Создание 3д модели для принтера: Как создать модель для печати на 3D-принтере: 30 видеоуроков
КАК СОЗДАТЬ МОДЕЛЬ ДЛЯ ПЕЧАТИ НА 3D-ПРИНТЕРЕ
Всем привет, меня зовут Богдан, я концепт-художник, больше всего интересуюсь Hard Surface. Окончил несколько курсов, например, Супер Maya – видеокурс Юрия Снытко, курс Hard Surface XYZ. Сейчас изучаю курс Movie Man XYZ. Участвовал в различных конкурсах по концепт-арту:
https://www.ggac.com/v2/work/detail/169998
https://render.ru/ru/gallery/artwork/211240
На данный момент я только начинаю свой путь в игровой индустрии, поэтому я открыт для любых предложений работы.
Мое любимое хобби – настольные игры, мне очень нравится собирать и красить модели, а потом играть ими. Освоив базовые навыки дизайна и моделирования, я решил начать разработку своего собственного варгейма с модельного ряда. Первым юнитом стал БМП «Ferus» (вот он на ArtStation: https://www.artstation.com/artwork/8wo90m) потому, что Hard Surface является для меня любимым направлением и можно было протестировать сборку без клея, поворачивающиеся колёса и башню. После выбора темы я приступил к подбору референсов. Обычно я не ограничиваю себя в количестве изображений, так как их можно удобно сохранить и отсортировать в замечательной программе PureRef.
После выбора темы я приступил к подбору референсов. Обычно я не ограничиваю себя в количестве изображений, так как их можно удобно сохранить и отсортировать в замечательной программе PureRef.
Для моделирования я обычно использую ZBrush и Maya. В Maya можно очень быстро сделать Blockout и Kitbash для будущей модели, после чего в ZBrush поработать над формой, силуэтом и направляющими линиями, собрать модель воедино.
По причине отсутствия навыков лепки из глины, а также отсутствия своего 3Д принтера (но он скоро появится:)), я обратился в фирму, которая печатает на SLA принтере.
Перед тем, как отправить модель печататься я проделал несколько шагов. Далее будет приведён небольшой гайд.
1) Нужно убедиться, что модель – solid. Это можно проверить в ZBrush, используя плагин 3D Print Hub. Если детали не проходят проверку, то можно исправить геометрию используя функции в меню Geometry.
2) Потом необходимо уменьшить количество полигонов используя плагин Decimation Master, после чего повторить тест.
3) Далее убедитесь, что все детали правильного масштаба. Так как OBJ и FBX не содержат информацию о размере частей в реальных измерениях, то нужно использовать для экспорта из ZBrush плагин 3D Print Hub (внимательно следите за размерами!), либо использовать простой, но долгий способ, чтобы точно не ошибиться. Я определился с размерами и, использовав параллелепипед, отмасштабировал каждую деталь и сохранил её в формате STL.
4) После этого не забудьте сделать полости в деталях, чтобы уменьшить расход материала, ещё раз проверьте сетку.
5) Далее вам нужно расставить поддержки для печати, в этом вам может помочь множество программ, которые разместят их автоматически, вам только останется добавить в необходимых местах дополнительные поддержки либо передвинуть уже сгенерированные.
После всех этапов подготовки я отправил модель в компанию, где её напечатали, высушили в ультрафиолетовой печке и срезали поддержки. Рекомендую дополнительно чистить модель в спиртовом или мыльном растворе после производства, потому что даже небольшие остатки полимера довольно токсичные.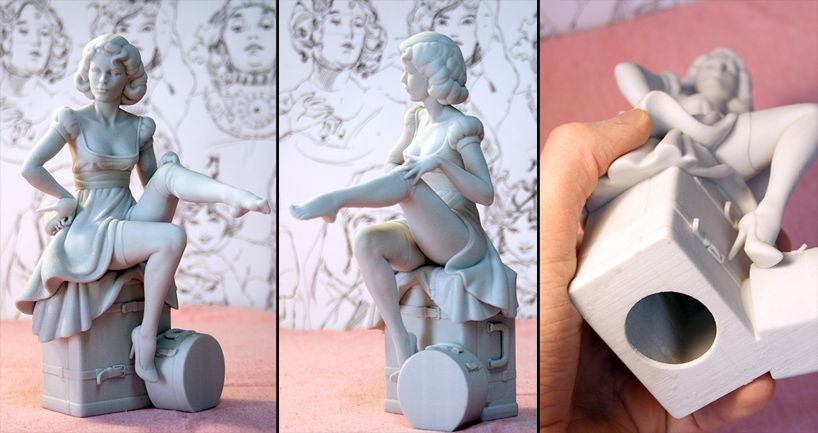 Для дополнительной защиты вы можете покрыть модель лаком или покрасить её.
Для дополнительной защиты вы можете покрыть модель лаком или покрасить её.
Всю нужную информацию для подготовки модели к печати я узнал при общении с работниками компании, либо нашёл в интернете.
Мне сильно помогли вот эти ролики:
Если вы заинтересовались новым, ещё никому не известным варгеймом и хотите принять участие в обсуждении или разработке проекта, вам что-то непонятно или вам есть что сказать о моделировании и подготовке модели для печати, пишите комментарии, буду рад общению.
Правила 3D-моделирования для 3D-печати
Известно, что обязательным условием для 3D-печати является наличие 3D-модели, по которой принтер будет выращивать трехмерный объект. Но, даже смоделировав предмет, не стоит со стопроцентной уверенностью полагать, что дело сделано, и скоро принтер выдаст вам готовое изделие. Дело в том, что не все модели пригодны для 3D-печати. Есть определенные требования к размерам, толщинам и дизайну моделей – причем эти требования варьируются в зависимости от используемого материала и принтера. Кроме этих индивидуальных характеристик, есть и общие требования, которые отличают модели для печати от других 3D-моделей. И сейчас мы подробнее расскажем о том, как подготовить модель для 3D-печати.
Есть определенные требования к размерам, толщинам и дизайну моделей – причем эти требования варьируются в зависимости от используемого материала и принтера. Кроме этих индивидуальных характеристик, есть и общие требования, которые отличают модели для печати от других 3D-моделей. И сейчас мы подробнее расскажем о том, как подготовить модель для 3D-печати.
Прежде всего, нужно помнить, что для 3D-печати подходят файлы формата STL (для одноцветных моделей) и WRL (для цветной 3D-печати из гипса). Практически все программы для 3D-моделирования позволяют экспортировать модели в STL, поэтому с этим не должно возникнуть проблем. Также следует учитывать, что для онлайн-загрузки на нашем сайте принимаются файлы размером не более 50 МБ каждый, а также расширенный список форматов, которые автоматически экспортируются в STL: STP, STEP, OFF, OBJ, PLY и непосредственно STL. Если размер файла составляет больше 50 МБ, то нужно отправлять модель на наш электронный адрес: [email protected]. Кстати, один из наиболее простых способов уменьшения объема модели и размера файла — создание полых 3D-моделей, о том, как это работает, мы уже писали в нашем блоге.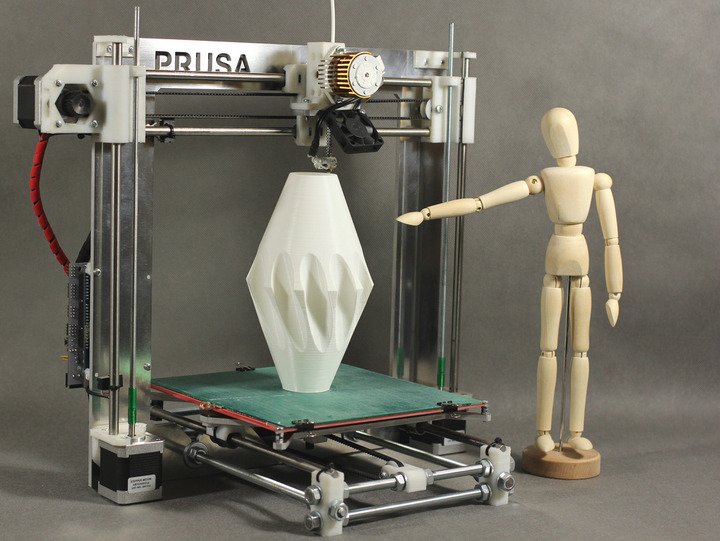
Перед тем как начать создавать модель для 3D-печати, важно понять, из какого материала вы хотите печатать изделие. У каждого материала есть свои индивидуальные особенности для 3D-моделирования — максимальный и минимальный размеры модели, толщины стенок, расстояние между подвижными частями и т.д. Подробнее узнать о требованиях для того или иного материла можно в соответствующем разделе на нашем сайте.
Если вы воспользуетесь онлайн-загрузкой модели на нашем сайте, то произойдёт автоматическая проверка на стандартные ошибки 3D-моделирования. Проверка моделей проходит мгновенно, и если ошибки, препятствующие 3D-печати, не были обнаружены, то сразу после загрузки модель появится в вашем личном кабинете в разделе «Мои модели». Если же модель не прошла проверку, то вы увидите уведомление о невозможности загрузить файл, тогда вам нужно будет ещё раз проверить и доработать модель.
Какие самые распространенные ошибки встречаются при моделировании для 3D-печати?
- Инвертированные нормали — неправильно ориентированные нормали.
 Нормали всегда должны быть направлены наружу, они определяют границы объекта и позволяют программному обеспечению 3D-принтера понять, где внутренняя, а где внешняя поверхность модели. Если хоть одна из нормалей направлена в обратную сторону и противоречит другой нормали, то это вызывает сбой при 3D-печати, поскольку принтер не может различить лицевую и изнаночную сторону объекта.
Нормали всегда должны быть направлены наружу, они определяют границы объекта и позволяют программному обеспечению 3D-принтера понять, где внутренняя, а где внешняя поверхность модели. Если хоть одна из нормалей направлена в обратную сторону и противоречит другой нормали, то это вызывает сбой при 3D-печати, поскольку принтер не может различить лицевую и изнаночную сторону объекта. - Неманифолдная геометрия — неманифолдность 3D-модели является обязательным условием для 3D-печати. Суть этого понятия заключается в том, что у каждого ребра 3D-модели должно быть ровно две грани.
В данное понятие обычно включаются следующие ошибки:
o Меш с дырками — проблема “незакрытой” полигональной сетки. Помните основное правило 3D моделирования: ваша модель должна быть «водонепроницаемой» или «герметичной».Если образуется дырка, это значит, что у какого-то ребра не хватает одной грани, следовательно модель неманифолдна, а значит не подходит для 3D-печати.
o Наличие внутренних полигонов. Внутри модели, например внутри стенок, не должно быть граней.
o Общие ребра. Ошибка возникает, когда к одному ребру прикреплено более двух полигонов. Каждое ребро в вашей 3Д модели должно объединять только две смежные грани.
o Совпадающие ребра. Возникают, когда два отдельных ребра созданы в одном и том же месте и при этом не соединены, такие ребра должны объединяться в одно общее ребро.
o Нахлест полигонов. Образуется, когда создается полигон поверх уже существующего. Пересекающиеся грани могут сбить с толку слайсер — программу, которая по слоям переводит 3Dмодель в управляющий код для 3Д принтера.
o Нулевая толщина полигона. Во избежание такой ошибки убедитесь в том, что каждый полигон имеет заданную толщину.
Как можно исправить стандартные ошибки 3D моделирования?
Для этого достаточно воспользоваться программой Netfabb, которая с более чем 95%-ой вероятностью исправит все ошибки.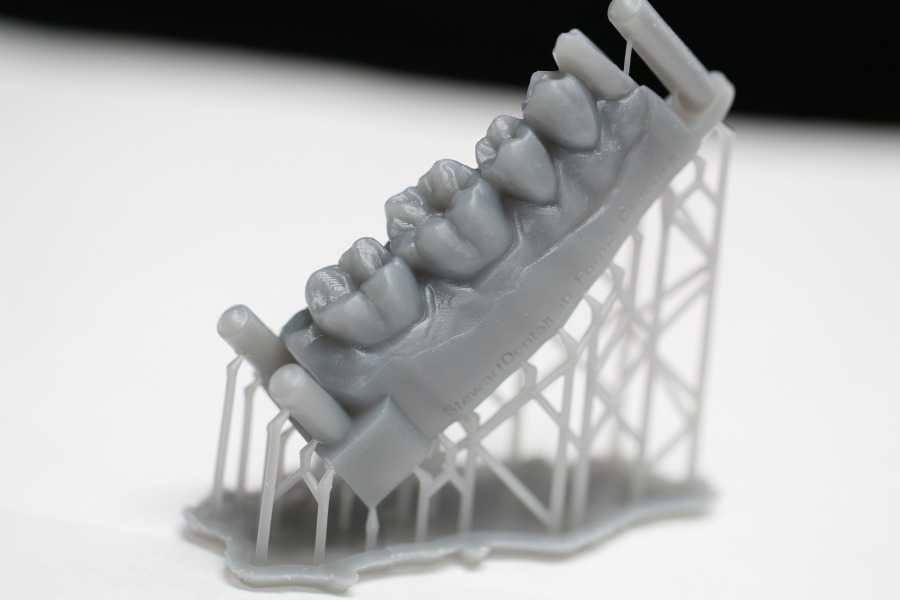 Скачать Netfabb можно здесь либо воспользоваться онлайн-версией программы.
Скачать Netfabb можно здесь либо воспользоваться онлайн-версией программы.
А об основных принципах работы с Netfabb читайте в разделе “Уроки” нашего блога.
Полное руководство! – 3D Solved
Вы купили свой первый 3D-принтер и уже распечатали прилагаемые к нему файлы, а также некоторые из бесплатных 3D-моделей, доступных в Интернете.
Однако, как только вы это сделаете, пора приступить к созданию собственных отпечатков, но для этого вам придется немного изучить 3D-дизайн.
Итак, в этой статье я дам вам полное руководство о том, как начать создавать свои собственные 3D-модели для последующей печати, какое программное обеспечение использовать, где найти курсы для этих программ для 3D-дизайна и многое другое.
Итак, без лишних слов, приступим!
Table Of Contents
- Design your Model using a CAD software
- Free CAD Software
- Tinkercad
- Fusion 360 Personal License
- FreeCAD
- Blender
- Paid CAD Alternatives
- Free 3D Design Courses
- Некоторые советы по 3D-моделированию
- Проектируйте детали с плоским основанием
- Избегайте крутых выступов
- Учитывайте направление линии слоя (более четкие отпечатки)
- Обратите внимание на размер для точности размеров
- Free CAD Software
- SLICE Модель с использованием SLICER
- БЕСПЛАТНЫЕ SLICERS
- ULTIMAK Используйте Octoprint в качестве альтернативы
- Заключение
- Ознакомьтесь с разделом рекомендуемых продуктов
- БЕСПЛАТНЫЕ SLICERS
Создайте свою модель с помощью программного обеспечения САПР
Fusion 360CAD.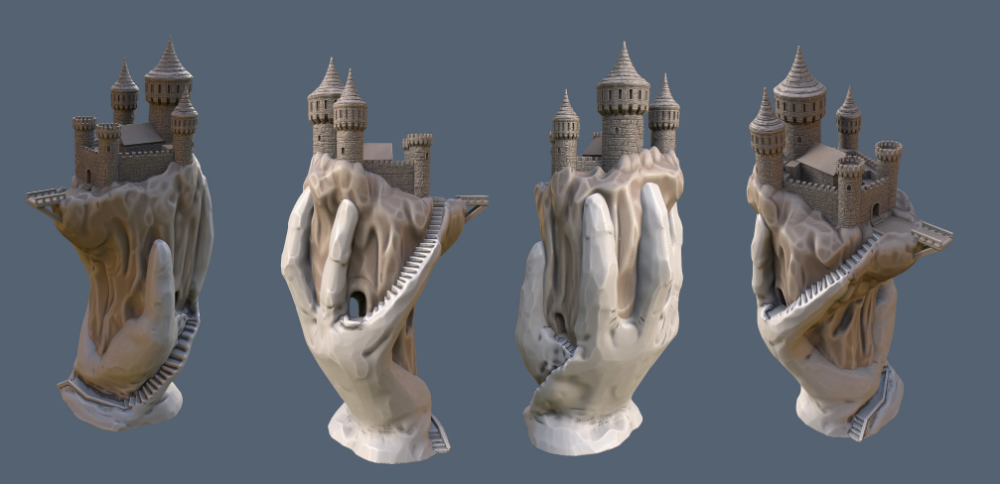 Программное обеспечение CAD
Программное обеспечение CAD
или программное обеспечение для автоматизированного проектирования позволяет создавать 3D-модели на компьютере, которые затем можно распечатать на 3D-принтере. Конечно, эти типы программного обеспечения хороши не только для проектирования ваших отпечатков, но также используются для создания любых 3D-элементов, будь то видеоигры, анимация и многое другое.
После того, как вы распечатаете бесплатные тестовые распечатки, которые поставляются с вашим принтером, вы обычно загружаете дизайны, созданные другими людьми (вы можете использовать нашу собственную поисковую систему, чтобы найти здесь потрясающие дизайны). Тем не менее, конечная задача состоит в том, чтобы создать их самостоятельно с помощью программного обеспечения САПР, но это определенно намного сложнее, чем может показаться, поскольку 3D-дизайн может быть довольно сложным.
Есть несколько бесплатных альтернатив САПР, которые действительно просты в освоении и использовании, а также некоторые другие, которые предлагают гораздо больше функциональных возможностей за счет более крутой кривой обучения. Конечно, если вы хотите научиться создавать свои собственные модели с помощью курса, ознакомьтесь с этим постом, в котором я написал о некоторых из лучших доступных онлайн-курсов по 3D-дизайну и 3D-печати (бесплатных и платных).
Конечно, если вы хотите научиться создавать свои собственные модели с помощью курса, ознакомьтесь с этим постом, в котором я написал о некоторых из лучших доступных онлайн-курсов по 3D-дизайну и 3D-печати (бесплатных и платных).
Теперь давайте познакомимся с некоторыми бесплатными программами САПР!
Бесплатное программное обеспечение САПР
Я просто хочу отметить, что бесплатное программное обеспечение не обязательно хуже своих премиальных аналогов. Фактически, Fusion 360, программное обеспечение для проектирования, используемое большинством энтузиастов 3D-печати, предлагает бесплатную лицензию для личного использования с несколькими ограничениями. Тем не менее, это не самая простая для изучения САПР.
Tinkercad
Tinkercad (ссылка на обзор) — это браузерная САПР, которая на 100 % бесплатна и идеально подходит для начинающих, поскольку использует интерфейс перетаскивания, в котором можно выбирать различные объекты, например квадраты. , круги и т.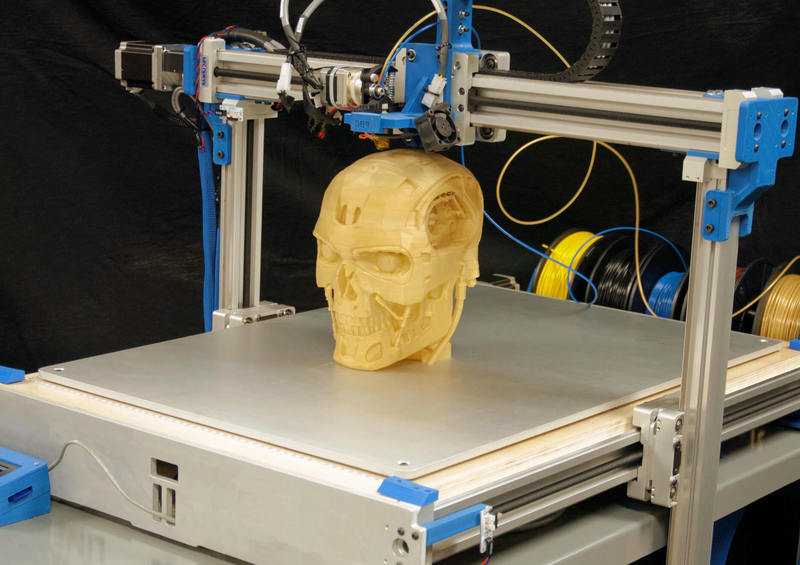 д., и используйте их для создания окончательного дизайна.
д., и используйте их для создания окончательного дизайна.
В дополнение к этому, хотя он действительно прост и понятен в использовании, он также намного мощнее, чем кажется, и удовлетворит большинство ваших потребностей в 3D-дизайне, плюс каждый созданный вами дизайн сохраняется в облаке, и вы можете всегда доступ к ним с любого устройства.
Проверьте Tinkercad здесь.
Персональная лицензия Fusion 360
Fusion 360 (ссылка на обзор), вероятно, является самой известной САПР, используемой в настоящее время энтузиастами 3D-печати, поскольку она чрезвычайно мощная и способна создавать любую вообразимую 3D-модель.
Кривая обучения намного круче, чем у Tinkercad, но это также гораздо более профессиональное программное обеспечение, способное создавать более сложные проекты.
Он предлагает несколько различных вариантов ценообразования, и позвольте мне сказать вам, что это не дешевое программное обеспечение, но они предлагают личную лицензию, которую вы можете использовать бесплатно в течение 3 лет, и которая имеет лишь некоторые незначительные ограничения по сравнению с премиум-версией. .
.
Если вы новичок в 3D-дизайне, Fusion 360 может быть не самой удобной САПР для начала работы, но если вы пройдете несколько курсов и потратите время на его изучение, вы сможете для создания гораздо лучших проектов, чем с чем-то вроде Tinkercad.
FreeCAD
FreeCAD (ссылка на обзор) — это общецелевое программное обеспечение для параметрического трехмерного проектирования с открытым исходным кодом, которое имеет широкий спектр применения. Его основное назначение – проектирование машиностроения, электротехники и архитектурных объектов.
По этой причине его лучше всего использовать для геометрических конструкций, таких как точные запасные части, детализированные технологические детали, масштабные модели и гаджеты для редактирования.
FreeCAD (ссылка на веб-сайт) можно считать промежуточным звеном между Fusion 360 и Tinkercad, поскольку он немного мощнее, чем Tinkercad, и в то же время более удобен для начинающих, чем Fusion 360, а также доступно множество онлайн-ресурсов, где вы можете учиться плюсы и минусы FreeCAD для успешного проектирования собственных 3D-моделей.
Blender
Blender (ссылка на обзор) — это абсолютно бесплатное программное обеспечение для 3D-дизайна, которое чаще всего используется для 3D-печати, когда речь идет о создании органических форм. В противном случае это не самое практичное программное обеспечение для проектирования точных и технических объектов, для которых есть более подходящие программы, такие как Fusion 360.
Если вы хотите моделировать органические формы, такие как животные, люди или монстры, Blender является одним из лучшие доступные варианты просто потому, что он бесплатный, с открытым исходным кодом, имеет мощные функции и процветающее сообщество, которое постоянно улучшает программу.
Платные альтернативы САПР
Большинство платных САПР предназначены не для дизайнеров-любителей, а скорее для профессионалов и корпораций, которые используют это программное обеспечение в коммерческих целях, поэтому их лицензии обычно очень дороги и оплачиваются ежегодно.
Для 99% людей, читающих это, ни одна из этих альтернатив не будет вам особенно полезна, поскольку вы определенно можете использовать личную лицензию Fusion 360 и добиться с ее помощью поразительных результатов.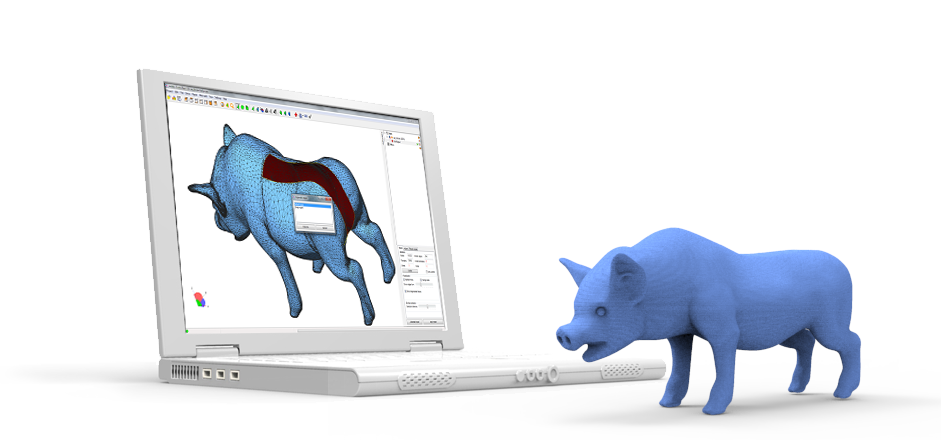
Однако некоторые платные CAD включают: AutoCAD, Fusion 360 (не персональная лицензия), Solidworks, Sketchup Pro, Solidedge, ZBrush и многие другие.
Бесплатные курсы по 3D-дизайну
Существует несколько бесплатных онлайн-курсов по 3D-печати и дизайну, но вот некоторые из них, которые я считаю наиболее полезными:
- Серия учебных пособий по Tinkercad от Promo Ambitions.
- Fusion 360 для 3D-печати 2021 от Остин Хартли.
- Основы Blender: ювелирный дизайн в 3D (Геза Пикбреннер).
Все эти три курса совершенно бесплатны, и у вас есть один для Tinkercad, один для Fusion 360 и еще один для Blender, которые должны покрыть 99% ваших потребностей.
Примечание : Курсы Skillshare не бесплатны, но вы можете подписаться на бесплатную пробную версию, которая длится месяц, и пройти все курсы, которые вы хотите.
В статье, на которую я только что дал ссылку, есть много других бесплатных и платных курсов, но есть также множество учебных пособий на YouTube, которые предоставляют отличную информацию для каждого из этих САПР.
Несколько советов по 3D-моделированию
Вот несколько советов, которые, по моему мнению, должны повысить ваши шансы на успех при печати разработанных вами моделей, поскольку вы можете допустить несколько довольно распространенных ошибок, которые могут в конечном итоге испортить вашу печать.
Дизайн деталей с плоским основанием
Слева: Круглое основание, адгезия в бассейне.
Справа: плоское основание, гораздо лучшая адгезия.
Вероятно, самым важным фактором для успешной печати является достижение хорошей адгезии к платформе, а это означает, что поверхность модели, соприкасающаяся с кроватью, должна быть как можно больше.
Представьте, что вы печатаете круглую сферу с закругленным дном. В этом случае не так много доступной поверхности для достижения хорошей адгезии к платформе, а это означает, что отпечаток отделится от платформы, и принтер продолжит печать в воздухе, оставляя пластиковые нити по всей поверхности печати.
Однако, если вы измените форму нижней части модели так, чтобы она была полностью плоской, а по возможности еще и с большой площадью поверхности, то прилегание к слою будет намного лучше, и вероятность успеха ваших отпечатков будет намного выше.
Избегайте крутых выступов
3D-печать выполняется слой за слоем с нуля, и принтер может печатать под углом без каких-либо проблем или потери качества печати, если этот угол выступа не слишком крутой.
Если вы посмотрите на изображение ниже, вы увидите, что он имеет наклонный выступ слева, мостовой выступ посередине и консольный выступ справа. Этот объект предназначен для того, чтобы показать вам, с какими типами выступов ваш принтер может справиться, а с какими нет.
Наклонные выступы и перемычки (слева и посередине) не представляют проблемы для принтера, поскольку имеется достаточно поддерживающего материала, чтобы не допустить сбоя печати. Но правый выступ, поскольку принтер должен будет печатать в воздухе, не сработает, поскольку нет опорной конструкции, за которую нить могла бы зацепиться.
Чтобы обойти эту проблему, вы должны либо печатать с выступами не более 45°, либо включать опоры (настройка, включенная в слайсере), так как они будут формировать опорную конструкцию под любым выступом выше определенного угла, чтобы он не провал.
Учитывайте направление линии слоя (более четкие отпечатки)
Поскольку 3D-печать FDM выполняется слоями с нуля, мы можем отрегулировать положение модели в слайсере перед ее печатью, чтобы сделать ее более прочной.
Слева: вертикальные линии слоев, которые становятся намного сильнее при приложении «тянущей» силы.
Справа: горизонтальные линии слоя.
Это работает, потому что линии слоев очень прочные, а сцепление между этими слоями — нет. Итак, если вы посмотрите на изображение выше, где я нарезал точно такую же модель, но одну напечатал вертикально, а другую горизонтально, то модель с горизонтальными линиями слоя не выдержит такого сильного тянущего усилия, в то время как модель с вертикальным слоем линии будут намного сильнее.
Вы всегда должны регулировать положение модели в слайсере так, чтобы линии слоев были параллельны силе, которой будет подвергаться объект, а не перпендикулярны, таким образом, вы не полагаетесь на прочность сцепления слоев столько.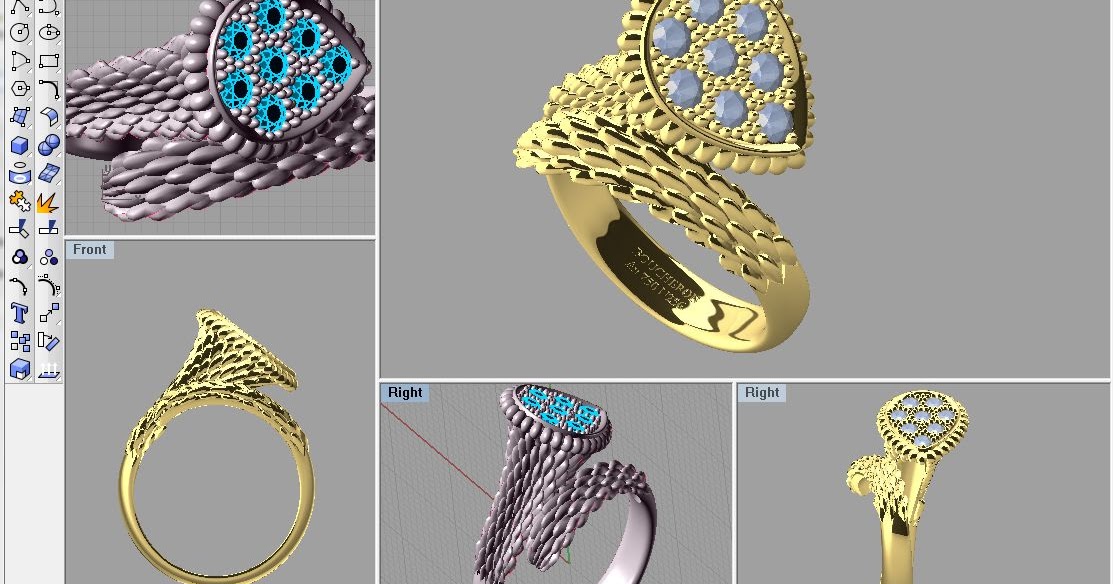
Обратите внимание на размер для точности размеров
В начале вы, вероятно, спроектируете что-то, что должно быть функциональным и плотно подходить к другому объекту, только чтобы обнаружить, что установленные вами размеры полностью неверны.
В Tinkercad, как и в любом другом САПР, вы можете видеть сетку (обычно в миллиметрах), которая дает визуальное представление о том, насколько большой будет модель. Но вы также можете нажать на модель и легко отрегулировать длину, ширину и высоту, введя их.
Всегда используйте штангенциркуль для получения правильных измерений и вводите их в CAD, чтобы быть максимально точными.
Нарезка модели с помощью слайсера
3D-печать FDM работает послойно: принтер начинает с самого низа, печатает весь слой, затем переходит к следующему и т. д., пока процесс печати не будет завершен. Слайсеры, по сути, «разрезают» модель на разные слои снизу вверх и создают файл gcode, который содержит всю информацию, необходимую принтеру для печати объекта.
К счастью, все бесплатные слайсеры, доступные в настоящее время, абсолютно фантастические и работают очень хорошо, и в настоящее время редко бывает, чтобы использование слайсера премиум-класса имело смысл.
Вот список лучших бесплатных слайсеров:
Бесплатные слайсеры
Существует, наверное, дюжина различных бесплатных слайсеров, однако я собираюсь перечислить только два, так как думаю, что они покроют все ваши потребности!
Начнем с того, что я использую, Cura.
Ultimaker Cura
Cura является наиболее часто используемым слайсером просто потому, что он работает, интуитивно понятен, постоянно обновляется, а также имеет огромное количество бесплатных плагинов, которые вы можете установить и которые сделают вашу жизнь намного проще. .
Например: если вы пытаетесь найти способ позиционирования модели для нарезки, чтобы она использовала наименьшее количество возможного вспомогательного материала, Cura поможет вам.
Обязательно попробуйте Cura, это отличная программа.
PrusaSlicer
PrusaSlicer, в отличие от Cura, работает не только с FDM-принтерами, но и с SLA (полимерными принтерами), что делает его чрезвычайно универсальным.
Тем не менее, он не поставляется с какими-либо бесплатными плагинами, которые вы можете установить, но предлагает обнаружение моста и «условия if», а также регулярно обновляется, а это означает, что со временем он будет только улучшаться.
Альтернативы премиум-слайсерам
Я уже упоминал, что не думаю, что большинству людей когда-либо понадобится платить за премиум-слайсер, особенно учитывая, как быстро улучшаются все бесплатные.
Однако использование чего-то вроде Simplify3D может иметь смысл, если вы управляете магазином 3D-печати, но я обычно рекомендую использовать бесплатные альтернативы.
Сохранение модели на SD-карту
Это очень простой и понятный шаг, но вам нужно сделать это, чтобы передать информацию на принтер, если вы хотите распечатать модель.
Cura автоматически позволяет сохранить файл на съемном диске и даже извлекает его для вас, но в зависимости от слайсера вам может потребоваться сделать это вручную. Обязательно всегда правильно называйте файл, чтобы вы знали, какой файл вы выбираете на принтере.
Однако, если вы управляете фермой печати или хотите удаленно управлять принтером, есть более эффективный способ.
Используйте Octoprint в качестве альтернативы
OctoPrint — это веб-интерфейс для вашего 3D-принтера, который позволяет вам контролировать и контролировать все аспекты вашего принтера и задания на печать прямо из вашего браузера.
Вы можете получить доступ к веб-камере, чтобы убедиться, что печать продвигается вперед, как ожидалось, а также иметь возможность смотреть на температуру, просматривать отчеты о ходе печати, управлять самим принтером, создавать очередь печати, анализировать уровень кровати с помощью визуализатора уровня кровати и многое другое.
Заключение
Создание 3D-моделей, которые можно распечатать на 3D-принтере, — довольно простой процесс, причем самая сложная часть — разработка самой модели.
Я бы рекомендовал начать с Tinkercad, так как он чрезвычайно интуитивно понятен и прост в использовании, и пока вам не нужно создавать действительно сложные модели, не переходите на Fusion 360, так как вам потребуется гораздо больше времени, чтобы изучить программное обеспечение.
Остальная часть процесса на самом деле чрезвычайно проста, поэтому я в основном беспокоюсь об изучении 3D-дизайна.
Надеюсь, это было полезно!
Хорошего дня!
Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиск принтера, нити накала или обновлений, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к много путаницы.
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для среднего уровня и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно подобраны, поэтому вы знаете, что какой бы из них вы ни выбрали, он будет работать так, как задумано.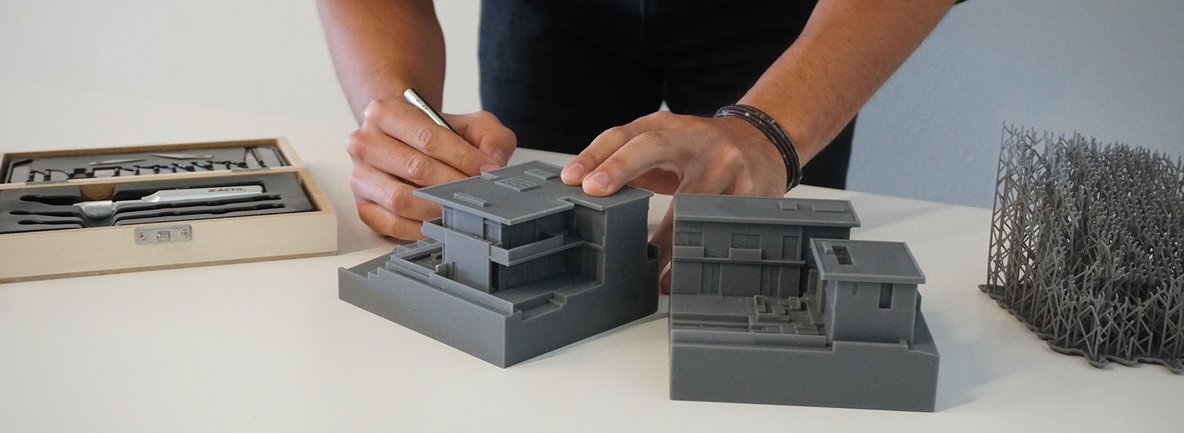
Новый 3D-принтер? Вот как создавать свои собственные печатные формы
Недавно у меня была возможность провести некоторое время с 3D-принтером Micro, моим первым набегом на мир превращения катушки пластиковой нити во что угодно.
Мне было очень весело загружать существующие проекты с таких сайтов, как Pinshape и Thingiverse, но в конце концов я захотел создавать свои собственные объекты. К сожалению, у меня нет степени в области САПР или доступа к каким-либо программам для 3D-дизайна.
Хорошие новости: оказывается, вам не нужен ни тот, ни другой. Autodesk Tinkercad — это бесплатный веб-инструмент для проектирования, который позволяет создавать трехмерные объекты, а затем загружать эти творения в удобном для печати формате. Вот как начать.
Шаг 1: Зайдите в Tinkercad и создайте бесплатную учетную запись, используя Facebook, Twitter или свой адрес электронной почты.
Шаг 2: Служба немедленно проведет вас через урок, который поможет вам освоить базовую навигацию, а затем еще один урок, посвященный управлению камерой и так далее. Это хорошая идея, чтобы пройти через все это, просто чтобы ознакомиться с окружающей средой.
Это хорошая идея, чтобы пройти через все это, просто чтобы ознакомиться с окружающей средой.
Увеличить изображение
Скриншот Rick Broida/CNET
Шаг 3: Когда вы будете готовы создать свой собственный объект, вернитесь на панель инструментов Tinkercad, затем нажмите «Создать новый дизайн». Инструмент немедленно отправит вас на страницу дизайна со случайно назначенным (и часто забавным, например, Tremendous Snaget-Fulffy) именем для вашего проекта. Вы можете изменить имя, щелкнув Дизайн > Свойства , хотя это может произойти в любой момент.
Шаг 4: Теперь пришло время начать сборку вашего объекта. Панель инструментов с правой стороны содержит широкий ассортимент сборных форм, которые можно перетаскивать на рабочую плоскость и изменять по мере необходимости. (Вы также можете импортировать существующие фигуры SVG (2D) или STL (3D), если они у вас есть.) Для целей нашего руководства щелкните Geometric , затем перетащите шестиугольную призму на рабочую плоскость.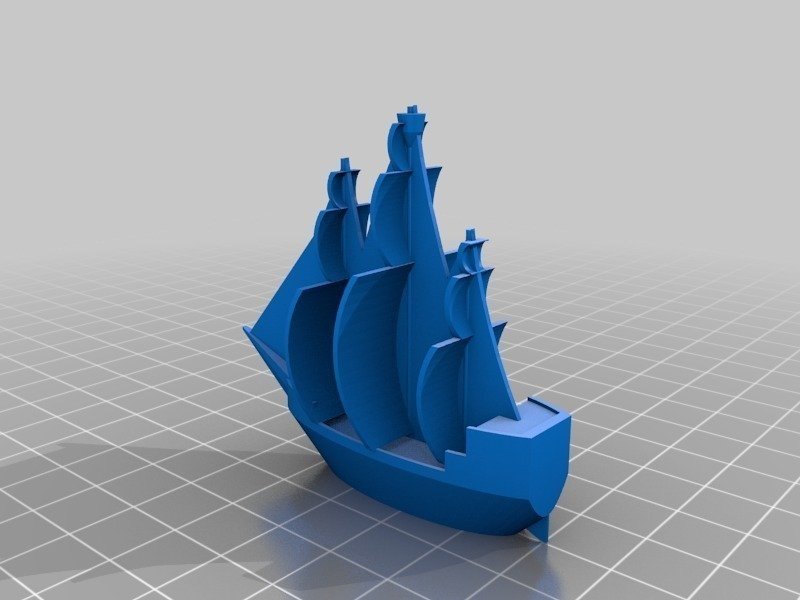
Увеличить изображение
Скриншот Rick Broida/CNET
Шаг 5: Обратите внимание, что фигура имеет пять белых «ручек»: по одной в каждом углу и одна в центре вверху. Когда вы наведете курсор мыши на любой из них, вы увидите соответствующие измерения. Нажмите и перетащите любой из углов, чтобы изменить размер призмы в этом направлении; щелкните и перетащите и отцентрируйте один, чтобы отрегулировать высоту. (То, что выглядит как черная капля над центральной ручкой, используется для подъема и опускания объекта относительно рабочей плоскости.)
Увеличить изображение
Скриншот Rick Broida/CNET
Шаг 6: Когда вы добавляете и изменяете новые объекты, помните размер печатной платформы вашего 3D-принтера и стройте соответственно. Когда вы закончите, нажмите Дизайн > Загрузить для 3D-печати , и вы сразу же получите файл STL, который вы можете загрузить в свой принтер.
 10Nylon 6.12Nylon 66Nylon 66Nylon 66 AlloyNylon 66 HTNylon 66/6Nylon 6T/66Nylon+PPNylon, UnspecifiedotherPA6 and PA66 high flowPA6 PowderPA6.10 bio basedPA66 flame retardantPA66 high heat stabilized up to 230°C (1000h)PA66 high voltage applicationsPA66 hydrolysis resistantPA66 metal replacementPA66 recycledPAEKPARAPBPBR, High CisPBR, Med CisPBTPBT+ASAPBT+PETPBT-CompoundsPCPC AlloyPC+ABSPC+PBTPC+PETPC+PolyesterPE, UnspecifiedPEEKPEIPEI+PCEPEKPEKKPESUPETPETGPI, TPPIBPKPLAPLA blendsPlastomerPMMAPMMIPOEPolyolefin, UnspecifiedPOPPPPP AlloyPP CopolymerPP HomopolymerPP Impact CopolymerPP Random CopolymerPP+EPDMPP, High CrystalPP, UnspecifiedPPAPPCPPEPPE+Nylon 66PPE+PSPPE+PS+NylonPPE+PS+PPPPE+SEBS+PolyolefinPPE+TPEPPSPPS+PPEPPS, BranchedPPS, LinearPPSUPS (EPS)PS (GPPS)PS (HIPS)PSUPUR, UnspecifiedPVC AlloyPVC CopolymerPVC HomopolymerPVC, FlexiblePVC, RigidPVC, UnspecifiedSANSBCSBCSBR Styrene Butadiene RubberSBR, UnspecifiedSEBSSMMATPC-ETTPETPEETPOTPO (POE)TPVUHMWPEWood-plastic composites
10Nylon 6.12Nylon 66Nylon 66Nylon 66 AlloyNylon 66 HTNylon 66/6Nylon 6T/66Nylon+PPNylon, UnspecifiedotherPA6 and PA66 high flowPA6 PowderPA6.10 bio basedPA66 flame retardantPA66 high heat stabilized up to 230°C (1000h)PA66 high voltage applicationsPA66 hydrolysis resistantPA66 metal replacementPA66 recycledPAEKPARAPBPBR, High CisPBR, Med CisPBTPBT+ASAPBT+PETPBT-CompoundsPCPC AlloyPC+ABSPC+PBTPC+PETPC+PolyesterPE, UnspecifiedPEEKPEIPEI+PCEPEKPEKKPESUPETPETGPI, TPPIBPKPLAPLA blendsPlastomerPMMAPMMIPOEPolyolefin, UnspecifiedPOPPPPP AlloyPP CopolymerPP HomopolymerPP Impact CopolymerPP Random CopolymerPP+EPDMPP, High CrystalPP, UnspecifiedPPAPPCPPEPPE+Nylon 66PPE+PSPPE+PS+NylonPPE+PS+PPPPE+SEBS+PolyolefinPPE+TPEPPSPPS+PPEPPS, BranchedPPS, LinearPPSUPS (EPS)PS (GPPS)PS (HIPS)PSUPUR, UnspecifiedPVC AlloyPVC CopolymerPVC HomopolymerPVC, FlexiblePVC, RigidPVC, UnspecifiedSANSBCSBCSBR Styrene Butadiene RubberSBR, UnspecifiedSEBSSMMATPC-ETTPETPEETPOTPO (POE)TPVUHMWPEWood-plastic composites LATI S.p.A.Lehmann & Voss & Co.Lotte ChemicalsLucite International Holland BVLucite International Inc.LyondellBasell IndustriesMitsubishi Engineering-Plastics CorporationRavago GroupRAVAGO Kimya Plastik Sanayi ve Ticaret A.S.ROMIRA GmbHRotuba Extruders, Inc.SABIC Innovative Plastics EuropeSamyang CorporationShanghai BlueStar New Chemical Materials Co., Ltd.SK Global Chemical Co. Ltd.Sumitomo Chemical Co., Ltd.TechnoCompound GmbHTEIJIN LIMITEDUltrapolymersYunNan YunTianHua Co., Ltd.
LATI S.p.A.Lehmann & Voss & Co.Lotte ChemicalsLucite International Holland BVLucite International Inc.LyondellBasell IndustriesMitsubishi Engineering-Plastics CorporationRavago GroupRAVAGO Kimya Plastik Sanayi ve Ticaret A.S.ROMIRA GmbHRotuba Extruders, Inc.SABIC Innovative Plastics EuropeSamyang CorporationShanghai BlueStar New Chemical Materials Co., Ltd.SK Global Chemical Co. Ltd.Sumitomo Chemical Co., Ltd.TechnoCompound GmbHTEIJIN LIMITEDUltrapolymersYunNan YunTianHua Co., Ltd. MEDMoplenMultilonNASNaturacellNORYL GTX™NORYL PPX™NORYL™NovaduranNovodurPanlitePAPETPEARLCOATPearlthanePearlthane ECOPlexiglasPleximidPolybutene-1PolyfastPOMPrimacor™Primacor™ IOPurellRavaflexRavaleneRavamidRAVATECH TPX/COPERotomouldingScolefinSicoflexSicoklarSicostiroloSinterline® Technyl® PowdersSmart™SoftellSolumer™StaramideStarflamStarpylenStretcheneStyroflexStyrolution PSStyroluxSUMIPEXSupreme™TechnoFiberTechnyl eXten®Technyl STAR®Technyl® 4earth®Technyl® ATechnyl® BTechnyl® BLUETechnyl® CTechnyl® DTechnyl® JTechnyl® MAXTechnyl® ONETechnyl® ORANGETechnyl® REDTenac™Tenac™-CTerblend NTerblend STerluranTerluxTerlux®TerraleneThermec™ NThermec™ STPUTRIBITTRILOYTRIREXTRIREX CompoundULTEM™UltradurUltraformUltramidUltrapolymersUltrasonUltrason EUltrason SUltrason®VALOX™X-BUTYLXENOY™XYLEX™Yuclair™YUNTIANHUAZYLAR
MEDMoplenMultilonNASNaturacellNORYL GTX™NORYL PPX™NORYL™NovaduranNovodurPanlitePAPETPEARLCOATPearlthanePearlthane ECOPlexiglasPleximidPolybutene-1PolyfastPOMPrimacor™Primacor™ IOPurellRavaflexRavaleneRavamidRAVATECH TPX/COPERotomouldingScolefinSicoflexSicoklarSicostiroloSinterline® Technyl® PowdersSmart™SoftellSolumer™StaramideStarflamStarpylenStretcheneStyroflexStyrolution PSStyroluxSUMIPEXSupreme™TechnoFiberTechnyl eXten®Technyl STAR®Technyl® 4earth®Technyl® ATechnyl® BTechnyl® BLUETechnyl® CTechnyl® DTechnyl® JTechnyl® MAXTechnyl® ONETechnyl® ORANGETechnyl® REDTenac™Tenac™-CTerblend NTerblend STerluranTerluxTerlux®TerraleneThermec™ NThermec™ STPUTRIBITTRILOYTRIREXTRIREX CompoundULTEM™UltradurUltraformUltramidUltrapolymersUltrasonUltrason EUltrason SUltrason®VALOX™X-BUTYLXENOY™XYLEX™Yuclair™YUNTIANHUAZYLAR 10Nylon 6.12Nylon 66Nylon 66Nylon 66 AlloyNylon 66 HTNylon 66/6Nylon 6T/66Nylon+PPNylon, UnspecifiedotherPA6 and PA66 high flowPA6 PowderPA6.10 bio basedPA66 flame retardantPA66 high heat stabilized up to 230°C (1000h)PA66 high voltage applicationsPA66 hydrolysis resistantPA66 metal replacementPA66 recycledPAEKPARAPBPBR, High CisPBR, Med CisPBTPBT+ASAPBT+PETPBT-CompoundsPCPC AlloyPC+ABSPC+PBTPC+PETPC+PolyesterPE, UnspecifiedPEEKPEIPEI+PCEPEKPEKKPESUPETPETGPI, TPPIBPKPLAPLA blendsPlastomerPMMAPMMIPOEPolyolefin, UnspecifiedPOPPPPP AlloyPP CopolymerPP HomopolymerPP Impact CopolymerPP Random CopolymerPP+EPDMPP, High CrystalPP, UnspecifiedPPAPPCPPEPPE+Nylon 66PPE+PSPPE+PS+NylonPPE+PS+PPPPE+SEBS+PolyolefinPPE+TPEPPSPPS+PPEPPS, BranchedPPS, LinearPPSUPS (EPS)PS (GPPS)PS (HIPS)PSUPUR, UnspecifiedPVC AlloyPVC CopolymerPVC HomopolymerPVC, FlexiblePVC, RigidPVC, UnspecifiedSANSBCSBCSBR Styrene Butadiene RubberSBR, UnspecifiedSEBSSMMATPC-ETTPETPEETPOTPO (POE)TPVUHMWPEWood-plastic composites
10Nylon 6.12Nylon 66Nylon 66Nylon 66 AlloyNylon 66 HTNylon 66/6Nylon 6T/66Nylon+PPNylon, UnspecifiedotherPA6 and PA66 high flowPA6 PowderPA6.10 bio basedPA66 flame retardantPA66 high heat stabilized up to 230°C (1000h)PA66 high voltage applicationsPA66 hydrolysis resistantPA66 metal replacementPA66 recycledPAEKPARAPBPBR, High CisPBR, Med CisPBTPBT+ASAPBT+PETPBT-CompoundsPCPC AlloyPC+ABSPC+PBTPC+PETPC+PolyesterPE, UnspecifiedPEEKPEIPEI+PCEPEKPEKKPESUPETPETGPI, TPPIBPKPLAPLA blendsPlastomerPMMAPMMIPOEPolyolefin, UnspecifiedPOPPPPP AlloyPP CopolymerPP HomopolymerPP Impact CopolymerPP Random CopolymerPP+EPDMPP, High CrystalPP, UnspecifiedPPAPPCPPEPPE+Nylon 66PPE+PSPPE+PS+NylonPPE+PS+PPPPE+SEBS+PolyolefinPPE+TPEPPSPPS+PPEPPS, BranchedPPS, LinearPPSUPS (EPS)PS (GPPS)PS (HIPS)PSUPUR, UnspecifiedPVC AlloyPVC CopolymerPVC HomopolymerPVC, FlexiblePVC, RigidPVC, UnspecifiedSANSBCSBCSBR Styrene Butadiene RubberSBR, UnspecifiedSEBSSMMATPC-ETTPETPEETPOTPO (POE)TPVUHMWPEWood-plastic composites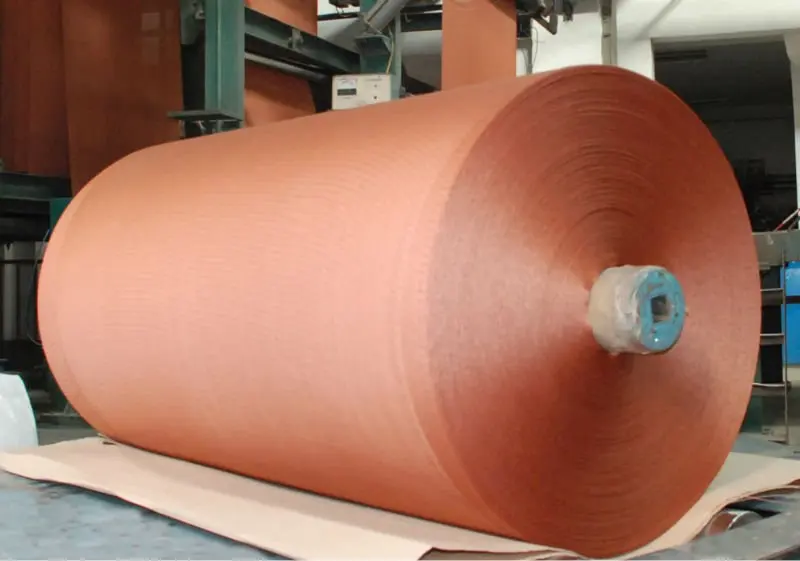 LATI S.p.A.Lehmann & Voss & Co.Lotte ChemicalsLucite International Holland BVLucite International Inc.LyondellBasell IndustriesMitsubishi Engineering-Plastics CorporationRavago GroupRAVAGO Kimya Plastik Sanayi ve Ticaret A.S.ROMIRA GmbHRotuba Extruders, Inc.SABIC Innovative Plastics EuropeSamyang CorporationShanghai BlueStar New Chemical Materials Co., Ltd.SK Global Chemical Co. Ltd.Sumitomo Chemical Co., Ltd.TechnoCompound GmbHTEIJIN LIMITEDUltrapolymersYunNan YunTianHua Co., Ltd.
LATI S.p.A.Lehmann & Voss & Co.Lotte ChemicalsLucite International Holland BVLucite International Inc.LyondellBasell IndustriesMitsubishi Engineering-Plastics CorporationRavago GroupRAVAGO Kimya Plastik Sanayi ve Ticaret A.S.ROMIRA GmbHRotuba Extruders, Inc.SABIC Innovative Plastics EuropeSamyang CorporationShanghai BlueStar New Chemical Materials Co., Ltd.SK Global Chemical Co. Ltd.Sumitomo Chemical Co., Ltd.TechnoCompound GmbHTEIJIN LIMITEDUltrapolymersYunNan YunTianHua Co., Ltd. 6, или использующий название полиамида, PA 6 и PA 66.
6, или использующий название полиамида, PA 6 и PA 66. Тем не менее, они имеют много общих характеристик.
Тем не менее, они имеют много общих характеристик. Вот почему диапазон температур нейлона может варьироваться. Сам по себе нейлон 6/6 более чувствителен, хотя нейлон 6 все еще уязвим без стабилизаторов.
Вот почему диапазон температур нейлона может варьироваться. Сам по себе нейлон 6/6 более чувствителен, хотя нейлон 6 все еще уязвим без стабилизаторов. Вот отличия:
Вот отличия:
 Помните, нейлон впитывает влагу. Это, в свою очередь, приводит к расширению материала. Добавление стекловолокна решает эту проблему, повышая стабильность нейлона при изменении температуры.
Помните, нейлон впитывает влагу. Это, в свою очередь, приводит к расширению материала. Добавление стекловолокна решает эту проблему, повышая стабильность нейлона при изменении температуры. Вот несколько примеров изделий из нейлонового пластика.
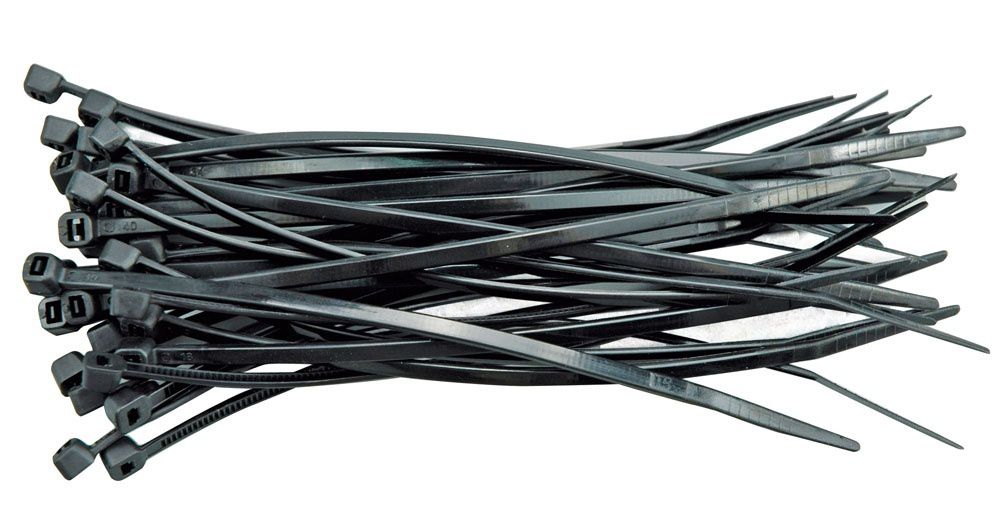
Вот несколько примеров изделий из нейлонового пластика.
 Вы также можете запросить бесплатные образцы, чтобы убедиться, что вы выбрали именно то, что вам нужно. Если вы не совсем уверены, какое решение лучше всего подойдет для вашего приложения, наши специалисты всегда рады проконсультировать вас.
Вы также можете запросить бесплатные образцы, чтобы убедиться, что вы выбрали именно то, что вам нужно. Если вы не совсем уверены, какое решение лучше всего подойдет для вашего приложения, наши специалисты всегда рады проконсультировать вас. Полиамид представляет собой полимер с повторяющимися амидными связями (-CO-NH-). Наиболее важным различием между этими двумя пластиковыми материалами является их допустимый уровень влагопоглощения; нейлон 6/12 более устойчив к воде и другим жидкостям, чем нейлон 6. Кроме того, нейлон 6/12 имеет температуру плавления 218 градусов по Цельсию (424 градуса по Фаренгейту), а температура плавления нейлона 6 выше, 268 градусов по Цельсию. (514 градусов по Фаренгейту). Тем не менее, оба материала находят свое применение в схожих отраслях: производстве, автомобилестроении, строительстве и текстильной промышленности, и это лишь некоторые из них. Нейлон 6/12 также широко используется в косметической промышленности. И нейлон 6, и нейлон 6/12 в некоторой степени обладают одинаковыми свойствами и могут быть легко использованы в литье пластмасс под давлением.
Полиамид представляет собой полимер с повторяющимися амидными связями (-CO-NH-). Наиболее важным различием между этими двумя пластиковыми материалами является их допустимый уровень влагопоглощения; нейлон 6/12 более устойчив к воде и другим жидкостям, чем нейлон 6. Кроме того, нейлон 6/12 имеет температуру плавления 218 градусов по Цельсию (424 градуса по Фаренгейту), а температура плавления нейлона 6 выше, 268 градусов по Цельсию. (514 градусов по Фаренгейту). Тем не менее, оба материала находят свое применение в схожих отраслях: производстве, автомобилестроении, строительстве и текстильной промышленности, и это лишь некоторые из них. Нейлон 6/12 также широко используется в косметической промышленности. И нейлон 6, и нейлон 6/12 в некоторой степени обладают одинаковыми свойствами и могут быть легко использованы в литье пластмасс под давлением.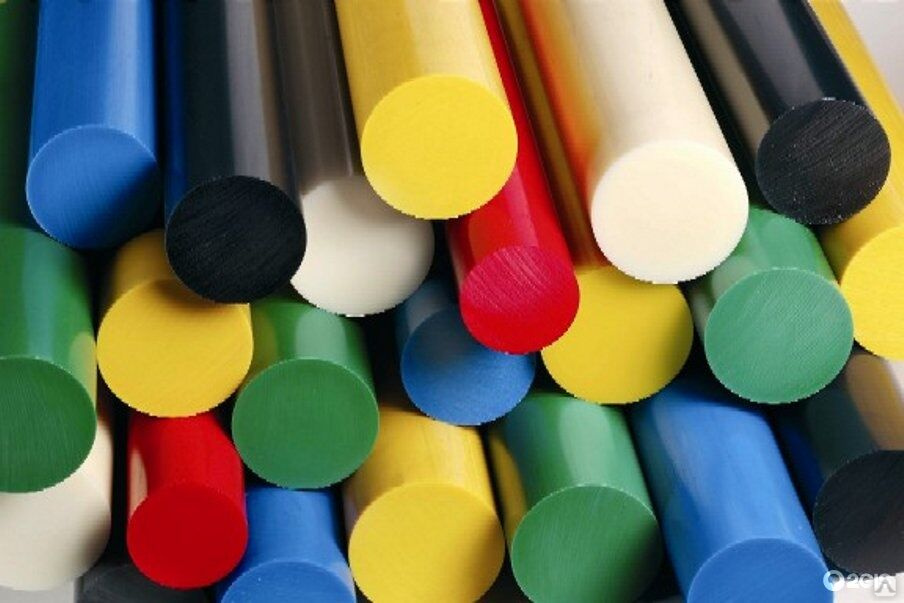 Нейлон 6 представлен химической формулой (C6h21NO)n. Этот полимер был изобретен в 1939 году немецким химиком Паулем Шлаком. Нейлон 6 стал незаменимым в современной торговле волокнами почти сразу после его создания, и его использование и применение все еще изучаются и совершенствуются. Существует восемь различных типов нейлона. Основное различие между ними заключается в количестве атомов углерода в мономерах диамина и двухосновной кислоты, из которых они образованы. Этот материал известен как нейлон 6, потому что он состоит из 6 атомов углерода.
Нейлон 6 представлен химической формулой (C6h21NO)n. Этот полимер был изобретен в 1939 году немецким химиком Паулем Шлаком. Нейлон 6 стал незаменимым в современной торговле волокнами почти сразу после его создания, и его использование и применение все еще изучаются и совершенствуются. Существует восемь различных типов нейлона. Основное различие между ними заключается в количестве атомов углерода в мономерах диамина и двухосновной кислоты, из которых они образованы. Этот материал известен как нейлон 6, потому что он состоит из 6 атомов углерода.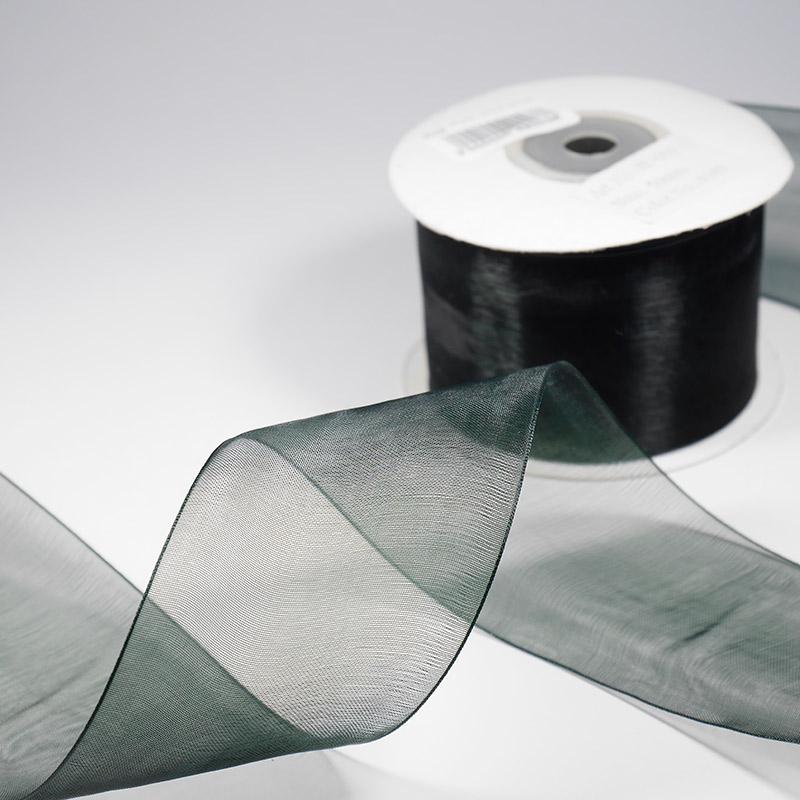 Температура стеклования нейлона 6 составляет 48 градусов по Цельсию (118 градусов по Фаренгейту), а температура плавления составляет 214 градусов по Цельсию (417 градусов по Фаренгейту). Более того, он может поглощать до 2,4% воды, хотя это снижает его прочность на разрыв. Нити Nylon 6 гладкие и безликие, похожие на стеклянные стержни. Нейлон 6 становится растворимым в любом плотном феноле или кислоте и может быть окрашен кубовыми красителями, прямыми красителями или кислотными красителями. Благодаря своим свойствам этот материал может быть использован в качестве технического питательного вещества. Степень полимеризации нейлона 6, количество мономеров в молекуле полимера, составляет 100-250 единиц. Структурно-химическая формула и молекулярная модель нейлона 6 показаны на изображении ниже:
Температура стеклования нейлона 6 составляет 48 градусов по Цельсию (118 градусов по Фаренгейту), а температура плавления составляет 214 градусов по Цельсию (417 градусов по Фаренгейту). Более того, он может поглощать до 2,4% воды, хотя это снижает его прочность на разрыв. Нити Nylon 6 гладкие и безликие, похожие на стеклянные стержни. Нейлон 6 становится растворимым в любом плотном феноле или кислоте и может быть окрашен кубовыми красителями, прямыми красителями или кислотными красителями. Благодаря своим свойствам этот материал может быть использован в качестве технического питательного вещества. Степень полимеризации нейлона 6, количество мономеров в молекуле полимера, составляет 100-250 единиц. Структурно-химическая формула и молекулярная модель нейлона 6 показаны на изображении ниже: Нейлон 6 в основном производится путем нагревания капролактама до 250°C и добавления около 4% воды. Карбонильная группа присутствует в капролактаме, и когда присутствуют молекулы воды, кислород этой карбонильной группы поглощает протон из молекулы воды. Отсюда атом кислорода имеет положительный электрический заряд. Поскольку это нежелательно, молекула перестраивается и оставляет положительный заряд на карбонильном атоме углерода. Нуклеофил, в данном случае ОН–, может затем атаковать этот атом углерода и, как следствие, кольцо молекулы капролактама размыкается. Этот открытый сегмент может заставить открыться другое кольцо, что приведет к полимеризации с раскрытием кольца. Амидная связь внутри каждой молекулы капролактама разрывается во время полимеризации. Активные группы с обеих сторон образуют две новые связи по мере того, как мономер становится частью основной цепи полимера.
Нейлон 6 в основном производится путем нагревания капролактама до 250°C и добавления около 4% воды. Карбонильная группа присутствует в капролактаме, и когда присутствуют молекулы воды, кислород этой карбонильной группы поглощает протон из молекулы воды. Отсюда атом кислорода имеет положительный электрический заряд. Поскольку это нежелательно, молекула перестраивается и оставляет положительный заряд на карбонильном атоме углерода. Нуклеофил, в данном случае ОН–, может затем атаковать этот атом углерода и, как следствие, кольцо молекулы капролактама размыкается. Этот открытый сегмент может заставить открыться другое кольцо, что приведет к полимеризации с раскрытием кольца. Амидная связь внутри каждой молекулы капролактама разрывается во время полимеризации. Активные группы с обеих сторон образуют две новые связи по мере того, как мономер становится частью основной цепи полимера.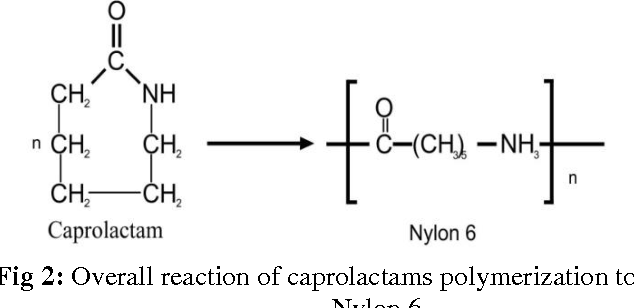 Этот материал находит свое применение везде, где конечный продукт должен иметь высокий уровень смазывающей способности, прочности и износоустойчивости. Нейлон 6 имеет широкий спектр применения, например:
Этот материал находит свое применение везде, где конечный продукт должен иметь высокий уровень смазывающей способности, прочности и износоустойчивости. Нейлон 6 имеет широкий спектр применения, например: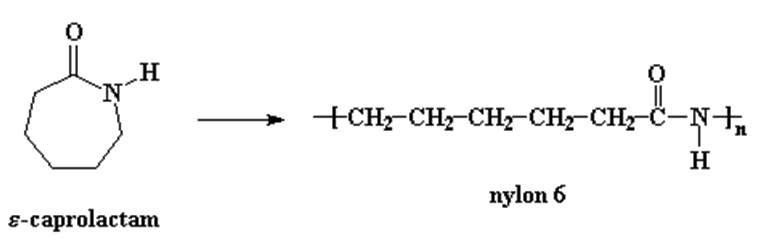 Высокое сродство нейлона 6 к некоторым красителям обеспечивает большее разнообразие окрашивания с возможностью получения более ярких и глубоких рисунков.
Высокое сродство нейлона 6 к некоторым красителям обеспечивает большее разнообразие окрашивания с возможностью получения более ярких и глубоких рисунков.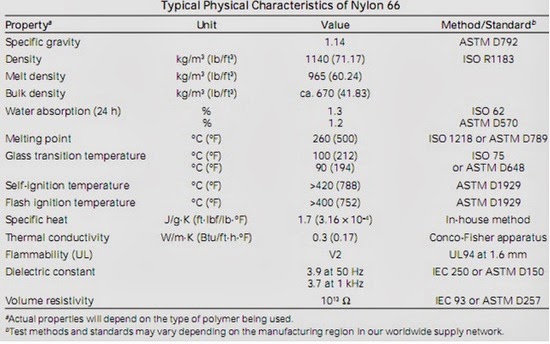 Однако нейлон 6 может быть вредным при случайном вдыхании, поскольку частицы биостойки и, вероятно, останутся в легких в течение длительного периода времени, вызывая раздражение дыхательных путей. Более того, этот полимер может вызвать раздражение кожи при впитывании через кожу. Если расплавленный материал попал на кожу, человек не должен пытаться удалить его, так как это может привести к серьезному повреждению тканей. Случайное несварение нейлона 6 также может вызвать проблемы со здоровьем, например, желудочно-кишечные расстройства.
Однако нейлон 6 может быть вредным при случайном вдыхании, поскольку частицы биостойки и, вероятно, останутся в легких в течение длительного периода времени, вызывая раздражение дыхательных путей. Более того, этот полимер может вызвать раздражение кожи при впитывании через кожу. Если расплавленный материал попал на кожу, человек не должен пытаться удалить его, так как это может привести к серьезному повреждению тканей. Случайное несварение нейлона 6 также может вызвать проблемы со здоровьем, например, желудочно-кишечные расстройства. Например, под воздействием нагрузки изделие, отформованное из смеси нейлона и стекла, сломается быстрее и легче, чем изделие, отформованное только из нейлона. Более того, поскольку УФ-излучение может быть вредным для нейлона, перед литьем под давлением в материал часто добавляют УФ-стабилизатор, чтобы уменьшить возможную деградацию изделия со временем.
Например, под воздействием нагрузки изделие, отформованное из смеси нейлона и стекла, сломается быстрее и легче, чем изделие, отформованное только из нейлона. Более того, поскольку УФ-излучение может быть вредным для нейлона, перед литьем под давлением в материал часто добавляют УФ-стабилизатор, чтобы уменьшить возможную деградацию изделия со временем.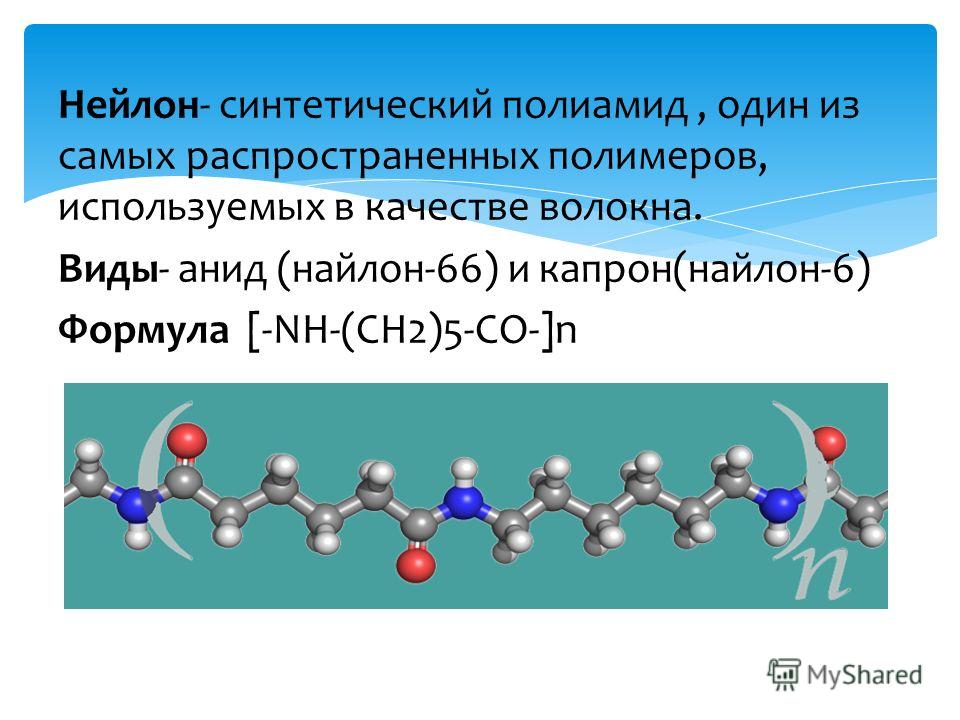 Из-за более низкого влагопоглощения полимер менее пластичен, чем нейлон 6 и другие нейлоны. Плотность этого материала составляет 1,06 – 1,07 г/см³, а температура плавления – 218 градусов С.
Из-за более низкого влагопоглощения полимер менее пластичен, чем нейлон 6 и другие нейлоны. Плотность этого материала составляет 1,06 – 1,07 г/см³, а температура плавления – 218 градусов С.
 Нейлон 6/12 обладает хорошими электроизоляционными свойствами и менее чувствителен к растрескиванию под напряжением, чем другие полиамиды. Помимо этого, некоторые другие важные преимущества этого полиамида включают термостойкость, химическую стойкость и смазывающую способность.
Нейлон 6/12 обладает хорошими электроизоляционными свойствами и менее чувствителен к растрескиванию под напряжением, чем другие полиамиды. Помимо этого, некоторые другие важные преимущества этого полиамида включают термостойкость, химическую стойкость и смазывающую способность. Поскольку он обычно используется в качестве наполнителя и замутнителя в косметике, Экспертная группа по обзору косметических ингредиентов должна была проверить возможную токсичность полимера. Изучив соответствующие данные о животных и людях, комиссия заявила, что нейлон 6/12 вряд ли проникнет через кожу и поэтому считается нетоксичным. Вдыхаемые капли/частицы, оседающие в носоглотке и грудной полости дыхательной системы, могут иметь вредные последствия в зависимости от их химических и других свойств. Однако текущие данные показывают, что непреднамеренное вдыхание не приведет к серьезным местным респираторным или системным проблемам, за исключением, возможно, раздражения, учитывая минимальное фактическое воздействие в зоне дыхания и количества, в которых используются химические вещества. Кроме того, случайное несварение нейлона 6/12 может привести к воспалению и другим проблемам со здоровьем. При попадании в глаза или на кожу нейлоновые волокна могут раздражать кожу и вызывать дискомфорт в глазах.
Поскольку он обычно используется в качестве наполнителя и замутнителя в косметике, Экспертная группа по обзору косметических ингредиентов должна была проверить возможную токсичность полимера. Изучив соответствующие данные о животных и людях, комиссия заявила, что нейлон 6/12 вряд ли проникнет через кожу и поэтому считается нетоксичным. Вдыхаемые капли/частицы, оседающие в носоглотке и грудной полости дыхательной системы, могут иметь вредные последствия в зависимости от их химических и других свойств. Однако текущие данные показывают, что непреднамеренное вдыхание не приведет к серьезным местным респираторным или системным проблемам, за исключением, возможно, раздражения, учитывая минимальное фактическое воздействие в зоне дыхания и количества, в которых используются химические вещества. Кроме того, случайное несварение нейлона 6/12 может привести к воспалению и другим проблемам со здоровьем. При попадании в глаза или на кожу нейлоновые волокна могут раздражать кожу и вызывать дискомфорт в глазах. Помимо вызванного частицами механического раздражения кожи и глаз, никаких серьезных последствий для здоровья не отмечается.
Помимо вызванного частицами механического раздражения кожи и глаз, никаких серьезных последствий для здоровья не отмечается. Из-за этого нейлон 6/12 является хорошим материалом для литья под давлением в различные пластиковые изделия, а затем, в конечном итоге, для переработки. Нейлон 6/12 может быть наполнен стеклом, минералами, модификаторами ударопрочности, антипиренами, УФ-стабилизаторами и другими модификаторами для улучшения некоторых его свойств. Например, литье под давлением стеклонаполненного нейлона повышает прочность на растяжение и делает разработанный материал менее гибким и более жестким за счет добавления стекловолокна к полиамидному пластику. Другие распространенные добавки могут использоваться с нейлоном для создания закаленных, проводящих и жаропрочных полиамидных пластиков с повышенной прочностью, долговечностью и гибкостью.
Из-за этого нейлон 6/12 является хорошим материалом для литья под давлением в различные пластиковые изделия, а затем, в конечном итоге, для переработки. Нейлон 6/12 может быть наполнен стеклом, минералами, модификаторами ударопрочности, антипиренами, УФ-стабилизаторами и другими модификаторами для улучшения некоторых его свойств. Например, литье под давлением стеклонаполненного нейлона повышает прочность на растяжение и делает разработанный материал менее гибким и более жестким за счет добавления стекловолокна к полиамидному пластику. Другие распространенные добавки могут использоваться с нейлоном для создания закаленных, проводящих и жаропрочных полиамидных пластиков с повышенной прочностью, долговечностью и гибкостью. Кроме того, они одновременно жесткие, износостойкие и обладают отличными электроизоляционными свойствами. Поскольку нейлон 6/12 лучше предотвращает впитывание влаги, при изготовлении водонепроницаемых изделий следует использовать этот материал из двух.
Кроме того, они одновременно жесткие, износостойкие и обладают отличными электроизоляционными свойствами. Поскольку нейлон 6/12 лучше предотвращает впитывание влаги, при изготовлении водонепроницаемых изделий следует использовать этот материал из двух.
 , LTD
, LTD

 При условии достаточного количества товара в момент заказа.
При условии достаточного количества товара в момент заказа.
 см
см см
см см
см 32
32 30
30 00
00 30
30


 Используется на станках производства Станковита, MAGGI, VITAP, GRIGGIO, WoodTec, FELDER и многих других, на моделях Волгарь (СП-21), Boring Sistem, WoodTec-21, Alfa-21, GF-21, FD-21 и многих других.
Используется на станках производства Станковита, MAGGI, VITAP, GRIGGIO, WoodTec, FELDER и многих других, на моделях Волгарь (СП-21), Boring Sistem, WoodTec-21, Alfa-21, GF-21, FD-21 и многих других. Используется на станках производства MAGGI, VITAP, GRIGGIO, WoodTec, FELDER и многих других, на моделях Boring Sistem, WoodTec-21, Alfa-21, GF-21, FD-21 и многих других.
Используется на станках производства MAGGI, VITAP, GRIGGIO, WoodTec, FELDER и многих других, на моделях Boring Sistem, WoodTec-21, Alfa-21, GF-21, FD-21 и многих других. Используется на станках производства MAGGI, VITAP, GRIGGIO, WoodTec, FELDER и многих других, на моделях Boring Sistem, WoodTec-21, Alfa-21, GF-21, FD-21 и многих других.
Используется на станках производства MAGGI, VITAP, GRIGGIO, WoodTec, FELDER и многих других, на моделях Boring Sistem, WoodTec-21, Alfa-21, GF-21, FD-21 и многих других. 38х24.4
38х24.4

 Если эта цена не будет достигнута в ходе данного аукциона, то победа на этом аукционе будет присуждаться условно.
Если эта цена не будет достигнута в ходе данного аукциона, то победа на этом аукционе будет присуждаться условно.  До этого момента ценовое предложение клиента считается обязательным к исполнению.
До этого момента ценовое предложение клиента считается обязательным к исполнению.
 Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Арабская РеспубликаТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТурцияТуркменистанОстрова Теркс и КайкосТувалуСША Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Арабская РеспубликаТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТурцияТуркменистанОстрова Теркс и КайкосТувалуСША Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве Оснащенный 21 шпинделем, это универсальный станок для сверления панели и массива дерева со стальной столешницей.
Оснащенный 21 шпинделем, это универсальный станок для сверления панели и массива дерева со стальной столешницей.
 Хотя у Волтеры чуть быстрее, так как температура у нее больше на 5°(70) против 65° у Ezidri. Еще плюс пол балла российскому производителю.
Хотя у Волтеры чуть быстрее, так как температура у нее больше на 5°(70) против 65° у Ezidri. Еще плюс пол балла российскому производителю. А если учесть объем загружаемых фруктов, электронное управление, таймер, то эти и другие параметры делают Волтера 1000 лучшим инструментом для правильного питания. В нашем сравнении именно этот аппарат набрал 5,5 баллов против 2 баллов.
А если учесть объем загружаемых фруктов, электронное управление, таймер, то эти и другие параметры делают Волтера 1000 лучшим инструментом для правильного питания. В нашем сравнении именно этот аппарат набрал 5,5 баллов против 2 баллов. 
 5
5 5
5 45 кВт
45 кВт Захисний екран / Shield 220993 (EX-Trafire 100SD, Powermax 105) Екран плазмового різака змінюється, залежно від товщини деталі, що розрізається, тобто при зміні сили струму, а також в режимі стружки та при розкрої тонколистового металу (Fine cut). Сопла Hypertherm Powermax призначені для встановлення на фронтальній частині головки різака, служать для формування потоку плазми і надання йому оптимальної форми. Сопло для плазмової різки 220990 (EX-Trafire 100SD, Powermax 105) Сопла Hypertherm Powermax призначені для встановлення на фронтальній частині головки різака, служать для формування потоку плазми і надання йому оптимальної форми. Конструкція електрода передбачає дві частини – безпосередньо електрод і тримач із пружиною, який вставляється у завихрювач 220994. Ці деталі є унікальною розробкою Thermacut та використовуються лише у парі. Електрод T-11883 (220842) (EX-Trafire 100SD, Powermax 105) Конструкція електрода передбачає дві частини – безпосередньо електрод і тримач із пружиною, який вставляється у завихрювач 220994.
Захисний екран / Shield 220993 (EX-Trafire 100SD, Powermax 105) Екран плазмового різака змінюється, залежно від товщини деталі, що розрізається, тобто при зміні сили струму, а також в режимі стружки та при розкрої тонколистового металу (Fine cut). Сопла Hypertherm Powermax призначені для встановлення на фронтальній частині головки різака, служать для формування потоку плазми і надання йому оптимальної форми. Сопло для плазмової різки 220990 (EX-Trafire 100SD, Powermax 105) Сопла Hypertherm Powermax призначені для встановлення на фронтальній частині головки різака, служать для формування потоку плазми і надання йому оптимальної форми. Конструкція електрода передбачає дві частини – безпосередньо електрод і тримач із пружиною, який вставляється у завихрювач 220994. Ці деталі є унікальною розробкою Thermacut та використовуються лише у парі. Електрод T-11883 (220842) (EX-Trafire 100SD, Powermax 105) Конструкція електрода передбачає дві частини – безпосередньо електрод і тримач із пружиною, який вставляється у завихрювач 220994. Ці деталі є унікальною розробкою Thermacut та використовуються лише у парі. Головка є ключовою деталлю плазмового різака. Забезпечує встановлення інших частин плазмотрону, у тому числі сопла, електрода тощо. Головка 228716 (корпус різака) Hypertherm Powermax 105 Головка є ключовою деталлю плазмового різака. Забезпечує встановлення інших частин плазмотрону, у тому числі сопла, електрода тощо.
Ці деталі є унікальною розробкою Thermacut та використовуються лише у парі. Головка є ключовою деталлю плазмового різака. Забезпечує встановлення інших частин плазмотрону, у тому числі сопла, електрода тощо. Головка 228716 (корпус різака) Hypertherm Powermax 105 Головка є ключовою деталлю плазмового різака. Забезпечує встановлення інших частин плазмотрону, у тому числі сопла, електрода тощо.
 ezMzLqHz2l41vAsgGBrfOET7hGau5kAczeuVvv-atg4″ data-advtracking-product-id=»1201583544″ data-tg-chain=»{"view_type": "preview"}»>
ezMzLqHz2l41vAsgGBrfOET7hGau5kAczeuVvv-atg4″ data-advtracking-product-id=»1201583544″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjIwODM4MjIzMywiY2F0ZWdvcnlJZCI6MTQ0MDA2LCJjb21wYW55SWQiOjIxNzEzOCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NzQzMzQ3OTIuNDY3MjIwNSwicGFnZUlkIjoiMGQ2NTc3ODAtOTE1OS00MmE4LTllM2EtYjYyODQ3MDk5ZTgyIiwicG93IjoidjIifQ.7mqvG3v4-ASO369zIyAApq1OUs7MwK9-FbnIGh4Aowk» data-advtracking-product-id=»208382233″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjIwODM4MjIzMywiY2F0ZWdvcnlJZCI6MTQ0MDA2LCJjb21wYW55SWQiOjIxNzEzOCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NzQzMzQ3OTIuNDY3MjIwNSwicGFnZUlkIjoiMGQ2NTc3ODAtOTE1OS00MmE4LTllM2EtYjYyODQ3MDk5ZTgyIiwicG93IjoidjIifQ.7mqvG3v4-ASO369zIyAApq1OUs7MwK9-FbnIGh4Aowk» data-advtracking-product-id=»208382233″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjE2NTQ1OTM2NDUsImNhdGVnb3J5SWQiOjE0NDAwNiwiY29tcGFueUlkIjoyMTcxMzgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjc0MzM0NzkyLjQ2ODg1NzUsInBhZ2VJZCI6ImRjN2JlZDgxLTZiMDQtNGQ4Yy1iZTJhLTYyZmNlOTg3Nzg0NiIsInBvdyI6InYyIn0.cZ8yUZEbecA75vrUN3aW2u7jMQrD6BshcUdV9yUHSJ8″ data-advtracking-product-id=»1654593645″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjE2NTQ1OTM2NDUsImNhdGVnb3J5SWQiOjE0NDAwNiwiY29tcGFueUlkIjoyMTcxMzgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjc0MzM0NzkyLjQ2ODg1NzUsInBhZ2VJZCI6ImRjN2JlZDgxLTZiMDQtNGQ4Yy1iZTJhLTYyZmNlOTg3Nzg0NiIsInBvdyI6InYyIn0.cZ8yUZEbecA75vrUN3aW2u7jMQrD6BshcUdV9yUHSJ8″ data-advtracking-product-id=»1654593645″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjIwODM4MjIyNCwiY2F0ZWdvcnlJZCI6MTQ0MDA2LCJjb21wYW55SWQiOjIxNzEzOCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NzQzMzQ3OTIuNDcwMTkwNSwicGFnZUlkIjoiZDY3MGY3M2ItM2NiYy00NzBlLTg2YjctNWY5NzU4ZWE1ZmI1IiwicG93IjoidjIifQ.228wJsaFAnHmU0oAfIMW0xuLVDtmODQN4q6-9Cs7sxc» data-advtracking-product-id=»208382224″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjIwODM4MjIyNCwiY2F0ZWdvcnlJZCI6MTQ0MDA2LCJjb21wYW55SWQiOjIxNzEzOCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NzQzMzQ3OTIuNDcwMTkwNSwicGFnZUlkIjoiZDY3MGY3M2ItM2NiYy00NzBlLTg2YjctNWY5NzU4ZWE1ZmI1IiwicG93IjoidjIifQ.228wJsaFAnHmU0oAfIMW0xuLVDtmODQN4q6-9Cs7sxc» data-advtracking-product-id=»208382224″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjIwODM4MjIyNiwiY2F0ZWdvcnlJZCI6MTQyNzEzLCJjb21wYW55SWQiOjIxNzEzOCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NzQzMzQ3OTIuNDcxMzI1NCwicGFnZUlkIjoiYjcyODEwNWQtOGY1Yy00NjdhLWFjZmEtYzJlODM5NDA2NDZiIiwicG93IjoidjIifQ.w90ZpF_3iCekACRaWegVxf5lzGXy2VWQcE8YFt1-RB8″ data-advtracking-product-id=»208382226″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjIwODM4MjIyNiwiY2F0ZWdvcnlJZCI6MTQyNzEzLCJjb21wYW55SWQiOjIxNzEzOCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NzQzMzQ3OTIuNDcxMzI1NCwicGFnZUlkIjoiYjcyODEwNWQtOGY1Yy00NjdhLWFjZmEtYzJlODM5NDA2NDZiIiwicG93IjoidjIifQ.w90ZpF_3iCekACRaWegVxf5lzGXy2VWQcE8YFt1-RB8″ data-advtracking-product-id=»208382226″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjIwODM4MjIyNywiY2F0ZWdvcnlJZCI6MTQ0MDA2LCJjb21wYW55SWQiOjIxNzEzOCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NzQzMzQ3OTIuNDcyNDg0NCwicGFnZUlkIjoiZmU1MWMzNmMtMDEyMC00YzE0LWEwMTItOWY1ZmM2MWVjMDMwIiwicG93IjoidjIifQ.XflNpcfCdlm4EGdqwjInbXPLRSrQ4tWvO2UyeMgNFTs» data-advtracking-product-id=»208382227″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjIwODM4MjIyNywiY2F0ZWdvcnlJZCI6MTQ0MDA2LCJjb21wYW55SWQiOjIxNzEzOCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NzQzMzQ3OTIuNDcyNDg0NCwicGFnZUlkIjoiZmU1MWMzNmMtMDEyMC00YzE0LWEwMTItOWY1ZmM2MWVjMDMwIiwicG93IjoidjIifQ.XflNpcfCdlm4EGdqwjInbXPLRSrQ4tWvO2UyeMgNFTs» data-advtracking-product-id=»208382227″ data-tg-chain=»{"view_type": "preview"}»> Производится на основе от-
Производится на основе от- ru
ru Производитель: FUCHS
Производитель: FUCHS Производитель: FUCHS
Производитель: FUCHS
 Это смазочные материалы, используемые для промышленного оборудования. Промышленные смазочные материалы предотвращают повышенное трение при работе компонентов, защищают подшипники от коррозии и обеспечивают устойчивость к высоким температурам.
Это смазочные материалы, используемые для промышленного оборудования. Промышленные смазочные материалы предотвращают повышенное трение при работе компонентов, защищают подшипники от коррозии и обеспечивают устойчивость к высоким температурам.

 org/Offer»>
org/Offer»> 3-5
3-5
 08.2012)
08.2012) 08.2012)
08.2012) 08.2012)
08.2012) 08.2012)
08.2012) 08.2012)
08.2012) 00
00


 Основная ванная в оконном углу; оптимально по просмотрам. Большой чердак в качестве дополнительной комнаты с мансардными окнами на балконе Velux. Просторная открытая планировка. и вторые этажи.
Основная ванная в оконном углу; оптимально по просмотрам. Большой чердак в качестве дополнительной комнаты с мансардными окнами на балконе Velux. Просторная открытая планировка. и вторые этажи.




 Пожалуйста, позвоните, чтобы подтвердить, если вы собираетесь строить более одного раза. Лицензии плана не подлежат передаче и не могут быть перепроданы.
Пожалуйста, позвоните, чтобы подтвердить, если вы собираетесь строить более одного раза. Лицензии плана не подлежат передаче и не могут быть перепроданы. 12.2020 Предварительная заявка на дом
9.12.2020 Палата представителей передана в комитет Образование и общественные работы
12.01.2021 Дом представлен и прочитан впервые (Журнал Дома, страница 33)
12.01.2021 Палата представителей передана в Комитет по образованию и общественным работам
(Домашний журнал, стр. 33)
14.01.2021 Имя члена(ов) Палаты представителей добавлено в качестве спонсора: Henegan,
Дж. Л. Джонсон
22.04.2021 Имя члена(ов) палаты представителей добавлено в качестве спонсора: Henderson-Myers
Отчет комитета палаты представителей от 22.04.2021: положительный Образование и общественные работы
(Домашний журнал, стр. 25)
28.04.2021 Имя члена(ов) Палаты представителей добавлено в качестве спонсора: Гован, Кинг,
Джиллиард, Мюррей, Макдэниел
28.04.2021 Дебаты в Палате представителей отложены (Журнал Палаты представителей, стр.
12.2020 Предварительная заявка на дом
9.12.2020 Палата представителей передана в комитет Образование и общественные работы
12.01.2021 Дом представлен и прочитан впервые (Журнал Дома, страница 33)
12.01.2021 Палата представителей передана в Комитет по образованию и общественным работам
(Домашний журнал, стр. 33)
14.01.2021 Имя члена(ов) Палаты представителей добавлено в качестве спонсора: Henegan,
Дж. Л. Джонсон
22.04.2021 Имя члена(ов) палаты представителей добавлено в качестве спонсора: Henderson-Myers
Отчет комитета палаты представителей от 22.04.2021: положительный Образование и общественные работы
(Домашний журнал, стр. 25)
28.04.2021 Имя члена(ов) Палаты представителей добавлено в качестве спонсора: Гован, Кинг,
Джиллиард, Мюррей, Макдэниел
28.04.2021 Дебаты в Палате представителей отложены (Журнал Палаты представителей, стр. 36)
29.04.2021 Имя члена(ов) Палаты представителей добавлено в качестве спонсора: Garvin
29.04.2021 House Read второй раз (House Journal-страница 20)
29.04.2021 Перекличка в Доме Yeas-108 Nays-0 (Журнал Дома, страница 20)
4/29/ Палата представителей 2021 г. Единогласное согласие на третье чтение следующего законодательного
день (Домашний журнал, стр. 22)
30 апреля 2021 г. Палата представителей прочитана в третий раз и отправлена в Сенат (Журнал Палаты представителей, страница 2)
04.05.2021 Сенат Представлен и прочитан впервые (Журнал Сената, стр. 5)
04.05.2021 Сенат передан в комитет по образованию
(Журнал Сената, стр. 5)
20.04.2022 Отчет сенатского комитета: положительно с поправкой Образование
(Журнал Сената, стр. 12)
03.05.2022 Принята поправка Сенатского комитета (Журнал Сената, стр. 22)
03.05.2022 Сенат прочитан во второй раз (Журнал Сената, стр.
36)
29.04.2021 Имя члена(ов) Палаты представителей добавлено в качестве спонсора: Garvin
29.04.2021 House Read второй раз (House Journal-страница 20)
29.04.2021 Перекличка в Доме Yeas-108 Nays-0 (Журнал Дома, страница 20)
4/29/ Палата представителей 2021 г. Единогласное согласие на третье чтение следующего законодательного
день (Домашний журнал, стр. 22)
30 апреля 2021 г. Палата представителей прочитана в третий раз и отправлена в Сенат (Журнал Палаты представителей, страница 2)
04.05.2021 Сенат Представлен и прочитан впервые (Журнал Сената, стр. 5)
04.05.2021 Сенат передан в комитет по образованию
(Журнал Сената, стр. 5)
20.04.2022 Отчет сенатского комитета: положительно с поправкой Образование
(Журнал Сената, стр. 12)
03.05.2022 Принята поправка Сенатского комитета (Журнал Сената, стр. 22)
03.05.2022 Сенат прочитан во второй раз (Журнал Сената, стр. 22)
03.05.2022 Перекличка в Сенат Да-40 Нет-0 (Журнал Сената, стр. 22)
04.05.2022 Сенат зачитал в третий раз и вернулся в Палату представителей с поправками
(Журнал Сената, стр. 26)
10.05.2022 Палата представителей согласилась с поправкой Сената и зачислена
(Домашний журнал, стр. 604)
10.05.2022 Перекличка в доме Yeas-109Найс-0 (Домашний журнал, стр. 605)
12.05.2022 Ратифицированный R 196 (Журнал Сената, стр. 216)
16.05.2022 Подписано Губернатором
31.05.2022 Дата вступления в силу 16.05.22
31.05.2022 Закон № 182
22)
03.05.2022 Перекличка в Сенат Да-40 Нет-0 (Журнал Сената, стр. 22)
04.05.2022 Сенат зачитал в третий раз и вернулся в Палату представителей с поправками
(Журнал Сената, стр. 26)
10.05.2022 Палата представителей согласилась с поправкой Сената и зачислена
(Домашний журнал, стр. 604)
10.05.2022 Перекличка в доме Yeas-109Найс-0 (Домашний журнал, стр. 605)
12.05.2022 Ратифицированный R 196 (Журнал Сената, стр. 216)
16.05.2022 Подписано Губернатором
31.05.2022 Дата вступления в силу 16.05.22
31.05.2022 Закон № 182
 СЧЕТА ЗА ОБЕД ИЛИ ЗАВТРАК ДЛЯ СТУДЕНТОВ, ПРЕДОСТАВИТЬ НЕОБХОДИМЫЕ ОПРЕДЕЛЕНИЯ И ПРИМЕНИТЬ ПОЛОЖЕНИЯ НАСТОЯЩЕГО ЗАКОНА К ЗАДОЛЖЕННОСТИ ПО СЧЕТАМ ЗА ОБЕД И ЗАВТРАК ДЛЯ СТУДЕНТОВ, НЕ РАБОТАЮЩИМ НА ДАТУ ДЕЙСТВИЯ НАСТОЯЩЕГО ЗАКОНА И ВОЗНИКШИМ ПОСЛЕ ДАТЫ ДЕЙСТВИЯ НАСТОЯЩЕГО ЗАКОНА.
СЧЕТА ЗА ОБЕД ИЛИ ЗАВТРАК ДЛЯ СТУДЕНТОВ, ПРЕДОСТАВИТЬ НЕОБХОДИМЫЕ ОПРЕДЕЛЕНИЯ И ПРИМЕНИТЬ ПОЛОЖЕНИЯ НАСТОЯЩЕГО ЗАКОНА К ЗАДОЛЖЕННОСТИ ПО СЧЕТАМ ЗА ОБЕД И ЗАВТРАК ДЛЯ СТУДЕНТОВ, НЕ РАБОТАЮЩИМ НА ДАТУ ДЕЙСТВИЯ НАСТОЯЩЕГО ЗАКОНА И ВОЗНИКШИМ ПОСЛЕ ДАТЫ ДЕЙСТВИЯ НАСТОЯЩЕГО ЗАКОНА. 
 *
*
 Желательно проделать это несколько раз (трех двухчасовых циклов будет достаточно) для точного определения полной емкости аккумулятора.
Желательно проделать это несколько раз (трех двухчасовых циклов будет достаточно) для точного определения полной емкости аккумулятора. Благодаря увеличенному на 50 процентов времени работы по сравнению со стандартной литий-ионной батареей емкостью 4,0 А·ч 12 В, этот аккумулятор увеличенной емкости на 12 В макс. разработан для повышения эффективности. Аккумулятор на 100 % совместим со всеми литий-ионными электроинструментами Bosch 12 В Max. Обеспечивает работу в холодную погоду до -4 °F.
Благодаря увеличенному на 50 процентов времени работы по сравнению со стандартной литий-ионной батареей емкостью 4,0 А·ч 12 В, этот аккумулятор увеличенной емкости на 12 В макс. разработан для повышения эффективности. Аккумулятор на 100 % совместим со всеми литий-ионными электроинструментами Bosch 12 В Max. Обеспечивает работу в холодную погоду до -4 °F. 4,0 А·ч при том же весе
4,0 А·ч при том же весе 0003
0003 0003
0003
 CORE18V Lithium-Ion 8.0 Ah PROFACTOR Performance Battery, (1) BC1880 18V Lithium-Ion Battery Charger
CORE18V Lithium-Ion 8.0 Ah PROFACTOR Performance Battery, (1) BC1880 18V Lithium-Ion Battery Charger 0 Эксклюзивная батарея (1) GAL18V-160C 18V. AMP аккумулятор Turbo Charger
0 Эксклюзивная батарея (1) GAL18V-160C 18V. AMP аккумулятор Turbo Charger
 partNumber }} |
partNumber }} | warehouseCity}} {{deliveryTime.warehousePhoneNumber}}
warehouseCity}} {{deliveryTime.warehousePhoneNumber}} Пожалуйста, введите 5-значный почтовый индекс США.
Пожалуйста, введите 5-значный почтовый индекс США. Как самый компактный и легкий аккумулятор для электроинструментов в своем классе, Bosch BAT414 является идеальным дополнением к линейке компактных инструментов Bosch на 12 В.
Как самый компактный и легкий аккумулятор для электроинструментов в своем классе, Bosch BAT414 является идеальным дополнением к линейке компактных инструментов Bosch на 12 В.
 измерения
измерения е.
е. е.
е.

 тока, 35 А при 250 В перем. тока, размер предохранителя 20 мм L x 5 мм диам., 5 шт. — 1CD12|GDC-250MA
тока, 35 А при 250 В перем. тока, размер предохранителя 20 мм L x 5 мм диам., 5 шт. — 1CD12|GDC-250MA


 , 60 Гц.
, 60 Гц.