Как печатать мосты на 3д принтере: Печать мостов. Кто как?
Содержание
Окончательное руководство по 3D-печати поддержки структур — Знания
FDM 3D-принтеры работают путем депонирования слоя над слоем термопластика для создания 3D-объекта. В этом методе каждый новый слой должен поддерживаться слоем под ним. Если ваша модель имеет навес, который не поддерживается ничего ниже, необходимо добавить дополнительные структуры поддержки 3D-печати для обеспечения успешного печати.
Вспомогательные структуры считаются необходимым злом в 3D-печати. С одной стороны, они абсолютно необходимы для моделей с неприятными навесами или мостами. С другой стороны, они увеличивают материальные затраты, добавляют больше постобработойной работы и могут повредить поверхность модели. Поэтому правильное получение структур поддержки 3D-печати является очень важным аспектом сложных моделей 3D-печати.
В этой статье мы проготовим все, что вам нужно знать о структурах поддержки 3D-печати.
Как правило, когда ваша модель имеет свес или мост, который не поддерживается ничего ниже, возможно, потребуется использовать 3D-печати структуры поддержки, чтобы иметь возможность 3D печатать его. Вот несколько примеров навесов и мостов, иллюстрированных с помощью букв Y, H и T.
Вот несколько примеров навесов и мостов, иллюстрированных с помощью букв Y, H и T.
Навесы и мосты иллюстрируются классическим примером букв Y, H и T.
Не все свесы нуждаются в опорах — правило 45 градусов
Однако не все свесы нуждаются в поддержке.Общее правило заключается в том,: Если свес наклоняется под углом менее 45 градусов от вертикали, то вы можете быть в состоянии печатать, что свес без использования 3D-печати структур поддержки.
Свесы под углом более 45 градусов от вертикали требуют 3D-печати вспомогательных конструкций
Оказывается, что 3D принтеры используют очень небольшое горизонтальное смещение (едва заметное) между последовательными слоями. Таким образом, слой не складывается идеально по предыдущему слою, а стеки с крошечной смещения. Это позволяет принтеру печатать свесы, которые не наклоняются слишком много от вертикали. Все, что ниже 45 градусов, может быть поддержано предыдущими слоями. 45 градусов считается линией отказа.
Этот аспект лучше всего проиллюстрировать буквами Y и T. Два свеса на букве Y имеют угол менее 45 градусов по отношению к вертикали. Поэтому, если вы хотите напечатать букву Y, вы можете уйти без использования каких-либо структур поддержки 3D-печати!
Свесы в письме Y не требуют 3D-печати вспомогательных структур. Те, в письме T требуют их. (источник: 3DHubs)
С другой стороны, свесы буквы Т имеют угол 90 градусов с вертикалью. Таким образом, вы должны использовать структуры поддержки 3D-печати для печати буквы T, в противном случае, результат будет беспорядок, как показано ниже.
Без структур поддержки 3D-печати буква T не будет печататься должным образом (источник: 3DHubs)
Не все мосты требуют поддержки — правило 5 мм
Так же, как свесы, не все мосты требуют поддержки. Здесьправило большого пальца: Если длина моста составляет менее 5 мм, принтер может распечатать его, не требуя 3D-печати вспомогательных конструкций.
Для этого принтер использует метод, называемый преодоление — где он растягивает горячий материал на короткие расстояния и удается распечатать его с минимальным провисания.
Однако, если мост длиннее 5 мм, эта техника не работает. В этом случае необходимо добавить структуры поддержки 3D-печати.
5Мосты длиной более 5 мм не могут быть напечатаны без конструкций поддержки 3D-печати. Обратите внимание, как они деформируются и деформируются.
ПРОВЕРЬТЕ СПОСОБНОСТЬ ПРИНТЕРА ПЕЧАТАТЬ СВЕСЫ БЕЗ ПОДДЕРЖКИ
Правило большого пальца, что свесы менее 45 градусов с вертикальной не нуждаются в поддержке только, что — правило большого пальца. Ваш пробег может варьироваться, и это во многом зависит от принтера, его состояния и материала, который вы используете. Печатники в плохом состоянии могут не печатать свесы под углом 35 или 40 градусов от вертикали!
Прежде чем начать печатать модели с навесами, это хорошая идея, чтобы узнать способность принтера для печати более безобидные свесы.
Это довольно легко сделать. Просто скачайте этоМассивная модель теста свеса от Thingiverseи распечатать его. Эта модель имеет ряд свесов, начиная от 20 градусов до 70 градусов с 5-градусный прирост.
Массивный тест на свес в Thingiverse
Определите угол, под котором принтер начинает работать не удается. Это максимальный угол свеса, который принтер может печатать без поддержки. Обратите внимание на это, чтобы вы могли использовать эту информацию позже, чтобы решить, где использовать поддержку, а где нет.
Недостатки
Вы можете быть удивлены, почему мы суетиться о том, где поддержка требуется и где ее можно избежать. Причина всей этой суеты в том, что использование структур поддержки 3D-печати имеет свои недостатки.
Если вы используете 3D-печать в производственных условиях, то вы, скорее всего, заботитесь о стоимости за модель. Если вы любитель на бюджет, вы, вероятно, заботятся о том, что слишком.
Структуры поддержки 3D-печати, очевидно, добавляют к стоимости модели. Структуры поддержки потребляют материал, и этот материал позже удаляется и отбрасывается. Таким образом, каждый бит 3D-печати поддержки структуры, которые вы используете, добавить к стоимости модели.
Структуры поддержки 3D-печати также увеличивают продолжительность печати, потому что необходимо печатать больше вещей.
Добавлена постобработающая работа
Структуры поддержки 3D-печати не являются частью модели. Они используются для поддержки частей модели во время печати. Это означает, что после того, как печать закончена, теперь перед вами стоит дополнительная задача удаления структур до того, как модель будет готова к работе.
В производственных настройках добавленная работа означает добавленную стоимость модели.
Конструкции поддержки 3D-печати касаются и часто прилипают к стенам моделей. Это единственный способ обеспечить поддержку свесов и мостов. Если вы не будете осторожны при удалении структур поддержки 3D-печати, они могут оставить пятна на поверхности модели. В худшем случае часть модели может разорваться вместе со структурой поддержки 3D-печати.
В целом, есть значительные недостатки использования структур поддержки 3D-печати. ПоэтомуВот еще одно правило:свести к минимуму использование структур поддержки 3D-печати и добавлять их только в случае необходимости. В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати.
В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати.
ГЕОМЕТРИЯ СТРУКТУРЫ ПОДДЕРЖКИ
Существует два общих типа структур поддержки 3D-печати: древо-как поддержка и линейная/аккордеонная поддержка.
Поддержка, похожая на дерево
Поддержка, похожая на дерево, — это структура, похожая на дерево, которая поддерживает свесы модели. Этот тип поддержки 3D-печати касается только навеса в определенных точках.
Древо-как 3D-печати структуры поддержки (источник: Flashforge)
Преимущество использования поддержки 3D-печати, похожей на дерево, заключается в том, что ее легче удалить и не повредить нижнюю часть свеса. Но обратите внимание, что он подходит только для не плоских свесов, таких как кончик носа, кончик пальца или арки. Он не обеспечивает достаточной стабильности для плоских свесов.
Линейная или Аккордеонная Поддержка
Это наиболее распространенный тип поддержки, используемый в 3D-печати. Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.
Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.
Линейные структуры поддержки 3D-печати (источник: Flashforge)
ТИПЫ ПОДДЕРЖКИ ПО ПРОСТОТЕ УДАЛЕНИЯ
Принтеры с одним экструдером используют по умолчанию прорывные структуры поддержки 3D-печати. Если у вас есть один экструдер, вы должны использовать тот же материал, который используется для печати модели для печати структур поддержки 3D-печати. Естественно, можно регулировать плотность структур поддержки 3D-печати и сделать ее намного ниже плотности модели, но это единственный элемент управления, который у вас есть в том, что касается вспомогательных материалов. Поскольку модель и конструкции поддержки 3D-печати изготовлены из одного и того же материала, единственный способ отделить их — либо разорвать опорную конструкцию вручную, либо аккуратно отрезать ее ножом. Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.
Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.
Если у вас есть принтер с двумя экструдерами, есть лучший вариант. Вы можете загрузить один экструдер с PLA для печати модели, а другой с водорастворимым материалом, как PVA или Limonene растворимый материал, как HIPS для печати структуры поддержки. После того, как печать закончена, просто смойте опорную конструкцию, погрузив модель в воду или лимонен. Этот метод удаления снижает риск повреждения модели и упрощает работу после обработки. Идеально подходит для сложных принтов!
КАК УДАЛИТЬ ОТКОЛОВШИЕСЯ СТРУКТУРЫ ПОДДЕРЖКИ 3D-ПЕЧАТИ
Поскольку отколовшиеся структуры поддержки 3D-печати трудно удалить и потенциально могут повредить модель, мы включили некоторые проверенные трюки, чтобы удалить их в правильном направлении.
Во-первых, определить 3D-печати структуры поддержки, которые полностью подвергаются и легко маневрировать пальцами.
 Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко.
Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко.Далее используйте инструмент для удаления структур поддержки 3D-печати, доступ к которые трудно получить. Есть много мнений о том, какие инструменты работают лучше всего. Вы можете использовать плоскогубец нос иглы, нож putty типа или нож Exacto. Вы также можете использовать комбинацию всех этих инструментов.
При использовании ножа или скребка, это хорошая идея, чтобы нагреть модель или лезвие. Это упрощает нарезку структур поддержки 3D-печати. Крошечный бутан факел может помочь, но убедитесь, что вы не повредить модель с ним.
Многие люди препятствуют использованию ножей Exacto, потому что это довольно острый и опасный инструмент. Один скольжения, и вы можете в конечном итоге с отрезанным пальцем, а не отрезать поддержку. Кроме того, вы можете получить кровь на всем протяжении вашей модели.
 Тис!
Тис!Наждачная бумага также является отличным инструментом для удаления. Влажная шлифовка с высокой наждачной бумагой песка (220 до 1200) позволит удалить 3D-печати вспомогательных структур, а также, полировать модель. Для достижения наилучших результатов нанесите воду на часть и песок плавными, легкими движениями до достижения желаемого качества поверхности.
Вы можете использовать влажную шлифовку, чтобы удалить последние биты структур поддержки 3D-печати и отполировать поверхность модели (Источник: Formlabs)
Модели на основе НОАК могут развиться стресс-метки, когда структуры поддержки 3D-печати отходят от них, что приводит к царапинам, следам и пятнам. Лак для лака для ногтей является отличным инструментом для исправления или сокрытия этих несовершенств.
Если вы заинтересованы в сообществе взять на эту тему, взгляните на эту тему-Лучший способ удалить плоты, опоры и другие посторонние нити.
СВЕСТИ К МИНИМУМУ СТРУКТУРЫ ПОДДЕРЖКИ 3D-ПЕЧАТИ С ПОМОЩЬЮ УМНОГО ДИЗАЙНА
Интеграция поддержки 3D-печати в модель
Один из способов избежать структур поддержки 3D-печати заключается в том, чтобы добавить элементы в модель, которые могут выполнять ту же работу. Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
Венера Витрикс Антонио Канова
Здесь правая рука является навесом, но поддерживается подушками. Левая нога является еще одним навесом, но на этот раз сгруппированы тоги выступать в качестве поддержки. Следующим примером является модель под названием «The Guardian» дизайнера @fantasygraph. Он ловко поддерживает ноги и ягодицы модели с плавным платьем. Копье, закреплено на дне, выступает в качестве опоры для левой руки.
The Guardian by @fantasygraph показывает, как поддержки могут быть интегрированы в модель.
Интеграция структуры поддержки 3D-печати в дизайн – это скорее искусство, чем наука. Вам нужно придумать элементы, которые одновременно вписываются в общую конструкцию и могут поддерживать свесы или мосты. Если все сделано правильно, это повышает красоту модели и делает процесс печати свободным от структур поддержки 3D-печати — экономия времени, денег и труда.
Фаски
Другим способом устранения необходимости в конструкциях поддержки 3D-печати является Chamfers. Chamfers аккуратный способ превращения в противном случае неприятные свесы в безобидные свесы с углами менее 45 градусов. Например, если у вас есть мягко наклонный или изогнутый край, вы можете заменить его угловым краем, который не требует поддержки. Такая угловатая конструкция называется Chamfer.
Слева: постепенно округлая кромка, которая требует поддержки справа: Chamfered края, которые могут быть напечатаны без 3D-печати структур поддержки (источник: Rigid чернил)
Аналогичным образом, если у вас есть отверстие в модели, вы можете преобразовать его в отверстие в форме слезы. Большую часть времени, это не повлияет на общую эстетику модели. Но это поможет вам уменьшить структуры поддержки 3D-печати, необходимые для печати модели.
Chamfered отверстие в форме слезы (источник: Markforged)
МИНИМИЗАЦИЯ СТРУКТУР ПОДДЕРЖКИ 3D-ПЕЧАТИ ПУТЕМ ПЕРЕОРИЕНТАЦИИ
Иногда свести к минимуму необходимые структуры поддержки 3D-печати так же просто, как переориентировать модель на печатную кровать. Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.
Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.
Chamfered отверстие в форме слезы (источник: Markforged)
Вот более нетривиальный пример, опять же исходит от дизайнера @fantasygraph. Это модель персонажа с горизонтальной рукой, указываемой на бесконечность и за ее пределами.
Если вы распечатаете модель в том виде, в каком она есть, нам нужно будет поддержать левую руку. Это в основном длинный свес с углом 90 градусов.
Когда вы удалите опоры, он, скорее всего, оставить пятна на нижней стороне руки. Чтобы избежать этого, можно повернуть всю модель на 45 градусов и просто добавить поддержку для основы модели. Качество основы модели не имеет большого значения в любом случае. Таким образом, можно распечатать модель с меньшим количеством структур поддержки 3D-печати и спасти левую руку от повреждений.
Это очень умно и гениально. Может быть, вы можете быть так же умны с вашими моделями?
ПЕЧАТЬ СВЕСОВ И МОСТОВ БЕЗ КОНСТРУКЦИЙ ПОДДЕРЖКИ 3D-ПЕЧАТИ
В предыдущих разделах мы подчеркивали, что следует стараться по возможности минимизировать использование структур поддержки 3D-печати.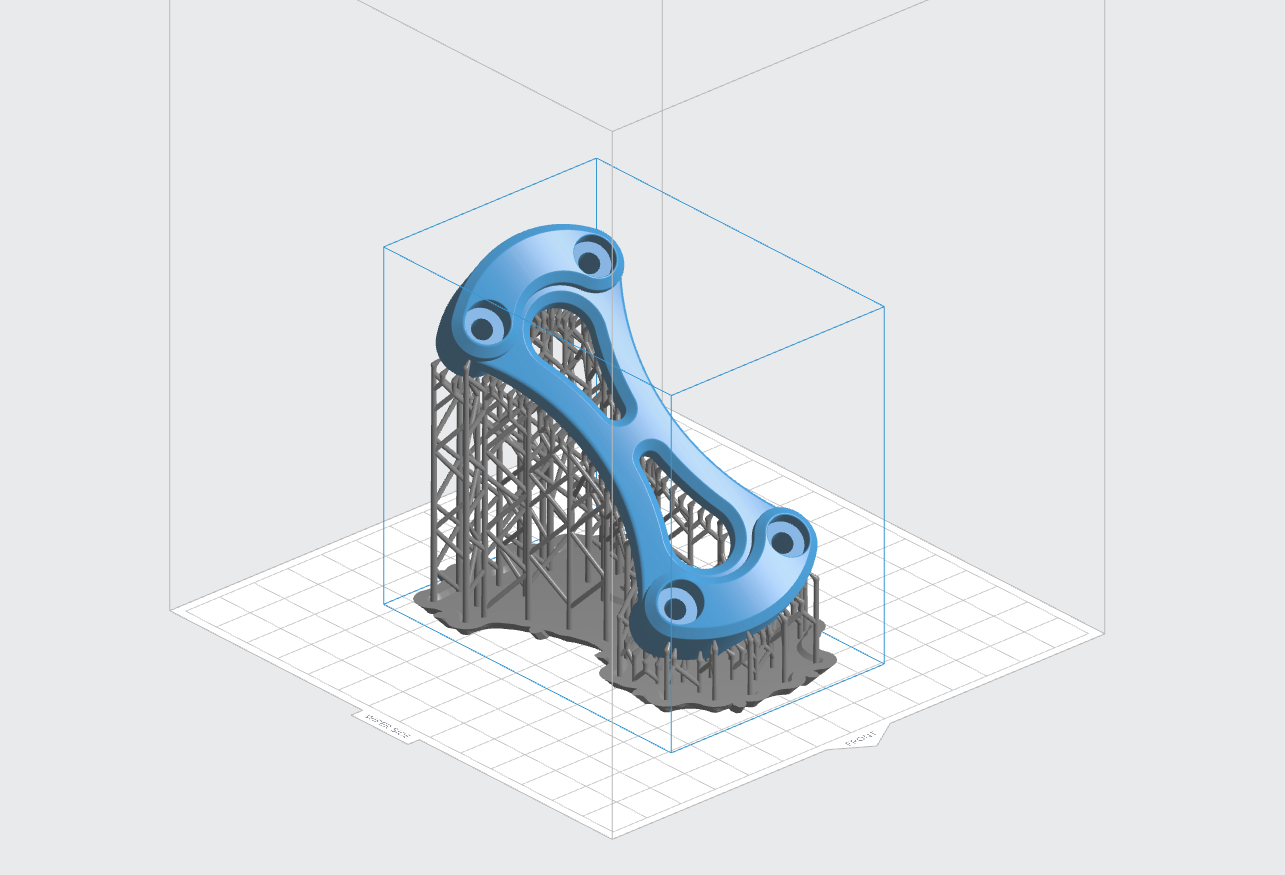 Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков.
Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков.
Убедитесь, что ваш 3D принтер находится в оптимальном состоянии.
Убедитесь, что вы охлаждаете печатный материал как можно быстрее. Чем дольше ваш материал охлаждается, тем больше вероятность того, что ваш мост или свес деформируются или потерпят неудачу. Используйте свой слой охлаждения вентиляторы агрессивно. Кроме того, снизить температуру печати как можно больше.
Снижение скорости печати также помогает охладиться, и это особенно помогает в печати длинных мостов и сложных свесов.
Если возможно, попробуйте использовать толщину самого низкого слоя. Толщина нижнего слоя означает меньшую массу, депонированную на каждом запуске печатной головки. Это также помогает охладить материал быстрее.
НАСТРОЙКИ СТРУКТУРЫ ПОДДЕРЖКИ CURA
Иногда невозможно избежать использования структур поддержки 3D-печати. Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
Ваше программное обеспечение slicer даст вам много дополнительных способов настройки структур поддержки 3D-печати. Большинство срезов программного обеспечения может генерировать структуры поддержки 3D-печати автоматически, но они также обеспечивают ручной режим, где вы можете добавить или удалить структуры поддержки 3D-печати, где вы хотите. Кроме того, программное обеспечение slicer предоставляет множество различных настроек, которые контролируют следующие аспекты структур поддержки 3D-печати.
Размещение структур поддержки 3D-печати
Прочность конструкций поддержки 3D-печати
Простота удаления после печати
Повреждение поверхности печати
В этой статье мы решили сосредоточиться на Cura, потому что это самый популярный бесплатный слайзер там на данный момент.
Cura предлагает множество параметров, связанных с структурой поддержки, в разделе Поддержка пользовательских настроек. Если вы можете правильно манипулировать этими настройками, можно создать структуры поддержки 3D-печати, которые отвечают большинству основных требований.
Первым делом. Как перейти проверку, если ваша модель нуждается в дополнительной поддержке?
Кура делает это легко. После того как вы импортировали вашу модель в Cura и распоили его на виртуальной пластине сборки, ищите разделы, окрашенные в красный цвет. Это те части, где Кура обнаружил нестабильность. Обратите внимание, что возможно, что вы не увидите неподдерживаемые области, пока не повернете вид камеры.
Если вы видите красный цвет в нижней части части, где модель касается пластины сборки, вам не придется беспокоиться о том, что эта область не поддерживается. Сборка пластины будет заботиться об этой проблеме. Небольшие красные участки на вершинах отверстий или между двумя структурами называются мостами, и Cura будет обрабатывать их автоматически тоже.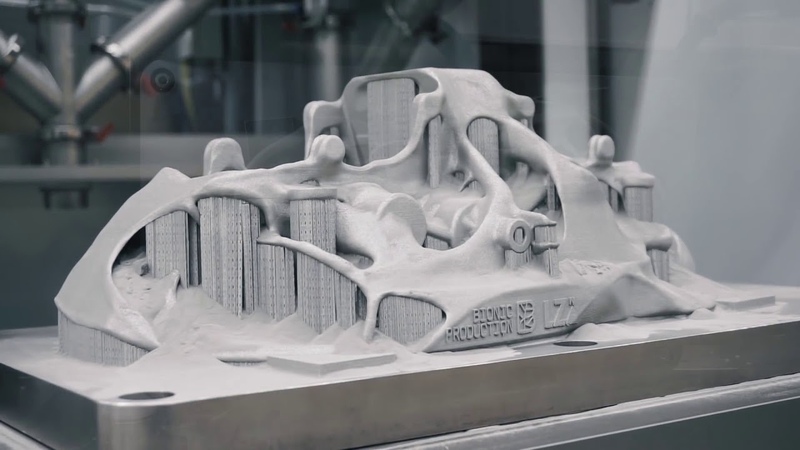
Если есть другие части выделены красным цветом, то вам нужно начать беспокоиться. Начнем с того, что необходимо включить автоматически генерируемые структуры поддержки 3D-печати, чтобы гарантировать, что эти красные детали могут быть успешно напечатаны. Для этого просто проверьте флажок Generate Support в разделе Поддержка.
Таким образом, теперь вы включили структуру поддержки, созданную автоматически, но, вероятно, не увидели ничего изменения в представлении модели. Это потому, что Cura не показывает структуры поддержки 3D-печати в представлении Solid по умолчанию. Чтобы увидеть созданные структуры поддержки 3D-печати, измените представление на Layer View. Вспомогательный материал (линии и объем) будет отображаться в чирок. Переместив ползунок слоя вверх и вниз, чтобы увидеть, где поддержка добавляется в модель.
Cura генерирует линейные структуры поддержки 3D-печати по умолчанию. В бета-версии 3.2 Cura представила возможность использования поддержки, похожей на дерево, вместо линейной по умолчанию.
При включении структуры поддержки под разделом поддержки автоматически появляется параметр под названием Placement. Параметр размещения позволяет грубо контролировать позиционирование структуры поддержки. Есть два варианта: Везде и трогательная пластина сборки. Везде выбирается по умолчанию.
Когда Везде выбран, Cura 3D пытается построить структуры, где они необходимы. Это означает, что у вас есть не только структуры поддержки 3D-печати, которые возведены на пластине сборки, но и структуры поддержки 3D-печати, которые используют часть модели в качестве основы. Это разумный вариант в большинстве случаев, поскольку это гарантирует, что все нестабильные районы будут иметь необходимую поддержку.
Однако, если Everywhere выбран для очень сложных моделей, модель может в конечном итоге быть полностью заключена вспомогательным материалом. Если вы этого не хотите, просто измените настройку размещения на Touching Buildplate. Это позволит создать структуры поддержки 3D-печати под нависающими секциями модели только между пластиной сборки и моделью.
Так как свес модели всегда печатается поверх структур поддержки 3D-печати, вы не всегда получаете лучшую отделку поверхности для этих частей. Настройка скрытой крыши поддержки Enable Support может помочь в этом.
Опорная крыша представляет собой плотную кожу в верхней части опорной конструкции, которая не ставит под угрозу поверхностную отделку свесов слишком много. Когда вы включите эту настройку в Cura 3D с помощью флажка, вы получите лучшее качество отделки. Но это улучшение происходит на стоимость, как этот вариант делает 3D-печати структуры поддержки труднее удалить, чем обычно. Используйте эту опцию только в том случае, если поверхностная отделка нависающей части имеет решающее значение для функции готовой части.
Иногда конструкции поддержки 3D-печати строятся слишком близко к внешней стене модели и оставляют следы на внешней поверхности модели. Предотвратить это можно с помощью скрытых параметров поддержки X/Y Distance под разделом Поддержка.
Настройка расстояния поддержки X/Y в Cura по существу контролирует минимальное разрешенное расстояние между вертикальными стенами модели и опорной структурой в плоскости X-Y. Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток.
Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток.
Чтобы вспомогательный материал отколомался чисто, не разъехав слои модели, связь между вспомогательным материалом должна быть слабее, чем связь между слоями модели. Cura создает эту более слабую связь, оставляя пространство между верхней и нижней частью структуры поддержки и модели – и это пространство известно как «З-Расстояние».
Структуры поддержки 3D-печати можно упростить для отсоединения, контролируя скрытые настройки в разделе Поддержка. Значение по умолчанию для этого параметра такое же, как высота слоя. Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм.
Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм.
Если ваш вспомогательный материал трудно оторваться от модели, увеличьте это значение с шагом высоты слоя, пока он не уйдет чисто. Cura может либо добавить поддержку на любом слое или не добавить поддержку. К сожалению, нет «полуслоев поддержки». Так что, если параметр расстояния 0,2 мм для печати с высотой слоя 0,1 мм слишком много, а расстояние в 0,1 мм недостаточно, вы находитесь вне вариантов расстояния.
Шаблоны поддержки в Куре
Cura генерирует вспомогательный материал 3D-печати в одном из семи шаблонов. Вы можете изменить шаблон с помощью скрытой настройки под названием Шаблон поддержки в разделе Настройка.
В большинстве случаев шаблон по умолчанию, Зиг Заг, будет генерировать лучший баланс между прочностью и легкостью удаления. Другими вариантами шаблонов являются Треугольники, Линии, Сетка, Концентрический, Концентрический 3D и Крест. Если вы недовольны шаблоном по умолчанию, вы можете поэкспериментировать с другими вариантами. Каждый из них даст вам различный баланс между силой и легкостью удаления.
Каждый из них даст вам различный баланс между силой и легкостью удаления.
Заключение
Вспомогательные структуры являются необходимым злом в 3D-печати. Вы нуждаетеся в них, чтобы печатать трудные свесы и мосты в вашей модели. Но когда вы не можете использовать растворимые структуры поддержки 3D-печати, это хорошая идея, чтобы попытаться свести к минимуму использование их. Мы обсудили ситуации, когда вам не нужны структуры поддержки 3D-печати, и упомянули несколько творческих приемов для печати без них.
Но часто, вы бы навес или мост, который так плохо, что вы должны использовать поддержку. В этом случае вам нужно играть с настройками срезов, чтобы убедиться, что вы не тратите слишком много материала или повредить модель во время удаления. Мы поговорили о том, как правильно выбрать настройки среза, чтобы получить наилучшие результаты, и поделились некоторыми трюками о том, как правильно удалить структуры поддержки 3D-печати.
Мы надеемся, что эта статья поможет вам лучше на 3D-печати и печати лучших моделей. Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.
Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.
3D-печать сталью — краткое руководство / Хабр
3D-печать металлом с использованием чистой стали и сплавов позволяет получать прочные функциональные детали механических и промышленных изделий.
Любая технология металлической 3D-печати позволяет печатать сталью. Это наиболее популярный материал. Но какие марки стали и какая технология лучше всего подходит для решения ваших задач? Действительно ли печатные стальные детали будут такими же прочными и долговечными, как детали, изготовленные традиционным способом?
Давайте посмотрим, как напечатанная на 3D-принтере стальная деталь совершает революцию в производстве и открывает двери для новых применений в аэрокосмической промышленности, медицинском оборудовании, автомобилестроении, производстве инструментов, тяжелой промышленности, архитектуре и многих других направлениях. К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.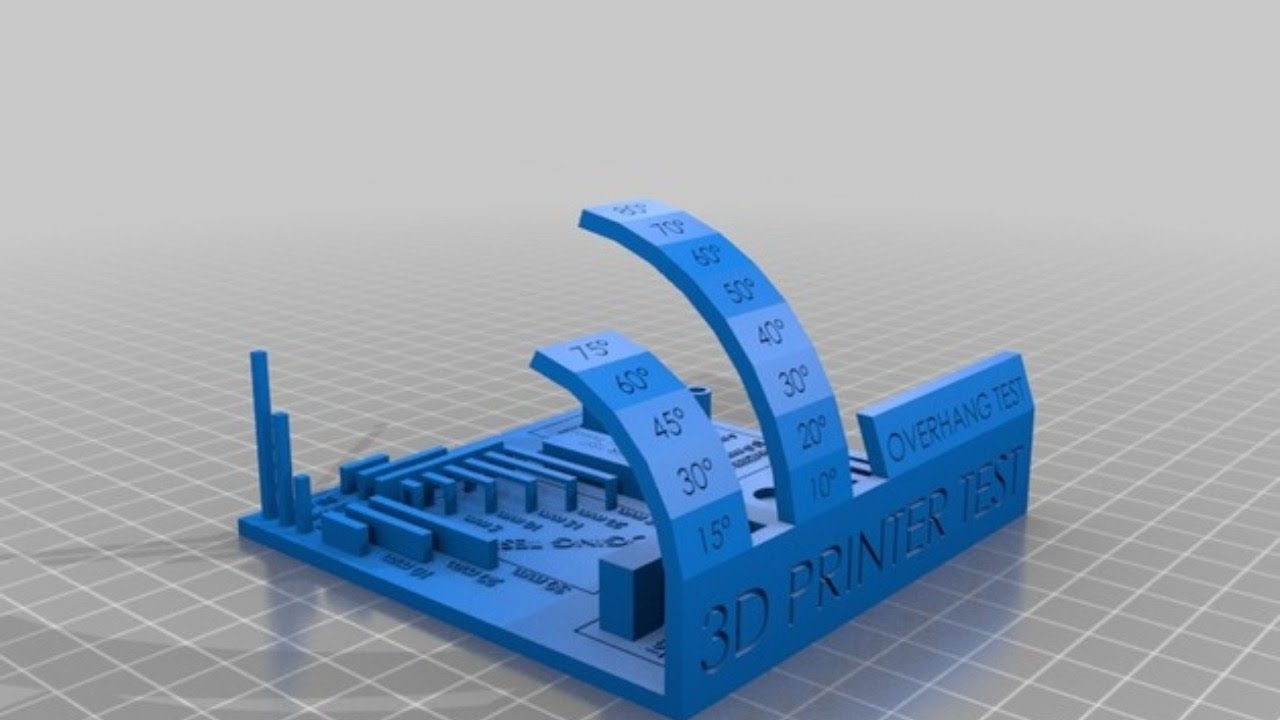
Прочность стальных печатных деталей.
Отлитая из стали деталь (слева), напечатанная на 3D-принтере версия (в центре). Справа шарнир, напечатанный на 3D-принтере целиком, не требует сборки (Источник: Desktop Metal)
Самый распространенный вопрос, когда речь заходит о напечатанной на 3D-принтере модели из металла: «Будет ли она такой же прочной, как кованая или литая деталь?». Короткий ответ — да… и нет.
3D-печатные детали из стали могут быть такими же прочными, а иногда и более прочными, чем изготовленные традиционным способом. Это зависит от множества факторов, таких как: конечная цель использования, тип стали, выбор метода 3D-печати, последующая обработка и форма детали. Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Детали, напечатанные из стали, используется в аэрокосмической отрасли, для нужд военных, а также, к примеру, для изготовления пешеходного моста, изображенного ниже. Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Королева Нидерландов Максима официально открывает металлический мост, изготовленный с помощью 3D-печати. Фото Adriaande Groot (Источник: MX3D)
Стальная деталь, напечатанная на 3D-принтере или полученная путем лазерного порошкового спекания (LPBF), имеет более мелкозернистую структуру, чем литые металлические изделия. Это обеспечивает лучшие прочностные характеристики на разрыв, но по остальным показателям литые детали в настоящее время все еще прочнее. Чаще всего 3D-печать по технологии LPBF используется для замены литых компонентов, но в отдельных случаях 3D-печатные компоненты могут заменить собой кованые детали.
Одно из исследований показало, что при определенных условиях детали из нержавеющей стали, изготовленные на 3D-принтерах по технологии LPBF, были в три раза прочнее, чем детали из той же стали, изготовленные традиционным способом.
В экспериментах по сравнению 3D-печатных стальных деталей с традиционно изготовленными исследователи создают идентичные изделия с помощью двух методов и сравнивают их характеристики. Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.
Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.
Основным преимуществом печати из стали является не только ее прочность, но и уникальная способность создавать в деталях внутренние каналы и решетчатые заполнения, что невозможно при использовании традиционных методов изготовления. 3D-печать металлом позволяет изготавливать детали быстрее, чем традиционное производство, поскольку этот метод не требует использования специальной оснастки и инструментов, позволяет создавать узлы как единое целое, исключая необходимость последующей сборки и сварки. Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Архитектурная опора, напечатанная из стали с помощью проволочно-дугового аддитивного производства (WAAM) от MX3D (Источник: MX3D)
3D-печать сталью является также более стабильной и экономически эффективной, поскольку уменьшает количество отходов. При использовании субтрактивных методов производства, таких как механическая обработка на станках ЧПУ, вы изготавливаете деталь, вырезая ее из большой, получая при этом много отходов. При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
3D-печать сталью не предназначена для замены традиционных методов во всех областях, но она может быть более удачным выбором для широкого круга применений. Особенно в тех случаях, когда требуемые детали являются уникальными и разрабатываются с учетом специфики применения, например, для двигателей ракет, гоночных автомобилей или в нефтегазовой промышленности. 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
Если вы знаете, какими характеристиками должно обладать ваше конечное изделие (прочность на разрыв, предел прочности на сжатие, твердость, плотность и т. д.), то все эти параметры можно заложить в изделии на этапе производства.
д.), то все эти параметры можно заложить в изделии на этапе производства.
Виды стали для 3D-печати
Металлический порошок — самый используемый металлический материал для 3D-печати (Источник: GKN Additive)
Существуют тысячи видов различных марок сталей и сплавов с различными механическими свойствами, используемые в традиционном производстве, но в 3D-печати их всего несколько десятков, и некоторые из них являются уникальными, созданными специально для этой технологии. Среди вариантов стали можно выделить следующие:
Нержавеющая сталь (316L, 304L , 17-4 PH, 15-5PH, 420, 254, Ph2, GP1, 630, 410).
Инструментальная сталь (D2, M2, h23, h21, MS1, 1.2709).
Низколегированные сталь (4140).
Конструкционная легированная (20MnCr5).
В последнее время появились уникальные сплавы, специально разработанные для 3D-печати, призванные решить проблемы, которые проявляются при использовании классических методов производства.
Например, производитель 3D-принтеров Desktop Metal выпустил в 2022 году запатентованную нержавеющую сталь, которая, по словам компании, сочетает в себе такие качества, как: прочность на разрыв, пластичность и коррозионную стойкость нержавеющей стали 13-8 PH в сочетании с твердостью низколегированной стали, подобной 4140. Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
ExOne предлагает две специальные смеси из стали и бронзы, которые, по словам компании, позволяют 3D-печатным стальным деталям получить повышенную коррозионную стойкость и при этом легко обрабатываются и полируются.
Хотя большинство металлических порошков, используемых в 3D-печати, аналогичны тем, что используются для других методов производства, их количество растет по мере того, как все больше компаний переходят на эту технологию. Некоторые производители металлических порошков, такие как GKN, также изготавливают на заказ порошки для специфических задач 3D-печати.
Как печатать сталью
Прочность, свойства и применение 3D-печатных стальных изделий во многом зависит от того, какую технологию 3D-печати вы используете. Некоторые методы позволяют получить более прочные детали, другие методы обеспечивают лучшую твердость или стойкость к истиранию, а некоторые технологии просто очень быстрые.
Ниже представлены основные методы 3D-печати металлами, их свойства и несколько наиболее распространенных примеров применения.
Печать методом послойного наплавления (FDM)
Принтер Epsilon компании BCN3D выдавливает металлическую нить из нержавеющей стали (Источник: BCN3D)
Технология формирования деталей методом послойного наплавления (FDM) — это новая технология для металлической 3D-печати, но она быстро развивается, поскольку все больше производителей принтеров сертифицируют металлические нити для использования на своих принтерах, например, Ultimaker, BCN3D, Makerbot, Raise3D. Raise3D недавно выпустила целый комплекс печати металлом — Metalfuse (3D-принтер, печь для удаления связующего и печь для спекания).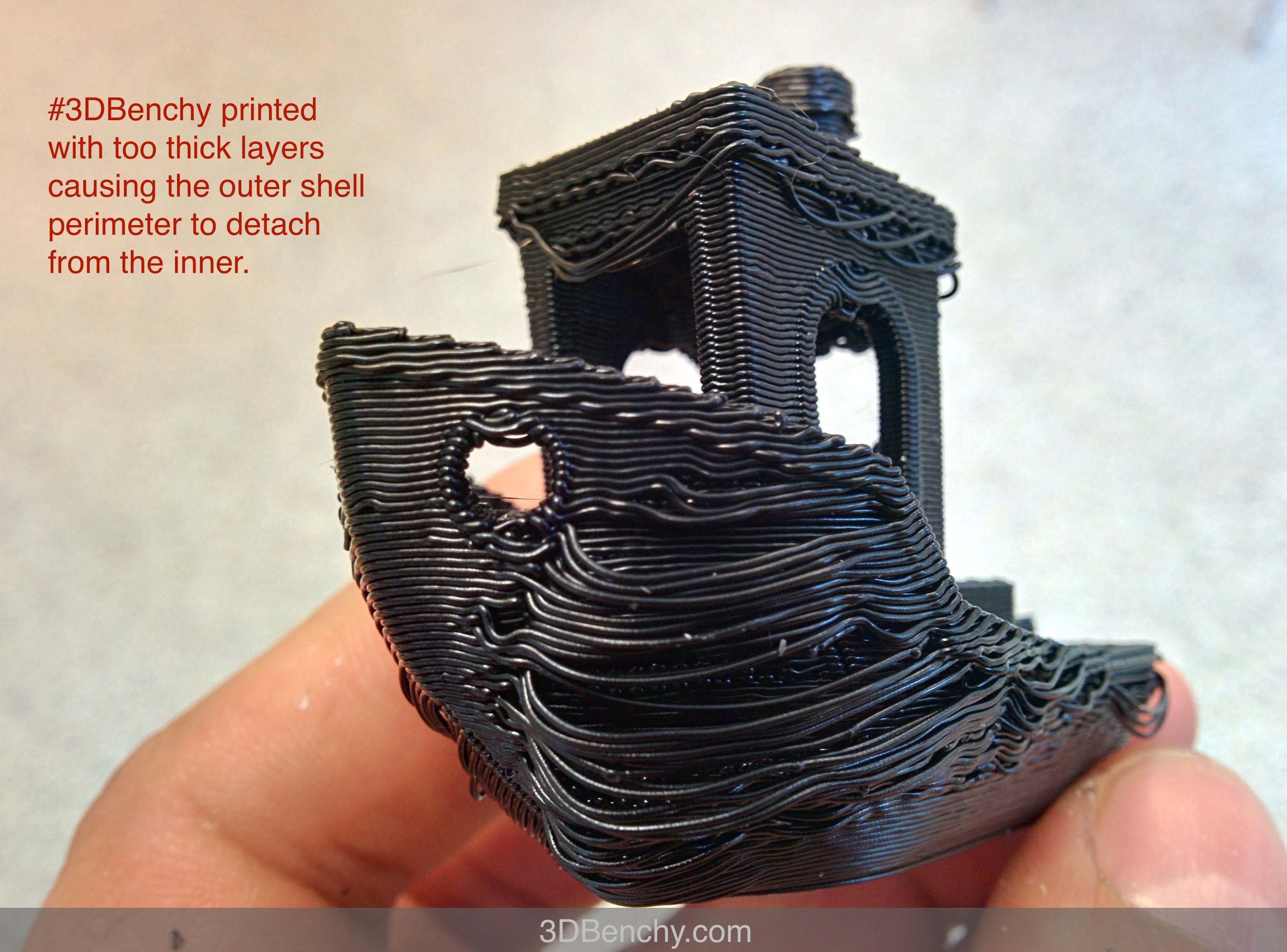 Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Материалы для FDM-печати когда-то были ограничены термопластиками. Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Эти материалы состоят примерно на 80% из металла и на 20% из пластика. После печати в процессе последующей обработки пластик удаляется, в результате чего получаются 100% металлические детали.
Из-за удаления связующего пластика, металлические детали изготовленные по технологии FDM, в процессе последующей обработки дают усадку. Величина усадки постоянна и может быть учтена в CAD системах, что позволяет получать относительно точные готовые детали.
Нить Ultrafuse 316L из нержавеющей стали компании Forward AM позволяет получать готовые детали со свойствами материала, сравнимыми, по утверждению компании, с металлическими деталями, изготовленными методом литья под давлением.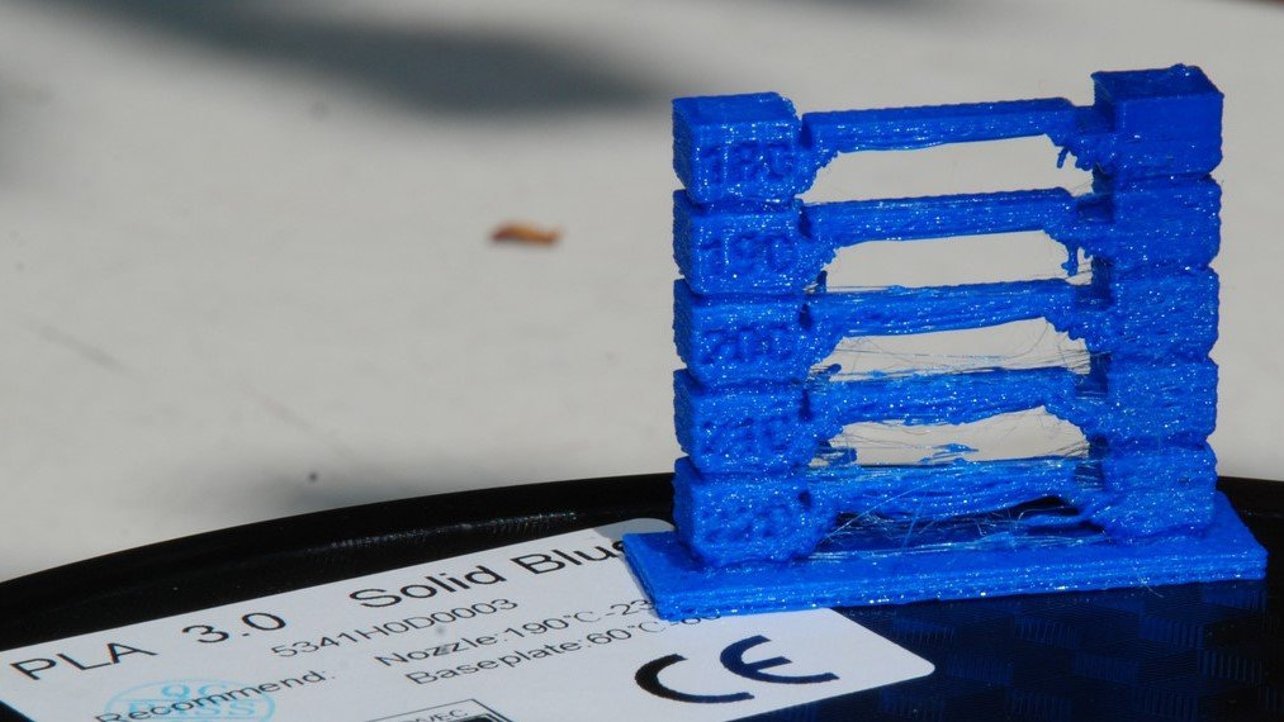
(Источник: BCN3D)
Несмотря на то, что 3D-печать металлическими материалами может не подойти для сфер применения с жесткими требованиями к прочности (например, для аэрокосмической), экономические факторы производства простых металлических компонентов без критических нагрузок на доступном FDM-принтере могут перевесить невозможность применения их в некоторых сферах.
Идеальными вариантами использования этой технологии являются металлические прототипы деталей и готовые детали, которые не будут подвергаться экстремальным нагрузкам.
Bound Metal Deposition (BMD) — «размещение связанного металла»
На 3D-принтере Studio System компании Desktop Metal использовались соединенные между собой металлические прутки, которые экструдировались слой за слоем для формирования металлической детали (Источник: Desktop Metal)
Подобно FDM, метод нанесения металлической сетки (BMD) или экструзия связанного порошка (BPE) — это процесс 3D-печати, основанный на экструзии. В этом методе используются связанные металлические стержни или связанные порошковые металлические нити, состоящие из гораздо большего процента металлического порошка, чем нити, используемые в FDM. Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Существует всего лишь несколько 3D-принтеров, использующих этот метод, например, Desktop Metal, Markforged и с недавнего времени, 3DGence, но на этот рынок выходит все больше компаний, так что следите за новостями. Эти принтеры ценятся как удобные решения для офисной 3D-печати металлом, они дороже большинства FDM-принтеров, но дешевле технологий 3D-печати металлом на основе порошка, описанных ниже.
Эти принтеры используют свой, запатентованный филамент. Desktop Metal и Markforged предлагают четыре вида стали.
Идеальными нишами использования этой технологии являются металлические прототипы деталей, где необходимо протестировать функциональность детали до запуска в массовое производство традиционными методами. Популярные области применения — это прессформы, вырубные штампы, сопла, крыльчатки, крепежные детали и теплообменники.
Например, компания Shukla Medical использует принтер Metal X от Markforged для печати стальных прототипов своих инструментов для удаления ортопедических имплантатов.
Лазерное порошковое спекание.
При технологии лазерного спекания порошка используется один или несколько лазеров для послойного расплавления порошкообразного металла до нужной формы (Источник: GE Additive)
Лазерное спекание порошкового материала (LPBF), также известное как селективное лазерное спекание (SLM), является наиболее распространенным видом 3D-печати металлами. По этой технологии работает 80% всех металлических 3D-принтеров на рынке.
В данном методе используются мощные лазеры для селективного спекания металлического порошка слой за слоем.
LPBF 3D-принтеры представлены в широком диапазоне размеров, цен и мощностей лазера. Эти и другие характеристики влияют на свойства готовой детали, скорость печати и другие параметры готовых изделий.
Сталь и стальные сплавы являются наиболее популярным материалом для оборудования LPBF и, в отличие от FDM и BMD, металлические порошки доступны в свободной продаже, поскольку они чаще всего используются в традиционных методах производства.
LPBF — это технология, которая позволяет добиться максимального качества 3D-печатной детали. Области применения включают в себя — аэрокосмические компоненты, такие как монолитные камеры тяги, элементы ракетных двигателей и теплообменники, пресс-формы, инструменты и другие задачи, а также детали с высокой степенью износа и хирургические инструменты.
Binder Jetting
Технология 3D-печати с использованием связующего вещества использует порошкообразный металл и связующее вещество для формирования металлических деталей (Sorrce: ExOne)
Каплеструйное нанесение связующего вещества — это еще один метод порошковой печати, при котором слои металлических порошков соединяются с помощью жидкого связующего вещества, а не при помощи лазера. В процессе последующей обработки связующее вещество удаляется.
Нанесение связующего вещества выделяется своей высокой скоростью печати, по сравнению с другими методами 3D-печати или традиционным производством, а металлические детали, изготовленные по этой технологии, имеют свойства материала, эквивалентные деталям, изготовленным методом литья металла под давлением.
Количество производителей, выпускающих струйные 3D-принтеры на металлическом связующем, гораздо меньше, чем производителей машин LPBF. К числу ведущих производителей относятся ExOne, Desktop Metal, Digital Metal, GE Additive и HP.
Идеальными областями применения струйной обработки металла с использованием связующего являются средне- и крупносерийные производства металлических инструментов и запасных частей.
Фактически, компания HP утверждает, что ее 3D-принтер Metal Jet был разработан специально для массового производства изделий из нержавеющий стали 316L. HP сотрудничает с компанией Parmatech для производства металлических деталей для медицинской промышленности. Компания ExOne из Пенсильвании использует эту технологию для производства режущих инструментов из твердых металлов и инструментальных сталей.
Электронно-лучевое плавление (EBM)
(Источник: GE Additive)
Электронно-лучевое плавление (EBM) — это еще одна технология порошковой наплавки материала. Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
Устройство повторного нанесения слоя перемещает порошок на печатную пластину, а электронный луч избирательно расплавляет каждый слой порошка. После того, как каждый слой напечатан, пластина опускается, и поверх предыдущего слоя наносится еще один.
EBM может быть намного быстрее, чем SLM, но SLM производит более гладкие и точные изделия. Электронный луч шире, чем лазерный, поэтому EBM не может производить такие же точные детали, как SLM. Еще одно отличие заключается в том, что процесс изготовления происходит в вакуумной камере, что уменьшает количество примесей в материале, которые могут привести к дефектам. Именно поэтому EBM часто выбирают для печати комплектующих для аэрокосмической, автомобильной, оборонной, нефтехимической промышленности и медицинских имплантатов.
Титан является наиболее популярным металлом для большинства применений EBM, однако можно использовать сталь.
Холодное распыление
(Источник: Impact Innovations)
Технология 3D-печати холодным распылением осуществляется путем впрыска металлических порошков через сопло реактивного устройства в сверхзвуковой поток газов под давлением, таких как воздух, азот или гелий. Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.
Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.
Изделия, напечатанные холодным распылением, не склонны к пористости, образованию термических трещин и другим дефектам, характерным для технологий, основанных на плавлении. Этот метод обладает рядом преимуществ, по сравнению с другими методами производства. Технология используется в военной и аэрокосмической отрасли во всем мире. Например, армия США использует холодное напыление для ремонта креплений изношенной стальной 25-мм турельной пушки Bradley.
В автомобильной промышленности холодное напыление стали используется для ремонта после ДТП, поскольку высокопрочные стальные подложки в автомобилях могут быть восприимчивы к термическим методам ремонта, таким как сварка.
Прямое энергетическое осаждение (DED) и аддитивное производство с использованием проволочной дуги (WAAM)
Стальные детали WAAM из MX3D (Источник: MX3D)
При прямом энергетическом осаждении (DED) используется порошок или проволока для сварки, которая поступает через сопло и подается в источник питания для расплавления металла. Создается область расплава, которая наносится на подложку. DED — это новый процесс, напоминающий старую строительную технологию, известную как «облицовка», при которой на основу наносится покрытие, часто для теплоизоляции или устойчивости к атмосферным воздействиям. DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки. DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
Поскольку DED использует процесс нанесения покрытия, его можно применять для придания сложной геометрии существующим стальным деталям, сочетая таким образом сложность со снижением стоимости. Например, французская компания AddUp рекламирует ракетное сопло, в котором используется предварительно отпрессованный большой конус бункера из нержавеющей стали 304, на котором напечатана изогридная структура, обычно изготавливаемая из более крупной детали традиционными методами.
Технология, связанная с DED, — это проволочно-дуговое аддитивное производство (WAAM). Вместо порошка в WAAM используется металлическая проволока, расплавляемая электрической дугой. Процесс контролируется роботизированными манипуляторами. WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.
Микро 3D-печать
Микро детали, напечатанные из стали (Источник: 3D MicroPrint)
Аддитивное производство в микромасштабе, или микро 3D-печать, позволяет изготавливать изделия с разрешением в несколько микрон (или меньше). Существует три метода микро 3D-печати, позволяющие изготавливать металлические детали.
LMM (производство металлов на основе литографии) — это технология, основанная на использовании света, которая позволяет создавать крошечные детали из сырья, включая нержавеющую сталь, для таких областей как хирургические инструменты и микромеханические детали.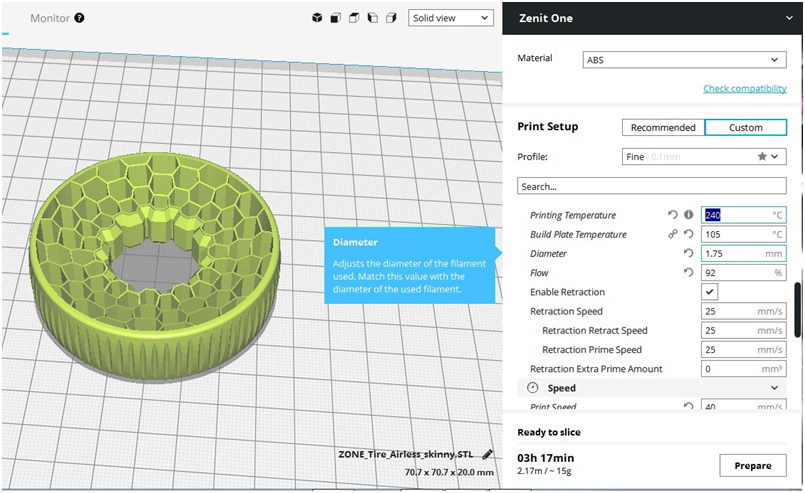
Электрохимическое осаждение — это новейший процесс 3D-печати микрометаллов, разработанный швейцарской компанией Exaddon. В этом процессе печатающее сопло наносит жидкость с ионами металлов, создавая детали на атомарном уровне.
Третьим методом 3D-печати микрометаллами является микроселективное лазерное спекание, при котором слой чернил из наночастиц металла наносится на подложку, затем высушивается для получения равномерного слоя наночастиц.
Исследователи из Германии успешно протестировали микро SLS-печать полых микроигл с использованием нержавеющей стали 316L.
Детали из металла от 3D Systems, Desktop Metal, MX3D и Materalise.
7 хитростей, которые вы должны знать
Содержание
Рекламные объявления
Если вы когда-либо были разочарованы грязными 3D-печатными мостами, продолжайте читать, чтобы прочитать несколько простых советов по поддержанию чистоты ваших 3D-печатных мостов!
Что такое 3D-печать?
Проблемы с соединением очень распространены, и, к счастью, их довольно просто решить.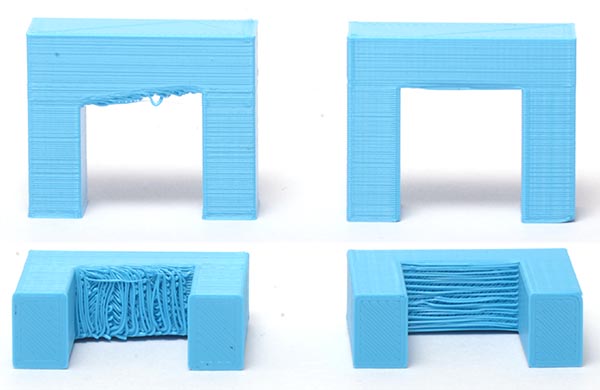 В 3D-печати перемычка — это экструзия материала, которая соединяет две выступающие точки по горизонтали. Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.
В 3D-печати перемычка — это экструзия материала, которая соединяет две выступающие точки по горизонтали. Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.
Итак, давайте взглянем на некоторые советы по получению наилучших результатов 3D-печати!
Проверьте свой принтер
Прежде чем возиться с настройками, проверьте, насколько хорошо ваш принтер может (или не может) выполнять мост. Этот промежуточный тест можно распечатать. Всего за один отпечаток вы увидите, какие длины перемычек сложны для вашего принтера. Мосты с пролетом от 50 до 100 мм являются достойными, тогда как мосты с пролетом 150 мм и более являются исключительными. Не беспокойтесь, если этот тест не пройден; цель состоит в том, чтобы определить масштаб проблемы.
Увеличьте охлаждение
Сначала увеличьте охлаждение печати, чтобы улучшить возможности принтера (скорость вентилятора печати). При изготовлении мостов с низкой настройкой охлаждения печати нить просто утонет в расплавленной массе. В результате начните со 100-процентной скорости вращения вентилятора и следите за улучшениями моста.
В результате начните со 100-процентной скорости вращения вентилятора и следите за улучшениями моста.
Установлен слишком высокий уровень вентилятора, если наблюдается засорение или плохая адгезия слоев. Уменьшайте его на 5% за раз, а затем используйте следующее простое средство.
Рекламные объявления
Уменьшение расхода
Материал должен быстро схватываться, чтобы аккуратно закрыть зазор. Если из сопла выходит слишком много расплавленной нити, она не успеет затвердеть. Это, вероятно, приведет к тому, что ваш отпечаток будет выглядеть так, как будто Лондонский мост рушится.
Ваш принтер сможет экструдировать постоянный поток нити, которая может охлаждаться в красивый мост, уменьшая скорость потока (или множитель экструзии) в слайсере.
Уменьшите температуру
Следующее предложение относительно похоже на предыдущее. Печатный материал не успеет остыть и затвердеть, если температура сопла слишком высока и пропущено слишком много нити. Это может привести к тому, что нить прилипнет к соплу или создаст грязный мостик.
Это может привести к тому, что нить прилипнет к соплу или создаст грязный мостик.
Датчик температуры — отличный инструмент для наблюдения за реакцией принтера на различные температуры. Вам нужно будет настроить G-код таким образом, чтобы температура менялась с каждым уровнем, чтобы напечатать его. Выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте плагин «Vary Temp With Height», чтобы получить доступ к этой опции в Cura.
Здесь вы можете установить приращение высоты (насколько часто вы хотите изменять температуру) и приращение температуры (насколько вы хотите ее изменить). В деталях Thing разработчик модели температурной башни предоставляет необходимый код для Slic3r и Cura.
Уменьшите скорость печати
Высокие скорости печати также могут повлиять на качество моста. У нити не будет достаточно времени, чтобы прикрепиться к предыдущему слою или застыть, чтобы заполнить зазор, если ваше сопло движется слишком быстро. Другими словами, высокая скорость печати может привести к массовым беспорядкам.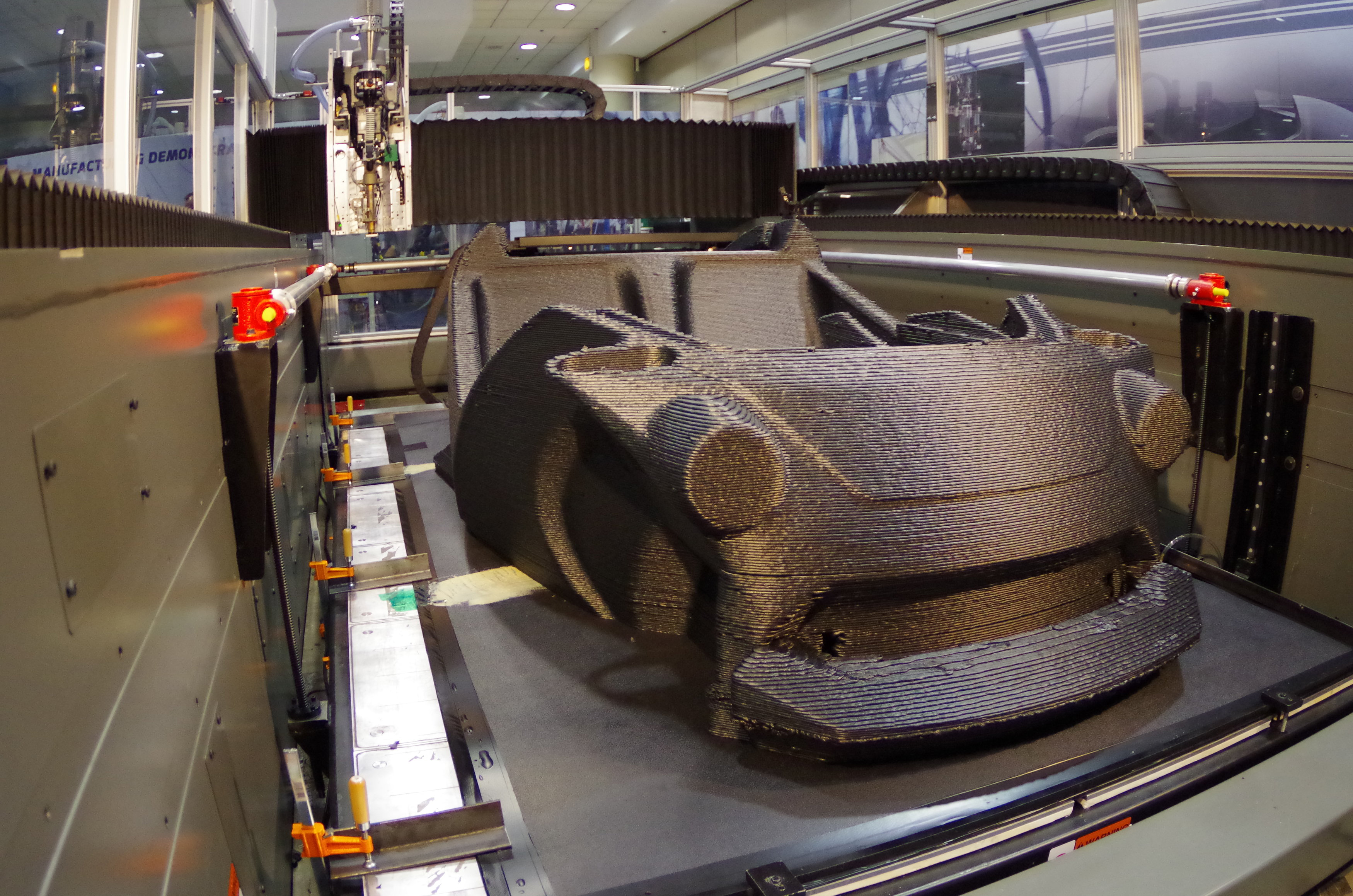
Уменьшайте скорость печати с шагом 10 мм/с, пока не заметите разницу. Но не идите слишком медленно. Если ваша насадка работает слишком медленно, нить накала будет висеть в воздухе слишком долго. Итак, экспериментируйте с разными скоростями, пока не найдете ту, которая подходит вам лучше всего.
Изменение ориентации модели
Если вам надоело возиться с настройками для получения более длинных мостов или у вас просто нет времени, попробуйте сориентировать модель так, чтобы полностью (или почти полностью) исключить мосты. Помните о правиле 45°: если свес превышает 45°, вам необходимо подумать о подпорках.
Ознакомьтесь с нашим постом о том, как освоить печать с выступами более 45 градусов, если вы чувствуете себя очень смело.
Необходимо добавить опоры
Почему бы не использовать их, пока мы говорим о поддержке? Опоры для мостов избавят вас от беспокойства по поводу неаккуратных мостов. Их удаление может быть головной болью, но у нас есть руководство, которое поможет вам добиться успеха с поддержкой.
Помните, что после печати вам нужно будет убрать опоры! Шлифовка и другие виды постобработки — ваши союзники! Некоторые модели делают удаление отпечатка практически невозможным или это сложно сделать, не испортив поверхность отпечатка.
Отрегулируйте настройку моста 3D-печати вашего слайсера
Измените настройку вашего слайсера в соответствии с вашими потребностями. На PrusaSlicer даёт лучшие результаты при длинных мостах 3D-печати. Однако в Cura вам необходимо включить параметр 3D-печати на вкладке «Экспериментальные» или выполнить поиск 3D-печати.
Рекламные объявления
3D-печать мостов: 6 советов по созданию идеальных мостов
Приблизительное время чтения: 3 мин.
Если вы испытали разочарование из-за грязных мостов, читайте дальше, чтобы узнать о наших простых советах и рекомендациях, чтобы сохранить ваши мосты 3D-печати в чистоте!
Что это такое?
Прототип моста, напечатанный на 3D-принтере (Источник: ZMorph)
Мост в 3D-печати представляет собой экструзию материала, которая горизонтально соединяет две выступающие точки. Однако, если вы читаете эту статью, мосты на ваших отпечатках, вероятно, не слишком горизонтальные. Не корите себя. Проблемы с мостами чрезвычайно распространены, и, к счастью, их относительно легко устранить.
Однако, если вы читаете эту статью, мосты на ваших отпечатках, вероятно, не слишком горизонтальные. Не корите себя. Проблемы с мостами чрезвычайно распространены, и, к счастью, их относительно легко устранить.
Итак, давайте углубимся в несколько быстрых советов и приемов, чтобы добиться наилучших результатов 3D-печати!
Протестируйте свой принтер
Сложный тест на перемычку успешно напечатан в 3D (Источник: Уолтер через Thingiverse)
Прежде чем вы начнете настраивать параметры, важно увидеть, насколько хорошо ваш принтер может (или не может) выполнять перемычку. Попробуйте распечатать этот промежуточный тест. На одном отпечатке вы сможете увидеть, какая длина моста сложна для вашего принтера. Мосты размером от 50 до 100 мм хороши, а мосты с пролетом более 150 мм — отлично. Если этот тест не пройден хорошо, не волнуйтесь; это просто для того, чтобы выяснить масштабы проблемы.
Увеличьте охлаждение
Вентиляторы вашего принтера можно отрегулировать для охлаждения экструдированного материала (Источник: блог Elon Technology)
Пытаясь оптимизировать возможности моста вашего принтера, сначала увеличьте охлаждение печати (скорость вентилятора печати). Если вы печатаете мосты с низкой настройкой охлаждения печати, нить просто утонет в большом месиве расплавленного пластика. Итак, начните со 100% скорости вращения вентилятора и следите за улучшениями.
Если вы печатаете мосты с низкой настройкой охлаждения печати, нить просто утонет в большом месиве расплавленного пластика. Итак, начните со 100% скорости вращения вентилятора и следите за улучшениями.
Однако, если вы заметили засорение или плохую адгезию слоев, значит, у вас слишком высокая скорость вентилятора! Уменьшите его с шагом 5% и перейдите к следующему простому исправлению.
Уменьшение расхода
Крайний случай чрезмерной экструзии (Источник: donnysaysvacuum через Reddit)
Чтобы материал аккуратно перекрыл зазор, он должен быстро схватываться. Так что, если из сопла вытекает слишком много расплавленной нити, она не успеет застыть. Это, скорее всего, сделает ваш отпечаток похожим на падающий Лондонский мост.
Уменьшив скорость потока (или множитель экструзии) в вашем слайсере, ваш принтер сможет выдавливать устойчивый поток нити, который может охлаждаться в красивый мост.
Уменьшите температуру
Температурные башни показывают возможности принтера при разных температурах (Источник: brunofporto через Thingiverse)
Следующий совет очень похож на предыдущий. Если температура вашего сопла слишком высока и из него вытекает слишком много нити, печатный материал не успеет остыть и затвердеть. Это, вероятно, приведет к прилипанию нити к соплу или образованию очень грязной перемычки.
Если температура вашего сопла слишком высока и из него вытекает слишком много нити, печатный материал не успеет остыть и затвердеть. Это, вероятно, приведет к прилипанию нити к соплу или образованию очень грязной перемычки.
Температурная башня – отличный способ проверить, как ваш принтер справляется с разными температурами. Чтобы напечатать его, вам нужно будет манипулировать G-кодом, чтобы температура менялась с каждым уровнем. Чтобы получить доступ к этой опции в Cura, выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте подключаемый модуль «Vary Temp With Height».
Здесь вы можете ввести приращение высоты (как часто вы хотите менять температуру) и приращение температуры (насколько вы хотите ее изменить). Разработчик модели термоградирни предлагает необходимый код для Slic3r и Cura в деталях Thing.
Уменьшить скорость печати
Чистый, успешный тест на перемычку (Источник: Адам Адикименакис через YouTube)
Высокая скорость печати также может повлиять на качество перемычки. Если ваша насадка движется слишком быстро, нить не успеет прилипнуть к предыдущему слою или вовремя схватиться, чтобы перекрыть зазор. Другими словами, высокая скорость печати может привести к огромному беспорядку.
Если ваша насадка движется слишком быстро, нить не успеет прилипнуть к предыдущему слою или вовремя схватиться, чтобы перекрыть зазор. Другими словами, высокая скорость печати может привести к огромному беспорядку.
Попробуйте уменьшить скорость печати с шагом 10 мм/с, пока не заметите улучшение. Но не слишком медлите. Если ваше сопло движется слишком медленно, нить накала будет слишком долго висеть в воздухе и в конечном итоге свиснет. Итак, поэкспериментируйте с некоторыми скоростями, и вы обязательно найдете идеальную.
Настройка ориентации модели
В зависимости от ориентации ваших деталей вам могут понадобиться или не понадобиться опоры (Источник: концентраторы)
Если вы полностью устали от настройки параметров, чтобы получить более длинные мосты, или у вас нет времени, чтобы начать , попробуйте сориентировать модель так, чтобы полностью (или почти полностью) исключить мосты в модели. Просто помните правило 45°: если свес больше 45°, вам придется подумать о подпорках.
Всего комментариев: 0