Цикл сверления G81 используется для простых операций сверления / точечного сверления.
Элементы управления фрезерными станками с ЧПУ, такие как Fanuc, Haas и т. д., имеют множество стандартных постоянных циклов, встроенных в систему управления с ЧПУ, эти постоянные циклы облегчают жизнь программиста / установщика / оператора станка с ЧПУ, поскольку постоянные циклы легко программировать и отлаживать.
Синтаксис
G81 X... Y... Z... R... K... F...
Параметр
Описание
X
Положение отверстия по оси X.
Y
Положение отверстия по оси Y.
Z
Глубина, инструмент будет перемещаться с подачей на глубину Z, начиная с плоскости R.
R
Положение плоскости R.
K
Количество повторений цикла (при необходимости)
F
Скорость подачи.
После определения цикла сверления G81 постоянный цикл повторяется в каждой позиции XY в последовательных кадрах. Таким образом, он должен быть отменен с помощью G80.
В приведенном выше примере сверление начнется с цикла сверления G81 в X10 Y30, поэтому первое сверление будет в X10 Y30, затем второе в Y10, третье в X30, четвертое в Y30, пятое в X90 и последнее в Y10, потому что следующий блок имеет код G80, поэтому цикл сверления больше не будет повторяться.
Работающий
Здесь кратко описано, как работает цикл сверления G81,
1- Ускоренный переход к заданному положению оси x, y (положение сверления). 2- Ускоренный переход в положение плоскости R. 3- Сверление с заданной подачей из положения R-плоскости в положение Z-глубины. 4- Ускоренный переход на начальный уровень или R-плоскость зависит от режимов G98, G99.
Рабочий цикл сверления G81
G98 G99 Режимы
После завершения глубины сверления возврат осуществляется с помощью быстрой подачи, высоту возврата можно регулировать с помощью G98 или G99.
G98 Drill вернется на начальный уровень G99 Drill вернется в R-плоскость.
G98, G99 можно использовать несколько раз во время цикла сверления.
С помощью цикла сверления G81 операцию сверления можно повторять несколько раз. Сверление повторяется K раз, если этот параметр задан с циклом сверления G81.
Повторное сверление обычно используется в инкрементальном режиме G91, и хорошим примером повторного сверления является сверление по решетчатой пластине. ниже приведен пример повторного сверления.
Сверление двухступенчатого блока с циклом сверления G81
Пример программы цикла сверления G81, который показывает, как можно экономично сверлить ступенчатый блок. Программный код ЧПУ не требует пояснений, никаких сложных методов не используется.
Двухступенчатый блок для сверления G81
Пример кода программы фрезерования с ЧПУ с постоянным циклом сверления
Сверлильная сетка с циклом сверления G81 — Пример программы ЧПУ
Мастерские станков с ЧПУ имеют дело с разнообразными компонентами, конечно, машинисты с ЧПУ программируют и обрабатывают их. Но специалисты по ЧПУ также должны понимать и применять на практике новые и экономичные способы обработки детали.
Следующий пример программирования с ЧПУ может быть запрограммирован различными способами. Метод программирования, используемый в этом примере программы, использует цикл сверления G81 с режимом инкрементального программирования G91, что упрощает программирование.
Система ЧПУ Fanuc использует K с циклом сверления G81 для повторения цикла сверления. В системе ЧПУ Haas используется L для повторения цикла сверления G81.
Следующая программа с ЧПУ написана для станка с ЧПУ HAAS, но может быть легко преобразована для ЧПУ Fanuc.
Вы также можете прочитать другой пример программирования с ЧПУ, который показывает ту же технику для ЧПУ Siemens.
Программа для сверления решетчатой пластины с помощью G81
В приведенной выше программе с ЧПУ G90 Абсолютный режим программирования используется при запуске нового ряда для сверления. Хотя можно использовать программирование G91 Incremen0tal, но использование G90 делает эту программу легкой для чтения, понимания и отладки (если что-то пойдет не так).
Повторите сверление с циклом сверления G81 и программой примера G91
Вот еще один пример программирования цикла сверления G81, который иллюстрирует использование повторного сверления в режиме инкрементального программирования G91.
O10075 Номер программы (в памяти ЧПУ много программ, поэтому они различаются по номеру).
N1- Замена инструмента (M06) на инструмент № 16
N2- Инструмент быстро перемещается (G00) в первую позицию сверления X0,5 Y-0,5 с учетом нулевого смещения-№. 1 (G54)
N3- Шпиндель начинает вращаться по часовой стрелке (M03) со скоростью 1450 об / мин (S1450).
N4- Сверло проходит глубину Z1. с учетом коррекции на длину инструмента (G43 h26) включается подача СОЖ (M08).
N5- Параметры цикла сверления (G81), глубина сверления (Z) и подача резания (F) задаются, с помощью этой команды выполняется первое сверление в текущей позиции (X0,5 Y-0,5).
N6- По мере продолжения цикла сверления он работает с каждым перемещением оси, поэтому следующее сверление выполняется на X1,5
N7- Третье отверстие на Y-1.5
N8- Четвертое отверстие на X0,5
N9- Цикл сверления отменен (G80), охлаждающая жидкость отключена (M09).
N10- Принимая во внимание систему координат станка (G53), сверло переводится в положение Z0. Коррекция на длину инструмента отменяется (G49), вращение фрезы останавливается (M05).
N11- Программа обработки ЧПУ завершена.
Коды G и M
Код
Описание
Т
Инструмент № использовал.
M06
Команда смены инструмента.
G90
Абсолютное программирование
G54
Смещение нуля № 1
G00
Быстрый ход
S
Скорость вращения фрезы
M03
Вращение фрезы по часовой стрелке
G43
Компенсация длины инструмента.
M08
Охлаждающая жидкость включена.
G81
Цикл сверления Fanuc.
F
Скорость подачи.
G80
Отмена стандартного цикла.
M09
Охлаждающая жидкость отключена.
G53
Выбор системы координат станка.
G49
Отмена коррекции на длину инструмента.
M05
Остановка вращения фрезы.
M30
Конец программы обработки ЧПУ.
Пример программы для изготовления детали на токарном обрабатывающем центре с приводным инструментом.
Санкт Петербург
* для изготовления детали с использованием приводного инструмента
Пример программы для изготовления «детали» на токарном станке с наклонной станиной и приводным инструментом ТС1720Ф4 с ЧПУ FANUC 0i-TD. Материал изделия – пруток Сталь 40Х Ø27мм, для производства использованы следующие инструменты:
1. Проходной резец (T1111)
2. Центровочное сверло (T0404)
3. Сверло Ø14 в осевом приводном блоке (T0303)
4. Сверло Ø9 в осевом приводном блоке (T0909)
5. Сверло Ø6 в радиальном приводном блоке (T0606)
6. Сверло Ø2,5 в радиальном приводном блоке (T1212)
7. Резьбовой резец (T1010)
8. Отрезной резец (T0101) Рабочее время исполнения УП ≈ 15мин.
Кадры УП:
G18G21G40G54G80G97G99 шапка программы
Плоскость XZ(G18), ввод значений в миллиметрах(G21), отмена коррекции на инструмент(G40), выбор системы координат заготовки(G54), отмена постоянного цикла сверления(G80), отмена контроля постоянства скорости резания(G97), подача мм/об(G99) M3S600 запуск вращения шпинделя по часовой стрелке со скоростью 600 об/мин G30P3U0W0 выход в позицию смены инструмента
(PROTOCHKA)
T1111
G0X35Z0M8 выход в начальную точку, включение СОЖ
G1X-2F0. 2
G0Z1
X28
G71U1R1
G71P1Q2U0.5F0.2 цикл съема припуска при точении
Съем по 2мм на диаметр (U1), величина отвода 2мм на диаметр (R1), обрабатывать кадры с N1(P1) по N2(Q2) со скоростью подачи 0.2 мм/об (F0.2), припуск на чистовую обработку по оси X 0.5мм на диаметр (U0.5)
N1G0X18
G1X19Z-17F0.15
Z-58.5
N2X28
S800 смена оборотов для чистовой обработки
G4X2 выдержка времени для завершения разгона шпинделя
G70P1Q2 цикл чистовой обработки, обрабатывать кадры с N1(P1) по N2(Q2)
M9 выключение СОЖ
G30P3U0W0
(CENTROVKA TORCA)
T0404
S1200
G0X0Z5
M8
G1Z-6F0.05
Z5F0.25
M5 останов шпинделя
M9
G30P3U0W0
(SVERLENIE D9)
T0909
M13S300 запуск вращения приводного инструмента по часовой стрелке
G0X0Z10
M8
M23 включение гидравлического тормоза шпинделя
G98 подача мм/мин
G83X0Z-60R-5Q3000F20 цикл сверления торцевой поверхности
Расположение отверстия по центру шпинделя(X0), сверлить до глубины -60мм(Z-60), подвод на быстром ходу на 5мм от начально точки(R-5), сверлить за один проход 3мм(Q3000), со скоростью подачи 20мм/мин
G80
M9
M15 останов приводного инструмента
G30P3U0W0
(SVERLENIE D14)
T0303
G98
M13S250
G0X0Z5
M8
G1Z-21. 5F45
Z5F300
M15
M9
G30P3U0W0
M24 отключение гидравлического тормоза шпинделя
(REZBA)
T1010
M3S1000
M8
G99
G0X-12Z5
G76P041060Q25R0.05
G76X-15Z-15P541Q50F1 многократный цикл нарезания резьбы
4 повторения на чистовой проход, сбег резьбы 1*45, угол вершины инструмента 60 (P041060), минимальная глубина реза 0,05мм на диаметр(Q25), допуск на чистовую обработку 0,1мм на диаметр(R0.05), внутренний диаметр резьбы (для внутренней резьбы) 15мм(X-15), длина резьбы 15мм(Z-15), высота резьбы на диаметр 1,082мм(P541), глубина первого прохода 0,1мм на диаметр(Q50), шаг резьбы 1мм(F1)
M9
M5
G30P3U0W0
N1(CENTROVKA POD D2.5)
T0606
M13S700
M25 перевод шпинделя в режим оси C
G98
G28C0 вывод оси C в ноль
G0X25
M8
Z-19.5
G87Z-19. 5C0X18.2R-2F70 цикл сверления боковой поверхности
Расположение отверстия по оси Z -19.5мм(Z-19.5), ось C в нуле на первом отверстии(C0), сверлить до диаметра 18,2мм(X18.2), подвод на быстром ходу на 4мм(на диаметр) от начально точки(R-2), со скоростью подачи 70мм/мин (F70)
C30 поворот оси C на 30° после отработки цикла на одно отверстие, и далее выполнения цикла сверления
C60
C90
C120
C150
C180
C210
C240
C270
C300
C330
G80
M9
(SVERLENIE D6)
G0Z-27C0
G98
M8
G87Z-27C0X0R-2F40
C90
C180
C270
G80
G0Z-32C45
G87Z-32C45X0R-2F40
C135
C225
C315
G80
G0Z-36C0
G87Z-36C0X0R-2F40
C90
C180
C270
G80
G0Z-41C45
G87Z-41C45X0R-2F40
C135
C225
C315
G80
G0Z-45C0
G87Z-45C0X0R-2F40
C90
C180
C270
G80
G0Z-50C45
G87Z-50C45X0R-2F40
C135
C225
C315
G80
M15
M9
G30P3U0W0
(SVERLENIE D2. 5)
T1212
G98
M13S1500
G28C0
G0X25
M8
Z-19.5
G87Z-19.5C0X5R-2F40
C30
C60
C90
C120
C150
C180
C210
C240
C270
C300
C330
G80
M26 выключение режима индексации по оси C
M15
M9
G30P3U0W0
(OTREZKA)
T0101
M3S600
G99
G0X25
Z-58
M8
M17 подвод ловителя детали к шпинделю
X22
G1X6F0.05
M18 отвод ловителя детали
G0X25
M9
G0Z0.654
X-37
G30P3U0W0
M5
M30 конец программы
Готовая деталь
Для обработки таких малых деталей на данном станке целесообразно также использовать податчик прутка.
Видео обработки детали по другому чертежу на токарном обрабатывающем центре ТС1720Ф4
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Циклы сверления Peck G73 и G83
Циклы сверления G73 и G83 способны к бурению с просверливанием. Основное отличие состоит в том, что шипы G73 не возвращаются выше поверхности материала. во время каждого прохода, но вместо этого отступает от режущей поверхности, чтобы сломать стружку, а затем повторно нажимает, чтобы продолжить срез. Ниже мы рассмотрим, как можно запрограммировать оба цикла, и ситуации, в которых нам потребуется использовать каждый из них.
Мы можем иметь еще больший контроль над некоторыми машинами, используя сверление с переменным шагом. Это функция, которую мы можем использовать для определения размера каждого шага резания, который удаляет меньше материала при каждом резе, чтобы увеличить срок службы инструмента, разбить стружку и помочь подавать охлаждающую жидкость на дно отверстия. Если мы не используем охлаждающую жидкость через шпиндель, это очень полезный метод. Я также рассказываю об этом в этой статье.
G83 X Y Z R P Q F
X = Координата отверстия (дополнительно)
Y = Координата отверстия (дополнительно)
Z = Глубина отверстия Q = глубина каждого шага
F = подача
Цикл сверления с насечками G83 отводится над поверхностью компонента после каждого сверления. Высота в сложенном состоянии контролируется значением R в строке кода.
Этот метод используется, когда во время резки присутствует скопление стружки, которую необходимо очистить. С использованием СОЖ под высоким давлением, направленная на кончик инструмента, помогает смывать стружку, скопившуюся на инструменте во время работы. клещей, а также позволяет охлаждающей жидкости достигать дна отверстия, способствуя как смазке, так и охлаждению.
G73 X Y Z R Q F
X = Координата отверстия (дополнительно)
Y = Координата отверстия (дополнительно)
Z = Глубина отверстия Скорость подачи
Цикл сверления с насечкой G73 работает так же, как и G83. Основное отличие состоит в том, что каждый удар не возвращается в исходное положение. положение зазора над отверстием, вместо этого сверло втягивается на заданное расстояние внутри отверстия. Это действует как чип стружколома и часто упоминается как цикл ломки стружки. Этот цикл часто используется при сверлении длинными сверлами, которые могут быть подвержены вибрации. Сохраняя дрель внутри отверстия во время сверления время обработки сокращается, особенно при сверлении большого количества отверстий.
Значение Q в этом цикле относится к расстоянию, которое проходит сверло между каждым шагом. Расстояние отвода устанавливается в пределах параметров станка и обычно составляет 1,0 мм.
G83 X Y Z I J K R P F
X = координата отверстия (дополнительно)
Y = координата отверстия (дополнительно)
Z = глубина отверстия
I = размер первой глубины резания
J = величина уменьшения каждого глубина сверления
K = минимальная глубина сверления
R = Значение отвода
P = Задержка на последнем шаге
F = Скорость подачи
В некоторых элементах управления можно лучше контролировать цикл клевания. Используя значения I, J и K, мы можем уменьшайте количество материала, удаляемого на каждом клеве. Это используется для сверления глубоких отверстий и при сверлении твердых материалы.
Первая глубина сверления перед его втягиванием определяется буквой «I», каждая глубина сверления после этого будет уменьшаться на величину «J». Размер будет уменьшаться до тех пор, пока не будет достигнута минимальная глубина, которую мы указываем буквой «K».
Давайте посмотрим, как это выглядит в программе. Z15.0 М08; G83 X10.0 Y10.0 Z-15.0 I5.0 J1.0 K1.0 R5.0 P500 F50.0; Х40,0; Г98 Х60.0; Г99 Х40.0; Г80;
Взгляните на строку G83, где происходит все действие. Позиции X и Y сообщают машине, где находится первое отверстие относительно базы. Это не обязательно. Если эти размеры не добавляются в этой строке, система управления будет считать, что сверло уже находится в нужном положении. «Я» значение определяет количество материала, которое удалит первый шаг, в этом случае мы сверлим 5 мм перед нашим первым шагом. втягивать. Следующий удар удалит 4 мм. Мы знаем это, так как значение «J» установлено на 1 мм, поэтому оно уменьшит количество просверлены на 1 мм на каждом клюве. Как только размер шага достигнет 1,0 мм (K), количество материала перестанет уменьшаться. удаляется и будет продолжать сверление с шагом 1 мм между каждым шагом до тех пор, пока не будет заархивирована окончательная глубина отверстия. Кнопка «P» добавляет полсекунды задержки, когда сверло достигает глубины, это помогает очистить дно отверстия, если мы сверление глухого отверстия, это можно не делать, если не требуется. Значение «P» указано в миллисекундах, следовательно, P500, а не P0,5.
Следует отметить, что разные элементы управления могут обрабатывать это по-разному, и этот пример является общим обзором. Это Всегда рекомендуется читать руководство по эксплуатации станка, чтобы точно знать, как ваша система управления справляется со сверлением с переменным шагом.
G81, G73, G83: стандартные циклы сверления с глухим сверлением
Руководство по G-коду CNCCookbook
Что такое стандартные циклы?
До этого момента все движения выполнялись с помощью G00/G01 для линий и G02/03 для дуг. В этой главе мы вводим понятие «Постоянные циклы», которые допускают более сложные типы движения, направленные на упрощение программирования некоторых общих операций, таких как сверление отверстий.
Постоянные циклы часто являются модальными, как и другие движения. Например, как только мы выбираем цикл высокоскоростного сверления с насечкой с помощью G73, последующие координаты в более поздних строках указывают новые местоположения отверстий, где будет выполняться больше сверления с насечкой.
Постоянные циклы помогут вам сэкономить время на обычных операциях. Они сделают ваши программы ЧПУ короче и читабельнее. Это действительно то, для чего они нужны.
Но некоторые операции настолько уникальны для конкретных требований, что постоянный цикл не имеет смысла. Хорошим примером является бурение огнестрельным оружием.
Что такое «Цикл сверления с просверливанием»?
Термин, который вы часто слышите, это «засверливание». Это практика бурения на небольшом расстоянии (расстояние проклевки), отступления на некоторое расстояние, а затем опускания на дно, чтобы сделать еще один прокол. Думайте о движении, как о дятле.
Повторная нарезка стружки всегда отрицательно сказывается на сроке службы инструмента. Целью сверления с насечками является улучшенная эвакуация стружки. В отверстии достаточно места только для стружки, которая входит в канавки спирального сверла, и чем глубже отверстие, тем труднее удалить эту стружку из отверстия. Сверление с засверливанием способствует эвакуации стружки двумя способами.
Во-первых, даже очень короткий шаг с минимальным отводом помогает отколоть стружку, в результате чего стружка становится короче. Более короткую стружку удалить намного легче — она легче и с меньшей вероятностью спутывается, чем длинная стружка.
Во-вторых, если спиральное сверло отводится на значительное расстояние, это помогает уменьшить расстояние, на которое спираль спирального сверла должна переносить стружку.
Одна вещь, которую важно избегать при сверлении с насечками, это не позволять охлаждающей жидкости или воздуху/туману смывать стружку обратно в отверстие. По этой причине лучшие циклы сверления с просверливанием сверла не будут полностью вытягивать спиральное сверло из отверстия.
Еще одна вещь, которую следует иметь в виду, это то, что большинство производителей не рекомендуют сверла с насечкой для твердосплавных сверл. Это увеличивает тенденцию к выкрашиванию хрупкого карбида.
Есть несколько эмпирических правил о том, когда вам нужно начать использовать цикл сверления Peck, а не просто погружаться прямо вниз. Большинство производителей инструмента рекомендуют начинать, когда глубина отверстия составляет 4 диаметра. Калькулятор G-Wizard напомнит вам, если вы забудете.
Различные типы стандартных циклов сверления и их применение
Поскольку существует довольно много различных типов постоянных циклов сверления, проще всего классифицировать их в виде таблицы:
Код G
Назначение
Пек
Втянуть
Дно отверстия
Г73
Высокоскоростное сверление с центральным сверлением на небольшой глубине
Да
Рапид
Г74
Цикл нарезания резьбы левой рукой
Корм
Задержка -> Шпиндель по часовой стрелке
Г76
Цикл чистового растачивания
Рапид
Ориентированная остановка
Г81
Цикл сверления без приращения,
Глубина сверления <= 3 диаметра
Рапид
Г82
Цикл точечного сверления
Рапид
Жилье
Г83
Сверление с центральным сверлением для более глубоких отверстий
Да
Рапид
Г84
Цикл нарезания резьбы метчиком
Корм
Задержка -> шпиндель против часовой стрелки
Г85
Цикл сверления
Корм
Г86
Цикл сверления
Рапид
Останов шпинделя
Г87
Цикл обратного растачивания
Рапид
Шпиндель по часовой стрелке
Г88
Цикл сверления
Руководство
Задержка -> Остановка шпинделя
Г89
Цикл сверления
Подача
Жилье
Как видите, циклы можно разделить в зависимости от их назначения — сверление, растачивание или нарезание резьбы, являются ли они циклами сверления с просверливанием, как они втягиваются и что-либо особенное, что происходит на дне отверстия . Например, гашение помогает обеспечить гладкую поверхность дна отверстия и удаляет всю стружку со дна отверстия. Попадание стружки между вершиной сверла и дном отверстия, когда сверло опускается для следующего сверления, значительно увеличивает износ инструмента, особенно при работе с деформационно-упрочняемыми материалами, такими как нержавеющая сталь.
Попробуйте наш симулятор и редактор G-кода бесплатно
Структура базового цикла: G81
Существует множество параметров и опций, связанных с циклами сверления, поэтому давайте начнем с относительно простого один: G81. G81 не выполняет проклевывания и не имеет специальной операции на дне отверстия. Он просто опускается со скоростью подачи, а затем втягивается.
Давайте использовать этот пример блока G81:
Z1.0 (начальный Z)
x10y12 (xy для первого отверстия)
G99 G81 R0. 2 Z-0,7
x10y14 (xy для второй отверстия)
x10y16 (xy для третьей отверстия)
G80 (Cancel Consed Cycle)
313
G80 (Cancel Consed)
121 здесь. Здесь SHEMATIS HE SHEMATIS HE SHEMATIS HRESE ЗДЕСЬ. как это работает:
Следуя схеме:
– Сначала станок переходит к координатам X и Y отверстия или соответствующей паре координат, если выбрана плоскость, отличная от G17. В нашем примере это координаты X10Y12.
– Во-вторых, инструмент быстро опускается прямо в положение R, установленное словом «R» цикла. Мы вошли на Z 1,0″. R составляет 0,2 дюйма, поэтому мы быстро уменьшаем его с 1,0 дюйма до 0,2 дюйма.
— Затем мы вводим количество равное Z. Другими словами, Z определяет глубину сверления , а не конкретную координату. Эта глубина сверления измеряется от R. Таким образом, при R 0,2″ и глубине (Z) 0,7″ мы опускаемся до Z = -0,5″. Не забудьте внимательно подсчитать, так как R всегда будет немного выше верха материала, и вам придется добавить его к фактической глубине сверления, чтобы получить Z.
– Наконец, мы отступаем на пороговой скорости. Теперь отвод может работать одним из двух способов и модифицируется с помощью G98 и G99.
Изменение отвода с помощью G-кодов G98 и G99
G-коды G98 и G99 используются для изменения поведения отвода стандартных циклов сверления. Если действует G98 (указано перед циклом, например G99, показанное выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность вернуться к исходной высоте Z с помощью G9.8 на случай наличия препятствий между отверстиями, таких как зажимы или другие элементы детали.
Несколько отверстий, пока G80 не отменит цикл
Как уже упоминалось, эти циклы сверления являются модальными. Это означает, что вы можете просто получить набор координат XY после запуска цикла, и машина с радостью выполнит цикл в каждом месте. Чтобы отменить цикл, используйте G80. После выполнения G80 машина возвращается в режим G00.
В приведенном выше примере мы получаем 3 отверстия до того, как G80 отменит постоянный цикл.
Моделирование для упрощения, понимания и проверки
Сейчас вы, вероятно, думаете, что вода глубокая, холодная и движется довольно быстро — циклы бурения, особенно циклы клевания, сложны!
Пока не привыкнешь. Сложность заключается в том, чтобы дать вам все варианты, необходимые для решения множества ситуаций. Однако есть и хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете циклы сверления в своем g-коде. Вы можете использовать симулятор G-кода, чтобы упростить их понимание и работу с ними. Если вы еще этого не сделали, зайдите в наш редактор/симулятор G-Wizard G-Code и зарегистрируйтесь. Это даст вам в руки первоклассный симулятор G-кода, который значительно облегчит понимание и работу с циклами сверления.
Вот снимок части экрана GWE, на которой показан фон того, что делает машина, а также то, что мы называем «подсказкой», объясняющей постоянный цикл простым языком:
Красные линии — это пороги. а зеленые линии показывают скорость подачи…
На заднем плане четко видны три просверливаемых отверстия. Подсказка (область синего цвета внизу) сообщает нам исходную строку кода, а также 4 разных подсказки:
— напоминает нам, что G99 означает возврат к исходной плоскости R после каждого отверстия.
— Это говорит нам, что G81 — это простой цикл сверления.
— Мы знаем, что отвод будет до Z = 0,2″
— Наконец, мы знаем, что дно отверстия находится на Z = -0,5″, именно там, где мы хотели.
Очень полезно иметь такие инструменты под рукой, когда вы пытаетесь работать с постоянными циклами.
Относительное против абсолютного и повторения
В приведенном выше примере G81 мы видели, что постоянный цикл является модальным, поэтому мы можем просто продолжать задавать значения XY и сверлить кучу отверстий. Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют одинаковые интервалы, и заключается в использовании относительных координат и повторений.
G82 — Цикл сверления
G82 — это цикл сверления, который не выполняет рассверливание, а остается на дне отверстия. Это повышает точность определения глубины отверстия.
Типичный G82 выглядит так:
G82 XYZ Р П Ф Л
XY: Координаты отверстия
Z: Дно отверстия
R: Позиция отвода по Z. Движения от начальной Z до R выполняются на высоких скоростях. От R до дна отверстия выполняется на скорости подачи.
P: Время пребывания на дне отверстия.
F: скорость рабочей подачи
L: Количество повторов
После того, как сверло достигнет дна отверстия и закончит остановку, втягивание происходит с максимальной скоростью.
G-код G83 — цикл глубокого сверления
G-код — это цикл сверления, который полностью отводится из отверстия при каждом шаге сверления. Таким образом, он лучше подходит для глубокого сверления, чем цикл G73. G83 также допускает задержку на дне отверстия. Это повышает точность определения глубины отверстия.
Типичный G83 выглядит так:
G83 XYZ R P Q F L
XY: Координаты отверстия
Z: Дно отверстия
R: Позиция отвода по Z. Движения от начальной Z до R выполняются на высоких скоростях. От R до дна отверстия выполняется на скорости подачи.
P: Время выдержки на дне отверстия.
В: Глубина увеличивается с каждым шагом.
F: скорость рабочей подачи
L: Количество повторов
После того, как сверло достигнет дна отверстия и закончит остановку, втягивание происходит с максимальной скоростью.
G73 G-Code-Высокоскоростное бурение на мелководье
G84 G-Code -Цикл постукивания
G74 G-Code-реверс (слева) Tpape) Tapp G85 G-код-Священный цикл
G86 G-код-Скучный цикл
G87 G-код-Back Borgy Cycl
G88 G-Code-Boring Cycle
G88 G-Code-Boring Cycle
G88 G-Code-Boring
G88 G-Code-Boring
г. — Скучный Цикл
G-код G76 — цикл прецизионного растачивания
Как насчет еще более глубоких отверстий?
Мы думаем о глубоком сверлении с точки зрения диаметра сверла. Глубоким отверстием считается любое отверстие глубиной более 5 диаметров. Чем глубже вы идете, тем сложнее становится. Необходимы различные методы, и циклы сверления с просверливанием — только один из них. Вот удобная таблица, которая поможет вам быть в курсе различных методов:
Чтобы узнать больше обо всех других методах, ознакомьтесь с нашей статьей «Сверление глубоких отверстий».
Упражнения
1. Найдите книгу по программированию для вашего контроллера и прочитайте главу о постоянных циклах, чтобы увидеть, как они работают.
2. Правильно настройте G-Wizard Editor для постоянных циклов вашего контроллера.
(ВЧ нагревательный резистор). Это вызывает тепловую обратную связь, которая зависит от окружающих условий и поэтому должна определяться для каждого отдельного применения.
² При соединении многожильных проводов необходимо использовать кабельные наконечники.
Важное примечание: Система контактов регулятора подвержена влиянию окружающей среды, поэтому контактное сопротивление может измениться. Это может привести к падению напряжения и/или самонагреву контактов.
до верхней части
Часть №
Операционное напряжение 3
.
AC 230 V
40 to 140 °F
01170.9-00
AC 120 V
40 to 140 °F
01170.9-01
AC 120 V
5 to 60 °C
3 Напряжение необходимо указывать только в том случае, если требуется дополнительное использование ВЧ резистора
Наверх
Габаритный чертеж
FZK 011 Механический термостат
Наверх
Наши обрабатывающие станки | ФЗК
7 Осина CNC Milling Group
Изображение
ZAYER KAIROS 20000 KCU CNC ОБОРУДОВАНИЕ Центр
5+2 Оси 20000 мм Zayer 20000 KCU CNC MACINing Center
. Вертикальный ход — мм 5.000
Мин.-макс. расстояние от стола до носика шпинделя — мм мин. 655 макс. (655+вертикальный ход)
Техника безопасности при работе за станком — Национальная сборная Worldskills Россия
“
Работа на станке с ЧПУ подразумевает работу с оборудованием, требующим высокой квалификации от сотрудника, в связи с чем человек, не обладающий навыками работы на подобном оборудовании, может нанести вред себе, окружающим и оборудованию. Поэтому важно знать и соблюдать правила техники безопасности, о которых мы поговорим в этом уроке.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Закрепленная за рабочим часть производственной площади, предназначенная для выполнения производственных операций
Средства, используемые работником для предотвращения или уменьшения воздействия вредных и опасных производственных факторов
Многокомпонентные составы, главным назначением которых являются охлаждение и смазка инструментов и обрабатываемых деталей из черных и цветных металлов и сплавов
Видеолекция
Конспект
Вредные дляздоровья физические факторы
Работа на производстве сопряжена со следующими вредными физическими факторами:
повышенная или пониженная температура воздуха рабочей зоны;
высокая влажность и скорость движения воздуха;
повышенные уровни шума, вибрации, ультразвука;
запыленность и загазованность воздуха рабочей зоны;
недостаточная освещенность рабочих мест, проходов, проездов;
повышенная яркость света и пульсации светового потока;
факторы, связанные со спецификой производства.
Техника безопасности призвана минимизировать влияние этих опасных производственных факторов.
Рабочее место
Под рабочим местом подразумевается место, предназначенное для выполнения производственных операций. Для успешной работы станок должен быть подключен должным образом, а также должны соблюдаться все требования по эксплуатации.
Средства индивидуальной защиты
Ботинки с металлическим подноском
Перчатки
Защитные очки
Подавляющее большинство промышленных и производственных работ сопровождается риском травмировать глаза. Для предотвращения таких ситуаций используют защитные очки. Они предохраняют глаза от попадания химических веществ и стружки, которая образуется при обработке материалов.
Защитные ботинки
Ботинки с металлическим подноском — разновидность защитной обуви, которая оберегает пальцы ног от механических воздействий. Одним из основных рисков при работе на станках является падение заготовок, деталей и инструментов на ноги.
Защитные перчатки
Порезы и проколы являются наиболее частым видом повреждений на производстве. Стружка, которая образуется в процессе обработки, может иметь острые края и порезать руки. Поэтому важно использовать противопорезные или хлопчатобумажные перчатки.
Смазочно-охлаждающие жидкости
Смазочно-охлаждающие жидкости при неправильной эксплуатации и утилизации являются одной из серьезных причин ухудшения экологии и несут высокую угрозу здоровью человека. Негативное воздействие СОЖ на рабочих связано с ее попаданием на кожу и в дыхательные пути в процессе приготовления эмульсии, ее разбрызгивания и перегрева при механической обработке деталей, вследствие протечек в системе смазки, случайных проливов.
Наиболее частыми проблемами со здоровьем у рабочих-станочников являются:
масляные фолликулиты,
сухость и уплотнения кожи,
контактные неаллергические дерматиты,
аллергия.
Чтобы свести к минимуму вред от применения СОЖ, необходимо:
перейти на использование экологически безопасных эмульсий,
использовать фильтры масляного тумана и паров СОЖ,
обеспечивать рабочих чистой спецодеждой и необходимыми средствами индивидуальной защиты,
В зависимости от вида обрабатываемого материала, режимов резания и других факторов в процессе резания могут образовываться следующие основные виды стружек:
сливная,
скалывания,
надлома.
Наибольшую опасность для работающих представляет сливная стружка, которая образуется при точении и сверлении вязких металлов. Сливная стружка имеет сложную траекторию движения при обработке и может своими острыми кромками нанести рабочему тяжелую травму лица, рук и ног. Для уборки металлической стружки и опилок с рабочего места применяют крючки и щетки-сметки.
Аптечка первой помощи
Кровоостанавливающее средство
Стерильные и обычные бинты
Марлевые салфетки
Лейкопластырь
Ножницы
Обезболивающие препараты
Обеззараживающие и противоожоговые средства
Все сотрудники должны быть осведомлены о местонахождении аптечки первой помощи и знать, как оказать базовую помощь в случае порезов и ожогов.
“
Вы узнали основные правила техники безопасности, которые важно соблюдать при работе на станках. Закрепите новые знания с помощью теста и интерактивного задания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Перчатки
Ботинки
Дальше
Проверить
Узнать результат
Скалывания
Суставчатая
Сливная
Надлома
Дальше
Проверить
Узнать результат
Перейти на использование экологически безопасных эмульсий
Отказаться от использования фильтров масляного тумана
Обеспечивать рабочих чистой спецодеждой и необходимыми средствами индивидуальной защиты
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
Техника безопасности при работе на токарном станке | Материал на тему:
Опубликовано 24.06.2016 — 13:16 — Коротков Сергей Николаевич
Соблюдение техники безопасности при работе на производстве — важное условие профессиональной деятельности любого специалиста. В данном материале содержится инструкция по технике безопасности при работе на токарном станке.
Скачать:
Предварительный просмотр:
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ
Техника безопасности – это система организационных и технических мероприятий и средств, предотвращающих воздействие на работающих опасных и вредных производственных факторов. Основное содержание мероприятий по технике безопасности и производственной санитарии заключается в профилактике травматизма, т. е. предупреждении несчастных случаев на производстве, и в частности в период прохождения учебной практики.
Каждый студент должен получить инструктаж по технике безопасности, производственной санитарии и противопожарной охране.
Инструктаж на рабочем месте проводится перед допуском к работе всех прибывших на практику учащихся.
До начала работы.
Надеть спецодежду; застегнуть рукава; спрятать волосы под головной убор.
Проверить наличие и надёжность крепления защитных ограждений и соединение защитного заземления с корпусом станка.
Расположить инструменты и заготовки в определённом порядке на приставной тумбе.
Прочно закрепить резец и обрабатываемую деталь. Вынуть ключ из патрона и положить на установленное место.
Проверить работу станка на холостом ходу и исправность пусковой аппаратуры путём выключения кнопок и рычагов управления.
Во время работы.
Строго выполнять технологический процесс обработки детали.
Во избежание травм запрещается:
наклонять голову близко к патрону или режущему инструменту.
передавать или принимать предметы через вращающие части станков.
облокачиваться или опираться на станок, класть на него инструменты или заготовки.
измерять обрабатываемую деталь, чистить и убирать стружку со станка до полной его остановки.
охлаждать режущий инструмент или обрабатываемую деталь с помощью тряпки.
останавливать станок путём торможения рукой патрона.
отходить от станка не выключив его.
поддерживать и ловить рукой отрезанною деталь.
Зачистку детали на станке производить напильником или шкуркой закрепленной к оправе. Рукоятка оправы должна быть с предохранительным кольцом. При работе держать левой рукой.
При выключении станка необходимо отвести резец от обрабатываемой детали.
При работе в центрах проверить надёжно ли закреплена задняя бабка и следить, чтобы глубина центрового отверстия была достаточна, и угол ее соответствовал углу центров.
Пользоваться ключами, соответствующими размерам гаек и головкам болтов.
Обрабатываемый пруток не должен выступать за пределы станка с левой стороны передней бабки.
При аварийном отключении электроэнергии во время работы отвести инструмент от обрабатываемой детали и немедленно выключить станок.
По окончании работы.
1. Отключить суппорт, выключить электродвигатель.
2. Удалить стружку со станка при помощи щётки, из пазов станины крючками. Сдувать стружку или сметать рукой запрещается.
3. Протереть станок, смазать, привести в порядок инструменты и индивидуальные средства защиты.
4. Предъявить станок для проверки качества уборки преподавателю.
По теме: методические разработки, презентации и конспекты
Тест по правилам техники безопасности при работе в кабинете информатики.
Тема урока: «Введение. Техника безопасности и правила поведения в компьютерном классе».Предмет: Информатика и ИКТ.Курс: 1.Ключевые слова: Техника безопасности, правила поведения в компьютерном к. ..
ТЕСТ Правила техники безопасности при работе со слесарным инструментом газосварщика
ТЕСТ Правила техники безопасности при работе со слесарным инструментом газосварщикаМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и …
Работа на токарном станке
Токарная обработка металла осуществляется на специальных станках, на которых можно обрабатывать цилиндрические, фасонные, конические или торцевые поверхности, вытачивать канавки, обрабатывать отверсти…
Рабочая тетрадь Учебной дисциплины ОП.04 «Охрана труда и техника безопасности при работе с вычислительной техникой» (часть 1.1)
Рабочая тетрадь Учебной дисциплины ОП.04 «Охрана труда и техника безопасности при работе с вычислительной техникой» (часть 1.1)дляобучающихся очной формы обученияПрофессия: 09.01.03 …
Практическая работа №13 «Техника безопасности при работе с наномодифицирующими добавками»
Цель работы: Изучить технику безопасности при работе с добавками. ..
занятие №26 15.06.2020г Техника безопасности при работе на токарном станке.. Изучить. ( Прочитать внимательно при проведении зачёта может быть вопрос по этой теме)
Рабочее место у токарного станка – это место с повышенной опасностью. Вращающиеся с огромной скоростью заготовки и части машины, отлетающая стружка, напряжение 380 Вольт представляют угрозу жизни и зд…
Инфекционная безопасность. Основные требования к помещению кабинета маникюра. Техника безопасности при работе.
В своей работе мастер маникюра и педикюра руководствуется СанПиН 2.1.2.2631-10 «Санитарно-эпидемиологические требования к размещению, устройству, оборудованию, соде…
Поделиться:
RS Филиппины | Промышленность, электроника и электричество
РС Филиппины | Промышленность, электроника и электричество
Справка
Портал открытий
Сделки и оформление
Разделы нашей продукции:
Аккумуляторы и зарядные устройства
Соединители
Дисплеи и оптоэлектроника
Контроль электростатического разряда, чистые помещения и прототипирование печатных плат
Пассивные компоненты
Блоки питания и трансформаторы
Raspberry Pi, Arduino, ROCK и инструменты разработки
Полупроводники
Механизм автоматизации и управления
Кабели и провода
Корпуса и серверные стойки
Предохранители и автоматические выключатели
HVAC, вентиляторы и управление температурным режимом
Осветительные приборы
Реле и формирование сигналов
Переключатели
Доступ, хранение и обработка материалов
Клеи, герметики и ленты
Подшипники и уплотнения
Инженерные материалы и промышленное оборудование
Застежки и крепления
Ручной инструмент
Механическая передача энергии
Сантехника и трубопровод
Пневматика и гидравлика
Электроинструменты, Пайка и сварка
Компьютеры и периферия
Уборка и техническое обслуживание помещений
Офисные принадлежности
Средства индивидуальной защиты и рабочая одежда
Безопасность и скобяные изделия
Безопасность сайта
Испытания и измерения
Базовая безопасность машины | Руководства по технике безопасности OSHA
28 марта Базовая безопасность машин
Опубликовано в 15:58 в OSHA, Безопасность OSHA, Обучение OSHA, Безопасность, Руководство по безопасности, Разговор о безопасности, Беседы о наборе инструментов безопасности, Темы набора инструментов безопасности, Темы безопасности, Безопасность задней двери, Встречи по безопасности задней двери, Разговор о ящике с инструментами, Темы разговоров о наборе инструментов, Разговоры о наборе инструментов, Темы набора инструментов by eflanagan
Базовая безопасность машины имеет важное значение. Трудно представить современное общество без машин, которые усердно работают вокруг нас. Новое и улучшенное оборудование ведет к повышению производительности, повышению качества и более доступной продукции. Но неправильно используемые машины могут быть столь же вредными, сколь и полезными. Станки, которые режут металл, могут отрезать пальцы. Машины, которые пробивают сталь, могут пробить и плоть. Такие травмы могут привести к прекращению карьеры, а также к сильной боли и страданиям.
Обращайте внимание на следующие зоны при работе с механизмами или при работе с ними:
Рабочая точка: Здесь происходит работа машины. Здесь происходит прессование, резка, штамповка и сверление. Это место, где не должно быть никаких частей тела. Если какая-либо часть тела будет мешать во время работы, сила машины может привести к серьезной травме. В месте срабатывания также могут образовываться искры или осколки, которые могут лететь в сторону оператора. Защитные очки важны для этого вида работ.
Силовая передача: здесь энергия передается через движущиеся части, такие как шестерни, валы, ремни, тросы, гидравлические или пневматические цилиндры. В этих местах также не должно быть частей тела. При работе с этим типом оборудования всегда соблюдайте процедуры блокировки/маркировки и заменяйте все ограждения после завершения ремонта. Сотрудники должны сообщить об отсутствии охранников своему руководителю, прежде чем приступить к работе с этим оборудованием.
Рабочие должны тщательно контролировать машины. В дополнение к тому, чтобы избегать силовой передачи и рабочего места, сотрудники всегда должны:
Убедитесь, что машины надежно закреплены, чтобы предотвратить «ходьбу», опрокидывание, чрезмерную вибрацию или другие движения, которые могут быть опасными.
Никогда не прикасайтесь вслепую к участкам, которые могут содержать детали под напряжением.
Убедитесь, что освещения достаточно, чтобы четко видеть все рабочие точки.
Держите токопроводящие предметы — часы, кольца, стальную вату, пряжки ремней — вдали от открытых электрических частей.
Есть ли у вас возникли вопросы насчет Groove G-Dry, свяжитесь с нами!
+372 5 822 896 8
Рабочие часы
пн-пт
10-19
сб
10-16
вс
закрыто
Особенности
Технические особенности
Поверхностный материал: 1. 6 mm suede leather upper
Подкладка: G-DRY
Стельки: PU
Промежуточная подошва: EVA
Внешняя подошва: GTF™ Opale
Наличие
Nõmme
Jaama 12
размер/цвет: 41 (7)/black
в наличии
размер/цвет: 41,5 (7,5)/black
в наличии
размер/цвет: 42 (8)/black
в наличии
размер/цвет: 42,5 (8,5)/black
в наличии
размер/цвет: 43 (9)/black
в наличии
размер/цвет: 44 (9,5)/black
в наличии
размер/цвет: 44,5 (10)/black
в наличии
размер/цвет: 45 (10,5)/black
в наличии
размер/цвет: 46,5 (11,5)/black
в наличии
Tähesaju
Tähesaju tee 9
размер/цвет: 41 (7)/black
в наличии
размер/цвет: 42 (8)/black
в наличии
размер/цвет: 43 (9)/black
в наличии
размер/цвет: 44 (9,5)/black
в наличии
размер/цвет: 45 (10,5)/black
в наличии
размер/цвет: 46 (11)/black
в наличии
ПАЗ G-DRY | Garmont Outdoor USA
Multiterrain
Добавить в список желаний
5 7 ПАЗ G-DRY Магазин 5
ГАРМОНТ
Артикул
002488_6
EAN
8056586039738
Походная обувь для горных троп и повседневной носки
• Гидроизоляционная мембрана Garmont G-Dry • Верх из замши толщиной 1,6 мм • Дышащая экологически чистая Стелька из полиуретана • Подошва двойной плотности для дополнительной устойчивости
Best for Подходит Технологии
Размер:
Таблица размеров
4 США 4,5 США 5 США 5,5 США 6 США 6,5 США 7 США 7,5 США 8 США 8,5 США 9НАС 9,5 США 10 долларов США 10,5 США 11 США 11,5 США 12 США 12,5 США 13 США 13,5 США 14 США
$ 140,00
Товар добавлен в корзину
Перейти в корзину
Вы достигли максимального количества, которое можно добавить в корзину
В корзину
БЕЗОПАСНЫЕ ПЛАТЕЖИ
Выберите предпочтительный способ оплаты. Это безопасно и надежно
GARMONT QUALITY
Более 50 лет опыта в индустрии активного отдыха
ЛУЧШИЙ ДЛЯ
Скандинавская ходьба
Для скандинавской ходьбы
Пешие прогулки
Для высокогорных походов
Сложность похода: E
Вам также может понравиться
Воздухопроницаемость Способность обуви оставаться свежей и сухой
Легкость Легкость обуви (категория обуви)
Защита Защита стопы от ударов
Поддержка Поддержка стопы при ходьбе
Жесткость Степень сопротивления изгибу
43 ПОМЕСТИТЬСЯ Высота обуви
Низкий верх
Средний верх
Высокий верх
Подгонка обуви
технический
обычный
вместительный
ТИП Стельки
Lite flex
Mid flex
X-lite flex
Carbon flex
Шнуровка доходит до носка для индивидуальной подгонки переднее сгибание для большего комфорта при ходьбе
ТЕХНОЛОГИИ
Верх из замши толщиной 1,6 мм. Вес 450 гр. (Размер половинной пары 9 США).
Add®
Набор конструктивных решений устраняет асимметрию стопы и обеспечивает идеальную посадку
Детали
• Точная шнуровка
• Асимметричная манжета
• Вместительный носок
G-DRY
Водонепроницаемая и ветрозащитная мембрана Garmont® сохраняет ноги сухими даже в самые дождливые дни
Этот сайт использует файлы cookie для предоставления своих услуг и позволяет вам отправлять файлы cookie с других сайтов («сторонних») для отправки рекламы и услуг в соответствии с вашими предпочтениями. Если вы хотите узнать больше или отказаться от всех или некоторых файлов cookie, нажмите здесь. Закрывая этот баннер, прокручивая эту страницу или щелкая любой элемент, вы даете согласие на использование каждого файла cookie. Хорошо, я понял
G-DRY Интеллектуальные промышленные сушилки для продуктов питания, фруктов и овощей
Сделано в Турции
Высокотехнологичные сушилки для пищевых продуктов, фруктов и овощей
Мы применяем наш 50-летний опыт работы в области отопления, охлаждения и вентиляции в пищевой промышленности. Мы всегда готовы максимально использовать наши возможности во всех областях, где важны поток воздуха и влажность. Умные сушилки для пищевых продуктов G-Dry , что означает Green Dry, являются отражением этой способности, приобретённой годами. с опытом работы в пищевой промышленности. Мы оснастили наши умными сушилками для пищевых продуктов с низким расходом топлива, низкий выброс углерода , максимальная гигиена и высокая производительность , с технологиями, которые окажут влияние в этом секторе. Вдобавок ко всему, полностью с отечественными НИОКР и отечественными столица! Давайте испытаем эту гордость вместе.
Давайте станем свидетелями того, как наша умная сушилка для пищевых продуктов G-Dry под брендом вышла на заслуженный уровень в отрасли.
Подробнее
Сушилки для пищевых продуктов
G-Dry предлагают множество функций для идеальной сушки фруктов, овощей и продуктов. Высокое качество сборки а передовая технология нового поколения позволяет сушить продукты быстро, качественно и не нарушая его качество. Имея профессиональные инженерные возможности в своей инфраструктуре, сушка пищевых продуктов G-Dry машин, вывести промышленную сушку пищевых продуктов на новый уровень с низким потреблением энергии, гибкость использования энергетического типа и прочные прочные структурные особенности.
Машины для сушки пищевых продуктов G-Dry обладают высокой эффективностью и высокой производительностью сушки. Сушат продукты быстро, мощно и без компрометирующее качество. Несмотря на их высокую эффективность и высокую производительность, они требуют крайне малой мощности. потребление. Это максимально снижает эксплуатационные расходы.
Конструкция шкафа сушильных машин для пищевых продуктов G-Dry имеет конструкцию, обеспечивающую гигиену и защиту пищевых продуктов над процессом обработки пищевых продуктов. стандарты. В конструкции салона использованы высококачественные гигиенические материалы. Вы можете сушить фрукты, овощи и другие продукты питания в этом гигиеническом шкафу без забот.
Машины для сушки пищевых продуктов G-Dry способны высушить 1 тонну пищевых продуктов всего за 6 часов, не нарушая внешний вид и качество содержания пищи. Благодаря этой функции вы значительно увеличите свою операционную прибыль за счет значительной экономии времени сушки.
Благодаря высокой технологии сушильные машины G-Dry могут достигать температуры от -20 °C до +50, +62 °C без трата энергии. Благодаря этой способности вы избегаете высоких затрат на энергию, необходимую при переходе от низких температур к высоким.
Сушилки для пищевых продуктов G-Dry предназначены для потребления энергии, необходимой для сушки, из всех источников тепла, таких как отработанное тепло и энергия термальной воды. Благодаря возможности использования возобновляемой энергии вы защищаете окружающую среду и контролируете свой бюджет.
В сушилках для пищевых продуктов G-Dry используется технология с различным типом потребления энергии. Они могут быть изготовлены с водяными батареями, тепловой насос, электрический или гибридный. G-Dry не принуждает вас использовать одну рабочую систему. Машины могут быть спроектированы по наиболее подходящему для вас варианту.
Благодаря интеллектуальным технологиям нового поколения сушилками для пищевых продуктов G-Dry можно дистанционно управлять с компьютеров, планшетов и смартфонов. С помощью этой функции который предлагает полное дистанционное управление, вам не нужно находиться рядом с машиной, чтобы контролировать процесс сушки во время длительных периодов сушки. Наши машины дают вам возможность тратить свое время и энергию на другие вещи.
Сушилки для пищевых продуктов G-Dry имеют усовершенствованную встроенную интеллектуальную панель управления, которая упрощает процесс сушки и включает в себя конфигурации для конкретных пищевых продуктов. что нужно для идеальной сушки. Для идеального процесса сушки достаточно внести необходимые коррективы с умной панели управления, после помещения изделий в сушильный шкаф.
Сушилки для пищевых продуктов G-Dry имеют возможность устанавливать ограничения доступа для пользователей, использующих интеллектуальную панель управления и функцию дистанционного управления. Администратор, у которого есть все разрешения, может ограничивать или увеличивать разрешения других пользователей, которых он определяет.
Машины для сушки пищевых продуктов G-Dry имеют встроенную прецизионную шкалу. Эти чувствительные весы мгновенно измеряют вес пищи во время еды. процесс сушки. Путем расчета разницы между начальным весом и сухим весом процесс сушки автоматически прекращается при достижении желаемого веса сушки.
Разработано и произведено турецкими инженерами
Машины для сушки пищевых продуктов G-Dry были разработаны и изготовлены с большой тщательностью профессиональными и опытными инженерами. компании RES Enerji Sistemleri A.Ş., одного из ведущих производителей систем отопления, охлаждения и вентиляции сектор технологий Турции.
Особое внимание уделялось тому, чтобы это был полностью отечественный капитал и отечественное производство. G-сухой промышленный сушилки для пищевых продуктов были созданы с целью продвижения турецкой техники и технологических возможностей Турции. во всем мире, с мотивацией доказать, что у нас есть право голоса в промышленном сектор сушки пищевых продуктов на международной арене.
Благодаря этой мотивации G-Dry удалось сделать себе имя благодаря сильным технологическим возможностям и профессиональному инжиниринг, после первого года выхода на рынок.
Все о нашем бренде G-Dry и его уникальной технологии
На все ваши вопросы об истории основания G-Dry, видении, секрете успеха и передовые технологии, вы можете посмотреть наши рекламные видеоролики.
Почему продукты, фрукты и овощи сушат?
С древних времен были разработаны различные методы консервации и консервирования, и сушка применялась к продуктам питания . С помощью этих методов вода в продуктах испаряется с помощью воздушного потока и солнечного света без потери калорийности и без разрушения их клеток. Снижение показателя активности воды высушенных продуктов повышает их долговечность. Микроорганизмы и бактерии, которые портят пищу, не могут размножаться или выживать в продуктах, содержащих воду ниже определенного уровня. Благодаря процессу сушки продукты можно хранить и употреблять в течение длительного времени без потери витаминов и минералов. Вы можете сушить многие пищевые продукты, такие как все виды фрукты, овощи, мясные продукты, чай, оливки, сыр, черствый хлеб, грибы, специи, макаронные изделия и сахар как для консервации, так и для использования в различных областях.
Продукты питания, овощи и фрукты Методы сушки
Метод сушки продуктов может осуществляться только с солнечным теплом в природе . С развитием техники второй метод обеспечивается сушилками для пищевых продуктов , которые могут передавать имитированное тепло от различных источников сухим продуктам . Хотя метод сушки является разделенные на эти две основные группы, они могут обеспечить необходимый источник тепла для удаления воды из пищи тремя основными способами. Это конвекционная сушка , кондуктивная сушка и высокочастотные (радио) методы сушки . При конвекционной сушке тепло, необходимое для испарения воды, часто переносится газом, например воздухом. Горячий газ (воздух) пропускается через, над и между пищевыми продуктами, подлежащими сушке. Этот метод широко известен как метод сушки горячим воздухом. В проведении метод сушки , тепло, необходимое для испарения, передается теплопроводностью. Другими словами, в то время как пища, подлежащая сушке, неподвижны или движутся, тепло передается пище от горячей области, с которой она соприкасается. В высоком (радио) частотная сушка, тепло передается высушиваемым продуктам через близлежащее поле излучения без необходимости любой материальный носитель. Основная логика здесь аналогична микроволновым печам.
Преимущества сушильных машин
Выполнение сушка пищевых продуктов с использованием солнечного тепла и воздушного потока (ветра), которые являются основными методами, требует идеального сезонного времени. Более того, эти методы могут выполняться в антисанитарных условиях, независимо от подсушивающих свойств пищи. идеальная сушка параметры каждого продукта отличаются. Благодаря развивающейся технологии мы знаем об этих параметрах. Сушилки для пищевых продуктов , с другой стороны, способны идеально сушить, имитируя наиболее подходящие условия сушки в соответствии с к типу питания во все времена года, независимо от природных условий.
Сварочный трансформаторный аппарат Telwin Nordika 2160 за 200$
Екатерина
Время чтения: 4 минуты
С развитием сварочных технологий производители научились конструировать самое разнообразное сварочное оборудование. Сейчас, чтобы выбрать сварочный аппарат, нужно четко осознавать, для каких целей вы будете его использовать. Потому что производители предлагают десятки моделей современных полуавтоматов, бюджетных инверторов и классических трансформаторов по различной стоимости.
Трансформатор — это, пожалуй, самый классический тип сварочного оборудования. Он известен всем сварщикам старой закалки и до сих пор пользуется спросом благодаря своей надежности и неприхотливости. Об одном из таких трансформаторов мы и расскажем в этой статье. Речь пойдет о трансформаторе Telwin Nordika 2160.
Содержание статьи
Общая информация
Достоинства и недостатки
Стоит ли покупать?
Общая информация
Nordika 2160 от бренда Telwin — сварочный трансформатор переносного типа для бытового применения. Он предназначен для ручной дуговой сварки с применением покрытого электрода и использует для этих целей переменный ток. Минимальная сила сварочного тока — 55 Ампер. Максимальная — 160 Ампер. Для сварки можно использовать электроды диаметром от 2 до 4 миллиметров. Диапазон небольшой, но его достаточно для большинства несложных сварочных работ.
Аппарат снабжен системой воздушного охлаждения, которая работает в принудительном режиме и защищает трансформатор от перегрева. Также вам доступна плавная регулировка сварочного тока.
Telwin Nordika 2160 весит почти 20 кг, что немало. Поэтому он укомплектован большими колесами, с помощью которых аппарат можно перевозить. При желании его можно переносить в руках, но это не всегда удобно. Так что данный аппарат все же не стоит воспринимать как компактный, хоть он и весит существенно меньше стандартного трансформатора от других производителей.
Также в комплекте с аппаратом идет защитная маска (точнее сказать, щиток) щетка-молоток, зажим, держатель и сварочные кабели. Этого набора хватит любому новичку. Качество комплектующих в целом удовлетворительное, на первое время сгодится.
Читайте также: Как выбрать и использовать сварочную маску?
Достоинства и недостатки
Все достоинства и недостатки аппарата Тельвин Нордика 2160 связаны с его главной особенностью. Данный аппарат относится к трансформаторному типу сварочного оборудования, а подобные агрегаты воспринимаются неоднозначно в 21-м веке.
Среди плюсов отметим, что трансформаторы обычно стоят недорого по сравнению с аппаратами инверторного типа, при этом они достаточно мощные и производительные. Чтобы получить такой же мощный инвертор нужно заплатить вдвое больше.
Также данная модель от бренда Телвин имеет высокий показатель КПД — до 85%. Это значит, что из 100% сварочных работ вы сможете без перерыва варить 85%. Инвертор по той же цене обычно работает до 60% сварочного цикла.
К тому же, трансформаторы очень неприхотливы к хранению, условиях эксплуатации и техническому обслуживанию. Если Nordika 2160 сломается, его можно починить самому при наличии навыков. В конструкции аппарата нет современных транзисторов, чувствительных к пыли и перепадам температур. Поэтому трансформаторы крайне надежны и редко подводят.
Теперь о минусах. Трансформаторы работают на переменном токе, что не всегда нравится сварщикам. У аппаратов на переменном токе качество швов зачастую хуже, чем при использовании аппарата переменного тока. Также при применении трансформатора непросто поджечь дугу. Но даже если вам это удалось, будьте готовы справляться с ее нестабильным горением.
Инверторный аппарат лишен этих недостатков. У него есть встроенные функции, упрощающие поджиг дуги и улучшающие качество сварочных работ. И не забывайте, что трансформаторы громоздкие и тяжелые, их не повесишь на плечо и не заберешься на высоту.И перевозить такой аппарат в общественном транспорте тоже неудобно.
Стоит ли покупать?
Несмотря на все недостатки, мы все же рекомендуем Telwin Nordika 2160 к покупке. Он подойдет многим: новичкам, желающим получить аппарат с запасом мощности; дачникам, регулярно выполняющим ремонт на участке; мастерам выездного ремонта с личным авто. Покупая Telwin Nordika 2160 вы получите по-настоящему надежный и практически не убиваемый аппарат. Об этом говорит тот факт, что данная модель в продаже с 2004-го года.
Цена за эти характеристики небольшая — всего около 200$. Сварочный инвертор или сварочный полуавтомат за эти деньги будет гораздо слабее и принесет больше трудностей с ремонтом и хранением. К тому же, в комплекте с аппаратом есть неплохие по качеству принадлежности. Сварочный щиток сделан не из рук вон плохо, держатель и клемма тоже качественные.
Причин, почему не стоит покупать этот трансформатор, не так много. Во-первых, данную модель нелегко найти в продаже на конец 2018 года. Все-таки этой модель уже более 10 лет. Возможно, производитель перестал ее выпускать, а в магазинах распродают остатки. Так что не факт, что вы сможете найти новый товар. Зато на сайтах объявлений их можно найти по приятной цене.
Похожие публикации
характеристика, эксплуатация, плюсы и минусы
Время на чтение: 2 мин
4488
Производители сварочных технологий продолжают радовать покупателей разнообразием своей продукции.
Для выбора требуемого аппарата, желательно знать специализацию инструмента, потому что легко потеряться в огромном разнообразии подобных машин: от полуавтоматов и инверторов до стандартных трансформаторов.
Все технологии также имеют различную цену, которую необходимо учитывать.
Трансформатор — это классика оборудования для сварки, знакомая опытным сварщикам. На этот надежный инструмент наблюдается огромный спрос, как только он был выставлен на всеобщее обозрение. Далее мы рассмотрим трансформатор Telwin Nordika 2160.
Содержание статьиПоказать
Характеристики
Плюсы и минусы
Оправдана ли покупка?
Характеристики
Nordika 2160 от Telwin — переносной сварочный трансформатор, который используется в быту. Техника применяется в ручной дуговой сварке с использованием покрытых электродов и потребляет переменный ток — от 55 до 160 А.
Используются электроды диаметра 2 – 4 мм. Такого диапазона хватит для простой сварки.
В трансформаторе присутствует принудительная система охлаждения воздухом и присутствует возможность плавной регулировки сварочного тока. Вес сварочного трансформатора Nordika 2160 около 20 кг.
Это меньше стандарта предлагаемых другими марками, однако до компактного оборудования ему далеко. Оборудование можно как носить в руках, так перевозить при помощи колес.
В комплекте к трансформатору идут колеса для перевозки, защитная маска, щетка-молоток, зажим, держатель и сварочные кабели. Данный набор новичка вполне качественен и на первых порах прослужит отменно.
Плюсы и минусы
Модель имеет основную особенность, по которой ее следует оценивать. Это трансформаторный тип сварочного оборудования. Все плюсы и минусы исходят из этого. К подобному оборудованию неоднозначное отношение в последнее время.
Из достоинств, следует отметить невысокую цену по сравнению с инверторами, достаточную мощность и хорошую производительность. Инвертор аналогичной мощности стоит в два раза дороже.
У этой модели – высокий показатель КПД – до 85%. Данная цифра показывает, что 85% всей сварочной работы будет сделано за один заход. С помощью инвертора можно будет сделать лишь 60% работы на одном дыхании.
Трансформаторы не требовательны к условиям хранения, эксплуатации и обслуживанию.
Многие поломки, неисправности возможно устранить самостоятельно. Транзисторы аппарата не боятся пыли, а также перепадов температур. Из этого можно сделать вывод, что данный аппарат надежен, и не доставит проблем в нужный момент.
Чтобы использовать эту модель было еще проще, разберем ее минусы. Многие не воспринимают то, что машина использует переменный ток.
Надежность швов инструментов, работающих на переменном токе зачастую хуже, чем при использовании аппарата переменного тока. Данной модели имеет сложно поджечь дугу. Нестабильным горением дуги придется управлять и к этому нужно быть готовым заранее.
У инверторов не наблюдается данным проблем. С его встроенными функциями поджигание дуги упростится, а качество сварочных работ улучшится.
Следует не забывать про вес прибора: здесь трансформаторы проигрывают, так как их проблематично закинуть на плечо, в том числе забираться на высоты.
Также желательно иметь собственный транспорт, иначе будет очень неудобно использовать общественный в качестве перевозки оборудования.
Оправдана ли покупка?
Данный сварочный трансформатор очень рекомендована нами. Много людей его оценят по достоинству: любители частого ремонта на даче, зеленые новички, мастера ремонта с личным автомобилем.
Покупка этого аппарата означает, что этот надежный, качественный, стойкий товар, который вам будет служить верой и правдой. Эта модель находится в продаже с 2004-го года и до сих пор на нее действует спрос.
Цена вопроса – в районе 200$. Инструменты инверторной или полуавтоматической категории такой же стоимости значительно менее эффективны, а также более требовательны к ремонту, обслуживанию, хранению.
Данное устройство комплектуется достаточно качественными принадлежностями. Щиток для сварки выполнен на неплохом уровне, держатель, клемма также не страдает по качеству.
Существует не много причин, по которым действительно можно отказаться от такой замечательной покупки. К сожалению, этот инструмент на данный момент будет сложно найти в продаже. Ведь 10 лет на рынке это солидный срок.
Вполне возможно, что производитель уже давно ее не производит, а магазины торгуют оставшимися инструментами.
Крупно повезет, если это чудо вам попадется. Но не унывайте, раз магазины не смогут помочь, и этой модели нет, вы сможете попытать удачу и сэкономить деньги при поиске с помощью сайтов объявлений.
Telwin Nordika 2160 — выбор не относящийся к компактным аппаратам. Также модель не рассчитана на постоянную транспортировку. Компактностью и весом не более 5 кг могут похвастаться инверторы последнего поколения.
Трудностей с перевозками вы с ними не ощутите.
2160
Подшипник МБ 201 АНБ
Подшипник MB 201Mini ANB
Подшипник МБ 202 АНБ
Подшипник MB 202 Mini ANB
org/Product»>
Подшипник МБ 203 АНБ
Подшипник MB 203 Mini ANB
Подшипник МБ 204 АНБ
Подшипник МБ 205 АНБ
Подшипник МБ 206 АНБ
Подшипник МБ 207 АНБ
Подшипник МБ 208 АНБ
Подшипник МБ 209 АНБ
Подшипник МБ 210 АНБ
org/Product»>
Подшипник MBG 205 ANB с эксцентриковым кольцом из нержавеющей стали
Подшипник MBG 206 ANB с эксцентриковым кольцом из нержавеющей стали
Подшипник MBG 207 ANB с эксцентриковым кольцом из нержавеющей стали
Подшипник MBG 208 ANB с эксцентриковым кольцом из нержавеющей стали
Подшипник MUC 201 ANB
Подшипник MUC 201 ANB Mini
Подшипник MUC 202 ANB
Подшипник MUC 202 ANB Mini
org/Product»>
Подшипник МУК 202-10 (5/8) АНБ»
Подшипник MUC 203 ANB
Подшипник MUC 203 ANB Mini
Подшипник MUC 204 ANB
Подшипник MUC 205 ANB
Подшипник MUC 205-16 (1″) ANB
Подшипник MUC 206 ANB
Подшипник MUC 207 ANB
Подшипник MUC 208 ANB
org/Product»>
Подшипник MUC 209 ANB
Подшипник MUC 210 ANB
О компании ScanBelt
Компания ScanBelt добавила ряд планок, пластинчатых цепей, магазинов износа, подшипников, ножек, направляющих рельсов и т. д. В 2002 году мы постоянно расширяли наш широкий ассортимент продукции и деятельность на рынке. Мы предлагаем полную программу компонентов для конвейеров и трансмиссий для OEM-производителей, дистрибьюторов и конечных пользователей, работающих с …
Подробнее
Nordic Partner — Croxel
Адрес штаб-квартиры компании (город, страна) 700 N Wickham Rd, Ste 105 Melbourne, FL 32935 USA
Место проектирования United States of America Space in Melbourne
0 Region Флорида
Обслуживаемые страны/регионы Весь мир
URL-адрес веб-сайта www.croxel.com
Описание компании Кто мы и чем занимаемся: В Croxel мы предоставляем инженерные услуги «под ключ» от проектирования до изготовления. Наша команда инженеров обладает многолетним опытом и извлеченными уроками, которые мы применяем на благо наших клиентов. Мы ориентируемся на требования приложений, проводим исследования, оцениваем и выбираем правильную технологию, разрабатываем и оперативно поставляем экономически эффективные технологические решения.
Что делает нас уникальными: Мы возьмем на себя ваш проект по разработке продукта от определения требований до готовности к производству и станем вашим единым партнером по разработке решений. От начала до конца наш проверенный процесс обеспечивает беспрепятственную интеграцию аппаратного обеспечения, прошивки и разработки облачного программного обеспечения, предоставляя быстрые и первоклассные решения.
Работа с Nordic Semiconductor: Команда инженеров Croxel разработала для наших клиентов несколько коммерческих продуктов на основе Nordic Semiconductor. Компания Croxel также разработала проприетарное аппаратное и микропрограммное обеспечение в качестве специализированных платформ для быстрого внедрения систем на базе Nordic System in Packages (SiP) и System on Chips (SoC). Благодаря прямому общению с командой разработчиков Nordic Croxel может быстро решить проблемы на уровне приложений для наших клиентов.
Компания Croxel имеет большой опыт разработки встраиваемого программного обеспечения Nordic Semiconductor в следующих областях: — nRF5 SDK — nRF Connect SDK — И перенос устаревшего кода приложения из nRF5 SDK (nRF51/nRF52) в nRF Connect SDK (nRF53) в Zephyr RTOS
Мы разработали строительные блоки для быстрого и эффективного создания новых продуктов на основе всех чипов Nordic серий nRF51, nRF52, nRF53 и nRF91.
На каких проектах мы сосредоточены: Команда Croxel имеет подтвержденный опыт работы с небольшими и крупными командами по исследованиям и разработкам по всему миру, предоставляя быстрые и экономичные решения в: • Оптимизация работы с низким энергопотреблением • Сбор солнечной энергии и расширенные приложения с питанием от батареи • Технологии LPWAN, такие как Cellular IoT (LTE-M/NB-IoT) и LoRaWAN. • Bluetooth LE, пеленгация (AoA/AoD), система определения местоположения UWB в реальном времени (RTLS), ячеистые сети • определение местоположения GNSS/GPS в приложениях отслеживания активов
Мы специализируемся на разработке аппаратного и микропрограммного обеспечения для: • устройств IoT и платформы для бытовой электроники. • Носимые устройства для здравоохранения и хорошего самочувствия. • Промышленный и коммерческий Интернет вещей.
Услуги по проектированию Компания Croxel предлагает экспертные знания и услуги по проектированию в области • Определение требований, проектирование систем, архитектура и интеграция • Сбор схем электронных схем • Компоновка печатных плат (PCB) • Разработка встроенного программного обеспечения • Функциональное тестирование • Zephyr Разработка ОСРВ для встраиваемых систем • Профилирование мощности и оптимизация низкого энергопотребления • Промышленный дизайн • Разработка облачного программного обеспечения
Мы: ☒ Консультант / консалтинговая фирма ☒ Design House ☒ Производство оригинального дизайна (ODM) ☒ Поставщик решений ☐ Другое:
Мы предлагаем следующие основные услуги по проектированию в сочетании с продуктами Nordic:
☒ Аппаратное и радиочастотное проектирование ☒Разработка встроенного программного обеспечения ☐Расширенный радиочастотный дизайн и проектирование антенн ☒Проектирование и внедрение системы безопасности
Мы также предлагаем следующие услуги: ☒Быстрое прототипирование ☒Предварительное тестирование и проверка ☒ Пилотное производство ☒ Передача в производство ☒ Контрактное производство под ключ ☐ Управление производственным циклом ☒ Промышленный дизайн (корпус/корпус) ☒ Разработка приложения для телефона ☒ Интеграция устройства в облако ☒ Разработка облачного бэкенда ☒ Облачный интерфейс разработка
У нас есть опыт работы со следующими технологиями в продуктах Nordic: Bluetooth LE, LTE-M, NB-IoT, Другое: Bluetooth 5 для связи на большие расстояния (закодированный PHY)
У нас есть опыт интеграции стороннего программного обеспечения и протоколов в сочетании с решениями Nordic: — LoRa — Ultra Wide Band (UWB) для системы определения местоположения в реальном времени (RTLS) — Bluetooth 5.
Режущий элемент ЗУБР для плиткорезов, арт. 33195-хх, 22 / 2мм
Арт.: 33205-22-10
Код: 545806
Под заказ
Код: 545806
Арт.: 33205-22-10
Режущий элемент ЗУБР для плиткорезов, арт. 33193-хх, 16 / 3мм
Арт.: 33203-16-4
Код: 545805
Под заказ
Код: 545805
Арт. : 33203-16-4
Режущий элемент ЗУБР для плиткорезов, арт. 33191-хх, 15/1,5мм
Арт.: 33201-15-1.5
Код: 545804
Под заказ
Код: 545804
Арт.: 33201-15-1.5
Плиткорез ЗУБР «ЭКСПЕРТ», профессиональный, на подшипниках, монорельс, усиленная платформа, 800мм
Арт.: 33193-80_z01
Код: 545801
Под заказ
Код: 545801
Арт. : 33193-80_z01
Плиткорез ЗУБР «ЭКСПЕРТ», профессиональный, на подшипниках, монорельс, усиленная платформа, 700мм
Арт.: 33193-70_z01
Код: 545800
Под заказ
Код: 545800
Арт.: 33193-70_z01
Плиткорез ЗУБР «ЭКСПЕРТ», профессиональный, на подшипниках, монорельс, усиленная платформа, 600мм
Арт.: 33193-60_z01
Код: 545799
Под заказ
Код: 545799
Арт. : 33193-60_z01
Плиткорез ЗУБР «ЭКСПЕРТ», профессиональный, на подшипниках, монорельс, усиленная платформа, 500мм
Арт.: 33193-50_z01
Код: 545798
Под заказ
Код: 545798
Арт.: 33193-50_z01
Плиткорез ЗУБР «ЭКСПЕРТ» профессиональный, на подшипниках, 600мм
Арт.: 33195-60
Код: 545803
Под заказ
Код: 545803
Арт. : 33195-60
Плиткорез ЗУБР «ЭКСПЕРТ» профессиональный, на подшипниках, 500мм
Арт.: 33195-50
Код: 545802
Под заказ
Код: 545802
Арт.: 33195-50
Плиткорез ЗУБР «Мастер», усиленный, 400мм
Арт.: 33191-40
Код: 545797
Под заказ
Код: 545797
Арт. : 33191-40
Плиткорез ЗУБР «Мастер», усиленный, 300мм
Арт.: 33191-30
Код: 545796
Под заказ
Код: 545796
Арт.: 33191-30
Видео обзоры ЗУБР ЗЭП-1400 на CMP24
Главная »
Каталог »
Техника для кухни »
org/ListItem»>Крупная бытовая техника »
Плиты »
Электрические плиты
СМЕЖНЫЕ РАЗДЕЛЫ+
Производитель: ЗУБР
Модель: ЗЭП-1400
Тип товара: Станки камнерезные и плиткорезы
ID:349037
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(1/5)
Отзывы (1) Оставить отзыв
Описание Видео обзоры (3) Характеристики (7) Сравнить цены (1) Яндекс.Маркет Отзывы (1)
Видео Обзоры (3)
Электрический плиткорез ЗУБР ЗЭП-1400
Обзор плиткореза SIGMA от промышленных плиточников.
Плюсы и минусы
Плиткорез электрический водяной своими руками
Цены (1)
Последняя известная цена от 101 р. до 101 р. в 1 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Яндекс.Маркет
Купить в кредит (0)
Компания
Предложение
Описание
ЗУБР ЗЭП-1400 — электрический ручной плиткорез, подходит для пропила различных видов плитки, в том числе тротуарной. Отличается мобильностью, при этом сохраняет высокое качество реза, присущее стационарным моделям. Станок выполняет рез под прямым углом, а также под наклоном до 45°. Максимальная толщина пропила — 38 мм. Скорость работы — 12000 об/мин.
Плиткорез выделяется небольшими размерами, малым весом и высокой мощностью. Двигатель (1400 Вт) раскручивает алмазный диск со скоростью до 12000 об/мин, сохраняя ее даже при максимальной глубине реза. Предусмотрена возможность распиливания плитки под углом 45 градусов. Металлический кожух диска защищает оператора от вылетающих частиц обрабатываемого материала. Функция «мокрого реза» уменьшает образование пыли и нагрузку на двигатель.
Характеристики (7)
Параметр
Значение
Тип
плиткорез
Мощность
1400
Обороты
12000
Наружный диаметр
115
Посадочный диаметр
22
Глубина пропила
38
Вес нетто
3. 2
Отзывы (1)
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите..
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Похожие товары
Категория 81 р. — 121 р.
Все Станки камнерезные и плиткорезы ЗУБР »
Электрические плиты
Категория 81 р. — 121 р.
Электрические плиты: другие бренды
Agness
Appetite
Beka
BEKO
BergHOFF
Fissman
Gefest
Gipfel
Gorenje
Hansa
Idilia
INTEROS
Kukmara
Lara
Maestro
Mercury Haus
Metrot
Nadoba
Perfecto Linea
Peterhof
Regent inox
Swiss Diamond
Vitesse
Виктория
КАЛИТВА
Лысьва
Лысьвенские эмали
МЕЧТА
Нева металл посуда
Сантэкс
Сибирские товары
Стальэмаль
Традиция
Эмаль
Эстет
org/BreadcrumbList»>
Главная »
Каталог »
Техника для кухни »
Крупная бытовая техника »
Плиты »
Электрические плиты
Bison Pottery — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(109 релевантных результатов)
Клей-спрей BISON 500ML | Один визит
12708
Продукт понравился 80% пользователей.
Описание
Характеристики
Отзывы
Вопросов
Описание
Клей-спрей BISON 500 мл
Характеристики
Отзывы
Как вам этот товар?
Хороший продукт
Есть претензии
Твоя поддержка
Ошибка!
Преимущества: Ошибка!
Недостатки: Ошибка!
Вопросы
Какой у вас вопрос?
Ваш вопрос
Ошибка!
Вы можете выбрать день и время доставки при оформлении заказа.
Устройство зарядное Makita DC18RC (DC 18 RC 195915-5)
6 400 ₽
Александр Гурьков
8 апреля 2022 14:25
А есть ли аккумулятор данной серии только с большей емкостью?
MakitaRussia
8 апреля 2022 17:14
https://makitarussia. ru/product/197422-4/
Александр Гурьков
7 апреля 2022 10:19
А есть ли аккумулятор данной серии только с большей емкостью?
MakitaRussia
7 апреля 2022 12:36
Есть. https://makitarussia.ru/product/197422-4/
владимир
26 октября 2021 13:01
Почтой возможно отправляеть — оплата при получении на почте?
MakitaRussia
28 октября 2021 12:53
Отправка Почтой РФ только по предоплате 100%.
Наталья
3 июля 2021 14:05
Добрый день, подойдет ли этот аккумулятор к пылесосу Makita DCL281FZ? И какое зарядное устройство совместимо с ним?
MakitaRussia
5 июля 2021 14:33
да, подойдет. ЗУ — Устройство зарядное Makita DC18RC (DC 18 RC 195915-5)
Kirill
24 мая 2021 20:20
Здравствуйте
Чем отличается makita dlm382PM2 и DLM382CM2?
MakitaRussia
25 мая 2021 22:57
Зарядным устройством. в РМ2 оно «быстрое» — заряжает за 20-30 мин. В СМ2 — медленное (пара часов)
Александр
6 мая 2021 22:18
Здравствуйте, подойдет ли данный акб Makita BL1830B (197599-5) для шуруповерта Makita DF457DWE ?
Спасибо.
MakitaRussia
7 мая 2021 12:57
нет, у DF457DWE АКБ удешевленной G серии. а вы говорите о BL серии
Загрузка данных. ..
БСК – Аккумулятор MAKITA 197599-5 куб.акк.bl1830b 18в карт с инд
17 829₽
Бренд:
MAKITA
Компания Makita была основана в 1915 году господином Масабуро Макита в японском городе Нагоя. В первые годы компания занималась продажей и ремонтом электромоторов и трансформаторов. В 1935г. компания начала экспортировать электромоторы и генераторы в Россию.
Первой продукцией компании стали генераторы, электромоторы и другая силовая техника. В конце 1950-х годов было запущено производство электроинструмента — первого в Японии. Этот шаг определил дальнейшее развитие компании.
На сегодняшний день ассортимент Makita насчитывает свыше 1,000 наименований инструментов
Компания Makita является лидером в области разработки строительных инструментов.
Уже 100 лет компания разрабатывает и производит инструменты для работ с деревом, бетоном и другими строительными и промышленными материалами, а также для садоводства и лесозаготовки.
Корпорация Makita включает в себя 8 производственных предприятий, из которых два расположены в Европе : в Великобритании и Германии .
Эффективное техническое обеспечение заводов позволяет удовлетворить различные требования потребителей в любых сегментах рынка и постоянно продвигать марку Makita за счет расширения ассортимента продукции.
Залогом успешного роста компании Makita является:
• Постоянная адаптация к меняющимся требованиям рынка;
• Высокий уровень качества продукции и сервиса;
• Совершенствование профессиональных качеств сотрудников, непрерывное повышение их квалификации.
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс. Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
Все товары
Дом и дача
Строительство и ремонт
Инструменты
Электро- и бензопилы
Электро и бензопилы цепные
Аккумулятор MAKITA 197599-5 куб.акк.bl1830b 18в карт с инд
Характеристики
Описание
Похожие товары
Аккумулятор MAKITA 197599-5 куб.акк.bl1830b 18в карт с индКуб.акк.BL1830B 18В карт с инд
Характеристики
Напряжение
18 В
Емкость аккумулятора (Ач)
3
Назначение
для Makita
Тип аккумулятора
Li-Ion
Для акк. дрели
+
Аккумулятор слайдер
+
Страна происхождения
Япония
Коды товара производителя
191067
Вес с упаковкой, кг
0. 7
Габариты упаковки ВхДхШ, см
8 x 11 x 8
Аккумулятор MAKITA 197599-5 куб.акк.bl1830b 18в карт с индКуб.акк.BL1830B 18В карт с инд
Пила цепная аккумуляторная PATRIOT СS 404 Li 40В (без АКБ и ЗУ), арт. 220201401
15 889₽
‹
›
10
Пила цепная аккумуляторная MAKITA DUC353Z (18 Вx2, 20 см, цепь1.3 -3/8, без акк и зар устр,4,6кг)
Пила цепная аккумуляторная MAKITA DUC353Z (18 Вx2, 20 см, цепь1.3 -3/8, без акк и зар устр,4,6кг)
арт. DUC353Z
22 534₽
Пила цепная аккумуляторная MAKITA DUC353Z (18 Вx2, 20 см, цепь1.3 -3/8, без акк и зар устр,4,6кг), арт. DUC353Z
22 534₽
17 829₽
Бренд:
MAKITA
Компания Makita была основана в 1915 году господином Масабуро Макита в японском городе Нагоя. В первые годы компания занималась продажей и ремонтом электромоторов и трансформаторов. В 1935г. компания начала экспортировать электромоторы и генераторы в Россию.
Первой продукцией компании стали генераторы, электромоторы и другая силовая техника. В конце 1950-х годов было запущено производство электроинструмента — первого в Японии. Этот шаг определил дальнейшее развитие компании.
На сегодняшний день ассортимент Makita насчитывает свыше 1,000 наименований инструментов
Компания Makita является лидером в области разработки строительных инструментов.
Уже 100 лет компания разрабатывает и производит инструменты для работ с деревом, бетоном и другими строительными и промышленными материалами, а также для садоводства и лесозаготовки.
Корпорация Makita включает в себя 8 производственных предприятий, из которых два расположены в Европе : в Великобритании и Германии .
Эффективное техническое обеспечение заводов позволяет удовлетворить различные требования потребителей в любых сегментах рынка и постоянно продвигать марку Makita за счет расширения ассортимента продукции.
Залогом успешного роста компании Makita является:
• Постоянная адаптация к меняющимся требованиям рынка;
• Высокий уровень качества продукции и сервиса;
• Совершенствование профессиональных качеств сотрудников, непрерывное повышение их квалификации.
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс.Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
‹
›
Аккумулятор MAKITA 197599-5 куб.акк.bl1830b 18в карт с инд, арт. 191067
17 829₽
Запомнить меня
Регистрация
Восстановить пароль
Бензопила HUSQVARNA 460-15
арт. 9650311-15
17 300a
Количество
Аккумулятор Makita 197599-5 BL1830B 18 В литиевый 3,0 Ач с индикатором заряда
БЕЗОПАСНЫЕ ПЛАТЕЖИ
С безопасным соединением ваши покупки всегда защищены.
ЭКСПРЕСС-ДОСТАВКА
Экспресс-доставка по всему миру.
Trustpilot
Вам также может понравиться
Степлер для дерева 18V LXT Makita DST221ZJ только корпус
€396,50 (включая налог)
325,00 € без налога.
Поставляется без батарей и без зарядного устройства. Функции:
Длина скоб 10, 13, 16, 19, 22 мм Диаметр скобы 0,6 — 1,2 мм Шаг скоб 10 мм Диапазон скоб 10–22 мм Сечение провода 0,6 х 1,2 мм Журнал…
Makita DTP141ZJ 18V BL MOTOR Многофункциональная дрель-шуруповерт
€387,89(включая налог)
317,94 € без налога.
Makita DTP141ZJ 18V BL MOTOR многофункциональная дрель-шуруповерт 4 режима работы для максимальной универсальности: ударный шуруповерт, ударная дрель, дрель (2 скорости), шуруповерт, способный закручивать винт Teks. Электронное сцепление…
другие товары из этой же категории:
Valex Удлинитель хвостовика Ø 2,5 см для бензинового шнека
€9,90 (включая налог)
8,11 € без налога.
Для бензиновых шнеков: AUGER 50/52 — Подсоединяется к бензиновым шнекам с коленчатым валом Ø 20 мм. Диаметр: Ø 2,5 смДлина: 40 см
Heavy Duty Makita 831279-0 Большая сумка для инструментов на тележке
€54,90 (включая налог)
45,00 € без налога.
Сумка для инструментов Heavy Duty, изготовленная из износостойких материалов. Множество карманов внутри и снаружи с мягкой подкладкой для электроинструментов и принадлежностей. Телескопическая прочная ручка с колесиками для удобства переноски…
Спиральные сверла Makita SDS-PLUS NEMESIS для сверления каменной кладки и гранита
€6,22 (включая налог)
5,10 € без налога.
NEMESIS гарантирует отличную работу как на каменном доме, так и на железобетоне, благодаря конструктивным особенностям, позволяющим лучше сверлить и повышать скорость пылеудаления, а также снижать вибрацию…
Valex Роликовая стойка до 80 кг
€29,90 (включая налог)
24,51 € без налога.
Регулируемая роликовая опора, поддерживает большие предметы весом до 80 кг. Регулируемая высота мин.-макс.: 69–109 смШирина ролика: 28 смВес нетто: 4,4 кг
Серия Irwin Joran GRANITE Набор цилиндрических сверл для сверления по камню и граниту
€30,90 (включая налог)
25,33 € без налога.
УДАРНО-РОТАЦИОННОЕ СВЕРЛО ДЛЯ ГРАНИТА Для ударного сверления в очень твердых материалах, таких как гранит. Чрезвычайно прочный и износостойкий твердосплавный наконечник гарантирует до 40% больше отверстий по сравнению с обычным сверлом по камню…
Универсальный нож 1991 Stanley 0-11-911, в упаковке 5 шт.
€2,50 (включая налог)
2,05 € без налога.
Особенности:
1991 — это оригинальный клинок STANLEY — повседневный нож общего назначения, который подходит ко всем стандартным универсальным ножам STANLEY и большинству других ножей. Лезвие 1991 подходит для резки самых легких…
Отламывающиеся лезвия для ножей 25 мм Stanley 0-11-325, в упаковке 10 шт.
€12,10 (включая налог)
9,92 € без налога.
Особенности:
Для разделки трески. 10-425 Ширина мм. 25 — Длина 140 мм — Толщина мм. 0,7 Лезвие 25 мм с 6 лезвиями Диспенсер запасных лезвий с ломателем лезвий и хранилищем использованных сегментов В упаковке 10 шт.
Гибкий магнитный адаптер De Walt DT70621-QZ
€33,90 (включая налог)
27,79€ без налога
Шестигранник 1/4, быстроразъемное соединение с магнитным креплением в 10 раз сильнее, длина 30 см и головка до 90°, оснащен боковой рукояткой для лучшего контроля.
Цилиндрические буровые долота Joran серии Irwin GRANITE бурение по каменной кладке и граниту
€4,98 (включая налог)
4,08 € без налога.
УДАРНО-РОТАЦИОННЫЙ ГРАНИТ Для ударного сверления очень твердых материалов, таких как гранит. Чрезвычайно твердый и износостойкий твердосплавный наконечник гарантирует до 40 % больше отверстий по сравнению с обычными сверлами по камню….
Набор из 5 полотен для электролобзика B-11 HCS, 105×1,25 мм A-85634 для дерева и пластика Makita
€6,10 (включая налог)
5,00 € без налога.
B-11 Полотно HCS по дереву и пластику для электролобзика с европодсоединением. Области применения: твердая древесина, фанера, пластмассы и мазонит <30 мм, чистый рез.
Общая длина: 105 мм
Рабочая длина: 75 мм
Зубьев на дюйм: 9...
Makita A-80553 Шестигранный хвостовик 21 мм A/F
€24,28 (включая налог)
19,90 € без налога.
Шестигранные хвостовики 21 мм A/F, общая длина 450 мм. A-80553 Makita для отбойного молотка и скребка.
GT Line NEW MEGA WHEELS PEL Инструментальная тележка из полиэтилена с двойными стенками
€319,00 (включая налог)
261,48 € без налога.
Инструментальная тележка полностью изготовлена из полиэтилена высокой плотности, надежно защищает от случайных ударов. Чемодан большой емкости идеально подходит для инженеров, путешествующих по воздуху, которые перевозят как инструменты, запасные части, так и компоненты. Замки TSA позволяют…
Коробка Легкие скобы серии 80 коронка 11,4 / 12,8 мм ОЦИНКОВАННАЯ
€11,82 (включая налог)
9,69 € без налога.
Особенности:
Артикул: 1800001Z Длина: 4-6-8-10-12-14-16-20-22 мм Ширина короны: 11,4/12,8 мм Отделка: оцинкованный Точка: Клинч
Количество в коробке: 10000 штук длиной 4 от до длины 14…
Klein DP Фреза для канавок для соединений «Lamello — CLAMEX P» XAh200.
10322
€204,96 (включая налог)
168,00 € без налога.
Подходит для изготовления соединительной фурнитуры Clamex P для мебели, стеллажей и кухни. Артикул: XAh200.10322 Д: 100,4 Отверстие (д): 22 Б: 7 Зубы (Z): 3 Отверстия для штифтов: 4/4/36 Меры выглядит изображением.
Набор из 5 полотен для сабельной пилы BIM, 152×1,25 мм B-05175 по дереву Makita
€11,55 (включая налог)
9,47 € без налога.
Пильный диск по дереву BIM для прямых пил. Области применения: режет прибитую гвоздями древесину, пластик, ПВХ. Общая длина: 152 мм Рабочая длина: 130 мм Зубьев на дюйм: 6 Эквивалент BOSCH S611DF, который можно использовать с инструментами: AEG, B&D, Bosch,…
Патрон Fein для прямого соединения
€109,07 (включая налог)
89,40 € без налога.
Патрон для прямого соединения штуцеров с диапазоном зажима от 2,0 до 8,1 мм, с ключом
ТЕЛЕЖКА ДЛЯ ИНСТРУМЕНТОВ GT Line 01 N Рюкзак для тележки для инструментов
€139,90 (включая налог)
114,67 € без налога.
Инструментальная тележка/рюкзак для переноски инструментов и 15-дюймового ноутбука. 2 передних кармана для документов и аксессуаров. Большие колеса и легко вынимаемая телескопическая ручка. Съемные задние лямки превращают…
Пара наколенников Plano KT500-06031ZR жесткие противоскользящие
€50,50 (включая налог)
41,39 € без налога.
Большой внешний защитный и обволакивающий экран из ПВХ Внутренняя прокладка из аэрогеля Нескользящая резиновая вставка Наружное покрытие из прочного на разрыв полиэстера Полиэстер-ЭВА-ПВХ-Аэрогель
MAKPAC Case 12 Ящик для вспомогательных материалов P-84327 Makita
€147,00 (включая налог)
120,49 € без налога.
Чемодан Makpac с 12 выдвижными ящиками для упрощения хранения и организации предметов, включая винты, заглушки и другие вспомогательные материалы. Легко соединяется с другими кейсами Макпак. Размеры ящика:
12x маленький:…
Сумка для переноски Makita E-05147 для удобной и функциональной установки инструментов
€48,59 (включая налог)
39,83 € без налога.
Удобный и функциональный держатель инструмента, предназначенный для работы, прочный и очень полезный пояс для инструментов Длина 320 мм, высота 270 мм, ширина 145 мм, объем 3,3 литра 3 больших кармана для различных инструментов и приспособлений 2 оригинальных…
Вопросы (0)
На данный момент вопросов от клиентов нет.
Задать вопрос
Ваш вопрос успешно отправлен нашей команде. Спасибо за вопрос!
Задать вопрос
скрыть форму
Имя *:
Электронная почта *:
Телефон:Вопрос *:
Проверка *
Купить Макита | МАК/А-197599-5 | Литий-ионный аккумулятор LXT 18 В 3,0 А·ч BL1830B| Свяжитесь с нами для получения лучшей цены
Артикул: MAK/A-197599-5 литий-ионные аккумуляторы, обеспечивающие вам и вашим беспроводным инструментам Makita непревзойденную производительность и производительность при выполнении сложных задач. Аккумулятор Makita 3,0 Ач (BL1830B) имеет лучшее в категории время зарядки всего 30 минут, поэтому он тратит больше времени на работу и меньше времени на зарядку. Он также оснащен светодиодной подсветкой. индикатор уровня заряда для контроля заряда аккумулятора. Makita является лидером инноваций в области аккумуляторных инструментов и предлагает линейку беспроводных инструментов в мире, питающихся от 18-вольтовых литий-ионных аккумуляторов слайдерного типа.
Об этом изделии
Встроенный светодиод. индикатор уровня заряда аккумулятора позволяет пользователю контролировать заряд аккумулятора
Достигает полного заряда за 30 минут или менее
Совместим только с инструментами Star Protection, обозначенными символом Star Symbol™ и/или желтым приемником аккумулятора под инструментом
Аккумулятор обеспечивает постоянную мощность и время работы при экстремальных температурах, даже зимой (-4°F/-20°C)
Оснащен компьютерным управлением Star Protection™ для защиты от перегрузки, чрезмерной разрядки и перегрева
Ударопрочный внешний корпус и амортизирующий внутренний слой предназначены для защиты аккумулятора
Шестнадцать контактных клемм обеспечивают постоянное соединение с инструментом, что помогает предотвратить потерю мощности или колебания напряжения даже при работе в условиях сильной вибрации
Аккумулятор устойчив саморазряжается и остается готовым к работе даже после длительного хранения
Makita 18V Lithium-Ion — это крупнейшая в мире линейка беспроводных инструментов, питающихся от 18-вольтового литий-ионного аккумулятора слайд-типа
Технология Makita обеспечивает наилучшее в своем классе время зарядки, благодаря чему батарея работает дольше и меньше находится в зарядном устройстве (зарядное устройство не входит в комплект)
Кол-во в упаковке:
0
Вес продукта (фунты) :
1,4 фунта.
Вес в упаковке:
1,5 фунта.
Код UPC:
088381-478182
Об этом товаре
Встроенный светодиод. индикатор уровня заряда аккумулятора позволяет пользователю контролировать заряд аккумулятора
Достигает полного заряда за 30 минут или менее
Совместим только с инструментами Star Protection, обозначенными символом Star Symbol™ и/или желтым приемником аккумулятора под инструментом
Аккумулятор обеспечивает постоянную мощность и время работы при экстремальных температурах, даже зимой (-4°F/-20°C)
Оснащен системой Star Protection Computer Controls™ для защиты от перегрузки, чрезмерной разрядки и перегрева
Ударопрочный внешний корпус и амортизирующий внутренний слой предназначены для защиты аккумулятора
Шестнадцать контактных клемм обеспечивают постоянное соединение с помощью инструмента, чтобы помочь предотвратить потерю или колебания мощности даже при работе в условиях сильной вибрации
Батарея устойчива к саморазряду и остается готовой к работе даже после длительного хранения
Makita 18V Lithium-Ion — это крупнейшая в мире линейка беспроводных инструментов с питанием от 18-вольтового литий-ионного аккумулятора слайд-типа. charger (charger not included)
Technical Specification
System :
18V LXT®
Shelf Pack Qty :
0
Вес изделия (фунты):
1,4 фунта.
Вес в упаковке:
1,5 фунта.
UPC Code :
088381-478182
Product tags
battery (15)
,
to charge (15)
,
to power hearing aids and wristwatches ( 10)
Покупатели, купившие этот товар, также купили
MAK/DUB185RF
Makita DUB185 — это легкая, но мощная 18-вольтовая ручная воздуходувка, подходящая для сада, мастерских и общих работ на стройплощадке. По сравнению со своим предшественником DUB182Z объем воздуха увеличен примерно на 30%. DUB185 имеет три настройки объема воздуха: Низкий, Средний и Высокий, и легко управляется спусковым крючком с регулируемой скоростью, встроенным в эргономичную рукоятку с мягкой накладкой.
3д принтер печать фигурок, печать 3д моделей на заказ. Дешево. 3д студия Скилл
Печать 3д моделей на заказ становится все более востребованной услугой, так как позволяет в сжатые сроки воплотить виртуальную модель в реальное изделие.
Одна из популярных во всем мире сфер применения — 3д принтер печать фигурок — в будущем вполне способна заменить привычные фотографии.
Вы можете сделать уникальный и незабываемый подарок для друзей и родных, выбирая печать 3д моделей на заказ и остановившись на одном из множества вариантов:
собственная миниатюра;
фигурки любимых;
3 д-скульптуры молодоженов;
изображение друзей и коллег;
образы кумиров;
фигурки любимых персонажей;
малыш с УЗИ-снимка;
детский рисунок, напечатанный на 3D принтере;
статуэтка домашнего питомца;
миниатюрная копия транспортного средства;
3 д-копия произведения искусства и т. д.
Любая 3д-модель выполняется профессиональными дизайнерами по фотографиям, сделанным с разных ракурсов, или на основе 3d сканирования с помощью компьютерных технологий. И в том, и в другом случае работа состоит из двух этапов. На первом этапе дизайнер создает виртуальную 3 д модель, которая затем может быть неоднократно напечатана. Второй этап – изготовление самой статуэтки.
Планируя печать 3д моделей на заказ, Вы можете выбрать удобный для Вас размер, стильный монохромный или реалистичный красочный вариант. Печать 3 д модели осуществляется на специальном оборудовании с использованием современных высококачественных экологичных материалов. Цветной гипсополимер обеспечит фотографическую точность, монохромный фотополимер передаст мельчайшие детали, а одноцветная или двухцветная печать пластиком станет наиболее выгодной по цене. Помимо выбора материала, на стоимость 3d портрета влияет также его масштаб и степень детализации. В зависимости от технологии, размеров и сложности 3д принтер печать фигурок занимает от нескольких часов до нескольких дней.
Выполненная по Вашему заказу в единственном числе в виде игрушки, статуэтки, брелка или магнита, любая модель будет изготовлена оперативно, качественно и оригинально. Напечатанная на 3D-принтере практичная и долговечная 3d-фигурка надолго станет эксклюзивным украшением любого интерьера, рабочего стола или новогодней елки.
Вы можете предварительно оценить ожидаемое качество услуги 3д печати с учетом выбранного материала и настроек, запросив фотографии готовых работ или посетив наш офис.
Как рассчитать стоимость печати на 3D принтере
Для реализации некоторых идей самым быстрым и простым решением становится 3D-печать. В некоторых ситуациях удачным решением может стать приобретение своего 3D-принтера, но иногда гораздо выгоднее и быстрее заказать необходимое изделие в фирме, специализирующейся на 3D-печати. Да и многие обладатели 3D-принтера задумываются о том, чтобы “монетизировать” свое хобби, но как правильно рассчитать свои затраты?
Несмотря на то, что цену принято указывать за грамм рабочего материала, просто умножить вес модели на стоимость 1 грамма будет неправильно. Помимо стоимости расходных материалов в цену изделия добавляется еще много неочевидных, на первый взгляд, расходов.
Для каждой технологии 3D печати используются свои расходники. Разберем самые популярные и доступные из них.
Доступные технологии и основные отличия
В настоящее время появилось огромное количество 3D аппаратов от небольших настольных, которые уместятся на рабочем столе, до огромных промышленных станков. Среди самых доступных можно выделить 2 технологии — FDM и фотополимерные принтеры (LCD/DLP/SLA).
FDM 3D-печать
На сегодняшний день самой доступной технологией 3D-печати является FDM. Разнообразие материалов и 3D-принтеров позволяет применять FDM для широкого спектра задач.
Схематичная работа FDM принтера
Большой выбор позволяет легко подобрать 3D-принтер под определенную задачу или найти универсальный аппарат.
Материалом для печати служит пластиковая нить — филамент. На рынке можно найти филамент под различные задачи, на любой “вкус” и кошелек. Это могут быть совсем недорогие ABS и PLA пластики или специфические — токопроводящие, выжигаемые и т.д.
Плюсы:
Минусы:
Несмотря на то, что FDM позволяет печатать широким спектром пластиков, с различными свойствами, некоторые ограничения у технологии есть. Например нельзя получить идеально гладкую поверхность, изготавливать миниатюрные и очень тонкие элементы или изготавливать детали с очень сложной внутренней геометрией с высокой точностью.
Фотополимерная печать
Фотополимерные принтеры могут работать по одной из 3х технологий — SLA, DLP или LCD. Эти аппараты придут на помощь, если необходимо изготовить небольшую, но очень подробную модель с множеством мелких деталей.
Принцип работы фотополимерных принтеров
В качестве расходного материала используется фотополимерная смола застывающая от УФ излучения. Сейчас появилось большое разнообразие фотополимерных смол на любой вкус. От особо прочных и точных инженерных или ювелирных смол, до мягких флексов.
Плюсы:
Высокая точность печати
Хорошее качество поверхности
Большое разнообразие принтеров и расходников
Минусы:
Фотополимерные принтеры хорошо показали себя в различных отраслях, где требуется идеально гладкая поверхность и высокая точность. Их используют в стоматологии, ювелирной промышленности, для изготовления миниатюрных мастер моделей для литья и многого другого.
Промышленные принтеры
Это уже промышленные станки, для которых требуется отдельное помещение и иногда определенные требования к вентиляции и т.д. В этой статье мы не будем подробно разбирать эти аппараты, но кратко рассмотрим самые популярные технологии.
FDM
Помимо настольных аппаратов, работающих по технологии FDM, распространены промышленные принтеры, работающие по тому же принципу.
К этой категории можно отнести аппараты с большой областью печати (от 30х30х30 см и больше). Например Raise Pro2 с областью печати 30х30х30 см.
Raise Pro2
Или станки, предназначенные для печати тугоплавкими материалами (например PEEK). В таких 3D-принтерах обычно присутствует активная термокамера, а экструдер можно разогревать выше 400 градусов.
CreatBot F160-PEEK предназначенный для работы с тугоплавкими пластиками
Фотополимерные принтеры
Промышленные фотополимерные аппараты обычно имеют намного большую рабочую область, по сравнению со своими “домашними” братьями. Помимо этого оптимизированы и автоматизированы многие процессы для более быстрой работы. На таких принтерах можно быстро и качественно изготовить небольшую партию моделей, большой прототип или мастер модель.
Семейство промышленных фотополимерных принтеров Prismlab с большой рабочей областью
3DP
3DP — Three-Dimensional Printing (переводится как трехмерная печать) является логичным продолжением обычных двухмерных принтеров. Печать производится при помощи сопел которые выборочно наносят связующее вещество на материал (обычно это гипс). В связующее вещество можно добавить краситель и модель получится цветная.
Цветная гипсовая модель
Поскольку гипсовая модель получается хрупкой, похожий принцип используют для печати металлами. Только готовое изделие нужно обработать в печи для удаления связующего вещества и повышения прочности. Но несмотря на обработку такие металлические отпечатки все равно будут уступать по прочности литым изделиям.
MJM
Это фирменная технология компании 3D Systems. MJM — это смесь FDM, 3DP и иногда SLA (зависит от выбранного материала). Печать производится при помощи множества небольших сопел (от 96 до 488), расположенных на голове станка. Точность и качество поверхности моделей, изготовленных таким способом, ничем не уступает фотополимерным принтерам.
Модели изготовленные при помощи MJM технологии
Такие аппараты умеют работать с фотополимерными смолами, воском или термопластиком. Можно комбинировать сразу несколько материалов — например для сложных моделей можно использовать в качестве поддержки воск.
SLM
SLM — это послойное спекание металлического порошка при помощи мощного лазера. Есть несколько похожих технологий — SHS/SLS. Принцип работы один и тот же, только вместо лазерного луча используется тепловая печатающая головка.
Турбина, изготовленная методом SLM
В качестве материала для печати можно использовать порошки различных металлов — золото, нержавейка, алюминий, различные сплавы и т. д.
Рабочая камера при печати заполняется инертным газом, чтобы не происходило окисления металлов. Это позволяет печатать даже титановым порошком.
Модели, изготовленные таким методом ничем не уступают, а иногда и превосходят, литые изделия. SLM позволяет изготавливать модели со сложной внутренней геометрией, которые невозможно изготовить другим методом (литье или фрезеровка).
Себестоимость 3D-печати
Себестоимость модели складывается обычно из нескольких факторов.
Амортизация оборудования. Принтеру как любому станку требуется обслуживание и периодическая замена некоторых запчастей. При работе постепенно растягиваются ремни, изнашиваются втулки или линейные подшипники. Например, при износе втулок или линейных подшипников; может появится выработка на валах и потребуется их замена.
Цена материалов
Основная статья расходов для 3D-принтера- это, конечно, печатный материал. ;
FDM (пластиковый филамент)
Поскольку FDM технология на сегодняшний день самая распространенная, выбор филаментов очень разнообразен.
Инженерные пластики — обычно это нейлон с добавлением различных наполнителей, которые улучшают физические характеристики готовой модели. Стоимость спец. пластиков начинается от 2000р за катушку и выше. Все зависит от производителя и наполнителя (углеволокно, стеклоткань и т.д).
Декоративные пластики используются для имитации различных материалов. Пластик может просто необычно окрашен (светящиеся, прозрачные пластики) или в него добавляется специальный наполнитель (пластики с металлической пудрой). Стоимость декоративных пластиков начинается от 1500р за катушку и дороже, в зависимости от наполнителя.
Большое преимущество FDM — разнообразный выбор материалов для работы. Это позволяет, имея один принтер, изготавливать практически любое изделие — от детской игрушки до сложного инженерного прототипа.
Фотополимеры (смола)
Технология печати фотополимерной смолой становится все доступнее. Появляется много разнообразных смол.
Стоимость обычной цветной смолы начинается от 2500р за 0,5 кг (объем +/- 0,5 л). Можно найти в продаже смолу меньшего объема (250 гр). Можно приобрести несколько разных смол в маленьких емкостях и на практике выяснить, какая из них лучше подойдет для определенной модели.
Инженерные смолы — это смолы с увеличенной прочностью. Их можно использовать не только для печати декоративных изделий, но и для изготовления функциональных прототипов и моделей. Стоимость за 0,5 кг начинается от 5900р и выше.
Спец смолы — выжигаемые, стоматологические, мягкие флексы и т. д. В зависимости от смолы цена за 0,5 кг может начинатся от 4800р и выше. Все зависит от характеристик смолы.
Фотополимерные смолы еще не достигли такого разнообразия как FDM филаменты, но уверенно их догоняют. Хотя из-за того, что литр смолы стоит ощутимо дороже катушки филамента себестоимость изделия получается намного выше.
Примеры печати
FDM
Mag Pull (петля быстрого извлечения) для G3 магазинов.
Модель бесплатно скачана из открытого источника (файл можно скачать тут). Печать инженерным угленаполненным пластиком (цена за катушку от 4700руб). Вес модели с поддержкой около 25 грамм. Постобработка не понадобилась. Стоимость готовой модели — 250р.
Пластиковая застежка
Файл скачан из открытого источника (можно скачать здесь). Пластик — угленаполненный нейлон (цена за катушку от 4700р). Вес готового изделия около 20 грамм. Отпечаток без постобработки. Итоговая стоимость — 200р.
Макет часов
Модель смоделирована на заказ (стоимость моделирования от 1000р). Изделие напечатано на промышленном принтере с использованием растворимой поддержки. Отпечаток без постобработки. Стоимость готового изделия — от 700р за штуку (зависит от количества необходимых изделий).
Тяговый протез
Модель взята из открытого источника (скачать доработанную версию протеза можно здесь). Вес израсходованного материала около 600 гр, печать ABS пластиком (стоимость катушки от 800 р). После печати производилась постобработка и сборка. Итоговая стоимость изделия — от 3000 р (зависит от материала печати, материала поддержки, заполнения и т.д).
Макет педали
Изготовление 3D-модели по чертежу (от 1000 р). Вес готовой модели около 200 гр. Изделие печаталось инженерным угленаполненным пластиком (стоимость катушки от 4700 р). Постобработка не понадобилась. Стоимость готового изделия около 3000 р.
Фотополимерные принтеры
Модели челюстей для изготовления коронок
Файлы для печати получены при помощи 3D-сканера и доработаны в 3D-редакторе (стоимость сканирования от 3000 р, стоимость ручной доработки от 1000 р). Печать на промышленном фотополимерном принтере. Постобработка не нужна. Стоимость готового изделия от 80 р за грамм.
Кольца из выжигаемого фотополимера
Модель изготовлена на заказ. Печать на настольном SLA принтере выжигаемым полимером. Постобработка не нужна. Стоимость готового изделия — 200 р за изделие.
Миниатюры
Модели куплены на сайте myminifactory (стоимость модели от 2$). Изготовлены при помощи настольного DLP принтера. Постобработка не потребовалась. Стоимость готовой фигурки от 70 р за грамм.
3D печать на заказ
Многие обладатели 3D принтеров задумываются о монетизации своего хобби. Но стоит понимать, что цена 3D печати “для себя” и цена коммерческой печати очень сильно отличаются.
Начиная печатать на заказ лучше иметь в наличии несколько принтеров, работающих по разным технологиям.
Стоимость коммерческой 3D печати
Помимо себестоимости модели, к коммерческому изготовлению изделий, можно добавить:
Моделирование. Часто клиенту нужно не только изготовить деталь, а предварительно смоделировать ее. Это может быть простая зубчатая шестеренка, на моделирование которой не потребуется много времени, а может сложная скульптура, моделирование которой займет больше времени чем изготовление.
Постобработка модели. Это может быть просто удаление поддержек, с зачисткой места их соприкосновения с изделием или полный цикл обработки (шпатлевка, шлифовка поверхности, покраска и т.д).
Стоит учитывать, что не всегда модель получится распечатать с первого раза. Иногда может потребоваться несколько попыток. А это дополнительные расходы.
Что невыгодно печатать
Несмотря на широкие возможности 3D печати есть модели которые невыгодно делать на 3D принтере. Для таких моделей лучше использовать другие способы изготовления.
Примеры коммерческой печати
Ювелирные изделия для дальнейшей отливки
Изготовление рекламной продукции и сувениров
Штучные миниатюры или мастер модель для последующего литья
Макет изготовленный при помощи 3D печати
Выгодно печатать на 3D принтере:
Если деталь продается только в сборе. Например сломалась небольшая шестеренка в механизме, но механизм продается только “в сборе”. Гораздо дешевле изготовить нужную шестеренку на 3D принтере, чем покупать весь механизм.
Небольшая партия деталей. Небольшие партии, особенно моделей со сложной геометрией, выгоднее изготовить на 3D-принтере, чем литьем или другими методами.
Итоги
Если нужно несколько моделей или небольшой проект, иногда целесообразнее будет заказать изготовление в сторонней организации. Ведь помимо покупки оборудования и материалов, придется разбираться в нюансах настроек и характеристиках различных материалов.
Покупка 3D-принтера, для коммерческого использования, оправдана если удастся полноценно нагрузить его работой или потом его можно будет использовать для других целей.
Для печати на заказ нужно иметь несколько принтеров, работающих по разным технологиям. Лучше обзавестись несколькими аппаратами с меньшей областью печати, чем купить всего один принтер, хоть и с большой рабочей областью.
6 лучших 3D-принтеров для миниатюр на ноябрь 2022 года (D&D & More)
Рост популярности видеоигр оттеснил настольные игры на обочину, но те, кому нравятся эти игры, часто являются их преданными поклонниками. Поскольку пользовательские персонажи и модели для игр становятся дорогими от до , многие решили, что покупка 3D-принтера для миниатюр и печать собственных пользовательских моделей — это путь вперед.
Миниатюры обычно относятся к таким играм, как Warhammer, Dungeons & Dragons и 28-миллиметровым миниатюрам, но миниатюры, напечатанные на 3D-принтере, могут означать любые маленькие модели.
В этой статье даются советы о лучших 3D-принтерах для миниатюр как для моделей, так и для местности, которые вы можете купить в зависимости от ваших приоритетов, предпочтений и бюджета, а также основные советы по печати миниатюр — и помимо спецификаций, факторы, которые на самом деле делают отличие от миниатюрного качества печати.
БЮДЖЕТНЫЙ ВЫБОР
Anycubic Photon M3
Высококачественный 4K-экран по низкой цене0005
Доступно на AnyCubic здесь Amazon здесь
Качественный выбор
AnyCubic Mono x 6k
Высокий качество 6K LCD Скрип
. at anycubic здесь amazon здесь
FOR TERRAIN
Creality Ender 3 V2
Качество ниже, чем у полимерного принтера, но идеально для местности
Отличный недорогой принтер начального уровня
Доступен в Creality здесь Amazon здесь
Зачем 3D-печать собственных миниатюр?
Вместо того, чтобы ограничиваться моделями, представленными в каталогах миниатюрных компаний, и платить более 10 долларов за модель, с помощью 3D-принтера вы можете печатать все, что захотите, а также сэкономить до 90% на покупной цене. !
Некоторые дизайнеры бесплатно публикуют свои миниатюры в Интернете (мы добавим лучшие места позже), но даже модели премиум-класса очень дешевы — часто всего за несколько долларов. И когда вы покупаете их, вы получаете файл STL, чтобы вы могли печатать модель снова и снова.
Фигурка, напечатанная на 3D-принтере, которую мы напечатали на нашем полимерном принтере Elegoo. Миниатюрное кольцо, напечатанное на 3D-принтере – такой уровень детализации возможен только на полимерных принтерах.
Некоторые премиум-файлы даже поставляются с предварительно созданными профилями слайсера, так что вам просто нужно импортировать файл и распечатать.
Таким образом, при принятии решения о покупке или 3D-печати настольных миниатюр два основных фактора — это выбор и цена.
Лучшие 3D-принтеры для миниатюр
Название
Тип принтера
Объем сборки (мм)
Разрешение XY
Цена
Где купить по лучшей цене?
Elegoo Mars 2 Pro
Resin
129 x 80 x 160
50μm
$220
Elegoo here
Anycubic Photon M3
Resin
163 x 103 x 180
40μm
300 $
Anycubic здесь
Elegoo Mars 3
Смола
143 x 90 x 175
35μm
$300
Elegoo here
Anycubic Mono X 6K
Resin
197 x 122 x 250
34μm
$569
Anycubic here
Phrozen Sonic Mini 8K
Resin
165 x 72 x 180
22μm
$699
Phrozen here
Creality Ender 3 V2
FDM
220 x 220 x 250
$ 279
Creality Store здесь
Ender 5 плюс
FDM
350 x 350 x 40092
$ 579
СТО ?
Миниатюрная 3D-печать стоит в среднем около 1 доллара США, хотя эта сумма зависит от размера модели и типа используемой смолы. 1-литровая бутылка смолы позволяет напечатать 30-35 миниатюр разумного размера, а стоимость смолы для любителей составляет 20-40 долларов.
Помните, однако, что вы будете использовать немного смолы для миниатюр на подставках, поэтому только около двух третей вашей смолы пойдет на настоящие модели.
Почему бы не использовать FDM для 3D-печати миниатюр (но следует использовать для ландшафта)
Хотя 3D-принтеры FDM имеют большую площадь печати, а нить дешевле и нетоксична, вы не можете приблизиться к тому же уровню деталей. А мельчайшие детали — ключ к потрясающе выглядящим миниатюрам.
Вы увидите линии слоев на модели, и вам потребуется изрядное количество отделки и постобработки, чтобы достичь ваших стандартов качества. Для сравнения, если бы вы увидели в магазине миниатюру, напечатанную методом FDM, вы бы, скорее всего, не купили ее.
Но вы можете печатать более крупные и грубые детали с помощью FDM-принтера, такие как ландшафт, фоны и аксессуары, такие как башни, мосты и другие интересные дополнения. Часто эти детали будут шире, чем могут поместиться настольные ЖК-принтеры, но FDM-принтер, такой как Ender 3, должен быть в состоянии напечатать их, а если нет, то более крупный принтер, такой как Ender 5 Plus, наверняка сможет.
В целом, мы рекомендуем купить полимерный принтер для миниатюрных моделей и принтер FDM для местности и аксессуаров. Однако, если вы новичок и печать смолой вас пугает, вы все равно можете печатать миниатюры надлежащего качества с помощью FDM-принтера. FDM-печатная местность для миниатюр. Источник
Лучшие 3D-принтеры для миниатюр 2022 – обзоры
В зависимости от ваших предпочтений мы выбрали как FDM, так и полимерные принтеры. В первой части представлены лучшие полимерные принтеры для миниатюр в каждом ценовом диапазоне, а затем перечислены лучшие 3D-принтеры FDM для миниатюр, которые мы рекомендуем.
3DSourced поддерживается для чтения. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Лучшие полимерные 3D-принтеры для миниатюр
Elegoo Mars 2 Pro Mono — лучший недорогой полимерный 3D-принтер для миниатюр
Цена: $250 — Доступно в магазине Elegoo здесь / Также доступно на Amazon здесь
Максимальный объем печати: 5,1 x 3,1 x 6,3 дюйма цене, Elegoo Mars 2 Pro быстро стал опорой настольной 3D-печати. Когда мы протестировали его для нашего обзора Elegoo Mars 2 Pro, мы были очень впечатлены качеством, которое он обеспечивает по такой низкой цене. 3D-печать Clank, которую мы напечатали на Elegoo Mars 2 Pro 9.0005
Для производителей, имеющих опыт 3D-печати и знакомых с дополнительными сложностями печати смолой, Elegoo Mars может стать идеальным 3D-принтером для миниатюр и настольных моделей. Он может печатать более гладкие модели с более четкими и четкими краями, чем принтеры FDM, а используемые смолы стоят не так дорого, как раньше.
Мы также рекомендуем станцию промывки и отверждения Elegoo — доступна на Amazon здесь
ЖК-экран 2K 6″ обеспечивает принтеру высокую точность отверждения смол с доступным разрешением слоя от 0,01 до 0,2 мм. Он поставляется с CHITUBOX, высоко оцененным 3D-слайсером из смолы, который быстро нарезает модели, чтобы сэкономить ваше время, а также включает в себя полезные функции, такие как инструменты, которые выдалбливают модели перед печатью, чтобы снизить затраты на материалы, если вы не возражаете против немного менее прочного. части.
В целом, Elegoo Mars 2 Pro Mono является одним из лучших недорогих полимерных принтеров, и для создания миниатюр, если у вас есть технические ноу-хау, вы можете обнаружить, что печать смолой лучше всего соответствует вашим потребностям.
Максимальное значение: Если вас устраивает ЖК-дисплей с разрешением 2K, Mars 2 Pro — ваш лучший выбор. Если у вас есть деньги, выбирайте Elegoo Mars 3 или Photon M3.
Мы были впечатлены деталями миниатюр, которые мы напечатали с его помощью.
Минусы
С тех пор были выпущены более новые принтеры с более высокими характеристиками, однако большинство из них стоят дороже.
AnyCubic Photon M3
Цена: Проверка последняя цена на AnyCubic здесь
Объем . микрон
Недавно выпущенный Anycubic Photon M3 добился успеха в производстве миниатюр, сочетая в себе лучшие характеристики по той же цене, что и его предшественники, Photon Mono и Mono 4K.
Эти усовершенствования наиболее заметны при увеличении объема сборки 163 x 103 x 180 мм. На бумаге это может показаться не таким уж большим, но это означает, что Anycubic Photon M3 может производить гораздо более крупные отдельные модели или пакетно печатать больше копий за один раз, чем Mono 4K, не говоря уже об оригинальном Mono.
Дополнительная высота по оси z хорошо подходит для более высоких моделей, отлично подходит, если вы работаете над изготовлением больших фигурок для демонстрации.
Anycubic Photon M3 и Mono 4K используют монохромный ЖК-дисплей 4K, но более крупный экран Photon M3 с диагональю 7,6 дюйма справляется с большим объемом сборки. В цифрах это означает небольшое понижение разрешения XY до 40 микрон по сравнению с 35 микронами у Mono 4 K, но при таких низких числах разница неразличима невооруженным глазом, даже для опытных поклонников миниатюр.
Мы по-прежнему рекомендуем Photon M3 вместо Mono 4K из-за большего объема сборки — на этом уровне разница в 5 микрон не будет иметь значения, даже в самых точных миниатюрах.
По сравнению со стандартным ЖК-дисплеем 2K Mono нет конкурентов: Anycubic Photon M3 обеспечивает гораздо лучшую детализацию и функции даже на самых сложных фигурках Warhammer и D&D. Это также быстро, с твердой скоростью печати 50 мм / ч, что соответствует примерно 30 минутам для 28-миллиметровой модели.
Чрезвычайно доступный.
Идеально подходит для больших миниатюр, особенно для высоких моделей.
Минусы
Немного более низкое разрешение, чем у Mono 4K — но это из-за большего экрана и объема сборки на Photon M3.
Anycubic Mono X 6K
Цена: Проверить последнюю цену на Anycubic здесь / Amazon здесь0221
Минимальная высота слоя: 10 микрон
Anycubic Mono X 6K, позиционируемый как обновление популярной бюджетной модели Mono X, не столько заново изобретает колесо, сколько опирается на прочный фундамент и фантастическое качество сборки.
В первую очередь это переход на дисплей с разрешением 6K, улучшенную световую матрицу для улучшения равномерности отверждения и увеличенный ЖК-дисплей с диагональю 9,25 дюйма. На практике это означает высокое качество печати и более четкое разрешение XY 34 микрона на большей поверхности.
Для производителей миниатюр это означает заметный скачок качества по сравнению с Mono X, особенно в отношении более мелких деталей, таких как волосы, чешуя, рога, детали доспехов и черты лица. Отпечатано на Mono X 6K. Предоставлено: u/MaxHereticus66
Это относится к большим и маленьким фигуркам или моделям благодаря тому, что Anycubic Mono X 6K имеет вместительный рабочий объем 197 x 122 x 250 мм для полимерного принтера. Другими словами, Anycubic Mono X 6K подходит как для печати больших танков, рыцарей и гончих Warhammer, так и для классических 28-мм миниатюр космических десантников.
Мы настоятельно рекомендовали Mono X, когда он был самым качественным полимерным принтером среднего класса, и Mono X 6K прекрасно развивает это. Однако, если вы хотите сэкономить деньги, Photon M3 — отличный выбор, если вас устраивает разрешение 4K, поскольку Mono X 6K стоит вдвое дороже.
Для игроков-любителей Warhammer и тех, кто неравнодушен к случайным пятничным вечерним сеансам D&D, Photon M3 остается наиболее экономичным вариантом. Но для разрешения следующего уровня лучше всего подходит Mono X 6K.
Mono X уже был лучшим выбором — теперь он обновлен.
ЖК-дисплей 6K обеспечивает превосходную передачу сложных деталей.
Еще больший объем сборки для одновременного производства множества миниатюр.
Минусы
Дорого по сравнению с бюджетными 3D принтерами для миниатюр.
Если вам не нужно все качество 6K, выберите Photon M3, Photon Mono 4K или Elegoo Mars 3.0221
Объем сборки: 165 x 72 x 180 мм
Разрешение по осям XY: 22 микрона
Минимальная высота слоя: 10 микрон , Phrozen Sonic Mini 8K идеально подходит для высококачественных миниатюр, будь то настольные игры, дисплеи или военные игры.
Если вы можете переварить ценник, Phrozen Sonic Mini 8K будет таким же премиальным, как и лучшие 3D-принтеры для миниатюр — если только вы не станете полностью промышленным.
Phrozen Sonic Mini 8K предлагает лучшее в своем классе разрешение XY 22 микрона. Он превосходит по производительности такие популярные принтеры на полимерной основе, как семейство Elegoo Mars и Anycubic Photon Mono X 6K и Mono 4K. В действии этот тип разрешения передает даже мельчайшие детали с мельчайшими деталями даже на небольших 28-миллиметровых миниатюрах. Отпечаток 4K слева и 8K справа. Источник: Geek Gaming Scenics
Теперь, при всей своей способности создавать превосходные миниатюры, у Phrozen Sonic Mini 8K есть один существенный недостаток по сравнению с другими полимерными принтерами — небольшой объем сборки.
Он имеет размеры 165 x 72 x 180 мм, что ставит его в один ряд с более дешевыми аналогами, такими как Anycubic Photon Mono 4K.
Это неизбежно является недостатком, если вы печатаете одиночные большие фигурки, но это уменьшает возможности для одновременной пакетной печати нескольких фигурок, поэтому, если вы хотите производить большие объемы для своих деловых или домашних игр, рассмотрите линейку Sonic Mighty от Phrozen. Anycubic Mono X 6K или Elegoo Saturn S.
В целом, если вы ищете миниатюры самого высокого качества и не слишком беспокоитесь о небольшом объеме сборки, Phrozen Sonic Mini 8K практически не имеет себе равных.
Лучшее в своем классе разрешение XY 22 микрона.
Идеально подходит для небольших фигурок размером 28 мм с точными чертами и деталями.
Минусы
Небольшой объем сборки по цене.
Лучшие 3D-принтеры FDM для миниатюр
Creality Ender 3 V2 — лучший 3D-принтер для миниатюрной местности
Цена: Проверить цену в официальном магазине Creality здесь / Доступно на Amazon здесь
2
Размер: 2 х 250 мм
Разрешение: 100 микрон
Считающийся одним из лучших дешевых 3D-принтеров, Ender 3 славится своей надежностью и эффективностью по доступной цене. Он поставляется в виде комплекта для 3D-принтера, но его сборка занимает менее часа и очень проста — всего 20 винтов.
Это FDM-принтер, поэтому он не может достичь того же уровня точности, что и принтеры из смолы Elegoo или Anycubic. Тем не менее, это один из лучших 3D-принтеров FDM для ландшафта для миниатюр, так как он печатает надежно, дешево и имеет приличный объем печати 220 x 220 x 250 мм.
Если вы хотите избежать печати смолой, вы можете использовать ее для печати миниатюр, но они не будут иметь такого же уровня точности, и вам потребуется выполнить некоторую шлифовку и общую постобработку, чтобы приблизить их к уровню ты доволен.
Но Ender 3 V2 — лучший принтер в своем ценовом диапазоне для местности, а нить PLA очень дешевая и с ней очень легко печатать. Единственная проблема может возникнуть, если вы хотите напечатать большие башни или ландшафт, который не помещается в объем сборки.
Лучший недорогой комплект FDM — простой в сборке и печати, надежный и прочный.
Широкие возможности модернизации: доступно множество экструдеров, платформ, хотэндов и других модификаций.
Минусы
Не очень подходит для миниатюр – придерживайтесь ландшафта и вместо этого настоятельно подумайте о принтере из смолы.
Ender 5 Plus — лучший 3D-принтер для миниатюрной местности
Цена: Проверить последнюю цену на Creality здесь / Amazon здесь
Том сборки : 350 x 350 x 400 мм
Точность печати: 100 микрон
Толщина слоя: 100-400 микрон
Объем не совсем соответствует размеру ландшафта, который вы планируете печатать, Ender 5 Plus — отличная альтернатива.
Он увеличивает объем сборки до внушительных 350 x 350 x 400 мм, что идеально подходит для тех обширных фонов для вашего стола и приключений D&D, которые просто не поместятся на стандартном Ender 3.
По сравнению с недорогими потребительскими принтерами этот размер тома очень высок и должен покрыть все ваши потребности на местности. Он особенно подходит для запутанных руин, полей сражений, башен, скалистых выступов, подземелий и т. д. — идеально подходит для усиления этого важного ощущения погружения.
Помимо большого формата, Ender 5 Plus также обладает некоторыми полезными преимуществами по сравнению с Ender 3. Он поставляется с датчиком автоматического выравнивания кровати BLTouch, чтобы сэкономить время и усилия, чтобы вы могли сосредоточиться на воссоздании ландшафта.
Также имеются двойные ходовые винты по оси Z для повышения стабильности и, как следствие, общего качества печати. В другом месте он может похвастаться датчиком нити, который предупреждает вас, если нить заканчивается или ломается, поэтому вы не будете тратить больше времени, чем вам нужно, на печать, которая не будет завершена.
Ender 5 Plus стоит вдвое дороже, чем вы ожидаете заплатить за Ender 3, но если вы можете увеличить свой бюджет, это универсальный принтер для местности, который стоит дополнительных денег.
Массивный объем сборки 350 x 350 x 400 мм.
Удобные функции, такие как автоматическое выравнивание кровати и датчик нити.
Идеально подходит для больших фонов и моделей местности.
Минусы
Более чем в два раза дороже Ender 3 и Ender 3 V2.
Важные характеристики и факторы, которые следует учитывать при покупке 3D-принтера для миниатюр
Высота слоя
Различные 3D-принтеры имеют разную минимальную высоту слоя, например, Elegoo Mars 3 имеет минимальную высоту слоя 0,01 мм или 10 микрон. Creality Ender 3 V2 имеет минимальную высоту слоя 0,1 мм или 100 микрон.
Чем меньше высота слоя, которую вы выберете для своих моделей, тем выше качество и тем менее заметными будут линии слоев.
Однако, чем ниже высота слоя, тем больше слоев будет в вашей модели, что увеличивает время, необходимое для печати, а также повышает вероятность неудачной печати.
Мы советуем вам не уменьшать толщину до 0,01 мм на 3D-принтере из смолы с миниатюрами — 0,03–0,04 мм — это хороший диапазон для отличного качества. Чтобы представить это в перспективе, на миниатюрном отпечатке высотой 6 см из смолы со слоями 0,05 мм, то есть 1200 слоев для печати.
Качество и точность экрана: вам нужен экран 4K, 6K или 8K? И стоит ли покупать монохромный 3D-принтер?
Самое главное выбрать моно 3D принтер. Они отверждают и печатают полимерные слои часто в 3 раза быстрее, а также часто служат в 4 раза дольше, поэтому они сэкономят вам деньги и избавят вас от необходимости постоянно заменять детали.
Мы рекомендуем вам выбрать полимерный принтер 4K, если вы можете себе это позволить, так как сейчас они ненамного дороже принтеров 2K MSLA, и вы заметите повышение точности, особенно таких деталей, как волосы и бороды, или руки и пальцы на ваших моделях. Если у вас есть деньги, купите принтер 8K, но это не обязательно.
Однако при определении высокого качества принтера не смотрите исключительно на технические характеристики.
Трафарет 2K с принтером, изготовленным из высококачественных деталей, таких как болты рабочей пластины и замки резервуара для смолы, которые могут работать с малой высотой слоя, сохраняя точность и не подвержены нарезанию резьбы, будут создавать лучшие миниатюрные модели, чем некачественно построенный 4К принтер.
Сосредоточьтесь на покупке качественного принтера известной компании с качественным экраном.
Высококачественные бренды включают Anycubic, Elegoo и Phrozen в этих более низких ценовых диапазонах, и мы настоятельно рекомендуем их, если вы печатаете миниатюры дома или другие точные модели из смолы.
При этом существуют заметные различия на каждом уровне качества смолы — в основном после того, как вы загрунтовали модели.
Углы будут выглядеть немного четче, а определенные черты лица и определение мышц в целом станут лучше, но вы по-прежнему можете создавать очень хорошие модели на 4K или даже 2K ЖК-принтерах с полимерным экраном, вы просто получите дополнительную резкость, когда увеличите до 6К или 8К.
Как скорость и размер работают с полимерным принтером
Полимерные принтеры работают иначе, чем принтеры FDM. Вместо того, чтобы печатать одну деталь за раз, когда экструдер FDM-принтера отслеживает слой, ЖК-принтеры сразу прошивают весь слой, поэтому независимо от того, сколько моделей печатается на рабочей пластине, все они будут печататься с одинаковым объемом. время.
Таким образом, единственный фактор, определяющий, сколько времени займет задание на печать смолой, — это высота самой высокой модели.
Это делает размер сборки полимерного принтера важным, так как чем больше моделей вы можете упаковать в область, тем больше моделей вы можете напечатать за одно задание — за то же время. Большие 3D-принтеры могут одновременно печатать более 20 миниатюр, хотя большинство принтеров-любителей могут печатать около 3-4 миниатюрных моделей разумного размера.
Что нужно помнить при 3D-печати пластиковых миниатюр
Смола токсична и вызывает раздражение – никогда не прикасайтесь к ней напрямую, а если все-таки коснетесь, тщательно вымойте руки водой с мылом. Носите маску, чтобы избежать испарений, обычно старайтесь избегать помещения при печати и, если возможно, размещайте принтер рядом с вентиляцией.
После печати требуется постобработка — вам нужно будет соскрести смоляные отпечатки с рабочей пластины, снять опоры (наденьте перчатки), смыть смолу с отпечатков изопропиловым спиртом, высушить их и вылечить их в ультрафиолетовом свете. Затем, по желанию, вы можете исправить любые недостатки, загрунтовать и покрасить их для вашего индивидуального вида. Мы рекомендуем покупать станцию для мытья и отверждения вашего бренда, чтобы сэкономить ваше время и нервы.
Вам потребуется заменить детали . Двумя основными виновниками являются пленки FEP и экраны, которые со временем необходимо будет заменить. Это выводит вас из строя на некоторое время и стоит денег.
Подробнее: 3D-печать миниатюр дешевле (мы рассчитали точную стоимость для FDM и полимерной печати миниатюр)
Что делает хороший 3D-принтер для миниатюр
Точность: измеряется в микронах, это ключ для того, насколько подробными будут даже самые мелкие детали ваших моделей. Лучшие полимерные 3D-принтеры для миниатюр часто достигают 35 микрон для мельчайших деталей. Принтеры FDM не могут достичь такого же разрешения.
Область печати: , так как принтеры MSLA отверждают сразу целые слои смолы, большая площадь печати означает, что вы можете печатать еще больше моделей за то же время.
Устойчивая металлическая рама: тяжелая рама менее подвержена влиянию других факторов, таких как вибрации, которые могут даже незначительно повлиять на качество модели. Высококачественные детали являются ключом к созданию точных миниатюр, поэтому выберите принтер известного бренда, известного своими качественными изделиями.
Передовой опыт для 3D-печати FDM-миниатюр
Размер сопла: Использование маленького сопла повышает точность печати на принтерах, и хотя они печатают медленнее, это не является большой проблемой при печати небольших моделей, которые в любом случае не занимают много времени.
Настройки медленной скорости печати: Если у вас самый быстрый 3D-принтер, например, дельта-3D-принтер, вам следует снизить его скорость при печати небольших точных моделей. Вы можете уменьшить скорость до 20-30 мм/с.
Процент заполнения: вы можете изменить это в зависимости от того, насколько сильными должны быть ваши миниатюры. Если вы хотите сэкономить на материальных затратах и не возражаете против снижения прочности некоторых деталей, вы можете уменьшить заполнение до 10%, хотя некоторые любители, которым нужны цельные модели, могут выбрать более высокий процент заполнения.
Настройки ретракции: оптимизируют настройки ретракции, чтобы предотвратить просачивание и натяжение нити, что особенно часто происходит с PLA.
Постобработка : не имеет прямого отношения к вашему принтеру, но вы можете решить, следует ли покрасить модель, отшлифовать или отполировать ее, чтобы улучшить ее отделку.
Где найти файлы для миниатюрных 3D-принтеров?
Вот некоторые сайты, на которых размещены бесплатные и платные файлы:
MyMiniFactory
Cults3D
Thingiverse (все бесплатно)
Gambody (специализируется на моделях видеоигр/комиксов)
Pinshape здесь некоторые статьи, в которых мы рекомендуем отпечатки, связанные с миниатюрами:
Файлы для 3D-печати Dungeons and Dragons
3D-принты Warhammer 40K
Файлы фигурок, напечатанные на 3D-принтере
Файлы фигурок аниме, напечатанные на 3D-принтере
Башни с игральными костями, напечатанные на 3D-принтере
Файлы дракона, напечатанные на 3D-принтере
Постобработка и рисование миниатюрных отпечатков
-обработка любви и внимания. В конце концов, 3D-принтеры могут зайти так далеко, когда дело доходит до выявления пышных деталей и сложности модели.
Удаление подложек
Сначала удалите все поддерживающие конструкции, удалив их вручную или с помощью кусачек, или, в случае растворимых подложек, погрузив их в соответствующую жидкость, обычно в воду.
Очистка и шлифовка
Далее вам нужно очистить и улучшить поверхность печати, чтобы удалить дефекты, пятна, следы от опор и другие дефекты.
Мы рекомендуем обычную наждачную бумагу или наждачную губку – они дешевы, эффективны и имеют градации зернистости для быстрой шлифовки, получения более гладкой поверхности и т. д. -обработка. Вы также можете использовать канцелярский нож, скальпель или точные надфили для труднодоступных мест.
Склеивание частей вместе (если их несколько) и заполнение отверстий
После очистки отпечатка приклейте или прикрепите части миниатюры с помощью связующего вещества (вы также можете сделать это после покраски, если хотите), и заполните любые дренажные отверстия, швы, зазоры и трещины, используя кисточку и смесь смолы и детской присыпки.
Обязательно отвердите только что нанесенную смоляную смесь. Вы можете использовать неотверждаемые продукты, такие как превосходный Apoxie Sculpt, чтобы заполнить пробелы.
Грунтование и покраска
Следующая остановка, у нас покраска. Во-первых, нам нужно загрунтовать миниатюры, чтобы создать прочный первый слой, чтобы последующие слои краски хорошо держались.
Можно использовать как аэрозольный баллончик, так и кисть — подойдет любая старая грунтовка из хозяйственного магазина. Если вы ищете марку, мы рекомендуем Tamiya Surface Primer.
Два легких пальто — хороший вариант на всякий случай. Дайте грунтовке достаточно времени, чтобы она как следует высохла.
Наконец, раскрасьте миниатюру. Здесь применяются стандартные миниатюрные этикет и приемы. Мы рекомендуем использовать обычные акриловые краски, которые можно найти в любом магазине товаров для хобби, например, в Vallejo Game Color. Мы рекомендуем инвестировать в разные размеры кистей, чтобы покрыть все, от больших одноцветных участков до мелких сложных деталей.
После этого не торопитесь рисовать, и помните, практика делает совершенным. Ваши первые миниатюры могут выглядеть не идеально, но придерживайтесь их, и они сразу же начнут получаться великолепными.
Законно ли печатать модели Warhammer на 3D-принтере?
3D-печать фигурок Warhammer является законной, если вы не пытаетесь продать их или использовать в каких-либо других коммерческих целях. Патентные законы запрещают кому бы то ни было продавать какие-либо объекты на основе чужой интеллектуальной собственности. Однако если вы разрабатываете модель самостоятельно, если она не идентична или является полной имитацией чужой работы, защищенной авторским правом, то вы не нарушаете их авторские права или патенты.
Тем не менее, будьте в курсе новых изменений в законах, которые влияют на юридическую позицию авторов и владельцев ИС. Например, Закон об ассигнованиях 2021 г. изменил способ взаимодействия владельцев ИС и предполагаемых нарушителей. Эта статья также полезна для общего понимания вашего положения в области 3D-печати и интеллектуальной собственности.
В заключение этой статьи мы хотели бы напомнить читателям об осторожности, поскольку законы об интеллектуальной собственности (ИС) запрещают создание, загрузку или трехмерную печать символов, охраняемых товарными знаками. У вас могут возникнуть проблемы, если вы напечатаете персонажа с торговой маркой, такого как покемон, поскольку некоторые крупные компании становятся все более усердными в преследовании людей, нарушающих эти законы.
Стоит ли покупать 3D-принтер для миниатюр?
Если вы планируете печатать большое количество миниатюр, однозначно стоит купить 3D-принтер для миниатюр. Вы можете напечатать любую модель, которую хотите, вместо того, чтобы покупать все, что есть в наличии, и за небольшую цену. Вы можете начать дешево, потратив менее 300 долларов на Anycubic Photon M3 или Elegoo Mars 3.
Какой материал лучше всего подходит для 3D-печати миниатюр?
Смолы — лучший материал для 3D-печати миниатюр, поскольку у них есть такие мелкие детали, как лица и оружие, с которыми нить не сможет сравниться. Некоторые из лучших доступных смоляных материалов производятся такими компаниями, как Siraya Tech, Anycubic и Elegoo, что позволяет печатать фантастические детали на ваших миниатюрах в рамках вашего бюджета.
Дешевле ли 3D-печать миниатюр? (D&D) – Цена за миниатюру – 3D Printerly
Известно, что 3D-печать является ценным методом производства продукции, но люди задаются вопросом, будет ли 3D-печать миниатюр дешевле.
Да, печатать миниатюры на 3D-принтере дешевле и выгоднее, чем покупать их. Первоначальные инвестиции в приобретение 3D-принтера и материалов относительно высоки, но стоимость модели значительно ниже, если вы планируете создать большое количество миниатюр.
Это основной ответ, но продолжайте читать, чтобы узнать подробности.
Сколько стоят обычные миниатюры?
Обычная миниатюра может стоить от 0,50 долл. США за штуку до 200 долл. США за изготовленную на заказ миниатюру, сделанную профессионалом. Вы можете получить простые, универсальные неокрашенные миниатюры оптом по низким ценам. Набор горожан Wildspire стоит около 40 долларов за 58 миниатюр, что составляет около 0,70 доллара за миниатюру.
Стоимость миниатюры может сильно варьироваться в зависимости от того, что вы хотите, но для стандартной неофициальной миниатюры, сравнимой с 3D-печатью из смолы, вы можете получить их довольно дешево, но качество выигрывает. быть лучшим.
Официальная миниатюра хорошего качества может стоить от 5 до 10 долларов, в зависимости от того, является ли она частью набора, продаваемого поштучно. Цена миниатюр может сильно варьироваться в зависимости от их модели, размера и сложности, а также от того, окрашены они или нет.
Вы можете найти официально лицензированные миниатюры для своей настольной игры или купить миниатюры у независимых продавцов, которые печатают неофициальные дизайны. Я нашел упаковку из 30 неокрашенных миниатюр D&D Nolzur’s Marvelous Miniatures Wave 16 за 170 долларов, что составляет 5,70 долларов каждая.
Предварительно раскрашенный набор D&D Icons of the Realm: Sahugin Warband Set стоит около 47 долларов и содержит 6 миниатюр по цене 7,83 доллара за миниатюру.
Этот набор Warhammer из 10 фигурок с дополнительными частями тела стоит около 47 долларов. Это примерно 4,7 доллара за фигурку без стоимости краски, поскольку официальные миниатюры Warhammer поставляются неокрашенными. Картины, написанные художником, можно найти на таких сайтах, как Etsy.
В случае с этим набором цена одной фигурки может возрасти примерно до 9 долларов..1.
Существуют также средние и более детализированные отдельные фигурки, такие как Долина Ледяного Ветра: Иней Морозной Девы — Ксардорок Солнечная Порча (10 долларов) и Ледяной великан-опустошитель (40 долларов), что намного дороже, чем стандартные неокрашенные миниатюры.
Наконец, вы можете заказать пользовательские миниатюры по цене от 19,99 долларов США на таких сайтах, как Hero Forge.
Сколько стоят напечатанные на 3D-принтере миниатюры? Нить и смола
Миниатюры, напечатанные на 3D-принтере, могут стоить всего около 0,06 доллара США за отдельную миниатюру из нити только из материалов, в то время как миниатюра из смолы обойдется вам примерно в 0,21 доллара США в материалах. Если у вас еще нет настроенного 3D-принтера, вы можете приобрести приличный 3D-принтер из нити или смолы всего за 200 долларов.
Стоимость 3D-печатной миниатюры зависит от размера и типа используемого материала. Есть некоторые специальные нити и смолы, которые стоят дороже, поэтому стоимость каждой миниатюры будет увеличиваться, но не слишком значительно.
Покупка материала в большем количестве должна снизить ваши расходы.
Один пользователь Reddit купил бутылку смолы объемом 250 мл за 25 долларов и использовал ее для печати 31 модели, и у него еще оставалось достаточно смолы для еще 4-5 моделей. В этом случае стоимость одной модели составляет около 0,70 доллара США.
Итак, что вам даст 250-миллилитровая бутылка или смола… от PrintedMinis
Смола, которую он использовал, была довольно дорогой, около 50 долларов за 500-миллилитровую бутылку. Вы можете получить бутылку Anycubic Resin объемом 500 мл всего за 17 долларов на Amazon, что составляет примерно треть цены.
Это уменьшит цену каждой модели всего до 0,22 доллара или 0,19 доллара, если вы купили бутылку объемом 1 л, хотя цены могут незначительно колебаться.
Другим аспектом стоимости миниатюр из смолы, с которым вы можете столкнуться, является цена файла модели STL, если вы получаете предмет премиум-класса. Вы можете покупать их по отдельности или получать их в упаковках/наборах, а также ежемесячно на специальной странице Patreon.
Обычно они не слишком дорогие, но я видел несколько проектов премиум-класса, которые стоят более 20 долларов за одну высококачественную модель файла STL. Обычные цены на миниатюры, если они премиальные, составляют около 5 долларов, в то время как многие из них можно загрузить бесплатно.
Еще один вариант, который у вас есть, это создавать свои собственные модели, либо с нуля, либо из какого-то шаблона в программном обеспечении, таком как Blender. Это отличный вариант, если вы творческий человек и любите делать что-то самостоятельно, хотя для достижения достойного уровня требуется много практики.
С точки зрения материала, необходимого для каждой миниатюры, в стандартной модели должно использоваться только около 3 граммов нити для 32-миллиметровой модели, обычного размера для настольных игровых миниатюр.
PLA стоит в среднем $20/кг. Это означает, что эта модель будет стоить 0,06 доллара. Многие люди, которые печатают настольные миниатюры на 3D-принтере, используют PLA, так как это дешевый материал, который легко печатать, но у него есть проблемы с долговечностью и гибкостью, поскольку мелкие детали могут легко сломаться.
Смола является лучшим выбором, потому что вы можете использовать смесь обычной смолы с гибкой смолой, чтобы детали имели большую «податливость», что снижает вероятность их поломки. Миниатюра диаметром 32 мм, изготовленная из смолы, будет стоить около 0,21 доллара США за бутылку объемом 1 л смолы стоимостью 30 долларов США.
Оценки смолы, указанные в нижней части рисунка, кажутся неточными, поэтому я бы не стал уделять этому слишком много внимания. Согласно реальным тестам, пользователи могут напечатать около 100-140 миниатюр из 1 л смолы, что стоит от 0,21 до 0,30 долларов за миниатюру.
Что касается филаментных 3D-принтеров, то для производства высококачественных миниатюр вам потребуется не так уж много, только филамент и собранный 3D-принтер. Ender 3 V2 — отличная машина, которая стоит около 250 долларов.
Для 3D-принтеров из смолы вам также понадобится метод промывки и отверждения моделей, который можно сделать довольно дешево. Elegoo Mars 2 Pro — уважаемая машина из смолы, которая также стоит около 250 долларов.
Вам понадобится:
Контейнер для огурцов
Изопропиловый спирт
УФ-лампа
Набор нитриловых перчаток
Все это можно купить примерно за 65 долларов.
Если вы купите полимерный 3D-принтер за 250 долларов, а затем потратите 65 долларов на аксессуары, а также 1-литровую бутылку смолы за 30 долларов (которая может напечатать около 140 миниатюр), вы заплатите около (345 долларов / 140 миниатюр) = 2,46 доллара за миниатюру.
После первоначальной стоимости каждая миниатюра значительно уменьшится до стоимости материалов, что составит 0,21 доллара США за миниатюру.
С другой стороны, для больших моделей потребуется больше материала, особенно если они напечатаны с опорами или частями. Посмотрите на эту разбивку о том, сколько миниатюр вы можете напечатать с 1 л смолы, чтобы иметь представление о том, сколько могут стоить разные миниатюры.
Дешевле или рентабельнее 3D-печать миниатюр? Стоит или нет?
Вы можете распечатать миниатюру всего за 0,06 доллара США за модель, используя нить, в то время как покупка одной модели стоит около 2 долларов США за базовую миниатюру низкого качества.
Мы уже рассмотрели стоимость смолы, поэтому давайте посмотрим на базовую стоимость миниатюр из нити.
Для печати с использованием филамента основные расходы составляют:
3D-принтер с филаментом: 250 долларов США за базовую машину
Нить: 20 долларов за 1 кг нити
Инструменты для чистки 3D-принтеров: $35
Ассортимент наждачной бумаги: $10
Еще одна вещь, на которую стоит обратить внимание при 3D-печати миниатюр, — это покраска. Хорошим набором красок для покраски ваших миниатюр является набор красок для армейского художника Dungeon and Dragons Official Paint Line Adventurer’s Paint Set.
Еще одна вещь, которую следует принять во внимание, — это потенциальные неудачные отпечатки, особенно если вы новичок в 3D-печати. Это не должно быть слишком важным, так как обычно вы можете остановить модели, которые выглядят так, как будто они выходят из строя, или если модель не прилипает к рабочей пластине, на самом деле она не тратит много смолы.
Повторная печать моделей может иногда занимать много времени и материалов, однако в большинстве случаев у вас не будет проблем с неудачной печатью, особенно в случае небольших моделей.
Есть аргументы в пользу того, что качество выше, когда речь идет о покупке профессиональных миниатюр, но качество 3D-печати из смолы постоянно растет, и в наши дни трудно определить разницу между миниатюрами, напечатанными на 3D-принтере, и профессиональными миниатюрами.
С точки зрения филаментной печати, верно, что модели более склонны к натяжению и общее качество не такое хорошее, однако они также дешевле, чем миниатюры из смолы, и при наличии терпения их можно отполировать, чтобы они выглядели великолепно.
Существует также стоимость дизайна файла STL, как упоминалось ранее, если вы решите купить модель онлайн или подписаться на страницу Patreon для нестандартных дизайнов. Или же вы можете распечатать бесплатные модели или разработать модели самостоятельно.
3D-печать ваших собственных миниатюр дает вам уровень настраиваемости, который вы не можете получить при покупке миниатюр, если только вы не заплатите дизайнеру и не сделаете его на заказ, что было бы очень дорого.
Вместо этого вы можете просто заплатить дизайнеру за корректировку существующей 3D-модели или даже создать свои собственные модели с использованием различных программ для 3D-моделей.
От дизайна до создания самой модели гораздо выгоднее использовать 3D-принтер для создания миниатюр.
Сложно ли 3D-печать миниатюр?
Для полного новичка 3D-печать миниатюр поначалу может показаться сложной задачей. Вы должны выбрать правильный принтер, откалибровать его и купить правильный материал. Это потребует проб и ошибок, но есть много руководств, которые упрощают 3D-печать миниатюр. Сначала вы можете начать с базовых миниатюр.
Иногда печать может дать сбой, и вам придется начинать все сначала, но как только вы приобретете некоторый опыт и знания, 3D-печать миниатюр станет намного проще.
В Интернете есть множество руководств по любым вопросам, связанным с 3D-печатью, от настройки до менее известных проблем, которые могут привести к сбою печати, и вы также можете получить доступ к серверам Discord сообщества Patreon, где вы можете обсудить печать.
Печать смолой
Создание моделей с использованием смолы — довольно сложный процесс, в том смысле, что вы должны обработать отпечатки, прежде чем сможете их использовать
Однако люди обычно предпочитают полимерные 3D-принтеры для миниатюр из-за более высокого качества отпечатков.
Хотя 3D-печать обычно требует времени, пользователю в этом видео потребовалось всего 3 дня, чтобы напечатать и покрасить 46 моделей, в то время как другой пользователь упомянул, что он напечатал армию из 2000 деталей менее чем за неделю без покраски.
Однако с точки зрения материала следует соблюдать осторожность, чтобы не соприкасаться с незатвердевшей смолой, так как это вредно для кожи и глаз. Один пользователь предупредил, что некоторые смолы могут иметь побочные эффекты даже при вдыхании, поэтому всегда следует внимательно читать этикетки и готовиться соответствующим образом.
Вот почему вы должны учитывать пространство, в котором вы разместите принтер и станцию закрепления, которое должно хорошо проветриваться и желательно не в той же комнате, где вы спите.
Вот видео, в котором рассказывается, насколько это сложно заключается в том, чтобы впервые напечатать собственные миниатюры в 3D на полимерном принтере.
В этом видео собраны плюсы и минусы 3D-печати миниатюр.
Печать нитью
Печать нитью проще, чем печать смолой. Однако настройка может занять некоторое время в зависимости от того, какую машину вы покупаете. Некоторые 3D-принтеры поставляются 95% предварительно собраны, и их сборка занимает всего 10 минут, в то время как некоторые требуют много времени на сборку и могут занять около часа.
Производители совершенствуются в создании предварительно собранных принтеров, но для более дешевых, таких как оригинальный Ender 3, вам придется следовать инструкциям и тщательно собирать его.
После того, как сборка завершена, вы хотите изучить калибровку, особенно выравнивание станины. Это довольно просто, когда вы понимаете, как это работает, но поначалу это может быть проблемой. Вы также можете найти 3D-принтеры с автоматическим нивелированием.
Печать FDM может быть проще, поскольку требуется меньше постобработки, за исключением некоторой полировки наждачной бумагой и удаления опор, если они у вас есть.
Тем не менее, качество отпечатков не такое высокое, как у смолы, поэтому иногда процесс полировки может занять некоторое время, поэтому люди выбирают печать филаментом только для больших реквизитов или рельефа.
Нить также гораздо менее токсична, чем смола, хотя во время печати хорошо проветривать помещение. Как отметил один пользователь, FDM-принтер занимает меньше места, чем станция печати на полимерной основе, и его легче чистить, чем принтер на полимерной основе.
Вот видео, в котором впервые пользователь смотрит на реквизиты и ландшафты для печати филаментом.
Сколько стоит 3D-печать армии Warhammer?
Вы можете напечатать армию из 47 моделей всего за 17,33 доллара, если воспользуетесь бесплатными файлами STL. Для более премиальной Warhammer Army вы можете приобрести файлы STL и распечатать их на 3D-принтере примерно за 95 долларов. В то же время покупка другого набора из 16 официальных моделей на официальном сайте также обойдется вам примерно в 9 долларов. 5.
Давайте разберем стоимость печати собственной армии.
На протяжении всей статьи я объяснял, что печатать миниатюры самому дешевле.
В качестве примера я буду использовать полную армию, созданную по правилам одной страницы. Его можно приобрести в MyMiniFactory за 78 долларов, и на момент написания статьи он содержит 47 моделей разных размеров. Основания можно сделать самостоятельно или приобрести совместимые.
Вы также можете решить использовать исключительно бесплатные файлы из различных источников для создания армии, в этом случае вам нужно будет учитывать только материальные затраты.
Посмотрим примерную стоимость материалов для выбранной армии из 47 моделей:
35 моделей на 28-32мм – 7,35$
10 моделей чуть большего размера до 52 мм – 7,50 долл. США
2 большие модели на 64 мм – 2,48 долл. США
Общая стоимость смолы: 17,33 долл. США
Добавив стоимость файлов STL, мы получим около 100 долл. США для этих 47 моделей, цена аналогична набору из 16 моделей, но вам придется выполнять постобработку и раскрашивать миниатюры самостоятельно. . Не забудьте также учесть временные обязательства.
Конечно, это всего лишь приблизительная оценка стоимости одной из многих армий, которые вы можете найти для печати.
Вот еще оценка для печати другой армии.
Как я уже упоминал ранее, окончательная цена зависит от того, насколько большими вы хотите сделать модели и сколько моделей вы хотите напечатать, поэтому трудно дать приблизительную цену и дать общепринятую цену.
Стоимость также зависит от того, насколько дороги файлы STL, если вы решите не создавать все модели самостоятельно или смешивать и подбирать бесплатные файлы STL, найденные в Интернете (вероятность найти целую армию бесплатно довольно низка).
Потрясающие новости для производителей упаковки в пищевой промышленности!
Подробнее
Немецкий клей для дерева и упаковки — FOLLMANN
Хорошие новости от FOLLMANN — снижаем цены на дефицитный товар! Подробнее
Клея для упаковки
Краски для печати
Клея для мебельной промышленности
Для лучших результатов Follmann предлагает широкий ассортимент инновационных и высокопроизводительных материалов, специально разработанных для наших клиентов из различных отраслей.
Клея для мебели и деревообработки
Клей для мебели и производства дверей
Очистители
Клея и печатные краски для бумажной и гибкой упаковки
Клей для полиграфической продукции
Клей для упаковки и бумажной промышленности
Клей для промышленного и монтажного применения
Клей расплав для изготовления фильтров
Клей расплав для монтажного склеивания
Клея для ламинации ПВХ профиля и подоконников
Дизайн, обойное направление и текстиль, геотекстиль
Печатные краски и покрытия для обоев
Декоративные покрытия
Функциональные покрытия
Пластизоли
Покрытия для подготовки цифровой печати
Пигментные концентраты
Краски для цифровой печати
Краски на водной основе
Пигментные концентраты
Пластизоли
Пигменты
Краски полиуретановые
Все новости и события
События
30. 08.2022
Производство водного праймера
Потрясающие новости для производителей упаковки в пищевой промышленности!
Подробнее
События
22.06.2022
Немецкий клей для дерева и упаковки — FOLLMANN
Хорошие новости от FOLLMANN — снижаем цены на дефицитный товар!
Подробнее
Выставки
21.06.2022
Мосбилд 2022
C 29.03 по 01.04 в Москве прошла выставка Мосбилд 2022. Мы были приятно удивлены количеству посетителей, ажиотажу и интересу к нашей продукции.
Подробнее
Выставки
16.03.2022
24-я Международная выставка мебели, предметов интерьера, материалов, комплектующих и оборудования для деревообрабатывающего и мебельного производства
Приглашаем вас посетить наш стенд № F3055 в зале № 13 павильона № 3, МВЦ «Крокус Экспо», Москва.
Подробнее
События
04.03.2022
ООО «ФОЛЬМАНН» продолжает работу на российском рынке.
ООО «ФОЛЬМАНН» продолжает работу на российском рынке.
Подробнее
События
01.06.2021
Проект по производству экстендеров и красок на водной основе
ООО «ФОЛЬМАНН», российское дочернее подразделение Follmann Group ( Минден, Германия) начинает реализацию проекта по производству экстендеров и красок на водной основе, в тч. применяемых в обойной промышленности и глубокой печати, пластизолей, полиуретанового и полиэфирного клея.
Подробнее
Выставки
01. 08.2020
Строительно-интерьерная выставка Mosbuild 2020
Крупнейшая международная строительно-интерьерная выставка BATIMAT RUSSIA (3-6 марта 2020) для производителей и дистрибьюторов.
Подробнее
События
15.06.2020
Реактивный полиуретановый клей
Сегодня на производствах все большее распространение получает РЕАКТИВНЫЙ ПОЛИУРЕТАНОВЫЙ клей-расплав.
Подробнее
Выставки
21.06.2019
Росупак 2019
ООО «ФОЛЬМАНН» приняло участие в международной 24-й международной выставке упаковочной индустрии Росупак 2019, которая проходила в Москве с 18 по 21 июня в МВЦ Крокус Экспо.
Подробнее
С 1977 года группа компаний Follmann Chemie Group является основоположником новых тенденций в области разработки, производства и сбыта специальных химических веществ для обрабатывающей промышленности, а также систем гидроизоляции и маркировки для строительной индустрии.
Подробнее
Благодаря современно оснащенному отделу исследований и разработок мы можем гарантировать очень высокий уровень качества нашей продукции.
Политика качества в области экологии
Вместе с дочерними компаниями Follmann и Triflex около 800 сотрудников по всему миру работают над созданием инновационных решений, продуктов и услуг. Годовой оборот объема производства более 60 000 тонн в год.
— представительства Follmann
— партнеры по сбыту
Запросить оптовую цену
*Нажимая на кнопку, вы соглашаетесь с условиями обработки персональных данных
Обратитесь в отдел продаж по вопросу приобретения
*Нажимая на кнопку, вы соглашаетесь с условиями обработки персональных данных
Вход в личный кабинет
Регистрация
Товар добавлен в корзину
Оформить заказЗакрыть
Благодарим за заявку. Мы свяжемся с вами в ближайшее время
Закрыть
Follmann
ООО «ФОЛЬМАНН»
продолжает работу на российском рынке.
Подробнее
Производство водного праймера
Потрясающие новости для производителей упаковки в пищевой промышленности!
Подробнее
Немецкий клей для дерева и упаковки — FOLLMANN
Хорошие новости от FOLLMANN — снижаем цены на дефицитный товар! Подробнее
Клея для упаковки
Краски для печати
Клея для мебельной промышленности
Для лучших результатов Follmann предлагает широкий ассортимент инновационных и высокопроизводительных материалов, специально разработанных для наших клиентов из различных отраслей.
Клея для мебели и деревообработки
Клей для мебели и производства дверей
Очистители
Клея и печатные краски для бумажной и гибкой упаковки
Клей для полиграфической продукции
Клей для упаковки и бумажной промышленности
Клей для промышленного и монтажного применения
Клей расплав для изготовления фильтров
Клей расплав для монтажного склеивания
Клея для ламинации ПВХ профиля и подоконников
Дизайн, обойное направление и текстиль, геотекстиль
Печатные краски и покрытия для обоев
Декоративные покрытия
Функциональные покрытия
Пластизоли
Покрытия для подготовки цифровой печати
Пигментные концентраты
Краски для цифровой печати
Краски на водной основе
Пигментные концентраты
Пластизоли
Пигменты
Краски полиуретановые
Все новости и события
События
30. 08.2022
Производство водного праймера
Потрясающие новости для производителей упаковки в пищевой промышленности!
Подробнее
События
22.06.2022
Немецкий клей для дерева и упаковки — FOLLMANN
Хорошие новости от FOLLMANN — снижаем цены на дефицитный товар!
Подробнее
Выставки
21.06.2022
Мосбилд 2022
C 29.03 по 01.04 в Москве прошла выставка Мосбилд 2022. Мы были приятно удивлены количеству посетителей, ажиотажу и интересу к нашей продукции.
Подробнее
Выставки
16.03.2022
24-я Международная выставка мебели, предметов интерьера, материалов, комплектующих и оборудования для деревообрабатывающего и мебельного производства
Приглашаем вас посетить наш стенд № F3055 в зале № 13 павильона № 3, МВЦ «Крокус Экспо», Москва.
Подробнее
События
04.03.2022
ООО «ФОЛЬМАНН» продолжает работу на российском рынке.
ООО «ФОЛЬМАНН» продолжает работу на российском рынке.
Подробнее
События
01.06.2021
Проект по производству экстендеров и красок на водной основе
ООО «ФОЛЬМАНН», российское дочернее подразделение Follmann Group ( Минден, Германия) начинает реализацию проекта по производству экстендеров и красок на водной основе, в тч. применяемых в обойной промышленности и глубокой печати, пластизолей, полиуретанового и полиэфирного клея.
Подробнее
Выставки
01. 08.2020
Строительно-интерьерная выставка Mosbuild 2020
Крупнейшая международная строительно-интерьерная выставка BATIMAT RUSSIA (3-6 марта 2020) для производителей и дистрибьюторов.
Подробнее
События
15.06.2020
Реактивный полиуретановый клей
Сегодня на производствах все большее распространение получает РЕАКТИВНЫЙ ПОЛИУРЕТАНОВЫЙ клей-расплав.
Подробнее
Выставки
21.06.2019
Росупак 2019
ООО «ФОЛЬМАНН» приняло участие в международной 24-й международной выставке упаковочной индустрии Росупак 2019, которая проходила в Москве с 18 по 21 июня в МВЦ Крокус Экспо.
Подробнее
С 1977 года группа компаний Follmann Chemie Group является основоположником новых тенденций в области разработки, производства и сбыта специальных химических веществ для обрабатывающей промышленности, а также систем гидроизоляции и маркировки для строительной индустрии.
Подробнее
Благодаря современно оснащенному отделу исследований и разработок мы можем гарантировать очень высокий уровень качества нашей продукции.
Политика качества в области экологии
Вместе с дочерними компаниями Follmann и Triflex около 800 сотрудников по всему миру работают над созданием инновационных решений, продуктов и услуг. Годовой оборот объема производства более 60 000 тонн в год.
— представительства Follmann
— партнеры по сбыту
Запросить оптовую цену
*Нажимая на кнопку, вы соглашаетесь с условиями обработки персональных данных
Обратитесь в отдел продаж по вопросу приобретения
*Нажимая на кнопку, вы соглашаетесь с условиями обработки персональных данных
Вход в личный кабинет
Регистрация
Товар добавлен в корзину
Оформить заказЗакрыть
Благодарим за заявку. Мы свяжемся с вами в ближайшее время
Закрыть
Антинуклеокапсидные антитела после инфицирования SARS-CoV-2 в слепой фазе мРНК-1273 Клинические испытания эффективности вакцины против Covid-19
Резюме
Важность которые развились у невакцинированных лиц, не оценивались у вакцинированных лиц.
Цель Оценить серопозитивность антинуклеокапсидных антител (анти-N-Ab) у участников исследования эффективности вакцины мРНК-1273 после инфицирования SARS-CoV-2 во время слепой фазы исследования.
Дизайн Вложенный анализ в рамках фазы 3 рандомизированного плацебо-контролируемого исследования эффективности вакцины. Мазки из носоглотки для ПЦР-тестирования на SARS-CoV-2 брали у всех участников в 1-й и 29-й день (дни вакцинации), а также во время визитов по поводу симптомов заболевания. Образцы сыворотки, полученные в дни 1, 29, 57 и во время визита для принятия решения участником (PDV, когда участники были проинформированы о назначении лечения, средний день 149), были протестированы на анти-N-АТ.
Установка Многоцентровое, рандомизированное, двойное слепое, плацебо-контролируемое исследование в 99 сайтов в США.
Участники Участники исследования были в возрасте ≥ 18 лет без известной истории инфекции SARS-CoV-2 и с заметным риском заражения SARS-CoV-2 и/или высоким риском тяжелого течения Covid-19. Вложенное подисследование состоит из участников с инфекцией SARS-CoV-2 во время слепой фазы исследования.
Вмешательство Две инъекции мРНК-1273 (Moderna) или плацебо с интервалом 28 дней.
Основной результат и мера Обнаружение анти-N-АТ в сыворотке с помощью иммуноанализа Elecsys (Roche) в образцах, взятых в PDV у участников с инфекцией SARS-CoV-2 во время слепой фазы. Проверяемая гипотеза заключалась в том, что реципиенты мРНК-1273 имеют разные профили сероконверсии и/или серореверсии анти-N-Ab после инфекции SARS-CoV-2 по сравнению с реципиентами плацебо. Гипотеза была сформирована во время сбора данных; все основные анализы были предварительно определены до проведения.
Результаты Мы проанализировали данные 1789 участников (1298 реципиентов плацебо и 491 реципиент вакцины) с инфекцией SARS-CoV-2 во время слепого этапа (до марта 2021 г.). Среди участников с подтвержденным ПЦР заболеванием Covid-19 сероконверсия к анти-N-АТ при медиане наблюдения 53 дня после постановки диагноза произошла у 21/52 (40%) реципиентов вакцины мРНК-1273 по сравнению с 605/648 (93). %) получателей плацебо (p < 0,001). Более высокое количество копий вируса SARS-CoV-2 при постановке диагноза было связано с более высокой вероятностью серопозитивности анти-N Ab (отношение шансов 1,9).0 на 1 логарифмическое увеличение; 95% доверительный интервал 1,59, 2,28).
Выводы и актуальность В качестве маркера недавней инфекции анти-N-АТ могут иметь более низкую чувствительность у инфицированных лиц, вакцинированных мРНК-1273. Статус вакцинации следует учитывать при интерпретации данных о распространенности серопозитивности и серопозитивности, основанных исключительно на тестировании анти-N-Ab. после заражения SARS-CoV-2?
Результаты Среди участников испытания эффективности вакцины мРНК-1273 с подтвержденным методом ПЦР Covid-19 сероконверсия антител к нуклеокапсиду на момент вскрытия исследования (в среднем через 53 дня после постановки диагноза и через 149 дней после включения) произошла у 40% реципиентов вакцины мРНК-1273 по сравнению с 93% реципиентов плацебо, значительная разница. Более высокое число копий вируса SARS-CoV-2 при постановке диагноза было связано с большей вероятностью серопозитивности на антинуклеокапсидные антитела (отношение шансов 1,9).0 на 1 логарифмическое увеличение; 95% доверительный интервал 1,59, 2,28). Все проанализированные инфекции произошли до циркуляции дельта- и омикронных вариантов вируса.
Значение Выводы о распространенности и заболеваемости инфекцией SARS-CoV-2 среди вакцинированных лиц, основанные на анализе антител против нуклеокапсида, необходимо взвешивать в контексте этих результатов.
Заявление о конкурирующих интересах
Все авторы заполнили единую форму раскрытия информации ICMJE на сайте www.icmje.org/coi_disclosure.pdf. Х.Э.Дж. заявляет о поддержке в виде грантов (выплаченных ее учреждению) от Национальных институтов здравоохранения за представленную работу и в течение последних 36 месяцев, а также о поддержке со стороны научного писателя/технического редактора (независимо нанятого по контракту с ее учреждением) для представленных работ и в течение последних 36 месяцев. Х.З. является сотрудником Moderna Inc. (спонсора исследования mRNA-1273-P301) и владеет акциями/опционами Moderna. Б.Г. является сотрудником Moderna Therapeutics. К.М. заявляет о поддержке со стороны Gilead Sciences, выплаченной ее учреждению в течение последних 36 месяцев для проведения фазы 3 исследований ремдесивира для COVID-19.лечение. К.К. заявляет о поддержке в виде грантов (выплаченных ее учреждению) от Национальных институтов здравоохранения в течение последних 36 месяцев для проведения испытаний вакцины Novavax против COVID-19. Л.К. заявляет о поддержке в виде грантов (выплачиваемых его учреждению) от Национальных институтов здравоохранения за представленную работу. К.М.Н. заявляет о поддержке своего учреждения (но не о поддержке заработной платы) в ее роли исследователя в фазе 1 испытания мРНК-вакцины Pfizer Covid-19, а также заявляет о поддержке заработной платы со стороны NIH за ее роль в со-руководстве сетью предотвращения коронавируса , которая включала работу над несколькими исследованиями эффективности фазы 3, включая исследование вакцины мРНК-1273. К.М.Н. также работает в DSMB для открытой оценки дозы живого рекомбинантного вируса болезни Ньюкасла, экспрессирующего шиповидный белок SARS-CoV-2 (NDV-HXP-S), фазы 1, спонсируемой Медицинской школой Икана в Mount Sinai входит в совет директоров Национального фонда инфекционных заболеваний и является членом Стратегической консультативной группы экспертов ВОЗ по иммунизации (SAGE). Дж.М.М. является сотрудником Moderna и имеет опционы на акции / гранты в Moderna. H.M.E.S. заявляет о поддержке (в виде грантов, выплаченных ее учреждению) со стороны Национальных институтов здравоохранения для представленной работы. Л.Р.Б. заявляет о поддержке (в виде грантов, выплаченных его учреждению) Национальными институтами здравоохранения/Национальным институтом аллергии и инфекционных заболеваний (NIH/NIAID) для проведения этого исследования, а также грантов (выплаченных его учреждению) в рамках последние 36 месяцев от NIH / NIAID, Фонда Гейтса, Института Рагона и Wellcome Trust, за исключением представленной работы. Л.Р.Б. участвует в клинических испытаниях вакцин против ВИЧ, других патогенов и COVID, проводимых в сотрудничестве с NIH, Сетью испытаний вакцины против ВИЧ (HVTN), Сетью профилактики вакцин против COVID (CoVPN), Международной инициативой по вакцинам против СПИДа (IAVI), Crucell/Janssen, Moderna, Военная программа исследований ВИЧ (MHRP), Фонд Гейтса и Институт Рагона. Все остальные авторы заявляют об отсутствии поддержки представленной работы со стороны какой-либо организации, финансовых отношениях с любыми организациями, которые могли бы быть заинтересованы в представленной работе в течение предыдущих 3 лет, и никаких других отношениях или действиях, которые могли повлиять на представленную работу. .
Заявление о финансировании
Это исследование было поддержано Национальным институтом здравоохранения/Национальным институтом аллергии и инфекционных заболеваний посредством грантов UM1AI068635 (для H.E.J.), UM1AI068614 (для L.C.), 3UM1Al148575-01S2 (для HMES) и UM2AI06941 ЛРБ). Исследование мРНК-1273-P301 спонсируется Moderna, Inc. Его содержание является исключительной ответственностью авторов и не обязательно отражает официальную точку зрения Национального института здравоохранения.
Декларации авторов
Я подтверждаю, что соблюдены все соответствующие этические принципы и получены все необходимые разрешения IRB и/или комитета по этике.
Да
Подробная информация о IRB/надзорном органе, предоставившем разрешение или освобождение для описанного исследования, приведена ниже:
Исследование mRNA-1273-P301 проводится в соответствии с требованиями Международного совета по гармонизации технических требований к Фармацевтические препараты для человека, рекомендации по надлежащей клинической практике и применимые государственные постановления. Центральный институциональный наблюдательный совет утвердил протокол mRNA-1273-P301 и формы согласия. Все участники предоставили письменное информированное согласие перед зачислением. Услуги центрального IRB для исследования мРНК-1273-P301 были предоставлены компанией Advarra, Inc., 6100 Merriweather Dr., Suite 600, Columbia, MD 21044.
Я подтверждаю, что все необходимое согласие пациента/участника было получено и соответствующие институциональные формы были заархивированы, и что любые включенные идентификаторы пациента/участника/образца не были известны никому (например, персоналу больницы, пациентам или самим участникам) за пределами поэтому исследовательская группа не может быть использована для идентификации отдельных лиц.
Да
Я понимаю, что все клинические испытания и любые другие проспективные интервенционные исследования должны быть зарегистрированы в утвержденном ICMJE реестре, таком как ClinicalTrials.gov. Я подтверждаю, что любое такое исследование, указанное в рукописи, было зарегистрировано, и предоставлен идентификатор регистрации испытания (примечание: если вы публикуете проспективное исследование, зарегистрированное ретроспективно, укажите в поле идентификатора испытания пояснение, почему исследование не было зарегистрировано заранее) .
Да
Я выполнил все соответствующие инструкции по отчетности об исследованиях и загрузил соответствующие контрольные списки отчетов об исследованиях сети EQUATOR и другие соответствующие материалы в качестве дополнительных файлов, если это применимо.
Да
Доступность данных
Поскольку исследование продолжается, доступ к данным на уровне участников и подтверждающим клиническим документам с квалифицированными внешними исследователями может быть доступен по запросу и подлежит проверке после завершения исследования.
Фоллманн смотрит в будущее через год после аварии в Шапекоэнсе
Бывший вратарь надеется попробовать плавание с парашютом, поскольку он продолжает восстанавливаться 28 ноя 2017
Имиген
Джексон Фоллманн тренируется в качестве вратаря в Шапекоэнсе почти через год после авиакатастрофы
ⒸШапекоэнсе
По МПК
«Есть фраза, которую я всегда повторяю: «Я вижу, что с одной ногой я могу пройти дальше, чем с двумя». Ампутация отняла у меня только ногу, больше ничего. Я продолжаю делать что-то, бросаю себе вызов каждый день. и я вижу, что трудности у нас в голове».
Джексон Фоллманн никогда не переставал считать себя спортсменом. Не перестал он думать и о Паралимпийских играх. Но последние 365 дней его жизни научили его быть терпеливым.
28 ноября 2016 года он все еще был вратарем бразильского футбольного клуба «Шапекоэнсе». В ту ночь большая часть мира впервые услышала его имя как одного из шести выживших в авиакатастрофе в Колумбии. Из 77 человек на борту погиб 71 человек. Включая всех, кроме трех его товарищей по команде Chapecoense.
После аварии Фоллманну ампутировали правую ногу ниже колена из-за травм. Он также потерял 80% подвижности левой лодыжки. Это означает, что возвращение в футбол невозможно, так как он не может заниматься спортом с высокой отдачей. Вот почему его план сейчас состоит в том, чтобы попасть в воду.
«Я хочу попробовать плавание, это хороший вид спорта, и он не оказывает такого большого влияния. Но мне нужно дать время. Я не могу бегать, просто немного побегаю. Плавание могло бы вернуть меня, помочь вести более здоровую жизнь», — сказал Фоллманн в интервью бразильскому телеканалу SporTV.
Пока он выздоравливал в больнице в Колумбии, в бразильских СМИ уже обсуждалась возможная карьера спортсмена-паралимпийца. Двумя месяцами ранее страна принимала Паралимпийские игры, и переход в паралимпийский спорт казался естественным путем для профессионального спортсмена.
В феврале сам Фоллманн объявил о своих планах заняться паралимпийскими видами спорта, когда посетил Паралимпийский тренировочный центр в Сан-Паулу. Там он встретил сидящего волейболиста и лидера гордых паралимпийцев Ренато Лейте, который посетил Фоллманна, когда его переводили в больницу в Бразилии.
Девять месяцев спустя планы не изменились, но были адаптированы.
«Я не вижу себя бывшим спортсменом. Вот почему я слежу за всем, что происходит в клубе [Шапекоэнсе]. Но я думаю, что еще рано говорить о Паралимпиаде. Шесть-семь месяцев назад мне сделали операцию на левой лодыжке. Мне нужно уважать свое тело».
«У меня было 13 сломанных костей, у меня есть металлический стержень длиной 26 см [для поддержки ноги], четыре винта, и мне пришлось делать пересадку кожи. Мне должны были ампутировать и другую ногу. Но на самом деле мой протез помог мне восстановить левую лодыжку», — добавил он.
В начале ноября Фоллманн пережил эмоциональный опыт, впервые после аварии на «Арене Конда», домашнем стадионе «Шапекоэнсе», потренироваться в качестве вратаря. Он говорит, что этот день он никогда не забудет.
«Перед этим я очень нервничал. ‘Это будет хорошо? Понравится ли мне это?» Но было удивительно почувствовать запах травы, надеть перчатки и снова сделать сейв. Это сделало мой день, мой месяц. Теперь я наслаждаюсь простыми вещами в жизни, вещами, которые иногда остаются незамеченными в нашей повседневной деятельности. От похода в туалет в одиночестве до поцелуев с теми, кого любишь».
Спустя год после того дня, который изменил его жизнь, он знает, что люди видят в нем пример и что возвращение в спорт будет частью этого.


5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30


 1 (G54)
1 (G54)
 Санкт Петербург
Санкт Петербург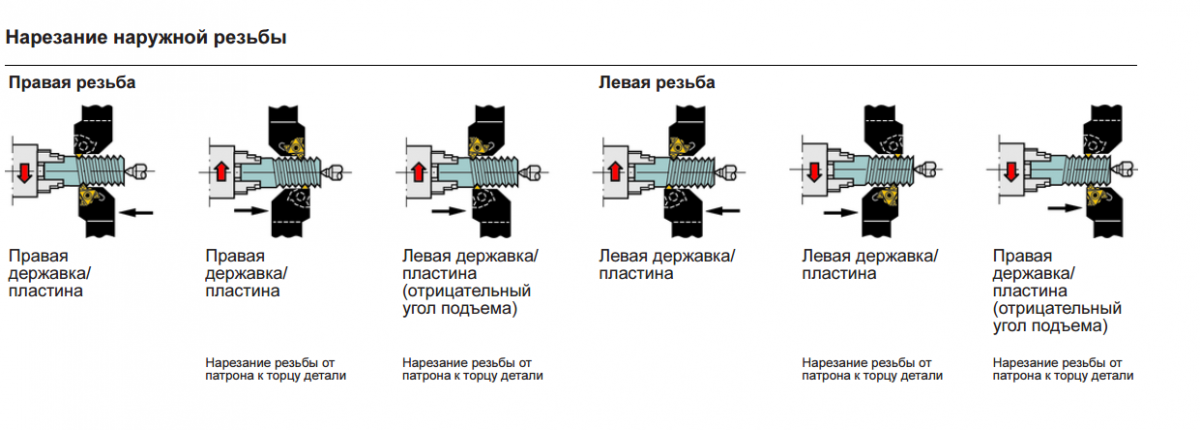 2
2 5F45
5F45 5C0X18.2R-2F70 цикл сверления боковой поверхности
5C0X18.2R-2F70 цикл сверления боковой поверхности 5)
5)
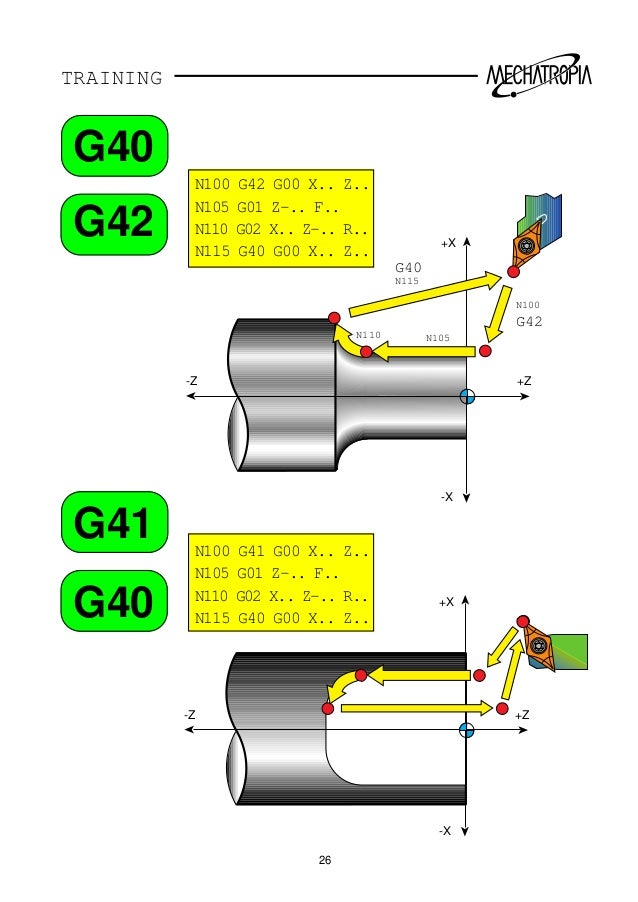 С использованием
С использованием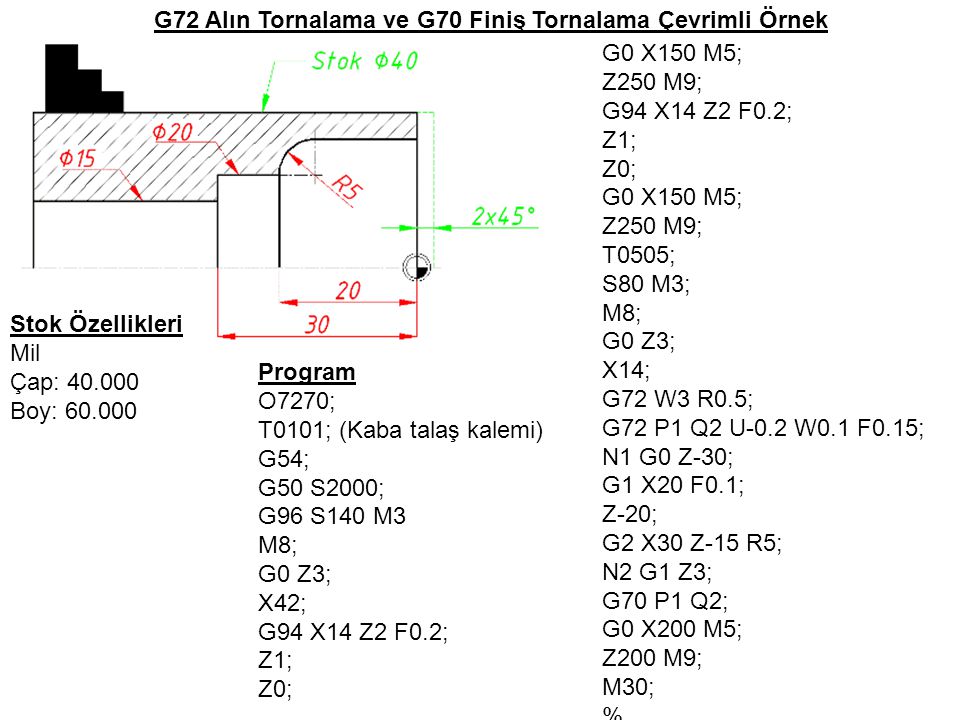
 Размер будет уменьшаться до тех пор, пока не будет достигнута минимальная глубина, которую мы указываем буквой «K».
Размер будет уменьшаться до тех пор, пока не будет достигнута минимальная глубина, которую мы указываем буквой «K».

 Целью сверления с насечками является улучшенная эвакуация стружки. В отверстии достаточно места только для стружки, которая входит в канавки спирального сверла, и чем глубже отверстие, тем труднее удалить эту стружку из отверстия. Сверление с засверливанием способствует эвакуации стружки двумя способами.
Целью сверления с насечками является улучшенная эвакуация стружки. В отверстии достаточно места только для стружки, которая входит в канавки спирального сверла, и чем глубже отверстие, тем труднее удалить эту стружку из отверстия. Сверление с засверливанием способствует эвакуации стружки двумя способами.
 Например, гашение помогает обеспечить гладкую поверхность дна отверстия и удаляет всю стружку со дна отверстия. Попадание стружки между вершиной сверла и дном отверстия, когда сверло опускается для следующего сверления, значительно увеличивает износ инструмента, особенно при работе с деформационно-упрочняемыми материалами, такими как нержавеющая сталь.
Например, гашение помогает обеспечить гладкую поверхность дна отверстия и удаляет всю стружку со дна отверстия. Попадание стружки между вершиной сверла и дном отверстия, когда сверло опускается для следующего сверления, значительно увеличивает износ инструмента, особенно при работе с деформационно-упрочняемыми материалами, такими как нержавеющая сталь. 2 Z-0,7
2 Z-0,7 Таким образом, при R 0,2″ и глубине (Z) 0,7″ мы опускаемся до Z = -0,5″. Не забудьте внимательно подсчитать, так как R всегда будет немного выше верха материала, и вам придется добавить его к фактической глубине сверления, чтобы получить Z.
Таким образом, при R 0,2″ и глубине (Z) 0,7″ мы опускаемся до Z = -0,5″. Не забудьте внимательно подсчитать, так как R всегда будет немного выше верха материала, и вам придется добавить его к фактической глубине сверления, чтобы получить Z.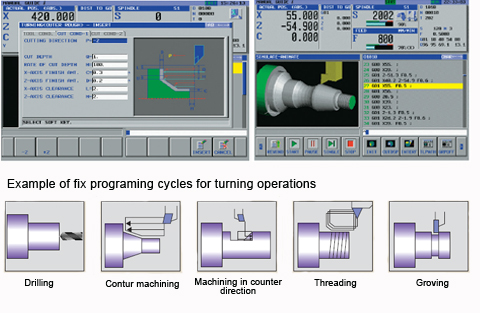 Это означает, что вы можете просто получить набор координат XY после запуска цикла, и машина с радостью выполнит цикл в каждом месте. Чтобы отменить цикл, используйте G80. После выполнения G80 машина возвращается в режим G00.
Это означает, что вы можете просто получить набор координат XY после запуска цикла, и машина с радостью выполнит цикл в каждом месте. Чтобы отменить цикл, используйте G80. После выполнения G80 машина возвращается в режим G00. Это даст вам в руки первоклассный симулятор G-кода, который значительно облегчит понимание и работу с циклами сверления.
Это даст вам в руки первоклассный симулятор G-кода, который значительно облегчит понимание и работу с циклами сверления.
От R до дна отверстия выполняется на скорости подачи.
От R до дна отверстия выполняется на скорости подачи.
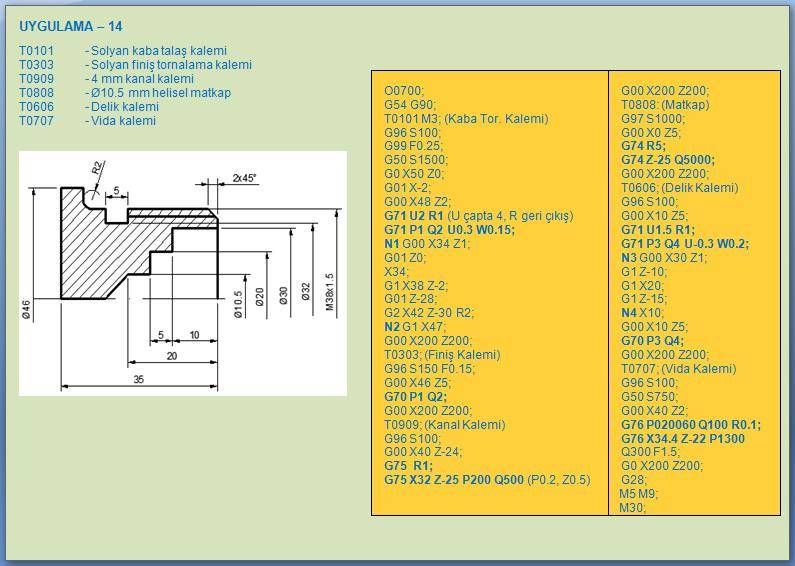 — Скучный Цикл
— Скучный Цикл 
 тока
тока  Это вызывает тепловую обратную связь, которая зависит от окружающих условий и поэтому должна определяться для каждого отдельного применения.
Это вызывает тепловую обратную связь, которая зависит от окружающих условий и поэтому должна определяться для каждого отдельного применения. Вертикальный ход — мм 5.000
Вертикальный ход — мм 5.000 Мощность 62 кВт
Мощность 62 кВт Скорость 8000 1/мин
Скорость 8000 1/мин


 Для уборки металлической стружки и опилок с рабочего места применяют крючки и щетки-сметки.
Для уборки металлической стружки и опилок с рабочего места применяют крючки и щетки-сметки.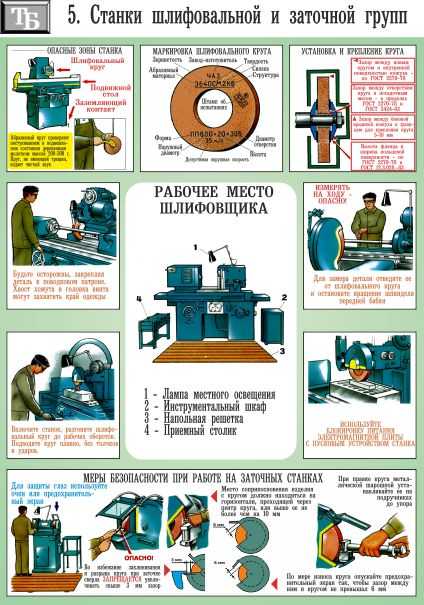 Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз е. предупреждении несчастных случаев на производстве, и в частности в период прохождения учебной практики.
е. предупреждении несчастных случаев на производстве, и в частности в период прохождения учебной практики.

 ..
..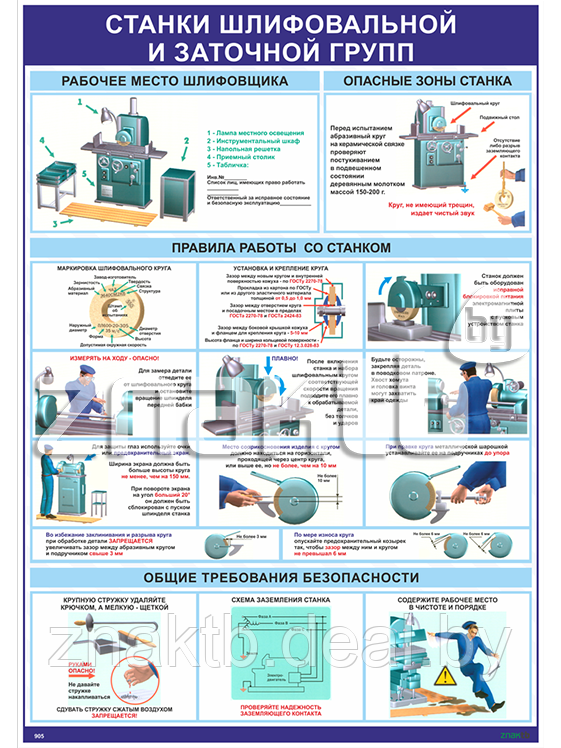 ..
.. Трудно представить современное общество без машин, которые усердно работают вокруг нас. Новое и улучшенное оборудование ведет к повышению производительности, повышению качества и более доступной продукции. Но неправильно используемые машины могут быть столь же вредными, сколь и полезными. Станки, которые режут металл, могут отрезать пальцы. Машины, которые пробивают сталь, могут пробить и плоть. Такие травмы могут привести к прекращению карьеры, а также к сильной боли и страданиям.
Трудно представить современное общество без машин, которые усердно работают вокруг нас. Новое и улучшенное оборудование ведет к повышению производительности, повышению качества и более доступной продукции. Но неправильно используемые машины могут быть столь же вредными, сколь и полезными. Станки, которые режут металл, могут отрезать пальцы. Машины, которые пробивают сталь, могут пробить и плоть. Такие травмы могут привести к прекращению карьеры, а также к сильной боли и страданиям.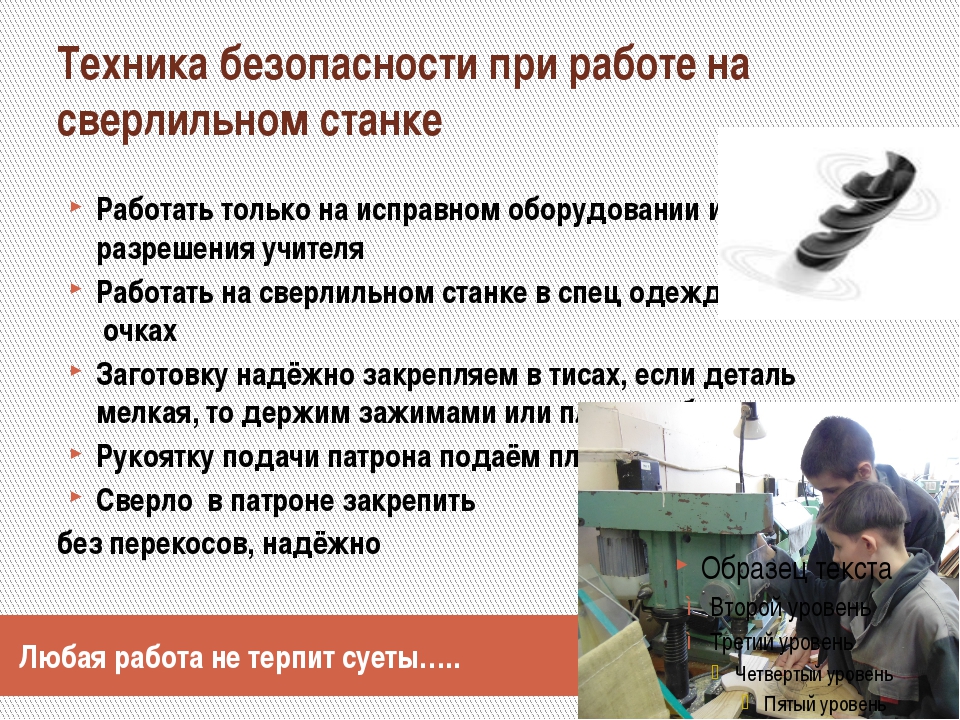

 Это безопасно и надежно
Это безопасно и надежно Вес 450 гр. (Размер половинной пары 9 США).
Вес 450 гр. (Размер половинной пары 9 США).
 Вдобавок ко всему, полностью с отечественными НИОКР и отечественными
Вдобавок ко всему, полностью с отечественными НИОКР и отечественными Несмотря на их высокую эффективность и высокую производительность, они требуют крайне малой мощности.
Несмотря на их высокую эффективность и высокую производительность, они требуют крайне малой мощности.




 Другими словами, в то время как пища, подлежащая сушке,
Другими словами, в то время как пища, подлежащая сушке,
 Этого набора хватит любому новичку. Качество комплектующих в целом удовлетворительное, на первое время сгодится.
Этого набора хватит любому новичку. Качество комплектующих в целом удовлетворительное, на первое время сгодится. Если Nordika 2160 сломается, его можно починить самому при наличии навыков. В конструкции аппарата нет современных транзисторов, чувствительных к пыли и перепадам температур. Поэтому трансформаторы крайне надежны и редко подводят.
Если Nordika 2160 сломается, его можно починить самому при наличии навыков. В конструкции аппарата нет современных транзисторов, чувствительных к пыли и перепадам температур. Поэтому трансформаторы крайне надежны и редко подводят. Он подойдет многим: новичкам, желающим получить аппарат с запасом мощности; дачникам, регулярно выполняющим ремонт на участке; мастерам выездного ремонта с личным авто. Покупая Telwin Nordika 2160 вы получите по-настоящему надежный и практически не убиваемый аппарат. Об этом говорит тот факт, что данная модель в продаже с 2004-го года.
Он подойдет многим: новичкам, желающим получить аппарат с запасом мощности; дачникам, регулярно выполняющим ремонт на участке; мастерам выездного ремонта с личным авто. Покупая Telwin Nordika 2160 вы получите по-настоящему надежный и практически не убиваемый аппарат. Об этом говорит тот факт, что данная модель в продаже с 2004-го года. Зато на сайтах объявлений их можно найти по приятной цене.
Зато на сайтах объявлений их можно найти по приятной цене. Данный набор новичка вполне качественен и на первых порах прослужит отменно.
Данный набор новичка вполне качественен и на первых порах прослужит отменно.
 Много людей его оценят по достоинству: любители частого ремонта на даче, зеленые новички, мастера ремонта с личным автомобилем.
Много людей его оценят по достоинству: любители частого ремонта на даче, зеленые новички, мастера ремонта с личным автомобилем.
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> Наша команда инженеров обладает многолетним опытом и извлеченными уроками, которые мы применяем на благо наших клиентов. Мы ориентируемся на требования приложений, проводим исследования, оцениваем и выбираем правильную технологию, разрабатываем и оперативно поставляем экономически эффективные технологические решения.
Наша команда инженеров обладает многолетним опытом и извлеченными уроками, которые мы применяем на благо наших клиентов. Мы ориентируемся на требования приложений, проводим исследования, оцениваем и выбираем правильную технологию, разрабатываем и оперативно поставляем экономически эффективные технологические решения. Благодаря прямому общению с командой разработчиков Nordic Croxel может быстро решить проблемы на уровне приложений для наших клиентов.
Благодаря прямому общению с командой разработчиков Nordic Croxel может быстро решить проблемы на уровне приложений для наших клиентов.

 : 33684
: 33684
 : 3362
: 3362
 33195-хх, 22 / 2мм
33195-хх, 22 / 2мм : 33203-16-4
: 33203-16-4
 : 33193-80_z01
: 33193-80_z01
 : 33193-60_z01
: 33193-60_z01
 : 33195-60
: 33195-60
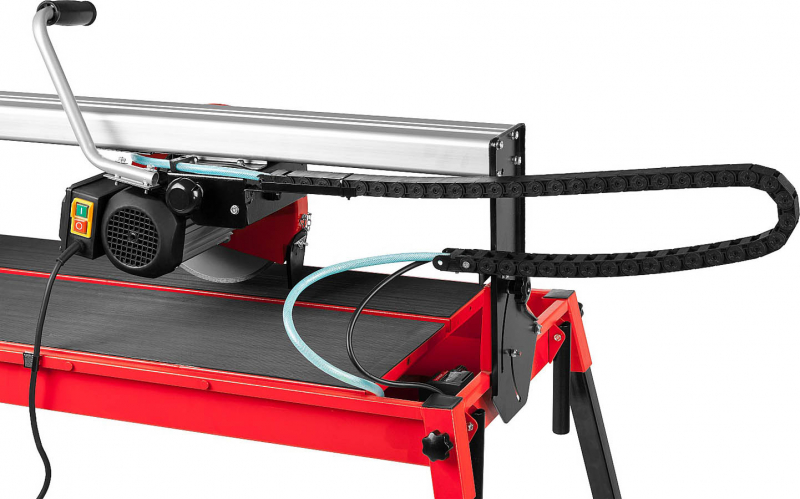 : 33191-40
: 33191-40
 org/ListItem»>Крупная бытовая техника »
org/ListItem»>Крупная бытовая техника » Плюсы и минусы
Плюсы и минусы Отличается мобильностью, при этом сохраняет высокое качество реза, присущее стационарным моделям. Станок выполняет рез под прямым углом, а также под наклоном до 45°. Максимальная толщина пропила — 38 мм. Скорость работы — 12000 об/мин.
Отличается мобильностью, при этом сохраняет высокое качество реза, присущее стационарным моделям. Станок выполняет рез под прямым углом, а также под наклоном до 45°. Максимальная толщина пропила — 38 мм. Скорость работы — 12000 об/мин. 2
2 org/BreadcrumbList»>
org/BreadcrumbList»> ЗУ — Устройство зарядное Makita DC18RC (DC 18 RC 195915-5)
ЗУ — Устройство зарядное Makita DC18RC (DC 18 RC 195915-5)
 ..
..
 Деньгах
Деньгах
 дрели
дрели 7
7 220201401
220201401 В первые годы компания занималась продажей и ремонтом электромоторов и трансформаторов. В 1935г. компания начала экспортировать электромоторы и генераторы в Россию.
В первые годы компания занималась продажей и ремонтом электромоторов и трансформаторов. В 1935г. компания начала экспортировать электромоторы и генераторы в Россию.

 В зависимости от технологии, размеров и сложности 3д принтер печать фигурок занимает от нескольких часов до нескольких дней.
В зависимости от технологии, размеров и сложности 3д принтер печать фигурок занимает от нескольких часов до нескольких дней. Помимо стоимости расходных материалов в цену изделия добавляется еще много неочевидных, на первый взгляд, расходов.
Помимо стоимости расходных материалов в цену изделия добавляется еще много неочевидных, на первый взгляд, расходов.
 На рынке можно найти филамент под различные задачи, на любой “вкус” и кошелек. Это могут быть совсем недорогие ABS и PLA пластики или специфические — токопроводящие, выжигаемые и т.д.
На рынке можно найти филамент под различные задачи, на любой “вкус” и кошелек. Это могут быть совсем недорогие ABS и PLA пластики или специфические — токопроводящие, выжигаемые и т.д.
 Сейчас появилось большое разнообразие фотополимерных смол на любой вкус. От особо прочных и точных инженерных или ювелирных смол, до мягких флексов.
Сейчас появилось большое разнообразие фотополимерных смол на любой вкус. От особо прочных и точных инженерных или ювелирных смол, до мягких флексов.

 На таких принтерах можно быстро и качественно изготовить небольшую партию моделей, большой прототип или мастер модель.
На таких принтерах можно быстро и качественно изготовить небольшую партию моделей, большой прототип или мастер модель.

 д.
д.
 ;
;
 Это позволяет, имея один принтер, изготавливать практически любое изделие — от детской игрушки до сложного инженерного прототипа.
Это позволяет, имея один принтер, изготавливать практически любое изделие — от детской игрушки до сложного инженерного прототипа.
 д. В зависимости от смолы цена за 0,5 кг может начинатся от 4800р и выше. Все зависит от характеристик смолы.
д. В зависимости от смолы цена за 0,5 кг может начинатся от 4800р и выше. Все зависит от характеристик смолы.
 Вес готового изделия около 20 грамм. Отпечаток без постобработки. Итоговая стоимость — 200р.
Вес готового изделия около 20 грамм. Отпечаток без постобработки. Итоговая стоимость — 200р.
 Вес готовой модели около 200 гр. Изделие печаталось инженерным угленаполненным пластиком (стоимость катушки от 4700 р). Постобработка не понадобилась. Стоимость готового изделия около 3000 р.
Вес готовой модели около 200 гр. Изделие печаталось инженерным угленаполненным пластиком (стоимость катушки от 4700 р). Постобработка не понадобилась. Стоимость готового изделия около 3000 р.
 Изготовлены при помощи настольного DLP принтера. Постобработка не потребовалась. Стоимость готовой фигурки от 70 р за грамм.
Изготовлены при помощи настольного DLP принтера. Постобработка не потребовалась. Стоимость готовой фигурки от 70 р за грамм.
 Это может быть просто удаление поддержек, с зачисткой места их соприкосновения с изделием или полный цикл обработки (шпатлевка, шлифовка поверхности, покраска и т.д).
Это может быть просто удаление поддержек, с зачисткой места их соприкосновения с изделием или полный цикл обработки (шпатлевка, шлифовка поверхности, покраска и т.д).
 Например сломалась небольшая шестеренка в механизме, но механизм продается только “в сборе”. Гораздо дешевле изготовить нужную шестеренку на 3D принтере, чем покупать весь механизм.
Например сломалась небольшая шестеренка в механизме, но механизм продается только “в сборе”. Гораздо дешевле изготовить нужную шестеренку на 3D принтере, чем покупать весь механизм.
 Лучше обзавестись несколькими аппаратами с меньшей областью печати, чем купить всего один принтер, хоть и с большой рабочей областью.
Лучше обзавестись несколькими аппаратами с меньшей областью печати, чем купить всего один принтер, хоть и с большой рабочей областью.

 !
! 1-литровая бутылка смолы позволяет напечатать 30-35 миниатюр разумного размера, а стоимость смолы для любителей составляет 20-40 долларов.
1-литровая бутылка смолы позволяет напечатать 30-35 миниатюр разумного размера, а стоимость смолы для любителей составляет 20-40 долларов. Часто эти детали будут шире, чем могут поместиться настольные ЖК-принтеры, но FDM-принтер, такой как Ender 3, должен быть в состоянии напечатать их, а если нет, то более крупный принтер, такой как Ender 5 Plus, наверняка сможет.
Часто эти детали будут шире, чем могут поместиться настольные ЖК-принтеры, но FDM-принтер, такой как Ender 3, должен быть в состоянии напечатать их, а если нет, то более крупный принтер, такой как Ender 5 Plus, наверняка сможет. Узнать больше
Узнать больше Он поставляется с CHITUBOX, высоко оцененным 3D-слайсером из смолы, который быстро нарезает модели, чтобы сэкономить ваше время, а также включает в себя полезные функции, такие как инструменты, которые выдалбливают модели перед печатью, чтобы снизить затраты на материалы, если вы не возражаете против немного менее прочного. части.
Он поставляется с CHITUBOX, высоко оцененным 3D-слайсером из смолы, который быстро нарезает модели, чтобы сэкономить ваше время, а также включает в себя полезные функции, такие как инструменты, которые выдалбливают модели перед печатью, чтобы снизить затраты на материалы, если вы не возражаете против немного менее прочного. части.
 В цифрах это означает небольшое понижение разрешения XY до 40 микрон по сравнению с 35 микронами у Mono 4 K, но при таких низких числах разница неразличима невооруженным глазом, даже для опытных поклонников миниатюр.
В цифрах это означает небольшое понижение разрешения XY до 40 микрон по сравнению с 35 микронами у Mono 4 K, но при таких низких числах разница неразличима невооруженным глазом, даже для опытных поклонников миниатюр.
 Однако, если вы хотите сэкономить деньги, Photon M3 — отличный выбор, если вас устраивает разрешение 4K, поскольку Mono X 6K стоит вдвое дороже.
Однако, если вы хотите сэкономить деньги, Photon M3 — отличный выбор, если вас устраивает разрешение 4K, поскольку Mono X 6K стоит вдвое дороже.
 Anycubic Mono X 6K или Elegoo Saturn S.
Anycubic Mono X 6K или Elegoo Saturn S.
 д. — идеально подходит для усиления этого важного ощущения погружения.
д. — идеально подходит для усиления этого важного ощущения погружения.


 время.
время. Затем, по желанию, вы можете исправить любые недостатки, загрунтовать и покрасить их для вашего индивидуального вида. Мы рекомендуем покупать станцию для мытья и отверждения вашего бренда, чтобы сэкономить ваше время и нервы.
Затем, по желанию, вы можете исправить любые недостатки, загрунтовать и покрасить их для вашего индивидуального вида. Мы рекомендуем покупать станцию для мытья и отверждения вашего бренда, чтобы сэкономить ваше время и нервы.
 Если вы хотите сэкономить на материальных затратах и не возражаете против снижения прочности некоторых деталей, вы можете уменьшить заполнение до 10%, хотя некоторые любители, которым нужны цельные модели, могут выбрать более высокий процент заполнения.
Если вы хотите сэкономить на материальных затратах и не возражаете против снижения прочности некоторых деталей, вы можете уменьшить заполнение до 10%, хотя некоторые любители, которым нужны цельные модели, могут выбрать более высокий процент заполнения. В конце концов, 3D-принтеры могут зайти так далеко, когда дело доходит до выявления пышных деталей и сложности модели.
В конце концов, 3D-принтеры могут зайти так далеко, когда дело доходит до выявления пышных деталей и сложности модели.
 Эта статья также полезна для общего понимания вашего положения в области 3D-печати и интеллектуальной собственности.
Эта статья также полезна для общего понимания вашего положения в области 3D-печати и интеллектуальной собственности. Некоторые из лучших доступных смоляных материалов производятся такими компаниями, как Siraya Tech, Anycubic и Elegoo, что позволяет печатать фантастические детали на ваших миниатюрах в рамках вашего бюджета.
Некоторые из лучших доступных смоляных материалов производятся такими компаниями, как Siraya Tech, Anycubic и Elegoo, что позволяет печатать фантастические детали на ваших миниатюрах в рамках вашего бюджета. Набор горожан Wildspire стоит около 40 долларов за 58 миниатюр, что составляет около 0,70 доллара за миниатюру.
Набор горожан Wildspire стоит около 40 долларов за 58 миниатюр, что составляет около 0,70 доллара за миниатюру. 
 Если у вас еще нет настроенного 3D-принтера, вы можете приобрести приличный 3D-принтер из нити или смолы всего за 200 долларов.
Если у вас еще нет настроенного 3D-принтера, вы можете приобрести приличный 3D-принтер из нити или смолы всего за 200 долларов. 

 Согласно реальным тестам, пользователи могут напечатать около 100-140 миниатюр из 1 л смолы, что стоит от 0,21 до 0,30 долларов за миниатюру.
Согласно реальным тестам, пользователи могут напечатать около 100-140 миниатюр из 1 л смолы, что стоит от 0,21 до 0,30 долларов за миниатюру.




 Однако настройка может занять некоторое время в зависимости от того, какую машину вы покупаете. Некоторые 3D-принтеры поставляются 95% предварительно собраны, и их сборка занимает всего 10 минут, в то время как некоторые требуют много времени на сборку и могут занять около часа.
Однако настройка может занять некоторое время в зависимости от того, какую машину вы покупаете. Некоторые 3D-принтеры поставляются 95% предварительно собраны, и их сборка занимает всего 10 минут, в то время как некоторые требуют много времени на сборку и могут занять около часа.
 5.
5.  США для этих 47 моделей, цена аналогична набору из 16 моделей, но вам придется выполнять постобработку и раскрашивать миниатюры самостоятельно. . Не забудьте также учесть временные обязательства.
США для этих 47 моделей, цена аналогична набору из 16 моделей, но вам придется выполнять постобработку и раскрашивать миниатюры самостоятельно. . Не забудьте также учесть временные обязательства.

 08.2020
08.2020
 Мы свяжемся с вами в ближайшее время
Мы свяжемся с вами в ближайшее время 08.2022
08.2022
 08.2020
08.2020
 Мы свяжемся с вами в ближайшее время
Мы свяжемся с вами в ближайшее время

 после заражения SARS-CoV-2?
после заражения SARS-CoV-2?
:quality(80)/images.vogel.de/vogelonline/bdb/928800/928857/original.jpg) Л.К. заявляет о поддержке в виде грантов (выплачиваемых его учреждению) от Национальных институтов здравоохранения за представленную работу. К.М.Н. заявляет о поддержке своего учреждения (но не о поддержке заработной платы) в ее роли исследователя в фазе 1 испытания мРНК-вакцины Pfizer Covid-19, а также заявляет о поддержке заработной платы со стороны NIH за ее роль в со-руководстве сетью предотвращения коронавируса , которая включала работу над несколькими исследованиями эффективности фазы 3, включая исследование вакцины мРНК-1273. К.М.Н. также работает в DSMB для открытой оценки дозы живого рекомбинантного вируса болезни Ньюкасла, экспрессирующего шиповидный белок SARS-CoV-2 (NDV-HXP-S), фазы 1, спонсируемой Медицинской школой Икана в Mount Sinai входит в совет директоров Национального фонда инфекционных заболеваний и является членом Стратегической консультативной группы экспертов ВОЗ по иммунизации (SAGE). Дж.М.М. является сотрудником Moderna и имеет опционы на акции / гранты в Moderna.
Л.К. заявляет о поддержке в виде грантов (выплачиваемых его учреждению) от Национальных институтов здравоохранения за представленную работу. К.М.Н. заявляет о поддержке своего учреждения (но не о поддержке заработной платы) в ее роли исследователя в фазе 1 испытания мРНК-вакцины Pfizer Covid-19, а также заявляет о поддержке заработной платы со стороны NIH за ее роль в со-руководстве сетью предотвращения коронавируса , которая включала работу над несколькими исследованиями эффективности фазы 3, включая исследование вакцины мРНК-1273. К.М.Н. также работает в DSMB для открытой оценки дозы живого рекомбинантного вируса болезни Ньюкасла, экспрессирующего шиповидный белок SARS-CoV-2 (NDV-HXP-S), фазы 1, спонсируемой Медицинской школой Икана в Mount Sinai входит в совет директоров Национального фонда инфекционных заболеваний и является членом Стратегической консультативной группы экспертов ВОЗ по иммунизации (SAGE). Дж.М.М. является сотрудником Moderna и имеет опционы на акции / гранты в Moderna. H.M.E.S. заявляет о поддержке (в виде грантов, выплаченных ее учреждению) со стороны Национальных институтов здравоохранения для представленной работы. Л.Р.Б. заявляет о поддержке (в виде грантов, выплаченных его учреждению) Национальными институтами здравоохранения/Национальным институтом аллергии и инфекционных заболеваний (NIH/NIAID) для проведения этого исследования, а также грантов (выплаченных его учреждению) в рамках последние 36 месяцев от NIH / NIAID, Фонда Гейтса, Института Рагона и Wellcome Trust, за исключением представленной работы. Л.Р.Б. участвует в клинических испытаниях вакцин против ВИЧ, других патогенов и COVID, проводимых в сотрудничестве с NIH, Сетью испытаний вакцины против ВИЧ (HVTN), Сетью профилактики вакцин против COVID (CoVPN), Международной инициативой по вакцинам против СПИДа (IAVI), Crucell/Janssen, Moderna, Военная программа исследований ВИЧ (MHRP), Фонд Гейтса и Институт Рагона.
H.M.E.S. заявляет о поддержке (в виде грантов, выплаченных ее учреждению) со стороны Национальных институтов здравоохранения для представленной работы. Л.Р.Б. заявляет о поддержке (в виде грантов, выплаченных его учреждению) Национальными институтами здравоохранения/Национальным институтом аллергии и инфекционных заболеваний (NIH/NIAID) для проведения этого исследования, а также грантов (выплаченных его учреждению) в рамках последние 36 месяцев от NIH / NIAID, Фонда Гейтса, Института Рагона и Wellcome Trust, за исключением представленной работы. Л.Р.Б. участвует в клинических испытаниях вакцин против ВИЧ, других патогенов и COVID, проводимых в сотрудничестве с NIH, Сетью испытаний вакцины против ВИЧ (HVTN), Сетью профилактики вакцин против COVID (CoVPN), Международной инициативой по вакцинам против СПИДа (IAVI), Crucell/Janssen, Moderna, Военная программа исследований ВИЧ (MHRP), Фонд Гейтса и Институт Рагона. .
. Центральный институциональный наблюдательный совет утвердил протокол mRNA-1273-P301 и формы согласия. Все участники предоставили письменное информированное согласие перед зачислением. Услуги центрального IRB для исследования мРНК-1273-P301 были предоставлены компанией Advarra, Inc., 6100 Merriweather Dr., Suite 600, Columbia, MD 21044.
Центральный институциональный наблюдательный совет утвердил протокол mRNA-1273-P301 и формы согласия. Все участники предоставили письменное информированное согласие перед зачислением. Услуги центрального IRB для исследования мРНК-1273-P301 были предоставлены компанией Advarra, Inc., 6100 Merriweather Dr., Suite 600, Columbia, MD 21044.
 Ампутация отняла у меня только ногу, больше ничего. Я продолжаю делать что-то, бросаю себе вызов каждый день. и я вижу, что трудности у нас в голове».
Ампутация отняла у меня только ногу, больше ничего. Я продолжаю делать что-то, бросаю себе вызов каждый день. и я вижу, что трудности у нас в голове». Но мне нужно дать время. Я не могу бегать, просто немного побегаю. Плавание могло бы вернуть меня, помочь вести более здоровую жизнь», — сказал Фоллманн в интервью бразильскому телеканалу SporTV.
Но мне нужно дать время. Я не могу бегать, просто немного побегаю. Плавание могло бы вернуть меня, помочь вести более здоровую жизнь», — сказал Фоллманн в интервью бразильскому телеканалу SporTV. Шесть-семь месяцев назад мне сделали операцию на левой лодыжке. Мне нужно уважать свое тело».
Шесть-семь месяцев назад мне сделали операцию на левой лодыжке. Мне нужно уважать свое тело».

 486486 513513 $
486486 513513 $ 50.550.5 53.353.3 $
50.550.5 53.353.3 $