Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
26 990 руб
Предложить свою цену
Характеристики и описание: Бензопила STIHL MS 180 C-BE 16″ (11302000480)
Пила MS 180 C-BE 16 является одной из наиболее продаваемой из класса легких пил. Эта бензопила подходит для работ по заготовке дров, а также может стать хорошим помощником во время строительных работ. Еще ее используют во время лесоповала, если диаметр деревьев не превышает 35 см. У агрегата есть специальная система, которая предусматривает быстрое натяжение цепи. Поэтому в случае, если она начинает провисать, оператору необходимо провести откручивание одной гайки, которая отвечает за крепление крышки цепной звездочки, а затем поменять натяжение, используя колесико для регулировки. При этом нет необходимости в использовании дополнительных инструментов.
Еще один плюс бензопилы STIHL – это цепной тормоз QuickStop, который срабатывает как защитный механизм в том случае, когда происходит сильная отдача. Тормоз приводится в действие при нажатии на передний упор для рук. Для полной остановки пильной цепи необходима лишь доля секунды. Бензиновая пила оснащена современной системой защиты от вибрации. Антивибрационная система находится в зоне ручек пилы, и значительной мере заглушает вибрацию, передающуюся с двигателя. Постоянная мощность мотора обеспечена за счет компенсатора STIHL, который также отвечает за минимальный расход бензина и качество выхлопа. Независимо от того, насколько будет загрязнен воздушный фильтр, агрегат всегда станет работать одинаково мощно и продуктивно.
Специальный рычаг отвечает за запуск двигателя, как холодный, так и горячий, а также работу и выключение. Благодаря тому, что рычаг расположен наиболее удобно для оператора, его правая рука всегда будет оставаться на рукоятке. STIHL MS 180 C-BE 16 оснащена современной системой смазки, которая включает в себя шину, пильную цепь и масляный насос, в котором регулируется количество подачи смазки. Инновационные технологии, использованные при конструировании, обеспечивают точное попадание масла на детали, которые нуждаются в смазке, поэтому его расход сокращен до 50%. Запуск производится на 2/3 быстрее за счет системы ErgoStart, состоящей из пружины в виде спирали, находящейся между коленвалом и катушкой пускового тросика, которая отвечает за компенсирование пиковых усилий, и на тросике практически не ощущается толчков. Также благодаря системе облегченного запуска, оператору нужно прикладывать на половину меньше усилий.
Гарантия и сервис: Бензопила STIHL MS 180 C-BE 16″
Отзывы о товаре: Бензопила STIHL MS 180 C-BE 16″ (11302000480)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бензопила Husqvarna 435 || 15″
23 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Champion 256 18″
9 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 120 Mark II 14″
19 790 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 130 14″
23 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 545 Mark II 15″
59 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Stihl MS 180 C-BE 16 40 СМ Stihl
Характеристики
Модель MS 180 C-BE 16 40 см
Мощность, кВт 1,5
Уровень звуковой мощности, дБ(A) 110
Вес, кг 4. 2
Емкость топливного бака, л 0,25
Мощность л.с. 2
Рабочий объем цилиндра, см? 31,8
Тип двигателя двухтактный
Уровень вибрации слева/справа, м/с? 6,6/7,8
Уровень звукового давления, дБ(A) 97
Длина шины, дюйм/см 16/40
Количество звеньев, шт 55
Натяжение цепи боковое
Толщина цепи, мм 1,3
Емкость масляного бака, см? 145
Масляный насос автоматический
Шаг цепи 3/8 » P
Описание Бензопила Stihl MS 180 C-BE 16 40 СМ
Бензопила Stihl MS 180 C-BE 16 40 см является улучшенной версией пилы Stihl MS 180 — у нее есть система облегчения запуска ErgoStart и боковое натяжение цепи без использования инструмента. Инструмент подходит для заготовки дров, формирования крон деревьев, сучков, возведения деревянных конструкций, распиливания стволов деревьев, а также выполнения других несложных хозяйственных работ. Цепная бензопила Штиль обладает высокими режущими способностями, широкой функциональностью и небольшим весом. Высокий уровень эргономики обеспечивает удобство эксплуатации независимо от сложности поставленной задачи. Устройство оснащено 16-дюймовой шиной (40 см), обеспечивающей возможность работать с деревьями диаметром до 35 см.
Бензиновая пила STIHL MS 180 C-BE имеет современную систему защиты от вибрации. Антивибрационная система располагается в зоне ручек пилы, и значительной мере заглушает вибрацию, передающуюся с двигателя. Инструмент ооснащен современной системой смазки, регулирующей количество подачи смазки. Кнопка управления холодным и горячим запуском, включением и выключением инструмента представлена отдельным рычагом. Это делает обращение с пилой безопасным, поскольку рука оператора всегда остается на рукоятке.
Особенности и преимущества Stihl MS 180 C-BE 16 40 см
Система облегчения запуска ErgoStart
Боковое нажатие цепи без использования инструмента
Малый вес
Удобство
Цепной тормоз QuickStop
Безопасность
Быстрое натяжение цепи
Современная система защиты от вибрации
Современная система смазки
Оснащение
Тормоз QuickStop для моментальной остановки цепи
Цепной тормоз QuickStop — это защитный механизм при работе с бензопилами. Цепной тормоз срабатывает при нажатии на передний упор для рук и за считанные доли секунды останавливает пильную цепь. При достаточно сильной отдаче цепной тормоз QuickStop срабатывает автоматически.
Антивибрационная система
Сильная вибрация в зоне рукояток может привести к хроническим нарушениям кровообращения в руках. Поэтому компания STIHL разработала высокоэффективную антивибрационную систему (АС). У инструментов с АС вибрация двигателя передающаяся на рукоятки заметно снижается.
Компенсатор
Компенсатор STIHL — регулирующий орган в карбюраторе — обеспечивает почти постоянные мощность двигателя, качество выхлопа и расход топлива в течение длительного времени несмотря на увеличивающееся загрязнение воздушного фильтра. Прочищать воздушный фильтр требуется только при ощутимом падении мощности. Становится возможной работа в течение длительного времени без техобслуживания.
Система смазки цепи Ematic
Система STIHL Ematic состоит из направляющей шины Ematic, пильной цепи Oilomatic и масляного насоса с регулируемой подачей. Особая конструкция шины и цепи заставляет каждую каплю масла попасть именно туда, где оно требуется для смазывания. Это позволяет сократить расход масла на 50 %.
Система облегченного запуска ErgoStart
Спиральная пружина между катушкой пускового тросика и коленвалом компенсирует пиковые усилия, теперь на тросике почти не ощущается толчков. Результат: STIHL ErgoStart по сравнению с традиционными пусковыми устройствами уменьшает усилие наполовину, а скорость запуска — примерно на две трети.
Однорычажное управление
Такими функциями машины, как холодный и горячий запуск, работа и выключение, управляет отдельный рычаг. Это делает управление особенно удобным и безопасным, так как правая ладонь остается на рукоятке.
Система быстрого натяжения цепи (B)
Фирменная система быстрого натяжения цепи STIHL (B) превращает натяжение пильной цепи в детскую забаву. Нужно лишь ослабить гайку крепления крышки цепной звёздочки, и с помощью регулировочного колесика легко и быстро натянуть цепь. Инструмент для этого не требуется.
← Бензопила Stihl MS 180 C-BE 14 35 СМ Бензопила STIHL MS 250, шина R 35 см, цепь 63РМ →
Бензопила STIHL MS180 C-BE — 1130 200 0372 US
*Этот товар доступен только для самовывоза в магазине
Описание
Бензопила MS 180 возвращается к истокам благодаря улучшенному потоку воздуха двигателя и конструкции кожуха. Усовершенствованная конструкция обеспечивает улучшенное охлаждение двигателя и фильтрацию воздуха, что обеспечивает более стабильную производительность в полевых условиях. Быстро срезайте ветки, рубите небольшие деревья и убирайте упавшие ветки после бури. Если вы ищете надежную, легкую бензопилу для периодического использования, MS 180 — это ценность, которую вы не можете игнорировать.
Функции
Эта легкая бензопила отличается превосходной фильтрацией воздуха, улучшенным охлаждением двигателя и обновленным кожухом двигателя.
Характеристики
ОБЪЕМ: 31,9 куб. см (1,9 куб.дюйма)
МОЩНОСТЬ ДВИГАТЕЛЯ: 1,5 кВт (2,0 л.с.)
ВЕС СИЛОВОЙ СТАНЦИИ: 4,1 кг (90,0 фунта.)
ОБЪЕМ ТОПЛИВА: 250 куб.см (8,5 унций)
ОБЪЕМ МАСЛА ДЛЯ ЦЕПИ: 145 куб. см (4,9 унции)
ЦЕПЬ OILOMATIC: 3/8″ PMM3
ДЛИНА НАПРАВЛЯЮЩЕЙ БАЛКИ (рекомендуемый диапазон): от 30 до 40 см (от 12 до 16 дюймов) STIHL ROLLOMATIC: узкий пропил
ИСТОЧНИК ПИТАНИЯ: Газ
Мощность: Газ
Вес: 9,3 фунта
Блейн № 865982 | № производителя 1130 200 0372 США
$ 279 99
Описание
Бензопила MS 180 возвращается к истокам благодаря улучшенному потоку воздуха двигателя и конструкции кожуха. Усовершенствованная конструкция обеспечивает улучшенное охлаждение двигателя и фильтрацию воздуха, что обеспечивает более стабильную производительность в полевых условиях. Быстро срезайте ветки, рубите небольшие деревья и убирайте упавшие ветки после бури. Если вы ищете надежную, легкую бензопилу для периодического использования, MS 180 — это ценность, которую вы не можете игнорировать.
Функции
Эта легкая бензопила отличается превосходной фильтрацией воздуха, улучшенным охлаждением двигателя и обновленным кожухом двигателя.
Характеристики
ОБЪЕМ: 31,9 куб.см (1,9 куб.дюйма)
МОЩНОСТЬ ДВИГАТЕЛЯ: 1,5 кВт (2,0 л.с.)
ВЕС СИЛОВОЙ СТАНЦИИ: 4,1 кг (90,0 фунта.)
ОБЪЕМ ТОПЛИВА: 250 куб.см (8,5 унций)
ОБЪЕМ МАСЛА ДЛЯ ЦЕПИ: 145 куб. см (4,9 унции)
ЦЕПЬ OILOMATIC: 3/8″ PMM3
ДЛИНА НАПРАВЛЯЮЩЕЙ БАЛКИ (рекомендуемый диапазон): от 30 до 40 см (от 12 до 16 дюймов) STIHL ROLLOMATIC: узкий пропил
ИСТОЧНИК ПИТАНИЯ: Газ
Мощность: Газ
Вес: 9,3 фунта
Вопросы и ответы по продукту
Отзывы клиентов
MS 180 C-BE — одна из самых популярных бензопил для домашнего использования.
Бензиновые цепные пилы Selection для обслуживания собственности
Общие
MS 180 C-BE — это легкая и практичная цепная пила для использования дома или на даче. В нем используется системная технология Easy2Start™, которая поможет вам легко запустить пилу. Другие функции включают устройство быстрого натяжения цепи STIHL, которое позволит вам натянуть цепь без каких-либо инструментов, инерционный цепной тормоз STIHL Quickstop ® и антивибрационную систему для плавной работы. Эта пила идеально подходит для распиловки дров или валки деревьев небольшого диаметра.
Эта пила предлагает профессиональное качество по отличной цене. Цена указана с цепью 61PMM, добавьте 10 долларов за петлю цепи 63PM3.
379,99 $*
Технические характеристики
Технические характеристики
Технические характеристики
Значение
смещение
(куб.см)
31,8
Выходная мощность
(кВт)
1,5
Масса
(кг/фунты) 1)
4,2 / 9,3
Масса
(кг/фунт)
4,2 / 9,3
Длина направляющей шины (рекомендуемые диапазоны)
14″ — 16″
Емкость цепного масла
(унция)
4. 9
Вместимость топливных баков
(унция)
8,5
Цепь
61PMM350E (14 дюймов) / 61PMM355E (16 дюймов)
Выходная мощность
(кВт)
1,5
1) без топлива, шины и цепи
Версии, доступные в каждой стране, могут отличаться от указанного выше диапазона и спецификаций; конкретные детали могут быть изменены без предварительного уведомления. Дополнительную информацию можно получить у официального дилера STIHL в вашем регионе.
Характеристики
Стандартные характеристики
STIHL Easy2Start (E)
Подлинный прогресс в легком запуске. STIHL Easy2Start (E) вдвое снижает усилие, необходимое для запуска инструмента, а пусковой шнур можно тянуть с усилием, составляющим всего одну треть от обычного усилия. Все, что для этого требуется, — это 2 пальца и легкое нажатие.
Антивибрационная система STIHL
Точно рассчитанные буферные зоны минимизируют передачу вибрации двигателя и пильной цепи на переднюю и заднюю рукоятки. Поэтому бензопила работает заметно мягче. Это позволяет пользователю экономить силы и работать дольше.
Главный орган управления с одним рычагом
Все важные функции, такие как пуск, дроссельная заслонка, дроссельная заслонка и остановка, управляются с помощью одного рычага.
4 аспекта 3D-печати LFS, повышающих качество деталей
Когда в апреле мы представили Form 3 и Form 3L, мы объяснили, почему мы модернизировали стереолитографическую 3D-печать, разработав нашу собственную технологию Low Force Stereolithography (LFS)™. В 3D-принтерах LFS используется эластичный резервуар для полимеров, позволяющий значительно снизить усилие отделения слоев друг от друга во время печати, а также блок обработки света (LPU), наша специально разработанная оптическая система, позволяющая получать воспроизводимый и точный результат печати.
В этой статье мы рассмотрим, как 3D-печать с использованием технологии LFS влияет на качество и производительность печати, благодаря значительным улучшениям в четырех категориях: детализация поверхности, качество поверхности, поддерживающие структуры и точность воспроизведения детали.
Хотите увидеть получаемое качество своими глазами? Запросите образец, напечатанный на Form 3.
Запросить бесплатный образец
Внутри Form 3 и Form 3L размещена специально разработанная оптическая система, блок обработки света (LPU). Благодаря функциональным улучшениям, блок обработки света создает четкое, чистое лазерное пятно. Пространственный фильтр, через который проходит лазерный луч, улавливает весь рассеянный свет, а последовательность зеркал гарантирует, что луч всегда будет направлен перпендикулярно плоскости печати.
Модель велоцираптора, спроектированная Даниэлем Де Леоном, напечатана на 3D-принтере Form 3 из Grey Resin с толщиной слоя 100 микрон.
В результате того, что путь лазера является линейным, мелкие детали, такие как отверстия, рельефный текст и малые элементы, печатаются с острыми краями. Low Force Stereolithography позволяет печатать модели с выразительной детализацией и четкостью поверхности, которых невозможно достичь на настольном принтере.
«Одна из самых интересных особенностей Form 3 — это результат печати с точки зрения качества печати и поверхности модели. Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология».
—Шон Бакстон, ведущий инженер-механик, Ximedica
Качество поверхности модели, полученной 3D-печатью, в конечном итоге определяется точностью разделения на слои, то есть тем, насколько точно каждый слой выровнен с предыдущим слоем. Когда точность разделения на слои высокая, линии слоев становятся почти невидимыми. В результате шероховатость поверхности уменьшается, что в конечном итоге ведет к гладкой поверхности, а для прозрачных материалов — к деталям с большей прозрачностью.
Скульптура Стива Джобса, проект Себастьяна Эрразуриза, 3D-печать из White Resin.
По мере отверждения каждого слоя полимеров, между печатаемой моделью и резервуаром образуется соединение. Процесс отделения разрушает эту соединение, давая возможность модели двигаться вверх и печатать следующий слой. В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой).
В 3D-принтерах с технологией Low Force Stereolithography при вытягивании детали вверх рабочей платформой отделение выполняется мягко благодаря гибкой пленке в основании резервуара для полимеров. Это значительно снижает нагрузку на деталь (внутренние испытания показывает снижение усилия отделения в 10 раз по сравнению с Form 2), что приводит к значительному изменению качества поверхности и четкости детали.
Эластичный резервуар для полимеров, используемый в 3D-принтерах LFS, уменьшает усилие отделения, в результате чего получаются более четкие детали с гладкой поверхностью, такие как эти 3D-модели, напечатанные из Clear Resin.
«Наше первое впечатление от Form 3 — это качество печати. Первая же модель, которую мы напечатали, получилась превосходной. На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству.
Нам нужно такое решение для 3D-печати, которое предлагает хорошее качество поверхности, и результат не требует много пост-обработки. Таким образом у нас меньше ручной работы: чем меньше нам приходится возиться с триммером или наждачной бумагой, тем лучше. Возможность печати с таким уровнем качества поверхности имеет важное значение при работе с функциональными сборками».
—Аарон Нойес и Дэн Харрингтон, ведущие механики-конструкторы по прототипированию, Hypertherm
В недавнем опросе конечных пользователей Form 2, 47% респондентов сказали, что удаление поддерживающих структур является их самой большой «головной болью», а 62% назвали поддерживающие структуры ключевым звеном в улучшении процесса пост-обработки моделей.
При использовании практически любой технологии 3D-печати пост-обработка, в которую входят удаление поддерживающих структур, шлифовка и чистовая обработка, увеличивает время и снижает производительность. Оставляемые опорами следы негативно влияют на качество поверхности.
Новые легкоотделяемые поддерживающие структуры предназначены для решения этой распространенной проблемы. В новых опорах используются очень маленькие точки контакта, что обеспечивает легкое отделение с минимальным оставлением следов. Они также имеют более крепкий внутренний каркас, поэтому, когда модель снимается с опор, опоры отделяются как единая структура.
В результате, после снятия опор на модели остается примерно в четыре раза меньше материала опор, что означает уменьшение времени, затрачиваемого на пост-обработку, и уменьшение необходимости в дополнительном шлифовании. На диаграмме ниже: на Form 2 модель были напечатана с плотностью точки контакта 0,8 и размером точки контакта 0,6 мм, на Form 3 — с плотностью точки контакта 0,5 и размером точки контакта 0,3 мм, точки показаны с 38-кратным увеличением.
После снятия легкоотделяемых опор Form 3 на модели остается в четыре раза меньше вспомогательных материалов, чем после снятия опор, напечатанных на Form 2.
«Усовершенствование в виде легкоотделяемых опор очень эффективно. Сложно передать свои эмоции, когда вы в первый раз берете модель и тянете ее с опор, и она совершенно без проблем отделяется. Это снимает лишнее напряжение при проектировании и чистке деталей и позволяет сосредоточиться на дизайне и творческом аспекте».
—Джастен Инглэнд, управляющий директор, Delve
Оптическая система Form 3 находится внутри специально разработанного блока обработки света (LPU). Внутри этого закрытого оптического модуля лазерный луч проходит через пространственный фильтр, который улавливает весь рассеянный свет, чтобы на выходе получалось чистое лазерное пятно. Затем лазерный луч направляется вниз на гальванометр, который позиционирует луч в направлении Y, затем на преломляющее зеркало, и затем на параболическое зеркало, которое выравнивает его перед выходом из окна блока обработки света, чтобы он проходил непосредственно под поверхностью печати.
Блок обработки света содержит систему линз и зеркал для получения точных, воспроизводимых моделей.
Шаговый двигатель плавно перемещает весь LPU в направлении X на основе линейного сканирования. В сочетании с перпендикулярной траекторией лазерного луча это создает то, что мы называем линейным распространением света. Процесс линейного сканирования обеспечивает стабильное и надежное разрешение XY 25 мкм .
Разрешение XY в 25 мкм описывает, с какой точностью принтер может рисовать в плоскости XY: лазер движется с «шагом» 25 микрон в направлении X. Размер лазерного пятна в 85 микрон, по сути, соответствует размеру кончика кисти. Благодаря постоянному процессу линейного сканирования Form 3 может на постоянной основе печатать модели с разрешением XY 25 микрон. (Это число сложнее получить на Form 2 из-за различий в процессе).
Скоро мы опубликуем углубленное исследование о точности передачи моделей, напечатанных на Form 3.
Formlabs ставит перед собой предоставить бизнесу любого типа инструменты доступа к высококачественному технологическому процессу. Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании.
Заказать Form 3Сравнить стереолитографические модели Formlabs
3D принтер SLA / LFS
3D принтеры SLA/LFS
Фильтры
Бренды
Formlabs 17
Поле Построения (мм)
145 × 145 × 175 2
145 × 145 × 185 5
335 × 200 × 300 4
Минимальная Высота Слоя (микрон)
Источник Света
45 разнонаправленных светодиодов 1
Технология Печати
LFS 9
SLA 2
SLA / LFS 2
Биосовместимость
Биосовместимый 1
Стоматологический 3
Домашний 7
Промышленный 9
Профессиональный 3
Универсальный 16
Совместимость
Form 3 1
Form 3+ 1
Form 3B 1
Form 3B+ 1
Доступность
В наличии 12
Нет в наличии 5
Скидка 10% на все продукты Formlabs при покупке не менее 3-х продуктов. Подробности можно узнать по телефону – не стесняйтесь связаться с нами.
Сравнение товаров0
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 12255075100
3D принтеры SLA / LFS
3D принтер SLA (3D принтер LFS) создает сверхточные трехмерные изделия из фотополимера путем его послойной засветки лазером согласно 3D-модели. В магазине Center 3D Print представлены как универсальные, так и профессиональные модели стереолитографических 3Д-принтеров. Перед приобретением 3D принтера в нашем интернет-магазине в Польше, вы можете заказать 3D-печать бесплатного тестового образца. А также посмотреть образцы оборудования в нашем шоу-руме. Важно: при приобретении 3D принтера SLA в Center 3D Print, вы можете пройти бесплатное обучение работе с 3D-оборудованием. Кроме этого, мы предоставляем гарантийную и послегарантийную техподдержку оборудования.
Центр 3D печати — Магазин и услуги
ул. Gnieźnieńska, 11, 31-317 Краков, Польша
Новостная рассылка
Будьте в курсе новостей и рекламных акций, подписавшись на нашу рассылку:
4 способа 3D-печати LFS производить более качественные детали
Когда в апреле мы анонсировали Form 3 и Form 3L, мы объяснили, почему мы преобразовали стереолитографическую 3D-печать в нашу собственную технологию Low Force Stereolithography (LFS)™. В 3D-печати LFS используется гибкий резервуар для смолы, чтобы значительно уменьшить силы отслаивания во время печати, и блок обработки света (LPU), наш специально разработанный закрытый оптический механизм, для получения последовательных и точных отпечатков.
В этом посте мы рассмотрим, как 3D-печать LFS напрямую влияет на качество печати и производительность благодаря ключевым улучшениям в четырех категориях: детали поверхности , чистота поверхности , опорные конструкции и точность деталей .
Хотите лично убедиться в качестве? Запросите образец детали, распечатанный в Форме 3.
Запросите бесплатный образец детали
Внутри Form 3 и Form 3L находится специализированный закрытый оптический механизм, блок обработки света (LPU). LPU обеспечивает четкое и чистое лазерное пятно благодаря нескольким усовершенствованиям. Лазерный луч проходит через пространственный фильтр для улавливания любого рассеянного света, а ряд зеркал гарантирует, что луч всегда направляется перпендикулярно плоскости печати.
Модель велоцираптора, разработанная Даниэлем Де Леоном, напечатанная на 3D-принтере из серой смолы на Form 3 с толщиной слоя 100 микрон.
Линейный путь лазера гарантирует, что мелкие детали, такие как отверстия, рельефный текст и мелкие детали, будут напечатаны с четкими краями. Стереолитография с низким усилием печатает детали с впечатляющей детализацией поверхности и тонкими деталями, которые раньше невозможно было получить на рабочем столе.
«Одна из самых захватывающих особенностей Form 3 заключается в том, что процесс печати с низким усилием дает нам качество печати и финишную обработку. Мы в восторге от того, как мы можем раздвинуть границы особенно крошечных функций. Меня поражают мелкие детали, которые появляются в моделях. Это действительно впечатляет».
— Шон Бакстон, старший инженер-механик, Ximedica
Чистота поверхности детали, напечатанной на 3D-принтере, в конечном счете является результатом хорошего совмещения слоев или того, насколько точно каждый слой выровнен с предыдущим слоем. Когда совмещение слоев хорошее, линии слоев становятся почти невидимыми. В результате снижается шероховатость поверхности, что в конечном итоге приводит к гладкой отделке, а для прозрачных материалов – к более полупрозрачным деталям.
Скульптура Стива Джобса, разработанная Себастьяном Эрразурисом, напечатанная на 3D-принтере из белой смолы.
По мере отверждения каждого слоя смолы между напечатанной деталью и резервуаром образуется связь. Процесс отслаивания разрывает эту связь, позволяя детали двигаться вверх и печатать следующий слой. В большинстве перевернутых стереолитографических 3D-принтеров это разделение оказывает большое усилие на деталь, что может привести к шероховатости поверхности (что учитывается в Form 2 с большой калибровкой).
При стереолитографической 3D-печати с низким усилием гибкая пленка у основания резервуара для смолы мягко отслаивается, когда платформа для сборки вытягивает деталь вверх. Это значительно снижает нагрузку на деталь (внутренние испытания показывают снижение усилия отслаивания до десяти раз по сравнению с формой 2), что позволяет ступенчато изменить чистоту поверхности и чистоту детали.
Гибкий резервуар для смолы, используемый в 3D-печати LFS, снижает усилия отслаивания, что приводит к более четким деталям с гладкой поверхностью, как в этих моделях, напечатанных в 3D из прозрачной смолы.
«Нашим первым впечатлением от Form 3 было качество печати. Первая печать, которую мы сделали, вышла потрясающей. Текстура не отображала слои. Исторически Hypertherm занимается производством ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду действительно прекрасную отделку, блестящие приятные мягкие края, детали. Что касается наших инспекционных процессов, мы очень, очень тщательно следим за тем, чтобы они были как можно ближе к совершенству.
Для нас важно решение для 3D-печати, обеспечивающее хорошее качество отделки и требующее меньше постобработки. С нашей стороны намного меньше ручной работы: чем меньше нам приходится обращаться с лезвием Exacto или наждачной бумагой, тем лучше. Возможность печатать с таким уровнем чистоты поверхности важна для функциональных сборок».
— Аарон Нойес и Дэн Харрингтон, старшие механики прототипов, Hypertherm
В ходе недавнего опроса пользователей Form 2, посвященного финишной обработке, 47% заявили, что удаление опор было их самой большой проблемой, а 62% назвали опоры лучшим местом для улучшения процесса финишной обработки деталей.
Почти для любой технологии 3D-печати постобработка, в том числе удаление опорных конструкций, шлифовка и отделка деталей, увеличивает время и ограничивает производительность. Оставленные следы поддержки отрицательно сказываются на чистоте поверхности.
Новые подставки для легкого прикосновения призваны решить эту распространенную проблему. В этих новых опорных конструкциях используются очень маленькие точки соприкосновения, что позволяет легко снимать их с минимальными следами поддержки. Они также скреплены между собой более прочно, поэтому, когда деталь снимается с опор, опоры, как правило, остаются единой решеткой.
Это приводит к тому, что остается примерно в четыре раза меньше вспомогательного материала, что означает меньше времени, затрачиваемого на постобработку, и меньше необходимости в дополнительном шлифовании. На приведенной ниже диаграмме детали были напечатаны с плотностью точек касания 0,8 и размером точек касания 0,6 мм для формы 2 и плотностью точек касания 0,5 и размером точек касания 0,3 мм для формы 3 и сняты с 38-кратным увеличением.
Легкие опорные конструкции формы 3 оставляют после себя в четыре раза меньше поддерживающего материала, чем опоры, напечатанные на форме 2.
«Улучшения в легком касании опор, которые отрываются, меняют правила игры. Невозможно описать, как вы в первый раз берете за деталь и тянете ее, и она просто плавно выскальзывает совершенно бесплатно. Это снимает напряжение с сборка и очистка деталей и позволяет нам сосредоточиться на дизайне и творчестве».
— Джастен Ингланд, управляющий директор Delve
Оптика Form 3 полностью заключена в специально разработанный блок обработки света (LPU). Внутри этого закрытого оптического модуля лазерный луч проходит через пространственный фильтр, который улавливает любой рассеянный свет, обеспечивая чистое лазерное пятно. Затем лазер направляется вниз к одному гальванометру, чтобы расположить его в направлении Y, затем к складному зеркалу, затем к параболическому зеркалу, чтобы выпрямить его, прежде чем он выйдет из окна LPU непосредственно под поверхностью печати.
Блок обработки света (LPU) содержит систему линз и зеркал для получения точных воспроизводимых отпечатков.
Шаговый двигатель приводит в движение весь LPU в направлении X с плавным линейным сканированием. В сочетании с перпендикулярным световым путем лазера это создает то, что мы называем линейным освещением. Этот процесс линейного сканирования обеспечивает постоянное и надежное разрешение 25 микрон XY с течением времени.
Разрешение XY в 25 микрон описывает, насколько точно принтер может рисовать в плоскости XY: лазер перемещается с шагом 25 микрон в направлении X. Размер лазерного пятна 85 микрон по существу равен размеру кончика кисти. Благодаря постоянному линейному сканированию, Form 3 может последовательно изготавливать детали с разрешением XY 25 микрон. (Это число было труднее определить с помощью Формы 2 из-за различий в процессе.)
Следите за углубленным изучением точности деталей, напечатанных на Form 3, в ближайшее время.
Компания Formlabs поставила перед собой цель предоставить инструменты для любого бизнеса, чтобы получить доступ к высококачественному производству. Form 3, созданный на основе передовой технологии стереолитографии с низким усилием (LFS), является следующим шагом на пути к универсализации 3D-печати промышленного уровня для настольных компьютеров и обеспечению профессионального производства собственными силами.
Закажите форму 3 сегодня Сравните модели Formlabs SLA
Технология стереолитографии с низким усилием (LFS)
Неудивительно, что индустрия 3D-печати постоянно развивается. Поколение за поколением на сцену выводятся новые игрушки — используются самые высокие технологии, чтобы гарантировать, что новый продукт даже лучше, чем его предшественник. В этом случае мы увидим, как технология Low Force Stereolithography (LFS) привносит что-то особенное.
Представление новых принтеров Formlabs Form 3 и Form 3L создали совершенно другую игру с мячом. Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе.
Что такое стереолитография (SLA) 3D-печать?
Прежде чем перейти к основам, давайте поговорим о 3D-печати SLA. Мы уже давали вам некоторую информацию об этом в предыдущих сообщениях, но не помешает освежить вашу память.
В отличие от 3D-принтеров DLP, где экран цифрового проектора используется для отображения изображения слоя на встроенной платформе, в 3D-принтеры SLA встроен лазер. Лазер направлен на два зеркальных гальванометра так, чтобы свет падал на правильные координаты. Свет направлен вверх для отверждения твердых изотропных частей жидкой фотополимерной смолы.
Что такое стереолитография с низким усилием (LFS)?
Переходя к LFS Low Force Stereolithography, ее лучше всего описать как преемницу SLA; в этом случае используется гибкий бак и линейная подсветка до превратить жидкую смолу в новые, нетронутые детали . Чем эластичнее бак, тем меньше сила.
В долгосрочной перспективе это не только гарантирует качество печати, но и надежность принтера. Детали просто нужно увидеть, чтобы поверить. Помимо использования самых современных материалов, эти принтеры также изготовлены таким образом, что удаление опоры так же просто, как 1, 2, 3.
Особенности стереолитографии LFS с низким усилием Стереолитографический 3D-принтер LFS состоит из 3 основных компонентов:
Модуль конденсированной оптики: Блок обработки света (LPU), расположенный внутри принтера, использует компактную систему линз и зеркал для создания высококачественных отпечатков.
Гибкий резервуар: Его гибкая поверхность позволяет значительно снизить усилие отрыва при печати.
Линейное освещение: Лазер LPU и параболическое зеркало создают идеальный перпендикулярный источник закрепления на протяжении всего процесса печати.
Преимущества стереолитографии LFS с низким усилием
Во-первых, эти принтеры LFS отлично подходят для широкоформатной 3D-печати.
В настоящее время сотни миллионов редукторов работают на повышение эффективности на суше, в воде и воздухе во всем мире. Редукторы применяются уже не один десяток лет в различных областях техники и приборостроения, однако, наибольшее распространение, редукторы получили в автомобильной промышленности при производстве узлов и агрегатов автомобилей.
Ответить на вопрос «Что такое редуктор?» поможет данная статья. Мы постарались по-максимуму осветить теоретические аспекты понятия «редуктор».
Большая советская энциклопедия определяет редуктор как механизм, который входит в приводы различных машин, и который служит для снижения угловых скоростей ведомого вала для повышения крутящего момента.
Редуктор, также, является устройством для снижения и поддержания постоянного давления рабочей среды, например, газа, пара или жидкости на выходе из ёмкости с высоким давлением (баллона), при этом выполняющим функции запорного и предохранительного клапана. Редукторы устанавливаются в аппаратах газовой сварки, в сатураторах, хлораторах воды и др., и используются в различных аппаратах для осуществления таких дополнительных операций, как смешение, подогрев и охлаждение.
Многообразие сфер применения редукторов обусловило появление огромного количества его разновидностей. В зависимости от сферы применения и конструктивных особенностей выделяют: общепромышленные редукторы и мотор-редукторы. Выделяют, также, и другие разновидности: турборедуктор, мультипликатор (вариатор), конический, цилиндрический, червячный, волновой, планетарный редуктор.
Однако, в любом редукторе, главными характеристиками служат: коэффициент полезного действия (КПД), передаточное отношение, мощность, угловые скорости валов, количество ступеней или передач.
Итак, рассмотрим некоторые виды редукторов подробнее.
Мотор-редуктор – это сложная конструкция, которая представляет собой систему, состоящую из двух элементов: двигателя и, непосредственно, редуктора (Рисунок 1. )Используется мотор-редуктор в тех механизмах, в которых не требуется чрезмерно точное позиционирование. Конструктивно, в мотор-редукторе могут быть использованы червячные, цилиндрические или планетарные редукторы. Так, например, червячный мотор-редуктор предполагает использование, в своей конструкции, червячной передачи. Такой мотор-редуктор обладает относительно бесшумной работой и сравнительно небольшими размерами.
Рисунок 1. Мотор-редуктор
В редукторах используются зубчатые передачи, червячные передачи и цепные передачи, которые также могут применяться в различных сочетаниях одновременно, например, червячные и зубчатые, цепные и зубчатые и др. Существуют комбинированные приводы, в которых редукторы компонуют с вариатором.
Цилиндрический редуктор — такая конструкция редуктора является одной из самых популярных. Цилиндрические редукторы используются для изменения скорости вращения при передаче крутящего момента (Рисунок 2). Такие редукторы активно применяются в современных узлах и механизмах общепромышленного назначения.
Рисунок 2. Цилиндрический редуктор.
Цилиндрические редукторы представлены одно-, двух- и трехступенчатыми модификациями. Такие редукторы надежны и долговечны, поэтому, обладающие цилиндрическими редукторами машины и оборудование, выносливы и производительны.
Червячный редуктор – конструкция такого редуктора использует передачу, обладающую резьбой с червячным профилем (Рисунок 3). Механизм червячного редуктора является превосходным решением для передачи крутящего момента между двумя перпендикулярными осями. Так, например, Червячный редуктор используется в рулевом управлении механических транспортных средств, таких, как автомобили. Достоинством червячного редуктора является возможность получения большого передаточного числа в одной ступени (от 80 до нескольких сотен). Червячные редукторы бесшумны, обладают плавностью хода, а также, не требуют использования тормозных механизмов благодаря возможности самостоятельного торможения при достижении определенных передаточных чисел.
Рисунок 3. Червячный редуктор.
Комбинированный редуктор — данный тип редукторов — это совокупность нескольких конструктивных решений, включающая в себя разные виды передач объединенных в одном корпусе. Комбинированный редуктор относится к ряду наиболее практичных редукторов. Он выгодно отличается от других типов редукторов хорошими эксплуатационными характеристиками, при небольших габаритах, а также относительно невысокой ценой. К редукторам комбинированного типа относят: цилиндро-червячные редукторы (Рисунок 4), коническо-цилиндрические и др.
Рисунок 4. Цилиндро-червячный редуктор.
Коническо-цилиндрический редуктор — конструктивно включает в себя одну коническую и несколько цилиндрических передач (Рисунок 5). Использование коническо-цилиндрического редуктора оправдано в случаях, когда ось вала подвода перпендикулярно пересекается с осью вала отбора мощности. Коническо-цилиндрический редуктор, в зависимости от специфики эксплуатации, может быть изготовлен в вертикальном или горизонтальном исполнении. В первой ступени конические колеса, как правило, имеют зубья с криволинейным профилем, поскольку именно на эту ступень приходятся максимальные (до 60 тыс. об/мин) линейные и угловые скорости. В подобных случаях, зубья с плавным профилем не могут обеспечить плавность хода. Несомненными преимуществами конструкции коническо-цилиндрического редуктора являются достаточно высокий КПД, износостойкость и долговечность.
Рисунок 5. Коническо-цилиндрический редуктор.
Планетарный редуктор — один из типичнейших представителей механических редукторов. В основе конструкции такого редуктора лежит использование планетарной передачи, которая преобразует крутящий момент при помощи нескольких зубчатых шестерен, которые взаимодействуя с центральной шестернёй, изменяют скорость вращения на выходе (Рисунок 6).
Рисунок 6.
Планетарный редуктор также называют дифференциальным. В таком редукторе может использоваться как одна, так и несколько планетарных передач (Рисунок 7).
Рисунок 7. Планетарный редуктор.
На сегодняшний день, редукторы широко распространены во всех сферах промышленности и народного хозяйства. Любая строительная, дорожная, землеройная, карьерная техника оснащается стандартными и специальными редукторами. Редукторы интегрируются как в гусеничный, так и в традиционный колесный привод; благодаря этому, специальные машины, эксплуатируемые в сложных условиях, имеют большой клиренс.
Используемое в лесной отрасли и сельском хозяйстве оборудование, такое, как транспортеры, погрузчики, приводы подъемников, поворотные механизмы и многое другое, должно соответствовать самым строгим критериям надежности, эффективности и долговечности. Именно поэтому, редукторы в этих механизмах, а также в оборудовании для горнорудной и добывающей сферы характеризуются максимальной выносливостью и способностью работать продолжительное время в режиме интенсивной эксплуатации.
Редукторы планетарной конструкции подходят для работы в устройствах и механизмах, в которых осуществляется передача очень больших крутящих моментов. Редукторы, удовлетворяющие самым жестким критериям долговечности и надежности, применяются на предприятиях энергетики и нефтепереработки в отопительных системах, вентиляторах, винтовых компрессорах, генераторных установках.
Редукторы, также, нашли применение в пищевой промышленности, особенно в тех механизмах, где реализуются циклы с высоким крутящим моментом при низких оборотах. Это такие механизмы, как мельницы, экструдеры, мешалки, спиральные морозильные аппараты.
В бытовой технике и электрооборудовании, в составе которого имеются электродвигатели, также применяются редукторы, как понижающие и регулирующие обороты устройства. Невозможно представить без редукторов конструкцию миксеров, стиральных машин, кухонных комбайнов, болгарок, дрелей.
Редукторы — необходимая и незаменимая часть очистных сооружений, насосных систем, вентиляционного оборудования.
Редуктор. Виды и устройство. Применение и работа. Особенности
Редуктор – механическое преобразовывающее устройство, предназначенное для передачи крутящего момента с изменением его направления, скорости и тяговой силы в зависимости от необходимого значения. В классическом исполнении состоит из шестерен разного диаметра. В зависимости от соотношения размера ведущей и ведомой зубчатки может ускорять крутящий момент на ведомом валу, или наоборот делать его более медленным, но тяговым.
Механические редукторы позволяют взаимообратно изменять угловую скорость и крутящий момент. Эти величины выражаются передаточным отношением. Так, крутящий момент на входе в механизм редуктора выше, чем при выходе. При этом угловая скорость после прохождения устройства получается выше. Именно механизм такого типа обычно и подразумевается под определением «редуктор». Передаточное число данного устройства всегда больше единицы.
Также существует понятие «повышающих редукторов». Под ним подразумеваются устройства противоположного направления действия, которые способны повышать прикладываемое усилие. Такой термин не применяется в официальной литературе, однако в ГОСТах используется понятие «повышающая передача», образование которой и подразумевает использование механизма такого типа.
Сам механизм простейшего редуктора подразумевает сцепление двух шестерней разного диаметра. Ведущая, на которую оказывается вращательное усилие, имеет меньший диаметр, а ведомая больший. К примеру, если в последней количество зубцов выше в 2 раза, то если первая сделает один оборот вокруг своей оси, то соединенная с ней ведомая обернется только наполовину. При этом тяговая способность на ее валу повысится в 2 раза, против того, что выдает источник вращения.
В целом механизм классического редуктора состоит из таких деталей:
Корпус.
Шестерни.
Валы.
В конструкции может предусматриваться не два, а больше шестерен. Более сложные могут иметь возможность переключения ведомых элементов, чтобы получать на выходе крутящий момент с определенной изменяемой мощностью и угловой скоростью. По этому принципу работает коробка переключения передач автомобиля. Также в конструкции редуктора может предусматриваться система смазки или принудительного охлаждения.
Чтобы редуктор мог работать, важно, сцепление ведомого, ведущего и промежуточных элементов между собой. Для этого у них предусматриваются одинаковые зубья. Они идентичны по размеру, форме и шагу.
В качестве источника крутящего момента редуктора может применяться двигатель внутреннего сгорания, лопасти ветряка, гидростанции, электромотор или приводная ручка. Развиваемое ими усилие может быть недостаточным для конкретного подключенного механизма, или же ему недостает скорости. В таком случае применяются редукторы с необходимым передаточным числом.
При использовании редукторов всегда повышение скорости сопровождается снижением мощности крутящего момента и наоборот. В связи с этим важно высчитать необходимые значения передаточного числа для конкретного потребителя. Передаточное число редуктора рассчитывается в результате деления количества зубьев ведомой шестерни на ведущей. К примеру, у устройства со значениями 40 и 20 зубьев, оно составляет 2.
К примеру, если требуется использовать мотор для подъема груза путем намотки троса на барабан, то требуется невысокое вращение с малым крутящим моментом. В такой ситуации используется редуктор. Он меняет выходные характеристики, создавая оптимальный баланс между мощностью и скоростью. Хорошо эту ситуацию показывает пример велосипеда. Его звездочки соединенные роликовой цепью являются примером простого редуктора. Однако за счет того, что связка между ними происходит через цепь, то они имеют одинаковое направление вращения. Так, велосипедист выдает ограниченную мощность. Меняя сочетание ведомых звездочек при переключении передач, он может регулировать нагрузку при вращении педалей. Чем на большую ведомую звездочку выполняется переход, тем быстрее едет велосипед, но при этом крутить педали становится сложнее.
Виды редукторов
В современных механизмах применяют различные типы редукторов. Их классификация выполняется по нескольким параметрам:
Типу передачи.
Числу ступеней.
Типу зубчатых колес.
Расположению валов.
Все эти параметры являются важными составляющими, которые нужно учитывать при подборе редуктора для решения конкретных задач. Одни механизмы склонны к нагреву при высоких оборотах, другие меняют угол передачи крутящего момента, третьи отличаются компактностью и т.д.
Типы передачи
По типу передачи выполняется разделение редукторов на 4 вида:
Червячные.
Зубчатые.
Зубчато-червячные.
Планетарные.
Червячный тип
Состоит из червячного вала с винтовой накаткой, подобной резьбе, и зубчатого колеса с косыми зубами. С его помощью выполняется увеличение крутящего момента с уменьшением количества оборотов привода. Червячные редукторы получили распространение в разных сферах. К примеру, их устанавливают на привод автоматических ворот, станки по обработке металлов, электроподъемники. Устройство отличается приемлемым КПД. Оно встречается как в компактном исполнении, так и в виде больших промышленных механизмов. Размер редуктора влияет сугубо на механическую прочность. Перегрузка компактного механизма приводит к деформации вала или повреждению зубьев на шестерни. Чем крупнее редуктор, тем ниже такая вероятность.
Червячные редукторы отличаются сравнительно низким уровнем шума. Они имеют эффект самоторможения. При прекращении вращения они быстро останавливаются, а не оборачиваются по инерции. Специфика использования червячных редукторов заключается в том, что в них приводной вал располагается под прямым углом относительно ведомого. Это обусловлено особенностью стыковки червячного винта с шестерней.
Цилиндрический
Состоит только из шестерен в корпусе, насаженных на валы. За счет этого направление передачи крутящего момента не изменяется, как в червячном механизме. Устройства этого типа могут применяться как для повышения, так и снижения крутящего момента. Зачастую в их конструкции применяются промежуточные шестерни, чтобы пройти более точную коррекцию передаточного числа.
Чтобы зубчатые редукторы были действительно эффективными, в них применяется набор шестерен, расположенных ступенями. Такие устройства называют ступенчатыми. Первая пара выполняет преобразование крутящего момента в одно значение, после нее оно передается с другим и т.д. Естественно подобные сложения всегда влекут за собой снижение надежности и простоты ремонта. Подобные устройства могут иметь различные габариты, даже весьма компактные, несмотря на большой набор деталей
Планетарный редуктор
Имеет существенные отличия от обычного зубчатого и червячного. Его особенность в соосности входящего и выходящего потока мощности. Внутри корпуса редуктора имеются зубья. Данная деталь называется корончатая шестерня. Это обеспечивает сцепку с тремя, четырьмя или более сателлитными зубчатками. Те в свою очередь соединяются между собой водилом. При вращении они раскручивают центральную шестерню, называемую солнечной.
Существуют различные конфигурации планетарного редуктора, у которых в качестве опорного звена применяется:
Коронная шестерня.
Солнечная шестерня.
Водило.
На практике можно использовать в качестве ведущего и ведомого любое звено планетарного редуктора. Однако в зависимости от применяемого варианта, рабочие качества механизма меняются. Такие устройства используются на гусеничной технике, грузовых машинах, больших лебедках, в конструкции автомобильного стартера.
Реверсивное движение
Специфика механики работы редуктора подразумевает, что при раскручивании ведущей шестерни в одну сторону, ведомая вращается в противоположную. Во многих случаях это не имеет никакого значения, или решается дальнейшей модернизацией механизма, принимающего передаваемый крутящий момент.
Если реверсивное движение является неприемлемым, для решения этой проблемы редуктор предусматривает промежуточную шестерню. Она сцепляется с ведущей, и в результате воздействия оборачивается в противоположном направлении. После этого уже в паре с ведомой крутит ее наоборот. Таким образом, направление вращения на выходе с редуктора получается такое же, как и на входе.
Применение промежуточной шестерни никак не влияют на конечное передаточное число, при условии их правильного расчета. Также при корректировке на них количества зубьев, можно менять фактические параметры редуктора, уменьшая ведомую зубчатку для компактности механизма.
Нередко в конструкции редукторов можно встретить целый ряд из промежуточных шестерен в непарном количестве, хотя на практике достаточно одной зубчатки. Увеличение их количества вызвано необходимостью удлинения передачи, к примеру, если требуется, чтобы ведомый вал расположился с большим выносом в сторону относительно ведущего.
Также в редукторах может использоваться увеличенное количество промежуточных шестерен разного размера с целью отбора от каждой из них крутящего момента с определенной угловой скоростью. Это требуется для функционирования вспомогательных механизмов. К примеру, с одной из зубчаток может сниматься вращение для работы маслонасоса принудительной смазки и т.д.
Похожие темы:
Полиспаст. Виды и устройство. Применение и особенности
Блоки и ролики. Виды и применение. Особенности и отличия
Шарниры. Виды и применение. Принцип работы и особенности
Как написать Redux Reducer
Адам Гаррет-Харрис
Адам Гаррет-Харрис
15 октября 2019 г.
5 мин.
27 000 Вид
октября 15,
9 9000 5 мин.
27 627 Просмотров
Веб-разработка
Введение
Введение
В Redux редуктор — это чистая функция, которая выполняет действие и предыдущее состояние приложения и возвращает новое состояние. Действие описывает, что произошло, и задача редуктора — вернуть новое состояние на основе этого действия.
1(previousState, action) => newState
js
Это может показаться простым, но это должна быть чистая функция без побочных эффектов.
Pure Function
Чистые функции Невозможно Делать любое из следующего:
Доступ к глобальным переменным
Глобальные переменные
Mintate свои аргументы
Выполните побочные эффекты (например, Make API).
Вызов любой другой нечистой функции (например, даты и случайных функций)
Действия
Действия — это объекты, которые имеют свойство типа и любые другие данные, необходимые для описания действия. Например, приложение чата может иметь такое действие:
Это может показаться многословным, но полезно сохранить файл с именем action.js для экспорта всех типов действий в виде строк.
1export const CHANGE_USERNAME = 'CHANGE_USERNAME'
js
Затем вы можете импортировать их в reducer.js , чтобы случайно не ошибиться в имени действия.
1import { CHANGE_USERNAME } from './actions'
js
Редуктор
Редюсер принимает два параметра: состояние и действие . Вам нужно иметь начальное значение, чтобы при первом вызове Redux редуктора с undefined , он вернет initialState . Затем функция использует оператор switch , чтобы определить, с каким типом действия она имеет дело. Если есть неизвестное действие, то оно должно вернуть состояние , чтобы приложение не потеряло свое текущее состояние.
1const начальное состояние = {
2 имя пользователя: '',
3 сообщения: [],
4}
5
Редуктор 6 функций (состояние = начальное состояние, действие) {
7 переключатель (действие.тип) {
8 случай CHANGE_USERNAME:
9 вернуться {
10 ...состояние,
11 имя пользователя: action.username,
12 }
13 по умолчанию:
14 состояние возврата
15 }
16}
js
Давайте посмотрим на оператор return в этом редукторе:
1return {
2 ...состояние,
3 имя пользователя: action.username,
4}
js
Мы возвращаем совершенно новый объект, а не пытаемся изменить его состояние. Затем мы используем оператор распространения для создания копии состояния. Затем мы переопределяем свойство username новым значением из action.username .
Добавление в массив
Вы можете добавить столько операторов case, сколько вам нужно. Давайте напишем еще один для добавления нового сообщения.
1Редуктор функции (состояние = начальное состояние, действие) {
2 переключатель (action.type) {
3 дело CHANGE_USERNAME:
4 возврат {
5 ...состояние,
6 имя пользователя: action.username,
7 }
8 случай ADD_MESSAGE:
9 вернуться {
10 ...состояние,
11 сообщений: [
12 ...состояния.сообщения,
13 {
14 пользователей: state.userId,
15 сообщение: action.message
16 },
17],
18 }
19 по умолчанию:
20 состояние возврата
21 }
22}
js
Здесь делаем что-то похожее на первый случай. Возвращаем новый объект и распространяем внутри него state . Затем мы переопределяем сообщения и присваиваем ему значение нового массива, , но , мы хотим сохранить все существующие сообщения, поэтому мы распространяем внутри него state. messages . Затем добавляем в конец массива новый объект с пользователем из состояния и сообщением из действия.
Заключение
Я привел примеры изменения состояния путем изменения строки и добавления к массиву, но в редюсере можно делать гораздо больше вещей, которые могут стать очень сложными. Вы можете удалить элемент из массива (с Array.slice и оператора расширения), изменить несколько элементов в массиве (с помощью Array.map ), удалить несколько элементов из массива (с помощью Array.filter ) или удалить несколько элементов из объекта (с помощью Object.keys , .filter() и .reduce() ).
Только не забудьте сохранить его в чистоте и не мутировать состояние. И поскольку это чистая функция, вы можете легко протестировать свой редьюсер.
Об авторе
Я программист полного цикла и ведущий подкаста BookBytes. Вы можете подписаться на меня в Твиттере.
Что такое Редуктор? | Цилиндрический редуктор, конический редуктор, конический и цилиндрический редуктор, червячный редуктор, планетарный редуктор
Благодаря постоянному развитию современных технологий выходная мощность оборудования, такого как двигатели внутреннего сгорания и моторы, становится все сильнее и сильнее. Для достижения полной эффективности этих источников питания в них встроены редукторы.
Что такое редуктор?
Механический редуктор представляет собой независимое закрытое передаточное устройство между основным источником энергии и рабочей машиной, используемое для снижения скорости и увеличения крутящего момента для удовлетворения потребностей различных машин.
Для промышленного производства основной функцией редуктора является замедление работы машин, то есть снижение скорости машин. Уменьшение скорости, в свою очередь, увеличивает крутящий момент. Он используется вместе с электродвигателями, двигателем внутреннего сгорания и другими высокоскоростными источниками энергии. Входной вал, на котором установлена шестерня с малым числом зубьев, находится в зацеплении с шестерней выходного вала, имеющей большее число зубьев. Когда входной вал вращается с высокой скоростью, движение передается на выходной вал, который вращается с меньшей скоростью.
Редуктор имеет широкий спектр применения в промышленности. Редуктор используется для замедления и увеличения крутящего момента, поэтому он широко используется в оборудовании для преобразования скорости и крутящего момента. Например, зубчатые редукторы можно увидеть почти во всех типах механических трансмиссий, от транспортных средств, кораблей, автомобилей, локомотивов и тяжелой техники, используемой в строительстве. Он также используется в машиностроении, например, для обрабатывающих станков и автоматизированного производственного оборудования, а также для обычных бытовых приборов, часов и часов.
Обзор принципа действия редуктора
Редуктор представляет собой тип трансмиссии. Принцип заключается в том, чтобы задействовать электродвигатель, двигатель внутреннего сгорания или другой высокоскоростной источник энергии через зубчатый механизм для снижения скорости вращения машинного устройства. Отношение числа зубьев на большой шестерне к числу на малой шестерне является передаточным числом (передаточным числом).
Редуктор может состоять из любого из множества зубчатых колес, таких как червячная передача, циклоидная передача, планетарная передача и т. д., и обычно заключен в какой-либо жесткий корпус. По форме зубчатые колеса можно разделить на цилиндрические, конические и коническо-цилиндрические. Трансмиссию можно разделить на редуктор расширительного, прямоточного и соосного вала. Редукторы также можно разделить на одноступенчатые и многоступенчатые по количеству ступеней трансмиссии.
Разница между мотор-редуктором и редуктором
Мотор-редукторы, также известные как мотор-редукторы и мотор-редукторы, представляют собой модульные комбинации. Они сочетают в себе двигатель и редуктор.
Электродвигатели имеют различную скорость, которая обычно соответствует количеству полюсов в двигателе. Например, выходная скорость двигателя с 4 полюсами, использующего источник питания 60 Гц, будет составлять около 1800 об/мин, 6 полюсов — около 1200 об/мин, 8 полюсов — около 900 об/мин. Двигатели с большим числом полюсов дороже, работают медленнее и имеют более высокий крутящий момент. Поскольку в обычных двигателях обычно используется 4 полюса, вместо покупки более дорогого двигателя с большим количеством полюсов можно использовать 4-полюсный двигатель вместе с редуктором, чтобы получить ту же скорость и крутящий момент, что и у двигателя с большим количеством полюсов. Редукторы, используемые для этой цели, обычно имеют относительно небольшие размеры.
Преимущества использования редукторов
Если для некоторых видов работ требуется высокий крутящий момент, вам может потребоваться увеличить мощность двигателя или использовать двигатель с более высоким током. Это увеличит общую стоимость системы. Размер двигателя также будет больше, что увеличит потребность в пространстве для оборудования. Но если используется редуктор, крутящий момент можно увеличить без необходимости вкладывать средства в более крупный двигатель и лишь с небольшим увеличением размера системы.
Распространенные типы редукторов
Одноступенчатый цилиндрический редуктор:
Одноступенчатый цилиндрический редуктор подходит для передаточного отношения 3~5:1. Зубья шестерни могут быть прямыми, спиральными или в форме елочки. Коробка передач обычно изготавливается из чугуна или сварных стальных листов. Обычно используются роликовые подшипники, а подшипники скольжения используются только при больших нагрузках или чрезвычайно высоких скоростях.
Двухступенчатый цилиндрический редуктор:
Двухступенчатые цилиндрические редукторы делятся на три типа: цилиндрический редуктор расширительного типа, цилиндрический редуктор разъемного типа и цилиндрический редуктор коаксиального типа, и подходят для передаточных чисел 8-40.
Тип расширения: Высокоскоростные или низкоскоростные косозубые шестерни с длинными валами. Поскольку входной и выходной концы крутящего момента находятся далеко от зоны зацепления шестерни, а из-за асимметричного расположения шестерни относительно подшипника возникает неравномерное распределение нагрузки по ширине зуба, вызванное изгибом и деформацией вала. Для уменьшения неравномерности распределения по шестерням требуется высокая жесткость вала. Наиболее широко используется простая структура.
Тип ответвления: обычно используется для высокоскоростных приложений. Поскольку шестерни расположены симметрично, их можно использовать там, где усилие на шестерню и подшипник будет большим. Чтобы общая осевая сила на валу была меньше, направления спирали двух пар шестерен должны быть противоположными. Эта конструкция более сложная, и ее часто применяют в местах с большой мощностью и переменными нагрузками.
Коаксиальный тип: осевой размер редуктора больше, промежуточный вал длиннее, а жесткость низкая. Когда глубина погружения в масло двух больших шестерен одинакова, грузоподъемность высокоскоростных шестерен не может быть использована полностью. Эти шестерни часто используются в местах, где входной и выходной валы соосны.
Одноступенчатый конический редуктор:
Одноступенчатый конический редуктор подходит для передаточного отношения 2~4:1. Передаточное отношение не должно быть слишком большим, чтобы размер конического зубчатого колеса оставался низким и чтобы облегчить передачу нагрузки. Конические редукторы используются в трансмиссиях, где две оси пересекаются перпендикулярно.
Редуктор конический и цилиндрический:
Конические и цилиндрические редукторы подходят для передаточных чисел 8-15:1. Эти шестерни лучше всего подходят для высокоскоростных приложений, где используются конические шестерни небольшого размера. Конические шестерни могут иметь прямые или криволинейные зубья. Цилиндрические шестерни обычно изготавливают с косозубыми зубьями, которые могут компенсировать часть осевой силы конических шестерен.
Червячный редуктор:
Существуют в основном цилиндрические червячные редукторы, дуговые тороидальные червячные редукторы, конические червячные редукторы и червячные редукторы, среди которых наиболее часто используются цилиндрические червячные редукторы.
Уникальная торцовочная пила «2 в 1» сочетает в себе свойства отрезного и настольного станка, то есть позволяет ровно обрезать заготовки под прямым углом и любым произвольным углом до 45 градусов, а также как настольной пилой можно обрезать кромку доски, раскроить лист фанеры, равно отрезать пластиковый сайдинг, оцинкованный стальной лист, и профлист.
ВИДЕО здесь:https://www.youtube.com/watch?v=4VS_FtPSdVY
Новая высокопроизводительная, полностью переработанная, флагманская модель R255SMS-DB.
Раздвижная торцовочная пила с двойным скосом и полотном 255 мм (10 дюймов) с твердосплавными напайками, способная резать древесину даже с вбитыми гвоздями, листовую низкоуглеродистую сталь толщиной 6 мм, алюминий и многое другое.
Это последняя и самая большая модель в профессиональной линейке торцовочных пил Evolution, которую многие ждали уже несколько лет, с тех пор как в 2015 году была выпущена первая и самая маленькая торцовочная пила семейства R210CMS.
Более подробную информацию по характеристикам всего модельного ряда торцовочных пил можно найти здесь.
Те, кто знаком с моделью Evolution RAGE3-B, (предшественницей) R255SMS-DB, наверняка поняли, что означает DB. Это, конечно же, Double Bevel или Двойной Срез.
Double Bevel означает, что вы можете наклонять головку пилы как влево, так и вправо на угол до 45 градусов. Это ускоряет контроль заготовки, увеличивает время производства и обеспечивает плавное, точное коническое и комбинированное пиление под любым углом.
Например, при резке плинтуса вам, скорее всего, придется резать одну и ту же деталь дважды. Один раз слева и один раз справа. Для тех, у кого торцовочная пила с одним скосом, это означает, что вам придется перевернуть плинтус и выровнять две части друг с другом. Это не всегда просто, как может показаться. Функция двойного скоса быстро становится удобной и аккуратной функцией, которую стоит иметь при выполнении нескольких косых резов за день работы.
В сочетании с 10-дюймовым лезвием с поперечным резом 300 мм x 80 мм и высокомоментным двигателем мощностью 2000 Вт, это серьезный комплект по абсолютно низкой цене. В настоящее время он доступен в нашем официальном дилерском магазине, так же хотелось бы отметить что эта модель дешевле, чем её предшественник RAGE3-DB.
Почему? Потому что в Evolution мы заново изобрели торцовочные пилы и способы их упаковки. В отличие от RAGE3-DB, R255SMS-DB поставляется в упаковке из 3 частей — головки, направляющих и основания. Это означает, что размер упаковки теперь на 50% меньше. Ее легче переносить, она также помещается в багажник автомобиля.
Пила более эффективна и экономична при производстве, транспортировке в контейнерах, доставке курьерами и хранении на ограниченных полках. Учитывая все эти факторы, а также то, что сама пила стала более совершенной, точной и эргономичной, можно предложить R255SMS-DB по цене, которая соответствует остальному семейству торцовочных пил Evolution.
Но что еще отличается?
Более подробные характеристики и спецификации модели в нашем каталоге или по ссылке: R255SMS-DB .
Меня зовут Антон Пальчиков, специалист по пилам компании НА ВСЕ СЛУЧАИ, официального дилера пил Evolution, надеюсь, вы нашли эту страницу полезной.
Все отзывы приветствуются, оставляйте комментарии ниже.
American Express
Фильтры
10 дюймов
14 дюймов
7-1/4 дюйма
10 футов
13 футов
6 футов
Строительство
сделай сам
Изготовление
Алюминиевое лезвие
Алмазный клинок
Лезвия для резки металла
Клинок из мягкой стали
Мультиматериальный клинок
Лезвие из нержавеющей стали
Тонкий стальной клинок
Деревянный клинок
11-3/4 дюйма
8-1/4 дюйма
промышленный
Профессиональный
3 года
Мешок для пыли
Премиум клинок
Верхний зажим
45˚
Двойной скос 45˚- 45˚
Одинарная фаска 0˚- 45˚
2-1/4 дюйма
3-1/2 дюйма
3-1/8 дюйма
5-1/8 дюйма
10 ампер
15 ампер
от 150 до 200 долларов
от 200 до 250 долларов
от 350 до 400 долларов
Снято с производства
В наличии
Новый
Отремонтированный
Пучок
Отбивная пила
Торцовочная пила
Показаны 1 — 5 из 5 товаров
Фильтры
10 дюймов
14 дюймов
7-1/4 дюйма
10 футов
13 футов
6 футов
Строительство
сделай сам
Изготовление
Алюминиевое лезвие
Алмазный клинок
Лезвия для резки металла
Клинок из мягкой стали
Мультиматериальный клинок
Лезвие из нержавеющей стали
Тонкий стальной клинок
Деревянный клинок
11-3/4 дюйма
8-1/4 дюйма
промышленный
Профессиональный
3 года
Мешок для пыли
Премиум клинок
Верхний зажим
45˚
Двойной скос 45˚- 45˚
Одинарная фаска 0˚- 45˚
2-1/4 дюйма
3-1/2 дюйма
3-1/8 дюйма
5-1/8 дюйма
10 ампер
15 ампер
от 150 до 200 долларов
от 200 до 250 долларов
от 350 до 400 долларов
Снято с производства
В наличии
Новый
Отремонтированный
Пучок
Отбивная пила
Торцовочная пила
Меню
Evolution Rage R255SMS 10-дюймовая торцовочная пила TCT для резки различных материалов Честный обзор
Evolution представляет новую торцовочную пилу с одним скосом для резки различных материалов с торцовочной пилой Rage R255SMS 10 ″ TCT для резки различных материалов. внимательно изучите его функции и производительность и дайте мой честный обзор.0003
Раскрытие этических норм:
Компания Evolution была настолько любезна, что бесплатно предоставила для ознакомления торцовочную пилу Evolution Rage R255SMS 10″ TCT для резки различных материалов. Как и во всех моих обзорах, мне не платят, не спонсируют и я не обязан давать положительный отзыв. Этот обзор является моим мнением о продукте, основанным на моем использовании и знаниях, и мой обзор будет отражать то, что мне нравится и не нравится в продукте. Я сделаю все возможное, чтобы предоставить вам непредвзятый обзор.
Характеристики производителя:
Технология резки нескольких материалов. Одна пила, одно полотно режет все.*
Точная резка с функцией скольжения 11-13/16 дюймов, регулируемой глубиной резки и точным лазерным наведением.
Гладкая, прямоугольная, надежная резка различных материалов. Резка низкоуглеродистой стали без нагрева, без заусенцев и практически без искр.
Мощный 15А с высоким крутящим моментом, оптимизированный редуктор и система лезвий увеличивают срок службы двигателя и лезвий, позволяя легко резать различные материалы.
Выполняйте точную поперечную резку, резку под углом, резку под углом и комбинированную резку с регулируемыми настройками точности.
Обрезка с точностью +/- 0,5˚ с наклоном фаски 0–45° и углами скоса 50–50˚ с быстрым щелчком ограничители скоса в положениях 0˚, 15, 22,5, 30 и 45˚ слева и справа.
Впечатляющий размер 11-13/16 x 3-9/16 дюймов макс. Возможность поперечной резки позволяет резать стойки размером 4 x 4 дюйма.
Двусторонний, эргономичный, горизонтальный спусковой крючок с удобной рукояткой борется с повторяющимся напряжением.
Совместим с подставкой для торцовочной пилы Evolution, что дает вам полный контроль и позволяет легко резать точные повторяющиеся длины на широких и длинных материалах.
Эволюция 10 дюймов. Алмазный диск также можно использовать для резки керамической плитки и декоративного камня (продается отдельно).
2500 об/мин, скорость без нагрузки
длина кабеля 10 футов
Вес 34 фунта
плавный пуск
Мои мысли о функциях:
Многоцелевая торцовочная пила Evolution Rage R255SMS 10″ TCT — это не обычная торцовочная пила, поскольку она может резать несколько типов материалов, помимо дерева, таких как металлы, плитка, камень, кирпич, ПВХ и другие. Хотя вы можете нарезать полотно по металлу или алмазное полотно на обычной торцовочной пиле, это не то же самое, что торцовочные пилы Evolution, потому что их торцовочные пилы разработаны с нуля для дополнительных требований резки металла. Их двигатели специально разработаны для жестких требований резки металла, скорее всего, за счет добавления дополнительного крутящего момента и снижения оборотов, чтобы лучше соответствовать выполняемой работе. Вот почему эта торцовочная пила Evolution имеет более низкую, чем средняя, скорость без нагрузки 2500 об / мин, что лучше подходит для резки металла. Этой скорости достаточно для других целей, таких как резка дерева, и она отлично подходит для резки дерева. Двигатель — не единственное, что было разработано с нуля для высоких требований резки металла, так как оба кожуха лезвия были усилены для этого применения.
Если не считать двигателя, редуктора и защиты диска, эта Evolution выглядит и ощущается как любая другая торцовочная пила по дереву. Это неплохо, так как пользователи будут чувствовать себя как дома с многоцелевыми торцовочными пилами Evolution.
Что касается других функций, эта модель имеет множество функций или отсутствие функций, которые вы найдете на торцовочной пиле начального уровня, таких как возможность одиночного скоса, встроенный лазерный прицел, угол наклона до 50 градусов влево и справа: удлинители стола, одинарный зажим для материала и поворотная ручка блокировки под углом.
Только левая направляющая может выдвигаться, пока правая направляющая находится в фиксированном положении. Я заметил, что предыдущая 10-дюймовая скользящая торцовочная пила Rage 3 10″ от Evolution нуждалась в резиновых ножках и удалении блока под поворотной ручкой угла скоса, если вы хотели разместить эту пилу на подставке для торцовочной пилы, однако это уже не так. на этой новой модели Rage. Из коробки он готов к установке на подставку без каких-либо доработок.
Основание пилы изготовлено из более тонкого металла, достаточно толстого, чтобы удерживать форму, но не такого толстого, как основание торцовочной пилы Dewalt, Bosch, Makita или Milwaukee. Из-за более тонкого калибра, используемого в пиле Evolution, она намного легче, чем пила аналогичного размера от профессионального бренда, и весит всего 34 фунта, что делает ее очень удобной для переноски и использования.
Мощность горизонтального и вертикального пропила:
Будучи торцовочной пилой, она может скользить и резать материал до 11-13/16 ″ горизонтального реза, что означает, что она может резать до 2×12 пиломатериалов. Его вертикальная мощность составляет 3-9/16″, чего достаточно для распила 4-х пиломатериалов.
Сборка Требуется перед использованием:
Перед началом использования пилу необходимо собрать. Это не сложно и очень просто, поскольку инструкции помогут вам на каждом этапе пути.
Производительность:
Мощность резания:
Так же, как и предыдущая модель Rage 3, которую я рассматривал несколько лет назад, новая модель Rage 10″ способна резать все, что я бросал ей, от мягкой до твердой древесины. , к металлу, к кирпичу и все между ними. Даже при самых требовательных разрезах он не увязал и резал в быстром темпе. Ни в коем случае не уступает в производительности.
Но производительность — это нечто большее, чем грубая режущая способность. Есть и другие вещи, которые следует учитывать, такие как сбор пыли, вибрация и точность, которые мы рассмотрим ниже.
Еще одним преимуществом использования лезвия для резки металла с твердосплавными наконечниками является то, что при резке не возникает искр, а сами разрезы намного холоднее и не сильно нагреваются. Металлические обрезанные концы можно обрабатывать вскоре после резки, и они не достаточно горячие, чтобы причинить какие-либо повреждения. Просто не забудьте надеть одежду с длинными рукавами и полнолицевую маску при резке металла, так как в вас будет лететь горячая металлическая стружка.
Вибрация и качество реза:
При резке мягкой и твердой древесины с очень ровным пропилом проблем с вибрацией не было, однако входящее в комплект полотно из нескольких материалов оставляет много осколков на концах реза. Это было не так уж важно, однако в некоторых проектах, которые я делал, например, когда я делал деревянный держатель микрофона, мне пришлось потратить немного больше времени на шлифовку осколков, чтобы вернуть гладкую рабочую поверхность. Для грубой конструкции сколы не представляют никакой проблемы. При резке металла все было наоборот, с более гладкими краями, но с сильной вибрацией по всему разрезу. Это, скорее всего, связано с комбинацией медленных оборотов и большого разброса зубьев лопастей. Также может быть из-за того, что пила недостаточно тяжелая. Когда дело дошло до резки кирпича дополнительным алмазным диском, разрез был гладким с минимальной вибрацией на протяжении всего разреза.
Сбор пыли:
Эта торцовочная пила поставляется с мешком для сбора пыли и портом для вакуумного шланга. Без подключенного пылесоса сбор пыли невозможен, а опилки и кирпичная пыль летят повсюду. Когда подключен пылесос, особой разницы нет, так как пыль летит повсюду. Это связано с тем, что непосредственно за лезвием нет кожуха, который бы направлял пыль обратно в верхний защитный кожух лезвия и через вакуумный порт, поэтому большая часть пыли уходит за лезвие. Единственный раз, когда я заметил, что вакуум имеет значение, был при резке более высоких пиломатериалов, таких как пиломатериалы 4x, у которых верхний защитный кожух лезвия находится на более близком расстоянии к верхней части материала, что помогает с некоторой мощностью вакуумного всасывания. Это работало хорошо для большей части разреза, за исключением последней части разреза. Окончательный вердикт: эта пила не подходит для использования в помещении, даже если она подключена к пылесосу, так как у вас будет комната, полная пыли в кратчайшие сроки. Эта торцовочная пила Evolution лучше подходит для использования вне помещений.
Точность по умолчанию:
Не все торцовочные пилы точны сразу после распаковки и требуют калибровки, чтобы резать точные углы. Я проверил точность этой пилы с помощью угольника, чтобы увидеть, было ли лезвие квадратным под прямым углом 90 градусов по вертикали (скос), и оно было точным и совершенно точным для пропилов сверху вниз и не требует калибровки. Что касается лезвия, выровненного с задним ограждением (точность лезвия Mitre спереди и сзади), оно было превосходным. Это было не идеально, но настолько близко, что если бы вам не требовалась идеальная точность, я бы просто оставил ее в покое. Однако ваш пробег может варьироваться, поэтому я бы посоветовал проверить точность пилы из коробки, чтобы увидеть, выровнена ли она в обоих направлениях. Линия лазерного прицеливания также была должным образом откалибрована прямо из коробки и точно совпадает с линией разреза. Однако это не учитывает толщину лезвий, как система светодиодной линии прицеливания. Лазерная линия также не очень видна, когда на улице очень ярко.
Особенности пилы:
У этой пилы было несколько особенностей, о которых я хотел упомянуть. Во-первых, эта пила оснащена плавным пуском, поэтому пила не дергается при запуске, однако плавный пуск настолько медленный, что кажется, что с пилой что-то не так. Однако именно так работает пила. Не нужно беспокоиться, так как более медленный, чем обычно, плавный пуск является нормальным для этой торцовочной пилы Evolution и имеет такой же необычно медленный пуск, как и модель Rage 3, которую я рассматривал несколько лет назад. Еще одна особенность, которую я заметил, заключается в том, что после того, как пила разгоняется до полной скорости, двигатель останавливается на долю секунды прямо перед тем, как вы сделаете разрез. Я также подумал, что с пилой что-то не так, когда впервые заметил это, но это кажется нормальным для этой пилы. Я не уверен, почему он это делает, но я бы не беспокоился об этом.
Возможности для улучшения:
Несмотря на то, что она включает в себя зажим для материала, который можно разместить за левой и правой направляющими, вы не можете разместить зажим с правой стороны и использовать пилу, так как двигатель врезается в зажим, препятствуя резке. . Это кажется ужасным упущением в конструкции пилы, в основном делающим размещение зажима с правой стороны бессмысленным. Инженеры должны были разместить двигатель подальше от оси лезвия и отодвинуть его дальше назад, чтобы он не мешал зажиму материала. Они могли бы легко переместить двигатель дальше назад с помощью приводного ремня, как это видно на торцовочных пилах Dewalt.
Следующая проблема заключается в том, что иногда при резке 4х пиломатериалов нижний кожух диска зацепляется за передний верхний край пиломатериала. Это происходит не постоянно, и иногда это хуже, чем в другие времена, но было достаточно часто, чтобы об этом говорить.
В задней части пилы есть встроенное отделение для шестигранного ключа, который используется для замены полотна, однако резиновая втулка, которая используется для фиксации шестигранного ключа, может легко выскользнуть. Не большая проблема, а небольшое раздражение.
Заключительные мысли:
В целом, эта пила является хорошим выбором для тех, кому нужна торцовочная пила, которая также может резать металл. Это лучший выбор, чем просто установка лезвия для резки металла на обычную торцовочную пилу, поскольку обычные торцовочные пилы не предназначены для резки металла. Во всяком случае, вы рискуете преждевременно сжечь их двигатели из-за дополнительных требований к крутящему моменту при резке металла.
Эта пила разработана как универсальная пила, однако есть несколько особенностей и возможностей для улучшения, упомянутых выше, которые не позволяют считать ее «идеальной» торцовочной пилой.
Архитектура — создание уникальных предметов интерьера
В области архитектуры и дизайна очень активно используются 3D технологии. При этом возможностями 3D печати в данной сфере пользуются крупные компании и мелкие бюро по всему миру. Все дело в том, что 3D печать произвела настоящую революцию в макетировании, дизайн-проектировании и изготовлении различных креативных объектов. А современные 3Д принтеры способны создавать малые архитектурные формы и даже ведутся разработки в области 3Д печати домов и сооружений (архитектура). В нашей компании большой парк 3Д принтеров, которые печатают по разным технологиям. Мы готовы решить задачи любой сложности и напечатать практически любой трехмерный объект, смоделированный в CAD-программе.
Создание архитектурных элементов
При помощи 3D принтера можно печатать малые архитектурные формы и отдельные архитектурные элементы. Как правило, с этой целью используется 3D принтер, печатающий гипсовым композитом. Это весьма актуально в ландшафтном дизайне.
Создание макетов зданий
Большую роль в архитектурном деле играет макетирование. Именно так можно реально оценить все характеристики, внешний и внутренний вид будущего сооружения. С помощью архитектурных макетов проводятся презентации, благодаря чему находятся инвесторы для проектов строительства. Поэтому очень важно, чтобы макет был выполнен очень качественно. Вместе с тем это весьма трудозатратный процесс, особенно если его выполнять в классическом ручном режиме (архитектура). 3Д принтеры позволяют напечатать высокодетализированный качественный архитектурный макет за считанные часы. При этом может использоваться технология FDM, а для мелкодетализированных объектов стереолитография. Также часто используется полноцветная печать гипсовым полимером.
Реставрация
В сфере реставрации объектов архитектурного наследия 3D печать позволяет добиться идеального соответствия оригиналу. При этом возможны 2 подхода:
3D печать непосредственно архитектурного элемента;
3D печать точной модели архитектурного элемента с последующим изготовлением на базе модели формы для отливки изделия из бетона.
Если раньше все зависело только от мастерства работника-реставратора (архитектура), то сейчас меньшими временными и трудозатратами можно добиться максимального эффекта и точности.
Создание уникальных предметов интерьера
Еще одна отрасль использования 3D печати – интерьерный дизайн. Посредством 3D печати можно создавать самые необычные и уникальные предметы интерьера. Это может быть:
предметы мебели;
оригинальные статуэтки и аксессуары;
светильники;
функциональные элементы и многое другое.
Ассортимент материалов и технологий позволяет выбрать оптимальный вариант, а ограничений по моделированию практически не существует.
3D принтер – это довольно дорогое удовольствие. Но чтобы воспользоваться возможностями 3D печати в архитектурно-дизайнерской сфере вовсе необязательно покупать 3D принтер. Просто воспользуйтесь профессиональными услугами печати!
В нашей компании вы можете заказать печать архитектурных макетов и элементов, предметов интерьера, объектов для реставрации. Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России.
Чтобы заказать 3D печать, необходимо предоставить файл в формате STL на адрес электронной почты: [email protected], в котором будет содержаться информация о смоделированном в CAD-программе объекте.
Цена 3д печати, и как самостоятельно рассчитать стоимость 3д печати / Хабр
Несмотря на рост популярности 3д печати, расчёт цены услуги по 3д-печати думаю для многих остаётся загадкой. В этом посте я постараюсь (на базе личного опыта) показать простой способ расчёта примерной стоимости 3д печати, на примере бесплатной программы для 3д печати — Cura (для этого наличие 3д принтера совсем не обязательно). Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати.
Предположим, вы где-либо нашли (или создали сами) интересную модель для 3д печати, теперь вы хотите определиться приблизительно с её стоимостью (в зависимости от размера и т.п.) — то есть оценить сколько потребуется пластика и сколько времени займёт печать.
Основной расходный материал при 3д печати, это очевидно сам пластик, поэтому самой первой составляющей стоимости напечатанной модели является её вес. В программе Cura — вес потраченного пластика рассчитывается автоматически.
Установка программы
Cura — это программа созданная разработчиками 3д принтера Ultimaker, она бесплатна и open-source, архитектурно состоит из Python GUI, и CuraEngine — первая представляет собой GUI интерфейс, а вторая служит для перевода 3д модели в GCode команды для 3д принтера (по сути ЧПУ станок).
Cura может работать с любым RepRap совместимым 3д-принтером (не только с Ultimaker). Так же поддерживает расширение посредством плагинов написанных на Python.
Для установки Cura вам необходимо скачать её с официального сайта — http://software.ultimaker.com/. Текущая версия 14.06 доступна для Win, Mac, Linux.
При установке будет запрошен путь куда устанавливать программу, и поддерживаемые форматы (по умолчанию STL — можно оставить).
В конце установки будет предложено установить драйвер Arduino (Device Driver) — можно не устанавливать.
Настройка принтера
При первом запуске Cura попросит выставить модель 3д принтера. Как правило это характеристики рабочей зоны печати (ширина, глубина, высота), количество сопел, подогрев подложки:
Так как мы не будем 3д-печатать, а только просматривать — то можно оставить по-умолчанию выбранный Ultimaker2 принтер, а вот галочку о посылке анонимной информации об использования — можно сбросить, если нет желания об анонимной активности ПО.
Интерфейс
После будет стартовано само приложение, вот так оно выглядит по-умолчанию:
Слева отображаются настройки печати, справа — рабочая зона печати, где по-умолчанию находится моделька символ Ultimaker принтер.
И так же вверху мы видим необходимые для нас данные — время печати и расход пластика. Но попробуем добавить немного понимая процесса — и настроим параметры от которых зависит 3д печать.
Загрузка модели
Для того чтобы загрузить другую модель — то можно выделив текущую модель мышкой — нажав Del — удалить, и для загрузки модели нам необходимо открыть файл в формате STL — «File/Load model file…»
После этого модель появится на рабочем поле.
Параметры печати
У 3д печати есть следующие параметры, которые влияют на качество, вес напечатанной модельки и на продолжительность печати:
диаметр сопла
скорость передвижения печатающей головки
толщина слоя (горизонтального)
процент заполнения
толщина стенок
поддержки
Диаметр сопла — как правило от 0.1мм до 0.5мм, будем считать что у нас установлено 0. 3мм.
Скорость передвижения печатающей головки — этот показатель влияет на скорость и качество печати — чем быстрее передвижение головки — тем хуже может получиться печать, чем медленнее тем лучше, но и тем дольше печать — можно оставить 40 мм/с.
Толщина слоя — каждая модель печатается послойно снизу вверх, в зависимости от точности принтера толщина может меняться от 0.05мм до 0.3мм, на практике 0.2мм — вполне достаточно (уменьшение толщины слоя — увеличивает время печати)
Процент заполнения — печатаемая фигура не заполняется на 100% пластиком — как правило в этом нет необходимости, вместо этого она заполняется структурой на подобии сот, и можно указать процент заполнения — вполне нормально 20%. Чем больше заполнение — тем больше расход пластика и увеличение времени печати.
Толщина стенок — 3д модель не содержит в себе информации о толщине стенки — есть информация только о форме, поэтому необходимо указать какой толщины мы хотим сделать стенки (верхнюю, нижнюю и боковые) — это влияет на прочность модели.
Поддержки — это технический элемент — с помощью которого печатаются «навесные» конструкции, после печати они убираются — это влияет на расход пластика и на продолжительность печати — для наших задач оценки — надо включить этот параметр.
Вот пример поддержки (саппортов), при печати Лисы:
Кроме этих параметров — есть ещё дополнительные настройки «тюнинг», но мы их касаться не будем.
Так же отметим (на будущее) — что важным является температура экструдера, и температура подложки — эти параметры не влияют на скорость печати и на расход пластика, но прямым образом влияют на сам факт печати фигуры — т.к. для разных типов пластика (ABS или PLA) — параметры различаются, и выбрав не тот температурный режим — можно либо не напечатать фигуру вообще, либо «забить» головку экструдера. Но для наших текущих задач предварительной оценки (без 3д печати) — эти параметры не важны.
Но сам пластик, из которого будет напечатана модель — имеет значение, т.к. PLA пластик дороже ABS.
Выставим эти настройки — для настройки толщины сопла перейдём во вкладку Advanced.
И выставим 0.3мм на сопло, и 0.22мм на первый слой (для лучшего прилипания):
Далее на вкладке Basic, выставим толщину слоя 0.2мм, толщину боковых стенок 0.6мм (=диаметр сопла * 2), толщину верхних/нижних стенок 0.4мм (два слоя), процент заполнения 20%, скорость печати 40мм/с, так же выставим суппорт — «Touching buildplate», примерно будет выглядеть так:
Настройка модели
По умолчанию Cura автоматически размещает модель в рабочей зоне, и размеры её точно соответствуют тем что были заданы в STL файле.
С помощью Cura интерфейса вы можете:
изменять размеры модели
поворачивать модель
зеркально отображать модель
перемещать её по рабочей зоне печати
Размер модели — вы можете увеличить, или уменьшить модель — это прямым образом влияет на расход пластика и на время печати, к примеру уменьшение/увеличение высоты на 1 см — может изменить время печати на несколько часов.
Поворот модели — поворот модели важен с точки зрения необходимости саппортов, возможно в какой то плоскости модель можно напечатать «как-есть», а в другом варианте — потребуется наличие «саппортов» — что может увеличить расход, и время печати.
Перемещение по рабочей зоне — если модель одна то это не даёт каких либо изменений, но если вы хотите напечатать сразу 6 моделей — то логично надо понимать время которое будет затрачивать 3д головка на перемещение от одной модели к другой.
Всё это можно проделывать в Cura с помощью иконок слева внизу, когда вы нажмете на модели мышкой:
Это соответственно: повороты, изменение размера и зеркальное отображение. Перемещать фигуру по рабочему пространству можно просто с помощью Drag and Drop.
Пример
При каждом изменении параметров — Cura автоматически пересчитывает время печати и вес модельки, в нашем примере получается:
Таким образом печатая ABS — мы получим стоимость модели — 3 руб 60 коп.
На мой взгляд, цена владения 3д принтера не такая уж и высокая — за совсем небольшие деньги можно напечатать уникальные элементы.
Надо отметить, что Cura — это лишь одна из программ используемых для 3д печати, есть множество других как и бесплатных (Repetier-Host) так и поставляемые с 3д принтерами, поэтому эти данные можно использовать только для ориентировочных прикидок.
Цена 3д печати
Конечно ожидать, что цена 3д печати будет равна потраченному пластику мы не можем, это подобно тому, что считать услуги такси — по стоимости потраченного бензина.
Из каких же элементов набирается конечная цена услуги по 3д печати?
1. Тип пластик
2. Цена 3д принтера — продавец включает в 3д печать возврат затраченных средств на покупку 3д принтера
3. Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)
4. Электричество
5. Аренда помещения
6. Обслуживающий персонал — оператор 3д принтера
7. Возможная оптимизация 3д модели перед печатью, и обработка напечатанной модели после
8. Прибыль
Ещё отмечу, что 3д печать, это не одно и то же, что — вставить А4 лист в лазерный принтер, и получить напечатанный текст.
Процесс запуска 3д печати — это настройка множества параметров, контроль, что пластик приклеился на первом слое, а если по какой-то причине первый слой не «схватится» за подложку — то можно считать, что весь пластик будет «намотан» на головку экструдера.
В процессе печати, если габаритная модель, то может произойти небольшая деформация ABS пластика, и к примеру, после 8 часов печати — произойдёт сдвиг точки — и головка экструдера не захватит новый слой за нижний — и модель не будет напечатана.
Может получиться такая «борода»:
Процесс смены цвета пластика — означает замену пластика из экструдера — это может занять до 30 минут.
Так же процесс смены типа пластика — замена ABS на PLA, или обратно — это так же ручная работа, которая должна быть выполнена без ошибок (в настройках нагрева экструдера) — иначе можно испортить головку экструдера. Можно ещё добавить, что у разных производителей ABS и PLA пластика — могут варьироваться рабочие температуры.
Сводная таблица
Параметры которые влияют на окончательное формирование цены:
Параметр
Комментарий
Тип пластика
Базовые — ABS и PLA
Израсходованный пластик
Толщина слоя, процент заполнения, размеры модели, суппорты и т.п.
Время печати
Толщина слоя, процент заполнения, размеры модели, суппорты и т.п.
Инфраструктура
Аренда помещения и т.п.
Потребляемое электричество
Время печати
Амортизация 3д принтера
Цена 3д принтера
Затраты на Оператора 3д печати
Смена пластика, корректировка 3д модели перед печатью, пост-обработка напечатанной 3д модели
Прибыль
В заключение
Услуга 3д печати уже появляются во многих города России: хакспейсы, фаблабы, ЦМИТы, техспейсы, некоторые дистрибьюторы 3д принтеров, фирмы специализирующиеся на 3д печати — предлагают услугу 3д печати.
Тарификация идёт либо по объёму печати, либо по весу, либо по времени печати.
Для примера, в нашем хакспейсе Екатеринбурга MakeItLab — стоимость 3д печати исходит из времени печати, и составляет 100 руб/час — для участников хакспейса, для некоммерческих проектов, что покрывает затраты на обслуживание и расходные материалы.
Как правило в хакспейсах 3д принтер покупается самими участниками, и для участников, поэтому цели коммерческой выходы там нет, и значит цена для участников может быть ниже рыночной.
Как рассчитать стоимость деталей, напечатанных на 3D-принтере
Многие компании и частные лица используют 3D-печать из-за ее простоты в эксплуатации, точности и пригодности для изготовления изделий сложной конструкции. Этот процесс подходит как для промышленных, так и для коммерческих продуктов, и многие люди используют его в DIY или на аутсорсинге для услуг 3D-печати. В любом случае важно учитывать стоимость услуги 3D-печати, прежде чем углубляться в процесс.
На разницу в стоимости влияет множество факторов, и в этой статье будут представлены факторы, влияющие на стоимость услуг 3D-печати, а также показано, как рассчитать и снизить стоимость 3D-печатных деталей.
Что определяет Стоимость услуги 3D-печати ?
Капитал — важное решение при выборе правильной услуги 3D-печати. Поэтому важно знать о нескольких факторах, которые могут определить сумму капитала, которую вы потратите на печать или аутсорсинг вашего проекта. Ниже приведены важные факторы, которые следует учитывать в связи между стоимостью и 3D-печатью.
Цена 3D-принтера
3D-принтеры отличаются друг от друга технологиями, функциями и сложностью, что влияет на стоимость 3D-принтеров и 3D-печатных деталей, качество и количество. Ниже приведены важные факторы, которые вы должны учитывать.
· Различные технологии 3D-печати
3D-печать — это аддитивная технология, которая включает создание 3D-печатного продукта из модели CAD. Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей.
Среди различных технологий, используемых в 3D-печати, некоторые выделяются при сравнении цены и 3D-печати. Одним из них является моделирование плавленым напылением (FDM), которое включает в себя создание деталей путем плавления, экструзии и осаждения термопластичных нитей. 3D-принтеры FDM имеют самую низкую стоимость производства. Другой распространенной технологией является стереолитография (SLA), которая включает использование лазера для отверждения смолы в затвердевший пластик. Технология имеет высокую стоимость из-за высокой точности, прецизионности и универсальности. Другие технологии включают селективное лазерное спекание (SLS) и селективное лазерное плавление и прямое лазерное спекание металлов (DMLS), и они имеют высокую стоимость из-за редкости.
· Стоимость настройки 3D-принтера
Настройка 3D-принтера может оказаться сложной задачей, которую можно выполнить в одиночку, поскольку многие люди не захотят повредить или вызвать неправильные настройки в недавно купленном 3D-принтере. Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить.
Точной цены установки 3D-принтера не существует, поскольку цена зависит от опыта техников и сложности 3D-принтера. Например, цена установки FDM-принтеров колеблется от 200 до 1000 долларов.
· Стоимость эксплуатации 3D-принтера
Чтобы ответить на вопрос, сколько стоит 3D-печать, важно посмотреть на стоимость эксплуатации 3D-принтера. Поясним это на простой иллюстрации.
Предположим, вы решили купить 3D-принтер за 2000 долларов, который вы планируете использовать по 10 часов каждый день в течение 2 лет. Теперь, пренебрегая затратами на ремонт, обслуживание и электроэнергию, посчитаем:
10 часов x 365 дней x 2 года = 7300 часов всего
2000 $ ÷ 7300 = ~ 0,27 $/час
С помощью нашего простого расчета мы можем сделать вывод, что стоимость эксплуатации этого 3D-принтера стоимостью 2000 долларов США составляет 0,27 $/час. В связи с этим 3D-модель, на 3D-печать которой уходит около 3 часов, будет стоить вам примерно (0,27 x 3) 0,81 доллара.
Таким образом, знание фактической стоимости печати 3D-модели является определяющим фактором стоимости услуги 3D-печати.
· Стоимость технического обслуживания
3D-принтеры будут обеспечивать высокое качество печати, но без технического обслуживания их производительность и качество печати ухудшатся. Как и многие другие машины, 3D-принтер нуждается в надлежащем обслуживании. Однако это связано с его стоимостью.
Затраты на техническое обслуживание включают стоимость замены деталей 3D-принтера и очистки таких деталей. В зависимости от деталей и сложности 3D-принтера это может стоить несколько сотен долларов. Например, для принтера FDM стоимость обслуживания составляет от 200 до 500 долларов. Для тех, кто хочет, чтобы эту работу выполняли специалисты, затраты на техническое обслуживание увеличатся, поскольку «эксперт» также будет взимать свою плату.
Материалы для 3D-печати
Количество материалов, используемых для создания прочных 3D-печатей, постоянно увеличивается по мере того, как знания в этой области продолжают развиваться. Это увеличивает гибкость в производстве продуктов, их характеристик и стоимости деталей для 3D-печати. Влияние материалов на 3D-печатные детали и стоимость услуг 3D-печати огромно, поскольку доступность, редкость и т. д. играют огромную роль. Общие материалы, используемые в 3D-печати:
· Порошок и нить
Порошки и нить — самые дешевые и наиболее распространенные виды материалов, используемых в 3D-печати. Это термопласты, т. е. когда вы плавите их, вы можете изменять их форму и переформовывать до тех пор, пока не будет получен желаемый результат.
Неспециалисты и те, кто просто занимается 3D-печатью в качестве хобби, любят использовать эти термопласты (обычно это PLA и ABS), потому что они недорогие. Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей.
· Смола
Смолы, возможно, являются лучшими материалами для 3D-печати, поскольку с ними легко работать, а последующая обработка очень проста. Однако, в отличие от пластиков и нитей, они довольно дороги. Следовательно, работа с ними наверняка повысит стоимость 3D-печатных деталей, а услуги, использующие их, будут стоить дороже.
· Высококачественные материалы
Стоимость услуг 3D-печати вырастает при использовании высококачественных материалов. Высококачественные материалы не всегда доступны и распространены, что приводит к их более высокой цене. Например, работа с такими металлами, как титан, кобальт, алюминий, никель и легированная сталь, очень дорога. Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей.
Размер и сложность 3D-модели
При проектировании 3D-печати 3D-модель необходима для создания точной и точной 3D-печати, поскольку она предоставляет основные детали, необходимые для производственного процесса. После получения 3D-модели легче оценить стоимость 3D-печати или стоимость услуги 3D-печати.
Сложность и размер модели влияют на окончательную цену 3D-печати. Для сложных конструкций может потребоваться точная и точная технология 3D-печати, и это повлияет на стоимость. Понимание сложности и размера 3D-модели поможет предотвратить напрасную трату капитала и времени.
Объем детали
Объем детали определяет количество материала, которое также указывает на технологию печати. Хотя 3D-печать имеет много преимуществ для массового производства, большой объем детали потребует большого количества материалов и более длительного времени печати. Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати.
Постобработка 3D-печатных деталей
После печати продукта многие решения для финишной обработки surface e используются для улучшения качества и функциональности 3D-отпечатков. Эти процедуры постобработки добавляют несколько долларов к стоимости 3D-печатных деталей или услуг 3D-печати. Основные процессы постобработки и их взаимосвязь со стоимостью включают:
· Полировка
Полировка — это процесс постобработки, подходящий для получения максимально гладкой поверхности для 3D-печати. Он включает в себя шлифовку 3D-печати, промывку отпечатков, а затем нанесение полира. Полировка очень дорогая, так как требуется точность размеров и очень умеренный уровень квалификации.
· Гальваническое покрытие
Это включает в себя покрытие 3D-отпечатков определенными металлами, такими как золото или серебро, с помощью электролиза. 3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла.
Гальваническое покрытие подходит для улучшения прочности и внешнего вида 3D-отпечатков. Однако этот процесс очень дорог из-за механизма и металла покрытия.
· Эпоксидное покрытие
Эпоксидное покрытие включает покрытие 3D-отпечатков эпоксидной смолой и отвердителем для повышения их прочности и герметизации пористой части отпечатков. Как правило, это эффективный и дорогостоящий защитный процесс. Стоимость процесса зависит от типа эпоксидного покрытия, которое вы получаете, и от опыта человека, который его наносит.
Стоимость некоторых 3D-печатных проектов
Для 3D-печати детали необходимо знать, как рассчитать стоимость 3D-печатных деталей, или вы можете получить помощь от Калькулятор услуг 3D-печати . Отсюда было бы легко сделать оценку вашего продукта. Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
Средняя цена нити, используемой в 3D-печати, составляет 25 долларов США за килограмм. Имея это и вес объектов для печати, мы можем легко рассчитать стоимость изготовления таких отпечатков. Давайте рассчитаем стоимость 3D-печатных деталей для некоторых распространенных продуктов.
Стоимость печати прототипа
Простой прототип весом 200 грамм будет стоить:
Поскольку стоимость нити составляет 25 долларов США/кг
При переводе в грамм получается 25 долларов США/1000 г = 0,025 доллара США/г
Таким образом, стоимость изготовления этой 200-граммовой нити составит 200 х 0,025 = 5 долларов.
Однако это не всегда так, поскольку прототипы могут быть даже меньше и весить всего 20 г. Точно так же это могут быть и большие предметы, т. е. много килограммов.
Услуга 3D-печати прототипа может стоить дороже в зависимости от размера модели, сложности и опыта команды, занимающейся этим процессом.
Стоимость печати чехла для телефона
Используя в качестве примера чехол для iPhone X, который весит 35 г, мы можем рассчитать стоимость 3D-печати этого чехла для телефона.
Мы умножаем вес чехла для телефона на нашу стоимость печати грамма предмета, 0,025 долл. США/г.
0,025 долл. США/г * 35 = 0,86 долл. США.
Некоторые чехлы для телефонов с мелкими деталями и дизайном, требующие тщательной отделки, безусловно, будут стоить намного дороже.
Стоимость печати маски
Маски наших любимых супергероев бывают разных размеров и дизайнов. В качестве примера возьмем простую маску Бэтмена весом 150 г.
Чтобы рассчитать стоимость 3D-печати такой маски, мы просто умножаем вес на наши 0,025 доллара США за грамм, что является стоимостью 3D-печати грамма объекта.
150 г * 0,025 долл. США/г = 3,75 долл. США.
Стоимость печати кружки
3D-печать предназначена не только для пластиковых деталей, но и для создания кружек. Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм.
250 г * 0,025 долл. США/г = 6,25 долл. США.
Приведенный выше расчет относится к стоимости пластика для владельцев 3D-принтеров. При аутсорсинге стоимость услуги 3D-печати увеличивается в зависимости от сложности и размера модели, постобработки, опыта команды, качества печати и брендинга.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Как снизить стоимость 3D-печати
Стоимость 3D-печатных деталей или услуг 3D-печати зависит от машинного времени и стоимости материалов. Поэтому, чтобы снизить стоимость 3D-печати, вы должны сбалансировать оба аспекта. Ниже приведены несколько обычных и технических способов снизить стоимость 3D-печати.
Используйте более дешевый материал
Как вы уже должны были знать, тип материалов, используемых в вашей 3D-печати, имеет большое значение в общих затратах. Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
Выберите правильный процесс
Различные технологии 3D-печати имеют разную стоимость. Это может быть связано со сложностью машины или материала. Поэтому лучше выбирать технологию в рамках вашего капитала без ущерба для функциональности.
Сохранить материалы для печати
Чем больше 3D-модель, тем выше стоимость услуги 3D-печати. Уменьшение размера модели означает меньший объем, что означает меньшее количество материала, необходимого для печати, и, конечно же, меньшую стоимость. Однако при уменьшении размера модели не следует изменять ее функциональные возможности. Ниже приведены несколько способов уменьшить количество материала:
– Выемка
Для некоторых деталей, напечатанных на 3D-принтере, не требуется полная твердость. Следовательно, выдолбление уменьшит количество используемых материалов, что равносильно снижению затрат.
– Удаление опорных конструкций
Поддержка является неотъемлемой частью изготовления выступающих частей. Однако при этом используется больше материалов, требуется постобработка и удорожается производство. Поэтому вам следует устранить необходимость в поддержке, разработав угол свеса больше 45 0 и разделив модель.
– Уменьшить процент заполнения
Вы также можете снизить стоимость 3D-печати, уменьшив процент заполнения. Это также позволит сохранить материалы и повысить производительность. Это идеальный метод, когда продукт не должен соответствовать определенным структурным или механическим требованиям.
Выберите большую высоту слоя и разрешение
Высота слоя будет определять разрешение печатного элемента. Отпечатки с малой высотой слоя будут иметь более гладкую поверхность, но увеличат время производства и автоматически увеличат стоимость. Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей.
– Выберите подходящую отделку
Поставщик услуг 3D-печати с радостью предоставит вам любую постобработку, которую вы хотите. Однако каждая постобработка имеет свою стоимость, которая влияет на общую стоимость 3D-печати. Например, покраска дешевле, чем гальваника, а также менее долговечна при более низком качестве. Поэтому вам следует изучить лучшие методы постобработки и их стоимость.
Заключение
Стоимость 3D-печати не должна рассматриваться как ограничивающий фактор для тех, кто хочет насладиться искусством 3D-печати. Хотя она не меняется или ее нельзя переоценить, важно знать о различных факторах, определяющих стоимость.
У вас есть проект 3D-печати, требующий высококачественных услуг 3D-печати? Свяжитесь с нами через RapidDirect. RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Часто задаваемые вопросы
Является ли 3D-печать дорогой или рентабельной?
Да, 3D-печать — это выгодно! Благодаря одноэтапному процессу 3D-печать экономит время и деньги. Будучи автоматизированным процессом, он дает возможность многозадачности. Вы можете настроить свой принтер и заняться чем-то другим.
Является ли 3D-печать тем же, что и быстрое прототипирование и аддитивное производство?
Да, 3D-печать — это то же самое, что и аддитивное производство, а быстрое прототипирование — это часть процесса. Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
Сколько стоит 3D печать? Советы по сокращению производственных затрат
Является ли 3D-печать наиболее экономичным вариантом и как можно сократить расходы? Изучите все факторы, влияющие на стоимость 3D-печати, в том числе способы снижения стоимости печати нестандартных деталей.
3D-печать – расчет стоимости и балансовой стоимости
3D-печать часто является самым быстрым и экономичным способом производства деталей для прототипирования и расширения диапазона конечных приложений. Стоимость 3D-печати нестандартных деталей определяется несколькими факторами, в том числе необходимыми материалами, временем производства каждой детали и типом принтера, который вы хотите использовать.
Как правило, пластмассы дешевле металлов, для более мелких деталей требуется меньше материала, а более простые или менее прочные детали можно печатать с использованием более экономичных технологий.
Если вы выбираете между множеством
Процессы 3D-печати и
доступных материалов , необходимо учитывать такие факторы, как точность размеров, чистота поверхности и требования к постобработке. Все эти факторы будут влиять на окончательную стоимость вашей детали.
В конечном счете, колебания стоимости материалов, среди других элементов цепочки поставок, затрудняют прогнозирование цен на 3D-печатные детали. В этой статье рассматриваются основные факторы, влияющие на стоимость деталей, в то время как концентраторы
платформа предлагает быстрый и точный способ оценки стоимости деталей, которые вы хотите построить.
Ознакомьтесь с нашими технологиями 3D-печати
FDM Соглашение об уровне обслуживания SLS
МЖФ
Что влияет на цену 3D-печати?
На окончательную стоимость напечатанных на 3D-принтере деталей влияет множество факторов. Вот некоторые из наиболее важных факторов:
Материалы: Каждая технология 3D-печати поставляется с собственным набором полимерных материалов. Катушки нити для
FDM (моделирование наплавленным напылением), как правило, относительно дешевы, в то время как
Смола SLA и порошки SLS и MJF, как правило, дороже. Количество материала, необходимого для печати детали, напрямую влияет на цену — это особенно важно при печати методом FDM, для которого часто требуются поддерживающие конструкции.
Объем детали: более крупные детали требуют больше материала и больше места на станке, а их производство занимает больше времени. Это увеличение материалов и времени производства, в свою очередь, увеличивает стоимость.
Постобработка: после завершения печати детали может потребоваться дополнительная ручная работа для завершения компонента. Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали.
Затраты на оборудование: Эти затраты включают время установки и настройки, эксплуатационные расходы, периодическое обслуживание машин и дополнительное техническое обслуживание. Вы, вероятно, понесете эти расходы независимо от того, какие производственные технологии вы используете.
Одним из основных факторов, делающих 3D-печать экономичной для многих приложений, является низкая стоимость установки технологии. Это делает 3D-печать оптимальной для небольшого количества деталей, хотя она становится конкурентоспособной по цене по сравнению с обработкой на станках с ЧПУ и литьем под давлением, когда у вас большие производственные циклы.
Сколько стоят материалы для 3D-печати?
В 3D-печати для изготовления деталей используется огромное разнообразие материалов, и каждая уникальная технология 3D-печати совместима с различными материалами. В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.
В этом разделе мы сравним стоимость многих распространенных материалов для 3D-печати. Вы можете найти более подробный обзор свойств материалов и цен в нашем
Индекс материалов .
Пластик
Можно разделить
3D-печать пластиком на две категории: термопласты и термореактивные. Термопласты реагируют на тепло и могут плавиться, что делает их наиболее распространенным материалом для процессов экструзии материалов. С другой стороны, термореактивные полимерные смолы отверждаются УФ-светом и оптимальны для печати деталей для прототипирования.
Материал
Описание
Сравнение затрат
ПЛА
Высокая жесткость, хорошая детализация, доступная цена.
$
Смола
Высокая детализация и гладкая поверхность, прототипирование в форме литья под давлением.
$$
АБС
Товарный пластик, улучшенные механические и термические свойства по сравнению с PLA.
$
Нейлон
Используется для замены функциональных деталей, отлитых под давлением, с хорошей химической стойкостью.
$$
ПЭТГ
Подходит для механических деталей с высокой ударопрочностью и гибкостью. Стерилизуемый.
$
ТПУ
Материал, похожий на резину, подходит для изготовления трубок, захватов, уплотнений и прокладок.
$
АСА
Устойчивость к ультрафиолетовому излучению и высокая химическая стойкость, предпочтительный материал для наружного применения.
Промышленный термопласт с высокой точностью, долговечностью и высокой прочностью.
$
ПЭЭК
Отличные механические свойства, термостойкость и износостойкость, хороший заменитель некоторых металлов по соотношению прочности к весу.
$$$
Металлы
Нержавеющая сталь и
алюминий является наиболее распространенным металлом для 3D-печати, в то время как
титан и
медные сплавы идеально подходят для более специализированных применений. Важно отметить, что хотя 3D-печать металлом позволяет создавать прочные детали, стоимость, как правило, намного выше, чем при использовании полимерных материалов.
Материал
Описание
Сравнение затрат
Нержавеющая сталь
Высокая прочность на растяжение, термостойкость и коррозионная стойкость.
$$$$$
Алюминий
Высокая обрабатываемость и пластичность, хорошее соотношение прочности и веса.
$$$$
Композиты
Композитные материалы, такие как углеродное волокно, кевлар и нити из стекловолокна, находятся в авангарде инноваций в области 3D-печати. Они, как правило, имеют отличное соотношение прочности и веса и часто прочнее алюминия. Композиты для 3D-печати широко распространены в таких отраслях, как аэрокосмическая, медицинская, возобновляемая энергетика и высокопроизводительная автомобильная промышленность, где снижение веса важнее сокращения затрат.
Однако композитные материалы могут стоить в 8–12 раз дороже, чем другие пластмассы, и в 2–5 раз дороже, чем металлы. В зависимости от применения можно компенсировать более высокую стоимость композитов, если использовать более простую конструкцию, требующую меньшего количества материала для достижения той же структурной целостности. Вы также можете рассмотреть гибридный подход, сочетающий композиты с металлами и пластиками для определенных деталей.
Сколько стоит каждый процесс 3D-печати?
Каждый процесс и технология 3D-печати имеет свои уникальные затраты на материалы и оборудование. Давайте сравним основные технологии, которые мы предлагаем в Hubs.
FDM (моделирование методом наплавления)
Прототипирование
FDM — это наиболее экономичный вариант 3D-печати для деталей простой геометрии и небольших производственных циклов. Из всех предлагаемых процессов FDM имеет самую низкую стоимость основного материала, хотя по мере усложнения деталей вам могут потребоваться дополнительные вспомогательные конструкции, более длительное время постобработки и большее вмешательство человека. Все эти факторы повышают стоимость FDM.
Уникальность этого процесса заключается в том, что машины FDM, в отличие от других аддитивных технологий, не печатают твердые объекты. Вместо этого они используют внутреннюю сетчатую структуру для минимизации требований к материалам. Это заполнение определяется в процентах. Обычно для печати используется заполнение 25 %, хотя и 50 %, и 75 % увеличивают относительную прочность объекта. Печать со 100-процентным заполнением приводит к получению полностью твердого объекта, что встречается реже при FDM.
Важно отметить, что мы различаем прототипирование (настольный) FDM и промышленный FDM. В Industrial FDM используются высококачественные машины, которые могут печатать материалы промышленного класса с высокой прочностью и устойчивостью к высоким температурам. Эта форма FDM-печати намного дороже, чем ее аналог для прототипирования.
SLA (стереолитография)
Часть семейства баковой фотополимеризации,
SLA может производить более сложные геометрические формы и более крупные партии, чем FDM. Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку.
SLA доступен для прототипирования (настольного) и промышленного применения, в зависимости от ваших конкретных требований к деталям.
SLS (селективное лазерное спекание)
Технология плавления в порошковом слое
SLS, как правило, имеет самую низкую общую стоимость для деталей сложной геометрии, партий больших объемов и высококачественной отделки деталей.
Стоимость основного материала для SLS обычно выше, чем для других процессов 3D-печати, хотя вам не нужны поддерживающие конструкции. Кроме того, вы можете повторно использовать базовые материалы, что сводит к минимуму количество отходов. Оба эти фактора способствуют снижению общих материальных затрат.
С точки зрения затрат на оборудование SLS требует более длительного времени настройки и обслуживания между партиями для обработки порошковых материалов. Отсутствие опорных конструкций также сокращает время постобработки, что, в свою очередь, снижает стоимость.
MJF (многоструйный синтез)
MJF, также технология плавки в порошковом слое, конкурирует с SLS с точки зрения более низкой стоимости для достижения впечатляющей сложности и высококачественной отделки. Печать с помощью MJF также означает, что вы можете повторно использовать базовые материалы и избавиться от необходимости в поддерживающих конструкциях.
Однако, в отличие от SLS, скорость печати MJF определяется только высотой Z вашей детали. Скорость машины SLS имеет линейную зависимость от объема материала. Большинство материалов MJF в конечном итоге будут стоить дороже, чем другие полимеры для 3D-печати, но тот факт, что вы можете постоянно повторно использовать материалы, сэкономит вам деньги на каждую деталь в течение всего производственного цикла.
Конструкторские решения напрямую влияют на общую стоимость вашей нестандартной детали. В процессе проектирования вы должны учитывать количество материала, которое вы хотели бы использовать, потребуются ли вам опорные конструкции и какая потребуется постобработка.
Давайте рассмотрим ключевые аспекты дизайна, которые повлияют на окончательную стоимость ваших нестандартных деталей.
Объем детали
Общий объем детали существенно повлияет на стоимость печати. Постепенное уменьшение размера детали может фактически немного снизить стоимость.
Опорные конструкции
Для печати опорных конструкций требуются дополнительные материалы, что быстро увеличивает стоимость любого напечатанного на 3D-принтере компонента. При выборе правильной технологии производства важно помнить о дополнительной цене, которая идет за опорными конструкциями.
FDM, например, обычно является самым дешевым доступным процессом 3D-печати, пока вы не начнете производить сложные детали, которым для правильной печати нужны опорные конструкции. SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.
Геометрия детали
То, как вы проектируете геометрию детали, определяет количество материала и опорных конструкций, которые вам понадобятся, когда придет время 3D-печати детали. Чтобы снизить затраты на геометрию, вы можете разделить модель детали на несколько компонентов, уменьшить длину или угол выступов и переориентировать модель на печатной основе, чтобы минимизировать опорные конструкции.
Вот несколько важных советов и рекомендаций по проектированию, которые помогут снизить стоимость 3D-печати и обеспечить воплощение ваших проектов в безупречные компоненты, напечатанные на 3D-принтере.
Используйте постепенные переходы между поверхностями, граничащими друг с другом
Убедитесь, что у вас нет существенных различий в поперечном сечении и объеме вашей детали
Выбирайте более закругленные углы, так как острые углы могут создавать остаточное напряжение в заготовке
Избегайте коробления или коробления, удаляя тонкие стены без поддержки (особенно если они излишне высокие)
Выравнивание пологих углов на поверхностях, чтобы избежать ступенчатости
Дизайн для анализа технологичности как можно раньше
Избегайте чрезмерных допусков ваших деталей, так как это приводит к печати более тонкими слоями и дополнительным требованиям вторичной обработки
Влияет ли уменьшение масштаба 3D-моделей на затраты?
Если масштабирование вашей модели не имеет решающего значения — например, если вы создаете визуальный прототип — вы можете напечатать на 3D-принтере меньшую деталь или набор деталей, чтобы значительно снизить производственные затраты.
Важно помнить, что мы думаем в трех измерениях. Куб 10x10x10 см имеет вдвое больший объем, чем куб 8x8x8 см, поэтому даже небольшое уменьшение размера вашей модели может означать необходимость использования гораздо меньшего количества материала для изготовления детали, которая по-прежнему выполняет желаемую функцию.
Одним из способов масштабирования 3D-модели является использование бесплатного программного обеспечения Netfabb. Вот как:
Шаг 1: Загрузите и установите бесплатную версию Netfabb.
Шаг 2: Откройте модель, нажмите кнопку «Масштабировать часть» в строке меню и отрегулируйте размер модели. Программное обеспечение использует миллиметры по умолчанию, но вы можете изменить это в настройках.
Шаг 3: Сохраните масштабированную модель, перейдя в левый верхний угол пользовательского интерфейса и выбрав Деталь > Экспорт детали > как STL (двоичный).
Шаг 4. Загрузите свой дизайн на платформу Hubs для 3D-печати. Не забудьте указать те же единицы измерения, которые вы использовали в Netfabb.
Вы также можете посмотреть это видео о том, как масштабировать 3D-модель в Netfabb.
Могу ли я сократить свои расходы, выдолбив свою 3D-модель?
Выделение детали на этапе проектирования — эффективный способ существенно снизить затраты на 3D-печать.
В то время как принтеры FDM по умолчанию производят полуполые детали с внутренней структурой заполнения, другие технологии 3D-печати, такие как SLA, SLS и MJF, могут производить детали, которые являются на 100% твердыми, если исходная модель уже не является полой. Если ваша деталь не должна быть сплошной, мы рекомендуем выдолбить вашу 3D-модель CAD.
Конечно, эта рекомендация относится только к технологиям на основе порошка и поставляется с дополнительным дизайнерским наконечником для добавления выпускных отверстий, чтобы можно было удалить нерасплавленные материалы после печати. Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.
Ниже приведено пошаговое руководство по созданию выдолбления модели с помощью бесплатного программного обеспечения Meshmixer.
Шаг 1. Загрузите и установите
Мешмиксер .
Шаг 2: Откройте свою модель и нажмите Edit > Hollow и выберите толщину стенки. Используйте стенки толщиной 2 мм в качестве безопасного нижнего предела для всех процессов 3D-печати.
Шаг 3: Добавьте в модель выпускные отверстия, чтобы можно было удалить лишний материал после печати. Дважды щелкните поверхность вашей модели в Meshmixer, чтобы добавить их. Мы рекомендуем добавлять аварийные отверстия в местах, которые обычно не видны при использовании вашей детали. Если вы печатаете с помощью SLS, обязательно добавьте 2 или более отверстий диаметром не менее 5 мм.
Шаг 4. Нажмите «Принять» и экспортируйте свою модель.
как файл STL .
Вы также можете посмотреть это видео о том, как выдолбить модель с помощью Meshmixer. Как вы увидите, несколько минут редактирования файла САПР могут значительно повлиять на окончательную стоимость 3D-печати нестандартных деталей.
Как устранить необходимость в опорных конструкциях?
Для 3D-печати FDM часто требуются опорные конструкции для печати деталей с выступами. Это приводит к большему количеству материалов и дополнительной постобработке для удаления опорных структур и сглаживания поверхности детали. Устранение необходимости в
опорные конструкции — действенный способ снизить стоимость FDM.
Мы рекомендуем два варианта устранения необходимости в опорных конструкциях в вашей конструкции FDM.
Углы свеса
Первый вариант заключается в разработке детали с углами свеса более 45 градусов.
Чтобы глубже изучить опорные конструкции в FDM и других методах 3D-печати, ознакомьтесь с этим
статья . Вы также можете найти наши полные рекомендации по проектированию для FDM.
здесь .
Разделение модели
Второй вариант — разделить модель на две или более частей, для которых не требуются поддерживающие конструкции. Вы можете собрать эти детали после завершения 3D-печати.
Вот краткое руководство о том, как это сделать в Netfabb:
Шаг 1. Загрузите и установите бесплатную версию
Нетфабб .
Шаг 2: Откройте свою модель в Netfabb. Выберите поле «Разрезы» и укажите место и угол, где вы хотите разделить деталь. Убедитесь, что каждый компонент имеет плоскую поверхность, которая будет использоваться в качестве основы для печати.
Шаг 3: Когда вы довольны размещением, нажмите «Выполнить вырез» и экспортируйте файл в STL.
Вы также можете посмотреть это видео о том, как разделить вашу модель для FDM в Netfabb.
В чем ценность 3D-печати?
Несмотря на то, что в процессе 3D-печати необходимо учитывать множество дополнительных расходов, в целом преимущества, которые вы получаете при использовании этой технологии аддитивного производства, намного перевешивают неожиданно высокую цену.
3D-печать обладает невероятным потенциалом для сокращения количества деталей, производства более легких и структурно прочных деталей и снижения стоимости сборки. Использование 3D-печати для изготовления деталей означает получение доступа к характеристикам деталей, которые либо невозможны, либо намного сложнее достичь с помощью традиционных методов.
Также важно помнить, что 3D-печать не включает в себя приспособления, пресс-формы и различные типы инструментов. Это уравновешивает те дополнительные расходы, которые вы видели до сих пор. Что наиболее важно, так это учитывать общую ценность, которую вы получаете от 3D-печати, что невероятно впечатляет для растущего списка приложений и отраслей.
TES-250-M12 Промышленный Коммутатор для Транспорта
Серия управляемых Ethernet коммутаторов ORing TransporterTM разработана для промышленных применений, таких как подвижные составы, транспортные средства и железнодорожного применения. TES-250-M12 это полу управляемые Ethernet коммутаторы с резервированием кольца с портами 10/100Base-T(X), совместимы с требованиями EN50155. С полной поддержкой протоколов резервирования Ethernet — O-Ring (время восстановления < 10мс до 250 коммутаторов), Open-Ring и STP/RSTP (IEEE802.1w/D) которые позволяют защитить критически важные приложения от повреждений сети или временных неисправностей благодаря быстрым технологиям восстановления. Он специально разработан для жестких промышленных условий. TES-250-M12 EN50155 Ethernet коммутатор использует коннекторы М12 для обеспечения плотных соединений и для гарантирования устойчивой работы под влиянием внешних раздражителей, таких как вибрации и удары. TES-250-M12 может централизовано управляться с помощью мощной утилиты — Open-Vision. Также широкий диапазон рабочих температур от -40~70°C может удовлетворить большинство рабочих условий. TES-250-M12 может легко использоваться практически в любых условиях и обеспечивает наиболее надежные решения для управления сетью. Таким образом этот коммутатор один из самых надежных для подвижных составов и высокоуправляемых Ethernet приложений.
Возможности
EN50155 совместимый Ethernet коммутатор для приложений на подвижных составах
Самое быстрое в мире резервируемое Ethernet кольцо: О-Ring (время восстановления <10ms до 250 подключенных устройств)
Open-Ring поддерживает технологии резервирования других производителей в открытой архитектуре
Обеспечивает быструю технологию восстановления для Ethernet мульти-резервирования
Поддерживает STP/RSTP протоколы резервирования
Поддерживает SNMP v1/v2c/v3 для защищенного сетевого управления
Поддерживает LLDP протокол
Может конфигурироваться через Web-интерфейс и с помощью утилиты Windows (Open-Vision)
Оповещение событий через Syslog, Email, SNMP ловушки
М12 для обеспечения плотных соединений и для гарантирования устойчивой работы под влиянием внешних источников
Настенный монтаж
Спецификация
Модель
TES-250-M12
Порты
10/100 Base-T(X) Ports in M12 Auto MDI/MDIX
5 x M12 connector (D-coding)
Технология
Стандарты Ethernet
IEEE 802. 3 for 10Base-T IEEE 802.3u for 100Base-TX IEEE 802.3x for Flow control IEEE 802.1D for STP (Spanning Tree Protocol) IEEE 802.1w for RSTP (Rapid Spanning Tree Protocol) IEEE 802.1AB for LLDP (Link Layer Discovery Protocol)
Таблица MAC-адресов
2048 MAC адресов
Очередей приоритетов
4
Обработка
Store-and-forward (передача с временным хранением)
Свойства коммутации
Пропускная способность: 1.0Gbps VLAN: на основе портов
Безопасность
Включение/Отключение портов VLAN для разделения и защиты сетевого трафика SNMP v3 защищенная аутентификация и безопасный доступ
Программные возможности
STP/RSTP (IEEE 802.1D/w) Кольцо резервирования (O-Ring) с временем восстановления 10мс до 250 коммутаторов Конфигурирование портов, статус, статистика, мониторинг, защита
Резервирование сети
O-Ring Open-Ring Fast recovery STP RSTP
LED индикаторы
Индикаторы питания
Зеленый : Питание LED x 1
Индикатор Готовность/ Ring Master
Оранжевый: Горит непрерывно — система готова Моргает — система готова и работает в режиме Ring Master Не горит — система не готова
Индикатор O-Ring
Оранжевый: указывает что порт работает в режиме O-Ring
EN50155 5-портовый полууправляемый Ethernet коммутатор с 5×10/100Base-T(X) портами, M12 коннектор
Аксессуары
Модель
Описание
DR-45 series
45W DIN-Rail серия блоков питания
DR-75 series
75W DIN-Rail серия блоков питания
DR-120 series
120W DIN-Rail серия блоков питания
M12C series
Кабель с коннекторами M12
Open-Vision M500
Windows утилита управления сетью, 500 IP устройств
Товар на сайте производителя
Гибкий открытый зонд, Тmax +250°С
Написать отзыв
Гибкий зонд для печей (термопара тип Т) можно использовать для измерения высоких температур (до +250 °С). Зонд жаростойкий, поскольку кабель изготовлен из тефлона. Вы можете использовать его, например, для мониторинга температуры в печи в процессе приготовления пищи. При использовании с подходящим измерительным прибором (например, testo 926, testo 735) зонд отвечает требованиям EN 13485 и HACCP, а значит, пригоден для использования в пищевом секторе.
Комплект поставки
Комплект поставки Гибкий зонд для печей (термопара тип Т) с фиксированным кабелем 2 м
Общие технические данные
Длина кабеля
2 м
Корпус
PTFE
Диаметр трубки зонда
1,5 мм
Product colour
brown; white
Длина трубки зонда
2 000 мм
Диаметр наконечника трубки зонда
3 мм
Фиксированный кабель
да
Измерение температуры (термопара тип T (Cu-CuNi))
Диапазон измерений
-50 . .. +250 °C
Погрешность
Класс 1 ¹⁾
Написать отзыв
Сустанон 250, 250 мг/мл, раствор для инъекций. Краткое описание характеристик продукта (СмЛП)
Эта информация предназначена для медицинских работников. Каждая ампула содержит 1 мл арахисового масла, содержащего следующие активные вещества:
— 30 мг Тестостерона пропионат
— 60 мг Тестостерона фенилпропионат
— 60 мг Тестостерона изокапроат
— 100 мг Тестостерона деканоат
Все четыре компонента являются сложными эфирами природного гормона тестостерона. Общее количество тестостерона на мл составляет 176 мг.
Полный список вспомогательных веществ см. в разделе 6.1.
Раствор для инъекций
Прозрачный бледно-желтый раствор
Заместительная терапия тестостероном при мужском гипогонадизме, когда дефицит тестостерона подтвержден клиническими признаками и биохимическими тестами.
Введение тестостерона может также использоваться в качестве поддерживающей терапии для транссексуалов, сменивших женщину на мужчину.
Дозировка
Как правило, дозу следует корректировать в зависимости от индивидуальной реакции пациента.
Взрослые (в т.ч. пожилые):
Обычно достаточно одной инъекции 1 мл в 3 недели.
Детское население
Безопасность и эффективность у детей и подростков не были адекватно определены. Детей препубертатного возраста, получающих Сустанон 250, следует лечить с осторожностью (см. раздел 4.4).
транссексуалов из женщины в мужчину:
Различные специализированные центры использовали дозы, варьирующиеся от одной инъекции 1 мл каждые две недели до одной инъекции 1 мл каждые четыре недели.
Способ введения
Сустанон 250 следует вводить глубоко внутримышечно.
• Беременность (см. раздел 4.6).
• Известный или подозреваемый рак предстательной железы или молочной железы (см. раздел 4.4).
• Грудное вскармливание.
• Повышенная чувствительность к действующему веществу или любому из вспомогательных веществ, перечисленных в разделе 6.1, включая арахисовое масло. Поэтому Сустанон 250 противопоказан пациентам с аллергией на арахис или сою (см. раздел 4.4).
Медицинский осмотр:
Уровень тестостерона следует контролировать на исходном уровне и через регулярные промежутки времени во время лечения. Клиницисты должны корректировать дозировку индивидуально, чтобы обеспечить поддержание уровня эугонадного тестостерона.
Врачам следует рассмотреть возможность наблюдения за пациентами, получающими Сустанон 250, до начала лечения, ежеквартально в течение первых 12 месяцев и ежегодно после этого по следующим параметрам:
• Пальцевое ректальное исследование (ПРИ) предстательной железы и ПСА для исключения доброкачественной гиперплазии предстательной железы или субклинического рака предстательной железы (см. раздел 4.3),
. • Гематокрит и гемоглобин для исключения полицитемии.
У пациентов, получающих длительную терапию андрогенами, следует также регулярно контролировать следующие лабораторные параметры: гемоглобин и гематокрит, функциональные пробы печени и липидный профиль.
Условия, требующие наблюдения:
Необходимо наблюдать за пациентами, особенно пожилого возраста, со следующими состояниями:
• Опухоли – Карцинома молочной железы, гипернефрома, бронхиальная карцинома и метастазы в скелет. У этих пациентов гиперкальциемия или гиперкальциурия могут развиваться спонтанно, в том числе во время терапии андрогенами. Последнее может свидетельствовать о положительном ответе опухоли на гормональное лечение. Тем не менее, гиперкальциемию или гиперкальциурию следует сначала лечить надлежащим образом, а после восстановления нормального уровня кальция можно возобновить гормональную терапию.
• Ранее существовавшие состояния – У пациентов, страдающих тяжелой сердечной, печеночной или почечной недостаточностью или ишемической болезнью сердца, лечение тестостероном может вызвать тяжелые осложнения, характеризующиеся отеками с застойной сердечной недостаточностью или без нее. В таких случаях лечение необходимо немедленно прекратить. Пациенты, перенесшие инфаркт миокарда, сердечную, печеночную или почечную недостаточность, артериальную гипертензию, эпилепсию или мигрень, должны находиться под наблюдением из-за риска ухудшения или рецидива заболевания. В таких случаях лечение необходимо немедленно прекратить.
Тестостерон может вызывать повышение артериального давления, поэтому Сустанон 250 следует применять с осторожностью у мужчин с гипертонией.
• Эпилепсия или мигрень – (или наличие этих состояний в анамнезе), поскольку андрогены иногда могут вызывать задержку жидкости и натрия.
• Сахарный диабет – Андрогены в целом и Сустанон 250 могут улучшать толерантность к глюкозе у пациентов с диабетом (см. раздел 4.5).
• Антикоагулянтная терапия – Андрогены в целом и Сустанон 250 могут усиливать антикоагулянтное действие средств кумаринового ряда (см. также раздел 4.5).
Апноэ во сне – Следует соблюдать осторожность при лечении мужчин с апноэ во сне. Были сообщения о том, что тестостерон может вызывать или усугублять ранее существовавшее апноэ во сне. Тем не менее, нет доказательств безопасности тестостерона у мужчин с этим заболеванием. К пациентам с такими факторами риска, как ожирение или хронические заболевания легких, следует относиться с осторожностью.
Нежелательные явления:
При возникновении побочных реакций, связанных с андрогенами (см. раздел «Особые указания»), лечение Сустаноном 250 следует прекратить и после разрешения жалоб возобновить с меньшей дозой.
Вирилизация:
Пациенты должны быть проинформированы о возможном появлении признаков вирилизации. В частности, о риске огрубления голоса следует информировать певиц и женщин с ораторскими профессиями. Изменения голоса могут быть необратимыми.
Если появляются признаки вирилизации, соотношение риск/польза должно быть заново оценено у каждого отдельного пациента.
(Неправильное) использование в спорте:
Пациенты, участвующие в соревнованиях, проводимых Всемирным антидопинговым агентством (ВАДА), должны ознакомиться с кодом ВАДА перед использованием этого продукта, поскольку Сустанон 250 может помешать проведению антидопингового тестирования. Злоупотребление андрогенами для повышения спортивных способностей сопряжено с серьезным риском для здоровья и не должно поощряться.
Злоупотребление наркотиками и зависимость:
Тестостерон был предметом злоупотребления, как правило, в дозах, превышающих рекомендованные для утвержденных показаний, и в сочетании с другими анаболическими андрогенными стероидами. Злоупотребление тестостероном и другими анаболическими андрогенными стероидами может привести к серьезным побочным реакциям, в том числе: сердечно-сосудистым (с летальным исходом в некоторых случаях), печеночным и/или психическим расстройствам. Злоупотребление тестостероном может привести к зависимости и симптомам отмены при значительном снижении дозы или резком прекращении использования. Злоупотребление тестостероном и другими анаболическими андрогенными стероидами сопряжено с серьезным риском для здоровья и не должно поощряться.
Вспомогательные вещества:
Сустанон 250 содержит масло арахиса (арахисовое масло) и не должен приниматься/наноситься пациентами с аллергией на арахис. Поскольку существует возможная связь между аллергией на арахис и аллергией на сою, пациентам с аллергией на сою также следует избегать приема Сустанона 250 (см. раздел 4.3).
Сустанон 250 содержит 100 мг бензилового спирта на мл раствора и не должен назначаться недоношенным детям или новорожденным. Бензиловый спирт может вызывать токсические реакции и анафилактоидные реакции у младенцев и детей до 3 лет.
Поддерживающая терапия при переходе от женщины к мужчине:
Перед назначением Сустанона 250 транссексуалам, транссексуалам женского пола, необходимо пройти обследование у специалистов, включая психиатрическое обследование. Необходимо собрать полный личный и медицинский анамнез. Во время лечения рекомендуются периодические осмотры с периодичностью и характером, адаптированными к каждому пациенту. Следует контролировать следующее:
• признаки остеопороза,
• изменения липидного профиля.
У пациентов с личным или семейным анамнезом рака молочной железы и с личным анамнезом рака эндометрия следует проводить тщательный мониторинг.
По рекомендации специалиста гистерэктомия и двусторонняя овариэктомия должны рассматриваться после 18-24 месяцев лечения тестостероном, чтобы снизить возможный повышенный риск рака эндометрия и яичников.
Необходимо постоянное наблюдение для выявления остеопороза у пациентов, перенесших удаление яичников, поскольку тестостерон может не полностью обратить снижение плотности костной ткани у этих пациентов.
Необходимо постоянное наблюдение для выявления рака эндометрия и яичников у пациенток, находящихся на длительном лечении и не перенесших гистерэктомию и двустороннюю овариэктомию.
Педиатрическое население
У детей препубертатного возраста необходимо контролировать рост тела и половое развитие, поскольку андрогены в целом и Сустанон 250 в высоких дозах могут ускорить закрытие эпифизов и половое созревание.
Пожилые люди:
Опыт по безопасности и эффективности применения Сустанона 250 у пациентов старше 65 лет ограничен. В настоящее время нет единого мнения о референтных значениях тестостерона для разных возрастов. Однако следует учитывать, что физиологически уровни тестостерона в сыворотке снижаются с возрастом.
Нарушения свертывания крови:
Тестостерон следует применять с осторожностью у пациентов с тромбофилией или факторами риска венозной тромбоэмболии (ВТЭ), поскольку были проведены постмаркетинговые исследования и сообщения о тромботических событиях (например, тромбоз глубоких вен, легочная эмболия, глазной тромбоз) у этих пациентов. пациентов во время терапии тестостероном. У пациентов с тромбофилией сообщалось о случаях ВТЭ даже при лечении антикоагулянтами, поэтому продолжение лечения тестостероном после первого тромботического эпизода следует тщательно оценивать. В случае продолжения лечения следует принять дополнительные меры для минимизации индивидуального риска ВТЭ.
Препараты, индуцирующие ферменты, могут снижать, а препараты, ингибирующие ферменты, могут повышать уровень тестостерона. Поэтому может потребоваться коррекция дозы Сустанона 250.
Инсулин и другие противодиабетические препараты:
Андрогены могут улучшать толерантность к глюкозе и снижать потребность в инсулине или других противодиабетических препаратах у пациентов с диабетом (см. раздел 4.4).
Таким образом, пациенты с сахарным диабетом должны находиться под наблюдением, особенно в начале или в конце лечения, а также через определенные промежутки времени во время лечения Сустаноном 250.
Антикоагулянтная терапия:
Высокие дозы андрогенов могут усиливать антикоагулянтное действие средств кумаринового ряда (см. раздел 4.4). Поэтому во время терапии требуется тщательный контроль протромбинового времени и, при необходимости, снижение дозы антикоагулянта.
АКТГ или кортикостероиды:
Одновременное введение тестостерона с АКТГ или кортикостероидами может усиливать образование отеков, поэтому эти активные вещества следует назначать с осторожностью, особенно пациентам с заболеваниями сердца или печени или пациентам, предрасположенным к отекам (см. раздел 4.4).
Взаимодействия лабораторных испытаний:
Андрогены могут снижать уровень тироксинсвязывающего глобулина, что приводит к снижению общего уровня Т4 в сыворотке крови и увеличению поглощения смолы Т3 и Т4. Уровни свободных гормонов щитовидной железы остаются неизменными, и отсутствуют клинические признаки дисфункции щитовидной железы.
Сустанон 250 противопоказан беременным женщинам (см. раздел 4.3).
Беременность
Нет достаточных данных по применению Сустанона 250 у беременных женщин. Ввиду риска вирилизации плода Сустанон 250 не следует применять во время беременности (см. раздел 4.3). Лечение Сустаноном следует прекратить при наступлении беременности.
Грудное вскармливание
Нет достаточных данных по применению Сустанона 250 в период лактации. Поэтому Сустанон 250 не следует применять в период лактации.
Фертильность
У мужчин лечение андрогенами может привести к нарушению фертильности за счет подавления образования сперматозоидов (см. раздел 4.8).
У женщин лечение андрогенами может привести к нечастому или угнетенному менструальному циклу (см. раздел 4.8).
Сустанон 250 не влияет на способность управлять автомобилем и работать с механизмами.
Из-за природы Сустанона 250 побочные эффекты не могут быть быстро устранены путем прекращения приема препарата. Инъекционные препараты в целом могут вызывать местную реакцию в месте инъекции.
Следующие побочные реакции были связаны с терапией андрогенами в целом.
Все нежелательные реакции перечислены по классу системы органов и частоте; часто ( ≥ от 1/100 до <1/10) и неизвестно (нельзя оценить на основании имеющихся данных).
Класс системных органов
Термин MedDRA
Частота
Новообразования доброкачественные, злокачественные и неуточненные (включая кисты и полипы)
Рак предстательной железы 1
Неизвестно
Болезни крови и лимфатической системы
Полицитемия
Неизвестно
Нарушения обмена веществ и питания
Задержка жидкости
Неизвестно
Увеличен вес
Обычный
Психические расстройства
Депрессия,
Нервозность
Настроение изменилось
Повышение либидо,
Снижение либидо
Неизвестно
Сосудистые заболевания
Гипертония
Неизвестно
Желудочно-кишечные расстройства
Тошнота
Неизвестно
Гепатобилиарные заболевания
Нарушение функции печени
Неизвестно
Болезни кожи и подкожной клетчатки
Зуд
Акне
Неизвестно
Нарушения со стороны скелетно-мышечной и соединительной ткани
Миалгия
Неизвестно
Заболевания репродуктивной системы и молочных желез
1 Прогрессирование субклинического рака предстательной железы
2 Рост предстательной железы (до эугонадного состояния)
3 Снижение уровня холестерина ЛПНП, ХС-ЛПВП и триглицеридов в сыворотке
Термины, используемые для описания вышеперечисленных нежелательных эффектов, также включают синонимы и родственные термины.
Лечение у женщин
Лечение Сустаноном 250 может вызвать признаки вирилизации у женщин (см. раздел 4.4). Симптомы вирилизации могут включать хрипоту, акне, гирсутизм, нарушение менструального цикла и алопецию.
Педиатрическое население
Сообщалось о следующих нежелательных явлениях у детей препубертатного возраста, принимающих андрогены (см. раздел 4.4): преждевременное половое развитие, учащение эрекций, увеличение полового члена и преждевременное закрытие эпифизов.
Сообщение о предполагаемых побочных реакциях
Важно сообщать о предполагаемых нежелательных реакциях после регистрации лекарственного средства. Это позволяет осуществлять постоянный мониторинг соотношения польза/риск лекарственного средства. Медицинских работников просят сообщать о любых предполагаемых нежелательных реакциях через схему желтой карточки по адресу: www.mhra.gov.uk/yellowcard или выполнять поиск по запросу MHRA Yellow Card в Google Play или Apple App Store.
Острая токсичность тестостерона низкая.
При появлении симптомов хронической передозировки (например, полицитемия, приапизм) лечение следует прекратить и после исчезновения симптомов возобновить с более низкой дозой.
Фармакотерапевтическая группа: Андрогены, код АТС G03B A03
Лечение мужчин с гипогонадизмом Сустаноном 250 приводит к клинически значимому повышению концентрации в плазме тестостерона, дигидротестостерона, эстрадиола и андростендиона, а также к снижению ГСПГ (глобулина, связывающего половые гормоны). . Лютеинизирующий гормон (ЛГ) и фолликулостимулирующий гормон (ФСГ) восстанавливаются до нормального уровня. У мужчин с гипогонадизмом лечение Сустаноном 250 приводит к улучшению симптомов дефицита тестостерона. Кроме того, лечение увеличивает минеральную плотность костей и безжировую массу тела, а также уменьшает жировую массу тела. Лечение также улучшает сексуальную функцию, в том числе либидо и эректильную функцию. Лечение снижает сывороточный ХС-ЛПНП, ХС-ЛПВП и триглицериды и повышает уровень гемоглобина и гематокрита, что может привести к полицитемии. О клинически значимых изменениях ферментов печени и ПСА не сообщалось. Тестостерон также производит системные эффекты, такие как увеличение задержки натрия, калия и хлорида, что приводит к увеличению задержки воды. Лечение может привести к увеличению размера предстательной железы и ухудшению симптомов со стороны нижних мочевыводящих путей, однако неблагоприятного воздействия на симптомы со стороны предстательной железы не наблюдалось. У пациентов с гипогонадным диабетом сообщалось об улучшении чувствительности к инсулину и/или снижении уровня глюкозы в крови при применении андрогенов. У мальчиков с конституциональной задержкой роста и полового созревания лечение Сустаноном 250 ускоряет рост и вызывает развитие вторичных половых признаков. У транссексуалов из женщины в мужчину лечение Сустаноном 250 вызывает маскулинизацию.
Сустанон 250 содержит четыре эфира тестостерона с разной продолжительностью действия. Эфиры гидролизуются в естественный гормон тестостерон, как только они попадают в общий кровоток.
Поглощение
Однократная доза Сустанона 250 приводит к увеличению общего тестостерона в плазме с максимальным уровнем примерно 70 нмоль/л (Cmax), который достигается примерно через 24-48 ч (tmax) после приема. Уровень тестостерона в плазме возвращается к нижнему пределу нормального диапазона у мужчин примерно через 21 день.
У транссексуалов, перешедших от женщины к мужчине, однократная доза Сустанона 250, повторяемая каждые две недели, приводила к тому, что средние минимальные уровни тестостерона приближались к верхнему пределу нормального мужского диапазона через 2, 4 и 12 месяцев.
Распределение
Тестостерон демонстрирует высокое (более 97%) неспецифическое связывание с белками плазмы и глобулином, связывающим половые гормоны, в тестах in vitro .
Биотрансформация
Тестостерон метаболизируется в дигидротестостерон и эстрадиол, которые далее метаболизируются нормальными путями .
Выведение
Выведение в основном происходит с мочой в виде конъюгатов этиохоланолона и андростерона.
Доклинические данные по андрогенам в целом не выявили опасности для человека. Было продемонстрировано, что использование андрогенов у разных видов приводит к вирилизации наружных половых органов плода женского пола.
Арахисовое масло
Бензиловый спирт
Неприменимо
5 лет
Хранить при температуре ниже 30°C
Не охлаждать и не замораживать.
Хранить в оригинальной упаковке в защищенном от света месте.
Каждая ампула из бесцветного стекла наполнена 1 мл Сустанона 250.
Коробка Сустанона 250 содержит 1 ампулу. Не все размеры упаковки могут продаваться. В переписке просьба указывать номер партии.
Любой неиспользованный продукт или отходы следует утилизировать в соответствии с местными требованиями.
EN50155 5-портовый управляемый Ethernet-коммутатор lite с 5×10/100Base-T(X), разъем M12
Запрос
Введение
Спецификация
Информация для заказа
Аксессуар
Скачать
Обзор
Ethernet-коммутаторы ORing серии Transporter предназначены для промышленного применения, например, в подвижном составе, транспортных средствах и на железных дорогах. TES-250-M12 — это коммутатор Ethernet с резервным кольцом с упрощенным управлением и портами 10/100Base-T(X), соответствующий требованиям стандарта EN50155. Благодаря полной поддержке протокола резервирования Ethernet, O-Ring (время восстановления < 10 мс для 250 единиц соединения), Open-Ring и STP/RSTP (IEEE802.1w/D) могут защитить ваши критически важные приложения от прерываний сети или временных сбоев. с его технологиями быстрого восстановления. Он специально разработан для самых тяжелых промышленных условий. Ethernet-коммутатор TES-250-M12 EN50155 использует разъемы M12 для обеспечения плотных и надежных соединений и гарантирует надежную работу в условиях внешних воздействий, таких как вибрация и удары. ТЭС-250-М12 может управляться централизованно с помощью мощной утилиты Windows — Open-Vision. Кроме того, широкий диапазон рабочих температур от -40 до 70°C подходит для большинства условий эксплуатации. TES-250-M12 может быть легко адаптирован практически для всех видов приложений и обеспечивает самые надежные решения для управления вашей сетью. Таким образом, коммутатор является одним из самых надежных вариантов для подвижного состава и высокоуправляемых приложений Ethernet.
Характеристики
Ведущий Ethernet-коммутатор, соответствующий стандарту EN50155, для подвижного состава
Самое быстрое избыточное кольцо Ethernet: кольцо круглого сечения (время восстановления <10 мс для 250 единиц подключения)
Open-Ring поддерживает кольцевую технологию другого поставщика в открытой архитектуре
O-Chain поддерживает технологию множественных резервных колец
Обеспечивает технологию быстрого восстановления для Ethernet с множественным резервированием
Поддерживает стандартный резервный протокол STP/RSTP
Поддержка SNMP v1/v2c/v3 для безопасного управления сетью
Поддерживает протокол LLDP
Настраивается с помощью веб-интерфейса и утилиты Windows (Open-Vision)
Уведомление о событии через системный журнал, электронную почту и ловушку SNMP
Сверхпрочный корпус Разъем M12 для тяжелых промышленных условий
Настенный монтаж включен
Спецификация
Технические характеристики
Кольцевой переключатель Модель
ТЭС-250-М12
Физические порты
Порты 10/100 Base-T(X) в M12 Auto MDI/MDIX
5 разъемов M12 (кодировка D)
Технология
Стандарты Ethernet
IEEE 802. 3 для 10Base-T IEEE 802.3u для 100Base-TX IEEE 802.3x для управления потоком IEEE 802.1D для STP (протокол связующего дерева) IEEE 802.1w для RSTP (протокол быстрого связующего дерева) IEEE 802.1AB для LLDP (протокол обнаружения канального уровня)
Таблица MAC-адресов
1024 MAC-адреса
Приоритетные очереди
4
Обработка
Промежуточное хранение
Свойства переключателя
Пропускная способность коммутации: 1,0 Гбит/с VLAN: на базе порта
Функции безопасности
Включить/отключить порты VLAN для разделения и защиты сетевого трафика Зашифрованная аутентификация SNMP v3 и безопасность доступа
Программная функция
STP/RSTP (IEEE 802. 1D/w) Резервное кольцо (уплотнительное кольцо) со временем восстановления менее 10 мс для 250 устройств Конфигурация порта, состояние, статистика, мониторинг, безопасность
Сетевое резервирование
Кольцо круглого сечения Цепь круглого сечения Быстрое восстановление STP RSTP
Светодиодные индикаторы
Индикатор питания
Зеленый: индикатор питания x 1
Главный индикатор кольца
Зеленый: система работает в режиме O-Ring Master.
Индикатор кольцевого уплотнения
Желтый: указывает на то, что порт работает в режиме уплотнительного кольца (на порт)
Индикатор порта 10/100Base-T(X) RJ45
Зеленый для порта Link/Act. (на порт)
Мощность
Входная мощность
Вход питания 12~ 48 В постоянного тока в разъеме M12 (A-кодировка)
Потребляемая мощность (тип. )
3 Вт
Защита от перегрузки по току
Подарок
Защита от обратной полярности
Подарок
Физические характеристики
Корпус
ИП-30
Размеры (Ш x Г x В)
88,9 (Ш) x 40 (Г) x 178,2 (В) мм (3,5 x 1,57 x 7 дюймов)
Вес (г)
375 г
Окружающая среда
Температура хранения
от -40 до 85°C (от -40 до 185°F)
Рабочая температура
от -40 до 70°C (от -40 до 158°F)
Рабочая влажность
от 5% до 95% без конденсации
Разрешения регулирующих органов
ЭМИ
FCC часть 15, CISPR (EN55022) класс A, EN50155 (EN50121-3-2, EN55011, EN50121-4)
2 аккумулятора GBA 18V 4.0Ah + GAL 18V-40 Базовый комплект
2 аккумулятора GBA 18V 4.0Ah + GAL 18V-40 Базовый комплект | Bosch Professional
Аккумуляторы и зарядные устройства
Базовый комплект
Функции и основные характеристики
Ваш выбор
в картонной коробке с 2 литий-ионными аккумуляторами емкостью 4,0 А•ч, быстрозарядное устройство
Показать вариант
в данный момент недоступны онлайн
Найти дилера поблизости
Аккумуляторы и зарядные устройства
2 аккумулятора GBA 18V 4.0Ah + GAL 18V-40
Подробнее
Картонная коробка
2 аккумулятора GBA 18V 4.0Ah
Быстрозарядное устройство GAL 18V-40 Professional
Номер заказа: 1600A019S0
Рекомендованная розничная цена с НДС
Выбранный вариант
Выбранный вариант
в картонной коробке с 2 литий-ионными аккумуляторами емкостью 4,0 А•ч, быстрозарядное устройство
1 600 A01 9S0
Найти дилера поблизости
2 аккумулятора GBA 18V 4.
0Ah + GAL 18V-40 Professional
Ваш выбор
в картонной коробке с 2 литий-ионными аккумуляторами емкостью 4,0 А•ч, быстрозарядное устройство
Номер заказа: 1 600 A01 9S0
Выбрать вариант
в данный момент недоступны онлайн
Найти дилера поблизости
2 аккумулятора GBA 18V 4.0Ah + GAL 18V-40
Подробнее
Картонная коробка
2 аккумулятора GBA 18V 4.0Ah
Быстрозарядное устройство GAL 18V-40 Professional
Номер заказа: 1600A019S0
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Картонная коробка
2 аккумулятора GBA 18V 4. 0Ah 1 600 Z00 038
Быстрозарядное устройство GAL 18V-40 Professional 1 600 A01 9RJ
показать меньше
показать больше
Дополнительные данные
Емкость аккумулятора 1*
4 А*ч
Напряжение аккумулятора
18,0 В
Вес аккумулятора 1*
0,619 кг
Тип ячеек
Li-Ion
Зарядное напряжение аккумулятора
14,4 – 18 В
Зарядный ток*
4 A
Время зарядки аккумулятора емкостью 4,0 А•ч (80 %/100 %) ок. *
48/65 мин
Вес зарядного устройства*
0,55 кг
* Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
Аккумулятор BOSCH GBA 18 В 3,0 А*ч M-B
Аккумулятор BOSCH GBA 18 В 3,0 А*ч M-B
Каталог товаров
Спецпредложения
Маска в подарок
Распродажа
Аккумуляторный инструмент
Измерительный инструмент
Зарядные и пусковые устройства,стабилизаторы
Садовая техника
Электроинструмент
Снегоуборщики
Тепловое оборудование
Электроинструмент
УШМ (болгарки)
Шуруповерты сетевые
Перфораторы
Дрели
Пилы
Лобзики
Точила
Фрезеры
Шлифовальные машины
Отбойные молотки
Рубанки
Резаки
Штроборезы
Полировальные машины
Гайковерты
Граверы
Строительные миксеры
Клеевые пистолеты (термопистолеты)
Краскопульты электрические
Ножницы по металлу
Пароочистители, стеклоочистители
Пылесосы строительные
Степлеры электрические
Термофены (промышленные фены)
Аккумуляторный инструмент
Аккумуляторные шуруповерты
Аккумуляторные гайковерты
Аккумуляторные отвертки
Аккумуляторные рубанки
Аккумуляторные лобзики
Аккумуляторные перфораторы
Аккумуляторные дисковые пилы
Аккумуляторные УШМ (болгарки)
Аккумуляторные сабельные пилы
Аккумуляторные граверы
Аккумуляторные ножницы
Аккумуляторные пилы
Аккумуляторные резаки
Аккумуляторные фонари
Аккумуляторные шлифмашины
Генераторы (электростанции)
Бензиновые
Газовые
Дизельные
Сварочные
Садовая техника и инвентарь
Все для полива
Садовый инвентарь
Бензопилы
Высоторезы
Газонокосилки
Измельчители
Аккумуляторная техника
Навесное оборудование для культиваторов и мотоблоков
Навесное оборудование для тракторов и райдеров
Товары для фермеров
Культиваторы и мотоблоки
Мойки высокого давления
Мотобуры
Навесное оборудование для подметальных машин
Мотопомпы
Насосы и насосные станции
Снегоуборщики
Триммеры бензиновые
Дровоколы
Цепные электрические пилы
Барбекю и грили
Подметальные устройства
Сувенирная продукция, игрушки
Триммеры аккумуляторные
Воздуходувки и садовые пылесосы
Кусторезы
Триммеры электрические
Опрыскиватели
Скарификаторы и аэраторы
Тракторы и райдеры
Насосы
Баки
Мотопомпы
Насосные канализационные установки
Насосные станции
Насосы для дизельного топлива
Насосы поверхностные
Насосы погружные
Насосы ручные
Насосы циркуляционные
Ручной инструмент
Заклепочники и заклепки
Крепеж
Электромонтажный инструмент
Ключи головки и воротки
Малярный и штукатурный инструмент
Ножницы
Отвертки
Столярно-слесарный инструмент
Наборы инструмента
Паяльники и паяльная химия
Пистолеты для герметика и монтажной пены
Плиткорезы и стеклорезы ручные
Струбцины и зажимы
Сумки, чехлы, кейсы
Инструмент для снятия изоляции
Инструменты с креплением для страховки от падения с высоты
Инструменты электроизолированные
Мультиинструменты
Специальные клещи
Клещи
Садовый инструмент
Степлеры
Пинцеты
Слесарно-монтажный инструмент
Столярный инструмент
Ударно-рычажный инструмент
Шарнирно-губцевый инструмент
Инструмент для работы с гипроком
Щётки
Измерительный инструмент
Колеса дорожные
Лазерные дальномеры
Линейки
Металлодетекторы
Штативы и рейки
Мультиметры
Толщиномеры
Нивелиры лазерные
Нивелиры оптические
Рулетки и ленты
Угломеры и уклономеры
Угольники
Уровни
Штангенциркули
Щупы и резьбовые шаблоны
Приемники лазерного излучения
Влагомеры
Индикаторы
Манометры
Микрометры
Пирометры
Тестеры
Сварочное оборудование
Дуговая сварка (ММА)
Полуавтоматическая сварка (MIG-MAG)
Аргонно дуговая сварка (TIG)
Маски сварочные
Точечная сварка
Лампы паяльные
Горелки
Трубосварочное оборудование
Газосварочные аппараты
Плазморезы
Строительное оборудование
Бетономешалки
Лестницы и стремянки
Бензорезы
Вибраторы глубинные
Виброплиты
Оборудование для бурения
Стропы
Тепловое оборудование
Радиаторы секционные
Газовое
Дизельное
Инфракрасное
Электрическое
Зарядные и пусковые устройства,стабилизаторы
Станки
Деревообрабатывающие станки
Камнеобрабатывающие станки
Металлообрабатывающие станки
Компрессорное оборудование
Компрессоры безмасляные
Компрессоры масляные
Компрессоры автомобильные
Компрессоры аккумуляторные
Компрессоры коаксиальные
Компрессоры ременные
Компрессорные наборы
Пневматический инструмент
Гайковерты
Дрели
Наборы пневмоинструмента
Пистолеты
Степлеры
УШМ (болгарки)
Шлифовальные машины
Шуруповерты
Долото
Заклепочники
Краскораспылители и аэрографы
Оснастка и расходные материалы
Алмазный инструмент
Абразивный инструмент
Режущий инструмент
Для сварки
Масла и смазки
Для измерительной техники
Зачистные насадки для инструмента
Патроны для электроинструмента
Для инструмента
Аккумуляторы и зарядные устройства
Для бензоинструмента
Для садовой техники
Приспособления и принадлежности для станочного оборудования
Принадлежности и оснастка для строительства
Для генераторов и электростанций
Для пуско-зарядных устройств
Удлинители, кабели, фонари
Хозяйственные товары
Запасные части
Автотовары
Инструмент для ремонта автомобиля
Ремни и стяжки
Средства индивидуальной защиты
Подъемное оборудование
Стяжки цепные,талрепы
Блоки монтажные
Захват-клипсы
Лебедки
Тали
Домкраты
Тележки гидравлические
Главная
BOSCH
Аккумулятор BOSCH GBA 18 В 3,0 А*ч M-B
КОД 57
РЕЙТИНГ
5 700 ₽
Артикул1600A012UV
БрендBOSCH
Базовая единицашт
Сертификаты
Отзывы
Оставить отзыв
Ваша оценка:
Опыт использованияНесколько днейМенее месяцаНесколько месяцевБольше года
Наличие в магазинах
Способы получения товара:
Доставка
Забрать из наших магазинов (с проверкой на месте)
Забрать сегодня 0 Заказать в точку самовывоза 12
Елизаровская, 192029, г. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н Пн-Пт: с 10:00 до 20:00 Выходные: с 10:00 до 19:00
Купчино, 192281, г.С-Пб, ул.Малая Балканская, д.26, лит.А, пом.14Н с 10:00 до 20:00 ежедневно Вс: с 10:00 до 19:00
Ладожская, 195279, г.С-Пб., Ириновский пр-кт, дом №29, корп.1, лит.А, пом.3Н Будни: 10:00-20:00 Сб: с 10:00 до 19:00 ВС выходной
Нарвская, 198095, г. С-Пб, ул. Маршала Говорова, д.37, лит.А По будням: с 09.00 до 20.00 Сб: с 10:00 до 19:00 Вс выходной
Измайловская, г. Москва., ул. Первомайская дом 4 с Пн — Пт с 10:00 до 20:00, Сб, Вс с 10:00 до 19:00
Удельная, 194214, г.С-Пб., Скобелевский проспект, дом 17, Лит.Б, пом.2Н с 10:00 до 20:00 ежедневно Выходные: с 10:00 до 20:00
Ленинский проспект, 198216, г. С-Пб., пр.Народного ополчения, д.22 По будням: с 10.00 до 20.00 Выходные: с 10:00 до 20:00
188307, Лен. обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 с Пн — Пт с 09:00 до 19:00, Сб, с 10:00 до 19:00 Вс выходной
1188541, Лен. обл., г.Сосновый Бор, ул.Красных Фортов, дом №10А, лит.А, пом.1 Будни: 10:00-20:00 Сб: с 10:00 до 19:00 Вс: с 10:00 до 18:00
Новгородская обл. , г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл., г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
История просмотра
0.24
Аккумулятор GBA 18 В 5,0 Ач
Аккумулятор GBA 18 В 5,0 Ач | Бош Профессионал
Батареи и зарядные устройства
Аккумулятор
Функции и основные характеристики
Ваш выбор
в картонной коробке с аксессуаром
Показать вариант
89,00 EUR
Рекомендованная розничная цена без НДС
Найдите местного дилера
Аккумуляторы и зарядные устройства
GBA 18V 5.0Ah
Подробные цены
Картонная коробка
1 батарея GBA 18 В 5,0 Ач
Номер заказа: 1600A002U5
89,00 евро
Рекомендованная розничная цена без НДС.
Ваш выбранный вариант
Ваш выбранный вариант
в картонной коробке с аксессуаром
1 600 A00 2U5
89,00 евро
Рекомендованная розничная цена без НДС
Найдите местного дилера
GBA 18V 5.0ah Professional
Ваш выбор
в картонной коробке с аксессуаром
Номер заказа: 1 600 A00 2U5
Выбрать вариант
89.00 EUR
Рекомендованная розничная цена, за исключением VAT
89,00 EUR
.
Найдите местного дилера
GBA 18V 5.0Ah
Подробные цены
Картонная коробка
1 батарея GBA 18 В 5,0 Ач
Номер заказа: 1600A002U5
89,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
Картонную коробку
1 батарея GBA 18 В 5,0 Ач 1 600 A00 2U5
Показать меньше
Показать больше
Дополнительные данные
Напряжение батареи
18,0 В
Масса
0,62 кг
Для того, чтобы страница отображалась оптимально, ее необходимо перезагрузить. Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Аккумулятор Qoltec для Bosch GBA 2607336169 | 18 В ( 52992) — Аккумуляторы для электроинструментов
Модель профессионального уровня качества. Увеличенная толщина спиралей обеспечивает длительный срок службы нагревательного элемента. Точный контроль выходной температуры и ламинарный воздушный поток гарантируют высокое качество выходного воздуха. Точный выбор температуры на ЖК-экране позволяет использовать изделие для широкого спектра работ
Применение
Для генерации горячего воздуха. Используется: при сушке и/или снятии лакокрасочных покрытий, сушки клеевых соединений и/или клейки путем нагрева, сушки штукатурки, шпатлевки, изделий из гипса и аналогичных материалов, монтажа окантовок, трубок и проч. методом горячей усадки, посадки с нагревом, горячей деформации, размораживания труб, разъема резьбовых соединений, сушки влаги, пайки, лужения, дезинфекции и т. д.
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип фена
технический
Мощность, Вт
2000
Рабочая температура, град
1 режим: 80, 2 режим: 80-600
Расход воздуха, л/мин
1 режим: 220, 2 режим: 550
Регулировка температуры
плавная
Регулировка воздушного потока
ступенчатая
Холодный обдув
есть
Керамический изолятор
есть
Защита от перегрева
есть
Электронный дисплей
есть
Количество насадок
4
Скребок
нет
Шпатель
нет
Кейс
нет
Длина кабеля, м
2
Напряжение, В/Гц
230 / 50
Габариты, см
27х28х8
Масса изделия, кг
0. 85
Масса в упаковке, кг
1.4
Комплектация
Фен технический
1
Насадки
4
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 2. 43 МБ)
Рекламная брошюра (скачать pdf, 2.04 МБ)
Инструкция для печати (скачать pdf, 2.5 МБ)
ФТ-П2000 М2Д_Приложение к инструкции (скачать pdf, 181.33 КБ)
ФТ-П2000 М2Д_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Защита рук
Защита органов дыхания
80-600град, 220/550 л/мин, 2000Вт по цене 4 060 руб.
у официального партнера ЗУБР в России
Преимущества
Полностью цифровое управление для точной настройки рабочего режима
Изделие профессионального уровня на новой технологической базе
Два режима работы с разными температурой и воздушным потоком
Благодаря электронной регулировке температуры, воздушного потока и потребляемой мощности возможна работа с различными материалами
Точная установка температуры с контролем по жидкокристаллическому дисплею
Память последнего рабочего значения температуры упростит настройку и работу при частом выполнении однотипных операций
Ступень холодного обдува позволяет плавно охладить нагревательный элемент по окончании работы, что многократно продлевает его ресурс
Новая схема воздушного потока с перпендикулярным двигателем увеличивает КПД фена
Высококачественный керамический изолятор для длительного срока службы
Регулятор расхода гелия Г-70-2 (БАМЗ) — ООО «Витал
Регуляторы У-30П-2 и У-30П-2МГ могут комплектоваться электроподогревателем газа, устанавливаемым перед регулятором, или подогревателем корпуса. Напряжение питания электроподогревателя 36 В, потребляемая мощность не более 200 Вт.
Регуляторы изготавливаются видов климатического исполнения УХЛ2 или Т2 по ГОСТ 15150, но для работы в интервале температур: от минус 200 до плюс 400 С — АР-10-2, АР-10-2МГ; АР-40-2, АР-40-2 МГ; АР-150-2, АР-150-2 МГ; Г-70-2, Г-70-2 МГ; В-50-2, В-50-2 МГ; А-30-2, А-30-2 МГ; А-90-2, А-90-2 МГ; от минус 300 до плюс 500 С — У-30П-2, У-30П-2МГ; от плюс 50 до плюс 500 С – У-30-2, У-30-2МГ.
Во избежание попадания загрязнений и конденсата в регуляторы У-30-2 и У-30П-2, перед началом эксплуатации требуется отстой баллона с углекислотой не менее 24 часов и слив конденсата. Качество углекислоты должно соответствовать ГОСТ 8050 и подтверждаться документом организации, наполнившей баллон.
Пример условного обозначения регулятора расхода У-30-2 при заказе:
«Регулятор расхода для углекислого газа У-30-2 без подогревателя».
Наименование показателей
У-30-2
У-302МГ
У-30П-2
У-30П-2МГ
АР-10-2
АР-10-2МГ
АР-40-2
АР-40-2МГ
АР-150-2
АР-150-2МГ
А-30-2
А-30-2МГ
А-90-2
А-90-2МГ
Г-70-2
Г-70-2МГ
В-50-2
В-50-2МГ
Заводской код изделия
010391
010401
010491
010431
009391
009371
008491
008471
009291
009271
009691
009671
009591
009571
009491
009471
009191
009171
Редуцируемый газ
Углекислый газ
Аргон
Азот
Гелий
Водород
Давление газа на входе, МПа(кгс/см2): наибольшее;
наименьшее при наибольшем расходе
10(100)
0,8(8)
20(200)
1,5(15)
20(200)
0,8(8)
20(200)
1,5(15)
20(200)
2,5(25)
20(200)
0,8(8)
20(200)
1,5(15)
20(200)
0,8(8)
Наибольшая пропускная способность при наибольшем рабочем давлении (красная шкала указателя расхода при дюзе №2, м3/ч (л/мин)
1,8
(30)
0,6
(10)
2,4
(40)
9,0
(150)
1,8
(30)
5,4
(90)
4,2
(70)
3,0
(50)
Пропускная способность по черной шкале расходомера при дюзе №1 в интервале, м3/ч (л/мин)
0,30-0,72
(5-12)
0,03-0,15 (0,5-2,5)
0,30-0,84 (5-14)
0,6-2,4
(10-40)
0,03-0,24 (0,5-4,0)
0,90-2,22 (15-37)
0,30-1,20 (5-20)
0,30-0,96 (5-16)
Диаметры расходных шайб (дюз),мм: №1
№2
0,60
1,0
0,15
0,35
0,. 55
0,85
0,75
1,45
0,15
0,40
1,0
1,40
0,35
0,65
0,27
0,40
Габаритные размеры, мм, не более
Для малогабаритных регуляторов
170х
150х155
170х
150х260
170х140х155
170х
150х140
170х
150х240
170х140х140
Масса, кг, не более
1,4
2,2
1,5
Для малогабаритных регуляторов
1,1
1,9
1,2
Присоединительные размеры:
на входе – гайка накидная с внутренней резьбой
G ¾ ГОСТ 6357
СП21,8 14ниток
на 1″ левая
на выходе –
штуцер с гайкой и ниппелем
М16х1,5 ГОСТ 24705
М16х1,5
левая
Скачать PDF Скачать PDF
Bzp.
by
ЗУБЧАТЫЕ РЕМНИ S14M SUPER TORQUE MITSUBOSHI
Размеры и характеристики ремня: Шаг зубьев P мм 14 Толщина h2 мм 10,2 Высота зуба h3 мм 5,3 Номинальная длина Lp/Lw мм 1008 Количество зубьев шт 72 Минимальный диаметр шкива dw мм 151 Максимальная линейная скорость Vmax м/с До 40 Маркировка Профиль …
подробнее
ЗУБЧАТЫЕ РЕМНИ S8M SUPER TORQUE MITSUBOSHI
Размеры и характеристики ремня: Шаг зубьев P мм 8 Толщина h2 мм 5,3 Высота зуба h3 мм 3,05 Номинальная длина Lp/Lw мм … Количество зубьев шт … Минимальный диаметр шкива dw мм 56 Максимальная линейная скорость Vmax м/с До 40 Маркировка Профиль …
подробнее
ЗУБЧАТЫЕ РЕМНИ S5M SUPER TORQUE MITSUBOSHI
Размеры и характеристики ремня: Шаг зубьев P мм 5 Толщина h2 мм 3,41 Высота зуба h3 мм 1,91 Номинальная длина Lp/Lw мм 225 Количество зубьев шт 45 Минимальный диаметр шкива dw мм 22 Максимальная линейная скорость Vmax м/с До 40 Маркировка Профиль . ..
подробнее
ЗУБЧАТЫЕ РЕМНИ S2M SUPER TORQUE MITSUBOSHI
Размеры и характеристики ремня: Шаг зубьев P мм 2 Толщина h2 мм 1,36 Высота зуба h3 мм 0,76 Номинальная длина Lp/Lw мм … Количество зубьев шт … Минимальный диаметр шкива dw мм 9 Максимальная линейная скорость Vmax м/с До 40 Маркировка Профиль …
подробнее
ЗУБЧАТЫЕ РЕМНИ S3M SUPER TORQUE MITSUBOSHI
Размеры и характеристики ремня: Шаг зубьев P мм 3 Толщина h2 мм 1,94 Высота зуба h3 мм 1,14 Номинальная длина Lp/Lw мм … Количество зубьев шт … Минимальный диаметр шкива dw мм 13 Максимальная линейная скорость Vmax м/с До 40 Маркировка Профиль …
подробнее
ЗУБЧАТЫЕ ПОЛИУРЕТАНОВЫЕ РЕМНИ T2
Пример обозначения ремней: 10 Т2/450 10 – ширина ремня в мм Т2 – тип/шаг 450 – длина ремня в мм Размеры ремня: Шаг зубьев t мм 2 Толщина hs мм 1,1 Высота зуба ht мм 0,5 Номинальная длина Lp/Lw мм … Количество зубьев … Минимальный шкив кол-во . ..
подробнее
ЗУБЧАТЫЕ ПОЛИУРЕТАНОВЫЕ РЕМНИ AT20 (АТ20)
Пример обозначения ремней: 10 АТ20/450 10 – ширина ремня в мм АТ20 – тип/шаг 450 – длина ремня в мм Размеры ремня: Шаг зубьев t мм 20 Толщина hs мм 9 Высота зуба ht мм 5 Номинальная длина Lp/Lw мм … Количество зубьев … Минимальный шкив кол-во …
подробнее
ЗУБЧАТЫЕ ПОЛИУРЕТАНОВЫЕ РЕМНИ AT3 (АТ3)
Пример обозначения ремней: 10 АТ3/450 10 – ширина ремня в мм АТ3 – тип/шаг 450 – длина ремня в мм Размеры ремня: Шаг зубьев t мм 3 Толщина hs мм 1,9 Высота зуба ht мм 1,1 Номинальная длина Lp/Lw мм … Количество зубьев … Минимальный шкив кол-во …
подробнее
ЗУБЧАТЫЕ ПОЛИУРЕТАНОВЫЕ РЕМНИ AT5 (АТ5)
Пример обозначения ремней: 10 АТ5/450 10 – ширина ремня в мм АТ5 – тип/шаг 450 – длина ремня в мм Размеры ремня: Шаг зубьев t мм 5 Толщина hs мм 2,7 Высота зуба ht мм 1,2 Номинальная длина Lp/Lw мм … Количество зубьев … Минимальный шкив кол-во . ..
подробнее
ЗУБЧАТЫЕ ПОЛИУРЕТАНОВЫЕ РЕМНИ AT10 (АТ10)
Пример обозначения ремней: 10 АТ10/450 10 – ширина ремня в мм АТ10 – тип/шаг 450 – длина ремня в мм Размеры ремня: Шаг зубьев t мм 10 Толщина hs мм 5 Высота зуба ht мм 2,5 Номинальная длина Lp/Lw мм … Количество зубьев … Минимальный шкив кол-во …
подробнее
DH8M
Размеры и характеристики ремня: Шаг зубьев P мм 8 Толщина H мм 8,34 Высота зуба h2 мм 3,57 Длина Lp/Lw мм … Количество зубьев шт … Максимальная линейная скорость Vmax м/с 30 Минимальный диаметр шкива dw мм 56,02 Профиль Длина по корду в мм …
подробнее
DS14M
Размеры и характеристики ремня: Шаг зубьев P мм 14 Толщина H мм 15,5 Высота зуба h2 мм 5,3 Длина Lp/Lw мм … Количество зубьев шт … Максимальная линейная скорость Vmax м/с 30 Минимальный диаметр шкива dw мм 151,52 Профиль Длина по корду в мм …
подробнее
2023 Код диагноза по МКБ-10 G70.2: Врожденная миастения и миастения развития
Коды МКБ-10-СМ
›
G00-G99
›
G70-G73
›
G70-
›
2023 Код диагноза по МКБ-10-CM G70. 2
Врожденная и развивающаяся миастения
2016 2017 2018 2019 2020 2021 2022 2023 Платежный/специальный код
G70.2 — это оплачиваемый/специальный код МКБ-10-CM, который можно использовать для обозначения диагноза в целях возмещения расходов.
Редакция МКБ-10-КМ G70.2 2023 г. вступила в силу 1 октября 2022 г.
Это американская версия ICD-10-CM G70.2. Другие международные версии ICD-10 G70.2 могут отличаться.
Следующие коды выше G70.2 содержат обратные ссылки на аннотации
Обратные ссылки на аннотации
В этом контексте обратные ссылки на аннотации относятся к кодам, которые содержат:
Применимо к аннотациям, или
Код также аннотации, или
Code First аннотации, или
3 Не исключать аннотации,
Исключает2 аннотации, или
Включает аннотации, или
Примечания, или
Используйте дополнительные аннотации
, которые могут быть применимы к G70. 2:
G00-G99
2023 МКБ-10-СМ Диапазон G00-G99
Болезни нервной системы
Тип 2 Исключая
некоторые состояния, возникающие в перинатальном периоде (P04-P96) (A00-B99)
осложнения беременности, родов и послеродового периода (O00-O9A)
врожденные пороки развития, деформации и хромосомные аномалии (Q00-Q99)
эндокринные заболевания, болезни питания и обмена веществ (E00-E88)
травмы, отравления и некоторые другие последствия внешних причин (S00-T88)
новообразования (C00-D49)
симптомы, признаки и отклонения от нормы клинических и лабораторных данных, не классифицированные в других рубриках (R00-R94)
G64 Другие заболевания периферической нервной системы
G65 Последствия воспалительных и токсических полинейропатий0028
G65.0 Последствия синдрома Гийена-Барре
G65.1 Последствия другой воспалительной полиневропатии
G65. 2 Последствия токсической полинейропатии
G70 Миастения и другие мионевральные расстройства
G70.0 Миастения гравис
G70.00 …… без (острого) обострения
G70.01 …… с (острым) обострением
G70.1 Токсические мионевральные расстройства0028
G70. 2 Врожденная и развивающаяся миастения
G70.8 Другие уточненные мионевральные расстройства0028
G70.80 Синдром Ламберта-Итона неуточненный
G70.81 Синдром Ламберта-Итона при болезни, классифицированной в других рубриках0028
G70.89 Другие уточненные мионевральные расстройства
G70. 9 Мионевральное расстройство неуточненное
G71 Первичные поражения мышц
G71.0 Мышечная дистрофия
G71.00 …… не указано
G71.01 Мышечная дистрофия Дюшенна или Беккера
G71.02 Плечево-лицевая мышечная дистрофия
Требования о возмещении с датой вручения 1 октября 2015 г. или после этой даты требуют использования кодов МКБ-10-CM.
Встречайте роскошный спортивный седан Genesis G70 2023 года
ГРУБАЯ СИЛА. РАЗБЛОКИРОВАН.
Ощутите неистовую мощь и превосходство Genesis G70. Каждое мгновение за рулем, основанное на атлетизме, свидетельствует о волнующей производительности.
СОЗДАЙТЕ СВОЙ G70
В КУРСЕ
ФИНАНСИРОВАНИЕ ВАШЕГО GENESIS G70 2023
Финансируйте свой G70 с таким же исключительным предложением, как и автомобиль.
Предложение действует до 30.11.2022. Годовая процентная ставка 2,99% (годовая) на 60 месяцев в размере 17,96 долларов США в месяц за 1000 долларов США, финансируемых для квалифицированных покупателей через Genesis Finance. Финансирование в годовом исчислении подлежит одобрению кредита Genesis Finance для квалифицированных покупателей и недоступно при финансировании на воздушной подушке. Только ограниченное число клиентов может претендовать на рекламируемую годовую процентную ставку. Не все покупатели будут соответствовать требованиям. Более высокие процентные ставки применяются к квалифицированным покупателям с более низким кредитным рейтингом. Первоначальный взнос будет варьироваться в зависимости от APR. Должен быть доставлен от участвующего розничного продавца и из новых розничных запасов с 4.11.2022 по 30.11.2022. Это поощрение предоставляется в течение ограниченного времени на соответствующие критериям новые автомобили Genesis G70 2023 года выпуска и не может сочетаться с другими специальными предложениями, за исключением особо оговоренных случаев. Взнос продавца может варьироваться и влиять на фактический ежемесячный платеж. Розничная цена может варьироваться. Финансовый договор должен быть подписан и датирован не позднее 30.11.2022. Для получения более подробной информации обратитесь к участвующему в программе продавцу Genesis. Предложение действует до 30.11.2022. «>Полная информация о предложении.*
УЛУЧШЕНО С ВОСПРИЯТИЕМ
«Что делает вождение Genesis таким захватывающим? Мы сузили его до улучшенных ходовых качеств и улучшенных характеристик мощности, поэтому концепция «улучшенной производительности» стала нашей основной основой».
— ИНЖЕНЕРЫ ПРОИЗВОДИТЕЛЬНОСТИ GENESIS
ВЫБЕРИТЕ, ЧТОБЫ ПОСТРОИТЬ
2,0 т задний привод
НАЧАЛЬНАЯ Рекомендованная розничная цена 39 150 долларов США *
19-дюймовые легкосплавные диски
Навигационная система с экраном 10,25 дюйма
Помощь в предотвращении столкновений вперед
СТРОИТЬ
2,0 т полный привод
НАЧАЛЬНАЯ Рекомендованная розничная цена 41 250 долларов США *
19-дюймовые легкосплавные диски
Навигационная система с экраном 10,25 дюйма
Рулевое колесо с подогревом
СТРОИТЬ
3,3 т с задним приводом
НАЧАЛЬНАЯ Рекомендованная розничная цена 44 650 долларов США *
19-дюймовые легкосплавные диски
Кожаные сиденья
Алюминиевая отделка
СТРОИТЬ
Полный привод 3,3 т
НАЧАЛЬНАЯ Рекомендованная розничная цена 46 750 долларов США *
19-дюймовые легкосплавные диски
Передние сиденья с электроприводом и поясничной опорой в 4 направлениях
Рулевое колесо с подогревом
СТРОИТЬ
СРАВНИТЬ СИЛОВЫЕ ПРИВОДЫ
СРАВНИТЬ
Стандарт с пакетом
ДИЗАЙН
ГОТОВЬТЕСЬ К ВАШЕМУ ЗАМЕТИНИЮ
Смелая визуальная идентичность G70 — это возрождение атлетизма. От его широких, мускулистых плеч до купеобразного профиля с низкой линией крыши, этот спортивный седан привлекает внимание. Внутри большой сенсорный экран, доступные кожаные сиденья Nappa и многое другое интуитивно понятно, что придает G70 безошибочный стиль.
ПОСМОТРЕТЬ ДИЗАЙН
ПРОИЗВОДИТЕЛЬНОСТЬ
ДИНАМИЧЕСКАЯ УПРАВЛЯЕМОСТЬ
Мощный на асфальте G70 отказывается сдерживаться. Доступный двигатель Twin Turbo V6 объемом 3,3 л выдает мощность 365 л.
ПОСМОТРЕТЬ ПРОИЗВОДИТЕЛЬНОСТЬ
БЕЗОПАСНОСТЬ
НЕВЕРОЯТНЫЕ ВПЕЧАТЛЕНИЯ. МАКСИМАЛЬНАЯ ЗАЩИТА.
Интеллектуальный и мощный G70 поставляется с набором передовых систем помощи водителю, оснащенных сетью датчиков, радаров и камер, которые используют передовые технологии для обеспечения безопасности вас и ваших пассажиров.
ПОСМОТРЕТЬ БЕЗОПАСНОСТЬ
ТЕХНОЛОГИИ
НАСЛАЖДАЙТЕСЬ ВЕЛИКОЛЕПНОСТЬЮ НОВОГО ПОКОЛЕНИЯ
Благодаря передовым системам и ультрасовременным функциям, G70 создан для того, чтобы улучшить ваши впечатления одним прикосновением к экрану. Интеллектуальные технологии улучшают безопасность, комфорт, развлечения и производительность во время вождения, как никакие другие.
ПОСМОТРЕТЬ ТЕХНОЛОГИИ
ЭКСКЛЮЗИВНЫЕ ПРИНАДЛЕЖНОСТИ ДЛЯ G70
НАКЛАДКА НА ЗАДНИЙ БАМПЕР
Помогает защитить верхнюю поверхность заднего бампера от царапин, потертостей, вмятин и повреждений во время погрузки и разгрузки.
УЧИТЬ БОЛЬШЕ
ДВУСТОРОННИЙ ГРУЗОВОЙ ПОДДОН
Грузовой поддон защищает ваш грузовой отсек от повреждений, которые могут возникнуть в результате естественного износа и случайных проливов.
УЧИТЬ БОЛЬШЕ
ВСЕСЕЗОННЫЕ ПОДУШКИ
Максимально защитите пол с помощью этих изготовленных на заказ вкладышей.
УЧИТЬ БОЛЬШЕ
НАКЛАДКИ НА ДВЕРИ С ПОДСВЕТКОЙ
Улучшите внешний вид вашего автомобиля с помощью наших привлекательных и прочных алюминиевых накладок на двери с подсветкой. Они помогают защитить ваши пороги от потертостей и мелких вмятин.
УЧИТЬ БОЛЬШЕ
Помогает защитить верхнюю поверхность заднего бампера от царапин, потертостей, вмятин и повреждений во время погрузки и разгрузки.
УЧИТЬ БОЛЬШЕ
Грузовой поддон защищает ваш грузовой отсек от повреждений, которые могут возникнуть в результате естественного износа и случайных проливов.
УЧИТЬ БОЛЬШЕ
Максимально защитите пол с помощью этих изготовленных на заказ вкладышей.
УЧИТЬ БОЛЬШЕ
Улучшите внешний вид вашего автомобиля с помощью наших привлекательных и прочных алюминиевых накладок на двери с подсветкой. Они помогают защитить ваши пороги от потертостей и мелких вмятин.
УЧИТЬ БОЛЬШЕ
НАГРАДЫ
ФОРМУЛА ПОБЕДЫ
ОПЫТ ВЛАДЕЛЬЦА GENESIS
Истинная роскошь заключается в полном опыте. Разработано с учетом реальных потребностей и желаний, с учетом того, как вы на самом деле живете. Это Genesis Experience, наш продуманный набор преимуществ для владельцев.
ПОДКЛЮЧЕННЫЕ УСЛУГИ GENESIS
GENESIS SERVICE VALET
МУЛЬТИМЕДИА И НАВИГАЦИОННЫЕ ОБНОВЛЕНИЯ
БЕСПЛАТНОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
SIRIUSXM ПОЛНЫЙ ДОСТУП
24/7 РАСШИРЕННАЯ ПОМОЩЬ НА ДОРОГЕ
ПОДКЛЮЧЕННЫЕ УСЛУГИ GENESIS
Все модели Genesis 2023 года и новее включают в себя Connected Services* с неограниченным доступом к автоматическим уведомлениям о столкновениях, расширенной помощи на дороге, голосовым вызовам SOS и функциям ухода за автомобилем. Владельцы также получают три года бесплатных услуг Remote и Guidance, включая Remote start, Guidance и поиск пункта назначения.
GENESIS SERVICE VALET
Вы можете никогда не ступить в наш сервисный центр. С бесплатным сервисным обслуживанием Genesis Service Valet* на 3 года или 36 000 миль мы проведем дистанционную диагностическую проверку, заберем ваш автомобиль, отправим бесплатную замену и вернем ваш Genesis, когда он будет готов.
МУЛЬТИМЕДИА И НАВИГАЦИОННЫЕ ОБНОВЛЕНИЯ
Передовые технологии включают в себя бесплатные обновления карт для навигационной системы вашего автомобиля, чтобы вы всегда имели доступ к самым последним картам. Обновления* доступны ежегодно в рамках планового технического обслуживания в течение 3 лет.
БЕСПЛАТНОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Наслаждайтесь беззаботным опытом владения, который включает бесплатное плановое техническое обслуживание* в течение 3 лет или 36 000 миль; что наступит раньше. Кроме того, бесплатная замена масла при каждом плановом техническом обслуживании.
SIRIUSXM ПОЛНЫЙ ДОСТУП
С 3-месячной бесплатной пробной версией SiriusXM All Access* вы будете наслаждаться более чем 150 каналами новостей, разговоров и развлечений.
24/7 РАСШИРЕННАЯ ПОМОЩЬ НА ДОРОГЕ
Самая важная роскошь — это душевное спокойствие. Если ваши планы путешествий примут неожиданный оборот, 5 лет бесплатно ИСКЛЮЧЕНИЯ Помощь на дороге не является гарантией и не включает возмещение каких-либо расходов/плат за ремонт, запчасти, работу, потерю имущества или любые другие расходы, понесенные в результате аварии/столкновения, неправильного обращения с транспортным средством, гонок, вандализма или других предметов, не покрывается ограниченной гарантией Genesis New Vehicle. Также исключаются услуги по зимним шинам, ремонт шипов, монтаж или демонтаж цепей противоскольжения, любые штрафы, сборы или налоги, связанные с буксировкой в результате любого фактического или предполагаемого нарушения какого-либо закона или постановления. Бездорожье не предусмотрено. Для обслуживания автомобиль должен находиться на дороге общего пользования.
ЮРИДИЧЕСКИЙ Услуги помощи на дороге предоставляются Американской автомобильной ассоциацией, Inc., Хитроу, Флорида, и ее дочерними мотоклубами (совместно именуемые «AAA»), которые являются независимыми подрядчиками Genesis Motor America («Genesis»). Genesis не дает никаких гарантий в отношении услуг, предоставляемых AAA, и не несет ответственности за действия своих сотрудников или субподрядчиков. Genesis оставляет за собой право ограничить услуги или компенсацию любому владельцу/водителю, если, по мнению Genesis, претензии являются чрезмерными по характеру, частоте или типу возникновения».>Помощь на дороге* обеспечивает замену шин или транспортировку до ближайшего дилера Genesis. Также включена компенсация за определенные неудобства в ночное время.
!
Благодарим вас за интерес к новому Genesis G70 2023 года. Вы можете ожидать будущих писем от нас с новостями и обновлениями.
ПРОДОЛЖАЙТЕ ИССЛЕДОВАТЬ
ПОЛУЧАТЬ ОБНОВЛЕНИЯ
ПОДПИСАТЬСЯ НА ОБНОВЛЕНИЯ G70
Имя
Имя *
Пожалуйста, используйте только буквенные символы
фамилия
фамилия *
Пожалуйста, используйте только буквенные символы
почтовый индекс
почтовый индекс *
Пожалуйста, используйте действительный почтовый индекс
Получайте локализованные новости и предложения для вашего региона.
Перед покупкой Electrolux EHU-3310D SENSEhealthline уточняйте технические характеристики и комплектацию у продавца
Оставьте свой отзыв на Electrolux EHU-3310D SENSEhealthline
Ваше имя
Оставить отзыв
Спасибо за отзыв.
Он будет опубликован после проверки модератором!
Рекомендуем
Rolsen RL-20 X31 отзывы
MetalDesign 513 полки черн отзывы
Маска «Вторая кожа» с гиалуроновой кислотой — Innisfree Second Skin Mask Moisture отзывы
. о/ф Мал.гигант большого AMR отзывы
. Чужой 3/Акция отзывы
Увлажнитель воздуха Electrolux EHU-3310D в Москве по цене 10260 руб.
с официальной гарантией производителя, смотрите инструкции и отзывы на очиститель воздуха Электролюкс EHU-3310D
Похожие товары
Характеристики
Обслуживаемая площадь (м. кв.): 30
Ароматизация: Есть
Ионизация: Есть
Расход воды (мл/ч): 500
Увлажнитель воздуха Electrolux EHU-3615D обладает производительности до 500 мл/ч, благодаря чему быстро создает полезный микроклимат в помещении, насыщая воздух живительной влагой. …
Увлажнитель воздуха Electrolux EHU-3615D
Описание модели EHU-3310D
Ультразвуковой увлажнитель воздуха Electrolux EHU-3310D — удобная компактная модель, которая оснащена ионизацией воздуха и специальным иммуностимулирующим режимом для людей, склонных к аллергическим реакциям или простудным заболеваниям.
Функциональный «фантомный» дисплей, удобная подсветка корпуса в сочетании с сенсорным управлением, делают этот прибор максимально удобным в применении. Система стерилизации пара Bio-Cop+ включает в себя пастеризацию воды и обеззараживание пара ультрафиолетовой лампой Ultraviolet Pro. Благодаря аромакапсуле воздух в доме наполнится любимыми запахами.
Пульт дистанционного управления позволяет включать, настраивать режимы и выключать прибор с любого конца комнаты. При отсутствии воды система автоматически отключит работу.
Ключевые преимущества:
сенсорная панель управления
иммуностимулирующий режим
ионизация воздуха
интерьерная подсветка
Характеристики Electrolux EHU-3310D
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Назначение прибора увлажнение
Используемый принцип увлажнения воздуха за счет колебаний ультразвуковой мембраны
Высота (см) 36.7
Ширина (см) 22.7
Глубина (см) 15.2
Вес (кг) 2.7
Обслуживаемая площадь (м. кв.) 50
ДИЗАЙН
Цвет черный
Подсветка бака / интерьерное освещение Есть
Подсветка дисплея Есть
Форма корпуса дизайнерская
УПРАВЛЕНИЕ
Дистанционное управление Есть
Цифровой дисплей Есть
Время таймера 1-12 часов
Индикация включения Есть
Индикация относительной влажности воздуха (вблизи устройства) Есть
Индикатор уровня воды Есть
РЕЖИМЫ РАБОТЫ
Количество режимов 5
ФУНКЦИИ
Гигростат Есть
Система стерилизации пара Bio-Cop
пастеризация воды при температуре 80 градусов
стерилизация пара ультрафиолетовой лампой Ultraviolet Pro
Ароматизация Есть
Ионизация Есть
Датчики
температуры
влажности
Блокировка управления Есть
Автоотключение Есть
Защитное отключение при низком уровне воды Есть
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Потребляемая мощность (Вт) 105
Потребляемая мощность в режиме «без нагрева», Вт 25
Емкость резервуара для воды (л) 5. 5
Расход воды (мл/ч) 400
Основной фильтр Фильтр-картридж
КОМПЛЕКТАЦИЯ
Пульт управления Есть
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Антибактериальное покрытие бака Есть
* Все информационные материалы, представленные на Сайте, носят справочный характер и не могут в полной мере передавать достоверную информацию о свойствах, комплектации и характеристиках товара, включая цвета, размеры и формы. Фирма-производитель оставляет за собой право на внесение изменений в конструкцию, дизайн и комплектацию товара без предварительного уведомления. Перед оформлением Заказа Покупатель должен обратиться к Продавцу для уточнения свойств и характеристик Товара. Подробная информация о товаре указывается в инструкции и на упаковке товара. Используемое название в России Электролюкс EHU-3310D
 ): 0.25
): 0.25 ): 55
): 55 ): 0.25
): 0.25 Эта бензопила подходит для работ по заготовке дров, а также может стать хорошим помощником во время строительных работ. Еще ее используют во время лесоповала, если диаметр деревьев не превышает 35 см. У агрегата есть специальная система, которая предусматривает быстрое натяжение цепи. Поэтому в случае, если она начинает провисать, оператору необходимо провести откручивание одной гайки, которая отвечает за крепление крышки цепной звездочки, а затем поменять натяжение, используя колесико для регулировки. При этом нет необходимости в использовании дополнительных инструментов.
Эта бензопила подходит для работ по заготовке дров, а также может стать хорошим помощником во время строительных работ. Еще ее используют во время лесоповала, если диаметр деревьев не превышает 35 см. У агрегата есть специальная система, которая предусматривает быстрое натяжение цепи. Поэтому в случае, если она начинает провисать, оператору необходимо провести откручивание одной гайки, которая отвечает за крепление крышки цепной звездочки, а затем поменять натяжение, используя колесико для регулировки. При этом нет необходимости в использовании дополнительных инструментов. Постоянная мощность мотора обеспечена за счет компенсатора STIHL, который также отвечает за минимальный расход бензина и качество выхлопа. Независимо от того, насколько будет загрязнен воздушный фильтр, агрегат всегда станет работать одинаково мощно и продуктивно.
Постоянная мощность мотора обеспечена за счет компенсатора STIHL, который также отвечает за минимальный расход бензина и качество выхлопа. Независимо от того, насколько будет загрязнен воздушный фильтр, агрегат всегда станет работать одинаково мощно и продуктивно. Также благодаря системе облегченного запуска, оператору нужно прикладывать на половину меньше усилий.
Также благодаря системе облегченного запуска, оператору нужно прикладывать на половину меньше усилий. 325″, 1.3 мм, 64 зв (23RMC)
325″, 1.3 мм, 64 зв (23RMC)
 325″, 1.3 мм, 64 зв (23RSC)
325″, 1.3 мм, 64 зв (23RSC)
 3 мм, 72 зв (63PMX)
3 мм, 72 зв (63PMX)
 325″, 1.6 мм, 67 зв (26RMC)
325″, 1.6 мм, 67 зв (26RMC)
 404″, 1.6 мм, 124 зв (H64)
404″, 1.6 мм, 124 зв (H64)
 3 мм, 50 зв (63PDC3)
3 мм, 50 зв (63PDC3)
 6 мм, 72 зв (36RDR)
6 мм, 72 зв (36RDR)
 1 мм, 56 зв (71PM3)
1 мм, 56 зв (71PM3)
 6 мм, 84 зв (36RSC)
6 мм, 84 зв (36RSC)
 2
2 Цепная бензопила Штиль обладает высокими режущими способностями, широкой функциональностью и небольшим весом. Высокий уровень эргономики обеспечивает удобство эксплуатации независимо от сложности поставленной задачи. Устройство оснащено 16-дюймовой шиной (40 см), обеспечивающей возможность работать с деревьями диаметром до 35 см.
Цепная бензопила Штиль обладает высокими режущими способностями, широкой функциональностью и небольшим весом. Высокий уровень эргономики обеспечивает удобство эксплуатации независимо от сложности поставленной задачи. Устройство оснащено 16-дюймовой шиной (40 см), обеспечивающей возможность работать с деревьями диаметром до 35 см. Цепной тормоз срабатывает при нажатии на передний упор для рук и за считанные доли секунды останавливает пильную цепь. При достаточно сильной отдаче цепной тормоз QuickStop срабатывает автоматически.
Цепной тормоз срабатывает при нажатии на передний упор для рук и за считанные доли секунды останавливает пильную цепь. При достаточно сильной отдаче цепной тормоз QuickStop срабатывает автоматически. Особая конструкция шины и цепи заставляет каждую каплю масла попасть именно туда, где оно требуется для смазывания. Это позволяет сократить расход масла на 50 %.
Особая конструкция шины и цепи заставляет каждую каплю масла попасть именно туда, где оно требуется для смазывания. Это позволяет сократить расход масла на 50 %. Инструмент для этого не требуется.
Инструмент для этого не требуется. см (1,9 куб.дюйма)
см (1,9 куб.дюйма)
 В нем используется системная технология Easy2Start™, которая поможет вам легко запустить пилу. Другие функции включают устройство быстрого натяжения цепи STIHL, которое позволит вам натянуть цепь без каких-либо инструментов, инерционный цепной тормоз STIHL Quickstop ® и антивибрационную систему для плавной работы. Эта пила идеально подходит для распиловки дров или валки деревьев небольшого диаметра.
В нем используется системная технология Easy2Start™, которая поможет вам легко запустить пилу. Другие функции включают устройство быстрого натяжения цепи STIHL, которое позволит вам натянуть цепь без каких-либо инструментов, инерционный цепной тормоз STIHL Quickstop ® и антивибрационную систему для плавной работы. Эта пила идеально подходит для распиловки дров или валки деревьев небольшого диаметра. 9
9 Дополнительную информацию можно получить у официального дилера STIHL в вашем регионе.
Дополнительную информацию можно получить у официального дилера STIHL в вашем регионе.
 Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология».
Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология». В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой).
В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой). На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству.
На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству. 

 Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании.
Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании. Подробности можно узнать по телефону – не стесняйтесь связаться с нами.
Подробности можно узнать по телефону – не стесняйтесь связаться с нами.







 Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе.
Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе. Чем эластичнее бак, тем меньше сила.
Чем эластичнее бак, тем меньше сила.


 Ее легче переносить, она также помещается в багажник автомобиля.
Ее легче переносить, она также помещается в багажник автомобиля. внимательно изучите его функции и производительность и дайте мой честный обзор.0003
внимательно изучите его функции и производительность и дайте мой честный обзор.0003

 Этой скорости достаточно для других целей, таких как резка дерева, и она отлично подходит для резки дерева. Двигатель — не единственное, что было разработано с нуля для высоких требований резки металла, так как оба кожуха лезвия были усилены для этого применения.
Этой скорости достаточно для других целей, таких как резка дерева, и она отлично подходит для резки дерева. Двигатель — не единственное, что было разработано с нуля для высоких требований резки металла, так как оба кожуха лезвия были усилены для этого применения. Я заметил, что предыдущая 10-дюймовая скользящая торцовочная пила Rage 3 10″ от Evolution нуждалась в резиновых ножках и удалении блока под поворотной ручкой угла скоса, если вы хотели разместить эту пилу на подставке для торцовочной пилы, однако это уже не так. на этой новой модели Rage. Из коробки он готов к установке на подставку без каких-либо доработок.
Я заметил, что предыдущая 10-дюймовая скользящая торцовочная пила Rage 3 10″ от Evolution нуждалась в резиновых ножках и удалении блока под поворотной ручкой угла скоса, если вы хотели разместить эту пилу на подставке для торцовочной пилы, однако это уже не так. на этой новой модели Rage. Из коробки он готов к установке на подставку без каких-либо доработок. Его вертикальная мощность составляет 3-9/16″, чего достаточно для распила 4-х пиломатериалов.
Его вертикальная мощность составляет 3-9/16″, чего достаточно для распила 4-х пиломатериалов.
 Для грубой конструкции сколы не представляют никакой проблемы. При резке металла все было наоборот, с более гладкими краями, но с сильной вибрацией по всему разрезу. Это, скорее всего, связано с комбинацией медленных оборотов и большого разброса зубьев лопастей. Также может быть из-за того, что пила недостаточно тяжелая. Когда дело дошло до резки кирпича дополнительным алмазным диском, разрез был гладким с минимальной вибрацией на протяжении всего разреза.
Для грубой конструкции сколы не представляют никакой проблемы. При резке металла все было наоборот, с более гладкими краями, но с сильной вибрацией по всему разрезу. Это, скорее всего, связано с комбинацией медленных оборотов и большого разброса зубьев лопастей. Также может быть из-за того, что пила недостаточно тяжелая. Когда дело дошло до резки кирпича дополнительным алмазным диском, разрез был гладким с минимальной вибрацией на протяжении всего разреза. Это работало хорошо для большей части разреза, за исключением последней части разреза. Окончательный вердикт: эта пила не подходит для использования в помещении, даже если она подключена к пылесосу, так как у вас будет комната, полная пыли в кратчайшие сроки. Эта торцовочная пила Evolution лучше подходит для использования вне помещений.
Это работало хорошо для большей части разреза, за исключением последней части разреза. Окончательный вердикт: эта пила не подходит для использования в помещении, даже если она подключена к пылесосу, так как у вас будет комната, полная пыли в кратчайшие сроки. Эта торцовочная пила Evolution лучше подходит для использования вне помещений. Линия лазерного прицеливания также была должным образом откалибрована прямо из коробки и точно совпадает с линией разреза. Однако это не учитывает толщину лезвий, как система светодиодной линии прицеливания. Лазерная линия также не очень видна, когда на улице очень ярко.
Линия лазерного прицеливания также была должным образом откалибрована прямо из коробки и точно совпадает с линией разреза. Однако это не учитывает толщину лезвий, как система светодиодной линии прицеливания. Лазерная линия также не очень видна, когда на улице очень ярко. Я также подумал, что с пилой что-то не так, когда впервые заметил это, но это кажется нормальным для этой пилы. Я не уверен, почему он это делает, но я бы не беспокоился об этом.
Я также подумал, что с пилой что-то не так, когда впервые заметил это, но это кажется нормальным для этой пилы. Я не уверен, почему он это делает, но я бы не беспокоился об этом. Это происходит не постоянно, и иногда это хуже, чем в другие времена, но было достаточно часто, чтобы об этом говорить.
Это происходит не постоянно, и иногда это хуже, чем в другие времена, но было достаточно часто, чтобы об этом говорить.

 Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России.
Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России. Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати.
Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати. Так же поддерживает расширение посредством плагинов написанных на Python.
Так же поддерживает расширение посредством плагинов написанных на Python.
 3мм.
3мм.

 )
) Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)
Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)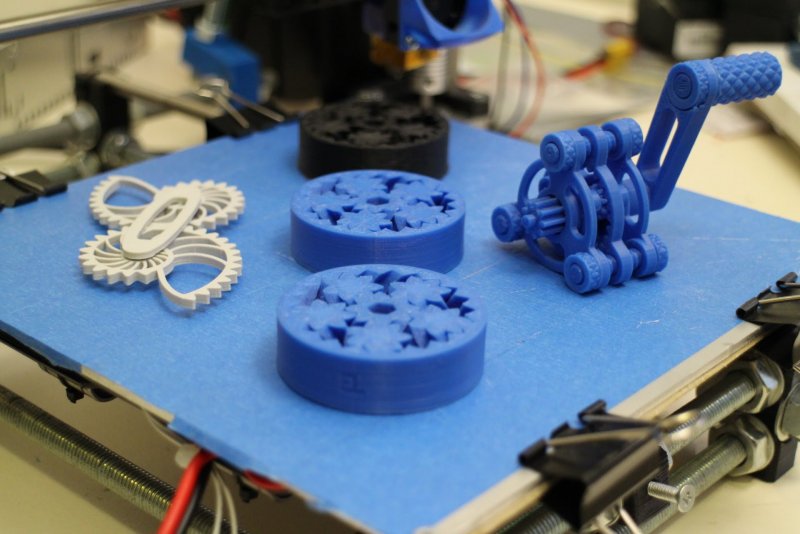

 Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей.
Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей. Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить.
Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить. В связи с этим 3D-модель, на 3D-печать которой уходит около 3 часов, будет стоить вам примерно (0,27 x 3) 0,81 доллара.
В связи с этим 3D-модель, на 3D-печать которой уходит около 3 часов, будет стоить вам примерно (0,27 x 3) 0,81 доллара.
 Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей.
Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей. Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей.
Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей. Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати.
Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати. 3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла.
3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла. Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
 Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм.
Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм. Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
 Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей.
Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей. RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс.
RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс. Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
 Вот некоторые из наиболее важных факторов:
Вот некоторые из наиболее важных факторов: Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали.
Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали. В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.
В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.

 Все эти факторы повышают стоимость FDM.
Все эти факторы повышают стоимость FDM. Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку.
Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку. Оба эти фактора способствуют снижению общих материальных затрат.
Оба эти фактора способствуют снижению общих материальных затрат.
 SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.
SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.

 Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.
Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.
 3 for 10Base-T
3 for 10Base-T ) (каждый порт)
) (каждый порт) Зонд жаростойкий, поскольку кабель изготовлен из тефлона. Вы можете использовать его, например, для мониторинга температуры в печи в процессе приготовления пищи. При использовании с подходящим измерительным прибором (например, testo 926, testo 735) зонд отвечает требованиям EN 13485 и HACCP, а значит, пригоден для использования в пищевом секторе.
Зонд жаростойкий, поскольку кабель изготовлен из тефлона. Вы можете использовать его, например, для мониторинга температуры в печи в процессе приготовления пищи. При использовании с подходящим измерительным прибором (например, testo 926, testo 735) зонд отвечает требованиям EN 13485 и HACCP, а значит, пригоден для использования в пищевом секторе. .. +250 °C
.. +250 °C
 Общее количество тестостерона на мл составляет 176 мг.
Общее количество тестостерона на мл составляет 176 мг.
 раздел 4.3),
раздел 4.3), В таких случаях лечение необходимо немедленно прекратить. Пациенты, перенесшие инфаркт миокарда, сердечную, печеночную или почечную недостаточность, артериальную гипертензию, эпилепсию или мигрень, должны находиться под наблюдением из-за риска ухудшения или рецидива заболевания. В таких случаях лечение необходимо немедленно прекратить.
В таких случаях лечение необходимо немедленно прекратить. Пациенты, перенесшие инфаркт миокарда, сердечную, печеночную или почечную недостаточность, артериальную гипертензию, эпилепсию или мигрень, должны находиться под наблюдением из-за риска ухудшения или рецидива заболевания. В таких случаях лечение необходимо немедленно прекратить. Были сообщения о том, что тестостерон может вызывать или усугублять ранее существовавшее апноэ во сне. Тем не менее, нет доказательств безопасности тестостерона у мужчин с этим заболеванием. К пациентам с такими факторами риска, как ожирение или хронические заболевания легких, следует относиться с осторожностью.
Были сообщения о том, что тестостерон может вызывать или усугублять ранее существовавшее апноэ во сне. Тем не менее, нет доказательств безопасности тестостерона у мужчин с этим заболеванием. К пациентам с такими факторами риска, как ожирение или хронические заболевания легких, следует относиться с осторожностью. Злоупотребление андрогенами для повышения спортивных способностей сопряжено с серьезным риском для здоровья и не должно поощряться.
Злоупотребление андрогенами для повышения спортивных способностей сопряжено с серьезным риском для здоровья и не должно поощряться. Поскольку существует возможная связь между аллергией на арахис и аллергией на сою, пациентам с аллергией на сою также следует избегать приема Сустанона 250 (см. раздел 4.3).
Поскольку существует возможная связь между аллергией на арахис и аллергией на сою, пациентам с аллергией на сою также следует избегать приема Сустанона 250 (см. раздел 4.3).
 В настоящее время нет единого мнения о референтных значениях тестостерона для разных возрастов. Однако следует учитывать, что физиологически уровни тестостерона в сыворотке снижаются с возрастом.
В настоящее время нет единого мнения о референтных значениях тестостерона для разных возрастов. Однако следует учитывать, что физиологически уровни тестостерона в сыворотке снижаются с возрастом. Поэтому может потребоваться коррекция дозы Сустанона 250.
Поэтому может потребоваться коррекция дозы Сустанона 250. раздел 4.4).
раздел 4.4). раздел 4.8).
раздел 4.8).

 О клинически значимых изменениях ферментов печени и ПСА не сообщалось. Тестостерон также производит системные эффекты, такие как увеличение задержки натрия, калия и хлорида, что приводит к увеличению задержки воды. Лечение может привести к увеличению размера предстательной железы и ухудшению симптомов со стороны нижних мочевыводящих путей, однако неблагоприятного воздействия на симптомы со стороны предстательной железы не наблюдалось. У пациентов с гипогонадным диабетом сообщалось об улучшении чувствительности к инсулину и/или снижении уровня глюкозы в крови при применении андрогенов. У мальчиков с конституциональной задержкой роста и полового созревания лечение Сустаноном 250 ускоряет рост и вызывает развитие вторичных половых признаков. У транссексуалов из женщины в мужчину лечение Сустаноном 250 вызывает маскулинизацию.
О клинически значимых изменениях ферментов печени и ПСА не сообщалось. Тестостерон также производит системные эффекты, такие как увеличение задержки натрия, калия и хлорида, что приводит к увеличению задержки воды. Лечение может привести к увеличению размера предстательной железы и ухудшению симптомов со стороны нижних мочевыводящих путей, однако неблагоприятного воздействия на симптомы со стороны предстательной железы не наблюдалось. У пациентов с гипогонадным диабетом сообщалось об улучшении чувствительности к инсулину и/или снижении уровня глюкозы в крови при применении андрогенов. У мальчиков с конституциональной задержкой роста и полового созревания лечение Сустаноном 250 ускоряет рост и вызывает развитие вторичных половых признаков. У транссексуалов из женщины в мужчину лечение Сустаноном 250 вызывает маскулинизацию.

 com/upload/website/products/154/big/20151214161211_827680.png»>
com/upload/website/products/154/big/20151214161211_827680.png»> Благодаря полной поддержке протокола резервирования Ethernet, O-Ring (время восстановления < 10 мс для 250 единиц соединения), Open-Ring и STP/RSTP (IEEE802.1w/D) могут защитить ваши критически важные приложения от прерываний сети или временных сбоев. с его технологиями быстрого восстановления. Он специально разработан для самых тяжелых промышленных условий. Ethernet-коммутатор TES-250-M12 EN50155 использует разъемы M12 для обеспечения плотных и надежных соединений и гарантирует надежную работу в условиях внешних воздействий, таких как вибрация и удары. ТЭС-250-М12 может управляться централизованно с помощью мощной утилиты Windows — Open-Vision. Кроме того, широкий диапазон рабочих температур от -40 до 70°C подходит для большинства условий эксплуатации. TES-250-M12 может быть легко адаптирован практически для всех видов приложений и обеспечивает самые надежные решения для управления вашей сетью. Таким образом, коммутатор является одним из самых надежных вариантов для подвижного состава и высокоуправляемых приложений Ethernet.
Благодаря полной поддержке протокола резервирования Ethernet, O-Ring (время восстановления < 10 мс для 250 единиц соединения), Open-Ring и STP/RSTP (IEEE802.1w/D) могут защитить ваши критически важные приложения от прерываний сети или временных сбоев. с его технологиями быстрого восстановления. Он специально разработан для самых тяжелых промышленных условий. Ethernet-коммутатор TES-250-M12 EN50155 использует разъемы M12 для обеспечения плотных и надежных соединений и гарантирует надежную работу в условиях внешних воздействий, таких как вибрация и удары. ТЭС-250-М12 может управляться централизованно с помощью мощной утилиты Windows — Open-Vision. Кроме того, широкий диапазон рабочих температур от -40 до 70°C подходит для большинства условий эксплуатации. TES-250-M12 может быть легко адаптирован практически для всех видов приложений и обеспечивает самые надежные решения для управления вашей сетью. Таким образом, коммутатор является одним из самых надежных вариантов для подвижного состава и высокоуправляемых приложений Ethernet.
 3 для 10Base-T
3 для 10Base-T  1D/w)
1D/w)  )
) тока/5 А с входным напряжением от 100 до 240 В перем. Питание от 100 до 240 В переменного тока, -25~70°C
тока/5 А с входным напряжением от 100 до 240 В перем. Питание от 100 до 240 В переменного тока, -25~70°C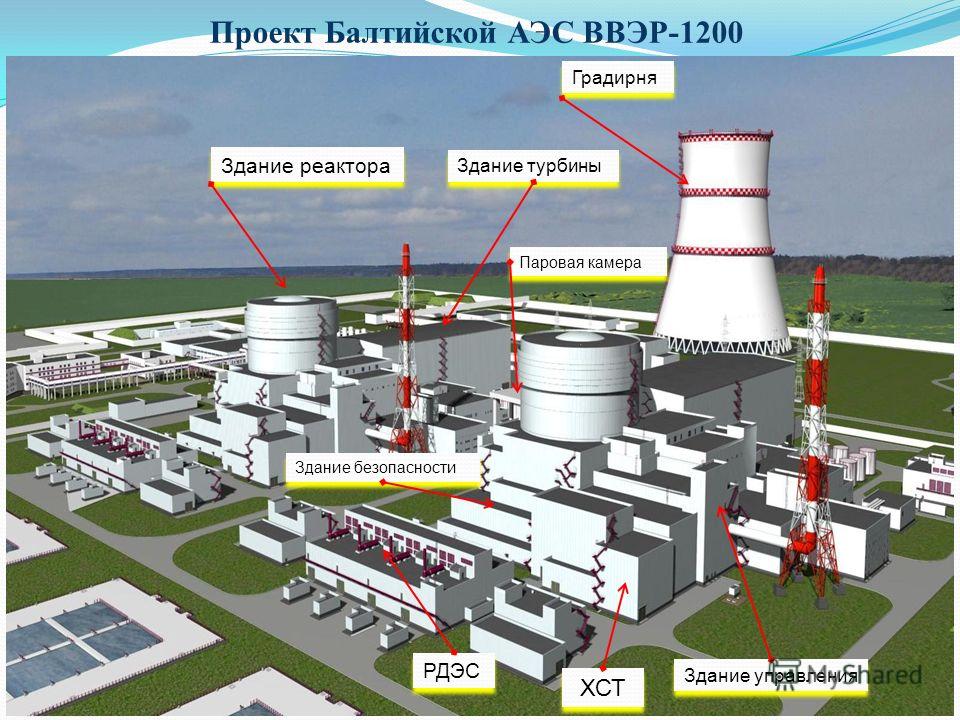 37KB
37KB 0Ah 1 600 Z00 038
0Ah 1 600 Z00 038 *
* С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А С-Пб., пр.Народного ополчения, д.22
С-Пб., пр.Народного ополчения, д.22 , г.Великий Новгород, ул.Октябрьская, д.9 к1
, г.Великий Новгород, ул.Октябрьская, д.9 к1



 Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу. 804.
804. 18
18
 85
85 43 МБ)
43 МБ) у официального партнера ЗУБР в России
у официального партнера ЗУБР в России
 55
55 by
by ..
.. ..
.. ..
.. 2
2 2:
2: 1, A48.51-A48.52)
1, A48.51-A48.52) 10.2018) : без изменений
10.2018) : без изменений 2
2 2 Последствия токсической полинейропатии
2 Последствия токсической полинейропатии 2
2 9 Мионевральное расстройство неуточненное
9 Мионевральное расстройство неуточненное или после этой даты требуют использования кодов МКБ-10-CM.
или после этой даты требуют использования кодов МКБ-10-CM. Только ограниченное число клиентов может претендовать на рекламируемую годовую процентную ставку. Не все покупатели будут соответствовать требованиям. Более высокие процентные ставки применяются к квалифицированным покупателям с более низким кредитным рейтингом. Первоначальный взнос будет варьироваться в зависимости от APR. Должен быть доставлен от участвующего розничного продавца и из новых розничных запасов с 4.11.2022 по 30.11.2022. Это поощрение предоставляется в течение ограниченного времени на соответствующие критериям новые автомобили Genesis G70 2023 года выпуска и не может сочетаться с другими специальными предложениями, за исключением особо оговоренных случаев. Взнос продавца может варьироваться и влиять на фактический ежемесячный платеж. Розничная цена может варьироваться. Финансовый договор должен быть подписан и датирован не позднее 30.11.2022. Для получения более подробной информации обратитесь к участвующему в программе продавцу Genesis. Предложение действует до 30.11.2022.
Только ограниченное число клиентов может претендовать на рекламируемую годовую процентную ставку. Не все покупатели будут соответствовать требованиям. Более высокие процентные ставки применяются к квалифицированным покупателям с более низким кредитным рейтингом. Первоначальный взнос будет варьироваться в зависимости от APR. Должен быть доставлен от участвующего розничного продавца и из новых розничных запасов с 4.11.2022 по 30.11.2022. Это поощрение предоставляется в течение ограниченного времени на соответствующие критериям новые автомобили Genesis G70 2023 года выпуска и не может сочетаться с другими специальными предложениями, за исключением особо оговоренных случаев. Взнос продавца может варьироваться и влиять на фактический ежемесячный платеж. Розничная цена может варьироваться. Финансовый договор должен быть подписан и датирован не позднее 30.11.2022. Для получения более подробной информации обратитесь к участвующему в программе продавцу Genesis. Предложение действует до 30.11.2022. «>Полная информация о предложении.*
«>Полная информация о предложении.* От его широких, мускулистых плеч до купеобразного профиля с низкой линией крыши, этот спортивный седан привлекает внимание. Внутри большой сенсорный экран, доступные кожаные сиденья Nappa и многое другое интуитивно понятно, что придает G70 безошибочный стиль.
От его широких, мускулистых плеч до купеобразного профиля с низкой линией крыши, этот спортивный седан привлекает внимание. Внутри большой сенсорный экран, доступные кожаные сиденья Nappa и многое другое интуитивно понятно, что придает G70 безошибочный стиль.

 Разработано с учетом реальных потребностей и желаний, с учетом того, как вы на самом деле живете. Это Genesis Experience, наш продуманный набор преимуществ для владельцев.
Разработано с учетом реальных потребностей и желаний, с учетом того, как вы на самом деле живете. Это Genesis Experience, наш продуманный набор преимуществ для владельцев. Владельцы также получают три года бесплатных услуг Remote и Guidance, включая Remote start, Guidance и поиск пункта назначения.
Владельцы также получают три года бесплатных услуг Remote и Guidance, включая Remote start, Guidance и поиск пункта назначения. Обновления* доступны ежегодно в рамках планового технического обслуживания в течение 3 лет.
Обновления* доступны ежегодно в рамках планового технического обслуживания в течение 3 лет.
 Бездорожье не предусмотрено. Для обслуживания автомобиль должен находиться на дороге общего пользования.
Бездорожье не предусмотрено. Для обслуживания автомобиль должен находиться на дороге общего пользования. Вы можете ожидать будущих писем от нас с новостями и обновлениями.
Вы можете ожидать будущих писем от нас с новостями и обновлениями.
 поддерж влажности
поддерж влажности заданной влажности
заданной влажности 7 см
7 см с официальной гарантией производителя, смотрите инструкции и отзывы на очиститель воздуха Электролюкс EHU-3310D
с официальной гарантией производителя, смотрите инструкции и отзывы на очиститель воздуха Электролюкс EHU-3310D Система стерилизации пара Bio-Cop+ включает в себя пастеризацию воды и обеззараживание пара ультрафиолетовой лампой Ultraviolet Pro. Благодаря аромакапсуле воздух в доме наполнится любимыми запахами.
Система стерилизации пара Bio-Cop+ включает в себя пастеризацию воды и обеззараживание пара ультрафиолетовой лампой Ultraviolet Pro. Благодаря аромакапсуле воздух в доме наполнится любимыми запахами. 5
5