Ridgid ключ: Ключи | RIDGID Tools
ПРЯМЫЕ ТРУБНЫЕ КЛЮЧИ ДЛЯ ТЯЖЕЛЫХ РАБОТ RIDGID
Выберите категорию:
Все
Спецодежда
» Летняя спецодежда
» Зимняя спецодежда
»» Костюмы утепленные
»» Куртки утепленные
»» Жилеты, полукомбинезоны
» Защитная спецодежда
»» Влагозащитная одежда
»» Одежда от повышенных температур
»» Защита от статического электричества
»» Сигнальная одежда
»» Одежда для защиты от термических рисков электродуги
» Спецодежда для медицины
» Спецодежда для сферы услуг
» Трикотажные изделия
» Головные уборы
»» Шапки утепленнные
»» Подшлемники/балаклавы
»» Защитные головные уборы
»» Кепки/бейсболки
»» Колпаки/беретки
Спецобувь
» Спецобувь летняя
»» Ботинки,полуботинки летние
»» Сапоги летние
» Спецобувь зимняя
»» Ботинки зимние
»» Сапоги зимние
»» Валеная,ЭВА,комбинированная
» Спецобувь влагозащитная
» Спецобувь медицинская и повседневная
» Спецобувь термостойкая
СИЗ
» Защита головы
» Защита лица и органов зрения
»» Очки открытые
»» Очки закрытые
» Защита органов дыхания
»» Респираторы
»» Полумаски и полнолицевые маски
»» Противогазы
»» Фильтры
» Защита органов слуха
» Защита падений от высоты
»» Привязи страховочные
» Диэлектрические средства защиты
» Дерматологические средства
» Комбинезоны защитные
Защита рук
» Перчатки от механических воздействий
» Перчатки маслобензостойкие
» Перчатки от химических воздействий
» Перчатки от порезов
» Перчатки от повышенных температур
» Перчатки от пониженных температур
» Перчатки одноразовые
» Перчатки от термических рисков электрической дуги
» Перчатки от вибрации
» Рукавицы
Текстиль/мягкий инвентарь
Хозтовары/Бытовая химия
» Хозяйственный инвентарь
» Технические ткани,ветошь
Металлическая мебель
Контейнеры (для ТБО, ртутьсодержащих отходов)
Инструмент
» Ключи
»» ГАЗОВЫЕ КЛЮЧИ RIDGID
»» КЛЮЧИ C ПРИЖИМНОЙ ПЛАНКОЙ RIDGID
»» КЛЮЧИ ДЛЯ ВНУТРЕННИХ КОЛОНКОВЫХ ТРУБ RIDGID
»» РАЗВОДНЫЕ КЛЮЧИ RIDGID
»» ПРЯМЫЕ ТРУБНЫЕ КЛЮЧИ ДЛЯ ТЯЖЕЛЫХ РАБОТ RIDGID
»» РЕМЕШКОВЫЕ КЛЮЧИ RIDGID
»» Трубные ключи VIRAX
Товар дня
Размер:
Всер-р 40-42/158-164р-р 40-42/170-176р-р 40-42/182-188р-р 44-46/158-164р-р 44-46/170-176р-р 44-46/182-188р-р 44-46/194-2000р-р 48-50/158-164р-р 48-50/170-176р-р 48-50/182-188р-р 48-50/194-2000р-р 52-54/158-164р-р 52-54/170-176р-р 52-54/182-188р-р 52-54/194-2000р-р 56-58/158-164р-р 56-58/170-176р-р 56-58/182-188р-р 56-58/194-2000р-р 60-62/158-164р-р 60-62/170-176р-р 60-62/182-188р-р 60-62/194-2000р-р 64-66/158-164р-р 64-66/170-176р-р 64-66/182-188р-р 64-66/194-2000р-р 68-70/158-164р-р 68-70/170-176р-р 68-70/182-188р-р 68-70/194-2000р-р 40-42р-р 44-46р-р 48-50р-р 52-54р-р 56-58р-р 60-62р-р 64-66р-р 68-70353637383940414243444546474849319101211867MLXL2XL3XL123
Результатов на странице:
5203550658095
Купити [Група] від компанії [Компанія]
9 відгуків
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
Купити
 eyJwcm9kdWN0SWQiOjEyMzkzODMsImNhdGVnb3J5SWQiOjE0MjAwMzQ4LCJjb21wYW55SWQiOjQ1NDk5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY3MTA2MjkyOS4wMzU1MTg0LCJwYWdlSWQiOiI4ZWJjMGU4My0yYTQxLTQzMWUtYThmOS01YTA3YTkyOWE4NjkiLCJwb3ciOiJ2MiJ9.Kv6urYGPP83of7OL_0lEfoUQopCY2gVOhqLx8LepWfk» data-advtracking-product-id=»1239383″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyMzkzODMsImNhdGVnb3J5SWQiOjE0MjAwMzQ4LCJjb21wYW55SWQiOjQ1NDk5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY3MTA2MjkyOS4wMzU1MTg0LCJwYWdlSWQiOiI4ZWJjMGU4My0yYTQxLTQzMWUtYThmOS01YTA3YTkyOWE4NjkiLCJwb3ciOiJ2MiJ9.Kv6urYGPP83of7OL_0lEfoUQopCY2gVOhqLx8LepWfk» data-advtracking-product-id=»1239383″ data-tg-chain=»{"view_type": "preview"}»>Купити
Купити
 eyJwcm9kdWN0SWQiOjEyMzkzODUsImNhdGVnb3J5SWQiOjE0MjAwMzQ4LCJjb21wYW55SWQiOjQ1NDk5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY3MTA2MjkyOS4wMzY3MTkzLCJwYWdlSWQiOiJjM2E2ZTkzZi1lNDM2LTRjMTItYmI5Mi0yNGEyOTVjZmQzNzQiLCJwb3ciOiJ2MiJ9.ByQMZlfp8ocGnJjLrmSZ5nMQNKkKOeFcDa4YZHUsR3w» data-advtracking-product-id=»1239385″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyMzkzODUsImNhdGVnb3J5SWQiOjE0MjAwMzQ4LCJjb21wYW55SWQiOjQ1NDk5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY3MTA2MjkyOS4wMzY3MTkzLCJwYWdlSWQiOiJjM2E2ZTkzZi1lNDM2LTRjMTItYmI5Mi0yNGEyOTVjZmQzNzQiLCJwb3ciOiJ2MiJ9.ByQMZlfp8ocGnJjLrmSZ5nMQNKkKOeFcDa4YZHUsR3w» data-advtracking-product-id=»1239385″ data-tg-chain=»{"view_type": "preview"}»>Купити
Купити
 eyJwcm9kdWN0SWQiOjEyMzkzODgsImNhdGVnb3J5SWQiOjE0MjAwMzQ4LCJjb21wYW55SWQiOjQ1NDk5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY3MTA2MjkyOS4wMzgxMTUsInBhZ2VJZCI6IjY2MTU2YmViLTk0N2QtNGMwMi05MGZiLTVlMWJmZGM0ZDY3ZCIsInBvdyI6InYyIn0.qiB4XCPa8_L3RXOT1Q4Zu8qALxp4MRdpbFLR8HhQkiA» data-advtracking-product-id=»1239388″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyMzkzODgsImNhdGVnb3J5SWQiOjE0MjAwMzQ4LCJjb21wYW55SWQiOjQ1NDk5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY3MTA2MjkyOS4wMzgxMTUsInBhZ2VJZCI6IjY2MTU2YmViLTk0N2QtNGMwMi05MGZiLTVlMWJmZGM0ZDY3ZCIsInBvdyI6InYyIn0.qiB4XCPa8_L3RXOT1Q4Zu8qALxp4MRdpbFLR8HhQkiA» data-advtracking-product-id=»1239388″ data-tg-chain=»{"view_type": "preview"}»>Купити
Купити
 eyJwcm9kdWN0SWQiOjEyMzkzOTAsImNhdGVnb3J5SWQiOjE0MjAwMzQ4LCJjb21wYW55SWQiOjQ1NDk5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY3MTA2MjkyOS4wMzk2MjMsInBhZ2VJZCI6IjE1MGNkOThhLThiOTQtNGFmYS1hNDJkLTIyMDZmNmEzYjYzOSIsInBvdyI6InYyIn0.y4LNXZoHqkeb_wpocQ0k-Gel0od8LR5RwIYQNkRR98c» data-advtracking-product-id=»1239390″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyMzkzOTAsImNhdGVnb3J5SWQiOjE0MjAwMzQ4LCJjb21wYW55SWQiOjQ1NDk5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY3MTA2MjkyOS4wMzk2MjMsInBhZ2VJZCI6IjE1MGNkOThhLThiOTQtNGFmYS1hNDJkLTIyMDZmNmEzYjYzOSIsInBvdyI6InYyIn0.y4LNXZoHqkeb_wpocQ0k-Gel0od8LR5RwIYQNkRR98c» data-advtracking-product-id=»1239390″ data-tg-chain=»{"view_type": "preview"}»>Купити
+380 (67) 208-62-51
+380 (67) 502-66-22
+380 (44) 525-15-47
Купити
RIDGID 59230 A-13 Соединительный ключ 5/8
Наведите курсор на изображение, чтобы увеличить
Нажмите на изображение, чтобы увеличить
Особенности:
- Ключ для кабеля 3/8″ и 1/2″
Технические характеристики:
- Подходит для кабелей 3/8″ и 1/2″
Ключ
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisa
Ваша платежная информация защищена. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Политика возврата
——
Возврат
Наш полис действует 30 дней. Если с момента покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Некоторые виды товаров не подлежат возврату. Скоропортящиеся товары, такие как продукты питания, цветы, газеты или журналы, возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы.
Дополнительные невозвратные товары:
Подарочные карты
Загружаемые программные продукты
Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
В некоторых ситуациях предоставляется только частичное возмещение (если применимо).
Книга с явными следами использования
CD, DVD, кассета VHS, программное обеспечение, видеоигра, кассета или виниловая пластинка, которые были открыты
Любой товар не в своем первоначальном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой.
Любой товар, возвращенный более чем через 30 дней после доставки
Возврат средств (если применимо)
Как только ваш возврат будет получен и проверен, мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Просроченные или отсутствующие возвраты (если применимо)
Если вы еще не получили возмещение, сначала снова проверьте свой банковский счет.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Товары для распродажи (если применимо)
Возврат возможен только за товары по обычной цене, к сожалению, за товары со скидкой возврат невозможен.
Обмены (если применимо)
Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: 4170 West Harmon Las Vegas Nevada US 89.103.
Подарки
Если предмет был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка
Чтобы вернуть товар, отправьте его по почте: 4170 West Harmon Las Vegas Nevada US 89103
Вы будете нести ответственность за оплату ваших собственных расходов по доставке для возврата вашего товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для доставки товара по обмену, может различаться.
Если вы отправляете товар на сумму более 75 долларов США, вам следует рассмотреть возможность использования службы доставки с возможностью отслеживания или приобретения страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
——
Milwaukee vs DeWalt: какая марка инструментов лучше в 2022 году
Когда люди обращались к нам — будь то торговцы или просто читатели в Интернете — по поводу вопроса Milwaukee vs DeWalt, мы поняли, что ответ сложнее, чем большинство может догадаться. Вы спрашиваете о том, кто делает лучшие инструменты? Или вы спрашиваете о самой крупной компании? Чтобы дать ответ, мы почувствовали необходимость углубиться в историю как Милуоки, так и DeWalt, включая их размер, количество сотрудников и материнские компании.
Нам также нужно было посмотреть, какие инструменты производит каждая компания, и даже посмотреть, где они производятся. Их общая репутация и основные инструменты также сыграют роль в ответе на вопрос. Важно понимать, где каждый производитель лидирует в отрасли и какие инструменты и технологии они первыми применили. Наконец, мы смотрим на аккумуляторные технологии, а также на глубину линейки инструментов и аксессуаров.
Короче говоря, при сравнении Milwaukee и DeWalt нам пришлось потрудиться. Здесь ничего не происходит…
Здесь ничего не происходит…
Ищете матч ДеУолт против Милуоки один на один? Посмотрите эти обзоры!
- Ударные отвертки 12 В
- Одноручные сабельные пилы
- M18 9,0 Ач по сравнению с FlexVolt
Компания История Milwaukee Tool и DeWalt
Milwaukee Electric Tool Corporation История
Milwaukee Tool (Корпорация Milwaukee Electric Tool) начала свою деятельность как американский производитель электроинструментов до 1924 года в Милуоки, штат Висконсин. Компания имеет богатую историю производства электроинструментов в Америке для ремесленников. С 2005 года она работает как дочерняя компания Techtronic Industries (TTI), гонконгской компании, основанной в 1985.
Торговые марки TTI включают RIDGID, AEG и Ryobi (лицензированные), Hart Tools, Empire, Hoover, Dirt Devil, Oreck и другие. Как вы можете себе представить, Milwaukee Tool производит как сетевые, так и аккумуляторные электроинструменты. Они также производят ручные инструменты, а также аксессуары, такие как пильные полотна и сверла/шуруповерты.
Еще в 1918 году Milwaukee Tool представила относительно легкую дрель Hole-Shooter, которая, по словам компании, была «первой легкой портативной дрелью для работы одной рукой на 1/4 дюйма». Они еще больше расширились в 1930-х годов и во время Второй мировой войны производство инструментов соответствовало стандарту ВМС США. Milwaukee Tool всегда славился своим качеством, и это, по-видимому, было связано с созданием, а затем с укреплением этой репутации.
В 1951 году была представлена сабельная пила Sawzall. Совсем недавно, в 2005 году, компания начала революцию в области литий-ионных аккумуляторов, даже имея несколько ключевых патентов в этой области. После этого компания Milwaukee One-Key сделала многое для того, чтобы стать пионером в области технологии инструментов Bluetooth. Совсем недавно компания перешла на рынок беспроводного силового оборудования, выпустив линейку аккумуляторных инструментов MX FUEL.
История компании DeWalt
DeWalt — американская компания, представляющая всемирно известный бренд электроинструментов для строительства, производства и деревообработки. Бренд DeWalt фактически находится под эгидой Stanley Black & Decker. Эта материнская компания также владеет Irwin Tools, Craftsman, Lenox, Porter-Cable, Proto, Bostitch, Vidmar и некоторыми другими.
Бренд DeWalt фактически находится под эгидой Stanley Black & Decker. Эта материнская компания также владеет Irwin Tools, Craftsman, Lenox, Porter-Cable, Proto, Bostitch, Vidmar и некоторыми другими.
Компания DeWalt была официально основана в 1923 году Рэймондом Э. ДеУолтом (который изобрел радиальную ручную пилу). В конце концов, компания была продана Black & Decker в 1919 году.60. Ничего особо интересного не происходило до 2004 года, когда Black and Decker купила Porter-Cable и объединила ее с DeWalt в Джексоне, штат Теннесси.
В 2011 году DeWalt расширила производство ручных инструментов, а в 2013 году они добавили инструменты для механиков. Три года спустя, в 2016 году, DeWalt представила FlexVolt, первый в строительной отрасли аккумуляторный блок с гибридным напряжением. Он работает в режиме макс. 60 В (последовательный) или макс. 20 В (параллельный) в зависимости от того, подключен ли он к инструменту FlexVolt 60 В или макс. 20 В.
Milwaukee vs DeWalt Основные офисы
Milwaukee Tool Manufacturing
Неудивительно, что Milwaukee Tool имеет богатую историю производства «Сделано в США». Компания проводит большую часть своих исследований и разработок в своих офисах в Брукфилде, штат Висконсин. Однако Milwaukee Tool и ее материнская компания TTI производят как инструменты, так и аксессуары по всему миру — в основном в Азии, Мексике, Европе и США.
Компания проводит большую часть своих исследований и разработок в своих офисах в Брукфилде, штат Висконсин. Однако Milwaukee Tool и ее материнская компания TTI производят как инструменты, так и аксессуары по всему миру — в основном в Азии, Мексике, Европе и США.
Кольцевая пила Milwaukee производится на их заводе в Гринвуде
Многие популярные аксессуары, в том числе полотна для сабельных пил и кольцевые пилы, производятся на предприятиях штата Миссисипи, расположенных в Гринвуде, Джексоне и Олив-Бранч. Milwaukee Tool также имеет три производственных предприятия в Висконсине в Муквонаго, Уэст-Бенде и Сан-Прери. Вместе они представляют собой критически важные компоненты их глобального производственного присутствия для их предприятий по производству электроинструментов, аксессуаров для электроинструментов и ручных инструментов.
В январе 2020 года Milwaukee Tool объявила о строительстве завода стоимостью 26 миллионов долларов в Вест-Бенде, штат Висконсин, по производству ручных инструментов для электриков и монтажников. Они также планируют расшириться за счет офиса в Куквилле, штат Теннесси. Только в 2020 году компания планировала инвестировать более $100 млн и создать 350 новых рабочих мест в США.
Они также планируют расшириться за счет офиса в Куквилле, штат Теннесси. Только в 2020 году компания планировала инвестировать более $100 млн и создать 350 новых рабочих мест в США.
Вот краткий обзор продуктов, которые Milwaukee Tool производит в США:
- Ступенчатые биты
- MX FUEL Rocket Tower Light и сливная машина MX FUEL
- Сетевые пилы
- Большие сверла
- Диски Sawzall
- Кольцевые пилы
- Ленточные пилы
- Осциллирующие лезвия для многофункциональных инструментов (Imperial)
- Имперские двутавровые балки; Уровни торпеды; и стропильные, комбинированные и каркасные квадраты
- Имперская лента предостережения
- Milwaukee Rafter Squares and Framing Squares
На международном уровне Milwaukee Tool и ее материнская компания TTI производят многие из своих беспроводных электроинструментов и продуктов с батарейным питанием за границей на заводах, расположенных в Китае, Вьетнаме, Мексике, Германии и Чехии.
DeWalt Manufacturing
Как и большинство компаний по производству электроинструментов, DeWalt производит большую часть своего оборудования за границей. Тем не менее, в последнее время компания предприняла некоторые шаги, чтобы вернуть больше своего производства в США — по крайней мере, частично. В декабре 2013 года DeWalt объявила, что будет собирать определенные продукты внутри страны из деталей, поставляемых по всему миру, импортируемых из Бразилии, Китая, Чехии, Италии, Мексики, Великобритании и здесь, в Штатах. Возможно, вы уже видели или использовали некоторые из этих продуктов с этикеткой «Сделано в США из мировых материалов».
Перенесемся в 2015 год, когда DeWalt управляла семью отечественными производственными предприятиями для производства инструментов и продуктов DeWalt. Эти объекты расположены в Новой Британии, штат Коннектикут; Хэмпстед, Мэриленд; Шелбивилль, Кентукки; Гринфилд, Индиана; Чероу, Южная Каролина; Шарлотта, Северная Каролина; и Джексон, Теннесси.
Если вернуться к материнской компании Stanley Black & Decker, производство в США происходит в гораздо более широком масштабе, требуя 48 производственных мощностей в США. Компания поддерживает эти объекты примерно в двух десятках штатов.
Зарубежное производство, которое по-прежнему доминирует в большинстве электроинструментов DeWalt, осуществляется в основном в Бразилии, Китае, Чехии, Италии, Мексике и Великобритании.
DeWalt против Milwaukee по количеству сотрудников
В компаниях, принадлежащих материнским организациям, может быть трудно оценить размер. На своей странице в LinkedIn DeWalt заявляет о более чем 10 000 сотрудников на всех своих объектах. Поскольку все бренды Stanley Black & Decker используют число примерно в 6 раз больше, цифра в 10 000 кажется относительно правдоподобной цифрой.
В корпорации Milwaukee Electric Tool в настоящее время работает более 1400 человек только в Соединенных Штатах. В 2020 году Milwaukee Tool инвестировала более 100 миллионов долларов в свой завод в Уэст-Бенде, штат Висконсин, и другие предприятия, создав 350 новых рабочих мест в США. В головной компании Milwaukee TTI работает более 22 000 человек по всему миру.
В головной компании Milwaukee TTI работает более 22 000 человек по всему миру.
Какие материнские компании стоят за Milwaukee и DeWalt?
Techtronic Industries (TTI)
Материнской компанией Milwaukee Tool является Techtronic Industries (TTI). Основана в Гонконге в 1985, TTI включает следующие бренды:
- Milwaukee Electric Tool Corp.
- АЕГ
- Империя
- Ridgid (лицензия)
- Ryobi (лицензия)
- Хартовые инструменты
- Имперские клинки
- Стилет
- Хоумлайт
- Гувер США
- Орек
- Вакс
- Грязный дьявол
TTI разрабатывает, производит и продает все, от электроинструментов и уличного силового оборудования до инструментов для разметки и измерения, бытовой техники и даже средств по уходу за полом. Бренды под TTI производят продукты, используемые торговцами, потребителями и промышленными пользователями на домашнем, строительном, ремонтном и промышленном рынках.
TTI зарегистрирована на Гонконгской фондовой бирже как Techtronic Ind (669) и 17 июня 2020 года была оценена в 76,050 гонконгских долларов (9,81 доллара США) за акцию с рыночной капитализацией 139,25 гонконгских долларов или 17,9 миллиарда долларов США. В 2020 году выручка TTI составила 9,8 млрд долларов США, а валовая прибыль — 38,3%, что связано с развитием новых продуктов и расширением во всех категориях.
Stanley Black & Decker, Inc. (SBD)
За DeWalt стоит Stanley Black & Decker, Inc. SBD включает следующие бренды (среди прочего):
- Стэнли
- ДеУолт
- Черный + Декер
- Ремесленник
- Ирвин Тулз
- Портер-Кабель
- Факом
- Ленокс
- Список
- Инструменты Mac
- Видмар
- Бостич
- Сонитрол
- Прото
- Паладин
- Пенго
SBD, ранее известная как The Stanley Works, входит в список Fortune 500 и базируется в США. Они производят инструменты, аксессуары и крепеж для промышленного, строительного, бытового и наружного энергетического оборудования, а также поставляют продукты для обеспечения безопасности. Компания Stanley Black & Decker со штаб-квартирой в Новой Британии, штат Коннектикут, возникла в результате слияния компаний Stanley Works и Black & Decker в 2010 году.0003
Они производят инструменты, аксессуары и крепеж для промышленного, строительного, бытового и наружного энергетического оборудования, а также поставляют продукты для обеспечения безопасности. Компания Stanley Black & Decker со штаб-квартирой в Новой Британии, штат Коннектикут, возникла в результате слияния компаний Stanley Works и Black & Decker в 2010 году.0003
По состоянию на 2019 год в Stanley Black & Decker работало около 61 000 человек в 60 разных странах. Stanley Black & Decker зарегистрирована на Нью-Йоркской фондовой бирже как SWK и 17 июня 2020 года была оценена в 135,31 доллара за акцию при рыночной капитализации в 21,37 миллиарда долларов США. Выручка компании составила 14,4 млрд долларов, а операционная маржа составила 13,5%. Он объяснил свой последний рост главным образом успехами в области инструментов и хранения, а также промышленными приобретениями.
Милуоки против DeWalt Глубина линии
Сравнивая общую стоимость инструментов между Milwaukee и DeWalt, вы быстро понимаете, что обе компании производят много инструментов. Milwaukee Tool имеет более 200 инструментов только в линейке M18, и еще 100 или более в линейке M12 (12V). Это не включает их новейшую линейку беспроводного силового оборудования MX FUEL или хорошо зарекомендовавшие себя сетевые электроинструменты.
Milwaukee Tool имеет более 200 инструментов только в линейке M18, и еще 100 или более в линейке M12 (12V). Это не включает их новейшую линейку беспроводного силового оборудования MX FUEL или хорошо зарекомендовавшие себя сетевые электроинструменты.
DeWalt может похвастаться более чем 200 продуктами в своей линейке 20V Max, прежде чем добавить свою новую линейку инструментов FlexVolt (на данный момент около трех десятков или более в этой категории) или продуктов с питанием от сети.
Очевидно, что обе марки серьезно относятся к созданию инструментов для профессиональных подрядчиков, торговцев и мастеров-любителей. Оба бренда также предлагают множество аксессуаров — от лезвий и бит до кольцевых пил и специальных крепежных деталей.
DeWalt имеет явное преимущество в категории крепежных изделий, поскольку ее материнская компания приобрела Powers Fasteners и Infastech в 2012 году. , мы находим, что Milwaukee Tools в среднем имеет чуть более высокую цену в целом. В основном это связано с его акцентом на специализированных торговых инструментах. Они также, как правило, включают в свои наборы беспроводных инструментов усовершенствованные аккумуляторы большей емкости. Когда вы понимаете объем очень специфичных для торговли инструментов, цены немного смещаются вверх. DeWalt может предоставить немного больше возможностей для инструментов, попадающих в эти более низкие ценовые категории. Это не означает, что обе компании не производят высококачественные инструменты, и не означает, что вы не можете найти инструменты начального уровня для пользователей с ограниченным бюджетом. В целом, мы не видим здесь достаточной разницы, чтобы действительно провести серьезное различие.
Они также, как правило, включают в свои наборы беспроводных инструментов усовершенствованные аккумуляторы большей емкости. Когда вы понимаете объем очень специфичных для торговли инструментов, цены немного смещаются вверх. DeWalt может предоставить немного больше возможностей для инструментов, попадающих в эти более низкие ценовые категории. Это не означает, что обе компании не производят высококачественные инструменты, и не означает, что вы не можете найти инструменты начального уровня для пользователей с ограниченным бюджетом. В целом, мы не видим здесь достаточной разницы, чтобы действительно провести серьезное различие.
Key Примеры цен Milwaukee и DeWalt:
- Milwaukee M18 Fuel 1/2 in. Перфоратор с одним ключом — 349 долларов США
- Набор бесщеточных перфораторов DeWalt 20V Max XR для подключения перфоратора — $369
- Milwaukee M18 Топливная перфоратор/ударная дрель с комбинированным комплектом One Key — 449 долларов США
- Комбинированный набор из двух инструментов DeWalt 20V Max XR Tool Connect — 499 долларов США
- Milwaukee M18 Компактная бесщеточная дрель 1/2 дюйма, комплект CP — 169 долларов США
- DeWalt 20V Max XR Компактный комплект бесщеточной дрели/шуруповерта — 179 долларов США
- Milwaukee M18 Топливная задняя рукоятка 7-1/4″ Комплект циркулярной пилы — 449 долларов США
- DeWalt FlexVolt 60V Max 7-1/4″ Червячная пила (9,0 Ач) – $399
- Milwaukee M18 — комплект резьбонарезного станка для топливных труб — $1699
- Комплект беспроводного резьбонарезного станка DeWalt FlexVolt 60V Max — 1699 долларов США
DeWalt vs Milwaukee Гарантия и обслуживание
Milwaukee Tool включает 5-летнюю гарантию на большинство аккумуляторных электроинструментов. На некоторые специальные инструменты распространяются разные гарантии, но компания отмечает это заранее. В частности, на ручные инструменты Milwaukee и их уровни RedStick распространяется ограниченная пожизненная гарантия. На большую часть их беспроводного уличного силового оборудования предоставляется 3-летняя гарантия. Инструменты не нужно регистрировать для гарантийного обслуживания, но компания будет использовать дату изготовления вместо чека. Чтобы получить максимальную отдачу от гарантии, мы всегда рекомендуем регистрировать инструмент и/или сохранять квитанции. Использование местного дилера при покупке инструментов почти всегда приводит к более быстрому и целесообразному ремонту и обслуживанию. Это касается DeWalt или Milwaukee Tool.
На некоторые специальные инструменты распространяются разные гарантии, но компания отмечает это заранее. В частности, на ручные инструменты Milwaukee и их уровни RedStick распространяется ограниченная пожизненная гарантия. На большую часть их беспроводного уличного силового оборудования предоставляется 3-летняя гарантия. Инструменты не нужно регистрировать для гарантийного обслуживания, но компания будет использовать дату изготовления вместо чека. Чтобы получить максимальную отдачу от гарантии, мы всегда рекомендуем регистрировать инструмент и/или сохранять квитанции. Использование местного дилера при покупке инструментов почти всегда приводит к более быстрому и целесообразному ремонту и обслуживанию. Это касается DeWalt или Milwaukee Tool.
Гарантийный срок на аккумулятор Milwaukee составляет от одного до трех лет в зависимости от упаковки. Получите дополнительную информацию об обслуживании и гарантии Milwaukee здесь.
DeWalt предоставляет 3-летнюю ограниченную гарантию на большинство аккумуляторных электроинструментов с 1-летним контрактом на бесплатное обслуживание и 90-дневной гарантией возврата денег. На инструменты DeWalt Mechanics распространяется полная пожизненная гарантия. Это означает, что если какой-либо механический инструмент DeWalt по какой-либо причине выйдет из строя, компания заменит его — даже без подтверждения покупки. Другие ручные инструменты DeWalt имеют ограниченную пожизненную гарантию от дефектов. Наконец, некоторые избранные пневматические инструменты DeWalt имеют 7-летнюю гарантию с 1-летним соглашением об обслуживании и 3-дневной гарантией возврата денег.
На инструменты DeWalt Mechanics распространяется полная пожизненная гарантия. Это означает, что если какой-либо механический инструмент DeWalt по какой-либо причине выйдет из строя, компания заменит его — даже без подтверждения покупки. Другие ручные инструменты DeWalt имеют ограниченную пожизненную гарантию от дефектов. Наконец, некоторые избранные пневматические инструменты DeWalt имеют 7-летнюю гарантию с 1-летним соглашением об обслуживании и 3-дневной гарантией возврата денег.
Подробнее о гарантии DeWalt см. здесь.
Milwaukee vs DeWalt – Общая репутация инструмента
Итак, давайте посмотрим на репутацию бренда. И Milwaukee, и DeWalt имеют безупречную репутацию в отрасли благодаря созданию исключительных инструментов. Нам трудно определить, какая компания имеет лучшую репутацию в плане надежности или качества. 10 лет назад мы бы сказали вам, что DeWalt лидирует в отрасли по узнаваемости бренда. Yellow-and-black получила широкое признание как ведущий бренд инструментов профессионального уровня для общестроительных работ.![]() Действительно, вы повсюду видели желтые и черные инструменты.
Действительно, вы повсюду видели желтые и черные инструменты.
Однако, как только компания Milwaukee встала на путь производства литий-ионных электроинструментов, — начиная с 2008 года, — все начало меняться. Компания Big Red ворвалась на рынок с литий-ионными аккумуляторами M18, за которыми вскоре последовала линейка аккумуляторов M12. На рынке появились инструменты, ориентированные на торговлю, такие как резцы для меди. Вскоре DeWalt отстал от времени примерно на 2 года. Отчаянно пытаясь перейти на литий-ион, компания потерпела фальстарт со своими 18-вольтовыми аккумуляторами XRP. Со временем компания перешла на слайд-пакеты, но к тому времени Милуоки действительно стал силой, с которой нужно считаться.
DeWalt утратил свое «соло» положение в качестве ведущего производителя инструментов и позволил Milwaukee конкурировать за господство в профессиональной сфере. Теперь DeWalt, кажется, наверстала упущенное и даже сделала несколько впечатляющих шагов в отношении своей линейки инструментов FlexVolt на 60 В. Эти два бренда представляют лишь несколько ключевых брендов Pro на рынке. Тем не менее, они определенно, похоже, делают одни из самых инновационных инструментов для строительной отрасли.
Эти два бренда представляют лишь несколько ключевых брендов Pro на рынке. Тем не менее, они определенно, похоже, делают одни из самых инновационных инструментов для строительной отрасли.
Бесщеточные инструменты и технологии DeWalt против бесщеточных инструментов и технологий Milwaukee
И DeWalt, и Milwaukee давно используют технологию бесщеточных инструментов. Компания Milwaukee первой представила свои бесщеточные инструменты, сразу же воспользовавшись возможностью лучше контролировать скорость дрели и водителя с помощью электроники. Через пару лет последовал ДеУолт.
Milwaukee One-Key и DeWalt Tool Connect
При сравнении Milwaukee ONE-KEY с DeWalt Tool Connect различия проявляются довольно быстро. One-Key предлагает гораздо большую сложность, зрелость, интеграцию и функции по сравнению с последним. Если отслеживание инструментов, инвентаризация и управление инструментами стоят на первом месте в вашем списке, Milwaukee ловко выигрывает в этой области, хотя DeWalt продолжает совершенствоваться.
При сравнении бесщеточных инструментов DeWalt и бесщеточных инструментов Milwaukee в обоих используется интеллектуальная электроника для лучшего контроля скорости и мощности их инструментов во время резки, сверления, вождения или пиления. Milwaukee «RedLink Plus» выполняет эти обязанности для Big Red, но DeWalt предпочитает просто называть свою технологию «бесщеточный двигатель» в более общем смысле.
Мы должны сказать, что оба отлично справляются с обеспечением скоростных режимов, управлением инструментом и защитой. На самом деле мы не видим преимущества одного перед другим, за исключением того, что Milwaukee Tool стремится к меньшим бесщеточным двигателям, которые занимают меньше места. Из-за этого они часто производят инструменты меньшего размера, обеспечивая по крайней мере такое же количество энергии.
Кроме того, как упоминалось выше, их система One-Key намного превосходит все, что DeWalt еще предстоит создать.
Сравнение основных инструментов DeWalt и Milwaukee
Dewalt и сверла Milwaukee
В споре, который, возможно, занимает первое место, вопрос о сверлах DeWalt и Milwaukee сводится к нескольким факторам. Во-первых, DeWalt DCD997 демонстрирует немного более мягкий крутящий момент, чем способная ударная дрель Milwaukee M18 FUEL 2806-20. Он также хорошо держится под нагрузкой, а это означает, что он очень мало замедляется, когда вы даете ему задание. DeWalt также быстрее сверлил бетон.
Во-первых, DeWalt DCD997 демонстрирует немного более мягкий крутящий момент, чем способная ударная дрель Milwaukee M18 FUEL 2806-20. Он также хорошо держится под нагрузкой, а это означает, что он очень мало замедляется, когда вы даете ему задание. DeWalt также быстрее сверлил бетон.
Не забудьте также ознакомиться с нашими статьями о лучшей дрели DeWalt и лучшей дрели Milwaukee.
Milwaukee 2806-20, однако, специально оптимизирован для высокоскоростного бурения. Это один из немногих инструментов, которые успешно прогоняют долото с самоподачей 2-9/16″ через материал 2X на высокой скорости. Даже самые лучшие беспроводные дрели должны работать на низкой скорости для такой работы (включая DeWalt выше). Это может серьезно улучшить рабочий процесс для сантехников и электриков.
Milwaukee и DeWalt Различия в размерах перфораторов
Milwaukee также производит перфоратор гораздо меньшего размера, чем перфоратор — его длина примерно на дюйм меньше, чем у перфоратора DeWalt! Вес между ними почти совпадает. Ударная дрель 2806-20 весит всего 4,8 фунта с аккумулятором XC5,0 Ач. DeWalt DCD997 чуть превосходит его примерно на унцию или около того с батареей емкостью 5 Ач.
Ударная дрель 2806-20 весит всего 4,8 фунта с аккумулятором XC5,0 Ач. DeWalt DCD997 чуть превосходит его примерно на унцию или около того с батареей емкостью 5 Ач.
Milwaukee One-Key в сравнении с DeWalt Tool Connect
Как насчет компактных моделей или моделей на 12 В?
Когда вы смотрите на компактные модели и модели на 12 В, поле несколько меняется. Линейка инструментов Milwaukee M12 намного превосходит любую другую в отрасли. Если вы хотите перейти на платформу 12 В, Милуоки имеет смысл.
Что касается компактных инструментов, мы также считаем, что Milwaukee превосходит DeWalt. Новая линейка инструментов DeWalt Atomic обещает компактность и доступность, но, похоже, этого недостаточно для снижения веса.
Milwaukee vs DeWalt Impact Drivers
Если приведенное выше сравнение перфораторов что-то и указывает, так это то, что эти инструменты остаются крайне конкурентоспособными. При сравнении ударного шуруповерта Milwaukee и DeWalt сразу бросаются в глаза две вещи. Из нашего лучшего сравнения ударных гайковертов мы знаем, что ударный гайковерт Milwaukee 2857-20 бреет длину примерно на дюйм по сравнению с DeWalt DCF887. Мы также знаем, что Milwaukee имеет значительные преимущества как в скорости, так и в крутящем моменте.
Из нашего лучшего сравнения ударных гайковертов мы знаем, что ударный гайковерт Milwaukee 2857-20 бреет длину примерно на дюйм по сравнению с DeWalt DCF887. Мы также знаем, что Milwaukee имеет значительные преимущества как в скорости, так и в крутящем моменте.
Нам нравится светодиодный светильник на патроне, который использует DeWalt, — он намного ярче освещает рабочую зону. У DeWalt также есть хорошая функция выброса биты, которой не хватает Milwaukee.
В конце концов, однако, если рассматривать флагманские модели, эта модель кажется куда менее привлекательной, чем аккумуляторные перфораторы.
Сравнение ударных гайковертов Milwaukee и DeWalt
Ударный гайковерт Milwaukee с высоким крутящим моментом остается самой мощной протестированной нами аккумуляторной моделью. Таким образом, он превосходит DeWalt DCF89.9 ударный гайковерт по мощности.
Однако давайте рассмотрим некоторые другие факторы ударного гайковерта Milwaukee и DeWalt. Во-первых, теперь у вас есть доступ к 1-дюймовому ударному гайковерту Milwaukee с D-образной рукояткой. С другой стороны, DeWalt производит ударный гайковерт DCF897 3/4″. Независимо от того, как вы его нарежете, Milwaukee предлагает больше и лучшие варианты для максимальной мощности ударного гайковерта.
С другой стороны, DeWalt производит ударный гайковерт DCF897 3/4″. Независимо от того, как вы его нарежете, Milwaukee предлагает больше и лучшие варианты для максимальной мощности ударного гайковерта.
При переключении на средний крутящий момент ударные гайковерты Milwaukee со средним крутящим моментом обеспечивают крутящий момент до 550 футо-фунтов. Сравните это с 330 футо-фунтами на DeWalt DCF89.Ударный гайковерт на 6 1/2″.
Milwaukee также предлагает дополнительные опции в области компактных «коротких» моделей и бесщеточных ударных винтовертов премиум-класса на 12 В. Независимо от того, как вы его нарезаете, Milwaukee, по нашему мнению, занимает весь сегмент ударных гайковертов.
DeWalt против циркулярных пил Milwaukee
Если бы когда-либо две компании спорили из-за одного инструмента для доминирования, это был бы вопрос покупки циркулярной пилы DeWalt против Milwaukee. Во-первых, пилы Milwaukee M18 и DeWalt FlexVolt 60V с задней рукояткой и боковой намоткой имеют много общего.
DeWalt vs Milwaukee Sidewinder Saws
Со стороны сайдвиндера цена инструментов почти соответствует их физическим характеристикам. Однако DeWalt DCS578 снижает вес почти на фунт, что в целом делает инструмент легче. Milwaukee 2732-20 имеет меньшее трение на башмаке из магниевого сплава и гораздо легче справляется с резками под углом 45 градусов (защита на DeWalt действительно мешает). Нам также немного больше понравился охранник, и мы почувствовали, что у него лучше обзор.
Что касается DeWalt, то нам показалось, что у него лучше (и больше) передняя рукоятка. Он также имеет немного лучшее отслеживание, чтобы держать его прямо во время резки. Как мы уже говорили с самого начала, это действительно похоже на жеребьевку, но если бы нам пришлось выбирать, мы, вероятно, выбрали бы Milwaukee 2732. Дилемма пилы с задней рукояткой vs Milwaukee страдает от схожести этих инструментов. Обе пилы очень хорошо удаляют пыль без подключенного пылесоса, и DeWalt может заполнить ваш пояс с инструментами, если вы не будете осторожны! Обе пилы с задней рукояткой обладают огромной режущей способностью.
Основание Milwaukee 2830-20 кажется более гладким, поэтому оно скользит по пиломатериалу при поперечных и продольных пропилах. Он также поддерживает немного лучшую видимость. DeWalt DCS577 имеет более красивую и большую ручку, которая наклонена вперед. Это дает вам надежный захват и отличный контроль во время резки. Обе пилы очень хорошо двигаются и не склонны легко отклоняться от прямой линии.
Если резка изделий из листового металла отнимает у вас много времени, любая из этих пил должна вам понравиться. Нам действительно трудно рекомендовать одно над другим. Выберите один и знайте, что он даст вам массу мощности и времени работы.
Однако следует отметить одно исключение: в Милуоки в настоящее время отсутствует гусеничная пила, в то время как у DeWalt есть свои мощные DCS520 и DWS520 со шнуром питания.
Торцовочная пила Milwaukee против Dewalt
По нашему мнению, у Milwaukee есть одна из лучших торцовочных пил с питанием от сети на рынке. Он не менялся годами, но функции и качество сборки по-прежнему доминируют над теми, кто не ищет портативности. В дебатах о торцовочной пиле Milwaukee и торцовочной пиле DeWalt сначала решите, какой инструмент вам нужен.
В дебатах о торцовочной пиле Milwaukee и торцовочной пиле DeWalt сначала решите, какой инструмент вам нужен.
Когда мы написали нашу статью о лучших 12-дюймовых торцовочных пилах, мы быстро отметили модели с отличным клиренсом и производительностью выше среднего. Торцовочная пила DeWalt DWS716XPS остается нашим фаворитом. Нам нравится светодиодная линия разреза, которая позволяет вам видеть разрез даже средь бела дня. Эта пила также режет 6-1/2 дюйма по вертикали и 6-5/8 дюйма по вертикали.
А как насчет аккумуляторных торцовочных пил?
Рад, что вы спросили! Что касается аккумуляторов, нам нравится аккумуляторная 12-дюймовая торцовочная пила Milwaukee. Это 3/4 веса их сетевой пилы и режет почти так же хорошо.
DeWalt FlexVolt DHS790 хорошо подходит для сравнения. Этот инструмент, созданный на платформе хорошо зарекомендовавшей себя торцовочной пилы DWS780, обладает большой мощностью и имеет доступный адаптер, позволяющий при необходимости использовать его от сети переменного тока.
 Раньше для ее изготовления требовалось от 10 и более элементов, которые сваривались в единое целое, что было очень трудоемко. На сегодняшний день SLM-технология позволила производить топливную форсунку за один запуск принтера.
Раньше для ее изготовления требовалось от 10 и более элементов, которые сваривались в единое целое, что было очень трудоемко. На сегодняшний день SLM-технология позволила производить топливную форсунку за один запуск принтера. Они требуются не только для поддержки нависающих частей изделия, но и для отведения излишек тепла, возникающих в процессе печати.
Они требуются не только для поддержки нависающих частей изделия, но и для отведения излишек тепла, возникающих в процессе печати.
 Для работы с SLM-технологией требуется выделять отдельные помещения с хорошей системой вентиляции и кондиционирования воздуха.
Для работы с SLM-технологией требуется выделять отдельные помещения с хорошей системой вентиляции и кондиционирования воздуха.

 Остальные выгоды от применения технологии SLM подобны и другим технологиям 3D-печати, а именно:
Остальные выгоды от применения технологии SLM подобны и другим технологиям 3D-печати, а именно: Кроме прямой экономии средств на мелкосерийное и штучное производство, не стоит забывать такой фактор, как секретность разработок — для изготовления Вашей продукции не потребуется привлечение сторонних организаций и производственных мощностей.
Кроме прямой экономии средств на мелкосерийное и штучное производство, не стоит забывать такой фактор, как секретность разработок — для изготовления Вашей продукции не потребуется привлечение сторонних организаций и производственных мощностей. Таким образом, технологию можно использовать для создания реалистичных металлических прототипов или небольших серий металлических деталей.
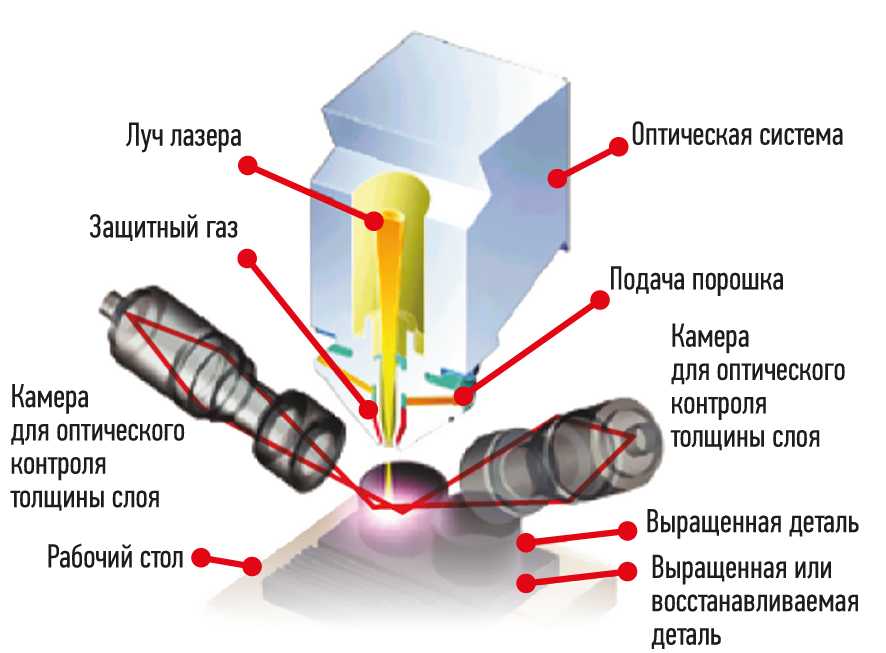
Таким образом, технологию можно использовать для создания реалистичных металлических прототипов или небольших серий металлических деталей. Как только материал равномерно распределен, лазер избирательно вплавляет первый слой в порошок. Построенная платформа опускается на высоту одного слоя (обычно от 30 до 50 мкм), затем на платформу наносится новый слой порошка, а лазер выборочно расплавляет второй слой модели. Благодаря процессу плавления порошок сплавляется с нижним слоем, так что шаг за шагом создается модель.
Как только материал равномерно распределен, лазер избирательно вплавляет первый слой в порошок. Построенная платформа опускается на высоту одного слоя (обычно от 30 до 50 мкм), затем на платформу наносится новый слой порошка, а лазер выборочно расплавляет второй слой модели. Благодаря процессу плавления порошок сплавляется с нижним слоем, так что шаг за шагом создается модель. В результате технология повсеместно применяется как для прототипов, так и для мелкосерийного производства деталей в следующих отраслях:
В результате технология повсеместно применяется как для прототипов, так и для мелкосерийного производства деталей в следующих отраслях: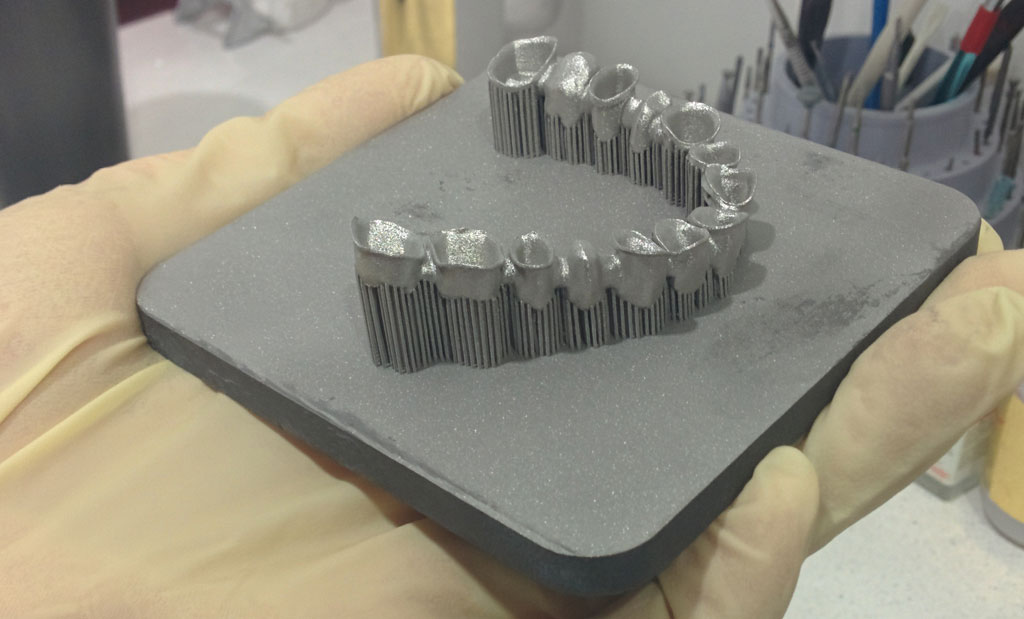

 Поддержка будет удалена вручную после охлаждения. После печати обычно используются различные методы отделки, такие как фрезерование, термическая обработка или туринг, чтобы выполнить функциональные требования к детали.
Поддержка будет удалена вручную после охлаждения. После печати обычно используются различные методы отделки, такие как фрезерование, термическая обработка или туринг, чтобы выполнить функциональные требования к детали.


 Во вкладке «Документация» доступен список комплекта для EM 215ic (только MIG сварка).
Во вкладке «Документация» доступен список комплекта для EM 215ic (только MIG сварка).  х. / пост. ток
х. / пост. ток I.Profit»
I.Profit» 5 кг
5 кг

 5 с автоматическим затемнением (рекомендованная розничная цена 398,00 долларов США) при покупке этого ESAB® Rebelic™ EMP 2 сварщик. Истекает 31.03.23. (Замены не допускаются.) Бесплатный товар поставляется со сварочным аппаратом.
5 с автоматическим затемнением (рекомендованная розничная цена 398,00 долларов США) при покупке этого ESAB® Rebelic™ EMP 2 сварщик. Истекает 31.03.23. (Замены не допускаются.) Бесплатный товар поставляется со сварочным аппаратом.  В комплект входит сумка для шлема, запасная передняя линза и гарантия Oprel 2+1.
В комплект входит сумка для шлема, запасная передняя линза и гарантия Oprel 2+1.
 Форму скидки необходимо отправить онлайн ЗДЕСЬ не позднее 15 апреля 2023 г. Срок действия предложения истекает 31.03.23.
Форму скидки необходимо отправить онлайн ЗДЕСЬ не позднее 15 апреля 2023 г. Срок действия предложения истекает 31.03.23. 

 тока
тока тока
тока и качество сборки.Теперь мне нужно продать свой Lincoln easy mig 140, эта штука сносит его.Я некоторое время искал дешевый tig и по этой цене получил все три и двойное напряжение, кто мог просить что-нибудь больше. Я использовал его только на 110, и он работает фантастически за такую цену. Он работает более плавно, чем мой маленький Линкольн. Тиг работает отлично, и я немного привыкаю к ручному управлению. этот сайт хочет получить педаль управления, но любой, кто никогда раньше не работал с Tigged, должен быть в порядке с пистолетом, который идет в комплекте. автомобиль, грузовик или любое другое замкнутое пространство.. хорошая работа, ESAB, давайте просто Надеюсь, это продлится долгие годы». —
и качество сборки.Теперь мне нужно продать свой Lincoln easy mig 140, эта штука сносит его.Я некоторое время искал дешевый tig и по этой цене получил все три и двойное напряжение, кто мог просить что-нибудь больше. Я использовал его только на 110, и он работает фантастически за такую цену. Он работает более плавно, чем мой маленький Линкольн. Тиг работает отлично, и я немного привыкаю к ручному управлению. этот сайт хочет получить педаль управления, но любой, кто никогда раньше не работал с Tigged, должен быть в порядке с пистолетом, который идет в комплекте. автомобиль, грузовик или любое другое замкнутое пространство.. хорошая работа, ESAB, давайте просто Надеюсь, это продлится долгие годы». —
 Таким образом, современные резиновые изделия могут применяться в условиях высоких и низких температур, при перепадах, а также в агрессивной среде.Наша компания выпускает не только стандартные, формовые резиновые изделия по существующим шаблонам, но также и нестандартную продукцию на заказ. В таких случаях необходимо учитывать, что если продукция из резины производится согласно индивидуальному заказу, в производственный цикл включаются такие дополнительные стадии, как подготовка проекта и изготовление индивидуально сконструированных пресс-форм.Наша компания практикует такой способ производства формовых резинотехнических изделий, как литье под давлением, благодаря которому получается максимально качественная резинотехническая продукция.
Таким образом, современные резиновые изделия могут применяться в условиях высоких и низких температур, при перепадах, а также в агрессивной среде.Наша компания выпускает не только стандартные, формовые резиновые изделия по существующим шаблонам, но также и нестандартную продукцию на заказ. В таких случаях необходимо учитывать, что если продукция из резины производится согласно индивидуальному заказу, в производственный цикл включаются такие дополнительные стадии, как подготовка проекта и изготовление индивидуально сконструированных пресс-форм.Наша компания практикует такой способ производства формовых резинотехнических изделий, как литье под давлением, благодаря которому получается максимально качественная резинотехническая продукция. После этого осуществляется удаление лишних частей – отходов при помощи специальных инструментов. Наша компания принимает заказы на производство резинотехнических изделий, выполнение обрезинивания металллофурнитуры, металлокаркасов, пластин различных конфигураций с использованием пресс-форм заказчика.
После этого осуществляется удаление лишних частей – отходов при помощи специальных инструментов. Наша компания принимает заказы на производство резинотехнических изделий, выполнение обрезинивания металллофурнитуры, металлокаркасов, пластин различных конфигураций с использованием пресс-форм заказчика.


 В таком случае вырезают испорченный кусок и сращивают оба конца, вставляя их в короткий кусок резинового рукава большего диаметра, плотно охватывающего починенный рукав.
В таком случае вырезают испорченный кусок и сращивают оба конца, вставляя их в короткий кусок резинового рукава большего диаметра, плотно охватывающего починенный рукав. Когда каучук растворится, добавляют смесь, приготовленную следующим образом: сплавляют 10 частей каучука с 10 частями истолченной канифоли и затем добавляют 35 частей скипидара. Эту замазку следует хранить в герметически закупоренной склянке.
Когда каучук растворится, добавляют смесь, приготовленную следующим образом: сплавляют 10 частей каучука с 10 частями истолченной канифоли и затем добавляют 35 частей скипидара. Эту замазку следует хранить в герметически закупоренной склянке.


 Герметизация
Герметизация

 Все Политек полиуретан
Все Политек полиуретан Это не всегда необходимо и должно определяться в каждом конкретном случае.
Это не всегда необходимо и должно определяться в каждом конкретном случае. Некоторые каучуки можно извлечь из формы за 30 минут, в то время как другие не следует
Некоторые каучуки можно извлечь из формы за 30 минут, в то время как другие не следует | By Staff
| By Staff

 50 грн
50 грн Вышгород
Вышгород 90 грн
90 грн
 Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте. Укажите RA на всех возвращаемых посылках. Если номер не указан на упаковке, в нем будет отказано.
Укажите RA на всех возвращаемых посылках. Если номер не указан на упаковке, в нем будет отказано.  1
1 (на 19.12.2019)
(на 19.12.2019)



 ru
ru ) Briggs&Stratton SAE30, 0,6 л briggs stratton sae 30
) Briggs&Stratton SAE30, 0,6 л briggs stratton sae 30 Масло изготовлено на основе парафиновых базовых масел, которые характеризуются высоким индексом вязкости, отличной устойчивостью к окислению и высокой смазывающей способностью. Специальная формула масла разработана, чтобы выдерживать высокие температуры и число оборотов. В первую очередь рекомендуется для 4-тактных двигателей газонокосилок, но также может использоваться с другими бензиновыми двигателями, для которых рекомендуется односортное масло (SAE 30). Меняйте масло каждую весну или не реже одного раза в год, независимо от времени вождения.
Масло изготовлено на основе парафиновых базовых масел, которые характеризуются высоким индексом вязкости, отличной устойчивостью к окислению и высокой смазывающей способностью. Специальная формула масла разработана, чтобы выдерживать высокие температуры и число оборотов. В первую очередь рекомендуется для 4-тактных двигателей газонокосилок, но также может использоваться с другими бензиновыми двигателями, для которых рекомендуется односортное масло (SAE 30). Меняйте масло каждую весну или не реже одного раза в год, независимо от времени вождения.
 Это не просто компактная и мощная плата с Wi-Fi на борту. Это целая экосистема из мобильного приложения, гибкой среды разработки и облачных сервисов, вроде Google Cloud, Azure IoT и IFTTT.
Это не просто компактная и мощная плата с Wi-Fi на борту. Это целая экосистема из мобильного приложения, гибкой среды разработки и облачных сервисов, вроде Google Cloud, Azure IoT и IFTTT. Он подключается к сетям 802.11 b/g/n и разгоняется до 65 мб/с. Безопасность соединения обеспечивается поддержкой протоколов WEP, WAPI, WPA и WPA2-PSK.
Он подключается к сетям 802.11 b/g/n и разгоняется до 65 мб/с. Безопасность соединения обеспечивается поддержкой протоколов WEP, WAPI, WPA и WPA2-PSK. 8 пинов имеют 12-битную АЦП, восемь умеют работать с сигналами ШИМ.
8 пинов имеют 12-битную АЦП, восемь умеют работать с сигналами ШИМ. 6×20.3 мм
6×20.3 мм 0 Узлы GPU
0 Узлы GPU



 # например, связать GPU 0,1 с MLX0, GPU 2,3 с MLX1
NICS=(mlx5_0:1 mlx5_0:1 mlx5_1:1 mlx5_1:1)
# Это список ядер ЦП, которые мы должны использовать для каждого графического процессора.
# На узлах Ampere у нас есть 2x64 основных процессора, каждый из которых организован в 4 домена NUMA.
# Мы будем использовать только часть доступных доменов NUMA, т. е. 1 домен NUMA на каждый GPU.
# Ближайший к каждому GPU домен NUMA можно извлечь из nvidia-smi
ЦП=(48-63 16-31 112-127 80-95)
# Это список доменов памяти, которые мы должны использовать для каждого графического процессора.
МЭМС=(3 1 7 5)
# Количество физических ядер ЦП на GPU (необязательно)
экспорт OMP_NUM_THREADS=16
lrank=$OMPI_COMM_WORLD_LOCAL_RANK
экспортировать CUDA_VISIBLE_DEVICES=${GPUS[${lrank}]}
экспортировать UCX_NET_DEVICES=${NICS[${lrank}]}
numactl --physcpubind=${CPUS[${lrank}]} --membind=${MEMS[${lrank}]} $APP
# например, связать GPU 0,1 с MLX0, GPU 2,3 с MLX1
NICS=(mlx5_0:1 mlx5_0:1 mlx5_1:1 mlx5_1:1)
# Это список ядер ЦП, которые мы должны использовать для каждого графического процессора.
# На узлах Ampere у нас есть 2x64 основных процессора, каждый из которых организован в 4 домена NUMA.
# Мы будем использовать только часть доступных доменов NUMA, т. е. 1 домен NUMA на каждый GPU.
# Ближайший к каждому GPU домен NUMA можно извлечь из nvidia-smi
ЦП=(48-63 16-31 112-127 80-95)
# Это список доменов памяти, которые мы должны использовать для каждого графического процессора.
МЭМС=(3 1 7 5)
# Количество физических ядер ЦП на GPU (необязательно)
экспорт OMP_NUM_THREADS=16
lrank=$OMPI_COMM_WORLD_LOCAL_RANK
экспортировать CUDA_VISIBLE_DEVICES=${GPUS[${lrank}]}
экспортировать UCX_NET_DEVICES=${NICS[${lrank}]}
numactl --physcpubind=${CPUS[${lrank}]} --membind=${MEMS[${lrank}]} $APP
 /run.sh $ приложение $options
/run.sh $ приложение $options
 Создание и характеристика иммортализованной клеточной линии сальных желез человека (SZ95) Джей Инвест Дерматол. 1999;113:1011–1020. [PubMed] [Google Scholar]
Создание и характеристика иммортализованной клеточной линии сальных желез человека (SZ95) Джей Инвест Дерматол. 1999;113:1011–1020. [PubMed] [Google Scholar] Downing DT, Stewart ME, Wertz PW, et al. Незаменимые жирные кислоты и прыщи. J Am Acad Дерматол. 1986; 14: 221–225. [PubMed] [Google Scholar]
Downing DT, Stewart ME, Wertz PW, et al. Незаменимые жирные кислоты и прыщи. J Am Acad Дерматол. 1986; 14: 221–225. [PubMed] [Google Scholar] [PubMed] [Google Scholar]
[PubMed] [Google Scholar] Джей Инвест Дерматол. 2008; 128:1266–1272. [PubMed] [Google Scholar]
Джей Инвест Дерматол. 2008; 128:1266–1272. [PubMed] [Google Scholar] Влияние 13-цис-ретиноевой кислоты, полностью транс-ретиноевой кислоты и ацитретина на пролиферацию, синтез липидов и экспрессию кератина культивируемых себоцитов человека in vitro. Джей Инвест Дерматол. 1991;96:792–797. [PubMed] [Google Scholar]
Влияние 13-цис-ретиноевой кислоты, полностью транс-ретиноевой кислоты и ацитретина на пролиферацию, синтез липидов и экспрессию кератина культивируемых себоцитов человека in vitro. Джей Инвест Дерматол. 1991;96:792–797. [PubMed] [Google Scholar] Джей Инвест Дерматол. 1971; 56: 366–372. [PubMed] [Google Scholar]
Джей Инвест Дерматол. 1971; 56: 366–372. [PubMed] [Google Scholar] 1998; 196: 51–52. [PubMed] [Google Scholar]
1998; 196: 51–52. [PubMed] [Google Scholar] Джей Инвест Дерматол. 2003; 121:441–447. [PubMed] [Google Scholar]
Джей Инвест Дерматол. 2003; 121:441–447. [PubMed] [Google Scholar] Burton JL, Libman LJ, Cunliffe WJ, et al. Выделение кожного сала при акромегалии. Br Med J. 1972; 1: 406–408. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Burton JL, Libman LJ, Cunliffe WJ, et al. Выделение кожного сала при акромегалии. Br Med J. 1972; 1: 406–408. [Бесплатная статья PMC] [PubMed] [Google Scholar] Корреляция между сывороточными уровнями инсулиноподобного фактора роста 1, дегидроэпиандростерона сульфата и дигидротестостерона и числом акне у взрослых женщин. Арка Дерматол. 2005; 141:333–338. [PubMed] [Академия Google]
Корреляция между сывороточными уровнями инсулиноподобного фактора роста 1, дегидроэпиандростерона сульфата и дигидротестостерона и числом акне у взрослых женщин. Арка Дерматол. 2005; 141:333–338. [PubMed] [Академия Google] Арка Дерматол Рез. 1999; 291:643–651. [PubMed] [Google Scholar]
Арка Дерматол Рез. 1999; 291:643–651. [PubMed] [Google Scholar] Krause K, Schnitger A, Fimmel S, et al. Передача сигналов кортикотропин-высвобождающего гормона через кожу опосредована рецепторами и преобладает в сальных железах. Горм Метаб Рез. 2007; 39: 166–170. [PubMed] [Google Scholar]
Krause K, Schnitger A, Fimmel S, et al. Передача сигналов кортикотропин-высвобождающего гормона через кожу опосредована рецепторами и преобладает в сальных железах. Горм Метаб Рез. 2007; 39: 166–170. [PubMed] [Google Scholar] Пептиды. 2006; 27: 413–420. [PubMed] [Google Scholar]
Пептиды. 2006; 27: 413–420. [PubMed] [Google Scholar] 1997; 159: 1930–1937. [PubMed] [Google Scholar]
1997; 159: 1930–1937. [PubMed] [Google Scholar] Джей Инвест Дерматол. 2007; 127:1042–1051. [PubMed] [Академия Google]
Джей Инвест Дерматол. 2007; 127:1042–1051. [PubMed] [Академия Google] Ам Джей Патол. 2005;166:1691–1699. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Ам Джей Патол. 2005;166:1691–1699. [Бесплатная статья PMC] [PubMed] [Google Scholar]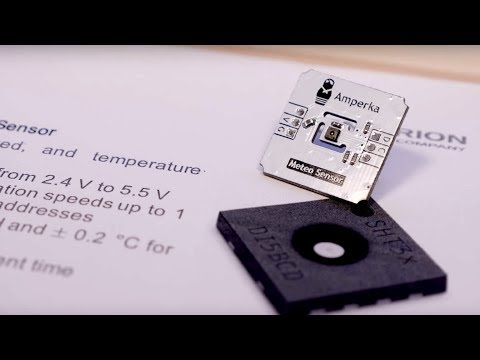 2001; 98:7629–7634. [Бесплатная статья PMC] [PubMed] [Google Scholar]
2001; 98:7629–7634. [Бесплатная статья PMC] [PubMed] [Google Scholar]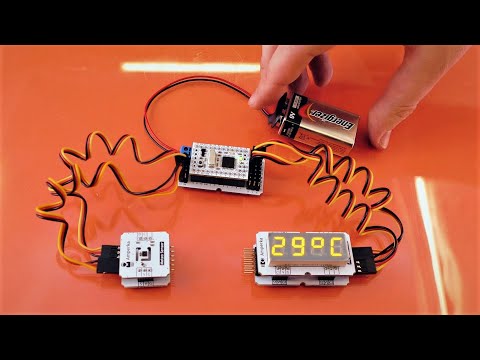 [PubMed] [Google Scholar]
[PubMed] [Google Scholar] 2006; 8: 2195–2205. [PubMed] [Google Scholar]
2006; 8: 2195–2205. [PubMed] [Google Scholar] Себоциты экспрессируют функциональные кателицидиновые антимикробные пептиды и могут действовать, чтобы убить Пропионибактерии акне . Джей Инвест Дерматол. 2008; 128: 1863–1866. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Себоциты экспрессируют функциональные кателицидиновые антимикробные пептиды и могут действовать, чтобы убить Пропионибактерии акне . Джей Инвест Дерматол. 2008; 128: 1863–1866. [Бесплатная статья PMC] [PubMed] [Google Scholar]

 д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2. 5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком me/alldrawings
me/alldrawings Система автоматизации
Система автоматизации


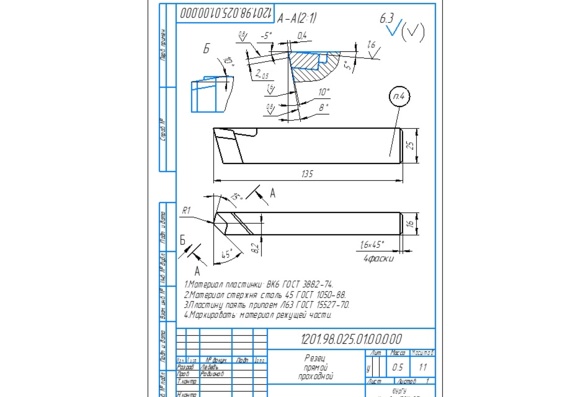
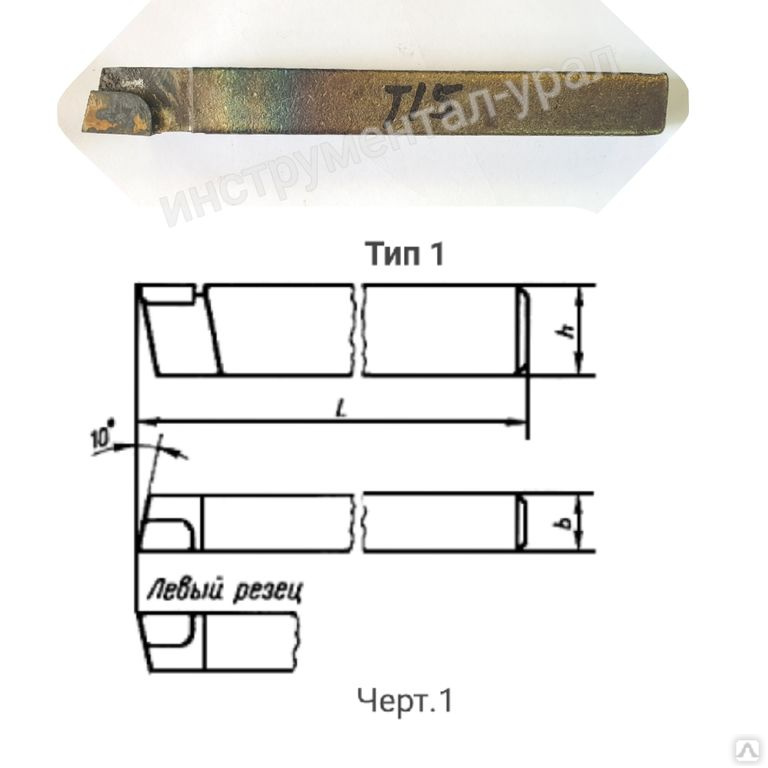
 мм.
мм. на рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в таблице 7.
на рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в таблице 7.
 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> с.): 6.5
с.): 6.5 ): 60
): 60 Двигатель Zongshen 168F средней мощности (6,5 л.с.) объемом 196 см3 позволяет справиться с большинством задач по перемещению снега, а наличие четырех скоростей вперед и двух назад обеспечивает высокую маневренность и большой диапазон в выборе режима работы. В конструкции снегоуборщика используются только подшипники, а не втулки. Шестерня редуктора шнека выполнена из бронзы, что в десятки раз увеличивает ресурс снегоуборщика. Стальные шнеки с зубьями измельчат снег любой плотности. Шины «Winter Extreme» с высоким агрессивным протектором дают возможность снегоуборщику уверенно передвигаться по снегу и обледенелой поверхности. На заводе производится регулировка и обкатка каждой единицы техники в собранном состоянии.
Двигатель Zongshen 168F средней мощности (6,5 л.с.) объемом 196 см3 позволяет справиться с большинством задач по перемещению снега, а наличие четырех скоростей вперед и двух назад обеспечивает высокую маневренность и большой диапазон в выборе режима работы. В конструкции снегоуборщика используются только подшипники, а не втулки. Шестерня редуктора шнека выполнена из бронзы, что в десятки раз увеличивает ресурс снегоуборщика. Стальные шнеки с зубьями измельчат снег любой плотности. Шины «Winter Extreme» с высоким агрессивным протектором дают возможность снегоуборщику уверенно передвигаться по снегу и обледенелой поверхности. На заводе производится регулировка и обкатка каждой единицы техники в собранном состоянии.


 Первый комплект щеток подходят к концу.
Первый комплект щеток подходят к концу. Дешёвый патрон.
Дешёвый патрон. Искали именно мощную низкооборотистую дрель в отечественных традициях. Нашли именно то, что искали – и мощную, и надежную, профессиональную дрель за адекватную цену.
Искали именно мощную низкооборотистую дрель в отечественных традициях. Нашли именно то, что искали – и мощную, и надежную, профессиональную дрель за адекватную цену.
 Долго не мог выбрать, такое многообразие что запутаться не сложно. По советам подобрал нужный инструмент — дрель Д-16 от интерскола. Я не профи, но сверлить дерево на даче — моя тема. Был приятно удивлен небольшим весом. У большинства наших дрелей привык что вес такой что ого-го. Одним словом инструмент путный. Сделал для себя вывод что покупка была удачной за свои небольшие деньги. Очень не хотелось переплачивать за крутой бренд. Рекомендую по своему опыту — недостатков практически нет, если есть то совсем незначительные.
Долго не мог выбрать, такое многообразие что запутаться не сложно. По советам подобрал нужный инструмент — дрель Д-16 от интерскола. Я не профи, но сверлить дерево на даче — моя тема. Был приятно удивлен небольшим весом. У большинства наших дрелей привык что вес такой что ого-го. Одним словом инструмент путный. Сделал для себя вывод что покупка была удачной за свои небольшие деньги. Очень не хотелось переплачивать за крутой бренд. Рекомендую по своему опыту — недостатков практически нет, если есть то совсем незначительные. Спасла квалификация сотрудников магазина, они за 5 минут мне подобрали лучший вариант по заданным режимам эксплуатации. Идеально подошла безударная сетевая электродрель Д-16. Выбирал для глубокого/сквозного сверления древесины, периодического замешивания растворов. Весит всего 4 кг, длинный кабель увеличивает мобильность. Полностью отсутствуют переплаты за бренд, расходные детали легкодоступны а продаже (те же продавцы подсказали) ,щетки двигателя легко заменяются самостоятельно. Посоветовал бы эту дрель домашним мастерам, покупаете один инструмент, а получаете расширенный функционал
Спасла квалификация сотрудников магазина, они за 5 минут мне подобрали лучший вариант по заданным режимам эксплуатации. Идеально подошла безударная сетевая электродрель Д-16. Выбирал для глубокого/сквозного сверления древесины, периодического замешивания растворов. Весит всего 4 кг, длинный кабель увеличивает мобильность. Полностью отсутствуют переплаты за бренд, расходные детали легкодоступны а продаже (те же продавцы подсказали) ,щетки двигателя легко заменяются самостоятельно. Посоветовал бы эту дрель домашним мастерам, покупаете один инструмент, а получаете расширенный функционал


 Брока поде сер:
Брока поде сер: Projetos de construção maiores requerem um toolso poderoso.
Projetos de construção maiores requerem um toolso poderoso. Primeira opção é mais segura do que um mandril sem chave, que possui fixação manual. Existe o risco de o acessório cair durante o funcionamento. No entanto, essa possibilidade é muito rara. Se você deseja comprar uma furadeira para trabalhos domésticos simples, uma ferramenta com uma opção de fixação rápida é adequada.
Primeira opção é mais segura do que um mandril sem chave, que possui fixação manual. Existe o risco de o acessório cair durante o funcionamento. No entanto, essa possibilidade é muito rara. Se você deseja comprar uma furadeira para trabalhos domésticos simples, uma ferramenta com uma opção de fixação rápida é adequada.

 Isso possibilita o uso de uma furadeira para trabalhos de perfuração em qualquer material, como aço — 10 мм e madeira — 20 мм.
Isso possibilita o uso de uma furadeira para trabalhos de perfuração em qualquer material, como aço — 10 мм e madeira — 20 мм.
 No entanto, carrega rapidamente no frio, o que é uma vantagem.
No entanto, carrega rapidamente no frio, o que é uma vantagem.






 900 فقط ، وفي الثانية — 3000. أكبر قطر ثقt في هذه الحالة ، تكرار الضربات هو 51000 نبضة. / دقيقة. لا يحتوي النموذج على إضاءة خلفية ، ولكن يوجد خيار للتحكم في السرعة واعة واعة وا ولكن يوجد خيار للتحكم
900 فقط ، وفي الثانية — 3000. أكبر قطر ثقt في هذه الحالة ، تكرار الضربات هو 51000 نبضة. / دقيقة. لا يحتوي النموذج على إضاءة خلفية ، ولكن يوجد خيار للتحكم في السرعة واعة واعة وا ولكن يوجد خيار للتحكم ظرف الكاميرا ، مثبت بمفتاح ، مناسب لمثاقب بمفتاح ، مناسب لمثاقب بمفتاح ، مناسv которым لمثاقبت بمفتاح مناسب لمثاقبت بمفتاح مناسب لمثاقب بшли عرضت ب 3 1 -1. هناك عكس ، التحكم في السرعة. تتضمن المجموعة حقيبة متينة ومريحة مصنوعة من البلاستيك السميك.
ظرف الكاميرا ، مثبت بمفتاح ، مناسب لمثاقب بمفتاح ، مناسب لمثاقب بمفتاح ، مناسv которым لمثاقبت بمفتاح مناسب لمثاقبت بمفتاح مناسب لمثاقب بшли عرضت ب 3 1 -1. هناك عكس ، التحكم في السرعة. تتضمن المجموعة حقيبة متينة ومريحة مصنوعة من البلاستيك السميك.
 Бесплатно
Бесплатно

 3 كجم Мощность VORTEX D-550B 550 Вт Мощность VORTEX D-550B 550 Вт القوة هي نفسها — 550 واط. السعر هو نفسه تقريبا. بدون صدمات ، يمكنك حفر الخشب والبلاستيك والمعادن. أقطار الفتحات من 10 إلى 20 مم للمواد المختلفة. سرعة الدوران القصوى — 2500 دورة في الدقيقة. يمكن خفضه باستخدام منظم الدوران. هناك العكس. ظرف بدون مفتاح ، يحمل مثقاب بساق حتى 10 ملم. يسمح التصميم باستخدام المنتج كمفك براغي.
3 كجم Мощность VORTEX D-550B 550 Вт Мощность VORTEX D-550B 550 Вт القوة هي نفسها — 550 واط. السعر هو نفسه تقريبا. بدون صدمات ، يمكنك حفر الخشب والبلاستيك والمعادن. أقطار الفتحات من 10 إلى 20 مم للمواد المختلفة. سرعة الدوران القصوى — 2500 دورة في الدقيقة. يمكن خفضه باستخدام منظم الدوران. هناك العكس. ظرف بدون مفتاح ، يحمل مثقاب بساق حتى 10 ملم. يسمح التصميم باستخدام المنتج كمفك براغي.