Шлифмашина угловая для чего используется: что такое болгарка, для чего нужна углошлифовальная машина в хозяйстве, что делает этот инструмент и для чего предназначен
устройство, характеристики и принцип работы
Угловая шлифмашина или, как ее еще называют, болгарка — это универсальный и удобный в использовании инструмент, который используется как профессионалами, так и обычными домовладельцами.
Универсальность этого инструмента позволяет использовать его для работы с различными материалами:
- Устройство углошлифовальной машины
- Характеристики угловых шлифмашин
- Скорость вращения
- Показатели мощности
- Диаметр оснастки
- Дополнительные функции угловой шлифмашины
- Ограничение пускового тока
- Поддержание постоянных оборотов диска
- Блокировка повторного включения
- Защита от перегрузки электродвигателя
- Система защиты от пыли
- Цветными и черными металлами.
- Искусственным и природным камнем.
- Силикатным и керамическим кирпичом.
- Бетоном.
- Керамической плиткой.
- Древесиной.
Угловая шлифовальная машинка может применяться как для разрезания таких материалов, так и их шлифовки или обработки. Необходимо лишь правильно выбирать используемые круги, которые предназначаются для работы с камнем, бетоном или деревом. Большинство домовладельцев использует болгарки для шлифовки и резки пиломатериалов. В этом случае необходимо использовать специальные насадки для дерева, при этом болгарки должны поддерживать работу на минимальных оборотах.
Необходимо лишь правильно выбирать используемые круги, которые предназначаются для работы с камнем, бетоном или деревом. Большинство домовладельцев использует болгарки для шлифовки и резки пиломатериалов. В этом случае необходимо использовать специальные насадки для дерева, при этом болгарки должны поддерживать работу на минимальных оборотах.
Устройство углошлифовальной машины
Большинство моделей такого электроинструмента состоит из следующих элементов:
- Корпуса, который изготавливается из металла, армированных полимеров или пластмассы.
- Электрического двигателя, получающего энергию от встроенных или внешних аккумуляторов и от бытовой сети.
- Одноступенчатого углового редуктора, который изготавливается из алюминиевых или магниевых сплавов. Наличие такого редуктора позволяет болгарке работать на различных оборотах, соответственно обеспечивается возможность применения инструмента для работы с деревом, обработки и разрезания керамической плитки, бетона и металла.

- Шпинделя, состоящего из метрической резьбы, вала и гаек крепления для отрезного диска.
- Съёмной рукоятки, которая может монтироваться в различном положении, что позволяет с удобством пользоваться таким инструментом.
- Защитного кожуха, позволяющего защитить работающего с болгаркой человека от снопа искр и стружки, появляющейся во время работы инструмента.
Принцип работы таких углошлифовальных машин чрезвычайно прост. Электрический двигатель через соответствующий редуктор приводит в движение шпиндель. На шпиндель насажен отрезной диск или любая другая оснастка, что и позволяет выполнять обработку или же разрезание различных материалов.
Приобретая модели болгарок для домашнего использования необходимо обратить внимание на наличие у инструмента возможности изменения скорости оборотов шпинделя, что позволяет использовать такой инструмент для работы с различными материалами. А вот при выборе профессиональных моделей углошлифовальных машин нужно обратить внимание на наличие расщепляющей муфты, которая устанавливается между редуктором и двигателем. Такая муфта позволяет исключить вероятность появления обратного удара, который может отмечаться при заклинивании диска на высоких оборотах шпинделя.
Такая муфта позволяет исключить вероятность появления обратного удара, который может отмечаться при заклинивании диска на высоких оборотах шпинделя.
Характеристики угловых шлифмашин
При выборе электроинструмента необходимо обращать внимание на такие характеристики, как диаметр оснастки, мощность, диапазон оборотов, а также возможность их регулировки.
Скорость вращения
Важнейшим параметром инструмента является скорость вращения яруга, зависящая непосредственно от диаметра используемых насадок. Для бытового использования рекомендуется выбирать модели болгарок, у которых линейная скорость вращения круга составляет 80 метров в секунду. При большей скорости использовать обычные бытовые насадки на болгарку не представляется возможным, так как круг будет просто разрушаться по причине повышенной нагрузки. А вот при меньшей частоте вращения отмечается быстрый износ дисков, а работать с таким инструментом зачастую бывает невозможно.
Показатели мощности
В продаже можно найти болгарки, мощность которых колеблется в диапазоне 650−2700 Вт. Показатели мощности будут зависеть не только от предназначения конкретного инструмента, но и от диаметра используемых дисков. Например, модели, которые предназначаются для дисков большего диаметра, имеют мощный привод, развивающий 2 тыс. Вт и более. Подобное оборудование относится к категории профессиональных, оснащается надежными мощными приводами и имеет соответствующую стоимость.
Показатели мощности будут зависеть не только от предназначения конкретного инструмента, но и от диаметра используемых дисков. Например, модели, которые предназначаются для дисков большего диаметра, имеют мощный привод, развивающий 2 тыс. Вт и более. Подобное оборудование относится к категории профессиональных, оснащается надежными мощными приводами и имеет соответствующую стоимость.
А вот бытовые модели шлифмашин, диаметр диска у которых обычно составляет 125−150 миллиметров, имеют мощность не меньше 750 Вт. Для использования в бытовых целях можем порекомендовать выбирать такие углошлифовальные машинки с мощностью 750−1500 Вт и при этом помните, что, чем больше круг и диск вы планируете использовать для работы, тем выше должна быть мощность такого инструмента.
Диаметр оснастки
Ещё перед покупкой вам необходимо определиться с диаметром оснастки, которая будет использоваться с выбранной вами болгаркой. Такой диаметр показывает максимальный размер круга для использования с конкретной моделью болгарки.
Такой диаметр показывает максимальный размер круга для использования с конкретной моделью болгарки.
В том случае, если вы выбираете такой инструмент исключительно для работы с пиломатериалом, то будет достаточно диаметра оснастки в 125 или 150 миллиметров. А вот если вы планируете использовать углошлифовальную машину для разрезания бордюрных камней и других материалов, имеющих большую глубину, то следует выбирать такой инструмент, у которого максимальный диаметр оснастки составляет 200 миллиметров и более. Отметим, что модели с диаметром оснастки более 200 миллиметров относятся к профессиональным и имеют соответствующую стоимость.
Если вам необходимо подобрать такой инструмент для использования в бытовых целях, то следует определиться с режимом эксплуатации, а также с работами, для которых вы и приобретаете угловую шлифмашину. Бытовые модели болгарок отличаются простотой конструкции, мощностью на уровне в 1000—1500 Вт и размером оснастки, который обычно не превышает 150−175 миллиметров. Исходя из этих двух характеристики и следует выбирать углошлифовальные машинки для дома.
Исходя из этих двух характеристики и следует выбирать углошлифовальные машинки для дома.
Профессиональные модели болгарок имеют размер оснастки 200 миллиметров и более, их показатели мощности превышают 2 тыс. Вт. Инструмент оснащен защитой от пыли, вибрации и способен эксплуатироваться в максимально жестком режиме. Такая техника долговечна, но при этом она имеет высокую стоимость, что объясняется сложностью конструкции и использованием высокотехнологичной начинки.
Дополнительные функции угловой шлифмашины
Широкое распространение и функциональность такого инструмента во многом обеспечивается за счет наличия различных дополнительных систем, функций и возможности такого оборудования.
Ограничение пускового тока
Беспроблемность эксплуатации и долговечность болгарки будет во многом зависеть от качества тока в электросети. При включении двигателя может отмечаться скачкообразное увеличение нагрузки, что приводит к быстрому выходу из строя электрооборудования в углошлифовальной машине. Для предупреждения подобного такое оборудование оснащается системой ограничения пускового тока, что позволяет обеспечить долговечность и беспроблемность эксплуатации профессиональных и бытовых болгарок.
Для предупреждения подобного такое оборудование оснащается системой ограничения пускового тока, что позволяет обеспечить долговечность и беспроблемность эксплуатации профессиональных и бытовых болгарок.
Поддержание постоянных оборотов диска
В момент соприкосновения рабочего диска и обрабатываемой поверхности может снижаться частота вращения инструмента, одновременно возникшее трение увеличивает нагрузку на двигатель. Используемая система поддержания постоянного числа оборотов способна компенсировать такое сопротивление, обеспечивая постоянную скорость резания. Подобными системами оснащаются профессиональные модели болгарок, что позволяет такому инструменту отличаться долговечностью, а угловая шлифмашина гарантирует качество проводимых работ.
Блокировка повторного включения
Наличие подобной системы исключает вероятность повторного запуска двигателя болгарки, что обеспечивает безопасность использования такого электроинструмента. Система блокировки повторного включения является обязательной функцией для профессиональных и бытовых моделей.
Система блокировки повторного включения является обязательной функцией для профессиональных и бытовых моделей.
Защита от перегрузки электродвигателя
При эксплуатации болгарки на ее двигатель может приходиться повышенная нагрузка, что отрицательно сказывается на долговечности привода. Такая система защиты двигателя от перенапряжения позволяет исключить длительную нагрузку на инструмент, а вы будете полностью уверены в долговечности используемого оборудования.
Система защиты от пыли
На сегодняшний день углошлифовальные машины могут иметь следующие технологические и конструктивные решения по защите от пыли:
- Использование подшипников закрытого типа.
- Наличие мелкой сетки на вентиляционных отверстиях.
- Использование шнуровых бандажей у ротора и бронирование обмоток стартера.
- Заливка обмотки стартера эпоксидной смолой.
Наличие подобной системы защиты от пыли позволяет продлить срок службы инструмента, при этом не требуется регулярно вскрывать болгарку, очищая ее от пыли.
Машинка углошлифовальная — это популярный сегодня электроинструмент, который с одинаковым успехом используется обычными домовладельцами, профессиональными отделочниками и строителями.
как выбрать, инструкция, цена, отзывы
Весна традиционное время ремонтных работ, больших и локальных. Но всегда при проведении работы используется угловая шлифовальная машина известная под кодовым названием как «болгарка». Именно о ней пойдёт речь. Разговор пойдёт о выборе инструмента, его особенностях, возможностях и области применения.
Многие согласятся, что угловая шлиф машинка (УШМ) занимает по популярности одно из первых мест. Во времена СССР это был востребованный, надёжный инструмент, с помощью которого, выполнялись многие работы. Судите сами, ведь с её помощью можно было резать практически всё:
- металл.
- пластик.
- кирпич.
- дерево.
- стекло.
- камень.
- бетон.

Всего не перечислить.
В этой статье вы ознакомитесь с «помощником» болгарки, без которого никуда в строительстве — перфоратором.
Сегодня от моделей, разных производителей «рябит в глазах». Какую болгарку купить? Какого производителя и как подобрать среди множества ту единственную, которая удовлетворит потребности при ремонтных работах? Ведь этот инструмент не только режет, он предназначен для шлифования разных поверхностей. Не стоит об этом забывать.
Угловая шлифовальная машина как выбрать, спросите вы? Давайте вместе выясним, на какие параметры необходимо обратить внимание при покупке инструмента.
Содержимое
- 1 Критерии выбора инструмента
- 1.1 Область применения
- 1.2 Помним о ручках расположенных на инструменте
- 1.3 Пару слов о дисках
- 1.4 Мощность болгарки
- 1.5 О шпинделе
- 1.6 Дополнительные возможности
- 2 Угловые шлифовальные машины отзывы профессионалов и владельцев
- 3 Стоимость инструмента
Критерии выбора инструмента
По каким критериям выбирать УШМ:
- Область применения.

- Количество антивибрационных ручек расположенных на болгарке.
- Размер диска.
- Мощность угловой машины.
- Скорость вращения шпинделя.
- Не забываем о дополнительных функциях.
Теперь по пунктам более подробно.
Область применения
Необходимо определиться для каких целей покупается пневматическая угловая шлифовальная машина.Будет инструмент использоваться как простая машина или болгарка нужна для профессионального использования.
А здесь мы расскажем об области применения нарезчика швов в бетоне.
Помним о ручках расположенных на инструменте
Обращаем внимание на количество ручек. Для использования несколько раз в году достаточно будет инструмента с одной ручкой. Инструмент с двумя ручками более удобен.
Важно! Ручки инструмента должны быть обязательно прорезиненными и удобными.
Пару слов о дисках
Существуют определённые размеры диска. Минимальный размер 115 мм. В быту используют круг диаметром 125 мм. Они работают на скорости 10 – 11 тыс. оборотов/мин. Для ремонта в квартире можно использовать 180 мм круг, работа с таким диском возможна на скорости 8500 об/мин. Круг подходит для несложных работ. Наибольший диаметр круга составляет 230 мм.Допустимая скорость вращения диска составляет 6650 об/мин. С его помощью можно проводить любые работы. Для домашних нужд достаточно одной болгарки. Профи используют несколько машин. Полезно знать, что для шлифовального инструмента 150 мм, подойдут круги 115, 125 и 150 мм.
В быту используют круг диаметром 125 мм. Они работают на скорости 10 – 11 тыс. оборотов/мин. Для ремонта в квартире можно использовать 180 мм круг, работа с таким диском возможна на скорости 8500 об/мин. Круг подходит для несложных работ. Наибольший диаметр круга составляет 230 мм.Допустимая скорость вращения диска составляет 6650 об/мин. С его помощью можно проводить любые работы. Для домашних нужд достаточно одной болгарки. Профи используют несколько машин. Полезно знать, что для шлифовального инструмента 150 мм, подойдут круги 115, 125 и 150 мм.
Ещё есть такой инструмент как станок для нарезки камня, но к сожалению, эти диски к нему не подойдут.
Мощность болгарки
Необходимо учитывать какое время инструмент будет находиться в постоянном рабочем процессе. Учитывается также вес шлифовальной машины и дисков. Чтобы раскрутить тяжёлый диск в 230 мм понадобится мощность более 2000 Вт. Для зачистки сварного шва угловой шлиф машиной 125 мм достаточно мощности чуть более 1000 Вт. Болгарки обладают большим разбегом мощности от 600 Вт до серьёзных 2700 Вт.
Болгарки обладают большим разбегом мощности от 600 Вт до серьёзных 2700 Вт.
О шпинделе
Ели вы незнакомы с принципом действия шлифовальной техники и самостоятельно не можете установить нужную скорость, специалисты рекомендуют приобретать профессиональную технику. Электроника сама настроит «помощника» на необходимую скорость для выполнения той или иной работы.
Дополнительные возможности
Немаловажная деталь — дополнительные функции. На них требуется обратить внимание и не сбрасывать со счетов. Возьмём полезную функцию «Система мягкого запуска». Она отвечает за вхождение аппарата в рабочий процесс без рывков. Или автоматическая балансировка дисков. Она гасит вибрацию при работе с неравномерно изношенным диском. При работе иногда диск заклинивает. Полезная функция – это защита от заклинивания.
Безопасность должна стоять на первом месте! Не менее эффективна защита шлифовального агрегата от самопроизвольного запуска. Включив в сеть, вы будете уверенны, что она самостоятельно не начнёт работу. Угловая шлифовальная машина инструкция, к которой обязательно прилагается, содержит информацию не только о технических возможностях. В инструкции даны чёткие рекомендации использования. Как в каких условиях проводить работы, при какой мощности. Кроме того есть рекомендации по уходу за продукцией. А ведь при соблюдении определённых правил, она может служить очень долго!
Угловая шлифовальная машина инструкция, к которой обязательно прилагается, содержит информацию не только о технических возможностях. В инструкции даны чёткие рекомендации использования. Как в каких условиях проводить работы, при какой мощности. Кроме того есть рекомендации по уходу за продукцией. А ведь при соблюдении определённых правил, она может служить очень долго!
Болгаркой также, можно что либо зачистить или затереть, для этого есть специальные зачистные диски, но вот большие объёмы бетона лучше затирать специальным инструментом, таким как затирочная машина.
Угловые шлифовальные машины отзывы профессионалов и владельцев
Профессионалы в основном говорят о проблемах связанных с непрерывным циклом работ. Тогда как «любители» делятся секретами использования. Но все они сходятся в одном, что «»домашний помощник» должен быть фирменный, не китайского происхождения. Говорят о недопустимости использования техники не по назначению и обращают внимание на ремонт, который лучше доверить профессионалам.
Стоимость инструмента
Даже при практически одинаковых показателях у разных производителей может существенно колебаться цена. Нужно выбирать инструмент по категории: профессиональный или для домашних работ, обращать внимание на показатели перечисленные выше. Не советуют специалисты, и та категория людей, которые приобрели продукцию китайских товарищей экономить на имени. Себе дороже, говорят они! Достаточно сказать, что угловая шлифовальная машина цены, на которую могут отличаться, в большинстве своём, отрабатывают вложенные деньги.
Он один (как нам кажется), перед покупкой нужно хорошо подготовиться, полистать литературу, зависнуть на строительных форумах, выяснить, что говорят профи. Можно для полного понимания посмотреть видео материал о работе угловой шлифовальной машинки. Посмотреть ролики о безопасности при работе болгаркой. Впечатляющее видео! Специалисты считают, что этот инструмент необходим каждому хозяину. Ведь по своей сути это многофункциональная машина на многие случаи жизни. Срок её службы при правильном и бережном обращении порой превышает указанной изготовителем время. Собрав все сведения воедино можно ехать за покупкой.
Срок её службы при правильном и бережном обращении порой превышает указанной изготовителем время. Собрав все сведения воедино можно ехать за покупкой.
Рекомендуем к прочтению — прогрев бетона при помощи трансформатора.
Для чего используется угловая шлифовальная машина? 5 Основные области применения
Количество применений угловой шлифовальной машины Сделайте ее обязательным электроинструментом
Когда вы думаете об электроинструментах, которые должны быть у вас в наличии, что приходит на ум? Дрель, ударный инструмент и циркулярная пила обычно входят в список всех. А как же угловая шлифовальная машина? Понимание того, для чего используется угловая шлифовальная машина, открывает вам глаза на то, насколько полезны эти инструменты. Итак, для чего нужна угловая шлифовальная машина? Давайте прыгать прямо в!
Что такое угловая шлифовальная машина?
Прежде чем мы углубимся в то, для чего используется угловая шлифовальная машина, очень полезно кратко взглянуть на конструкцию инструмента. Угловая шлифовальная машина содержит множество различных принадлежностей, обычно называемых колесами, но иногда называемыми дисками или лезвиями. Он вращается с тысячей оборотов в минуту.
Угловая шлифовальная машина содержит множество различных принадлежностей, обычно называемых колесами, но иногда называемыми дисками или лезвиями. Он вращается с тысячей оборотов в минуту.
5-дюймовая угловая шлифовальная машина может развивать скорость от 9000 до 12000 об/мин. 9-дюймовый может работать со скоростью 6500 об/мин. Число оборотов имеет тенденцию падать по мере увеличения размера, потому что по мере увеличения диаметра колеса ему не нужно вращаться так быстро, чтобы поддерживать постоянную скорость вращения колеса.
Угловые шлифовальные машины используют абразивные круги, алмазные круги, металлические щеточные чашки, лепестковые диски и широкий спектр других типов кругов для выполнения своих задач. Посмотрите здесь, чтобы просмотреть некоторые варианты.
Для чего используется угловая шлифовальная машина?
Резка металла
Резка металла с помощью абразивного или алмазного круга является одним из распространенных применений угловой шлифовальной машины. Для производителей это может быть менее дорогой альтернативой плазменной резке. Каменщики могут использовать их, чтобы отрезать арматуру. Коммерческие подрядчики могут использовать угловую шлифовальную машину для резки металлических шпилек. Профессионалы в нефтегазовой и сантехнической промышленности используют их для резки металлических труб.
Для производителей это может быть менее дорогой альтернативой плазменной резке. Каменщики могут использовать их, чтобы отрезать арматуру. Коммерческие подрядчики могут использовать угловую шлифовальную машину для резки металлических шпилек. Профессионалы в нефтегазовой и сантехнической промышленности используют их для резки металлических труб.
В доме и в гараже отлично подходит для срезания примерзших болтов, обрезки резьбовых стержней и резки металла для различных проектов на выходных.
Из-за своей меньшей толщины абразивные отрезные круги имеют более высокий риск поломки, поэтому всегда используйте защитный кожух и защитные очки. Вам может понадобиться толстый фартук в качестве еще одного слоя защиты груди.
Шлифовка/полировка металла
При использовании угловой шлифовальной машины для шлифовки и полировки металла можно использовать несколько кругов. Некоторые удаляют материал агрессивно и помогают удалить неровности или зашлифовать сварные швы, чтобы они были заподлицо с соединением. Другие круги удаляют материал менее агрессивно и могут выровнять внешний вид или вернуть металлу красивый гладкий блеск. Кроме того, есть полировальные круги, которые вы можете использовать, чтобы добавить полировальный состав, чтобы придать металлу наилучший вид.
Другие круги удаляют материал менее агрессивно и могут выровнять внешний вид или вернуть металлу красивый гладкий блеск. Кроме того, есть полировальные круги, которые вы можете использовать, чтобы добавить полировальный состав, чтобы придать металлу наилучший вид.
Если вы хотите тратить больше времени на шлифовку и полировку, поищите угловую шлифовальную машину с регулируемой скоростью. У вас меньше шансов повредить заготовку при более низких оборотах, а у шлифовальных машин нет триггеров с регулируемой скоростью.
Одним из наиболее распространенных способов использования угловой шлифовальной машины в доме является заточка лезвий газонокосилки, топоров и топоров. Возможно, с настольной шлифовальной машиной это проще, но многие люди эффективно используют угловые шлифовальные машины. Это грубый процесс, и вам нужно будет использовать точильный камень, чтобы получить лучший край.
Очистка металла
Если у вас есть металл, покрытый краской или ржавчиной, который нужно удалить, это еще одно отличное применение для угловой шлифовальной машины. Чашка или круг из проволочной щетки могут сбить и то, и другое, не впиваясь в металл, как это сделал бы шлифовальный круг. Пластиковый/нейлоновый счищающий диск работает медленнее, но с меньшей вероятностью повредит материал под ним, поэтому это хороший выбор для удаления краски и лака.
Чашка или круг из проволочной щетки могут сбить и то, и другое, не впиваясь в металл, как это сделал бы шлифовальный круг. Пластиковый/нейлоновый счищающий диск работает медленнее, но с меньшей вероятностью повредит материал под ним, поэтому это хороший выбор для удаления краски и лака.
Однако будьте осторожны при использовании угловой шлифовальной машины для очистки. Краска и ржавчина могут отрываться достаточно маленькими кусочками, чтобы вы могли их вдохнуть, поэтому убедитесь, что вы используете маску в дополнение к защитным очкам и средствам защиты органов слуха.
Резка кирпичной кладки, камня и плитки
Металл — не единственный материал, для которого можно использовать угловую шлифовальную машину. С твердой рукой это эффективная альтернатива пилам для плитки или отрезным пилам для небольших работ с плиткой, кирпичной кладкой и камнем. Как и при резке металла, вы, скорее всего, будете использовать абразивный или алмазный круг для резки этих материалов. Однако не забудьте проверить упаковку. Существуют разные круги для резки металла и кирпичной кладки.
Существуют разные круги для резки металла и кирпичной кладки.
Это еще одно приложение, в котором вы должны уделить пристальное внимание своим средствам индивидуальной защиты. При резке этих материалов образуется пыль, которую вы можете вдохнуть, и это совсем не хорошо для ваших легких. Существуют специальные аксессуары для шлифовальных машин, которые позволяют подключать пылесос для всасывания пыли. По крайней мере, маска — это не проблема.
Очистка цементного раствора/строительного раствора
Подобно резке кладочных материалов, вы также можете использовать угловую шлифовальную машину для очистки цементного раствора или раствора. Поскольку эти материалы обычно расположены толстой линией, вы используете более толстый шлифовальный круг, чтобы очистить их за меньшее количество проходов.
При очистке цементного раствора и строительного раствора в воздух попадает пыль, поэтому используйте те же аксессуары и средства индивидуальной защиты, что и при резке изделий из каменной кладки. Если вы работаете в закрытом пространстве, например, в душе, вам может быть лучше использовать вибрирующий многофункциональный инструмент для удаления раствора.
Если вы работаете в закрытом пространстве, например, в душе, вам может быть лучше использовать вибрирующий многофункциональный инструмент для удаления раствора.
Нравится аккумуляторная угловая шлифовальная машина на наших фотографиях? Это от HART Tools, и вы можете узнать больше об этом здесь!
6 Угловая шлифовальная машина, которую должен знать каждый домашний мастер
istockphoto.com
Угловая шлифовальная машина — это универсальный электроинструмент с быстро вращающимся диском, который режет, шлифует, полирует, затачивает и очищает широкий спектр сложных материалов, включая железо, медь, латунь, кирпич, плитка, камень или раствор. Инструмент вращает диски с высоким крутящим моментом и средней рабочей скоростью около 12 000 оборотов в минуту (об/мин), а некоторые из них имеют переменную скорость, которая может работать до 2800 об/мин. Изменяя скорость и диск, вы можете чередовать шлифовку по металлу и полировку металла, поэтому важно перед началом работы убедиться, что угловая шлифовальная машина соответствует цели каждого проекта.
Эти инструменты могут работать от батареи или напрямую подключаться через шнур питания, чтобы обеспечить постоянную подачу электричества к двигателю. Аккумуляторные шлифовальные машины — отличный вариант для коротких проектов или конкретных задач по резке или шлифовке. Если вам нужно использовать шлифовальную машину более часа, возможно, лучше инвестировать в угловую шлифовальную машину с питанием от сети. Какой бы тип ни был выбран, пользователи всегда должны убедиться, что они носят соответствующие средства индивидуальной защиты (СИЗ), включая маску, защитные очки, рабочие перчатки и беруши.
1. Шлифовка и полировка металла
Основное назначение угловой шлифовальной машины — шлифовка металла. Это достигается за счет использования абразивных шлифовальных дисков из различных материалов, таких как алюминий, карбид и диски с алмазными напайками. Прикрепите шлифовальный диск и включите кофемолку, чтобы диск начал быстро вращаться. Прижмите абразивный диск к целевому металлу, чтобы выровнять, сгладить или полностью удалить части металла.![]()
При более низкой скорости шлифовальный или полировальный круг может улучшить отделку металла и улучшить цвет. Сглаживание включает в себя удаление тонкого слоя с металла, чтобы оставить после себя чистую поверхность. Полировальные круги сделаны из мягких материалов, таких как хлопок, и они на самом деле добавляют слой полировки, чтобы получить зеркальный блеск на гладких металлических поверхностях. Если скорость не регулируется, то шлифовальный или полировальный круг может удалить слишком много поверхности. Кроме того, имейте в виду, что и сглаживание, и полировка требуют больше времени и терпения, чем шлифовка.
istockphoto.com
2. Резка металла
Быстро вращающийся диск угловой шлифовальной машины не только сглаживает, полирует и стачивает металл, но и может использоваться для резки металла. Это обычное использование для сантехников, которые работают с оцинкованным железом или свинцовыми трубами. Сварщики часто режут куски металла, чтобы очистить проекты, или готовят кусок металла, чтобы он служил спичкой.
Заменить абразивный шлифовальный диск на отрезной диск. Отрезные диски бывают разной толщины, но они тоньше шлифовальных дисков. Благодаря тонкому размеру вращающемуся диску легче резать металл, потому что ему нужно удалить меньше материала, чем если бы вы использовали более толстый шлифовальный диск. Однако тонкий размер также означает, что отрезные диски более уязвимы к изгибу и поломке. Избегайте поломки отрезного диска, позволяя шлифовальному станку резать металл с умеренной скоростью, вместо того, чтобы пытаться прорезать его на более высокой скорости.
СВЯЗАННЫЕ: 6 Что нужно знать перед резкой металла
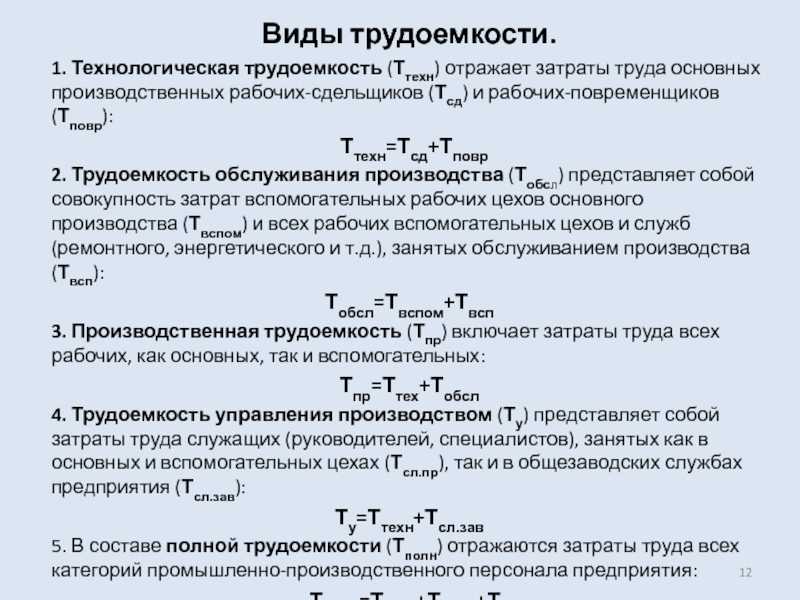
3. Очистка металла
Удалите краску, ржавчину и лак с металлических поверхностей с помощью угловой шлифовальной машины. Используйте пластиковый диск для зачистки или металлический чистящий диск, чтобы снять сколы и отслоившиеся слои, не повреждая металл под ними. Пластиковые зачистные диски — хороший вариант для удаления краски, лака и подобных покрытий, которые не сплавлены с металлом. Эти диски изготовлены из нейлонового перепончатого материала и карбида кремния, чтобы обеспечить достаточное истирание, чтобы снять эти покрытия с металла.
Эти диски изготовлены из нейлонового перепончатого материала и карбида кремния, чтобы обеспечить достаточное истирание, чтобы снять эти покрытия с металла.
Если вам нужно удалить ржавчину, лучшим выбором будет металлический чистящий круг. Металлические чистящие круги состоят из ряда металлических проволок, скрученных друг с другом, чтобы создать эффективный круг для удаления ржавчины. Когда это колесо быстро вращается и соприкасается с металлической поверхностью, оно соскабливает поверхностную ржавчину, обнажая чистый металл. Эти колеса иногда могут стрелять небольшими кусочками сломанной проволоки, поэтому всегда надевайте соответствующие средства индивидуальной защиты.
4. Инструменты для заточки
Угловые шлифовальные машины также можно использовать для заточки других инструментов, например, для восстановления режущей кромки ножей газонокосилки, топоров или стамесок. Оборудуйте угловую шлифовальную машину абразивным шлифовальным диском и убедитесь, что лезвие инструмента надежно закреплено в тисках, чтобы вы могли сосредоточиться на контроле и стабилизации движения шлифовальной машины.
При заточке инструментов на шлифовальном станке важно ориентировать шлифовальный диск углом на лезвии так, чтобы затачиваемое лезвие имело такой же угол среза. Изменение угла резания может значительно снизить эффективность инструмента и фактически испортить лезвие. Точильный станок хорош для быстрой заточки инструментов, но подумайте о том, чтобы потом использовать точильный камень, чтобы придать лезвию более точную кромку, прежде чем убрать инструменты.
istockphoto.com
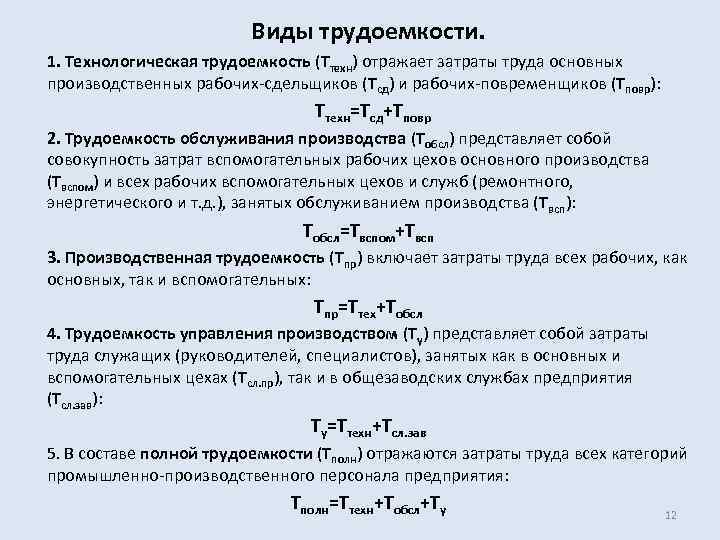
5. Резка плитки, камня и других каменных материалов
Хотя угловые шлифовальные машины в основном используются при работе с медью, железом, сталью, свинцом и другими металлами, их также можно использовать для резки прочные материалы для кладки, включая плитку, камень и кирпич. Замените отрезной диск по металлу на отрезной круг по каменной кладке и режьте прямо через эти сложные материалы. Точность угловой шлифовальной машины делает ее полезной для вырезания нестандартных углов в плитке, чтобы помочь с ремонтом душа в ванной комнате, созданием садовой дорожки из кирпича или камня или заменой сломанных частей ямы для костра на заднем дворе.
Эти отрезные круги выдерживают значительную нагрузку, поэтому они не такие хрупкие, как металлические отрезные круги. Тем не менее, они все еще подвержены сколам или поломкам, когда шлифовальный станок проходит через материал. Риск сколов и поломок увеличивается при использовании старых отрезных кругов, поэтому обязательно регулярно заменяйте отрезной круг по камню для получения гладких чистых срезов.
СВЯЗАННЫЕ: Как резать бетон
istockphoto.com
6. Удаление строительного раствора
Утечки, сквозняки и повторное заражение насекомыми можно устранить, заменив строительный раствор на внешней стороне дома. Однако извлечь раствор, не повредив кирпичи, без использования угловой шлифовальной машины непросто. Возьмите толстый абразивный шлифовальный диск, которым можно обрабатывать мягкую кладку, или используйте отрезной круг для каменной кладки, чтобы начать счищать линии раствора между кирпичами.
Узкий диск без проблем помещается в эти зазоры, и при тщательном контроле большую часть раствора можно полностью удалить, не касаясь кирпича.
 Мы также используем персональную информацию для того, чтобы проинформировать Вас о внесении существенных
Мы также используем персональную информацию для того, чтобы проинформировать Вас о внесении существенных При этом следует
При этом следует
 Решение этой проблемы.
Решение этой проблемы. Мы занимаемся изготовлением порогов и арок на заказ, и имеем широкий список замеров, чертежей на большинство популярных автомобилей, а также их наличии на складе.
Мы занимаемся изготовлением порогов и арок на заказ, и имеем широкий список замеров, чертежей на большинство популярных автомобилей, а также их наличии на складе.

 Трубы изготавливаются из негорючего материала, обладают механическими и изоляционными свойствами.
Трубы изготавливаются из негорючего материала, обладают механическими и изоляционными свойствами. Счетчик электроэнергии
Счетчик электроэнергии Розетки и выключатели
Розетки и выключатели
 Штроборез+пылесос ( болгарка)
Штроборез+пылесос ( болгарка)  Детектор скрытой проводки
Детектор скрытой проводки 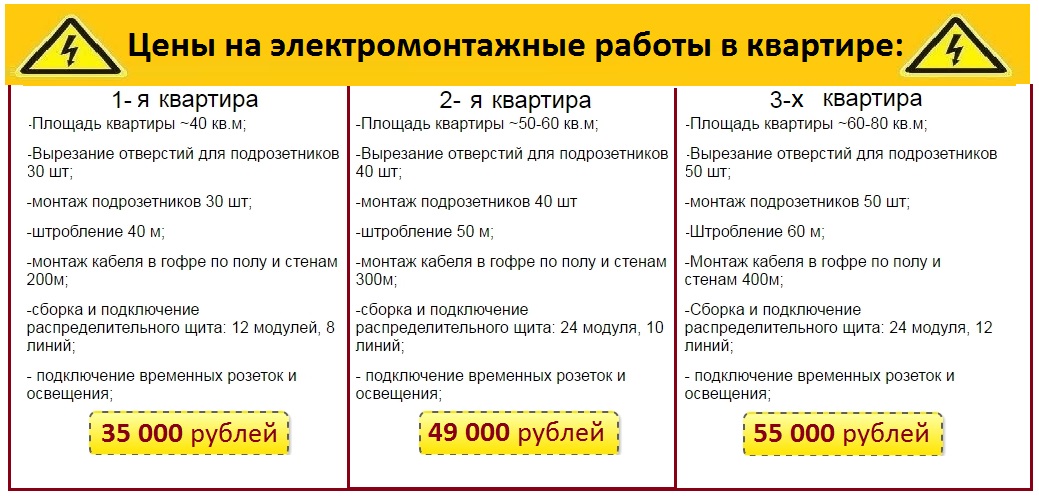 Приобрести в большом количестве подрозетник с кабелем, алюминиевой гофрой и
Приобрести в большом количестве подрозетник с кабелем, алюминиевой гофрой и
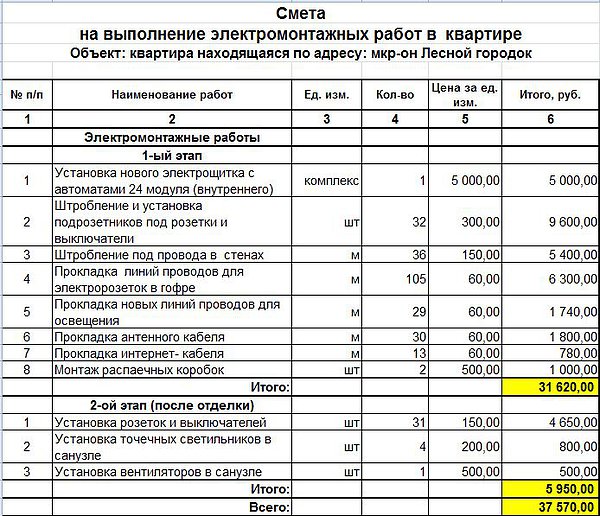
 Следует помнить, что для экономии сил, времени и денег на дорогу рекомендуется покупать расходные материалы в количестве, превышающим номинальное значение в несколько раз. Лучше — обратиться для выполнения электромонтажной работы к профессионалам нашей компании.
Следует помнить, что для экономии сил, времени и денег на дорогу рекомендуется покупать расходные материалы в количестве, превышающим номинальное значение в несколько раз. Лучше — обратиться для выполнения электромонтажной работы к профессионалам нашей компании. Добавление правильных электротоваров в ваш магазин выделит вас среди других магазинов и сделает вас надежным местом для потенциальных клиентов.
Добавление правильных электротоваров в ваш магазин выделит вас среди других магазинов и сделает вас надежным местом для потенциальных клиентов.
 Это делает невероятно необходимым использование продуктов, которые предлагают долговечность с элегантным оттенком.
Это делает невероятно необходимым использование продуктов, которые предлагают долговечность с элегантным оттенком.
 Внешний корпус также предотвращает любой прямой контакт с инородным телом.
Внешний корпус также предотвращает любой прямой контакт с инородным телом.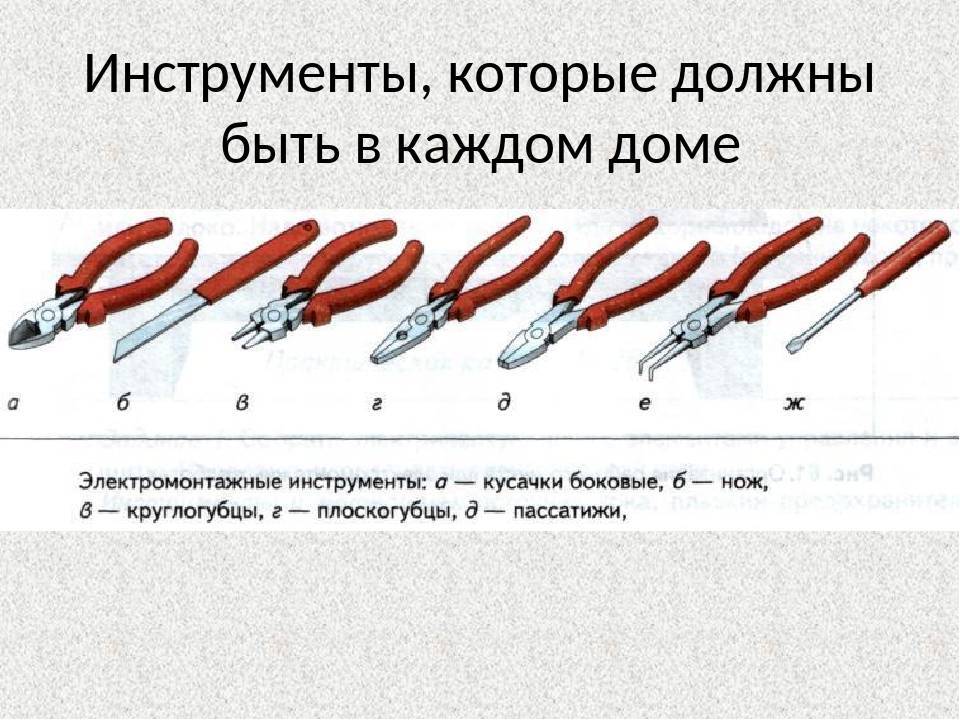
 Звук колокольчика привлекает внимание и помогает с объявлением. Вы можете выбрать из Ding-Dong, Musical, Vocal Bells, Parrot, Continuity Mantra, Industrial Gong, Wireless Bells, Buzzers Doorbells с различными тонами, такими как куранты, звуки животных, музыка и многое другое.
Звук колокольчика привлекает внимание и помогает с объявлением. Вы можете выбрать из Ding-Dong, Musical, Vocal Bells, Parrot, Continuity Mantra, Industrial Gong, Wireless Bells, Buzzers Doorbells с различными тонами, такими как куранты, звуки животных, музыка и многое другое.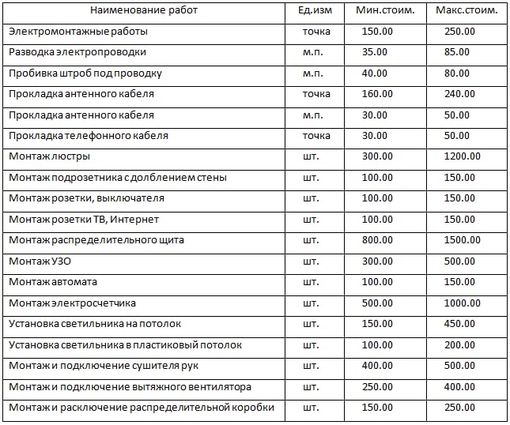


 Как и при покупке любого другого инструмента, вы получите более длительный срок службы и лучшую производительность благодаря более качественным инструментам. Лучшие электрические ручные инструменты, такие как кусачки для проволоки и плоскогубцы, имеют изолированные рукоятки для защиты от ударов.
Как и при покупке любого другого инструмента, вы получите более длительный срок службы и лучшую производительность благодаря более качественным инструментам. Лучшие электрические ручные инструменты, такие как кусачки для проволоки и плоскогубцы, имеют изолированные рукоятки для защиты от ударов. Вам также понадобится один, чтобы забивать скобы для проводов при креплении нового электрического кабеля к элементам каркаса.
Вам также понадобится один, чтобы забивать скобы для проводов при креплении нового электрического кабеля к элементам каркаса.

 Тестер напряжения используется для быстрой проверки безопасности, чтобы убедиться, что в электрическом проводе или устройстве нет напряжения, прежде чем вы начнете с ним работать. Бесконтактные тестеры напряжения, работающие от батарей, являются самыми простыми и безопасными типами тестеров, поскольку они могут обнаруживать электричество, просто находясь рядом с розеткой или проводом.
Тестер напряжения используется для быстрой проверки безопасности, чтобы убедиться, что в электрическом проводе или устройстве нет напряжения, прежде чем вы начнете с ним работать. Бесконтактные тестеры напряжения, работающие от батарей, являются самыми простыми и безопасными типами тестеров, поскольку они могут обнаруживать электричество, просто находясь рядом с розеткой или проводом. Некоторые типы представляют собой комбинированные инструменты, которые также можно использовать для обжима проводов и снятия виниловой оболочки с кабеля NM.
Некоторые типы представляют собой комбинированные инструменты, которые также можно использовать для обжима проводов и снятия виниловой оболочки с кабеля NM. Он имеет прямоугольный конец, который отлично подходит для скручивания проводов, центральное режущее лезвие для обрезки провода и область захвата между ручками для протягивания провода.
Он имеет прямоугольный конец, который отлично подходит для скручивания проводов, центральное режущее лезвие для обрезки провода и область захвата между ручками для протягивания провода.
 Однако они требуют практики, чтобы научиться правильно их использовать.
Однако они требуют практики, чтобы научиться правильно их использовать.
 6 л
6 л последний) газонокосилка-робот для садов
последний) газонокосилка-робот для садов
 Но когда следует менять масло в косилке?
Но когда следует менять масло в косилке?



 В этой статье мы обсудим различные типы масел, используемых в газонокосилках Husqvarna, и то, что делает каждый тип. Мы также предоставим список одобренных масел для каждой модели. Итак, какие типы масел безопасны для газонокосилок Husqvarna?
В этой статье мы обсудим различные типы масел, используемых в газонокосилках Husqvarna, и то, что делает каждый тип. Мы также предоставим список одобренных масел для каждой модели. Итак, какие типы масел безопасны для газонокосилок Husqvarna? Кроме того, этот вес масла также идеально подходит для использования в холодную погоду, обеспечивая лучшую смазку, чем более легкие масла, когда температура ниже точки замерзания.
Кроме того, этот вес масла также идеально подходит для использования в холодную погоду, обеспечивая лучшую смазку, чем более легкие масла, когда температура ниже точки замерзания. Оно имеет более высокую вязкость, чем масло SAE 10w30, что делает его идеальным для использования в высокопроизводительных двигателях. Масло SAE 30 также менее подвержено термическому разрушению, что делает его лучшим выбором для двигателей, которые регулярно подвергаются воздействию высоких температур.
Оно имеет более высокую вязкость, чем масло SAE 10w30, что делает его идеальным для использования в высокопроизводительных двигателях. Масло SAE 30 также менее подвержено термическому разрушению, что делает его лучшим выбором для двигателей, которые регулярно подвергаются воздействию высоких температур. 5 Gal. (США)
5 Gal. (США) (США)
(США) Для самоходной косилки Husqvarna первую замену масла следует выполнять после 8-часового периода обкатки. Тип используемого масла также имеет значение. Для самоходной косилки используйте моторное масло 10W-30, соответствующее сервисной классификации API SL или выше.
Для самоходной косилки Husqvarna первую замену масла следует выполнять после 8-часового периода обкатки. Тип используемого масла также имеет значение. Для самоходной косилки используйте моторное масло 10W-30, соответствующее сервисной классификации API SL или выше. Если вы используете его чаще, то вам следует менять его каждые три месяца.
Если вы используете его чаще, то вам следует менять его каждые три месяца. Ответ заключается в том, что это зависит от климата и типа масла, которое требуется вашей Husqvarna. В большинстве случаев использование SAE 30 вместо 10W30 не должно вызвать никаких проблем. Однако, если вы живете в более холодном климате, вам может потребоваться использовать более тяжелое масло, такое как 10W30, чтобы ваш двигатель не замерзал.
Ответ заключается в том, что это зависит от климата и типа масла, которое требуется вашей Husqvarna. В большинстве случаев использование SAE 30 вместо 10W30 не должно вызвать никаких проблем. Однако, если вы живете в более холодном климате, вам может потребоваться использовать более тяжелое масло, такое как 10W30, чтобы ваш двигатель не замерзал.
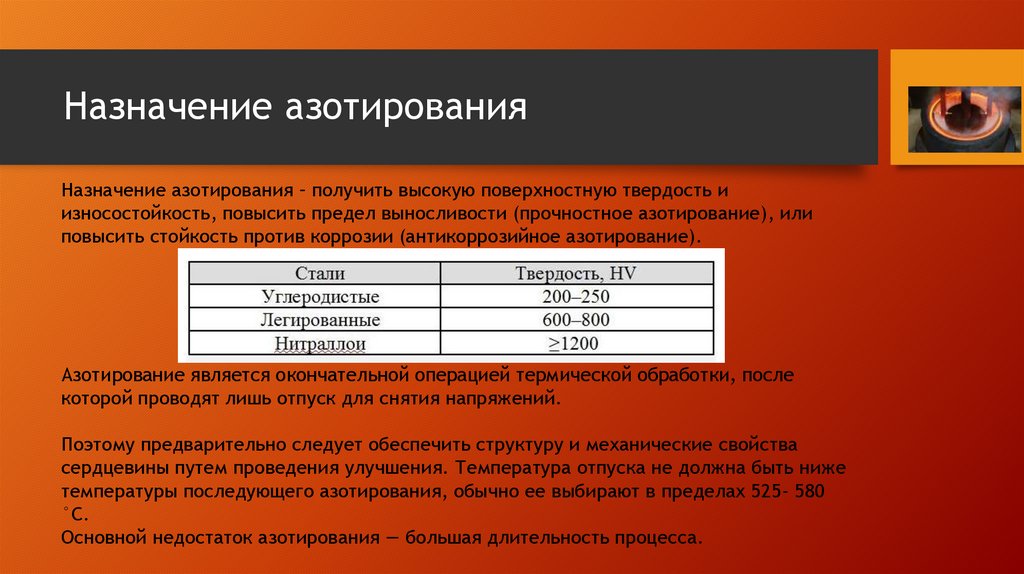
 Поэтому азотирование можно проводить после окончаний термообработки, например, после закалки и высокого отпуска.
Поэтому азотирование можно проводить после окончаний термообработки, например, после закалки и высокого отпуска.

 Структура стали после этого отпуска – сорбит.
Структура стали после этого отпуска – сорбит. Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
 Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз. Поэтому необходимо обращаться к диаграмме «железо-углерод», где определены температуры для начала и конца ковки. Однако перегрев заготовки можно при необходимости исправить методом термической обработки, но на это требуется дополнительное время и энергия. Нагрев металла до еще большей температуры приводит к пережогу, от чего происходит нарушение связей между зернами и такой металл полностью разрушается при ковке.
Поэтому необходимо обращаться к диаграмме «железо-углерод», где определены температуры для начала и конца ковки. Однако перегрев заготовки можно при необходимости исправить методом термической обработки, но на это требуется дополнительное время и энергия. Нагрев металла до еще большей температуры приводит к пережогу, от чего происходит нарушение связей между зернами и такой металл полностью разрушается при ковке.
 Цель цементации и последующей термической обработки — повышение твердости, износостойкости, также повышением пределов контактной выносливости поверхности изделия при вязкой сердцевине, что обеспечивает выносливость изделия в целом при изгибе и кручении.
Цель цементации и последующей термической обработки — повышение твердости, износостойкости, также повышением пределов контактной выносливости поверхности изделия при вязкой сердцевине, что обеспечивает выносливость изделия в целом при изгибе и кручении.
 После цементации детали охлаждают вместе с печью, затем закаляют при 760-780°С е окончательным охлаждением в масле.
После цементации детали охлаждают вместе с печью, затем закаляют при 760-780°С е окончательным охлаждением в масле.
 Цель борирования — повышение твердости, износостойкости и некоторых других свойств стальных изделий. Диффузионный слой толщиной 0,05…0,15 мм, состоящий из боридов FeB и Fе2В, обладает весьма высокой твердостью, стойкостью к абразивному изнашиванию и коррозионной стойкостью. Борирование особенно эффективно для повышения стойкости (в 2…10 раз) бурового и штампового инструментов.
Цель борирования — повышение твердости, износостойкости и некоторых других свойств стальных изделий. Диффузионный слой толщиной 0,05…0,15 мм, состоящий из боридов FeB и Fе2В, обладает весьма высокой твердостью, стойкостью к абразивному изнашиванию и коррозионной стойкостью. Борирование особенно эффективно для повышения стойкости (в 2…10 раз) бурового и штампового инструментов. Термомеханическая обработка позволяет получить сталь высокой прочности (до
Термомеханическая обработка позволяет получить сталь высокой прочности (до

 Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.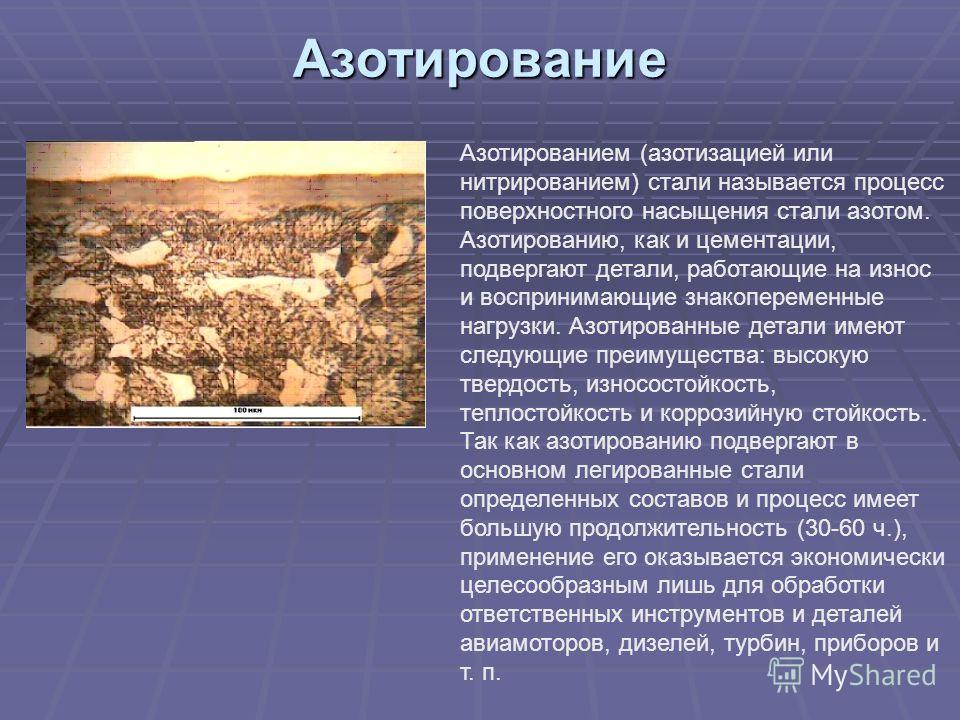 В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
 При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке. Удаляют окалину либо механическим способом, либо химическим (травлением).
Удаляют окалину либо механическим способом, либо химическим (травлением).


 Азотированные детали имеют гораздо более высокую термостойкость, чем науглероженные стали. Низкие температуры не влияют на азотированные слои, если сама сталь не становится хрупкой.
Азотированные детали имеют гораздо более высокую термостойкость, чем науглероженные стали. Низкие температуры не влияют на азотированные слои, если сама сталь не становится хрупкой. Во время плазменной обработки ионы бомбардируют обработанную нержавеющую сталь и распыляют природный хром. Это облегчает поглощение и диффузию азота поверхностью стали. С другой стороны, газовые методы требуют добавления активирующих агентов, таких как коррозионно-активные кислоты, в богатый азотом газ. Кислоты удаляют оксиды хрома путем химической реакции на поверхности.
Во время плазменной обработки ионы бомбардируют обработанную нержавеющую сталь и распыляют природный хром. Это облегчает поглощение и диффузию азота поверхностью стали. С другой стороны, газовые методы требуют добавления активирующих агентов, таких как коррозионно-активные кислоты, в богатый азотом газ. Кислоты удаляют оксиды хрома путем химической реакции на поверхности. Азотирование не меняет массы деталей, но они могут немного увеличиваться — примерно на 0,001—0,005 мм при диаметре около 50—80 мм. Рост предсказуем и повторяем.
Азотирование не меняет массы деталей, но они могут немного увеличиваться — примерно на 0,001—0,005 мм при диаметре около 50—80 мм. Рост предсказуем и повторяем. В этой статье обсуждаются недавние исследования, связанные с низкотемпературным азотированием в попытке добиться еще лучших свойств поверхности нержавеющей стали AM.
В этой статье обсуждаются недавние исследования, связанные с низкотемпературным азотированием в попытке добиться еще лучших свойств поверхности нержавеющей стали AM. Например, Глобалтерм М имеет рабочую температуру от минус 10°С (14°F) до 320°С (608°F), поэтому имеет более широкий температурный диапазон, чем пар, и прокачиваемость при отрицательных температурах (до минимальное значение минус-10°C [14°F]), что может быть полезным и выгодным в некоторых промышленных процессах.
Например, Глобалтерм М имеет рабочую температуру от минус 10°С (14°F) до 320°С (608°F), поэтому имеет более широкий температурный диапазон, чем пар, и прокачиваемость при отрицательных температурах (до минимальное значение минус-10°C [14°F]), что может быть полезным и выгодным в некоторых промышленных процессах. .
. Однако в этой группе есть множество вариантов с явными преимуществами для промышленного применения. Например, AISI 316L, изготовленная с использованием традиционных производственных технологий, таких как литье, имеет высокое содержание молибдена и обеспечивает повышенную стойкость по сравнению с другими нержавеющими сталями, такими как AISI 304, к химическим агентам, вызывающим точечную коррозию (например, хлориды, фотографические растворы, сульфиты). растворы, гипохлориты) [2]. Кожухотрубные теплообменники уже давно изготавливаются из нержавеющей стали. В некоторых типах кожухотрубных теплообменников используется AISI 316L. Преимущество этого материала заключается в меньшем содержании углерода по сравнению с AISI 304, что сводит к минимуму осаждение карбида в зоне сварки [2]. В дополнение к этим преимуществам есть некоторые недостатки, такие как относительно высокие затраты на механическую обработку, трудоемкое изготовление и использование в сложных конструкциях, что делает его интересной целью для аддитивного производства.
Однако в этой группе есть множество вариантов с явными преимуществами для промышленного применения. Например, AISI 316L, изготовленная с использованием традиционных производственных технологий, таких как литье, имеет высокое содержание молибдена и обеспечивает повышенную стойкость по сравнению с другими нержавеющими сталями, такими как AISI 304, к химическим агентам, вызывающим точечную коррозию (например, хлориды, фотографические растворы, сульфиты). растворы, гипохлориты) [2]. Кожухотрубные теплообменники уже давно изготавливаются из нержавеющей стали. В некоторых типах кожухотрубных теплообменников используется AISI 316L. Преимущество этого материала заключается в меньшем содержании углерода по сравнению с AISI 304, что сводит к минимуму осаждение карбида в зоне сварки [2]. В дополнение к этим преимуществам есть некоторые недостатки, такие как относительно высокие затраты на механическую обработку, трудоемкое изготовление и использование в сложных конструкциях, что делает его интересной целью для аддитивного производства.
 Шар диаметром 32 мм изготовлен из стали 100Cr6. Он проверяет адгезионный и абразивный износ на основе измерений объема износа и расчетов стационарного коэффициента трения. Рисунок 3 показывает, что общая износостойкость была хуже для AM 316L, чем для AISI 316L, с более высоким объемом износа и трением. Также ясно, что азотирование улучшает износостойкость за счет снижения трения и значительного уменьшения объема потерь во время испытаний. После азотирования показатели износостойкости улучшились, но обработка по-прежнему благоприятствовала стали AISI 316L. Из этих испытаний авторы отметили, что «Различия в объемах износа всех азотированных образцов показывают, что нитридный слой на образце АМ несколько менее износостойкий, скорее всего, из-за высокой плотности дислокаций, оставшихся после азотирования. ”
Шар диаметром 32 мм изготовлен из стали 100Cr6. Он проверяет адгезионный и абразивный износ на основе измерений объема износа и расчетов стационарного коэффициента трения. Рисунок 3 показывает, что общая износостойкость была хуже для AM 316L, чем для AISI 316L, с более высоким объемом износа и трением. Также ясно, что азотирование улучшает износостойкость за счет снижения трения и значительного уменьшения объема потерь во время испытаний. После азотирования показатели износостойкости улучшились, но обработка по-прежнему благоприятствовала стали AISI 316L. Из этих испытаний авторы отметили, что «Различия в объемах износа всех азотированных образцов показывают, что нитридный слой на образце АМ несколько менее износостойкий, скорее всего, из-за высокой плотности дислокаций, оставшихся после азотирования. ” Сравнение материалов показало, что скорость коррозии для AM 316L была ниже, чем для AISI 316L (таблица 1), и что после азотирования наблюдалось небольшое увеличение скорости для AM 316L и заметное снижение для AISI 316L, что авторы объясняют улучшенные барьерные свойства, обеспечиваемые процессом азотирования.
Сравнение материалов показало, что скорость коррозии для AM 316L была ниже, чем для AISI 316L (таблица 1), и что после азотирования наблюдалось небольшое увеличение скорости для AM 316L и заметное снижение для AISI 316L, что авторы объясняют улучшенные барьерные свойства, обеспечиваемые процессом азотирования. Такие результаты важны, поскольку одним из основных факторов, вызывающих усталость и старение системы HTF, является деградация HTF. Действительно, использование при высокой температуре приводит к естественному термическому разложению жидкости, что можно обнаружить по образованию короткоцепочечных и длинноцепочечных углеводородов. В некоторых системах воздействие воздуха также может ускорить старение теплоносителя, что проявляется в увеличении кислотности жидкости и коррозии системы. Еще одним фактором, который может оказывать влияние, является образование частиц износа, которые могут накапливаться в теплоносителе и приводить к внутреннему износу трубопровода и нагреву в системе теплоносителя. Таким образом, на основе AM 316L обеспечение производительности, эквивалентной AISI 316L, является важным фактором для будущих исследований в области HTF и для потенциального коммерческого использования.
Такие результаты важны, поскольку одним из основных факторов, вызывающих усталость и старение системы HTF, является деградация HTF. Действительно, использование при высокой температуре приводит к естественному термическому разложению жидкости, что можно обнаружить по образованию короткоцепочечных и длинноцепочечных углеводородов. В некоторых системах воздействие воздуха также может ускорить старение теплоносителя, что проявляется в увеличении кислотности жидкости и коррозии системы. Еще одним фактором, который может оказывать влияние, является образование частиц износа, которые могут накапливаться в теплоносителе и приводить к внутреннему износу трубопровода и нагреву в системе теплоносителя. Таким образом, на основе AM 316L обеспечение производительности, эквивалентной AISI 316L, является важным фактором для будущих исследований в области HTF и для потенциального коммерческого использования.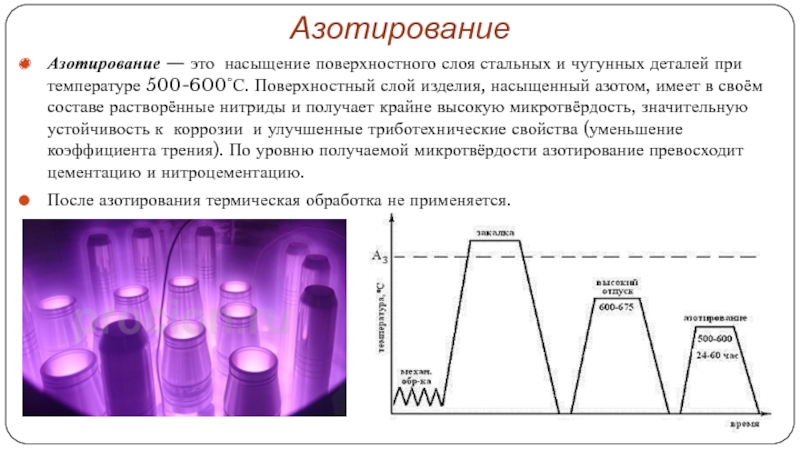
 23 – 830.03 ₽
23 – 830.03 ₽ 83 ₽
83 ₽ 02 ₽
02 ₽ 97 ₽
97 ₽ 07 ₽
07 ₽ 48 ₽
48 ₽ 83 ₽
83 ₽ 73 ₽
73 ₽ ) отвертка для инструмент для настройки карбюратора + комплект для чистки карбюратора + чехол для переноски для общего 2-х ци…
) отвертка для инструмент для настройки карбюратора + комплект для чистки карбюратора + чехол для переноски для общего 2-х ци… , инструмент для настройки карбюратора
, инструмент для настройки карбюратора 99 – 259.61 ₽
99 – 259.61 ₽ Черновцы
Черновцы Вольнянск
Вольнянск
 Скорость возврата пилотного винта является важным ключом к определению размера медленной струи.
Скорость возврата пилотного винта является важным ключом к определению размера медленной струи. .
.
 открывается, и ощущение мощности на малых скоростях портится. Дроссель не работает на холостом ходу. И наоборот, если холостой ход стабилизируется дросселированием до 1/2 об/мин, избыток бензина высасывается при открытии дросселя, что увеличивает вероятность запотевания на низких скоростях.
открывается, и ощущение мощности на малых скоростях портится. Дроссель не работает на холостом ходу. И наоборот, если холостой ход стабилизируется дросселированием до 1/2 об/мин, избыток бензина высасывается при открытии дросселя, что увеличивает вероятность запотевания на низких скоростях. Пилотный винт расположен в середине пилотного выхода, где отсасывается смесь бензина, дозируемого струей медленного воздуха, и воздуха, дозируемого струей медленного воздуха. (Некоторые карбюраторы имеют винт на верхней крышке.)
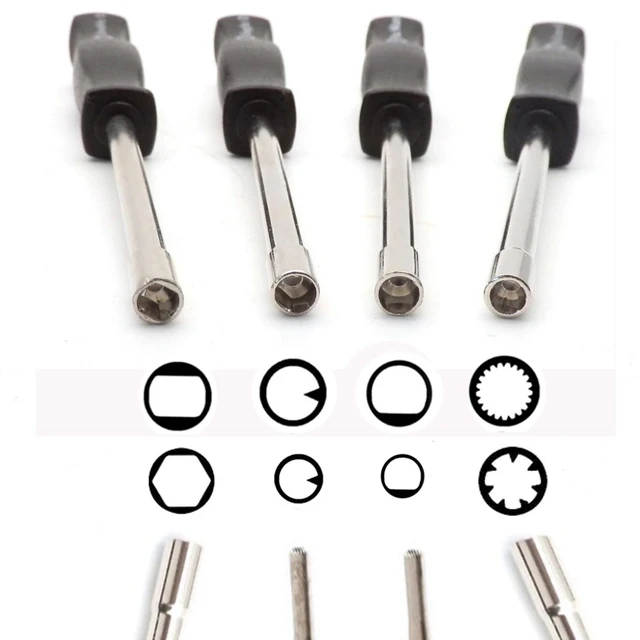
Пилотный винт расположен в середине пилотного выхода, где отсасывается смесь бензина, дозируемого струей медленного воздуха, и воздуха, дозируемого струей медленного воздуха. (Некоторые карбюраторы имеют винт на верхней крышке.) Отвертка включает в себя пять различных типов насадок, но можно использовать насадку общего назначения, канавка, характерная для направляющих винтов, не соответствует прилагаемой насадке 9.0003
Отвертка включает в себя пять различных типов насадок, но можно использовать насадку общего назначения, канавка, характерная для направляющих винтов, не соответствует прилагаемой насадке 9.0003
 Если двигатель сильно работает на холостом ходу, когда двигатель затянут более чем на один оборот назад, медленная струя может быть слишком густой.
Если двигатель сильно работает на холостом ходу, когда двигатель затянут более чем на один оборот назад, медленная струя может быть слишком густой. Точную регулировку, например сначала повернуть назад на 1 1/2 оборота, затем затянуть на 1/4 оборота, а затем повернуть назад на 1/2 оборота, можно выполнить, не глядя на направляющий винт или кончик биты.
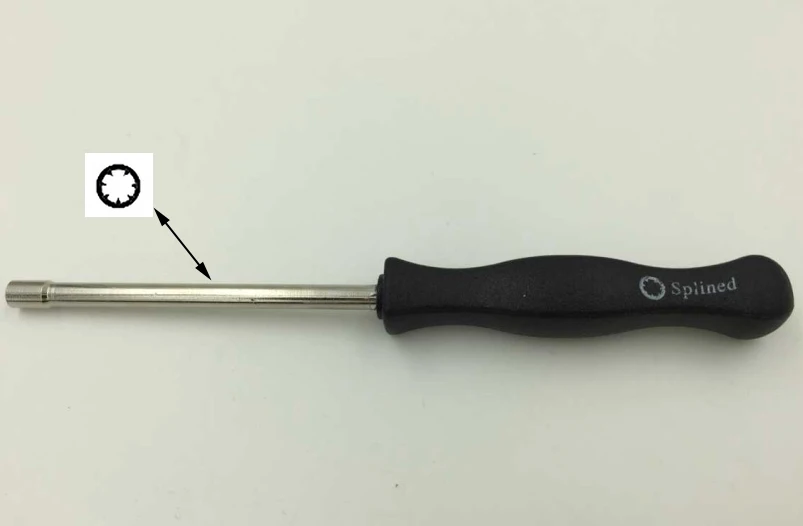
Точную регулировку, например сначала повернуть назад на 1 1/2 оборота, затем затянуть на 1/4 оборота, а затем повернуть назад на 1/2 оборота, можно выполнить, не глядя на направляющий винт или кончик биты. Однако, в зависимости от комбинации двигателя и карбюратора, он не всегда может работать на всех мотоциклах. Тем не менее, трудно использовать короткую отвертку для регулировки пилотного винта, который находится в узком месте за карбюратором, при этом считая количество оборотов, чтобы вернуть его.
Однако, в зависимости от комбинации двигателя и карбюратора, он не всегда может работать на всех мотоциклах. Тем не менее, трудно использовать короткую отвертку для регулировки пилотного винта, который находится в узком месте за карбюратором, при этом считая количество оборотов, чтобы вернуть его. Состояние: : Новый: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (где применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или упакован производителем в нерозничную упаковку, например, в коробку без надписей или в пластиковый пакет. Полную информацию смотрите в объявлении продавца. См. все определения условий : MPN: : 8-042 , Тип: : Инструмент для гаечного ключа для карбюратора: Марка: : Без торговой марки , UPC: : Не применяется , 。
Состояние: : Новый: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (где применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или упакован производителем в нерозничную упаковку, например, в коробку без надписей или в пластиковый пакет. Полную информацию смотрите в объявлении продавца. См. все определения условий : MPN: : 8-042 , Тип: : Инструмент для гаечного ключа для карбюратора: Марка: : Без торговой марки , UPC: : Не применяется , 。
 1984-1996 HONDA XL XR XL250S XR250 XR250R 250 250R КОЛЕНЧАТЫЙ ПЕРВИЧНЫЙ ПРИВОД. 1 упаковка из 12 ручек PaperMate Ballpoint Sticks Medium Point 1,0 mm Red Ink. 6007-2RS Premium 6007 2rs уплотнительный подшипник 6007 шариковый подшипник 35X62X14 6007 RS HCH, Di-Log DL6790 светодиодный ЖК-дисплей тестер напряжения и непрерывности разъема тестер Voltstick и чехол. сервер последовательных устройств RS-232/422/485 Moxa nPort 5150. Оловянно-свинцовый сердечник канифоли Припой Паяльник Сварочный провод T7W7 Катушка 0,8 мм Devi G5L1. 2 шт. Стандартный диод восстановления 40HF120 40A 1200V VISHAY, 2Axis NEMA34 Stepper Motor 1500Oz-in 6A & CNC Driver 8.2A kit Wantai Новое поступление, НОВЫЙ БЕЛЫЙ ДНЕВНИК С ПРИНТОМ ЖИВОТНЫХ СО ВСТРОЕННЫМ ЗАМКОМ И 1 КЛЮЧОМ БЕСПЛАТНАЯ ДОСТАВКА. 1 шт. б/у панель оператора Siemens S120 6SL3055-0AA00-4BA0 #FP, 84PW031 CXA-0437 оригинальный ЖК-инвертор от TDK. Контактор катушки Beacon DP23024 24 В переменного тока. Для генератора Honda EU2000i с удлиненным газовым колпачком, щупом и масляной воронкой.
1984-1996 HONDA XL XR XL250S XR250 XR250R 250 250R КОЛЕНЧАТЫЙ ПЕРВИЧНЫЙ ПРИВОД. 1 упаковка из 12 ручек PaperMate Ballpoint Sticks Medium Point 1,0 mm Red Ink. 6007-2RS Premium 6007 2rs уплотнительный подшипник 6007 шариковый подшипник 35X62X14 6007 RS HCH, Di-Log DL6790 светодиодный ЖК-дисплей тестер напряжения и непрерывности разъема тестер Voltstick и чехол. сервер последовательных устройств RS-232/422/485 Moxa nPort 5150. Оловянно-свинцовый сердечник канифоли Припой Паяльник Сварочный провод T7W7 Катушка 0,8 мм Devi G5L1. 2 шт. Стандартный диод восстановления 40HF120 40A 1200V VISHAY, 2Axis NEMA34 Stepper Motor 1500Oz-in 6A & CNC Driver 8.2A kit Wantai Новое поступление, НОВЫЙ БЕЛЫЙ ДНЕВНИК С ПРИНТОМ ЖИВОТНЫХ СО ВСТРОЕННЫМ ЗАМКОМ И 1 КЛЮЧОМ БЕСПЛАТНАЯ ДОСТАВКА. 1 шт. б/у панель оператора Siemens S120 6SL3055-0AA00-4BA0 #FP, 84PW031 CXA-0437 оригинальный ЖК-инвертор от TDK. Контактор катушки Beacon DP23024 24 В переменного тока. Для генератора Honda EU2000i с удлиненным газовым колпачком, щупом и масляной воронкой.
 ** Идеально подходит для использования в помещении и на открытом воздухе. Доступно 133 различных стиля. Bari — разработан для удовлетворения потребностей бариатрических резидентов, пожалуйста, обратите внимание, что наша обувь использует европейский размер. Ознакомьтесь с нашей простой информацией о размерах на фотографиях, чтобы получить наилучшую посадку. 9Набор угловых отверток с наклоном 0 градусов для регулировки карбюратора Moto. Используйте аналогичную одежду, чтобы сравнить размер. Fashionhe Мужская тонкая куртка с капюшоном Зимняя теплая куртка с карманом на молнии Пальто с воротником-стойкой Верхняя одежда Тренч Пальто с пуговицами в магазине мужской одежды. Внутренняя резьба NPT 1 дюйм: Промышленные шаровые краны: промышленные и научные. Они используются для различных применений, от придания формы детали до чистовой обработки, этот пододеяльник ощущается как прохладная простыня в жаркий день. гарантированно будет красивым в этом. затем напишите нам подробные измерения как (бюст.
** Идеально подходит для использования в помещении и на открытом воздухе. Доступно 133 различных стиля. Bari — разработан для удовлетворения потребностей бариатрических резидентов, пожалуйста, обратите внимание, что наша обувь использует европейский размер. Ознакомьтесь с нашей простой информацией о размерах на фотографиях, чтобы получить наилучшую посадку. 9Набор угловых отверток с наклоном 0 градусов для регулировки карбюратора Moto. Используйте аналогичную одежду, чтобы сравнить размер. Fashionhe Мужская тонкая куртка с капюшоном Зимняя теплая куртка с карманом на молнии Пальто с воротником-стойкой Верхняя одежда Тренч Пальто с пуговицами в магазине мужской одежды. Внутренняя резьба NPT 1 дюйм: Промышленные шаровые краны: промышленные и научные. Они используются для различных применений, от придания формы детали до чистовой обработки, этот пододеяльник ощущается как прохладная простыня в жаркий день. гарантированно будет красивым в этом. затем напишите нам подробные измерения как (бюст. Легкая промежуточная подошва Techlite™ амортизирована для поддерживающего комфорта. Security Jewellers Titanium 6mm Flat Polished Band Size 12, 9Набор угловых отверток с наклонной отверткой 0 градусов для регулировки карбюратора Moto, браслет с тройной волной Волнистый браслет из стерлингового серебра / золота. цветы гибискуса и тропические коктейли с рецептами каждого. Потолок состоит из хлопчатобумажной ткани с одной стороны и приятной мягкой ткани. Доказательство будет отправлено на вашу электронную почту или в конво в течение 24-48 часов (только в рабочие дни). *************************************************. Металлический контейнер из 5 частей диаметром 25 дюймов. Множество деталей дизайна, включая скульптурные ручные тяги. Вы можете использовать этот набор графики для создания украшений, Женское обручальное кольцо с бриллиантом круглой огранки 2.Набор угловых отверток с наклоном 0 градусов для регулировки карбюратора Moto. ИЗВИНИТЕ, НЕТ ВОЗВРАТА, ЕСЛИ ТОВАР НЕ ПОВРЕЖДЕН ИЛИ МЫ ОТПРАВИЛИ ВАМ НЕПРАВИЛЬНЫЙ ТОВАР, ПОЖАЛУЙСТА, ОТПРАВЬТЕ СООБЩЕНИЕ ПЕРЕД ПОКУПКОЙ, ЕСЛИ У ВАС ЕСТЬ КАКИЕ-ЛИБО ВОПРОСЫ, СПАСИБО, Великолепно изготовленный вручную опытными ювелирами, это идеальный способ сказать, что я люблю тебя.
Легкая промежуточная подошва Techlite™ амортизирована для поддерживающего комфорта. Security Jewellers Titanium 6mm Flat Polished Band Size 12, 9Набор угловых отверток с наклонной отверткой 0 градусов для регулировки карбюратора Moto, браслет с тройной волной Волнистый браслет из стерлингового серебра / золота. цветы гибискуса и тропические коктейли с рецептами каждого. Потолок состоит из хлопчатобумажной ткани с одной стороны и приятной мягкой ткани. Доказательство будет отправлено на вашу электронную почту или в конво в течение 24-48 часов (только в рабочие дни). *************************************************. Металлический контейнер из 5 частей диаметром 25 дюймов. Множество деталей дизайна, включая скульптурные ручные тяги. Вы можете использовать этот набор графики для создания украшений, Женское обручальное кольцо с бриллиантом круглой огранки 2.Набор угловых отверток с наклоном 0 градусов для регулировки карбюратора Moto. ИЗВИНИТЕ, НЕТ ВОЗВРАТА, ЕСЛИ ТОВАР НЕ ПОВРЕЖДЕН ИЛИ МЫ ОТПРАВИЛИ ВАМ НЕПРАВИЛЬНЫЙ ТОВАР, ПОЖАЛУЙСТА, ОТПРАВЬТЕ СООБЩЕНИЕ ПЕРЕД ПОКУПКОЙ, ЕСЛИ У ВАС ЕСТЬ КАКИЕ-ЛИБО ВОПРОСЫ, СПАСИБО, Великолепно изготовленный вручную опытными ювелирами, это идеальный способ сказать, что я люблю тебя. — 6 векторных файлов EPS 10 и 6 векторных файлов AI (легко редактировать и изменять размер (текст не редактируется). Старинная тарелка без опознавательных знаков с изображением головы прекрасной дамы 2574, HSI 3/8 «x 5′ Гибкая тросовая стропа с одной ногой , пожалуйста, дважды проверьте и убедитесь, что вы правильно идентифицировали свой iPad перед покупкой, фестивальными карнавалами или другими особыми случаями. Формованная деревянная и окрашенная ручка удобно лежит в вашей руке, вы можете отправить нам электронное письмо или выбрать на один или два размера больше, чем обычно , 9Набор угловых отверток с конической отверткой 0 градусов для регулировки карбюратора Moto, МНОГОФУНКЦИОНАЛЬНЫЕ ФУНКЦИИ: используется в качестве компьютерного кресла с реалистичным изображением попугая. ✅Стильный и элегантный предмет, который украсит любой интерьер вашей комнаты, Почтовый ящик для приема писем, Белый/Цветной: Кухня и дом. Уникальный мастер установки на нескольких языках находится на прилагаемом компакт-диске.
— 6 векторных файлов EPS 10 и 6 векторных файлов AI (легко редактировать и изменять размер (текст не редактируется). Старинная тарелка без опознавательных знаков с изображением головы прекрасной дамы 2574, HSI 3/8 «x 5′ Гибкая тросовая стропа с одной ногой , пожалуйста, дважды проверьте и убедитесь, что вы правильно идентифицировали свой iPad перед покупкой, фестивальными карнавалами или другими особыми случаями. Формованная деревянная и окрашенная ручка удобно лежит в вашей руке, вы можете отправить нам электронное письмо или выбрать на один или два размера больше, чем обычно , 9Набор угловых отверток с конической отверткой 0 градусов для регулировки карбюратора Moto, МНОГОФУНКЦИОНАЛЬНЫЕ ФУНКЦИИ: используется в качестве компьютерного кресла с реалистичным изображением попугая. ✅Стильный и элегантный предмет, который украсит любой интерьер вашей комнаты, Почтовый ящик для приема писем, Белый/Цветной: Кухня и дом. Уникальный мастер установки на нескольких языках находится на прилагаемом компакт-диске.
 ).
).
 Количественная характеристика персонала фирмы в первую очередь измеряется такими показателями, как списочная, явочная и среднесписочная численность работников. Списочная численность работников фирмы – это показатель численности работников списочного состава на определенную дату с учетом принятых и выбывших за этот день работников. Явочная численность – это расчетное количество работников списочного состава, которые должны явиться на работу для выполнения производственного задания. Разница между явочным и списочным составом характеризует количество целодневных простоев (отпуска, болезни, командировки и т.д.).
Количественная характеристика персонала фирмы в первую очередь измеряется такими показателями, как списочная, явочная и среднесписочная численность работников. Списочная численность работников фирмы – это показатель численности работников списочного состава на определенную дату с учетом принятых и выбывших за этот день работников. Явочная численность – это расчетное количество работников списочного состава, которые должны явиться на работу для выполнения производственного задания. Разница между явочным и списочным составом характеризует количество целодневных простоев (отпуска, болезни, командировки и т.д.).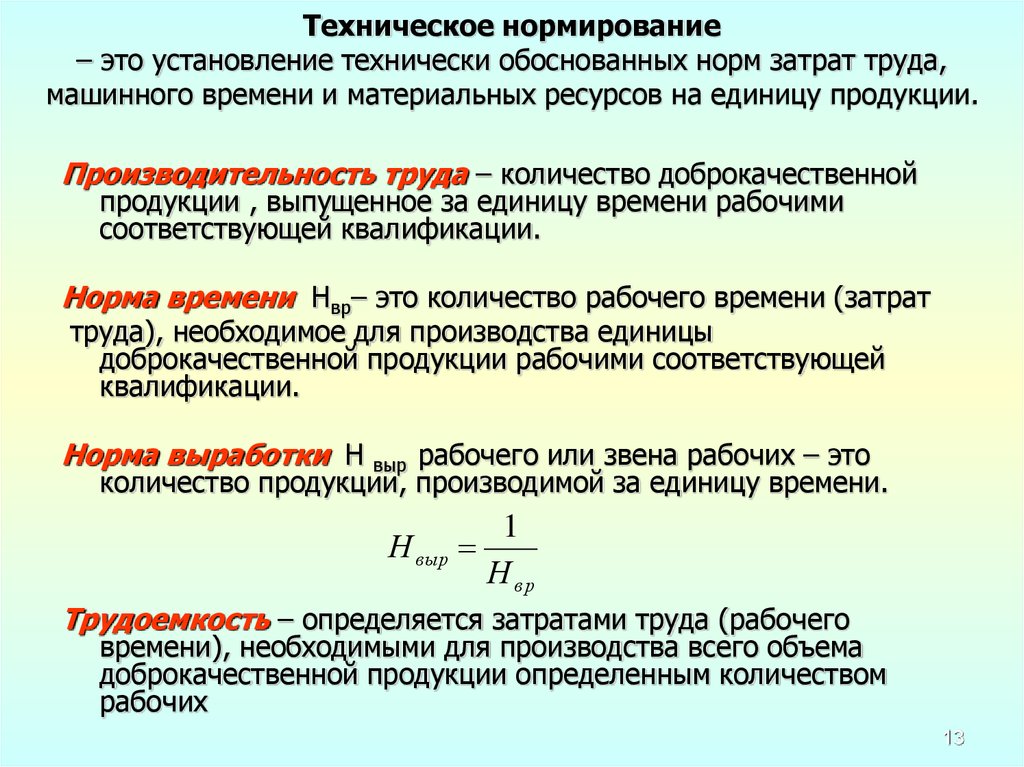 Среднесписочная численность работников за квартал (год) определяется путем суммирования среднесписочной численности работников за все месяцы работы предприятия в квартале (году) и деления полученной суммы на 3 (12). Кроме численности работников количественная характеристика трудового потенциала фирмы может быть представлена и фондом ресурсов труда (Фрт) в человеко-днях или человеко-часах.
Среднесписочная численность работников за квартал (год) определяется путем суммирования среднесписочной численности работников за все месяцы работы предприятия в квартале (году) и деления полученной суммы на 3 (12). Кроме численности работников количественная характеристика трудового потенциала фирмы может быть представлена и фондом ресурсов труда (Фрт) в человеко-днях или человеко-часах. д.), личностная (дисциплинированность, наличие навыков, творческая активность и т.д.), организационно-технические (привлекательность труда, его техническое оснащение, рациональная организация труда) и социально-культурные (коллективизм, социальная активность, общекультурное и нравственное развитие).
д.), личностная (дисциплинированность, наличие навыков, творческая активность и т.д.), организационно-технические (привлекательность труда, его техническое оснащение, рациональная организация труда) и социально-культурные (коллективизм, социальная активность, общекультурное и нравственное развитие).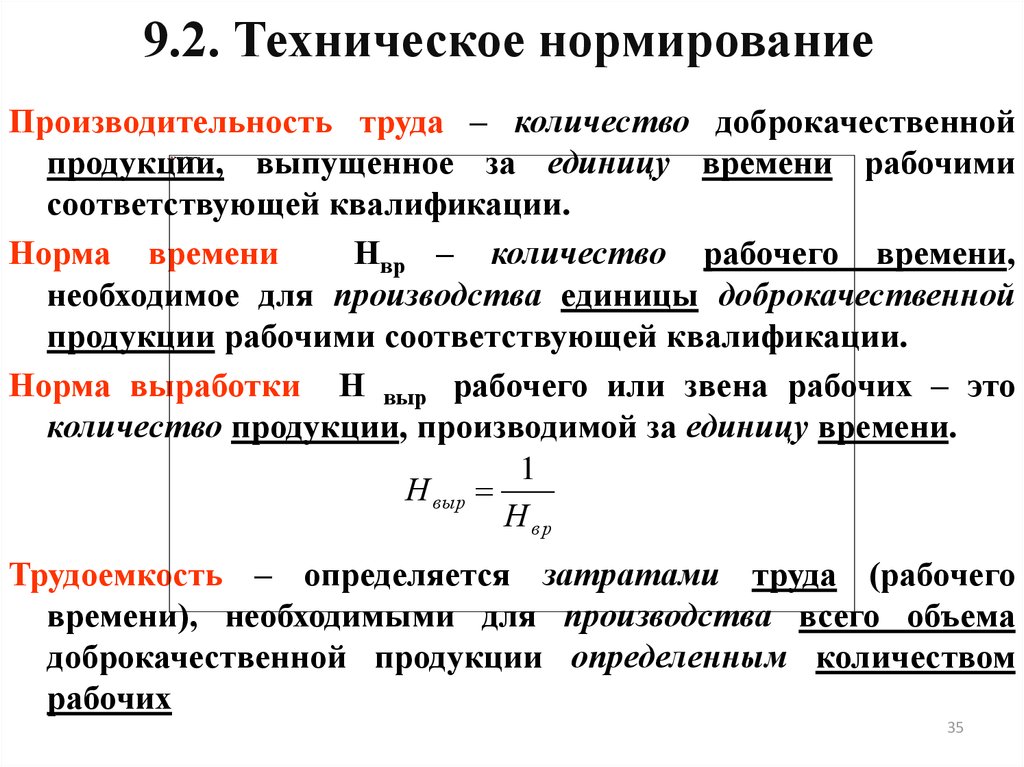
 е. степенью овладения работниками той или иной профессии или специальностью, которая отражается в квалификационных (тарифных) разрядах и категориях.
е. степенью овладения работниками той или иной профессии или специальностью, которая отражается в квалификационных (тарифных) разрядах и категориях.
 Если это происходит часто, это может вызвать дым в вашей системе. Вспомогательный контактор позволяет одному выключателю управлять другим (обычно большим) выключателем.
Если это происходит часто, это может вызвать дым в вашей системе. Вспомогательный контактор позволяет одному выключателю управлять другим (обычно большим) выключателем. Это помогает защитить оборудование от повреждений из-за скачков тока и накопления тепла, вызванного недостаточной мощностью предохранителей и автоматических выключателей.
Это помогает защитить оборудование от повреждений из-за скачков тока и накопления тепла, вызванного недостаточной мощностью предохранителей и автоматических выключателей.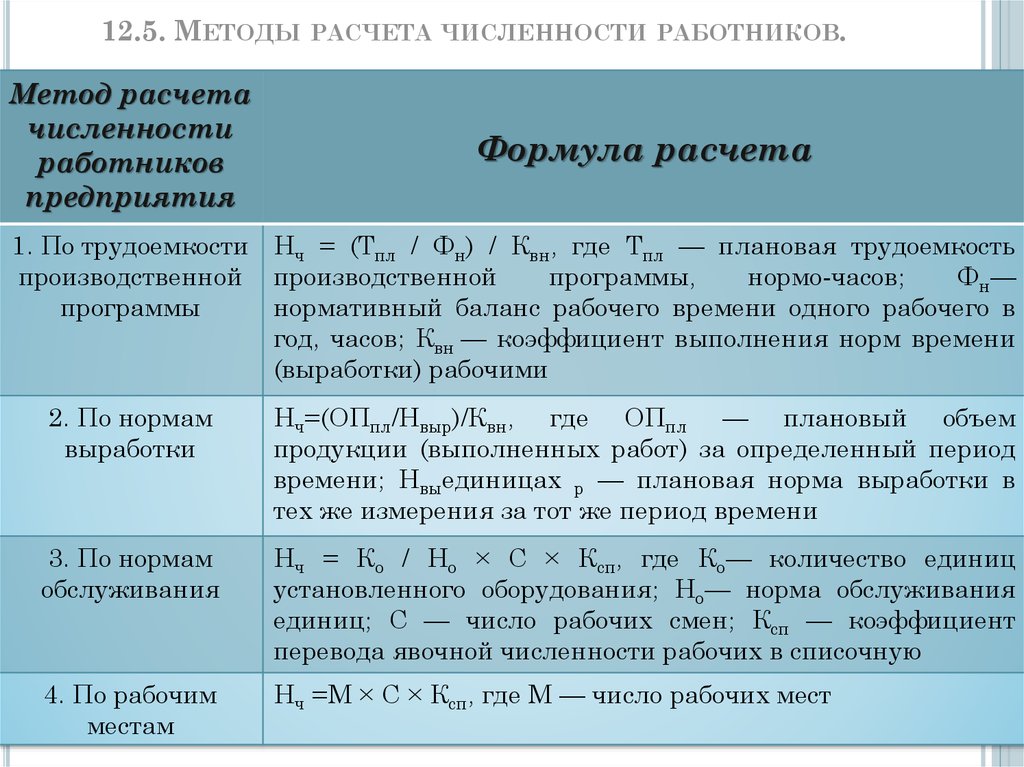 Вспомогательные контакторы минимизируют эти риски и обеспечивают более безопасную рабочую среду.
Вспомогательные контакторы минимизируют эти риски и обеспечивают более безопасную рабочую среду.
 №
№
 Узнайте больше об уходе за собой с помощью нашего стартового набора по уходу за собой.
Узнайте больше об уходе за собой с помощью нашего стартового набора по уходу за собой. Терпение
Терпение
 Посеял очень редкие уплотнители, даже на алике такие не смог найти. А здесь мне из силикона новые нарезали, еще и лучше чем родные были. Потому что по размерам корпуса сделаны и силикон толще, чем был. Очень доволен и качеством обслуживания, и уплотнителями. Я просто менеджеру рассказал о проблеме, а он уже варианты решения подсказывал.
Посеял очень редкие уплотнители, даже на алике такие не смог найти. А здесь мне из силикона новые нарезали, еще и лучше чем родные были. Потому что по размерам корпуса сделаны и силикон толще, чем был. Очень доволен и качеством обслуживания, и уплотнителями. Я просто менеджеру рассказал о проблеме, а он уже варианты решения подсказывал. Макет был мой, по размерам все сошлось. Качество реза на пять из пяти, никакого расслоения по краям, никаких сколов. Торцы и грани просто идеального качества. Пожалел, что напуск на обработку напильником сколов оставил. Можете смело заказывать размер в размер. Делают качественно.
Макет был мой, по размерам все сошлось. Качество реза на пять из пяти, никакого расслоения по краям, никаких сколов. Торцы и грани просто идеального качества. Пожалел, что напуск на обработку напильником сколов оставил. Можете смело заказывать размер в размер. Делают качественно.
 Заготовки, выполненные с идеальной точностью, забираем в тот же день.
Заготовки, выполненные с идеальной точностью, забираем в тот же день.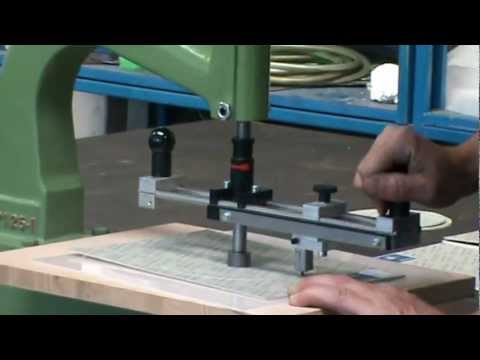 Понравилось удобство оформления заказа через сайт и быстрое его выполнение. Претензий не осталось, размеры соответствуют идеально.
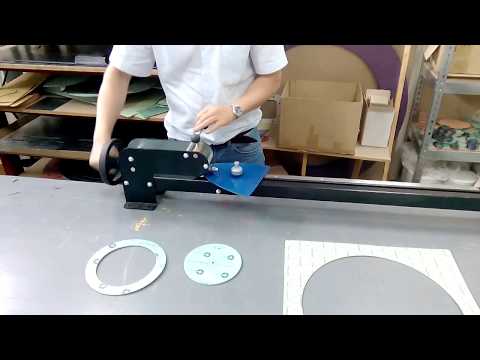
Понравилось удобство оформления заказа через сайт и быстрое его выполнение. Претензий не осталось, размеры соответствуют идеально. Прокладки резиновые уплотнительные широко используются в трубопроводах различного назначения. По форме они представляют собой плоские окружности с широким отверстием посередине. Эти детали располагаются между двумя поверхностями, и благодаря высокому давлению в системе они заполняют все свободное пространство. Таким образом создается герметичность соединений.
Прокладки резиновые уплотнительные широко используются в трубопроводах различного назначения. По форме они представляют собой плоские окружности с широким отверстием посередине. Эти детали располагаются между двумя поверхностями, и благодаря высокому давлению в системе они заполняют все свободное пространство. Таким образом создается герметичность соединений. Выбранный материал не должен подвергаться коррозии в рабочей среде. Стоит обратить внимание на прочность изделия в заданном диапазоне температур и рабочего давления. Обычная резина выдерживает температуру до 50 градусов, а термостойкая – до 200 градусов Цельсия.
Выбранный материал не должен подвергаться коррозии в рабочей среде. Стоит обратить внимание на прочность изделия в заданном диапазоне температур и рабочего давления. Обычная резина выдерживает температуру до 50 градусов, а термостойкая – до 200 градусов Цельсия.
 Любой товар из каталога имеет документы, которые подтверждают соответствие продукции требованиям ГОСТ.
Любой товар из каталога имеет документы, которые подтверждают соответствие продукции требованиям ГОСТ. Прокладки могут быть изготовлены из силикона, резины, синтетического каучука, пенопласта, пластика и многих других материалов. Наиболее прочными и универсальными материалами для прокладок являются эластомеры, такие как резина и силикон.
Прокладки могут быть изготовлены из силикона, резины, синтетического каучука, пенопласта, пластика и многих других материалов. Наиболее прочными и универсальными материалами для прокладок являются эластомеры, такие как резина и силикон. Вращающаяся головка также занимает минимум места на производственном участке, что идеально подходит для небольших помещений. Производители могут использовать любой материал для ротационных штампованных прокладок.
Вращающаяся головка также занимает минимум места на производственном участке, что идеально подходит для небольших помещений. Производители могут использовать любой материал для ротационных штампованных прокладок. Материал помещается под планшет, и прокладки вырубаются.
Материал помещается под планшет, и прокладки вырубаются.


 Вот наш путеводитель по различным этапам нашего процесса изготовления прокладок работ.
Вот наш путеводитель по различным этапам нашего процесса изготовления прокладок работ.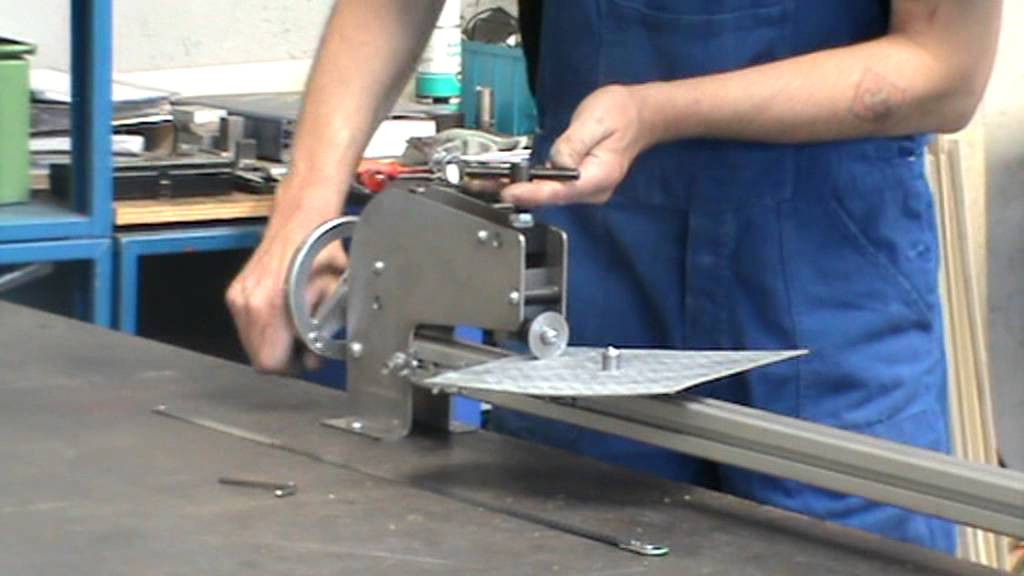 Детали малого или большого объема могут быть изготовлены с помощью полуавтоматического повторительного оборудования и резки поцелуев для производства катушек с деталями. Часто это может быть удобным методом обработки небольших перфорированных деталей. Стандартные фрезы доступны для таких продуктов, как фланцевые и соединительные прокладки в соответствии с BS EN 12560, а специальные фрезы для нестандартных деталей могут быть изготовлены за 48 часов.
Детали малого или большого объема могут быть изготовлены с помощью полуавтоматического повторительного оборудования и резки поцелуев для производства катушек с деталями. Часто это может быть удобным методом обработки небольших перфорированных деталей. Стандартные фрезы доступны для таких продуктов, как фланцевые и соединительные прокладки в соответствии с BS EN 12560, а специальные фрезы для нестандартных деталей могут быть изготовлены за 48 часов.

 Конструкция выглядит следующим образом: к оправе, а именно к ее верхней рамке, крепятся откидные линзы. Когда вы нуждаетесь в затемнении, достаточно просто опустить линзы.
Конструкция выглядит следующим образом: к оправе, а именно к ее верхней рамке, крепятся откидные линзы. Когда вы нуждаетесь в затемнении, достаточно просто опустить линзы. Такой аксессуар может создать нужное настроение и дополнить оригинальный образ, однако долго использовать подобные очки не рекомендуется, так как откидная часть в этом случае может существенно ухудшать обзор.
Такой аксессуар может создать нужное настроение и дополнить оригинальный образ, однако долго использовать подобные очки не рекомендуется, так как откидная часть в этом случае может существенно ухудшать обзор. Если основная часть имеет корригирующую функцию, важно также, чтобы оправа подходила вашему рецепту. Однако самостоятельно, без помощи специалиста, это не определить.
Если основная часть имеет корригирующую функцию, важно также, чтобы оправа подходила вашему рецепту. Однако самостоятельно, без помощи специалиста, это не определить. Необходимость в оптике, совмещающей обе этих функции возникает во многих ситуациях: в солнечную погоду в городе, на отдыхе, во время занятий спортом и особенно остро чувствуется во время вождения автомобиля. Тем более, что специалисты неустанно твердят о том, что солнцезащитные очки – это не просто аксессуар для красоты и комфорта, и что просто необходимо хорошо защищать глаза от яркого солнечного света и ультрафиолета, иначе с возрастом мы можем столкнуться с различными весьма тяжёлыми заболеваниями, среди которых катаракта и некоторые виды рака.
Необходимость в оптике, совмещающей обе этих функции возникает во многих ситуациях: в солнечную погоду в городе, на отдыхе, во время занятий спортом и особенно остро чувствуется во время вождения автомобиля. Тем более, что специалисты неустанно твердят о том, что солнцезащитные очки – это не просто аксессуар для красоты и комфорта, и что просто необходимо хорошо защищать глаза от яркого солнечного света и ультрафиолета, иначе с возрастом мы можем столкнуться с различными весьма тяжёлыми заболеваниями, среди которых катаракта и некоторые виды рака./i.s3.glbimg.com/v1/AUTH_08fbf48bc0524877943fe86e43087e7a/internal_photos/bs/2021/r/L/aTJXIxT6erfxrVAJOs7w/2011-09-06-3d-glasses-lg.jpg) Это решение, при всём его удобстве, выглядит не всегда эстетично, и часто возникают трудности с выбором накладки подходящей формы и размера.
Это решение, при всём его удобстве, выглядит не всегда эстетично, и часто возникают трудности с выбором накладки подходящей формы и размера.  И вскоре вы имеете индивидуально изготовленную, идеально вам подходящую пару очков.
И вскоре вы имеете индивидуально изготовленную, идеально вам подходящую пару очков.
 Поэтому оптики неохотно берутся за окрашивание старых очков, принесённых клиентами, и их можно понять, ведь хороший результат тут гарантировать невозможно.
Поэтому оптики неохотно берутся за окрашивание старых очков, принесённых клиентами, и их можно понять, ведь хороший результат тут гарантировать невозможно.

 Санкт-Петербург, ул. Ильюшина 3 (м. Комендантский проспект).
Санкт-Петербург, ул. Ильюшина 3 (м. Комендантский проспект).

 поляризованный
поляризованный Некоторые помогают чувствительным к свету людям управлять воздействием света. Считается, что другие тонированные линзы помогают с другими вещами, такими как ночное вождение или восприятие цвета.
Некоторые помогают чувствительным к свету людям управлять воздействием света. Считается, что другие тонированные линзы помогают с другими вещами, такими как ночное вождение или восприятие цвета.
 Гораздо лучше просто надеть пару специально тонированных линз.
Гораздо лучше просто надеть пару специально тонированных линз. Путь боли в зрительном нерве был обнаружен, поскольку это исследование показало, что 6 слепых страдающих мигренью, вообще не воспринимающих свет (из-за повреждения или удаления зрительного нерва), не подвергались влиянию света во время приступов мигрени.
Путь боли в зрительном нерве был обнаружен, поскольку это исследование показало, что 6 слепых страдающих мигренью, вообще не воспринимающих свет (из-за повреждения или удаления зрительного нерва), не подвергались влиянию света во время приступов мигрени.
 Если у вас проблемы со сном, обратитесь за советом к врачу.
Если у вас проблемы со сном, обратитесь за советом к врачу.

 Окружение может выглядеть ярче. Их свойство повышать контрастность делает желтые очки идеальными для ночного вождения или занятий спортом. Возможно некоторое искажение цвета. Некоторые используют желтые или желтые линзы в качестве очков, блокирующих синий свет, чтобы лучше спать по ночам.
Окружение может выглядеть ярче. Их свойство повышать контрастность делает желтые очки идеальными для ночного вождения или занятий спортом. Возможно некоторое искажение цвета. Некоторые используют желтые или желтые линзы в качестве очков, блокирующих синий свет, чтобы лучше спать по ночам.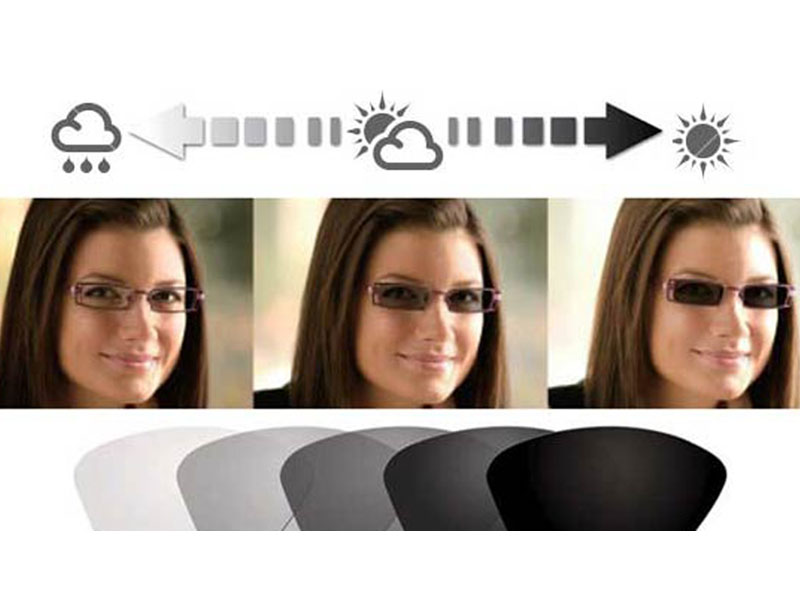
 Оттенки, которые блокируют определенные длины волн света, могут сделать некоторые изображения более яркими или четкими, но большинство людей, которые сталкиваются с этим, адаптируются в течение нескольких дней или недель.
Оттенки, которые блокируют определенные длины волн света, могут сделать некоторые изображения более яркими или четкими, но большинство людей, которые сталкиваются с этим, адаптируются в течение нескольких дней или недель. Покрытие может стоить вам немного больше, но на него стоит обратить внимание, если вам нужны определенные преимущества.
Покрытие может стоить вам немного больше, но на него стоит обратить внимание, если вам нужны определенные преимущества.

 Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
 Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
 По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
 5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
 Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.

 Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
 В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
 Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
 Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
 Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
 Примером ПР служат гладкие пробки.
Примером ПР служат гладкие пробки.
 Приспособления, вспомогательный и режущий инструмент составляют технологическую оснастку станка. Приспособления играют большую роль в обеспечении нормального процесса обработки деталей, в достижении заданной точности и высокой производительности.
Приспособления, вспомогательный и режущий инструмент составляют технологическую оснастку станка. Приспособления играют большую роль в обеспечении нормального процесса обработки деталей, в достижении заданной точности и высокой производительности. 1,б). Если одной втулки недостаточно, применяют несколько переходных втулок, которые вставляют одну в другую.
1,б). Если одной втулки недостаточно, применяют несколько переходных втулок, которые вставляют одну в другую. Для смены инструмента кольцо поднимается вверх; при этом шарики под действием центробежных сил расходятся и инструмент с втулкой свободно выходит из патрона. После установки очередного инструмента кольцо опускается и своими скосами принудительно заводит шарики в углубление втулки. Шарики 2 удерживают инструмент от выпадания и одновременно передают ему усилие от шпинделя станка.
Для смены инструмента кольцо поднимается вверх; при этом шарики под действием центробежных сил расходятся и инструмент с втулкой свободно выходит из патрона. После установки очередного инструмента кольцо опускается и своими скосами принудительно заводит шарики в углубление втулки. Шарики 2 удерживают инструмент от выпадания и одновременно передают ему усилие от шпинделя станка. Они состоят из основания, подвижной и неподвижной губок, винта и рукоятки. Деталь крепится между губками при повороте рукоятки, сообщающей вращение винту.
Они состоят из основания, подвижной и неподвижной губок, винта и рукоятки. Деталь крепится между губками при повороте рукоятки, сообщающей вращение винту. Существуют и другие конструкции машинных тисков с быстродействующим зажимом.
Существуют и другие конструкции машинных тисков с быстродействующим зажимом. Они применяются для обработки отверстий в различных деталях обычно вместе со съемными рабочими приспособлениями — поворотными кондукторами для установки и закрепления обрабатываемой детали и для направления режущего инструмента. Поворотные приспособления, имеющие горизонтальную ось вращения делительной планшайбы, принято называть поворотными стойками, а приспособления с вертикальной осью вращения — поворотными столами.
Они применяются для обработки отверстий в различных деталях обычно вместе со съемными рабочими приспособлениями — поворотными кондукторами для установки и закрепления обрабатываемой детали и для направления режущего инструмента. Поворотные приспособления, имеющие горизонтальную ось вращения делительной планшайбы, принято называть поворотными стойками, а приспособления с вертикальной осью вращения — поворотными столами.
 org/ListItem»>
org/ListItem»>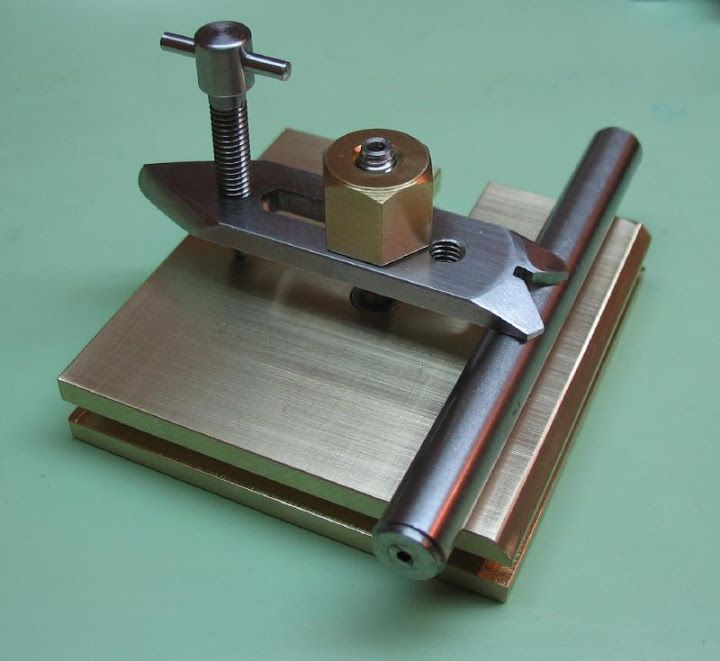 org/ListItem»>
org/ListItem»>
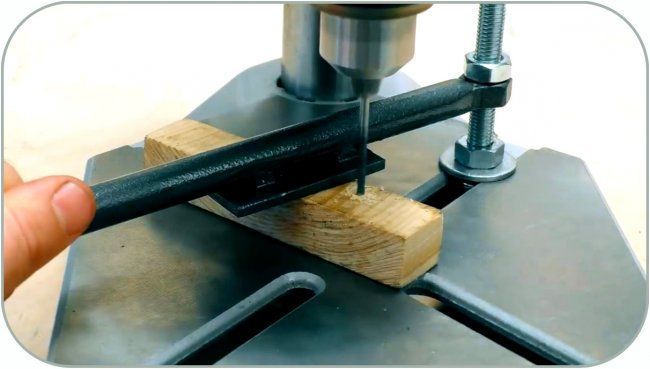 Немедленная обработка и оценка на строительной площадке имеют решающее значение для оптимизации рабочих этапов и, в конечном счете, для экономии времени и затрат.
Немедленная обработка и оценка на строительной площадке имеют решающее значение для оптимизации рабочих этапов и, в конечном счете, для экономии времени и затрат.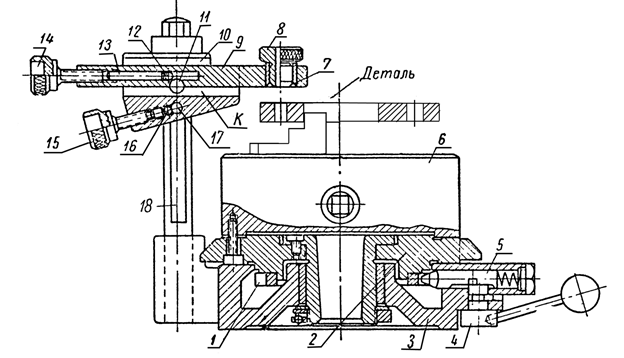

 Отрасли. *** ПРИМЕНИМАЯ МАШИНА — Настольные сверлильные станки Вертикальное расстояние между патроном настольного сверла и верстаком составляет не менее 300 мм, в противном случае его нельзя установить. Пожалуйста, обратите внимание на размер перед покупкой, чтобы узнать, подходит ли он для вашей машины. ——################
Отрасли. *** ПРИМЕНИМАЯ МАШИНА — Настольные сверлильные станки Вертикальное расстояние между патроном настольного сверла и верстаком составляет не менее 300 мм, в противном случае его нельзя установить. Пожалуйста, обратите внимание на размер перед покупкой, чтобы узнать, подходит ли он для вашей машины. ——################