Найти поставщика корейской косметики оптом | Прямые поставки косметики из Кореи
+7 383-319-65-08
Главная > Найти поставщика > Поставщики косметики
Южнокорейские производители косметической продукции сегодня выходят на один уровень с европейскими и японскими брендами по качеству предлагаемых товаров. На их разработки приходится 17% объема мирового рынка. Неудивительно, что купить косметику из Кореи оптом стремится большое количество российских предпринимателей, которые заинтересованы в надежных поставках из этой страны.
Деловые возможности KOTRA
Компания KOTRA предлагает широкий спектр услуг по налаживанию деловых контактов с производителями косметики в Южной Корее.
Мы помогаем:
найти поставщика продукции нужного формата, например, косметики для разных категорий пользователей, с тем или иным составом, нацеленной на решение определенных проблем с кожей;
получить от производителя образцы продукции, а также каталоги товаров для последующей работы с ними;
организовать переговоры с сопровождением квалифицированного переводчика;
совершить деловую поездку в Южную Корею для встречи с потенциальными поставщиками.
У нас имеется большая база производителей, которые выпускают косметические средства разных ценовых категорий. Закупщики из России могут найти товары, максимально соответствующие запросам и бюджету.
Проверенные поставщики косметики из Кореи
Каталог рекомендуемых производителей косметических средств в Корее вы можете скачать по ссылке.
Как наладить прямые оптовые поставки корейской косметики
Производители косметической продукции из Южной Кореи отличаются надежностью и ответственностью, а их изделия преимущественно основаны на натуральных компонентах, имеют сертификаты качества, характеризуются высокой ценовой доступностью.
Официальный поставщик косметики из Кореи обеспечит отправку товара в надлежащем виде и в нужном количестве с соблюдением сроков и условий, оговоренных в контракте. Чтобы получить возможность такого сотрудничества, достаточно найти хорошо зарекомендовавшую себя фабрику, работающую на экспорт и установить с ней деловые отношения: договориться об объемах поставок и расценках на товар, обсудить оптовые скидки. Наши эксперты гарантируют выход на производителя напрямую, создают все условия для результативного сотрудничества.
Найти проверенного поставщика косметики оптом из Кореи будет интересно:
салонам красоты и SPA-центрам;
профильным торговым точкам: бутикам косметики и парфюмерии, супермаркетам, интернет-магазинам продукции для женщин и т.д.
Закупая корейские маски оптом, крема, пилинги, масла, косметику для лица и средства по уходу за волосами, можно заполнить полки своего магазина товаром отличного качества, на который всегда будет большой спрос у потребителя.
Найти поставщика косметики
С нами организовать поставку косметики из Кореи оптом напрямую от производителя — это просто! Заполните заявку, и мы сами свяжемся с вами.
Наши контакты
Адрес: 630007, Россия, г. Новосибирск, ул. Коммунистическая, 40 (Бизнес-центр «МОСТ»), офис 11-03
Телефоны:
+7 (383) 319 6508
+7 (383) 319 6509
070 7001 0607
Часы работы:
пн-пт с 9. 00 до 18.00
обед с 12.00 до 13.00
Поиск поставщиков товара в Корее
Мы уверены, что никто не осуществляет поиск производителей товаров в Республике Корее лучше, чем мы.
Многие предприниматели стран СНГ уже обратили внимание на поставщиков из Южной Кореи, которые предлагают качественный, но не дорогой (по сравнению с европейскими аналогами) товар. К сожалению, вести переговоры с корейскими компаниями о закупках оптом не так просто. Дело даже не в языковом барьере (это можно решить имея в штате хорошего переводчика) а дело в специфике общения с корейцами, их менталитета, который сильно отличается от славянского.
Специалисты KOREXPERT имеют опыт работы в корейских компаниях и ведения переговоров с ними как по оптовым закупкам так и по единичным.
Интересные предложения на оптовую закупку товаров из Кореи представлены на нашем сайте в разделе проекты. Наши клиенты также могут заказать у нас поиск определенной группы товаров и их производителей.
КАК МЫ ИЩЕМ
При поиске производителей товаров в Корее мы пользуемся базами данных таможенной статистики Южной Кореи, которые регулярно обновляются. Мы владеем информацией о всех производителях, которые экспортируют товар из Южной Кореи.
Для наших клиентов это означает, что по любому товару мы можем для них отобрать лучших производителей и получить минимальные оптовые цены от них.
Наши менеджеры посещают специализированные выставки товаров корейских производителей и лично знакомы с менеджерами ведущих компаний в разных отраслях производства. Это дает нам возможность называть себя экспертом по товарам, которые производят в Южной Корее.
ЧТО ВЫ ПОЛУЧАЕТЕ
Что получают клиенты KOREXPERT, заказав поиск производителей товаров в Корее:
Отбор из базы данных 3-10 ведущих производителей в Корее по запросу клиента и проведение предварительных переговоров
Отбор компаний товар которых соответствуют запросу по цене, характеристикам, ассортименту, минимальному объему заказа, желанию сотрудничать и др.
Проверка выбранных корейских производителей на благонадежность
Подготовка подробной информации о производителях в виде отчета
Предоставление списка цен и характеристик продукции, а также условий сотрудничества от выбранных производителей в Корее
Подсчет и оптимизации сроков и стоимости доставки из Кореи в город клиента
Вычисление таможенных сборов
Заказав у KOREXPERT услугу поиска компаний-производителей в Южной Корее наши клиенты имеют минимальные ценына интересующий их товар напрямую от надежных производителей в Корее.
СТОИМОСТЬ УСЛУГИ
Выбирая нас, Вы существенно экономите собственное время и финансовые средства, сокращая количество издержек.
Обычная стоимость 100 USD за одного производителя или один товар.
KOREXPERT– это надежный бизнес мост между корейскими производителям и компаниями из стран СНГ. Если Вас интересуют закупки продукции корейского производителя отличного качества по доступной цене, тогда к Вашим услугам наши специалисты.
KOREXPERT– Ваш надежный партнер!
5 главных фактов, которые необходимо знать, чтобы найти поставщика в Южной Корее
Приобретение товаров из-за рубежа — отличный способ сократить расходы, приобрести высококачественную продукцию и опередить своих конкурентов. Южная Корея — отличный источник поставок, если вам нужны высокотехнологичные качественные товары по выгодной цене. Если вы хотите импортировать из Южной Кореи в США, вам следует знать о ряде вещей.
1. Правила и сборы
Поскольку между Южной Кореей и США действует Соглашение о свободной торговле, 95% южнокорейской продукции можно ввозить в США без пошлин и сборов за обработку товаров (MPF). Имейте в виду, что на некоторые продукты распространяются квоты (отметьте здесь, если это относится к вам), и вам все равно необходимо предоставить сертификат происхождения, подтверждающий, что ваш импорт был произведен в Южной Корее.
Южная Корея не взимает никаких налогов или сборов с экспорта, и нет никаких экспортных ограничений для каких-либо продуктов. Однако некоторые товары требуют разрешения на экспорт или одобрения правительства Южной Кореи. Эти товары включают оружие, ядерную энергию, токсичные отходы и ракеты.
Прежде чем ваши припасы смогут покинуть страну, вам потребуется разрешение на их экспорт. Это можно сделать тремя способами: вы можете выбрать автоматическую обработку, немедленную обработку или обработку после проверки. На сайте южнокорейской таможенной службы указаны все детали и вы сможете выбрать наиболее подходящую для вас.
2. Лучшие южнокорейские товары
Южная Корея имеет конкурентное преимущество во многих секторах экономики. Вот список продуктов, которые большинство импортеров покупают у южнокорейских поставщиков.
Электрические машины и оборудование
Транспортные средства
Пластик
Текстиль
Оптические, технические и медицинские приборы
Компьютеры
Корабли и лодки
Минеральное топливо и масла
Чугун и сталь
Органические химикаты
Имейте в виду, что этот список не является исчерпывающим; многие другие южнокорейские товары имеют большие шансы на рынке США.
3. Как найти поставщика
Существует несколько онлайн-баз данных с возможностью поиска, в которых перечислены южнокорейские поставщики. Международный центр электронной коммерции позволяет вам искать подходящих поставщиков, продуктов или услуг по всему их каталогу. Вы также можете просмотреть каталог продукции и выбрать поставщика из списка.
В качестве альтернативы вы можете обратиться в Корейскую торгово-промышленную палату за помощью в поиске южнокорейского поставщика.
4. Как перевозить ваши товары
Учитывая географические условия и расстояние между США и Южной Кореей, лучше всего использовать морской и воздушный транспорт. В Южной Корее восемь международных аэропортов и три основных торговых порта. Ваш перевозчик может помочь вам выбрать лучший порт выезда и маршрут для ваших товаров.
5. Как оплатить импорт
После того, как вы нашли поставщика и достигли соглашения, вам нужно будет заплатить за импортированные товары. Международные переводы могут быть горсткой. Если вам нужен быстрый, надежный и доступный сервис, выберите Veem.
Благодаря уникальной технологии Multi-Rail, Veem позволяет отправлять международные платежи так же просто, как отправлять электронные письма. Veem связывается с получателем вашего перевода, чтобы убедиться, что ваши деньги окажутся там, где они должны быть. И вы, и получатель можете проверить детали вашего платежа онлайн. Поскольку Veem связывает вас с вашим поставщиком напрямую, у вас нет посредников и скрытых затрат. Вдобавок ко всему, Veem предлагает отличные курсы обмена валюты. Выбирайте Veem для всех ваших международных переводов.
Делиться
* В этом блоге представлена общая информация и обсуждение глобальных бизнес-платежей и смежных тем. Контент, представленный в этом блоге («Контент»), не должен толковаться и не предназначен для предоставления финансовой, юридической или налоговой консультации. Вам следует обратиться за советом к профессионалам, прежде чем действовать на основании какой-либо информации, содержащейся в Контенте. Весь контент предоставляется строго «как есть», и мы не даем никаких гарантий или заявлений относительно Контента.0003
Рекомендуем к прочтению
Извините, нет сообщений, соответствующих вашим критериям.
Определить южнокорейского поставщика — Определить поставщика
HOTEL FAIR
11 января 2023
Архитектура — Мебель, бытовая техника и искусство — Мебель, бытовая техника и искусство: не указано — Бытовая техника — Товары и услуги для свадеб — Туризм, путешествия, отели, рестораны: неспециалист — Гостиницы, размещение — Рестораны, доставка еды на дом — Кафе, бары, ночные клубы — Кемпинги, санатории
ОБРАЗОВАНИЕ КОРЕЯ
12 января 2023 г.
Мультимедиа — Образование, обучение — Начальное и среднее образование — Высшее образование — Обучение — Техническое образование, профессиональное образование — Профессиональное обучение — Интернет, кибербезопасность — Цифровые решения, Мобильные приложения — Социальные науки — Социальные науки — Профессиональное обучение, безработица
SEMICON KOREA
1 февраля 2023 г.
Отрасль обслуживания — Сфера услуг: не указано — Аутсорсинг, аппаратное оснащение — Программное обеспечение — Встроенные системы — Техника и технологии — Инжиниринг — Утилизация
COBE BABY FAIR — INCHEON
1 февраля 2023 г.
Мультимедиа — Образование, обучение — Начальное и среднее образование — Высшее образование — Обучение — Техническое образование, профессиональное образование — Профессиональное обучение — Игрушки, игры, подарки — Текстиль, прет-а-порте — Мода, прет-а-порте — Обувь — Чулочно-носочные изделия, белье, нижнее белье — Медицинские профессии — Фельдшер — Больница — Социальные науки — Социальные науки — Профессиональное обучение, безработица — Домашние услуги — Товары и услуги для свадеб — Товары и услуги для детей — Ритуальные товары и услуги — Товары и услуги для пожилых людей
SEMICON KOREA
1 февраля 2023 г.
Автомобили, грузовики — Автомобильный субподряд, грузовики — Робототехника — Электричество, электроника — Электрооборудование — Электронное оборудование и компоненты — Промышленные услуги — Сфера услуг: не указано — Аутсорсинг, оборудование оснащение — Программное обеспечение — Встроенные системы — Техника и технологии — Инжиниринг — Переработка
GLASSMAN ASIA
8 февраля 2023 г.
Строительство, недвижимость, архитектура и градостроительство — Архитектура — Землеустройство, градостроительство — Строительство, общественные работы — Кладка, столярные работы, водопровод — Покраска, дверные и оконные рамы, покрытия стен и полов — Сантехническое оборудование, кухня, бассейн — Материалы
KOREA BUILD WEEK
16 февраля 2023 г.
Архитектура — Строительство, общественные работы — Кирпичная кладка, столярные работы, трубопроводы — Гидроизоляция, кровельные работы, сантехника, столярные работы — Покраска, дверные и оконные рамы, стены и напольные покрытия — Электроустановки — Отопление, кондиционирование, вентиляция — Сантехническое оборудование, кухня, бассейн — Мебель, бытовая техника и искусство — Мебель, бытовая техника и искусство: не уточнено — Бытовая техника — Станки, сельскохозяйственная техника
Устройство для сжигания отходов — инсинератор — высокоэффективное оборудование для утилизации непригодных материалов. Используют такие установки для сжигания твердых и жидких отходов в медицинских и ветеринарных учреждениях, на фермах и мясокомбинатах, производствах и т.д.
Технология термического воздействия позволяет с легкостью решить проблему правильной утилизации практических всех видов отходов, в том числе и пластика, органики, нефтепродуктов, компьютерных плат и многое другое.
Промышленные установки для сжигания отходов: принцип работы и специфика применения
Приобретать инсинератор необходимо в соответствии со спецификой работы предприятия и того вида отходов, который предстоит утилизировать. Мы производим оборудование по таким направлениям:
Установки для сжигания биологических отходов. Такие инсинераторы актуальны для использования на животноводческих предприятиях, птицефабриках, скотобойнях, на пищевом производстве и т. д. С их помощью можно быстро и эффективно уничтожить опасную биомассу.
Оборудования для утилизации медицинских и лабораторных отходов. Данный вид отходов несет потенциальную угрозу здоровью людей и состоянию окружающей среды. Особенно это касается отходов класса Б и В, которые контактировали с инфицированными людьми и имеют на себе остатки биологического материала больных. Купить инсинератор для медицинских отходов вы сможете на сайте нашей компании-производителя данного оборудования. Стоимость утилизатора отходов класса Б и В будет зависеть от мощности, объема загрузочной камеры и других параметров инсинератора.
Установки для сжигания жидких и химических отходов. Такие инсинераторы эксплуатируют на фармакологических, нефтеперерабатывающих и других предприятиях, в результате деятельности которых образуются опасные жидкие отходы или нефтешлам.
Работают промышленные установки для сжигания отходов при высоких температурах — от 700 до 1500 градусов Цельсия. В одной камере непригодный материал подвергается утилизации, а во второй — обезвреживаются продукты горения. Все это позволяет свести к нулю риск попадания в атмосферу опасных выхлопов или зараженных инфекцией газов.
Преимущества инсинераторов и крематоров нашей компании
Использование установки по утилизации и сжиганию отходов имеет ряд своих преимуществ:
утилизация большого объема отходов за одну загрузку;
максимальное сокращение первоначальных объемов отходов — до 95%;
обезвреживание опасных веществ, защита окружающей среды;
легкость и простота в эксплуатации;
минимальные затраты на обслуживание и уход за оборудованием;
возможность выработки тепловой энергии в процессе утилизации отходов.
Утилизация отходов в инсинераторах — процесс абсолютно безопасный как для сотрудников предприятий, где используют это оборудование, так и для окружающей среды. Работа установки автоматизирована, во время загрузки мусора контакт с опасными материалами сведен к минимуму, что особенно важно, если речь идет о токсичных или инфицированных отходах.
Наша компания является лидеров по производству высокотехнических и качественных инсинераторов на отечественном рынке. Мы предлагаем нашим клиентами широкий ассортимент оборудования: от мобильных и компактных инсинераторов и крематоров, до агрегатов с возможностью загрузки в несколько тонн.
Вас приятно удивит не только безупречное качество сервиса нашей компании и оборудования, которое мы предлагаем, но и наши цены — мы продаем промышленные установки для сжигания отходов по демократичной и доступной стоимости.
Установка для утилизации промышленных отходов ЭКО Ф1.
Главная Каталог оборудования Утилизация и сжигание отходов Утилизация и сжигание отходов
Установка утилизации отходов ЭКО Ф1, Ф2
Продажа установок ЭКО Ф1 для утилизации, уничтожения и сжигания отходов со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах-изготовителях и поставки. Прайс-листы с ценами на инсинераторы ЭКО запрашивайте в отделе термического оборудования.
Установка ЭКО Ф1.
Малогабаритная, передвижная установка — утилизатор ЭКО Ф1 предназначен для утилизации (термического уничтожения) различных промышленных, бытовых и других отходов непосредственно в местах их образования.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Промышленные предприятия, аэропорты, морские порты, рынки, крупные магазины, больницы, таможенные терминалы, ж/д станции, специализированные предприятия по обращению с отходами.
ПРЕИМУЩЕСТВА УСТАНОВОК ЭКО Ф1:
Реализовано простое техническое решение, что позволяет достигать высокой температуры горения (около 1000оС) в камере дожига.
Легко транспортируются и разворачиваются на месте работы.
Не требуют дополнительного монтажа.
Не требуют специально подготовленной промышленной площадки.
Не требуют особой подготовки обслуживающего персонала.
Основные узлы и детали легко заменяемые.
Минимальная предварительная сортировка отходов.
Удобство загрузки и выгрузки зольного остатка.
Безопасность эксплуатации.
Экономичный расход топлива.
Санитарно-защитная зона не более 100 метров.
Обеспечение норм ПДК по основным компонентам в рабочей зоне.
Имеют все необходимые документы для согласования их работы с местными контролирующими органами.
Стоимость установок значительно ниже предлагаемых отечественных и зарубежных аналогов.
Установка позволяет уничтожать следующие виды отходов:
Резинотканевые и текстильные.
Использованную промасленную ветошь.
Отработанные фильтры.
Отходы бумаги и картона.
Древесные опилки.
Твердые бытовые отходы.
Отходы коммунального хозяйства.
Нефтешламы и грунт, загрязненный нефтепродуктами.
Исключениями являются:
галогенсодержащие, фтор, хлорсодержащие, легковоспламеняющиеся вещества (растворители, бензин, лакокрасочные изделия и т.п.), отходы, содержащие тяжелые металлы.
Установка «ЭКО Ф-1» изготавливается согласно ТУ 8026-003-40443658-2002.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВКИ ЭКО Ф1:
Общая высота установки
1800-1900 мм
Электропитание
220В, 50Гц
Потребляемая мощность
1,8 КВт
Вес установки (без загрузки)
60 кг
Максимальная производительность
до 50 кг/час
Утилизатор ЭКО Ф1 в разобранном виде.
Камера сжигания.
Крышка с камерой дожига.
Пульт управления.
Труба.
Установка для утилизации твердых бытовых и промышленных отходов ЭКО Ф2.
Малогабаритная, передвижная установка — утилизатор ЭКО Ф2 — предназначена для утилизации (термического уничтожения) различных промышленных, бытовых, биоорганических, медицинских отходов, в том числе нефтесодержащих, непосредственно в местах их образования.
В установке не разрешается сжигать:
легковоспламеняющиеся вещества (бензин, растворители, лакокрасочные изделия), а также галогенсодержащие отходы и отходы, содержащие тяжелые металлы.
На установке «ЭКО Ф-2» могут быть экологически безопасно сожжены следующие виды отходов:
Отработанные фильтры и сорбенты.
Замасленная ветошь и опилки.
Любые бумажные изделия.
Нефтесодержащие отходы (кроме замазученных грунтов).
За счет высокой температуры горения (порядка 1200°С) в камере дожига установки сводится к минимуму содержание загрязняющих веществ в отходящих газах из установки. При этом в установке «ЭКО Ф-2» происходит практически полное сгорание отходов — остаток в виде золы составляет, в зависимости от состава отходов, не более 3-5% от объема загруженных отходов.
Расход дизельного топлива определяетсясоставом отходов, при утилизации особо плотных, твердых или влажных отходов требуется поддержание процесса горения с помощью дизельного топлива, при обычных отходах средней калорийности расход дизтоплива происходит только в момент розжига, далее горелку можно снять, процесс горения происходит без использования дизтоплива за счет нагнетания в камеру дожигания воздуха.
Для сжигания жидких нефтесодержащих отходов предлагается специальная модификация установки «Ф-2пк». Данная модификация снабжена питателем жидких отходов и позволяет утилизировать до 100 л нефтесодержащих жидкостей в час.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВКИ ЭКО Ф2:
Габариты установки в транспортном состоянии:
камера сжигания, мм передвижной пульт управления, мм труба, мм
1700x1700x2030 650x1400x1140 Ø 500, h 1950
Максимальный вес установки в транспортном состоянии, кг
884
Электропитание установки
220(380)В, 50Гц;
Максимальная потребляемая мощность установки, кВт
8,0
Расход дизельного топлива горелки, л/час
12,8
Тепловая мощность дизельной горелки, кВт
140
Максимальная производительность установки, кг/час
до 180
Максимальный объем загрузки камеры сгорания, м3
0,8
Схема установки ЭКО-Ф2. Наверх
Объекты и установки по обращению с опасными отходами
На этой странице:
Что такое объект по обращению с опасными отходами?
Что такое подразделение по обращению с опасными отходами?
Контейнеры
Танки
Капельницы
Здания содержания
Инсинераторы
Котлы и промышленные печи
Полигоны
Поверхностные водоемы
Свалки отходов
Установки обработки земли
Нагнетательные скважины
Разное Другие единицы
Что такое предприятие по обращению с опасными отходами?
Предприятия по обращению с опасными отходами принимают опасные отходы для обработки, хранения или удаления. Эти объекты часто называют установками по обработке, хранению и захоронению, или TSDF, и их деятельность более подробно описана ниже:
Обработка – Использование различных процессов, таких как сжигание или окисление, для изменения характера или состава опасных отходов. Некоторые процессы обработки позволяют извлекать отходы и повторно использовать их в производственных условиях, в то время как другие процессы обработки значительно сокращают количество опасных отходов.
Хранение — Временное хранение опасных отходов до их обработки или удаления. Опасные отходы обычно хранятся до обработки или удаления и должны храниться в контейнерах, цистернах, герметизирующих сооружениях, капельных подушках, кучах отходов или наземных хранилищах, которые соответствуют положениям Закона о сохранении и восстановлении ресурсов (RCRA). Нормативные требования для этих типов единиц хранения можно найти в разделе 40 Свода федеральных правил (CFR) в:
часть 264 для разрешенных объектов и
часть 265 для объектов временного статуса
Удаление — Постоянное содержание опасных отходов. Наиболее распространенным типом объектов захоронения являются свалки, где опасные отходы размещаются в тщательно сконструированных блоках, предназначенных для защиты ресурсов подземных и поверхностных вод.
Что такое подразделение по обращению с опасными отходами?
В соответствии с RCRA Конгресс уполномочил EPA обнародовать правила, устанавливающие требования к конструкции и эксплуатации для установок по обращению с опасными отходами. Требования направлены на защиту здоровья человека и окружающей среды от рисков, связанных с опасными отходами.
Специальные правила были разработаны для различных типов установок по обращению с опасными отходами в соответствии с подзаголовком C RCRA в частях 264, 265 и 266 40 CFR. Эти установки включают:
Контейнеры
отходы хранятся, транспортируются, обрабатываются или обрабатываются иным образом. Наиболее распространенным контейнером для опасных отходов является бочка на 55 галлонов. Другими примерами контейнеров являются автоцистерны, железнодорожные вагоны, ведра, мешки и даже пробирки.
Учебный модуль RCRA — контейнеры
Резервуары
Резервуары представляют собой стационарные устройства, изготовленные из неземляных материалов и используемые для хранения или обработки опасных отходов. Резервуары изготавливаются из самых разных материалов, включая сталь, пластик, стекловолокно и бетон.
Учебный модуль RCRA — баки
Капельные прокладки
Капельная подушка представляет собой инженерную конструкцию, состоящую из бордюрного, свободно дренируемого основания, изготовленную из неземляных материалов и предназначенную для отвода капель химических консервантов из обработанной древесины, атмосферных осадков и стока поверхностных вод. в связанную систему сбора на предприятиях по консервации древесины.
Учебный модуль RCRA — капельницы
Здания для сдерживания
Здания для сдерживания представляют собой полностью закрытые, самонесущие конструкции (т. е. они имеют четыре стены, крышу и пол), используемые для хранения или обработки неконтейнерных опасных отходов.
Учебный модуль RCRA — Здания содержания
Инсинераторы
Инсинераторы представляют собой закрытые устройства, использующие регулируемое пламя для термической обработки опасных отходов. При правильном выполнении этот процесс уничтожает токсичные органические компоненты в опасных отходах и уменьшает объем отходов, которые необходимо утилизировать.
Учебный модуль RCRA – Установки для сжигания опасных отходов
Котлы и промышленные печи
Котлы представляют собой закрытые устройства, использующие регулируемое пламенное сгорание для рекуперации и экспорта энергии в виде пара, нагретых жидкостей или нагретых газов. Промышленные печи представляют собой закрытые устройства, которые являются неотъемлемой частью производственного процесса и используют термическую обработку для извлечения материалов или энергии из опасных отходов. Примерами промышленных печей являются печи для обжига цемента, печи для обжига инертных материалов и печи для производства галогеновой кислоты (производят кислоту из опасных отходов, содержащих галогены).
Учебный модуль RCRA – Котлы и промышленные печи
Свалки
Свалки представляют собой вырытые или спроектированные участки, на которых нежидкие опасные отходы складируются для окончательного удаления и укрываются. Эти блоки выбраны и спроектированы таким образом, чтобы свести к минимуму вероятность выброса опасных отходов в окружающую среду. Стандарты проектирования полигонов опасных отходов требуют:
Двойной вкладыш
Двойные системы сбора и удаления фильтрата
Система обнаружения утечек
Средства управления набеганием, стоком и рассеиванием ветром
Программа обеспечения качества строительства
Операторы также должны соблюдать требования по проверке, мониторингу и реагированию на выбросы. Поскольку свалки являются постоянными площадками для захоронения и закрываются с отходами на месте, они подлежат закрытию и требованиям по уходу после закрытия, включая:
Установка и техническое обслуживание окончательного покрытия
Продолжение работы системы сбора и удаления фильтрата до тех пор, пока фильтр не перестанет обнаруживаться
Обслуживание и мониторинг системы обнаружения утечек
Ведение мониторинга подземных вод
Предотвращение стока ливневых вод
Установка и защита опрошенных тестов
Учебный модуль RCRA – Установки для удаления отходов
Поверхностные водохранилища
Поверхностные водохранилища представляют собой естественные топографические впадины, искусственные выемки или обвалованные участки, образованные в основном из земляных материалов (хотя и облицованные искусственными материалами), которые используются для накопления жидких опасных отходов. Наземные водохранилища для опасных отходов должны быть сооружены с:
Двойная система
Системы сбора и удаления фильтрата
Система обнаружения утечек
Для обеспечения надлежащей установки и сборки нормативы требуют, чтобы устройство имело и выполняло программу обеспечения качества строительства. В правилах также изложены требования по мониторингу, проверке, реагированию и закрытию.
Учебный модуль RCRA – Установки для удаления отходов
Свалки отходов
Свалки отходов представляют собой неконтейнерные кучи твердых, нежидких опасных отходов, которые используются для временного хранения или обработки. Отвалы должны иметь:
Двойная система
Двойные системы сбора и удаления фильтрата
Система обнаружения утечек
Средства управления набеганием, стеканием и рассеиванием ветром
Обеспечение качества строительства
Учебный модуль RCRA – Установки для удаления отходов
Установки обработки земли
Установки обработки земли используют естественные почвенные микробы и солнечный свет для обработки опасных отходов. Это достигается нанесением опасных отходов непосредственно на поверхность почвы или включением их в верхние слои почвы с целью деградации, преобразования или иммобилизации опасных компонентов. Установки обработки земли полагаются на физические, химические и биологические процессы, происходящие в верхних слоях почвы, для удержания отходов. По этой причине в установках не требуется систем футеровки или систем сбора и удаления фильтрата.
Прежде чем опасные отходы можно будет поместить в установку для обработки земли, операторы должны пройти демонстрацию обработки, чтобы продемонстрировать эффективность и способность установки перерабатывать опасные отходы. После запуска операторы должны контролировать установку (мониторинг ненасыщенной зоны), чтобы убедиться, что все опасные компоненты обрабатываются надлежащим образом. Закрытие установки заключается, прежде всего, в накрытии установки растительным покровом и подтверждении того, что уровни вредных компонентов в зоне обработки не превышают фоновые уровни.
Учебный модуль RCRA – Установки для удаления отходов
Нагнетательные скважины
Нагнетательные скважины регулируются в первую очередь Законом о безопасной питьевой воде и Программой управления подземной закачкой (UIC) Агентства по охране окружающей среды.
См. также:
40 CFR часть 264 подраздел X
40 CFR, часть 265, подраздел R
Разные и другие установки
Разные установки по обращению с опасными отходами включают установки, которые не подпадают под определение более типичных установок по обращению с отходами, описанных в части 264 40 CFR (контейнеры, резервуары, мусоросжигательные заводы и т. д.). К ним также относятся установки термической обработки, кроме мусоросжигательных заводов, котлов или промышленных печей, и геологические хранилища, кроме нагнетательных скважин, например:
Соляные купола.
Соляные пласты.
Подземные шахты.
Подземные пещеры.
Поскольку эти блоки сильно различаются, они подпадают под действие экологических стандартов, а не предписанных технологических стандартов. Стандарты требуют, чтобы эти разные устройства были расположены, спроектированы, построены, эксплуатировались, обслуживались и закрывались таким образом, чтобы обеспечить защиту здоровья человека и окружающей среды.
Требования к различным единицам
Учебный модуль RCRA – Разное и другие модули
Завод по переработке отходов в энергию — г. Спокан, Вашингтон
Уведомление: Все услуги предоставляются на заводе по переработке отходов в энергию. Пожалуйста, ограничьте поездки на объект и мойте руки перед тем, как приносить материалы. В учреждении, пожалуйста, соблюдайте соответствующее социальное дистанцирование и не приходите в учреждение, если вы плохо себя чувствуете. Подробнее об изменениях в городских услугах в связи с COVID-19.
Предприятие Spokane’s Waste to Energy (WTE) является частью общей комплексной системы твердых отходов нашего сообщества, которая поощряет переработку и сокращение отходов, а также рекуперацию энергии. Объект сжигает твердые бытовые отходы для получения энергии в виде электричества.
Предприятие может перерабатывать до 800 тонн твердых бытовых отходов в день и производить 22 мегаватта электроэнергии, достаточной для питания 13 000 домов. Мы продаем электроэнергию компании Avista Utilities в Спокане и ежегодно зарабатываем около 5 миллионов долларов на продаже электроэнергии.
Твердые отходы сжигаются при температуре 2500 градусов и уменьшаются на 90 процентов по объему и на 70 процентов по весу. Образующийся пепел биологически инертен и отправляется на свалку в округе Кликитат для окончательного захоронения.
Завод находится в ведении Департамента утилизации твердых отходов города Спокан. Городские власти взяли завод на себя в ноябре 2014 года, чтобы сократить расходы и обеспечить постоянную эффективную работу. Изменение в операциях совпало с другими изменениями в управлении твердыми отходами сообщества Спокан. Ранее заводом управляла частная компания по контракту с городом.
Предприятие регулируется Региональным агентством чистого воздуха Спокана, Департаментом экологии штата Вашингтон и Региональным округом здравоохранения Спокан.
В конце 1991 года был введен в эксплуатацию объект «Отходы в энергию» как часть общего решения по обращению с твердыми коммунальными отходами, заменяющего несоответствующие требованиям протекающие свалки.
Мы выбрали переработку отходов в энергию, а не захоронение на свалках из-за их способности сокращать количество отходов, а также потому, что Спокан расположен на вершине единственного источника водоносного горизонта в регионе. Штат Вашингтон присоединился к нам в этих усилиях, инвестировав 60 миллионов долларов, признав наш объект предпочтительной альтернативой стареющим свалкам.
Посмотрите новый 360-градусный виртуальный тур по объекту «Отходы в энергию» ниже:
Для более молодой аудитории вы можете посмотреть это видео. Это 18-минутное видео рассказывает учащимся о важности сокращения отходов, а также о науке преобразования отходов в энергию. Распечатайте этот лист и проверьте свои знания во время просмотра видео или после него.
Проверьте свои ответы с помощью этого ключа ответов.
Этот урок поможет учащимся подумать о том, как люди влияют на окружающую среду, как можно использовать технологии для управления отходами и как наш регион справляется с собственным мусором на местном уровне.
Предметы интереса
Решения по управлению отходами
Места утилизации, сборы и часы
Новая детская книжка
Уже в наличии! Изучение Спокана: Превращение отходов в энергию — новая детская книга, в которой объясняется, как Спокан утилизирует мусор на единственном в штате предприятии по переработке отходов в энергию. Книга доступна бесплатно . Запросите собственную копию сегодня!
Посмотрите и послушайте, как мэр Надин Вудворд читает новую городскую детскую книгу «Исследуя Спокан, превращая отходы в энергию ».
Совершите экскурсию
Экскурсии по объекту «Отходы в энергию» доступны для групп из 10 и более человек на ограниченной основе. Дополнительную информацию можно получить по телефону 509..625.6521 или по электронной почте [email protected].
Опубликовано новое исследование WTE
Установка по переработке отходов в энергию города Спокан является основным вариантом удаления твердых отходов в округе Спокан с 1991 года. За 30 лет ее эксплуатации существовали мифы и дезинформация, направленные на этот тип технологии.
достижения компании Epson в улучшении качества струйной печати
Главная
»
Инструкции
»
Технологии струйной печати принтеров Epson Часть 3
Зерна прогресса
Одним из важнейших достоинств струйного принтера является умение формировать состоящее из отдельных точек изображение таким образом, чтобы создавалась иллюзия целостности картинки на рассматриваемой распечатке. Но глаз человеческий эволюционировал уже десятки тысяч (возможно, и миллионы) лет, а принтеры развивались всего-то ничего:
Старое поколение струйных принтеров печатало каплями одинакового размера. При этом, с целью обеспечения высокой скорости работы устройств, ими использовались чернильные капли большого размера, что давало возможность быстро заполнить печатаемую область. Однако при применении крупных капель возникала проблема: если в темных областях отдельные точки на распечатке были не видны, то в светлых зонах они становились хорошо различимы. Поскольку для воспроизведения светлых областей принтер просто начинал реже ставить все те же большие точки.
Зерна, зерна: Распечатка с хорошо заметной зернистостью не в состоянии передать необходимые градации и оттенки цветов, особенно, как уже сказано, светлых картинок. Так как крупнозернистое изображение обладает узким цветовым диапазоном, область его применения ограничена печатью текста и простеньких цветных картинок, например офисных документов.
Подчеркнем, что вопрос невидимости растровой, точечной структуры изображений, получаемых при использовании струйной технологии печати, до сих пор является актуальной проблемой. Естественно, производители принтеров прилагают все усилия, чтобы свести упомянутый недостаток к минимуму. И надо признать, они добились на этом поприще впечатляющих результатов — ни один современный принтер, тем более претендующий на <почетное звание> фотопринтера, сейчас не в состоянии себе позволить <щеголять> подобным недостатком. Ведь при нынешнем уровне прогресса, у пользователей, смотрящих на распечатки крупнозернистых пародий оригинальных изображений, может возникнуть аллергия к изделиям нерадивого производителя.
Естественно, в общем капсоревновании по совершенствованию качества струйной печати одним из лидеров выступает компания Epson. Совершенствуя собственную технологию пьезопечати, она разработала и внедрила в свои изделия ряд технических новшеств, благодаря которым видимые недостатки растровой структуры на распечатках удалось практически свести на нет. В новейших моделях принтеров Epson отдельные точки изображения стали совершенно невидимыми. Благодаря чему это было достигнуто?
И только капля за каплей:
Естественно, для того чтобы сделать точечную структуру распечатываемого изображения невидимой,
необходимо использовать в процессе печати чернильные капли небольшого размера, объемом всего в несколько пиколитров. Именно для достижения подобного результата Epson была разработана технология Ultra Micro Dots (печать очень маленькими точками), при использовании которой принтер начинает печатать только каплями объемом в 3, 4 или 5 пл. (в зависимости от модели устройства). Данная технология позволяет наносить капли минимально возможного объема для воспроизведения светлых областей изображения, участков с очень высокой детализацией, плавными цветовыми переходами и т. п.
Самая маленькая капля в принтерах Epson имеет объем 3 пиколитра (пл). Чтобы представить себе, насколько это мало, посмотрите, как она выглядит в сравнении с человеческим волосом (рис. 1). Такие крошечные капельки используются при печатании очень светлых участков изображения: оттенков кожи, бликов, складок одежды, мелких деталей и т. п. Естественно, при нанесении очень мелких капель мы также получаем на носителе растр. Однако для человеческого глаза он уже практически не заметен. Ибо диаметр точек на бумаге составляет примерно 30 мкм, при том, что граница восприятия человеческого глаза около 40 мкм.
Меж скоростью и качеством
Маленькие капли — это, безусловно, хорошо. Однако, как мы упомянули выше, в деле струйной печати без больших точек тоже трудно обойтись. Ведь заполнение листа каплями по 40 или 50 пл займет гораздо меньше времени, чем, скажем, каплями объемом в 3-5 пл. Да, можно себе представить, каким ужасным 🙂 будет лицо на фотографии, если его печатать каплями 50 пл! Однако если его воспроизводить только каплями по 3-4 пл, то это будет невероятно долгий процесс, с которым трудно смирится, даже несмотря на лучший результат. Какие напрашиваются выводы? Совершенно верно, при струйной печати необходимо найти разумный компромисс между нанесением больших и маленьких капель. В поисках этого самого компромисса между скоростью и качеством печати и была разработана технология изменяемого размера капли.
Меняя капли
Суть технологии изменяемого размера капли заключается в использовании более крупных капель для закрашивания областей сплошной заливки и мелких — для передачи полутонов и цветовых градаций.
Применяемая Epson технология печати каплями переменного размера имеет массу достоинств. Она позволяет формировать точки разного размера за один проход печатающей головки (рис. 2) и способна оптимизировать скорость печати. Оптимальный результат достигается благодаря применению интеллектуальной системы формирования чернильных капель для разных участков изображения: за один проход печатающая головка использует и микрокапли — для передачи тонких цветовых градаций, и более крупные капли — для заливки темных и сплошных областей, естественно, без какого-либо ущерба для визуального качества картинки. В итоге при минимальных затратах времени формируется отпечаток высокого качества, близкий к реальному фотографическому.
Стоит отметить, что технология изменяемого размера капли, названная Variable Sized Droplet Technology (VSDT), была специально разработана компанией Epson для того, чтобы улучшить способность принтеров передавать полутона и градации. Как уже подчеркивалось ранее, она позволяет устранить такой распространенный недостаток струйной технологии, как зернистость на светлых участках изображения.
Ныне применяемая технология изменяемого размера капли обеспечивает печать каплями трех размеров. Капли среднего и большого размера наносятся на более темные участки изображения, характеризующиеся низкой детализацией, а маленькие капли формируют светлые области (рис. 3). В итоге, темные участки изображения максимально быстро заполняются каплями среднего и большого размера (рис. 4).
Таким образом скорость печати темных областей удается повысить в несколько раз.
Рассмотрим, как технологически реализовано получение капель разного размера (рис. 5) из одного и того же сопла печатающей головки. В предыдущих публикациях говорилось, как осуществляется печать в головке MicroPiezo: пьезоэлемент деформируется под воздействием электрического тока, от силы которого зависит интенсивность срабатывания пьезоэлемента, определяющая последующую частоту его колебаний. Частота колебаний пьезоэлемента, в свою очередь, определяет размер формируемой капли. Отсюда становится понятным, каким образом осуществляется управление размером капли в головке MicroPiezo: регулируя силу тока, поступающего на пьезоэлемент, можно управлять размером капли. Сила тока больше, частота колебаний пьезоэлемента выше, формируемая капля больше. Для получения капель самого большого размера используется даже 2 одиночных электрических импульса (рис. 6).
Разрешение на печать
Общеизвестно, что качество печати струйного принтера в значительной степени зависит от такого важного технического параметра, как разрешение. Естественно, что при разработке новых технологий печати Epson просто не могла не уделить внимания совершенствованию данного параметра.
Еще в 1998 году компания представила линейку принтеров с разрешением 1440 dpi (dot per inch, то есть точек на некий инчь, который принято ассоциировать с дюймом). Такой ход позволил ей захватить значительную долю бурно развивающегося рынка струйных принтеров. Но, по меркам отрасли ИТ, это было давно. В последнее же время на всех без исключения сегментах рынка пользователи предъявляют все более и более высокие требования к качеству струйников. Особо притязательны профессионально занимающиеся графикой специалисты. Однако и домашние пользователи нынче изрядно подняли уровень своих запросов — струйный принтер нужен им теперь не только для печати текста и простеньких цветных документов. В значительной степени такое повышение уровня потребительских требований в последние годы к технике обусловлено стремительным ростом популярности цифровых технологий, прогрессированием рынка цифровых устройств: камер, сканеров и т. п. Важно и то, что новейшие разработки становятся доступными все боле широкому кругу потребителей.
А поскольку запросы растут, то пользователь со своей стороны хочет заполучить в собственное распоряжение такое устройство печати, при помощи которого он сможет добиваться отпечатков, не уступающих по качеству снимкам, созданным с помощью традиционной фотографии.
Последовав веяниям времени, принтеры Epson обзавелись разрешением 2880 dpi. Это во многом позволило достигнуть желанного нового уровня качества печати, который смог удовлетворить требованиям самых взыскательных пользователей.
Однако само по себе высокое разрешение еще не гарантирует отличного качества распечаток. Также очень важно учитывать еще целый ряд факторов: размер точки, о котором говорилось выше, количество цветов, применяемых для формирования изображения, технология и алгоритм растрирования, таблица согласования цветов и т. д.
Не слишком разбирающемуся в нюансах струйных технологий человеку, особенно с первого взгляда, трудно заметить ощутимую разницу при печати обычной фотографии, например, между 1440 dpi и 2880 dpi. В то же время опытный пользователь сразу найдет десять отличий 🙂 между распечатками. Итак, в чем же он увидит преимущества изображения с более высоким разрешением? Во-первых, столь высокое разрешение позволяет улучшить детализацию как светлых, так и темных областей.
Всем, имеющим дело со струйными принтерами, известно, что в областях плавных цветовых переходов на распечатке иногда может быть заметна так называемая горизонтальная полосатость. Горизонтальные полоски появляются по ходу каретки, несущей печатающую головку. И хотя этот недостаток в некоторых случаях может быть связан с невысоким качеством бумаги, тем не менее, подобный порок свойственен струйной технологии в целом, а поэтому избежать его полностью достаточно сложно. А ведь при печати, например, лица крупным планом на листе формата А4 этот нюанс становится особенно критичным — малейшее проявление какой-либо регулярной структуры на распечатке сразу бросается в глаза (рис. 7). И только возможность печати с разрешением 2880 dpi позволила почти полностью устранить данный недостаток, благодаря как более плотному заполнению печатаемой области, так и более аккуратному позиционированию точек на бумаге (рис. 8).
Последнее стало возможным благодаря тому, что в принтерах, поддерживающих разрешение 2880 dpi, используется более точный механизм управления печатающей головкой, который позволяет лучше позиционировать ее в процессе печати. В результате и нанесение капель на бумагу получается более точным, что, в свою очередь, улучшает передачу мелких деталей изображения и качество полутонов. Технически это достигнуто за счет увеличения количества проходов печатающей головки (рис. 9).
Итак, подытожим. Применение капель малого и переменного размера в сочетании с высоким разрешением 2880 dpi позволяет улучшить качество воспроизведения светлых областей, оттенков кожи, бликов, мелких элементов изображения и картинок с <мягкими> цветовыми переходами за счет более <мягких> градаций цветовых переходов и большего количества оттенков, которые может воспроизвести принтер (рис. 10).
Смотрите также:
Статья про чернила для струйной печати
Технологии струйной печати принтеров Epson Часть 1
Технологии струйной печати принтеров Epson Часть 2
Технологии струйной печати принтеров Epson Часть 4
Замена чернил. Когда необходимо осуществлять замену чернил?
низкие цены, доставка по России
Параметры
Цена 46113 — 362372 ₽
Производитель
Epson 1
Toshiba 1
TSC 18
Zebra 41
Наличие
Все
В наличии 4
Под заказ 57
Разрешение печати (dpi)
203 30
300 26
600 4
720×360 1
Макс. ширина печати (мм) 104 — 216.8
Скорость печати (мм/сек) 101.6 — 203
Цвет
темный 59
Модификация
B-852 1
TM-C3500 1
TX200 3
TX210 2
TX300 6
TX310 2
TX600 4
TX610 1
ZD420t 3
ZT220 10
ZT230 28
Диаметр втулки риббона
1″ 49
Тип намотки красящей ленты
OUT 49
Ширина красящей ленты (мм) 110
Максимальная намотка красящей ленты, м 300 — 450
Макс. диаметр рулона этикеток (мм)
102 1
127 21
203 38
230 1
Рекомендованный объём печати в смену
до 10000 этикеток 14
до 15000 этикеток 39
Тип принтера
струйный 1
термо 11
термотрансферный 49
Вид термоголовки
плоская (Flat Head) 1
Модель
B-852 1
TM-C3500 1
TX200 5
TX300 9
TX600 4
ZD420 3
ZT200 38
Версия Bluetooth
Low Energy 2
Класс принтера
Мобильный +55
Начальный +198
Промышленный +135
Средний
Flash-память
16 Мб 1
128 Мб 56
256 Мб 3
SDRAM-память
16 Мб 1
128 Мб 56
512 Мб 3
Расширение памяти
до 32 Гб 18
Панель управления
граф. иконки 2
Габаритные размеры
226 x 198 x 332 мм 13
226 x 200 x 332 мм 5
242 х 277 х 432 мм 28
267 х 177,5 Х 150,7 мм 3
310 x 283 x 261 мм 1
385 x 181 x 243 мм 1
432 x 239 x 280 мм 10
Язык программирования
EPL, XML, ZBI, ZPL 3
TPCL, BCI 1
TSPL-EZ (совместимость с EPL, ZPL, ZPL II) 13
TSPL-EZD (совместимость с EPL, ZPL, ZPL II, DPL) 5
ZPL, ZPL II, EPL, EPL 2, Web View, Alert 38
Область применения
Печать на ткани 25
Термопечать 60
Термотрансферная 49
Процессор
32 bit 51
32 bit RISC 5
Цветность печати
монохромная 18
полноцветная 1
Рабочая температура, от °C
4. 4 3
5 46
10 1
Рабочая температура, до °C
35 1
40 57
41 3
Страна производитель
США 38
Тайвань 18
Датчики
Датчик на просвет 42
Датчик расстояния между этикетками 19
Датчик наличия бумаги 38
Датчик черной метки 61
Датчик открытой печатающей головки 18
Датчик конца красящей ленты 14
Интерфейсы
Bluetooth 2
WiFi 5
USB 61
Centronics (LPT) 4
RS-232 53
Ethernet 34
Комплектующие
Отрезчик 10
Внутренний намотчик 2
Отделитель 11
Интерфейсный кабель 56
Блок питания 19
Встроенные часы RTC 9
Диск с ПО 57
Внутренний намотчик с отделителем 2
Кабель питания 55
Всего опций: 33
Популярные подборки
Будет интересно
Здесь вы можете купить коммерческие принтеры этикеток. Этот класс устройств отличается высокой производительностью (печать от 5 до 20 тысяч этикеток в день), прочностью и хорошей устойчивостью к воздействию внешних условий. Техника среднего класса применяется в промышленном производстве, складах, сфере грузоперевозок и в дистрибьюторских центрах.
Также мы можем предложить заказать вам более производительные промышленные принтеры.
Коммерческие принтеры этикеток – это универсальные устройства, которые используются как в небольших компаниях, так и в крупных предприятиях. Коммерческий класс определяется таким параметром, как производительность. Техника в среднем способна печатать за рабочую смену от 5 до 20 тысяч этикеток.
Параметры печатаемых ценников зависят от самой этикетки и ширины используемой красящей ленты риббон. Наиболее распространенный размер 57 и 108 мм. За качество печатаемых ценников отвечает разрешение печати:
203 dpi – подходит для создания этикетки с текстом 6го размера шрифта или штрих-кода;
300 dpi – такого разрешения хватает для печати QR-кода, штрих-кода или же текста 4-6 размера шрифта;
600 dpi – применяется для создания этикеток для косметических средств, парфюмерии или лекарств с минимальным размером шрифта – от 2х.
В зависимости от потребностей вашего предприятия вы можете купить как настольный принтер для коммерческой печати, так и более производительный. Невзирая на то, что они относятся к среднему сегменту, техника может различаться по качеству, скорости печати, а также производительности.
Для обеспечения связи с POS-терминалом или компьютером аппараты могут оснащаться различными интерфейсами, например, Bluetooth, WiFi, Ethernet или RS-232.
Перед тем как заказать коммерческий принтер штрих кода, необходимо разобраться в технических характеристиках устройства. Если вы теряетесь в терминологии, то обращайтесь за помощью к менеджерам нашего интернет-магазина, которые помогут подобрать оптимальный вариант для вашего предприятия. Также мы можем предложить удобные способы оплаты и доставку в Москву и другие города России.
Все, что вам нужно знать
Перейти к содержимому
Блог
Решение проблем и уникальных задач
— наша специализация.
7 июня 2017 г.
NGS-admin
Цифровая печать
Выбор поставщика цифровой печати зависит от многих факторов, начиная от цены, возможностей, обслуживания и, самое главное, от качества производимой работы. К сожалению, последний труднее всего сравнивать, потому что на качество отпечатка влияет очень много переменных.
Качество любого цифрового принтера зависит от используемых чернил и носителей, влажности и температуры воздуха, уровня глянца или режима печати. Способ подачи искусства также является важным элементом уравнения, но его часто упускают из виду. Многие забывают, что результат печати напрямую зависит от стандарта исходного изображения, а также от разрешения, выбранного в устройстве вывода — принцип, применимый ко всем областям широкоформатной печати.
Краткий факт: Пиколитр — это одна триллионная часть литра, он настолько мал, что человеческий глаз не может его увидеть (число представлено как 0,0000000000001/литр). Стандартная дождевая капля может вместить тысячи, и, несмотря на небольшой размер, пиколитры имеют большое значение в цифровой печати.
В целом принтеры выиграют от капель меньшего размера, поскольку они лучше воспроизводят непрерывные тона и плавные переходы цветов.
Важно понимать, что все цифровые печатные машины имеют несколько различных режимов, влияющих на качество, цвет и скорость печати. Следует подчеркнуть, что вы сравниваете яблоки с яблоками (или максимально возможное качество с максимально возможным качеством), когда смотрите на образцы от поставщиков. Поставляет ли ваш поставщик печати свою продукцию в тех же режимах печати, что и образцы? Такие образцы следует периодически сравнивать с производственными образцами, чтобы убедиться, что вы действительно покупаете оговоренное качество печати.
Оценивая качество цифровой печати, начните с вопроса поставщику: «На какую пиколитрическую каплю наименьшего размера способен ваш принтер?» Это простой вопрос, который поможет вам понять качество, которого могут достичь их цифровые печатные машины (игнорируя все остальные факторы). Меньший пиколитр означает более мелкие капли чернил, что, вообще говоря, означает, что машина может делать отпечатки с более высоким разрешением. Связанный с этим измеряемый термин, помогающий оценить печатные машины, — это количество точек на квадратный дюйм или DPI, но вопрос о размере пиколитра действительно упрощает ситуацию и помогает вам избежать любых искажений, таких как явное разрешение и искаженные заявления DPI.
Пиколитр — это одна триллионная часть литра, он настолько мал, что человеческий глаз не может его увидеть, а стандартная дождевая капля может вместить тысячи. Несмотря на небольшой размер, пиколитры имеют большое значение в цифровой печати. Мы тщательно изучили печатные машины разных производителей и убедились, что размер пиколитров оказывает неоспоримое влияние на общее качество печати. В компании NGS за последнее десятилетие было установлено несколько широкоформатных цифровых плоскопечатных печатных машин, и мы наблюдаем улучшение качества с каждой новой машиной:
2007
Инка Спайдер 320
Фиксированный размер капли 28 пиколитров
2009
Начало инков S20
Фиксированный размер капли 27 пиколитров
2013
Inca Onset Q40i
Фиксированный размер капли 9-11 пиколитров
2014
Fujifilm Acuity F
переменный размер капли 6-20 пиколитров
Обратите внимание, что в нашей печатной машине Acuity F используются печатающие головки в оттенках серого, которые печатают капли переменного размера, состоящие из более мелких субкапель — обычно от 6 до 20 пиколитров. Используя капли разного размера, человеческий глаз обманывается, заставляя видеть гладкое изображение. Маленькие капли обеспечивают мельчайшие детали изображения, а более крупные капли обеспечивают покрытие и плотность цвета. Возможность печати нескольких размеров капель означает, что вы получаете более высокую производительность и высокое качество, используя меньшее количество сопел.
Качество — это убедительная характеристика, которая побудила нас приобрести сверхвысококачественные печатные машины меньшего размера в пиколитров вместо более быстрых, низкокачественных цифровых печатных машин с большим пиколитром. Четкие края таких деталей, как текст, волосы, тонкие штрихи, юридические линии и детализированные фотографии, становятся легко заметными, если сравнить наши сверхвысококачественные печатные машины со стандартными печатными машинами обычного производства. Мы рекомендуем вам посмотреть на отпечатки лицом к лицу и убедиться в этом.
Всегда будут новые, инновационные технологии печатающих головок, обновленное программное обеспечение для управления цветом и улучшенные составы чернил, которые постепенно улучшат качество и скорость цифровых печатных машин. Однако наиболее важным фактором при оценке качества печати всегда будет размер капли в пиколитре.[/fusion_builder_column][/fusion_builder_row][/fusion_builder_container]
Предыдущий Назад к сообщениям в блоге Далее
Ссылка для загрузки страницы
Что такое пиколитры и как они определяют качество печати?
<< Чем хороши карманные принтеры для фотографов | Ваши отпечатки грязные? Очистите ролики принтера. >>
10 сентября 2012 г., 06:00, Кэлвин Ю. в Устранении неполадок и советах по работе с принтерами // Теги: //
Комментарии (0)
Струйные принтеры ценятся за их способность производить высококачественные отпечатки. Если вас не слишком заботит скорость, вы можете положиться на струйные принтеры, поскольку они обеспечивают наилучшее качество и разрешение. Неудивительно, что современные струйные принтеры имеют разный уровень качества. Другими словами, не все струйные принтеры одинаковы. Как вы должны определить, обеспечивает ли струйный принтер нужное вам качество и разрешение? Самый простой способ — помнить о двух важных факторах: DPI и пиколитрах. DPI относится к количеству точек на дюйм, а пиколитры — это единицы измерения, относящиеся к размеру этих точек. Узнайте ниже, как эти факторы влияют на качество струйной печати.
Что такое пиколитр?
Как вы уже, наверное, догадались, пиколитр — это меньшая часть стандартного литра. Она чрезвычайно мала и незаметна невооруженным человеческим глазом. Чрезвычайно маленькие капли чернил дают более четкие и четкие результаты. Чем меньше капля чернил, тем больше капель может покрыть один дюйм бумаги. В результате маленькие капли чернил производят больше точек на дюйм, что приводит к более высокому разрешению. Поэтому очень выгодно выбирать струйный принтер, который подает очень маленькие капельки чернил.
Насколько велик пиколитр?
Почти невозможно представить, насколько мал пиколитр. Например, одна капля дождя содержит сотни тысяч пиколитров. Пиколитр примерно в одну триллионную меньше стандартного литра. Один литр равен примерно одному кубическому дециметру, поэтому килолитр равен кубическому метру. Следовательно, пиколитр равен тысяче кубических микрометров или одной миллионной части метра. Эти пропорции действительно ошеломляют, но они иллюстрируют, почему выгодно выбирать принтер, капли которого измеряются очень маленькими пиколитрами.
Меньшие капли равны более высокому разрешению
Чрезвычайно маленькие капли чернил способны давать гораздо более четкие и яркие результаты. При поиске нового струйного принтера обратите внимание на информацию о размере капель, которые он производит. В идеале они должны измеряться в очень маленьких пиколитрах, что означает, что на каждой странице будет напечатано больше точек на дюйм. Это самый простой способ оценить общее качество отпечатков, которые будут производиться на струйном принтере. Конечно, также стоит помнить о типе используемой технологии струйных сопел.
Технология струйных сопел и качество печати
Подавляющее большинство струйных принтеров используют технологию термических сопел. В этом случае чернила нагреваются до появления пузырьков. Когда пузырьки лопаются, чернила проталкиваются через сопла на бумагу. Процесс чрезвычайно эффективен, а технология очень доступна. Другой вариант — пьезоэлектрическая технология, основанная на вибрациях, а не на тепле. Электрические заряды заставляют кристаллы вибрировать, в результате чего мелкие капельки чернил вылетают из сопел. В любом случае размер образующихся капель измеряется в пиколитрах.
Какая технология вам подходит?
Пусть вас не смущает тот факт, что существует два основных типа технологии струйных сопел. В конце концов, важно знать, что капли, образующиеся в любом случае, измеряются в пиколитрах. Присмотревшись к DPI принтера, вы сможете определить, насколько малы эти капли. Если в вашем списке приоритетов качество важнее скорости, вы не ошибетесь, выбрав струйный принтер. Если вам нужно исключительное качество, но при этом доступная цена, струйный принтер, использующий технологию термосопел, обязательно подойдет идеально.
Как известно, производство деталей машин всегда начинается с получения заготовок в заготовительных цехах и участках. Соответственно, получение заготовок является одним из основных этапов машиностроительного производства и в значительной степени определяет затраты материалов и энергии, трудоемкость изготовления и качество получаемых изделий.
Одной из основных задач, стоящих перед технологией машиностроения на современном этапе развития производства, является замена (по возможности) технологических процессов резания методами формообразования деталей, достигаемых за счет использования прогрессивных методов получения заготовок, либо, если это неосуществимо – максимально возможное приближение заготовок по форме и размерам к готовым деталям. Поэтому цель изучения дисциплины «Технологические методы производства заготовок деталей машин» — это ознакомление студентов специальности «Технология машиностроения» с современными технологиями получения заготовок.
Для достижения этой цели студенты должны успешно решить следующие задачи:
Знать современные прогрессивные методы получения заготовок деталей машин и оборудование для их реализации;
Уметь выбирать рациональный для конкретных производственных условий метод получения заготовки;
Уметь разработать чертеж заготовки с простановкой размеров, учитывая базирование заготовки;
Изучение дисциплины ТМПЗДМ базируется на знаниях, полученных при изучении таких дисциплин как физика, высшая математика, технология конструкционных материалов и др. В свою очередь, материалы и знания, полученные при изучении дисциплины, будут использованы при изучении дисциплин «Технология обработки типовых деталей и сборки машин», «Автоматизация производственных процессов в машиностроении», «Механосборочные участки и цехи в машиностроении» и др.
Важность, которую уделяют изучению данной дисциплины, может быть проиллюстрирована также тем фактом, что до 1985 года проектирование и производство заготовок было включено в дисциплину «Технология машиностроения». Принимая во внимание значимость получения заготовок в производственных процессах, было признано целесообразным выделить его в отдельную учебную дисциплину.
В машиностроении в настоящее время существует достаточно много способов и методов получения деталей и заготовок. Это разнообразие, с одной стороны, дает возможность существенно повысить качество деталей машин и эффективность их изготовления, с другой стороны – создает значительные трудности в выборе наилучшего варианта. Для принятия оптимального решения необходим комплексный анализ технико-экономической эффективности всех альтернативных вариантов, с учетом конструктивных, технологических и производственных факторов. Все эти факторы взаимосвязаны, поскольку конструкция изделия, марка материала, его физические и механические свойства в первую очередь определяют форму заготовки, способ ее получения, характер производства и его организационный уровень. Учет всех этих требований влияет на технико-экономическую эффективность изготовления самого изделия.
Если упрощенно считать, что стоимость изготовления изделия Си=См+Сз+Со, где Си, См, Сз и Со – стоимость соответственно изделия, материалов, заработной платы и оборудования, и учесть возможную серийность производства, то из практики известно, что доля затрат на материалы, заработную плату и оборудование существенно зависит от типа производства по серийности.
В единичном производстве в стоимости изделия наиболее существенным весом обладает стоимость заработной платы, в массовом – стоимость материалов, а в серийном их доля зависит от уровня серийности. Но независимо от типа производства, материалоемкость изделия и трудоемкость его изготовления всегда определяется удачным выбором заготовки и способа ее получения.
Если попытаться проанализировать ситуацию в машиностроительной отрасли Украины, то можно четко наблюдать следующие тенденции. Во-первых, повышение цен на энергоносители до уровня мировых привело к существенному ухудшению ситуации в целом, падению спроса на продукцию и снижению объемов производства. Во-вторых, повышенная энергоемкость продукции также делает ее неконкурентоспособной на мировых рынках. И, наконец, вполне реальной становится угроза дефицита металла и электроэнергии при сохранении пропорций потребления электроэнергии на обработку резанием и процента металла, идущего в стружку.
Кардинально улучшить эту ситуацию можно только путем использования малоотходных и энергосберегающих технологий, к которым, в частности, и относятся прогрессивные способы и методы получения заготовок.
Из истории развития общества известно, что древнейшим способом получения заготовок и готовых изделий из металлов является литье. От простейших украшений и изделий (статуэтки, оружие, посуда, колокола) в процессе эволюции и развития производства человек пришел к электрометаллургии стали, чугуна и цветных металлов. В настоящее время половину всей выплавляемой стали используют для литья. В свою очередь, доля стального литья составляет порядка 23% в его общем балансе, а 73% — это чугунное литье как самый дешевый материал для получения заготовок. Растет потребность в легированных конструкционных материалах, высокопрочных, жаростойких и экономнолегированных сталях. Возникают новые прогрессивные способы литья, такие как ковшовая металлургия, электрошлаковое литье, но литье в песчано-глинистые формы остается наиболее распространенным (порядка 80% от всего объема литых заготовок).
Второе место после литья в производстве заготовок для машиностроения занимает обработка металлов давлением (ОМД). В начале 80-х годов прошлого века ОМД подвергалось более 90% выплавленной стали и более половины цветных металлов и сплавов.
Для получения многих заготовок используют последовательно несколько способов обработки (литье, ОМД, листовая штамповка, сварка и т.д.).
В современном машиностроении получили широкое распространение такие виды заготовок: прокат из сталей и цветных металлов и сплавов; отливки из чугуна, сталей, цветных металлов и сплавов; поковки из сталей и цветных металлов; порошковые металлические, керамические и пластмассовые заготовки; сборные заготовки.
Заготовки из проката. Товарные заготовки – кованые колоды круглого (блюмсы) и квадратного (слябы) сечения, толстые плиты – как заготовки для ковки и штамповки крупных заготовок (валов, осей, рычагов, тяг и т.п.). Простой сортовой профиль общего назначения – круглый, квадратный, шестигранный – для формирования гладких и ступенчатых (с небольшими перепадами диаметров) валов, втулок, стаканов, рычагов, клиньев, фланцев, поршней. Сталь угловая равнобокая и неравнобокая, тавры и швеллеры – для изготовления металлоконструкций, рам, ферм, подставок, кронштейнов, каркасов. Фасонные профили проката отраслевого и специального сечения – используют в автомобильном, тракторном, железнодорожном и др. видах машиностроения. Трубный прокат – стальной, бесшовный, горячекатаный, холоднотянутый, холоднокатаный – идет на изготовление цилиндров, гильз, втулок, шпинделей, стаканов, барабанов, роликов, полых валов. Гнутые профили предназначены для изготовления кузовов, опор, кронштейнов, каркасов, консолей, ферм, ребер жесткости.
Прессованные профили сложной формы – используют для создания направляющих элементов и декоративных изделий. Периодические профили проката: продольной прокатки – для изготовления балок, осей, валов, лопаток турбин; поперечно-винтовой прокатки – для шпинделей станков, рычагов, валов электродвигателей; поперечно-клиновой прокатки – для формирования валов коробок передач, крышек, фланцев, дисков; поперечной прокатки – для изготовления шаров подшипников качения, профилированных трубных деталей и т.д.
Механические свойства периодического проката выше, чем у гладкого, за счет расположения волокон в соответствии с конфигурацией детали.
По способу обработки прокат может быть горячекатаным, холоднокатаным, холоднотянутым, прессованным, калиброванным, шлифованным (серебрянка), а по способу термообработки – термообработанный, закаленный и без термообработки.
Отливки. Классифицируются по способу литья. Могут иметь сложные и криволинейные поверхности и быть изготовлены практически из всех металлов и сплавов массой от нескольких граммов до сотен тонн.
Кованные и штампованные заготовки (поковки и штамповки). Получают обработкой металлов давлением путем ковки, штамповки и специальных технологических процессов. Классифицируются по виду и температуре обработки, а также виду основного оборудования. Свободная ковка позволяет получать заготовки простой формы с большими напусками и припусками под механическую обработку, однако не имеет альтернативы в единичном производстве и для крупных заготовок (массой до 300 тонн). Горячей и холодной штамповкой изготавливают более сложные по форме, но ограниченные по габаритам и массе заготовки. В массовом и крупносерийном производстве широко используют профили, полученные прокаткой, прессованием, волочением, вальцовкой и т.д.
Заготовки из порошков. Классифицируют по способу изготовления, материалам (металлы, керамика, пластмассы), наполнителям, красителям. Максимально приближены к готовым деталям и требуют зачастую только отделки.
Сборные заготовки. Классифицируют по материалам, способам соединения и изготовления составных частей. Например, сварные заготовки могут быть сварно-литыми, сварно-кованными, сварно-штампованными, ковано-литыми, металлостеклянными, металлокерамическими и т.д. Для соединения отдельных частей заготовки используют различные способы сварки, пайки, клепки, склеивания, свинчивания, закатывания и т.д. Такие заготовки позволяют изготавливать изделия, сложные по конфигурации, массивные и имеющие повышенные требования к отдельным элементам.
Иные заготовки. Получают путем механической обработки сортового и специального проката при помощи металлорежущего оборудования, ножниц, штампов, а также газовых, электрических, лазерных и механических резаков.
ОБЩЕРОССИЙСКИЙ КЛАССИФИКАТОР ВИДОВ ЭКОНОМИЧЕСКОЙ ДЕЯТЕЛЬНОСТИ, ПРОДУКЦИИ И УСЛУГ (ОК 004-93) (УТВ. ПОСТАНОВЛЕНИЕМ ГОССТАНДАРТА РФ ОТ 06.08.93 N 17) (ДАТА ВВЕДЕНИЯ 01.01.94) (ЧАСТЬ 1 И 2)
Классификация ISO для обрабатываемых материалов Металлы
Поддержание постоянства и качества имеет важное значение в металлургической промышленности. Наличие поставщика металла, сертифицированного по стандарту ISO, является ключом к обеспечению качества вашего проекта или процесса. Классификация ISO для металлических заготовок информирует производителей и операторов станков с ЧПУ о подходящих инструментах, скоростях и спецификациях для резки металлических материалов. Продолжайте читать, чтобы узнать больше о сертификатах ISO, сертифицированных ISO материалах, группах материалов ISO для заготовок и таблицах классификации групп материалов ISO.
Что такое сертификация ISO?
ISO (Международная организация по стандартизации) — независимая неправительственная международная организация, разрабатывающая стандарты для обеспечения качества, безопасности и эффективности продуктов, услуг и систем. Сертификация ISO гарантирует, что система управления, производственный процесс, услуга или процедура документирования соответствуют всем требованиям стандартизации и обеспечения качества.
Что такое сертифицированный ISO материал?
Если организация позиционирует себя как «Сертифицированная по ISO 9001», она соответствует требованиям, установленным в соответствии с ISO 9001 (полностью ознакомиться с ними можно здесь). ISO 9001 требует, чтобы организации определяли подходящую и эффективную систему управления качеством и следовали ей, а также требовали от них выявления областей, требующих улучшения, и принятия мер для достижения этих улучшений. В результате обычно считается, что организация, претендующая на сертификацию ISO 9001, имеет продукты и услуги, соответствующие стандартам качества.
Каковы группы материалов заготовки iso?
Материал заготовки может быть определен как кусок металла или другого материала, который находится в процессе создания, обработки или механической обработки. Другими словами, это общий термин, применимый ко всем металлам. В связи с этим стандарты ISO создали шесть различных групп материалов для заготовок, которые помогают производителям и производителям различать типы металлов на основе их физических свойств.
Эти классификации помогают определить надлежащие режущие инструменты, необходимые для резки каждого металла, что экономит время и избавляет от догадок при резке и обработке на станках с ЧПУ. Шесть типов групп материалов ISO для заготовок обозначаются серией букв и цветов, при этом каждая группа содержит свои собственные подгруппы.
ISO Группа P — сталь
ISO Группа M — нержавеющая сталь
Группа ISO K — чугун
ISO Группа N — Цветные металлы
ISO Группа S — суперсплавы
ISO группа H — закаленная сталь
Классификационная таблица групп материалов ISO
Основные группы материалов для заготовок ISO лишь касаются поверхности, когда речь идет о разнообразии металлических материалов и их параметрах резания, поэтому каждая группа имеет свои собственные подгруппы, основанные на структуре, составе , и состав каждого типа металла. В приведенной ниже таблице представлены основные классификации материалов для понимания каждой группы и ее состава.
Нужен материал заготовки?
Mead Metals является поставщиком металла, сертифицированным по стандарту ISO 9001, который стремится к постоянному совершенствованию и превосходит ожидания клиентов в отношении стандартов качества. Мы обеспечиваем клиентов высококачественным металлическим материалом в малых и больших объемах. Наша ниша — это высококачественные металлы в небольших объемах, что позволяет нам предлагать конкурентоспособные цены и непревзойденный сервис. Если вам требуется материал заготовки для вашего следующего проекта или процесса, просмотрите наши продукты и услуги или получите быстрое предложение сегодня, нажав на ссылку ниже.
Темы:
Сервисные центры | Контроль качества | Сертификаты | Информация о металле | Соответствие | Информация о металлургической промышленности | Соответствие требованиям и сертификаты
[PDF] Гибкий метод классификации для оценки полезности автоматизированной системы классификации деталей
title={Гибкий метод классификации для оценки полезности автоматизированной системы классификации деталей}, автор = {Шан Хва Хсу, Т. С. Ся и М. С. Ву}, journal={Международный журнал передовых производственных технологий}, год = {1997}, объем = {13}, страницы = {637-648} }
S. Hsu, T. Hsia, M. Wu
Опубликовано в 1997 г.
Информатика
The International Journal of Advanced Manufacturing Technology
Резюме В групповой технологии заготовки подразделяются на семейства в соответствии с их сходством в конструкции или производственные атрибуты. Эта категоризация может устранить дублирование конструкции и облегчить производство заготовок. Много усилий было направлено на разработку автоматизированных систем классификации деталей. Однако трудно оценить полезность таких систем. Цель этого исследования состояла в том, чтобы разработать эталонную систему классификации, основанную на глобальной форме…
View on Springer
ir.nctu.edu.tw
Эффективный метод создания эталонных классификаций для автоматических систем классификации деталей
S. Hsu, T. Hsia, Muh-Cherng Wu
Science
1998
В этой статье предлагается более эффективный метод, называемый бережливой классификацией, в котором данные сравнения между образцами и небольшим количеством типичных изделий используются для вывода полных результатов классификации.
для создания классов меток для автоматических систем Clasaifica n Workplece
S. Hsu, C. T., M. Wu
Информатика, материаловедение
2005
1 9008 Этот метод предлагает более эффективную, экономичную бумагу классификация, в которой данные сравнения между образцами и небольшим количеством типичных деталей используются для вывода полных результатов классификации.
Мод для создания классов меток для автоматических систем Clasaifica n Workplece
S. Hsu, T. Hsia, M. Wu
Компьютерные науки, материаловедение
1998
небольшое количество типичных заготовок используется для вывода полных результатов классификации.
Модель измерения подобия производственного процесса и приложение, основанное на составляющих элементах процесса
Чжунъи Ву, Вэйдун Лю, Вэйцзе Чжэн, Вэньбин Ни, Чжэньчжэнь Ли
Бизнес, материаловедение
Междунар. Дж. прод. Рез.
2021
Предложен инновационный метод, основанный на модели составляющих элементов процесса, для объективного расчета подобия процессов производства продукции, доказана реализуемость и эффективность метода.
МЕХАНИЗМЫ КЛАССИФИКАЦИИ ПРОДУКЦИИ ПО ФОРМЕ
Chien-Cheng Chang
Информатика
2007
Использовались кластерный анализ и словесные описания задачи иерархической группировки, которые показали, что в процессе классификации форм продукта испытуемые сначала используют локальные признаки, а затем шаг за шагом в процедуре классификации используют суммарные образы.
Основные факторы, определяющие категориальное восприятие формы продукта мобильных телефонов
Chien-Cheng Chang, Jun-Chieh Wu
Информатика
2009
Метод снижения сходства пар сравнения0077
Muh-Cherng Wu, Shih-Ching Wu, T. Hsia, S. Hsu
Информатика
2005
Групповая технология должна группировать сходные детали в семейства. При классификации деталей на основе их общих форм сходство деталей необходимо измерять вручную путем сравнения пар. Стоимость…
Веб-система управления знаниями CBR для устранения неполадок ПК
S. Hsu
Информатика
2004
Используя рассуждения на основе прецедентов (CBR), авторы объединяют методы анализа когнитивных задач (CTA), иерархической кластеризации и онтологии и предлагают веб-управление знаниями CBR (KM)…
A Web- основанная на CBR система управления знаниями для устранения неполадок ПК
С. Ван, С. Хсу
Информатика
2004
Используя рассуждения на основе прецедентов (CBR), авторы интегрируют методы анализа когнитивных задач (CTA). ), иерархическую кластеризацию и онтологию, а также предложить веб-управление знаниями CBR (KM)…
SHOWING 1-10 OF 22 REFERENCES
SORT BYRelevanceMost Influenced PapersRecency
A neural network approach to the classification of 3D prismatic parts
Muh-Cherng Wu, S. R. Jen
Business
1996
A нейросетевой подход к классификации трехмерных призматических деталей на основе их глобального информационного моделирования формы, который позволяет избежать повторного изобретения существующей конструкции и может создать новую конструкцию путем модификации существующих.
Автоматизированное групповое кодирование деталей из трехмерной базы данных САПР
М. Хендерсон, С. Мусти
Информатика
1988
Система программного обеспечения, для анализа которой была написана твердотельная модель детали и сгенерировать групповой технологический код детали путем идентификации характеристик формы, которые могут быть автоматически закодированы для планирования вариантов процесса, поиска проекта и других приложений, связанных с кодированием детали.
Особенности интегрированного моделирования продуктов и их производства
T. Lenau, Lianchun Mu
Business
1993
Резюме В данной статье обобщаются причины рассмотрения новых способов моделирования продуктов и процессов. Описаны три различных концепции описания деталей и изделий, включая различные…
Нейросетевая система для классификации и кодирования вращающихся частей на основе формы
С. Капарти, Н. Суреш
Информатика
1991
Нейросетевая система используется для генерирования связанных с геометрией деталей цифр кода Опица из растровых изображений чертежей деталей и, как установлено, генерирует коды точно и обещает стать полезным инструментом для автоматической генерации классов и кодов на основе форм.
Последовательное представление нечетких отношений подобия
С. Тан, Х. Тэ, Пей-Чжуан Ван
Информатика
1994
Схема кодирования, ориентированная на признаки формы
C. -S. Chen
Компьютерная наука
1989
Многочисленные судьи, многочисленные критерии. Проблема рейтинга: нечеткий подход
J. Buckley
Компьютерная наука, экономика
1984
666666696969696969666966696969696969696666666966666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666. Изготовление – методы и приложения
Подборка современных методов принятия решений «Принятие решений по множеству атрибутов: методы и приложения» фокусируется на подходе нечетких множеств к принятию решений по множеству атрибутов (MADM).
Операции над нечеткими числами
Д. Дюбуа, Х. Праде
Информатика
1978
Обычные алгебраические операции над действительными числами распространяются на нечеткие числа с использованием принципа нечеткости показано, что практическое использование нечетких операций не представляет сложности и требует не больше вычислений, чем при работе с интервалами ошибок в классическом анализе допусков.
Категория: Блог компании konekt.pro — интересные статьи из мира пластика
Теория
ABS – это термопластичный сополимер акрилонитрилбутадиенстирол. Изготавливается из продуктов нефтепереработки. Звенья полистирола придают ударопрочность, акрилонитрил и бутадиен – эластичность. Полимер широко применяется в производстве товаров народного потребления, деталей машин, механизмов, строительно-отделочных материалов. Обладает диэлектрическими свойствами.
PLA – полилактид ПЛА, биополимер молочной кислоты, способный к быстрому разложению в агрессивных условиях. Пластмасса термопластичная, биосовместимая. Сырьем для производства полилактида является соя, кукуруза, сахарный тростник. По прочности и жесткости полимер уступает ABS-пластику. Главное отличие: он более экологичный. Применяется для изготовления одноразовой посуды, упаковки.
Сравнение характеристик
Технические характеристики
Основные параметры материалов представлены в таблице:
Показатель
ABS
PLA
Температура плавления , ˚С
210-240
160-190
Температура стеклования, ˚С
60-65
110-125
Температура застывания, ˚С
70-80
110-125
Показатель текучести расплава, см3/10 мин
9,7
10,3
Запах
Характерный «пластиковый», во время работы с прутками требуется проветривать помещение
Слабо выраженный, сладковатый
Твердость и прочность
Жесткий, устойчивый к ударам, сгибанию по большому радиусу, хорошо склеивается
Жесткий, но хрупкий, ломается при сгибании, стабильный при склеивании
Физико-химические свойства
Непрозрачный, окрашивается пигментами, нетоксичный, маслостойкий, кислотостойкий, теплостойкий, устойчивый к воздействию моющих средств и щелочей, ударопрочный.
Нетоксичный, экологически чистый, производится из возобновляемого сырья, обладает низким коэффициентом трения.
Внешний вид
Гладкая глянцевая поверхность
Множество разновидностей, в том числе светящаяся, полупрозрачная поверхность
Переработка
Вторичная переработка
Биоразложение
АБС – более тугоплавкий, прочный и жесткий пластик, но у него меньшие показатели текучести. Для перевода пластмассы в вязкотекучее состояние требуется дополнительный нагрев. Полилактид плавится быстрее, но отличается хрупкостью и неустойчивостью при высоких температурах.
Можно сделать вывод, что изделия из АБС тверже, прочнее и надежнее, чем из ПЛА. Ударопрочный пластик также можно шлифовать, окрашивать, обрабатывать ацетоном для получения гладкой поверхности, что невозможно сделать с биополимером.
Поведение при 3D-печати
Для АБС характерна высокая температура плавления, поэтому при контакте с рабочей поверхностью полимер быстро сворачивается. Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается.
Полилактид сворачивается меньше. Дополнительно подогревать столик не требуется. Регулируя температуру печати, можно менять вязкость и текучесть материала. При активном охлаждении расплавленных прутков удается получать заостренные углы, тонкие детали. Высокая текучесть также снижает риск расслоения изделия.
Особенности хранения
Оба полимера гигроскопичные. Они впитывают влагу из окружающего воздуха, что негативно влияет на качество готовых изделий. Например, при нагревании АБС в присутствии воды образуются брызги и пузыри, забивается сопло принтера. В случае с PLA влага может обесцветить материал, снизить его прочность.
Оба пластика рекомендуется хранить в герметичных контейнерах без доступа воздуха. Перед началом работы материалы просушивают в духовке или с помощью фена.
Изделия из ПЛА по внешнему виду похожи на стеклянные. Полилактид не выдерживает контакта с горячим кофе или чаем, но он удобный для применения в художественных целях. В вязкотекучем состоянии полимер позволяет печатать тонкие детали с острыми и точными углами. В время нагревания ПЛА отсутствует запах, что важно для многих процессов.
УдаропрочныйABS-пластик используют для изготовления износостойких деталей, устойчивых к внешним воздействиям. Это менее прихотливый и более доступный материал.
АБС в основном применяют в промышленном производстве, ПЛА – для трехмерной печати.
Что лучше: АБС или ПЛА? Нельзя однозначно ответить на этот вопрос. Оба полимера имеют свои преимущества и недостатки. Выбор зависит от целей использования. Чтобы узнать больше о пластмассах и купить прутки АБС или ПЛА по выгодной цене, позвоните в компанию «ПолиИмпекс» в Санкт-Петербурге. Мы поможем выбрать материал, который подходит вашему проекту.
Логин
Пароль
Запомнить меня
Забыли пароль?
Зарегистрироваться
192241, Санкт-Петербург, Южное шоссе, д. 37, к. 2 лит А +7 (812) 648-22-61
Как сделать 3D-распечатки, чтобы они стали более прочными.
Техническое название «отпуск»
Никому не нравится запах горячего пластика — всегда печатайте и закаляйте в хорошо проветриваемом помещении
Так бывало, и не раз: вы тратите время на проектирование объекта, стараетесь, чтобы он отвечал определенным требованиям, вы тщательно подбираете настройки слайсера, чтобы оптимизировать процесс, вы подбираете материал, который лучше всего соответствовал бы назначению объекта… Сама по себе печать проходит хорошо, результат тоже выглядит так, как он должен выглядеть, но, несмотря на всю заботу и работу, когда вы начинаете пользоваться объектом, всё идет не так, потому что распечатка получилась недостаточно прочной и жесткой.
В зависимости от того, что за деталь вы создаете и каково её назначение, иногда бывает трудно добиться нужной прочности и жесткости. Даже в тех решениях, в которых объект не подвергается высоким нагрузкам, дополнительная прочность лишней не будет. Всегда ли вы думаете о том, насколько прочным получится объект?
Можно ли его как-то «укрепить»?
Один из самых лучших способов увеличить прочность и жесткость – закалить его. В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
Несмотря на то, что процесс относительно прост, вы сможете превратить стандартный материал, вроде PLA, в один из самых прочных филаментов для 3D-печати.
Что такое закалка?
Закалка – процесс древний, первоначально его применяли в металлургии, чтобы увеличить прочность металлических объектов. Закалка – только один из способов тепловой обработки, который используют для изменения физических свойств металла, не меняя имеющейся формы. В частности, закалка повышает требуемые характеристики имеющегося металла.
Принцип процесса закалки адаптирован под пластики, чтобы они тоже становились прочнее уже после формирования объекта. Первоначально для доводки применялись те же процессы, что и для промышленного пластика, но вообще-то закалкой 3D-распечаток для придания им прочности может заниматься каждый, у кого есть доступ к кухонной духовке.
Как работает закалка?
В металлургии первоначальный процесс отливки и формовки металла приводит к образованию внутри него кристаллических структур, называемых зернами. Зерна обычно крупные. Металл в результате получается хрупким и при нагрузке разламывается по границе зерен.
Закалка металла включает в себя повторный нагрев его до температуры ниже точки плавления и последующее медленное остывание. В результате повторного нагрева внутри существующих крупных зерен образуются более мелкие кристаллы. Чем плотнее кристаллическая решетка, тем металл прочнее и пластичнее. Форма металлического объекта при этом не меняется, а нужные характеристики улучшаются.
В случае с пластиками процесс практические такой же – есть лишь небольшие отличия. FDM-печать подразумевает нагрев материала, чтобы его можно было экструдировать. После экструдирования материал застывает в форме печатаемого объекта. Пластик довольно плохо проводит тепло, это значит, что нагретый пластик остывает, как правило, неравномерно. Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений.
Как вам, наверное, известно, большинство пластиков, используемых для FDM-печати, являются полимерами. Полимер состоит из двух или более субстанций. Каждая из этих субстанций состоит из длинных молекулярных цепочек. Цепочки эти переплетены друг с другом, образуя полимер. На микроскопическом уровне структура пластика обычно выглядит неорганизованной и довольно аморфной. Нагревание пластика, его экструдирование и охлаждение преобразует структуру в более организованную кристаллическую форму. Формируются довольно крупные кристаллы, весьма похожие на те, которые появляются в металле после его первоначального нагревания и охлаждения.
Крупнокристаллическая структура пластика образует проблемные места по линиям между каждым из кристаллов. Кроме того, неравномерное охлаждение, вызванное плохой теплопроводностью, приводит к тому, что полимер сжимается в разных местах по-разному. Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.
Закалка пластика включает в себя аккуратный нагрев вещества до температуры выше точки стеклования, но ниже температуры плавления, и затем медленное остывание. Как и при закалке металла, такое нагревание и охлаждение увеличивают количество кристаллических структур внутри пластика.
Кроме того, когда полимер приближается к температуре стеклования или достигает ее, у молекулярных цепочек появляется достаточно энергии, чтобы перейти в аморфное состояние. В таком состоянии они могут вращаться, смещаться, растягиваться и т.д. Это избавляет от некоторых сил напряжения и сжатия, которые были вызваны неравномерным охлаждением. Оба эти эффекта, в свою очередь, делают пластик более прочным, жестким и более устойчивым к механическим напряжениям.
Теперь, когда вы знаете, что такое закалка и как она работает для укрепления материалов 3D-печати, давайте взглянем на конкретные техники, которые вы можете применить для закалки объектов из некоторых наиболее распространенных пластиков.
Как закалить PLA
PLA обычно прочный, но несколько хрупкий. У него также относительно низкая температура плавления. Оба эти обстоятельства делают его отличным кандидатом на закалку. Низкая температура стеклования данного пластика еще более упрощает его закалку. Вдобавок, за счет увеличения пластичности PLA закалка снижает склонность объектов из этого пластика к хрупкости.
На самом деле, закалка – это лучший способ сделать PLA более прочным.
Температура стеклования PLA составляет 60–65 °C. Температура плавления – 173–178 °C. Следовательно, при закалке обычного PLA температуру печи нужно выставить примерно в 100 °C.
Отметим, что у нашего PLA температура плавления ниже, так что закалку лучше всего производить при температуре около 70 °C. В целом, если для вашего PLA требуется более высокая температура печати, – он более низкого качества. У различных печей термостаты обладают различной точностью, поэтому всегда стоит провести испытания на какой-нибудь ненужной распечатке.
Температура закалки достаточно высока, чтобы PLA размягчился и стал аморфным, высвободив часть вызванного печатью напряжения и нарастив свою кристаллическую структуру. Она при этом достаточно мала, чтобы PLA не расплавился и не потек, потеряв свою форму.
Дайте печи дойти до нужной температуры, после чего забудьте о ней примерно на час. Это время требуется, чтобы температура внутри распределилась как можно более равномерно, чтобы не было холодных и горячих «точек», которые могут отрицательно повлиять на процесс закалки. Перед тем как устанавливать ваш напечатанный PLA-объект в печь, воспользуйтесь точным термометром, чтобы убедиться в правильности температуры.
Надо заметить, что при закалке пластика PLA или любого другого филамента, печи с конвекцией (с вентилятором) дают лучший результат закалки по той же самой причине, по которой в них получается великолепный хлеб. Тепло в них излучается не с одного направления, а нагретый воздух за счет конвекции циркулирует вокруг объекта, обеспечивая нагрев с 360°, что приводит к равномерному результату.
Примечание. Никогда не пытайтесь закаливать распечатки в газовых духовках. Термометр может показывать Х градусов, но пламя гораздо горячее, что может привести к расплавлению и возгоранию распечатки. Производите закалку только в электрической плите или печи и всегда следите, чтобы нагревательный элемент был выключен, прежде чем вы установите внутрь ваш объект. Еще раз: нагревательный элемент может быть гораздо горячее, чем показания термометра.
Когда печь достигла нужной температуры, установите ваш PLA-объект или объекты на противень, поместите всё внутрь и оставьте до остывания. Повторите процесс несколько раз, нагревая печь (без распечаток в ней) и выключая ее, когда помещаете внутрь подлежащий закалке объект. Делайте это до тех пор, пока общее время закалки вашего объекта не составит примерно час (или больше – для более крупных распечаток).
Этого времени объекту достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату.
По мере того как печь будет постепенно остывать, постепенно будет остывать и объект. Процесс постепенного охлаждения позволяет избежать повторного возникновения внутренних напряжений, которые возникали во время резкого охлаждения после печати. Постепенное охлаждение снижает также вероятность перекосов, которые могут иметь место и при температуре закалки.
Когда температура в печи достигнет комнатной, достаньте из нее объект или объекты. Вы можете заметить, что распечатки слегка сжались по линии слоев печати. Кроме того, вы можете заметить некоторое расширение перпендикулярно слоям печати. Иными словами, размеры по осям X и Y стали меньше, а по Z – увеличились.
Эти изменения обусловлены изменением в напряжениях, вернее – высвобождением внутренних напряжений и сил сжатия, о которых мы говорили выше. В среднем сжатие по соответствующим осям составляет порядка 5%, а расширение – около 2%. Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати.
После закалки вы получите значительное увеличение прочности вашего PLA-объекта. Нередко прочность и износостойкость возрастают на 40%. Также вы можете получить существенные улучшения по жесткости. Здесь бывает до 25%. Наконец, стабильность закаленного PLA при повышенных температурах тоже оказывается гораздо лучше. Поэтому, если вам нужна жесткая, высокопрочная деталь из PLA с хорошей термостойкостью, закалка – это правильный выбор.
Как закалить ABS
ABS обычно более прочный и менее хрупкий, чем PLA. У него также более высокая температура плавления, чем у PLA. Несмотря на это, ABS также является отличным кандидатом на закалку. Притом что ABS по причине его более высокой температуры стеклования нужно закалять при более высоком нагреве, чем PLA, процесс закалки обеспечит ABS такое же улучшение требуемых характеристик материала, как и у PLA.
Температура стеклования ABS составляет 105 °С. Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался.
И снова дайте печи дойти до нужной температуры, после чего забудьте о ней примерно на час, чтобы нагрев распределился равномерно. Перед тем как устанавливать ваш напечатанный ABS-объект в печь, воспользуйтесь точным термометром, чтобы убедиться в правильности температуры. Как и для любой закалки, печь с конвекцией всегда предпочтительнее.
Когда печь прогрелась до нужной температуры, поместите в нее на противне свой объект примерно на 30 минут плюс по 15 минут на каждые 3 мм поперечного сечения объекта. В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.
По истечении нужного времени выключите печь, оставив объект внутри. Постепенное остывание позволит уменьшить перекосы и повторное появление внутренних напряжений, вызванных резким охлаждением.
Когда температура в печи достигнет комнатной, достаньте из нее свой объект. Опять-таки, вы можете заметить сжатие и увеличение размеров по осям. Как и в случае PLA, сжатие можно компенсировать на этапе проектирования и печати. Закаленный объект должен стать более прочным, жестким и стабильным, а также более термостойким.
Как закалить NYLON
Nylon гораздо более прочен и менее хрупок, чем PLA и ABS. Температура его плавления ниже, чем у ABS, и сравнима с PLA. Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.
Температура стеклования Nylon составляет на удивление всего 41 °С. Однако температура плавления при этом вызывает уважение – от 178 до 181 °С. Следовательно, температуру печи нужно выставить в 130-140 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру.
Как всегда, температура закалки должна быть не такой большой, чтобы материал расплавился, потек или значительно деформировался.
В данном случае тоже – когда печь нагреется до нужной температуры, дайте ей с час постоять, чтобы нагрев распределился равномерно. Воспользуйтесь точным термометром, чтобы измерить температуру до начала процесса закалки, по возможности включите конвекцию.
Поместите ваш нейлоновый объект на противне в печь и забудьте о нем на два часа. Это время требуется для перестройки полимерных цепочек и рекристаллизации. Не открывайте печь в процессе закалки.
Когда температура в печи достигнет комнатной, достаньте из нее свой объект. Опять-таки, вы можете заметить сжатие и увеличение размеров по осям. Как и в случае PLA, сжатие можно компенсировать на этапе проектирования и печати.
Хотя в данном случае улучшения в плане прочности будут незначительными, значительно повысится температурная стабильность. Как правило, закалка увеличивает деформационную теплостойкость нейлоновых объектов более чем на 40%.
Точка плавления ABS: все, что вам нужно знать
АБС имеет температуру плавления от 220 до 230 °C. Это дает ABS очень хорошую термостойкость, но это также означает, что ABS более склонен к деформации во время 3D-печати. Благодаря температуре стеклования выше 100 °C АБС-пластик является одним из наиболее часто используемых нитей для 3D-печати для высокотемпературных применений. Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити.
Плавление термопластов — один из центральных механизмов 3D-печати. Расплавляя пластик, он становится достаточно податливым, чтобы из него можно было сформировать любую модель, которую мы загружаем в слайсер. Что происходит на молекулярном уровне при плавлении такого термопластика, как ABS? Что такого особенного в ABS, что делает его сложным материалом для работы?
Механизм плавления ABS
ABS стал невероятно популярен в мире 3D-печати благодаря своей превосходной термостойкости, химической стабильности и механическим свойствам. Это также очень дешевый пластик, поскольку его легко синтезировать. ABS считается одним из наиболее широко используемых высокоэффективных синтетических пластиков в мире.
Несмотря на многочисленные преимущества, АБС остается термопластом, таким как АБС или ПЭТГ. По определению это означает, что АБС можно расплавить и дать ему снова затвердеть без потери каких-либо физических или химических свойств. В этом суть использования ABS для 3D-печати.
Когда термопласт подвергается воздействию тепла, его межмолекулярные связи начинают растягиваться, пока материал не станет более гибким или податливым. Однако сам материал остается неповрежденным на молекулярном уровне. В этом состоянии термопластом можно манипулировать, чтобы он соответствовал любой форме. Помимо 3D-печати, эта уникальная черта также используется в таких процессах, как литье под давлением и вакуумное литье.
При 3D-печати плавление ABS позволяет экструдировать его в виде очень тонких и контролируемых нитей. Эти слои укладываются друг на друга, позволяя одному расплавленному слою образовывать «запутывания» полимерных нитей с предыдущим слоем. Они не так прочны, как межмолекулярные связи, поэтому границы слоев считаются слабыми местами 3D-печати.
Помимо относительно высокой температуры плавления, АБС имеет схожие тепловые свойства с другими термопластическими материалами. Однако эти тепловые свойства также могут усложнить процесс 3D-печати.
Проблемы 3D-печати с использованием ABS
ABS заслужил репутацию сложной нити. Многие специалисты по 3D-печати считали его воротами к высокотемпературной 3D-печати, в основном потому, что для создания идеальных проектов ABS требуется значительный уровень навыков.
Распространенная проблема, возникающая при работе с ABS, — деформация. Обычно это проявляется в том, что первые несколько слоев отпечатка отрываются от печатной платформы. Это сильно снижает адгезию к слою, уменьшает точность размеров отпечатка и делает готовый продукт менее привлекательным визуально.
Проблема с короблением в основном может быть связана с его высокой температурой плавления. Поскольку АБС необходимо нагревать до высоких температур, он очень быстро охлаждается в тот момент, когда выходит из сопла горячего конца. Это быстрое охлаждение приводит к быстрому накоплению термического напряжения в напечатанной на 3D-принтере детали.
Термическое напряжение накапливается, поскольку ABS сжимается во время охлаждения. В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
Справедливости ради следует отметить, что ABS — далеко не единственная нить, демонстрирующая такое поведение, и при этом это не самый сложный материал для работы. Филаменты, которые печатают при очень высоких температурах, такие как PEEK, вызывают гораздо больше проблем. Полипропилен также сильно подвержен деформации, но по разным причинам, таким как низкая поверхностная энергия и высококристаллическая структура.
Устранение проблем, связанных с АБС, часто заключается в улучшении сцепления с поверхностью и замедлении скорости охлаждения. Лучший способ сделать это — использовать платформу с подогревом, нанести на нее соответствующий клей, отключить охлаждающий вентилятор и поместить корпус вокруг печатной камеры. Это может показаться большой работой, но преимущества печати с использованием ABS обычно стоят дополнительных усилий.
Сравнение ABS с другими нитями для 3D-печати
ABS — одна из двух самых популярных нитей для 3D-печати. Другой, PLA, печатает при гораздо более низкой температуре, около 180 °C, но с ним гораздо проще работать. Другой довольно популярный филамент для 3D-печати — PETG, который плавится при температуре, сравнимой с ABS, — от 230 до 260 °C.
Одним из факторов, который делает ABS идеальным материалом для 3D-печати, является его высокая температура стеклования 105 °C. Это означает, что печать из АБС-пластика не деформируется даже при стандартной температуре, при которой вода закипает. Это намного выше, чем температура стеклования PLA (65 °C) и PETG (85 °C). Если вы хотите создать 3D-печатный проект, способный выдержать температуру 100 ° C, то ABS, вероятно, является наиболее доступным вариантом.
Существует несколько альтернатив ABS для высокотемпературной 3D-печати, хотя эти нити используются не так часто. Примеры включают нейлон (от 260 до 280 °C), поликарбонат (от 265 до 300 °C), амфору (от 240 до 260 °C) и PEEK (от 360 до 400 °C). Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.
Особым объектом сравнения является полипропилен (ПП). Полипропилен печатает при температуре от 210 до 230 °C, что почти такое же, как у ABS. Однако полипропилен считается одним из самых сложных нитей для 3D-печати. Полукристаллическая структура полипропилена делает его менее способным к перераспределению теплового напряжения при охлаждении материала. В сочетании с плохой адгезией к слою полипропилен представляет собой материал, который выводит деформацию на совершенно новый уровень.
Заключительные мысли
ABS — одна из наиболее известных нитей в 3D-печати. Он также довольно известен как сложная нить, хотя далеко не самая сложная. Нельзя сомневаться в полезности АБС – это один из наиболее широко используемых высокоэффективных пластиков на сегодняшний день.
Высокая температура плавления АБС является одной из его наиболее отличительных характеристик. Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
Для подготовки инструментов, электрических, электрических, механических и других частей
абс —
Риск и безопасность
Символы опасности
Xn — вредно для здоровья
Коды риска
R20/21/22 — Вреден при вдыхании, при контакте с кожей и при проглатывании.
Описание техники безопасности
S36 — Носите подходящую защитную одежду.
UN IDs
UN 2215 8 / PGIII
WGK Germany
3
RTECS
AT6970000
abs —
Upstream Downstream Industry
Сырье
1,3 -Бутадиен
Продукты вниз по течению
Polyolefine For -Plaxtic бусы, он имеет преимущества трех компонентов, это прочный, твердый материал с хорошей жесткостью. Акрилонитрил придает АБС-смоле химическую стабильность, маслостойкость, определенную жесткость и твердость; Бутадиен повышает прочность, ударопрочность и морозостойкость; Благодаря стиролу он обладает хорошими диэлектрическими свойствами и блеском, а также демонстрирует хорошие характеристики обработки. Температура плавления АБС-смолы 190~240°С, температура термического разложения> 250°С. Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.
Последнее обновление:2022-01-01 11:07:52
абс —
Метод приготовления
Существует множество методов промышленного производства смолы BS. В настоящее время наиболее широко используемым в мире по-прежнему остается эмульсионный метод, который можно разделить на две категории: эмульсионная прививка и эмульсионная прививка с купажированием. Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом.
Плавающий жидкий метод прививки бутадиена (или стирола) в полимеризационном котле, синтез жирнокислотного калиевого мыла в качестве эмульгатора, органического пероксида в качестве инициатора, полибутадиенового или стирол-бутадиенового латекса готовили эмульсионной полимеризацией при 5-20° в. В реактор привитой полимеризации добавляют определенное количество латекса в необходимом соотношении стирола, акрилонитрила, эмульгатора, инициатора (персульфат калия) и регулятора (третичный меркаптан), латекс привитого полимера получают эмульсионной привитой сополимеризацией при 60-90 ℃ в течение 6 часов. Антиоксидант добавляется в латекс, и продукт из АБС-смолы получается путем разделения, промывки, сушки и гранулирования с соленой водой или серной кислотой в резервуаре для коагуляции.
метод смешивания с прививкой эмульсии латекс PB, полученный методом прививки эмульсии, смешивают с латексом AS, приготовленным из стирола и акрилонитрила, а затем промывают конденсированной водой, центрифугируют, сушат, продукты из АБС-смолы получают путем грануляции. Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство.
Объемно-суспензионным методом полибутадиеновый (или стирол-бутадиеновый) каучук сначала растворяют в стирольных и акрилонитрильных мономерах и проводят объемную преполимеризацию. Когда степень конверсии при полимеризации достигает 20% ~ 40% и происходит фазовый переход, его переносят в водосодержащий котел для суспензионной полимеризации для суспензионной полимеризации. После завершения реакции полимеризации продукт получают центробежной дегидратацией, промывкой и сушкой.
В соответствии с характеристиками трех мономеров в АБС, регулируя долю каждого мономера, молекулярную массу, добавляя добавки, можно производить различные марки АБС для удовлетворения требований различных клиентов. Теоретически состав АБС может варьироваться до бесконечности, но обычно он находится в диапазоне A/B/S = (от 20 до 30)/(от 5 до 40)/(от 40 до 70). Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик.
Последнее обновление:2022-01-01 11:07:53
абс —
Безопасность
сырье для производства смол, кожа и слизистые оболочки человеческого тела имеют разную степень раздражения, могут вызывать кожные аллергические реакции и воспаление; В то же время также обратите внимание на вред смоляной пыли для организма человека, длительное вдыхание высоких концентраций смоляной пыли может вызвать поражение легких. Большая часть смолы имеет общие опасные характеристики: открытое пламя, воспламеняемость при высокой температуре и контакт с окислителем вызвали риск возгорания, поэтому операция вакуумного формования на обрабатываемой пластине, обслуживающий персонал должен улучшить рабочую среду, рабочую площадь и нетиповая температура до 120 ~ 170 ℃, а также рабочая зона сознательного чертежа, насколько это возможно, автоматизация, герметизация, установка вентиляционных установок. Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте
Последнее обновление:2022-01-01 11:07:54
абс —
Процесс формования
Смола АБС представляет собой аморфный полимер с хорошей технологичностью. Может использоваться не только в литье под давлением, экструзии, каландрировании, выдувном формовании, вакууме и пенообразовании и других общих методах обработки формования, но также может использоваться в обработке холодного формования. Но не применимо к компрессионному и трансферному формованию Обработка, также не следует использовать метод горячего расплава или метод литья. Из-за небольшой гигроскопичности АБС-смолы ее можно использовать для формования без сушки при нормальных условиях, а блеск поверхности продукта лучше, если он обрабатывается после сушки. Во время литья под давлением температура материала поддерживается на уровне 200–240 ℃, давление впрыска составляет 50–100 МПа, а температура формы составляет 40–80 ℃.
Главным отличием скобозабивных пистолетов (степлеров) друг от друга является тип и размеры скоб, с которыми они работают. Степлер подбирается под нужные скобы, а не наоборот. Выбор скобы зависит от типа выполняемых работ.
Выбираем скобу
Длина скобы определяет, насколько глубоко она входит в материал. Например, для соединения толстых деревянных брусков лучше подойдут длинные скобы. Но для скрепления тонкой фанеры они не используются. Длинная скоба просто пробьет материал насквозь.
Сечение скобы – это толщина проволоки, из которой сделана скоба. Чем толще проволока, тем прочнее скоба и надежнее соединение. Использовать толстые скобы не всегда оправдано.
Ширина спинки скобы также важна. Например, для соединения ткани с фанерой обычно используются широкие скобы. Одна широкая скоба захватывает больший участок ткани. Это увеличивает качество соединения и снижает расход скоб. Зато при сборке рамок для ульев, наоборот, лучше использовать узкие скобы. Одна скоба выполняет функцию двух вбитых рядом гвоздей.
Некоторые степлеры работают не только со скобами. Есть модели, которые забивают штифты и шпильки. Если вам нужен универсальный инструмент, то выгоднее брать такие модели.
Как узнать нужный тип скобы
Для работы со степлером вам понадобятся подходящие скобы. Обычно инструмент может работать с крепежом только определенных типов и размеров.
Эта информация всегда указывается в инструкции, однако иногда может возникнуть путаница. Дело в том, что производители могут по-разному называть одни и те же скобы, поэтому лучше всего ориентироваться именно на размеры, а именно:
Длина ножек – скобы одного типа могут иметь ножки разной длины. Большинство степлеров имеют ограничения как на максимальную, так и на минимальную длину ножек используемых скоб. Также убедитесь, что выбранные скобы подходят под выполняемую задачу. Слишком короткие ножки просто не смогут соединить детали вместе, а слишком длинные – пробьют материал насквозь.
Ширина спинки – как правило, степлер может работать только со скобами определенной ширины. Другой крепеж просто не получится зарядить в магазин. Широкая спинка хорошо захватывает материал, потому такие скобы лучше использовать для крепления тканей, кожи и т.п. Скобы с узкой спинкой могут использоваться вместо гвоздей.
Сечение проволоки – это толщина проволоки, из которой изготовлена скоба. Обычно в степлер можно зарядить крепеж с примерно одинаковым сечением. Скобы из толстой проволоки применяются там, где критическое значение имеет прочность соединения. Скобы из тонкой проволоки лучше подойдут там, где важнее незаметность.
Ширина спинки скобы, мм
Сечение скобы, мм
Длина скобы, мм
Тип скобы
Степлер
5,8
1х1,25
13-25
E (90)
Скобозабивной пневмопистолет F9125
16-40
Скобозабивной пневмопистолет F9140
10-32
штифт тип J, шпилька тип GA, скоба тип E (90)
Штифто-скобозабивной пистолет F3232 Combo
10-40
Штифто-скобозабивной пистолет F5040 Combo
штифт тип J, скоба тип E (90)
Аккумуляторный степлер-гвоздезабиватель DBAF50/40
11,2
1,2х0,6
6-13
20 GA
Скобозабивной пневмопистолет F1013
6-22
Скобозабивной пневмопистолет F1022
12,8
0,66х0,95
6-16
A (80, 380), 21GA
Скобозабивной пневмопистолет 380/16
Скобозабивной пневмопистолет K-8016B
10,7
1,39х1,58
19-50
L (155, М2)
Скобозабивной пистолет K-N851
Скобозабивной пневмопистолет F1950
10,6
1,26х0,55
6-14
PF (тип140)
Скобозабивной пневмопистолет K-8014
34,8
0. 86х2.25
16, 19
B (Packfix, 35)
Упаковочный степлер для картона R9905
Как подготовить степлер к работе
Теперь рассмотрим процесс подготовки инструмента к работе. У разных степлеров процесс может немного отличаться, но общих чертах он выглядит следующим образом:
Наденьте защитные очки и наушники.
Убедитесь, что в степлер не загружен крепеж.
Проверьте исправность предохранителя. Он должен свободно перемещаться.
Закапайте в фитинг на рукоятке степлера 2-3 капли смазки.
Убедитесь, что в пневмосети нет утечек воздуха.
Подключите инструмент к компрессору.
Зарядите крепеж в магазин. Ниже мы расскажем, как вставить скобы в строительный степлер.
Выставите на компрессоре нужное для работы давление.
Плотно прислоните носик степлера к рабочей поверхности.
Нажмите на курок.
Отдельно рассмотрим, как в строительном степлере поменять скобы. В большинстве моделей степлеров это делается следующим образом:
Откройте магазин. Обычно для этого нужно просто отвести толкатель до самого упора. У большинства моделей степлера он зафиксируется в таком положении.
Установите скобы подходящего типа в магазин. Они должны встать ровно.
Нажмите кнопку, которая высвободит толкатель, и дайте ему вернуться в исходное положение.
Типы степлеров
У всех типов степлеров магазин устроен по одному принципу. Рассмотрим сначала его. Проверьте магазин пистолета. В заряженном состоянии он должен надежно закрываться. Наличие предохранителя будет плюсом. В зависимости от модели скобы задвигаются в специальное отверстие или вкладываются в устройство как в канцелярский степлер. Второй вариант более популярен, хотя это вопрос удобства. На эффективность работы инструмента это не влияет. Хорошо, если в магазине есть смотровое окошко. Видно количество оставшихся скоб, не разбирая магазин.
Теперь рассмотрим различия между степлерами разных типов.
Ручной, или механический степлер – простая и дешевая конструкция, работающая за счет мускульной силы. Ручной степлер автономен. Для работы не нужны особые условия использования и обслуживания. Достаточно смазывать пружины при необходимости. Легкий и компактный инструмент для работы с мягкой древесиной вроде сосны или ели. Использует скобы до 15 мм длиной. При работе с ручным степлером быстро устают руки, поэтому тяжело долго работать без перерыва.
При выборе механического скобозабивного пистолета обратите внимание на рукоятку. Желательно, чтобы рукоятка была металлической с никелевым или хромированным покрытием. Лучше всего, если на ручке есть накладка для смягчения отдачи. На силу отдачи также влияет тип пружины. Степлер с витой пружиной дешевле, но у нее сильнее отдача. Для работы нужно прилагать большую силу. Рессорная пружина не такая тугая и смягчает отдачу.
Электрический степлер – питается от электросети или аккумулятора. Имеет регулировку силы удара. Так можно выбирать, насколько глубоко забивается скоба. Мощность и производительность выше, чем у ручных моделей. Работает со скобами до 25-30 мм в длину. Электростеплер приводится в действие с помощью плавного нажатия кнопки. Благодаря этому при руки не устают работе.
Модели, работающие от сети, подходят для работы на одном месте. Если вам нужна автономность, то лучше использовать степлер с аккумулятором. При выборе обратите внимание на емкость аккумулятора и скорость перезарядки. В некоторых случаях выгодно взять несколько аккумуляторов: один используется – другие заряжаются.
Электрический инструмент опасно использовать рядом с легко воспламеняющимися материалами. При частом использовании инструмент быстро изнашивается. По этим причинам электростеплеры редко используются в производстве. Но для домашнего хозяйства он подходит прекрасно.
Пневматический степлер – работает на сжатом воздухе из компрессора. Забивает скобы длинной до 50 мм даже в очень прочную древесину. Как и в случае с электростеплером, рука не устает во время работы.
Пневматические скобозабивные пистолеты надежны и долговечны. Работают целый день без перерыва. Устойчивы к перегрузкам, попаданию влаги и пыли. Простая конструкция упрощает обслуживание и снижает риск поломки. Достаточно иногда чистить инструмент и заменять дешевые уплотнительные кольца.
У пневмостеплеров сила удара меняется за счет изменения давления на компрессоре. У некоторых моделей сила удара дополнительно регулируется на самом инструменте. Благодаря этому степлер настраивается с ювелирной точностью. Полезная особенность, если скоба недобивается буквально на один-два миллиметра.
Рабочее давление разных моделей пневмостеплеров варьируется от 4 до 8 бар. Для этого будет достаточно небольшого компрессора на 24 литра и блока подготовки воздуха. Это позволяет использовать пневмоинструмент и в производстве, и в своем гараже.
Что делать, если скоба застряла
Обычно такая проблема возникает, если в степлер загружены неправильные скобы или если они установлены неровно. Также это застревание скобы может произойти из-за того, что на компрессоре выставлено неправильное давление.
Достать застрявшую скобу достаточно просто:
Отключите степлер от пневмосети.
Достаньте скобы из магазина.
Подденьте застрявшую скобу так, чтобы ее можно было ухватить плоскогубцами.
Захватите крепеж плоскогубцами и начните расшатывать его из стороны в сторону.
Вскоре вы сможете вытянуть скобу полностью.
Как заправить строительный степлер скобами
Механический степлер позволяет прибить пластиковые панели, кляммеры для вагонки, ткань к мебели, деревянным или пластиковым поверхностям.
Степлеры бывают трех видов: механические, электрические и пневматические.
Механические степлеры доступны по цене, компактны, имеют малый вес, ими удобно маневрировать. Далее мы расскажем только про них.
Как выбрать степлер?
Если говорить коротко, то нежелательно покупать самые дешевые варианты, а также пластиковые модели. Металлический инструмент мощнее и надежнее.
Выбирайте профессиональные модели, у которых наверху есть регулировочный винт (барашка). Он помогает регулировать усилие, с которым инструмент будет пробивать материал.
Многие забывают
Перед работой настройте регулировочный винт в соответствии с материалом поверхности, с которой предстоит работать.
Если это жесткая фанера, понадобится сильное пробивание материала, следовательно, стоит установить большое усилие. Если это рыхлая поверхность, усилие необходимо снизить, чтобы не прорвать ткань, или к примеру пвх панель которую вы пристреливаете.
Во время работы рекомендуется одной рукой нажимать на рычаг, а большим пальцем второй руки прижимать регулировочный винт. Тогда отдача будет минимальной и нагрузка распределится в степлере равномерно. Вам удастся забить скобки гораздо лучше.
Как заправить скобы в приемник
Конструкция всех механических забивателей практически одинакова. Имеется ручка-рычаг, за счет которой происходит нажатие, а внизу степлера находится металлическая пластина, открывающая приемник. Сюда нам и предстоит загрузить скобы.
Прежде чем покупать скобки в строительном магазине, нужно узнать, какой размер подойдет для вашего аппарата. Как правило, на его корпусе указан размер и вид подходящих скоб.
Например, на корпусе нашего степлера указана ширина 12 мм и глубина 6-14 мм. Это означает, что вы сможете зарядить только скобы из этого диапазона.
Скобки меньшего или большего размера не подойдут к приемнику. Размер скоб в миллиметрах также указывается на их упаковке.
Чтобы заправить снаряды в степлер, необходимо открыть металлическую пластину на задней поверхности.
Для этого нужно взять ее большим и указательным пальцем с обеих сторон, потом потянуть на себя и слегка вниз. Таким образом, мы отжимаем металлическую лапку на задней поверхности пластины, и вытягиваем металлическую пружину, схожую с той, которая есть в обычном канцелярском сшивателе.
Если в вашем степлере еще остались скобы, они выпадут после вытаскивания пружины. Если их нет, значит, пришла пора поставить новые для дальнейшей работы.
Скобы вставляются в приемник (отверстие в положении буквы «П»). Далее вставляем обратно пружину, закрывая металлическую лапку. Вот и все, инструмент заправлен и готов к работе!
Сколько влезет снарядов
Теперь немного о том, сколько снарядов помещается в степлер. Скобы продаются небольшими рядами. Ряд можно разделить на несколько частей самостоятельно, слегка надломив его руками.
В инструмент заправляется 1-1,5 ряда. 2 ряда редко помещаются в приемник, поэтому если предстоит много работы, лучше заготовить половинки рядов перед началом работы.
Что делать если скобка застряла
Стоит отметить еще один очень важный момент, который поможет вам в работе. Случается, что скобки загибаются и застревают в выходном отверстии. Их невозможно забить в поверхность и не получается вытащить руками.
В таком случае нам понадобится вытащить магазин подачи полностью.
Такая возможность существует почти для всех профессиональных степлеров.
Для начала придется повторить открытие металлической пластины и вытащить пружину.
Далее посередине нижней части степлера нужно найти железную, слегка выступающую с двух сторон, деталь. Крепко обхватите ее большим и указательным пальцами с двух сторон и с усилием потяните вниз.
Таким образом вы вытащите весь магазин подачи, который находился в инструменте.
Вы увидите замятую скобку, которую теперь легко вытащить руками.
Собрать степлер обратно не составит труда: весь вытащенный блок возвращается на место с нажатием. При этом вы должны услышать щелчок. После не забудьте поставить на место пружину.
Не только скобки
Некоторые степлеры могут работать не только со скобками, но и с гвоздиками различных форм. Обозначения, с чем работает степлер, указаны на его корпусе или в инструкции.
Гвоздики заправляюся в степлер аналогично со скобами, но нужно быть внимательным после вытаскивания пружины. Ряд гвоздиков необходимо загрузить по одной из внешних граней буквы «П», а не внутрь этой самой буквы!
Если вы хотите, чтобы при работе степлером он выдавал сразу два гвоздя рядом, загружается второй ряд по второй внешней грани. Далее вставляется пружина и степлер закрывается
Типы, схемы деталей и многое другое
Независимо от обстановки в офисе, есть несколько необходимых предметов, которые вы всегда найдете: бумага, ручки, резинки, скрепки и т. д. Степлеры . Несмотря на то, что степлеры просты и понятны в использовании, они играют важную роль в поддержании порядка. Собираете ли вы важные файлы на работе, связываете купоны в розничном магазине или проводите исследования в университете, степлер всегда будет под рукой.
Что такое степлер?
Степлер — это механическое устройство, используемое для соединения листов бумаги. Застежка, называемая скоба, представляет собой форму с двумя зубцами, которая обычно изготавливается из металла. Когда на степлер оказывается давление, он проталкивает скобу через стопку бумаги, которая сгибает штыри вниз, создавая прочный переплет. Степлеры бывают двух типов мощности: ручные и электрические. Приведенная ниже таблица поможет вам определить, какой тип степлера лучше всего подходит для вас.
Тип мощности
Плюсы
Минусы
Стоимость
Руководство
Ручной
Легкий вес
Доступны различные цвета и формы
Может использоваться где угодно, не требует источника питания
Можно использовать для прихватки
Требуется физическая операция
Легко застревает, если загружен неправильно
Может переплетать только небольшое количество бумаги
$
Электрический
Автоматизированный
Одновременное сшивание большого количества бумаги
Может использоваться в быстрой последовательности
Не заедает
Требуется источник питания
Более сложная загрузка и выгрузка скоб
Объемная конструкция
$$
Части степлера
Ручка: Ручка прикладывает усилие, чтобы протолкнуть скобу в стопку бумаги.
Штифт: Штифт позволяет рукоятке поворачиваться вверх и вниз для загрузки скоб.
Магазин: Деталь, удерживающая скобы и толкатель.
Скобы: Скрепки, используемые для соединения листов бумаги.
Толкатель: Металлический элемент, подгоняемый под полоски скоб. Это удерживает скобы загруженными в магазин и готовыми к вставке молотком.
Молоток: Деталь, которая вбивает скобу в стопку бумаги.
Зона обжима и Наковальня: Когда скоба проталкивается сквозь бумагу, эти две части сгибают скобу, придавая ей надежную форму, обеспечивающую надежное соединение листов.
Горло: Секция, в которую вы засовываете стопку бумаг. Чем глубже горловина, тем дальше в стопку можно сшивать.
Основание: Прочное дно, чаще всего обладающее противоскользящими свойствами.
Какой тип степлера мне подходит?
К этому моменту вы, возможно, уже знаете, какой тип степлера (ручной или электрический) вам нужен, но знаете ли вы, что они бывают разных стилей? Подумайте о своем предполагаемом применении и ознакомьтесь с приведенной ниже таблицей для разбивки.
Стиль
Описание
Применение
Настольный
Самый популярный степлер. Популярный аксессуар для любого офиса или кабинета, этот стиль обычно размещается на рабочей поверхности или столешнице, и оператор подает в нее бумагу.
Документы
Письма/записки
Домашнее использование
Офисное использование
Ручной
Ручной степлер берется с рабочей поверхности и используется в руке. Чаще всего они имеют мягкую ручку для удобного использования. Один из самых распространенных видов ручного степлера.
Документы
Письма/записки
Домашнее использование
Офисное использование
Сверхмощный
Обычно сшивает более 100 листов за раз. Этот стиль также включает в себя степлеры и пистолеты, которые часто используются в промышленности.
Строительные проекты
Копировальные комнаты
Портфолио
Публикации
Удлиненная стрела
Сверхдлинное горлышко идеально подходит для больших проектов переплета.
Фиксирующие бирки
Карточки
Буклеты
Календари
Маленькая/Мини
Небольшой компактный размер идеально подходит для студентов или путешествующих консультантов.
Небольшие степлеры
Домашнее использование
Письма/памятки
Портативное сшивание
Стойка
Обычно вертикальный степлер меньшего размера стоит вертикально на поверхности для удобного хранения.
Небольшие степлеры
Портативное сшивание
Письма/записки
Документы
Особенности степлера
Теперь, когда вы ознакомились со множеством различных стилей степлеров, вы можете приступить к изучению различных особенностей, которые отличают каждый степлер от конкурентов.
Наш выбор эргономичных степлеров и с уменьшенным усилием имеет ручки с мягкой накладкой или легким прикосновением. Это позволяет выбрасывать скобы одним касанием.
С помощью сшивателя без замятий или Power Assist вы можете быстро сшивать сотни документов.
Идеально подходит для школ и детских садов. Степлеры с креплением скобами оснащены ручками, открывающимися на 180 градусов.
Что такое скоба?
Скобы — это настоящие застежки, скрепляющие документы. Они бывают разных размеров и форм, но общая анатомия остается неизменной. Когда степлер проталкивает скобу через стопку бумаги, зубья протыкают бумагу, а ножки складываются за корону, чтобы зафиксировать предметы на месте.
Знаете ли вы, что скобы измеряются по длине ноги? Для некоторых степлеров требуются скобы определенного размера. На этой диаграмме представлен обзор скоб наиболее распространенных размеров.
Длина ноги
Атрибуты
1/4 дюйма
Самый распространенный размер; используется в стандартных сшивателях
Идеально подходит для обычного сшивания скобами
Вмещает до 20 листов бумаги
5/16″
Толстый и прочный
Предназначен для мощных степлеров
Вмещает до 50 листов бумаги
3/8″
Вмещает до 60-70 листов бумаги
1/2 дюйма
Вмещает до 90–100 листов бумаги
5/8″
Вмещает до 120 листов бумаги
3/4 дюйма
Вмещает до 160 листов бумаги
15/16″
Вмещает до 210 листов бумаги
Типы скоб
Полуполосные, сплошные и патронные скобы являются одними из самых популярных типов скоб. Если размер скобы соответствует вашему совместимому степлеру, покупка половинной или полной полосы полностью зависит от вас. Картриджные скобы немного более эксклюзивны с точки зрения использования, так как они предназначены только для электрических или тяжелых степлеров.
Полуполоса
Полная полоса
Картридж
Обычно 100 или менее скоб на ленту
Подходит для большинства стандартных степлеров
Обычно 200 или более скоб на полосу
Подходит для большинства стандартных степлеров
Вмещает до 5000 скоб на ленту
Используется в электрических и некоторых мощных степлерах
Как починить застрявший степлер
Это неизбежно: в какой-то момент ваш степлер заклинит. Но не бойтесь, наши эксперты обнаружили два простых способа распутывания степлера. Все, что вам нужно, это скрепка!
Способ 1: Если застрявшая скоба мешает отделению ручки от магазина, вставьте скрепку между двумя секциями и двигайте ее, пока не освободится замятие.
Способ 2: Если между молотком и магазином застряла скоба, вытащите скобу с помощью скрепки.
Типы скобоудалителей
А средство для удаления скоб позволяет легко удалять скобы с дисплеев доски объявлений, пакетов с заданиями или заметок к конференциям. Для вашего удобства мы предлагаем три различных типа:
Лезвие Удалитель скоб оснащен выдвижным лезвием, которое извлекает скобы, когда вы зацепляете его металлический наконечник за скобу и тянете.
Устройство для удаления скоб имеет эргономичную рукоятку, позволяющую вытягивать скобы одним движением
Устройство для удаления скоб типа оснащено прочными стальными губками для захвата скоб и их извлечения.
Типы офисных стульев
Если вы ищете офисное кресло с максимальным комфортом и оптимальным стилем, есть несколько вещей, о которых вы должны подумать перед покупкой. Во-первых, рассмотрите частоту и условия, в которых будет использоваться кресло. Вы будете много передвигаться? Вас беспокоит поддержка спины? Как только вы узнаете основы, вы можете начать изучать типы конструкций и материалов, которые лучше всего подходят для вас. Используйте это руководство по покупке в качестве ресурса и найдите комфорт в своем рабочем дне!
Типы столешниц и оснований
Подготовьте почву для каждого ужина, выбрав идеальные столешницы и основания для вашего заведения. От высококлассных закусочных и баров до ресторанов быстрого питания и столовых, столы, которые вы используете, не только обеспечивают место для обеда, но и вносят свой вклад в общую атмосферу вашего заведения.
Как очистить белую доску
Белые доски — отличный инструмент для общения, но со временем они могут загрязниться постоянными отметками. Случайное использование перманентных маркеров и ручек оставляет заметки, которые невозможно стереть. Удалить маркер для сухого стирания или влажного стирания сразу достаточно легко, но если заметки остаются на доске слишком долго, даже эти маркеры оставят пятна. Большинство белых досок поставляются с войлочным ластиком, который можно использовать для чистки, но он не всегда помогает. Если на доске появились пятна и следы от частого использования, воспользуйтесь этими простыми способами, чтобы она выглядела как новая. Купить все белые доски Как чистить доски для сухого стирания Чтобы очистить доску, начните с увлажнения ткани и нанесения небольшого количества чистящего средства по вашему выбору на
Темы 1165
Индустриальный 39
Ресторанный менеджмент 116
Бар Менеджмент 52
Советы по организации питания 31
Пекарня Управление 39
Food Trucks & Concessions 51
Реклама и маркетинг 36
Экологичные советы 9
Планировка и дизайн объекта 32
Советы по кафе 25
Установка и обслуживание 49
Уборка и борьба с вредителями 30
Безопасность и санитария 77
Советы по запуску 100
Дизайн меню 9
Советы по кухне и кулинарии 61
Гостиничный менеджмент 21
Советы по магазинам пиццы и сэндвичей 34
Мелкие изделия 32
Приготовление пищи 73
Предметы столешницы 15
Расходные материалы 20
Калькуляторы и инструменты 6
Расходные материалы 37
Мойка посуды и прачечная 19
Кухонное оборудование 80
Хранение и охлаждение пищевых продуктов 39
Оборудование для производства напитков 27
Товары для офиса 6
Подробнее
Тип ресурса 642
Подробные статьи 223
Руководство по покупке 258
Инструкции 95
Обзоры продуктов 66
Определение и значение степлера — Merriam-Webster
1 из 2
степлер
ˈstā-p(ə-)lər
: работающий со штапельными товарами или штапельным волокном
степлер
2 из 2
: тот, который вставляет скобы
особенно
: небольшое обычно ручное устройство для вставки проволочных скоб
Word History
Первое известное использование
Существительное (1)
около 1533, в значении, определенном выше
Существительное (2)
5 в значении, определенном выше
Путешественник во времени
Первое известное использование степлер был около 1533 г.
Посмотреть другие слова того же года
Словарные статьи Рядом с
степлер
степлер
степлер
скрепка справа
Посмотреть другие записи рядом
Процитировать эту запись
Стиль
MLChicagoAPAMМерриам-Вебстер
«Степлер». Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/stapler. По состоянию на 24 ноября 2022 г.
Copy Citation
Kids Definition
степлер
степлер
ˈstā-p(ə-)lər
: a device that staples
More from Merriam-Webster on
stapler
Nglish: Translation of stapler for Spanish Speakers
Subscribe to America’s largest dictionary and получите тысячи дополнительных определений и расширенный поиск без рекламы!
Клеевые пистолеты стали находкой для умельцев. Соединение деталей, фиксация, герметизация — таково применение инструмента. Расскажем, как пользоваться сетевым термопистолетом, что с его помощью можно склеивать.
Статья поможет воплощать в жизнь самые оригинальные идеи в хендмейде и других сферах деятельности.
Как пользоваться термопистолетом
Краткая инструкция как пользоваться сетевым клеевым пистолетом:
Нужно зарядить клеевый пистолет, то есть вставить в него стержень. Без расходника дешевый инструмент может выйти из строя из-за перегрева. Одни модели начинают работать сразу после получения 220 В, другие имеют кнопку включения.
Ждем, пока пистолет наберет температуру. ТЭН начнет плавить клей через 3-7 минут. Время нагрева зависит от его мощности и диаметра стержней. На некоторых инструментах есть индикация нагрева.
Наносим клей на заранее подготовленную поверхность (обезжиренную, обеспыленную и т. п.). Для этого нажимаем на курок. Когда стержень заканчивается, его не удается проталкивать курком. Это значит, что необходимо вставить новый расходник.
После нанесения клея на первую деталь сразу прижимаем к ней вторую. Держим 2-3 секунды, отпускаем. Через несколько минут клей остынет, и готово.
Интересная статья: Как правильно работать болгаркой, чтобы избежать травм: 3 способа использования и 10 советов по безопасности
Какие материалы можно клеить
Термопистолет — довольно универсальный инструмент. Его преимущество — соединение деталей горячим расплавом. Высокая температура позволяет крепко соединять широкий спектр материалов. Хороший спрос на мощные модели обусловлен тем, что клеевым пистолетом можно клеить:
картон, дерево и ковролин;
линолеум, кожу, пластмассу и кабель;
плитку, керамику, ткань, стекло, ПВХ-пластик, металл и проч.
Можно делать однородные и разнородные соединения. Кроме того, стержни используют для герметизации, а также для фиксации, например, проводков при изготовлении электротехники. Выбрать оптимальный расходник помогает его цвет, который, впрочем, может иметь чисто декоративное значение.
Инфа для креативщиков: Нетрадиционное использование дрели — 4 интересных лайфхака
Распространенные неисправности и способы их устранения
Термопистолеты, особенно дешевые, имеют свойство ломаться. Суть проблем обычно заключается в механике или электрике.
Приведем типичные неисправности, и что можно сделать, чтобы клей из пистолета пошел снова.
Дешевый термопистолет часто нет смысла нести в ремонт, поскольку за устранение неисправности могут запросить больше его стоимости.
Особенности работы тяжелым инструментом: Как работать перфоратором: 7 нюансов, которые важно знать
Как почистить клеевой пистолет
Некоторые инструменты имеют гендерную принадлежность. Редко встретишь девушку, работающую перфоратором или отбойным молотком. Термопистолет — другое дело, им пользуются как мужчины-ремонтники, так и женщины, которые занимаются рукоделием. А слабый пол не любит работать клеевым пистолетом, выглядящим как замарашка.
Если не ставить в перерывах между этапами работы инструмент на скобу, а класть его на стол, клей может попасть под корпус. Поэтому чистка может быть:
Разогреваем пистолет и убираем размягченный клей с корпуса сухой тряпочкой.
На заметку: Как правильно выбрать краскопульт: 6 ответов на вопрос «какой лучше»
Правила безопасности
Основное правило — не прикасаться к горячему соплу, чтобы не обжечь руку. Контакт с расплавленным клеем не так опасен, как с нагретым металлом.
Производители термопистолетов запрещают давать инструмент детям. Однако, если подросток умеет правильно работать клеевым пистолетом, ему вполне можно доверить мастерить поделки.
Не забывайте термопистолет включенным.
Не разбирайте его во включенном состоянии.
Если нужно склеивать опасные для здоровья материалы, которые содержат асбест, используйте респиратор.
В остальном правила безопасности аналогичны предписаниям, которые включают в инструкции производители других электроинструментов. Нельзя работать мокрым, неисправным термопистолетом и т.п. Запрещено использовать его не по назначению.
В целом, с использованием термопистолетов редко возникают проблемы. Конструкция клеящего инструмента проста и безопасна. Дешевые модели порой довольно быстро ломаются из-за использования производителями некачественных материалов, но всегда можно заменить такой пистолет на аналогичное устройство. Альтернативный подход — выбирать продукцию известных брендов, и пользоваться ей годами в свое удовольствие. При наличии прокачанных навыков, из термоклея можно сделать что угодно, склеить любую конструкцию.
Нюансы использования легкого инструмента: Как пользоваться шуруповертом? 5 основных правил
область применения и правила выбора
Содержание:
Что можно клеить термопистолетом?
Как пользоваться клеевым пистолетом?
Правила эксплуатации
Использование прибора в строительстве
Применение термопистолета для создания декоративных изделий
Как выбрать термопистолет?
Функциональные и конструктивные особенности
Что нужно знать о клеевых стержнях?
Если вы еще не обзавелись таким полезным инструментом, как пистолет клеевой, стоит всерьез задуматься о покупке. Это многоцелевой электроприбор, предназначенный для плавления полиуретановых стержней. Расплавленный материал отлично склеивает различные материалы, обеспечивая надежный и прочный шов, устойчивый в воде и различным жидкостям.
Благодаря свойствам полиуретана расплавленную массу можно использовать для склейки пластмассы, металла, дерева или для создания различных декоративных изделий, конструирования, моделирования. Широко применяют такие инструменты строители, дизайнеры, флористы, подходит термопистолет и для детского творчества.
Что можно клеить термопистолетом?
Широкая область применения клеевого пистолета обусловлена универсальностью полиуретана. Состав плавится при температуре 105°С и может склеить практические любые материалы, устойчивые к такому нагреву. Правда, встречаются и высокотемпературные полиамидные стержни, которые плавятся при 150°С, – их следует использовать, если соединяемые детали могут подвергаться повышенным температурам, например, находятся вблизи отопительного прибора или батареи.
Важно!
После полимеризации состав не теряет своих свойств и может быть повторно расплавлен под воздействием соответствующих температур – это следует учитывать, прежде чем производить работу.
Изделия из каких материалов можно соединить полиуретановым клеем?
Текстиль – кожу, хлопчатобумажные ткани, шелк, лен и прочие, за исключением синтетики, которая может быть восприимчива к высокой температуре.
Древесину всех типов – деловую, полуделовую, дровяную, а также различные материалы, произведенные из древесных отходов.
Резину, многие виды пластмассы, плотный полиэтилен (в том числе армированный), полимеры.
Некоторые виды керамики, фаянс, стекло.
Изделия из металла.
Бумагу, картон.
Однако при работе следует учитывать особенности самого материала. При склеивании металла состав необходимо дополнительно разогревать феном, так как основа обладает высокой теплопроводностью, нанесенный стикер моментально полимеризуется. При работе с керамикой рекомендуется обработать склеиваемое место шкуркой, удалив верхний слой глазури.
Как пользоваться клеевым пистолетом?
На самом деле использовать пистолет клеевой очень просто – основными органами управления являются клавиша-курок, регулятор температуры (если таковой имеется), втулка-толкатель, ручка пистолетного типа.
В пистолет клеевой полиуретановый стержень заряжается с тыльной стороны, клавиша воздействует на втулку-толкатель, перемещая стержень в двухкомпонентную тепловую камеру из металла и пластика, где происходит разогрев. Примерно через 3-5 минут масса готова к использованию.
С помощью курка остаток стикера продвигается, создавая давление, к термокамере и выдавливая жидкий клей через сопло. Таким образом происходит постепенный разогрев всего стержня, после чего следует установить новый.
Правила эксплуатации
Как использовать пистолет клеевой правильно? Общие правила просты.
Нужно заранее подготовить все необходимые материалы, наметить точки соединения деталей.
Очистить склеиваемые материалы от пыли, технических жидкостей или других загрязнений.
Включить прибор или подсоединить его к электросети, установив на специальную подставку.
Вставить в пистолет клеевой стержень. Даже если в сопло установлен нипель, расплав все равно будет выходить, поэтому следует подложить под него кусок картона.
Не прикладывайте усилий при нажатии на курок, производительность термопистолета зависит от его мощности и температуры в камере разогрева. Излишнее механическое воздействие может привести к скорой поломке.
Клей интенсивно выходит при нажатии на клавишу, его наносят точечно или по всей плоскости, главное – учитывать время полимеризации, которое редко превышает 15 минут.
После нанесения состава быстро соедините склеиваемые элементы.
По завершении работы сопло следует очищать от остатков клея.
В перерыве между работой пистолет для клея рекомендуется отключать от сети – это снизит расход клеевого состава.
Использование прибора в строительстве
С помощью термопистолета можно производить различные строительно-ремонтные работы. Для таких целей лучше всего подходят мощные модели с большим диаметром клеевого стержня. Ими можно быстро распределить большой объем клеящего состава по вертикальной или горизонтальной поверхности.
Какие строительно-ремонтные работы можно производить пистолетом для клея?
Заполнять полости, трещины и даже отверстия небольшого или среднего диаметра.
Зафиксировать провода или инженерные коммуникации.
Соединить детали из стекла или приклеить стеклянные элементы к основанию.
Полиуретановый состав качественно клеит деревянные и пластиковые плинтусы, легкие конструкции из полимера, на которые не будет оказываться большая нагрузка, пластиковые панели, крючки, декоративные украшения.
Полиуретановый состав хорошее приклеивается практически ко всем поверхностям, но следует знать, при работе с какими материалами его свойства бесполезны:
бетон;
кирпич;
силикон;
гипсокартон;
пенопласт;
полиэтилен малой плотности.
Применение термопистолета для создания декоративных изделий
Универсальный полимерный состав очень удобно разогревать и изготавливать из него различные штучные изделия, производить декоративные работы или рисовать расплавленной массой разных цветов. Часто пистолет для клея находит применение при моделировании, изготовлении каркасов и других конструкций.
Совет
Если аппарат приобретается для рукоделия, особе внимание нужно уделить его комплектации – в некоторых моделях предусмотрен целый ряд различных насадок с разным диаметром сопла или удлиненным носиком подачи, что удобно при работе в «слепых зонах» или углублениях.
Как выбрать термопистолет?
На рынке представлен широчайший выбор разнообразных моделей и модификаций термопистолетов. Чтобы определить, какой лучше всего подойдет для тех или иных задач, нужно четко определить цель приобретения.
Если аппарат нужен для рукоделия, то лучше выбрать инструмент под стикеры малого диаметра. Для ремонта или строительства подходят производительные модели – они способы выдавать значительное количество расплава, что требуется для склеивания больших площадей.
Прежде чем выбрать подходящий пистолет для клея, следует разобраться с его основными техническими параметрами.
Мощность.
У пистолетов любительского класса мощность нагревателя редко превышает 150 Вт, профессиональные аппараты на порядок мощнее и потребляют от 300 Вт и больше. Однако эта характеристика имеет значение лишь при покупке инструмента для строительных работ, когда скорость подачи клея играет решающую роль.
Производительность.
Параметр указывает, какое количество состава выходит за одну минуту. Среднее значение – от 5 до 30 г.
Температурный режим.
Стандартные стержни плавятся при температуре 105°С, но большинство моделей разогревает состав при температуре в 170-190°С. Технологичное решение внедряют для сокращения времени стартового разогрева стикера, а также для удобства – такие инструменты качественно плавят любые стержни, в том числе высокотемпературные. Существуют и низкотемпературные пистолеты с предельным значением 105–110°С.
Функциональные и конструктивные особенности
Конструктивно все термопистолеты довольно похожи друг на друга: компактные габариты, сетевое питание, курковая клавиша. Однако если вы планируете часто работать инструментом и производить им различные операции, обратите внимание на его опцион.
К слову, функционал на вид простого инструмента впечатляет.
Регулировка температуры – она может быть плавной или ступенчатой. Широкий диапазон температурных настроек, безусловно, большое преимущество, но стоят такие аппараты дороже.
Наличие автоматики – иногда за температурой «следит» микропроцессор, который самостоятельно устанавливает оптимальную температуру на разных стадиях работы (разогрев, нанесение, режим ожидания).
Индикатор – подскажет, когда масса расплавилась и готовка к нанесению.
Кнопка включения – в перерывах между использованием пистолет не придется отсоединять от сети.
Смотровое окно – позволит контролировать остаток клеящей массы, а также следить за целостностью муфты (муфта удерживает расплавленный клей, но со временем резиновые детали истираются и состав проникает внутрь корпуса, что влечет более серьезные поломки).
Среди конструктивных особенностей стоит отметить возможность отсоединения кабеля питания, это позволит в течение 15-20 минут использовать пистолет для клея автономно.
Также различают модели по типу питания: сетевые и аккумуляторные. Работа от батареи значительно расширяет свободу действий, но в таком случае время использования инструмента ограничено емкостью аккумулятора. В среднем беспроводные пистолеты можно эксплуатировать не дольше 45 минут, после чего требуется подзарядка.
Что нужно знать о клеевых стержнях?
Пистолет клеевой предназначен для плавления полиуретановых стержней, их еще называют стикерами. Клеевой состав классифицируют по диаметру, длине, цвету и назначению. Размеры стержня в большинстве своем стандартны: диаметр – 7 или 11 мм, длина – от 10 до 30 см. Существуют и иные, менее распространенные виды.
Назначение клея условно обозначают цветом:
прозрачные – универсального применения;
черные – для герметизации;
красные – высокотемпературные.
Однако это не жесткое требование, каждый производитель может отступать от базовых правил. Подробный состав и область применения стикера должны быть указаны на упаковке.
Составы универсального применения выпускают в широкой цветовой гамме, также встречаются металлизированные и блестящие стикеры. Таким образом, пистолет клеевой можно применять для творчества и популярного сегодня направления «хенд-мейд», для ремонта, герметизации и склеивания изделий любого цвета.
Важность автомобильного термостата в системе охлаждения автомобиля
Перейти к содержимому
Предыдущий Следующий
Посмотреть увеличенное изображение
Когда вы управляете транспортным средством, важно знать некоторые его основные детали , такие как термостат и принцип его работы.
Температура двигателя регулируется охлаждающей жидкостью и термостатом. Это один из ключевых компонентов оптимальной рабочей температуры двигателя. Термостат двигателя — механизм простой, но очень практичный, а также полезный и нужный. Эта часть автомобиля выполняет функцию регулирования температуры двигателя и, через свой радиатор контролирует перегрев двигателя , то есть используется для охлаждения и прогрева двигателя автомобиля.
Это клапан с пружиной, который отвечает за регулирование количества охлаждающей жидкости, проходящей от блока цилиндров к охлаждающему радиатору того же, чтобы обеспечить правильную работу двигателя.
Имеет два положения: закрытое и открытое. Когда он закрыт, поток охлаждающей жидкости предотвращается, что приводит к повышению температуры двигателя.
Наоборот, при его открытии охлаждающая жидкость может поступать к радиатору, где тепло рассеивается, а сама охлаждающая жидкость охлаждается. Этот компонент можно рассматривать как заслонку, которая позволяет или предотвращает поток охлаждающей жидкости от двигателя к радиатору.
При нормальном использовании термостат никогда не находится в полностью закрытом или полностью открытом положении , так как это зависит от состояния двигателя и постепенно приближается к тому или иному состоянию для управления потоком охлаждающей жидкости. В свою очередь, водяной насос выталкивает охлаждающую жидкость с более низкой температурой из радиатора в двигатель.
Подробнее: Откройте для себя наши новые термостаты, устанавливаемые на водяные насосы
Типы автомобильных термостатов
На рынке можно найти различные типы автомобильных термостатов:
Обычные термостаты получили дальнейшее развитие. Традиционные термостаты не содержат какой-либо электронной системы и работают благодаря расширению инкапсулированного воска. При повышении температуры парафин расширяется, и таким образом смещается заслонка, открывающая канал. Наоборот, при остывании воск снова сжимается, закрывая люк.
В корпусе Термостаты представляют собой встроенные термостаты с корпусом оптимальной конструкции. И еще один вариант — термостаты с картографическим управлением : безопасный выбор для большей эффективности. Термостат с электрическим управлением (также называемый управляемым по карте) обеспечивает более широкую и быструю работу, чем традиционные термостаты. Они регулируются через систему управления двигателем.
Как проверить исправность автомобильного термостата
Неисправный или заблокированный термостат может привести к перегреву двигателя. Это может привести к значительному повреждению двигателя. Вот некоторые из проблем и симптомов неисправного автомобильного термостата и его повреждения:
Перегрев двигателя или слишком холодный двигатель. Если термостат не работает, манометр выйдет за пределы допустимого диапазона. Поэтому рекомендуется следить за датчиком температуры на приборной панели.
Изменение температуры двигателя. Неустойчивые колебания температуры также могут быть индикатором его неисправности и плохой работы двигателя.
Утечка охлаждающей жидкости вокруг корпуса термостата или под автомобилем указывает также на утечку охлаждающей жидкости, которая может быть вызвана тем, что термостат не пропускает охлаждающую жидкость, когда он застрял в закрытом положении.
Надлежащее техническое обслуживание системы охлаждения нашего автомобиля с использованием антифриза хорошего качества, без смешивания и заливки воды в контур, повысит долговечность нашего двигателя и снизит расход топлива и выбросы загрязняющих веществ. Таким образом, важность термостата нельзя недооценивать.
Термостаты DOLZ имеют все, чего вы заслуживаете t o поддерживать температуру двигателя в пределах спецификаций оригинального оборудования (OE). Для получения дополнительной информации о нашей новой линейке термостатов свяжитесь с нами.
Поиск
Поиск:
Последние записи
Температура автомобиля: почему некоторые автомобили так долго прогреваются? 7 декабря 2022 г.
Расширение ассортимента: 6 новых наименований водяных насосов Dolz Truck. 24 ноября 2022 г.
Важность рабочего колеса водяного насоса 21 ноября 2022 г.
Натяжитель цепи: ключевой компонент системы цепи привода ГРМ 16 ноября 2022 г.
Эволюция производственных затрат 10 ноября 2022 г.
Архив по дате
Архив по датеВыбрать Месяц Декабрь 2022 (1) Ноябрь 2022 (6) Октябрь 2022 (3) Сентябрь 2022 (7) Август 2022 (8) Июль 2022 (5) Июнь 2022 (5) Май 2020 (8) апрель 2022 г. (5) март 2022 г. (5) февраль 2022 г. (7) январь 2022 г. (4) декабрь 2021 г. (5) ноябрь 2021 г. (7) октябрь 2021 г. (4) сентябрь 2021 г. (6) август 2021 г. (5) июль 2021 г. (6) июнь 2021 г. (4) май 2021 г. (8) апрель 2021 г. (4) март 2021 г. (6) февраль 2021 г. (1) декабрь 2020 г. (1) июнь 2020 г. (1) март 2020 г. (1) апрель 2019 г.(1) февраль 2019 г. (1) декабрь 2018 г. (1) август 2018 г. (1) июль 2018 г. (1) декабрь 2017 г. (1) сентябрь 2017 г. (1) июль 2017 г. (1) ноябрь 2016 г. (1) август 2016 г. (2) март 2016 г. (1) Сентябрь 2015 г. (2)
Возможно, у вас были разные мнения о том, следует ли ездить без термостата. У термостата есть удивительная функция, позволяющая охлаждать двигатель каждый раз, когда он нагревается. Так эксплуатация автомобиля без термостата имеет свои последствия, о которых должен знать каждый водитель. Давайте узнаем, что произойдет!
Прежде чем мы ответим на вопрос « можно ли снять термостат с моей машины », давайте немного узнаем об автомобильных термостатах.
Что такое автомобильные термостаты?
Автомобильные термостаты — это небольшие устройства, которые устанавливаются между радиатором и двигателем автомобиля с жидкостным охлаждением. Термостат в большинстве автомобилей имеет диаметр около 2 дюймов (5 см) и играет важную роль в автомобиле, регулируя поток охлаждающей жидкости двигателя от двигателя к радиатору. Когда он закрыт, охлаждающая жидкость не может поступать в радиатор, что может привести к быстрому повышению температуры двигателя. И когда он открывается примерно при 200 градусах по Фаренгейту, охлаждающая жидкость двигателя течет в радиатор, где рассеивает тепло и охлаждает уже горячую охлаждающую жидкость. Позволяя двигателю прогреться как можно быстрее, термостат снижает износ двигателя, отложения и выбросы.
Как мы упоминали выше, принцип работы автомобильного термостата очень прост, но это впечатляющий компонент автомобиля. Если у вас есть возможность проверить это, вы скоро поймете, что это кажется невозможным. Вы можете положить один в кастрюлю с кипящей водой на плите. Когда он нагревается, его клапан открывается примерно на дюйм, по-видимому, по волшебству! Если вы хотите попробовать это сами, зайдите в магазин автозапчастей и купите один за пару долларов.
Это просто введение в автомобильный термостат, теперь давайте перейдем к последствиям эксплуатации автомобиля без термостата.
Что нужно знать при эксплуатации автомобиля без термостата?
Заводить машину без термостата не лучшая идея, так как это может привести к многочисленным последствиям. Кроме того, отсоединение термостата влияет на общую производительность автомобиля:
1. Охлаждающая жидкость
Термостат представляет собой простой клапан, расположенный между радиатором и двигателем.
Как мы уже знаем, основная задача термостата — поддерживать нужную температуру двигателя. Радиатор проходит ко всему двигателю и охлаждает его с помощью охлаждающих жидкостей. Когда термостат отсоединен, двигатель остается холодным, так как радиатор быстро перемещается к нему в систему. Обычный автомобильный двигатель предназначен для работы при температуре от восьмидесяти до ста градусов по Цельсию. При работе автомобиля без термостата он работает при температуре 50°С. При этой температуре влага уплотняется и конденсируется, что смешивается с маслом и приводит к образованию слякоти. Это приводит к тому, что слякоть блокирует смазку и изнашивается вся система. По этой причине работа автомобиля без термостата снижает производительность автомобиля.
2. Детали двигателя
Водителям необходимо сначала прогреть двигатель, так как запуск холодного двигателя приводит к износу деталей. Срок службы двигателя быстро сокращается, так как неисправные компоненты не изолированы от масла. Двигатель подвергается процедуре замкнутого контура, когда двигатель выходит за определенную температуру. Если температура не повысится, двигатель захлебнется и в конце концов остановится.
На самом деле обогреватель будет производить и холодный воздух. Во-вторых, есть вероятность того, что вода будет течь через радиатор так быстро, что не будет оставаться в радиаторе достаточно долго, чтобы остыть, что приведет к перегреву вашего двигателя.
ПОДРОБНЕЕ:
Почему двигатель глохнет каждый раз при ускорении?
Как заглушить двигатель, который не выключается?
Однако, в зависимости от возраста автомобиля, работа автомобиля без термостата может привести к сжиганию большего количества топлива, так как ECM (модуль управления двигателем) будет считать, что двигатель еще не остыл и его необходимо запустить. ЭБУ настраивает параметры производительности на основе показаний впуска, камеры сгорания, выхлопа и каталитических нейтрализаторов в реальном времени.
Таким образом, для того, чтобы ECU контролировал топливно-воздушную смесь, синхронизацию, момент переключения и т. д., все датчики должны работать в заданном диапазоне. Диапазон варьируется в зависимости от производителя, и вам придется искать их для вашего автомобиля. Если вы запускаете свой автомобиль без термостата, некоторые из требуемых температур не достигаются, что вынуждает ЭБУ все время балансировать выбросы на «холодном двигателе», даже если он работает весь день.
3. Замена термостата
Неисправный термостат может испортить весь автомобиль. Регулярная замена термостата поможет вам сохранить работоспособность автомобиля в целом. Двигатель прогреется до оптимальной температуры, и вся система будет работать исправно.
Поэтому снятие термостата всячески вредит вашему автомобилю и его узлам.
>> Поиск недорогой подержанной машины в хорошем состоянии здесь <<
Решение проблемы нехватки тепла
Недостаток тепла можно устранить, положив перед радиатором большой картон. Он должен располагаться где-то между решеткой автомобиля и радиатором. Этот метод предотвращает охлаждение всей системы радиатором за счет уменьшения обдува холодным воздухом. Это может даже решить проблему с холодным воздухом от обогревателя. Но, следуя этому методу, следите за температурной сеткой, чтобы двигатель не перегревался. Если температура подскочит слишком сильно, прервите операцию и снимите плату. Итак, используйте этот метод всякий раз, когда вы думаете- может ли машина работать без термостата ?
Так можно ли далеко проехать без отопления в машине – Стоит ли?
Как водить машину без термостата
Вы никогда не должны водить машину без термостата, но что, если придется? Есть ли безопасный способ помочь вам? Вот способ запуска автомобиля без термостата.
Если вы едете без термостата, ваш двигатель никогда не достигнет оптимальной рабочей температуры, и ваш обогреватель может дуть холодным воздухом. Если вы живете в теплом климате, это не должно быть проблемой. Поэтому, когда вашему автомобилю не хватает тепла, вы можете положить большой кусок картона перед радиатором и между радиатором и решеткой автомобиля. Это поможет предотвратить попадание холодного воздуха на радиатор и дальнейшее охлаждение автомобиля. При использовании картонного метода обязательно следите за датчиком температуры, чтобы убедиться, что двигатель вашего автомобиля не перегревается. Если указатель температуры начинает ползти слишком высоко, просто остановитесь и снимите картон.
Обычно наблюдается снижение расхода топлива или производительности, так что не паникуйте! Это происходит потому, что вождение без термостата обманывает ваш двигатель, заставляя его думать, что на улице холодно, заставляя его регулировать клапан смешивания газов и подавать больше топлива в двигатель.
ABS пластик — материал, применяемый в технологии 3D печати. Это специальный термопластик, который широко используется в промышленности. У него много положительных характеристик и особенностей. Материал постоянно усовершенствуется, расширяется его цветовая гамма. И сейчас разработано уже несколько его разновидностей. Рассмотрим основные характерные свойства, присущие ABS пластику и его рабочую температуру.
ABS пластик для печати
Свойства
ABS используется для 3Д печати давно. И является одним из востребованных материалов в данной области. И, хотя многие стали заменять его более экологичным и качественным PLA пластиком, этот вид остается на первом месте в области ускоренного прототипирования.
ABS пластик для 3d ручки — это стойкий, прочный полимер, обладающий температурой стеклования. Именно за это качество его стали использовать в промышленных целях. Достигая необходимой температуры, полимер превращается из текучего, вязкого вещества в более твердое, стеклообразное.
ABS пластик для 3d ручки
Температура стеклования должна быть очень высокой. Чтобы в процессе использования готовых предметов, сделанных из полимера, они сохраняли форму и функционал. При этом, нагрев должен быть достаточно низким для безопасности экструзии.
Основные характеристики
Рассмотрим характеристики двух разновидностей пластиков: ABS, PLA. И сравним их качественные показатели. ABS — ударопрочный, износостойкий материал с высокой размерной стабильностью. Его используют в вакуумных металлизациях и при нанесении покрытий гальванических. Получаются изделия с ровной блестящей поверхностью. В зависимости от разновидности материала, поверхность готовых объектов может получаться как блестящей, так и матовой.
Разноцветный ABS пластик
Вещество обладает стойкостью к материалам смазочным, к неорганическим солям, кислотам и щелочам. Может разрушиться при воздействии УФ-лучей, ацетона, эфира, бензола. Попадая в эти вещества, пластик просто растворяется.
Температура размягчения АБС материала от 90 до 119 градусов. Температура изгиба от 95 до 108 градусов. Высокая способность выдержки низкого температурного режима — до -40 градусов. Его заправляют в 3D ручку и выполняют различные объекты. Затем готовые предметы помещают в сушилку и выдерживают там от 30 минут до двух часов (в зависимости от качества сушки).
АБС подходит для создания не только мелких бытовых предметов, но и более громоздких. Например, из него изготавливают бампера для автомобилей, пластиковые кубики лего, различные конструкторы.
ABS, PLA и NYLON
Чтобы распечатывать большие объекты, нужна особая внимательность и профессионализм. Так как в процессе остывания моделей, возможны их деформации. После распечатки и просушки объекты легко шлифуются и окрашиваются аэрозольными или акриловыми красителями. АБС не разлагается биологическим путем, поэтому представляет опасность экологии. Утилизировать изделия из подобного материала необходимо по определенным правилам.
PLA — это полиактид. Он имеет отличительные характеристики по отношению к ABS материалу. Разница между ними существенная. Из PLA распечатывают первые работы на 3D принтере. Изделия быстро твердеют в процессе охлаждения их специальным вентилятором. При изменениях температур деформация ПЛА минимальна. В отличие от АБС пластика.
Печать PLA пластиком
PLA более безопасный и экологичный материал для принтеров. Это более вязкое вещество. При ударе оно не сломается, как АБС. В этом их существенная разница. Это вещество более скользкое. Поэтому, его применяют для изготовления деталей для прокрутки. Например, печатают оси для детских игрушек, подшипники с функцией скольжения и т. д. В ацетоне ПЛА не растворяется. Для этого применяют специальный раствор.
Это растительный материал. Он отлично разлагается в течение двух лет. Предметы из него менее долговечны, но безопасны. Детали получаются более гладкими. Если выбирать материалы для распечатки на принтере детских изделий: ABS или PLA пластик, стоит отдать предпочтение второму веществу. Тем более, что его делают в разных цветах — для игрушек вполне подходит именно ПЛА.
Конструктор lego
Что печатают из этих пластиков
Печать ABS пластиком очень распространена в изготовлении бытовых и авто изделий:
Крупные детали для машин: щитки, управляющие элементы, радиаторные решетки;
Биоразлагаемые упаковочные товары, средства гигиенические, посуду для одноразового применения;
подшипники;
хирургические приспособления, штифты, нити;
детские изделия, посуду, игрушки.
Игрушка из ABS пластика
Что выбрать лучше для создания изделий на принтере 3Д, зависит от вида изготавливаемого объекта и области его применения. Кроме этого, учитывается предполагаемая долговечность изделия и для кого оно предназначено. Производители сейчас стали больше склоняться к товарам из ПЛА пластика. Несмотря на его недолговечность, он безопасен для здоровья детей и экологии.
ABS пластик для 3d печати на 3d принтере — описание, характеристики, физические свойства
ABS-пластик (акрилбутадиенстирол) – твердая, ударопрочная, термопластичная промышленная смола на основе сополимера акрилонитрила с бутадиеном и стиролом. В зависимости от необходимых св-в, производитель может варьировать пропорции в пределах: 15-35% Акрилонитрила, 5-30% Бутадиена, 40-60% Стирола. Является одиним из самых популярных материалов применяемых в 3д-печати, т.к. обладает лучшим сочетанием цена/качество. ABS-пластик может быть переработан и использован повторно. В ABS-пластик могут быть добавлены различные армирующие и декоративные добавки (стеклянные волокна, металлическая пудра, т. д.) для придания необходимых св-в.
Этот материал применяется практические во всех сферах нашей жизни. Аддитивные технологии, автомобилестроение, медицина, промышленность, строительство, спортивный инвентарь, игрушки и т.д. Благодаря своим пластическим св-ам с ним очень легко работать, можно изготовить практически любую деталь, высокого качества.
Подробный обзор пластиков для 3D принтеров
1. Безопасность и токсические св-ва ABS пластика.
При нормальной температура 23 град. этот материал не представляет никакой опасности. Однако при нагревании или воздействии определенных веществ (например спирт), а так же незначительно при воздействии УФ-излучения, начинает выделять ядовиты состовляющие – бутадиен, акрилонитрил, стирол. Все эти вещества в газообразном состоянии предствляют опасность для человека, являются ядами и канцерогенами. Никогда не используйте посуду из ABS-пластика. При домашнем использовании ABS-пластика, в 3д-принтерах, происходит его нагревание, поэтому обязательно проветривайте помещение старайтесь меньще находится, в помещении где идет процесс печати или воспользуйтесь альтернативой PLA-пластиком.
2. Использование в 3д-печати
ABS-пластик это самый популярный материла который используется в 3д-печати. Этот материал долговечен, не поглащает влагу, сохраняет свои размеры во время хранения, не боиться высокой температуры воздуха.
3. Основные минусы ABS-пластика
— Токсичность при нагревании и воздействии этилового спирта. Загрязняет окружающую среду.
— Может разрушаться от воздействия солнечных лучей
— Худшая детализация отпечатков (по сравнению с PLA-пластиком)
— Непрозрачный материал
4. Основные плюсы ABS-пластика
— Высокая прочность (по сравнению с PLA). Выше прочность на изгиб и разрыв.
— Разнообразная цветовая гамма
— Высокая химическая стойкость (жиры, масла, бензин, кислоты, щелочи и т.д.)
— Влагостойкость
— Хорошо поддаетя финишной обработке (шлифовка, грунтовка, покраска и т.д.). Хорошо обрабатывается ацетоном.
— Широкий диапазон экспуатационных температур.
— Отлично склевается.
— Отличный материал для новичнов в 3д-печати.
— Хорошая скорость печати
— Практически нулевая усадка готового изделия, не более 1%
— Хорошо связывается с поверхностью для печати, но рекомендуется использовать подогреваемый стол и спец. поверхности для печати.
— Не растворим в спире и воде
5. Физические свойства ABS-пластика
Рабочая темпертура
220-270 град
Температура платформы
105-115 град
Температура размягчения
90-105 град.
Температура стеклования
100 град
Температура самовоспламенения
290 — 395 град.
Минимальная толщина стенки (рекомендуемая)
0.8-1.2 мм
Минимальная толщина слоя (рекомендуемая)
70% от диаметра сопла
Плотность
1.07 г/с м³
Прочность при растяжении
35-50 МПа (23 град. )
Прочность на изгиб
41-45 МПа (23 град.)
Твердость (по Роквеллу)
80 — 116 R
Усадка
0.3-0.8%
Блеск (для марок с повышенным блеском, угол 60 град)
93-95%
Водопоглощение (23 град., 24 часа, погружение)
0.2 — 0.3%
При какой температуре АБС-пластик размягчается и плавится? – Printing It 3D
ABS (акрилонитрил-бутадиен-стирол) – это обычная нить, используемая в 3D-печати и принадлежащая к семейству термопластов, что означает, что ее можно использовать повторно и перерабатывать. Как термопласт, он обычно твердый в холодном состоянии, но его можно нагреть до мягкости, например, в 3D-принтере. Однако 3D-печать из ABS немного сложнее, чем кажется на первый взгляд, из-за его уникальных свойств.
АБС начинает размягчаться при температуре 105 °C (221 °F), что является температурой его стеклования. В этот момент он размягчится и станет достаточно гибким, чтобы его можно было выдавить через сопло 3D-принтера. Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.
Эта статья максимально подробно расскажет вам о термических свойствах АБС-пластика, чтобы понять, как работает этот филамент и как с его помощью печатать. К концу этой статьи у вас будет точка зрения ученого-полимера на ABS, и, надеюсь, вы будете знать, насколько горячим он может быть до того, как он начнет разрушаться.
Плавится ли АБС?
Если вы похожи на меня, вы, вероятно, никогда особо не задумывались о том, что происходит с пластмассами и полимерами, когда они нагреваются.
Невооруженным глазом горячий материал может быть либо твердым, либо мягким, либо обгоревшим до хрустящей корочки. Однако, как и почти все, тепло существует в спектре, и плавление имеет множество форм, форм и текстур.
АБС плавится, но не имеет заданной температуры плавления. Поскольку ABS представляет собой аморфное твердое вещество, его температура стеклования составляет 105 ° C (221 ° F), при которой он начинает приобретать гибкую эластичную текстуру. По мере нагревания он медленно и постепенно превращается в жидкость.
Понимание того, как плавится АБС
Аморфные твердые тела по определению не имеют заданной температуры плавления. Вместо этого они имеют заданную температуру стеклования.
Температуры стеклования в меньшей степени связаны с простым процессом плавления и вместо этого показывают, когда аморфное твердое вещество теряет свою стекловидную твердую текстуру и приобретает эластичную мягкую текстуру.
В частности, при плавлении твердое тело превращается в жидкость. Однако температура стеклования, которая применяется только к аморфным твердым телам, представляет собой уровень нагрева, при котором материал становится мягким и гибким, прежде чем он полностью расплавится.
Итак, это можно рассматривать как начало процесса плавления.
Плавление АБС в сравнении с размягчением
Проще говоря, давайте сравним АБС с кубиком льда.
Кубики льда не являются аморфными твердыми телами и тают. Итак, когда кубик льда достигает точки плавления, он становится жидким.
Однако АБС не превращается в жидкость, когда достигает температуры стеклования. Вместо этого он приобретает эластичную, липкую консистенцию, достаточно податливую для печати.
Мне нравится думать о температурах стеклования в терминах лапши спагетти.
Когда лапша сухая, она твердая. Когда вы нагреваете их в кипящей воде, они становятся эластичными, жевательными и мягкими, точно так же, как ABS, когда вы нагреваете его до температуры стеклования.
Если варить лапшу слишком долго, она растворится в воде и снова превратится в муку, из которой сделана.
ABS проходит аналогичный процесс.
АБС плавление зависит от смеси полимеров
Чем больше вы нагреваете АБС, тем больше он будет плавиться и растворяться.
Однако температура плавления и время, необходимое для разжижения, будут зависеть от наличия других химических веществ в полимерной смеси и условий окружающей среды.
Таким образом, каждая нить из АБС-пластика по-разному реагирует на тепло.
Итак, никто не может точно сказать, когда АБС расплавится или расплавится. Тем не менее, мы всегда можем предсказать, когда он станет достаточно мягким и липким, чтобы его можно было использовать в 3D-принтере или пресс-форме для литья под давлением.
Чтобы узнать больше об ABS, посмотрите это видео на YouTube от Томаса Санладерера, энтузиаста 3D-печати:
При какой температуре следует печатать нить из ABS?
Печать на нити ABS должна осуществляться при температуре от 240 °C до 270 °C (от 464 °F до 518 °F). Тем не менее, каждая нить уникальна, поэтому вы должны использовать рекомендуемую температуру из инструкций производителя. Также важно выполнять тестовые отпечатки при использовании новой нити.
Как вы, наверное, знаете из идеальной температуры печати, АБС-пластик обладает исключительной термостойкостью. К сожалению, не все принтеры могут так сильно нагреваться, поэтому вам необходимо ознакомиться с руководством пользователя вашего принтера, прежде чем пытаться 3D-печатать с нитью из АБС-пластика.
Если вы печатаете АБС-пластиком в первый раз, посмотрите рекомендуемую температуру печати на катушке с нитью и выберите настройку температуры, которая находится непосредственно между указанным диапазоном.
Если нить забивает сопло, увеличьте температуру примерно на 5 °С (9°F). Однако, если ваша нить начинает скручиваться, уменьшите температуру на 5 ° C (9 °F).
Продолжайте вносить изменения, пока не найдете оптимальную температуру, затем напишите эту температуру на катушке с нитью. Таким образом, вы можете легко найти идеальную температуру для каждой нити накала при повторном использовании.
Безопасен ли АБС для пищевых продуктов?
Я неоднократно слышал этот вопрос: если АБС-пластик не плавится, значит ли это, что его можно безопасно использовать в качестве контейнера для еды или воды?
Большой ответ: абсолютно нет.
АБС небезопасен для пищевых продуктов, и вы никогда не должны есть продукты из него. ABS вымывает вредные газы и частицы, которые могут отравить вас, особенно в горячем состоянии. Поэтому никогда не используйте его в микроволновой печи, духовке или при приготовлении пищи.
В общем, любая нить, безопасная для пищевых продуктов, имеет свои риски. Полимеры сложные, и даже если один из них сопротивляется плавлению, это не значит, что в нем нет токсичных компонентов, которые могут высвободиться в процессе нагревания.
Тем не менее, ABS является популярным материалом, безопасным для пищевых продуктов при комнатной температуре или ниже. На самом деле, обшивка вашего холодильника, скорее всего, сделана из АБС-пластика, из него же сделаны и лего. Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.
Это подтверждают и исследования. ABS при нагревании выделяет в воздух химические вещества, которые стремятся попасть в наши легкие. Как только они это сделают, пути назад уже не будет.
Поэтому всегда обеспечивайте надлежащую вентиляцию при печати из АБС-пластика, никогда не используйте его для хранения воды или еды и не нагревайте его после печати.
Кроме того, пожалуйста, не используйте пластик для приготовления пищи или еды, если вы не уверены, что он безопасен для пищевых продуктов. Некоторые компании будут пытаться получить выгоду от сделки, неправильно обучая вас, но если вы узнаете о термических свойствах любого пластика, вы сможете определить, является ли что-то безопасным для пищевых продуктов или нет.
Заключительные мысли
ABS — отличная нить, если вы понимаете, во что ввязываетесь.
Будучи аморфным твердым веществом, он имеет температуру стеклования 105 ° C (221 ° F), когда он становится достаточно мягким для печати. Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».
Независимо от того, насколько прочной и термостойкой является эта нить, ее небезопасно использовать в качестве контейнера для пищевых продуктов или жидкостей. Поэтому всегда соблюдайте осторожность при использовании ABS и используйте надлежащую вентиляцию каждый раз, когда печатаете с его помощью.
Все о нити ABS — Gizmo Dorks
Дэвид Л.
АБС-пластик уже давно используется в производстве благодаря своей прочности и долговечности. Это был один из первых материалов, использованных в 3D-принтерах, и он остается одним из самых популярных. Давайте подробнее рассмотрим АБС-пластик, его свойства и рекомендации по использованию в 3D-печати.
Что такое АБС?
ABS — это аббревиатура акрилонитрил-бутадиен-стирола, который представляет собой термопласт нефтяного происхождения. Термопласты — это пластмассы, которые становятся гибкими или мягкими при достижении определенной температуры. Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.
ABS — это пластик, знакомый нам, знаем мы об этом или нет — он используется в бытовой технике, игрушках, автомобильных бамперах и других повседневных предметах. ABS — очень прочный пластик, и при нагрузке он скорее сгибается, чем ломается. Кроме того, АБС-пластик ударопрочный и легкий, что является основной причиной, по которой блоки Lego изготавливаются из этого пластика. ABS также обладает отличными амортизирующими свойствами, что делает его фаворитом для шлемов, багажа и подобных защитных предметов. Он выдерживает экстремальные погодные условия и устойчив к большинству химических веществ. Эти свойства делают его идеальным пластиком для многих целей, 3D-печать — лишь одна из них.
Использование АБС-пластика в 3D-печати
Как упоминалось выше, аморфные качества АБС — одна из вещей, которые делают его отличным пластиком для 3D-печати. При печати в надлежащих условиях он печатает чисто и быстро, с минимальными засорами, замятиями и натяжением. Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
Цвета АБС
ABS поставляется с широким спектром цветов 3D нитей. Краситель и краситель смешиваются с гранулами смолы АБС, чтобы создать приятный ровный цвет филамента АБС. ABS имеет естественный белый тон, что делает его идеальным фоном для создания ярких цветов. Цветной АБС-пластик обычно не выцветает, поэтому напечатанная 3D-деталь прослужит долгие годы.
Температура печати нитью ABS
Нить из АБС-пластика экструдируется при температуре 220-240˚ по Цельсию. Поскольку АБС-пластик имеет тенденцию к деформации при охлаждении, требуется нагретая рабочая плита с температурой 110˚ по Цельсию. Это обеспечит минимальное коробление или разделение слоев по мере остывания изделия. Еще лучшей средой был бы закрытый принтер, но хорошие результаты возможны при вышеупомянутых температурах и нагретой пластине.
Будь то 3D-печать механических деталей, блокирующих деталей или штифтовых соединений, важно учитывать окружающую среду и температуру, при которых будет использоваться печать. АБС-пластик находит широкое применение благодаря высокой температуре стеклования. АБС-пластик не начинает размягчаться до 105˚ по Цельсию, что намного выше большинства настроек. Эта гибкость делает 3D-печать из АБС-пластика популярной как для прототипирования, так и для окончательного дизайна.
Запах нити ABS
Нить ABS представляет собой продукт на масляной основе, поэтому при печати будут присутствовать некоторые пары и сильный запах. Этот запах не беспокоит большинство людей, но всегда рекомендуется, независимо от того, какой тип нити вы используете, всегда печатать в хорошо проветриваемом помещении.
Размеры нитей АБС и их хранение
Нить для 3D-печати ABS имеет номинальные диаметры 1,75 мм и 3 мм. Необходимый размер зависит от марки и модели вашего 3D-принтера.
Как и в случае с большинством 3D-филаментов, поглощение влаги всегда является проблемой. Когда вы не используете нити для 3D-печати, храните их в герметичном пластиковом пакете. Если вы достаточно быстро пройдете нить 3D-печати, этого метода должно быть достаточно. Если у вас несколько рулонов филамента или запасы расходуются медленно, подумайте о хранении филамента в герметичном пластиковом пакете или контейнере с парой упаковок влагопоглотителя.
Кроме того, убедитесь, что вы храните свою нить — даже если вы храните ее в герметичном контейнере — вдали от растворителей или химических веществ, которые, как известно, разрушают или изменяют ABS, таких как ацетон.
Возможности постпечати
3D-отпечатки, как правило, отлично выглядят сразу после сборки, но если вы хотите поработать над своим произведением после печати, есть несколько вариантов.
ABS можно легко отшлифовать для получения более гладкой поверхности или подвергнуть механической обработке для достижения определенных характеристик и повышения точности деталей. Вы также можете раскрасить свой 3D-принт акриловыми красками.
В сельской местности содержать подсобное хозяйство – труд сложный. Для облегчения одной из частей сельского хозяйства – земледелия, существует довольно обширный ряд сельскохозяйственных орудий. Но большинство данных орудий предназначено для агрегатирования с тракторами, что не всегда целесообразно, особенно если требуется выполнение работ на сравнительно небольших земельных участках.
Содержание
1 Культиваторы Варяг
2 Устройство
2.1 Силовая установка
2.2 Редукторная передача
2.3 Рабочее оборудование, рулевое управление
3 Технические характеристики
Культиваторы Варяг
На малогабаритных участках, а также на участках с труднодоступным расположением или сложной конфигурации, применение трактора, с его габаритными размерами, да еще и в паре с сельхоз. орудием, пусть и сравнительно компактным, минимум не принесет пользы. В таких случаях лучшим решением является использование мотокультиваторов.
Малые габаритные размеры и высокая маневренность из-за этого позволяет использовать культиваторы не только на огородах, но и в цветниках, ягодниках и садах.
Производителей мотокультиваторов сейчас достаточно много, поскольку данная садово-огородная техника становиться все популярнее. И российских торговых марок, недавно появившихся на рынке, можно отметить «Варяг».
Интересно, что «Варяг» — это лишь торговая марка, которой владеет ООО «СпецТехника», занимающаяся импортом зарубежной техники. Производителем же мотокультиваторов, которые носят название «Варяг» является Китай. Но несмотря на это данные культиваторы довольно неплохие, поэтому заслуживают внимания.
Культиваторы «Варяг» относятся к садово-огородной технике средней весовой категории. Предназначены для предпосевных, междурядных и уборочных работ на огородах, а также возделывание почвы между ягодными кустами и садовыми деревьями.
Особенностью культиваторов, к которым относиться «Варяг», является безпереворотная обработка почвы – культивация, но они могут выполнять и вспашку земли, благодаря использованию в качестве навесного оборудования однокорпусного плуга. Помимо этого «Варяг» позволяет выполнять междурядную обработку, окучивание, и выкапывание картофельного урожая за счет сменного навесного оборудования.
Устройство
Конструкция мотокультиватора «Варяг», в принципе, классическая для данной техники. Имеется станина, к которой крепиться редукторная передача и силовая установка. К этой же станине крепиться рулевое управление культиватором, а также хвостовик для крепления навесного оборудования.
Силовая установка
Одноцилиндровая силовая установка, используемая на «Варяг» является очень компактной, за счет диагонально расположенного цилиндра. Также такое расположение цилиндра способствует устойчивости мотокультиватора, поскольку центр тяжести располагается низко.
Несмотря на свои компактные размеры, силовая установка «Варяг» вполне неплохая по мощности – 7.0 л.с., что позволяет использовать его и в транспортных работах, правда после небольшой переделки хвостовика.
Данный бензиновый мотор является 4-тактным, с рабочим объемом в 208 куб. см. Функционирует он на бензине, запуск силовой установки производится ручным стартером.
Редукторная передача
Редукторная передача – цепная, находиться в закрытом корпусе. Верху располагается ведущий вал с шкивом. В верхней части установлен промежуточный вал с звездочками, которыми осуществляется выбор направления движения. А от промежуточного вала уже идет цепная передача на нижний ведомый вал. Для смазки данной передачи в корпусе имеется отверстие для заправки маслом.
Привод от силовой установки к редуктору выполняется ременной передачей посредством шкивов. Причем само усилие регулируется за счет натяжения ремня. Производится передача таким образом: на коленчатом валу размещается ведущий шкив, а на валу редуктора – ведомый шкив, между ними располагается ремень, но практически без натяжения. При запуске силовой установки и работе ее на холостом ходу коленчатый вал с ведущим шкивом вращается, но поскольку ремень не натянут, то он усилие нее передает.
На станине располагается вал с рычагом, на конце которого установлен нажимной ролик. К рычагу подводиться также и трос, которым совершается управление. При для начала движения достаточно нажать на ручку привода троса, тогда рычаг с роликом перемещается и начинает давить на ремень, создавая натяжение, из-за чего начинает передаваться усилие от шкива колен. Вала к шкиву редуктора. Ременной привод у мотокультиватора «Варяг» заключен в защитный металлический чехол.
Рабочее оборудование, рулевое управление
Концы ведомого вала выходят из корпуса редуктора. Предназначены они для крепления рабочего оборудования. Основным рабочим оборудованием у «Варяг» является почвофрезы. Эти фрезы состоят из оси, на которую закрепляются секции рабочих лап. Всего секций на каждой фрезе – 3. Каждая секция включает в себя 4 лапы, закрепленных по кругу. Крепление лап – болтовое.
Вместо почвофрез на культиватор посредством удлиняющих вставок можно установить металлические колеса с грунтозацепами, для выполнения ряда земледельческих работ, а также колеса с резиновыми шинами – для транспортных работ.
Рулевое управление у «Варяг» имеет Y-образную форму. Центральная часть руля крепиться к станине, затем руль разделяется.
В верхней части руля на правой части установлен регулятор оборотов двигателя – акселератор, а также селектор выбора направления движения, а на левой части – ручка, которой регулируется натяжение приводного ремня.
Технические характеристики
На данный момент производиться две модели мотокультиватора «Варяг». Более распространенной является модель МК-70. Но это обозначение уже наше и введено недавно, чаще попадается обозначение WG801. Имеется еще и модель с обозначением WG802. Их конструкция идентична, имеется только одно различие. Характеристики данных мотокультиваторов – в таблице:
Технические характеристики культиваторов «Варяг»:
Характеристики
Показатели
WG801 (МК-70)
WG802
Мотор
ти
1-цилиндр. , 4-такт.
1-цилиндр., 4-такт.
Рабочий объем
куб. см
208
208
Мощность
л.с.
7
7
Система запуска
тип
ручная
ручная
Привод к редуктору
тип
ременной
ременной
Привод на ведомый вал
тип
цепной
цепной
Кол-во передач (вперед/назад)
—
1/1
1/1
Вес
кг
52
52
Осн. раб. оборудование
тип
почвофреза
почвофреза
Ширина обработки
мм
до 850
до 850
Глубина обработки
мм
до 300
до 300
Доп. особенности
—
—
руль регулируется по горизонтали и вертикали
Культиваторы «Варяг» — несмотря на свои небольшие габаритные размеры, может оказать довольно серьезную помощь при обработке земельного участка. Дополнительной особенностью данных мотокультиваторов является также и цена, поскольку он значительно дешевле зарубежных аналогов.
Фото культиватора Варяг МК-70
Мотоблоки Варяг, модельный ряд — технические характеристики
Мотоблоки — это многофункциональная техника, которая способна выполнять различные задачи по уходу за земельным и приусадебным участком. Они бывают разных видов, и это порой становится большой проблемой во время выбора подходящей для себя модели.
Если у вас небольшой участок, нерационально приобретать дорогостоящие профессиональные модели. И наоборот, если участок большой, легкий мотоблок может попросту не справиться с большим количеством задач на целине.
Мотоблоки «Варяг» — это средние по весу агрегаты. Они отличаются износостойкостью и мощностью. У них также есть компактная силовая установка, четырехтактный двигатель и цепной редуктор. Они справятся с любыми работами, а большой выбор навесного оборудования позволит значительно расширить возможности техники.
«Варяг» — это всего лишь торговая марка, которая занимается поставкой иностранной техники в нашу страну. Производителем же этих мотоблоков является Китай. Сегодня мало кто уже думает о том, что китайская техника обязательно имеет низкое качество. На самом деле производители этой страны стараются составить конкуренцию европейским и другим торговым маркам, но при этом цены у них гораздо ниже. К тому же отзывы владельцев мотоблоков «Варяг» свидетельствуют о том, что данная техника имеет очень много преимуществ перед другими подобными машинами.
В данной статье мы рассмотрим некоторые модели мотоблоков «Варяг», которые на рынке нашей страны и ближнего зарубежья пользуются огромным спросом. И неудивительно, ведь технические характеристики агрегатов не могут не радовать.
Содержание
1 Мотоблок «Варяг» МБ-901
2 Мотоблок «Варяг» МБ-701
3 Мотоблок «Варяг» МБ-801
4 Мотоблок «Варяг» МБ-601
5 Мотоблок «Варяг» МБ-903
6 Мотоблок «Варяг» МБ-902
Мотоблок «Варяг» МБ-901
Данный мотоблок «Варяг» относится к среднему классу и предназначен для обработки земли разнообразными навесными инструментами. Имеет доступную стоимость наравне с отличным качеством. Агрегат поворотливый, простой в использовании, выносливый при ежедневных продолжительных работах.
При помощи разнообразных навесных инструментов вы сможете окучивать, боронировать, культивировать землю, перевозить грузы, перекачивать воду, и многое другое. Также есть возможность устанавливать грунтозацепы — приспособления, которые компенсируют недостачу массы мотоблока и создают лучшее сцепление техники с поверхностью земли. Это крайне важно при обработке целины и тяжелых почв.
Обладает такими параметрами:
мощность — 9 л.с.;
механический стартер;
есть вал отбора мощности;
пневматические колеса большого размера;
четырехтактный одноцилиндровый бензиновый мотор;
размер емкости для горючего — 3,6 литра;
две передние и одна задняя скорости;
захват земли в ширину — до 125 сантиметров;
захват земли в глубину — до 30 сантиметров;
потребление горючего — около 3 литров в час;
вес изделия — 115 килограмм.
Мотоблок «Варяг» МБ-701
Данная модель «Варяг» среднего класса пользуется огромным спросом не только у дачников и фермеров, но и простых сельских жителей. Обладает отличными параметрами, проста в пользовании и ремонтных работах.
Данная модель очень похожа по характеристикам на МБ-901, но при этом является более доступной. Главное отличие между ними — мощность силовой установки. Предназначена для обработки земли, подготовки ее к посадке культур, а также для ухода за культурами, их полива, и многое другое. Все это возможно благодаря широкому ассортименту навесных инструментов.
Хоть мотоблок «Варяг» и относится к средневесовому классу, но при этом он обладает хорошей мощностью и выносливостью. Компактные размеры и небольшой вес делают его поворотным и легким в управлении, что важно для удобства и здоровья человека. Однако исходя из этого вытекает и недостаток — для ухода за тяжелыми типами почв или целины вам обязательно нужно будет использовать грунтозацепы или другие утяжелители.
Имеет такие показатели:
мощность бензинового мотора — 7 лошадиных сил;
трансмиссия имеет две скорости и реверс;
захват почвы в ширину — до 120 см;
захват почвы в глубину — до 30 см;
расход горючего составляет примерно 1-2 литра в час;
шестеренчатый редуктор;
размер емоксти для горючего — 3,6 литра;
вес изделия — 92 кг.
Мотоблок «Варяг» МБ-801
Это бензиновый мотоблок, который имеет достаточно большую мощность, чтобы обрабатывать разные типы почв. При этом навесное оборудование, выбор которого огромен на современном рынке, позволяет значительно расширить возможности техники.
Также мотоблок «Варяг» имеет маленький расход топлива. Большие пневматические колеса позволяют машине легко передвигаться по любой местности, а компактные размеры и небольшой вес делают ее маневренной.
Обладает такими характеристиками:
мощность — 8 л.с.;
вал отбора мощности;
2 скорости вперед и одна назад;
ручной стартер;
воздушное охлаждение;
захват почвы в ширину — до 100 см;
захват почвы в глубину — до 30 см;
размер емкости для горючего — 3,5 литра;
вес — 110 кг.
Мотоблок «Варяг» МБ-601
Еще одна бензиновая модель. Данный мотоблок «Варяг» был создан специально для обработки тяжелых типов почв и целины, а также для работы в тяжелых условиях. Машина благодаря своим небольшим параметрам и массе внешне очень похожа на культиватор, но при этом у нее огромные возможности.
Модель имеет чугунный редуктор. Благодаря ременному сцеплению вы сможете установить разнообразное навесное оборудование. К тому же данная деталь является универсальной и нетребовательной к обслуживанию. Благодаря воздушному охлаждению машина может работать длительное время без отдыха.
Обладает такими параметрами:
мощность — 6,5 лошадиных сил;
ручной стартер;
захват почвы в глубину — до 25 см;
захват почвы в ширину — до 100 см;
размер бензобака — 3,6 литра;
1 скорость вперед и одна назад;
вес изделия — 78 килограмм.
Мотоблок «Варяг» МБ-903
Дизельный мотоблок «Варяг» для самых разных работ. Как известно, агрегаты работающие на дизельном топливе более экономичны, ведь бензин сегодня стоит дорого. К тому же дизель гарантирует более продолжительную работу, а три скорости позволят вам легко управлять машиной.
Стартер здесь и механический, и электрический одновременно — вам остается лишь выбрать удобный для себя вариант. Воздушное охлаждение позволит вам не волноваться о том, что при активной работе детали мотоблока будут перегреваться и в итоге быстрее выйдут из строя.
Имеет такие основные характеристики:
мощность — 6 л. с.;
глубина обработки земли — до 30 см;
ширина обработки земли — до 120 см;
2 скорости вперед и одна назад;
дисковое сцепление;
размер бака для топлива — 3,5 литра;
вес агрегата — 130 килограмм.
Мотоблок «Варяг» МБ-902
Модель «Варяг» является очень экономичной, так как потребляет небольшое количество дизельного топлива даже во время сложных работ. Отлично подходит для вспашки почв тяжелых типов и целины, а также для перевозки грузов весом до 500 килограмм. Его основные достоинства — гильза из чугуна, воздушное охлаждение, червячный редуктор. Также его неоспоримым преимуществом является поворотный руль.
Огромные пневматические колеса позволяют агрегату легко передвигаться по любым местностям. К тому же мотоблок неприхотлив к уходу и ремонту. Вы всегда сможете приобрести необходимые детали.
Обладает такими характеристиками:
мощность — 6 л. с.;
ширина обработки — до 110 см;
глубина обработки — до 30 см;
вал отбора мощности;
2 скорости вперед и одна назад;
вес — 127 килограмм.
Оружейный завод им. Дегтярева
ОАО «Завод имени В.А. Дегтярева» — один из лидеров оборонной промышленности России. Он производит вооружение для флота, сухопутных войск, авиации, спецслужб. Продукция предприятия используется армиями 17 стран мира. Специализацией завода являются пулеметы и скорострельные пушки различных калибров, снайперские комплексы, сложные гранатометные комплексы. Они также производят мотоциклы и мопеды.
Страницы истории
Более ста лет завод Дегтярева (ЗиД) выпускает военную продукцию. С началом Первой мировой войны стало понятно, что русским войскам не хватает легкого и мобильного автоматического стрелкового оружия. В 1916 году со значительным опозданием было создано «Первое русское акционерное общество оружия и пулеметов». Ему было поручено в кратчайшие сроки наладить производство ручных пулеметов (автоматов) по лицензии, купленной у датчан. Однако вместо тысячи статей к середине 1917 было изготовлено всего 4 прототипа.
Революция не помешала развитию предприятия. Наоборот, советское правительство распорядилось восстановить незавершенное производство. Заводом руководил Владимир Федоров, а его помощником и учеником стал Василий Дегтярев, впоследствии основавший ведущую конструкторскую школу стрельбы.
Оружие Победы
Вторая мировая стала звездным часом предприятия. Завод имени Дегтярева (Ковров) производил оружие, ставшее символом победы. Например, противотанковое ружье Дегтярева было спроектировано за 20 дней. Спрос был настолько высок, что образцы были отправлены на фронт сразу после пожара. Во многом благодаря этому орудию удалось остановить натиск танков вермахта в начале войны.
Вторым узнаваемым продуктом ЗиДа стал легендарный Шпагин — автомат ППШ. Конструктор был из крестьян и понимал, что солдатам нужна очень простая, но надежная машина. Для разборки ППШ в полевых условиях не требовалось никакого инструмента.
Всего за 1941-1945 годы завод им. Дегтярева поставил на фронт 1202481 единицу вооружения различного назначения. В 1945 году предприятие по праву было награждено орденом Ленина.
Послевоенный период
Окончание войны не принесло долгожданного мира. Холодная война, наоборот, требовала расширения номенклатуры вооружений. С 1959 года завод имени Дегтярева наладил производство ракетной техники. Изюминкой компании являются высокоэффективные ПЗРК и реактивные управляемые ракеты. На сегодняшний день переносные ракетные комплексы являются наиболее выгодными.
Завод Дегтярева: Продукция
Большинство военных хорошо знакомы с «классикой» завода — пулеметами РПД-44 и противотанковыми гранатометами семейства РПГ-7. Преемственность традиций наблюдается и в современном оружии. Гордостью ковровщиков является новый пулемет «Корд», в котором воплощены многолетние наработки Конструкторской школы «ЗиДа».
На смену РПГ-7 пришли более грозные и совершенные мобильные ракетные комплексы: истребитель ПТРК «Корнет» и низколетящий аппарат ракеты «Игла». За последние 10 лет в войска поступили сотни тысяч управляемых ракет и ракет для стрельбы с вертолетов, танков и САУ.
Прочие виды вооружения:
Снайперские комплексы 12,7 мм серии 6С8;
Пушки авиационные семейств ГШ-23 и ГШ-30К;
Гранатометы противодиверсионные ДП-64 и ДП-65;
Гранатометные комплексы РГС-50М и АГС-30;
Установки морские серии МТУ;
Автоматы Калашникова серий ПКМ, ПКМС, ПКТМ, ПКМБ;
Прочие виды стрелкового и ракетного оружия.
Гражданская продукция представлена охотничьими карабинами серии СВТ-О, мотокультиваторами и мотоблоками, газонокосилками, квадроциклами, мопедами, дорожными мотоциклами, вездеходами. В советское время ЗиД выпускал легендарные мотоциклы «Восход».
Корд
Самым удачным отечественным пулеметом, безусловно, является знаменитый «Корд», разработанный в 1998 году. У него отличная скорострельность (до 650 выстр/мин) и эффективность (калибр 12,7 мм, дальность прицеливания до 2 км). ) подтверждаются в локальных конфликтах.
Гордость продукта — фирменный быстросъемный багажник ZYD. Его система охлаждения такова, что при стрельбе он нагревается равномерно по всей длине. Это позволяет сохранять высокую точность при длительном управлении огнем. По этому показателю «Корд» вдвое превосходит пулемет «Утёс» советского производства.
Оружие отличается феноменальной живучестью. Он продолжает точно стрелять после обледенения, погружения в воду, без многодневной чистки. Патрон 12,7х108 мм пробивает 20-мм броню наземной и авиационной техники (на высоте до 1,5 км).
Воин
Внедрение в армию перспективной техники типа «Ратник» требовало принципиально нового стрелкового оружия. АК-47, несмотря на свою потрясающую надежность, уже не соответствует требованиям современных войн. В борьбу за право оснащения солдат автоматами 21 века включился и завод Дегтярева. Конструкторы представили уникальную по своим характеристикам модель А-545, представляющую собой усовершенствованный вариант автомата АЕК-9. 71.
Особенностью конструкции является механизм, устраняющий отдачу — так называемый телескопический балансир. Он делает стрельбу плавной, что обеспечивает высокую точность, недостижимую для большинства стрелкового оружия.
Первоначально спецкомиссия была склонна принять разработку концерна Калашников АК-12 в качестве основного общевойскового автомата ввиду его более простой конструкции и удешевления производства. Однако, учитывая выдающиеся стрелковые качества А-545, было принято решение ввести в войска обе модели.
Культиватор 43 куб.см — силовое оборудование Champion
Описание
Компания Champion Power Equipment создала этот портативный мотокультиватор, обеспечивающий высокую производительность в компактном, легком в управлении дизайне. Независимо от того, готовите ли вы огород, сажаете кустарник или ухаживаете за газоном, портативный мотокультиватор Champion 100882 обладает всеми функциями, необходимыми для выполнения работы.
Одноцилиндровый двухтактный двигатель объемом 43 куб. см, работающий на смеси бензин/масло в соотношении 50:1, обеспечивает впечатляющую производительность, которая превратит самые сложные работы по саду в удовольствие.
Сборка и настройка не составляет труда сразу после распаковки благодаря четким указаниям и продуманной упаковке с достаточным количеством масла для смешивания одного галлона топлива, мерной бутылью и свечным ключом. Вы будете готовы заняться своим садом или ландшафтным проектом в кратчайшие сроки.
Регулируемая глубина обработки до 6 дюймов обеспечивает универсальность при копании, обработке почвы, прополке или культивации. Четыре зуба из закаленной стали диаметром 8,75 дюйма (22,2 см) и их эффективная двунаправленная конструкция измельчителя не справятся даже с самой сложной почвой. Примечание: культиватор предназначен для рыхления почвы на существующих посадочных площадках, прополки территории в период вегетации или внесения компоста в почву. Не подходит для рыхления твердой, плотной почвы.
При весе всего 33,5 фунта (15,2 кг) и ширине всего 17,7 дюймов (45 см) этот культиватор идеально подходит для перемещения по ограниченному пространству, работы у заборов и обработки почвы рядом с хрупкими растениями. Легкий и компактный дизайн работает как тяжеловес, в то время как вы наслаждаетесь плавной маневренностью и удобными рукоятками, когда выполняете свой список дел на открытом воздухе.
Этот культиватор сертифицирован EPA, освобожден от CARB и сертифицирован EPA. Покупайте с уверенностью — служба поддержки Champion и наша общенациональная сеть сервисных центров подкрепят вашу покупку двухлетней ограниченной гарантией и БЕСПЛАТНОЙ пожизненной технической поддержкой.
Как выбрать
Стандартные вращающиеся лапы (SRT)
Стандартные фрезы с вращающимися лапами. Видно, что фрезы вращаются вперед, «тяня» румпель вперед. Эту функцию можно использовать как с самоходными колесами, так и без них.


 Наши эксперты гарантируют выход на производителя напрямую, создают все условия для результативного сотрудничества.
Наши эксперты гарантируют выход на производителя напрямую, создают все условия для результативного сотрудничества. 00 до 18.00
00 до 18.00

 Если Вас интересуют закупки продукции корейского производителя отличного качества по доступной цене, тогда к Вашим услугам наши специалисты.
Если Вас интересуют закупки продукции корейского производителя отличного качества по доступной цене, тогда к Вашим услугам наши специалисты.

 Если вам нужен быстрый, надежный и доступный сервис, выберите Veem.
Если вам нужен быстрый, надежный и доступный сервис, выберите Veem. Весь контент предоставляется строго «как есть», и мы не даем никаких гарантий или заявлений относительно Контента.0003
Весь контент предоставляется строго «как есть», и мы не даем никаких гарантий или заявлений относительно Контента.0003


 Все это позволяет свести к нулю риск попадания в атмосферу опасных выхлопов или зараженных инфекцией газов.
Все это позволяет свести к нулю риск попадания в атмосферу опасных выхлопов или зараженных инфекцией газов.


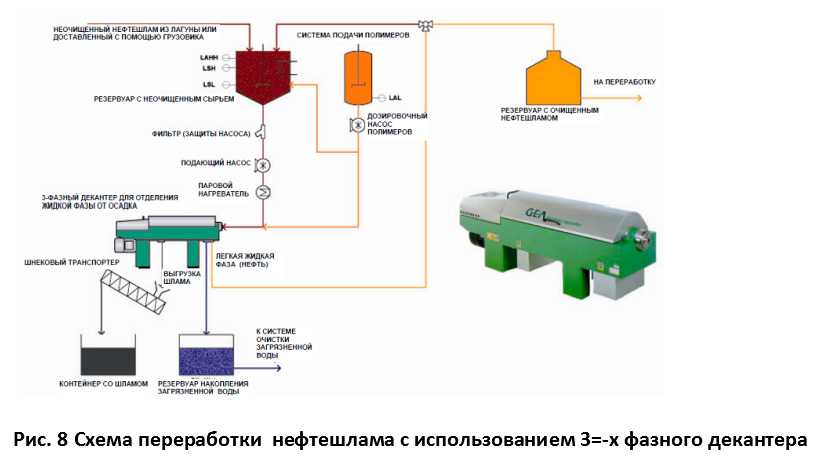



 Наверх
Наверх Некоторые процессы обработки позволяют извлекать отходы и повторно использовать их в производственных условиях, в то время как другие процессы обработки значительно сокращают количество опасных отходов.
Некоторые процессы обработки позволяют извлекать отходы и повторно использовать их в производственных условиях, в то время как другие процессы обработки значительно сокращают количество опасных отходов.
 Резервуары изготавливаются из самых разных материалов, включая сталь, пластик, стекловолокно и бетон.
Резервуары изготавливаются из самых разных материалов, включая сталь, пластик, стекловолокно и бетон. При правильном выполнении этот процесс уничтожает токсичные органические компоненты в опасных отходах и уменьшает объем отходов, которые необходимо утилизировать.
При правильном выполнении этот процесс уничтожает токсичные органические компоненты в опасных отходах и уменьшает объем отходов, которые необходимо утилизировать. Эти блоки выбраны и спроектированы таким образом, чтобы свести к минимуму вероятность выброса опасных отходов в окружающую среду. Стандарты проектирования полигонов опасных отходов требуют:
Эти блоки выбраны и спроектированы таким образом, чтобы свести к минимуму вероятность выброса опасных отходов в окружающую среду. Стандарты проектирования полигонов опасных отходов требуют: Наземные водохранилища для опасных отходов должны быть сооружены с:
Наземные водохранилища для опасных отходов должны быть сооружены с: Это достигается нанесением опасных отходов непосредственно на поверхность почвы или включением их в верхние слои почвы с целью деградации, преобразования или иммобилизации опасных компонентов. Установки обработки земли полагаются на физические, химические и биологические процессы, происходящие в верхних слоях почвы, для удержания отходов. По этой причине в установках не требуется систем футеровки или систем сбора и удаления фильтрата.
Это достигается нанесением опасных отходов непосредственно на поверхность почвы или включением их в верхние слои почвы с целью деградации, преобразования или иммобилизации опасных компонентов. Установки обработки земли полагаются на физические, химические и биологические процессы, происходящие в верхних слоях почвы, для удержания отходов. По этой причине в установках не требуется систем футеровки или систем сбора и удаления фильтрата.
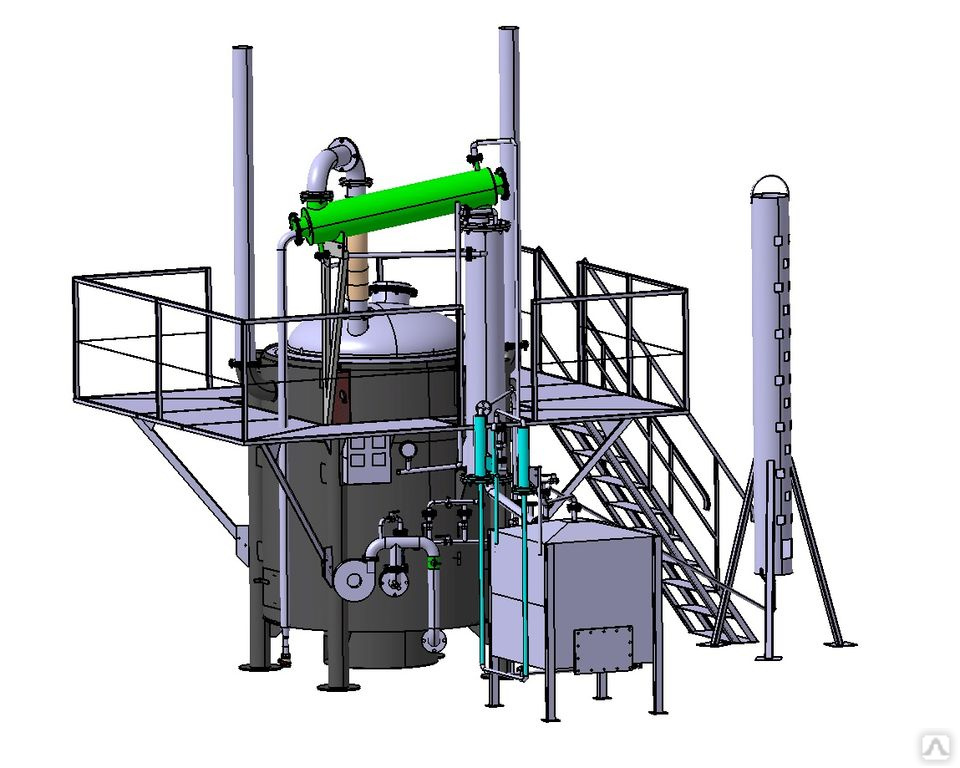
 Объект сжигает твердые бытовые отходы для получения энергии в виде электричества.
Объект сжигает твердые бытовые отходы для получения энергии в виде электричества.
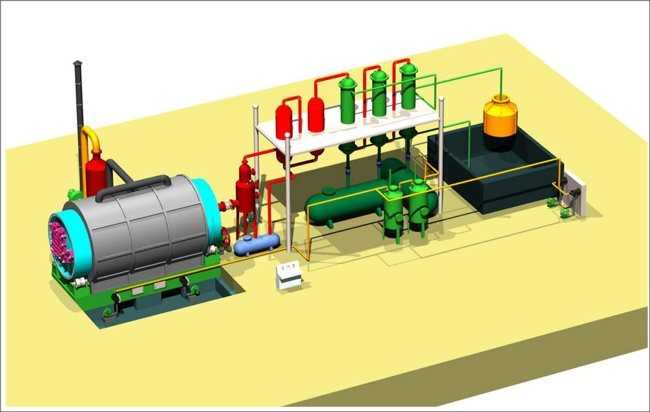 Это 18-минутное видео рассказывает учащимся о важности сокращения отходов, а также о науке преобразования отходов в энергию. Распечатайте этот лист и проверьте свои знания во время просмотра видео или после него.
Это 18-минутное видео рассказывает учащимся о важности сокращения отходов, а также о науке преобразования отходов в энергию. Распечатайте этот лист и проверьте свои знания во время просмотра видео или после него. Книга доступна бесплатно . Запросите собственную копию сегодня!
Книга доступна бесплатно . Запросите собственную копию сегодня!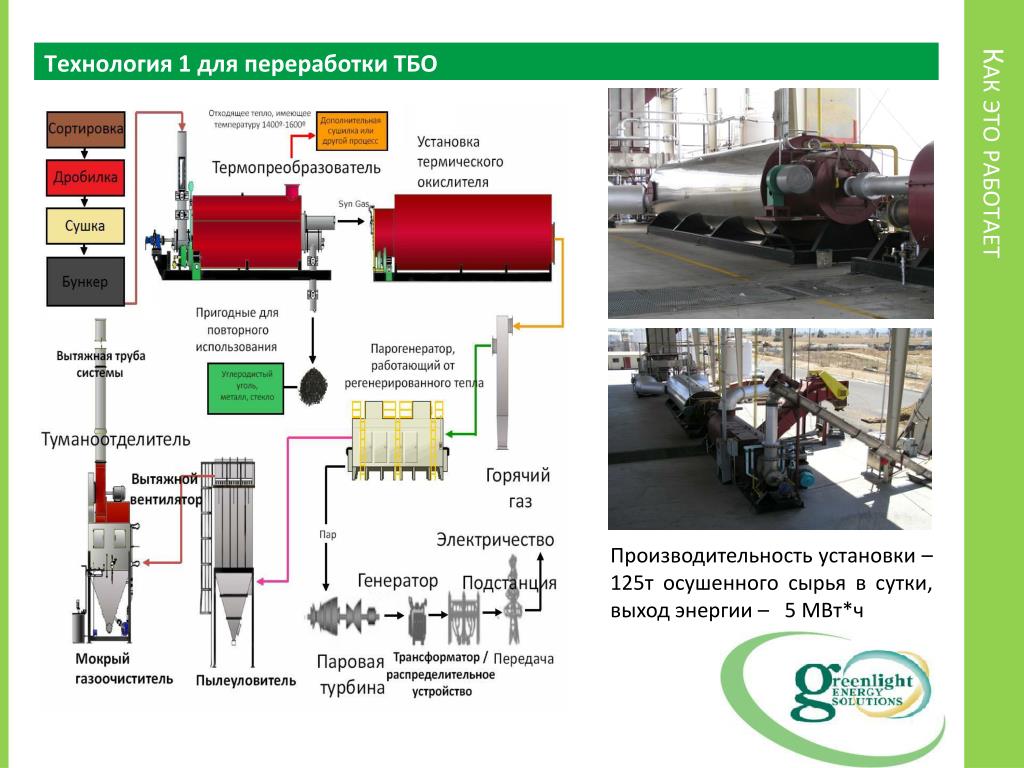

 (в зависимости от модели устройства). Данная технология позволяет наносить капли минимально возможного объема для воспроизведения светлых областей изображения, участков с очень высокой детализацией, плавными цветовыми переходами и т. п.
(в зависимости от модели устройства). Данная технология позволяет наносить капли минимально возможного объема для воспроизведения светлых областей изображения, участков с очень высокой детализацией, плавными цветовыми переходами и т. п. Ведь заполнение листа каплями по 40 или 50 пл займет гораздо меньше времени, чем, скажем, каплями объемом в 3-5 пл. Да, можно себе представить, каким ужасным 🙂 будет лицо на фотографии, если его печатать каплями 50 пл! Однако если его воспроизводить только каплями по 3-4 пл, то это будет невероятно долгий процесс, с которым трудно смирится, даже несмотря на лучший результат. Какие напрашиваются выводы? Совершенно верно, при струйной печати необходимо найти разумный компромисс между нанесением больших и маленьких капель. В поисках этого самого компромисса между скоростью и качеством печати и была разработана технология изменяемого размера капли.
Ведь заполнение листа каплями по 40 или 50 пл займет гораздо меньше времени, чем, скажем, каплями объемом в 3-5 пл. Да, можно себе представить, каким ужасным 🙂 будет лицо на фотографии, если его печатать каплями 50 пл! Однако если его воспроизводить только каплями по 3-4 пл, то это будет невероятно долгий процесс, с которым трудно смирится, даже несмотря на лучший результат. Какие напрашиваются выводы? Совершенно верно, при струйной печати необходимо найти разумный компромисс между нанесением больших и маленьких капель. В поисках этого самого компромисса между скоростью и качеством печати и была разработана технология изменяемого размера капли. 2) и способна оптимизировать скорость печати. Оптимальный результат достигается благодаря применению интеллектуальной системы формирования чернильных капель для разных участков изображения: за один проход печатающая головка использует и микрокапли — для передачи тонких цветовых градаций, и более крупные капли — для заливки темных и сплошных областей, естественно, без какого-либо ущерба для визуального качества картинки. В итоге при минимальных затратах времени формируется отпечаток высокого качества, близкий к реальному фотографическому.
2) и способна оптимизировать скорость печати. Оптимальный результат достигается благодаря применению интеллектуальной системы формирования чернильных капель для разных участков изображения: за один проход печатающая головка использует и микрокапли — для передачи тонких цветовых градаций, и более крупные капли — для заливки темных и сплошных областей, естественно, без какого-либо ущерба для визуального качества картинки. В итоге при минимальных затратах времени формируется отпечаток высокого качества, близкий к реальному фотографическому.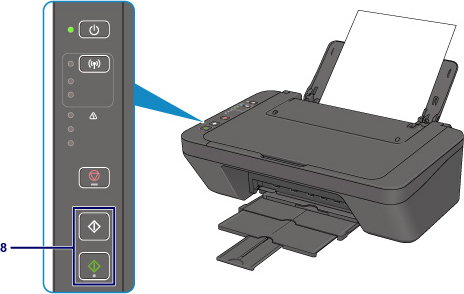 Капли среднего и большого размера наносятся на более темные участки изображения, характеризующиеся низкой детализацией, а маленькие капли формируют светлые области (рис. 3). В итоге, темные участки изображения максимально быстро заполняются каплями среднего и большого размера (рис. 4).
Капли среднего и большого размера наносятся на более темные участки изображения, характеризующиеся низкой детализацией, а маленькие капли формируют светлые области (рис. 3). В итоге, темные участки изображения максимально быстро заполняются каплями среднего и большого размера (рис. 4). Сила тока больше, частота колебаний пьезоэлемента выше, формируемая капля больше. Для получения капель самого большого размера используется даже 2 одиночных электрических импульса (рис. 6).
Сила тока больше, частота колебаний пьезоэлемента выше, формируемая капля больше. Для получения капель самого большого размера используется даже 2 одиночных электрических импульса (рис. 6).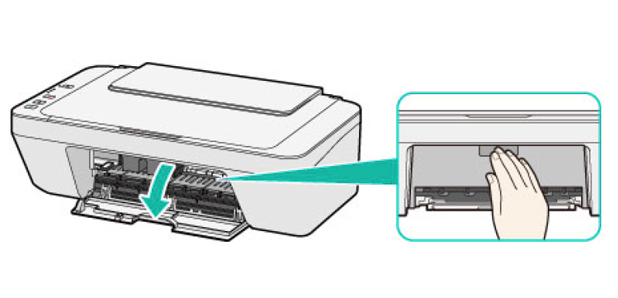 Особо притязательны профессионально занимающиеся графикой специалисты. Однако и домашние пользователи нынче изрядно подняли уровень своих запросов — струйный принтер нужен им теперь не только для печати текста и простеньких цветных документов. В значительной степени такое повышение уровня потребительских требований в последние годы к технике обусловлено стремительным ростом популярности цифровых технологий, прогрессированием рынка цифровых устройств: камер, сканеров и т. п. Важно и то, что новейшие разработки становятся доступными все боле широкому кругу потребителей.
Особо притязательны профессионально занимающиеся графикой специалисты. Однако и домашние пользователи нынче изрядно подняли уровень своих запросов — струйный принтер нужен им теперь не только для печати текста и простеньких цветных документов. В значительной степени такое повышение уровня потребительских требований в последние годы к технике обусловлено стремительным ростом популярности цифровых технологий, прогрессированием рынка цифровых устройств: камер, сканеров и т. п. Важно и то, что новейшие разработки становятся доступными все боле широкому кругу потребителей.
 И хотя этот недостаток в некоторых случаях может быть связан с невысоким качеством бумаги, тем не менее, подобный порок свойственен струйной технологии в целом, а поэтому избежать его полностью достаточно сложно. А ведь при печати, например, лица крупным планом на листе формата А4 этот нюанс становится особенно критичным — малейшее проявление какой-либо регулярной структуры на распечатке сразу бросается в глаза (рис. 7). И только возможность печати с разрешением 2880 dpi позволила почти полностью устранить данный недостаток, благодаря как более плотному заполнению печатаемой области, так и более аккуратному позиционированию точек на бумаге (рис. 8).
И хотя этот недостаток в некоторых случаях может быть связан с невысоким качеством бумаги, тем не менее, подобный порок свойственен струйной технологии в целом, а поэтому избежать его полностью достаточно сложно. А ведь при печати, например, лица крупным планом на листе формата А4 этот нюанс становится особенно критичным — малейшее проявление какой-либо регулярной структуры на распечатке сразу бросается в глаза (рис. 7). И только возможность печати с разрешением 2880 dpi позволила почти полностью устранить данный недостаток, благодаря как более плотному заполнению печатаемой области, так и более аккуратному позиционированию точек на бумаге (рис. 8). Технически это достигнуто за счет увеличения количества проходов печатающей головки (рис. 9).
Технически это достигнуто за счет увеличения количества проходов печатающей головки (рис. 9). ширина печати (мм)
ширина печати (мм)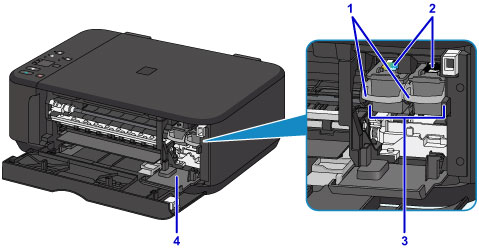 иконки
иконки 4
4 Этот класс устройств отличается высокой производительностью (печать от 5 до 20 тысяч этикеток в день), прочностью и хорошей устойчивостью к воздействию внешних условий. Техника среднего класса применяется в промышленном производстве, складах, сфере грузоперевозок и в дистрибьюторских центрах.
Этот класс устройств отличается высокой производительностью (печать от 5 до 20 тысяч этикеток в день), прочностью и хорошей устойчивостью к воздействию внешних условий. Техника среднего класса применяется в промышленном производстве, складах, сфере грузоперевозок и в дистрибьюторских центрах. ru/shtrih-kodirovanie-i-identifikaciya/printery-etiketok/klass-printera:sredniy?sort=p.price&order=ASC»>Сортировка: Цена (низкая > высокая)
ru/shtrih-kodirovanie-i-identifikaciya/printery-etiketok/klass-printera:sredniy?sort=p.price&order=ASC»>Сортировка: Цена (низкая > высокая) ru/shtrih-kodirovanie-i-identifikaciya/printery-etiketok/klass-printera:sredniy?limit=30″>Показать: 30
ru/shtrih-kodirovanie-i-identifikaciya/printery-etiketok/klass-printera:sredniy?limit=30″>Показать: 30 ru/shtrih-kodirovanie-i-identifikaciya/printery-etiketok/klass-printera:sredniy?sort=pd.name&order=DESC»>Сортировка: Название (Я — А)
ru/shtrih-kodirovanie-i-identifikaciya/printery-etiketok/klass-printera:sredniy?sort=pd.name&order=DESC»>Сортировка: Название (Я — А) 73 ₽
73 ₽ ширина печати (мм)
ширина печати (мм) 48 ₽
48 ₽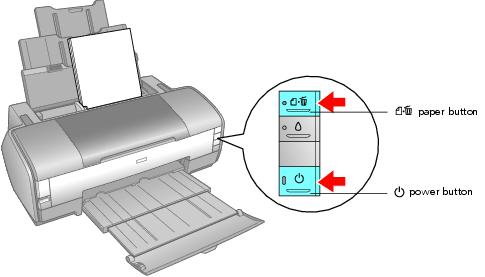 ширина печати (мм)
ширина печати (мм) 54 ₽
54 ₽ ширина печати (мм)
ширина печати (мм) 83 ₽
83 ₽ ширина печати (мм)
ширина печати (мм) 26 ₽
26 ₽ ширина печати (мм)
ширина печати (мм)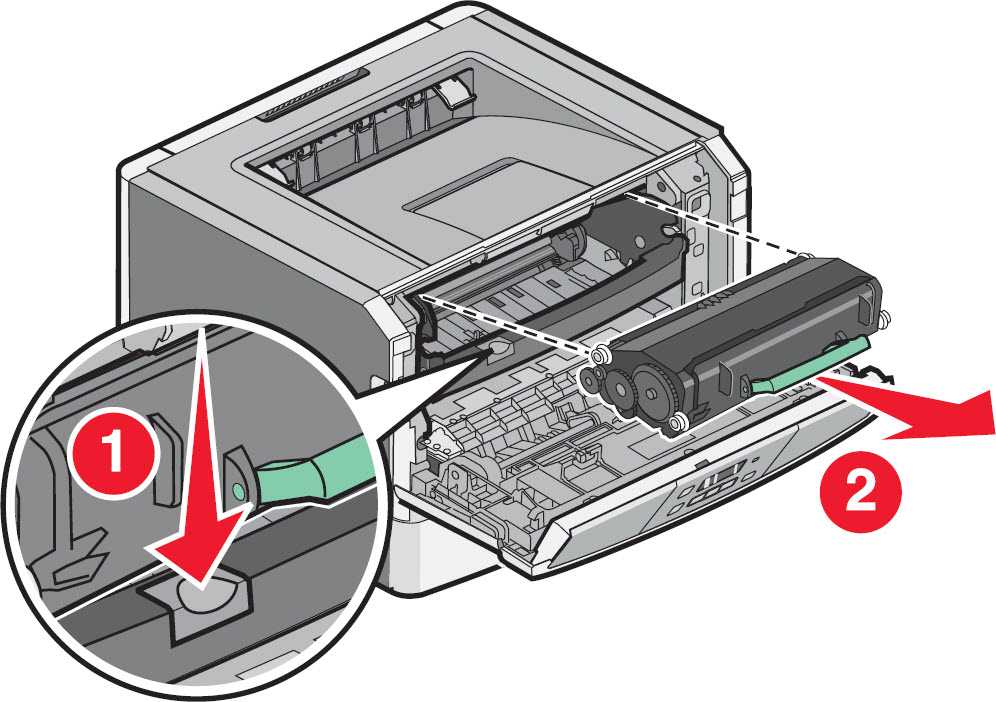 47 ₽
47 ₽ ширина печати (мм)
ширина печати (мм) 58 ₽
58 ₽ ширина печати (мм)
ширина печати (мм) 97 ₽
97 ₽ ширина печати (мм)
ширина печати (мм) Невзирая на то, что они относятся к среднему сегменту, техника может различаться по качеству, скорости печати, а также производительности.
Невзирая на то, что они относятся к среднему сегменту, техника может различаться по качеству, скорости печати, а также производительности. К сожалению, последний труднее всего сравнивать, потому что на качество отпечатка влияет очень много переменных.
К сожалению, последний труднее всего сравнивать, потому что на качество отпечатка влияет очень много переменных.
 Связанный с этим измеряемый термин, помогающий оценить печатные машины, — это количество точек на квадратный дюйм или DPI, но вопрос о размере пиколитра действительно упрощает ситуацию и помогает вам избежать любых искажений, таких как явное разрешение и искаженные заявления DPI.
Связанный с этим измеряемый термин, помогающий оценить печатные машины, — это количество точек на квадратный дюйм или DPI, но вопрос о размере пиколитра действительно упрощает ситуацию и помогает вам избежать любых искажений, таких как явное разрешение и искаженные заявления DPI. Используя капли разного размера, человеческий глаз обманывается, заставляя видеть гладкое изображение. Маленькие капли обеспечивают мельчайшие детали изображения, а более крупные капли обеспечивают покрытие и плотность цвета. Возможность печати нескольких размеров капель означает, что вы получаете более высокую производительность и высокое качество, используя меньшее количество сопел.
Используя капли разного размера, человеческий глаз обманывается, заставляя видеть гладкое изображение. Маленькие капли обеспечивают мельчайшие детали изображения, а более крупные капли обеспечивают покрытие и плотность цвета. Возможность печати нескольких размеров капель означает, что вы получаете более высокую производительность и высокое качество, используя меньшее количество сопел. Однако наиболее важным фактором при оценке качества печати всегда будет размер капли в пиколитре.[/fusion_builder_column][/fusion_builder_row][/fusion_builder_container]
Однако наиболее важным фактором при оценке качества печати всегда будет размер капли в пиколитре.[/fusion_builder_column][/fusion_builder_row][/fusion_builder_container] DPI относится к количеству точек на дюйм, а пиколитры — это единицы измерения, относящиеся к размеру этих точек. Узнайте ниже, как эти факторы влияют на качество струйной печати.
DPI относится к количеству точек на дюйм, а пиколитры — это единицы измерения, относящиеся к размеру этих точек. Узнайте ниже, как эти факторы влияют на качество струйной печати.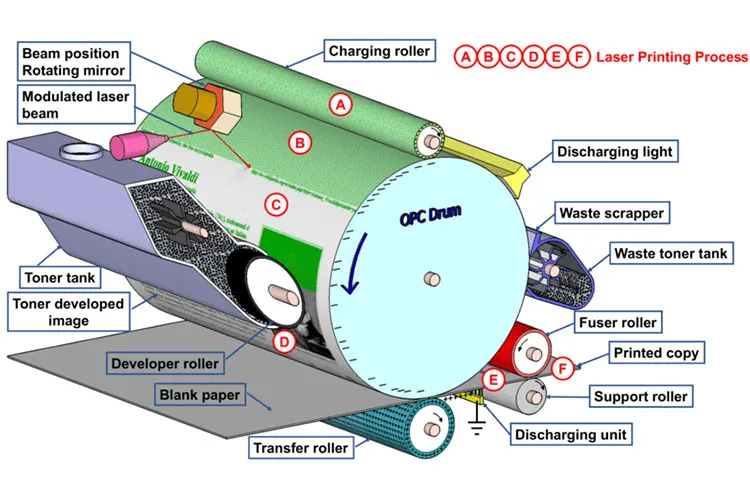 Следовательно, пиколитр равен тысяче кубических микрометров или одной миллионной части метра. Эти пропорции действительно ошеломляют, но они иллюстрируют, почему выгодно выбирать принтер, капли которого измеряются очень маленькими пиколитрами.
Следовательно, пиколитр равен тысяче кубических микрометров или одной миллионной части метра. Эти пропорции действительно ошеломляют, но они иллюстрируют, почему выгодно выбирать принтер, капли которого измеряются очень маленькими пиколитрами. В этом случае чернила нагреваются до появления пузырьков. Когда пузырьки лопаются, чернила проталкиваются через сопла на бумагу. Процесс чрезвычайно эффективен, а технология очень доступна. Другой вариант — пьезоэлектрическая технология, основанная на вибрациях, а не на тепле. Электрические заряды заставляют кристаллы вибрировать, в результате чего мелкие капельки чернил вылетают из сопел. В любом случае размер образующихся капель измеряется в пиколитрах.
В этом случае чернила нагреваются до появления пузырьков. Когда пузырьки лопаются, чернила проталкиваются через сопла на бумагу. Процесс чрезвычайно эффективен, а технология очень доступна. Другой вариант — пьезоэлектрическая технология, основанная на вибрациях, а не на тепле. Электрические заряды заставляют кристаллы вибрировать, в результате чего мелкие капельки чернил вылетают из сопел. В любом случае размер образующихся капель измеряется в пиколитрах.

 Учет всех этих требований
Учет всех этих требований Во-первых, повышение
Во-первых, повышение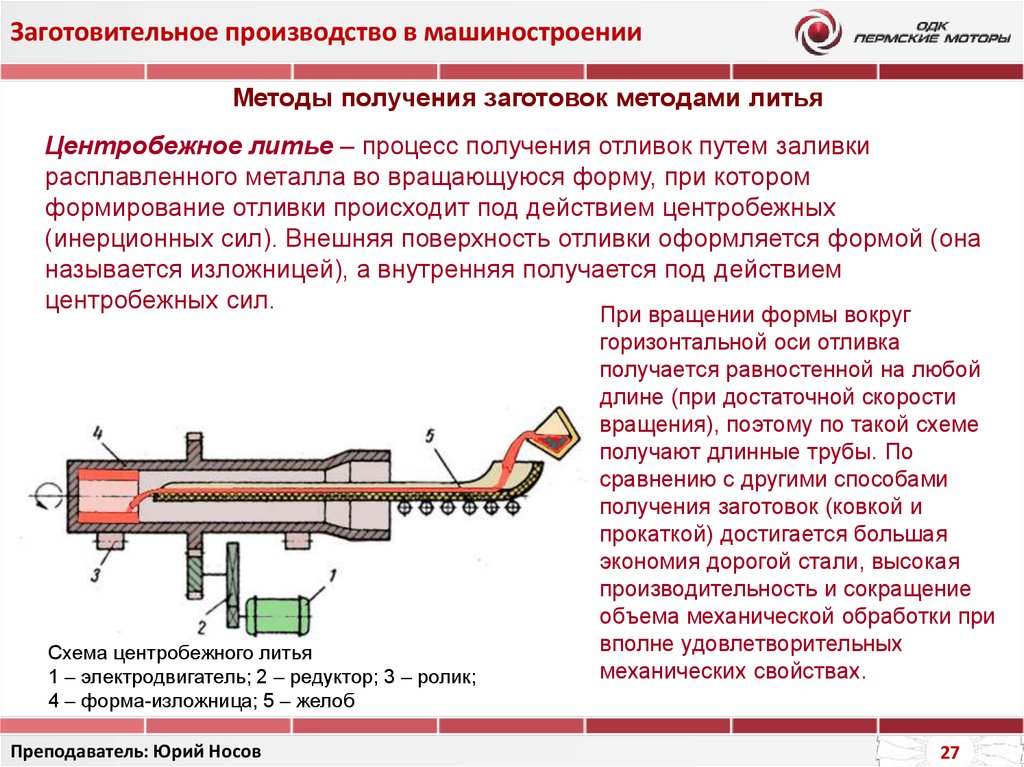 В настоящее время
В настоящее время
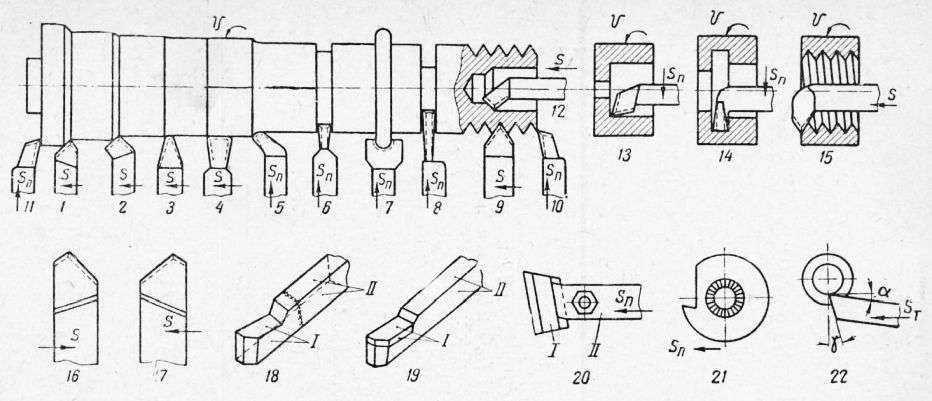

 Классифицируют
Классифицируют ПРОДУКЦИЯ И УСЛУГИ
РЫБОЛОВСТВА
0510000 УЛОВ РЫБЫ, КИТОВ, РАКООБРАЗНЫХ, МОЛЛЮСКОВ И ДОБЫЧА ПРОЧИХ
МОРЕПРОДУКТОВ
0511000 РЫБА ЖИВАЯ, СВЕЖАЯ ИЛИ ОХЛАЖДЕННАЯ
0511100 Рыба живая товарная (выращенная)
0511101 Форель живая
0511102 Угорь живой
0511103 Карп живой
0511109 Рыба живая прочая
0511110 Сельдь атлантическая
0511111 Сельдь атлантическая жирная
0511112 Сельдь атлантическая нежирная
0511120 Сельдь тихоокеанская
0511121 Сельдь тихоокеанская жирная
0511122 Сельдь тихоокеанская нежирная
0511130 Сельдь каспийско - черноморская
0511131 Сельдь азово - черноморская
0511132 Сельдь азово - донская
0511133 Сельдь дунайская
0511134 Сельдь керченская
0511135 Сельдь каспийская
0511136 Сельдь черноспинка (залом)
0511140 Сельдь прочая
0511141 Сельдь круглая (этрумеус)
0511142 Сельдь круглая (опистонема)
0511143 Сельдь круглая (помолобус)
0511144 Сельдь фолклендская (южная)
0511145 Белоция
0511150 Сардины
0511151 Сардина атлантическая (пилчард)
0511152 Сардинелла
0511153 Сардинопс
0511154 Иваси
0511160 Килька
0511170 Тюлька
0511180 Салака
0511190 Сардель (шпрот черноморский)
0511200 Шпрот североморский
0511210 Корюшка
0511220 Снеток
0511230 Анчоусовые рыбы
0511231 Хамса
0511232 Анчоус
0511240 Макрелещуковые рыбы
0511241 Сайра
0511242 Макрелещука
0511250 Зубатка
0511251 Зубатка пестрая
0511252 Зубатка полосатая
0511253 Зубатка синяя
0511260 Нототения
0511261 Нототения мраморная
0511262 Нототения зеленая
0511263 Сквама (нототения серая)
9511270 Рыба - кабан
0511280 Пристипома
0511290 Тресковые рыбы
0511291 Треска
0511292 Пикша
0511293 Сайда
0511294 Мерланг
0511295 Хек серебристый
0511296 Хек тихоокеанский
0511297 Минтай
0511300 Налим, навага, сайка и тресковые прочие
0511301 Налим морской
0511302 Налим речной и озерный
0511303 Навага
0511304 Полярная тресочка (сайка)
0511305 Путассу
0511306 Макрурус
0511309 Тресковые рыбы прочие
0511310 Камбала
0511311 Камбала атлантическая
0511312 Камбала дальневосточная
0511313 Камбала азово - черноморская
0511320 Палтус
0511321 Палтус белокорый (обыкновенный)
0511322 Палтус корейский
0511323 Палтус синекорый
0511324 Палтус стрелозубый
0511330 Морской окунь (скорпена)
0511331 Морской окунь атлантический
0511340 Берикс
0511350 Макруронус
0511360 Рыба - сабля
0511370 Снек
0511380 Терпуг
0511390 Гладкоголов
0511400 Мавроликус
0511410 Красноглазка
0511420 Эпигонус
0511430 Карась морской
0511431 Карась морской кубинский
0511432 Карась морской океанический
0511433 Карась морской серый (бесуго)
0511440 Угольная рыба
0511450 Тунец
0511451 Тунец крупный
0511452 Тунец мелкий
0511460 Акула
0511461 Акула сельдевая
0511462 Акула серо - голубая
0511463 Акула макрелевая
0511464 Акула кунья
0511465 Акула серая
0511466 Акула - бык
0511467 Акула синяя
0511468 Акула - молот
0511469 Акула колючая (акула - катран)
0511470 Скаты
0511471 Скат звездчатый
0511472 Скат листовидный
0511473 Скат северный
0511480 Мойва
0511490 Аргентина
0511500 Пеламида (бонито)
0511510 Ставрида
0511511 Ставрида океаническая
0511512 Ставрида черноморская
0511520 Скумбрия
0511521 Скумбрия океаническая
0511522 Скумбрия дальневосточная
0511523 Скумбрия черноморская
0511524 Скумбрия австралийская
0511530 Бычок
0511531 Бычок азово - черноморский
0511532 Бычок дальневосточный
0511540 Кефаль
0511541 Кефаль азово - черноморская
0511542 Кефаль каспийская
0511543 Кефаль океаническая (пелингас)
0511544 Кефаль лобан
0511550 Осетровые рыбы
0511551 Осетр
0511552 Севрюга
0511553 Белуга
0511554 Шип
0511555 Стерлядь
0511556 Калуга
0511557 Бестер
0511560 Сиговые рыбы
0511561 Муксун
0511562 Омуль
0511563 Пелядь (сырок)
0511564 Сиг европейский
0511565 Сиг сибирский (пыжьян)
0511566 Сиг амурский
0511567 Тугун (сельдь сосьвинская)
0511568 Чир (чирус)
0511570 Дальневосточные лососи
0511572 Кета
0511573 Горбуша
0511574 Кижуч
0511575 Нерка (красная)
0511576 Чавыча
0511577 Сима
0511580 Благородные лососи
0511581 Лосось балтийский
0511582 Лосось каспийский
0511583 Семга
0511584 Кумжа
0511585 Форель ручьевая и озерная
0511586 Форель севанская
0511587 Лох
0511610 Голец
0511611 Мальма (голец дальневосточный)
0511612 Голец арктический (северный)
0511613 Палия
0511614 Кунджа
0511620 Нельма
0511630 Белорыбица
0511640 Таймень
0511650 Угорь
0511651 Угорь речной
0511652 Угорь балтийский
0511660 Минога
0511661 Минога речная
0511662 Минога дальневосточная
0511670 Тарань
0511671 Тарань азовская
0511672 Тарань цимлянская
0511673 Тарань азербайджанская
0511680 Вобла
0511690 Судак пресноводный
0511700 Сазан пресноводный
0511710 Лещ
0511720 Сом пресноводный
0511730 Амур
0511731 Амур белый
0511732 Амур черный
0511733 Амур прудовых хозяйств
0511740 Толстолобик
0511750 Щука пресноводная
0511760 Карп пресноводный
0511770 Шемая
0511771 Шемая каспийская
0511772 Шемая азово - черноморская
0511773 Шемая аральская
0511774 Шемая азербайджанская
0511780 Рыбец
0511781 Рыбец каспийский
0511782 Рыбец азово - черноморский
0511783 Рыбец балтийский
0511790 Верхогляд, вырезуб, голавль, густера
0511791 Верхогляд
0511792 Вырезуб
0511793 Голавль
0511794 Густера
0511800 Елец, желтощек, жерех, белоглазка
0511801 Елец
0511802 Желтощек
0511803 Жерех
0511804 Белоглазка
0511810 Красноперка, карась, конь - рыба, кутум, ерш
0511811 Красноперка
0511812 Карась речной и озерный
0511813 Конь - рыба
0511814 Кутум
0511815 Ерш дальневосточный
0511820 Линь
0511830 Окунь
0511840 Плотва (сорога, чебак)
0511850 Ряпушка
0511860 Чехонь, синец, ушань
0511870 Хариус, подуст, язь
0511880 Рыба пресноводная прочая, не включенная в другие
группировки
0511890 Горбылевые рыбы
0511891 Горбыль
0511892 Капитан
0511893 Умбрина
0511894 Форель морская
0511895 Крокер
0511900 Мерроу, рифовые окуни
0511901 Мерроу
0511902 Парго
0511903 Паргетта
0511904 Лутьян
0511905 Куберо
0511906 Рабирубия (рубия)
0511910 Рыбы морские прочие
0511911 Атерина (ферина)
0511912 Альбула
0511913 Бельдюга
0511914 Барабуля
0511915 Баттерфиш
0511916 Вомер
0511917 Губан (перро)
0511918 Джакас
0511919 Дрепана (рыба - лопата)
0511921 Заурида (саурида)
0511922 Змееголов
0511923 Зубан
0511924 Каранкс
0511925 Клыкач
0511926 Угорь морской
0511927 Лещ морской
0511928 Лимонема
0511931 Лихия
0511932 Летрина
0511933 Лаврак
0511934 Ледяная рыба
0511935 Луфарь
0511936 Мольва
0511937 Марлин
0511938 Масляная рыба
0511939 Макрель
0511941 Меч - рыба
0511942 Муренощука
0511943 Морской ерш
0511944 Нигрита
0511945 Нитепер
0511946 Рогатка
0511947 Окунь каменный
0511948 Полинемус
0511951 Пагр (пагрус)
0511952 Парусник
0511953 Петух морской
0511954 Плоскоголов
0511955 Помадазис
0511956 Грантер
0511957 Помпано серебристый
0511958 Пила - рыба
0511961 Рыба летучая
0511962 Сарнган
0511963 Сом морской
0511964 Сом океанический
0511965 Сладкогуб
0511966 Солнечник
0511967 Игла морская
0511968 Сериола (желтохвост)
0511969 Сериолелла
0511971 Сиганус
0511972 Тайл - фиш
0511973 Скап океанический
0511974 Строма
0511975 Смарида
0511976 Тюрбо
0511977 Чопа (чоп)
0511978 Хиннис
0511979 Язык морской
0511990 Морские рыбы прочие, не включенные в другие группировки
0512000 КИТЫ, ДЕЛЬФИНЫ, РАКООБРАЗНЫЕ, МОЛЛЮСКИ И МОРЕПРОДУКТЫ
ДОБЫВАЕМЫЕ ПРОЧИЕ
0512120 Киты усатые
0512121 Полосатик
0512122 Кит синий (голубой)
0512123 Финвал
0512124 Сейвал
0512125 Брайда
0512126 Полосатик малый (минке)
0512127 Горбатый (горбач)
0512130 Киты зубатые
0512131 Кашалот
0512132 Берардиус
0512133 Бутылконос
0512140 Дельфины
0512141 Белуха
0512142 Дельфин - белобочка
0512143 Свинья морская
0512144 Свинья морская белокрылая
0512145 Афалина
0512160 Крабы
0512161 Краб настоящий
0512162 Крабоид
0512169 Крабы прочие
0512170 Креветки
0512171 Креветки примитивные
0512172 Креветки тропические (пенеусы)
0512173 Креветки тропические шельфовые
0512174 Креветки тропические глубоководные
0512175 Креветки северные
0512176 Креветки травяные дальневосточные
0512177 Креветки травяные черноморские
0512178 Креветки песчаные
0512179 Креветки шримс - медвежонок
0512180 Омары
0512190 Лангусты
0512200 Раки пресноводные
0512210 Криль
0512300 Моллюски
0512301 Кальмары и каракатицы
0512302 Осьминог
0512303 Леда
0512304 Рапана
0512305 Мидия
0512306 Гребешок морской
0512307 Устрицы
0512308 Трепанг
0512309 Моллюски прочие
0512310 Иглокожие
0512311 Кукумария
0512312 Иглокожие прочие
0512410 Водоросли зеленые
0512420 Водоросли бурые
0512421 Десмарестия
0512422 Ламинария (морская капуста)
0512423 Алария дудчатая
0512424 Алария съедобная
0512425 Лессония
0512426 Аскофиллум
0512427 Фукусы
0512428 Цистозира бородатая
0512429 Саргассы
0512430 Водоросли красные
0512431 Фурцеллярия
0512432 Филлофора
0512433 Анфельция
0512434 Фондрус
0512440 Зоостера
ПРОДУКЦИЯ И УСЛУГИ
РЫБОЛОВСТВА
0510000 УЛОВ РЫБЫ, КИТОВ, РАКООБРАЗНЫХ, МОЛЛЮСКОВ И ДОБЫЧА ПРОЧИХ
МОРЕПРОДУКТОВ
0511000 РЫБА ЖИВАЯ, СВЕЖАЯ ИЛИ ОХЛАЖДЕННАЯ
0511100 Рыба живая товарная (выращенная)
0511101 Форель живая
0511102 Угорь живой
0511103 Карп живой
0511109 Рыба живая прочая
0511110 Сельдь атлантическая
0511111 Сельдь атлантическая жирная
0511112 Сельдь атлантическая нежирная
0511120 Сельдь тихоокеанская
0511121 Сельдь тихоокеанская жирная
0511122 Сельдь тихоокеанская нежирная
0511130 Сельдь каспийско - черноморская
0511131 Сельдь азово - черноморская
0511132 Сельдь азово - донская
0511133 Сельдь дунайская
0511134 Сельдь керченская
0511135 Сельдь каспийская
0511136 Сельдь черноспинка (залом)
0511140 Сельдь прочая
0511141 Сельдь круглая (этрумеус)
0511142 Сельдь круглая (опистонема)
0511143 Сельдь круглая (помолобус)
0511144 Сельдь фолклендская (южная)
0511145 Белоция
0511150 Сардины
0511151 Сардина атлантическая (пилчард)
0511152 Сардинелла
0511153 Сардинопс
0511154 Иваси
0511160 Килька
0511170 Тюлька
0511180 Салака
0511190 Сардель (шпрот черноморский)
0511200 Шпрот североморский
0511210 Корюшка
0511220 Снеток
0511230 Анчоусовые рыбы
0511231 Хамса
0511232 Анчоус
0511240 Макрелещуковые рыбы
0511241 Сайра
0511242 Макрелещука
0511250 Зубатка
0511251 Зубатка пестрая
0511252 Зубатка полосатая
0511253 Зубатка синяя
0511260 Нототения
0511261 Нототения мраморная
0511262 Нототения зеленая
0511263 Сквама (нототения серая)
9511270 Рыба - кабан
0511280 Пристипома
0511290 Тресковые рыбы
0511291 Треска
0511292 Пикша
0511293 Сайда
0511294 Мерланг
0511295 Хек серебристый
0511296 Хек тихоокеанский
0511297 Минтай
0511300 Налим, навага, сайка и тресковые прочие
0511301 Налим морской
0511302 Налим речной и озерный
0511303 Навага
0511304 Полярная тресочка (сайка)
0511305 Путассу
0511306 Макрурус
0511309 Тресковые рыбы прочие
0511310 Камбала
0511311 Камбала атлантическая
0511312 Камбала дальневосточная
0511313 Камбала азово - черноморская
0511320 Палтус
0511321 Палтус белокорый (обыкновенный)
0511322 Палтус корейский
0511323 Палтус синекорый
0511324 Палтус стрелозубый
0511330 Морской окунь (скорпена)
0511331 Морской окунь атлантический
0511340 Берикс
0511350 Макруронус
0511360 Рыба - сабля
0511370 Снек
0511380 Терпуг
0511390 Гладкоголов
0511400 Мавроликус
0511410 Красноглазка
0511420 Эпигонус
0511430 Карась морской
0511431 Карась морской кубинский
0511432 Карась морской океанический
0511433 Карась морской серый (бесуго)
0511440 Угольная рыба
0511450 Тунец
0511451 Тунец крупный
0511452 Тунец мелкий
0511460 Акула
0511461 Акула сельдевая
0511462 Акула серо - голубая
0511463 Акула макрелевая
0511464 Акула кунья
0511465 Акула серая
0511466 Акула - бык
0511467 Акула синяя
0511468 Акула - молот
0511469 Акула колючая (акула - катран)
0511470 Скаты
0511471 Скат звездчатый
0511472 Скат листовидный
0511473 Скат северный
0511480 Мойва
0511490 Аргентина
0511500 Пеламида (бонито)
0511510 Ставрида
0511511 Ставрида океаническая
0511512 Ставрида черноморская
0511520 Скумбрия
0511521 Скумбрия океаническая
0511522 Скумбрия дальневосточная
0511523 Скумбрия черноморская
0511524 Скумбрия австралийская
0511530 Бычок
0511531 Бычок азово - черноморский
0511532 Бычок дальневосточный
0511540 Кефаль
0511541 Кефаль азово - черноморская
0511542 Кефаль каспийская
0511543 Кефаль океаническая (пелингас)
0511544 Кефаль лобан
0511550 Осетровые рыбы
0511551 Осетр
0511552 Севрюга
0511553 Белуга
0511554 Шип
0511555 Стерлядь
0511556 Калуга
0511557 Бестер
0511560 Сиговые рыбы
0511561 Муксун
0511562 Омуль
0511563 Пелядь (сырок)
0511564 Сиг европейский
0511565 Сиг сибирский (пыжьян)
0511566 Сиг амурский
0511567 Тугун (сельдь сосьвинская)
0511568 Чир (чирус)
0511570 Дальневосточные лососи
0511572 Кета
0511573 Горбуша
0511574 Кижуч
0511575 Нерка (красная)
0511576 Чавыча
0511577 Сима
0511580 Благородные лососи
0511581 Лосось балтийский
0511582 Лосось каспийский
0511583 Семга
0511584 Кумжа
0511585 Форель ручьевая и озерная
0511586 Форель севанская
0511587 Лох
0511610 Голец
0511611 Мальма (голец дальневосточный)
0511612 Голец арктический (северный)
0511613 Палия
0511614 Кунджа
0511620 Нельма
0511630 Белорыбица
0511640 Таймень
0511650 Угорь
0511651 Угорь речной
0511652 Угорь балтийский
0511660 Минога
0511661 Минога речная
0511662 Минога дальневосточная
0511670 Тарань
0511671 Тарань азовская
0511672 Тарань цимлянская
0511673 Тарань азербайджанская
0511680 Вобла
0511690 Судак пресноводный
0511700 Сазан пресноводный
0511710 Лещ
0511720 Сом пресноводный
0511730 Амур
0511731 Амур белый
0511732 Амур черный
0511733 Амур прудовых хозяйств
0511740 Толстолобик
0511750 Щука пресноводная
0511760 Карп пресноводный
0511770 Шемая
0511771 Шемая каспийская
0511772 Шемая азово - черноморская
0511773 Шемая аральская
0511774 Шемая азербайджанская
0511780 Рыбец
0511781 Рыбец каспийский
0511782 Рыбец азово - черноморский
0511783 Рыбец балтийский
0511790 Верхогляд, вырезуб, голавль, густера
0511791 Верхогляд
0511792 Вырезуб
0511793 Голавль
0511794 Густера
0511800 Елец, желтощек, жерех, белоглазка
0511801 Елец
0511802 Желтощек
0511803 Жерех
0511804 Белоглазка
0511810 Красноперка, карась, конь - рыба, кутум, ерш
0511811 Красноперка
0511812 Карась речной и озерный
0511813 Конь - рыба
0511814 Кутум
0511815 Ерш дальневосточный
0511820 Линь
0511830 Окунь
0511840 Плотва (сорога, чебак)
0511850 Ряпушка
0511860 Чехонь, синец, ушань
0511870 Хариус, подуст, язь
0511880 Рыба пресноводная прочая, не включенная в другие
группировки
0511890 Горбылевые рыбы
0511891 Горбыль
0511892 Капитан
0511893 Умбрина
0511894 Форель морская
0511895 Крокер
0511900 Мерроу, рифовые окуни
0511901 Мерроу
0511902 Парго
0511903 Паргетта
0511904 Лутьян
0511905 Куберо
0511906 Рабирубия (рубия)
0511910 Рыбы морские прочие
0511911 Атерина (ферина)
0511912 Альбула
0511913 Бельдюга
0511914 Барабуля
0511915 Баттерфиш
0511916 Вомер
0511917 Губан (перро)
0511918 Джакас
0511919 Дрепана (рыба - лопата)
0511921 Заурида (саурида)
0511922 Змееголов
0511923 Зубан
0511924 Каранкс
0511925 Клыкач
0511926 Угорь морской
0511927 Лещ морской
0511928 Лимонема
0511931 Лихия
0511932 Летрина
0511933 Лаврак
0511934 Ледяная рыба
0511935 Луфарь
0511936 Мольва
0511937 Марлин
0511938 Масляная рыба
0511939 Макрель
0511941 Меч - рыба
0511942 Муренощука
0511943 Морской ерш
0511944 Нигрита
0511945 Нитепер
0511946 Рогатка
0511947 Окунь каменный
0511948 Полинемус
0511951 Пагр (пагрус)
0511952 Парусник
0511953 Петух морской
0511954 Плоскоголов
0511955 Помадазис
0511956 Грантер
0511957 Помпано серебристый
0511958 Пила - рыба
0511961 Рыба летучая
0511962 Сарнган
0511963 Сом морской
0511964 Сом океанический
0511965 Сладкогуб
0511966 Солнечник
0511967 Игла морская
0511968 Сериола (желтохвост)
0511969 Сериолелла
0511971 Сиганус
0511972 Тайл - фиш
0511973 Скап океанический
0511974 Строма
0511975 Смарида
0511976 Тюрбо
0511977 Чопа (чоп)
0511978 Хиннис
0511979 Язык морской
0511990 Морские рыбы прочие, не включенные в другие группировки
0512000 КИТЫ, ДЕЛЬФИНЫ, РАКООБРАЗНЫЕ, МОЛЛЮСКИ И МОРЕПРОДУКТЫ
ДОБЫВАЕМЫЕ ПРОЧИЕ
0512120 Киты усатые
0512121 Полосатик
0512122 Кит синий (голубой)
0512123 Финвал
0512124 Сейвал
0512125 Брайда
0512126 Полосатик малый (минке)
0512127 Горбатый (горбач)
0512130 Киты зубатые
0512131 Кашалот
0512132 Берардиус
0512133 Бутылконос
0512140 Дельфины
0512141 Белуха
0512142 Дельфин - белобочка
0512143 Свинья морская
0512144 Свинья морская белокрылая
0512145 Афалина
0512160 Крабы
0512161 Краб настоящий
0512162 Крабоид
0512169 Крабы прочие
0512170 Креветки
0512171 Креветки примитивные
0512172 Креветки тропические (пенеусы)
0512173 Креветки тропические шельфовые
0512174 Креветки тропические глубоководные
0512175 Креветки северные
0512176 Креветки травяные дальневосточные
0512177 Креветки травяные черноморские
0512178 Креветки песчаные
0512179 Креветки шримс - медвежонок
0512180 Омары
0512190 Лангусты
0512200 Раки пресноводные
0512210 Криль
0512300 Моллюски
0512301 Кальмары и каракатицы
0512302 Осьминог
0512303 Леда
0512304 Рапана
0512305 Мидия
0512306 Гребешок морской
0512307 Устрицы
0512308 Трепанг
0512309 Моллюски прочие
0512310 Иглокожие
0512311 Кукумария
0512312 Иглокожие прочие
0512410 Водоросли зеленые
0512420 Водоросли бурые
0512421 Десмарестия
0512422 Ламинария (морская капуста)
0512423 Алария дудчатая
0512424 Алария съедобная
0512425 Лессония
0512426 Аскофиллум
0512427 Фукусы
0512428 Цистозира бородатая
0512429 Саргассы
0512430 Водоросли красные
0512431 Фурцеллярия
0512432 Филлофора
0512433 Анфельция
0512434 Фондрус
0512440 Зоостера
 Наличие поставщика металла, сертифицированного по стандарту ISO, является ключом к обеспечению качества вашего проекта или процесса. Классификация ISO для металлических заготовок информирует производителей и операторов станков с ЧПУ о подходящих инструментах, скоростях и спецификациях для резки металлических материалов. Продолжайте читать, чтобы узнать больше о сертификатах ISO, сертифицированных ISO материалах, группах материалов ISO для заготовок и таблицах классификации групп материалов ISO.
Наличие поставщика металла, сертифицированного по стандарту ISO, является ключом к обеспечению качества вашего проекта или процесса. Классификация ISO для металлических заготовок информирует производителей и операторов станков с ЧПУ о подходящих инструментах, скоростях и спецификациях для резки металлических материалов. Продолжайте читать, чтобы узнать больше о сертификатах ISO, сертифицированных ISO материалах, группах материалов ISO для заготовок и таблицах классификации групп материалов ISO. ISO 9001 требует, чтобы организации определяли подходящую и эффективную систему управления качеством и следовали ей, а также требовали от них выявления областей, требующих улучшения, и принятия мер для достижения этих улучшений. В результате обычно считается, что организация, претендующая на сертификацию ISO 9001, имеет продукты и услуги, соответствующие стандартам качества.
ISO 9001 требует, чтобы организации определяли подходящую и эффективную систему управления качеством и следовали ей, а также требовали от них выявления областей, требующих улучшения, и принятия мер для достижения этих улучшений. В результате обычно считается, что организация, претендующая на сертификацию ISO 9001, имеет продукты и услуги, соответствующие стандартам качества. Шесть типов групп материалов ISO для заготовок обозначаются серией букв и цветов, при этом каждая группа содержит свои собственные подгруппы.
Шесть типов групп материалов ISO для заготовок обозначаются серией букв и цветов, при этом каждая группа содержит свои собственные подгруппы. Мы обеспечиваем клиентов высококачественным металлическим материалом в малых и больших объемах. Наша ниша — это высококачественные металлы в небольших объемах, что позволяет нам предлагать конкурентоспособные цены и непревзойденный сервис. Если вам требуется материал заготовки для вашего следующего проекта или процесса, просмотрите наши продукты и услуги или получите быстрое предложение сегодня, нажав на ссылку ниже.
Мы обеспечиваем клиентов высококачественным металлическим материалом в малых и больших объемах. Наша ниша — это высококачественные металлы в небольших объемах, что позволяет нам предлагать конкурентоспособные цены и непревзойденный сервис. Если вам требуется материал заготовки для вашего следующего проекта или процесса, просмотрите наши продукты и услуги или получите быстрое предложение сегодня, нажав на ссылку ниже. С. Ся и М. С. Ву},
С. Ся и М. С. Ву},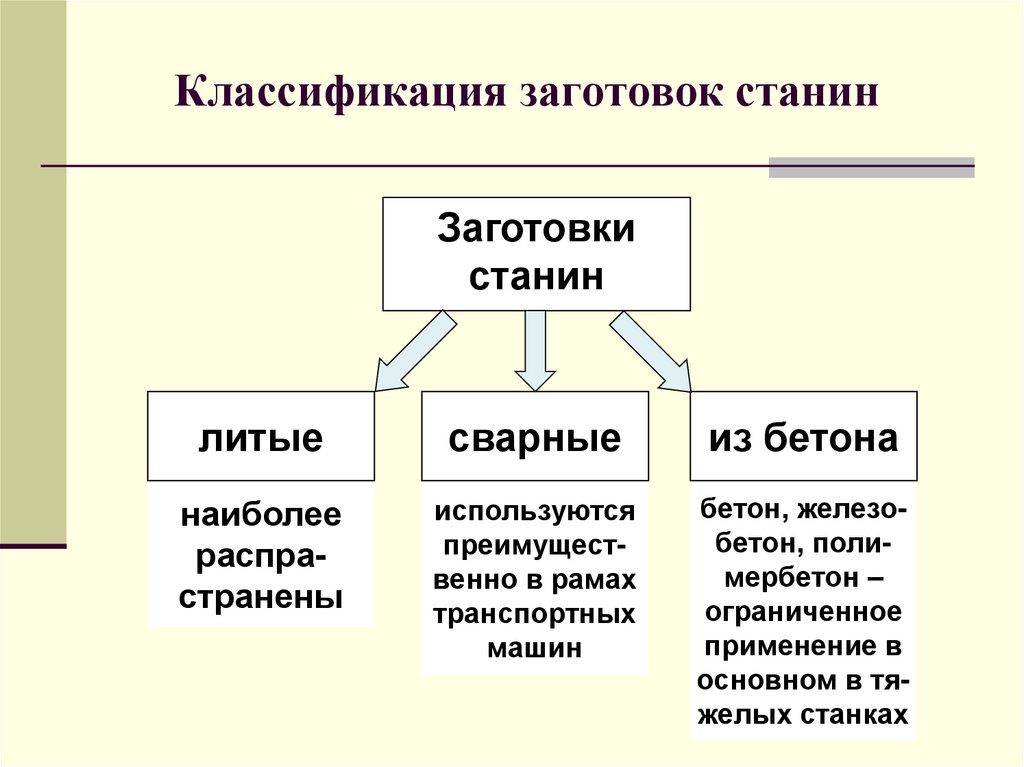 Hsu, T. Hsia, Muh-Cherng Wu
Hsu, T. Hsia, Muh-Cherng Wu
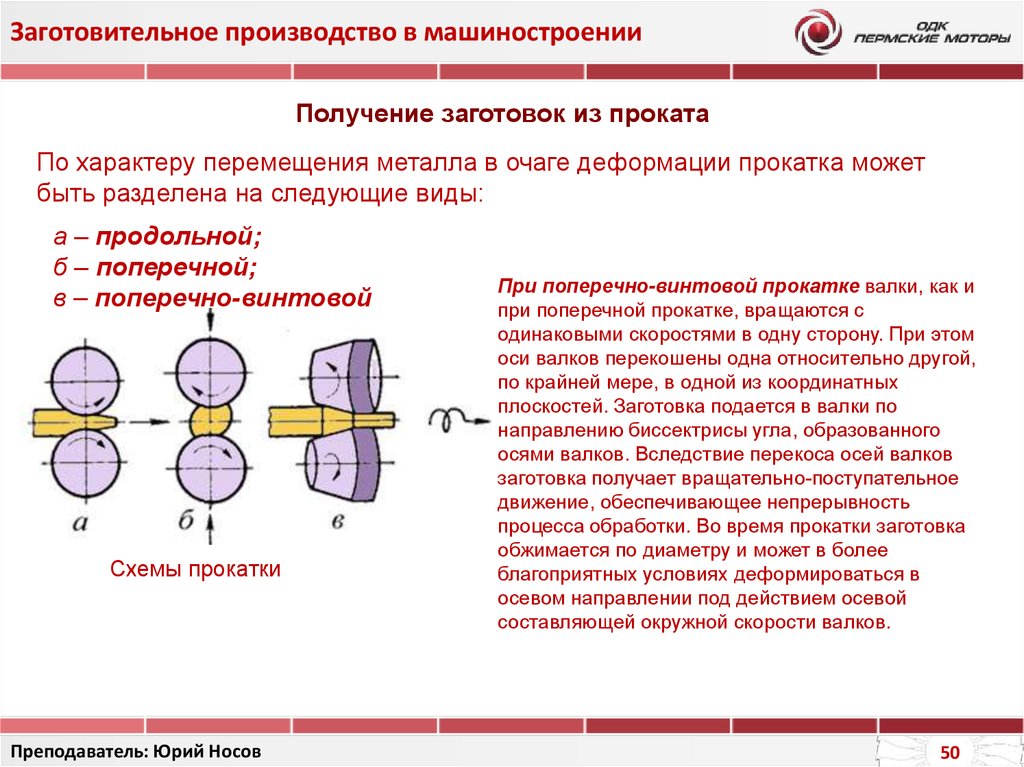 Hsia, S. Hsu
Hsia, S. Hsu R. Jen
R. Jen Lenau, Lianchun Mu
Lenau, Lianchun Mu -S. Chen
-S. Chen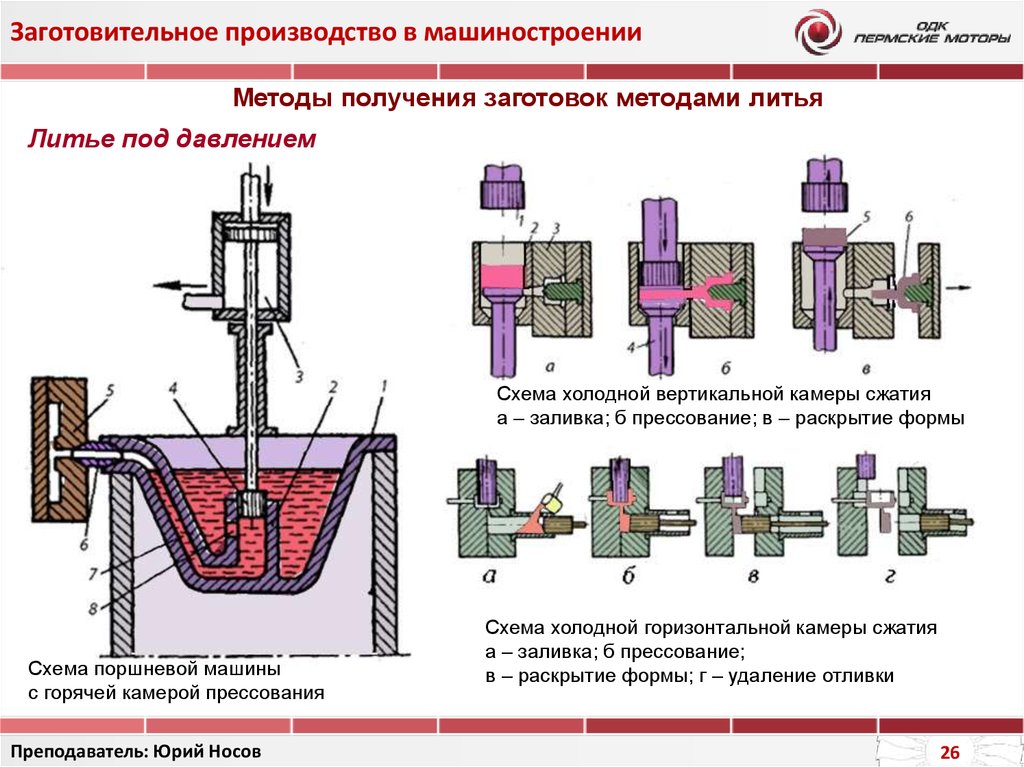
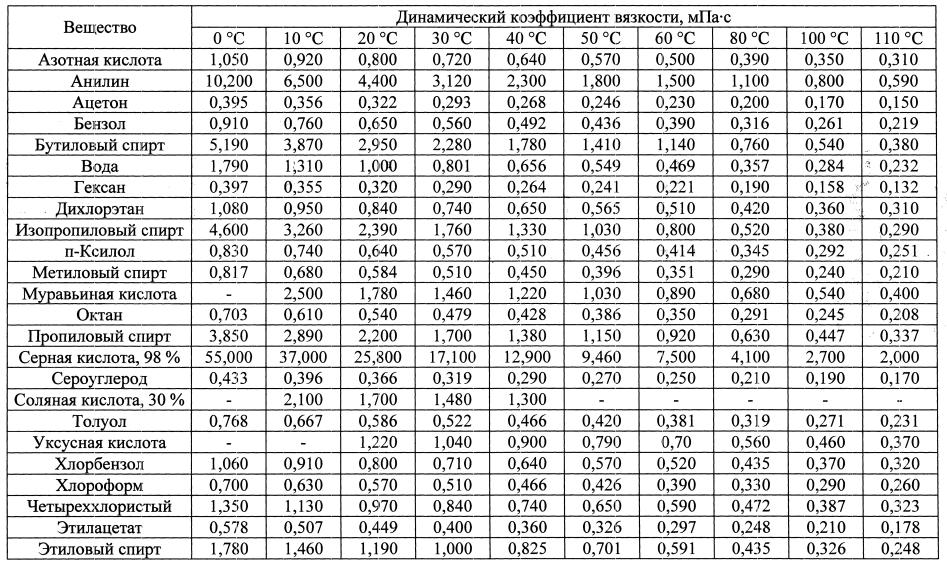
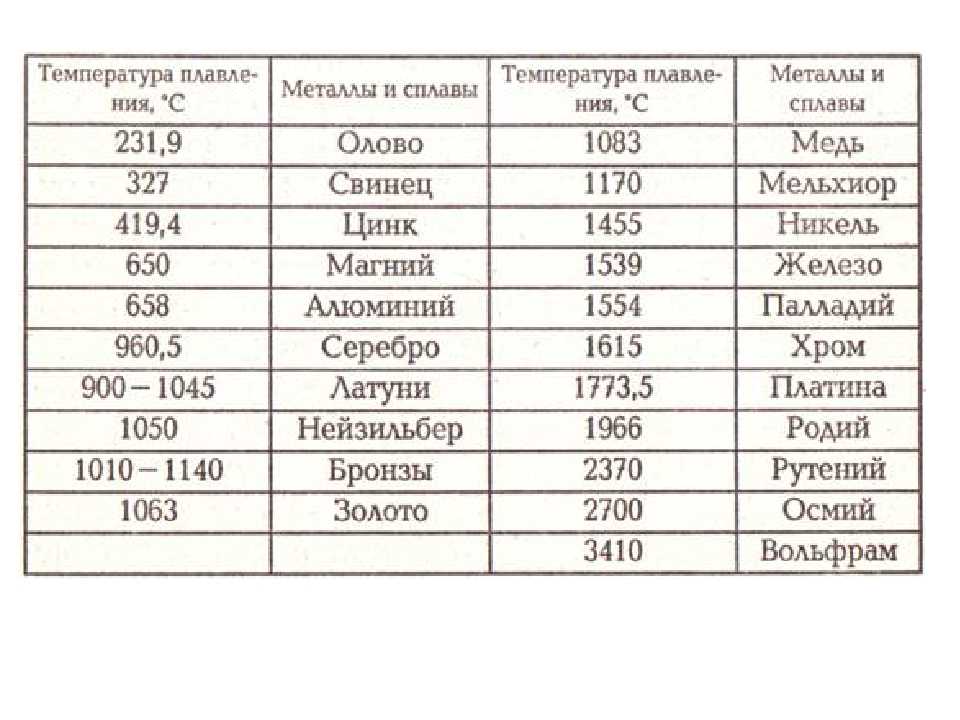 Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается.
Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается. Перед началом работы материалы просушивают в духовке или с помощью фена.
Перед началом работы материалы просушивают в духовке или с помощью фена. В время нагревания ПЛА отсутствует запах, что важно для многих процессов.
В время нагревания ПЛА отсутствует запах, что важно для многих процессов.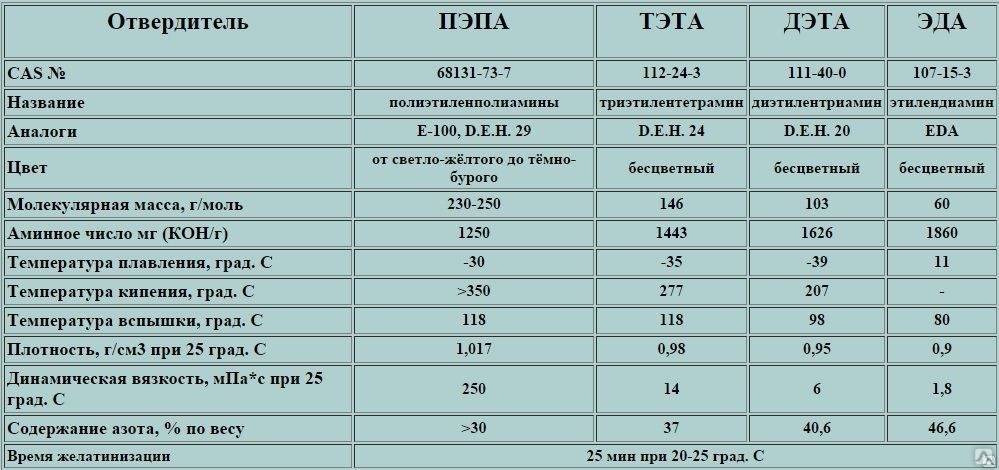 Техническое название «отпуск»
Техническое название «отпуск» В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
 Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений.
Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений. Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.
Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.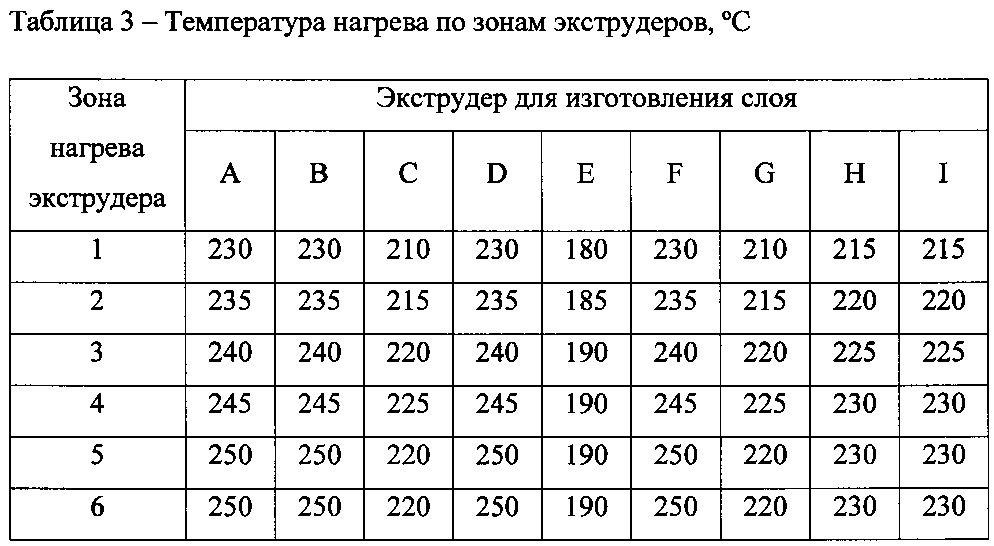

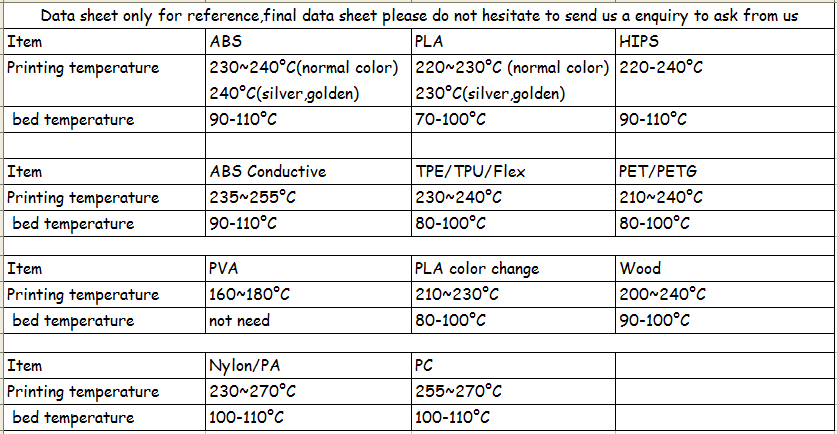
 Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату.
Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату. Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати.
Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати. Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался.
Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался. В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.
В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.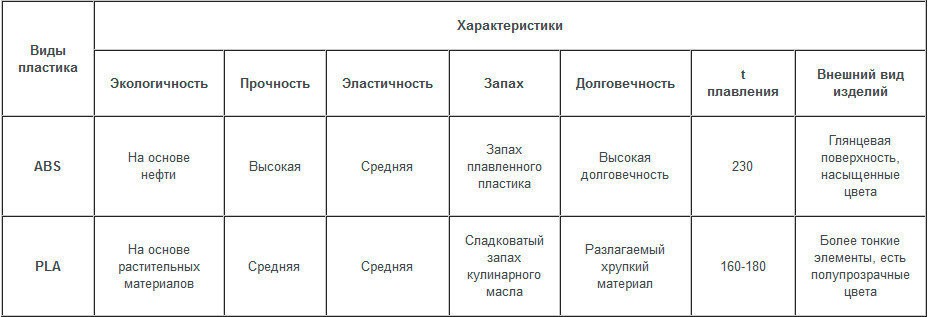 Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.
Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.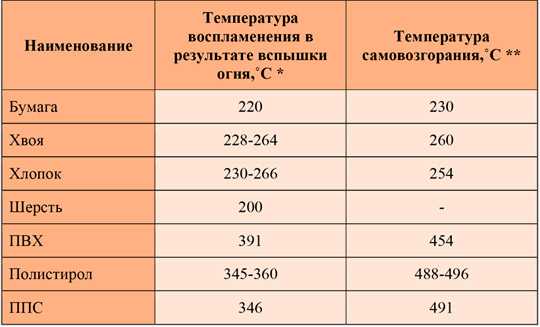
 Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити.
Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити. 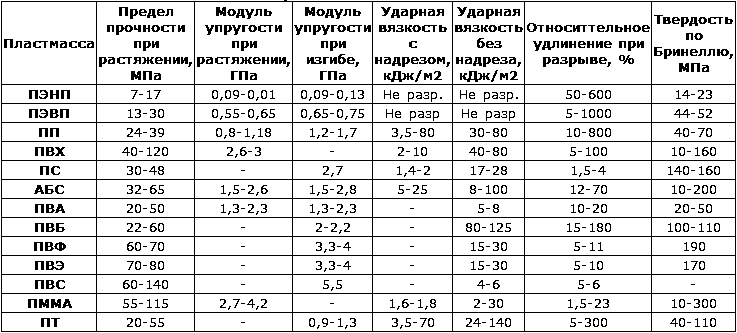 В этом суть использования ABS для 3D-печати.
В этом суть использования ABS для 3D-печати.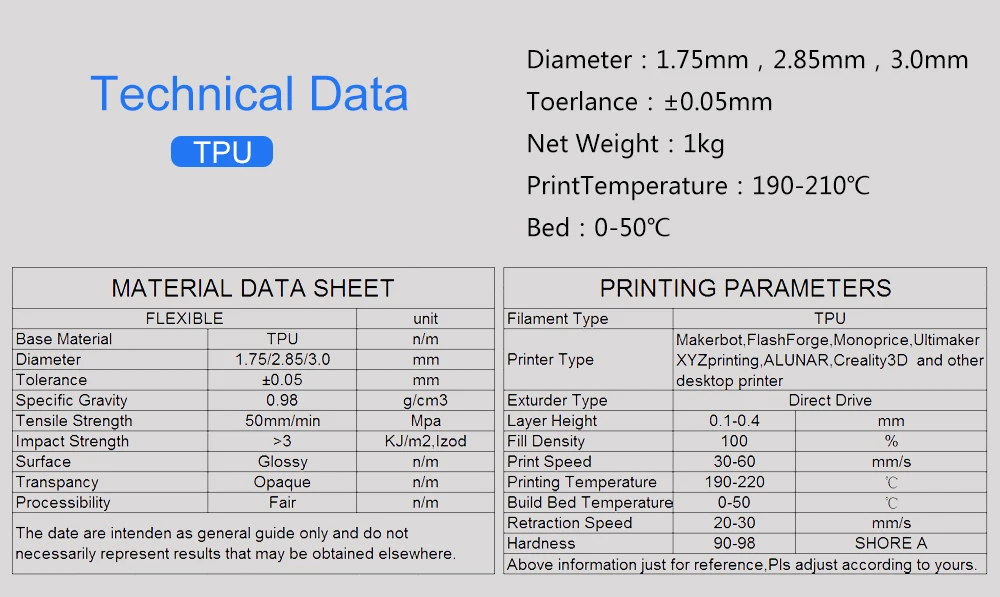
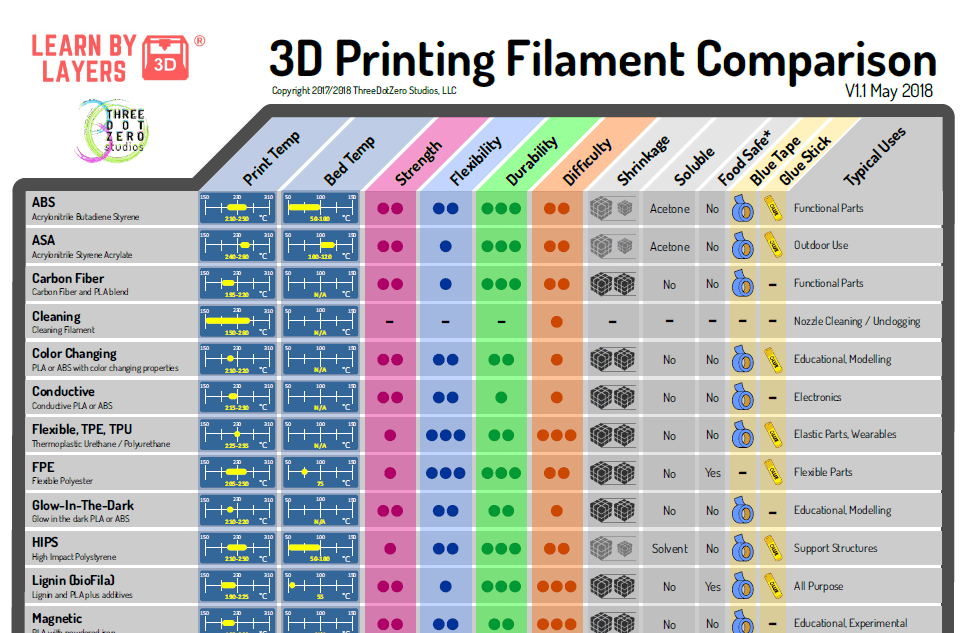 В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
 Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.
Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.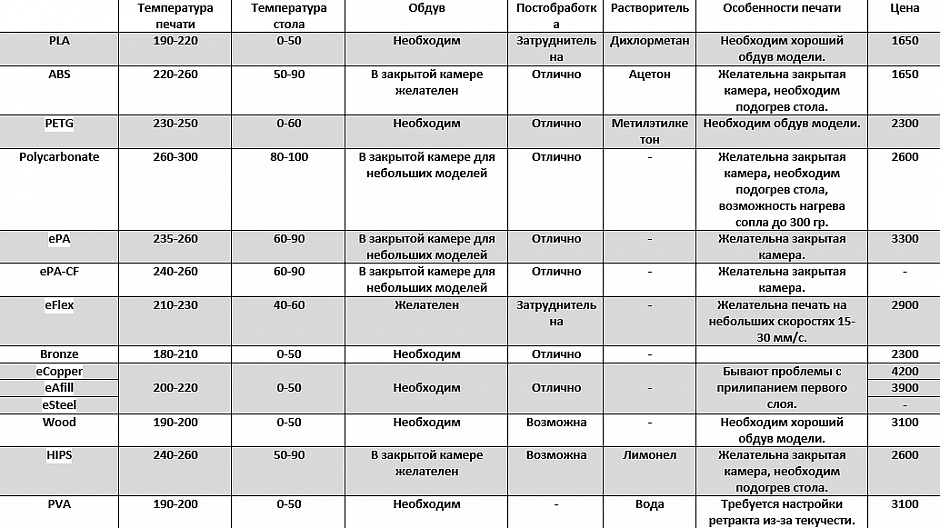 Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией.
Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией. C4H6.C3h4N/c1-2-8-6-4-3-5-7-8;1-3-4 -2;1-2-3-4/h3-7H,1h3;3-4H,1-2h3;2H,1h3
C4H6.C3h4N/c1-2-8-6-4-3-5-7-8;1-3-4 -2;1-2-3-4/h3-7H,1h3;3-4H,1-2h3;2H,1h3
 Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.
Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.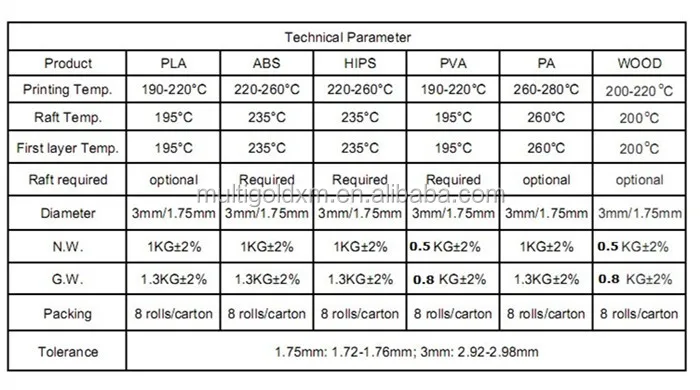 Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом.
Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом. Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство.
Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство. Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик.
Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик. Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте
Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте

 86х2.25
86х2.25 В большинстве моделей степлеров это делается следующим образом:
В большинстве моделей степлеров это делается следующим образом:
 Имеет регулировку силы удара. Так можно выбирать, насколько глубоко забивается скоба. Мощность и производительность выше, чем у ручных моделей. Работает со скобами до 25-30 мм в длину. Электростеплер приводится в действие с помощью плавного нажатия кнопки. Благодаря этому при руки не устают работе.
Имеет регулировку силы удара. Так можно выбирать, насколько глубоко забивается скоба. Мощность и производительность выше, чем у ручных моделей. Работает со скобами до 25-30 мм в длину. Электростеплер приводится в действие с помощью плавного нажатия кнопки. Благодаря этому при руки не устают работе. Забивает скобы длинной до 50 мм даже в очень прочную древесину. Как и в случае с электростеплером, рука не устает во время работы.
Забивает скобы длинной до 50 мм даже в очень прочную древесину. Как и в случае с электростеплером, рука не устает во время работы. Также это застревание скобы может произойти из-за того, что на компрессоре выставлено неправильное давление.
Также это застревание скобы может произойти из-за того, что на компрессоре выставлено неправильное давление. Далее мы расскажем только про них.
Далее мы расскажем только про них.


 Ряд гвоздиков необходимо загрузить по одной из внешних граней буквы «П», а не внутрь этой самой буквы!
Ряд гвоздиков необходимо загрузить по одной из внешних граней буквы «П», а не внутрь этой самой буквы! Когда на степлер оказывается давление, он проталкивает скобу через стопку бумаги, которая сгибает штыри вниз, создавая прочный переплет. Степлеры бывают двух типов мощности: ручные и электрические. Приведенная ниже таблица поможет вам определить, какой тип степлера лучше всего подходит для вас.
Когда на степлер оказывается давление, он проталкивает скобу через стопку бумаги, которая сгибает штыри вниз, создавая прочный переплет. Степлеры бывают двух типов мощности: ручные и электрические. Приведенная ниже таблица поможет вам определить, какой тип степлера лучше всего подходит для вас.

 Этот стиль также включает в себя степлеры и пистолеты, которые часто используются в промышленности.
Этот стиль также включает в себя степлеры и пистолеты, которые часто используются в промышленности.
 Когда степлер проталкивает скобу через стопку бумаги, зубья протыкают бумагу, а ножки складываются за корону, чтобы зафиксировать предметы на месте.
Когда степлер проталкивает скобу через стопку бумаги, зубья протыкают бумагу, а ножки складываются за корону, чтобы зафиксировать предметы на месте. Если размер скобы соответствует вашему совместимому степлеру, покупка половинной или полной полосы полностью зависит от вас. Картриджные скобы немного более эксклюзивны с точки зрения использования, так как они предназначены только для электрических или тяжелых степлеров.
Если размер скобы соответствует вашему совместимому степлеру, покупка половинной или полной полосы полностью зависит от вас. Картриджные скобы немного более эксклюзивны с точки зрения использования, так как они предназначены только для электрических или тяжелых степлеров. Но не бойтесь, наши эксперты обнаружили два простых способа распутывания степлера. Все, что вам нужно, это скрепка!
Но не бойтесь, наши эксперты обнаружили два простых способа распутывания степлера. Все, что вам нужно, это скрепка!
 Случайное использование перманентных маркеров и ручек оставляет заметки, которые невозможно стереть. Удалить маркер для сухого стирания или влажного стирания сразу достаточно легко, но если заметки остаются на доске слишком долго, даже эти маркеры оставят пятна. Большинство белых досок поставляются с войлочным ластиком, который можно использовать для чистки, но он не всегда помогает. Если на доске появились пятна и следы от частого использования, воспользуйтесь этими простыми способами, чтобы она выглядела как новая. Купить все белые доски Как чистить доски для сухого стирания Чтобы очистить доску, начните с увлажнения ткани и нанесения небольшого количества чистящего средства по вашему выбору на
Случайное использование перманентных маркеров и ручек оставляет заметки, которые невозможно стереть. Удалить маркер для сухого стирания или влажного стирания сразу достаточно легко, но если заметки остаются на доске слишком долго, даже эти маркеры оставят пятна. Большинство белых досок поставляются с войлочным ластиком, который можно использовать для чистки, но он не всегда помогает. Если на доске появились пятна и следы от частого использования, воспользуйтесь этими простыми способами, чтобы она выглядела как новая. Купить все белые доски Как чистить доски для сухого стирания Чтобы очистить доску, начните с увлажнения ткани и нанесения небольшого количества чистящего средства по вашему выбору на

 Кроме того, стержни используют для герметизации, а также для фиксации, например, проводков при изготовлении электротехники. Выбрать оптимальный расходник помогает его цвет, который, впрочем, может иметь чисто декоративное значение.
Кроме того, стержни используют для герметизации, а также для фиксации, например, проводков при изготовлении электротехники. Выбрать оптимальный расходник помогает его цвет, который, впрочем, может иметь чисто декоративное значение. Термопистолет — другое дело, им пользуются как мужчины-ремонтники, так и женщины, которые занимаются рукоделием. А слабый пол не любит работать клеевым пистолетом, выглядящим как замарашка.
Термопистолет — другое дело, им пользуются как мужчины-ремонтники, так и женщины, которые занимаются рукоделием. А слабый пол не любит работать клеевым пистолетом, выглядящим как замарашка. 
 При наличии прокачанных навыков, из термоклея можно сделать что угодно, склеить любую конструкцию.
При наличии прокачанных навыков, из термоклея можно сделать что угодно, склеить любую конструкцию.

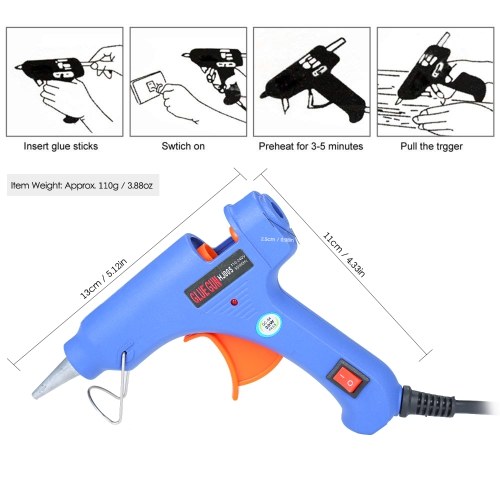

_1636754268.jpg)

 Однако эта характеристика имеет значение лишь при покупке инструмента для строительных работ, когда скорость подачи клея играет решающую роль.
Однако эта характеристика имеет значение лишь при покупке инструмента для строительных работ, когда скорость подачи клея играет решающую роль.


 Эта часть автомобиля выполняет функцию регулирования температуры двигателя и, через свой радиатор контролирует перегрев двигателя , то есть используется для охлаждения и прогрева двигателя автомобиля.
Эта часть автомобиля выполняет функцию регулирования температуры двигателя и, через свой радиатор контролирует перегрев двигателя , то есть используется для охлаждения и прогрева двигателя автомобиля. В свою очередь, водяной насос выталкивает охлаждающую жидкость с более низкой температурой из радиатора в двигатель.
В свою очередь, водяной насос выталкивает охлаждающую жидкость с более низкой температурой из радиатора в двигатель. Термостат с электрическим управлением (также называемый управляемым по карте) обеспечивает более широкую и быструю работу, чем традиционные термостаты. Они регулируются через систему управления двигателем.
Термостат с электрическим управлением (также называемый управляемым по карте) обеспечивает более широкую и быструю работу, чем традиционные термостаты. Они регулируются через систему управления двигателем.

 У термостата есть удивительная функция, позволяющая охлаждать двигатель каждый раз, когда он нагревается. Так эксплуатация автомобиля без термостата имеет свои последствия, о которых должен знать каждый водитель. Давайте узнаем, что произойдет!
У термостата есть удивительная функция, позволяющая охлаждать двигатель каждый раз, когда он нагревается. Так эксплуатация автомобиля без термостата имеет свои последствия, о которых должен знать каждый водитель. Давайте узнаем, что произойдет! Позволяя двигателю прогреться как можно быстрее, термостат снижает износ двигателя, отложения и выбросы.
Позволяя двигателю прогреться как можно быстрее, термостат снижает износ двигателя, отложения и выбросы.
 Двигатель подвергается процедуре замкнутого контура, когда двигатель выходит за определенную температуру. Если температура не повысится, двигатель захлебнется и в конце концов остановится.
Двигатель подвергается процедуре замкнутого контура, когда двигатель выходит за определенную температуру. Если температура не повысится, двигатель захлебнется и в конце концов остановится.
 Он должен располагаться где-то между решеткой автомобиля и радиатором. Этот метод предотвращает охлаждение всей системы радиатором за счет уменьшения обдува холодным воздухом. Это может даже решить проблему с холодным воздухом от обогревателя. Но, следуя этому методу, следите за температурной сеткой, чтобы двигатель не перегревался. Если температура подскочит слишком сильно, прервите операцию и снимите плату. Итак, используйте этот метод всякий раз, когда вы думаете- может ли машина работать без термостата ?
Он должен располагаться где-то между решеткой автомобиля и радиатором. Этот метод предотвращает охлаждение всей системы радиатором за счет уменьшения обдува холодным воздухом. Это может даже решить проблему с холодным воздухом от обогревателя. Но, следуя этому методу, следите за температурной сеткой, чтобы двигатель не перегревался. Если температура подскочит слишком сильно, прервите операцию и снимите плату. Итак, используйте этот метод всякий раз, когда вы думаете- может ли машина работать без термостата ?

 510
510
 ru
ru C.B-L1012 W/ L1014 КОМПЛЕКТ ДЛЯ УСТАНОВКИ ПЕРЕДНЕГО САЛЬНИКА КОЛЕНЧАТОГО ВАЛА FORD | ЯГУАР | LAND ROVER
C.B-L1012 W/ L1014 КОМПЛЕКТ ДЛЯ УСТАНОВКИ ПЕРЕДНЕГО САЛЬНИКА КОЛЕНЧАТОГО ВАЛА FORD | ЯГУАР | LAND ROVER C.B-A6004 ВИТРОННАЯ ПОЛКА
C.B-A6004 ВИТРОННАЯ ПОЛКА 1/2″, 12 РЕБРОВ, 86 мм)
1/2″, 12 РЕБРОВ, 86 мм) C.B-A2312 ПОДДОН ДЛЯ СЛИВА МАСЛА, 2 Л
C.B-A2312 ПОДДОН ДЛЯ СЛИВА МАСЛА, 2 Л
 , ЛТД.
, ЛТД. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. 3 Rubber Manufacturer Co., Ltd.
3 Rubber Manufacturer Co., Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , LTD.
, LTD. , Ltd.
, Ltd. , Ltd.
, Ltd. АВТОЗАПЧАСТЕЙ НИНБО БОНА, ЛТД.
АВТОЗАПЧАСТЕЙ НИНБО БОНА, ЛТД.
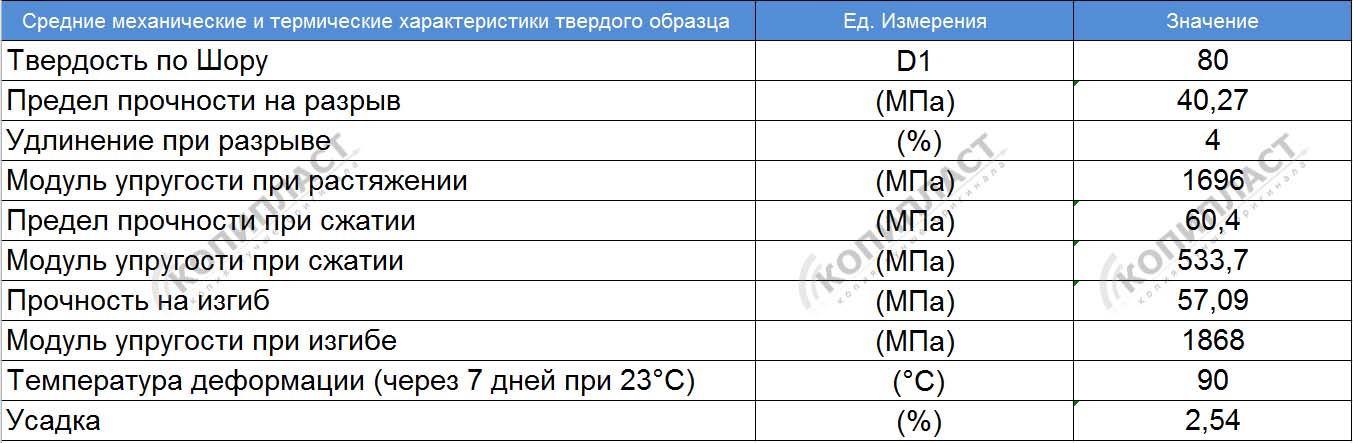


 д.) для придания необходимых св-в.
д.) для придания необходимых св-в.

 )
)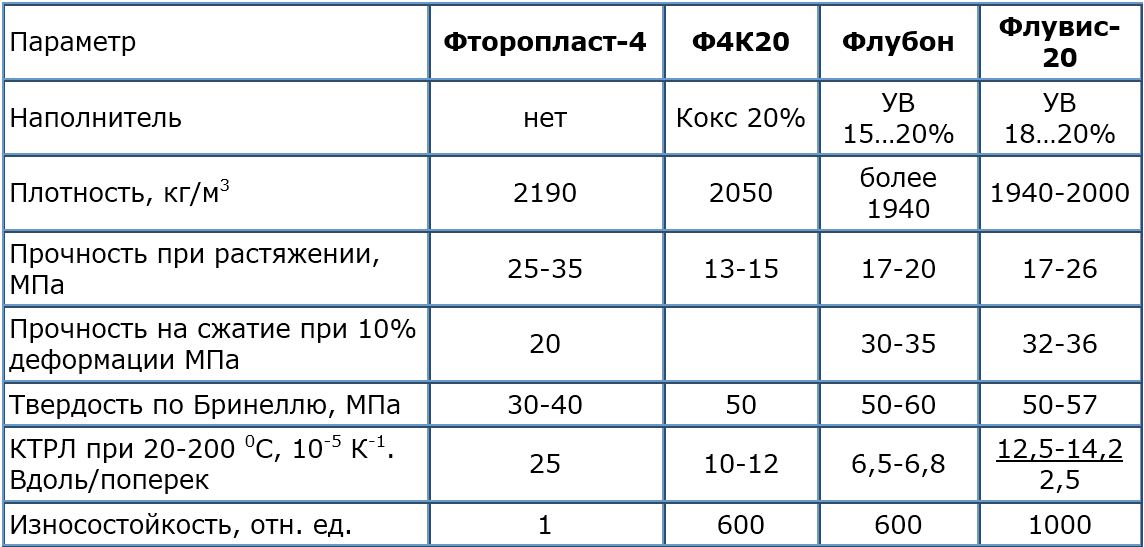 Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.
Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.  По мере нагревания он медленно и постепенно превращается в жидкость.
По мере нагревания он медленно и постепенно превращается в жидкость. 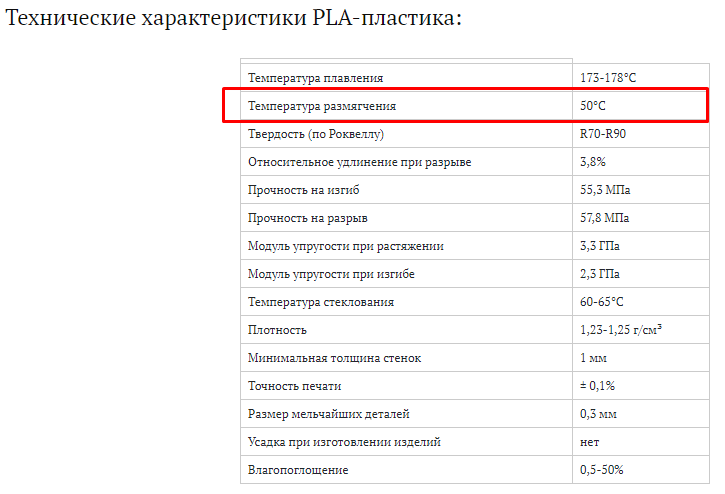
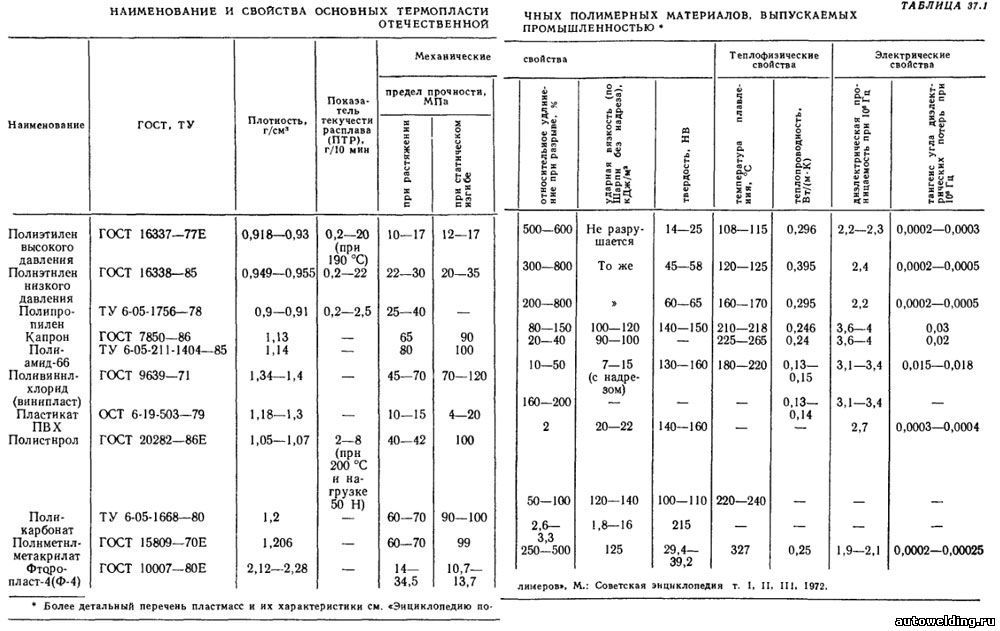 Также важно выполнять тестовые отпечатки при использовании новой нити.
Также важно выполнять тестовые отпечатки при использовании новой нити. 
 Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.
Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.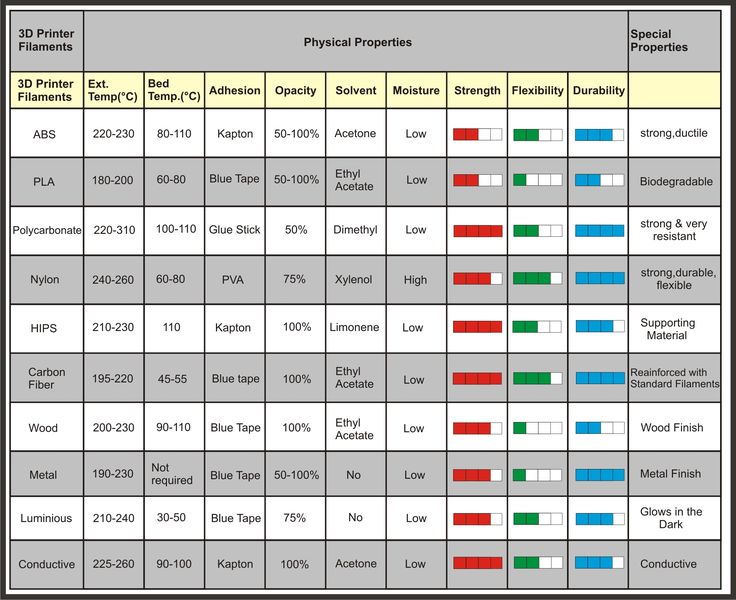 Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».
Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».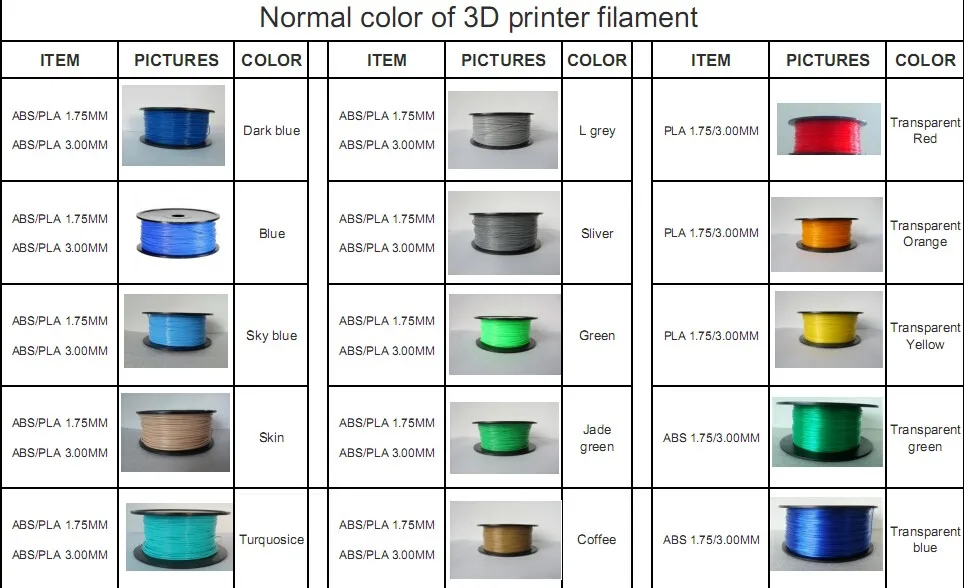 Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.
Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.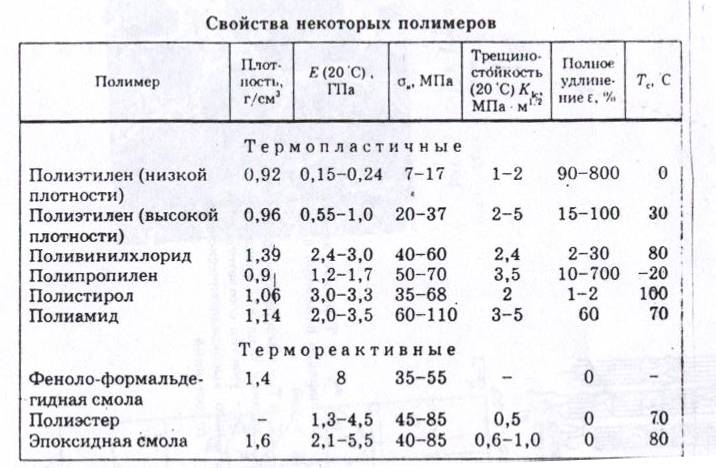 Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
 Помимо этого «Варяг» позволяет выполнять междурядную обработку, окучивание, и выкапывание картофельного урожая за счет сменного навесного оборудования.
Помимо этого «Варяг» позволяет выполнять междурядную обработку, окучивание, и выкапывание картофельного урожая за счет сменного навесного оборудования. см. Функционирует он на бензине, запуск силовой установки производится ручным стартером.
см. Функционирует он на бензине, запуск силовой установки производится ручным стартером. К рычагу подводиться также и трос, которым совершается управление. При для начала движения достаточно нажать на ручку привода троса, тогда рычаг с роликом перемещается и начинает давить на ремень, создавая натяжение, из-за чего начинает передаваться усилие от шкива колен. Вала к шкиву редуктора. Ременной привод у мотокультиватора «Варяг» заключен в защитный металлический чехол.
К рычагу подводиться также и трос, которым совершается управление. При для начала движения достаточно нажать на ручку привода троса, тогда рычаг с роликом перемещается и начинает давить на ремень, создавая натяжение, из-за чего начинает передаваться усилие от шкива колен. Вала к шкиву редуктора. Ременной привод у мотокультиватора «Варяг» заключен в защитный металлический чехол.
 , 4-такт.
, 4-такт. Дополнительной особенностью данных мотокультиваторов является также и цена, поскольку он значительно дешевле зарубежных аналогов.
Дополнительной особенностью данных мотокультиваторов является также и цена, поскольку он значительно дешевле зарубежных аналогов.
 Имеет доступную стоимость наравне с отличным качеством. Агрегат поворотливый, простой в использовании, выносливый при ежедневных продолжительных работах.
Имеет доступную стоимость наравне с отличным качеством. Агрегат поворотливый, простой в использовании, выносливый при ежедневных продолжительных работах.



 с.;
с.; с.;
с.; Однако вместо тысячи статей к середине 1917 было изготовлено всего 4 прототипа.
Однако вместо тысячи статей к середине 1917 было изготовлено всего 4 прототипа.
 За последние 10 лет в войска поступили сотни тысяч управляемых ракет и ракет для стрельбы с вертолетов, танков и САУ.
За последние 10 лет в войска поступили сотни тысяч управляемых ракет и ракет для стрельбы с вертолетов, танков и САУ. ) подтверждаются в локальных конфликтах.
) подтверждаются в локальных конфликтах. 71.
71.
 Не подходит для рыхления твердой, плотной почвы.
Не подходит для рыхления твердой, плотной почвы.