Температура стола pla: Компания Техно Принт 3D
Содержание
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств.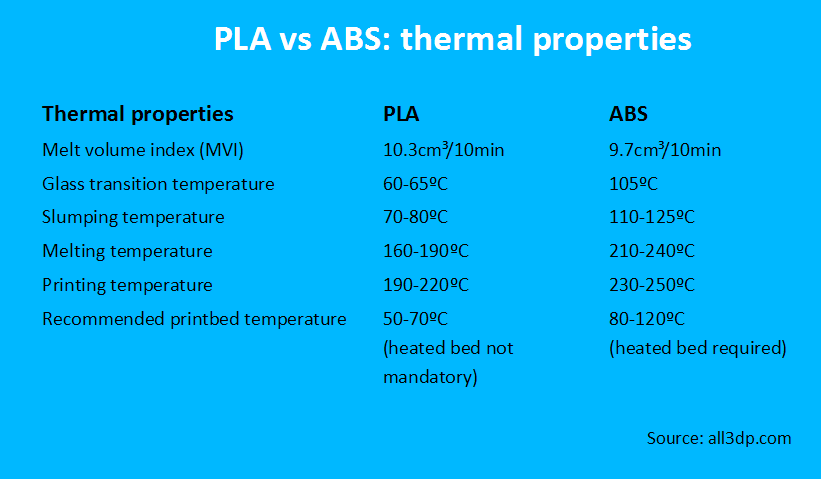 Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Оптимальные температуры стола и хот энда для 3D печати PLA
3DPrintStory
  
Процесс 3D печати
  
Оптимальные температуры стола и хот энда для 3D печати PLA
В идеальном мире существовала бы идеальная температура, при которой вы могли бы один раз настроить свой 3D принтер и просто нажать кнопку начала 3D печати.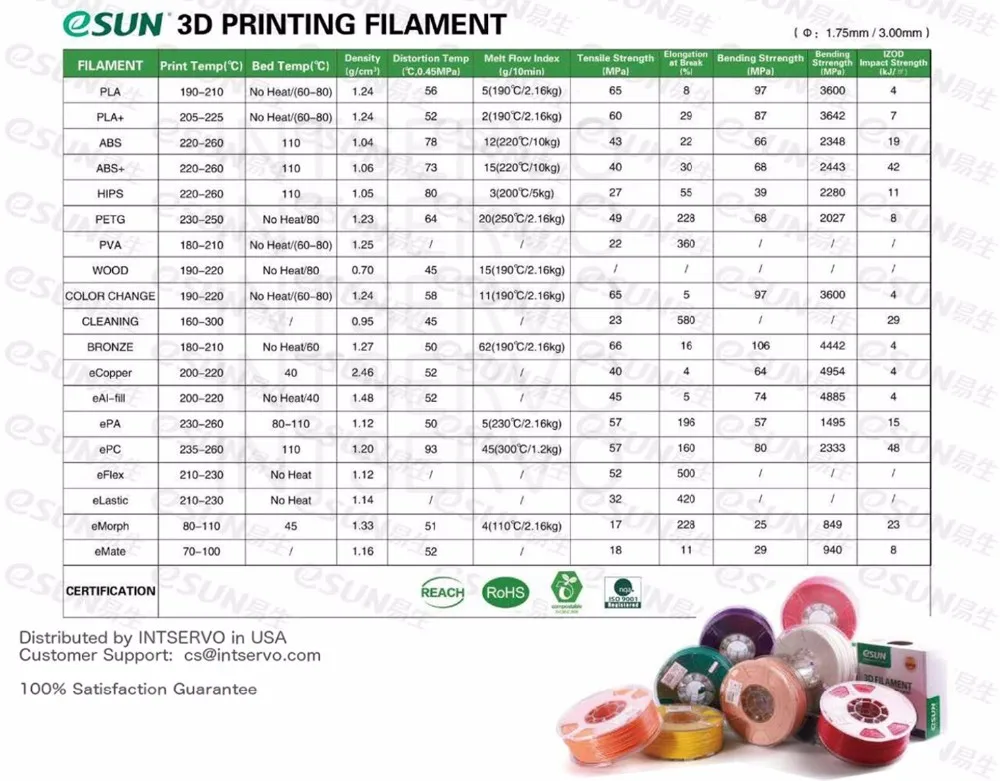 Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
PLA довольно снисходителен, когда дело касается температуры, и если вы не слишком отклоняетесь от рекомендованных температур 3D печати, то результат будет хорошим. Более того, PLA — отличный вариант для старта в мире 3D печати и экспериментов, поскольку его легче использовать, чем, например, ABS или PETG.
При проверке диапазонов подходящих температур следует помнить одну важную вещь: разные марки и даже цвета PLA пластиков могут отличаться оптимальными температурами 3D печати.
Оптимальный диапазон температур для хот энда
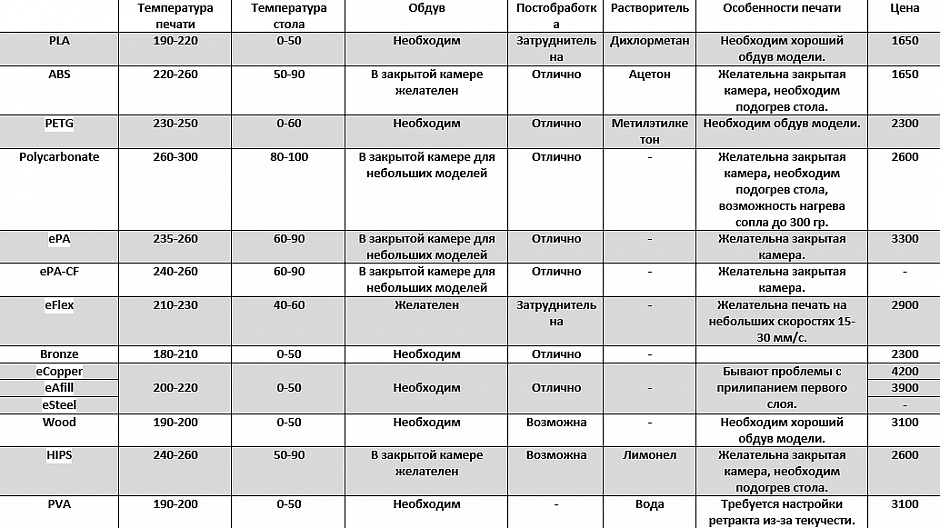
Как уже упоминалось выше, было бы классно знать одну температуру для печати PLA материалами, но по факту ее нет. Есть рекомендованный диапазон, в пределах которого вам надо подстроить температуру сопла вашего 3D принтера. Для PLA пластиков рекомендованный диапазон температур хот энда составляет от 190° C до 220° C.
Если во время 3D печати вы замечаете, что слои не прилегают друг к другу, можете повысить температуру в пределах указанного выше рекомендованного диапазона. С другой стороны, охлаждение хотэнда может улучшить качество 3D печати. Если экструдер слишком горячий, нить PLA может стать очень мягкой и хрупкой. Это приводит к тому, что модель печатается с визуальными дефектами.
Признаки неправильной температуры хот энда 3D принтера
Еще один индикатор того, что хот энд слишком горячий — если ваш 3D принтер плохо печатает мосты. Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.
Между тем, если 3D модель недостаточно хорошо схватывается со столом, то это может быть признаком недостаточной температуры хот энда. Холодный хот энд также может затруднить формирование качественных углов на ваших 3D моделях.
Один из лучших способов достичь идеальной температуры хот энда — это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы постепенно найдете оптимальную именно для вашего 3D принтера и пластика температуру.
Пластики от разных производителей и разных цветов также влияют на оптимальную температуру хот энда. Например, катушка с черным PLA, может отлично печатать при температуре около 215° C, а аналогичная катушка синего цвета от того же производителя покажет себя хорошо при 210° C. Даже небольшие различия температур могут значительно повлиять на качество ваших 3D моделей.
Лучшие диапазоны температур стола для 3D печати
Столы с подогревом очень сильно влияют на качество 3D-печати. Хотя они есть не на всех 3D принтерах, для тех, где они установлены, температуру тоже надо настраивать корректно. Несмотря на то, что рекомендуемая температура стола для 3D печати PLA составляет 70° C, это не всегда работает идеально. Есть рекомендации по диапазону температур стола с подогревом от от 55° C до 70° C для PLA пластиком. Так что температуру стола также как и хот энда стоит настроить под собственные реалии.
Так что температуру стола также как и хот энда стоит настроить под собственные реалии.
Признаки неправильной температуры стола 3D принтера
Самый очевидный признак того, что температура вашего стола слишком низкая — это то, что ваши 3D модели к нему не прилипают. Если они плохо прилипают, вы можете немного поднять температуру. Более теплый стол 3D принтера может помочь смягчить пластик, позволяя ему лучше схватиться в основании модели. Только будьте осторожны, чтобы не перегреть стол, иначе вы столкнетесь проблемой «слоновья лапа». Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
«Слоновья нога» проявляется особенно сильно, особенно когда 3D модель очень тяжелая, поскольку на нее оказывается большее давление. Этот неприятный побочный эффект легко исправить, немного уменьшив температуру стола 3D принтера. И опять таки, не переусердствуйте и не сделайте температуру слишком низкой. Везде нужна мера!
Внешние воздействия
Внешние эффекты также могут повлиять на температуру печати PLA пластиком. Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати.
Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати.
Для минимизации воздействия внешних факторов настоятельно рекомендуем сделать корпус для вашего 3D принтера. Что касается температуры, то корпус выполняет две функции: не позволяет внешней температуре влиять на ваши 3D модели и удерживают тепло внутри.
Вариантов проектов корпусов для 3D принтеров в открытом доступе довольно много, так что не стесняйтесь, погуглите либо сделайте собственный. В качестве материалов для корпуса часто используют фанеру, оргстекло и крепежные детали, которые печатают на том же 3D принтере.
Как найти оптимальные настройки температуры 3D принтера?
Выше уже уже не раз упоминалось, но повторимся еще раз: лучший способ определить температуру стола и хот энда — это метод проб и ошибок в ваших конкретных условиях, с вашим 3D принтером, вашим пластиком и месте, где 3D принтер стоит во время печати. Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. «Слоновья лапа» также может быть ключевым индикатором того, что ваш стол слишком горячий.
Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. «Слоновья лапа» также может быть ключевым индикатором того, что ваш стол слишком горячий.
Так что экспериментируйте в рекомендованных диапазонах и у вас получится отличная 3D печать PLA пластиком!
Настройки температуры слоя PLA и температуры печати
Нить из полимолочной кислоты (PLA) является наиболее популярным материалом для потребительской 3D-печати FDM, и есть несколько причин, почему это так. Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.
При этом найти идеальную температуру слоя PLA и температуру печати не всегда просто. Хотя материал обычно требует низких температур, идеальный диапазон может варьироваться в зависимости от марки нити и типа оборудования для 3D-печати. И, как и в случае с другими нитями, печать ниже или выше оптимального диапазона температур может привести к таким проблемам, как недоэкструзия или натяжение. Кроме того, особенно низкая температура плавления PLA делает его восприимчивым к целому ряду связанных с температурой проблем 3D-печати даже после того, как он был напечатан.
Эта статья служит вводным руководством по настройке температуры слоя PLA и температуры печати. Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.
Одним из ключевых преимуществ PLA, особенно для начинающих, является возможность печати без подогрева печатной платформы. Это делает его пригодным даже для недорогих принтеров без возможности нагрева стола.
Это делает его пригодным даже для недорогих принтеров без возможности нагрева стола.
Как правило, для материалов для 3D-печати FDM нагретый стол обеспечивает некоторые важные преимущества. Во-первых, это помогает прилипанию к кровати. Когда температура печатной платформы выше температуры окружающей среды, первый слой экструдированного волокна дольше остается мягким, что дает больше времени для адгезии первого слоя. Кроме того, когда нагреваемый стол в конце концов выключается, быстрое снижение температуры может облегчить удаление деталей; в некоторых случаях готовые детали просто «выскакивают» из поверхности сборки. Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания.
Температура слоя PLA должна быть около 50 °C или вообще быть ниже
Из-за низкой температуры печати PLA на самом деле достаточно устойчив к проблемам с адгезией первого слоя и деформации, особенно по сравнению с такими распространенными альтернативами, как ABS. Однако использование нагреваемого стола 3D-принтера иногда может привести к лучшим результатам при печати PLA, особенно когда комнатная температура ниже или при печати особенно больших деталей.
Однако использование нагреваемого стола 3D-принтера иногда может привести к лучшим результатам при печати PLA, особенно когда комнатная температура ниже или при печати особенно больших деталей.
Если для печати PLA используется нагретая рабочая пластина, лучше всего подходит температура около 50 °C. Cura, популярное приложение для слайсеров, использует значение 60 °C в своем профиле печати PLA. Вот некоторые рекомендуемые настройки температуры печатной платформы PLA от различных производителей материалов:
MatterHackers СЕРИЯ СЕРИЯ PLA: 40 ± 15 ° C
Fillamentum Extrafill PLA: 55 ° C
Ultimaker PLA: 60 ° C
Примечание. влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
При попытке получить наилучшие результаты от нити PLA температура сопла или горячего конца важнее, чем температура слоя. Температура печати влияет на печать несколькими способами: более высокие температуры улучшают текучесть материала, обеспечивая более быструю печать и хорошее сцепление между слоями.[1] Однако слишком высокая температура может привести к чрезмерному расплавлению экструдированных слоев, которые затем провисают и вызывают деформацию детали, в дополнение к другим проблемам, таким как случайное просачивание материала из сопла. Таким образом, использование самой низкой температуры, которую вы можете себе позволить, может привести к наилучшему визуальному результату.
Для PLA требуется более низкая температура сопла, чем для ABS или PETG. Для сравнения, это примерно на 50 °C холоднее, чем для ABS, и на 30 °C холоднее, чем для PETG. Причиной низкой температуры печати PLA является очень низкая (около 60 °C) температура стеклования материала. [2] Однако оптимальная температура печати зависит от нескольких переменных. К ним относятся конкретный сорт нити, скорость печати (для более быстрой печати требуется более высокая температура) и размер сопла (для большего диаметра требуется более высокая температура).
[2] Однако оптимальная температура печати зависит от нескольких переменных. К ним относятся конкретный сорт нити, скорость печати (для более быстрой печати требуется более высокая температура) и размер сопла (для большего диаметра требуется более высокая температура).
Вместо того, чтобы пытаться вычислить все эти различные переменные одновременно, лучший способ определить температуру печати PLA — выполнить несколько тестовых отпечатков, как описано в последнем разделе этой статьи.
Большинство пользователей принтеров FDM устанавливают температуру печати PLA примерно на 210 °C. Вот некоторые рекомендуемые настройки температуры печати PLA от ряда производителей материалов:
MatterHackers Build Series PLA: 205±15 °C
Fillamentum Extrafill PLA: 220±10 °C
Ultimaker PLA: 200–210 °C
Рекомендуемое чтение: PLA или ABS: какую нить использовать?
Неудачные или низкокачественные отпечатки из PLA часто являются результатом слишком высоких температур платформы или печати. Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Признаки чрезмерной температуры платформы PLA:
Слоновья лапка: распространенная проблема печати PLA — это когда первые несколько слоев отпечатка выпирают наружу из-за чрезмерного расплавления нагретой печатной платформы, а затем подвергаются нагрузке от последующих слоев. Слоновью ногу можно решить, уменьшив температуру кровати или полностью отключив функцию нагрева.
Чрезмерная адгезия: Нагретый слой может улучшить адгезию первого слоя деталей из PLA. Но установка слишком высокой температуры слоя может фактически привести к слишком хорошему прилипанию детали и необходимости тщательного соскабливания, чтобы удалить ее с поверхности сборки. Немного более низкие температуры могут поддерживать адгезию, уменьшая при этом потребность в соскабливании и растирании.
Признаки чрезмерной температуры печати PLA:
Тепловая ползучесть: если температура сопла слишком высока, оно может непреднамеренно расплавить нить за пределами обозначенной зоны плавления, особенно при использовании цельнометаллического хотэнда. Тепловая ползучесть часто возникает в середине печати, после того как температура постепенно поднимается вверх по горячему концу, что приводит к неоднородным или неполным участкам.
Провисание: При печати при слишком высокой температуре детали из PLA могут провисать и провисать, особенно во время соединения (печать неподдерживаемых горизонтальных элементов). Часто эту проблему можно решить, снизив температуру печати или увеличив мощность охлаждающего вентилятора. Обратите внимание, однако, что чрезмерное охлаждение потенциально может привести к другим проблемам, таким как плохая межслойная адгезия.
Вытекание и натяжение: Высокая температура сопла может привести к непреднамеренной утечке материала из сопла во время движения.
 Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Рекомендуемое чтение: Натяжка 3D-принтера: как исправить
Низкие температурные требования PLA означают, что проблемы, вызванные слишком низкой температурой, встречаются реже. Тем не менее, эти проблемы все же могут возникнуть при определенных обстоятельствах: при использовании нестандартного филамента PLA, когда температура окружающей среды особенно низкая или при использовании сопла большого диаметра, например.
Признаки недостаточной температуры платформы PLA:
Плохая адгезия первого слоя: В редких случаях PLA может не прилипать к платформе печати, что приводит к смещению детали и окончательному отказу печати. Эту проблему можно решить, увеличив температуру слоя, но другие решения могут включать снижение мощности охлаждающего вентилятора, очистку поверхности сборки (или нанесение клеевого покрытия) и выравнивание слоя.
Признаки недостаточной температуры печати PLA:
Недоэкструзия: При печати PLA недостаточная температура сопла может привести к недоэкструзии, что может проявляться в виде отверстий в отпечатке или шероховатой текстуре поверхности.
Засоры и замятия: Недостаточная температура может привести к недостаточному плавлению нити PLA, что может привести к засорению сопла и заклиниванию, которое прерывает печать. Эти проблемы можно решить, повысив температуру печати или используя более широкое сопло.
Рекомендуемое прочтение: Как исправить при экструзии: техническое обслуживание и настройки печати
Производители нитей PLA обычно предоставляют рекомендуемые настройки температуры слоя и температуры сопла, оптимизированные для их уникального продукта. Однако в некоторых случаях эти рекомендуемые настройки не приводят к удовлетворительным результатам.
Один из способов найти оптимальную температуру печати PLA для вашей конкретной установки 3D-печати — принтера, сопла, материала и т. д. — это запустить несколько тестовых отпечатков и оценить результаты. Но вместо того, чтобы печатать набор обычных деталей, может быть полезно распечатать конкретную 3D-модель, известную как термометр.
Термостат, демонстрирующий отказ при самой низкой температуре
Термостат, подобный этому, состоит из нескольких горизонтальных блоков, каждый из которых печатается при постепенно более высокой или более низкой температуре, чем предыдущий. Цифры напечатаны на боковой стороне башни (200, 205, 210 и т. д.), поэтому пользователь может быстро определить, какой блок был напечатан при какой температуре. Каждый блок временной башни обычно содержит такие элементы, как зазоры, выступы и тонкие элементы, что дает четкое представление о производительности принтера при различных настройках температуры.
Конечно, распечатать градирню температуры немного сложнее, чем обычную печать, потому что слайсер должен указывать принтеру регулировать температуру при каждом соответствующем приращении. (Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
(Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
Когда термометр закончит печать, пользователи могут просто визуально проверить отпечаток, чтобы увидеть, какие блоки были напечатаны хорошо. а у которых нет. Блок с наименьшими нитями или артефактами и лучшим качеством мелких деталей указывает на оптимальную температуру печати для материала при данной конкретной настройке печати.
Как правило, наилучшая температура слоя PLA составляет около 50 °C, а наилучшая температура печати PLA — около 210 °C. Однако, как мы видели, на оптимальный температурный диапазон могут влиять разные факторы, что делает обязательным тестирование при первой печати PLA.
[1] Ванаи Х.Р., Раисси К., Делигант М., Ширинбаян М., Фитусси Дж., Хеллади С., Чархчи А. К пониманию влияния температуры на прочность сцепления, размеры и геометрию 3D-печатных деталей. Журнал материаловедения. 2020 окт;55(29):14677-89.
2020 окт;55(29):14677-89.
[2] Bergström JS, Hayman D. Обзор механических свойств и моделирования материалов полилактида (PLA) для медицинских применений. Анналы биомедицинской инженерии. 2016 февраль;44(2):330-40.
Руководства пользователя
Перемотка нити – почему это плохая идея!
Давайте обсудим, почему тенденция перемотки нити может катастрофически испортить вашу нить.
Читать далее…
Суббота, 25 февраля 2023 г. / Автор: Мэтт Тайсон / Количество просмотров (879) / Комментарии(0)/
Категории: Руководства пользователя
Метки: 3D-печатьПеремотка нити
Что такое PLA+?
Все ли PLA+ одинаковы? Это просто маркетинговый термин?
Читать далее…
16 января 2023 г. / Автор: Мэтт Тайсон / Количество просмотров (1578) / Комментариев (0)/
Категории: Руководства пользователя
Теги: 3D-печатьНить накаливанияPLA3D-нитиPLA+PLA Plus
Расширенное руководство по печати PC-FR Нить
УЗНАЙТЕ О 3D-ПЕЧАТИ PC-FR В НАШЕМ ПОДРОБНОМ РУКОВОДСТВЕ ПОЛЬЗОВАТЕЛЯ.

Читать далее…
6 апреля 2020 г. / Автор: Мэтт Тайсон / Количество просмотров (11101) / Комментариев (0)/
Категории: Руководства пользователяРуководства по материаламPC
Теги: ПоликарбонатКак 3D-печатьРуководство пользователяУстранение неполадокPC-FR
Расширенное руководство по печати ASA Нить
УЗНАЙТЕ О 3D-ПЕЧАТИ ASA В НАШЕМ ПОЛНОМ РУКОВОДСТВЕ ПОЛЬЗОВАТЕЛЯ.
Читать далее…
Среда, 23 октября 2019 г. / Автор: Мэтт Тайсон / Количество просмотров (84708) / Комментариев (0)/
Категории: Руководства пользователяРуководства по материаламASA
Теги: ФиламентКак 3D-печатьРуководство пользователяУстранение неполадокASA
Расширенное руководство по печати PolySmooth Filament
Узнайте о 3D-печати PolySmooth из нашего подробного руководства пользователя.
Читать далее…
вторник, 8 октября 2019 г. / Автор: Мэтт Тайсон / Количество просмотров (13846) / Комментарии (0)/
Категории: Руководства пользователяРуководства по материаламPVB
Теги: НитьКак 3D-печатьРуководство пользователяУстранение неполадокPolySmoothPVB
Расширенное руководство по печати нитью PETG
УЗНАЙТЕ О 3D-ПЕЧАТИ PETG В НАШЕМ ПОДРОБНОМ РУКОВОДСТВЕ ПОЛЬЗОВАТЕЛЯ.
Читать далее…
20 мая 2019 г. / Автор: Matt Tyson / Количество просмотров (156238) / Комментарии (0)/
Категории: Руководства пользователяРуководства по материаламPETG
хранение нити
Не позволяйте влаге испортить нить для 3D-печати и узнайте, как высушить и защитить нить.
Читать далее…
Четверг, 25 октября 2018 г. / Автор: Matt Tyson / Количество просмотров (31279) / Комментариев (0)/
Категории: Руководства пользователяРуководства по материалам
Метки: Filamentbeginnersвлажность Сушка нити Хранение нити
Руководство для начинающих по 3D-печати: Ориентация
9
9 Ориентируйте свои модели, чтобы свести к минимуму вспомогательный материал, максимально увеличить прочность и добиться наилучшего качества поверхности.
Читать далее…
Среда, 5 сентября 2018 г. / Автор: Мэтт Тайсон / Количество просмотров (31697) / Комментарии(0)/
Категории: Руководства пользователя Руководства по 3D-принтерам
Теги: Как 3D-печатьдля начинающихвращающиеся 3D-принтерыориентацияоптимизация 3D-печати
Читать далее.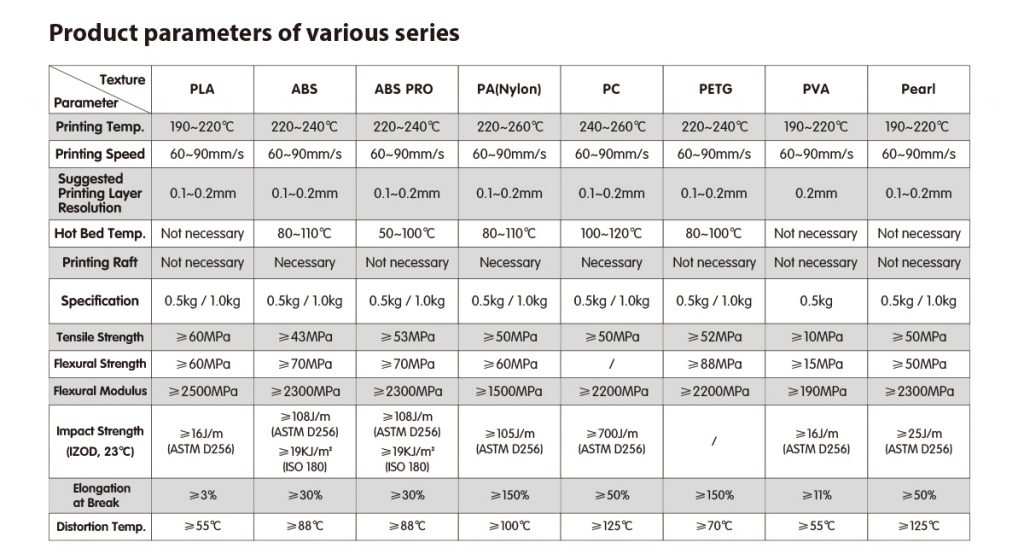
Всего комментариев: 0