейские производители: Alzmetal, Barrufaldi, Boschert, Balluff, Bridgeropt, Breton, Boehringer, Cincinnati, Cincinnati Milacron, Chevalier, Chiron, Citizen, Cosen, Deckel, Deckel-Maho, Dahlin, DMG-Deckel, DMG-Gildemeister, Duplomatic, EMCO Maier, Euromac, Gidemeister, HERMLE, MAG Cincinnati, Micron, Shaublin, Sauter, Spinner, Traub. Американские производители: AgieCharmilles, Haas, JONES & SHIPMAN
Исполнения:
- С отверстием для подачи СОЖ — для оправок типа AD и AD+B (подача СОЖ через оправку, отверстия во фланце должны быть закрыты пробками)
- Без отверстия для подачи СОЖ — для оправок типа A (штревель совместим с оправками типа AD и AD+B, но подача СОЖ через инструмент будет не возможна)
- С отверстием для подачи СОЖ и уплотнительным кольцом — для оправок типа AD и AD+B (подача СОЖ через оправку, отверстия во фланце должны быть закрыты пробками). Уплотнительные кольца обеспечивают дополнительную герметичность и минимизируют потери давления СОЖ
- Без отверстия для подачи СОЖ и уплотнительного кольца — для оправок типа B и AD+B (подача СОЖ через фланец, пробки должны быть сняты)
Возможно ли использовать отправки BT или SK DIN 69871 на универсальных станках с шпинделем SK DIN 2080?
Да, т.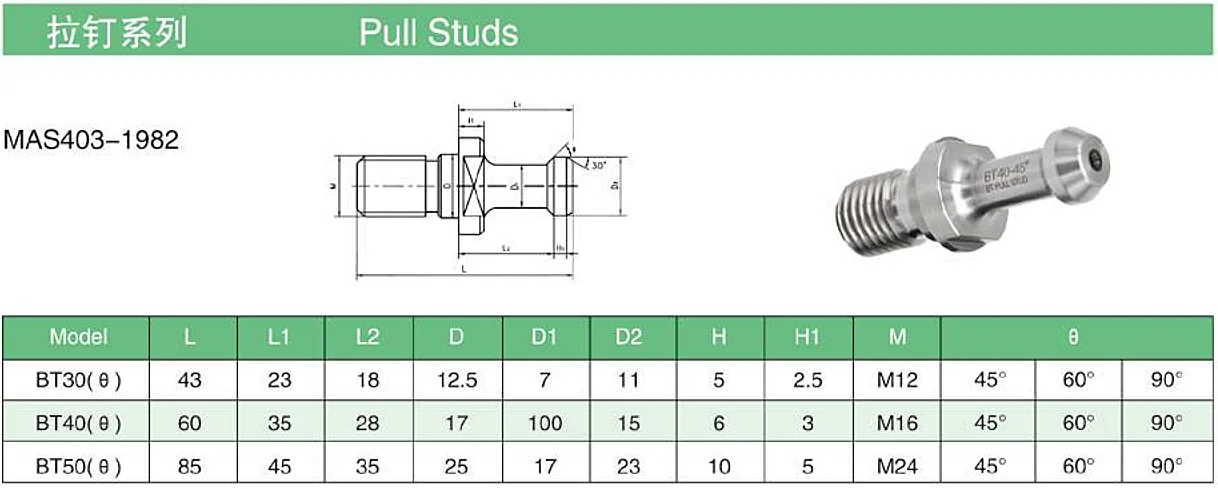 к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки.
к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки.
Хвостовики инструментальных оправок (справочная информация)
В данной статье рассмотрим наиболее часто встречающиеся инструментальные хвостовики оправок и их размеры.
Отметим важный отечественный стандарт ГОСТ 24644 — определяет размеры концов шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков.
(Со ссылкой на ГОСТ 15 001-88, ГОСТ 2789-73, ГОСТ 2848-75, ГОСТ 8908-81, ГОСТ 9953-82, ГОСТ 11738-84, ГОСТ 14034-74, ГОСТ 15945-82, ГОСТ 16093-81, ГОСТ 17166-71, ГОСТ 19860-74, ГОСТ 25557-82, ГОСТ 25827-83)
Наиболее часто встречающийся станочный конус 7:24 (SK – Steil Kegel, «крутой конус»), оправки таких стандартов как:
(соответствие с нашими ГОСТами приведено в скобках)
DIN 2080 (ГОСТ 25827 исп. 1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
DIN 69871 (ГОСТ 25827 исп.2) — могут в каталогах иметь обозначение DV, SK
ГОСТ 25827 исп.3 — нет аналога
MAS 403 BT (JIS B6339) — чаще на станках Азиатского производства, не имеют аналогов с отечественным ГОСТ
ANSI/CAT — ANSI B5.18, NST, ANSI B5.50 — обозначение CAT, CV — чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)
Нужно так же заметить, что размеры конусов у таких оправок, как правило, одинаковые (т.е. к примеру, конус 40 что у оправки по DIN2080, что у оправки по DIN69871 и прочих ранее указанных — конуса будут одинаковые по размерам, отличия будут только в конструкциях и размерах мест под захватные места манипулятором станка (поясок с канавкой, или иногда его называют «юбкой» оправки) для автоматической смены оправки (так же возможны дополнительные конструктивные выступы со стороны центрового отверстия (со стороны штревеля), такие как в DIN 2080 или в ГОСТ 25827 исп.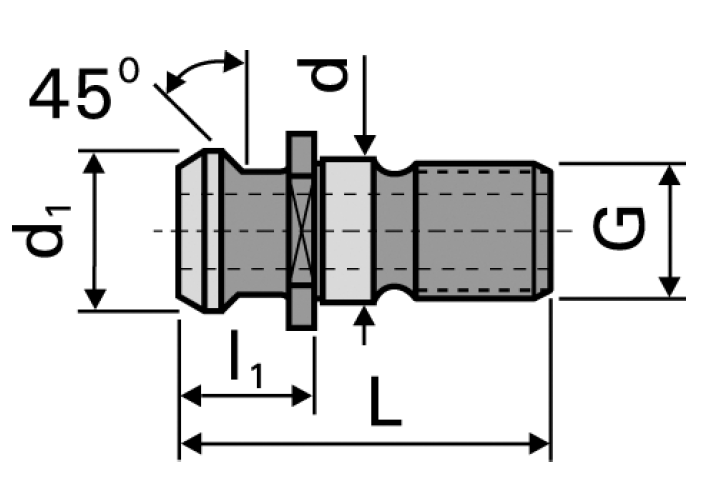 3)
3)
Размеры хвостовиков 7:24, соответствуют ИСО 7388-1-83.
Буквы в конце номера оправки указывают на исполнение подвода СОЖ через оправку.
Нужно так же указать на новые исполнения оправок по DIN69871, MAS403BT, ANSI/SAT, в которых предусмотрен контакт оправки со шпинделем не только по конусу, но и по торцу шпинделя.
Такие оправки более точные, и их называют оправки с двойным контактом (Dual Contact, Face Contact и т.д.), они более жесткие.
Но есть возможность установки, например, в станок рассчитанный под оправки с двойным контактом оправок обычных, при этом они просто не будут опираться на торец шпинделя (хотя конечно это не желательно, но допустимо в отдельных случаях).
Оправки с конусами HSK типа (угол конусности 2 град., 51 мин., 78 сек., с соотношением стенок 1:10).
Система HSK (Hohl Shaft Kegel — полый конический хвостовик) разрабатывалась как система крепления для скоростной обработки.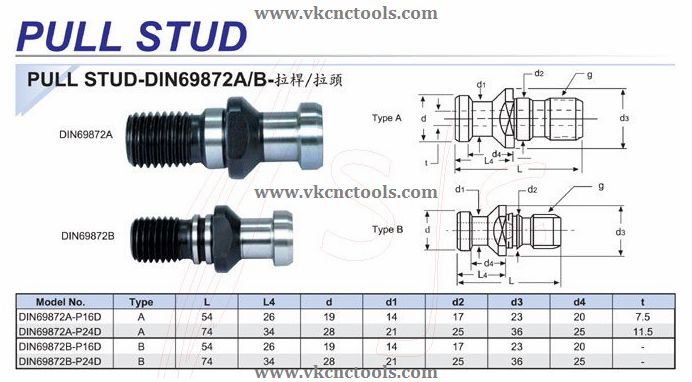 Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Основные различия в приводных пазах, захватных пазах, отверстиях под СОЖ, и площади поверхности фланца.
Приводные пазы находятся в конце хвостовика, они различной глубины, что позволяет устанавливать оправку только в одном положении.
Хвостовик в стиле А имеет размер конуса на один размер больше, чем в стеле В, это условие верно и для стилей D и F. Оправки в стиле С были разработаны исключительно для ручного зажатия.
В токарно-фрезерных, многофункциональных станках применяются оправки HSK-T (буква Т указывает что это токарное исполнение)
Отличие от оправок типа А незначительное по допускам, в связи с этим возможна взаимозаменяемость.
Конуса Морзе DIN228 (ГОСТ 25557)
Стандарт R8 DIN 1835 B — DIN6499/ISO15488
Стандарт ISO26623
Стандарт VDI DIN69880 (ГОСТ24600)
Резцедержатели изготовлены согласно DIN 69880, точность хвостовика — соответствует классу IT6 (H6)
• В соответствии с нормами DIN 69880-6 биение цанговых патронов DIN 6499 и DIN 6388 составляет 0,02
• Изготовлены из стали с последующей цементацией, твердость 58+/-2 HRC, прочность 800-1000 Н/мм2
• Все внутренние диаметры, хвостовик и насечки отшлифованы
Фрезерные тиски
– Sherline Products
Количество фрезерных тисков
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
Артикул: 3551
Категория: Фрезерные тиски
Описание
инструкции
Запасные части
3D вид
О фрезерных тисках
Удерживать мелкие детали при фрезеровании удобнее всего с помощью фрезерных тисков. Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку.
Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку.
Фрезерные тиски — это первый аксессуар, который приобретает большинство владельцев мельниц. Он будет выполнять большую часть операций по удержанию деталей при фрезеровании и прост в использовании.
Призрачный вид тисков мельницы показывает желтую латунную выдвижную бочку.
Нажмите на изображение, чтобы увеличить его.
Фрезерные тиски Sherline идеально подходят для работы с фрезерным станком Sherline. Челюсти имеют ширину 2,00 дюйма (50,8 мм) и глубину 1,00 дюйма (25,4 мм) и открываются на полные 2,00 дюйма (50,8 мм). Неподвижная губка имеет как горизонтальную, так и вертикальную V-образную канавку для облегчения удержания круглого прутка. В тиски входят два зажима для крепления к фрезерному станку.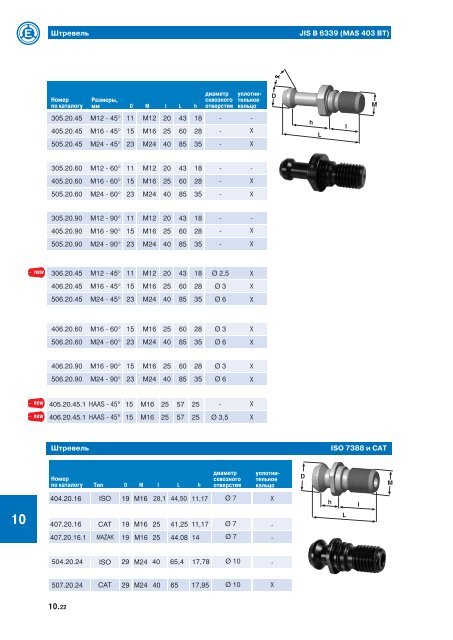 Эти зажимы такие же, как и прижимной набор с 4 зажимами.
Эти зажимы такие же, как и прижимной набор с 4 зажимами.
Неправильное использование станков и их принадлежностей может привести к серьезным травмам. Прежде чем использовать этот инструмент, внимательно прочитайте инструкции и убедитесь, что понимаете его правильное и безопасное использование. | Всегда надевайте защитные очки при работе со станками . |
Скачать PDF 3551 Инструкции
| Деталь № | Описание | Количество |
|---|---|---|
| 30561 | 10-32 Т-образные гайки | 2 |
| 35020 | Подвижная губка тисков | 1 |
| 35030 | Вставка с фиксированной губкой | 1 |
| 35040 | Вставка с подвижной губкой | 1 |
| 35060 | Шайба выпуклая | 1 |
| 35070 | 6-32 x 3/8″ Flt Hd Phil Screw | 2 |
| 35100 | Корпус тисков (после 3/93) | 1 |
| 35120 | Опускной элемент тисков | 1 |
| 35130 | Винт SHC 10-32 x 1-5/8″ | 1 |
| 35580 | Прижимной зажим | 2 |
| 40330 | Винт 10-32 x 5/8″ SHC | 4 |
Щелкните P/N ниже, чтобы загрузить заархивированную версию файла IGS 3D CAD. Вам нужно будет распаковать zip-файл перед просмотром файла IGS.
Вам нужно будет распаковать zip-файл перед просмотром файла IGS.
3551 Фрезерные тиски 3D IGS Модель
Для просмотра файлов .igs требуется программа просмотра IGS. НАЖМИТЕ ЗДЕСЬ , чтобы загрузить БЕСПЛАТНУЮ программу просмотра IGS .
Попутное фрезерование по сравнению с обычным фрезерованием
Как машинист, вы слышите множество технических терминов. Старые ребята называют это одним, а молодые — другим. Если вы не машинист или только начинаете заниматься механической обработкой, это может сбивать с толку. Сегодня я собираюсь обсудить два из этих запутанных терминов – фрезерование с восхождением и обычное фрезерование. Знание разницы между ними и правильное применение может выделить вас среди коллег и поднять общее качество ваших деталей на новый уровень.
Прежде всего, давайте установим некоторые основные правила. Мы будем вращать наш шпиндель вперед (по часовой стрелке) и использовать стандартную концевую фрезу — мы поговорим о концевых фрезах и многих других инструментах в следующем посте в блоге.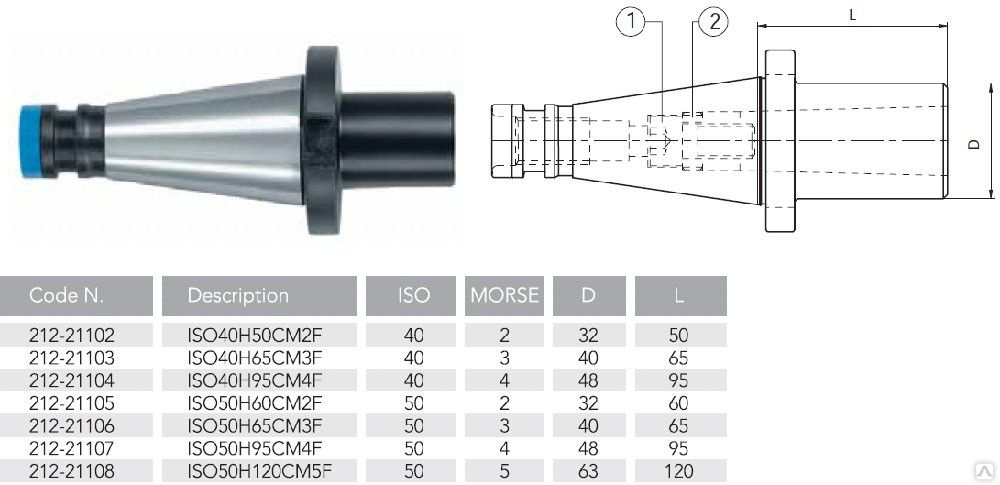 На данный момент мы будем использовать стандартные инструменты и рассмотрим преимущества и недостатки как ручных станков, так и станков с ЧПУ.
На данный момент мы будем использовать стандартные инструменты и рассмотрим преимущества и недостатки как ручных станков, так и станков с ЧПУ.
При вращении инструмента по часовой стрелке попутное фрезерование идет ВМЕСТЕ с вращением. Думайте о канавках (или зубьях фрезы) как о протягивании материала или о ПОДНИМАНИИ материала. При попутном фрезеровании канавка ударяется о материал в верхней части реза, и толщина стружки уменьшается по мере того, как канавка режет. Это приводит к тому, что стружка откладывается ЗА резом, что очень важно. Стружка очищается от резака, что означает, что вы не нарезаете стружку повторно. Поскольку вы не срезаете стружку повторно, результатом является лучшее качество поверхности и более длительный срок службы инструмента. Меньшая мощность требуется от шпинделя для подъемной фрезы, а результатом резания является прижимная сила к материалу, что может упростить работу с зажимами. Кроме того, при чистовой обработке пола элемента или торцевом фрезеровании тонкого материала прижимная сила может способствовать стабилизации детали.
Попутное фрезерование — стружка удаляется за пропилом, поэтому ее не нужно повторно резать, что приводит к лучшему качеству поверхности.
Однако у попутного фрезерования есть и недостатки, самые серьезные из которых встречаются на ручных машинах. При выполнении подъемной мельницы на 60-летнем Бриджпорте вы можете столкнуться с серьезными проблемами с люфтом. Из-за тянущего действия инструмента на материал, если вы используете станок с большим люфтом, инструмент захватит материал, и стол сдвинется на расстояние, равное этому люфту. На некоторых машинах это может быть не только катастрофическим для детали, но и невероятно опасным для оператора. Отклонение инструмента (которое мы рассмотрим в другом посте) при использовании подвижной фрезы будет перпендикулярно инструменту, то есть в сторону и внутрь вашей детали, что повлияет на толщину стружки и потенциально поставит под угрозу вашу точность.
При вращении инструмента по часовой стрелке обычное фрезерование идет ПРОТИВ вращения. Канавки вашего фрезы ударяются о материал и противодействуют вращению, откладывая стружку ПЕРЕД пропилом. Как и ожидалось, это приведет к повторной нарезке стружки, что увеличит износ инструмента и ухудшит качество поверхности. Поскольку инструмент ударяет по нижней части детали, а канавка срезает вверх, а стружка становится все тяжелее по мере резания, вы создаете направленное вверх усилие на деталь, что может вызвать проблемы с зажимом.
Канавки вашего фрезы ударяются о материал и противодействуют вращению, откладывая стружку ПЕРЕД пропилом. Как и ожидалось, это приведет к повторной нарезке стружки, что увеличит износ инструмента и ухудшит качество поверхности. Поскольку инструмент ударяет по нижней части детали, а канавка срезает вверх, а стружка становится все тяжелее по мере резания, вы создаете направленное вверх усилие на деталь, что может вызвать проблемы с зажимом.
Традиционное фрезерование — предлагает значительные преимущества при обработке твердых материалов, таких как чугун или горячекатаная сталь.
У обычного фрезерования есть и недостатки, и достоинства. При обработке таких материалов, как черновой чугун или горячекатаная сталь, предпочтительным методом является обычное фрезерование. Особенно для горячекатаной стали из-за твердого черного слоя на внешней поверхности. Выполнение подвижного стана на горячекатаной стали может привести к выкрашиванию режущих кромок из-за твердости этого внешнего слоя и более агрессивного способа контакта инструмента с шероховатой поверхностью, вызывая больший прогиб и потенциально более тяжелую стружку.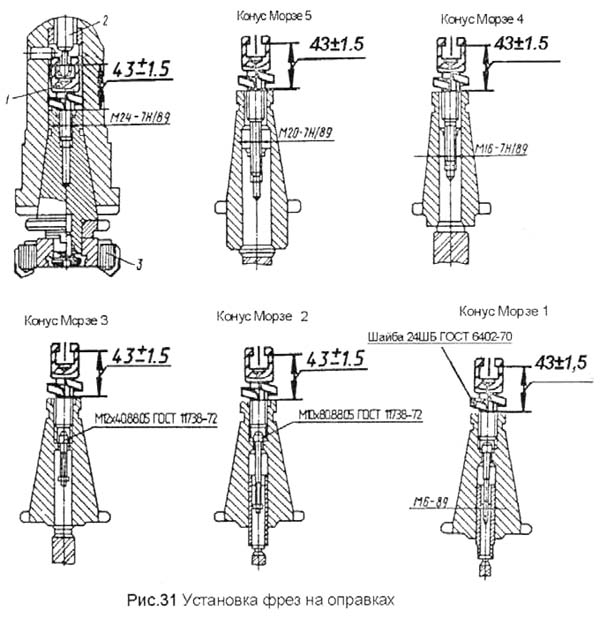 Поскольку отклонение инструмента на обычной фрезе имеет тенденцию быть параллельным инструменту, он взаимодействует с шероховатой поверхностью с более щадящей скоростью. Еще одна сильная сторона обычного фрезерования — чистовые проходы. Если вы сделаете черновую обработку профиля с помощью подъемно-поступательной фрезы, которая с самого начала даст вам хорошую чистоту поверхности, а затем переключите ее на чистовую обработку с помощью обычной легкой фрезы, вы будете удивлены результатами. Из-за отклонения инструмента, наблюдаемого при попутном фрезеровании, обычный чистовой проход фрезой обеспечит хорошую чистовую обработку на легком проходе. Другим вариантом является «призрачный проход» или «пружинный проход», который представляет собой разрез в противоположном направлении, в данном случае обычный, без фактического выполнения более тяжелого прохода. Вы увидите количество удаляемого материала, оставшегося после отклонения инструмента, и он оставит отличный результат, пока вы смазываете.
Поскольку отклонение инструмента на обычной фрезе имеет тенденцию быть параллельным инструменту, он взаимодействует с шероховатой поверхностью с более щадящей скоростью. Еще одна сильная сторона обычного фрезерования — чистовые проходы. Если вы сделаете черновую обработку профиля с помощью подъемно-поступательной фрезы, которая с самого начала даст вам хорошую чистоту поверхности, а затем переключите ее на чистовую обработку с помощью обычной легкой фрезы, вы будете удивлены результатами. Из-за отклонения инструмента, наблюдаемого при попутном фрезеровании, обычный чистовой проход фрезой обеспечит хорошую чистовую обработку на легком проходе. Другим вариантом является «призрачный проход» или «пружинный проход», который представляет собой разрез в противоположном направлении, в данном случае обычный, без фактического выполнения более тяжелого прохода. Вы увидите количество удаляемого материала, оставшегося после отклонения инструмента, и он оставит отличный результат, пока вы смазываете.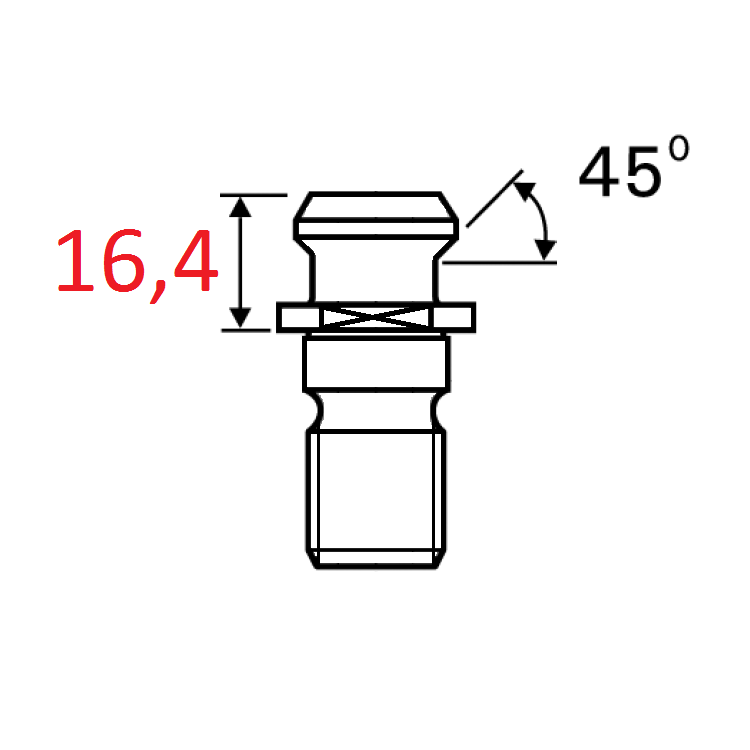
Всего комментариев: 0