Стойки ограждения перекрытий Стела для ограждения опасных зон
предназначены для создания инвентарных перекрытий зданий
3 910 ₽
Технические характеристики
Масса
11.5 кг
Высота ограждения
1.3 м
Допустимая нагрузка
80 кг
Ограждающие пояса
3 шт
Шаг установки (м)
2-2.5 м
Покраска
Грунт
Высота стойки от перекрытия (мм)
1300 мм
Количество ограждающих поясов (шт)
3 шт
Глубина захвата
200 мм
Максимальный размер профиля (мм)
брус 40×40 мм, доска 20×100 мм
Модификации
Стойки ограждения «Стела 25/35»
Показатели
Толщина обхватываемого перекрытия (мм)
250-350
Габаритные размеры Д*Ш*В (мм)
250x150x1800
3 910 ₽
В корзину
Стойки ограждения «Стела 15/25»
Показатели
Толщина обхватываемого перекрытия (мм)
150-250
Габаритные размеры Д*Ш*В (мм)
250x150x1700
3 910 ₽
В корзину
Стойки ограждения «Стела» предназначены для создания инвентарных перекрытий зданий и сооружений, ограждения опасных зон и безопасного проведения строительно-монтажных работ.
Применение стойки ограждения «Стела»
Металлическая стойка для ограждения перекрытий «Стела», устанавливается стационарно на монолитном перекрытии строящихся жилых, промышленных, общественных зданий и сооружений. Кронштейн ограждения служит для организации ограждения предотвращающего непреднамеренный доступ человека к границе перепада по высоте. Инвентарные стойки «Стела» гораздо надежнее других видов ограждений, имеет более продолжительный срок службы.
Конструкция и особенности стойки ограждения «Стела»
Инвентарные стойки ограждения перекрытий «Стела» представляет собой сварную металлическую конструкцию, изготовленную из прямоугольных труб, равнобокого уголка, листового проката и винтовой пары, с помощью которой оградительная стойка закрепляется на перекрытии.
Конструкция кронштейна ограждения спроектирована и изготовлена в соответствии с ГОСТ 23118-99 «Конструкции стальные строительные. Общие технические условия», ГОСТ 23120-78 «Лестницы маршевые, площадки и ограждения стальные.
Технические условия», рабочими чертежами «КД 5262-001-09140107-2014» и другими требованиями и нормами безопасности к данному виду оборудования, установленными в действующих технических нормативных правовых актах.
Конструкция обеспечивает необходимую прочность и жесткость при приложении испытательной нагрузки в горизонтальной плоскости величиной 0,54 кН, предусмотренной в СНиП 2.01.07-85 «Нагрузки и воздействия».
Стойка защитного ограждения перекрытий и переходов.
345 ₴с НДС
Характеристики стойки защитного ограждения:
Высота, мм — 1500
Ширина, мм — 190
Высота скобы, мм — 220
Диапазон захвата, мм — 90 — 420
Вес, кг — 6,5
Количество товара Стойка защитного ограждения перекрытий и переходов
Артикул: stojka-zashhitnogo-ograzhdeniya-1500
Категории: Защита и безопасность, Ограждение, Строительное оборудование и материалы, Строительные ограждения
Описание
Детали
Отзывы (0)
Описание
Стойка защитного ограждения перекрытий и переходов
Стойка защитного ограждения перекрытий и рабочих мест на высоте и проходов к ним, применяются для недопущения падения рабочих в местах перепада по высоте при строительстве. Применяется при возведении новых и реконструкции действующих зданий и сооружений.
Строительные стойки защитного ограждения — устанавливаются на плиты бетонных перекрытий, имеющие параллельные горизонтальные плоскости. Зажимаются на плоскости при помощи винта крепления с усилием, обеспечивающим неподвижность стойки защитного ограждения. В нижнюю скобу держателя устанавливается бортовое ограждение высотой не менее 10 см. В верхнюю скобу стойки защитного ограждения устанавливается заполнение, так называемые поручни ограждения.
Требования к ограждениям защитным на строительных площадках.
Конструкция держателя защитного ограждения — парапета предусматривает использование в качестве поручня доску из древесины хвойных пород не ниже 2-го сорта толщиной 40мм и шириной 120 мм. Расстояние между стойками ограждения строительными в этом случае составит 2,5 м.
При использовании иного поручня, стойки устанавливаются на расстоянии, обеспечивающем прогиб поручня защитного строительного ограждения на величину не превышающую 10 см под воздействием равномерно распределенных нормативных нагрузок 400 Н/м (40 кгс/м), приложенных на поручень.
В местах, предназначенных для пребывания не более двух человек, допускается принимать в качестве нормативной сосредоточенную нагрузку, равную 400 Н ( 40 кгс), поочередно приложенную как горизонтально, так и вертикально в любом месте по длине защитного ограждения.
Если же ограждения строительные используются как страховочные, то прочность и устойчивость к действию горизонтальной сосредоточенной нагрузки должна быть не менее 700 Н (70 кгс), приложенной в любой точке по высоте ограждения в середине пролета. Страховочные наружные, кроме того, на прочность к действию груза массой 100 кг, падающего с высоты 1 м от уровня рабочего места в середине пролета. Коэффициент надежности по нагрузке для защитного и страховочного ограждения следует принимать 1, 2.
Высота парапетов для защитных или страховочных ограждений (расстояние от уровня рабочего места до самой низкой точки верхнего горизонтального элемента) должна быть не менее 1,1 м, сигнальных — от 0,8 до 1,1 м включительно.
Максимальное расстояние между двумя держателями защитного ограждения (парапетами), т. е. длина одной секции ограждения не должно превышать 6,0 м.
Поверхность поручней парапета защитного строительного ограждения окрашивается желтой сигнальной краской.
Свежие записи
Укладка и уплотнение бетона. 26.03.2019
Опалубка. Назначение и виды опалубки. 18.03.2019
Что такое монолитное строительство? 18.03.2019
Стойки для опалубки перекрытий. 14.03.2019
Фибра полимерная для бетона 02.10.2017
Фибра полипропиленовая. Свойства, характеристики и способы применения. 02.10.2017
Электрические лампы для освещения их виды и характеристики 04. 09.2017
Расчет армирования бетонного пола 25.04.2017
Светодиоды — применение в освещении. 24.02.2017
Светодиодное освещение преимущества и недостатки. 23.02.2017
Фибра для бетона. 01.02.2017
Промышленные бетонные полы — технология устройства 31.01.2017
Наливной пол — рекомендации по устройству 29.01.2017
Строительство фундамента зимой. 24.01.2017
С чего начать строительство дома? 24.01.2017
Лестница деревянная — расчет ступеней и косоура. 23.01.2017
Внутридомовая деревянная лестница. 23.01.2017
Бадья для подачи бетона. Устройство и принцип работы. 02.12.2016
Строительный мусороспуск монтаж и демонтаж 07.10.2016
Колеса для тележек, тачек, рокл, вышек-тур, стендов. 29.07.2016
Защитные сетки в строительстве и сельском хозяйстве. 29.03.2016
Пневмонагнетатель — устройство и принцип работы. 25.03.2016
Зачем нужны фиксаторы для арматуры? 23.03.2016
Стойки защитного ограждения перекрытий и переходов 05.03.2016
Строительные ограждения — класифкация и назначение. 05.03.2016
Строительные сетки 23.02.2016
Строительный мусоропровод — рекомендации по эксплуатации. 14.02.2016
Как правильно выбрать лестницу или стремянку! 06. 02.2016
Подмость строительная «Мастерок»: рекомендации по эксплуатации. 05.02.2016
Подмость строительная «Мастерок»: монтаж и демонтаж. 05.02.2016
Вышка тура строительная: рекомендации по эксплуатации 05.02.2016
Вышка-тура строительная: монтаж и демонтаж 05.02.2016
Строительные леса клино-хомутовые: рекомендации по эксплуатации 05.02.2016
Леса строительные клино-хомутовые: монтаж и демонтаж. 05.02.2016
Леса строительные рамные: монтаж и демонтаж. 05.02.2016
Вы смотрите: Стойка защитного ограждения перекрытий и переходов 345 ₴ с НДС
В корзину
Практический пример: Ограждение спортивного пола
Загрузить PDF-файл для печати
Вызов
Олимпийские и соревнующиеся фехтовальщики годами кричали о неумолимых свойствах традиционных полов для фехтования. Полосы ограждения обычно кладут поверх твердого пола, такого как бетон или мрамор, что увеличивает вероятность травм нижней части спины, коленей и бедер. Вот почему компания Radical Fencing вмешалась и изобрела лучший переносной спортивный пол для фехтования. Он обеспечивает эффективное поглощение ударов, которое защищает спортсменов и позволяет командам брать с собой слово, если тренировочные площадки меняются. Более того, что действительно меняет правила игры, так это то, как дизайн скрывает провода и кабели, которые необходимы для спорта, но их сложно заменить и которые представляют очевидную угрозу безопасности.
Глагол ограждать происходит от существительного ограждать , первоначально означающего акт защиты . Было бы уместно, если бы компания Radical Fencing изобрела систему напольных покрытий, созданную специально для защиты спортсменов-фехтовальщиков.
Radical Fencing является производителем продуктов для ограждения, от оборудования для ограждения до компонентов и, совсем недавно, их портативной упругой системы плавающего пола. Кроме того, компания Action Floor Systems гордится тем, что вместе с новаторами и владельцем Radical Fencing помогает создать первый плавающий пол для ограждения в Колумбийском университете.
Команда фехтовальщиков Columbia Lions впервые обнаружила и протестировала модульную конструкцию пола во время чемпионата Лиги плюща 2015 года. После того, как Radical Fencing принесла одну из своих полос для тестирования, главному тренеру Columbia Lions Майклу Ауфрихтигу понравилось то, что он увидел, и он начал планировать ее широкомасштабное внедрение после этого.
Radical Fencing требовался производитель, который мог бы выполнить строительство. Они знали, что Action Floors станет надежным партнером и помощником благодаря нашему опыту работы с системами спортивных полов и портативными конструкциями.
Чтобы успешно завершить этот проект в команде, необходимо было понять и решить проблемы с полом и ограждением.
Процесс
Решение проблемы № 1
Потребность в спортивном напольном покрытии с амортизацией была одной из главных причин, побудивших к этому нововведению.
«Если вы посмотрите на старшее поколение фехтовальщиков, в том числе на олимпийских чемпионов, многие из них ушли из спорта из-за проблем с коленями, бедрами и лодыжками», — делится владелец Radical Fencing Филипп Беннетт. «Это проблемы, которые возникли в ходе их игровой карьеры — многолетней игры на твердом покрытии».
Беннетт объясняет, что это также является серьезной проблемой для молодых, растущих фехтовальщиков. Боль и болезненность в бедрах, голенях и коленях могут быстро обескуражить их. «Подобно тому, как у бегуна раскалывается голень, — добавляет Беннетт, — вам нужно подождать, чтобы зажить; это болезненно и может лишить вас практики».
Чтобы решить эту проблему, компания Action Floors предложила систему, разработанную для устойчивости, сочетающую в себе специальную систему Action NitroPanel® с первоклассным черным полом.
«Новая система спортивного пола позволяет спортсменам тренироваться дольше с меньшим количеством травм благодаря тщательному проектированию амортизирующих свойств и поддерживающей прокладки», — говорит технический директор Action Floors Дон Браун. «Он был разработан таким образом, чтобы у спортсмена было меньше шансов получить боль в мышцах, суставах и коленях из-за твердой игровой поверхности».
«Главный тренер сказал, что в этом году у него были более длительные тренировки, меньше травм и люди чувствуют себя лучше в конце тренировки благодаря новой системе напольных покрытий», — добавляет Беннетт.
Решение проблемы № 2
Одной из основных особенностей этой новой напольной системы площадью 5500 квадратных футов является то, что помещение имеет гладкую, ровную поверхность и не имеет открытых кабелей или проводки. Все токопроводящие металлические панели ограждения расположены заподлицо с окружающей деревянной поверхностью, не являющейся ограждением, а провода и кабели расположены под системой панелей пола.
Все эти возможности до сих пор были неслыханными в мире фехтования. Обычно провода и кабели, необходимые для систем подсчета очков, обычно перемещаются вместе с фехтовальщиком и располагаются вдоль верхней поверхности. Кроме того, металлическая полоса ограждения обычно располагается поверх пола без ограждения, что требует от спортсменов подниматься и спускаться с полосы ограждения, чтобы не споткнуться о провода и кабели.
«Провода очень восприимчивы к тому, что люди пересекают их, наступают на них и ломают их, — объясняет Беннетт.
Когда это происходит, фехтовальщики могут получить травмы, а поломка оборудования приведет к простою. Оборванный провод может сделать поверхность неработоспособной. Чем больше времени вы тратите на ремонт, тем меньше времени и ресурсов у вас остается на тренировки и игры.
«Это не похоже на перегоревшую лампочку, которую можно вкрутить новую, — добавляет Беннетт. «Починка сломанного провода требует времени и не может быть сделана немедленно».
Поверхность традиционного ограждения с оголенной проволокой и неровными поверхностями
Новая система ограждающих полов решает эту распространенную проблему двумя способами. Во-первых, новый дизайн включает в себя каналы под поверхностью, чтобы скрыть и организовать шнуры и провода. Шнуры теперь двигаются вместе со спортсменом и наматываются, чтобы устранить провисание. Кроме того, пол был изготовлен таким образом, чтобы полоса ограждения вписывалась в систему, а не располагалась сверху.
С момента установки в Колумбийском университете у команды фехтовальщиков более года не было ни одного обрыва проволоки. Хотя это наиболее важно означает, что спортсмены находятся в безопасности, это также показывает, что оборудование не ломается.
Решение проблемы № 3
Прежде чем начать проект, компания Radical Fencing поделилась еще одной распространенной проблемой, связанной с ограждением объектов. «Мы узнали, что многие клубы не владеют своими помещениями, они их арендуют, — делится Браун.
В индивидуальной портативной системе спортивного пола Action NitroPanel® элементы сцепляются друг с другом и могут быть легко удалены и переустановлены в любое время.
«Переносной пол позволяет Колумбийскому университету брать с собой свою систему ограждения пола, если пространство меняется», — добавляет Браун. «Это определение настоящей инвестиции: та, которую команда намерена сохранить в течение длительного времени, останется ли она в подвале или переместится в новое место».
Результаты
До ремонта в фехтовальном зале было восемь дорожек, ни одна из которых не была олимпийского размера. Теперь в комнате всего девять полос, шесть из которых имеют стандартную длину и все — стандартную ширину.
Что касается сотрудничества между Radical Fencing и Action Floors, Беннет высоко оценивает это партнерство.
«Точно так же, как спортсмены в футбольной команде защищают друг друга, чтобы в конечном итоге набрать очки, взаимосвязь между Radical Fencing и Action Floors была положительной», — делится Беннетт. «Action Floors была с нами с самого начала, и мы ценим тот факт, что это американская компания».
Компания
Action Floors была удостоена чести работать над этим проектом вместе с новаторами Radical Fencing. Команда фехтовальщиков Колумбийского университета очень довольна своей новой поверхностью для фехтования, которая обеспечивает больше игрового пространства, защищает их суставы и повышает общую безопасность и эффективность благодаря скрытым шнурам и ровной поверхности.
Чтобы узнать больше о возможностях систем спортивных полов, узнайте, как наши системы спортивных полов можно использовать для различных конечных целей, от детских садов для собак до музыкальных залов и баскетбольных площадок с несколькими площадками. Подобные проекты показывают, насколько настраиваемыми могут быть системы спортивных полов Action Floors. Отправьте нам сообщение сегодня, чтобы сотрудничать — будь то баскетбольная площадка или что-то совершенно другое, мы здесь, чтобы помочь.
Декоративные ограждения и полы — Costway
Главная>Декор>Декоративные аксессуары>Декоративные ограждения и полы>
При форматной обработке самых разных материалов важнее всего неизменно высокое качество резания. Кроме того, большую роль играет снижение шума. От обработки массива древесины до обработки древесностружечных плит с множеством покрытий, а также пластмасс или противопожарных панелей — дисковые пилы Leitz для форматной обработки всегда обеспечивают идеальные результаты качества в сочетании с высокой стойкостью инструмента. Leitz предлагает подходящий инструмент для любых требований.
0 раз
Возможно выполнение (многократной) переточки благодаря твердосплавной напайке
0 дБ(А)
Снижение уровня шума на холостом ходу, чем у стандартных алмазных дисковых пил
0 %
Дисковые пилы Katana и BrillianceCut не нуждаются в доработке
Обработка большого ассортимента материалов
Идеальное качество обработки
Для форматной и финишной обработки
Высокая стойкость инструментов
Premium: для универсального применения
Excellent: для специальных задач (WhisperCut, Katana, BrillianceCut)
С лазерными орнаментами
Многократная переточка
Для ручных и форматно- раскроечных станков
Для обработки большого ассортимента материалов
Короткие сроки поставки
Твердосплавные или алмазные режущие пластины
Ваши преимущества благодаря …
Для обработки различных материалов, таких как ЛДСП, плит из древесных пластиков, материалов на основе полимерной связки
Большой ассортимент продукции для любых требований
Режущие пластины HW и DP для любых требований
Может использоваться на ручных и форматно- раскроечных станках
Меньше брака и переделок благодаря качественной обработке кромок и поверхностей
Katana: при пилении массивной древесины поперек волокон шлифование не требуется благодаря безупречной обработки кромок и поверхностей
Многократная переточка благодаря большой напайной режущей пластины
Значительная экономия средств и времени за счет исключения необходимости доработки
Снижение уровня шума и вибраций за счет лазерных орнаментов, неравномерного шага между зубьями и адаптированной геометрии впадин для удаления стружки (в зависимости от ассортимента продукции)
WhisperCut: снижение шума на 6 dB(A) за счет лазерных орнаментов с заливкой, специальной геометрии впадин для удаления стружки и инновационной формы зубьев
Дисковые пилы для форматно-раскроечных станковДисковая пила Katana на форматно-раскроечном станкеДисковая пила WhisperCut на форматно-раскроечном станкеДисковая пила BrillianceCut на форматно-раскроечном станке Форматная обработка дисковой пилой FZ/TR
Пилы дисковые для многопильных станков ультратонкие LM01 1300 300b2.5d80z24+2 Freud
Дату доставки сообщит продавец
1 911 грн
Купить
Пилы дисковые для многопильных станков ультратонкие LM01 1000 300b2.5d30z24+2 Freud
Дату доставки сообщит продавец
1 911 грн
Купить
Пилы дисковые для многопильных станков ультратонкие LM01 0900 250b2.2d80z20+2 Freud
Дату доставки сообщит продавец
1 638 грн
Купить
Заточной станок для дисковых пил AL-FA ALS8
Дату доставки сообщит продавец
3 299 грн
Купить
Пила дисковая для многопильных станков, D 250, 3,6/2,4, z 18+2
Дату доставки сообщит продавец
665 грн
Купить
Пила дисковая для многопильных станков, D 300 (315), 3,8/2,6, z 18+4
Дату доставки сообщит продавец
825 грн
Купить
Пила дисковая для многопильных станков, D 350 (355,360), 4,3/2,8, z 18+4
Дату доставки сообщит продавец
1 025 грн
Купить
Пила дисковая для многопильных станков, D 400, 4,3/2,8, z 18+4
Дату доставки сообщит продавец
1 065 грн
Купить
Пила дисковая для многопильных станков, D 450, 5,0/3,2, z 24+6
Дату доставки сообщит продавец
1 360 грн
Купить
Диск пильный по ламинату, ДСП и МДФ Leuco 300×3,2/2,2×30 Z=96 для форматно-раскроечных станков
Дату доставки сообщит продавец
2 545 грн
Купить
Настольная пила по дереву «L’invicibile six»
(512) 931-1962
Преимущества эксклюзивного выбора. Покупая машину «L’invincibile six», вы получаете индивидуальное решение благодаря опыту, техническим исследованиям и итальянскому творчеству .
Консоль Eye-S Основные функции: — связь между машинами, принадлежащими к одной сети компании и 4.0 Промышленная предустановка — совместное использование базы данных рабочих программ и инструментов — мониторинг активности и отчеты об использовании машины — подключение к SCM Thundercut (приложение оптимизатора/секвенсора) — самодиагностика, дистанционное обслуживание и ссылка на поиск и устранение неисправностей
Преимущества
Двойной наклон лезвия: максимальная высота без компромиссов. Эксклюзивное решение Scm, способное одновременно использовать пильный диск 550 мм и подрезной диск 160 мм для .Наклонные пропилы 0° и ± 46° , обеспечивающие наилучшую производительность на шпонированных панелях и компонентах из массива дерева.
Скользящая каретка: максимальное качество резки гарантировано с течением времени. Каретка никогда не потребует регулировки благодаря своей конструкции со стальными направляющими с арочной шлифовкой (разработка Scm).
Консоль eye-S: удовольствие от управления всеми функциями машины с панели управления . Новая панель управления с привлекательным дизайном позволяет легко и интуитивно программировать машину, сочетая 15-дюймовый цветной сенсорный дисплей и активный пользовательский интерфейс Maestro.
Полная поддержка: удобные и точные механические компоненты. Обеспечивает максимальную поддержку панели под любым углом благодаря эксклюзивным запатентованным решениям SCM, состоящим из единого центра вращения для максимальной надежности с течением времени. Электронное управление обновляет в режиме реального времени данные о положении трех беспроводных ЖК-ограничителей на ограждении « Quick Lock».
Технические данные
Непобедимый шесть х
Макс. диаметр пильного диска с установленным подрезчиком
мм/дюймы
550 / 22
Размер оправки пильного диска
мм
30
Максимальный выступ пильного диска от стола до 90°/+46°/-46°
мм/дюймы
200/130/105 7,8/5,1/4,1
Ширина реза на параллельном упоре (пропускная способность)
мм/дюймы
1500/59
Макс. квадратный ход циркулярной пилы
мм
3200 / 126
Трехфазный двигатель
л.с.
15
Независимый подрезной двигатель
л.с.
1
Програмное обеспечение
Тематические исследования
Тик Сфорци Парусные и автомобильные технологии
Подробнее
Средства массовой информации
Документация
L’invincibile_RU
Запрос информации
Запросить информацию
Заполните онлайн-форму, чтобы продавец связался с вами
Спасибо Ваше сообщение отправлено.
Ошибка! Произошла ошибка
Программируемая дисковая пила Nova SI 400
(512) 931-1962
Программируемые или ручные циркулярные пилы с диском 400 мм. Гарантированное качество у вас под рукой.
Преимущества
Пильный агрегат: идеальный рез. Максимальная жесткость на кручение и полное отсутствие вибрации благодаря замкнутой конструкции пильного блока, что обеспечивает идеальное выравнивание лезвий во время наклонных и сложных пропилов.
Скользящая каретка: плавное скольжение и прочная рабочая поверхность. Широкая секция каретки с закрытой сетчатой геометрией обеспечивает исключительную жесткость и минимальный прогиб. Плавное рабочее движение со временем гарантируется системой подшипников скольжения , работающих на направляющих из закаленной стали с использованием эксклюзивного метода механической фиксации .
Ручные движения: всегда удобные и точные. Простота использования в повседневной работе благодаря специальной коробке передач, полностью защищенной от пыли (запатентованное решение Scm), которая обеспечивает плавную и прямую передачу. Каждое минимальное движение маховика соответствует точной регулировке лезвия.
Ручная регулировка подрезного узла: просто и эффективно. Регулировка по вертикали и горизонтали осуществляется с помощью удобных механических рычагов, которые работают напрямую, совершая точные и плавные движения. Полезные механические упоры позволяют сразу найти заданное положение. Расположение органов управления позволяет использовать их, не отходя от передней части машины.
Технические данные
Нова си 400
Макс. диаметр пильного диска с установленным подрезчиком
мм/дюймы
400 / 16
Максимальный выступ пильного диска от стола на 90°/45°
мм/дюймы
140/97 5,5/3,8
Ширина реза на параллельном упоре (пропускная способность)
Принцип работы углекислотного редуктора. Преимущества двухступенчатого редуктора.
Углекислый газ в газовом баллоне находится под очень большим давлением. Рабочее давление в баллоне зависит от количества заправленного углекислого газа, а также температуры окружающей среды. Мы хотели бы напомнить о количестве заправляемого Со2 — максимально допустимое количество углекислого газа 720 гр. на 1 литр баллона. Более подробно о требованиях к баллонам, Вы можете прочитать в статьях Важная информация о баллонах СО2 и Расход Со2 в аквариуме.
Для правильной работы Баллонной системы Со2 для аквариума кроме баллона нужно устройство, обеспечивающее понижение и стабильное давление углекислого газа, поступающего из баллона. Таким устройством является редуктор.
В этой статье мы расскажем о углекислотном редукторе, узнаем о устройстве и принципах его работы, узнаем о преимуществах двухкамерных редукторов.
Устройство углекислотного редуктора и принцип его работы
Углекислотный редуктор, после его подключения к баллону и открытия вентиля производит понижение высокого давления в более низкое. Настроенное рабочее давление автоматически поддерживается независимо от изменений давления газа в баллоне.
На углекислотном редукторе, как правило установлено два манометра. Первый манометр, показывает давление в баллоне, второй манометр показывает давление на выходе. Это давление можно регулировать специальным регулятором.
Углекислотный редуктор работает следующим образом. Углекислый газ, под большим давлением попадает в редуктор через входной штуцер. Давление поступающего газа можно увидеть на первом манометре. Далее газ, преодолевая сопротивление пружины и отжимая ее вниз попадает в полость камеры. Так как площадь сечения камеры намного больше, чем площадь сечения проходного штуцера, в результате этого происходит понижение давления. Это давление можно увидеть на втором манометре.
Регулирование выходного давления
Регулировка давления производится при помощи ручки регулятора, которая как правило находится на передней части углекислотного редуктора. Поворачивая ее влево или вправо, происходит сжатие пружины, которая в свою очередь воздействует на мембрану. В результате такой регулировки происходит открытие отверстия, через которое углекислый газ проходит в полость камеры.
Мембрана углекислотного редуктора изготавливается из маслостойкой эластичной резины, что в свою очередь влияет на ее точное позиционирование относительно выходного отверстия.
Со временем давление газа в баллоне снижается и верхняя регулирующая пружина может немного опускаться. В результате этого изменяется площадь проходного сечения впускающего клапана
Постоянное давление в камере редуктора обеспечивается за счёт того, что при снижении давления газа, поступающего из баллона, мембрана перемещается вверх, сжимая обратную (верхнюю) пружину, а при увеличении давления – опускается вниз. Выходное же давление остаётся стабильным вследствие соответствующего изменения площади проходного сечения запорного вентиля.
При открытии вентиля на баллоне происходит воздействие повышенным давлением на мембрану углекислотного редуктора повышенным давлением. Для обеспечения ее целосности на углекислотных редукторах устанавливается предохранительный нерегулируемый клапан. Такой клапан срабатывает в тех случаях, когда штуцер по каким-либо причинам теряет свою герметичность и начинает пропускать через себя увеличенный объем углекислого газа.
Двухкамерный (двухступенчатый) редуктор
По конструктивному исполнению углекислотные редукторы разделяются на два типа, проще говоря отличаются количеством рабочих камер. Это однокамерные и двухкамерные редукторы.
Принцип работы однокамерного редуктора мы рассмотрели выше. Основное отличие двухкамерного от однокамерного редуктора — это наличие второй рабочей камеры.
Двухступенчатый газовый редуктор схематично представляет собой два включенных последовательно одноступенчатых редуктора. Первый редуктор, по току газа, это первая ступень редуцирования (понижения давления), в которой входное давление значительно снижается благодаря уже предустановленным заводским отрегулированным параметрам. На второй ступени, с помощью регулятора (рукоятки, регулирующего винта), осуществляется уже точная регулировка выходного давления и его поддержание стабильным и постоянным.
Двухкамерные редукторы не подвержены так называемому дампу. Настроенное давление на выходе стабильное на протяжении всего срока использования углекислого газа в баллоне.
Манометр давления на выходе из редуктора имеет шкалу с красной зоной, на которой есть надпись «ТРЕБУЕТСЯ ЗАПРАВКА». Когда в баллоне начнет заканчиваться газ, стрелка попадет в красную зону, что в свою очередь будет подсказкой о необходимости заправки баллона. Мы рекомендуем прекращать подачу газа, когда в баллоне давление дошло до показателя 3,5 Mpa.
Типы резьбы G 3/4 и W 21.8
Для подключения редуктора к баллону используют комплектную накидную гайку, резьба штуцера вентиля должна соответствовать резьбе накидной гайки. Бывают ситуации, когда резьба вентиля баллона и накидной гайки углекислотного редуктора разная, в таком случае поможет специальный переходник. Такой переходник-адаптер позволит подключить оборудование с разными типами резьб.
На сегодняшний день самое распространенное оборудование, применяемое аквариумистами в Системах Со2 на территории России имеет два вида резьбы:
G 3/4 -резьба трубная цилиндрическая, является российским стандартом
W 21.8 — (она же Сп 21.8) — резьба трубная цилиндрическая, является европейским стандартом (Европа, КНР)
Резьба G 3/4 является стандартной на территории Российской Федерации. Приобретая углекислотный баллон и/или углекислотный редуктор с резьбой W 21.8 стоит обратить внимание на возможность последующей перезаправки баллона. В некоторых городах на специализированных заправочных станциях могут возникнут сложности с заправкой баллонов с таким типом резьбы. В таком случае возможно потребуется переходник-адаптер.
В нашем интернет-магазине всегда можно приобрести профессиональные однокамерные и двухкамерные углекислотные редукторы, комплектные Системы подачи газа в аквариум. Редуктора имеют накидную гайку с резьбой Российского стандарта G 3/4. Также мы готовы предложить переходники-адаптеры для подключения оборудования с разными типами резьбы.
Если вам понравилась статья, поделитесь ею с вашими друзьями!
Углекислотный редуктор давления. Регулировка подачи защитного газаРемонт и строительство дома
Распространенные заблуждения при выборе редуктора для сварочных работ (аргон, углекислота)
Генри Форд в свое время говорил: «Нет плохих автомобилей, есть люди, которые неправильно сделали свой выбор». Поговорим сегодня о том, как выбрать редуктор для полуавтоматической или автоматической сварки в среде защитных газов и сделать этот выбор правильно.
Заблуждение №1
Состоит в том, что многие сварщики выбирают редуктор УР-6-6. Чем он плох? Изначально он разрабатывался для пищевой промышленности еще в советское время, т. е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:
Универсальный АР-40/У-30
На аргон АР-40-2
На углекислоту У-30
Или их аналоги. Основной особенностью этих редукторов, в отличие от УР-6-6, является наличие на манометре низкого давления градуировки в л/мин для каждого рода газа. Это очень удобно для работы, вам уже не нужно будет, как на УР-6 настраивать расход на глаз, приблизительно или смотреть по таблицам.
Заблуждение №2
Когда выбирают для регулярного использования при сварке в среде защитных газов малогабаритный редуктор, который не предназначен для ежедневного использования и стопроцентной загрузки. «Малогабаритки», если их использовать в промышленности, будут недолговечны. При постоянной работе используйте редукторы большого габарита с более качественным редуцирующим узлом, который способен выдержать длительные механические и температурные нагрузки, более точно поддерживать заданное давление и расход, соответственно, потери газа в таком редукторе будут меньшими.
Заблуждение №3
Многие сварщики думают, что редукторы с ротаметром являются более экономичными, чем с манометрическим указанием расхода. На самом деле это не так. Расход одинаковый. Отличие состоит только в том, что расход ротаметром измеряется и показывается в реальном времени, а редуктор с манометром показывает расход косвенно, т.е. в соответствии с расходной шайбой и рассчитанной шкалой в л/мин, нанесенной на манометр низкого давления.
Заблуждение №4
Некоторые сварщики думают, что редукторы с двумя ротаметрами предназначены для подключения двух сварочных постов. На самом деле они используются для сварки химически активных материалов, таких как титан, ведь при сварке титана защиту сварного шва нужно обеспечить с двух сторон. Пригодится такая защита и при сварке ответственных узлов из нержавейки. К первому ротаметру подключается горелка, через которую подается газ для защиты сварочной ванны, ко второму – рукав по которому газ поступает к обратной стороне шва.
Заблуждение №5
Применение (с целью экономия средств) вместо специализированного редуктора, допустим, редуктора кислородного или пищевого назначения. Этого делать нельзя, так как последние устройства не предназначены для сварки в среде защитных газов. Особенно при работе в среде углекислого газа они будут постоянно замерзать и выходить из строя, что грозит потерей углекислоты или аргона, которые достаточно дорогостоящие. Поэтому вместо экономии вы потеряете.
Заблуждение №6
Не использовать подогреватели при работе с углекислотой. Диоксид углерода имеет высокий коэффициент расширения, поэтому в процессе его испарения из баллона и редуцирования температура на редуцирующем клапане может понижаться до – 60 градусов. Влага, которой достаточно много в этом газе, кристаллизуется, что может привести к выходу из строя редуктора, что в свою очередь повлечет или прекращение подачи газа, или его самотек. Все это отразится на качестве сварных швов.
Применяйте при работе с углекислотой подогреватели. Они бывают:
Проточного типа
Встроенные на входной штуцер
Встроенные (этот тип мы не рекомендуем покупать)
Заблуждение №7
Купив редуктор с ротаметром, некоторые сварщики пытаются снять корпус и регулировать задающий винт или клапан. Этого делать не нужно. Все уже настроено производителем. Ваша задача установить регулирующее устройство на баллон и подключить к сварочному аппарату.
svarka-master.ru
советы по выбору для сварщика
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.
Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
голубой цвет с черной надписью — кислород;
белый с красным текстом — ацетилен;
черный с синей надписью — технический аргон;
черный с белой надписью — сырой аргон;
черный с желтой надписью — углекислота (СО2).
В зависимости от того, применяется ли вами газовая сварка, аргонодуговая либо сварка в углекислоте, выбирайте соответствующий редуктор.
На рынке или в магазине это легко сделать по цвету — цвет редуктора ля сварки соответствует цвету баллона, для которого он предназначен. Голубой — для кислорода, черный — для аргона (он же подойдет для углекислого газа), и так далее.
Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя.
Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Во избежание ошибочных действий сварщика на редукторах для горючих и негорючих газов делается разная резьба. Для горючих — левая, для негорючих, соответственно, правая.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Что выбрать
Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном. Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6.
Он компактный, недорогой, а благодаря наличию двух манометров позволяет довольно удобно определять расход «на глаз». Для бытовой сварки высокая точность не нужна. Один манометр при этом показывает остаточное давление в баллоне, а второй ориентирован на демонстрацию расхода газа — литр в минуту.
Кислородный и аргоновый регуляторы ля сварки теоретически взаимозаменяемы. При этом кислородный будет работать хуже с падением давления в баллоне до критической точки около 1 атмосферы.
В качестве примера аргонового редуктора для сварки можно назвать АР-40-2 отечественного производства. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Если нет ограничений по финансам, а объем сварочных работ предполагается высоким, то стоит предпочесть устройство не с дополнительным манометром, а с ротаметром.
Ротаметр значительно точнее показывает расход газовой смеси, поскольку работает по иным принципам — он делает измерения в режиме реального времени. Такими приборами пользуются профессионалы.
svaring.com
Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
голубой цвет с черной надписью — кислород;
белый с красным текстом — ацетилен;
черный с синей надписью — технический аргон;
черный с белой надписью — сырой аргон;
черный с желтой надписью — углекислота (СО2).
Чем отличается кислородный редуктор от углекислотного
Газобаллонное оборудование-относится к классу повышенной опасности. Выполняя работы с применением подобных устройств,необходимо знать правила и соблюдать необходимые предписания безопасности. В противном случае, существует реальная опасность для здоровья и жизни.
Существует различное газобаллонное оборудование,которое оказывает защитную и вспомогательную функцию при эксплуатации, к ним относятся и редукторы. В зависимости от сферы применения и конструкционных особенностей они могут быть кислородными и углекислотными.
Кислородный редуктор, его особенности
Устройство, которое предназначено для регулировки или снижения газа, который поступает из определенной емкости, например баллона, до необходимого регламентированного уровня называется редуктор. Также он должен обеспечивать стабильный рабочий процесс, если имеет место нахождения на газопроводе или рампе.
Кислородный редуктор — устройство
Кислородный редуктор используется для поддержания рабочего давления в баллоне, газопроводе, невзирая на перепады давления в меньшую и большую сторону. Этот агрегат играет огромную роль и имеет значительную ценность для сохранности газобаллонного оборудования. Его конструкция позволяет давать оценку правильной работе всей системы. Если данный узел не устанавливать, вполне реально получить «эффект запирания».
Данное состояние означает, что газ начнет выходить очень быстрым потоком и скорость его перемещения может достигнуть скорости звука, и баллон начнет вибрировать и двигаться по поверхности.
Кислородный редуктор имеет достаточно простую конструкцию, состоит из:
Камеры с высоким давлением.
Камеры с рабочим давлением.
Соединительного клапана.
Манометры для каждой из камер.
Технические параметры указываются в маркировке и обозначают:
«С»- сетевой агрегат.
«Р»- рамповое устройство.
«Б»-баллонное устройство.
Сфера применения кислородных редукторов достаточно широкая:
При произведении сварочных работ с применением баллонов, во избежание прерывания подачи газа, качество которого отвечает за результат работы.
В медицинских заведениях устройство обеспечивает бесперебойную подачу кислорода пациентам которым введен наркоз и подключена ИВЛ.
В авиации редуктор кислородный обеспечивает подачу кислорода пассажирам.
Углекислотный редуктор, особенности
Устройство, которое автоматическим методом понижает давление находящегося внутри углекислого газа и регулирует правильную подачу и стабильное давление на выходе, имеет название углекислотного редуктора. Подобное устройство предназначено для установки на газовые баллоны. Редуктор может осуществлять закрытие затвора выпускающего клапана, в случае прекращения проведения работ.
Редуктор углекислотный
Углекислотный редуктор конструктивно состоит из:
Клапан и седло с уплотняющими элементами.
Мембрана с твердым центром в специальной камере.
Пружинный элемент действующий на впускающий и выпускающий клапан.
Углекислотные редукторы имеют множество сфер применения:
Сварочные процессы производятся при наличии углекислого редуктора, если баллоны наполнены углекислым газом.
Производственное направление синтетических продуктов.
Химические производства.
В пищевой индустрий, при производстве шипучих(газированных) напитков.
В медицинской сфере, при проведении некоторых видов оперативных вмешательств.
В системе водоснабжения,углекислый газ очищает от щелочных отложений.
В сельскохозяйственной практике для обеспечения дополнительного тепла в тепличных структурах.
При производстве бумаги и целлюлозы, где необходимо заменить серную кислоту в качестве связующего компонента.
Редукторы необходимы практически везде,где используется баллонное оборудование с углекислым газом. Цель редуктора контролировать процесс подачи газа и стабилизировать возможные перепады давления.
Отличие кислородного редуктора от углекислотного
Объединяет эти два типа редукторов-одно, они предназначены для регулирования давления при подаче газа. Отличия есть в целевом предназначении, в популярности и в конструкции. Так, редукторы отличаются диаметром форсунки выпускающего клапана, масштабами накопительной камеры.Также кислородные редукторы используются чаще,поскольку кислород,как газ более востребован в промышленности.
Кислородный редуктор имеет 2 монометрических устройства, в то время как углекислотный-одно. Помимо этого отличие есть в металле, и материалах из которого устроены редуктора. Для того, прибор служил долго, обязательно необходимо подбирать правильно редуктор под вид используемого газа, несоблюдение этого правила может быть опасным.
vchemraznica.ru
Выбираем редуктор для сварки | Сварка своими руками
Если нужно купить редуктор для газопламенной обработки, вам желательно будет ознакомиться с ГОСТ 13861-89, где все детально расписано. Поэтому нет необходимости подробно останавливаться на этом вопросе и переписывать требования государственного стандарта, достаточно его просто скачать из интернета.
Стоит только отметить, что в маркировке зашифрована необходимая покупателю информацию, которая содержит все характеристики:
• назначение (баллон, сеть, рампа) • тип редуцируемого газа • количество ступеней и способ задания давления. • максимальная пропускная способность в м3/ч
Например, пропановый редуктор БПО-5-5 — баллонный, предназначен для снижения давления пропана, одноступенчатый с пружинным регулированием, пропустить может не более 5 м3/час .
Существует так же версия БПО-5-3-БМ без манометра, что сильно влияет на стоимость – он в два раза дешевле.
Регуляторы для дуговой сварки в активной/инертной среде так же подразделяются по типу применяемого газа, например:
• для углекислоты УР 6-6 (углекислотный) • аргоновый АР-40
Особой популярностью пользуются универсальные устройства, рассчитанные на Ar/CO2. Регулятор расхода газа универсальный У30/АР40 с 2-мя ротаметрами применяется , когда во время сварки нужно продуть аргоном шов с обратной стороны.
При работе в холодное время года, в особенности, когда требуется углекислый газ в качестве активной среды, который сам по себе при расширении приобретает низкую температуру, наблюдается промерзание редуктора, в результате чего нарушается его работа. Существуют специальные подогреватели типа ПЭГ-3 для полуавтоматической и полностью автоматизированной сварки, которые вам придется приобрести отдельно. Хотя есть в продаже и регуляторы, объединяющие в себе все необходимые функции и устройства, такие как универсальный У30-АР40П-220 (Ar/CO2) с подогревателем 220В — идеальный вариант для вашего электрогазосварочного поста.
svarka-master.ru
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:
По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.
Читать также: Как подключить светильник к двойному выключателю
Какой редуктор нужен для полуавтомата
Для того чтобы полуавтоматический сварочный аппарат мог хорошо функционировать, нужно подобрать к нему подходящий редуктор, который бы стабилизировал давление газа. Это позволит повысить качество сварочного шва, а также понижает расход газа, делая сварочный процесс более выгодным.
Для такой задачи подходит практически любой редуктор, который работает в среде газообразных газов. Также для полуавтоматической сварки подойдет редуктор, который используется для сжатого, а не сжиженного вида.
Если Вы решили работать с газом, то нужно обратить внимание на подбор газа. Диаметр шланга должен быть не более 5-и миллиметров, однако необязательно покупать специальные кислородные армированные шланги, способные работать под большим давлением. Давления в шланге, которая идет от сварочного аппарата, практически нет, однако шланг должен обеспечивать расход газа приблизительно 5 – 10 литров в минуту. Также важно, чтобы шланг при использовании не перегибался самопроизвольно, потому что так он будет перекрывать движение газа, а не держать свою форму. Если Вы подберете некачественный шланг, то сварочный процесс превратится для Вас в что-то страшное.
Редуктор для полуавтоматической сварки должен иметь 2 манометра. Один из них должен показывать давление в баллоне, а второй должен показывать расход газа в литрах за 1 минуту. Фактически, второй датчик является расходомером, что очень нужно для комфортного сварочного процесса.
При использовании небольшого тока достаточно расхода газа приблизительно 5 литров в минуту. Если Вам нужно повысить сварочный ток, то нужно, соответственно, повышать и расход газа. При сваривании полуавтоматической сваркой можно минимизировать расход газа. Для этого во время сварочного процесса нужно внимательно смотреть на шов, уменьшить подачу газа и продолжать варить до тех пор, пока в сварочном шве не будут появляться поры. Во избежание их появления Вам нужно увеличить расход газа и попробовать сваривать снова. После проварки небольшого шва можете оценить его качество.
Если оно Вас устраивает и соответствует требованиям к нему, можно продолжать работать при таком расходе газа. В таком случае это будет минимальным расходом газа, потому что при меньшем расходе будут образовываться поры. Выбор подачи и напряжения можно сделать с помощью ручек подачи проволоки и напряжения до того момента, пока Вы не получите желаемый результат. Как правило, для каждого сварщика существуют свои правила настройки подачи и напряжения, но все-таки существуют средние показатели, которые соответствуют государственным стандартам.
Популярным редуктором для сварочных аппаратов является редуктор 2-КВД. В нем сочетаются все необходимые качества, необходимые для редуктора, например, он имеет два манометра для высокого и низкого давления. Редуктор позволяет производить сваривание высокого качества при минимальных затратах денежных средств и нервов.
3g-svarka.ru
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
Впускающий клапан.
Уплотняющие элементы.
Камеру с регулирующей мембраной.
Выпускающий клапан.
Верхнюю пружину.
Управляющую пружину.
Присоединительный штуцер.
Корпус.
Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
Запорный вентиль.
Обычный однокамерный углекислотный редуктор работает следующим образом. Газ под давлением (которое контролируется манометром) из баллона поступает во входной штуцер. Пройдя в камеру, поток СО2 преодолевает сопротивление пружины, и отжимает её вниз, в результате чего газ поступает в полость камеры. Поскольку площадь её сечения значительно больше, чем площадь проходного сечения штуцера, то давление газа в камере понижается. Это изменение фиксируется вторым манометром.
Редуктор для полуавтоматической сварки
Какой редуктор выбрать для полуавтомата
3g-svarka.ru
Выбор редуктора для сварки
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование). Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.
Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
голубой цвет с черной надписью — кислород;
белый с красным текстом — ацетилен;
черный с синей надписью — технический аргон;
черный с белой надписью — сырой аргон;
черный с желтой надписью — углекислота (СО2).
В зависимости от того, применяется ли вами газовая сварка, аргонодуговая либо сварка в углекислоте, выбирайте соответствующий редуктор. На рынке или в магазине это легко сделать по цвету — цвет редуктора ля сварки соответствует цвету баллона, для которого он предназначен. Голубой — для кислорода, черный — для аргона (он же подойдет для углекислого газа), и так далее.
Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя. Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Обратите внимание! Во избежание ошибочных действий сварщика на редукторах для горючих и негорючих газов делается разная резьба. Для горючих — левая, для негорючих, соответственно, правая.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Что выбрать
Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном. Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить. Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6. Он компактный, недорогой, а благодаря наличию двух манометров позволяет довольно удобно определять расход «на глаз». Для бытовой сварки высокая точность не нужна. Один манометр при этом показывает остаточное давление в баллоне, а второй ориентирован на демонстрацию расхода газа — литр в минуту.
Кислородный и аргоновый регуляторы ля сварки теоретически взаимозаменяемы. При этом кислородный будет работать хуже с падением давления в баллоне до критической точки около 1 атмосферы.
В качестве примера аргонового редуктора для сварки можно назвать АР-40-2 отечественного производства. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Если нет ограничений по финансам, а объем сварочных работ предполагается высоким, то стоит предпочесть устройство не с дополнительным манометром, а с ротаметром. Ротаметр значительно точнее показывает расход газовой смеси, поскольку работает по иным принципам — он делает измерения в режиме реального времени. Такими приборами пользуются профессионалы.
Похожие статьи
svaring.com
Углекислотные редукторы
В случае если необходимо уменьшить давление углекислого газа, подаваемого из баллона к сварочному аппарату, рекомендуется использовать редукторы. Кроме того, они способны поддерживать давление газа на постоянном уровне, который необходим для работы.
Особенности использования углекислотных редукторов
Все сварочные полуавтоматы, которые работают с плавящимся электродом, а также аппараты для аргонодуговой сварки обязательно комплектуются редуктором. Во время сварки углекислота играет важнейшую роль: она защищает сварочную ванну от негативного внешнего воздействия. Благодаря этому шов получается ровным, аккуратным и более прочным. К слову сказать, углекислота применяется в пожаротушении, при производстве сухого льда, а также в пищевой промышленности — для производства шипучих напитков.
Режим работы для редукторов выбирается в соответствии с ГОСТом 15150 в температурном диапазоне от +5 до +50 °С.
В холодное время года, когда температура опускается ниже +5 °С, работа с углекислотой осложняется тем, что редуктор может замерзнуть. Специально для работы в неотапливаемых помещениях или на морозе используются углекислотные редукторы с подогревом. Это позволяет поддерживать стабильную работу оборудования.
Ввод редуктора в эксплуатацию
Прежде чем присоединить редуктор к баллону, обязательно убедитесь, что резьба входной гайки и накидного штуцера не сорвана. На штуцере и гайке не должно быть никаких загрязнений (масляных, жирных и др. ). Следует удостовериться в наличии фибровой прокладки и фильтра штуцера и обязательно – в их целостности и исправности.
После предварительного осмотра баллон нужно продуть. Делается это следующим образом: аккуратно откройте ненадолго вентиль, пока все инородные частицы не удалятся. Только после этого можно приступать к подсоединению редуктора к углекислотному баллону. Для этого используется специальный ключ, который всегда должен находиться у сварщика.
Запрещено затягивать накидную гайку редуктора, если открыт вентиль баллона!
Регулятор давления сверхкритического диоксида углерода
В связи с расширением исследований в области «зеленой» энергетики растет спрос на регуляторы давления для управления сверхкритическим диоксидом углерода (SCO2). Жидкость обладает уникальными свойствами как жидкости, так и газа, и из-за ее растворяющей способности и низкой токсичности она считается «зеленым растворителем». Области исследований включают использование сверхкритического СО2 для геодепонирования углерода и повышение давления СО2 до его критической точки для преобразования захваченного СО2 в СО.
Прецизионные регуляторы обратного давления Equilibar® успешно используются в исследовательских реакторах, использующих сверхкритические жидкости. Наши регуляторы H6P и B6R рассчитаны на давление до 6000 фунтов на кв. дюйм, что дает ученым и инженерам новый инструмент для точного контроля давления с этой жидкостью. Регуляторы обратного давления Equilibar BR, устойчивые к засорению, были разработаны специально для применений SCO2.
Рекомендуемая конфигурация регулятора для использования со сверхкритическим диоксидом углерода: корпус из нержавеющей стали 316 с полиимидной диафрагмой. Исследователи, использующие регуляторы Equilibar для контроля SCO2, также добились отличных результатов с другими материалами диафрагмы, такими как ПТФЭ/стекло, полиэфирэфиркетон и металл, в зависимости от условий технологического процесса.
Поскольку SCO2 является очень агрессивным растворителем, тщательный выбор уплотнений и эластомеров является ключом к долгому сроку службы. Снижение давления в системе, даже если оно осуществляется под строгим контролем, может привести к повреждению многих материалов уплотнительных колец из-за экспоненциального расширения жидкостей, проникающих в эластомеры.
Для BPR, используемых в приложениях SCO2, Equilibar рекомендует использовать уплотнительное кольцо из EPDM — недорогое, приемлемое уплотнительное кольцо для этого применения. Каучук EPDM (этилен-пропилен-диеновый мономер) представляет собой синтетический каучук высокой плотности, способный выдерживать высокие температуры и устойчивый к кислотам и щелочам. Уплотнительные кольца из EPDM продемонстрировали эффективную устойчивость к проблемам с SCO2 в регуляторах обратного давления Equilibar.
Производители уплотнительных колец из перфторэластомеров (FFKM) также рекомендуют некоторые из их разновидностей с высокой твердостью (Shore A 90) для устойчивости к проблемам с декомпрессией при взрыве. Например, Kalrez 0090 компании DuPont специально разработан для службы быстрой декомпрессии газа.
Запросить предложение Скачать брошюру
Прецизионный BPR Equilibar был успешно использован для облегчения исследований сверхкритического диоксида углерода в Университете Сиднея в Австралии. Традиционные регуляторы давления с затворами игольчатых клапанов не могли справиться со сверхнизким расходом и страдали от проблем с закупоркой. Equilibar BPR с гибкой диафрагмой из ПТФЭ/стекла смог обеспечить стабильное управление в этом приложении и справиться с фазовыми изменениями. Подробности читайте в кейсе.
Свяжитесь с нашими инженерами, чтобы обсудить управление сверхкритическим давлением CO2 в вашем приложении.
Запросить предложение Загрузить брошюру
Регулятор обратного давления Equilibar B6R, устойчивый к засорению, для использования со сверхкритическим CO2
Equilibar, устойчивый к засорению Модель серии BR со специальным выпускным фланцем для непосредственного монтажа на сборнике.
Пример клиента: Регулятор обратного давления Equilibar решает критические задачи в исследованиях сверхкритического CO2 в Университете Лафборо
Пример клиента: эквилибарный регулятор обратного давления, используемый в исследованиях депонирования углерода в Университете Сиднея.
Посмотрите видеоролик ниже о том, как регулятор обратного давления Equilibar регулирует давление сверхкритических жидкостей.
инженеров Массачусетского технологического института разрабатывают новый способ удаления углекислого газа из воздуха | Новости Массачусетского технологического института
Новый способ удаления углекислого газа из потока воздуха может стать важным инструментом в борьбе с изменением климата. Новая система может работать с газом практически при любом уровне концентрации, вплоть до примерно 400 частей на миллион, присутствующих в настоящее время в атмосфере.
Большинство методов удаления двуокиси углерода из потока газа требуют более высоких концентраций, таких как те, которые обнаруживаются в дымовых выбросах электростанций, работающих на ископаемом топливе. Исследователи говорят, что было разработано несколько вариантов, которые могут работать с низкими концентрациями в воздухе, но новый метод значительно менее энергоемкий и дорогой.
Техника, основанная на пропускании воздуха через стопку заряженных электрохимических пластин, описана в новой статье в журнале Energy and Environmental Science постдока Массачусетского технологического института Саага Воскяна, который разработал работу во время работы над диссертацией, и Т. Алан Хаттон, профессор химического машиностроения имени Ральфа Ландау.
Устройство представляет собой большую специализированную батарею, которая поглощает углекислый газ из воздуха (или другого газового потока), проходящего через его электроды, во время зарядки, а затем выпускает газ при разрядке. В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки.
По мере зарядки аккумулятора на поверхности каждого из электродов происходит электрохимическая реакция. Они покрыты соединением под названием полиантрахинон, состоящим из углеродных нанотрубок. Электроды имеют естественное сродство к углекислому газу и легко реагируют с его молекулами в воздушном потоке или сырьевом газе, даже если он присутствует в очень низких концентрациях. Обратная реакция происходит при разрядке батареи — во время которой устройство может обеспечить часть мощности, необходимой для всей системы, — и при этом выбрасывается поток чистого углекислого газа. Вся система работает при комнатной температуре и нормальном давлении воздуха.
«Самым большим преимуществом этой технологии по сравнению с большинством других технологий улавливания или поглощения углерода является бинарный характер сродства адсорбента к углекислому газу», — объясняет Воскиан. Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления.
«Это бинарное сродство позволяет улавливать углекислый газ любой концентрации, включая 400 частей на миллион, и позволяет высвобождать его в любой поток носителя, включая 100-процентный CO 2 », — говорит Воскиан. То есть, когда любой газ проходит через пакет этих плоских электрохимических ячеек, на этапе выпуска захваченный углекислый газ будет уноситься вместе с ним. Например, если желаемым конечным продуктом является чистый диоксид углерода для газирования напитков, то поток чистого газа можно продувать через пластины. Затем захваченный газ сбрасывается с пластин и поступает в поток.
На некоторых заводах по розливу безалкогольных напитков ископаемое топливо сжигается для получения углекислого газа, необходимого для шипения напитков. Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов.
Процесс, который эта система использует для захвата и выделения углекислого газа, «является революционным», говорит он. «Все это происходит в условиях окружающей среды — нет необходимости в тепловом, атмосферном или химическом воздействии. Именно эти очень тонкие листы с обеими активными поверхностями можно сложить в коробку и подключить к источнику электричества».
«В моих лабораториях мы стремились разработать новые технологии для решения ряда экологических проблем, которые позволяют избежать необходимости в источниках тепловой энергии, изменениях давления в системе или добавлении химикатов для завершения циклов разделения и выпуска», Хаттон говорит. «Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения».
На действующей установке — например, на электростанции, где выхлопные газы производятся непрерывно — два набора таких блоков электрохимических элементов могут быть установлены рядом друг с другом для параллельной работы, при этом дымовые газы направляются сначала на один комплект для улавливания углерода, затем перенаправляется на второй комплект, в то время как первый комплект переходит в цикл сброса. Чередуя вперед и назад, система всегда могла одновременно улавливать и выпускать газ. В лаборатории команда доказала, что система может выдержать не менее 7000 циклов зарядки-разрядки с 30-процентной потерей эффективности за это время. По оценкам исследователей, они могут легко увеличить это число до 20 000–50 000 циклов.
Сами электроды могут быть изготовлены стандартными методами химической обработки.
Изготавливаем прокладки из паронита, резины, фторопласта и войлока.
ООО «КОНТИНЕНТ» — производственное предприятие, которое является изготовителем и поставщиком высококачественной продукции — резинотехнических изделий (РТИ), прокладок крупнейшим предприятиям России и стран ближнего зарубежья. Было основано в 2003 году.
Используем при производстве резинотехнических изделий современное оборудование.
Осуществляется контроль качества на каждом этапе изготовления продукции.
Директор компании — Борис Павлович Скакалин.
Мы оказываем услуги по изготовлению и оптовой реализации уплотнительных прокладок для фланцев, запорной арматуры, сантехники, газовых баллонов, редукторов а также для нужд предприятий всех форм собственности и индивидуальных заказчиков.
Вся продукция сертифицирована и выпускается в строгом соответствии с нормативно-техническими документами.
НАША ПРОДУКЦИЯ:
Уплотнительные прокладки
Прокладки паронитовые
— Прокладки из паронита ПОН обычного назначения
— Прокладки из паронита ПМБ масло-бензостойкие
Прокладки резиновые
— Прокладки ТМКЩ тепломорозокислотощелочестойкие
— Прокладки МБС маслобензостойкие
Прокладки фторопластовые
Прокладки компрессора
Прокладки войлочные
Прокладки из картона
Миссия нашей компании — бесперебойная работа там, где используются прокладки нашего производства.
Главные принципы нашей компании:
качество по умолчанию
Изготавливаемая продукция — производство прокладок соответствуют ГОСТу 15180-86 и иным нормативным документам.
оперативность
Наличие складских запасов прокладок постоянно пополняется и позволяет максимально быстро выполнить любую заявку.
забота о клиентах
Заказ будет бесплатно доставлен на склад в пределах г. Красноярска или в транспортную компанию для иногородних, на следующий день после заключения сделки.
гибкий подход к каждому клиенту
Изготавливаем прокладки по вашим чертежам и образцам. А также, не стандартной толщины — до 6 мм.
лояльности к клиентам
Существует система скидок от определённого количества.
внедрение современных технологий в производстве и бизнесе
Заключается он в постоянной модернизации оборудования, приобретении новых станков, а также поиска новых форм работы с клиентами.
МЫ ЯВЛЯЕМСЯ ПРОИЗОДИТЕЛЕМ ПРОКЛАДОК, РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ (РТИ)!
НАДЕЕМСЯ НА ВЗАИМОВЫГОДНОЕ СОТРУДНИЧЕСТВО!
Изготовление прокладок осуществляется по заявке с сайта. Свяжитесь с нами удобным способом для сотрудничества.
Осуществляем поставку продукции — прокладок для фланцевых соединений в Красноярске, по Сибири и другие города России: Абакан, Барнаул, Горно-Алтайск, Иркутск, Кемерово, Новосибирск, Кызыл, Омск, Томск, Тюмень, Улан-Удэ, Владивосток, Хабаровск, Челябинск, Чита, Южный Сахалин.
Ознакомьтесь с отзывами по сотрудничеству с компаниями по продаже продукции — уплотнительных прокладок.
Изготовление резиновых прокладок, колец, РТИ
Главная страница
Услуги
Изготовление резиновых прокладок, колец, РТИ
Новости
12.07.2021
Производство аналога роторных уплотнений Parker
ПК «Сатурн» изготовила аналог роторных уплотнений Paker OR для компании, которая занимается производством кровельных и стеновых материалов из металла. В рамках работы по техобслуживанию оборудования потребовалась замена некоторых деталей.
Подробнее
10.02.2021
Производство уплотнения штока аналога Hallite 605
Постоянный клиент «ПК «Сатурн», компания по ремонту спецтехники, обратилась с просьбой изготовить аналог гидравлической манжеты Hallite 605 размером 170-180-12 на гидроцилиндр подъема стрелы KOMATSU.
Подробнее
30.11.2020
Уплотнение шарового крана PTFE
Для ремонта трубопроводной арматуры были изготовлены седла для шарового крана из фторопласта. Партия составила 20 штук. Запорные шаровые краны предназначены для перекрытия нефте-, газо-, продуктопроводов и других трубопроводов, в том числе взрывоопасных и вредных производств. Открытое и закрытое положение достигаются поворотом сферического запорного элемента (шара) с проходным сечением.
Подробнее
12.12.2018
Производство грязесъемника А11
Грязесъемники профиля A11 (аналог RSW, DA22 Busak+Shamban, TTS, WD22 Polypac, SAB Aston Seals, GHW Guarnitec) с габаритами 105-115 и 70-80 были изготовлены из импортного полиуретана. Данный материал отличается высокой износостойкостью и более продолжительным сроком эксплуатации. Особенностью конструкции грязесъемника А11 является двойная уплотнительная кромка, благодаря чему предотвращается попадание пыли, грязи, песка и металлической стружки внутрь системы.
Подробнее
04.12.2017
Уплотнение поршня по каталогу производителя Hercules
В качестве аналога был предложен профиль K01, который соответствует требованиям производителей гидравлического и пневматического оборудования для уплотнений с наименьшим возможными установочными пространствами. Несмотря на компактное сечение и высоту достигается очень хороший уплотняющий эффект.
Подробнее
20.11.2017
Шевронные уплотнения из фторопласта Ф4К20
Комплект шевронных уплотнений состоит из опорного кольца, 6 манжет V-образного сечения и нажимного кольца, которое предотвращает выдавливание. Находящееся в сжатом состоянии опорное кольцо автоматически активирует ряд располагающихся на нем манжет V-образной формы, выталкивая уплотняющие кромки наружу. Таким образом создается несколько уплотняющих поверхностей, что снижает вероятность утечки.
Подробнее
ВСЕ НОВОСТИ
ПОКАЗАТЬ ЕЩЕ
ПК «Сатурн» производит прокладки из резины по образцу или чертежу, в том числе кольца круглого сечения, манжеты ГОСТ 14896-84, уплотнительные кольца прямоугольного сечения и другие РТИ.
Срок производства 1-3 рабочих дня. Изготовление в Московской области, г. Котельники. Доставка по РФ.
Стандартные резиновые прокладки и кольца. Купить в Интернет-магазине:
Кольца резиновые круглого сечения ГОСТ 9833
Манжета ГОСТ 14896-84
Нестандартные прокладки и кольца. Заказать производство по образцу или чертежу (см. профили):
Изготовление резиновых колец нестандартных размеров (o-ring)
Производство резиновых прокладок
Манжеты шевронные ГОСТ 22704
Уплотнительные кольца прямоугольного сечения
Резиновые уплотнения для бетоновода
Любые РТИ по чертежу
При изготовлении уплотнительных колец применяется технология токарной обработки на станке с ЧПУ – из заготовки нужного диаметра вырезается РТИ нужной формы. Максимальный диаметр – 320 мм.
Возврат к списку
Резиновые прокладки и уплотнения | Custom Gasket Manufacturing
Custom Gasket Mfg. является ведущим поставщиком высококачественных резиновых прокладок, уплотнений и резиновых изделий на заказ.
Превосходная репутация нашей компании основана на нашей способности предоставлять нашим уважаемым клиентам наиболее эффективные производственные решения для удовлетворения их самых требовательных задач. Наша главная цель — постоянно превосходить ожидания наших клиентов, предоставляя им высокоэффективные прокладки и уплотнительные материалы, конкурентоспособные цены, своевременную доставку и исключительное обслуживание клиентов. Custom Gasket Mfg. стремится последовательно выполнять все ваши спецификации чертежей и требования к допускам.
Custom Gasket Mfg. специализируется на прецизионных резиновых прокладках и уплотнениях на заказ для широкого спектра применений и отраслей промышленности по всему миру. Резиновая прокладка представляет собой герметизирующий продукт, используемый для заполнения пространства между двумя или более сопрягаемыми поверхностями, как правило, для предотвращения утечки (воздуха, химикатов, газов или жидкостей) из или внутрь соединяемых объектов при сжатии.
Просмотр пользовательских продуктов Запросить предложение
Резиновые прокладки используются для создания герметичных уплотнений между двумя компонентами. Custom Gasket Mfg. использует различные варианты производства и материалов для решения даже самых сложных задач по уплотнению. Мы производим резиновые прокладки и уплотнения на заказ из широкого спектра резиновых материалов (и компаундов), включая: Неопрен ® , силикон, EPDM, витон ® (фторуглерод), нитрил (Buna-N), SBR (красный каучук), бутил, натуральный (каучук), полиуретан, фторсиликон, Hypalon ® , сантопрен ® , гидрогенизированный нитрил, эпихлоргидрин, резина с тканевой вставкой, токопроводящая резина, термопластичная резина и резина, одобренная FDA. Custom Gasket Mfg. предлагает стандартные коммерческие материалы и материалы со спецификациями, которые соответствуют спецификациям FDA (Food Grade) и ASTM. По той причине, что разные эластомеры обладают разными механическими и химическими свойствами, мы предлагаем специальные составы для удовлетворения конкретных высокопроизводительных задач.
Custom Gasket Mfg. признает важность выбора материала для производственных процессов; высечка, формование резины, экструдирование резины, гидроабразивная резка, лазерная резка и резка оплавлением. Мы гарантируем, что предоставим наиболее подходящую резиновую прокладку для вашего уникального применения. Custom Gasket Mfg. предлагает клиентам широкий выбор резиновых эластомеров. Наиболее распространенные типы резиновых прокладок, которые мы поставляем, перечислены ниже. Наша компетентная команда по обслуживанию клиентов с радостью поможет вам определить, какой материал лучше всего подходит для вашего применения.
Неопрен ® — торговое название хлоропрена, первого синтетического каучука. Неопреновый каучук представляет собой чрезвычайно универсальный синтетический каучук, используемый в жестких условиях окружающей среды благодаря его умеренной устойчивости к маслам и растворителям на нефтяной основе. Неопрен демонстрирует хорошую устойчивость к озону, солнечному свету, старению и другим погодным условиям. Подробнее »
Силиконовый каучук — это высокоэффективный эластомер с исключительными свойствами при высоких и низких температурах. Силиконовые формованные и штампованные прокладки могут выдерживать температуру в диапазоне от -75°F до +500°F. Низкотемпературная гибкость силикона не имеет себе равных среди других эластомеров. Подробнее »
Фторэластомер Viton ® (торговое название корпорации DuPont ™ ) представляет собой высокоэффективную резиновую смесь, известную своей выдающейся устойчивостью к высоким температурам и широкому спектру химических веществ. Каучук Viton ® обладает превосходными проницаемостью и остаточной деформацией при сжатии. Viton ® демонстрирует хорошую стойкость к маслам и растворителям, агрессивным топливам и концентрированным кислотам. Подробнее »
Резина EPDM представляет собой сополимер этилена и пропилена. Резина EPDM является одним из самых популярных и универсальных доступных материалов. EPDM известен своей превосходной устойчивостью к озону, солнечному свету и теплу, а также исключительно хорошими характеристиками старения при атмосферных воздействиях. Его отличительная способность стабилизировать цвет и противостоять суровым погодным условиям делает его идеальным выбором для наружного применения. Подробнее »
Нитрильный каучук , также известный как Buna-N , является наиболее широко используемым эластомером для уплотнений и прокладок. Его свойства обеспечивают превосходную стойкость к жидкостям на нефтяной основе, гидравлическим жидкостям, бензину, щелочам и кислотам. Нитрил является предпочтительным полимером для применений, требующих устойчивости к маслам и растворителям. Подробнее »
Резина SBR представляет собой синтетический полимер, широко известный как «Красная резина» . SBR представляет собой сополимер стирола и бутадиена и имеет свойства, подобные натуральному каучуку. SBR обладает высокой эластичностью и широко используется, потому что он экономичен и имеет способность деформироваться до неровных кромок фланцев. SBR (красная резина) обладает отличной ударной вязкостью, высокой прочностью на растяжение, стойкостью к истиранию, термостойкостью и сохраняет гибкость при более низких температурах. Подробнее »
Бутилкаучук представляет собой сополимер изобутилена и изопрена. Бутилкаучук обладает исключительно низкой газо-, воздухо- и влагопроницаемостью. Он обладает отличными атмосферостойкими свойствами и обладает выдающейся устойчивостью к солнечному свету, озону, тепловому старению, кислороду, истиранию и разрыву. Бутил используется во многих областях, где требуется воздухонепроницаемая резина. Бутилкаучук обладает отличными диэлектрическими свойствами и устойчив к кислотам и щелочам. Подробнее »
Натуральный (каучук) каучук представляет собой эластичный материал, который первоначально был получен из млечного сока или латекса некоторых тропических растений (в частности, каучукового дерева). Натуральный каучук, также известный как «резиновая каучук» , имеет много положительных характеристик. Он обладает превосходной упругостью, высокой устойчивостью к разрыву и истиранию, прочностью на растяжение, хорошей остаточной деформацией при сжатии и формовочными свойствами. Натуральный каучук мягкий и хорошо изгибается при низких температурах. Подробнее »
Полиуретан — самый прочный и устойчивый к истиранию из всех эластомерных материалов. Полиуретан — уникальный универсальный материал, сочетающий эластичность резины с долговечностью и прочностью металла. Полиуретан неизменно превосходит пластик, резину и сталь в своей способности противостоять суровым факторам окружающей среды, таким как истирание, тепло, масло, кислота, растворители и многие химические вещества. Подробнее »
Резина с тканевой вставкой (SBR, неопрен, EPDM, Buna-N) представляет собой резиновый лист с полиэфирной, нейлоновой, хлопчатобумажной или стекловолоконной тканью, пропитанной каучуком. Армирование тканью улучшает размерную стабильность фланцевых прокладок с высокими сжимающими нагрузками. Ткань помогает уменьшить разрывы при застегивании. Конструкция материалов обычно включает один слой ткани на каждую толщину 1/16 дюйма.
Hypalon ® – один из самых атмосферостойких эластомеров. Он демонстрирует почти полную устойчивость к ультрафиолетовому излучению/озону и не разрушается при длительном воздействии солнечного света. Обладает отличной стойкостью к истиранию, маслам, большинству химикатов и кислот, имеет хорошую диэлектрическую прочность и низкое влагопоглощение. Его нормальный температурный диапазон составляет от -50°F до 275°F. Хайпалон ® идеально подходит для промышленной, строительной, автомобильной и нефтехимической промышленности.
Пожалуйста, посетите нашу страницу прокладочных материалов для получения дополнительной информации о нашем широком выборе материалов.
Для получения дополнительной информации о изготовленных на заказ резиновых изделиях или для того, чтобы поговорить с одним из наших знающих специалистов, пожалуйста, свяжитесь с нами или заполните нашу онлайн-форму запроса предложения.
Позвоните по телефону 800-985-6750 или отправьте запрос по адресу [email protected].
Производство резиновых прокладок на заказ | Timco Rubber
Если вам нужны резиновые прокладки по индивидуальному заказу, Timco Rubber станет подходящим партнером для вашего бизнеса. Timco имеет более чем 65-летний опыт поставки OEM-производителям нестандартных прокладок для их приложений. Работайте с Timco, чтобы инвестировать в лучшие и наиболее экономичные детали для ваших нужд.
Запросите предложение сегодня
Дом
Возможности резины
Резиновые прокладки
Наша линейка прокладок на заказ
Для каждой области применения есть идеальное решение. Timco сотрудничает с предприятиями, чтобы поставлять детали, отвечающие их потребностям в производительности и бюджету. Независимо от того, нужны ли вам штампованные, формованные, экструдированные или токарные детали, мы можем приспособить нужный вам метод производства. Эта гибкость и широта услуг позволяют нам поставлять вашему бизнесу любые из следующих прокладок для ваших приложений.
Независимо от того, какой вариант вам требуется, наши специалисты проконсультируют вас, чтобы убедиться, что ваши изготовленные на заказ резиновые прокладки предотвращают нежелательные утечки и подходят для вас и ваших задач. Наш процесс позволяет нам определить правильные резиновые материалы для удовлетворения таких критериев, как остаточная деформация при сжатии, режущие способности и другие ключевые факторы. Проще говоря, мы будем работать с вами, чтобы найти лучшее решение для вашего проекта по самой выгодной цене
Обслуживаемые рынки
Нужны ли вам высокотемпературные прокладки для экстремальных условий или специальные детали, изготовленные для работы на открытом воздухе, Timco может предоставить вам все необходимое для достижения успеха. Эксперты Timco учитывают ваши различные условия эксплуатации деталей и требования к производительности и определяют, какие материалы прокладок и производственные процессы обеспечат наилучшие и наиболее экономичные детали для ваших нужд.
Эти возможности делают Timco поставщиком прокладок из натурального каучука для широкого спектра отраслей промышленности. Эти рынки включают, но не ограничиваются следующим:
ОВКВ
Бытовая техника
Автомобилестроение
Солнечная и ветровая энергия
Приготовление пищи
Нефть и газ
Морское применение
Гидравлические уплотнения
Фильтрация воды и воздуха
Сельское хозяйство
Газон и сад
Дополнительные услуги
Работая с Timco, вы получаете больше, чем просто поставщика. Мы стремимся служить настоящими партнерами для наших клиентов, добавляя ценность способами, выходящим за рамки простого предоставления штампованных прокладок и других деталей. Эти дополнительные услуги предназначены для помощи в доставке и установке продуктов.
Сборка резиновых деталей
Канбан-пополнение
Сборочный комплект
Гибкие методы управления
Timco также стремится облегчить жизнь вашему бизнесу. Мы обещаем обеспечить лучшее обслуживание клиентов и делаем все возможное, чтобы оптимизировать ваши внутренние процессы и устранить головную боль. Это обещание включает обязательство предоставить нашим партнерам следующие преимущества.
Доступность деталей – Timco наладила многочисленные отношения с производителями и поставщиками для обеспечения доступа к материалам.
Возможности складирования — Экономьте место, избегайте длительных сроков выполнения заказов и оптимизируйте производственный процесс с помощью программы складирования Timco и своевременной доставки.
Резиновые прокладки на заказ — изготовление резиновых форм, цены на плоттерную резку резины в Москве
Обработка резиновых форм может выполняться несколькими способами. Наиболее актуальным является плоттерный способ.
Это вариант, при котором материал раскраивается без термовлияния. Подходит для производства прокладок, уплотнительных колец, другой продукции. Рабочий материал — листовая резина.
Преимущество гидроабразивной обработки: низкая себестоимость, отсутствие деформации от высокой температуры, возможность фигурной резки.
С помощью плоттерной резки могут быть изготовлены резиновые прокладки, формы, печати, штампы, клише, изоляторы для аппаратуры. При этом далеко не все типы резины поддаются обработке.
Услуги компании
«Технорезка» использует станок швейцарской марки ZUND для работы с резиновыми листами. Это высокопроизводительное оборудование с универсальным применением. Подходит для изготовления резиновых форм и прокладок.
Работа выполняется на электрическом осциллирующем инструменте EOT. Высокая частота колебаний позволяет увеличивать производительность.
Также плоттер может оснащаться системой POT — пневматический осциллирующий инструмент. Используется для обработки сырья толщиной до 50 мм. Широкий спектр совместимых ножей ZUND увеличивает сферу применения плоттера.
Цена нарезки зависит от сложности макета, толщины и типа исходного материала, объема заказа. Для постоянных клиентов стоимость услуг ниже.
Мы готовы выполнять разовые заказы и работать по договору на регулярной основе. Для индивидуальной консультации закажите обратный звонок менеджера. Работаем в Москве и МО.
Наши преимущества
Инновационные технологии
Превосходное производство
Высокая точность резки
Надежная работа
Отзывы наших клиентов
Ярослав Сидоров 21 Апреля 2021
Ребята, спасибо, что выручили. Посеял очень редкие уплотнители, даже на алике такие не смог найти. А здесь мне из силикона новые нарезали, еще и лучше чем родные были. Потому что по размерам корпуса сделаны и силикон толще, чем был. Очень доволен и качеством обслуживания, и уплотнителями. Я просто менеджеру рассказал о проблеме, а он уже варианты решения подсказывал.
Роман Воронцов 19 Апреля 2021
Заказываю тут детали для сборки корпуса. Режут мне их из алюминия 2-миллиметрового. По качеству претензий нет. Цена тоже нормальная. С пересылкой выходит на 10% дешевле, чем по месту порезать.
Эдуард Казаков 14 Апреля 2021
Порезали трафарет по моему рисунку. Резали резину и алюминий. Там и там вышло то что я ожидал увидеть. Партия была мелкая, думал не возьмут, но нормальные люди оказались, без пафоса. С любыми клиентами работают вежливо. Даже с такими проблемными как я.
Валентин Большаков 24 Марта 2021
Заказывал у Технорезки карбоновые детали к кузову, 10-миллиметровый лист порезали без проблем. Макет был мой, по размерам все сошлось. Качество реза на пять из пяти, никакого расслоения по краям, никаких сколов. Торцы и грани просто идеального качества. Пожалел, что напуск на обработку напильником сколов оставил. Можете смело заказывать размер в размер. Делают качественно.
Святослав Шестаков 16 Марта 2021
Заказывал раскрой деталей и листового алюминия. Сделали быстро, прайс адекватный, претензий по срокам и результату не имею. Рекомендую с чистой совестью.
Михаил 22 Сентября 2020
Я весьма благодарен компании Технорезка за оперативность и осведомлённость в выполненной работе. Менеджер помог определиться с макетом и дизайном. Уверен, что обратимся ещё, и не один раз.
Олег 16 Сентября 2020
В компанию Технорезка в первый раз обратился год назад и решил заказать у них резку собственных эмблем. Итог превысил ожидания, мало того, что работу выполнили в кратчайший срок, так и качество на высочайшем уровне.
Антон 7 Сентября 2020
Оформил срочный заказ трафаретов, почти сразу связались после отправки проекта на электронную почту. Всё выполнили своевременно, ребятам огромная благодарность, за их профессионализм и оперативность.
Андрей Говоров 18 Февраля 2020
Заказывали плоттерную резку наклеек для декорирования интерьера нашего частного детского сада. Эскизы наклеек, разработанные нашим педагогом, отправили на почту компании «Технорезка», заказ оформили через сайт. С наклейкой готового декора справились своими силами, успели до Нового Года, как и планировали. Результат впечатлил и нас, и детей, и родителей.
Николай Сафронов 2 Февраля 2020
Выполнить точный раскрой листов ПВХ, ориентируясь на шаблонный чертёж с замысловатыми формами, задача не из простых. Прибегаем к услуге по фрезерной резке на оборудовании компании «Технорезка», уже сработались. Заказ через сайт формируется за 2-3 минуты, листы ПВХ со склада поставщика везём сразу на резку. Заготовки, выполненные с идеальной точностью, забираем в тот же день.
Петр Степанович 10 Января 2020
Периодически нуждаюсь в изготовлении сложных трафаретов, в таких случаях обращаюсь за помощью к специалистам компании Технорезка, работающих с плоттерным оборудованием. Уже неплохо знаком с функционалом сайта компании, заказы делаю в режиме онлайн, каких-либо трудностей с их оформлением не возникает. Трафареты получаю в оговоренные сроки, по их качеству вопросов ещё ни разу не оставалось.
Константин Опольский 31 Декабря 2019
Технорезка — серьёзная компания, соблюдающая все пункты ранее заключённого договора. Поставляемые ложементы, изготовляемые с использованием плоттерной резки, обладают хорошим качеством и абсолютно точными размерами. Поставки ложементов осуществляются без задержек, в соответствии с запланированным графиком.
Евгений 23 Ноября 2019
Заказывал раскрой влагостойкой фанеры на фрезерном оборудовании, для дальнейшего изготовления из неё нестандартной опалубки. Понравилось удобство оформления заказа через сайт и быстрое его выполнение. Претензий не осталось, размеры соответствуют идеально.
Никола Прудников 13 Октября 2019
Заказываем в Технорезке изготовление элементов декора из металла и пластика. Зачастую, для некоторых элементов важна высокая точность в размерах. Результаты работы фрезерного оборудования компании впечатляют, размеры готовых элементов с точностью до миллиметра совпадают с заданными нами параметрами.
Все отзывы
НАШИ РАБОТЫ
ДРУГИЕ УСЛУГИ
НУЖНА КОНСУЛЬТАЦИЯ?
Оставьте свой телефон и наш менеджер перезвонит вам в ближайшее время и ответит на все ваши вопросы.
Необходимые документы для оформления заказа:
Шаблон заявки на резку.xlsx
Требования к макетам.xdoc
Материалы для изготовления прокладок
В трубопроводных системах и трубопроводной арматуре используют прокладки различных конструкций. Но не меньшим разнообразием отличаются материалы, из которых их изготавливают. В их число входят: бумага, картон, целлюлоза, фибра, резина, асбест, графит, металлы (прокладки металлические ─ из стали, меди, алюминия бронзы и т. д.), паронит, широкий спектр полимерных материалов ─ полиэтилен, фторопласт, поливинилхлорид и другие.
Требования к прокладочным материалам
Условия обеспечения герметичности в прокладках, как и в сальниковых уплотнениях, зависят от свойств рабочей среды ─ ее давления, температуры, агрессивности. Разуплотнение прокладок во фланцевых соединениях может быть вызвано не только абсолютными значениями температуры, но и ее колебаниями, изменяющими размеры прокладки и механические свойства материала, из которого прокладка изготовлена. Повышение температуры создает пластическую деформацию прокладки, вызываемую увеличением затяга болтов или шпилек. При понижении температуры, напротив, затяг снижается, и прокладочное соединение теряет плотность.
В соответствии с задачами, решаемыми прокладками, к прокладочным материалам предъявляется целый набор требований, наиболее важными из которых являются:
Дешевизна и доступность
Эти качества важны как фактор снижения эксплуатационных расходов трубопроводной арматуры в связи с большими объемами использования прокладочных материалов и необходимостью их частой замены;
Упругость
Упругость ─ качество, необходимое для обеспечения лучшей герметичности уплотняемых с помощью прокладок соединений. Например, при искривлениях уплотняемых поверхностей материал прокладки должен компенсировать эти искривления даже при не слишком больших усилиях зажатия, чтобы предупредить возможность появления опасных, приводящих к потере герметичности пустот между соединяемыми деталями. Или при колебаниях температуры компенсировать упругими свойствами вызванное температурным расширением изменение размеров прокладки. В отдельных документах это искривление (отклонение от параллельности) может быть регламентировано. Например, в «ГОСТ 32569-2013. Межгосударственный стандарт. Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах» указано, что при сборке фланцевых соединений сборочных единиц, допускаемые отклонения от параллельности уплотнительных поверхностей фланцев не должны превышать 10% от толщины прокладки.
Механическая прочность
Прокладка не должна разрушаться под воздействием механических нагрузок, связанных с ее монтажом, т. е. при затягивании болтов или шпилек; в то же время материал прокладки не должен быть таким твердым и прочным, чтобы деформировать уплотняемые поверхности, что может иметь место при использовании в качестве прокладочных материалов металлов.
Температуроустойчивость
Материал прокладки не должен терять свои механические свойства при воздействии высоких и низких температур. Иначе он расплавится и вытечет при высоких температурах или начнет трескаться и рассыпаться при низких;
Коррозионная устойчивость
Подобно механическим нагрузкам и высоким температурам химическое воздействие рабочей среды способно вызвать разрушение или, по меньшей мере, потерю функциональности прокладки.
Картон, бумага, целлюлоза и фибра ─ родственные материалы. А бумага и картон ─ фактически один и тот же.
Различие между бумагой и картоном основывается, прежде всего, на оценке их толщины и массы. Картон толще, обладает более высокой жесткостью, отличается низкой степенью воспламеняемости.
У картона немало «специальностей»: кровельный картон, обувной картон, электротехнический картон, тарный картон. Прокладки из целлюлозного картона используются в трубопроводной арматуре в ограниченном диапазоне ─ при температуре до 120°C и давлении до 6 кГ/см2. Для изготовления прокладок применяют водонепроницаемый картон (с низкими показателями водопоглощаемости и линейной деформации при увлажнении и высыхании) и прокладочный картон. Последний бывает двух марок: А ─ для прокладок, используемых в среде воды, масла и бензина, и Б ─ для прокладок, используемых в воде и воздухе. Предел прочности при растяжении в поперечном направлении картона марки А составляет не менее 18 МПа, а картона марки Б ─ не менее 16 или 20 МПа в зависимости от толщины.
Картон марки А изготавливают из небеленой хвойной целлюлозы; в картон марки Б допустимо добавлять макулатуру.
Предназначенный для изготовления уплотнительных прокладок во фланцевых и других соединениях прокладочный картон используют также для изготовления лекал в легкой промышленности и в качестве основы для картин, написанных маслом.
По своим параметрам с прокладкой из картона сходна фибровая прокладка. Листовая фибра ─ твердый монолитный материал, получаемый в результате обработки нескольких слоев бумаги-основы. Для изготовления прокладок трубопроводов применяется фибра прокладочная кислородостойкая (ФПК) и фибра касторово-глицериновая.
Резиновые прокладки
Резина (на латыни resina означает смола) ─ продукт вулканизации каучука ─ обладает немалым числом достоинств, делающих целесообразным ее применение в качестве материала для изготовления прокладок. Главные среди них ─ высокая эластичность и непроницаемость для жидкостей и газов.
Различают резины, изготавливаемые на основе натурального каучука и его сочетания с другими каучуками, а также резины на основе синтетических каучуков. Отличительная особенность резины ─ способность к обратимым упругим деформациям в чрезвычайно широком температурном диапазоне. Этому способствует наличие в составе технической резины немалого числа (иногда нескольких десятков) компонентов. Состав и технологии изготовления предопределили большое разнообразие видов резин и областей их применения. В т. ч. для уплотнения соединений.
Прокладки из резиновой пластины ТМКЩ (тепломорозокислотощелочестойкой) используют в трубопроводной арматуре, управляющей такими средами как воздух, азот, вода (пресная, морская, техническая), кислоты и щелочи концентрацией до 20% при температуре от −40 до +80 OС.
Морозостойкость резины означает ее способность сохранять эластичность и другие ценные свойства при низких температурах. Добиться повышенной вплоть до −55°C морозостойкости резины можно, управляя кристаллизацией каучуков, подбирая их соответствующие смеси, добавляя пластификаторы и наполнители.
В несколько более узком температурном диапазоне (от −30 до +80°C) работают прокладки из пластины резиновой МБС (маслобензостойкой). В соответствии с названием резины, сделанные из нее прокладки используют в арматуре, перемещающей масла, бензин и другие виды топлива на нефтяной основе, а также воздух, азот и иные газы.
В сторону более высоких температур смещен рабочий диапазон теплостойкой резины. Выполненные из нее прокладки можно применять при температурах от −30 до +90°C, а для пара при температуре до 140°C. Теплостойкость резины определяется по температуре, после достижения которой происходит снижение предела прочности и относительного удлинения.
Еще один вид резины, из которого изготавливают уплотнительные прокладки, ─ «пищевая» резина, безопасная при соприкосновении с пищевыми продуктами. Прокладки из нее можно использовать при перемещении таких рабочих сред как молоко, растительное масло, фруктовые соки, пиво и т.д.
Асбестовые прокладки
Асбест получают из минерального сырья. Асбест как почти никакой другой материал способен противостоять огню. Асбестовые прокладки особенно уместны в трубопроводной арматуре, предназначенной для управления потоками высокотемпературных или горючих пожароопасных сред, их можно использовать при температуре до 600°C.
Температура плавления асбестового волокна превышает 1000°C. Хотя при росте температуры прочность асбеста несколько снижается. Так, при 500°C он теряет примерно треть своей прочности. Все виды асбеста (а их параметры варьируются в зависимости от месторождения) достаточно устойчивы к щелочам, а асбест отдельных месторождений устойчив к кислотам.
Асбестовые прокладки могут изготавливать из асбестового картона: картон асбестовый КАОН-1, КАОН-2 ─ общего назначения; КАП ─ картон асбестовый прокладочный. Для прокладочного картона КАП нормативными документами предусмотрен ряд толщин: 1,3, 1,6, 1,9, 2,5 мм.
Асбестовая прокладка может армироваться мелкой латунной или никелевой проволокой.
Для уплотнений в качестве прокладки используется асбестовый шнур, в виде спирали укладываемый на поверхность фланца.
Хорошие эксплуатационные параметры имеют прокладки из колец различной формы и сечений, с сердцевиной из асбеста, а облицовкой из тонкого пластмассового или металлического листа.
Паронит. Паронитовые прокладки
Паронит ─ листовой прокладочный материал, получаемый в результате прессования асбокаучуковой массы, состоящей из асбеста, каучука и порошковых ингредиентов. Прокладки из паронита позволяют добиться необходимой герметичности соединений различного типа в условиях воздействия агрессивных сред, высоких температур и давления. Прокладки из паронита применяют для уплотнения соединений, работающих:
в воде и паре при давлении 5 МПа и температуре 450°C;
нефти и нефтепродуктах при температуре 200─400°C и давлении 7─4 МПа;
а также жидком и газообразном кислороде, этиловом спирте и т. д. Для улучшения механических свойств паронитовых прокладок их армируют металлической сеткой.
Выпускаются различные марки паронита. Прокладки изготавливают из паронита общего назначения паронит ПОН, паронита маслобензостойкого — ПМБ, паронита кислотостойкого ПК.
Последний может использоваться для изготовления прокладок, работающих в среде кислот, щелочей, окислителей, нитрозных и других агрессивных газов, органических растворителей. Прокладки из паронита марки ПМБ функционируют в среде тяжелых и легких нефтепродуктов, масел, рассолов, сжиженных и газообразных углеводородов.
Паронит общего назначения ПОН пригоден для изготовления прокладок, контактирующих с пресной перегретой водой, насыщенным и перегретым паром, воздухом, сухими нейтральными и инертными газами, водными растворами солей, жидким и газообразным аммиаком, спиртами, жидкими кислородом и азотом, тяжелыми и легкими нефтепродуктами.
Прокладки из пластиковых материалов
Внедрение полимеров (пластиков) произвело настоящий переворот в промышленных технологиях. Сегодня они занимают все более значимое место в производстве уплотнительных материалов. Для изготовления прокладок используют такие широко известные пластики как поливинилхлорид (прокладки ПВХ) и полиэтилен. Но и прокладка полиэтиленовая, и прокладка поливинилхлоридная по совокупности своих эксплуатационных параметров уступают прокладкам из фторопласта. На сегодняшний день именно фторопластовые уплотнительные материалы вообще и фторопластовые прокладки, в частности, являются наиболее востребованными.
Фторопласт ─ материал химически стойкий и достаточно температуроустойчивый (сохраняет свои механические свойства при температуре от минус до плюс 200 градусов Цельсия) ─ применятся для изготовления прокладок любых сечений, как конструктивно простых, так и сложных, в т. ч. в комбинации с асбестом, резиной, сталью. В любых формах (лист, лента, жгут) фторопласт в качестве уплотнителя податлив, удобен в использовании, способен уплотнять даже изношенные и неровные поверхности, прекрасно проявляет себя на сложных контурах.
Прокладки металлические
Металлические прокладки изготавливают из стали, алюминия, меди и медных сплавов, монель-металла, никеля, свинца и других металлов. Достоинства металлических прокладок ─ сохранение герметичности уплотняемого соединения при воздействии высоких давлений и температур. Коэффициент линейного расширения металлической прокладки очень близок к аналогичному показателю материалов других элементов соединения (фланцев, болтов, шпилек), что снижает негативное влияние резких колебаний температуры. Металлические прокладки отличаются ремонтопригодностью.
Вместе с тем, в силу своих физико-механических свойств, прокладки металлические для обеспечения необходимой герметичности соединения требуют приложения больших усилий, что сопровождается дополнительными нагрузками на крепежные детали.
Стальные прокладки используются в трубопроводной арматуре, где рабочими средами являются водяной пар, нефтепродукты, вода. Для этих же рабочих сред, плюс некоторые кислоты, могут применяться алюминиевые прокладки и прокладки из никеля. Прокладки из монель-металла устанавливают на трубопроводной арматуре, контактирующей с морской водой. Медные прокладки устойчивы к действию щелочей, а свинцовые ─ кислот.
Графитовые прокладки
Широкий спектр уплотнительных материалов изготавливается из графита, чье использование, как и применение фторопласта, стало одним из знаковых трендов развития уплотнительных технологий. Благодаря своим антифрикционным свойствам графит очень эффективен при герметизации подвижных соединений. Но этот материал находит применение и в качестве уплотнения неподвижных соединений. Его используют при изготовлении спирально-навитых прокладок. Для герметизации фланцевых соединений арматуры применяется армированный графитовый лист, графитовая фольга, уплотнительные ленты на основе графита, уплотнительные прокладки из терморасширенного графита (ПУТГ), прокладки из графита (ПФГ).
Благодаря разнообразию используемых для изготовления прокладок материалов, производителям трубопроводной арматуры и тем, кто ее эксплуатирует, удается обеспечить требуемую герметичность уплотняемых с их использованием соединений. А таких соединений, как в самой трубопроводной арматуре, так и в трубопроводных системах в целом, совсем немало.
Изготовление прокладок: 5 методов
Прокладка — это деталь, которая помещается между двумя статическими соединительными компонентами для предотвращения утечек, обеспечения стабильности и контроля вибрации. Прокладки могут быть изготовлены из силикона, резины, синтетического каучука, пенопласта, пластика и многих других материалов. Наиболее прочными и универсальными материалами для прокладок являются эластомеры, такие как резина и силикон.
Существует также множество различных методов изготовления прокладок, каждый из которых отвечает различным производственным потребностям. Например, производитель может выбрать литье под давлением вместо ротационной высечки из-за различий в стоимости материала. Производителям важно понимать преимущества каждого отдельного метода. Вот пять наиболее распространенных форм изготовления прокладок.
1. Ротационная высечка прокладок
Это один из самых быстрых способов изготовления прокладок. Матрица находится на вращающемся цилиндре, через который подается материал. Когда матрица вращается, она соприкасается с материалом и вырезает нужную форму.
Этот метод идеально подходит для изготовления большого количества прокладок за короткий период времени. Вращающаяся головка также занимает минимум места на производственном участке, что идеально подходит для небольших помещений. Производители могут использовать любой материал для ротационных штампованных прокладок.
2. Прессованные прокладки
Для изготовления простых резиновых прокладок производители могут использовать прессование. Этот метод использует нагретую форму для создания формы прокладки. По сути, прокладочный материал помещается в нагретую форму, а затем прессуется. Как только материал затвердеет, форму открывают, чтобы выпустить конечный продукт. Он идеально подходит для небольших объемов производства и менее сложных прокладок.
Это машина меньшего размера, которая отлично подходит для тех, у кого ограниченное производственное пространство. Изготовление прокладок прессованием лучше всего подходит для гибких материалов, таких как резина.
3. Планшетная / стальная высекальная линейка
При плоской высечке / стальной линейке штамп размещается на плоской поверхности, а не на вращающемся цилиндре. Материал помещается под планшет, и прокладки вырубаются.
Этот метод производства лучше всего подходит для толстых материалов, больших прокладок и небольших объемов производства. Планшетная/стальная высечка не так быстра, как другие формы изготовления прокладок, и оборудование может занимать больше места на производственном участке. Этот вариант больше подходит для очень специфических потребностей, но может использоваться практически на любом материале.
4. Прокладки, изготовленные литьем под давлением
Эта форма изготовления прокладок является одной из самых быстрых и наилучших для крупносерийного производства. Литье под давлением работает, расплавляя материал и помещая его в машину для литья под давлением. Затем материал впрыскивается в открытую форму, которая охлаждается или вулканизируется для отверждения. Когда прокладки выходят из форм, они практически не имеют заусенцев, что сокращает производственное время, которое в противном случае могло бы быть потрачено на обрезку заусенцев прокладки.
Этот метод идеально подходит для особо сложных прокладок или прокладок, требующих высокой точности. Резина и другие эластомеры являются наиболее распространенными материалами, используемыми в литье под давлением.
5. Цифровой нож/прокладки без штампа
Это наиболее точный метод изготовления прокладок. Цифровой нож/резка без штампа (иногда называемая мгновенной резкой) использует высокоскоростной управляемый компьютером нож для разрезания листа материала. Многие цифровые ножевые станки могут выполнять другие функции резки, такие как гравировка, бритье и многое другое.
Производителям нравится использовать этот метод, чтобы избежать любых искажений, которые могут быть вызваны другими методами. Хотя резка без штампа является более точной, многие производители используют ее только для изготовления прототипов или образцов, поскольку она производит небольшие партии деталей или продуктов. Этот метод лучше всего подходит для мягких материалов, таких как эластомеры, и толстых материалов.
Нестандартные детали, такие как прокладки, могут быть изготовлены с использованием многих из вышеперечисленных методов. Например, если клиент ищет нестандартные прокладки для больших объемов производства, производитель, скорее всего, будет использовать литье под давлением. Настройка особенно распространена для деталей, для которых требуются прокладки сложной конструкции. Есть несколько компаний, которые специализируются на изготовлении нестандартных эластомерных прокладок и других деталей.
RPM Industrial Rubber Parts является одним из таких производителей. RPM предлагает широкий выбор стандартных резиновых деталей, а также резиновые детали, изготовленные по индивидуальному заказу. Когда вы заказываете нестандартную деталь с RPM, вот что вы можете ожидать:
Наша команда штатных инженеров создаст технические чертежи необходимой вам прокладки.
Создавайте и отправляйте прототипы, пока не будете удовлетворены результатом.
Затем мы изготовим и отправим нужный вам объем.
Клиенты любят использовать RPM для своих резиновых деталей, потому что они знают, что получают качественный продукт. Если вы ищете стандартную резиновую деталь, RPM также предлагает следующее:
Крепления
Втулка
Прокладки
Контроль вибрации
Колодки
Прокладки
Уплотнения
Если вы хотите узнать больше о том, как RPM Industrial Rubber Parts может помочь вам найти или изготовить нужную деталь, свяжитесь с нами через Интернет.
Опубликовано: 13 января 2021 г.
Процесс производства резиновых прокладок | Процессы штамповки
Компания Martin’s Rubber имеет специальное предприятие по производству прокладок, которое не только дает нам гибкость для выполнения широкого спектра процессов резки и штамповки и материалов, но также позволяет нам производить огромное разнообразие продуктов в малых и средних объемах для многих разные отрасли. Вот наш путеводитель по различным этапам нашего процесс изготовления прокладки работы.
Пробивка прокладок
Пробивка прокладок — это традиционный процесс, установленный в 1800-х годах, при котором форма правила (специальная стальная полоса, изогнутая в желаемую форму с заостренным нижним краем в виде лезвия) продавливается через лист материала прокладки или прокладки и немного в жертвенную разделочную доску внизу, с помощью гидравлического или силового пресса. Полученная форма, содержащаяся внутри резака, представляет собой готовую прокладку или прокладку. Первоначально широко используемые в обувной промышленности, эти формы правил представляют собой либо цельные поковки для расширенных производственных циклов, либо изогнутые правила, установленные в листах фанерной подложки, которые можно быстро изготовить. Полученная форма, выдавленная из исходного материала, имеет постоянный размер и повторяемость. В соответствующих местах также устанавливаются дыроколы для одновременного создания любых необходимых отверстий в прокладке. Детали малого или большого объема могут быть изготовлены с помощью полуавтоматического повторительного оборудования и резки поцелуев для производства катушек с деталями. Часто это может быть удобным методом обработки небольших перфорированных деталей. Стандартные фрезы доступны для таких продуктов, как фланцевые и соединительные прокладки в соответствии с BS EN 12560, а специальные фрезы для нестандартных деталей могут быть изготовлены за 48 часов.
Водоструйная обработка
Водоструйная обработка включает в себя струю воды под очень высоким давлением диаметром около 0,1 мм, которая продувается через лист исходного материала для его резки и перемещается по листу с помощью контроллера ЧПУ. Этот метод позволяет очень быстро разрезать мягкие или твердые, твердые или пористые материалы на бесконечное множество форм и без деформации, часто встречающейся в методах штамповки. Однако материалы, которые явно поглощают воду, не подходят для этого процесса.
Лазерная резка
Процесс, очень похожий на гидроабразивную резку, но заменяющий струю воды лазером. Преимущества очень похожи, хотя проблема смачивания может быть заменена эквивалентной проблемой воспламеняемости.
Ручная резка
Самый традиционный, но эффективный метод. Компания Martin’s Rubber по-прежнему ежедневно обращается к нам, чтобы вручную разметить формы на листовом материале, а затем использовать ножи и седельные пробойники для изготовления специальных или больших прокладок для клиентов.
Резка полос
Пресс с вращающимся ножом нарезает длинные листы материала на полоски с помощью серии круговых вращающихся ножей , при этом расстояние между каждым лезвием устанавливается для определения ширины получаемой полосы.
3D печать на заказ в Нижнем Новгороде, стоимость услуг
Стоимость печати на 3d принтере позволяет пользоваться услугой не только коммерческим и государственным предприятиям, но и частным лицам – инновационные технологии производства стали широкодоступными. Прототипирование 3d моделей – это считывание специальным оборудованием информации с компьютерной программы и перевод в реальный объект последовательным наращиванием слой за слоем вплоть до образования готового изделия. ООО «ПроПласт-НН» осуществляет 3d печать на заказ – цена рассчитывается индивидуально в зависимости от размера объекта, количества заказываемых образцов, материала, из которого они будут выполняться и метода прототипирования.
3d печать и прототипирование – новейшие технологии на практике
Соединение компьютерных технологий с производством позволяет многократно увеличить скорость выпуска продукции, снизить затраты на создание необходимых предметов. Объемная печать развивается быстрыми темпами, из области фантастики она стала привычным производственным процессом, осуществить который можно различными методами. Заказать 3d печать в Нижнем Новгороде можно для одной модели или партии продукции достаточно позвонить в ООО «Про Пласт-НН» по телефонам, указанным на сайте. Заказчик получит объемную деталь из пластика, выполненную с высокой степенью точности по чертежам или на основе реального аналога. Возможен малосерийный выпуск продукции методом 3d печати и прототипирования.
Где применяются созданные 3d модели и прототипы
Изготовление прототипов на 3d принтерах позволяет быстро и с небольшими затратами получить образец нужной детали из полимерного материала, выполненный с высокой степенью точности, без шероховатостей или искажений. В зависимости от применяемой технологии и материала, из которого делается образец, изделие приобретает высокотехнологичные свойства: идеальную форму, прочность, пластичность, температурную устойчивость. Модели нашли применение во многих областях, поэтому делают 3d печать на заказ компании разных специализаций:
архитектуры – при создании макетов зданий и комплексов;
дизайна;
сувенирного производства.
Как осуществляется процесс 3d прототипирования
Основой для прототипирования является 3d изображение объекта, составленное компьютерной программой с функциями трехмерного моделирования. 3d прототипирование на заказ выполняется с высокой точностью перевода изображения в физический объект одним из нескольких возможных методов:
FDM (англ. Fused Deposition Modeling – формирование плавлением). Движущаяся расплавленная полимерная нить послойно формирует объект сложной геометрической формы, который впоследствии может выдерживать высокие механические и температурные нагрузки.
SLS (англ. Selective Laser Sintering). Это спекание порошка, находящегося в емкости, под целенаправленным воздействием лазерного луча.
MJM (от англ. Multi Jet Modelling – моделирование множеством форсунок). Многосопельное 3d принтер прототипирование, нанесение расплавленного материала множеством струйных головок, по принципу работы лазерного принтера.
LOM (от англ. Laminated Object Manufacturing – производство объекта ламинированием). Склеивание слой за слоем тонких пленок, как это делается при ламинировании. После достижения нужного объема лазерным инструментом из массы вырезается предмет нужной формы.
SLM (от англ. Selective Laser Melting – выборочное плавление лазером). Избирательное сплавление металла целенаправленным лазерным лучом, в результате которого получается цельный предмет.
EBM (от англ. Electron Beam Melting – плавление электронным лучом). Создание изделия из порошка, который расплавляется направленным пучком электронов.
STL (от англ. stereolithography – стереолитография). Целенаправленное формирование твердого объекта лазерным лучом, направленным в емкость с жидкой полимерной резиной.
Преимущества 3d печати и прототипирования
Какие преимущества и выгоды получает клиент, решивший заказать 3D печать на принтере?
Перед запуском нового изделия в серийное производство предприятие может приобрести опытный образец, протестировать его, внести изменения, что позволит избежать ошибок при конструкторской разработке изделия, сократить себестоимость продукции.
Если частному или государственному предприятию нужно произвести выпуск малой партии продукции, ему выгоднее обратиться за услугой малосерийного производства методом прототипирования, чем производить конструкторско-инженерные разработки и испытания опытных образцов, перенастраивать производство, задействовать трудовые ресурсы и оборудование. Печать на 3д принтере по ценам вполне доступным сэкономит предприятиям значительную сумму, снизит производственные расходы.
Нужные образцы можно получить за короткий период, несмотря на степень сложности создаваемого объекта. Обычно процесс прототипирования длится от одного до десяти дней в зависимости от специфики выбранного метода изготовления. Сделать заказ 3д печати можно в компании ООО «Про Пласт-НН» – мы ответим на вопросы, рассчитаем стоимость, заключим договор и напечатаем продукцию в короткие сроки.
Стоимость 3d печати на принтере невысокая, что позволяет заказчикам сокращать собственные расходы на конструкторские разработки, тестирование и производство образцов. ООО «Про Пласт-НН» делает высококачественную 3д печать – цена рассчитывается менеджерами индивидуально в зависимости от объема, сложности работ, выбранного метода изготовления и материала, из которого печатается образец.
Стоимость прототипирования и создания 3d моделей
Ответ на вопрос сколько стоит печать на 3d принтере зависит прежде всего от количества заказанных изделий, от материала, из которого делается изделие, размера предмета, технологии его изготовления.
Компания «Про Пласт-НН» имеет возможность малосерийного производства деталей – мы можем выпустить целую партию изделий. Стоимость единичного образца выше, чем изделий, выпускаемых партией.
Компания ООО «Про Пласт-НН» предлагает 3д печать в Нижнем Новгороде по ценам ниже рыночных. Множество предприятий и частных лиц, однажды обратившихся за услугой печати на 3d принтере на заказ, становятся нашими постоянными клиентами – качество получаемых изделий, быструю скорость изготовления, соблюдение сроков мы гарантируем.
3D печать в Минске — изготовление деталей на 3D принтере
URBANS
8(029)167-44-27
Услуги
Быстро и качественно разрабатываем модели по фотографии, прототипу, чертежу. Сотрудничество возможно на любом этапе.
Почему мы?
Итак, если Вы ищете компанию, которая занимается 3D печатью и моделированием, мы можем быть очень даже хорошим вариантом для Вас.
Что мы можем предложить?
Приемлемая стоимость. Оправданное соотношение цены и качества.
Изготовление изделий из пластика с нуля (по фотографии или образцу).
Быстрое прототипирование.
Чтобы избежать возникающих в процессе сомнений и неточностей, до печати консультируем по вопросу подбора необходимых параметров финального изделия.
Мы достаточно мобильные, а место выдачи заказа может оговариваться предварительно.
Оформление всех необходимых документов на продукцию.
Распечатка на 3D принтере осуществляется в сжатые сроки.
Мы не экономим на расходных материалах.
Портфолио
Больше примеров 3D печати в Instagram и по запросу.
Башня танка
Корпус
Корпус
Шестерня
Шестерня
Шестерня
Корпус
Корабль
Руль для Nintendo
Материалы
Для печати используем самые разные виды высококачественного пластика и фотополимер. А ещё мы поможем Вам определиться с выбором, задав всего пару вопросов.
PLA (Полилактид)
материал для FDM-печати
органический биоразлагаемый пластик
производится из кукурузы, сахарного тростника, крахмала, соевого белка, крупы из клубней маниоки, целлюлозы
достаточно универсален, но не долговечен
идеален для движущихся частей и механических моделей
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
AБС (акрилонитрилбутадиенстирол)
материал для FDM-печати
промышленный ударопрочный пластик
основные характеристики: износостойкость и эластичность
самая востребованная продукция — запчасти для автомобилей, велосипедов, бытовой техники
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Нейлон
материал для FDM-печати
высокопрочный пластик
устойчив к большинству органических растворителей
используется для изготовления пластиковых шестерён и других деталей, подверженных большой нагрузке
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
PETG (полиэтилентерефталат-гликоль)
материал для FDM-печати
износостойкий пластик
прочный и долговечный
пригоден для контакта с пищей
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
SBS (стиролбутадиенстирольный блок-сополимер)
материал для FDM-печати
упругий пластик
пригоден для контакта с пищей
рекомендован производителем для изготовления медицинских изделий и детских игрушек
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
SBS-PRO
материал для FDM-печати
отличается повышенной твердостью
может использоваться как полноценная замена ABS
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Поликарбонат
материал для FDM-печати
высокопрочный термостойкий инженерный пластик
применяется как прочный заменитель стекла
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Total-pro
материал для FDM-печати
ударопрочный пластик, используемый для печати шестерен, корпусов, деталей с механической нагрузкой
стойкий к растворам кислот, щелочей, бензину
является хорошей альтернативой нейлону
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Фотополимер
материал для фотополимерной печати
материал, отвержаемый ультрафиолетом
используется для высокоточной печати
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Контакты
МинскТашкентская улица, 7 — Яндекс.Карты
Промышленная 3D-печать производственных деталей
Тот факт, что металл подходит для изготовления деталей для конечного использования, не означает, что DMLS — правильный процесс для их изготовления. DMLS использует мощный лазер для расплавления и сплавления металлических частиц по одному тонкому, как бумага, слою за раз. Из-за сильного нагрева деформация и скручивание должны контролироваться с помощью поддерживающих конструкций, которые должны быть удалены после процесса сборки. Это дополнительное время и усилия делают DMLS наиболее рентабельным для сложных металлических деталей, которые нельзя изготовить с помощью другого процесса, такого как механическая обработка, или там, где существуют существенные возможности для упрощения сборки, такие как топливная форсунка GE, которая уменьшила количество деталей. оригинальная сборка из 20 отдельных деталей в одну деталь, напечатанную методом DMLS.
Выбор SLS
DMLS может быть главным претендентом на участие в конкурсе малосерийных компонентов для конечного использования, но SLS занимает второе место. С технологической точки зрения он очень похож на DMLS. Оба используют лазер для сплавления слоев материала в порошковом слое. Плавление пластика менее энергозатратно, чем металла, поэтому для SLS не требуются опорные конструкции. Это упрощает использование всего объема рабочей камеры, упрощая настройку деталей и постобработку и, следовательно, снижая затраты. SLS ограничен пластиками из семейства нейлонов, хотя также доступны материалы со стеклом и волокном. В отличие от DMLS, SLS предлагается только в одном разрешении при толщине слоя 0,004 дюйма. Посетите protolabs.com для получения дополнительной информации.
Другие рекомендации по использованию SLS
Многие клиенты выбирают ненаполненный нейлон, если в готовой детали требуется больше «податливости» (например, спинка стула), в то время как наполненный материал лучше подходит для зубчатых колес, шкивов и других механических деталей. Приложения. Нейлон можно стерилизовать в автоклаве, поэтому он часто используется для медицинских деталей, таких как ручки инструментов и корпуса устройств, но он также «гигроскопичен» (впитывает воду) и слегка пористый, что делает его менее применимым в очень влажных условиях.
Пластиковые основы, и нейлон не исключение. Те же методы проектирования, которые повышают стабильность и точность деталей, полученных литьем под давлением, — одинаковая толщина стенок, ребристость на больших плоских участках и т. д. — также улучшают качество деталей, изготовленных с использованием SLS. Нейлон широко используется для изготовления деталей, изготовленных методом литья под давлением, поэтому SLS является отличным временным решением для тех клиентов, которые ожидают доставки производственного инструмента или в тех случаях, когда инвестиции в такой инструмент не имеют смысла.
Не сбрасывайте со счетов SL
Если DMLS — новичок в аддитивном блоке, то стереолитография — его дедушка. Оригинальный и бесспорный король быстрого прототипирования, SL производит очень точные и детализированные детали, но, как правило, упускают из виду детали для конечного использования. Это связано с тем, что фотоотверждаемая смола, используемая с SL, плохо реагирует на длительное воздействие УФ-излучения, что приводит к деградации материала и смещению деталей. Однако покройте те же самые детали SLArmor, легким никелевым покрытием с керамическим наполнителем, предлагаемым Protolabs, и они будут такими же прочными, как гвозди, и достаточно стабильными, чтобы прослужить долгие годы.
Независимо от того, какой метод используется, при работе с любым проектом 3D-печати важно помнить, что сложность — это бесплатно. Это создает бесконечный потенциал для улучшения продукта. Легкий вес, упрощение сборки, снижение производственных затрат — список преимуществ обширен. По мере того, как дизайнеры продолжают изучать 3D-печать, будет открываться все больше приложений для конечного использования, что, в свою очередь, приведет к дополнительному росту 3D-печати и ее возможностей.
Хотите подробнее изучить свойства материалов SL, SLS и DMLS, прочитайте наш информационный документ о выборе подходящих материалов для 3D-печати. И если вам в настоящее время требуется небольшое количество функциональных деталей для конечного использования, ответом может стать 3D-печать. Свяжитесь с Protolabs по телефону 877.479.3680 или [электронная почта защищена], чтобы обсудить возможности, или просто загрузите 3D-модель CAD на protolabs.com, чтобы мгновенно рассчитать стоимость.
Материалы для 3D-печати производственных деталей | Stratasys Direct
Материалы для 3D-печати производственных деталей
Использование аддитивного производства (AM) или 3D-печати для производства готовых деталей становится все более популярным. AM создает нестандартные сложные производственные детали в небольших объемах быстрее, чем традиционные производственные процессы. Технология 3D-печати не требует инструментов и способна создавать сложные геометрические формы. Идеально подходящие для небольших объемов нестандартных деталей, AM может производить легкие конструкции и компоненты со сложными внутренними характеристиками из тех же прочных термопластов и металлических материалов, которые доступны при традиционных методах производства.
В отчете Wohler за 2018 год сообщается, что компании используют технологию AM для производства функциональных деталей чаще, чем для любого другого применения. На вопрос «Как ваши клиенты используют детали, созданные в ваших системах AM?» Опрошенные компании сообщили, что 33,1% используют 3D-печать для функциональных деталей конечного использования.
Типы материалов AM для производства деталей
Материалы, отвечающие требованиям конечного применения, являются ключом к успешному производству деталей AM. Эти материалы должны соответствовать сертификатам и механическим свойствам для конкретных отраслевых требований, таких как класс огнестойкости для аэрокосмической промышленности, медицинская биосовместимость и энергетическая химическая стойкость. В различных отраслях промышленности существуют различные требования к долговечности, внешнему виду и допускам. В этой статье мы разбираем категории материалов AM, предлагаемых Stratasys Direct для 3D-печатных производственных деталей, и обсуждаем конкретные материалы, которые открыли дополнительные возможности для производственных приложений.
Термопласты AM
Термопласты AM позволяют создавать прочные, долговечные детали, которые являются точными, воспроизводимыми и стабильными с течением времени. В Stratasys Direct мы предлагаем ряд термопластов с тремя аддитивными технологиями: моделирование наплавления (FDM), лазерное спекание (LS) и Multi Jet Fusion (MJF).
FDM предлагает свободу дизайна 3D-печати в сочетании с прочными термопластами инженерного класса, такими как ABS и смола ULTEM™, для создания прочных деталей, идеально подходящих для функционального прототипирования и производства. Лазерное спекание и многоструйная сварка создают прочные и геометрически сложные компоненты из нейлоновых термопластичных материалов, которые хорошо подходят для мелкосерийного производства.
Примеры термопластов для производственных компонентов
Материалы для 3D-печати
AM Metals
Металлические материалы AM продолжают активно внедряться в производство готовых деталей. Металлы хорошо подходят для производственных применений, потому что они обладают механическими свойствами, аналогичными деталям, изготовленным с помощью обычных процессов, с возможностью получения сложной геометрии в одной сборке жидкости.
Металлы и сплавы, используемые в прямом лазерном спекании металлов (DMLS, тип технологии прямого лазерного плавления металлов), представляют собой распыленные порошки, некоторые из которых были специально разработаны для применений, требующих особых свойств, таких как биосовместимость или совместимость с жидким кислородом. DMLS точно формирует сложную геометрию, что невозможно с помощью традиционных методов. Прочные, плотные металлические детали изготавливаются за меньшее время, чем другие методы производства.
Примеры AM-металлов для производственных применений
Материалы для 3D-печати
Основные характеристики AM-материалов
FDM Antero 800NA обладает отличной термостойкостью, износостойкостью и химической стойкостью. Материал обладает сверхнизкими свойствами газовыделения и имеет самую высокую химическую стойкость, доступную для технологии FDM. Antero 800NA идеально подходит для быстрой доставки деталей на рынок, особенно когда существует неопределенность спроса, срока службы продукта или когда проектирование находится на ранней стадии и необходимы изменения.
FDM Nylon 12CF содержит 35% армирующего рубленого углеродного волокна для улучшения механических свойств материала Nylon 12. Полученный термопластик, наполненный углеродным волокном, обеспечивает самое высокое соотношение прочности и жесткости к весу среди всех FDM-пластиков. Этот материал является отличным вариантом для приложений с высокими функциональными требованиями, часто используется в качестве замены металлических приложений.
Медь (C18150), хромо-циркониевый медный сплав, является новейшим металлическим материалом, разработанным Stratasys Direct Manufacturing для AM. Добавка C18150, обладающая превосходной тепло- и электропроводностью, была разработана, чтобы заполнить нишу на рынке аддитивной меди и удовлетворить спрос на медные добавки. Stratasys Direct разработала процесс производства добавки C18150 и внедрила контролируемые процессы термообработки для оптимизации механических свойств и свойств материала. Добавка меди может быть использована для интегрированного регенеративного охлаждения ракетных двигателей с внутренними конформными каналами внутри сопла ракеты или изогнутых и наклонных тепловых труб, используемых в дальней космонавтике и малых спутниках.
Будущее аддитивных материалов для производства
Поставщики и разработчики аддитивных материалов неуклонно расширяют возможности существующих аддитивных технологий. В Stratasys Direct многолетний опыт работы с AM позволил нам сотрудничать с клиентами в разработке материалов. По мере появления новых рыночных требований и увеличения заинтересованности компаний в использовании аддитивного производства в своем производстве новые материалы будут продолжать появляться на сцене.
ULTEM™ является зарегистрированным товарным знаком компании SABIC или ее филиалов или дочерних компаний.
Создание пресс-форм из силикона: практическое руководство
На протяжении истории для изготовления разных вещей, от оружия в бронзовом века до современных потребительских товаров, ремесленники использовали пресс-формы. Первые пресс-формы делали из камня, но современная наука позволила получить материалы, с которыми проще работать, например силикон.
Сегодня литье в силиконовых пресс-формах используется компаниями во многих отраслях. Чтобы создать модель в одном экземпляре или несколько ее партий, силиконовые пресс-формы используют все, от разработчиков продукции и инженеров до любителей творчества и даже шеф-поваров.
В этом практическом руководстве по созданию пресс-форм из силикона мы рассмотрим все вопросы, которые нужно знать перед началом работы. Мы также расскажем о том, что вам для этого потребуется, и пошагово продемонстрируем, как использовать силиконовые пресс-формы в любых проектах.
Технический доклад
В этом докладе содержатся практические примеры компаний OXO, Tinta Crayons и Dame Products, иллюстрирующие три различных случая применения литья в силиконовых пресс-формах для разработки и производства продукции, в том числе многослойное литье и литье со вставкой.
Скачать технический доклад
Силикон — это надежное решение для изготовления пресс-форм. Он обладает множеством преимуществ. С помощью литья в силиконовых пресс-формах можно создавать проекты по индивидуальным параметрам. Сами пресс-формы получаются достаточно прочными. Их можно использовать несколько раз, и они не сломаются. Силикон — это неорганический материал. По сравнению с каучуком, своим органическим аналогом, он обладает высокой устойчивостью к теплу и холоду, воздействию химических веществ и даже образованию плесени. Пресс-формы из силикона обладают следующими преимуществами:
Силикон — гибкий материал. Благодаря этому с ним легко работать. Силиконовые пресс-формы можно сгибать; они мало весят по сравнению с более жесткими материалами, например пластмассой. Из них также легко извлекать отлитые модели. Силикон обладает хорошей гибкостью. Поэтому вероятность того, что силиконовые пресс-формы или отлитые в них модели сломаются, меньше. Пресс-формы из силикона, созданные по индивидуальным параметрам, можно использовать для изготовления любых изделий, от сложных инженерных компонентов до кубиков льда и сладостей к празднику.
Силикон способен выдерживать температуру от -65 до +400 градусов Цельсия. В зависимости от формулы он обладает удлинением до 700 %. У него высокая стойкость к широкому ряду условий: силикон можно поместить в печь или холодильник и растянуть его после этого.
В большинстве случаев одну силиконовую пресс-форму можно использовать много раз. Однако нужно понимать, что срок службы разных пресс-форм может сильно отличаться. Чем чаще выполняется литье и чем сложнее форма создаваемой модели, тем быстрее пресс-форма будет изнашиваться. Чтобы максимально продлить срок службы пресс-форм из силикона, их нужно очищать слабым мыльным раствором, тщательно высушивать и хранить по отдельности, не складывая друг на друга.
Силикон обладает массой преимуществ, но у него есть и ряд ограничений:
Силикон дороже латекса или органического каучука. Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса.
Несмотря на хорошую гибкость, силикон может порваться, если его сильно растянуть.
Силикон создают, применяя разные формулы. Поэтому его и другие материалы для производства нужно покупать у надежного поставщика.
Как любители, так и профессионалы используют пресс-формы из силикона из-за их универсальности и простоты в применении. Вот несколько отраслевых примеров и случаев применения, где их используют для производства продукции:
Литье в силиконовых пресс-формах используется для прототипирования и разработки продукции в различных отраслях. Стоимость силиконовых пресс-форм значительно ниже, чем жестких инструментов для традиционных производственных процессов, таких как литье под давлением. Литье в пресс-формах из силикона отлично подходит для прототипирования конструкций изделий, а также для создания образцов, чтобы проверить потребительский спрос на новую продукцию на рынке. Если 3D-печать лучше подходит для создание моделей в одном экземпляре, то литье в силиконовых пресс-формах и из полиуретана — идеальное решение для мелкосерийного производства моделей.
Вебинар
Производство с помощью новых технологий быстрее традиционных методов, а также эффективно при создании продукции в малых масштабах или внесении изменений в ее конструкцию. Посмотрите этот вебинар и узнайте, как использовать 3D-печать для создания моделей в средних масштабах методом литья под давлением.Смотреть вебинар
Ювелиры используют силиконовые пресс-формы для дублирования созданных вручную или напечатанных на 3D-принтере моделей из воска. Это дает им возможность постепенно отказаться от трудоемкой работы, вырезая модели из воска для каждого нового изделия, но при этом продолжать использовать этот материал для литья. Благодаря этому можно совершить значительный скачок в серийном производстве и использовать литье по выплавляемым моделям в заданных масштабах. Так как силиконовые пресс-формы позволяют хорошо передать детали, ювелиры могут создавать изделия с мелким орнаментом и замысловатой геометрической формой.
Силиконовая пресс-форма с вулканизацией при комнатной температуре, наложенная на созданный на 3D-принтере образец.
Технический доклад
3D-печать с использованием высокоэффективных материалов позволяет проектировщикам и специалистам по литью использовать в своих производственных процессах цифровые технологии. Прочитайте эту статью и узнайте, как можно использовать 3D-печать для производства мелких металлических изделий.Скачать технический доклад
Мастера используют силиконовые пресс-формы, чтобы создавать изделия ручной работы с индивидуальными параметрами, например, мыло или свечи. Чтобы изготовить продукцию, такую как мел и ластики, пресс-формы из силикона используют даже производители школьных принадлежностей.
Например небольшая австралийский компания Tinta Crayons применяет пресс-формы из силикона для производства цветных восковых мелков с забавной формой и высоким качеством поверхности.
Цветные восковые мелки в виде роботов компании Tinta Crayons, отлитые в силиконовых пресс-формах (источник изображения).
С помощью силиконовых пресс-форм для еды можно создавать различные кондитерские изделия причудливой формы, в том числе шоколад, фруктовый лед и леденцы. Так как силикон выдерживает температуру до 400 градусов Цельсия, такие пресс-формы можно также использовать для запекания. Кроме того, в них хорошо поднимаются маленькие мучные изделия, такие как булочки и кексы.
Независимые художники и любители творчества используют литье в силиконовых пресс-формах для создания уникальных изделий. Их можно применять для придания формы любым предметам и изготовления их копий, от бомб для ванной до лакомств для собак. Возможности практически безграничны. Детям будет интересно создать копию своей руки с помощью литья в силиконовых пресс-формах. Нужно лишь убедиться в том, что используемый силикон безопасен для кожи.
Образец — это модель, которую используют для получения точного ее отпечатка в силиконовой пресс-формы. Если вы просто хотите сделать копию существующего объекта, имеет смысл использовать его в качестве образца. Нужно лишь убедиться в том, что этот объект способен выдержать процесс создания пресс-формы.
Для получения новой конструкции или прототипа сначала нужно изготовить образец. Для этого есть несколько способов. Среди них следующие:
Лепка: если вы талантливый скульптор или создаете модель с относительно простой конструкцией, для изготовления образца можно использовать глину. Лепка образца также будет интересна детям и представляет собой экономичное решение для любителей творчества.
Резьба: образец можно создать с помощью резьбы по дереву. Образцы, вырезанные из дерева, — это отличный выбор для создания плиток и плоских конструкций.
3D-печать: многие профессионалы и проектировщики в компаниях выбирают печать образцов на 3D-принтере. Настольные 3D-принтеры обладают множеством преимуществ. Они дают широкие возможности для проектирования в программном обеспечении САПР, обеспечивают высокую детализацию, легкость при внесении изменений в прототипы, а также быстрое создание моделей.
Получив образец, можно начинать изготовление силиконовой пресс-формы.
Для создания базовой пресс-формы из силикона потребуется следующее:
Образец
Жидкий силикон, например, Smooth-On OOMOO 30
Емкость или беспористый контейнер в качестве корпуса для пресс-формы
Смазка для пресс-формы, например, Smooth-On Universal Mold Release
Воск, полимер или другой материал для конечного использования
Прежде чем приступить к созданию пресс-форм, нужно решить, какие вам нужны.
Однокомпонентные силиконовые пресс-формы похожи на лоток для кубиков льда. В них заливают материал и дают ему затвердеть. Однако, как и в случае с кубиками льда, у которых верхняя поверхность плоская, однокомпонентные пресс-формы подходят только для создания моделей, у которых одна из сторон ровная. Если у вашего образца есть глубокие канавки, после затвердевания силикона его и готовые модели будет сложнее извлечь, не повредив.
Если у вашего образца другая конструкция, то однокомпонентные силиконовые пресс-формы идеально подойдут для непрерывного 3D-воспроизведения всей его поверхности.
Однокомпонентные силиконовые пресс-формы — наилучшее решение для изготовления моделей с плоской стороной и без глубоких канавок.
Для 3D-воспроизведения образца без плоской стороны или с глубокими канавками лучше подойдет двухкомпонентная пресс-форма. Она состоит из двух элементов, которые соединяются и образуют трехмерную полость (аналогично тому, как осуществляется литье под давлением).
У двухкомпонентных пресс-форм нет плоских поверхностей, и с ними проще работать, чем с формами, состоящими из одного компонента. Из недостатков: их немного сложнее изготовить. Также на поверхности моделей могут оставаться швы, если компоненты пресс-формы не расположить вровень друг с другом.
С помощью двухкомпонентных пресс-форм можно воспроизводить образцы с любой конструкцией (источник изображения)
Сначала нужно решить, какую пресс-форму использовать: одну- или двухкомпонентную. Процесс их изготовления схож, но на создание двухкомпонентной пресс-формы потребуется немного больше времени. Для изготовления силиконовых пресс-форм можно использовать следующие пошаговые инструкции.
Создайте образец вашего изделия: это ваш окончательный проект модели, которая будет воспроизведена из другого материала. При печати на стереолитографическом 3D-принтере используйте стандартные полимеры с высотой слоя 50 мкм. На детализированной поверхности не должно быть следов от поддерживающих структур. Промойте модели с помощью ИПС. Если поверхность остается липкой, это может повлиять на процесс литья в силиконовых пресс-формах.
Создайте корпус для пресс-формы: популярное решение для изготовления емкости для пресс-формы — ДВП с порошковой окраской, но подойдет и обычный пластиковый контейнер. Материалы должны быть беспористыми и с плоским дном.
Расположите образец и нанесите смазку для литья: нанесите немного смазки на внутреннюю поверхность корпуса для пресс-формы. Поместите образцы в емкость так, чтобы их детализированная поверхность была обращена вверх. Нанесите на них небольшой слой смазки для литья. Подождите 10 минут, пока они полностью высохнут.
Приготовьте силикон: смешайте силиконовый каучук в соответствии с указаниями на упаковке. Для удаления пузырьков воздуха можно использовать устройства, создающие вибрацию, такие как ручная электрошлифовальная машина.
Залейте силикон в корпус для пресс-формы: осторожно залейте смешанный силиконовый каучук в емкость узкой струей. Сначала заливайте каучук в нижнюю часть емкости (основание) и постепенно поднимайтесь по контурам образца, напечатанного на 3D-принтере. Толщина слоя каучука сверху образца должна быть не менее одного сантиметра. В зависимости от типа и торговой марки силикона процесс затвердевания займет от одного часа до дня.
Извлеките силикон из емкости: после того как силикон затвердеет, извлеките его и образцы из емкости. Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.
Отлейте вашу модель: рекомендуется нанести небольшой слой смазки на силиконовую пресс-форму и дать ей высохнуть в течение 10 минут. Залейте материал для конечного использования (например, воск или цемент) в полости и дайте ему затвердеть.
Подготовьте пресс-форму к следующей заливке: силиконовую пресс-форму можно использовать много раз. Перейдите к седьмому пункту и повторите процесс.
Чтобы создать двухкомпонентную силиконовую пресс-форму, выполните первые два действия, указанные выше: создайте образец и корпус для пресс-формы. После этого выполните следующие действия:
Расположите образцы в корпусе, поместив их в глину: чтобы сформировать половину пресс-формы, используйте глину. Глину нужно выложить в корпус для пресс-формы. Образец нужно вставить в глину наполовину.
Приготовьте силикон и залейте его: приготовьте силикон, следуя указаниям на его упаковке, и осторожно залейте его поверх глины и образцов. Залитый слой силикона — это первая половина двухкомпонентной пресс-формы.
Извлеките все содержимое из корпуса для пресс-формы: после того как первая половина затвердеет, извлеките ее, образцы и глину из корпуса для пресс-формы. При извлечении содержимого допускается отделение слоев друг от друга.
Выполните очистку от глины: полностью очистите первую половину пресс-формы и образцы от глины. Образцы и полученная часть пресс-формы должны быть абсолютно чистыми.
Поместите пресс-форму и образцы обратно в корпус: снова поместите полученную часть пресс-формы со вставленными в нее образцами в корпус так, чтобы они были обращены вверх, а не вниз.
Нанесите слой смазки для литья: чтобы проще было извлечь второй компонент пресс-формы, нанесите тонкий слой смазки на верхнюю поверхность образца и первой части пресс-формы.
Приготовьте силикон и залейте его для получения второй части пресс-формы: следуя приведенным ранее указаниям, приготовьте и залейте силикон в корпус, чтобы получить второй компонент пресс-формы.
Дождитесь, пока вторая часть пресс-формы затвердеет: прежде чем извлечь второй компонент пресс-формы из корпуса, дождитесь, пока она затвердеет.
Извлеките модели: извлеките обе части пресс-формы из корпуса и аккуратно отсоедините их друг от друга.
Будь то еда, фигурки или коммерческие компоненты, единственно верного способа производства продукции в целом не существует. Для достижения наилучших результатов зачастую используется сочетание разных методов. Чтобы принимать наиболее эффективные решения в рамках своего проекта, важно знать о преимуществах и недостатках каждого из них.
Хотите узнать о других методах литья в пресс-формах и случаях их применения? Скачайте наш технический доклад «Прессование из силикона для разработки продукции».
Скачать технический доклад
Литье форм из жидкого силикона в домашних условиях / Хабр
В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.
Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.
Вот пример гипсовой формы, которую делали сами в самом начале:
А это уже промышленная форма:
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.
Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.
Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.
Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.
Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.
Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.
Компонтент А
Компонент B:
Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.
Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.
Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.
Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.
Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.
Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.
Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Для чего еще можно использовать формы, отлитые из жидкого силикона:
для изготовления силиконовых приманок;
для производства декоративного камня и плитки;
для литья из гипса;
для формовки мыла при изготовления;
использовать при формовке шоколада и желе;
для литья деталей из двухкомпонентного жидкого пластика;
при изготовлении декоративных статуэток и поделок;
Если у кого есть опыт в отливке силиконовых деталей и форм, будет здорово дополнить эту историю полезными лайфхаками и приемами.
Учебное пособие по изготовлению форм: силиконовая форма для глиняной скульптуры
Джон Кэннон из The Whimsical Гарденс привез свою глиняную скульптуру в наш центр, чтобы сделать слепок фигуры, а затем воспроизвести его в пластике на машине ротационного литья. Подробная скульптура изображена ниже с разных углы.
В этой статье подробно описаны шаги, которые мы предприняли на протяжении всего процесса изготовления и литья форм:
Шаг 1: Выбор метода изготовления формы и формы Резина Шаг 2: Сборка формы и подготовка Скульптура Шаг 3: Измерить, смешать и залить силиконовую форму Резина Шаг 4: Извлечение формы Шаг 5: Вырезать форму Шаг 6: Вращательное литье
Шаг 1.
Выберите метод изготовления формы и резиновую форму
Метод изготовления формы
Для этой скульптуры мы выбрали метод «литой блочной формы».
Вот причины, по которым мы отказываемся от других методов:
Нанесение кистью: Мы обеспокоены тем, что в сложных деталях на основе скульптура. Кроме того, формы, наносимые кистью, как правило, имеют толстые и тонкие места — тонкие места в конечном итоге становятся слабыми местами. плесень.
Форма для литого одеяла: Одним из этапов процесса изготовления литого одеяла является формирование слоя глины сверху. оригинальной модели ( ознакомьтесь с учебным пособием по литой форме для одеяла здесь ). Этот шаг, скорее всего, деформирует глиняный оригинал.
Основываясь на форме скульптуры, мы также знаем, что форму потребуется разрезать, чтобы удалить оригинальная скульптура и последующие отливки.
Формовочная резина
Для этого конкретного проекта мы также знаем, что хотим использовать силиконовую формовочную резину, поскольку она не требует разделительный состав при заливке полиуретановой смолы. Разделительный состав может быть трудно наносить на сложные участки. и его может быть трудно удалить из литья. Остаточный разделительный состав может предотвратить прилипание краски к отливки.
Силиконовые каучуки, отвержденные платиной, и силиконовые каучуки, отвержденные оловом
Силиконы Polytek делятся на две основные категории: отвержденные платиной и отвержденные оловом. Основные сравнения между двумя варианты указаны в таблице ниже:
Отсутствие усадки при отверждении, отвержденная резина имеет длительный срок хранения
Жидкая резина может страдать от ингибирования отверждения некоторыми материалами (например, серой глина, оловянные силиконы, бондо, некоторые виды пластика, напечатанные на 3D-принтере, латексная резина).
Большинство материалов, особенно смолы, пены и некоторые легкоплавкие металлы.
Не ингибирует отверждение, немного дешевле, чем системы с платиновым отверждением
Усадка при отверждении (~1%), более короткий срок службы библиотеки (2-5 лет), чем у систем с платиновым отверждением.
Большинство материалов, особенно смолы, пены и некоторые легкоплавкие металлы. Может ингибировать полиуретан резина, отвержденный платиной силикон и отливки из полиоптической смолы серии 14.
Заливка, кисть, распыление.
Силиконовые каучуки, отвержденные платиной, имеют преимущества по сравнению с силиконовыми каучуками, отвержденными оловом (например, отсутствие усадки при отверждении, более длительный срок службы библиотеки), но может страдать от ингибирования отверждения при воздействии определенных материалов. Сера, для например, является известным ингибитором и присутствует в некоторых глинах для лепки.
Мы не уверены, содержит ли скульптура Джона серу, поэтому проводим небольшое тестовое лечение.
Для теста мы смешиваем и выливаем в глину быстротвердеющий платиновый силиконовый каучук (PlatSil ® 71-10). Зона сдерживания против небольшой секции на задней стороне скульптуры.
Через 30 минут мы удаляем силиконовый каучук, чтобы определить, правильно ли он затвердел. Мы находим, что резина, которая касалась скульптуры, оставалась липкой, в то время как стороны резины подвергались воздействию воздуха и глина застыла правильно. Это указывает на наличие загрязнения внутри или на глине, которое может предотвратить любой силиконовый каучук, отвержденный платиной, отвержден должным образом.
Основываясь на этих выводах, мы выбрали силиконовый каучук, отвержденный оловом, в качестве материала формы: TinSil ® 80-15 Силикон. Резина. Мы выбираем мягкий силикон (Шор A15) из-за глубоких подрезов на скульптура. Более твердую резину может быть труднее снять без повреждений.
TinSil 80-15 Силикон Резина: Технические характеристики
Твердость: по Шору A15
Смесь Соотношение: 1A:10B
Время заливки: 30 минут
Смешанная вязкость: 12 000 сП
Время извлечения из формы: 24 часа
Затвердевший цвет: Персиковый
Удельный объем: 25,3 дюйм³/фунт
Шаг 2: Изготовление формы и подготовка скульптуры во всех направлениях), а затем загерметизировали вазелином.
ПРИМЕЧАНИЕ. Рекомендуется сузить внутреннюю часть коробки формы, чтобы форму можно было легче удалить, если перевернуть коробку пресс-формы вверх дном.
Затем на глиняную скульптуру наносится антиадгезив Pol-Ease ® 2500.
ПРИМЕЧАНИЕ: Используйте Pol-Ease ® 2300 при изготовлении формы из полиуретановой резины.
Коробка для формы помещается вокруг подготовленной скульптуры, чтобы убедиться, что размеры подходят.
Количество каучука, необходимого для пресс-формы, оценивается следующим образом:
Объем коробки для пресс -формы = ~ 1716 в 3
Объем скульптуры = ~ 84,78 в 3
Том коробки для плесени — объем скульптуры: 1 716in 3 — 84,78 в 3 = 1,6131 3131131 3131131 3131131 3131131 3131131 3131131 3131131 — 84,78 в 3 = 1,6131 = 2 — 84,78 в 3 = 10130 3 — 84,78 в 3 = 10130 3 — 84,78 в . в 3
1 631,22 в 3 ÷ 23,7 в 3 /фунт (удельный объем TinSil 80-15) = 68,8 фунта силиконовой резины TinSil 80-15
68,8 фунта — это большое количество каучука, и мы понимаем, что есть возможность уменьшить это количество, добавив угловые вставки и другие блоки.
Мы добавляем несколько блок-аутов, но сохраняем расстояние не менее 1 дюйма между скульптурой и формой. стены коробки/блокауты.
После закрепления всех блоков форму снимают, чтобы запечатать новую фанеру. дополнить вазелином и зачеканить все края подогретым пластилином глина. Заделка краев помогает предотвратить утечку, когда жидкий силикон заливают в форму. коробка позже.
Скульптура помещается обратно в форму, а затем форма закрепляется винты.
Шаг 3. Отмерьте, перемешайте и залейте силиконовую резину для формования Резина нужна для изготовления формы.
Как упоминалось ранее, TinSil 80-15 имеет соотношение компонентов 1A:10B. Компоненты измеряются по весу, а затем тщательно перемешивается.
ПРИМЕЧАНИЕ: Не пытайтесь измерять продукты с соотношением компонентов 1A:10B по объему – всегда измеряйте масса.
Из-за большого количества каучука, необходимого для этого проекта, мы смешиваем две отдельные партии с помощью турбонагнетателя. Смеситель.
Каучук перемешивают до достижения однородного цвета.
ПРИМЕЧАНИЕ: Старайтесь не ударять турбомиксером стенки емкости для смешивания, так как это может привести к попаданию воздуха в смесь.
Затем партии перемешиваются вручную с помощью поли-лопасти.
ПРИМЕЧАНИЕ. Это важно несколько раз соскрести стенки и дно емкости для смешивания, так как именно там материал имеет свойство цепляться.
Силикон заливают в самую нижнюю точку формы и дают ему подняться.
Резина заливается до тех пор, пока она не достигнет высоты не менее 1,0 дюйма над самой высокой точкой скульптуры.
Мы оставляем резину сохнуть при комнатной температуре на ~24 часа. Тепловые лампы могут помочь ускорить излечивать.
ПРИМЕЧАНИЕ. Время извлечения из формы зависит от продукта. Ознакомьтесь с техническими бюллетенями продукта для эта информация.
Шаг 4. Извлечение формы
Перед извлечением из формы места расположения стенок и заглушек опоки отмечают ручкой. Это сделано для того, чтобы Коробка формы может быть правильно собрана для последующего литья.
Все края формы отделяют от плинтуса шпателем до плесень удаляется.
После снятия формы с плинтуса скульптура разделяется пополам, оставляя верх половина в форме.
Шаг 5: Разрежьте форму
Чтобы удалить остатки скульптуры и последующие отливки, мы готовимся сделать разрез на одной стороне формы. Фотографии скульптуры распечатываются, чтобы определить хорошее место для разреза.
ПРИМЕЧАНИЕ: Если возможно, лучше всего резать по линии, которая уже существует на скульптуре или в незаметное место (т.е. избегать лица).
Для разреза используется скальпель.
ПРИМЕЧАНИЕ. Важно для создания неправильной формы разреза (т. е. шпунт-паз или зигзагообразный разрез), чтобы две стороны совпадали лунка для литья ( для получения общей информации о резке резиновых форм см. статью ).
Остаток скульптуры удаляется из формы, а глина остается в форме. очищается.
Шаг 6. Вращательное литье
Форма помещается обратно в коробку формы и затем закрепляется.
Поскольку мы планируем использовать машину ротационного литья, мы делаем крышку опоки с заливным отверстием. В это отверстие заливают быстротвердеющую смолу, когда опока находится на машине ротационного литья.
По бокам коробки добавлены деревянные бруски, чтобы установить и прикрепить ее к вращающемуся литейная машина.
Силиконовая заглушка позже будет использоваться для закрытия отверстия при заливке.
Короб формы загружается на машину ротационного литья и закрепляется С-образными зажимами.
EasyFlo 120 Liquid Plastic — это продукт, который мы чаще всего рекомендуют для вращательного или слаш-заброса. Он предназначен для постепенного затвердевания. рабочего времени, в отличие от «защелкивания» (подобно характеристикам отверждения EasyFlo 60, еще одного продукта с серии ИзиФло). Это постепенное сгущение в течение последних 30-45 секунд рабочего времени помогает обеспечить ровное пальто.
EasyFlo 120 Жидкость Пластик: Технические характеристики
Твердость: Shore D65 Смесь Соотношение: 1A:1B по объем, 100A:90B по весу Время застывания: 2-2,5 минуты Смешанный Вязкость: 120 сП Время извлечения из формы: 15-30 минут Цвет отверждения: Белый Удельный объем: 26,9 дюйм³/фунт
Приблизительно 2 фунта EasyFlo 120 тщательно перемешивают и заливают в форму.
ПРИМЕЧАНИЕ: В идеале эту смолу следует смешивать и заливать менее чем за минуту.
Отверстие для заливки закрывается силиконовой заглушкой, после чего машина включается.
Через ~30 минут форму извлекают из машины для ротационного литья, а затем заливку удаляется из формы.
Для следующего цикла мы смешиваем EasyFlo 120 + коричневый краситель PolyColor + бронзовый порошок для получения холодного литья. бронзовая копия.
Вот несколько фотографий детали из бронзы холодного литья перед полировкой стальной ватой (стальная шерсть используется для воздействия бронзового порошка на поверхность отливки). Изначально на отливках появится шоколад коричневый; вы заметите маленькое пятно на его щеке, которое было отполировано.
История LSR & LOWED LONGED: Временный срок
Ликвидные силиком -резины и образец ликвидной инъекции (LIM). спектр отраслей. Это меняет саму природу производственного мира. Это делает возможным изготовление широкого спектра деталей практически для всех мыслимых отраслей промышленности. Процесс изготовления обеспечивает высокий уровень производительности за счет короткого времени цикла.
После проектирования и изготовления форм оператор может с минимальными усилиями изменить материалы и цвета. Типичная машина для литья под давлением имеет автоматическое устройство с автоматическим затвором, которое эффективно и действенно перемещает детали в производственном процессе с минимальным использованием ручного труда или без него. Это снижает затраты на единицу труда.
Процесс имеет свои недостатки. Например, существует высокая стоимость входа на оснастку и машину для литья под давлением. Дизайн детали зависит от творчества дизайнера. Детали не могут быть полыми; они должны быть полностью твердыми.
Процесс требует отдельного изготовления каждой детали. Кроме того, точность, необходимая для инструментов и производственного процесса, требует навыков и опыта в области проектирования и производства литья пластмасс под давлением. Преимущества процесса литья под давлением легко компенсируют недостатки.
Процесс производства методом литья под давлением, который развивался вместе с производством пластмасс и синтетического каучука, берет свое начало в конце 19 века. В этот период американские и европейские химики начали экспериментировать с различными каучуками и остатками химических смесей, в результате чего жидкостное литье под давлением заняло его нынешнее положение в качестве доминирующего производственного процесса в различных отраслях промышленности.
Вот некоторые ключевые моменты в истории литья под давлением и хронология литья под давлением.
Современные пластмассы, какими мы их знаем сегодня, возникли в конце 19 века. В этот период многочисленные европейские и американские химики экспериментировали с различными видами каучука и остатками химических смесей. Все пластмассы подпадают под научный термин полимеры.
Полимер представляет собой большую молекулу, состоящую из множества более мелких единиц или мономеров, связанных вместе. Мономеры связаны друг с другом от конца к концу химическими связями, которые образуют длинную цепь. Полимерные материалы текут, и производители формуют из них детали.
Природные полимеры, такие как рог, шеллак, панцирь черепахи и различные смолистые соки деревьев, существовали с незапамятных времен. Люди веками изготавливали природные полимеры. Они сформировали из них множество предметов, таких как гребни и украшения, используя процесс, который требовал применения тепла и давления.
Александр Паркс впервые представил миру синтетические полимеры (пластик) в Бирмингеме, Англия, примерно в середине 1850-х годов. Первоначально названный «Паркезин» в честь своего изобретателя, материал состоял из смешанного пироксилина, который представляет собой форму частично нитрированной целлюлозы. Пирокслин также является основным компонентом стенок растений, наряду с камфорой и спиртом.
Смесь Парка привела к получению твердого, гибкого и прозрачного материала. Он продемонстрировал свое изобретение на Международной выставке в Лондоне в 1862 году. Пластик обладал несколькими желательными качествами, которые сохраняются и по сей день. Он легко плавится и формуется, а после остывания сохраняет свою форму.
Однако Паркесин обнаружил, что другие качества компенсируют такие привлекательные характеристики. У него была высокая стоимость производства, он был очень хрупким и легко воспламеняющимся.
В 1886 году Джон Уэсли Хаятт изобрел новый материал под названием целлулоид, на который в 1869 году был получен патент США.. Целлулоид возник, когда производство слоновой кости в середине 1800-х годов не могло удовлетворить спрос на этот материал. Phelan & Colander, американский производитель бильярдных шаров, предложил приз в размере 10 000 долларов каждому, кто сможет разработать подходящую альтернативу, сообщает Общество истории пластика.
Компания Hyatt, основываясь на исследованиях нитрата целлюлозы, проведенных новаторами, такими как Паркс, обнаружила преимущества добавления камфоры в смесь. Hyatt включил использование тепла и давления. Тепло расплавило камфору, которая превратилась в растворитель нитрата целлюлозы. Использование камфоры уменьшило потребность в дополнительных летучих растворителях. В конце концов Hyatt получил патенты на несколько идей, связанных с изготовлением целлулоида.
Работа компании Hyatt с целлулоидом или пластмассами из нитрата целлюлозы привела к разработке набивочной машины, которая была предшественницей литья под давлением.
Первоначальная машина для литья под давлением, запатентованная Джоном Хаяттом и его братом Исайей Хаяттом в 1872 году, использовала грубую технологию по сравнению с современными машинами для литья под давлением. В аппарате использовался поршень, похожий на большую иглу для подкожных инъекций. Он впрыскивал расплавленный пластик через нагретый цилиндр в форму, состоящую из двух частей. Братья Хаятт представили первую многогнездную пресс-форму в 1878 г.
Некоторые из первых объектов, произведенных с помощью этого производственного процесса, включают:
Легковоспламеняющаяся природа целлюлозы оказалась серьезной опасностью для производителей. Хотя он по-прежнему используется в качестве основного материала для производства мячей для настольного тенниса, другие синтетические пластмассы начали заменять целлюлозу.
В 1879 году, используя методы сочетания науки о полимерах и технологии каучука, Бушардт создал синтетический каучук из полимера изопрена. Синтетический каучук может содержать любой ненатуральный полимерный материал с механическими свойствами эластомера. Такие материалы допускали значительную упругую деформацию под нагрузкой. После снятия напряжения материал возвращался к своему прежнему размеру без длительной деформации.
Синтетические пластмассы: 1900-е годы и после Первой мировой войны
В 1903 году три англичанина — Чарльз Кросс, Клейтон Бидл и Эдвард Беван — получили патент на искусственный шелк, также известный как искусственный шелк. Это обеспечило гораздо более безопасную альтернативу ткани на основе целлюлозы, называемой шелком шардоне. Массовое производство искусственного шелка началось в 1905 году. Сырьем для искусственного шелка была целлюлоза, полученная из древесной массы.
Благодаря техническому названию ацетат целлюлозы художественный шелк получил признание под торговой маркой искусственный шелк. Производители производили искусственный шелк в огромных количествах вплоть до 19 века.30-х годов, когда его заменили более качественными синтетическими волокнами. Несмотря на то, что его производство было недорогим, популярность художественного шелка снизилась, потому что материал становится слабым во влажном состоянии и легко сминается.
Побочный продукт ацетата целлюлозы, называемый целлофаном, появился на рынке в 1913 году. Этот прозрачный листовой материал нашел множество потребительских и коммерческих применений. Ацетат целлюлозы также заменил целлюлозу в качестве основного материала, используемого для производства кинопленки и фотопленки. Ограничения целлюлозы способствовали следующему значительному прогрессу в синтетических пластмассах: фенольных или фенолформальдегидных пластмассах.
Лео Хендрик Бакеланд, американский химик бельгийского происхождения, живущий в штате Нью-Йорк, открыл фенол, пытаясь разработать изолирующий шеллак для покрытия электрических проводов для электрических генераторов и двигателей. Комбинация фенола и формальдегида при нагревании образовывала липкую массу, которая затвердевала при охлаждении. Опираясь на этот процесс, Бакеланд обнаружил, что может смешивать материал с древесным асбестом, мукой или сланцевой пылью для создания композитных материалов с различными характеристиками.
Представленный публике в 1912 году, бакелит стал первым настоящим пластиком и первым термореактивным пластиком. Термопласты относятся к пластмассам, которые поддаются формованию при воздействии тепла, затвердевают при охлаждении, а затем могут быть повторно нагреты и переформованы.
С 1910 по 1912 год немецкие и британские ученые опирались на исследования, проведенные Бушардом, поскольку они разработали другие процессы для создания синтетического каучука.
1930-е годы и после Второй мировой войны
Начиная с 1927 года корпорация DuPont, стоимостью 27 миллионов долларов, заказала совершенно секретный проект. Усилия привели к созданию полиамида (ПА) или нейлона, одного из самых важных пластиков, когда-либо созданных. Это 100-процентно чистое синтетическое волокно, представленное на Всемирной выставке 1939 года в Нью-Йорке, использовалось для изготовления женского нейлона.
Во время Второй мировой войны все производство нейлона шло на военные нужды и изготовление парашютов для пилотов и парашютистов. Объемная форма нейлона обладает исключительной износостойкостью при пропитке маслом, что делает его популярным выбором для производства втулок, подшипников и шестерен. Термостойкое качество нейлона делает его хорошим выбором для автомобильных применений под капотом и других механических компонентов.
Достижения в области современных технологий, включая химические процессы, привели к распространению новых материалов, используемых для литья под давлением. Немецкий производитель IG Farben разработал полистирол (ПС) и поливинилхлорид (ПВХ).
Пластмасса PS использовалась для изготовления пластиковых моделей и аналогичных предметов. Полистирол был изобретен Доу в 1938 году. Пластик широко используется и сегодня. Полистирол также использовался в производстве продуктов под названиями пенополистирол и пенополистирол. Эта ударопрочная версия материала, представленная в конце 1950-х годов, продолжает использоваться и сегодня в производстве новинок и игрушечных фигурок. №
ПВХ представляет собой прочный, прочный материал с превосходными термостойкими и атмосферостойкими свойствами. Производители используют этот материал для различных применений, в том числе:
Сантехника
Желоба
Внешний сайдинг
Компьютерные корпуса
Электронный редуктор
Химический процесс может смягчить ПВХ для изготовления дождевиков, термоусадочной пленки и упаковки для пищевых продуктов.
Хотя исследования проводились с 1910 года, только в 1931 году неопрен, первый синтетический каучук, стал общедоступным. Крупномасштабное производство синтетического каучука началось в Германии. Неопрен обладает отличной устойчивостью к химическим веществам, включая масло и бензин, и выдерживает экстремальные температуры. Это сделало его привлекательным для изготовления топливных шлангов и изоляционного материала для машин.
В ответ на то, что японцы установили контроль над большей частью регионов по производству натурального каучука во время Второй мировой войны, правительство Соединенных Штатов приступило к реализации секретного проекта по разработке и совершенствованию процессов производства синтетического каучука.
Также в 1930-х годах Corning Glass Company начала исследования по созданию пластикового материала, обладающего качествами как стекла, так и пластика или силикона. Силикон на основе стекла должен обладать следующими свойствами:
Термостойкость
Влагостойкость
Химическая инертность
Диэлектрик
В 1942 году Corning создала совместное предприятие с Dow, согласившись разрабатывать и производить силикон. С 1943 по 1960 год партнерство Dow Corning производило силикон для ряда промышленных применений, в том числе:
Авиационные двигатели
Промышленные смазочные материалы
Обработка текстиля
Средства личной гигиены
Биомедицинские устройства
В 1946 году американский изобретатель Джеймс Уотсон Хендри изготовил первую экструзионно-шнековую машину для литья под давлением. Машина включала вращающийся шнек, который давал оператору лучший контроль над скоростью впрыска. Это новшество привело к более высокому качеству продукции. Смесительное действие машины позволяло добавлять в пластик добавки, такие как красители и переработанные материалы.
Трение, возникающее при действии винта, также улучшило процесс нагрева, что привело к снижению потребления энергии. Сегодня машины для литья под давлением с винтовым литьем составляют примерно 95% всех машин для литья под давлением.
С середины 1950-х по 1965 год на рынок поступил ряд инновационных термопластов, особенно полиэтиленов высокой плотности, обычно используемых для изготовления литейных форм, контейнеров и крышек.
Следующее нововведение в технологии литья под давлением произошло в 1956, когда У.Х. Виллерт получил патент на пластикатор с возвратно-поступательным движением шнека. Эта машина включает возвратно-поступательный винт, который перемещается вперед и назад во время цикла. После перемешивания шнек перестает вращаться. Затем шнек движется вперед и, подобно плунжеру, впрыскивает материал в форму. Во время процесса пластикации шнек движется назад, преодолевая противодействующую гидравлическую силу.
Жидкая силиконовая резина – достижения в области литья под давлением
Разработчики продукции, инженеры и менеджеры сталкиваются с проблемой выбора высококачественного эластомера для различных критических применений, включая медицинские устройства, аэрокосмическую промышленность и автомобильные компоненты. Эти специалисты должны провести критическую оценку множества свойств материалов и возможностей обработки, чтобы наилучшим образом определить, какие варианты соответствуют их строгим техническим характеристикам и бюджетным требованиям.
Лица, принимающие решения, должны иметь четко определенные критерии эффективности, такие как твердость, удлинение и модуль разрыва. Наличие многочисленных материалов и процессов изготовления затрудняет определение оптимального материала на основе желаемых требований к производительности.
Последствия выбора неправильного материала могут стоить времени, доли рынка и денег. Чтобы принять наилучшее решение, руководство должно собрать как можно больше информации о каждом материале, в том числе о том, требуется ли применение твердого или жидкого силиконового каучука.
Загрузите наше бесплатное руководство по LSR
LSR содержит полимеры с более низкой молекулярной массой, что означает более короткие цепи и лучшую текучесть. С 19 века он стал популярным материалом для различных применений.60-х, в том числе:
Изделия медицинские
Медицинские трубки
Продукты общественного питания
Другое промышленное, строительное и бытовое применение
Хотя пользователи могут тестировать и рассматривать различные биоматериалы, силикон обладает уникальным сочетанием биосовместимости и эксплуатационных характеристик, необходимых для различных применений.
Характеристики силикона:
Безвкусный, без запаха, нержавеющий и химически инертный.
Он устойчив к бактериям, его легко чистить и стерилизовать.
Силикон
является биосовместимым и имплантируемым на короткий/долговременный срок.
Смазка для менее инвазивных биологических применений.
Выдерживает экстремальные температуры (от 180°F до 600°F).
Силикон устойчив к усталости и сжатию.
К началу 1960-х годов производство синтетического каучука превысило производство натурального каучука. К 1970-м годам производители начали массовое производство LSR.
В 1970-х годах Джеймс Уотсон Хендри разработал первый процесс литья под давлением с использованием газа. Изобретение Хендри позволило массово производить сложные полые компоненты, которые быстро охлаждались. Изобретение также предоставило разработчикам больше гибкости. Это улучшило прочность и отделку деталей, а также сократило время производства, вес, затраты и количество отходов.
Технология обработки на сверлильных станках и оснастка: приспособления, кондукторы, инструмент
Сверлильные станки можно отнести к оборудованию с универсальными возможностями. Одновременно с возможностью сверления отверстий различного диаметра, чистоты и точности, с их помощью возможно выполнение многочисленных операций, в соответствии с технологическим процессом обработки поверхностей. Применение этой категории оборудования оптимально, если технологией предусмотрены следующие действия:
просверлить, рассверлить отверстия различных диаметров;
зенкеровать просверленные отверстия до соответствующих параметров, зенковать необходимые выточки для размещения выступов крепежных деталей;
развертывать поверхность отверстий в заданных пределах;
раскатывать отверстия с применением шариковых и роликовых оправок до заданного уровня шероховатости;
выполнить нарезку внутренней резьбы;
подрезать (цековать) торцы деталей с целью их выравнивания.
Существуют также другие возможности применения оборудования этой категории.
Рис. 1. Работы, выполняемые на сверлильных станках
а – сверление; б – рассверливание; в – зенкерование; г – зенкование; д – развертывание; е – раскатывание; ж – нарезание внутренней резьбы; з – подрезание (цекование) торцов
Инструменты
Для решения поставленных задач разработаны серии специальных инструментов с различными характеристиками и конструктивными решениями режущих поверхностей, кромок, для которых предусматриваются специальные углы резания, длина витка, конфигурация углублений для отвода стружки и пр. В зависимости от выполняемых операций резания, технических качеств обрабатываемых материалов применяются инструменты c соответствующими параметрами:
сверла различных диаметров;
развертки;
зенкеры;
зенковки;
метчики и пр.
Для того чтобы получить нужную чистоту и точность обработки существуют специальные приспособления, служащие для:
крепления инструмента в шпинделе станка;
размещения и крепления заготовки;
удерживания крепежных приспособлений на столе станка и т.д.
Вспомогательные инструменты
Крепление перечисленного выше режущего инструмента в шпинделе станка осуществляется при помощи вспомогательных инструментов:
переходных сверлильных втулок;
сверлильных патронов;
оправок и пр.
В случаях, если размер конуса в шпинделе станка не совпадает с конусом хвостовика инструмента, крепление инструмента осуществляется при помощи переходных конических втулок. При отсутствии на производстве нужного номера втулки, возможно применение нескольких втулок, однако при этом может пострадать точность обработки детали. Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Крепление режущего инструмента с цилиндрическим хвостовиком на сверлильных станках выполняется и с использованием двух- и трехкулачковых сверлильных патронов. В трехкулачковом патроне обойма 3 с гайкой 2 приводится во вращение ключом 4. При вращении гайки объединенные ею кулачки 1 смещаются вниз, зажимая хвостовик режущего инструмента. Вращением ключа в обратную сторону кулачки разжимаются, высвобождая инструмент.
Рис. 2. Сверлильный патрон для закрепления сверл с цилиндрическим хвостовиком:
А – общий вид патрона с ключом для зажима заготовки; б – устройство патрона; 1 – кулачки; 2 – гайка; 3 – обойма; 4 — ключ
Двухкулачковый патрон содержит кулачки, перемещающиеся по Т-образным пазам в соответствии с вращением ключа и зажимающие хвостовик инструмента. Сверла небольшого диаметра легко закрепляются в цанговых патронах, а для экономии времени удобно воспользоваться быстросъемными патронами для инструментов с коническими хвостовиками, в которые инструмент можно устанавливать и вынимать, не останавливая станка. Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Для того чтобы обеспечить точное совпадение центров отверстий при выполнении нескольких последовательных операций, наиболее целесообразно применение самоустанавливающихся патронов.
Рис. 3. Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверл с цилиндрическими хвостовиками (б):
Нарезка резьбы – операция, требующая максимальной точности. Для того чтобы при ее выполнении были обеспечены точные параметры, метчики крепятся в предохранительных патронах, которые также обеспечивают сохранность инструмента, предохраняя его от поломок. В процессе нарезания резьбы обеспечивается плотное соединение ведущей полумуфты 5 и ведомых полумуфт 2,4. По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
Рис. 4. Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях:
При помощи качающихся оправок, применяемых для крепления разверток, удается соблюдать точность центрирования при обработке отверстий. Вопрос удаления основного и вспомогательного инструмента из гнезда шпинделя легко решается – для этого применяются клинья особой формы или эксцентриковые ключи.
Рис. 5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
Рис. 6. Эксцентриковый ключ для удаления режущего инструмента из шпинделя станка
Приспособления для крепления заготовок
Важным моментом в металлорезании является установка на станке и крепеж деталей, подлежащих обработке. Детали устанавливаются на специальных приспособлениях, в том числе:
на тисках – машинных, эксцентриковых, винтовых, пневматических;
призмах;
угольниках;
упорах;
кондукторах.
В зависимости от быстроты и силы крепления, выбираются ручные (на небольших производствах) либо пневматические приспособления, обеспечивающие высокую скорость установки и крепления.
Наиболее приспособленными для быстрой установки заготовок являются тиски действующие на основе рычажно-кулачкового механизма. Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Важным приспособлением для точного центрирования осей инструмента и обрабатываемого отверстия являются кондукторы. Кондуктор устанавливается над деталью с небольшим зазором для отвода стружки и крепится на столе станка. В теле кондуктора расположены отверстия, внутри которых размещены кондукторные втулки, выполненные из особо твердых сортов стали, прошедших термообработку (20Х, У10А).
Рис. 8. Кондукторные втулки: а — постоянные; б – быстросменные
Постоянные и быстросменные втулки служат для обеспечения точного направления режущей части инструмента в соответствии с заданными параметрами. Существуют специальные требования к расстоянию между деталью и кондуктором, в зависимости от обрабатываемого материала и качества стружки при его обработке. Для деталей из чугуна предполагается зазор 0,3-0,5 от величины диаметра втулки кондуктора. Зазор увеличивается и может достигать размеров диаметра втулки, если в качестве обрабатываемого материала применяется сталь, сплавы меди и алюминия и др.
В конструкции кондуктора предусматриваются корпус и плита, которые, в зависимости от назначения, могут быть:
Съемными (подлежащими замене при изменении параметров заготовки).
Подвесными, удобными при работе с многошпиндельными сверлильными головками. Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
Подъемными, которые передвигаются на скалках, запрессованных в корпус кондуктора, при помощи пневмопривода.
Поворотными (для удобства снятия и установки каждой последующей детали).
Постоянными (закрепленными в корпусе кондуктора при помощи крепежных элементов или сварки).
Кондукторы существенно облегчают труд рабочих, отменяя подготовительные работы по разметке и точной переустановке деталей при выполнении операций на оборудовании сверлильной группы, обеспечивая точность направления режущего инструмента. В соответствии с технологией обработки и условиями производства применяются кондукторы различной конструкции, получившие названия:
поворотных.
скользящих.
опрокидываемых.
накладных.
Наиболее распространенными приспособлениями являются накладные кондукторы, которые накладываются на обрабатываемую деталь и фиксируются при помощи металлических пальцев в положении, обеспечивающем выполнение операции в соответствии с технологической картой. Деталь предварительно фиксируется на рабочем столе при помощи соответствующего приспособления, обеспечивающего центрирование направляющих втулок кондуктора с осями высверливаемых в детали отверстий. Кондукторы этого вида могут крепиться на рабочем столе (закрепляемые), либо устанавливаться на фиксирующих пальцах (незакрепляемые).
Для удобства обработки деталей в соответствии с выбранной технологией применяется соответствующая поворотная и передвижная оснастка, которая существенно облегчает работу, не требуя переустановки деталей для сверления или выполнения других операций по качественной обработке отверстий. В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
поворотные стойки с горизонтальной осью вращения планшайбы, в которой закрепляются заготовки;
поворотные столы, вращающиеся вокруг вертикальной оси и расположенные в горизонтальном положении.
Универсальные приспособления
Универсально-сборными приспособлениями (УСП) пользуются при выполнении различных операций по резанию металлов. УСП – специальные приспособления, удерживающие заготовку в положении, необходимом для обеспечения точной обработки деталей. Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Важным устройством, обеспечивающим возможность выполнения нескольких одновременных или последовательных операций на станочном оборудовании, являются многошпиндельные сверлильные головки. Указанные приспособления применяются на крупных производствах, для просверливания отверстий и их последующей обработки, что приводит к реальному ускорению процесса изготовления деталей сложной конфигурации.
Револьверные сверлильные головки могут содержать различное количество шпинделей, оснащенных режущим инструментом в соответствии с технологической программой, предусматривающей последовательное выполнение операций. При этом возможна настройка собственной скорости вращения для каждого шпинделя в отдельности. Кроме того, обеспечивается подача инструмента с определенной скоростью в прямом и обратном направлениях. Такая конструкция головки обеспечивает возможность работы и выполнения запрограммированных операций без переналадки. Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Поворот и подача инструментов, установленных в каждом шпинделе, осуществляется в запрограммированном автоматическом режиме, для этого нет необходимости останавливать оборудования для последующей переналадки. Обслуживание станков с такими сложными приспособлениями требует высокой квалификации станочников и технологов, разрабатывающих технологический процесс резания. Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Измерительные инструменты
Для проверки качества выполнения работы, использование контрольно-измерительных инструментов является обязательным. Измерения проводятся по различным параметрам, в том числе по глубине обработки, диаметру отверстий, выточек, фасок и т.д. При этом важна точность измерительного инструмента, которая выбирается в соответствии с требуемой точностью и чистотой операции. В качестве контрольно-измерительных инструментов рабочий персонал пользуется линейками, угольниками, нутромерами, штангенциркулями, штангенглубиномерами. Отдельную категорию инструментов для контроля и измерений представляют гладкие и резьбовые калибры.
Линейка может быть цельной, складной и выполненной в виде рулетки с ценой деления 1 мм и точностью измерения около 0,5 мм, с ее помощью измеряются наружные габариты изделий и размеры отдельных наружных элементов.
Точно измерить глубину отверстия (для диаметров от 6 мм) можно с помощью индикаторного и микрометрического нутромеров с ценой деления, соответственно, 0, 01 мм, точностью ±0,15 мм и 0,01 мм при точности ± 0,006мм.
Рис. 11. Нутрометры: а – индикаторный; б – микрометрический
Удобно пользоваться при измерении гладкими и резьбовыми калибрами – бесшкальными измерительными устройствами, изготовленными с высокой точностью по необходимым параметрам. Изготавливаются калибры двусторонними, одна из которых, проходная, применяется для измерения предельных размеров детали и обозначается ПР, другая, непроходная – для измерения наименьших размеров детали, обозначается аббревиатурой НЕ. Примером ПР служат гладкие пробки.
Рабочие резьбовые калибры применяются для контроля точности исполнения резьбы и имеют сходные обозначения ПР и НЕ.
Рис. 12. Калибр пробки: а – гладкая предельная; б – резьбовая двусторонняя
Приспособления, применяемые при сверлении — Сверление металла
Приспособления, применяемые при сверлении
Категория:
Сверление металла
Приспособления, применяемые при сверлении
Чтобы просверлить отверстие на сверлильном станке, необходимо установить в шпинделе станка режущий инструмент, а на столе станка неподвижно закрепить обрабатываемое изделие. Для закрепления обрабатываемых изделий применяют разного рода приспособления, а для крепления инструмента служат переходные конусные втулки и различные кулачковые зажимные патроны.
Рис. 2. Приспособления для зажима инструмента при сверлении:
Конусные переходные втулки используются в тех случаях, когда конус хвостовика инструмента по размеру меньше конуса в шпинделе станка.
Кулачковые сверлильные патроны применяются для закрепления с их помощью в шпинделе станка сверла или другого инструмента с цилиндрическим хвостовиком. С одного конца патроны имеют конический хвостовик для закрепления их в отверстии шпинделя, а с другого — зажимное устройство с кулачками для зажима инструмента (сверла).
При обработке отверстий несколькими инструментами с частой сменой их без съема деталей со станка применяют быстросменные патроны. Устройство их позволяет чрезвычайно быстро и просто заменять один инструмент другим. Быстросменный патрон закрепляют в шпинделе при помощи конического хвостовика. Сменяемой частью в быстросменном патроне является цилиндрическая втулка с конусным отверстием для закрепления в ней инструмента. На нижней части патрона надето кольцо 6 с накаткой; чтобы вынуть втулку с инструментом, перемещают кольцо вверх. Вставленную в патрон втулку 2 с инструментом зажимают, заставляя шарики 4 войти в выемки втулки; для этого кольцо передвигают вниз.
Для смены инструмента в патроне поднимают кольцо вверх. Шарики под действием центробежной силы выходят из выемки втулки и закатываются в выточку кольца. При этом сменяемая втулка с инструментом освобождается и ее можно легко вынуть из патрона. Вставив в патрон другую втулку с инструментом, кольцо опускают; шарики входят в выемки втулки и зажимают ее. Быстросменные патроны очень удобны в работе и повышают производительность труда.
Для установки и закрепления изделий на столе сверлильного станка применяют машинные тиски, переставные угольники, призм, кондукторы, зажимные подкладки, прихваты с болтами и другие приспособления.
Машинные (станочные) тиски — основное приспособление для закрепления небольших изделий различных профилей. Такие тиски можно крепить к столу станка при помощи болтов.
Имеются тиски со сменными фасонными губками для зажима деталей сложной формы.
Призмы применяют для установки при сверлении цилиндрических изделий.
Прихваты, служат для закрепления изделий и приспособлений на столе станка.
Угольниками пользуются для закрепления изделий в тех случаях, когда их нельзя установить непосредственно на столе станка. Существуют угольники простые и универсальные. У простых угольников обе стороны точно обработаны, угольники имеют пазы и отверстия для крепежных болтов и прихватов.
Рис. 4. Приспособления для закрепления изделий на станке при сверлении: а — машинные тиски, б — универсальный (переставной) угольник, в — призмы для установки круглых деталей, г — призмы с зажимными приспособлениями
Универсальные (переставные) угольники предназначены для установки изделий под разными углами к столу станка. Изделие устанавливают на подвижной верхней полке угольника и закрепляют посредством накладок и болтов. Болты вводят головками в пазы на полке и зажимают над планками при помощи гаек.
Реклама:
Читать далее:
Подготовка к работе на сверлильном станке
Статьи по теме:
Сверлильные станки
Уход за сверлильным станком и правила безопасной работы на сверлильных станках
Получение отверстий электроискровой обработкой
Развертывание при обработке металла
Зенкование и зенкерование
ExcaDrill — Буровое оборудование, устанавливаемое на экскаваторе
Буровое оборудование, устанавливаемое на экскаваторе
Это между вами и скалой. Человек против самой жесткой поверхности, которую может предоставить природа. Поиск самого сильного и умного способа бросить вызов противнику требует большого профессионального понимания и полного набора оборудования. Потому что даже в мире грубой силы и жестких взглядов некоторая доля интеллекта и изощренности оказались полезными.
ExcaDrill поможет вам повысить рентабельность. Несмотря на то, что он эффективен и точен, он дает вам невероятную мощность, позволяющую бурить до самой сердцевины породы. Дорога к новым возможностям не всегда может быть такой ровной, но с ExcaDrill можно справиться со всем, что встречается на вашем пути.
ExcaDrill 22A
ExcaDrill 22A предназначен для бурения фундаментов, резки дорог, проходки трубопроводов, работ по сносу и габаритных каменоломен с диапазоном диаметров отверстий 30-41 мм.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 30–41 мм (1 3/16–1 5/8 дюйма)
Компрессор: 1,3 м3/мин при 7 бар (45,9 CFM при 102 psi)
Дверной форсун: DF430X
Весовая категория экскаватора – тонны: 9–21
Общий вес: 920 кг (2 000 фунтов)
ExcaDrill 25A
ExcaDrill 25A предназначен для бурения фундаментов, резки дорог, проходки трубопроводов, работ по сносу и габаритных каменоломен с диапазоном диаметров отверстий 30-45 мм. ExcaDrill 25A также хорошо подходит для сверления отверстий диаметром 45 мм для гидравлических инструментов для сноса.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 30–45 мм (1 3/16–1 3/4 дюйма)
Компрессор: 1,3 м3/мин при 7 бар (45,9CFM @ 102 psi)
Дрифтер Doofor: DF500X
Весовая категория экскаватора – тонны: 10–21
Общий вес: 920 кг (2000 фунтов)
ExcaDrill 28A
3 90 – идеальный выбор для бурения фундамента , дорожная резка, фрезерование трубопроводов, работы по сносу и габаритные каменоломни с диапазоном диаметров отверстий 38-51 мм. Горизонтальные отверстия также могут быть просверлены для резки канатной пилой в габаритных каменоломнях.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 38–51 мм (1 1/2–2 дюйма)
Компрессор: 2,6 м3/мин при 7 бар (91,8 кубических футов в минуту при 102 фунтах на кв. дюйм)
Дрифтер Дофор: DF500S /538S
Весовая категория экскаватора – тонны: 13–21
Полная масса: 920 кг (2 000 фунтов)
ExcaDrill 38A
размерный ряд 45-76 мм. С дополнительным магазином для стержней можно просверлить до 29м.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 45–76 мм (1 3/4–3 дюйма)
Компрессор: 5,0 м3/мин при 7 бар (176,6 кубических футов в минуту при 102 фунтах на кв. дюйм)
Drifter Doofor: DF550S
Весовая категория экскаватора – тонны: 21–35
Общий вес: 2 500 кг (5 511 фунтов)
ExcaDrill 45A
ExcaDrill уникален во всех отношениях. Его универсальность позволяет использовать его для самых разных работ, таких как разработка карьеров, строительство и добыча полезных ископаемых на глубине до 29м с диапазоном размеров отверстий 51-89 мм.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 51–89 мм (2–3 1/2 дюйма)
Компрессор: 6,0 м3/мин при 7 бар (211,9 кубических футов в минуту при 102 фунтах на кв. дюйм)
Буровой бур: DF560S
Весовая категория экскаватора – тонны: 24–40
Общий вес: 2 600 кг (5 732 фунта)
ExcaDrill 51A
глубина из 29м с диапазоном размеров отверстий 64-127 мм. С помощью ExcaDrill 51A можно выполнять бурение с анкерным креплением и забивку свай.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 64–127 мм (2 1/2–5 дюймов)
Компрессор: 7,5 м3/мин при 7 бар (247,2 кубических футов в минуту при 101 фунт/кв. дюйм)
Drifter Doofor: DF800
Весовая категория экскаватора – тонны: 32–45
Общий вес: 2 700 кг (5 600 фунтов)0127
ExcaDrill представляет абсолютно новую и инновационную концепцию бурения. В его основу положен принцип крепления агрегата как принадлежности к экскаватору, что позволяет использовать существующую гидравлическую систему. Замена ковша бурового агрегата занимает менее пяти минут.
Преимущество использования ExcaDrill более чем очевидно: один и тот же экскаватор может выполнять разные задачи, такие как бурение, земляные работы, погрузка и т. д. Для всего этого требуется всего один оператор, так как все модели оснащены системой автоматического бурения AutoDrill.
Один блок ExcaDrill может использоваться на многих экскаваторах, т. е. с одной площадки на другую перемещается только буровая навеска. С помощью ExcaDrill можно бурить эффективнее за счет большого рабочего радиуса и хорошей маневренности экскаватора. Отношение часов удара к часам работы двигателя составляет более 60 %, что значительно выше, чем у обычных буровых установок. Благодаря прочной стальной конструкции и навесному оборудованию ExcaDrill экскаватор можно перемещать даже в самых труднодоступных местах.
Установки ExcaDrill также могут быть оснащены видеокамерой, устанавливаемой на стреле экскаватора, что позволяет следить за процессом бурения с близкого расстояния.
Все модели могут быть оснащены лазером, позволяющим сверлить все отверстия на одинаковую глубину.
Серия ExcaDrill включает шесть моделей, охватывающих отверстия диаметром от 30 до 127 мм. Использование дополнительного магазина штанг позволяет бурить скважины глубиной до 29 метров. На практике ExcaDrill представляет собой настоящую буровую установку с кабиной. ExcaDrill также подходит для бурения с продувкой водой и воздухом как выше, так и ниже уровня земли.
См. также другие наши решения: Многоцелевые молоты 90 Сваебойные буровые установки 9004 , , а также подержанное и сдаваемое в аренду оборудование для свай
Изготовить навесное оборудование для фрезерования с помощью бурильной машины
Изготовить навесное оборудование для фрезерования с помощью бурильной машины
Автор сообщения: Виджей Сутхар
Сообщение опубликовано: 23 апреля 2020 г.
Категория сообщения: Идеи для деревообработки
ВВЕДЕНИЕ:
Насадки для фрезерных сверл очень удобны. Подумайте о том, чтобы брать их с собой каждый раз, когда вам нужно использовать сверлильные станки. Не забудьте отрегулировать высоту заготовки. Используйте карандаш в качестве маркера и выровняйте его. Таким образом, вы будете знать свою отправную точку.
Насадка для врезного фрезера превращает ваш вращающийся инструмент в эффективный фрезер для небольших работ, таких как формирование декоративных кромок, вырезание прямых пазов и фрезерование от руки. Это специальное приспособление отлично подходит для домашних мастеров, которые будут часто его использовать.
В этом посте я покажу вам, как сделать простое фрезерное приспособление для дрели или дремеля, используя фанеру и болты. Эту насадку для сверления можно сделать быстро и легко.
Используемые детали:
Фанера 6”*5” толщиной 19 мм (2 шт. )
2 шт. 10 мм болты с гайками и шайбами (длина 6 дюймов)
2 шт. пружин (длина 2,5 дюйма)
2 отрезки стальной трубы 12 мм (длина 19 мм)
Болт 5/16 с гайкой и шайбой (длина 2,5 дюйма)
2 винта 3/16 с гайками (длина 5 дюймов)
Круглые куски фанеры диаметром 1,5 дюйма (2 штуки)
Ламинат Sunmica
Электродрель 10 мм
Как сделать :
Прежде всего, я вырезал 2 куска фанеры толщиной 19 мм размером 6”*5”. Для гладкости и лучшего внешнего вида я также использовал ламинат Sunmica.
С помощью кольцевой пилы просверлите отверстие диаметром 1,5 дюйма в обеих частях фанеры и сделайте прорезь на одной части фанеры для держателя сверла.
Отшлифуйте углы кусков фанеры и вырежьте один кусок фанеры в форме, как показано на рисунке.
Просверлите 10 мм отверстие с двух сторон базовой фанеры и проденьте 10 мм болты через эти отверстия и закрепите их в этих отверстиях с помощью клея. Убедитесь, что оба этих болта идеально перпендикулярны фанерному основанию.
Объявление
А на другом куске фанеры просверлите с двух сторон отверстия диаметром 12 мм и закрепите на обоих этих отверстиях стальную трубу 12 мм (длина 19 мм) с помощью клея. Убедитесь, что болты базовой фанеры легко проходят через эти стальные трубы и между ними нет зазора.
Объявление
Поместите две пружины (длиной 2,5 дюйма) на фанерное основание, проденьте болты, как показано на рисунке.
Прикрепите гайки 10 мм к двум круглым (диаметром 1,5 дюйма) фанерным листам, как показано на рисунке. Это используется для движения сверла вверх и вниз.
Прикрепите два винта 3/16 (длиной 5 дюймов) к фанерной части держателя дрели с помощью гаек, как показано на рисунке, которые используются для фиксации положения сверлильного станка.
Прикрепите 10-миллиметровую дрель к стойке через отверстие 1,5 дюйма и закрепите ее болтом и гайкой.
УГЛОВАЯ ОТВЕРТКА С УГЛОМ 110 ГРАДУСОВ, ДЛИНА 430 ММ
32,74 € (налоги включены)
36,37 €
Угловая отвертка JMP Для регулировки карбюратора смешанные или синхронизирующие винты Супернатант лезвия отвертки регулируемый — Длина 430 мм — Угол 110°
-15%
ДОПОЛНИТЕЛЬНЫЙ ТОПЛИВНЫЙ БАК 1 Л
42,94 € (налоги включены)
€50,52
Дополнительный бак можно использовать вместо штатных баков и использовать при настройке двигателя или снятии топливного бака Также подходит для доливки трансмиссионного масла в старые машины. Максимальная емкость: 1…
-10%
-10%
Набор сверл для настройки жиклера карбюратора 0,4–1,6 мм
19,71 € (налоги включены)
21,90 €
Для очистки загрязненных форсунок или небольших отверстий. Алюминиевый корпус. Включая файловый блейд Диаметр расширителя: 0,40 0,45 0,50 0,55 0,60 0,65 0,80 1,00 1,20 1,60
ERC ОЧИСТИТЕЛЬ КАРБЮРАТОРА. 1 л
18,79 € (включая налог)
Очиститель карбюратора ERC Высококонцентрированная очищающая добавка ERC Carburetor Cleaner – это специальный концентрат, предназначенный для легкой очистки от всех остатков и загрязнений в специализированных мастерских.
-20%
Товаров недостаточно на складе
Комплект для чистки и герметизации вкладышей топливного бака Fertan Tapox
81,34 € (налоги включены)
101,68 €
Комплект для ремонта бака TAPOX Состоящий из: 1000 мл специального очистителя для обезжиривания и очистки, 250 мл Fertan для удаления ржавчины и защиты от коррозии, 415 г смолы в качестве компонента 1 покрытия, 125 г отвердителя. ..
-10%
ФОРСУНКА ФОРСУНКИ РАЗМЕР 16 ЛИСТ 1,50-3,00 ММ
17,10 € (налоги включены)
19,00 €
Набор для обучения работе с насадками, 16 листов
16 листов со стальными штифтами
Диапазон измерения: от 1,5 до 3,00 мм Состав набора: 1,5 — 1,6 — 1,7 до 1,8 — 1,9 до 2,0 — 2,1 до 2,2 — 2,3 до 2,4 — 2,5 до 2,6 — 2,7 до 2,8 — 2,9и 3.0…
-10%
ФОРСУНКА ИНЖЕКТОРА РАЗМЕР 20 ЛИСТ 0,45-1,50 ММ
16,85 € (налоги включены)
18,72 €
Набор для обучения работе с насадками, 20 листов 20 листов со стальными штифтами
Диапазон измерения: от 0, 45 до 1,50 мм Состав набора: 0,45 — 0,50 до 0,55 — 0,60 до 0,65 — 0,70 до 0,75 — 0,80 до 0,85 — 0,9от 0 до 0,95 — 1,00 — от 1,05 до 1,10. ..
-16%
-36%
-10%
НАБОР ИНСТРУМЕНТОВ ДЛЯ ЗАМЕНЫ ФОРСУНОК
17,10 € (налоги включены)
19,00 €
Ключ для сопел MP, 2 шт. Для легкой сборки и разборки основной форсунки в течение нескольких секунд без повреждения форсунки или карбюратора. Шестигранник 6мм Слот 6/8мм
-27%
PUTOLINE CARB CLEANER 500ML
10,85 € (налоги включены)
€14,86
Очиститель-спрей Putoline Carburettor Cleaner Spray разработан с использованием сложной смеси специальных растворителей и рекомендуется для всех типов карбюраторов. Удаляет лаковые и смолистые отложения с дроссельных клапанов, игольчатых клапанов и форсунок….
Наборы шестигранных, шлицевых и прецизионных отверток
на Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик. .Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
2 или более
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельное сравнение функций. Сравните
Выберите 2 или более продуктов для одновременного сравнения функций. Сравните
сравнение.Сравнить
SELECT 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций.
Мы производим детали для кузовного ремонта автомобилей и отправляем их по всей России с 2015 года. Устанавливаем ремонтные детали и выполняем кузовной ремонт любой сложности в Санкт-Петербурге с 2018 года.
Заказывая у нас ремонтные детали, вы можете быть уверены в их максимальном соответствии кузовным элементам. Мы занимаемся изготовлением деталей на заказ, но также имеем широкий список замеров и чертежей ремонтных деталей на большинство популярных автомобилей. Ремонтные кузовные арки задних и передних крыльев, ремонтные кузовные пороги и прочие элементы мы изготавливаем методом гибки металла из качественной стали по проверенным чертежам. Купить или заказать ремонтные арки колес и кузовные пороги можно через сайт или по телефону 88003508317.
Группа Вконтакте
Ваши вопросы:
Пожалуйста, включите JavaScript в вашем браузере для заполнения данной формы.
Опишите сюда вопрос
Comment
Богатый опыт
Изготавливаем и отправляем детали по всей России с 2015 года
Надёжность
Ремонтные детали изготавливаются по проверенным чертежам
Оперативность
Детали на популярные авто в наличии, либо изготовим за 1-2 дня
Без предоплаты
Оплата товара после проверки при получении.
Бесплатная линия поддержки клиентов: 8(800)350-83-17
Лучшие кузовные детали для автомобилей:
Ремонтные кузовные детали вы можете установить в нашей мастерской в Санкт-Петербурге. Все сварочные, подготовительные и малярные работы производятся опытными мастерам с соблюдением технологий. Кроме восстановления арок задних крыльев и порогов, наш кузовной центр предлагает услуги комплексного кузовного ремонта и покраски автомобилей.
В разделе каталог деталей будет открыт весь список моделей с наличием замеров.
Оформить заказ
Заказать кузовные арки и пороги под любой автомобиль.
Пожалуйста, включите JavaScript в вашем браузере для заполнения данной формы.
Бесплатная линия поддержки клиентов: 8(800)350-83-17
Примеры установки
Замена гнилых арок, порогов, усилителей на УАЗ Патриот
10.12.2021Примеры установки(0)
Замена гнилых арок, порогов, усилителей на УАЗ Патриот 2008 года выпуска, пробег автомобиля 135 …
В разделе Примеры установки мы публикуем статьи и подробный фотоотчёт о машинах, которые побывали в нашей мастерской.
Заказать ремонтный комплект
5000р
/ комплект
Комплект: 2 арки
Сталь: холоднокатаная
Толщина: 1мм
Безопасная сделка
Купить
5000
/ комплект
Комплект: 2 порога
Сталь: холоднокатаная
Толщина: 1. 2мм
Безопасная сделка
Купить
9500р
/ комплект
Комплект: 2 порога
Комплект: 2 арки
Сталь: холоднокатаная
Безопасная сделка
Купить
При заказе от 10500р доставка по России БЕСПЛАТНО! Оплата и доставка
Производство порогов и арок — Ремонтные вставки для переварки, замены и ремонта порогов и арок авто.
Заказывал пороги на Крайслер Тайн энд Кантри.
Все подошло, размеры и формы соблюдены!
Радует металл из которого они сделаны, он толще чем оригинальный!
Константин
Заказывал пороги на Ауди а4, доставили очень быстро. Приятно обрадовало качество и, конечно, цена!
Пароги на chevrolet lacetti хорошые!
Muhammad
Получил быстро, ребята молодцы. Правда пока не переваривал, холодно.
Сдепано качествено. Отправпено быстро,
Александр
Приобрел пороги для смены старых прогнивших на своем автомобиле. Изначально ошибся с размерами и формой порогов. Очень расстроился. Обратился повторно на фирму и… был очень сильно удивлен. Удивлен приятно:доброжелательно обсудили проблему, оперативно заменили на новый комплект порогов. Именно тот, что нужен. Я очень доволен. Мне кажется, что именно так надо работать с клиентами. Доброжелательно, порядочно и оперативно. Спасибо ЛЮДИ.
Сергей
Заказывал порог на BMW E39 c опасениями,но после получения порога был приятно удевлён качеством.Теперь буду заказывать порог на другую сторону только здесь.
Михаил
нужны пороги на тойота авенсис 1998 год левый правый
сергей
аказывал пороги и арки на Space Runner. Металл хороший.
Арки были только от Space Wagon, пришлось брать их и переделывать.
Андрей
Заказал пороги — завез своему сварщику — забрал машину — все без вопросов. Хорошие пороги. Крепкие. Stratus ’97. Спасибо, ребята!
Евгений
Заказывал пороги 1.08.2017. Получил 11.08.2017 В транспортной компании КИТ. Тюмень. Есть небольшие отличия но это не критично. После установки дополню отзыв.
Заказывал арки и пороги на Ниссан Максима А33. Всё отлично подошло. Буду рекомендовать друзьям.
Евгений
Всё слишком быстро двигается, не успел прочитать, как тут же — не успел и рассмотреть. Только собрался сделать заказ — кнопка исчезла… Отпадает желание что-либо искать и заказывать… Поправляйте сайт.
Николай
Все сделано быстро и качественно, но не с первого раза… был заказан комплект порогов для Nissan Pathfinder r50, по телефону заверили, что шаблон есть и делали неоднократно, прислали пороги, мастер промучался с одним два дня и приспособил его на место, но второй порог было решено обменять, сделали свой макет выслали по электронной почте, обменяли и тогда он подошел идеально. Так что мой совет работать с натуры и сверять шаблоны. Видимо рестайлинг машины или индивидуальный подход. Хоть и твердая четверка, но я рекомендую! Спасибо за Вашу работу!
Алексей
Заказал пороги- пришли быстро, но не те! Тут же мне перезвонили и по моим чертежам на следующее утро по догнали новые. Уже переварил, покрасил. Всё подошло!
Смотрю- кайфую!
Спасибо!!!
Отличные пороги, намного лучше и дешевле штампованных!
Постоянно заказываем пороги, всегда отличное качество и доставка в срок! Хорошо, когда всем хорошо!
Заказывал пороги на Крайслер Тайн энд Кантри. Все подошло, размеры и формы соблюдены! Радует металл из которого они сделаны, он толще чем оригинальный!
Заказал пороги на Вольво 460. Подошли. Порадовала толщина металла и качество исполнения. Будем работать.
«Открытый» доступ к пластике аневризмы дуги аорты
1. Crawford E.S., DeNatale R.W. Торакоабдоминальная аневризма аорты: наблюдения относительно естественного течения заболевания. J Vasc Surg. 1986;3(4):578–582. [PubMed] [Google Scholar]
3. Davies R.R., Goldstein L.J., Coady M.A., Tittle S.L., Rizzo J.A., Kopf G.S. Годовая частота разрывов или расслоений аневризм грудной аорты: простой прогноз на основе размера. Энн Торак Серг. 2002;73(1):17–27. [обсуждение 27–8] [PubMed] [Google Scholar]
4. Hiratzka L.F., Bakris G.L., Beckman J.A., Bersin R.M., Carr V.F., Casey D.E., Jr. ACCF/AHA/AATS/ACR/ASA/SCA/SCAI /SIR/STS/SVM, рекомендации по диагностике и лечению пациентов с заболеванием грудной аорты: отчет Фонда Американского колледжа кардиологов/ Целевой группы Американской кардиологической ассоциации по практическим рекомендациям, Американской ассоциации торакальной хирургии, Американского колледжа радиологии, США Ассоциация инсульта, Общество сердечно-сосудистых анестезиологов, Общество сердечно-сосудистой ангиографии и вмешательств, Общество интервенционной радиологии, Общество торакальных хирургов и Общество сосудистой медицины. Тираж. 2010; 121(13):e266–e369. [PubMed] [Google Scholar]
5. Свенссон Л.Г., Блэкстоун Э.Х., Раджесваран Дж., Сабик Дж.Ф., 3-й, Литл Б.В., Гонсалес-Ставински Г. Влияет ли место артериальной канюляции для остановки кровообращения на риск инсульта? Энн Торак Серг. 2004;78(4):1274–1284. [PubMed] [Google Scholar]
6. Сабик Дж.Ф., Литл Б.В., Маккарти П.М., Косгроув Д.М. Подмышечная артерия: альтернативное место артериальной канюляции для пациентов с обширным поражением аорты и периферических сосудов. J Грудной сердечно-сосудистый хирург. 1995;109(5):885–890. [PubMed] [Google Scholar]
7. Свенссон Л.Г., Кроуфорд Э.С., Хесс К.Р., Коселли Дж.С., Раскин С., Шенак С.А. Глубокая гипотермия с остановкой кровообращения. Детерминанты инсульта и ранней смертности у 656 пациентов. J Грудной сердечно-сосудистый хирург. 1993;106(1):19–28. [PubMed] [Google Scholar]
8. Бергер Р.Л., Сайни В.К., Дарган Э.Л. Клинические применения катетеризации бедренной вены в артерию для механической сердечно-легочной поддержки и шунтирования. Энн Торак Серг. 1973; 15 (2): 163–169.. [PubMed] [Google Scholar]
9. Серри С., Наджафи Х., Дай У.С., Джавид Х., Хантер Дж.А., Голдин М.Д. Преимущество аортальной канюляции над бедренной при искусственном кровообращении с особым вниманием к невропатии нижних конечностей. J Cardiovasc Surg (Турин) 1978;19(3):277–279. [PubMed] [Google Scholar]
16. Williams J.B., Peterson E.D., Zhao Y., O’Brien S.M., Andersen N.D., Miller D.C. Современные результаты замены проксимального отдела аорты в Северной Америке. J Am Coll Кардиол. 2012;60(13):1156–1162. [Бесплатная статья PMC] [PubMed] [Google Scholar]
17. Мезров С.К., Мидулла П.С., Садеги А.М., Гандзас А., Ван В., Дапунт О.Е. Оценка церебрального метаболизма и количественная электроэнцефалография после гипотермической остановки кровообращения и низкопоточного искусственного кровообращения при различных температурах. J Грудной сердечно-сосудистый хирург. 1994;107(4):1006–1019. [PubMed] [Google Scholar]
18. Ливсей Дж. Дж., Кули Д. А., Реул Г. Дж., Уокер В. Э., Фрейзер О. Х., Дункан Дж. М. Резекция аневризм дуги аорты: сравнение гипотермических методов у 60 пациентов. Энн Торак Серг. 1983;36(1):19–28. [PubMed] [Google Scholar]
19. Кумрал Э., Юксель М., Бюкет С., Ягди Т., Атай Ю., Гюзелант А. Неврологические осложнения после глубокой гипотермической остановки кровообращения: типы, предикторы и сроки. Tex Heart Inst J. 2001; 28 (2): 83–88. [Бесплатная статья PMC] [PubMed] [Google Scholar]
20. Ян Т.Д., Бэннон П.Г., Бавария Дж., Коселли Дж.С., Элефтериадес Дж.А., Грипп Р.Б. Консенсус по гипотермии в хирургии дуги аорты. Энн Кардиоторак Хирург. 2013;2(2):163–168. [Бесплатная статья PMC] [PubMed] [Google Scholar]
21. Stecker M.M., Cheung A.T., Pochettino A., Kent G.P., Patterson T., Weiss S.J. Глубокая гипотермическая остановка кровообращения: I. Влияние охлаждения на электроэнцефалограмму и вызванные потенциалы. Энн Торак Серг. 2001;71(1):14–21. [PubMed] [Google Scholar]
22. Камия Х., Хагл С., Кропивницкая И., Бётиг Д., Калленбах К., Халадж Н. Безопасность умеренной гипотермической остановки кровообращения в нижней части тела с селективной церебральной перфузией: склонность анализ баллов. J Грудной сердечно-сосудистый хирург. 2007; 133(2):501–509.. [PubMed] [Google Scholar]
23. Джеймс М.Л., Андерсен Н.Д., Сваминатан М., Филлипс-Бьют Б., Ханна Дж.М., Смигла Г.Р. Предикторы электроцеребральной инактивности при глубокой гипотермии. J Грудной сердечно-сосудистый хирург. 2014;147(3):1002–1007. [Epub 2013 Apr 11] [Бесплатная статья PMC] [PubMed] [Google Scholar]
25. Энглум Б.Р., Андерсен Н.Д., Хусейн А.М., Мэтью Дж.П., Хьюз Г.К. Степень гипотермии в хирургии дуги аорты — оптимальная температура для защиты головного и спинного мозга: глубокая гипотермия остается золотым стандартом при отсутствии рандомизированных данных. Энн Кардиоторак Хирург. 2013;2(2):184–193. [Бесплатная статья PMC] [PubMed] [Google Scholar]
26. Стоун Дж. Г., Янг В. Л., Смит К. Р., Соломон Р. А., Уолд А., Остапкович Н. Отражают ли стандартные сайты мониторинга истинную температуру мозга, когда быстро индуцируется глубокая гипотермия и наоборот? Анестезиология. 1995;82(2):344–351. [PubMed] [Google Scholar]
27. Уитби Дж. Д., Данкин Л. Дж. Церебральная, пищеводная и носоглоточная температуры. Бр Джей Анаст. 1971;43(7):673–676. [PubMed] [Google Scholar]
28. Окита Ю., Окада К., Омура А., Кано Х., Минами Х., Иноуэ Т. Полная замена дуги с использованием антеградной церебральной перфузии. J Грудной сердечно-сосудистый хирург. 2013; 145 (Приложение 3): S63–S71. [PubMed] [Google Scholar]
29. Tian D.H., Wan B., Bannon P.G., Misfeld M., Lemaire S.A., Kazui T. Метаанализ глубокой гипотермической остановки кровообращения по сравнению с умеренной гипотермической остановкой кровообращения с селективной антеградной церебральной перфузией . Энн Кардиоторак Хирург. 2013;2(2):148–158. [Бесплатная статья PMC] [PubMed] [Google Scholar]
30. Казуи Т. Простая и безопасная техника канюляции для антеградной селективной церебральной перфузии. Энн Торак Cardiovasc Surg. 2001;7(3):186–188. [PubMed] [Google Scholar]
33. Халкос М.Е., Керенди Ф., Мён Р., Килго П., Пушкаш Д.Д., Чен Э.П. Селективная антеградная церебральная перфузия через правую подмышечную артерию снижает заболеваемость и смертность после операции на проксимальном отделе аорты. J Грудной сердечно-сосудистый хирург. 2009;138(5):1081–1089. [PubMed] [Google Scholar]
34. Мисфельд М. , Леонтьев С., Боргер М.А., Гинденспергер О., Леманн С., Легаре Дж.Ф. Какова наилучшая стратегия защиты головного мозга у пациентов, перенесших операцию на дуге аорты? Опыт единого центра 636 пациентов. Энн Торак Серг. 2012;93 (5): 1502–1508. [PubMed] [Google Scholar]
35. Macchi C., Catini C., Federico C., Gulisano M., Pacini P., Cecchi F. Магнитно-резонансная ангиографическая оценка артерии головного мозга (круг Уиллиса): морфологическая исследование на 100 здоровых людях. Итал Дж. Анат Эмбриол. 1996;101(2):115–123. [PubMed] [Google Scholar]
36. Krabbe-Hartkamp M.J., van der Grond J., de Leeuw F.E., de Groot J.C., Algra A., Hillen B. Circle of Willis: морфологические вариации трехмерного времени -пролетные МР-ангиограммы. Радиология. 1998;207(1):103–111. [PubMed] [Google Scholar]
37. Urbanski P.P., Lenos A., Blume J.C., Ziegler V., Griewing B., Schmitt R. Коррелирует ли анатомическая полнота виллизиева круга с достаточной перекрестной перфузией при односторонней церебральной перфузии ? Eur J Cardiothorac Surg. 2008;33(3):402–408. [PubMed] [Google Scholar]
38. Tian D.H., Wan B., Bannon P.G., Misfeld M., Lemaire S.A., Kazui T. Метаанализ глубокой гипотермической остановки кровообращения отдельно по сравнению с дополнительной селективной антеградной церебральной перфузией. Энн Кардиоторак Хирург. 2013;2(3):261–270. [Бесплатная статья PMC] [PubMed] [Google Scholar]
39. Mills N.L., Ochsner J.L. Массивная воздушная эмболия во время искусственного кровообращения. Причины, профилактика и лечение. J Грудной сердечно-сосудистый хирург. 1980;80(5):708–717. [PubMed] [Google Scholar]
41. Уэда Ю., Мики С., Кусухара К., Окита Ю., Тахата Т., Яманака К. Хирургическое лечение аневризмы или расслоения восходящей аорты и дуги аорты с использованием кровообращения остановка и ретроградная церебральная перфузия. J Cardiovasc Surg (Турин) 1990;31(5):553–558. [PubMed] [Google Scholar]
42. Dresser L.P., McKinney W.M. Анатомо-патофизиологические исследования внутреннего яремного клапана человека. Am J Surg. 1987;154(2):220–224. [PubMed] [Google Scholar]
43. de Brux J.L., Subayi J.B., Pegis J.D., Pillet J. Ретроградная церебральная перфузия: анатомическое исследование распределения крови в головном мозге. Энн Торак Серг. 1995;60(5):1294–1298. [PubMed] [Google Scholar]
Длительная остановка кровообращения при умеренной гипотермии с ретроградной церебральной перфузией. Ишемия головного мозга? Тираж. 1996; 94 (Приложение 9): II169–II172. [PubMed] [Google Scholar]
46. Ueda Y., Okita Y., Aomi S., Koyanagi H., Takamoto S. Ретроградная церебральная перфузия при хирургии дуги аорты: анализ факторов риска. Энн Торак Серг. 1999;67(6):1879–1882. [обсуждение 1891–1844] [PubMed] [Google Scholar]
47. Coselli J.S. Ретроградная церебральная перфузия является эффективным средством нервной поддержки при глубокой гипотермической остановке кровообращения. Энн Торак Серг. 1997;64(3):908–912. [PubMed] [Google Scholar]
48. Сафи Х.Дж., Летсоу Г.В., Илиопулос Д.К., Субраманиам М.Х., Миллер К.С., 3-й, Хассун Х. Влияние ретроградной церебральной перфузии на восстановление аневризмы восходящей аорты и дуги. Энн Торак Серг. 1997;63(6):1601–1607. [PubMed] [Академия Google]
49. Safi HJ, Miller C.C., 3rd, Lee T.Y., Estrera A.L. Восстановление восходящей и поперечной дуги аорты. J Грудной сердечно-сосудистый хирург. 2011;142(3):630–633. [PubMed] [Google Scholar]
50. Окита Ю., Минатоя К., Тагусари О., Андо М., Нагацука К., Китамура С. Проспективное сравнительное исследование защиты головного мозга при полной замене дуги аорты: глубокая гипотермическая остановка кровообращения с ретроградной церебральной перфузией или селективной антеградной церебральной перфузией. Энн Торак Серг. 2001; 72(1):72–79.. [PubMed] [Google Scholar]
Проспективное рандомизированное нейрокогнитивное и S-100 исследование гипотермической остановки кровообращения, ретроградной перфузии головного мозга и антеградной перфузии головного мозга при операциях на дуге аорты. Энн Торак Серг. 2001;71(6):1905–1912. [PubMed] [Google Scholar]
52. Харрис Д.Н., Бейли С.М., Смит П.Л., Тейлор К.М., Оатридж А., Байддер Г.М. Отек головного мозга в первый час после операции коронарного шунтирования. Ланцет. 1993;342(8871):586–587. [PubMed] [Google Scholar]
53. Свенссон Л.Г. Обоснование и техника замены восходящей аорты, дуги и дистального отдела аорты с использованием модифицированной процедуры «хобот слона». J Card Surg. 1992;7(4):301–312. [PubMed] [Google Scholar]
54. Tominaga R., Kurisu K., Ochiai Y., Nakashima A., Masuda M., Morita S. Полная замена дуги аорты через L-разрез. Энн Торак Серг. 2003;75(1):121–125. [PubMed] [Google Scholar]
55. Kouchoukos N. T., Mauney M.C., Masetti P., Castner C.F. Одноэтапное восстановление обширных аневризм грудной аорты: опыт применения техники дуги и двусторонней передней торакотомии. J Грудной сердечно-сосудистый хирург. 2004;128(5):669–676. [PubMed] [Google Scholar]


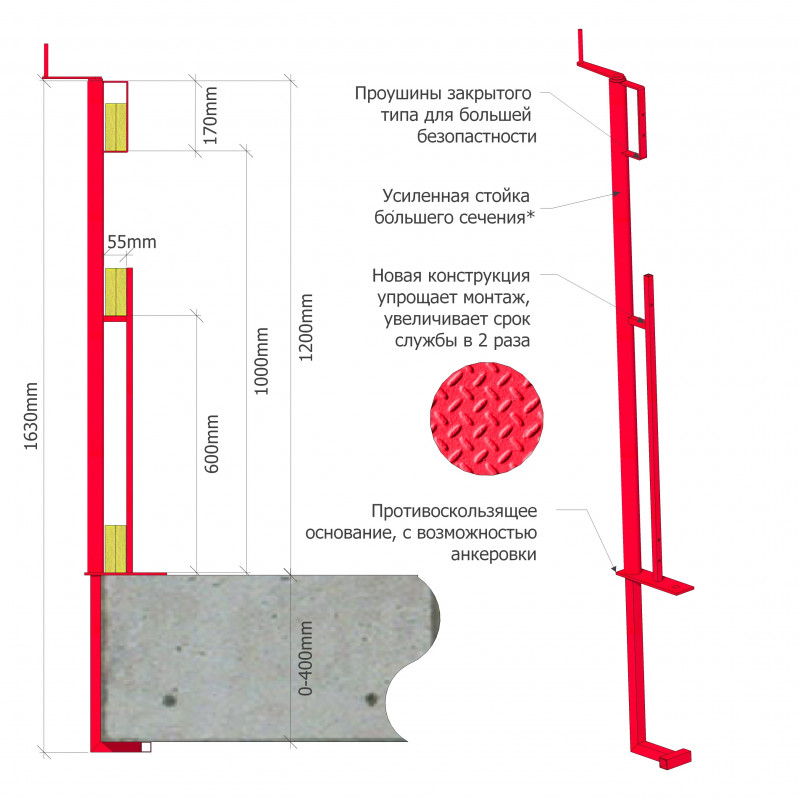 Применяется при возведении новых и реконструкции действующих зданий и сооружений.
Применяется при возведении новых и реконструкции действующих зданий и сооружений.

 09.2017
09.2017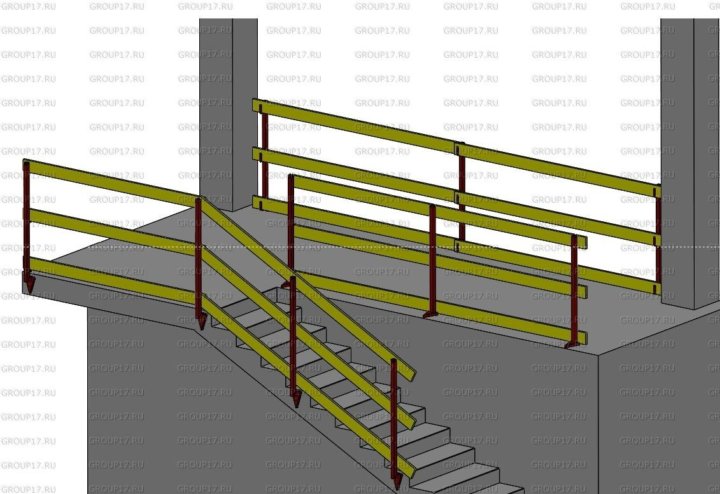 Устройство и принцип работы.
Устройство и принцип работы.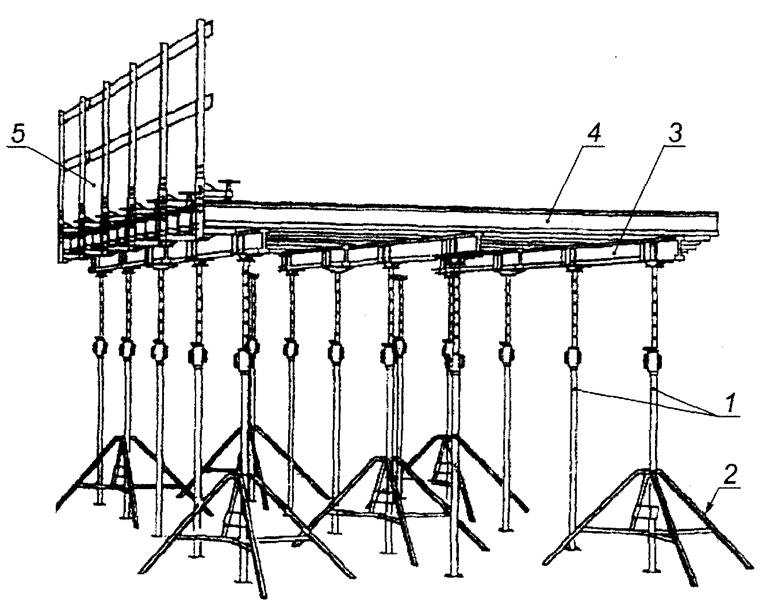 02.2016
02.2016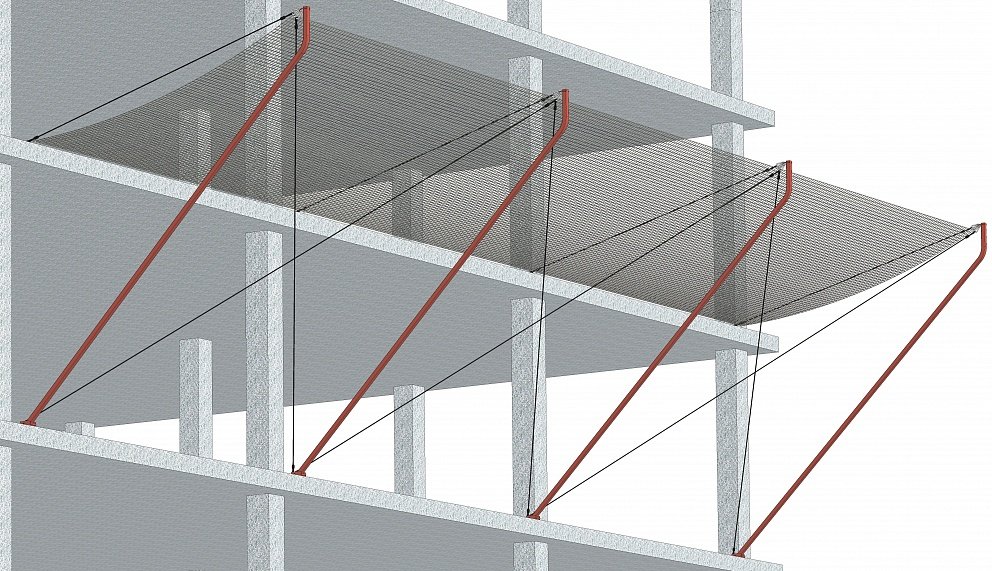 Полосы ограждения обычно кладут поверх твердого пола, такого как бетон или мрамор, что увеличивает вероятность травм нижней части спины, коленей и бедер. Вот почему компания Radical Fencing вмешалась и изобрела лучший переносной спортивный пол для фехтования. Он обеспечивает эффективное поглощение ударов, которое защищает спортсменов и позволяет командам брать с собой слово, если тренировочные площадки меняются. Более того, что действительно меняет правила игры, так это то, как дизайн скрывает провода и кабели, которые необходимы для спорта, но их сложно заменить и которые представляют очевидную угрозу безопасности.
Полосы ограждения обычно кладут поверх твердого пола, такого как бетон или мрамор, что увеличивает вероятность травм нижней части спины, коленей и бедер. Вот почему компания Radical Fencing вмешалась и изобрела лучший переносной спортивный пол для фехтования. Он обеспечивает эффективное поглощение ударов, которое защищает спортсменов и позволяет командам брать с собой слово, если тренировочные площадки меняются. Более того, что действительно меняет правила игры, так это то, как дизайн скрывает провода и кабели, которые необходимы для спорта, но их сложно заменить и которые представляют очевидную угрозу безопасности. Кроме того, компания Action Floor Systems гордится тем, что вместе с новаторами и владельцем Radical Fencing помогает создать первый плавающий пол для ограждения в Колумбийском университете.
Кроме того, компания Action Floor Systems гордится тем, что вместе с новаторами и владельцем Radical Fencing помогает создать первый плавающий пол для ограждения в Колумбийском университете.
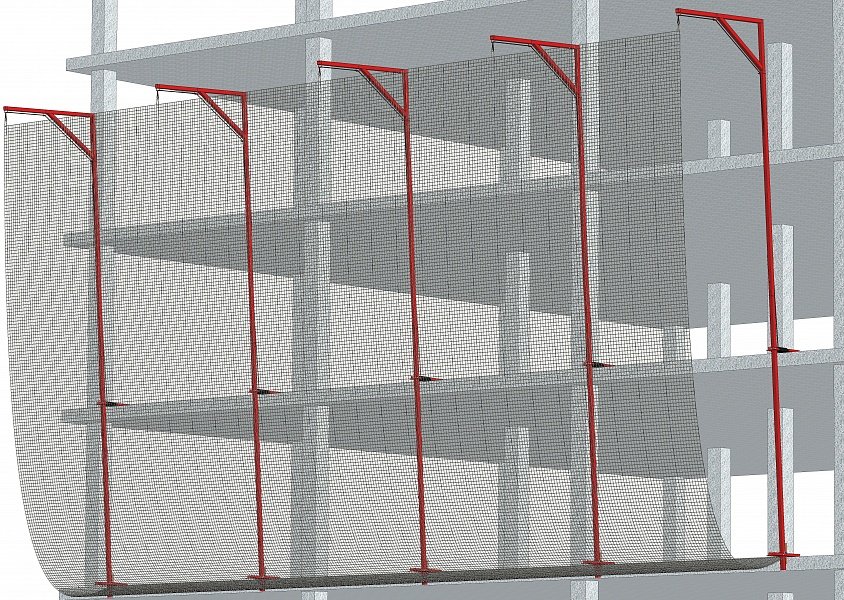 «Он был разработан таким образом, чтобы у спортсмена было меньше шансов получить боль в мышцах, суставах и коленях из-за твердой игровой поверхности».
«Он был разработан таким образом, чтобы у спортсмена было меньше шансов получить боль в мышцах, суставах и коленях из-за твердой игровой поверхности». Кроме того, металлическая полоса ограждения обычно располагается поверх пола без ограждения, что требует от спортсменов подниматься и спускаться с полосы ограждения, чтобы не споткнуться о провода и кабели.
Кроме того, металлическая полоса ограждения обычно располагается поверх пола без ограждения, что требует от спортсменов подниматься и спускаться с полосы ограждения, чтобы не споткнуться о провода и кабели. Шнуры теперь двигаются вместе со спортсменом и наматываются, чтобы устранить провисание. Кроме того, пол был изготовлен таким образом, чтобы полоса ограждения вписывалась в систему, а не располагалась сверху.
Шнуры теперь двигаются вместе со спортсменом и наматываются, чтобы устранить провисание. Кроме того, пол был изготовлен таким образом, чтобы полоса ограждения вписывалась в систему, а не располагалась сверху.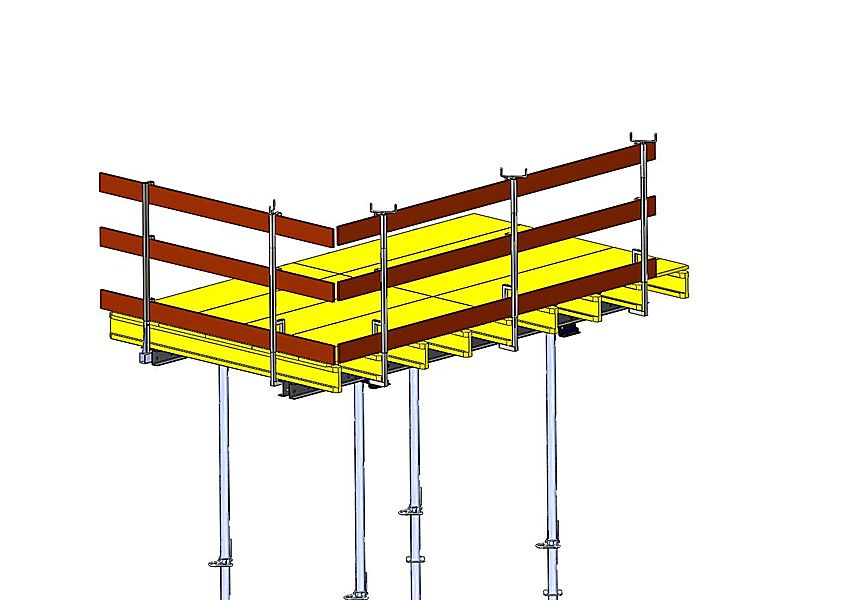 «Это определение настоящей инвестиции: та, которую команда намерена сохранить в течение длительного времени, останется ли она в подвале или переместится в новое место».
«Это определение настоящей инвестиции: та, которую команда намерена сохранить в течение длительного времени, останется ли она в подвале или переместится в новое место».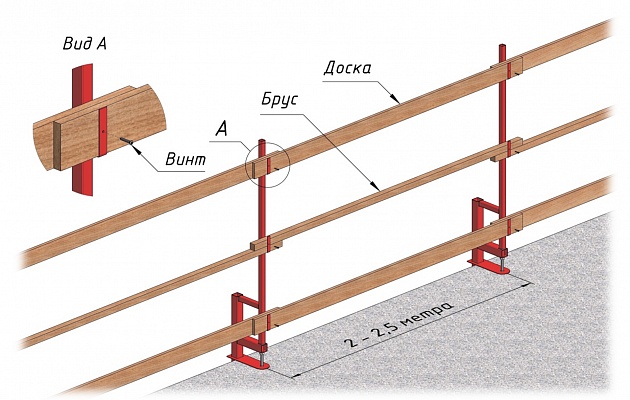

 8
8 2d30z64 для форматно-раскроечного станка
2d30z64 для форматно-раскроечного станка СМТ
СМТ


 диаметр пильного диска с установленным подрезчиком
диаметр пильного диска с установленным подрезчиком
 Поворачивая ее влево или вправо, происходит сжатие пружины, которая в свою очередь воздействует на мембрану. В результате такой регулировки происходит открытие отверстия, через которое углекислый газ проходит в полость камеры.
Поворачивая ее влево или вправо, происходит сжатие пружины, которая в свою очередь воздействует на мембрану. В результате такой регулировки происходит открытие отверстия, через которое углекислый газ проходит в полость камеры. Для обеспечения ее целосности на углекислотных редукторах устанавливается предохранительный нерегулируемый клапан. Такой клапан срабатывает в тех случаях, когда штуцер по каким-либо причинам теряет свою герметичность и начинает пропускать через себя увеличенный объем углекислого газа.
Для обеспечения ее целосности на углекислотных редукторах устанавливается предохранительный нерегулируемый клапан. Такой клапан срабатывает в тех случаях, когда штуцер по каким-либо причинам теряет свою герметичность и начинает пропускать через себя увеличенный объем углекислого газа. На второй ступени, с помощью регулятора (рукоятки, регулирующего винта), осуществляется уже точная регулировка выходного давления и его поддержание стабильным и постоянным.
На второй ступени, с помощью регулятора (рукоятки, регулирующего винта), осуществляется уже точная регулировка выходного давления и его поддержание стабильным и постоянным. Такой переходник-адаптер позволит подключить оборудование с разными типами резьб.
Такой переходник-адаптер позволит подключить оборудование с разными типами резьб. Редуктора имеют накидную гайку с резьбой Российского стандарта G 3/4. Также мы готовы предложить переходники-адаптеры для подключения оборудования с разными типами резьбы.
Редуктора имеют накидную гайку с резьбой Российского стандарта G 3/4. Также мы готовы предложить переходники-адаптеры для подключения оборудования с разными типами резьбы. е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:
е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:


 Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.


 Такими приборами пользуются профессионалы.
Такими приборами пользуются профессионалы. В противном случае, существует реальная опасность для здоровья и жизни.
В противном случае, существует реальная опасность для здоровья и жизни. Его конструкция позволяет давать оценку правильной работе всей системы. Если данный узел не устанавливать, вполне реально получить «эффект запирания».
Его конструкция позволяет давать оценку правильной работе всей системы. Если данный узел не устанавливать, вполне реально получить «эффект запирания».

 Так, редукторы отличаются диаметром форсунки выпускающего клапана, масштабами накопительной камеры.Также кислородные редукторы используются чаще,поскольку кислород,как газ более востребован в промышленности.
Так, редукторы отличаются диаметром форсунки выпускающего клапана, масштабами накопительной камеры.Также кислородные редукторы используются чаще,поскольку кислород,как газ более востребован в промышленности. • максимальная пропускная способность в м3/ч
• максимальная пропускная способность в м3/ч Существуют специальные подогреватели типа ПЭГ-3 для полуавтоматической и полностью автоматизированной сварки, которые вам придется приобрести отдельно. Хотя есть в продаже и регуляторы, объединяющие в себе все необходимые функции и устройства, такие как универсальный У30-АР40П-220 (Ar/CO2) с подогревателем 220В — идеальный вариант для вашего электрогазосварочного поста.
Существуют специальные подогреватели типа ПЭГ-3 для полуавтоматической и полностью автоматизированной сварки, которые вам придется приобрести отдельно. Хотя есть в продаже и регуляторы, объединяющие в себе все необходимые функции и устройства, такие как универсальный У30-АР40П-220 (Ar/CO2) с подогревателем 220В — идеальный вариант для вашего электрогазосварочного поста. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.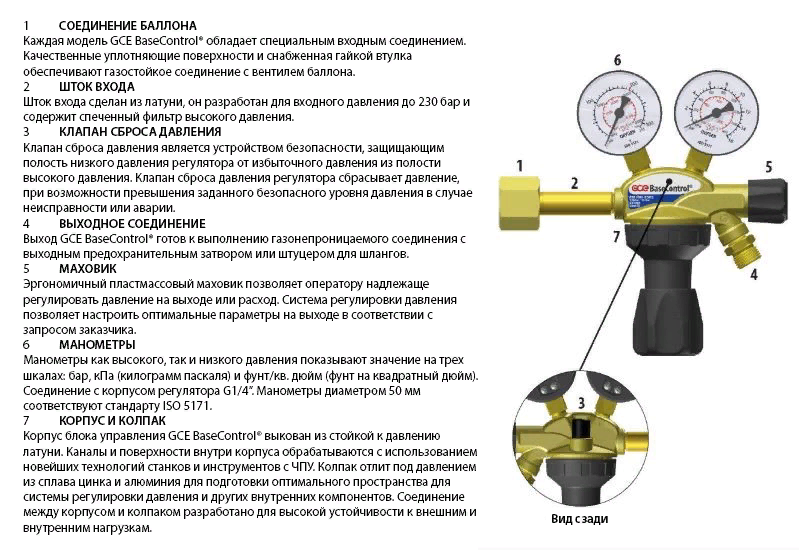 Это позволит повысить качество сварочного шва, а также понижает расход газа, делая сварочный процесс более выгодным.
Это позволит повысить качество сварочного шва, а также понижает расход газа, делая сварочный процесс более выгодным. Один из них должен показывать давление в баллоне, а второй должен показывать расход газа в литрах за 1 минуту. Фактически, второй датчик является расходомером, что очень нужно для комфортного сварочного процесса.
Один из них должен показывать давление в баллоне, а второй должен показывать расход газа в литрах за 1 минуту. Фактически, второй датчик является расходомером, что очень нужно для комфортного сварочного процесса. Выбор подачи и напряжения можно сделать с помощью ручек подачи проволоки и напряжения до того момента, пока Вы не получите желаемый результат. Как правило, для каждого сварщика существуют свои правила настройки подачи и напряжения, но все-таки существуют средние показатели, которые соответствуют государственным стандартам.
Выбор подачи и напряжения можно сделать с помощью ручек подачи проволоки и напряжения до того момента, пока Вы не получите желаемый результат. Как правило, для каждого сварщика существуют свои правила настройки подачи и напряжения, но все-таки существуют средние показатели, которые соответствуют государственным стандартам.
 Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.
 Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить. Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление. Во время сварки углекислота играет важнейшую роль: она защищает сварочную ванну от негативного внешнего воздействия. Благодаря этому шов получается ровным, аккуратным и более прочным. К слову сказать, углекислота применяется в пожаротушении, при производстве сухого льда, а также в пищевой промышленности — для производства шипучих напитков.
Во время сварки углекислота играет важнейшую роль: она защищает сварочную ванну от негативного внешнего воздействия. Благодаря этому шов получается ровным, аккуратным и более прочным. К слову сказать, углекислота применяется в пожаротушении, при производстве сухого льда, а также в пищевой промышленности — для производства шипучих напитков. ). Следует удостовериться в наличии фибровой прокладки и фильтра штуцера и обязательно – в их целостности и исправности.
). Следует удостовериться в наличии фибровой прокладки и фильтра штуцера и обязательно – в их целостности и исправности.
 Снижение давления в системе, даже если оно осуществляется под строгим контролем, может привести к повреждению многих материалов уплотнительных колец из-за экспоненциального расширения жидкостей, проникающих в эластомеры.
Снижение давления в системе, даже если оно осуществляется под строгим контролем, может привести к повреждению многих материалов уплотнительных колец из-за экспоненциального расширения жидкостей, проникающих в эластомеры.


 В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки.
В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки. Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления.
Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления. Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов.
Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов. «Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения».
«Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения».

 Свяжитесь с нами удобным способом для сотрудничества.
Свяжитесь с нами удобным способом для сотрудничества.
 Данный материал отличается высокой износостойкостью и более продолжительным сроком эксплуатации. Особенностью конструкции грязесъемника А11 является двойная уплотнительная кромка, благодаря чему предотвращается попадание пыли, грязи, песка и металлической стружки внутрь системы.
Данный материал отличается высокой износостойкостью и более продолжительным сроком эксплуатации. Особенностью конструкции грязесъемника А11 является двойная уплотнительная кромка, благодаря чему предотвращается попадание пыли, грязи, песка и металлической стружки внутрь системы.
 Таким образом создается несколько уплотняющих поверхностей, что снижает вероятность утечки.
Таким образом создается несколько уплотняющих поверхностей, что снижает вероятность утечки.
 Максимальный диаметр – 320 мм.
Максимальный диаметр – 320 мм.
 Резиновая прокладка представляет собой герметизирующий продукт, используемый для заполнения пространства между двумя или более сопрягаемыми поверхностями, как правило, для предотвращения утечки (воздуха, химикатов, газов или жидкостей) из или внутрь соединяемых объектов при сжатии.
Резиновая прокладка представляет собой герметизирующий продукт, используемый для заполнения пространства между двумя или более сопрягаемыми поверхностями, как правило, для предотвращения утечки (воздуха, химикатов, газов или жидкостей) из или внутрь соединяемых объектов при сжатии. Custom Gasket Mfg. предлагает стандартные коммерческие материалы и материалы со спецификациями, которые соответствуют спецификациям FDA (Food Grade) и ASTM. По той причине, что разные эластомеры обладают разными механическими и химическими свойствами, мы предлагаем специальные составы для удовлетворения конкретных высокопроизводительных задач.
Custom Gasket Mfg. предлагает стандартные коммерческие материалы и материалы со спецификациями, которые соответствуют спецификациям FDA (Food Grade) и ASTM. По той причине, что разные эластомеры обладают разными механическими и химическими свойствами, мы предлагаем специальные составы для удовлетворения конкретных высокопроизводительных задач. Viton ® демонстрирует хорошую стойкость к маслам и растворителям, агрессивным топливам и концентрированным кислотам. Подробнее »
Viton ® демонстрирует хорошую стойкость к маслам и растворителям, агрессивным топливам и концентрированным кислотам. Подробнее » Подробнее »
Подробнее » Бутилкаучук обладает отличными диэлектрическими свойствами и устойчив к кислотам и щелочам.
Бутилкаучук обладает отличными диэлектрическими свойствами и устойчив к кислотам и щелочам. 


 Наш процесс позволяет нам определить правильные резиновые материалы для удовлетворения таких критериев, как остаточная деформация при сжатии, режущие способности и другие ключевые факторы. Проще говоря, мы будем работать с вами, чтобы найти лучшее решение для вашего проекта по самой выгодной цене
Наш процесс позволяет нам определить правильные резиновые материалы для удовлетворения таких критериев, как остаточная деформация при сжатии, режущие способности и другие ключевые факторы. Проще говоря, мы будем работать с вами, чтобы найти лучшее решение для вашего проекта по самой выгодной цене Мы стремимся служить настоящими партнерами для наших клиентов, добавляя ценность способами, выходящим за рамки простого предоставления штампованных прокладок и других деталей. Эти дополнительные услуги предназначены для помощи в доставке и установке продуктов.
Мы стремимся служить настоящими партнерами для наших клиентов, добавляя ценность способами, выходящим за рамки простого предоставления штампованных прокладок и других деталей. Эти дополнительные услуги предназначены для помощи в доставке и установке продуктов.
 Посеял очень редкие уплотнители, даже на алике такие не смог найти. А здесь мне из силикона новые нарезали, еще и лучше чем родные были. Потому что по размерам корпуса сделаны и силикон толще, чем был. Очень доволен и качеством обслуживания, и уплотнителями. Я просто менеджеру рассказал о проблеме, а он уже варианты решения подсказывал.
Посеял очень редкие уплотнители, даже на алике такие не смог найти. А здесь мне из силикона новые нарезали, еще и лучше чем родные были. Потому что по размерам корпуса сделаны и силикон толще, чем был. Очень доволен и качеством обслуживания, и уплотнителями. Я просто менеджеру рассказал о проблеме, а он уже варианты решения подсказывал. Макет был мой, по размерам все сошлось. Качество реза на пять из пяти, никакого расслоения по краям, никаких сколов. Торцы и грани просто идеального качества. Пожалел, что напуск на обработку напильником сколов оставил. Можете смело заказывать размер в размер. Делают качественно.
Макет был мой, по размерам все сошлось. Качество реза на пять из пяти, никакого расслоения по краям, никаких сколов. Торцы и грани просто идеального качества. Пожалел, что напуск на обработку напильником сколов оставил. Можете смело заказывать размер в размер. Делают качественно.
 Заготовки, выполненные с идеальной точностью, забираем в тот же день.
Заготовки, выполненные с идеальной точностью, забираем в тот же день. Понравилось удобство оформления заказа через сайт и быстрое его выполнение. Претензий не осталось, размеры соответствуют идеально.
Понравилось удобство оформления заказа через сайт и быстрое его выполнение. Претензий не осталось, размеры соответствуют идеально. В их число входят: бумага, картон, целлюлоза, фибра, резина, асбест, графит, металлы (прокладки металлические ─ из стали, меди, алюминия бронзы и т. д.), паронит, широкий спектр полимерных материалов ─ полиэтилен, фторопласт, поливинилхлорид и другие.
В их число входят: бумага, картон, целлюлоза, фибра, резина, асбест, графит, металлы (прокладки металлические ─ из стали, меди, алюминия бронзы и т. д.), паронит, широкий спектр полимерных материалов ─ полиэтилен, фторопласт, поливинилхлорид и другие. Например, при искривлениях уплотняемых поверхностей материал прокладки должен компенсировать эти искривления даже при не слишком больших усилиях зажатия, чтобы предупредить возможность появления опасных, приводящих к потере герметичности пустот между соединяемыми деталями. Или при колебаниях температуры компенсировать упругими свойствами вызванное температурным расширением изменение размеров прокладки. В отдельных документах это искривление (отклонение от параллельности) может быть регламентировано. Например, в «ГОСТ 32569-2013. Межгосударственный стандарт. Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах» указано, что при сборке фланцевых соединений сборочных единиц, допускаемые отклонения от параллельности уплотнительных поверхностей фланцев не должны превышать 10% от толщины прокладки.
Например, при искривлениях уплотняемых поверхностей материал прокладки должен компенсировать эти искривления даже при не слишком больших усилиях зажатия, чтобы предупредить возможность появления опасных, приводящих к потере герметичности пустот между соединяемыми деталями. Или при колебаниях температуры компенсировать упругими свойствами вызванное температурным расширением изменение размеров прокладки. В отдельных документах это искривление (отклонение от параллельности) может быть регламентировано. Например, в «ГОСТ 32569-2013. Межгосударственный стандарт. Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах» указано, что при сборке фланцевых соединений сборочных единиц, допускаемые отклонения от параллельности уплотнительных поверхностей фланцев не должны превышать 10% от толщины прокладки. е. при затягивании болтов или шпилек; в то же время материал прокладки не должен быть таким твердым и прочным, чтобы деформировать уплотняемые поверхности, что может иметь место при использовании в качестве прокладочных материалов металлов.
е. при затягивании болтов или шпилек; в то же время материал прокладки не должен быть таким твердым и прочным, чтобы деформировать уплотняемые поверхности, что может иметь место при использовании в качестве прокладочных материалов металлов. Картон толще, обладает более высокой жесткостью, отличается низкой степенью воспламеняемости.
Картон толще, обладает более высокой жесткостью, отличается низкой степенью воспламеняемости.
 Состав и технологии изготовления предопределили большое разнообразие видов резин и областей их применения. В т. ч. для уплотнения соединений.
Состав и технологии изготовления предопределили большое разнообразие видов резин и областей их применения. В т. ч. для уплотнения соединений.
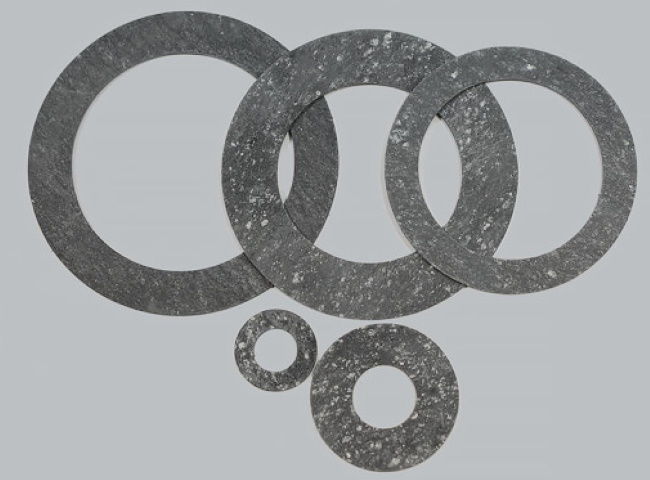 Хотя при росте температуры прочность асбеста несколько снижается. Так, при 500°C он теряет примерно треть своей прочности. Все виды асбеста (а их параметры варьируются в зависимости от месторождения) достаточно устойчивы к щелочам, а асбест отдельных месторождений устойчив к кислотам.
Хотя при росте температуры прочность асбеста несколько снижается. Так, при 500°C он теряет примерно треть своей прочности. Все виды асбеста (а их параметры варьируются в зависимости от месторождения) достаточно устойчивы к щелочам, а асбест отдельных месторождений устойчив к кислотам. Прокладки из паронита позволяют добиться необходимой герметичности соединений различного типа в условиях воздействия агрессивных сред, высоких температур и давления. Прокладки из паронита применяют для уплотнения соединений, работающих:
Прокладки из паронита позволяют добиться необходимой герметичности соединений различного типа в условиях воздействия агрессивных сред, высоких температур и давления. Прокладки из паронита применяют для уплотнения соединений, работающих:
 ч. в комбинации с асбестом, резиной, сталью. В любых формах (лист, лента, жгут) фторопласт в качестве уплотнителя податлив, удобен в использовании, способен уплотнять даже изношенные и неровные поверхности, прекрасно проявляет себя на сложных контурах.
ч. в комбинации с асбестом, резиной, сталью. В любых формах (лист, лента, жгут) фторопласт в качестве уплотнителя податлив, удобен в использовании, способен уплотнять даже изношенные и неровные поверхности, прекрасно проявляет себя на сложных контурах.
 Производителям важно понимать преимущества каждого отдельного метода. Вот пять наиболее распространенных форм изготовления прокладок.
Производителям важно понимать преимущества каждого отдельного метода. Вот пять наиболее распространенных форм изготовления прокладок. Как только материал затвердеет, форму открывают, чтобы выпустить конечный продукт. Он идеально подходит для небольших объемов производства и менее сложных прокладок.
Как только материал затвердеет, форму открывают, чтобы выпустить конечный продукт. Он идеально подходит для небольших объемов производства и менее сложных прокладок.
 Многие цифровые ножевые станки могут выполнять другие функции резки, такие как гравировка, бритье и многое другое.
Многие цифровые ножевые станки могут выполнять другие функции резки, такие как гравировка, бритье и многое другое.

 Первоначально широко используемые в обувной промышленности, эти формы правил представляют собой либо цельные поковки для расширенных производственных циклов, либо изогнутые правила, установленные в листах фанерной подложки, которые можно быстро изготовить. Полученная форма, выдавленная из исходного материала, имеет постоянный размер и повторяемость. В соответствующих местах также устанавливаются дыроколы для одновременного создания любых необходимых отверстий в прокладке. Детали малого или большого объема могут быть изготовлены с помощью полуавтоматического повторительного оборудования и резки поцелуев для производства катушек с деталями. Часто это может быть удобным методом обработки небольших перфорированных деталей. Стандартные фрезы доступны для таких продуктов, как фланцевые и соединительные прокладки в соответствии с BS EN 12560, а специальные фрезы для нестандартных деталей могут быть изготовлены за 48 часов.
Первоначально широко используемые в обувной промышленности, эти формы правил представляют собой либо цельные поковки для расширенных производственных циклов, либо изогнутые правила, установленные в листах фанерной подложки, которые можно быстро изготовить. Полученная форма, выдавленная из исходного материала, имеет постоянный размер и повторяемость. В соответствующих местах также устанавливаются дыроколы для одновременного создания любых необходимых отверстий в прокладке. Детали малого или большого объема могут быть изготовлены с помощью полуавтоматического повторительного оборудования и резки поцелуев для производства катушек с деталями. Часто это может быть удобным методом обработки небольших перфорированных деталей. Стандартные фрезы доступны для таких продуктов, как фланцевые и соединительные прокладки в соответствии с BS EN 12560, а специальные фрезы для нестандартных деталей могут быть изготовлены за 48 часов.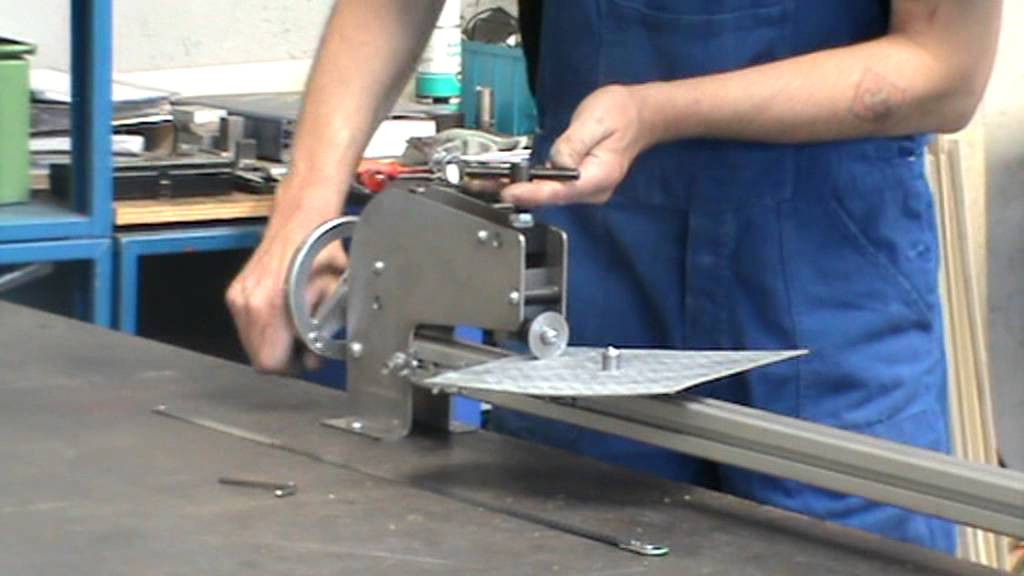 Этот метод позволяет очень быстро разрезать мягкие или твердые, твердые или пористые материалы на бесконечное множество форм и без деформации, часто встречающейся в методах штамповки. Однако материалы, которые явно поглощают воду, не подходят для этого процесса.
Этот метод позволяет очень быстро разрезать мягкие или твердые, твердые или пористые материалы на бесконечное множество форм и без деформации, часто встречающейся в методах штамповки. Однако материалы, которые явно поглощают воду, не подходят для этого процесса.
 Модели нашли применение во многих областях, поэтому делают 3d печать на заказ компании разных специализаций:
Модели нашли применение во многих областях, поэтому делают 3d печать на заказ компании разных специализаций:

 Оправданное соотношение цены и качества.
Оправданное соотношение цены и качества.


 Приложения. Нейлон можно стерилизовать в автоклаве, поэтому он часто используется для медицинских деталей, таких как ручки инструментов и корпуса устройств, но он также «гигроскопичен» (впитывает воду) и слегка пористый, что делает его менее применимым в очень влажных условиях.
Приложения. Нейлон можно стерилизовать в автоклаве, поэтому он часто используется для медицинских деталей, таких как ручки инструментов и корпуса устройств, но он также «гигроскопичен» (впитывает воду) и слегка пористый, что делает его менее применимым в очень влажных условиях.

 Металлы хорошо подходят для производственных применений, потому что они обладают механическими свойствами, аналогичными деталям, изготовленным с помощью обычных процессов, с возможностью получения сложной геометрии в одной сборке жидкости.
Металлы хорошо подходят для производственных применений, потому что они обладают механическими свойствами, аналогичными деталям, изготовленным с помощью обычных процессов, с возможностью получения сложной геометрии в одной сборке жидкости. Материал обладает сверхнизкими свойствами газовыделения и имеет самую высокую химическую стойкость, доступную для технологии FDM. Antero 800NA идеально подходит для быстрой доставки деталей на рынок, особенно когда существует неопределенность спроса, срока службы продукта или когда проектирование находится на ранней стадии и необходимы изменения.
Материал обладает сверхнизкими свойствами газовыделения и имеет самую высокую химическую стойкость, доступную для технологии FDM. Antero 800NA идеально подходит для быстрой доставки деталей на рынок, особенно когда существует неопределенность спроса, срока службы продукта или когда проектирование находится на ранней стадии и необходимы изменения. Stratasys Direct разработала процесс производства добавки C18150 и внедрила контролируемые процессы термообработки для оптимизации механических свойств и свойств материала. Добавка меди может быть использована для интегрированного регенеративного охлаждения ракетных двигателей с внутренними конформными каналами внутри сопла ракеты или изогнутых и наклонных тепловых труб, используемых в дальней космонавтике и малых спутниках.
Stratasys Direct разработала процесс производства добавки C18150 и внедрила контролируемые процессы термообработки для оптимизации механических свойств и свойств материала. Добавка меди может быть использована для интегрированного регенеративного охлаждения ракетных двигателей с внутренними конформными каналами внутри сопла ракеты или изогнутых и наклонных тепловых труб, используемых в дальней космонавтике и малых спутниках.
 Пресс-формы из силикона, созданные по индивидуальным параметрам, можно использовать для изготовления любых изделий, от сложных инженерных компонентов до кубиков льда и сладостей к празднику.
Пресс-формы из силикона, созданные по индивидуальным параметрам, можно использовать для изготовления любых изделий, от сложных инженерных компонентов до кубиков льда и сладостей к празднику. Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса.
Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса. Если 3D-печать лучше подходит для создание моделей в одном экземпляре, то литье в силиконовых пресс-формах и из полиуретана — идеальное решение для мелкосерийного производства моделей.
Если 3D-печать лучше подходит для создание моделей в одном экземпляре, то литье в силиконовых пресс-формах и из полиуретана — идеальное решение для мелкосерийного производства моделей. Так как силиконовые пресс-формы позволяют хорошо передать детали, ювелиры могут создавать изделия с мелким орнаментом и замысловатой геометрической формой.
Так как силиконовые пресс-формы позволяют хорошо передать детали, ювелиры могут создавать изделия с мелким орнаментом и замысловатой геометрической формой.
 Если вы просто хотите сделать копию существующего объекта, имеет смысл использовать его в качестве образца. Нужно лишь убедиться в том, что этот объект способен выдержать процесс создания пресс-формы.
Если вы просто хотите сделать копию существующего объекта, имеет смысл использовать его в качестве образца. Нужно лишь убедиться в том, что этот объект способен выдержать процесс создания пресс-формы.

 Процесс их изготовления схож, но на создание двухкомпонентной пресс-формы потребуется немного больше времени. Для изготовления силиконовых пресс-форм можно использовать следующие пошаговые инструкции.
Процесс их изготовления схож, но на создание двухкомпонентной пресс-формы потребуется немного больше времени. Для изготовления силиконовых пресс-форм можно использовать следующие пошаговые инструкции. Поместите образцы в емкость так, чтобы их детализированная поверхность была обращена вверх. Нанесите на них небольшой слой смазки для литья. Подождите 10 минут, пока они полностью высохнут.
Поместите образцы в емкость так, чтобы их детализированная поверхность была обращена вверх. Нанесите на них небольшой слой смазки для литья. Подождите 10 минут, пока они полностью высохнут. Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.
Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.


 Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме. После замера я подложил под низкий край картонки и все готово.
После замера я подложил под низкий край картонки и все готово.
 Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.

 Выберите метод изготовления формы и резиновую форму
Выберите метод изготовления формы и резиновую форму Разделительный состав может быть трудно наносить на сложные участки.
Разделительный состав может быть трудно наносить на сложные участки.
 Сера, для
Сера, для




 Это сделано для того, чтобы
Это сделано для того, чтобы е. шпунт-паз или зигзагообразный разрез), чтобы две стороны совпадали
е. шпунт-паз или зигзагообразный разрез), чтобы две стороны совпадали

 спектр отраслей. Это меняет саму природу производственного мира. Это делает возможным изготовление широкого спектра деталей практически для всех мыслимых отраслей промышленности. Процесс изготовления обеспечивает высокий уровень производительности за счет короткого времени цикла.
спектр отраслей. Это меняет саму природу производственного мира. Это делает возможным изготовление широкого спектра деталей практически для всех мыслимых отраслей промышленности. Процесс изготовления обеспечивает высокий уровень производительности за счет короткого времени цикла. Преимущества процесса литья под давлением легко компенсируют недостатки.
Преимущества процесса литья под давлением легко компенсируют недостатки. Мономеры связаны друг с другом от конца к концу химическими связями, которые образуют длинную цепь. Полимерные материалы текут, и производители формуют из них детали.
Мономеры связаны друг с другом от конца к концу химическими связями, которые образуют длинную цепь. Полимерные материалы текут, и производители формуют из них детали. Тепло расплавило камфору, которая превратилась в растворитель нитрата целлюлозы. Использование камфоры уменьшило потребность в дополнительных летучих растворителях. В конце концов Hyatt получил патенты на несколько идей, связанных с изготовлением целлулоида.
Тепло расплавило камфору, которая превратилась в растворитель нитрата целлюлозы. Использование камфоры уменьшило потребность в дополнительных летучих растворителях. В конце концов Hyatt получил патенты на несколько идей, связанных с изготовлением целлулоида. Хотя он по-прежнему используется в качестве основного материала для производства мячей для настольного тенниса, другие синтетические пластмассы начали заменять целлюлозу.
Хотя он по-прежнему используется в качестве основного материала для производства мячей для настольного тенниса, другие синтетические пластмассы начали заменять целлюлозу. Сырьем для искусственного шелка была целлюлоза, полученная из древесной массы.
Сырьем для искусственного шелка была целлюлоза, полученная из древесной массы.

 Немецкий производитель IG Farben разработал полистирол (ПС) и поливинилхлорид (ПВХ).
Немецкий производитель IG Farben разработал полистирол (ПС) и поливинилхлорид (ПВХ).
 С 1943 по 1960 год партнерство Dow Corning производило силикон для ряда промышленных применений, в том числе:
С 1943 по 1960 год партнерство Dow Corning производило силикон для ряда промышленных применений, в том числе:



 Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
 Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
 По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
 5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
 Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.

 Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
 В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
 Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
 Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
 Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
 Примером ПР служат гладкие пробки.
Примером ПР служат гладкие пробки.
 Такие тиски можно крепить к столу станка при помощи болтов.
Такие тиски можно крепить к столу станка при помощи болтов. Изделие устанавливают на подвижной верхней полке угольника и закрепляют посредством накладок и болтов. Болты вводят головками в пазы на полке и зажимают над планками при помощи гаек.
Изделие устанавливают на подвижной верхней полке угольника и закрепляют посредством накладок и болтов. Болты вводят головками в пазы на полке и зажимают над планками при помощи гаек. Потому что даже в мире грубой силы и жестких взглядов некоторая доля интеллекта и изощренности оказались полезными.
Потому что даже в мире грубой силы и жестких взглядов некоторая доля интеллекта и изощренности оказались полезными. ExcaDrill 25A также хорошо подходит для сверления отверстий диаметром 45 мм для гидравлических инструментов для сноса.
ExcaDrill 25A также хорошо подходит для сверления отверстий диаметром 45 мм для гидравлических инструментов для сноса.


 На практике ExcaDrill представляет собой настоящую буровую установку с кабиной. ExcaDrill также подходит для бурения с продувкой водой и воздухом как выше, так и ниже уровня земли.
На практике ExcaDrill представляет собой настоящую буровую установку с кабиной. ExcaDrill также подходит для бурения с продувкой водой и воздухом как выше, так и ниже уровня земли.
 )
) Убедитесь, что оба этих болта идеально перпендикулярны фанерному основанию.
Убедитесь, что оба этих болта идеально перпендикулярны фанерному основанию.
 кожух для цепи пластик(new)
кожух для цепи пластик(new) гаечн. ключ DCS7901/(верс1)
гаечн. ключ DCS7901/(верс1) 7300/1.7900/1(верс1)
7300/1.7900/1(верс1) насоса DCS7901/
насоса DCS7901/ шестерни DCS7901/
шестерни DCS7901/
 вала DCS7901/(верс1)
вала DCS7901/(верс1) отвёртки — UAB VIGORUS
отвёртки — UAB VIGORUS ..
.. (7952)
(7952) (92540)
(92540) (20805)
(20805) (7924)
(7924) UAB «Vigorus». Visos teisės saugomos.Веб дизайн: «Optimalus žingsnis»
UAB «Vigorus». Visos teisės saugomos.Веб дизайн: «Optimalus žingsnis»
 ..
.. ..
..
 Сравните
Сравните Сравните
Сравните

 2мм
2мм Правда пока не переваривал, холодно.
Правда пока не переваривал, холодно.
 Так что мой совет работать с натуры и сверять шаблоны. Видимо рестайлинг машины или индивидуальный подход. Хоть и твердая четверка, но я рекомендую! Спасибо за Вашу работу!
Так что мой совет работать с натуры и сверять шаблоны. Видимо рестайлинг машины или индивидуальный подход. Хоть и твердая четверка, но я рекомендую! Спасибо за Вашу работу! Подошли. Порадовала толщина металла и качество исполнения. Будем работать.
Подошли. Порадовала толщина металла и качество исполнения. Будем работать. Тираж. 2010; 121(13):e266–e369. [PubMed] [Google Scholar]
Тираж. 2010; 121(13):e266–e369. [PubMed] [Google Scholar] Энн Торак Серг. 1973; 15 (2): 163–169.. [PubMed] [Google Scholar]
Энн Торак Серг. 1973; 15 (2): 163–169.. [PubMed] [Google Scholar] , Lytle B.W., Blackstone E.H., Gillinov A.M., Rajeswaran J. Канюляция подмышечной артерии боковым трансплантатом снижает заболеваемость. Энн Торак Серг. 2004;77(4):1315–1320. [PubMed] [Академия Google]
, Lytle B.W., Blackstone E.H., Gillinov A.M., Rajeswaran J. Канюляция подмышечной артерии боковым трансплантатом снижает заболеваемость. Энн Торак Серг. 2004;77(4):1315–1320. [PubMed] [Академия Google] J Грудной сердечно-сосудистый хирург. 1994;107(4):1006–1019. [PubMed] [Google Scholar]
J Грудной сердечно-сосудистый хирург. 1994;107(4):1006–1019. [PubMed] [Google Scholar] Энн Торак Серг. 2001;71(1):14–21. [PubMed] [Google Scholar]
Энн Торак Серг. 2001;71(1):14–21. [PubMed] [Google Scholar] Энн Кардиоторак Хирург. 2013;2(2):184–193. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Энн Кардиоторак Хирург. 2013;2(2):184–193. [Бесплатная статья PMC] [PubMed] [Google Scholar] Энн Кардиоторак Хирург. 2013;2(2):148–158. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Энн Кардиоторак Хирург. 2013;2(2):148–158. [Бесплатная статья PMC] [PubMed] [Google Scholar] , Леонтьев С., Боргер М.А., Гинденспергер О., Леманн С., Легаре Дж.Ф. Какова наилучшая стратегия защиты головного мозга у пациентов, перенесших операцию на дуге аорты? Опыт единого центра 636 пациентов. Энн Торак Серг. 2012;93 (5): 1502–1508. [PubMed] [Google Scholar]
, Леонтьев С., Боргер М.А., Гинденспергер О., Леманн С., Легаре Дж.Ф. Какова наилучшая стратегия защиты головного мозга у пациентов, перенесших операцию на дуге аорты? Опыт единого центра 636 пациентов. Энн Торак Серг. 2012;93 (5): 1502–1508. [PubMed] [Google Scholar] 2008;33(3):402–408. [PubMed] [Google Scholar]
2008;33(3):402–408. [PubMed] [Google Scholar] J Cardiovasc Surg (Турин) 1990;31(5):553–558. [PubMed] [Google Scholar]
J Cardiovasc Surg (Турин) 1990;31(5):553–558. [PubMed] [Google Scholar] Ретроградная церебральная перфузия при хирургии дуги аорты: анализ факторов риска. Энн Торак Серг. 1999;67(6):1879–1882. [обсуждение 1891–1844] [PubMed] [Google Scholar]
Ретроградная церебральная перфузия при хирургии дуги аорты: анализ факторов риска. Энн Торак Серг. 1999;67(6):1879–1882. [обсуждение 1891–1844] [PubMed] [Google Scholar] Энн Торак Серг. 2001; 72(1):72–79.. [PubMed] [Google Scholar]
Энн Торак Серг. 2001; 72(1):72–79.. [PubMed] [Google Scholar] T., Mauney M.C., Masetti P., Castner C.F. Одноэтапное восстановление обширных аневризм грудной аорты: опыт применения техники дуги и двусторонней передней торакотомии. J Грудной сердечно-сосудистый хирург. 2004;128(5):669–676. [PubMed] [Google Scholar]
T., Mauney M.C., Masetti P., Castner C.F. Одноэтапное восстановление обширных аневризм грудной аорты: опыт применения техники дуги и двусторонней передней торакотомии. J Грудной сердечно-сосудистый хирург. 2004;128(5):669–676. [PubMed] [Google Scholar]