Лазерная гравировка на металле москва: Лазерная гравировка на металле в Москве по низкой цене
Лазерная гравировка на металле в Москве. Низкие цены
Среди преимуществ, которыми обладает лазерная гравировка по металлу, – долговечность, точность, возможность воспроизвести рисунок практически любой сложности, работа по черным и драгоценным металлам, ровным или выпуклым поверхностям. Кроме того, мы работаем с любыми тиражами, исполняем заказы любой степени сложности, обеспечиваем предварительную подготовку макета и дополнительную обработку получившихся изделий. Среди наших услуг – подготовка табличек, сувениров, номерков; нанесение рисунков глубокого рельефа, необходимого для печатей или штампов; срочная гравировка лазером по металлу, позволяющая получить готовое изделие в течение часа с момента оформления заказа и многое другое.
Как работает гравер
Нанесение гравировки на металл проводится с использованием специального оборудования – гравировального станка, управляемого компьютерной программой. В соответствии с полученным макетом, программа направляет луч лазера, который, воздействуя на металл, испаряет его частицы на определенную глубину и ширину, чем и обеспечивает создание углубленного рельефа. Все работы происходят под постоянным контролем специалиста, поскольку характер рисунка, его глубина, виды используемых сплавов требуют различных способов использования программы. Кстати, именно сложность рисунка и его площадь влияют на конечную стоимость гравировки на металле.
Все работы происходят под постоянным контролем специалиста, поскольку характер рисунка, его глубина, виды используемых сплавов требуют различных способов использования программы. Кстати, именно сложность рисунка и его площадь влияют на конечную стоимость гравировки на металле.
Как создать грамотный макет
Особенности того, как гравировальная программа «видит» изображение, которое должно быть нанесено на металл, определяют достаточно строгие требования к макетам будущей гравировки. Так, например, слишком тонкую линию (волосок) станок расшифровывает как линию реза, а полутона и градиенты – как вариации глубины нанесения. Конечный результат в таком случае однозначно предсказать невозможно, поэтому при больших тиражах лучше делать пробный экземпляр.
Чтобы гравировка на алюминии или латуни максимально полно соответствовала цифровому изображению, макет должен соответствовать следующим требованиям:
- Макет должен быть представлен в векторном виде, в файлах программ Adobe Illustrator или CorelDraw;
- Шрифты должны быть переведены в кривые или к макету должен прилагаться файл с использованными шрифтами.
 Рекомендуемая высота шрифта – не ниже 1,5 мм, предпочтительно использование шрифтов без засечек;
Рекомендуемая высота шрифта – не ниже 1,5 мм, предпочтительно использование шрифтов без засечек; - Из макета должно быть ясно, на какой поверхности и в каком месте следует сделать гравировку на металле изделия;
- Толщина линий и расстояния между ними не должны быть менее 0,1 мм;
- Все элементы будущего рисунка должны быть сделаны черным цветом.
Обратите внимание: если вы самостоятельно готовите макет для гравировки и делаете это впервые – обратитесь к любому из наших специалистов, и он детально проконсультирует вас о возможностях аппарата и даст конкретные рекомендации по дизайну изображения.
На какие предметы можно наносить гравировку
Теоретически – любой металлический предмет может быть украшен (или маркирован) с помощью лазера. Ручки, кружки, часы, украшения, столовые приборы могут измениться и существенно возрасти в цене благодаря наличию красивой надписи или элегантного рисунка. На практике лазерная гравировка металлических изделий возможна при наличии у данных изделий хотя бы небольшого ровного или немного выпуклого участка. Это может быть плоская застежка браслета, боковая поверхность или донышко чашки, задняя крышка корпуса часов. Причем выбор материалов практически неограничен – от золота и платины до простой стали и даже мягкого алюминия.
Это может быть плоская застежка браслета, боковая поверхность или донышко чашки, задняя крышка корпуса часов. Причем выбор материалов практически неограничен – от золота и платины до простой стали и даже мягкого алюминия.
Наиболее сложные и художественные изображения в небольших тиражах могут быть сделаны мастером-гравером с помощью ручного инструмента.
Чтобы заказать:
Достаточно позвонить нам или отправить макет с описанием задачи через онлайн-форму на этой странице. Оператор свяжется с вами, оценит готовность макета, рассчитает стоимость и сроки. Готовую продукцию мы привезем вам сами!
Лазерная гравировка логотипа в Москве и СПб
Лазерная гравировка — способ нанесения стойкого изображения на бизнес-подарки и промопродукцию из различных материалов: металла, дерева, кожи, стекла, вспененной резины, а также некоторых видов пластика.
Долговечное изображение с помощью лазера наносят на металлические ручки и кружки, брелки, флешки, термосы, кошельки и аксессуары для офиса. Чтобы не делать лазерную гравировку непосредственно на изделии (например, дорогом подарке), с помощью лазера можно вырезать шильды разной формы из металла или фольгированного пластика.
Чтобы не делать лазерную гравировку непосредственно на изделии (например, дорогом подарке), с помощью лазера можно вырезать шильды разной формы из металла или фольгированного пластика.
Лазерная гравировка на подарки: цена и фото
Технология лазерной гравировки
Лазерная гравировка — автоматизированный процесс. В компьютерной программе задают параметры нанесения, в лазерной установке закрепляется предмет. В процессе гравировки луч лазера испаряет слой материала, прожигая его на заданную глубину и ширину. В промоиндустрии используют два типа лазерных установок: газовые CO₂-лазеры и твердотельные. С помощью твердотельного лазера гравируют предметы из металла (в том числе цилиндрической формы), газовым выполняют лазерную гравировку на коже, дереве, стекле и других материалах, а также на металле.
Твердотельным лазером обычно выполняют лазерную гравировку по металлу — он отлично подходит для работы с отражающими поверхностями.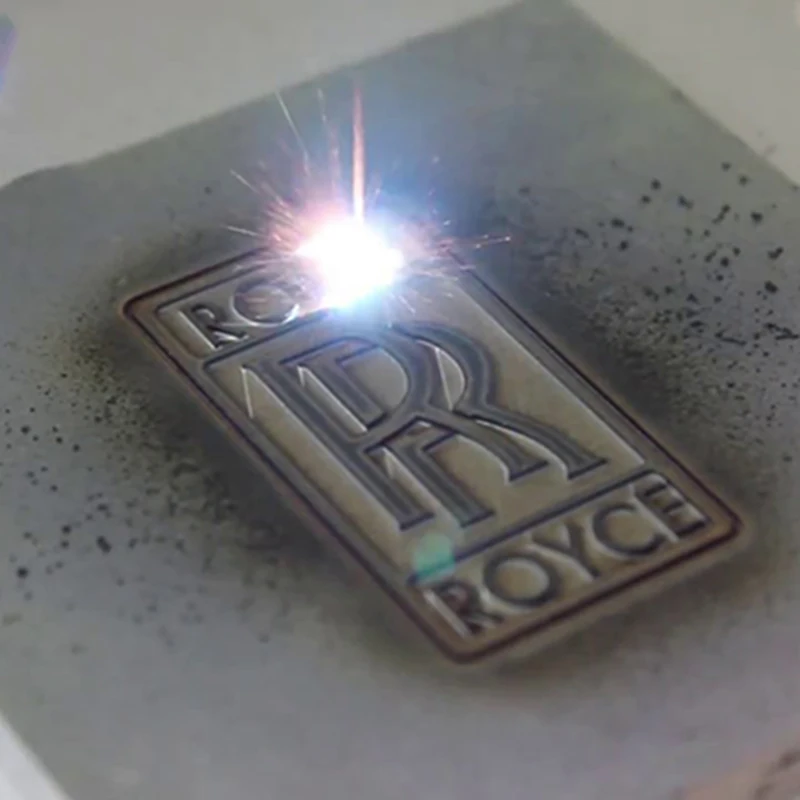 Цвет гравировки будет зависеть от толщины покрытия и цвета металла под ним. Например, если корпус изготовлен из латуни и затем покрыт краской или полимером, гравировка получится золотистой на цветном фоне. Этот же лазер используют для гравировки на некоторых других материалах, например, керамике.
Цвет гравировки будет зависеть от толщины покрытия и цвета металла под ним. Например, если корпус изготовлен из латуни и затем покрыт краской или полимером, гравировка получится золотистой на цветном фоне. Этот же лазер используют для гравировки на некоторых других материалах, например, керамике.
Стоимость нанесения тарифицируется в зависимости от сложности работы и площади нанесения. Точную стоимость можно увидеть в ходе расчета в корзине или в карточке конкретного товара.
Гравировка газовым лазером выполняется по дереву, коже, пластикам, керамике и стеклу. Активной средой в нем является углекислый газ. Если материал однородный (как дерево), цвет гравировки обычно лишь слегка отличается от цвета наружного слоя. Исключение составляет гравировка по двухслойным материалам: удаляя верхний слой, лазер открывает контрастную основу.
Стоимость нанесения тарифицируется в зависимости от сложности работы и площади нанесения. Точную стоимость можно увидеть в ходе расчета в корзине или в карточке конкретного товара.
Гравировка выполняется как твердотельным, так и газовым лазерами и позволяет наносить большие по площади изображения на округлые поверхности, прежде всего, на металлическую посуду.
Метод позволяет получить более четкие, контрастные изображения на поверхности предметов. После процедуры гравировки поверхность обрабатывают специальным химическим составом. Происходит химическое травление, выгравированное изображение темнеет.
Стоимость нанесения тарифицируется в зависимости от сложности работы и площади нанесения. Точную стоимость можно увидеть в ходе расчета в корзине или в карточке конкретного товара.
Если нанесение лазером нежелательно выполнять прямо на изделии, гравировку делают на шильде, которую затем приклеивают. Шильды, как правило, изготовлены из стали, латуни или фольгированного пластика.
Одежду или пледы можно брендировать кожаными бирками с логотипом, нанесенным газовым лазером. Когда печать тиража бирок завершена, их пришивают на изделие.
Преимущества лазерной гравировки сувениров
- очень стойкое нанесение;
- возможность нанесения на небольшие тиражи;
- низкая стоимость одного изделия при средних и больших тиражах.
Очень стойкое нанесение
Лазерная гравировка — один из самых стойких видов нанесения логотипов на бизнес-подарки и промопродукцию. Изображение по сути «выжигается» в материале изделия, поэтому гравировка не подвержена воздействию внешних факторов. Она не сотрется и не смоется.
Логотипы, нанесенные лазером, смотрятся органично, как будто создавались вместе с самим изделием.
Однако стоит иметь в виду, что выбрать цвет гравировки или заранее предугадать его не удастся. Он зависит от качественного и количественного содержания тех или иных веществ в материале, из которого выполнено изделие, и может несколько отличаться даже в пределах одного тиража.
Возможность нанесения лазерной гравировки на небольшие тиражи
Лазерная маркировка не требует промежуточных стадий подготовки, что делает этот вид брендирования более оперативным по срокам и позволяет достаточно легко рассчитать стоимость любого тиража — от одного экземпляра до бесконечности.
При этом стоит учитывать, что время гравировки зависит как от площади поверхности, так и от формы изделия — на предметах сложной формы процесс займет больше времени, чем на плоских прямоугольных поверхностях. Максимальный размер изображения определяется параметрами оборудования.
Низкая стоимость одного изделия при средних и больших тиражах
Стоимость нанесения зависит от стоимости самого предмета, площади нанесения и сложности поверхности. В целом экономически доступным этот вид нанесения становится уже при тиражах от 50 шт.
Как заказать нанесение логотипа лазерной гравировкой
Воспользуйтесь калькулятором на этой странице, чтобы рассчитать стоимость нанесения логотипа лазерной гравировкой, или выберите товар в каталоге и рассчитайте полную стоимость подарков с печатью в корзине.
Заказываете подарки для своей компании? Отправьте нам корзину с расчетом, и мы передадим заказ одному из официальных дилеров «Проекта 111» в вашем городе. Компания-дилер выполнит его точно и в срок.
Компания-дилер выполнит его точно и в срок.
Работаете в рекламном или коммуникационном агентстве? Заполните анкету, и мы предложим вам выгодные условия сотрудничества.
Подробнее об оформлении заказов в «Проекте 111» читайте в разделе «Как купить». А в разделе «Помощь» можно получить ответы на часто задаваемые вопросы.
Moscow Engraving — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(45 релевантных результатов)
7 Соображения перед лазерной гравировкой металлов
Лазерная технология прошла долгий путь с момента появления первого лазера в 1960 году. В настоящее время она считается одним из лучших решений для маркировки металлов, так как обеспечивает высококонтрастные, качественные идентификаторы во всех видах производства линии.
В настоящее время она считается одним из лучших решений для маркировки металлов, так как обеспечивает высококонтрастные, качественные идентификаторы во всех видах производства линии.
Производители, стремящиеся выгравировать такие идентификаторы, как логотипы, серийные номера или матричные коды данных, на металлических деталях, обращаются к маркировке волоконным лазером.
Как производитель лазерных систем, мы знаем, что нужно для эффективной гравировки металлов. Вот наши главные соображения при лазерной маркировке металла.
- Выберите правильный тип лазера
- Соберите информацию о металле, который вы маркируете
- Оптимизируйте мощность лазера для вашего времени цикла
- Выберите правильный процесс лазерной маркировки
- Рассмотрите возможность последующей обработки
- Минимизировать количество закодированной информации
- Удаление пыли, образующейся при гравировке металла
1. Выберите правильный тип лазера
Различные типы лазеров излучают свет с определенной длиной волны в зависимости от усиливающей среды. В волоконных лазерах усиливающей средой является оптическое волокно; с лазерами CO2 это газ CO2. Длина волны важна, потому что она влияет на то, как энергия поглощается металлом.
В волоконных лазерах усиливающей средой является оптическое волокно; с лазерами CO2 это газ CO2. Длина волны важна, потому что она влияет на то, как энергия поглощается металлом.
Обычно металлы хорошо реагируют на волоконные лазеры, поскольку большинство из них эффективно поглощают его длину волны. Поэтому при гравировке этих металлов рекомендуется выбирать волоконный лазер. CO2-лазеры редко бывают хорошим выбором, потому что их длина волны плохо поглощается (однако они хорошо маркируют органические материалы, такие как пластик и дерево).
2. Соберите информацию о металле, который вы маркируете
Каждый металл имеет разные требования и по-разному реагирует на лазерный луч, поэтому очень важно понимать металл, который вы собираетесь маркировать.
Ниже приведен список особенностей распространенных металлических материалов и сплавов:
- Алюминий: Алюминий эффективно поглощает свет волоконного лазера и может маркироваться на высокой скорости.

- Сталь: Как твердый материал, сталь не может маркироваться так же быстро, как более мягкие металлы. Белые отметины могут быть созданы быстрее, чем черные. Если белый хорошо контрастирует с цветом голого металла, его следует использовать для ускорения лазерного процесса.
- Нержавеющая сталь: Слой оксида хрома на поверхности металла обычно должен оставаться неповрежденным, чтобы предотвратить ржавление. В этих случаях отжиг является рекомендуемым лазерным процессом, особенно в медицинской и пищевой промышленности.
- Анодированный алюминий: Постоянная маркировка может быть создана либо на анодированном слое, либо до процесса анодирования. Например, для считывания идентификаторов через анодированный слой требуется более глубокая маркировка.
- Медь: Медь не поглощает излучение волоконного лазера так же эффективно, как другие металлы, поэтому высокоскоростная маркировка невозможна.

- Свинец: Свинец легко маркировать на высокой скорости, так как это один из металлов, который наиболее эффективно поглощает свет волоконного лазера.
3. Оптимизируйте мощность лазера для вашего времени цикла
Мощность импульсного лазера представляет собой среднее количество энергии, которое он высвобождает с течением времени, причем пики высокой энергии представлены импульсами. Лазеры высокой мощности могут испускать большее количество импульсов за то же время, что позволяет им быстрее гравировать металлы. В Laserax мы предлагаем мощность лазера до 1000 Вт, чтобы удовлетворить самые высокие требования по времени маркировки.
Ниже приведены примеры скоростей маркировки для конкретных областей применения:
- Эффективность лазерной маркировки алюминия
- Отметка времени из нержавеющей стали на батареях
- Скорость глубокой гравировки на алюминии и стали
Мощные лазеры быстрее, но и дороже. Вы должны выбрать мощность лазера, соответствующую времени цикла, при минимальных затратах. Стратегии могут быть использованы для минимизации мощности лазера и снижения затрат. Вот некоторые из них:
Вы должны выбрать мощность лазера, соответствующую времени цикла, при минимальных затратах. Стратегии могут быть использованы для минимизации мощности лазера и снижения затрат. Вот некоторые из них:
- Лазерные гравировальные станки могут иметь такие функции, как поворотный стол для сокращения времени цикла.
- Ненужная информация может быть удалена для уменьшения размера идентификаторов.
- Конфигурация лазера (параметры и оптические компоненты) может быть оптимизирована для более быстрой маркировки.
В дополнение к оптимизации процесса маркировки Laserax анализирует весь производственный процесс, чтобы найти наилучшее решение для вашей области применения.
4. Выберите правильный процесс лазерной маркировки
Некоторые лазерные процессы удаляют материал с поверхности, в то время как другие обесцвечивают поверхность посредством химической реакции. По этой причине для некоторых металлов требуется специальный процесс лазерной маркировки.
Вот как различные процессы влияют на металлическую поверхность:
- Лазерное травление: Как самый быстрый процесс маркировки, лазерное травление является рекомендуемым методом, когда высокоскоростная маркировка является приоритетом. Этот процесс создает выпуклую метку на поверхности металла.
- Лазерная гравировка: Лазерная гравировка медленнее, но надежнее. Она гарантирует получение стойких меток, даже если ваши детали подвергаются поверхностной обработке или подвергаются сильному абразивному износу. При лазерной гравировке металлов лазерный луч проникает в материал подобно лазерной резке.
- Лазерный отжиг: Этот процесс используется для защиты чистого металла или его защитного покрытия. В отличие от других вариантов, он не удаляет материал с поверхности металла. Вместо этого он обесцвечивает металл в результате химической реакции (пассивации), происходящей под поверхностью.
- Глубокая гравировка: Глубокая гравировка выполняется медленнее, чем другие процессы, поскольку удаляет больше материала.
 Он часто используется для создания более глубокой и эстетичной маркировки, такой как логотипы, штамповочные пластины и вставки для пресс-форм.
Он часто используется для создания более глубокой и эстетичной маркировки, такой как логотипы, штамповочные пластины и вставки для пресс-форм.
5. Рассмотрите возможность последующей обработки
Если металлическая поверхность, которую вы гравируете, подвергается последующей обработке в процессе производства, для лазерной маркировки потребуется больше времени. Это связано с тем, что на металлических деталях с последующей обработкой обычно требуется более глубокая гравировка, чтобы они оставались читаемыми.
Чтобы не отставать от времени цикла, можно увеличить мощность лазера или установить поворотный стол для гравировки деталей во время загрузки других деталей.
Компания Laserax разработала процессы лазерной маркировки, которые делают коды более устойчивыми, чтобы их можно было отслеживать при последующей обработке, такой как дробеструйная обработка, электронное покрытие, порошковое покрытие и термообработка.
Вот пример запатентованной ударопрочной лазерной гравировки:
6. Минимизируйте количество кодируемой информации
Если вы выполняете маркировку для обеспечения прослеживаемости, матричные коды данных и QR-коды — отличные варианты, поскольку считыватели штрих-кодов могут считывать их более надежно, чем серийные номера. Они также могут кодировать больше информации на меньшей площади.
Эти коды состоят из черных и белых модулей или ячеек, расположенных в виде квадрата или прямоугольника. Например, штрих-код может иметь ширину 18 модулей и высоту 18 модулей (18×18).
Для кодов с большей информацией требуется больше модулей, что приводит к большим кодам или меньшим ячейкам. Это может привести к двум проблемам:
- Большие коды требуют большего времени маркировки или большей мощности лазера.
- Ячейки слишком маленького размера труднее читать считывателям штрих-кодов, что может повлиять на надежность вашей прослеживаемости.
Если ваши требования к отслеживаемости гибкие, лучше минимизировать объем информации, которую вы кодируете. Это поможет вам сократить время цикла или уменьшить мощность, необходимую для лазера, что снизит его стоимость.
Это поможет вам сократить время цикла или уменьшить мощность, необходимую для лазера, что снизит его стоимость.
Например, если вы замените лазер мощностью 100 Вт на лазер мощностью 50 Вт, вы сможете сэкономить несколько тысяч долларов. Переход от 20 символов к 8 символам может иметь большое значение.
7. Борьба с пылью, образующейся во время гравировки металла
При лазерной гравировке металлов металлическая пыль, попадающая в воздух, может повлиять на работу лазера. Некоторые процессы производят больше пыли, чем другие, потому что они удаляют больше материала.
Например, при глубокой лазерной гравировке образуется больше всего пыли, а при лазерном отжиге пыли не образуется.
Чтобы обеспечить надлежащее удаление пыли, следует выбирать функции в зависимости от количества образующейся пыли:
- Воздушные ножи или воздуходувки могут быть установлены для удаления пыли с объектива, предотвращая скопление пыли.
- Устройство для удаления пыли необходимо для поддержания чистоты воздуха и предотвращения накопления пыли в станке для лазерной маркировки.

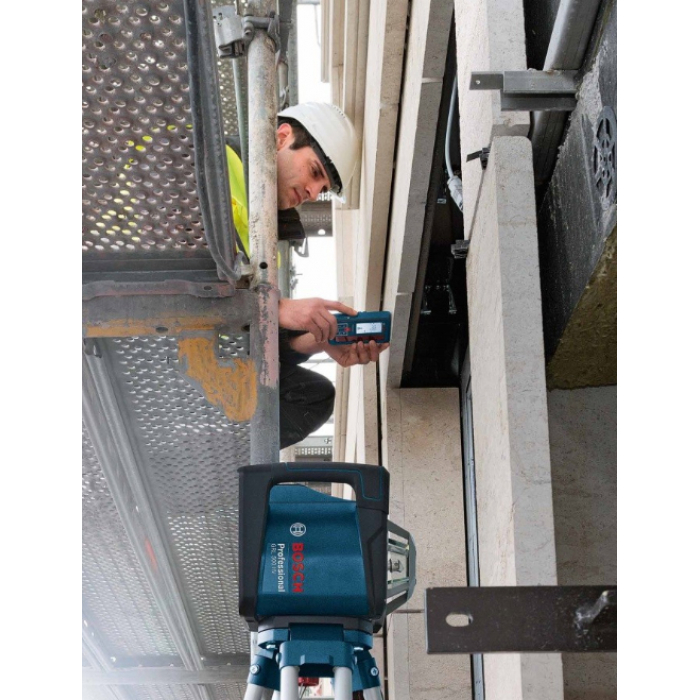
 Всего одна функциональная кнопка инструмента, электронная функция самонивелирования и удобный аккумуляторный отсек обеспечивают понятное использование, легкую установку и замену аккумулятора без перемещений инструмента. С точностью ± 2,4 мм на 30 м и системой предупреждения шока ADS, фиксирующей изменение положения инструмента, GRL 400 H не допускает ошибок при нивелировании и гарантирует точность результатов.
Всего одна функциональная кнопка инструмента, электронная функция самонивелирования и удобный аккумуляторный отсек обеспечивают понятное использование, легкую установку и замену аккумулятора без перемещений инструмента. С точностью ± 2,4 мм на 30 м и системой предупреждения шока ADS, фиксирующей изменение положения инструмента, GRL 400 H не допускает ошибок при нивелировании и гарантирует точность результатов. 0601061800 цена. Нивелиры Bosch по Украине
0601061800 цена. Нивелиры Bosch по Украине Ротационный лазерный нивелир для горизонтального нивелирования BOSCH GRL 400 H SET имеет рабочий диапазон с приемником 400 м (диаметр). Точность замеров в нивелире BOSCH GRL 400 H SET составляет ± 0,08 мм/м.
Ротационный лазерный нивелир для горизонтального нивелирования BOSCH GRL 400 H SET имеет рабочий диапазон с приемником 400 м (диаметр). Точность замеров в нивелире BOSCH GRL 400 H SET составляет ± 0,08 мм/м.
 США
США

 00 USD
00 USD

 Благодаря точности ± 2,4 мм на расстоянии 30 м и системе предупреждения о ударах ADS, которая сообщает об изменении положения инструмента, GRL 400 H предотвращает ошибки нивелирования и обеспечивает неизменно точные результаты.
Благодаря точности ± 2,4 мм на расстоянии 30 м и системе предупреждения о ударах ADS, которая сообщает об изменении положения инструмента, GRL 400 H предотвращает ошибки нивелирования и обеспечивает неизменно точные результаты.

 00 OMR
00 OMR


 325″
325″ 2
2_2019-02-11_10-17-15.png) 325″
325″ Пила объединила в себе лучшие качества си новые технологии, что облегчает работу и увеличивает эргономичность.
Пила объединила в себе лучшие качества си новые технологии, что облегчает работу и увеличивает эргономичность. Масляный насос регулируется, что облегчает настройку смазки цепи в зависимости от потребностей пользователя.
Масляный насос регулируется, что облегчает настройку смазки цепи в зависимости от потребностей пользователя. У нас вы найдете актуальную технику, которую можно купить по низкой цене и заказать быструю доставку по Москве и МО.
У нас вы найдете актуальную технику, которую можно купить по низкой цене и заказать быструю доставку по Москве и МО. :
: 32 л
32 л 00 кг
00 кг Эта пила, способная работать в любых условиях, идеально подходит для обрезки, обрезки сучьев, валки деревьев и распиловки дров. Он включает в себя новейшие технологии Husqvarna и эргономичный дизайн для улучшения управляемости.
Эта пила, способная работать в любых условиях, идеально подходит для обрезки, обрезки сучьев, валки деревьев и распиловки дров. Он включает в себя новейшие технологии Husqvarna и эргономичный дизайн для улучшения управляемости.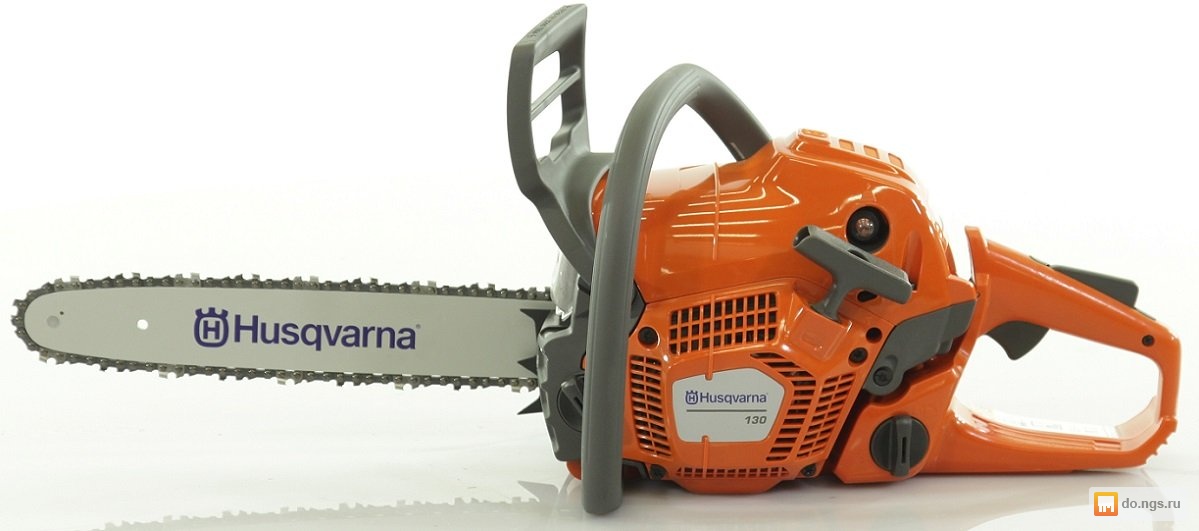
 Вам следует помнить об этом, если вы планируете заняться какими-либо крупными проектами, так как вы можете устать быстрее, чем при использовании пилы меньшего размера. Вы также можете обнаружить, что обрезка более сложная, чем при использовании более легкой пилы, учитывая, что она не такая маневренная.
Вам следует помнить об этом, если вы планируете заняться какими-либо крупными проектами, так как вы можете устать быстрее, чем при использовании пилы меньшего размера. Вы также можете обнаружить, что обрезка более сложная, чем при использовании более легкой пилы, учитывая, что она не такая маневренная.
 Как вы, наверное, знаете, если читали какие-либо другие обзоры здесь, скорость цепи играет важную роль в режущей способности пилы. Для домашней пилы скорость 20 м/с — это отлично. Чтобы представить это в контексте, домашняя электрическая пила высшего класса обычно имеет скорость цепи около 12 м/с.
Как вы, наверное, знаете, если читали какие-либо другие обзоры здесь, скорость цепи играет важную роль в режущей способности пилы. Для домашней пилы скорость 20 м/с — это отлично. Чтобы представить это в контексте, домашняя электрическая пила высшего класса обычно имеет скорость цепи около 12 м/с. В целом, это простая система, и боковой натяжитель более удобен, чем некоторые пилы, где винт находится на передней части пилы, и его немного сложнее отрегулировать.
В целом, это простая система, и боковой натяжитель более удобен, чем некоторые пилы, где винт находится на передней части пилы, и его немного сложнее отрегулировать. Передняя рукоятка с половинным охватом была разработана для лучшего захвата и смещения на 7 °, чтобы уменьшить усталость. Если вам интересно, к чему относится смещение, это просто означает, что рукоятка наклонена вперед на 7°. Крышки топливного и масляного баков достаточно доступны и, как и другие пилы Husqvarna, имеют тросы, которые не позволяют им «пропадать» во время заправки. Привязи также можно снять, если вы когда-нибудь захотите слить баки.
Передняя рукоятка с половинным охватом была разработана для лучшего захвата и смещения на 7 °, чтобы уменьшить усталость. Если вам интересно, к чему относится смещение, это просто означает, что рукоятка наклонена вперед на 7°. Крышки топливного и масляного баков достаточно доступны и, как и другие пилы Husqvarna, имеют тросы, которые не позволяют им «пропадать» во время заправки. Привязи также можно снять, если вы когда-нибудь захотите слить баки. Под пилой, вне поля зрения, расположены уловитель цепи и винт для регулировки скорости подачи цепного масла на шину.
Под пилой, вне поля зрения, расположены уловитель цепи и винт для регулировки скорости подачи цепного масла на шину. с.
с.

 Учитывая это, я всегда рекомендую вам регулярно проверять уровень масла и не полагаться полностью на эту систему.
Учитывая это, я всегда рекомендую вам регулярно проверять уровень масла и не полагаться полностью на эту систему. Всегда следите за тем, где вы храните пилу, и принимайте меры предосторожности, чтобы не хранить ее в местах, где она может протекать на незащищенные поверхности.
Всегда следите за тем, где вы храните пилу, и принимайте меры предосторожности, чтобы не хранить ее в местах, где она может протекать на незащищенные поверхности.

 Как упоминалось выше, у некоторых пользователей возник отказ двигателя, но это могло быть связано с использованием топлива с высоким содержанием этанола.
Как упоминалось выше, у некоторых пользователей возник отказ двигателя, но это могло быть связано с использованием топлива с высоким содержанием этанола. 4 cu.inch
4 cu.inch дюйма
дюйма
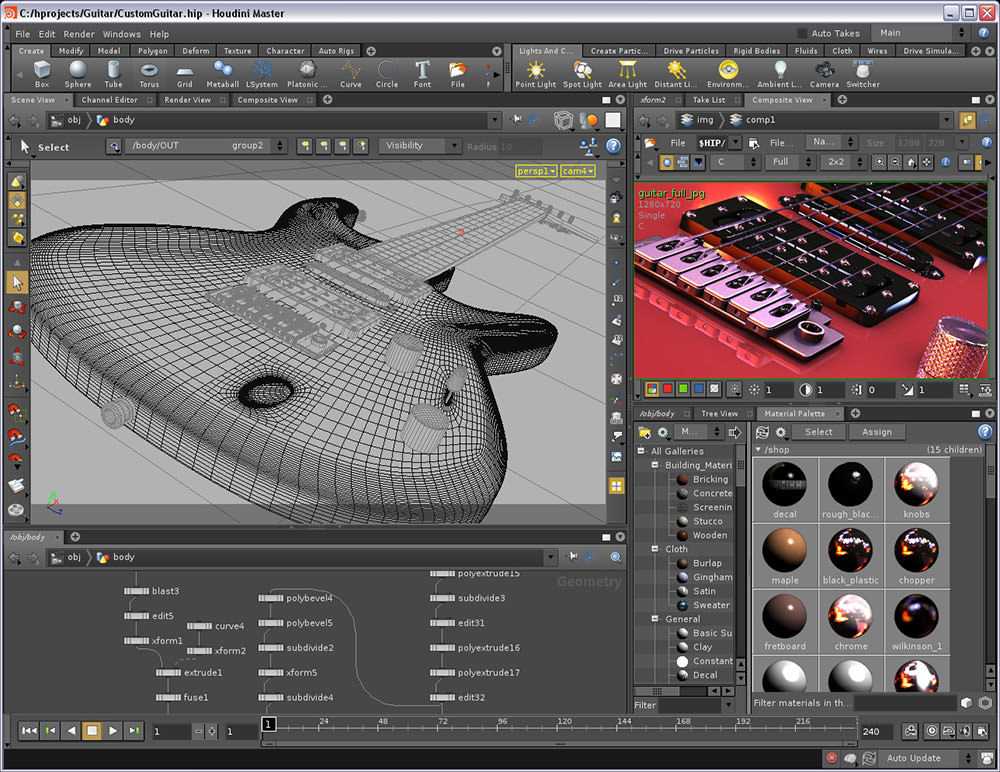 Затем началось большое количество итеративных улучшений, решений технологических проблем и создания расширяемой инфраструктуры для приложения. Так как наша технология действительно сложная, на всем протяжении обработки данных используются видеокарты, и часть команды сфокусировалась на ускорении, другая продолжала улучшать качество моделей.
Затем началось большое количество итеративных улучшений, решений технологических проблем и создания расширяемой инфраструктуры для приложения. Так как наша технология действительно сложная, на всем протяжении обработки данных используются видеокарты, и часть команды сфокусировалась на ускорении, другая продолжала улучшать качество моделей.
 Сделали мы это вместе с командой digital дизайнеров Replicant.
Сделали мы это вместе с командой digital дизайнеров Replicant.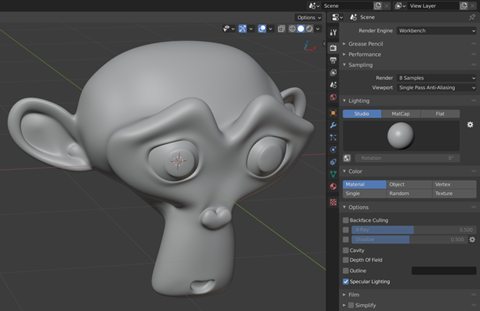
 Тем самым модель становится более реалистичной.
Тем самым модель становится более реалистичной.

 д.
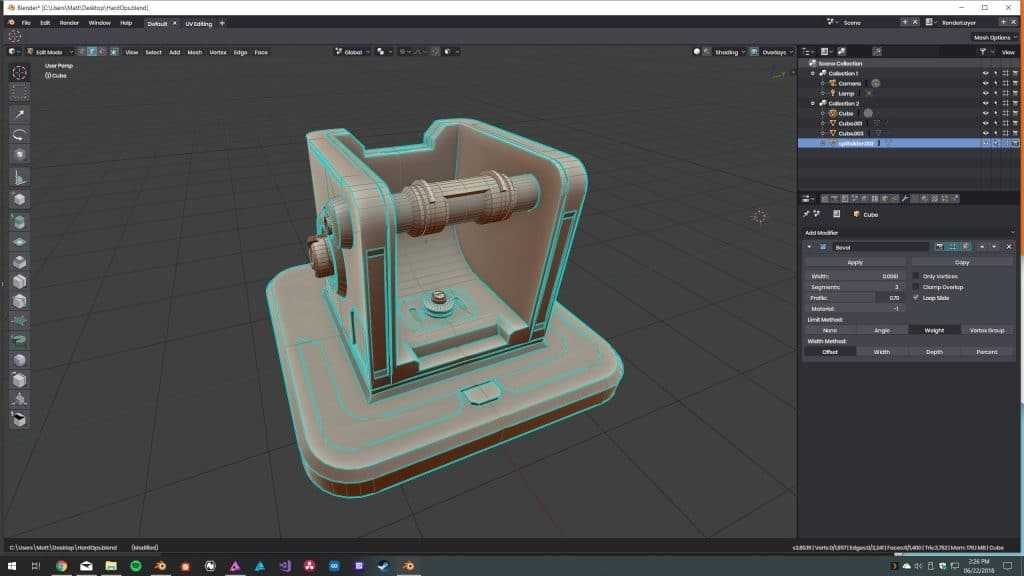
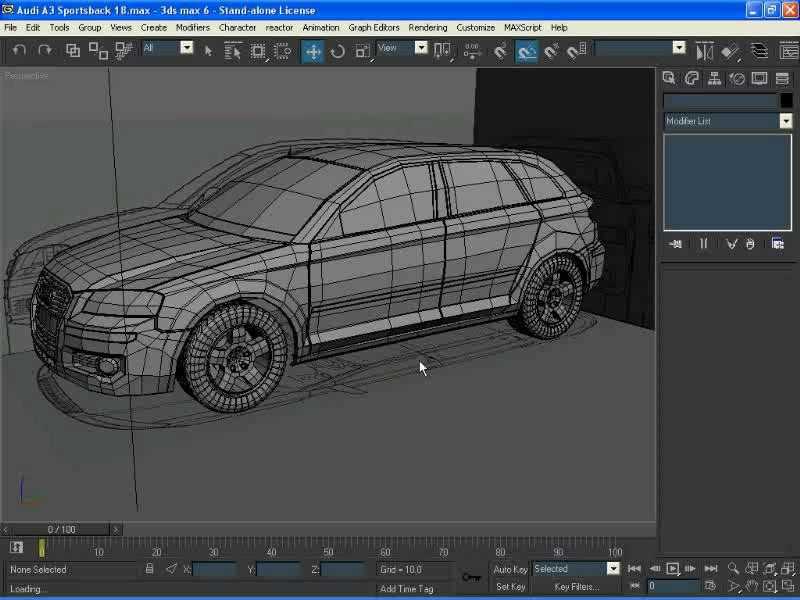
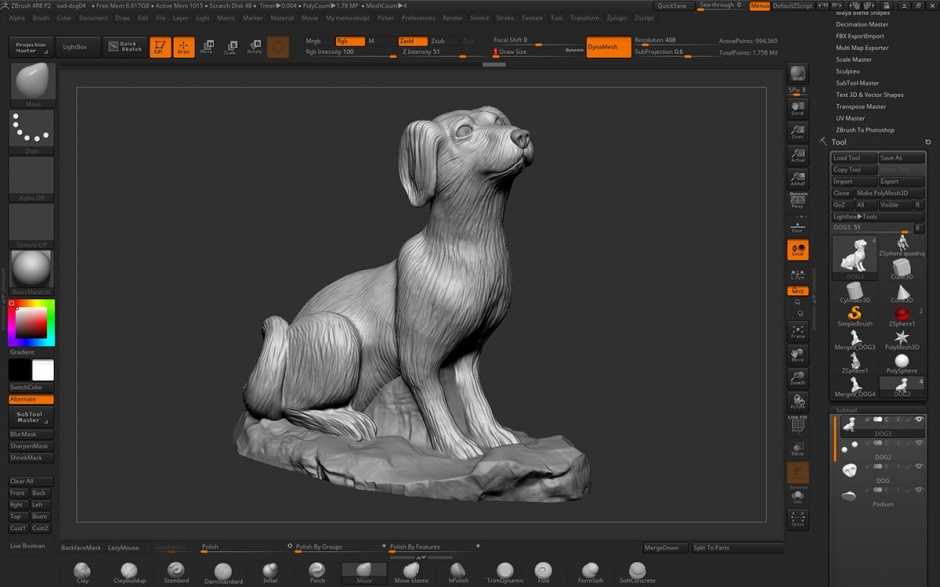
д. Процесс очень похож на лепку из настоящих материалов, таких как глина или камень. Используя инструменты скульптинга, похожие на кисть, вы можете манипулировать полигональной сеткой объекта, толкая, вытягивая и скручивая различные части его геометрии или добавляя дополнительную геометрию, чтобы имитировать органическую структуру. Цифровая скульптура требует еще больших художественных навыков и более дотошна и требует больше времени, чем полигональное моделирование. Вот почему во многих случаях эти методы используются вместе: сначала объект моделируется, а затем отправляется 3D-скульптору для детализации, чтобы затем принять окончательную форму.
Процесс очень похож на лепку из настоящих материалов, таких как глина или камень. Используя инструменты скульптинга, похожие на кисть, вы можете манипулировать полигональной сеткой объекта, толкая, вытягивая и скручивая различные части его геометрии или добавляя дополнительную геометрию, чтобы имитировать органическую структуру. Цифровая скульптура требует еще больших художественных навыков и более дотошна и требует больше времени, чем полигональное моделирование. Вот почему во многих случаях эти методы используются вместе: сначала объект моделируется, а затем отправляется 3D-скульптору для детализации, чтобы затем принять окончательную форму.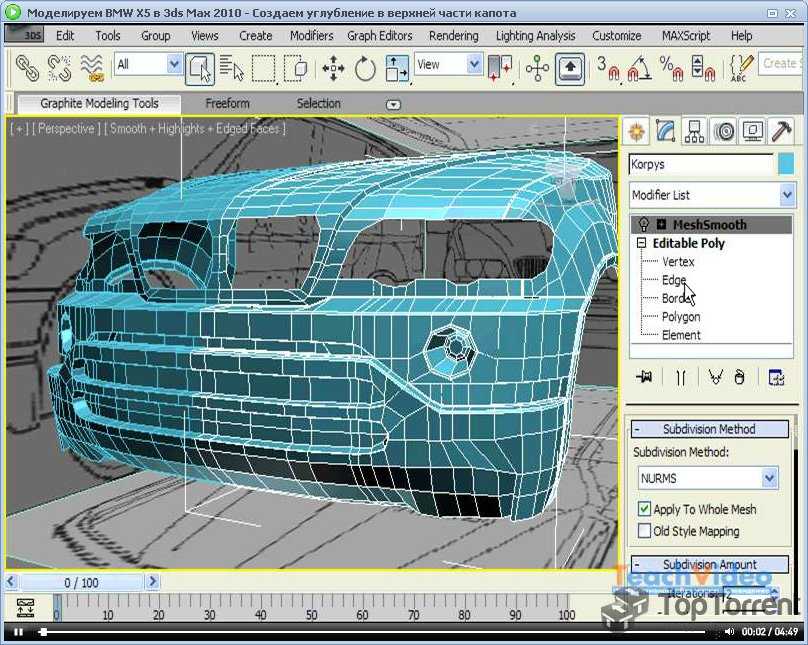
 Специализируясь на приложении для моделирования персонажей, анимации и гиперреалистичного рендеринга отсканированных объектов, это приложение отличается скоростью и простотой использования.
Специализируясь на приложении для моделирования персонажей, анимации и гиперреалистичного рендеринга отсканированных объектов, это приложение отличается скоростью и простотой использования.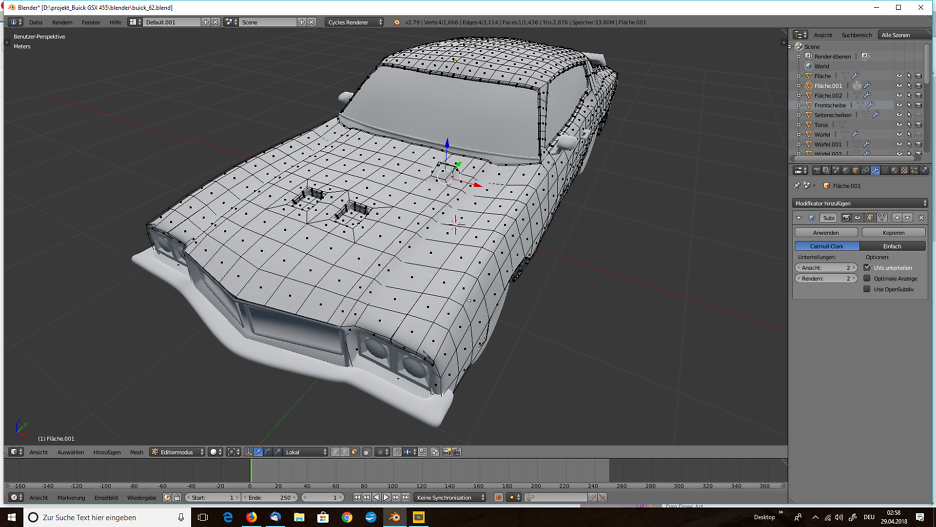
 К счастью, для решения этой задачи доступно бесплатное программное обеспечение CAD, в том числе программное обеспечение CAD Schroer M4 PERSONAL. CAD Schroer также предоставляет онлайн-портал, через который 3D-модели могут быть преобразованы в формат STL, готовый для последующей 3D-печати.
К счастью, для решения этой задачи доступно бесплатное программное обеспечение CAD, в том числе программное обеспечение CAD Schroer M4 PERSONAL. CAD Schroer также предоставляет онлайн-портал, через который 3D-модели могут быть преобразованы в формат STL, готовый для последующей 3D-печати.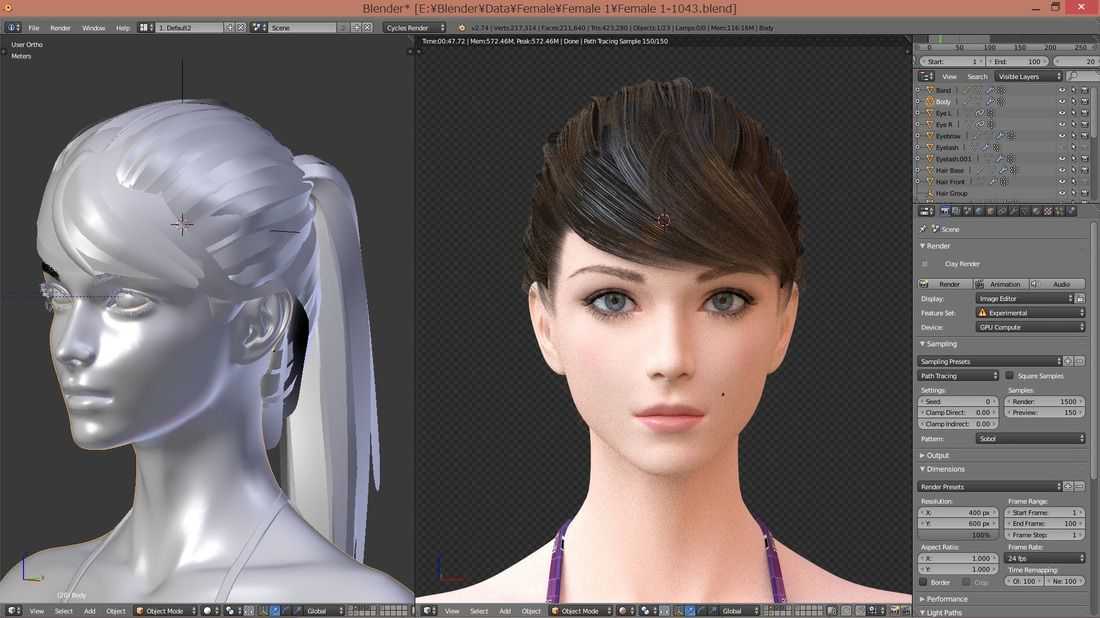




 в разделе загрузки на нашем веб-сайте www.maedler.de)
в разделе загрузки на нашем веб-сайте www.maedler.de) Тем не менее, ответственность за точность и правильность этих данных исключена.
Тем не менее, ответственность за точность и правильность этих данных исключена.  Однако монтажные положения
Однако монтажные положения  в разделе загрузки на нашем веб-сайте www.maedler.de) Артикул: 43800905 количество
в разделе загрузки на нашем веб-сайте www.maedler.de) Артикул: 43800905 количество 92 » data-tiered-price-include-taxes=»
611.92″>
92 » data-tiered-price-include-taxes=»
611.92″> 94″>
94″> двухсторонний выходной вал 438 052 00, арт. № односторонний выходной вал 438 051 00, арт. Выходной фланец 438 054 00, арт. № Крепление на пьедестал438 053 00, размер редуктора050, дюймы/метрические единицы, размер двигателя 63A6, вес [кг]8
двухсторонний выходной вал 438 052 00, арт. № односторонний выходной вал 438 051 00, арт. Выходной фланец 438 054 00, арт. № Крепление на пьедестал438 053 00, размер редуктора050, дюймы/метрические единицы, размер двигателя 63A6, вес [кг]8 №]
№] Двигатель: Стандартный трехфазный двигатель с малым фланцем B14, 230/400 В, 50 Гц. Другие версии двигателя (асинхронный двигатель, позистор, принудительная вентиляция, тормоз и т. д.) по запросу. От 0,75 кВт класс эффективности IE3. Легкий, высококачественный модельный ряд. Эти необслуживаемые мотор-редукторы без вентиляции могут использоваться в любом монтажном положении. Однако монтажные положения V5 и V6 (червячный вал вертикально) не рекомендуются для непрерывной работы. Вставной вторичный вал: Базовая версия редуктора имеет полый вал. Однако они также могут поставляться с выходным валом вставного типа (односторонним, для использования влево и вправо, или двусторонним). Эти выходные валы имеют собственный артикул и заказываются отдельно. Варьируемое крепление: Редукторы поставляются с монтажными отверстиями со всех сторон. Модернизируемый фланец: Если требуется монтаж фланца на выходной стороне, этот фланец может быть легко установлен заказчиком.
Двигатель: Стандартный трехфазный двигатель с малым фланцем B14, 230/400 В, 50 Гц. Другие версии двигателя (асинхронный двигатель, позистор, принудительная вентиляция, тормоз и т. д.) по запросу. От 0,75 кВт класс эффективности IE3. Легкий, высококачественный модельный ряд. Эти необслуживаемые мотор-редукторы без вентиляции могут использоваться в любом монтажном положении. Однако монтажные положения V5 и V6 (червячный вал вертикально) не рекомендуются для непрерывной работы. Вставной вторичный вал: Базовая версия редуктора имеет полый вал. Однако они также могут поставляться с выходным валом вставного типа (односторонним, для использования влево и вправо, или двусторонним). Эти выходные валы имеют собственный артикул и заказываются отдельно. Варьируемое крепление: Редукторы поставляются с монтажными отверстиями со всех сторон. Модернизируемый фланец: Если требуется монтаж фланца на выходной стороне, этот фланец может быть легко установлен заказчиком. Эти фланцы имеют собственный номер продукта и должны заказываться отдельно (тип фланца, квадратный или круглый).
Эти фланцы имеют собственный номер продукта и должны заказываться отдельно (тип фланца, квадратный или круглый). 72 » data-tiered-price-exclude-taxes=»
579.72 » data-tiered-price-include-taxes=»
579.72″>
72 » data-tiered-price-exclude-taxes=»
579.72 » data-tiered-price-include-taxes=»
579.72″> 94″ data-tiered-price-exclude-taxes=»509.94″ data-tiered-price-include-taxes=»509.94″>
94″ data-tiered-price-exclude-taxes=»509.94″ data-tiered-price-include-taxes=»509.94″>
 2.8
2.8 5.1, 1.5.2
5.1, 1.5.2
 1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта. 2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости. 2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
 1,0 кг.
1,0 кг. .44
.44
 org/ListItem»>
org/ListItem»>
 — Изготавливаются из стали 50, ГОСТ 1050-88. — Способ изготовления – горячая объёмная штамповка, Покрытие: — цинковое, белое, толщина 15 мкр., хроматированое; — медное, 30-50 мкр., хроматированое, дополнительная пропитка полимерной эмульсией. — Упаковка, маркировка, транспортирование и хранение в соответствии с требованиями стандарта. — Продукция сертифицирована. Изготовитель гарантирует соответствие требованиям технических условий при соблюдении условий транспортировки и эксплуатации.
— Изготавливаются из стали 50, ГОСТ 1050-88. — Способ изготовления – горячая объёмная штамповка, Покрытие: — цинковое, белое, толщина 15 мкр., хроматированое; — медное, 30-50 мкр., хроматированое, дополнительная пропитка полимерной эмульсией. — Упаковка, маркировка, транспортирование и хранение в соответствии с требованиями стандарта. — Продукция сертифицирована. Изготовитель гарантирует соответствие требованиям технических условий при соблюдении условий транспортировки и эксплуатации.

 100.15
100.15  3-76
3-76 326-89
326-89 0.0-99
0.0-99 568-97
568-97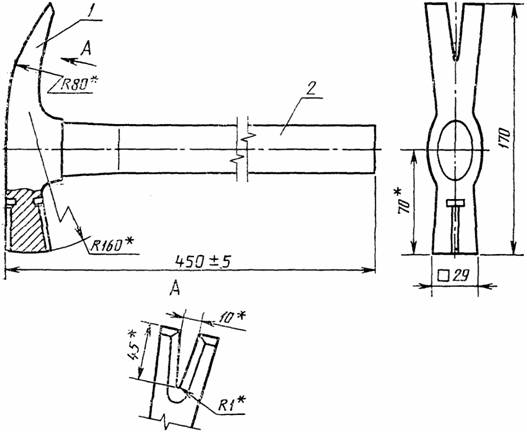 09.2009
09.2009 Najčešće korishteni ručni alat — stolarski čekić — donekle se promijenio, ali njegova suština ostaje ista.
Najčešće korishteni ručni alat — stolarski čekić — donekle se promijenio, ali njegova suština ostaje ista.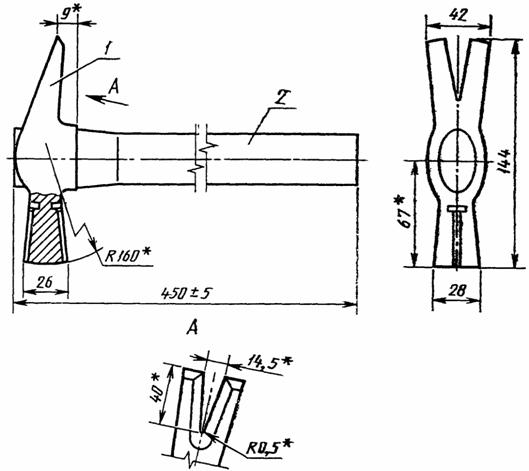 Najudobniji su modeli с дрвеном ручком. Drvo je sposobno apsorbirati udarce, tako da je drška s drvetom najudobnija za rad.
Najudobniji su modeli с дрвеном ручком. Drvo je sposobno apsorbirati udarce, tako da je drška s drvetom najudobnija za rad. Čelični zatvarač se «lijepi» za alat zbog magnetiziranog dijela udarca. Često su udubljenja za vođenje opremljena čavlom u tijelu daraljki.
Čelični zatvarač se «lijepi» za alat zbog magnetiziranog dijela udarca. Često su udubljenja za vođenje opremljena čavlom u tijelu daraljki. Дрво, топло на додир, не захтиева додатне облоге, удобно лежи у ручи столара. Pri radu s alatom s drvenom drškom zglobovi radnika su maximalno zaštićeni od utjecaja vibracija.
Дрво, топло на додир, не захтиева додатне облоге, удобно лежи у ручи столара. Pri radu s alatom s drvenom drškom zglobovi radnika su maximalno zaštićeni od utjecaja vibracija. 

 6
6
 10мм, 5 шт/уп
10мм, 5 шт/уп Специально разработан для обработки твердых поверхностей. При шлифовке твердых шпатлевок, композитов, пластика, твердых пород древесины, металла отличается большей производительностью и ресурсом в сравнении с традиционным Abranet.
Специально разработан для обработки твердых поверхностей. При шлифовке твердых шпатлевок, композитов, пластика, твердых пород древесины, металла отличается большей производительностью и ресурсом в сравнении с традиционным Abranet. Привык уже работать с прямоугольной подошвой, да и листы абразива подходят от ручного шлифка на 400 мм, которым пользуюсь давно. Плюс предпочитаю работать одной машиной и на свободной поверхности стен и в углах. Результатами доволен. Выводит любую штукатурку в финиш до идеального состояния.
Привык уже работать с прямоугольной подошвой, да и листы абразива подходят от ручного шлифка на 400 мм, которым пользуюсь давно. Плюс предпочитаю работать одной машиной и на свободной поверхности стен и в углах. Результатами доволен. Выводит любую штукатурку в финиш до идеального состояния. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве org/Brand»>
org/Brand»>

 Срок возврата осуществляется в течение 14 дней с даты покупки товара.
Срок возврата осуществляется в течение 14 дней с даты покупки товара. 


 29 кг
29 кг
 имя}}
имя}}
 Мы обсудим основные вопросы, которые нужно задать себе о своем бизнесе, важность знания того, чего стоит ваша организация (и достаточно ли этого, чтобы уйти на пенсию или перейти к другому предприятию?), и определить людей, которые будут окружать вас с во время этого критического и, вероятно, эмоционального периода в вашей жизни.
Мы обсудим основные вопросы, которые нужно задать себе о своем бизнесе, важность знания того, чего стоит ваша организация (и достаточно ли этого, чтобы уйти на пенсию или перейти к другому предприятию?), и определить людей, которые будут окружать вас с во время этого критического и, вероятно, эмоционального периода в вашей жизни.



 Помогите выразить ценность их вклада в вашу команду и компанию. Ваше выражение их ценности может быть более важным, чем выражение босса вашей команды или других лидеров, потому что вы работаете бок о бок каждый день.
Помогите выразить ценность их вклада в вашу команду и компанию. Ваше выражение их ценности может быть более важным, чем выражение босса вашей команды или других лидеров, потому что вы работаете бок о бок каждый день. Будьте честны со своим руководителем в отношении пропускной способности и спросите о приоритетах, чтобы убедиться, что ожидания понятны.
Будьте честны со своим руководителем в отношении пропускной способности и спросите о приоритетах, чтобы убедиться, что ожидания понятны. Все может оказаться лучше, чем ожидалось, если вы останетесь на месте. Тщательно взвесьте свои возможности.
Все может оказаться лучше, чем ожидалось, если вы останетесь на месте. Тщательно взвесьте свои возможности.
 Большинство современных промышленных контроллеров имеют встроенный механизм, реализующий PID-управление. Но для успешного применения этого мощного средства необходимо чётко понимать механизм его действия. Эта статья в популярной форме представляет начальные сведения о PID-регулировании.
Большинство современных промышленных контроллеров имеют встроенный механизм, реализующий PID-управление. Но для успешного применения этого мощного средства необходимо чётко понимать механизм его действия. Эта статья в популярной форме представляет начальные сведения о PID-регулировании. В том же году компания Foxboro Instrument добавила к ранее доступным в контроллере Stabilog режимам пропорциональности и сброса гиперсброс, что делает его вторым ПИД-регулятором на рынке. Сегодня все ПИД‑регуляторы, в том числе и в системе Dataforth MAQ®20, основаны на тех самых пропорциональном, интегральном и производном (дифференциальном) режимах контроллеров, выпущенных в 1939 году (рис. 1).
В том же году компания Foxboro Instrument добавила к ранее доступным в контроллере Stabilog режимам пропорциональности и сброса гиперсброс, что делает его вторым ПИД-регулятором на рынке. Сегодня все ПИД‑регуляторы, в том числе и в системе Dataforth MAQ®20, основаны на тех самых пропорциональном, интегральном и производном (дифференциальном) режимах контроллеров, выпущенных в 1939 году (рис. 1). 2).
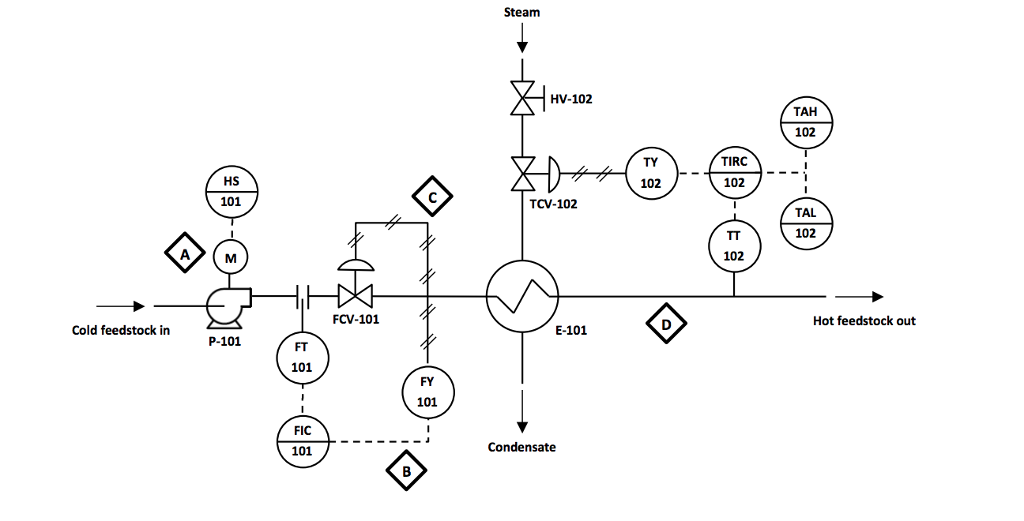
2). Для этого требуется следующее: Установить электронное устройство измерения температуры. Автоматизировать клапан, добавив к нему исполнительный механизм (и, возможно, позиционер), чтобы клапаном можно было управлять электронным способом. Установить контроллер, например, ПИДрегулятор MAQ®‑20, и подключить к нему устройство измерения температуры и автоматизированный клапан управления. Более подробная информация о PID-регуляторе Dataforth MAQ®20 представлена во врезке.
Для этого требуется следующее: Установить электронное устройство измерения температуры. Автоматизировать клапан, добавив к нему исполнительный механизм (и, возможно, позиционер), чтобы клапаном можно было управлять электронным способом. Установить контроллер, например, ПИДрегулятор MAQ®‑20, и подключить к нему устройство измерения температуры и автоматизированный клапан управления. Более подробная информация о PID-регуляторе Dataforth MAQ®20 представлена во врезке.  3).
3). Он изменяет сигнал на выходе контроллера пропорционально ошибке (рис. 4).
Он изменяет сигнал на выходе контроллера пропорционально ошибке (рис. 4).
 При снижении уровня воды в баке ошибка растёт и пропорциональный контроллер увеличивает выходной сигнал пропорционально этой ошибке. Следовательно, клапан, управляющий потоком в бак, открывается шире и в бак поступает больше воды. Если уровень всё равно продолжает падать, ошибка увеличивается ещё больше и клапан продолжает открываться, пока не будет достигнута точка, в которой приток снова будет соответствовать оттоку. В этот момент уровень воды в баке (и ошибка) станет постоянным. Поскольку ошибка остаётся постоянной, наш P‑контроллер будет поддерживать постоянный выходной сигнал и регулирующий клапан будет удерживать своё положение. Система теперь снова сбалансирована, но уровень воды в баке стал ниже заданного значения. Эта оставшаяся постоянная ошибка называется отклонением. На рис. 7 показано влияние внезапного снижения давления топливного газа на работу описанного ранее промышленного нагревателя и реакция пропорционального контроллера на данную ситуацию.
При снижении уровня воды в баке ошибка растёт и пропорциональный контроллер увеличивает выходной сигнал пропорционально этой ошибке. Следовательно, клапан, управляющий потоком в бак, открывается шире и в бак поступает больше воды. Если уровень всё равно продолжает падать, ошибка увеличивается ещё больше и клапан продолжает открываться, пока не будет достигнута точка, в которой приток снова будет соответствовать оттоку. В этот момент уровень воды в баке (и ошибка) станет постоянным. Поскольку ошибка остаётся постоянной, наш P‑контроллер будет поддерживать постоянный выходной сигнал и регулирующий клапан будет удерживать своё положение. Система теперь снова сбалансирована, но уровень воды в баке стал ниже заданного значения. Эта оставшаяся постоянная ошибка называется отклонением. На рис. 7 показано влияние внезапного снижения давления топливного газа на работу описанного ранее промышленного нагревателя и реакция пропорционального контроллера на данную ситуацию. Температура воды снижается. Это создаёт ошибку, на которую отвечает контроллер. Однако обнаруживается новая точка баланса между управляющим воздействием и ошибкой и изменение температуры пропорциональным регулятором не устраняется. При пропорциональном управлении отклонение будет сохраняться до тех пор, пока оператор с целью его устранения вручную не скорректирует выходной сигнал контроллера. Тогда говорят, что оператор вручную сбрасывает контроллер.
Температура воды снижается. Это создаёт ошибку, на которую отвечает контроллер. Однако обнаруживается новая точка баланса между управляющим воздействием и ошибкой и изменение температуры пропорциональным регулятором не устраняется. При пропорциональном управлении отклонение будет сохраняться до тех пор, пока оператор с целью его устранения вручную не скорректирует выходной сигнал контроллера. Тогда говорят, что оператор вручную сбрасывает контроллер.
 Если ошибка велика, интегральный режим будет увеличивать/уменьшать выходной сигнал контроллера с более высокой скоростью; если ошибка мала, изменения будут медленными. Для данной ошибки скорость интегрального действия задаётся интегральной настройкой времени контроллера (Ti — Integral Time). Большое значение Ti (длинное время интегрирования) приводит к медленному интегральному действию, а небольшое значение Ti (короткое время интегрирования) приводит к быстрому интегральному действию (рис. 8).
Если ошибка велика, интегральный режим будет увеличивать/уменьшать выходной сигнал контроллера с более высокой скоростью; если ошибка мала, изменения будут медленными. Для данной ошибки скорость интегрального действия задаётся интегральной настройкой времени контроллера (Ti — Integral Time). Большое значение Ti (длинное время интегрирования) приводит к медленному интегральному действию, а небольшое значение Ti (короткое время интегрирования) приводит к быстрому интегральному действию (рис. 8). Параллельный алгоритм работы также доступен в MAQ®20.
Параллельный алгоритм работы также доступен в MAQ®20.
 Для управления процессом это не является абсолютно необходимым: дифференциальный режим очень чувствителен к инструментальному шуму и усложняет настройку методом проб и ошибок. Тем не менее, его использование может привести к тому, что определённые типы контуров управления будут реагировать немного быстрее, чем при применении только ПИ-регулирования. Температурное управление, например, является типичной задачей для ПИД-регулирования. Режим управления по производной обеспечивает сигнал, основанный на скорости изменения ошибки (рис. 11).
Для управления процессом это не является абсолютно необходимым: дифференциальный режим очень чувствителен к инструментальному шуму и усложняет настройку методом проб и ошибок. Тем не менее, его использование может привести к тому, что определённые типы контуров управления будут реагировать немного быстрее, чем при применении только ПИ-регулирования. Температурное управление, например, является типичной задачей для ПИД-регулирования. Режим управления по производной обеспечивает сигнал, основанный на скорости изменения ошибки (рис. 11).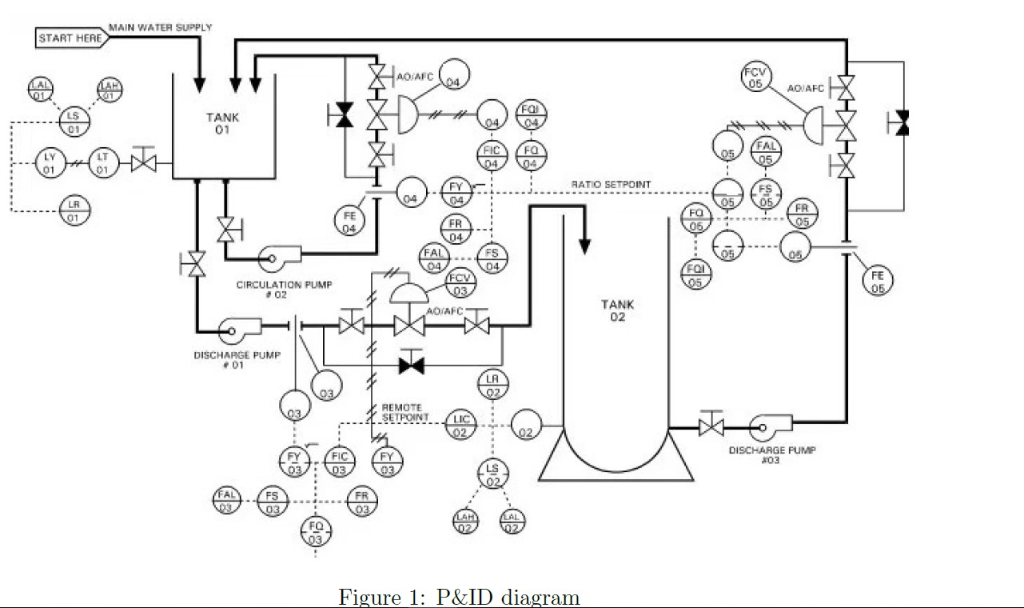 Установка времени Td на ноль полностью отключает этот режим. Если время установлено слишком большим, будут возникать колебания и контур управления станет нестабилен. Для настройки дифференциальной составляющей контроллера используются две единицы измерения: минуты и секунды.
Установка времени Td на ноль полностью отключает этот режим. Если время установлено слишком большим, будут возникать колебания и контур управления станет нестабилен. Для настройки дифференциальной составляющей контроллера используются две единицы измерения: минуты и секунды.
 14).
14).
 Максимальная рабочая нагрузка — 40 кг.Максимальная нагрузка на полку ВЛ-010— 60 кг.
Максимальная рабочая нагрузка — 40 кг.Максимальная нагрузка на полку ВЛ-010— 60 кг. При сварке тумб производятся до 130 точек сварки,до 250 мм сварного шва.Благодаря этому конструкция тумб очень прочная и они способны выдержать высокие нагрузки.
При сварке тумб производятся до 130 точек сварки,до 250 мм сварного шва.Благодаря этому конструкция тумб очень прочная и они способны выдержать высокие нагрузки. Эпоксидная порошковая краска более устойчива к механическим воздействиям и агрессивным жидкостям(электролит,тормозная жидкость,растворитель и т.д.).По сравнению с обычной порошковой полиэфирной краской эпоксидная краска дороже на 20-30%,но зато ее эксплуатационные характеристики значительно выше.
Эпоксидная порошковая краска более устойчива к механическим воздействиям и агрессивным жидкостям(электролит,тормозная жидкость,растворитель и т.д.).По сравнению с обычной порошковой полиэфирной краской эпоксидная краска дороже на 20-30%,но зато ее эксплуатационные характеристики значительно выше.
 У других российских производителей столешница крепится к опорам саморезами,при этом поверхность не размечена для установки.При таком креплении саморезами ножки при эксплуатации быстро разбалтываются,конструкция становится шаткой.
У других российских производителей столешница крепится к опорам саморезами,при этом поверхность не размечена для установки.При таком креплении саморезами ножки при эксплуатации быстро разбалтываются,конструкция становится шаткой.
 Дополнительную жесткость придают «косынки» у основания.Экраны Э2,Э3 и Э4 также крепятся к вертикальным стойкам сзади.
Дополнительную жесткость придают «косынки» у основания.Экраны Э2,Э3 и Э4 также крепятся к вертикальным стойкам сзади. Он обеспечивает освещенность 1200 Lx рабочей поверхности верстака.На торце светильника располагаются кнопка вкл/выкл и регулировка яркости светильника,так же есть регулировка по углу наклона.
Он обеспечивает освещенность 1200 Lx рабочей поверхности верстака.На торце светильника располагаются кнопка вкл/выкл и регулировка яркости светильника,так же есть регулировка по углу наклона. Ни крупный завод,ни небольшое семейное дело не сможет обойтись без слесарного верстака.Верстак металлический предназначен для обеспечения удобного и функционального рабочего места механика на станции технического обслуживания,в механической мастерской или производственном цехе.Универсальный верстак выполняет функцию рабочего стола,может комплектоваться различными вариантами тумб с выдвижными ящиками для хранения рабочего инструмента.Тумбы могут устанавливаться как справа,так и слева.Верстак и тумбы окрашены высококачественным глянцевым порошковым покрытием,что гарантирует прекрасный внешний вид и долговечность в эксплуатации верстака слесарного.
Ни крупный завод,ни небольшое семейное дело не сможет обойтись без слесарного верстака.Верстак металлический предназначен для обеспечения удобного и функционального рабочего места механика на станции технического обслуживания,в механической мастерской или производственном цехе.Универсальный верстак выполняет функцию рабочего стола,может комплектоваться различными вариантами тумб с выдвижными ящиками для хранения рабочего инструмента.Тумбы могут устанавливаться как справа,так и слева.Верстак и тумбы окрашены высококачественным глянцевым порошковым покрытием,что гарантирует прекрасный внешний вид и долговечность в эксплуатации верстака слесарного. Верстак металлический,представленный на нашем сайте,предназначен для проведения слесарных и сборочных работ и оснащен ящиками для хранения инструментов,экранами с навесными полками и держателями для инструмента.Нагрузка на верстак составляет от 250 до 500 килограмм,в зависимости от модели верстака.Верстак металлический,в зависимости от Ваших потребностей,могут быть одно-,двух-и трехмодульные,и укомплектован перфорированным экраном с навесными полками и держателями для инструментов.Также по Вашему желанию металлический верстак может быть укомплектован драйвером с 3 выдвижными ящиками,тумбой для инструментов или полками.Верстак металлический укомплектованный тумбами,может быть также использован для хранения инструментов,как на производстве,так и в частном гараже.В качестве дополнительной защиты все тумбы инструментальные(так же,как и драйверы,устанавливаемые на металлический верстак универсальный)снабжены замком.Верстак металлический,предлагаемый нашей компанией(верстак слесарный,верстак универсальный и т.
Верстак металлический,представленный на нашем сайте,предназначен для проведения слесарных и сборочных работ и оснащен ящиками для хранения инструментов,экранами с навесными полками и держателями для инструмента.Нагрузка на верстак составляет от 250 до 500 килограмм,в зависимости от модели верстака.Верстак металлический,в зависимости от Ваших потребностей,могут быть одно-,двух-и трехмодульные,и укомплектован перфорированным экраном с навесными полками и держателями для инструментов.Также по Вашему желанию металлический верстак может быть укомплектован драйвером с 3 выдвижными ящиками,тумбой для инструментов или полками.Верстак металлический укомплектованный тумбами,может быть также использован для хранения инструментов,как на производстве,так и в частном гараже.В качестве дополнительной защиты все тумбы инструментальные(так же,как и драйверы,устанавливаемые на металлический верстак универсальный)снабжены замком.Верстак металлический,предлагаемый нашей компанией(верстак слесарный,верстак универсальный и т. д.)поставляется в разобранном виде с подробной инструкцией по сборке,благодаря чему собрать верстак слесарный или тумбу сможет даже неподготовленный человек.У нас Вы можете купить верстак по приемлемой цене.
д.)поставляется в разобранном виде с подробной инструкцией по сборке,благодаря чему собрать верстак слесарный или тумбу сможет даже неподготовленный человек.У нас Вы можете купить верстак по приемлемой цене. Верстак слесарный однотумбовый с полками
Верстак слесарный однотумбовый с полками Верстак слесарный двухтумбовый с полками
Верстак слесарный двухтумбовый с полками Верстак слесарный двухтумбовый комбинированный
Верстак слесарный двухтумбовый комбинированный Экран сетчатый
Экран сетчатый
 В таких конструкциях используются чугунные,трубчатые или сварные ножки.Чаще всего в качестве столешницы выступает доска толщиной 40 или 50 мм.Лучше всего,если древесина будет твердой.
В таких конструкциях используются чугунные,трубчатые или сварные ножки.Чаще всего в качестве столешницы выступает доска толщиной 40 или 50 мм.Лучше всего,если древесина будет твердой.
 Однако такие условия становятся большим минусом,если в помещении работает несколько мастеров,а верстак всего один,пусть и многоместный.Либо мастера будут мешать друг другу,либо одному придется ждать,пока другой закончит работу.
Однако такие условия становятся большим минусом,если в помещении работает несколько мастеров,а верстак всего один,пусть и многоместный.Либо мастера будут мешать друг другу,либо одному придется ждать,пока другой закончит работу. Именно для нее свободного отсека может не хватить.
Именно для нее свободного отсека может не хватить. С длинным верстаком такой номер не пройдет.Из всего вышеперечисленного можно сделать вывод,что его размер является в одних случаях плюсами,а в других—минусами.
С длинным верстаком такой номер не пройдет.Из всего вышеперечисленного можно сделать вывод,что его размер является в одних случаях плюсами,а в других—минусами. Столешница в обязательном порядке снабжена отверстиями для установки деревянных упоров.
Столешница в обязательном порядке снабжена отверстиями для установки деревянных упоров. Описываемое изделие имеет возможность быстро складываться.
Описываемое изделие имеет возможность быстро складываться. Его можно установить на стол или поставить на пол.Конструкция напоминает раму торцовочной пилы.
Его можно установить на стол или поставить на пол.Конструкция напоминает раму торцовочной пилы.


 Его необходимо рассчитать заранее.Локальное освещение не используется,чтобы не было контраста между зонами,а слесарям не приходилось привыкать к перепадам яркости света.
Его необходимо рассчитать заранее.Локальное освещение не используется,чтобы не было контраста между зонами,а слесарям не приходилось привыкать к перепадам яркости света. Не допускаются резкие изменения световой обстановки,так как это вредно для глаз.
Не допускаются резкие изменения световой обстановки,так как это вредно для глаз. Все они указаны в технической документации.
Все они указаны в технической документации.